


A2 S Mini Master
A2 S G Master
A2 SFE1 / A2 SGE1
101103105107109 111102021110025108024042106023061104022041100020040060001
Bruksanvisning
Brugsanvisning
Bruksanvisning
Käyttöohjeet
Instruction manual
Betriebsanweisung
0456 552 981111001
Manuel d’instructions
Gebruiksaanwijzing
Instrucciones de uso
Istruzioni per l’uso
Manual de instruções
ПдзгЯет чсЮуещт
Valid from Serial NO 740 XXX--XXXX

SVENSKA 3..............................................
DANSK 17................................................
NORSK 31................................................
SUOMI 45................................................
ENGLISH 59..............................................
DEUTSCH 73.............................................
FRANÇAIS 88.............................................
NEDERLANDS 103.........................................
ESPAÑOL 118..............................................
ITALIANO 133..............................................
PORTUGUÊS 148..........................................
ЕЛЛЗНЙКБ 163.............................................
Rätt till ändring av specifikationer utan avisering förbehålles.
Ret til ændring af specifikationer uden varsel forbeholdes.
Rett til å endre spesifikasjoner uten varsel forbeholdes.
Oikeudet muutoksiin pidätetään.
Rights reserved to alter specifications without notice.
Änderungen vorbehalten.
Sous réserve de modifications sans avis préalable.
Recht op wijzigingen zonder voorafgaande mededeling voorbehouden.
Reservado el derecho de cambiar las especificaciones sin previo aviso.
Ci riserviamo il diritto di variare le specifiche senza preavviso.
Reservamo--nos o direito de alterar as especificações sem aviso prévio.
ДйбфзсеЯфбй фп дйкбЯщмб фспрпрпЯзузт рспдйбгсбцюн ЧщсЯт рспейдпрпЯзуз.
-- 2 --

NEDERLANDS
1 RICHTLIJN 104........................................................
2 VEILIGHEID 104.......................................................
3 INLEIDING 105.........................................................
3.1 Algemeen 105................................................................
3.2 Definities 105.................................................................
3.3 Technische gegevens 106......................................................
3.4 Lasmethode 106..............................................................
3.5 Uitrusting 107.................................................................
4 INSTALLATIE 108......................................................
4.1 Algemeen 108................................................................
4.2 Montage 108.................................................................
4.3 Aansluitingen 108.............................................................
5 INGEBRUIKNAME 110..................................................
5.1 Algemeen 110................................................................
5.2 Beginnen 110.................................................................
5.3 Ombouw van de A2 SFE1 (UP--lassen) tot MIG/MAG--lassen 1 14...................
5.4 Ombouw van de A2 SFE1 (UP--lassen) tot Twinarc 1 14............................
6 ONDERHOUD 115......................................................
6.1 Algemeen 115................................................................
6.2 Dagelijks 115.................................................................
6.3 Periodiek 115.................................................................
7 STORINGZOEKEN 116.................................................
8 ACCESSOIRES 117....................................................
9 BESTELLEN VAN RESERVEONDERDELEN 117..........................
SLIJTAGEONDERDELEN 178..............................................
RESERVEONDERDELENLIJST 179.........................................
TOCh
-- 1 0 3 --

NL
1 RICHTLIJN
OVEREENKOMSTIGHEIDSVERKLARING
Esab Welding Equipment AB, 695 81 Laxå Sweden, verklaart op eigen verantwoordelijkheid dat lasautomaat A2 SFE1 / A2 SGE1 van serienummer 740 overeenkomt
met norm EN 60292 volgens richtlijn (89/392/EEG) van de Raad met toevoeging.
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
Laxå 97--09--29
Paul Karlsson
Managing Director
Esab Welding Equipment AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584
12336
2 VEILIGHEID
De gebruiker van een ESAB--lasautomaat draagt de uiteindelijke verantwoordelijkheid voor de veiligheidsmaatregelen die van toepassing zijn voor het personeel dat met of in de buurt van het systeem
werkt.
De inhoud van deze aanbevelingen moet beschouwd worden als een aanvulling op de normale regels
die van toepassing zijn voor een werkplaats.
Alle bediening moet uitgevoerd worden volgens de gegeven instructies, en door personeel dat goed
op de hoogte is van de werking van de lasautomaat.
Een verkeerde manoeuvre, veroorzaakt door een verkeerde handeling, of een verkeerde inschakeling
van een functiesequentie, kan tot een abnormale situatie leiden waardoor de operateur gewond kan
raken en de machine beschadigd kan worden.
1. Al het personeel dat met de machine werkt, moet goed op de hoogte zijn van:
S de bediening
S de plaats van de noodstop
S de werking
S de geldende veiligheidsvoorschriften
2. De operateur moet controleren:
S of er zich geen onbevoegden binnen het werkgebied van de lasautomaat bevinden, voor hij
begint te werken.
S of er niemand op een verkeerde plaats staat wanneer de wagen of de slede verplaatst wor-
den.
3. In de werkplaats:
S mogen er geen machineonderdelen, gereedschap of ander materiaal liggen die de operateur
kunnen hinderen wanneer hij zich binnen het werkgebied verplaatst.
S moet alles zo gerangschikt zijn dat aan de eis betreffende de bereikbaarheid van de nood-
stop voldaan wordt.
4. Persoonlijke veiligheidsuitrusting
S Draag altijd de voorgeschreven persoonlijke veiligheidsuitrusting zoals b.v. een lasbril, onont-
vlambare kleding, lashandschoenen.
S Draag nooit loszittende kleding zoals sjaals, armbanden e.d. die beklemd kunnen raken.
5. Overig
Onderdelen die onder spanning staan, zijn normaal beveiligd tegen aanraking.
S Controleer of de aangeduide retourleiders goed aangesloten zijn.
S Alleen bevoegd personeel mag aan de elektrische eenheden werken.
S De benodigde brandblusuitrusting moet gemakkelijk bereikbaar zijn op een duidelijk aange-
geven plaats.
S Wanneer de lasautomaat in gebruik is, mag hij niet gesmeerd worden en mag er geen onder-
houd uitgevoerd worden.
dha5d1ha
-- 1 0 4 --

NL
WAARSCHUWING
DE VLAMBOOG EN HET SNIJDEN KUNNEN GEVAARLIJK ZIJN VOOR UZELF EN VOOR ANDEREN; DAAROM MOET U VOORZICHTIG ZIJN BIJ HET LASSEN. VOLG DE VEILIGHEIDSVOORSCHRIFTEN VAN UW WERKGEVER OP. ZE MOETEN GEBASEERD ZIJN OP DE WAARSCHUWINGSTEKST VAN DE PRODUCENT.
ELECTRISCHE SCHOK -- Kan dodelijk zijn
S Installeer en aard de lasuitrusting volgens de geldende normen.
S Raak delen die onder stroom staan en elektroden niet aan met onbedekte handen of met natte
beschermuitrusting.
S Zorg ervoor dat u geïsoleerd staat van de aarde en van het werkstuk.
S Zorg ervoor dat u een veilige werkhouding hebt.
ROOK EN GAS -- Kunnen u w gezondheid schaden
S Zorg ervoor dat u niet met uw gezicht in de lasrook hangt.
S Ververs regelmatig de lucht in de werkruimte en zorg ervoor dat de lasrook en het gas afgezo-
gen worden.
LICHTSTRALEN -- Kunnen de ogen beschadigen en de huid verbranden
S Bescherm uw ogen en uw lichaam. Gebruik een geschikte lashelm met filter en draag altijd be-
schermende kleding.
S Scherm uw werkruimte af met geschikte beschermmiddelen of gordijnen, zodat niemand an-
ders gewond kan raken.
BRANDGEVAAR
S De vonken kunnen brand veroorzaken. Zorg er daarom voor dat er geen brandgevaarlijk mate-
riaal in de buurt is.
LAWAAI -- Geluidsoverlast kan het gehoor beschadigen
S Bescherm uw oren. Gebruik gehoorbeschermers of andere gehoorbescherming.
S Waarschuw omstanders voor de gevaren.
BIJ DEFECTEN -- Neem contact op met een vakman.
LEES DEZE GEBRUIKSAANWIJZING GRONDIG DOOR VOOR U
OVERGAAT TOT INSTALLATIE EN GEBRUIK.
BESCHERM UZELF EN DE
ANDEREN!
3 INLEIDING
3.1 Algemeen
Alle lasautomaten die in deze handleiding zijn opgenomen zijn bestemd voor UP-resp. MIG/MAG--lassen van stompe lassen en hoeklassen.
De laskoppen van ESAB zijn van het type A2 S. Ze zijn bestemd voor gebruik in
combinatie met de A2--A6 Process Controller en de ESAB lasstroombron LAF of
TAF.
De positie van de laskop kan horizontaal en verticaal worden ingesteld met de
liniaalglijders. De hoekbeweging wordt met de hoekglijder ingesteld.
3.2
UP--lassen De lasrups wordt afgeschermd door een poederdek.
Definities
UP Light duty Deze lasmethode is geschikt voor lagere stroomsterkten bij
gebruik van dunnere lasdraden.
MIG/MAG--lassen De lasrups wordt afgeschermd met een beschermend
(edel) gas.
dha5d1ha
-- 1 0 5 --

NL
Tandem--lassen Lasmethode waarbij met twee laskoppen tegelijk wordt ge-
last.
Twinarc--lassen Lasmethode waarbij met twee lasdraden in één en dezelf-
de laskop wordt gelast.
3.3 Technische gegevens
A2 SFE1 A2 SGE1
UP MIG/MAG
LD D20
Toegestane belasting 100% 800 AAC/DC 600 A AC/DC
Draadafmetingen:
massieve enkele draad 1,6--4,0 mm 0,8--2,5 mm
holle draad 1,6--4,0 mm 1,2--3,2 mm
dubbele draad 2x1,2--2,0 mm --
Draadaanvoersnelheid 0,2--9,0 m/min 0,2--16 m/min
Remmoment remnaaf 1,5 Nm 1,5 Nm
Draadgewicht, max. 2x30 kg 2x30 kg
Inhoud poederhouder
(Mag niet met voorverwarmd poeder worden gevuld)
Gewicht (excl. draad en poeder) 50 kg 15 kg
Zijwaartse helling, max. 25_ 25_
Instelbereik , glijder *
handgedreven
*) N.B. Ook verkrijgbaar met een ander instelbereik.
6l --
90 mm 90 mm
3.4 Lasmethode
UP--lassen
Maak voor UP--lassen altijd gebruik van laskop A2 SF.
S UP Light duty
UP light duty met één contactstuk ∅ 20 mm dat een belasting toelaat tot 800 A
(100%).
Deze uitvoering kan worden voorzien van aanvoerrollen voor enkel-- en
dubbeldraadslassen (twinarc). Voor holle draden zijn speciale, geribbelde
aanvoerrollen verkrijgbaar. De geribbelde aanvoerrollen zorgen voor een
betrouwbare draadaanvoer zonder gevaar voor vervorming door een te hoge
aanvoerdruk.
MIG/MAG--lassen
Maak voor MIG/MAG--lassen gebruik van laskop A2 SG. Deze laskop is bestand
tegen een piekbelasting van 600 A.
De laskop is watergekoeld en het koelwater wordt aangesloten via slangen op de
daarvoor bedoelde aansluitingen.
dha5d1ha
-- 1 0 6 --

NL
3.5 Uitrusting
In een complete laskop is inbegrepen een aanvoermotor voor de aanvoer van de
draad en een contactuitrusting die de draad voorziet van stroom en zorgt voor een
goed contact.
Contactuitrustingen zijn in verschillende uitvoeringen verkrijgbaar.
S De A2 SF wordt gebruikt voor UP--lassen.
S De A2 SG wordt gebruikt voor MIG/MAG --lassen.
Voorbeeld van een A2 SFE1
1. Richtrolleneenheid.
2. Contactuitrusting bestaande uit
contactmondstuk, contactstuk en
poederbuis.
3. Hoekglijder.
4. Glijder
5. Aanvoermotor
6. Draadtrommel.
7. Poederhouder (soms m et erop gemonteerde
cycloon).
Voorbeeld van een A2 SGE1
1. Richtrolleneenheid.
2. Contactuitrusting bestaande uit contactstuk,
gasmondstuk en waterslang.
3. Hoekglijder.
4. Glijder
5. Aanvoermotor
6. Draadtrommel.
7. Richteenheid voor dunne draden.
8. Draadgeleider.
De aansluitingen voor UP-- resp. MIG/MAG--lassen staan aangegeven in het
systeemschema op pag. 108.
dha5d1ha
-- 1 0 7 --

NL
4 INSTALLATIE
4.1 Algemeen
De installatie mag alleen door bevoegd personeel worden uitgevoerd.
WAARSCHUWING!
Met roterende delen loopt men het risico beklemd te raken.
Wees daarom extra voorzichtig.
4.2 Montage
De lasautomaten kunnen heel eenvoudig op op rails lopende wagentjes of laskranen
worden gemonteerd met 4 bouten.
4.3 Aansluitingen
1. Sluit de A2--A6 Process Controller (PEH) aan op de lasautomaat zoals
aangegeven in het aansluitschema in de servicehandleiding van de A2--A6
Process Controller (PEH).
Zie de gebruiksaanwijzing van de A2--A6 Process Controller (PEH) voor meer
informatie.
2. Sluit A2--laskoppen aan zoals aangegeven in onderstaande figuur.
POEDERBOOGLASSEN UP
S Sluit de besturingskabel (7) aan tussen de lasstroombron (8) en het
besturingskastje A2--A6 Process Controller (PEH) (2).
S Sluit de retourkabel (11) aan tussen de lasstroombron (8) en het werkstuk (9).
S Sluit de laskabel (10) aan tussen de lasstroombron (8) en de lasautomaat (1).
S Sluit de meetkabel (12) aan tussen de lasstroombron (8) en het werkstuk (9).
dha5d1ha
-- 1 0 8 --

NL
GASMETAALBOOGLASSEN MIG/MAG
S Sluit de besturingskabel (7) aan tussen de lasstroombron (8) en het
besturingskastje A2--A6 Process Controller (PEH) (2).
S Sluit de retourkabel (11) aan tussen de lasstroombron (8) en het werkstuk (9).
S Sluit de laskabel (10) aan tussen de lasstroombron (8) en de lasautomaat (1).
S Sluit de gasslang (5) aan tussen de reduceerklep (6) en de gasklep van de
lasautomaat (13).
S Sluit de slangen voor het koelwater (3) aan tussen het koelaggregaat (4) en
de lasautomaat (1).
S Sluit de meetkabel (12) aan tussen de lasstroombron (8) en het werkstuk
(9).
dha5d1ha
-- 1 0 9 --

NL
5 INGEBRUIKNAME
5.1 Algemeen
De algemene veiligheidsvoorschriften voor het gebruik van de hier beschre ven uitrusting vindt u op pagina 104. Lees deze voorschriften zorgvuldig door,
voordat u de uitrusting in gebruik neemt.
S Kies draadtype en laspoeder of inert gas zodanig, dat de neerslag van de eigen
las wat analyse betreft zoveel mogelijk overeenkomt met het basismateriaal.
Kies de draadafmeting en de lasgegevens volgens de aanbevolen waarden van
de leverancier van het toegevoegde materiaal.
S Een zorgvuldige voorbewerking van de naad is noodzakelijk voor een goed
lasresultaat.
LET OP! Er mogen geen ongelijke naadopeningen in de lasnaad voorkomen.
S Om het risico van warmtebarstjes te vermijden moet de breedte van de las
groter zijn dan de indringingsdiepte.
S Las altijd een proefwerkstuk met hetzelfde type naad en dezelfde plaatdikte als
het productiewerkstuk.
S Zie de gebruiksaanwijzing van de A2--A6 Process Controller (PEH) voor de
besturing en instelling van de lasautomaat en de lasstroombron.
S Voor vervanging van slijtende onderdelen, zie de tabel op pag. 178.
5.2 Beginnen
Laden van de lasdraad.
S Demonteer de draadtrommel ( 1) van de
remnaaf (2) en maak de zijkant (3) los.
S Plaats de draadspoel op de draadtrommel (1).
S Knip de hechtdraden rond de draadspoel af.
S Monteer de zijkant (3).
S Monteer de draadtrommel (1) op de remnaaf (2).
Let erop dat de positie van de transporteur (4)
juist is.
N.B. De max. hellingshoek van de draadbobine is 25°.
Bij een te sterke helling o ntstaat er slijtage aan het
borgmechanisme van de remnaaf en glijdt de draadbobine van
de remnaaf.
BELANGRIJK!
Om te voorkomen dat de draadbobine van de remnaaf
glijdt; Vergrendel de bobine met behulp van de rode knop,
volgens de instructie die naast de remnaaf
dha5d1ha
staat.
-- 11 0 --

NL
UP MIG/MAG
S Controleer of de aanvoerrol (1) en de contactklauwen resp. de contactmondstuk-
ken (3) de juiste afmetingen hebben voor de gekozen draadafmeting.
S Trek het uiteinde van de draad te voorschijn door de richtrolleneenheid (2). Bij
draden met een diameter groter dan 2 mm: maak 0,5 m van de draad recht en
voer deze handmatig door de richtrolleneenheid.
S Plaats het draadeinde in het spoor van de aanvoerrol (1).
S Stel de draaddruk tegen de aanvoerrol in met knop (7). N.B. Niet harder
aanspannen dan nodig is voor een zekere aanvoer.
S Voer de draad 30 mm dan door op
op het besturingskastje A2--A6 Process
Controller te drukken.
S Richt de draad door bij te stellen met knop (6).
Voor dunne draad kan een speciale richteenheid voor dunne draad (4) worden
gebruikt voor zowel enkele als dubbele draden.
Let erop dat de richteenheid goed staat ingesteld zodat de draad recht door de
contactklauwen resp. het contactmondstuk naar buiten komt.
Gebruik altijd stuurbuis (5) voor een zekere aanvoer van dunne draad
(1,6--2,5 mm).
Gebruik bij MIG/MAG--lassen met een draadafmeting < 1,6 mm een stuurspiraal,
die in de stuurbuis (5) wordt geplaatst.
dha5d1ha
-- 11 1 --

NL
Vervangen van aanvoerrol
S Enkele draad
S Maak de knoppen (3) en (4) los.
S Maak de handknop (2) los.
S Vervang de aanvoerrol (1). Deze zijn gemerkt met de
resp. draadafmetingen.
S Dubbele draad (Twin arc)
S Vervang de aanvoerrol (1) met dubbel spoor op dezelfde manier
als bij de enkele draad.
S LET OP! Vervang ook de drukrol (5). De speciale bolvormige drukrol voor
dubbele draad vervangt de standaard drukrol voor enkele draad.
S Monteer de drukrol met een speciale astap (best. nr. 0146 253 001).
S Holle draad (voor geribbelde rollen)
S Vervang de aanvoerrol (1) en de drukrol (5) paarsgewijs voor de resp.
draadafmetingen. N.B. Voor de drukrol is een speciale astap nodig
(best. nr. 0212 901 101).
S Haal de drukbouten (4) met gematigde druk aan, zodat de holle draad niet
wordt vervormd.
Contactuitrustingen voor UP--lassen.
S Voor enkele draad 3,0 -- 4,0 mm. Light du t y (D20)
Gebruik de richtrolleneenheid (3), het contactstuk (1) D 20
met het contactmondstuk (2) (M12--schroefdraad).
S Haal het contactmondstuk (2) met een sleutel aan om
een goed contact te verkrijgen.
S Voo r enkele draad 1,6 -- 2,5 mm UP. Light dut y ( D20)
Gebruik de richtrolleneenheid (3), het contactstuk (1) D 20 met
het contactmondstuk (2) (M12--schroefdraad) en een aparte
richteenheid voor dunne draad (4) m et stuurbuis (6).
S Monteer de beugel (7) met de stuurbuis (6) in het
M12--gat in de richtrolleneenheid (3). De stuurbuis (6)
moet de onderkant van het contactmondstuk (2) raken.
S Kort de stuurbuis evt. in zodat de aanvoerrol (5) vrij kan
lopen.
S Monteer de richteenheid voor dunne draad (4) op de
bovenkant van de beugel voor de richtrolleneenheid (3).
dha5d1ha
-- 11 2 --

NL
S Voor dubbele draad 2 x 1,2 -- 2,0 mm, Light Twin (D35) (Accessoires).
Gebruik de richtrolleneenheid (3), het contactstuk (1) D35
met de twinadapter (9) en 2 contactmondstukken (2)
(M6--schroefdraad) en een aparte richteenheid voor dunne
draad (4) met twee stuurbuizen (6). Gebruik voor dubbele
draad < 1,6 mm een stuurspiraal die in elke stuurbuis
afzonderlijk wordt geplaatst.
S Monteer de twinadapter (9) voor de M6--contact-
mondstukken (2) met de M5--bout in het vaste deel van
het gedeelde contactstuk (1).
S Monteer de beugel (7) met de stuurbuizen (6) in het
M12--gat van de standaard richtrolleneenheid (3). De
stuurbuizen moeten de onderkant van de twinadapter (9)
voor het contactmondstuk (2) raken.
S Haal de contactmondstukken (2) met een sleutel aan,
zodat er een goed contact wordt verkregen.
S Kort de stuurbuis (6) evt. in zodat de aanvoerrol (5) vrij loopt.
S Instelling van de draad bij Twinarc--lassen:
S Stel de draden in de naad op een optimaal lasresultaat in door het
contactstuk te draaien. De beide draden kunnen zodanig worden
gedraaid dat ze na elkaar zijn geplaatst op één lijn met de naad of in een
willekeurige positie to t 90_haaks op de naad, d.w.z. met één draad aan
elke zijde van de naad.
Contactuitrustingen voor MIG/MAG--lassen.
S Voor enkele draad 1,6 -- 2,5 mm (D35)
Gebruik de richtrolleneenheid (3), het contactstuk (1) D35
met het contactmondstuk (2) (M10--schroefdraad).
S Haal het contactmondstuk (2) met een sleutel aan, zodat
er een goed contact wordt verkregen.
S Monteer de beugel (7) met de stuurbuis (6) in het
M12--gat in de standaard richtrolleneenheid (3). De
stuurbuis (6) moet de onderkant van het contactmondstuk (2) raken.
S Kort de stuurbuis (6) evt. in zodat de aanvoerrol (5)
vrij loopt.
dha5d1ha
-- 11 3 --

NL
S Voor enkele draad < 1,6 mm (D35)
Gebruik de richtrolleneenheid (3), het contactstuk (1) D35
met het contactmondstuk (2) (M12--schroefdraad), de
richteenheid voor dunne draad (4) m et de stuurbuis (6) en
een stuurspiraal die in de stuurbuis (6) wordt geplaatst.
S Monteer de beugel (7) met de stuurbuis (6) in het
M12--gat in de standaard richtrolleneenheid (3). De
stuurbuis (6) moet de onderkant van het contactmondstuk (2) raken.
S Kort de stuurbuis evt. in zodat de aanvoerrol (5) vrij
loopt.
S Monteer de richteenheid voor dunne draad (4) aan de
bovenkant van de beugel voor de richtrolleneenheid (3).
S Sluit het koelwater en het gas aan (MIG/MAG--lassen).
Bijvullen van laspoeder (UP--lassen)
S Sluit de poederklep van de poederhouder.
S Maak eventueel de cycloon van de poederzuiger los.
S Vul de houder met laspoeder. N.B.! De laspoeder moet droog zijn. Vermijd
zoveel mogelijk het gebruik van agglomererend laspoeder buitenshuis en in
vochtige omgevingen.
S Plaats de poederslang zodanig dat de poederslang niet dubbelvouwt.
S Stel de hoogte van het poedermondstuk boven de las zodanig in, dat een goede
poederhoeveelheid wordt verkregen. De poederbekleding moet zo hoog zijn, dat
de vlamboog niet doorslaat.
5.3 Ombouw van de A2 SFE1 (UP--lassen) tot MIG/MAG--lassen
S Monteren volgens bijgeleverde gebruiksaanwijzing voor de ombouwset.
5.4 Ombouw van de A2 SFE1 (UP--lassen) tot Twinarc
S Monteren volgens bijgeleverde gebruiksaanwijzing voor de ombouwset.
dha5d1ha
-- 11 4 --
NL
6 ONDERHOUD
6.1 Algemeen
BELANGRIJK! Schakel de netspanning uit, voordat u onderhoud pleegt.
Voor het onderhoud van de bedieningsdoos A2--A6 Process Controller (PEH), zie
gebruiksaanwijzing.
6.2 Dagelijks
S Zorg dat de bewegende delen van de lasautomaat vrij blijven van laspoeder en
stof.
S Controleer of het contactmondstuk en alle elektrische leidingen aangesloten zijn.
S Controleer of alle schroefverbindingen aangehaald zijn en of de besturing en de
aandrijfrollen niet versleten of beschadigd zijn.
S Controleer het remkoppel van de remnaaf. Het mag niet zo klein zijn dat de
draadtrommel blijft roteren wanneer de draadtoevoer stopt en het mag niet zo
groot zijn dat de toevoerrollen slippen. De richtwaarde voor het remkoppel van
een draadtrommel van 30 kg is 1,5 Nm.
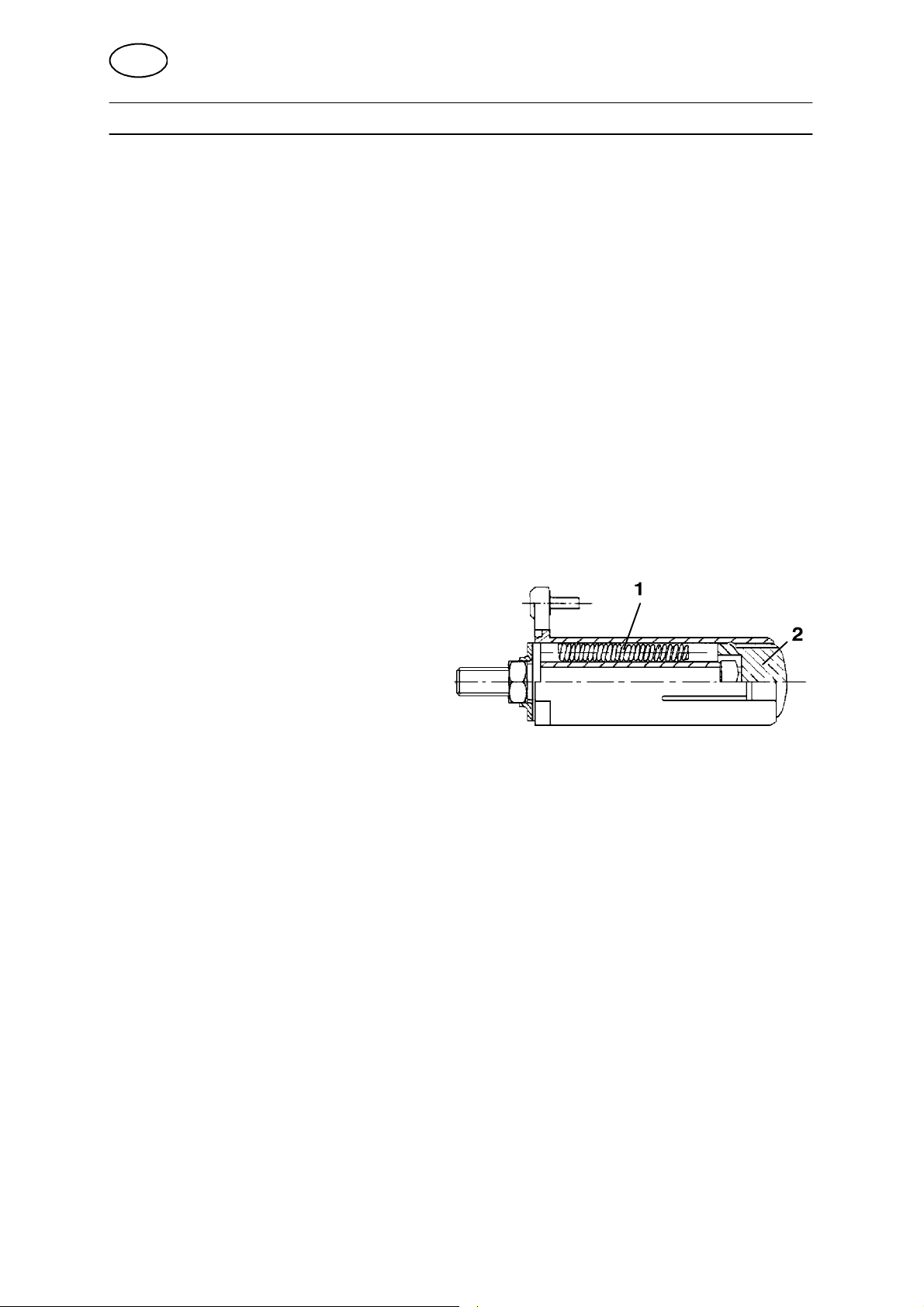
Remkoppel bijstellen:
S Zet de vergrendelknop (2) in
vergrendelde stand.
S Duw een schroevendraaier in
deveren van de naaf.
S Als u de veer (1) rechtsom draait,
wordt een lager remkoppel verkregen.
N.B. Draai evenveel aan alle veren.
6.3 Periodiek
S Controleer elk kwartaal de koolborstels van de draadmotor, vervang ze wanneer
ze versleten zijn tot 6 mm.
S Controleer de schuiven, smeer indien ze klemmen.
S Controleer de draadbesturing, de aandrijfrollen en het contactmondstuk van de
draad--aanvoereenheid. Vervang versleten of beschadigde componenten. (zie
onderdelenlijst op blz. 179).
dha5d1ha
-- 11 5 --

NL
7 STORINGZOEKEN
Uitrusting S Gebruiksaanwijzing besturingskastje A2--A6 Process Controller
(PEH).
Controleer S of de lasstroombron is ingesteld op de juiste netspanning
S of alle 3 fasen spanning hebben (fasevolgorde niet belangrijk)
S of de lasleidingen en hun aansluitingen niet beschadigd zijn
S of de bedieningselementen in de gewenste positie staan
S of de netspanning uitgeschakeld is voordat u begint te repareren
MOGELIJKE STORINGEN
1. Symptoom De ampère-- en voltwaarden vertonen grote variaties op het
display.
Oorzaak 1.1 Contactbekken of contactmondstuk versleten of verkeerde
afmeting.
Maatregel Vervang de contactbekken of het contactmondstuk.
Oorzaak 1.2 De druk op de toevoerrollen is onvoldoende.
Maatregel Verhoog de druk op de toevoerrollen.
2. Symptoom De draadtoevoer is ongelijkmatig.
Oorzaak 2.1 De druk op de toevoerrollen is verkeerd ingesteld.
Maatregel Wijzig de druk op de toevoerrollen.
Oorzaak 2.2 Verkeerde afmeting van de toevoerrollen.
Maatregel Vervang de toevoerrollen.
Oorzaak 2.3 De gleuven in de toevoerrollen zijn versleten.
Maatregel Vervang de toevoerrollen.
3. Symptoom De lasleidingen raken oververhit.
Oorzaak 3.1 Slechte elektrische aansluitingen.
Maatregel Maak alle elektrische aansluitingen schoon en haal deze aan.
Oorzaak 3.2 De lasleidingen hebben een te kleine afmeting.
Maatregel Vergroot de leidingdimensie of gebruik parallelle leidingen.
dha5d1ha
-- 11 6 --

NL
8 ACCESSOIRES
Glijder 0413 518 880..............................................................
Hoekglijder 0413 506 880..........................................................
Contactuitrusting voor dubbele draad 2x1,2 -- 2x2,0 Light duty 0333 852 881............
Richteenheid voor dunne draden 0332 565 880.......................................
Ombouwset A2 SFE1 voor MIG/MAG --lassen 0413 526 881...........................
Ombouwset A2 SFE1 voor Twin met richteenheid voor
dunne draden (Light duty) 0413 541 882............................................
Controlelampje (D20) 0153 143 886.................................................
Adapter M6/M10 0147 333 001.....................................................
9 BESTELLEN VAN RESERVEONDERDELEN
Reserveonderdelen zijn te bestellen via de dichtstbijzijnde ESAB--vertegenwoordiger,
zie de laatste pagina van dit boek. Geef bij bestelling altijd het machinetype, het serienummer en de aanduiding plus het onderdelennr. aan die staan aangegeven in de
lijst met reserveonderdelen op pag. 179.
Dit vergemakkelijkt het uitvoeren van de bestelling en garandeert een correcte levering.
dha5d1ha
-- 11 7 --
 Loading...
Loading...