


IT
A2, A6
PEK Control panel
Istruzioni per l'uso
Valid from program version 2.000460 949 179 IT 111222

1 INTRODUZIONE 5...................................................
1.1 Pannello di controllo 5.......................................................
1.1.1 Tasti e manopole 6.....................................................
1.2 Prima fase 8................................................................
1.2.1 Scelta della lingua 8....................................................
1.2.2 Unità di misura 9.......................................................
1.3 Display 10...................................................................
1.3.1 Simboli sul display 11....................................................
1.4 Informazioni generali sulle impostazioni 12.......................................
1.4.1 Impostazione di valori numerici 12.........................................
1.4.2 Impostazione con alternative fornite 12.....................................
1.5 Tasti ESCI ed ENTER 12.....................................................
2 MENU 13.............................................................
2.1 Menu principale 13...........................................................
2.1.1 Menu configurazione 14..................................................
2.1.2 Menu strumenti 14.......................................................
2.1.3 Menu impostazione dati saldatura 15.......................................
2.1.4 Menu misurazione 16....................................................
2.1.5 Menu memoria dati saldatura 17...........................................
2.1.6 Menu modo rapido 18....................................................
3 SALDATURA AD ARCO SOMMERSO 18................................
3.1 Impostazioni per la saldatura ad arco sommerso 19...............................
4 SALDATURA AD ARCO METALLICO E GAS 20.........................
4.1 Impostazioni per la saldatura ad arco metallico e gas 20...........................
5 GOUGING 21.........................................................
5.1 Impostazioni per la scriccatura 21..............................................
Ci riserviamo il diritto di variare le specifiche senza preavviso.
TOCi
- 2 -

6 SPIEGAZIONE DELLE FUNZIONI 22....................................
6.1 CA, corrente di saldatura costante 22...........................................
6.2 CW, avanzamento del filo costante 22..........................................
6.3 CC, corrente continua 22......................................................
6.4 Dimensioni del filo / elettrodo 22................................................
6.5 Tensione arco 22.............................................................
6.6 Velocità di avanzamento del filo 22.............................................
6.7 Velocità avanzamento a freddo del filo (ICE) 22..................................
6.8 Ritardo avvio a freddo del filo (ICE) 23..........................................
6.9 Velocità di avanzamento 23....................................................
6.10 Direzione di saldatura 23......................................................
6.11 Frequenza AC 23............................................................
6.12 Bilanciamento AC 23.........................................................
6.13 Deviazione AC 23............................................................
6.14 Preflussaggio del flusso (SAW) 23..............................................
6.15 Preflussaggio del gas (GMAW) 23..............................................
6.16 Preflussaggio dell'aria (Gouging) 24............................................
6.17 Tipo di avvio 24..............................................................
6.18 Avvio micrometrico 24........................................................
6.19 Fasi di avvio 25..............................................................
6.20 Tensione max a circuito aperto (OCV) 25........................................
6.21 Postflussaggio del flusso (SAW) 25.............................................
6.22 Postflussaggio del gas (GMAW) 25.............................................
6.23 Postflussaggio dell'aria (Gouging) 26............................................
6.24 Riempimento dei crateri 26....................................................
6.25 Tempo di bruciatura finale del filo 26............................................
6.26 Fasi di arresto 27.............................................................
6.27 Regolazione dinamica 27......................................................
6.28 Parametri di controllo 27......................................................
6.29 Limiti di impostazione 27......................................................
6.30 Limiti di misura 28............................................................
7 GESTIONE DELLA MEMORIA 28.......................................
7.1 Modalità di funzionamento del pannello di controllo 28.............................
7.2 Memorizzazione 29...........................................................
7.3 Richiamo 30.................................................................
7.4 Cancellazione 31.............................................................
7.5 Copia 32....................................................................
7.6 Assegnazione nome 33.......................................................
7.7 Modifica 34..................................................................
Ci riserviamo il diritto di variare le specifiche senza preavviso.
TOCi
- 3 -

8 MENU CONFIGURAZIONE 35..........................................
8.1 Codice di blocco 36...........................................................
8.1.1 Stato codice di blocco 36.................................................
8.1.2 Specifica/modifica codice di blocco 37......................................
8.2 Impostazioni generali 37......................................................
8.2.1 Tasti funzione del modo rapido 37.........................................
8.2.2 Registro dati qualità su file 38.............................................
8.2.3 Configurazione dei tasti funzione 38........................................
8.2.4 Modalità salvataggio automatico 40........................................
8.3 Impostazioni macchina 41.....................................................
8.3.1 Codice prodotto 41.......................................................
8.3.2 Asse trainafilo 42........................................................
8.3.3 Asse avanzamento a freddo del filo (ICE) 42................................
8.3.4 Asse di avanzamento 43..................................................
8.3.5 Asse esterno 43.........................................................
8.3.6 Tandem per LAF e TAF 44................................................
8.3.7 Tandem per il generatore Aristo 1000 47....................................
8.3.8 Generatori in parallelo 48.................................................
8.3.9 Avanzamento a freddo del filo (ICE) 49.....................................
8.3.10 Impostazioni id nodo 50..................................................
8.4 Lunghezza cavi 50...........................................................
8.5 Manutenzione 51.............................................................
8.6 Impostazioni di rete 51........................................................
8.6.1 Panoramica del sistema 52...............................................
9 STRUMENTI 53.......................................................
9.1 Registro errori 53.............................................................
9.1.1 Gruppi 54...............................................................
9.1.2 Descrizione dei codici di gestione dei guasti 54..............................
9.2 Esporta/Importa 55...........................................................
9.3 File manager 56..............................................................
9.3.1 Eliminazione di un file o di una cartella 57...................................
9.3.2 Rinomina di un file/una cartella 57.........................................
9.3.3 Creazione di una nuova cartella 57.........................................
9.3.4 Copiare e incollare file 57.................................................
9.4 Modifica limiti di impostazione 58...............................................
9.5 Limiti di misura 59............................................................
9.6 Statistiche di produzione 60....................................................
9.7 Fattori qualità 60.............................................................
9.7.1 Memorizzazione dei dati di qualità 61.......................................
9.8 Calendario 62................................................................
9.9 Account utente 62............................................................
9.10 Informazioni unità 63.........................................................
STRUTTURA DEI MENU 64...............................................
DIMENSIONI DE FILO 69.................................................
NO. DI CODICE 70.......................................................
Ci riserviamo il diritto di variare le specifiche senza preavviso.
TOCi
- 4 -

IT
1 INTRODUZIONE
Per trarre il massimo dall'apparecchio per saldatura, si consiglia di leggere il
presente manuale di istruzioni.
Per informazioni generali sul funzionamento, consultare il manuale di istruzioni per
l'unità di controllo, la saldatrice automatica, la colonna, il braccio e il generatore.
Il testo visualizzato sul display è disponibile nelle lingue elencate di seguito:
inglese britannico, svedese, finlandese, norvegese, danese, tedesco, francese,
italiano, olandese, spagnolo, portoghese, ungherese, polacco, inglese americano,
ceco, cinese e russo.
1.1 Pannello di controllo
1 Menu
2 Manopola per lo
spostamento del cursore
(manopola di
posizionamento)
3 ENTER
4 Spia di segnalazione verde,
si illumina quando la
funzione è attiva
5 Avvio della saldatura
6 Arresto della saldatura
7 Manopola per la regolazione della velocità di avanzamento nel menu di
misurazione; in altri menu aumenta o diminuisce i valori impostati (manopola di
regolazione)
8 Corsa manuale
9 Avanzamento manuale del filo in basso
10 Manopola per la regolazione della tensione dell'arco nel menu di misurazione; in
altri menu aumenta o diminuisce i valori impostati (manopola di regolazione)
11 Corsa rapida
12 Corsa manuale
13 Manopola per la regolazione della corrente di saldatura / velocità di avanzamento
del filo nel menu di misurazione; in altri menu aumenta o diminuisce i valori
impostati (manopola di regolazione)
bi24d1ia
- 5 -
© ESAB AB 2009

IT
14 Arresto di emergenza
15 Avanzamento manuale del filo in alto
16 Tasti funzione
17 Display
1.1.1 Tasti e manopole
Menu
L'utilizzo del tasto Menu consente sempre di ritornare al menu principale nel
processo rilevante:
SAW
PROCESS SAW
METHOD DC
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
FAST
SET MEASURE MEMORY
MODE
ENTER
L'utilizzo del tasto ENTER consente di confermare una selezione.
Tasti funzione
I cinque tasti (S1 - S5) presenti sotto il display hanno diverse funzioni.
Rappresentano dei tasti funzione, nel senso che la loro funzione dipende dal menu
in uso. La funzione corrente di tali tasti è indicata dal testo contenuto nell'ultima riga
del display. Quando la funzione è attiva, ciò è indicato dal campo con la casella di
testo che diventa bianca.
Avanzamento del filo in alto
Tasto per invertire il filo senza la tensione dell'arco, utile ad esempio in fase di
sostituzione della bobina. Il filo avanza fintantoché si tiene premuto il tasto.
Avanzamento del filo in basso
Tasto per far avanzare il filo senza la tensione dell'arco. Il filo avanza fintantoché si
tiene premuto il tasto.
bi24d1ia
- 6 -
© ESAB AB 2009

IT
Corsa
Tasto per la corsa in direzione della saldatura con il simbolo indicato
sull'apparecchio per saldatura. Per arrestare la corsa premere , o .
Il LED si illumina durante la corsa.
Corsa
Tasto per la corsa in direzione della saldatura con il simbolo indicato
sull'apparecchio per saldatura. Per arrestare la corsa premere , o .
Il LED si illumina durante la corsa.
Corsa rapida
Tasto per la corsa rapida dell'avanzamento filo o per la corsa stessa.
Il LED si illumina durante la corsa rapida.
Avvio della saldatura
Tasto per l'avvio della saldatura.
Arresto della saldatura
Tasto per l'arresto della saldatura per tutte le corse e tutti i motori.
Manopola di posizionamento
La manopola situata in alto a destra è definita manopola di posizionamento nel
manuale di istruzioni e viene utilizzata per posizionare il cursore.
Manopola di regolazione
Le tre manopole sotto il pannello sono definite manopole di regolazione nel manuale
di istruzioni e vengono utilizzate per modificare i valori impostati nel pannello.
bi24d1ia
- 7 -
© ESAB AB 2009
IT
1.2 Prima fase
1.2.1 Scelta della lingua
Questo menu viene visualizzato al primo avvio della macchina:
SAW: CA
|
A 450 Amp
V 30.0 Volt
|
|
|
|
|
50 cm/min
GAS /
NONE NONE
Alla consegna, il pannello di controllo verrà visualizzato in lingua inglese. Per
selezionare la lingua desiderata, procedere come segue:
Premere Menu per accedere al menu principale.
Posizionare il cursore
utilizzando la manopola
di posizionamento sulla
riga CONFIGURAZIO
NE (CONFIGURA
TION).
Premere ENTER per confermare la selezione.
FLUX NONE
SAW
PROCESS SAW
METHOD DC
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
SET MEASURE MEMORY
2ND
FUNCT
FAST
MODE
bi24d1ia
- 8 -
© ESAB AB 2009

IT
Posizionare il cursore
CONFIGURATION
sulla riga LINGUA
(LANGUAGE). Premere
ENTER per richiamare
un elenco delle lingue
disponibili nel pannello
di controllo.
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
Posizionare il cursore sulla riga corrispondente alla
lingua desiderata e premere ENTER.
1.2.2 Unità di misura
NORSK
POLSKI
PORTUGUES
SUOMI
SVENSKA
CHINESE
QUIT
|
|
|
Alla consegna, il pannello di controllo risulta impostato sul sistema metrico. Per
selezionare un sistema di misurazione diverso, procedere come segue:
Premere Menu per accedere al menu principale.
Posizionare il cursore
SAW
sulla riga CONFIGURA
ZIONE (CONFIGURA
TION) utilizzando la
manopola di posiziona
mento.
PROCESS SAW
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
FAST
SET MEASURE MEMORY
MODE
Premere ENTER per confermare la selezione.
bi24d1ia
- 9 -
© ESAB AB 2009

IT
Posizionare il cursore
CONFIGURATION
sulla riga CONFIGURA
ZIONE GENERALE
(GENERAL CONFIGU
RATION).
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
Premere ENTER per confermare la selezione.
Posizionare il cursore
sulla riga UNITÀ DI
LUNGHEZZA (UNIT
OF LENGTH). Premere
ENTER per richiamare
un elenco delle unità di
misura disponibili nel
GENERAL CONFIGURATION
FAST MODE SOFT BUTTONS 1
QUALITY DATA LOG TO FILE ON
SOFT KEYS SETUP"
AUTO SAVE MODE OFF
UNIT OF LENGTH METRIC
pannello di controllo.
QUIT
Posizionare il cursore sulla riga corrispondente all'unità di misura
desiderata e premere ENTER.
1.3 Display
SAW
PROCESS SAW
METHOD DC
REGULATION TYPE CW
WIRE TYPE Fe SOLID
WIRE DIMENSION 0.8 mm
CONFIGURATION"
TOOLS"
QUIT
METRIC
INCH.
bi24d1ia
SET MEASURE MEMORY
- 10 -
FAST
MODE
© ESAB AB 2009
IT
Cursore
Il cursore del pannello di controllo viene presentato come un campo nero intorno al
testo, con il testo selezionato che diventa bianco. Nel manuale di istruzioni, il cursore
viene visualizzato in grassetto.
Caselle di testo
Alla base del display sono presenti cinque caselle contenenti testi che illustrano la
funzione corrente dei cinque tasti sotto il display.
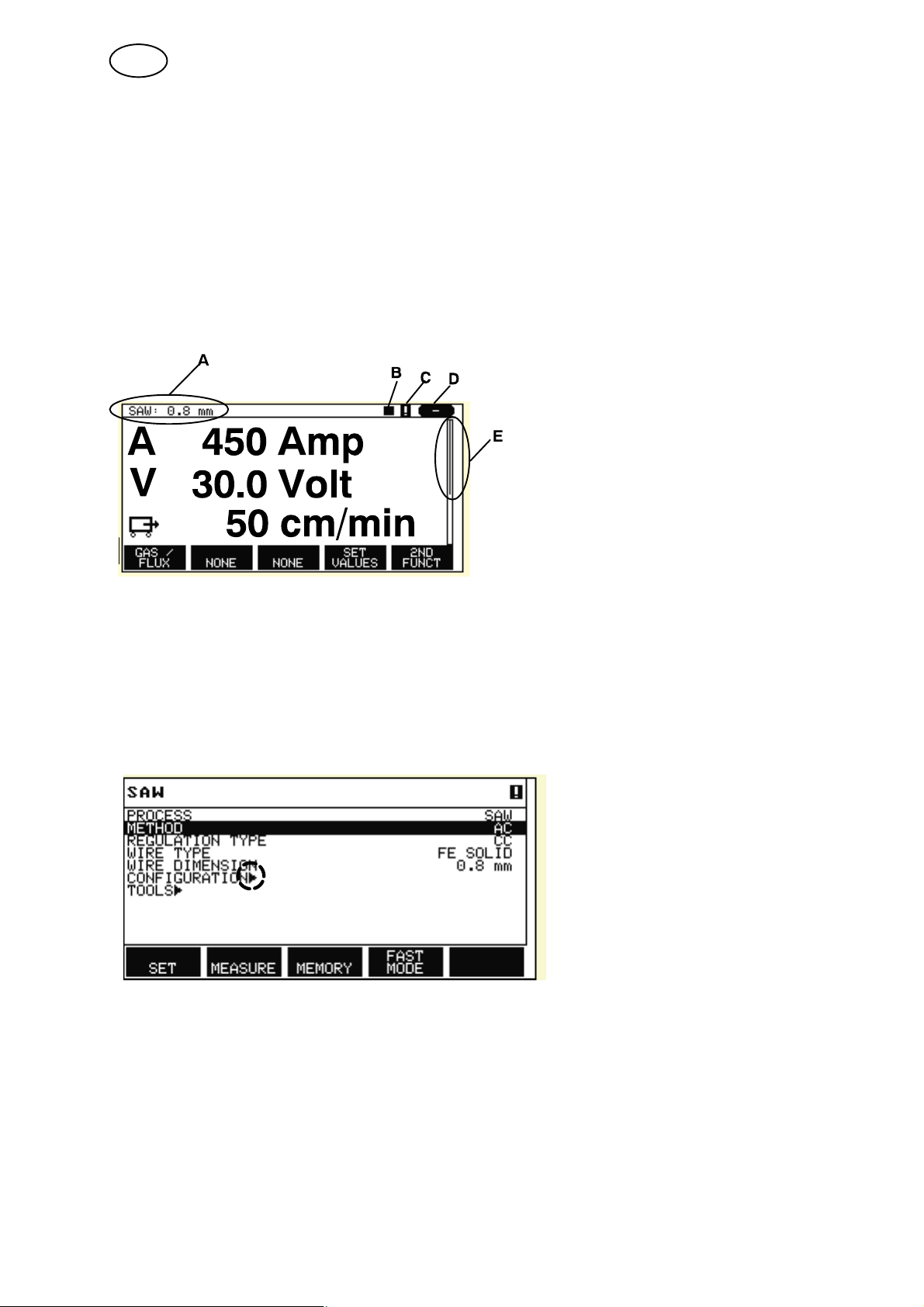
1.3.1 Simboli sul display
A La serie di parametri di saldatura
selezionata
B La direzione di saldatura
C Si è verificato un guasto. Consultare
il capitolo 9.1
D Numero della locazione di memoria
richiamata
E Barra di scorrimento. Ulteriori
informazioni sono contenute in
questo menu
Frecce
In presenza di ulteriori informazioni dietro una riga, apparirà una freccia nera dietro
al testo.
bi24d1ia
- 11 -
© ESAB AB 2009

IT
1.4 Informazioni generali sulle impostazioni
Esistono tre tipi di impostazioni:
S Impostazione di valori numerici
S Impostazione di alternative fornite
S Impostazione della modalità ON/OFF
1.4.1 Impostazione di valori numerici
Le manopole di regolazione vengono utilizzate per aumentare o diminuire i valori in
fase di impostazione di valori numerici. Nel menu di misurazione, le manopole
vengono utilizzate per la corrente di saldatura / velocità di avanzamento del filo, la
tensione dell'arco o la corsa.
1.4.2 Impostazione con alternative fornite
Alcune impostazioni vengono definite selezionando un'opzione da un elenco.
Ecco un esempio dell'elenco:
SAW
GMAW
GOUGING
Il cursore viene posizionato sulla riga per SAW. Premendo ENTER in questa
posizione, viene attivata l'opzione SAW. Se si desidera selezionare un'altra opzione,
posizionare il cursore sulla riga corretta scorrendo in alto o in basso con la manopola
di posizionamento. Premere quindi ENTER. Per abbandonare l'elenco senza
compiere una selezione, premere il tasto ESCI (QUIT).
1.5 Tasti ESCI ed ENTER
Il tasto funzione più lontano a destra presenta generalmente la funzione ESCI
(QUIT), tuttavia viene occasionalmente utilizzato anche per altre funzioni.
S Il tasto ESCI (QUIT) riporta al menu o all'immagine precedente.
S Premere ENTER comporta l'esecuzione di una scelta selezionata in un menu o
in un elenco.
Il tasto viene definito ENTER in questo manuale.
bi24d1ia
- 12 -
© ESAB AB 2009

IT
2 MENU
Il pannello di controllo utilizza vari menu:
S Menu principale
S Menu configurazione
S Menu strumenti
S Menu impostazione dati saldatura
S Menu misurazione
S Menu memoria dati saldatura
S Menu modo rapido
La struttura dei menu viene presentata a partire dalla pagina 64. All'avvio, viene
visualizzata brevemente una schermata contenente informazioni sulla versione
corrente del programma.
Schermata di avvio
2.1 Menu principale
Il MENU PRINCIPALE
consente di modificare
il processo di saldatura,
il metodo di saldatura, il
tipo di filo, il metodo di
controllo, le dimensioni
del filo, ecc.
Da questo menu è inol
tre possibile accedere
ad altri menu seconda
ri.
SAW
PROCESS SAW
METHOD DC
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 0.8 mm
CONFIGURATION"
TOOLS"
SET MEASURE MEMORY
FAST
MODE
bi24d1ia
- 13 -
© ESAB AB 2009
IT
2.1.1 Menu configurazione
Menu principale Configurazione
Nel menu CONFIGU
CONFIGURATION
RAZIONE (CONFIGU
RATION) è possibile
variare la lingua,
modificare la password,
effettuare impostazioni
generali, introdurre
regolazioni alla
macchina, ecc.
L'aspetto del menu
varia in funzione del
tipo di generatore
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
selezionato nella
configurazione della
macchina.
2.1.2 Menu strumenti
Menu principale Strumenti
QUIT
Il menu STRUMENTI
(TOOLS) consente di
trasferire file, visualiz
zare statistiche su
qualità e produzione,
visualizzare i registri
degli errori, ecc.
TOOLS
ERROR LOG"
EXPORT/IMPORT"
FILE MANAGER"
SETTING LIMIT EDITOR"
MEASURE LIMIT EDITOR"
PRODUCTION STATISTICS"
QUALITY FUNCTIONS"
CALENDAR"
USER ACCOUNTS"
UNIT INFORMATION"
QUIT
bi24d1ia
- 14 -
© ESAB AB 2009
IT
2.1.3 Menu impostazione dati saldatura
Menu principale
Nel menu impostazioni
dati saldatura, con
SETTA (SET) è
possibile modificare
vari parametri di
saldatura. L'aspetto del
menu varia in funzione
del processo di
saldatura selezionato.
Un altro esempio del
menu:
SAW WELD DATA SETTING
VOLTAGE 20.5 V
CURRENT 395 A
TRAVEL SPEED 0 cm/min
DIRECTION J
START DATA"
STOP DATA"
DYNAMIC REGULATION AUTO
SETTING LIMITS"
MEASURE LIMITS"
QUIT
SAW WELD DATA SETTING
VOLTAGE 24,0 V
CURRENT 3200 A
TRAVEL SPEED 30 cm/min
DIRECTION J
AC FREQUENCY 50 HZ
AC BALANCE 50%
AC OFFSET 0 A
START DATA"
STOP DATA"
REGULATION PAR."
I
I
I
I
I
I
bi24d1ia
QUIT
- 15 -
© ESAB AB 2009

IT
2.1.4 Menu misurazione
Menu principale
Il menu MISURA (MEASURE) consente di visualizzare i valori misurati per i vari
parametri mentre è in corso la saldatura.
A 450 AMP
Corrente di saldatura
misurata
30.0 Volt
Tensione dell'arco
misurata
50 cm/min
Velocità di avanzamen
to misurata
300 cm/min
Velocità di avanzamento
del filo misurata
30 kJ/cm
Indica l'energia in
rapporto alla lunghezza
dell'unità di misura,
ottenuta utilizzando i
valori selezionati per la
corrente di saldatura, la
tensione dell'arco e la
velocità di avanzamento.
300 cm/min
Velocità misurata di
avanzamento a freddo
del filo
SAW: CA
A 450 Amp
V 30.0 Volt
50 cm/min
GAS /
NONE NONE
SAW: CA
FLUX NONE
FUNCT
300 cm/min
30.0 kJ/cm
300 cm/min
|
|
|
|
|
|
2ND
|
|
|
|
|
|
ICE
NONE NONE
I valori misurati rimangono visualizzati anche quando la saldatura è stata
completata.
È possibile passare ad altri menu senza perdere i valori misurati.
Le manopole di regolazione possono essere utilizzate per modificare i parametri di
saldatura nella schermata misure.
Se il valore impostato viene modificato quando non è in corso una saldatura, la
misura viene azzerata.
- 16 -
bi24d1ia
WF NONE
2ND
FUNCT
© ESAB AB 2009

IT
Per l'attivazione, è abilitato un tasto funzione, AVANZAMENTO A FREDDO DEL
FILO (ICE WF); vedere il capitolo "Configurazione dei tasti funzione" 8.2.3 . Quando
il tasto è premuto, l'avanzamento a freddo del filo cambia tramite la manopola di
regolazione sinistra A. Se il tasto non è premuto, la manopola influisce sulla corrente
A.
Se il tasto funzione IMP. valori è stato attivato, nella schermata delle misure sarà
possibile visualizzare anche i valori impostati. Se entrambi i tasti, AVANZAMENTO A
FREDDO DEL FILO (ICE WF) e VALORE IMPOSTATI (SET VALUES) sono attivi, è
possibile cambiare la velocità di avanzamento a freddo impostata per il filo. Per
l'attivazione, vedere il paragrafo ”Configurazione dei tasti funzione” 8.2.3 .
300 cm/min
Velocità di avanzamen
to filo impostata
20.0 Volt
Tensione dell'arco
impostata
30 cm/min
Velocità di avanzamen
to impostata
2.1.5 Menu memoria dati saldatura
Menu principale
Il menu MEMORIA
DATI SALDATURA
(WELD DATA
MEMORY) consente di
memorizzare, richiama
re, eliminare e copiare
varie serie di dati di
saldatura. Le serie di
dati di saldatura
possono essere
memorizzate in 255
locazioni di memoria
differenti.
SAW: CW
300 cm/min
V 20.0 Volt
30 cm/min
NONE NONE
WELD DATA MEMORY
1 (SAW)
7 (GMAW)
SET
VALUES NONE
|
|
|
|
|
|
2ND
FUNCT
2ND
STORE
Per ulteriori informazioni, vedere il paragrafo 7 ”Gestione della memoria”.
- 17 -
bi24d1ia
FUNCT QUIT
© ESAB AB 2009

IT
2.1.6 Menu modo rapido
Menu principale
Il menu MODO
RAPIDO (FAST MODE)
consente di ”collegare”
i tasti funzione alle
locazioni di memoria
dei dati di saldatura.
Tali impostazioni
vengono regolate nel
menu Configurazione. Il
numero delle locazioni
di memoria selezionate
viene visualizzato
nell'angolo in alto a
destra.
Per ulteriori informazioni, consultare il paragrafo 8.2.1 ”Tasti funzione del modo
rapido”.
A 450 Amp
V 30.0 Volt
50 cm/min
WELD
DATA 1
WELD
DATA 2
WELD
DATA 3
WELD
DATA 4
2ND
FUNCT
3 SALDATURA AD ARCO SOMMERSO
16
Menu principale Processo
Durante la saldatura ad arco sommerso (SAW), un arco fonde un filo alimentato in
modo continuato. Il bagno di saldatura viene protetto mediante flusso.
Quando viene selezionato il processo SAW, è possibile scegliere tra due metodi
impostando METODO (METHOD) mediante la manopola di posizionamento e
premendo ENTER. Scegliere tra AC o DC.
Quando viene selezionato il processo SAW, è possibile scegliere tra tre metodi di
controllo impostando TIPO DI REGOLAZIONE (REGULATION TYPE) mediante la
manopola di posizionamento e premendo ENTER. Scegliere tra la corrente di
saldatura continua CA, l'avanzamento del filo costante CW o la corrente continua
CC; per una spiegazione consultare i paragrafi 6.1, 6.2 e 6.3.
bi24d1ia
- 18 -
© ESAB AB 2009
IT
Se viene selezionato l'avanzamento a freddo del filo, consultare il capitolo 8.3.9, è
possibile selezionare solo il tipo di regolazione CW.
3.1 Impostazioni per la saldatura ad arco sommerso
Impostazioni Intervallo di impostazioneIn passi di Valore dopo
un reset
Tensione arco
Corrente di saldatura1) (CA) 0 - 3200 A 1 A 400 A
Velocità di avanzamento del filo1) (CW) 0 – 2500 cm/min 1 cm/min 300 cm/min
Corrente continua1) (CC) 0 - 3200 A 1 A 400 A
Velocità avanzamento a freddo del
1)
filo
(CW)
Ritardo avvio a freddo del filo1) (CW) 0 - 99,0 s 0,1 s 2,5 s
Velocità di avanzamento
Direzione di saldatura Y - J - J
Frequenza AC 10 - 100 Hz 1 50 Hz
Bilanciamento AC 25 - 75% 1 50%
Deviazione AC -300 - +300 A/-10 - +10 V 1 A / 0,1 V 0
Dati iniziali
Preflussaggio del flusso 0 - 99,0 s 0,1 s 0 s
Tipo di avvio Diretto o per sfregamento - Diretto
Avvio micrometrico Velocità auto o impostata - Auto
Velocità avvio micrometrico 0 – 1000 cm/min 1 cm/min 20 cm/min
Fasi di avvio OFF oppure ON - OFF
Tensione a circuito aperto OFF oppure ON - OFF
Tensione massima a circuito aperto 5 - 60 V 0,1 V 50 V
Dati finali
Postflussaggio del flusso 0 - 99,0 s 0,1 s 0 s
Riempimento crateri OFF oppure ON - OFF
Tempo di riempimento crateri 0 - 10 s 0,01 s 1 s
Tempo di bruciatura finale del filo 0 - 10 s 0,01 s 1 s
Fasi di arresto OFF oppure ON - OFF
Parametri di controllo
Regolazione dinamica Auto o Impostazioni - Auto
Induttanza Auto o Impostazioni - Auto
Limiti di impostazione - - Limiti di misura - - -
1)
14 - 50 V 0,1 V (1 V) 30 V
0 - 2500 cm/min 1 cm/min 300 cm/min
1)
2)
2)
0 – 200 cm/min 1 cm/min 50 cm/min
1)
L'intervallo di impostazione dipende dal prodotto utilizzato.
2)
Il menu mostra le impostazioni che appartengono al tipo di regolazione selezionata.
- 19 -
bi24d1ia
© ESAB AB 2009

IT
4 SALDATURA AD ARCO METALLICO E GAS
Il processo è disponibile per determinati tipi di macchine.
Menu principale Processo
Durante la saldatura ad arco metallico e gas (GMAW), un arco fonde un filo
alimentato in modo continuato. Il bagno di saldatura viene protetto dal gas di
protezione.
Quando viene selezionato il processo di saldatura ad arco metallico e gas (GMAW),
è possibile scegliere tra due metodi di controllo contrassegnando TIPO DI
REGOLAZIONE (REGULATION TYPE) mediante la manopola di posizionamento e
premendo ENTER. Scegliere tra la corrente di saldatura costante CA o
l'avanzamento del filo costante CW; per una spiegazione consultare i paragrafi 6.1 e
6.2.
4.1 Impostazioni per la saldatura ad arco metallico e gas
Impostazioni Intervallo di impostazioneIn passi di Valore dopo
un reset
Tensione arco* 14 - 50 V 0,1 V (1 V) 30 V
Corrente di saldatura* (CA) 0 - 3200 A 1 A 400 A
Velocità di avanzamento del filo* (CW) 0 – 2500 cm/min 1 cm/min 300 cm/min
Velocità di avanzamento* 0 – 200 cm/min 1 cm/min 50 cm/min
Direzione di saldatura Y - J - J
Dati iniziali
Preflussaggio del gas 0 - 99,0 s 0,1 s 2,0 s
Tipo di avvio Diretto o per sfregamento - Diretto
Avvio micrometrico Velocità auto o impostata - Auto
Velocità avvio micrometrico 0 – 1000 cm/min 1 cm/min 20 cm/min
Fasi di avvio OFF oppure ON - OFF
Tensione a circuito aperto OFF oppure ON - OFF
Tensione massima a circuito aperto 5 - 60 V 0,1 V 50 V
Dati finali
Postflussaggio del gas 0 - 99,0 s 0,1 s 2,0 s
Riempimento crateri OFF oppure ON - OFF
Tempo di riempimento crateri 0 - 10 s 0,01 s 1 s
Tempo di bruciatura finale del filo 0 - 10 s 0,01 s 1 s
Fasi di arresto OFF oppure ON - OFF
Regolazione dinamica Auto oppure Imp. valori - Auto
Limiti di impostazione - - Limiti di misura - - -
*) L'intervallo di impostazione dipende dal prodotto utilizzato.
- 20 -
bi24d1ia
© ESAB AB 2009

IT
5 GOUGING
Il processo è disponibile per determinati tipi di macchine.
Menu principale Processo
Con la scriccatura arc-air (GOUGING), viene utilizzato uno speciale elettrodo
composto da un albero in carbonio e un involucro in alluminio.
Tra l'albero in carbonio e il pezzo da lavorare si forma un arco che fonde il materiale.
Il materiale fuso viene rimosso mediante l'aria.
Quando viene selezionato il processo di GOUGING, è possibile scegliere tra due
metodi di controllo contrassegnando TIPO DI REGOLAZIONE (REGULATION
TYPE) mediante la manopola di posizionamento e premendo ENTER. Scegliere tra
la corrente di saldatura costante CA o l'avanzamento del filo costante CW; per una
spiegazione consultare i paragrafi 6.1 e 6.2.
5.1 Impostazioni per la scriccatura
Impostazioni Intervallo di impostazioneIn passi di Valore dopo
un reset
Tensione arco* 14 - 50 V 0,1 V (1 V) 30 V
Corrente di saldatura* (CA) 0 - 3200 A 1 A 400 A
Velocità di avanzamento del filo* (CW) 0 – 2500 cm/min 1 cm/min 300 cm/min
Velocità di avanzamento* 0 – 200 cm/min 1 cm/min 40 cm/min
Direzione di saldatura Y - J - J
Dati iniziali
Preflussaggio dell'aria 0 - 99,0 s 0,1 s 0 s
Tipo di avvio Diretto o per sfregamento - Diretto
Avvio micrometrico Velocità auto o impostata - Auto
Velocità avvio micrometrico 0 – 1000 cm/min 1 cm/min 20 cm/min
Fasi di avvio OFF oppure ON - OFF
Tensione a circuito aperto OFF oppure ON - OFF
Tensione massima a circuito aperto 5 - 60 V 0,1 V 50 V
Dati finali
Postflussaggio dell'aria 0 - 99,0 s 0,1 s 0 s
Riempimento crateri OFF oppure ON - OFF
Tempo di riempimento crateri 0 - 10 s 0,01 s 1 s
Tempo di bruciatura finale del filo 0 - 10 s 0,01 s 1 s
Fasi di arresto OFF oppure ON - OFF
Regolazione dinamica Auto oppure Imp. valori - Auto
Limiti di impostazione - - Limiti di misura - - -
*) L'intervallo di impostazione dipende dal prodotto utilizzato.
- 21 -
bi24d1ia
© ESAB AB 2009

IT
6 SPIEGAZIONE DELLE FUNZIONI
6.1 CA, corrente di saldatura costante
L'avanzamento del filo è controllato dal generatore, in modo da poter raggiungere
una corrente di saldatura costante.
- Il valore della corrente costante è selezionabile nel menu principale.
6.2 CW, avanzamento del filo costante
La corrente di saldatura è un risultato della velocità di avanzamento del filo
selezionata.
- L'avanzamento del filo costante è selezionabile nel menu principale.
6.3 CC, corrente continua
La tensione viene variata, in modo che possa essere raggiunta una corrente di
saldatura continua.
-Il valore della corrente continua è selezionabile nel menu principale.
6.4 Dimensioni del filo / elettrodo
La tabella a pagina 69 riporta le dimensioni selezionabili del filo / elettrodo.
Le dimensioni selezionate hanno un grande impatto sulla procedura di avvio e sul
riempimento dei crateri. In caso di saldatura con dimensioni del filo diverse da quelle
contenute nella tabella, selezionarne una con dimensioni vicine a quelle di una
dell'elenco.
- Le dimensioni del filo / elettrodo sono selezionabili nel menu principale.
6.5 Tensione arco
Una tensione superiore dell'arco ne aumenta la lunghezza e produce un bagno di
fusione più ampio e a maggiore temperatura.
- La tensione dell'arco viene impostata nella schermata misure e nei menu
impostazione dati saldatura o modo rapido.
6.6 Velocità di avanzamento del filo
Regola la velocità di avanzamento necessaria per il filo di apporto espressa in
cm/min. Una velocità superiore del filo si traduce in una corrente di saldatura
superiore.
- La velocità di avanzamento del filo viene impostata nella schermata misure e nei
menu impostazione dati saldatura o modo rapido.
6.7 Velocità avanzamento a freddo del filo (ICE)
La velocità dell'avanzamento a freddo del filo è utilizzata per impostare la velocità di
avanzamento (cm/min) del filo a freddo.
- La velocità di avanzamento a freddo del filo viene impostata nella schermata
misure e nei menu impostazione dati saldatura, o modo rapido.
bi24d1ia
- 22 -
© ESAB AB 2009
 Loading...
Loading...