


A2 S Mini Master
A2 S G Master
A2 SFE1 / A2 SGE1
101103105107109 111102021110025108024042106023061104022041100020040060001
Bruksanvisning
Brugsanvisning
Bruksanvisning
Käyttöohjeet
Instruction manual
Betriebsanweisung
0456 552 981111001
Manuel d’instructions
Gebruiksaanwijzing
Instrucciones de uso
Istruzioni per l’uso
Manual de instruções
ПдзгЯет чсЮуещт
Valid from Serial NO 740 XXX--XXXX

SVENSKA 3..............................................
DANSK 17................................................
NORSK 31................................................
SUOMI 45................................................
ENGLISH 59..............................................
DEUTSCH 73.............................................
FRANÇAIS 88.............................................
NEDERLANDS 103.........................................
ESPAÑOL 118..............................................
ITALIANO 133..............................................
PORTUGUÊS 148..........................................
ЕЛЛЗНЙКБ 163.............................................
Rätt till ändring av specifikationer utan avisering förbehålles.
Ret til ændring af specifikationer uden varsel forbeholdes.
Rett til å endre spesifikasjoner uten varsel forbeholdes.
Oikeudet muutoksiin pidätetään.
Rights reserved to alter specifications without notice.
Änderungen vorbehalten.
Sous réserve de modifications sans avis préalable.
Recht op wijzigingen zonder voorafgaande mededeling voorbehouden.
Reservado el derecho de cambiar las especificaciones sin previo aviso.
Ci riserviamo il diritto di variare le specifiche senza preavviso.
Reservamo--nos o direito de alterar as especificações sem aviso prévio.
ДйбфзсеЯфбй фп дйкбЯщмб фспрпрпЯзузт рспдйбгсбцюн ЧщсЯт рспейдпрпЯзуз.
-- 2 --

DANSK
1DIREKTIV 18.........................................................
2 SIKKERHED 18.......................................................
3 INDLEDNING 19......................................................
3.1 Generelt 19..................................................................
3.2 Definitioner 19...............................................................
3.3 Tekniske data 20.............................................................
3.4 Svejsemetode 20.............................................................
3.5 Udstyr 21...................................................................
4 INSTALLATION 22....................................................
4.1 Generelt 22..................................................................
4.2 Montering 22................................................................
4.3 Tilslutninger 22...............................................................
5 DRIFT 24.............................................................
5.1 Generelt 24..................................................................
5.2 Start 24.....................................................................
5.3 Ombygning af A2 SFE1 (pulversvejsning) til MIG/MAG-- svejsning 28...............
5.4 Ombygning af A2 SFE1 (pulversvejsning) til Twinarc 28...........................
6 VEDLIGEHOLDELSE 28...............................................
6.1 Generelt 28..................................................................
6.2 Dagligt 28...................................................................
6.3 Regelmæssigt 29............................................................
7 FEJLFINDING 29......................................................
8 TILBEHØR 30........................................................
9 RESERVDELSBESTILLING 30.........................................
SLIDDELE 178..........................................................
RESERVEDELSFORTEGNELSE 179........................................
TOCd
-- 1 7 --
DK
1DIREKTIV
OVERENSSTEMMELSEERKLÆRING
Esab Welding Equipment AB, 695 81 Laxå, Sweden garanterer under eget ansvar,
at svejseautomat A2 SFE1 / A2 SGE1 fra serienummer 740 er i overensstemmelse
med standard EN 60292 ifølge betingelserne i direktiv (89/392/EEC) med tillægg.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -------Laxå 97--09--29
Paul Karlsson
Managing Director
Esab Welding Equipment AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584
12336
2 SIKKERHED
Det er brugeren af en ESAB svejseautomat, som har det endelige ansvar for de sikkerhedsforanstaltninger, der angår de personer, som arbejder med systemet eller i nærheden af det.
Indholdet i denne anbefaling kan ses som et tillæg til de normale regler, der gælder for arbejdspladsen.Al betjening skal efter givne instruktioner udføres af personale, der er omhyggeligt instrueret i
svejseautomatens funktion.
En betjeningsfejl som følge af brug af et forkert håndgreb eller en forkert rækkefølge af en følge af
funktioner, kan forårsage en unormal situation, som kan medføre skader på såvel operatøren som det
maskinelle udstyr.
1. Alt personale, som arbejder med svejseautomaten skal være omhyggeligt instrueret i:
S dens betjening
S placering af nødstop
S dens funktion
S gældende sikkerhedsforskrifter
2. Operatøren skal sørge for:
S at der ikke opholder sig uvedkommende indenfor svejseautomatens arbejdsområde, inden
den sættes i gang.
S at ingen personer er forkert placeret, når vogn eller slæder bevæges.
3. Arbejdsområdet skal:
S være fri for maskindele, værktøj eller andet oplagret materiel, som kan hindre operatørens
bevægelser inden for arbejdsområdet.
S være indrettet således, at kravene om adgang til nødstop er fuldt opfyldt.
4. Personligt beskyttelsesudstyr
S Brug altid det foreskrevne personlige beskyttelsesudstyr som f.eks. beskyttelsesbriller,
brandsikkert arbejdstøj og beskyttelseshandsker.
S Vær omhyggelig med aldrig at bære løstsiddende beklædning, tørklæder, armbånd el.lign.,
som kan hænge i.
5. Øvrigt
Spændingsførende dele er normalt berøringsafskærmede.
S Kontroller, at de anviste returledere er korrekt tilsluttede.
S Indgreb i elektriske komponenter må kun foretages af autoriseret personale.
S Nødvendigt udstyr til ildslukning skal være let tilgængeligt og tydeligt markeret.
S Smøring og vedligeholdelse af svejseautomaten må ikke udføres under drift.
dha5d1da
-- 1 8 --
DK
ADVARSEL
SVEJSNING OG SKÆRING KAN VÆRE FARLIGT FOR BÅDE UDØVER OG OMGIVELSER. DERFOR
SKAL DER VISES FORSIGTIGHED VED SVEJSNING OG SKÆRING. FØLG TIL ENHVER TID VÆRKSTEDETS OG ARBEJDSGIVERENS ANVISNINGER SOM BL A ER BASERET PÅ FØLGENDE INFORMATIONER
ELEKTRISK STØD -- Kan være dræbende.
S Svejseudstyret skal installeres og jordforbindes ifølge de til enhver tid gældende forskrifter i ”Stærk-
strømsreglementet” og ”Fællesregulativet”.
S Rør aldrig ved spændingsførende dele eller elektroder med bare hænder eller iført våde eller fugtige
handsker.
S Sørg selv for under arbejdet at være isoleret fra jorden og/eller arbejdsemnet,
f eks ved brug af fodtøj med gummisål.
S Sørg for at stå støt og sikkert.
RØG OG GAS -- Kan være sundhedsfarligt.
S Hold ansigtet væk fra svejserøgen.
S Brug ventilation og udsugning af svejserøg.
SVEJSE--/SKÆRELYS -- Kan ødelægge øjnene og give forbrændinger
S Beskyt øjnene og kroppen. Brug svejsehjelm med foreskrevet filtertæthed og beskyttende beklædning.
S Skærm af mod dem, der arbejder rundt omkring, med skærme eller forhæng.
BRANDFARE
S Gnister kan forårsage brand sørg derfor for at, der ikke er antændelige genstande i nærheden af svej-
sepladsen.
STØJ -- Kraftig støj kan skade hørelsen
S Beskyt dine ører. Brug høreværn eller anden beskyttelse af hørelsen.
S Advar folk i nærheden om risikoen.
VED FUNKTIONSFEJL -- Tag kontakt med en fagmand.
LÆS BRUGSANVISNINGEN OMHYGGELIGT IGENNEM INDEN INSTALLATION OG IBRUGTAGNING
TÆNK PÅ AT BESKYTTE DEM SELV OG ANDRE
3 INDLEDNING
3.1 Generelt
Samtlige svejseautomater, som er medtaget i denne brugsanvisning, gælder hhv.
UP og MIG/MAG--svejsning af stump-- og kantsøm.
ESAB‘s svejsehoveder er af typen A2 S og er beregnet til brug sammen med
manøvreboks A2--A6 Process Controller og ESAB‘s svejsestrømkilder LAF eller TAF.
Svejsehovedets stilling kan indstilles vandret og lodret i forhold til linealslæderne.
Vinkelbevægelsen indstilles med vinkelslæden.
3.2 Definitioner
UP--svejsning Ved svejsning beskyttes svejsestrengen med en pulver -
dækning.
UP Light duty Denne udførelse tillader en lavere belastning af strøm-
men, og tyndere tråd anvendes ved svejsning.
MIG/MAG--svejsning
Ved svejsning besk
dtotråde
yttes svejsestrengen med
beskyttelsesgas.
Tandem--svejsning Svejsning med to stk. svejsehoveder.
Twinarc--svejsning Svejsning me i det samme svejsehoved.
dha5d1da
-- 1 9 --

DK
3.3 Tekniske data
A2 SFE1 A2 SGE1
Pulver MIG/MAG
LD D20
Tilladt belastning 100 % 800 AAC/DC 600 A AC/DC
Tråddimensioner:
massiv enkelttråd 1,6--4,0 mm 0.8--2,5 mm
rørtråd 1,6--4,0 mm 1,2--3,2 mm
dobbelttråd 2x1,2--2,0 mm --
Trådfremføringshastighed 0,2--9,0 m/min 0,2--16 m/min
Bremsenavets bremsemoment 1,5 Nm 1,5 Nm
Trådvægt, max 2x30 kg 2x30 kg
Pulverbeholderens indhold
(Må ikke fyldes med forvarmet pulver)
Vægt (ekskl tråd og pulver) 50 kg 15 kg
Hældning til siden, max. 25_ 25_
Slædens indstillingslængde*
hånddreven
*) OBS anden længde kan bestilles.
6l --
90 mm 90 mm
3.4 Svejsemetode
Pulversvejsning
Til UP--svejsning anvendes altid svejsehoved A2SF.
S UP Light duty
UP light duty med en kontaktenhed ∅ 20 mm, der tillader en belastning indtil
800 A ( 100%).
Denne udførelse kan forsynes med fremføringsruller for enkel-- eller dobbelttrådsvej sning (twinarc). For rørtråd findes specielle riflede fremføringsruller, som garanterer
en sikker fremføring af tråden, uden at den deformeres p.g.a hø je fremføringstryk.
MIG/MAG--svejsning
Til MIG/MAG --svejsning anvendes altid svejsehoved A2SG, som tillader en max
belastning på 600 A.
Svejsehovedet er vandkø let, og kølevandet forbindes via slanger til de hertil
beregnede tilslutninger.
dha5d1da
-- 2 0 --

DK
3.5 Udstyr
Et komplet svejsehoved omfatter en tremtørings til at føre tråden frem og en
kontaktenhed, der forsyner tråden med strøm og giver god kontakt.
Kontaktenheder fås i flere forskellige udførelser.
S A2 SF bruges til pulversvejsning.
S A2 SG bruges til MIG/MAG--svejsning.
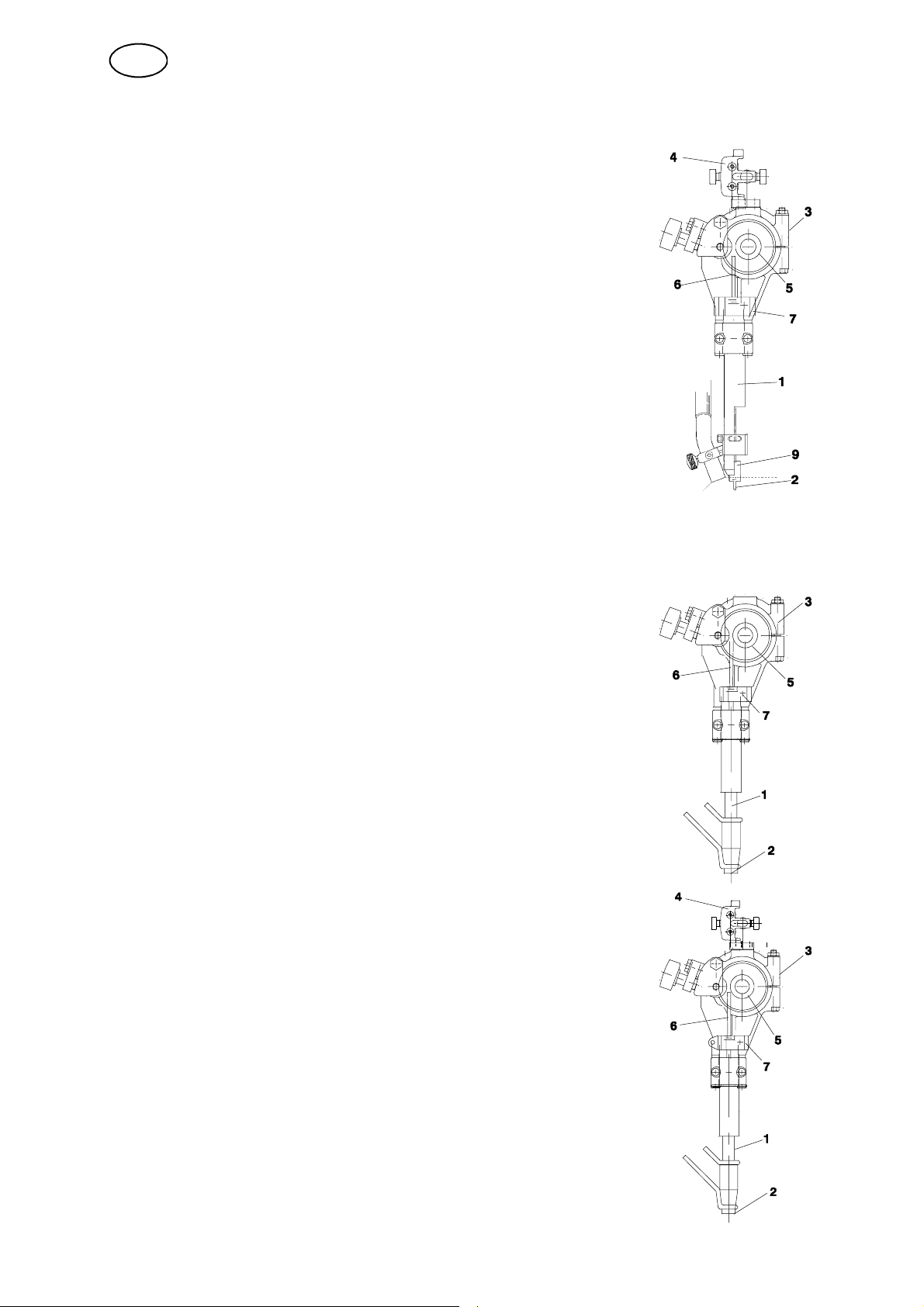
Eksempel på en A2 SFE1
1. Trådretteværk
2. Kontaktenhed bestående af kontaktdyse,
kontaktsko og pulverrør
3. Vinkelslæde
4. Slæde
5. Fremføringsmotor
6. Trådspole.
7. Pulverbeholder (evt. med påmonteret cyklon).
Eksempel p å en A2 SGE1
1. Trådretteværk
2. Kontaktenhed bestående af kontaktsko,
gasdyse og vandslange
3. Vinkelslæde
4. Slæde
5. Fremføringsmotor
6. Trådspole.
7. Retteværk til tynd tråd.
8. Trådstyr.
Tilkoblingsanvisning for hhv. Pulver -- og MIG/MAG svejsning er vist i
systemskemaet, se side 22.
dha5d1da
-- 2 1 --
DK
4 INSTALLATION
4.1 Generelt
Installation må kun foretages af autoriseret personale.
ADVARSEL!
Roterende dele frembyder risiko for klemning.
Udvis største forsigtighed.
4.2 Montering
Svejseautomaterna kan nemt monteres på en skinnegående vogn eller på en
svejsekran med 4 stk. skruer.
4.3 Tilslutninger
1. Tilkobling af styreboks A2--A6 Process Controller (PEH), til svejseautomaten skal
gøres iflg. koblingsanvisning i A2 --A6 Process Controller (PEH) servicemanual.
For yderligere information, se brugsanvisning for A2--A6 Process Controller
(PEH).
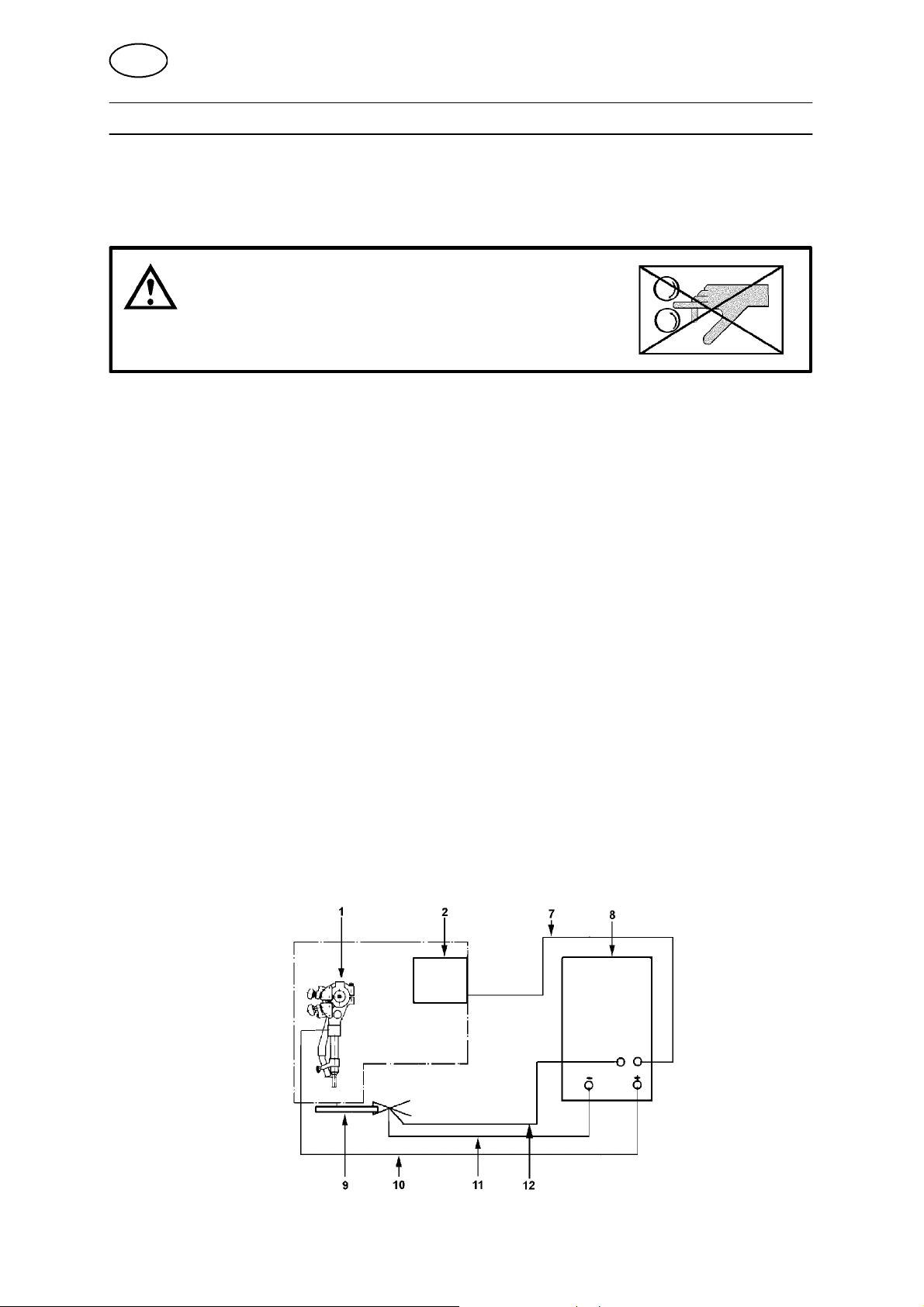
2. Tilslut A2 svejsehoveder ifølge nedenstående:
PULVERLYSBUESVEJSNING
S Forbind styreledningen (7) mellem svejsestrømkilden (8) og styreboksen
A2--A6 Process Controller (PEH) (2).
S Forbind returkablet (11) mellem svejsestrømkilden (8) og arbejdsstykket (9).
S Forbind svejsekablet (10) mellem svejsestrømkilden (8) og svejseautomaten
(1).
S Forbind måleledningen (12) mellem svejsestrømkilden (8) og arbejdsstykket
(9).
dha5d1da
-- 2 2 --

DK
GAS/METAL--LYSBUESVEJSNING MIG/MAG
S Forbind styreledningen (7) mellem svejsestrømkilden (8) og styreboksen
A2--A6 Process Controller (PEH) (2).
S Forbind returkablet (11) mellem svejsestrømkilden (8) og arbejdsstykket (9).
S Forbind svejsekablet (10) mellem svejsestrømkilden (8) og svejseautomaten
(1).
S Forbind gasslangen (5) mellem reduktionsventilen (6) og svejseautomatens
gasventil (13).
S Forbind slangerne til kølevand (3) mellem køleaggregatet (4) og
svejseautomaten (1).
S Forbind måleledningen (12) mellem svejsestrømkilden (8) og arbejdsstykket
(9).
dha5d1da
-- 2 3 --

DK
5 DRIFT
5.1 Generelt
Generelle sikkerhedsforskrifter for håndtering af denne u drustning findes på
side 18. Læs disse inden du anvender udrustningen.
S Vælg trådtype og svejsepulver eller beskyttelsesgas, så svejsematerialet i det
store og hele svarer analysemæssigt til grundmaterialet. Vælg tråddimension og
svejsedata i henhold til anbefalingerne fra leverandøren af tilsatsmaterialet.
S Der kræves omhyggelige forberedelser for at opnå gode svejseresultater.
BEMÆRK! Der må ikke forekomme varierende spaltebredder i svejsefugen.
S For at undgå risiko for varmerevner skal svejsesømmens bredde være større
end indtrængningsdybden.
S Svejs a ltid en prøve med samm e fugetype og pladetykkelse som
produktionsarbejdsstykket.
S Styring og indstilling af svejseautomaten og svejsestrømkilden: se
brugsanvisning for A2--A6 Process Controller (PEH)
S Ved udskiftning af sliddele: se tabellen på side 178.
5.2 Start
Isætning af svejsetråd.
S Afmonter trådspolen (1) fra bremsenavet (2) og
løsn endepladen (3).
S Placer tråden på trådspolen (1).
S Klip bindetrådene om tråden af.
S Monter endepladen (3).
S Monter trådspolen (1) på bremsenavet (2).
Sørg for at medbringeren (4) sidder korrekt.
OBS! Max. hældning for trådspolen er 25°.
Ved for kraftig hældning slides låsemekanismen på bremsenavet,
og trådspolen glider af bremsenavet.
VIGTIGT!
For at forhindre at trådspolen glider af bremsenavet: Stil
bremsenavet i låst stilling ved hjælp af det rø de dr ejegr eb,
i henhold til instruktionen som sidder ved
bremsenavet.
dha5d1da
-- 2 4 --
DK
PULVERSVEJSNING MIG/MAG
S Kontroller, at trådrullen (1) og kontaktkæberne hhv. kontaktdyserne (3) har
korrekt dimension til den valgte tråddimension.
S Træk enden af tråden gennem trådretteværket (2). Ved tråd m ed stø rre diameter
end 2 mm: ret 0,5 m af tråden ud og før den ned gennem trådretteværket med
hånden.
S Placer enden af tråden i trådrullens (1) spor.
S Indstil trådtrykket mod trådrullen med håndhjulet (7). OBS! Spænd det ikke
hårdere end nødvendigt for sikker trådfremføring.
S Før tråden 30 mm frem ved at trykke på
på styreboksen A2--A6 Process
Controller.
S Ret tråden ud ved at justere på håndhjulet (6)
Ved tynd tråd kan der bruges specielle retteværker til tynd tråd (4) til enkelt eller
dobbelt tråd.
Sørg for at retteværket er korrekt indstillet, så tråden kommer lige ud gennem
kontaktkæberne hhv. kontaktdysen.
Brug altid styrerør (5) til sikker fremføring af tynd tråd (1,6 -- 2,5 mm).
Ved MIG/MAG--svejsning med tråddimension < 1,6 mm bruges en styrespiral,
der sættes i styrerø ret (5) .
dha5d1da
-- 2 5 --

DK
Udskiftning af trådrulle.
S Enkelttråd
S Løsn håndhjulene (3) og (4).
S Løsn håndhjulet (2).
S Udskift trådrullen (1). Rullerne er mærket med tråd--
dimension.
S Dobbelttråd (Twin arc)
S Udskift trådrullen (1) med dobbeltspor på samme måde som ved
enkelttråd.
S BEMÆRK! Udskift også trykrullen (5). Den specielle sfæriske trykrulle til
dobbelttråd erstatter standard trykrullen til enkelttråd.
S Monter trykrullen med speciel akseltap (best. nr. 046 253 001).
S Rørtråd (til riflede ruller)
S Udskift trådrullen (1) og trykrullen (5) parvist til de enkelte tråddimensioner.
OBS! Der kræves en speciel akseltap til trykrullen (best. nr. 0212 901 101).
S Spænd trykskruen (4) til med behersket tryk, så rørtråden ikke deformeres.
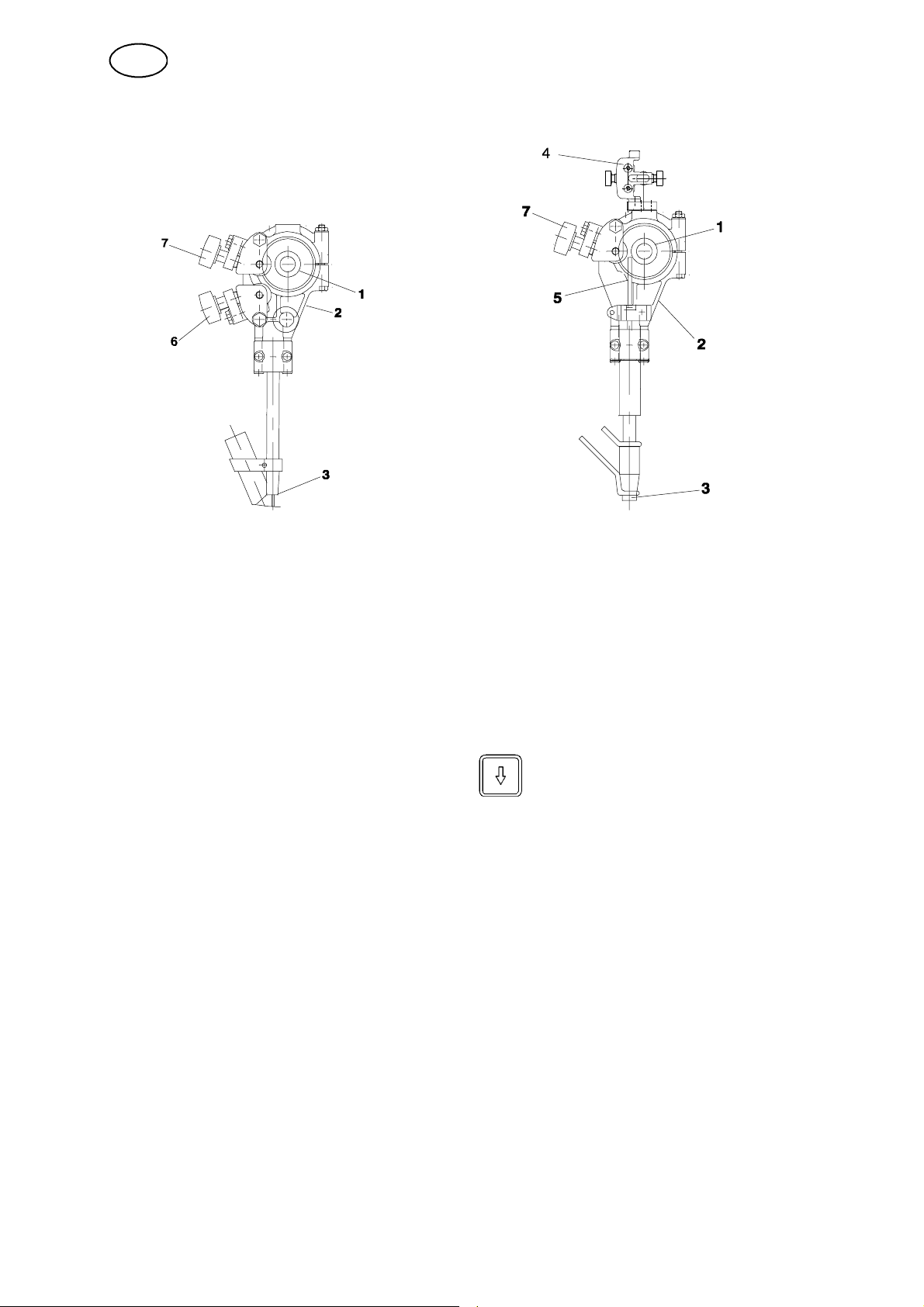
Kontaktudstyr til pulversvejsning.
S Til enkelttråd 3,0 -- 4,0 mm. Light duty (D20)
Brug trådretteværk (3), kontaktenhed (1) D20 med
kontaktdyse (2) (M12--gevind).
S Spænd kontaktdysen (2) fast med skruenøgle for at
skabe god kontakt.
S Til enkelttråd 1,6 -- 2,5 mm UP. Light duty (D20)
Brug trådretteværk (3), kontaktenhed (1) D20 med kontaktdyse
(2) (M12--gevind) og separat trådretteværk til tynd tråd ( 4)
med styrerør (6).
S Monter klemmen (7) med styrerøret (6) i M12--hullet på
trådretteværket (3). Styrerøret (6) skal ligge an mod
kontaktdysen (2) .
S Afkort evt. styrerøret, så trådrullen (5) løber frit.
S Monter trådretteværket til tynd tråd (4) på oversiden af
klemmen til trådretteværket (3).
dha5d1da
-- 2 6 --
DK
S Til dobbelttråd 2 x 1,2 -- 2,0 mm, Light Twin (D35) (Tilbehør) .
Brug trådretteværk (3), kontaktenhed (1) D35 med
twinadapter (9), 2 stk. kontaktdyser (2) (M6--gevind) og
separat retteværk til tynd tråd (7) med to styrerør
(6). Til dobbelttråd < 1,6 mm bruges styrespiraler, der
monteres i hver af styrerø rene.
S Monter twinadapteren (9) til M6--kontaktdyserne (2) med
M5--skruer i den faste del af den delte kontaktenhed (1).
S Monter klemmen (7) med styrerørene (6) i M12--hullet på
standard trådretteværket (3). Styrerørene skal gå imod
twinadapteren (9) til kontaktdysen (2).
S Spænd kontaktdyserne (2) fast med skruenøgle for at
skabe god kontakt.
S Afkort evt. styrerøret (6), så trådrullen (5) løber frit.
S Indstilling af tråden ved Twinarc--svejsn ing:
S Indstil trådene i fugen til optimalt svejseresultat ved at dreje
kontaktenheden. De to tråde kan drejes, så de sidder bag hinanden
langs fugen eller i valgfri stilling indtil 90° på tværs af fugen, dvs. en tråd
på hver side af fugen.
Kontaktudstyr til MIG/MAG --svejsning .
S Til enkelttråd 1,6 -- 2,5 mm (D35)
Brug trådretteværk (3) og kontaktenhed (1) D35 med
kontaktdyse (2) (M10--gevind).
S Spænd kontaktdysen (2) fast med skruenøgle for at
skabe god kontakt.
S Monter klemmen (7) med styrerøret (6) i M12--hullet på
standard trådretteværket (3). Styrerøret (6) skal gå imod
kontaktdysen (2).
S Afkort evt. styrerøret (6), så trådrullen (5) løber frit.
S Til enkelttråd < 1,6 mm (D35)
Brug trådretteværk (3), kontaktenhed (1) D35 med
kontaktdyse (2) (M12--gevind), retteværk til tynd tråd (4)
med styrerør (6) og en styrespiral, der monteres i styrerøret
(6).
S Monter klemmen (7) med styrerøret, (6) i M12--hullet på
standard trådretteværket (3). Styrerøret (6) skal gå imod
kontaktdysen (2).
S Afkort evt. styrerøret så trådrullen (5) løber frit.
S Monter retteværket for tynd tråd (4) på oversiden af
klemmen til trådretteværket (3).
S Tilslut kølevand og gas (MIG/MAG--svejsning).
dha5d1da
-- 2 7 --

DK
Påfyldning af svejsepulver (pulversvejsning)
S Luk pulverventilen på pulverbeholderen.
S Løsn evt. cyklonen til pulversugeren.
S Påfyld svejsepulver. OBS! Svejsepulveret skal være tørt. Undgå så vidt muligt at
bruge agglomerende svejsepulver udendørs og i fugtige omgivelser.
S Placer pulverrøret så der ikke kommer knæk på pulverslangen.
S Juster pulverdysens højde over svejsebadet, så der fås en passende
pulvermængde.
Pulverlaget skal være så tykt, at der ikke forekommer gennemslag af lysbuen.
5.3 Ombygning af A2 SFE1 (pulversvejsning) til MIG/MAG--
svejsning
S Monter ombygningssættet ifølge den medfølgende brugsanvisning.
5.4 Ombygning af A2 SFE1 (pulversvejsning) til Twinarc
S Monter ombygningssættet ifølge den medfølgende brugsanvisning.
6 VEDLIGEHOLDELSE
6.1 Generelt
OBS! Inden der udføres nogen vedligeholdelse, skal man sø rge for, at
netspændingen er slået fra.
For vedligeholdelse af manøvreboks A2--A6 Process Controller (PEH), se
brugsanvisning.
6.2 Dagligt
S Hold svejseautomatens bevægelige dele rene og fri for svejsepulver og støv.
S Kontroller, at kontaktdysen og samtlige elledninger er tilsluttet.
S Kontroller, at alle skrueforbindelser er spændt til, og at styring og drivruller ikke
er slidt eller beskadiget.
S Kontroller bremsenavets bremsemoment. Det må ikke være så lille, at
trådspolen fortsætter med at rotere ved stop af trådfremføring, og det må ikke
være så stort, at fremfø ringsrullerne glider. Vejledende værdi for bremsemoment
for 30 kg trådspole er 1,5 Nm.
Justering af bremsemomentet:
S Stil låseknap (2) i låst position.
S Stik en skruetrækker ind i navets fjedre.
S Drejning med uret af fjederen (1)
giver mindre bremsemoment.
S Drejning mod uret giver større bremsemoment.
OBS! Drej fjedrene lige meget.
dha5d1da
-- 2 8 --
DK
6.3 Regelmæssigt
S Kontroller trådmotorens kulbørster hvert kvartal. Udskift dem, når de er nedslidt
til 6 mm.
S Kontroller slæderne og smør dem hvis de klemmer.
S Kontroller trådfremfør inghedens trådstyring, drivruller og kontaktdyse of udskift
slidte eller defekte dele (se reservedelsfortegnelsen på side 179).
7 FEJLFINDING
Udstyr S Brugsanvisning styreboks A2--A6 Process Controller ( PEH).
Kontroller S at svejsestrømkilden er indstillet til rigtig netspænding
S at samtlige 3 faser er spændingsførende (rækkefølge uden
betydning)
S at svejsekabler og tilslutninger er ubeskadigede
S at betjeningsgrebene står i ønsket stilling
S at netspændingen slås fra, inden reparation påbegyndes
MULIGE FEJL
1. Symptom Ampere-- og voltværdier viser store variationer på displayet.
Årsag 1.1 Kontaktkaber hhv. --mundstykke er slidt eller har forkert
dimension.
Afhjælpning Skift kontaktkaber hhv. --mundstykke.
Årsag 1.2 Trykket på fr e mføringsrullerne er utilstrækkeligt.
Afhjælpning Øg trykket på fremføringsrullerne.
2. Symptom Trådfremføringen er ujævn.
Årsag 2.1 Trykket på frem f øringsrullerne er forkert justeret.
Afhjælpning Juster trykket på fremføringsrullerne.
Årsag 2.2 Forkert dimension på fremføringsrullerne.
Afhjælpning Udskift fremfø ringsrullerne.
Årsag 2.3 Sporene i fremføringsrullerne er slidt.
Afhjælpning Udskift fremfø ringsrullerne.
3. Symptom Svejsekablerne bliver overheded e.
Årsag 3.1 Dårlige elektriske forbindelser.
Afhjælpning Rens og efterspænd alle elektriske forbindelser.
Årsag 3.2 Svejsekablerne har for lille dimension.
Afhjælpning Brug større kabeldimensioner eller brug parallelle kabler.
dha5d1da
-- 2 9 --

DK
8 TILBEHØR
Slæde 0413 518 880..............................................................
Vinkelslæde 0413 506 880.........................................................
Kontaktudrustning for dobbelttråd 2x1,2 -- 2x2,0 Light duty 0333 852 881...............
Retteværk til tynd tråd 0332 565 880................................................
Ombygningssæt A2 SFE1 til MIG/MAG svejsning 0413 526 881........................
Ombygningssæt A2 SFE1 til Twin med retteværk til tynd tråd (LD) 0413 541 882..........
Styrelampe (D20) 0153 143 886....................................................
Adapter M6/M10 0147 333 001.....................................................
9 RESERVDELSBESTILLING
Reservedele bestilles gennem de nærmeste ESAB--repræsentant, se sidste side i
denne publikation. Ved bestilling angives venligst maskinetype, serienummer samt
benævnelser og r eservedelsnummer ifølge reservedelsfortegnelse på side 179.
Dette letter ekspederingen og sikrer korrekt leverance.
dha5d1da
-- 3 0 --
 Loading...
Loading...