


A2 S Mini Master
A2 S G Master
A2 SFE1 / A2 SGE1
101103105107109 111102021110025108024042106023061104022041100020040060001
Bruksanvisning
Brugsanvisning
Bruksanvisning
Käyttöohjeet
Instruction manual
Betriebsanweisung
0456 552 981111001
Manuel d’instructions
Gebruiksaanwijzing
Instrucciones de uso
Istruzioni per l’uso
Manual de instruções
ПдзгЯет чсЮуещт
Valid from Serial NO 740 XXX--XXXX

SVENSKA 3..............................................
DANSK 17................................................
NORSK 31................................................
SUOMI 45................................................
ENGLISH 59..............................................
DEUTSCH 73.............................................
FRANÇAIS 88.............................................
NEDERLANDS 103.........................................
ESPAÑOL 118..............................................
ITALIANO 133..............................................
PORTUGUÊS 148..........................................
ЕЛЛЗНЙКБ 163.............................................
Rätt till ändring av specifikationer utan avisering förbehålles.
Ret til ændring af specifikationer uden varsel forbeholdes.
Rett til å endre spesifikasjoner uten varsel forbeholdes.
Oikeudet muutoksiin pidätetään.
Rights reserved to alter specifications without notice.
Änderungen vorbehalten.
Sous réserve de modifications sans avis préalable.
Recht op wijzigingen zonder voorafgaande mededeling voorbehouden.
Reservado el derecho de cambiar las especificaciones sin previo aviso.
Ci riserviamo il diritto di variare le specifiche senza preavviso.
Reservamo--nos o direito de alterar as especificações sem aviso prévio.
ДйбфзсеЯфбй фп дйкбЯщмб фспрпрпЯзузт рспдйбгсбцюн ЧщсЯт рспейдпрпЯзуз.
-- 2 --

FRANÇAIS
1 DIRECTIVES 89.......................................................
2 SÉCURITÉ 89.........................................................
3 INTRODUCTION 90...................................................
3.1 Généralités 90...............................................................
3.2 Définitions 90................................................................
3.3 Caractéristiques techniques 91.................................................
3.4 Méthode de soudage 91.......................................................
3.5 Équipement 92...............................................................
4 INSTALLATION 93....................................................
4.1 Généralités 93...............................................................
4.2 Montage 93.................................................................
4.3 Raccordements 93...........................................................
5 MISE EN MARCHE 95.................................................
5.1 Généralités 95...............................................................
5.2 Miseenmarche 95...........................................................
5.3 Adaptation de A2 SFE1 (soudage sous flux) au soudage MIG/MAG 99..............
5.4 Adaptation de A2 SFE1 (soudage sous flux) à Twinarc 99.........................
6 ENTRETIEN 100.......................................................
6.1 Généralités 100...............................................................
6.2 Quotidiennement 100..........................................................
6.3 Périodiquement 100...........................................................
7 RECHERCHE DE PANNE 101...........................................
8 ACCESSOIRES 102....................................................
9 COMMANDE DE PIÈCES DÉTACHÉES 102...............................
PIÈCES D’USURE 178...................................................
LISTE DE PIÈCES DÉTACHÉES 179........................................
TOCf
-- 8 8 --

FR
1 DIRECTIVES
CERTIFICAT DE CONFORMITÉ
Esab Welding Equipment AB, 695 81 Laxå Sweden, certifie sous sa propre responsabilité que la appareil de soudage automatique A2 SFE1 / A2 SGE1 à partir du numéro de serié 740 répond aux normes de qualité EN 60292 conformément aux directives (89/392/EEC) avec annexe.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
Laxå 97--09--29
Paul Karlsson
Managing Director
Esab Welding Equipment AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584
12336
2 SÉCURITÉ
L’utilisateur d’une machine automatique de soudage ESAB a l’entière responsabilité de prendre toutes
les mesures nécessaires à la sécurité du personnel utilisant le système de soudage ou se trouvant à
proximité.
Le contenu de ces recommandations peut être considéré comme un complément à la réglementation
ordinaire relative à la sécurité sur le lieu de travail.
Toute utilisation de l’appareil doit suivre le mode d’emploi et n’être effectuée que par un opérateur instruit de son fonctionnement.
Toute utilisation défectueuse, due à un maniement fautif ou à une négligence dans la succession des
phases, risque de créer une situation anormale pouvant soit blesser l’opérateur, soit endommager le
matériel.
1. Toute personne utilisant la machine de soudage devra bien connaître:
S sa mise en service
S l’emplacement de l’arrêt d’urgence
S son fonctionnement
S les règles de sécurité en vigueur
2. L’opérateur doit s’assurer:
S que personne ne se trouve dans la zone de travail de l’appareil au moment de sa mise en
service.
S que personne ne se trouve sur le trajet du chariot ou des glissières.
3. Le poste de travail doit être:
S dégagé de toute pièce, outil ou autre objet risquant de gêner les mouvements de l’opérateur
pendant son travail.
S aménagé de telle sorte que l’accès à l’arrêt d’urgence soit facile.
4. Protection personnelle
S Toujours utiliser l’équipement recommandé de protection personnelle, tel que lunettes pro-
tectrices, vêtements ininflammables, gants protecteurs.
S Eviter de porter des vêtements trop larges ou par exemple une ceinture, un bracelet, etc.
pouvant s’accrocher en cours d’opération.
5. Divers
Les pièces conductrices sont normalement protégées contre tout contact.
S S’assurer que les câbles de pièce indiqués sont bien raccordés.
S Toute intervention dans le système électrique ne doit être effectuée que par un personnel
spécialement qualifié.
S Un équipement de lutte contre l’incendie doit se trouver à proximité et être soigneusement
signalé.
S Ne pas graisser ou effectuer une mesure d’entretien en cours de marche.
dha5d1fa
-- 8 9 --

FR
AVERTISSEMENT
LE SOUDAGE ET LE COUPAGE À L’ARC PEUVENT ÊTRE DANGEREUX POUR VOUS COMME
POUR AUTRUI. SOYEZ DONC TRÈS PRUDENT EN UTILISANT LA MACHINE À SOUDER. OBSERVEZ LES RÈGLES DE SÉCURITÉ DE VOTRE EMPLOYEUR, QUI DOIVENT ÊTRE BASÉES
SUR LES TEXTES D’AVERTISSEMENT DU FABRICANT
DÉCHARGE ÉLECTRIQUE -- Peut être mortelle
S Installer et mettre à la terre l’équipement de soudage en suivant les normes en vigueur.
S Ne pas toucher les parties conductrices. Ne pas toucher les électrodes avec les mains nues ou
des gants de protection humides.
S Isolez--vous du sol et de la pièce à travailler.
S Assurez--vous que votre position de travail est sûre.
FUMÉES ET GAZ -- Peuvent être nuisibles à votre santé
S Éloigner le visage des fumées de soudage.
S Ventiler et aspirer les fumées de soudage pour assurer un environnement de travail sain.
RADIATIONS LUMINEUSES DE L’ARC -- Peuvent abîmer les yeux et causer des brûlures à
S Se protéger les yeux et l’épiderme. Utiliser un écran soudeur et porter des gants et des vête-
ments de protection.
S Protéger les personnes voisines des effets dangereux de l’arc par des rideaux ou des écrans
protecteur.
RISQUES D’INCENDIE
S Les étincelles (ou ”puces” de soudage) peuvent causer un incendie. S’assurer qu’aucun objet
inflammable ne se trouve à proximité du lieu de soudage.
BRUIT -- Un niveau élevé de bruit peut nuire à vos facultés auditives
S Protégez--vous. Utilisez des protecteurs d’oreilles ou toute autre protection auditive.
S Avertissez des risques encourrus les personnes se trouvant à proximité.
EN CAS DE MAUVAIS FONCTIONNEMENT -- Faire appel à un technicien qualifié.
l’épiderme
LIRE ATTENTIVEMENT LE MODE D’EMPLOI AVANT D’INSTALLER LA MACHINE ET DE L’UTILISER.
PROTÉGEZ--VOUS ET PROTÉGEZ LES
AUTRES!
3 INTRODUCTION
3.1 Généralités
Toutes les machines de soudage automatiques mentionnées dans ce manuel
d’instructions sont destinées au soudage à l’arc sous flux et au soudage MIG/MAG
des joints en angle et bout--à--bout.
La tête de soudage ESAB A2S s’utilise avec le coffret de commande
A2--A6 Process Controller et les sources de courant ESAB LAF et TAF.
Les glissières linéaires permettent de positionner la tête de soudage à l’horizontale
ou à la verticale. La glissière angulaire règle le mouvement d’angle.
3.2 Définitions
Soudage à l’arc sous
flux
Dans cette méthode, le cordon de soudure est protégé
par une couche de flux.
UP Light duty Dans cette exécution, la charge de courant est plus fai--
ble et il est possible d’utiliser un fil de plus petit
diamètre.
dha5d1fa
-- 9 0 --

FR
Soudage MIG/MAG Dans cette méthode, le cordon de soudure est protégé
par du gaz de protection.
Soudage tandem Soudage utilisant deux têtes de soudage.
Soudage twinarc Soudage utilisant une tête de soudage et deux fils jume-
lés (ou fil double).
3.3 Caractéristiques techniques
A2 SFE1 A2 SGE1
SOUS FLUX MIG/MAG
LD D20
Charge autorisée 100 % 800 HA CA/CC 600 HA CA/CC
Diamètres du fil:
fil simple massif 1,6--4,0 mm 0.8--2,5 mm
fil tubulaire 1,6--4,0 mm 1,2--3,2 mm
fil double 2x1,2--2,0 mm --
Vitesse de dévidage 0,2--9,0 m/min 0,2--16 m/min
Moment de freinage du moyeu de frein 1,5 Nm 1,5 Nm
Poids maxi du fil 2x30 kg 2x30 kg
Volume du réservoir de flux
(Ne doit pas être rempli de flux préchauffé)
Poids (sans fil et flux) 50 kg 15 kg
Inclinaison latérale, max. 25_ 25_
Longueur de réglage de la glissière*
entraînement manuel
*) Nota. D’autres longueurs sont disponibles.
6l --
90 mm 90 mm
3.4 Méthode de soudage
Soudage à l’arc sous flux
La tête de soudage A2SF doit toujours être utilisée en soudage à l’arc sous flux.
S UP Light duty
UP light duty avec connecteur de ∅ 20 mm autorise une capacité pouvant
atteindre 800 A (100%).
Cette exécution peut recevoir des galets d’alimentation pour le soudage utilisant des
fils jumelés ou un fil simple. Des galets d’alimentation striés pour fils tubulaires,
garantissant une alimentation en fil fiable sans déformation malgré la haute pression
d’alimentation, sont disponibles.
Soudage MIG/MAG
La tête de soudage A2SG permettant une charge maxi de 600 A doit toujours être
utilisée en soudage MIG/MAG.
La tête de soudage est refroidie par eau. L’eau de refroidissement est raccordée à
l’aide de tuyaux branchés sur les raccords prévus à cet effet.
dha5d1fa
-- 9 1 --

FR
3.5 Équipement
Une tête de soudage complète comprend des moteurs d’alimentation pour alimenter
le fil et un équipement de contact qui apporte de l’électricité au fil et assure un bon
contact.
Les équipements de contact sont disponibles en différentes versions.
S A2 SF est destiné au soudage à l’arc sous flux.
S A2 SG est destiné au soudage MIG/MAG.
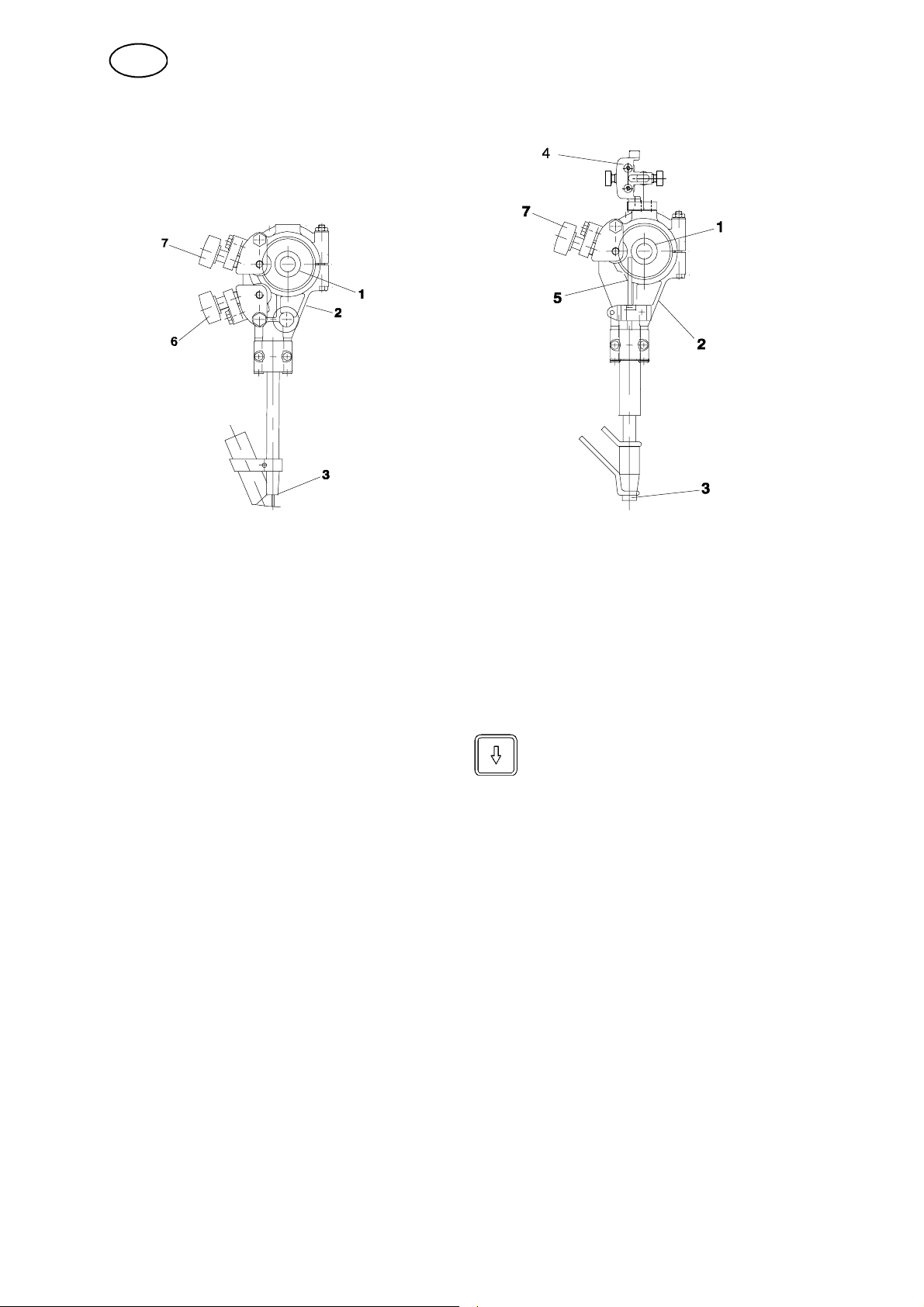
Exempled’unA2SFE1
1. Dresse--fil.
2. Équipement de contact comprenant une
buse de contact, un dispositif de contact et
un tube d’amenée de flux.
3. Coulisse orientable
4. Glissière
5. Moteur d’alimentation
6. Bobine de fil.
7. Réservoir de flux (parfois avec cyclone).
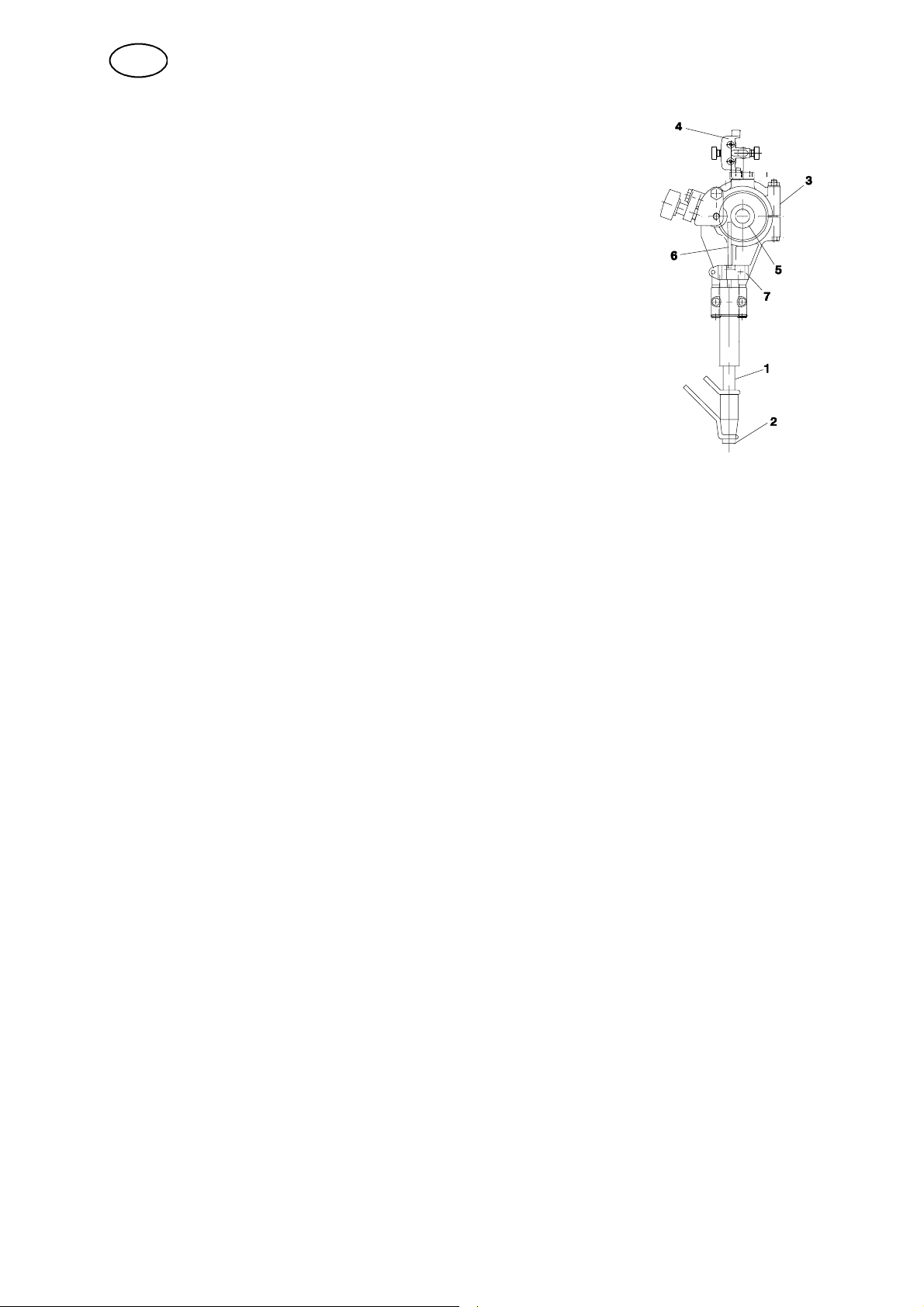
Exempled’unA2SGE1
1. Dresse--fil.
2. Équipement de contact comprenant un
dispositif de contact, une buse à gaz et un
tuyau d’eau.
3. Coulisse orientable.
4. Glissière
5. Moteur d’alimentation.
6. Bobine de fil.
7. Dresse--fil pour fil fin.
8. Guide--fil.
Les instructions de connexion pour le soudage MIG/MAG ou le soudage à l’arc sous
flux sont données dans le schéma de système à la page 93.
dha5d1fa
-- 9 2 --

FR
4 INSTALLATION
4.1 Généralités
L’installation ne doit être effectuée que par des personnes autorisées.
ATTENTION!
Faire très attention au risque de se
pincer dans les pièces rotatives.
4.2 Montage
Les machines de soudage automatiques peuvent être aisément installées sur un
chariot roulant sur poutre ou une potence à l’aide de quatre boulons.
4.3 Raccordements
1. La connexion du coffret de commande A2 --A6 Process Controller (PEH), à la
machine de soudage automatique doit être effectuée conformément aux
instructions de connexion du manuel d’entretien A2--A6 Process Controller
(PEH).
Pour davantage d’informations, voir le manuel d’instructions de A2--A6 Process
Controller (PEH).
2. Raccorder la tête de soudage A2 comme ci--dessous.
SOUDAGE À L’ARC SOUS FLUX
S Connecter le câble de commande (7) entre la source de courant de soudage
(8) et le coffret de commande A2 --A6 Process Controller (PEH) (2).
S Connecter le câble de pièce (11) entre la source de courant de soudage (8)
et la pièce à souder (9).
S Connecter le câble de soudage (10) entre la source de courant de soudage
(8) et la machine automatique de soudage (1).
S Connecter le câble de mesure (12) entre la source de courant de soudage
(8) et la pièce à souder (9).
dha5d1fa
-- 9 3 --

FR
SOUDAGE À L’ARC SOUS PROTECTION GAZEUSE MIG/MAG
S Connecter le câble de commande (7) entre la source de courant de soudage
(8) et le coffret de commande A2 --A6 Process Controller (PEH) (2).
S Connecter le câble de pièce (11) entre la source de courant de soudage (8)
et la pièce à souder (9).
S Connecter le câble de soudage (10) entre la source de courant de soudage
(8) et la machine automatique de soudage (1).
S Connecter le tuyau de gaz (5) entre la soupape de réduction (6) et la
soupape à gaz de la machine automatique de soudage (13).
S Connecter les tuyaux pour l’eau de refroidissement (3) entre le groupe de
refroidissement (4) et la machine automatique de soudage (1).
S Connecter le câble de mesure (12) entre la source de courant de soudage
(8) et la pièce à souder (9).
dha5d1fa
-- 9 4 --

FR
5 MISE EN MARCHE
5.1 Généralités
Les prescriptions de sécurité générales relatives à l’u tilisatio n de l’équ ipement
sont données à la page 89. En prendre connaissance avant d’utiliser l’équipement.
S Sélectionner le type de fil, le flux de soudage ou le gaz de protection de telle
sorte que la soudure corresponde le plus possible à la composition du matériau
de base. Sélectionner une dimension de fil et des données de soudage en
fonction des valeurs recommandées par le fournisseur du supplément.
S Une préparation minutieuse des joints est nécessaire pour obtenir un bon
résultat de soudage.
REMARQUE! Aucune variation d’écartement au niveau du joint n’est autorisée.
S Pour éliminer tout risque de formation de fissures dues à la chaleur la largeur de
la soudure devra être supérieure à la profondeur de pénétration.
S Effectuer toujours un essai de soudage sur un type de joint et une épaisseur de
plaque similaires à ceux de la pièce à souder.
S Commande et réglage de la machine automatique de soudage et de la source
de courant de soudage, voir le manuel d’instructions de A2 --A6 Process
Controller (PEH)
S En cas de remplacement des éléments endommagés, voir le table à la page
178.
5.2 Mise en marche
Mise en place du fil de soudage.
S Démonter le tambour de fil (1) situé sur le
moyeu--frein (2) et retirer la paroi latérale (3).
S Placer la bobine de fil sur le tambour (1).
S Couper les fils à torsade autour de la bobine de
fil.
S Monter la paroi latérale (3).
S Monter le tambour (1) sur le moyeu--frein (2).
Contrôler que la position de l’entraîneur (4) est correcte.
REMARQUE! Inclinaison maximale de la bobine de fil: 25°.
Une inclinaison trop prononcée provoque l’usure du mécanisme
de verrouillage du moyeu frein et la bobine se détache du
moyeu--frein.
IMPORTANT!
Pour éviter que la bobine ne glisse du moyeu--frein; Verrouiller le moyeu--frein à l’aide de la poignée rouge, conformément aux instructions placées auprès du
dha5d1fa
moyeu--frein.
-- 9 5 --
FR
SOUS FLUX MIG/MAG
S Contrôler que le galet d’alimentation (1), les mâchoires de contact et la buse de
contact (3) sont de dimensions appropriées pour la dimension de fil choisie.
S Tirer l’extrémité du fil à travers le dresse--fil (2). Si le diamètre du fil est supérieur
à 2 mm: tirer 0,5 m de fil et l’introduir e manuellement à travers le dresse--fil.
S Placer l’extrémité du fil dans la gorge du galet d’alimentation (1).
S Régler la pression du fil à l’aide du bouton (7). REMARQUE! Ne pas tendre plus
que nécessaire pour obtenir une alimentation fiable.
S Alimenter 30 mm de fil en appuyant sur
situé sur le coffret de commande
A2--A6 Process Controller.
S Diriger le fil à l’aide du bouton (6)
Pour les fils fins, un dresse--fil spécial (4) est utilisé pour fil simple o u double.
Vérifier que le réglage est correct et que le fil se place bien droit entre les
mâchoires de contact ou la buse de contact.
Utiliser toujours un tube de guidage (5) pour l’alimentation de fils fins
(1,6 -- 2,5 mm).
Lors du soudage MIG/MAG avec des dimensions de fils < 1,6 mm une spirale de
guidage, placée dans le tube de guidage (5), est utilisée.
dha5d1fa
-- 9 6 --

FR
Changement du galet d’alimentation
S Fil simple
S Desserrer les boutons (3) et (4).
S Desserrer le volant (2).
S Changer le galet d’alimentation (1). Les dimensions de
fil acceptées sont indiquées sur les galets.
S Fil double (Twin arc)
S Changer le galet d’alimentation (1) à double gorge de
la même manière que le galet pour fil simple.
S REMARQUE! Changer également le galet de pression (5). Le galet de
pression sphérique spécial pour fil double remplace le galet de pression
standard pour fil simple.
S Monter le galet de pression à l’aide d’un taraud d’arbre spécial (numéro de
commande 0146 253 001).
S Fil tubulaire (pour galets striés)
S Changer le galet d’alimentation (1) et le galet de pression (5) par paire pour
chaque dimension de fil. REMARQUE! Un taraud d’arbre spécial est
nécessaire pour le galet de pression (numéro de commande 0212 901 101).
S Serrer la vis de pression (4) selon un couple approprié afin d’éviter de
déformer le fil tubulaire.
Équipement de contact pour le soudage à l’arc sous flux.
S Pour fil simple de 3,0 -- 4,0 mm. Light duty (D20)
Utiliser le dresse--fil (3), le dispositif de contact (1) D20 avec
buse de contact (2) (filetage M12).
S Serrer la buse de contact (2) avec la clé pour obtenir un
bon contact.
S Pour fil simple de 1,6 -- 2,5 mm UP. Light duty (D20)
Utiliser le dresse--fil (3), le dispositif de contact (1) D20 avec
buse de contact (2) (filetage M12) et un dispositif dresseur
séparé pour fil fin (4) avec tube de guidage (6).
S Monter la pince (7) avec le tube de guidage (6) dans le
trou M12 sur le dresse--fil (3). Le tube de guidage (6)
doit atteindre la buse de contact (2).
S Éventuellement, couper un morceau du tube de
guidage pour ne pas entraver la course du galet
d’alimentation (5).
S Monter le dresse--fil pour fil fin (4) sur le côté supérieur
de la pince du dresse--fil (3).
dha5d1fa
-- 9 7 --

FR
S Pour double fil de2x1,2--2,0mm,LightTwin(D35)(Option).
Utiliser le dresse--fil (3), le dispositif de contact (1) avec un
adapteur double (9) et 2 buses de contact (2) (filetage M6) et
un dresse--fil séparé pour fil fin (4) avec deux tubes de
guidage (6). Pour les fils doubles < 1,6 mm des spirales de
guidage sont utilisées qui se placent dans chaque tube de
guidage.
S Monter l’adapteur double (9) pour la buse de contact
M6 (2) à l’aide de la vis M5 dans la partie fixe du dispositif
de contact divisé (1).
S Monter la pince (4) avec les tubes de guidage (6) dans le
trou M12 sur le dresse--fil standard (3). Les tubes de
guidage devront toucher l’adapteur double (9) pour la buse
de contact (2).
S Serrer la buse de contact (2) avec la clé pour obtenir un
bon contact.
S Éventuellement, couper un morceau du tube de guidage (6)
pour ne pas entraver la course du galet d’alimentation (5).
S Réglage du fil pour le soudage Twinarc:
S Pour optimaliser le résultat de soudage, placer les fils dans le joint en
tournant le dispositif de contact. Les deux fils peuvent être tournés de
telle sorte qu’ils soient placés l’un après l’autre en ligne avec le joint ou
dans une position jusqu’à 90_en travers du joint, c--à--d un fil de chaque
côté du joint.
Équipement de contact pour le soudage MIG/MAG.
S Pourfilsimplede1,6--2,5mm(D35)
Utiliser le dresse--fil (3), le dispositif de contact (1) D35
avec buse de contact (2) (filetage M10).
S Serrer la buse de contact (2) avec la clé pour obtenir un
bon contact.
S Monter la pince (7) avec le tube de guidage (6) dans le
trou M12 sur le dresse--fil standard (3). Le tube de
guidage devra atteindre la buse de contact (2).
S Éventuellement, couper un morceau du tube de
guidage (6) pour ne pas entraver la course du galet
d’alimentation (5).
dha5d1fa
-- 9 8 --
FR
S Pour fil simple < 1,6 mm (D35)
Utiliser le dresse--fil (3), le dispositif de contact (1) D35
avec buse de contact (2) (filetage M12), un d resse--fil pour
fil fin (4) avec tube de guidage (6) et une spirale qui se
place dans le tube de guidage 6).
S Monter la pince (7) avec les tubes de guidage (6) dans
le trou M12 sur le dresse--fil standard (3). Le tube de
guidage devra atteindre la buse de contact (2).
S Éventuellement, couper un morceau du tube de guidage
pour ne pas entraver la course du galet d’alimentation
(5).
S Monter le dresse--fil pour fil fin (4) sur le côté supérieur de
la pince pour le dresse--fil (3).
S Connecter l’eau de refroidissement et le gaz (soudage MIG/MAG).
Remplissage de flux de soudage (soudage sous flux)
S Fermer la soupape à flux sur le réservoir de flux.
S Éventuellement, détacher le cyclone de l’aspirateur de flux.
S Remplir de flux de soudage. REMARQUE! Le flux de soudage doit être sec.
Éviter, si possible, d’utiliser des flux de soudage à propriétés d’agglomér ation à
l’extérieur ou dans des environnements à taux élevé d’humidité.
S Placer le tube d’amenée de flux de manière à ce qu’il ne fléchisse pas.
S Régler la hauteur de la buse de flux au dessus de la soudure afin d’obtenir la
quantité appropriée de flux.
La hauteur du recouvrement en flux ne devra pas permettre la pénétration de
l’arc électrique.
5.3 Adaptation de A2 SFE1 (soudage sous flux) au soudage
MIG/MAG
S Suivre les instructions de montage livrées avec le dispositif d’adaptation.
5.4 Adaptation de A2 SFE1 (soudage sous flux) à Twinarc
S Suivre les instructions de montage livrées avec le dispositif d’adaptation.
dha5d1fa
-- 9 9 --

FR
6 ENTRETIEN
6.1 Généralités
ATTENTION! Avant toute intervention dans la machine, vérifier que la tension de
réseau est coupée.
Pour l’entretien du coffret de commande A2--A6 Process Controller (PEH), voir le
manuel d’instructions.
6.2 Quotidiennement
S Maintenir les pièces mobiles de la machine de soudage à l’abri du flux et de la
poussière.
S S’assurer que la buse de contact et les câbles électriques sont bien raccordés.
S Vérifier que tous les raccords boulonnées sont serrés à fond et que le guidage et
les galets d’entraînement ne sont ni usés ni endommagés.
S Contrôle du couple de freinage du moyeu--frein. Celui--ci ne doit pas être faible
au point de laisser tourner la bobine d’électrode une fois l’avancement arrêté, ni
assez fort pour freiner les galets d’alimentation. Couple recommandé pour une
bobine de 30 kg : 1,5 Nm.
Réglage du couple de freinage:
S Mettre le bouton d’arrêt (2) en
position b loquée
S Passer un tournevis dans les
ressorts du moyeu.
S Tourner le ressort dans le sens
horaire (1) pour réduire le couple
de freinage.
S Le tourner dans le sens anti--horaire pour l’augmenter.
ATTENTION! Tourner les ressorts dans une proportion égale.
6.3 Périodiquement
S Contrôler les balais de charbon du moteur d’alimentation en fil tous les
trimestres. Les remplacer quand ils sont usés au point de ne plus mesurer
que6mm
S Contrôler les glissières. Les lubrifier dans te cas de grippage.
S Contrôler le guidage d’électrode du dévidoir, les galets d’entraînement et la
buse de contact. Remplacer les pièces usées ou endommagées (voir pièces
d’usure à la page 179).
dha5d1fa
-- 1 0 0 --

FR
7 RECHERCHE DE PANNE
Équipement S Manuel d’instructions pour A2--A6 Process Controller ( PEH).
Contrôler S que la source de courant est raccordée à la tension correcte
S que les 3 phases sont conductrices (l’ordre de séquence est
égal)
S que les câbles de soudage et leurs raccords sont intacts
S que les réglages sont en position voulue
S que la machine est mise hors tension avant toute intervention
ERREUR POSSIBLE
1. Symtôme Grandes variations à l’affichage numérique de l’ampère voltmètre.
Cause 1.1 Mâchoires ou buse de contact usées ou de dimension incorrecte.
Remède Remplacer les mâchoires ou la buse de contact.
Cause 1.2 Pression insuffisante sur les galets d’alimentation.
Remède Augmenter la pression sur les galets d’alimentation.
2. Symtôme Avance d’électrode irrégulière.
Cause 2.1 Pression sur les galets d’alimentation mal réglée.
Remède Augmenter la pression sur les galets d’alimentation.
Cause 2.2 Dimension erronée des galets d’alimentation.
Remède Remplacer les galets d’alimentation.
Cause 2.3 Gorges des galets d’alimentation usées.
Remède Remplacer les galets d’alimentation.
3. Symtôme Surchauffe des câbles de soudage.
Cause 3.1 Mauvais contacts.
Remède Nettoyer et resserrer tous les raccords électriques.
Cause 3.2 Câble de soudage de trop petite dimension.
Remède Augmenter la dimension des câbles ou utiliser des câbles
parallèles.
dha5d1fa
-- 1 0 1 --

FR
8 ACCESSOIRES
Glissière
Coulisse orientable 0413 506 880..................................................
Équipement de contact pour fils jumelés 2x1,2 -- 2x2,0 Light duty 0333 852 881..........
Dresse--fil pour fil fin 0332 565 880..................................................
Jeu de conversion A2 SFE1 pour soudage MIG/MAG 0413 526 881....................
Jeu de conversion A2 SFE1 pour soudage Twin avec
dresse--fil pour fil fin (Light duty) 0413 541 882.......................................
Lampe pilote (D20) 0153 143 886...................................................
Adapteur M6/M10 0147 333 001....................................................
0413 518 880............................................................
9 COMMANDE DE PIÈCES DÉTACHÉES
La commande des pièces de rechange s’effectue auprès du représentant ESAB le
plus proche, se reporter à la dernière page du manuel. Dans toute commande, prière d’indiquer le type et le numéro de série de machine ainsi que les désignations et
les numéros de pièces conformément à la liste des pièces de rechange donnée à la
page 179. Cela facilite l’expédition et assure une livraison correcte.
dha5d1fa
-- 1 0 2 --
 Loading...
Loading...