


DK
A2, A6
PEK Control panel
Brugsanvisning
Valid from program version 2.000460 949 171 DK 111222

1 INDLEDNING 5......................................................
1.1 Betjeningspanel 5...........................................................
1.1.1 Taster og drejeknapper 6................................................
1.2 Første trin 8................................................................
1.2.1 Valg af sprog 8.........................................................
1.2.2 Valg af måleenhed 9....................................................
1.3 Display 10...................................................................
1.3.1 Symboler på displayet 11.................................................
1.4 Generelt om indstillinger 11....................................................
1.4.1 Indstilling af talværdierne 11..............................................
1.4.2 Indstilling med specifikke alternativer 12....................................
1.5 AFBRYD og ENTER 12.......................................................
2 MENUER 12..........................................................
2.1 Hovedmenu 13..............................................................
2.1.1 Konfigureringsmenu 13...................................................
2.1.2 Værktøjsmenu 14........................................................
2.1.3 Svejsedataindstillingsmenu 14.............................................
2.1.4 Målemenu 15...........................................................
2.1.5 Svejsedatamemorymenu 16...............................................
2.1.6 Lynindstillingsmenu 17...................................................
3 PULVERSVEJSNING 17...............................................
3.1 Indstillinger for pulversvejsning 18..............................................
4 MIG/MAG-SVEJSNING 19..............................................
4.1 Indstillinger for MIG/MAG-pulversvejsning 19....................................
5 KULBUEMEJSLING 20................................................
5.1 Indstillinger for luftbuemejsling 20..............................................
Ret til ændring af specifikationer uden varsel forbeholdes.
TOCd
- 2 -

6 FUNKTIONSFORKLARINGER 21.......................................
6.1 CA, konstant svejsestrøm 21..................................................
6.2 CW, konstant trådfremføring 21................................................
6.3 CC, konstant strøm 21........................................................
6.4 Tråd-/elektrodedimension 21...................................................
6.5 Buespænding 21.............................................................
6.6 Trådhastighed 21............................................................
6.7 Koldtrådsfremføringshastighed (ICE) 21.........................................
6.8 Koldtrådsstartforsinkelse (ICE) 22..............................................
6.9 Kørehastighed 22............................................................
6.10 Svejseretning 22.............................................................
6.11 AC-frekvens 22..............................................................
6.12 AC-balance 22...............................................................
6.13 AC-offset 22.................................................................
6.14 Pulverforstrømning (SAW) 22..................................................
6.15 Gasforstrømning (GMAW) 22..................................................
6.16 Luftforstrømning (Gouging) 23.................................................
6.17 Starttype 23.................................................................
6.18 Trådkrybestart 23............................................................
6.19 Startfaser 23................................................................
6.20 Maks. tomgangsspænding (OCV, Open Circuit Voltage) 24........................
6.21 Pulverefterstrømning (SAW) 24................................................
6.22 Gasefterstrømning (GMAW) 24................................................
6.23 Luftefterstrømning (Gouging) 24................................................
6.24 Kraterfyldning 24.............................................................
6.25 Efterbrændingstid 24.........................................................
6.26 Stopfaser 25.................................................................
6.27 Dynamisk regulering 25.......................................................
6.28 Reguleringsparametre 25......................................................
6.29 Grænseværdier 25...........................................................
6.30 Målegrænseværdier 25.......................................................
7 BRUG AF HUKOMMELSE 26...........................................
7.1 Betjeningspanelets funktion 26.................................................
7.2 Gem 27.....................................................................
7.3 Hent 28.....................................................................
7.4 Slet 29......................................................................
7.5 Kopiér 30...................................................................
7.6 Navngiv 31..................................................................
7.7 Ændre 32...................................................................
Ret til ændring af specifikationer uden varsel forbeholdes.
TOCd
- 3 -

8 KONFIGURERINGSMENU 33..........................................
8.1 Låsefunktion 33..............................................................
8.1.1 Låsestatus 34...........................................................
8.1.2 Angiv/skift låsekode 34...................................................
8.2 Generelle indstillinger 35......................................................
8.2.1 Lynindstilling funktionstaster 35............................................
8.2.2 Kvalitetsdata til fil 36.....................................................
8.2.3 Funktionstastkonfigurering 36.............................................
8.2.4 Automatisk lagring af svejsedata 37........................................
8.3 Maskinindstillinger 38.........................................................
8.3.1 Produktkode 38.........................................................
8.3.2 Trådfremføringsaksel 39..................................................
8.3.3 Koldtrådsfremføringsaksel (ICE) 39........................................
8.3.4 Køreaksel 40............................................................
8.3.5 Ekstern aksel 40.........................................................
8.3.6 Tandem 41.............................................................
8.3.7 Tandem for strømkilden Aristo 1000 44.....................................
8.3.8 Parallelle strømkilder 45..................................................
8.3.9 Koldtrådsfremføring (ICE) 46..............................................
8.3.10 Node-id-indstillinger 47...................................................
8.4 Kabellængde 47..............................................................
8.5 Vedligeholdelse 48...........................................................
8.6 Netværksindstillinger 48.......................................................
8.6.1 Systemoversigt 49.......................................................
8.6.2 Systemoversigt 49.......................................................
9 VÆRKTØJER 50......................................................
9.1 Fejllog 50...................................................................
9.1.1 Enhedsbetegnelser 51...................................................
9.1.2 Beskrivelse af fejlkoder 51................................................
9.2 Eksportér/Importér 52.........................................................
9.3 Filstyring 53.................................................................
9.3.1 Slet en fil/mappe 54......................................................
9.3.2 Omdøb en fil/mappe 54..................................................
9.3.3 Opret ny mappe 54......................................................
9.3.4 Kopiér og sæt filer ind 55.................................................
9.4 Redigér indstillingsgrænse 55..................................................
9.5 Redigér målgrænse 56........................................................
9.6 Produktionsstatistik 57........................................................
9.7 Kvalitetsfunktioner 58.........................................................
9.7.1 Gem kvalitetsdata 59.....................................................
9.8 Kalender 59.................................................................
9.9 User accounts 60............................................................
9.10 Enhedsoplysninger 61........................................................
MENUSTRUKTUR 62.....................................................
TRÅDDIMENSION 67.....................................................
BESTILLINGSNUMMER 68...............................................
Ret til ændring af specifikationer uden varsel forbeholdes.
TOCd
- 4 -
DK
1 INDLEDNING
For at få så stor gavn som muligt af svejseudstyret anbefaler vi, at man læser denne
brugsanvisning.
Generelle oplysninger om drift findes i brugsanvisningen til styreenheden,
automaten, kranen eller strømkilden.
Den tekst, der vises på displayet, er tilgængelig på følgende sprog:
engelsk, svensk, finsk, norsk, dansk, tysk, fransk, italiensk, hollandsk, spansk,
portugisisk, ungarsk, polsk, amerikansk, tjekkisk, kinesisk og russisk.
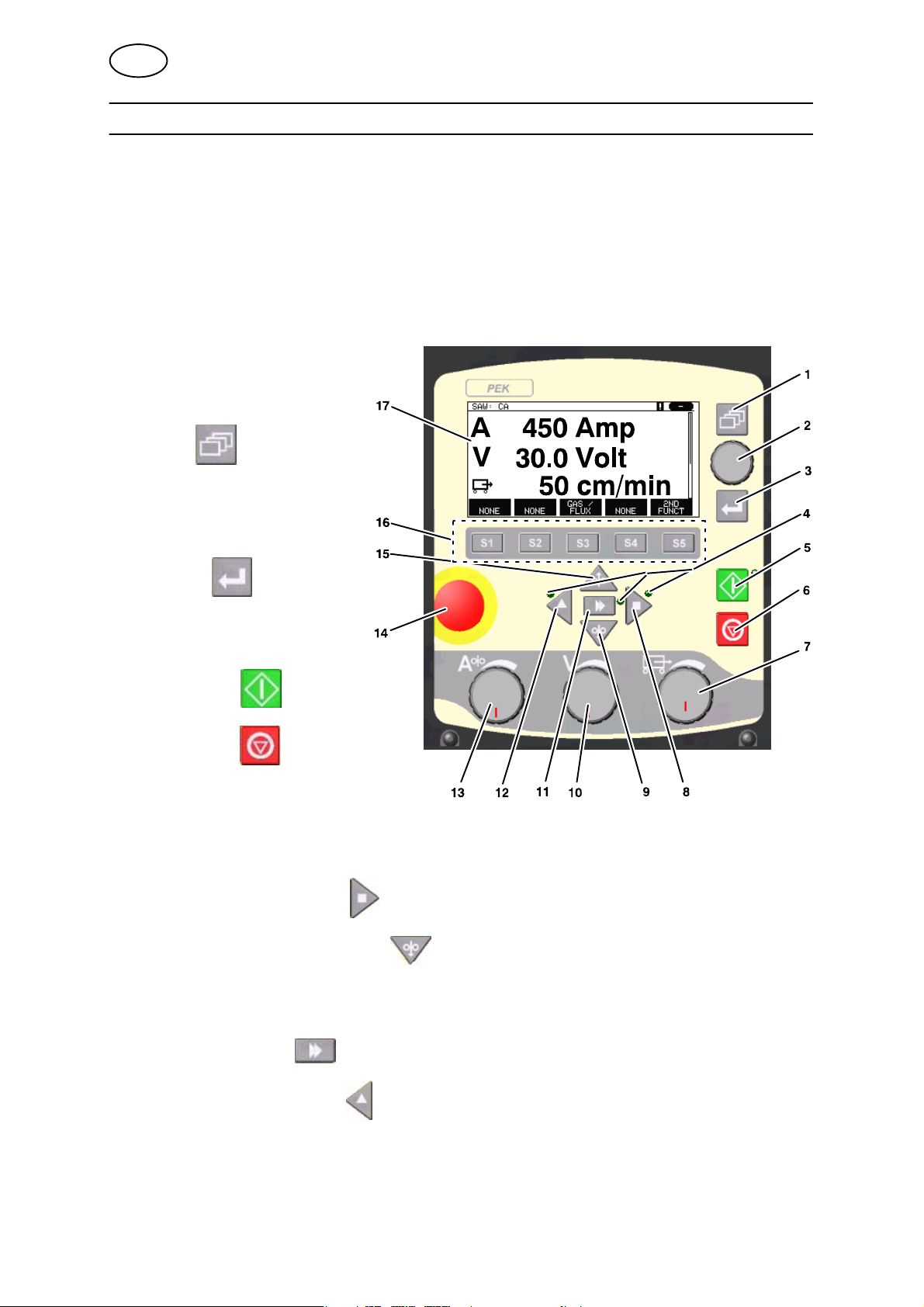
1.1 Betjeningspanel
1 Menu
2 Drejeknap til positionering
af markør (positionerings
knap)
3 ENTER
4 Grøn kontrollampe, lyser
når funktionen er aktiv
5 Svejsestart
6 Svejsestop
7 Drejeknap til indstilling af
kørehastighed i
målemenuen, i andre menuer til forøgelse eller reduktion af de indstillede værdier
(indstillingsdrejeknap)
8 Manuel kørebevægelse
9 Manuel trådfremføring nedad
10 Drejeknap til indstilling af buespænding i målemenuen, i andre menuer til
forøgelse eller reduktion af de indstillede værdier (indstillingsdrejeknap)
11 Hurtig bevægelse
12 Manuel kørebevægelse
13 Drejeknap til indstilling af svejsestrøm/trådhastighed i målemenuen, i andre
menuer til forøgelse eller reduktion af de indstillede værdier (indstillingsdrejeknap)
bi24d1da
- 5 -
© ESAB AB 2009

DK
14 Nødstop
15 Manuel trådfremføring opad
16 Funktionstaster
17 Display
1.1.1 Taster og drejeknapper
Menu
Med MENU-tasten kommer man altid tilbage til hovedmenuen i den pågældende
proces.
SAW
PROCESS SAW
METHOD DC
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
FAST
SET MEASURE MEMORY
MODE
ENTER
Med ENTER bekræftes et valg.
Funktionstaster
De fem taster (S1 – S5) under displayet har varierende funktioner. Der er tale om
såkaldte funktionstaster eller ”soft keys”, dvs. de kan have forskellige funktioner,
afhængigt af hvilken menu man befinder sig i. Den aktuelle funktion for disse taster
fremgår af teksten i displayets nederste linje. Når funktionen er aktiv, indikeres dette
ved at feltet med tekstruden bliver hvid.
Trådfremføring opad
Knap til at føre tråden tilbage uden at buespændingen mistes, eksempelvis ved
udskiftning af trådspole. Tråden fremføres, så længe knappen holdes nede.
Trådfremføring nedad
Knap til fremføring af tråd, uden at buespændingen mistes. Tråden fremføres, så
længe knappen holdes nede.
bi24d1da
- 6 -
© ESAB AB 2009

DK
Kørebevægelse
Knap for kørebevægelse mod den svejseretning, hvor symbolet vises på
svejseudstyret. Kørebevægelsen stoppes ved at trykke på , eller .
Lysdioden lyser under kørebevægelsen.
Kørebevægelse
Knap for kørebevægelse mod den svejseretning, hvor symbolet vises på
svejseudstyret. Kørebevægelsen stoppes ved at trykke på , eller .
Lysdioden lyser under kørebevægelsen.
Hurtig bevægelse
Knap til hurtig bevægelse af trådfremføring eller kørebevægelse.
Lysdioden lyser under den hurtige bevægelse.
Svejsestart
Knap for svejsestart.
Svejsestop
Knap til svejsestop for alle kørebevægelser og alle motorer.
Positioneringsknap
Knappen øverst til højre kaldes positioneringsknappen i brugsanvisningen og bruges
til positionering af markøren.
Indstillingsknapper
De tre knapper under panelet kaldes indstillingsknapper i brugsanvisningen og
bruges til at ændre indstillede værdier på panelet.
bi24d1da
- 7 -
© ESAB AB 2009

DK
1.2 Første trin
1.2.1 Valg af sprog
Første gang, maskinen startes, vises denne menu:
SAW: CA
A 450 Amp
V 30.0 Volt
50 cm/min
|
|
|
|
|
|
GAS /
NONE NONE
Ved levering er indstillingspanelet indstillet til engelsk. Gør følgende for at vælge dit
sprog:
Tryk på Menu for at gå til hovedmenuen.
Placér markøren på lin
jen CONFIGURATION
ved hjælp af positione
ringsknappen.
Tryk på ENTER for at bekræfte valget.
FLUX NONE
SAW
PROCESS SAW
METHOD DC
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
SET MEASURE MEMORY
2ND
FUNCT
FAST
MODE
bi24d1da
- 8 -
© ESAB AB 2009

DK
Placér markøren på lin
CONFIGURATION
jen LANGUAGE. Tryk
på ENTER for at få vist
en liste over, hvilke
sprog der er tilgængeli
ge i betjeningspanelet.
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
Placér markøren på linjen for det ønskede sprog, og
tryk ENTER.
1.2.2 Valg af måleenhed
NORSK
POLSKI
PORTUGUES
SUOMI
SVENSKA
CHINESE
QUIT
|
|
|
Ved levering er indstillingspanelet indstillet til metrisk måleenhed. Gør følgende for at
vælge en anden måleenhed:
Tryk på Menu for at gå til hovedmenuen.
Placér markøren på lin
jen KONFIGURATION
(CONFIGURATION)
ved hjælp af positione
ringsknappen.
SAW
PROCESS SAW
METHOD DC
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
FAST
SET MEASURE MEMORY
MODE
Tryk på ENTER for at bekræfte valget.
bi24d1da
- 9 -
© ESAB AB 2009

DK
Placér markøren på lin
CONFIGURATION
jen GENEREL IND
STILLING (GENERAL
CONFIGURATION).
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
Tryk på ENTER for at bekræfte valget.
Placér markøren på lin
jen for MÅLEENHED
(UNIT OF LENGTH).
Tryk på ENTER for at
få vist en liste over,
hvilke måleenheder der
er tilgængelige i betje
GENERAL CONFIGURATION
FAST MODE SOFT BUTTONS
QUALITY DATA LOG TO FILE OFF
SOFT KEYS SETUP"
AUTO SAVE MODE OFF
UNIT OF LENGTH METRIC
ningspanelet.
QUIT
Placér markøren på linjen for den ønskede måleenhed, og tryk
ENTER.
1.3 Display
SAW
PROCESS SAW
METHOD DC
REGULATION TYPE CW
WIRE TYPE Fe SOLID
WIRE DIMENSION 0.8 mm
CONFIGURATION"
TOOLS"
SET MEASURE MEMORY
QUIT
METRIC
INCH.
FAST
MODE
Markør
Betjeningspanelets markør præsenteres som et sort felt rundt om teksten, hvorved
den markerede tekst bliver hvid. Markøren vises med fed tekst i brugsanvisningen.
bi24d1da
- 10 -
© ESAB AB 2009

DK
Tekstruder
Længst nede på displayet er der fem ruder med tekst, der forklarer den aktuelle
funktion for de fem funktionstaster under displayet.
1.3.1 Symboler på displayet
A Valgt svejsedatasæt
B Svejseretning
C Der er opstået en fejl. Se kapitel 9.1
D Hentet
hukommelsesadressenummer
E Rulleliste. Der er flere oplysninger i
denne menu
Pile
Når der er yderligere information bag en linje, markeres dette med en sort pil " efter
teksten.
1.4 Generelt om indstillinger
Der forekommer tre typer indstillinger:
S Indstilling af talværdierne
S Indstilling af specifikke alternativer
S Indstilling af position TIL/FRA
1.4.1 Indstilling af talværdierne
Ved indstilling af talværdier anvendes indstillingsknapperne til at forøge eller
reducere værdierne. I målemenuen bruges drejeknapperne for svejsestrøm/trådhas
tighed, buespænding og kørebevægelse.
bi24d1da
- 11 -
© ESAB AB 2009

DK
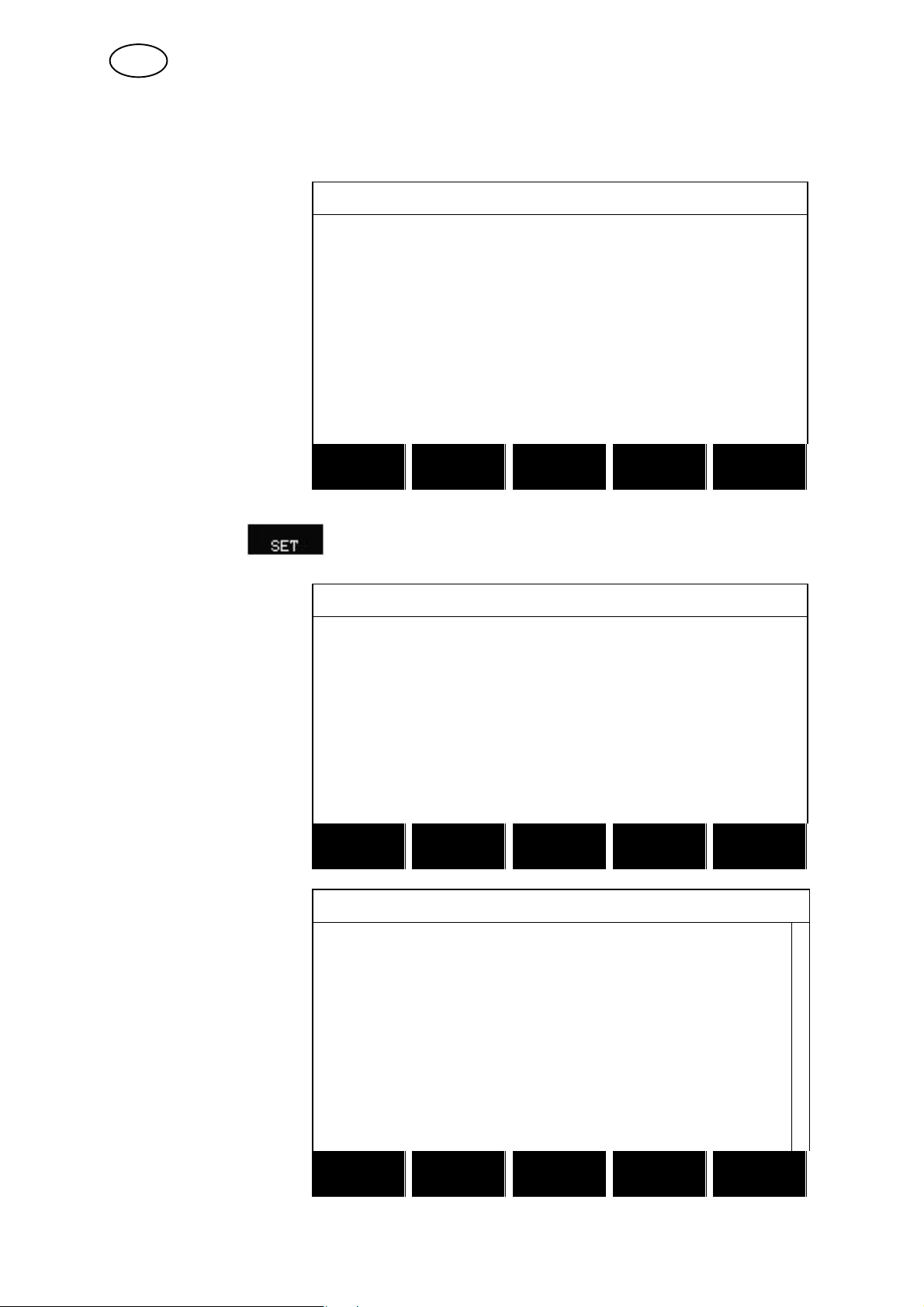
1.4.2 Indstilling med specifikke alternativer
Visse indstillinger foretages ved at markere et alternativ i en liste.
Listen kan se således ud:
SAW
GMAW
GOUGING
Markøren er placeret på rækken for SAW. Ved at trykke på ENTER i denne position
er det altså alternativet SAW, der er valgt. Vil man i stedet vælge et andet alternativ,
placerer man markøren på den rigtige linje ved at gå trinvist op eller ned med
positioneringsknappen. Tryk dernæst på ENTER. Vil man forlade listen uden at
foretage et valg, trykker man på AFBRYD (QUIT).
1.5 AFBRYD og ENTER
Funktionstasten længst til højre benyttes først og fremmest til AFBRYD (QUIT), men
nogle gange benyttes den til andre funktioner.
S Ved tryk på AFBRYD vender man tilbage til den foregående menu eller billede.
S Et tryk på ENTER medfører iværksættelse af et markeret valg i en menu eller i
en liste.
Tasten benævnes ENTER i denne manual.
2 MENUER
Betjeningspanelet har en række forskellige menuer:
S Hovedmenu
S Konfigureringsmenu
S Værktøjsmenu
S Dataindstillingsmenu
S Målemenu
S Svejsedatamemorymenu
S Lynindstillingsmenu
Menustrukturerne vises på side 62 og fremad. Under opstart vises kortvarigt en
opstartrude med information om, hvilken programversion der gælder.
Opstartsrude
bi24d1da
- 12 -
© ESAB AB 2009

DK
2.1 Hovedmenu
I HOVEDMENUEN kan
man skifte svejsepro
ces, metode, trådtype,
reguleringsmetode,
tråddimension m.m.Fra
denne menu kommer
man videre til alle an
dre undermenuer.
SAW
PROCESS SAW
METHOD DC
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 0.8 mm
CONFIGURATION
TOOLS"
SET MEASURE MEMORY
2.1.1 Konfigureringsmenu
Hovedmenu Konfiguration
I menuen KONFIGU
CONFIGURATION
RATION (CONFIGU
RATION) kan man
skifte sprog, ændre
adgangskode, foretage
generelle indstillinger,
foretage maskinindstil
linger m.m. Menuen ser
forskellig ud, afhængigt
af hvilken strømkildety
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
pe der er valgt under
Maskinindstilling.
"
FAST
MODE
bi24d1da
QUIT
- 13 -
© ESAB AB 2009
DK
2.1.2 Værktøjsmenu
Hovedmenu Værktøjer
I menuen VÆRKTØ
TOOLS
JER (TOOLS) kan man
overføre filer, se på
kvalitets- og produk
tionsstatistik, fejllog
m.m.
ERROR LOG"
EXPORT / IMPORT"
FILE MANAGER"
SETTING LIMIT EDITOR"
MEASURE LIMIT EDITOR"
PRODUCTION STATISTICS"
QUALITY FUNCTIONS"
CALENDAR"
USER ACCOUNTS"
UNIT INFORMATION"
2.1.3 Svejsedataindstillingsmenu
Hovedmenu
I svejsedataindstillings
SAW WELD DATA SETTING
menuen INDSTIL
(SET) kan man ændre
de forskellige svejsepa
rametre. Menuen ser
forskellig ud, afhængigt
af hvilken svejseproces
der er valgt.
VOLTAGE 20,5 V
CURRENT 395 A
TRAVEL SPEED 0 cm/min
DIRECTION J
START DATA"
STOP DATA"
DYNAMIC REGULATION AUTO
SETTING LIMITS"
MEASURE LIMITS"
QUIT
Variant af menu:
bi24d1da
QUIT
SAW WELD DATA SETTING
VOLTAGE 24,0 V
CURRENT 3200 A
TRAVEL SPEED 30 cm/min
DIRECTION J
AC FREQUENCY 50 HZ
AC BALANCE 50%
AC OFFSET 0 A
START DATA"
STOP DATA"
REGULATION PAR."
QUIT
- 14 -
© ESAB AB 2009
I
I
I
I
I
I

DK
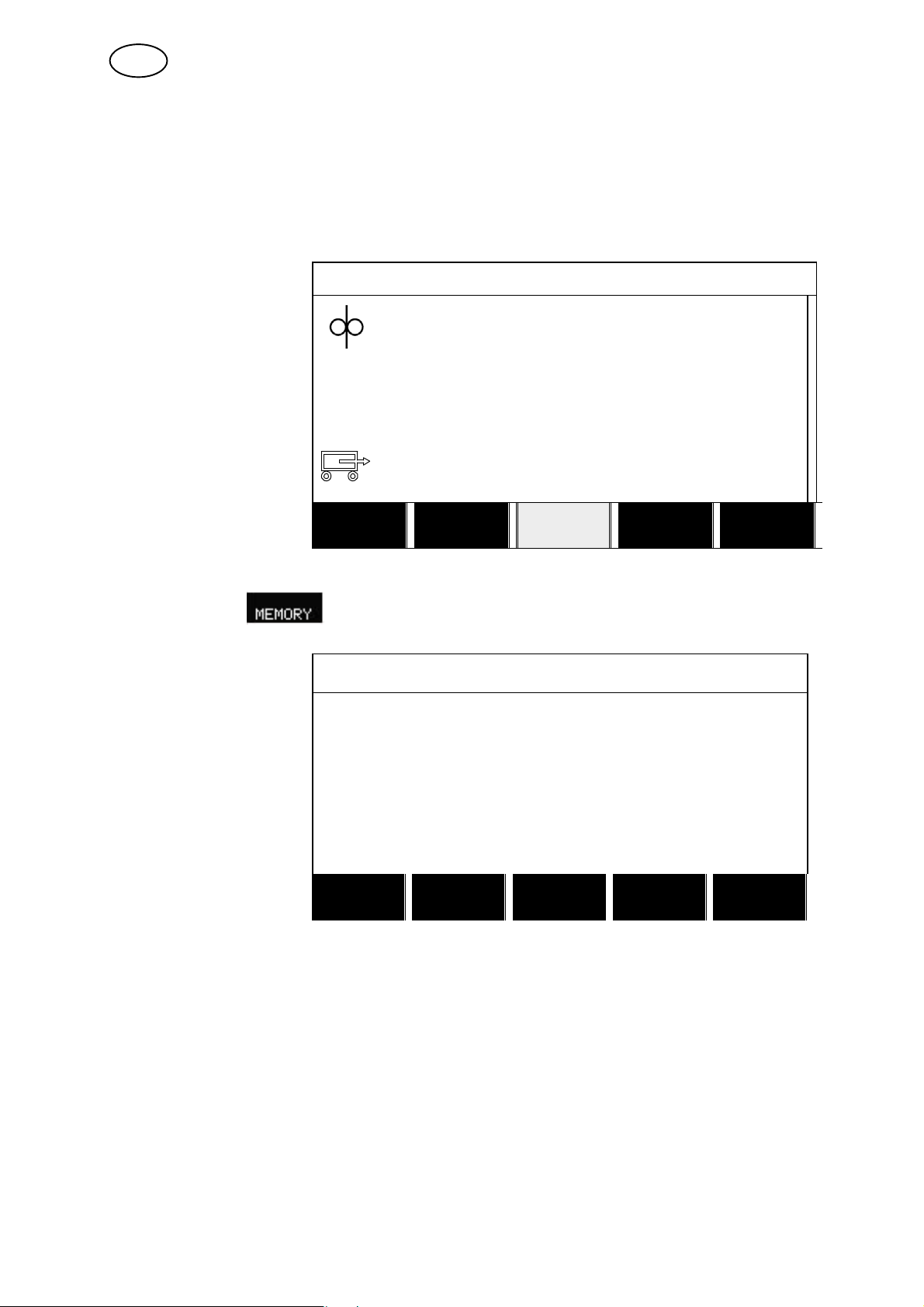
2.1.4 Målemenu
Hovedmenu
I målruden MÅL (MEASURE) kan man under igangværende svejsning se de målte
værdier for forskellige svejseparametre.
A 450 AMP
Målt svejsestrøm
30,0 Volt
Målt buespænding
50 cm/min
Målt kørehastighed
300 cm/min
Målt trådhastighed
30 kJ/cm
Angiver den varmetil
førsel, som opnås med
de værdier, der er valgt
for svejsestrøm,
buespænding og
kørehastighed
SAW: CA
A 450 Amp
V 30.0 Volt
50 cm/min
GAS /
NONE NONE
SAW: CA
FLUX NONE
FUNCT
300 cm/min
30.0 kJ/cm
|
|
|
|
|
|
2ND
|
|
|
300 cm/min
Mål koldtrådsfremfø
ringshastighed
De målte værdier bliver stående på displayet, efter at svejsningen er afsluttet.
Det er muligt at gå til andre menuer uden at miste måleværdierne.
Ved hjælp af indstillingsknapperne kan man ændre svejseparametrene i
målebilledet.
Hvis den indstillede værdi er ændret i ikke-svejsning, ændres måleværdien til nul.
For koldtrådsfremføring aktiveres en funktionstast ICE WF, se kapitlet "Indstilling af
funktionstaster" 8.2.3. Med knappen inde ændres koldtrådshastigheden med den
venstre indstillingsknap A. Hvis funktionstasten ikke holdes inde, påvirker
indstillingsknap A strømmen.
bi24d1da
300 cm/min
ICE
NONE NONE
- 15 -
WF NONE
© ESAB AB 2009
2ND
FUNCT
|
|
|
DK
I målruden kan man også se de indstillede værdier, hvis funktionstasten SET
VALUES (INDS VÆRDIER) er aktiveret. Hvis både funktionstasten KALL TRÅDMAT
(ICE WF) og INSTÄL. VÄRDEN (SET VALUES) er aktiverede, kan den indstillede
fremføringshastighed for koldtråd ændres.Se kapitlet ”Indstilling af funktionstaster”
for aktivering 8.2.3 .
300 cm/min
Indstillet trådfremfø
ringshastighed
20,0 Volt
Indstillet buespænding
30 cm/min
Indstillet kørehastighed
2.1.5 Svejsedatamemorymenu
Hovedmenu
I menuen SVEJSEDA
TAMEMORY (WELD
DATA MEMORY) kan
man gemme, hente,
slette og kopiere
forskellige indstillede
svejsedata. Svejseda
tasættene kan gemmes
på 255 forskellige
hukommelsesadresser.
SAW: CW
300 cm/min
V 20.0 Volt
30 cm/min
NONE NONE
WELD DATA MEMORY
1 - (SAW)
2 - (GMAW)
SET
VALUES NONE
|
|
|
|
|
|
2ND
FUNCT
STORE
For yderligere information se kapitel 7 ”Brug af hukommelse”.
- 16 -
bi24d1da
2ND
FUNCT QUIT
© ESAB AB 2009

DK
2.1.6 Lynindstillingsmenu
Hovedmenu
I menuen LYNINDSTIL
(FAST MODE) kan
man ”forbinde”
funktionstaster med
svejsedatamemoryad
resser. Indstillingen af
dette foretages i
konfigurationsmenuen.
Den valgte hukommel
sesadresses nummer
vises i øverste højre
hjørne.
For yderligere information se kapitel 8.2.1 ”Lynindstilling funktionstaster”.
A 450 Amp
V 30.0 Volt
50 cm/min
WELD
DATA 1
WELD
DATA 2
WELD
DATA 3
WELD
DATA 4
16
2ND
FUNCT
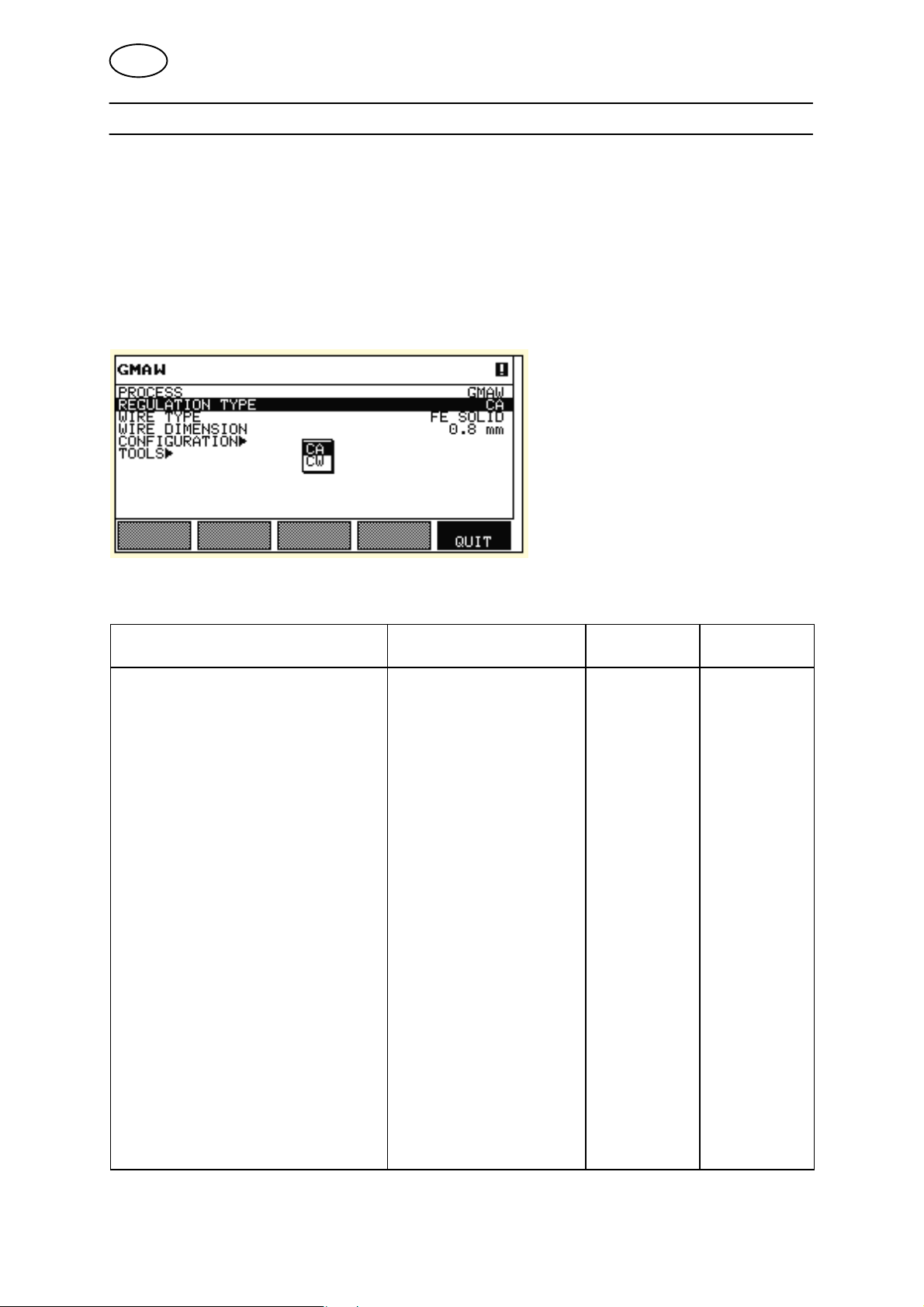
3 PULVERSVEJSNING
Hovedmenu Proces
Ved pulversvejsning smeltes en kontinuerligt fremført tråd af en lysbue. Smeltebadet
beskyttes af svejsepulver.
Når processen SAW er valgt, kan man vælge mellem to metoder ved at markere
METODE (METHOD) med positioneringsknappen og trykke på ENTER. Vælg
mellem jævnstrøm DC eller vekselstrøm AC.
Når processen SAW er valgt, kan man også vælge mellem tre reguleringsmetoder
ved at markere REGULERINGSMETODE (REGULATION TYPE) med
positioneringsknappen og trykke på ENTER. Vælg mellem konstant svejsestrøm CA,
konstant trådfremføring CW eller konstant strøm CC, se forklaring i kapitel 6.1, 6.2
og 6.3.
Hvis der er valgt koldtrådsfremføring, se kapitel 8.3.9, kan kun reguleringsmetode
CW vælges.
bi24d1da
- 17 -
© ESAB AB 2009

DK
3.1 Indstillinger for pulversvejsning
Indstillinger Indstillingsområde Indstilling
strin
Buespænding
1)
14 - 50 V 0,1 V (1V) 30 V
Værdi efter
nulstilling
Svejsestrøm1) (CA) 0 - 3200 A 1 A 400 A
Trådhastighed1) (CW) 0 - 2.500 cm/min 1 cm/min. 300 cm/min.
Konstant strøm1) (CC) 0-3200 A 1 A 400 A
Koldtrådsfremføringshastighed1)(CW) 0 - 2500 cm/min 1 cm/min 300 cm/min
Koldtrådsstartforsinkelse1)(CW) 0 - 99,0 s 0,1 s 2,5 s
Kørehastighed* 0 - 200 cm/min. 1 cm/min. 50 cm/min.
Svejseretning Y - J - J
AC-frekvens 10-100 Hz 1 50 Hz
AC-balance 25 - 75% 1 50%
AC-offset -300 - +300 A/-10 - +10 V 1 A/0,1 V 0
Startdata
2)
Pulverforstrømning 0-99,0 sek. 0,1 sek. 0 sek.
Starttype Straks eller Skrab - Straks
Trådkrybestart Auto eller Indstil hastighed - Auto
Hastighed for trådkrybestart 0 - 1.000 cm/min 1 cm/min. 20 cm/min.
Start faser FRA eller TIL - FRA
Tomgangsspænding FRA eller TIL - FRA
Maks. tomgangsspænding 5-60 V 0,1 V 50 V
Stopdata
2)
Pulverefterstrømning 0-99,0 sek. 0,1 sek. 0 sek.
Krateropfyldning FRA eller TIL - FRA
Krateropfyldningstid 0-10 sek. 0,01 sek. 1 sek.
Efterbrændingstid 0-10 sek. 0,01 sek. 1 sek.
Stopfaser FRA eller TIL - FRA
Reguleringsparametre
Dynamisk regulering Auto eller Indstillede
- Auto
værdier
Induktans Auto eller Indstillede
- Auto
værdier
Grænseværdier - - Målegrænseværdier - - -
1)
Indstillingsområdet afhænger af, hvilket produkt der bruges.
2)
Menuen viser de indstillinger, som hører til den valgte reguleringstype.
- 18 -
bi24d1da
© ESAB AB 2009
DK
4 MIG/MAG-SVEJSNING
Processen er tilgængelig for visse maskintyper.
Hovedmenu Proces
Ved MIG/MAG-svejsning smeltes en kontinuerligt fremført tråd af en lysbue.
Smeltebadet beskyttes af en beskyttelsesgas.
Når processen GMAW er valgt, kan man vælge mellem to reguleringsmetoder ved at
markere REGULERINGSMETODE (REGULATION TYPE) med positioneringsknap
pen og trykke på ENTER. Vælg mellem konstant svejsestrøm CA eller konstant
trådfremføring CW, se forklaring i kapitel 6.1 og 6.2.
4.1 Indstillinger for MIG/MAG-pulversvejsning
Indstillinger Indstillingsområde Indstilling
strin
Buespænding* 14 - 50 V 0,1 V (1V) 30 V
Svejsestrøm* (CA) 0 - 3200 A 1 A 400 A
Trådhastighed* (CW) 0 - 2.500 cm/min 1 cm/min. 300 cm/min.
Kørehastighed* 0 - 200 cm/min. 1 cm/min. 50 cm/min.
Svejseretning Y - J - J
Startdata
Gasførstrømning 0-99,0 sek. 0,1 sek. 2,0 sek.
Starttype Straks eller Skrab - Straks
Trådkrybestart Auto eller Indstil hastighed - Auto
Hastighed for trådkrybestart 0 - 1.000 cm/min 1 cm/min. 20 cm/min.
Startfaser FRA eller TIL - FRA
Tomgangsspænding FRA eller TIL - FRA
Maks. tomgangsspænding 5-60 V 0,1 V 50 V
Stopdata
Gasefterstrømning 0-99,0 sek. 0,1 sek. 2,0 sek.
Krateropfyldning FRA eller TIL - FRA
Krateropfyldningstid 0-10 sek. 0,01 sek. 1 sek.
Efterbrændingstid 0-10 sek. 0,01 sek. 1 sek.
Stopfaser FRA eller TIL - FRA
Dynamisk regulering Auto eller Set values - Auto
Grænseværdier - - Målegrænseværdier - - -
Værdi efter
nulstilling
*) Indstillingsområdet afhænger af, hvilket produkt der bruges.
- 19 -
bi24d1da
© ESAB AB 2009
DK
5 KULBUEMEJSLING
Processen er tilgængelig for visse maskintyper.
Hovedmenu Proces
Ved kulbuemejsling anvendes en speciel elektrode, der består af en kulstav med
kobberbeklædning.
Mellem kulstaven og emnet dannes en lysbue, der smelter materialet. Der tilføres
luft, så det smeltede materiale blæses bort.
Når processen GOUGING er valgt, kan man vælge mellem to reguleringsmetoder
ved at markere REGULERINGSMETODE (REGULATION TYPE) med
positioneringsknappen og trykke på ENTER. Vælg mellem konstant svejsestrøm CA
eller konstant trådfremføring CW, se forklaring i kapitel 6.1 og 6.2.
5.1 Indstillinger for luftbuemejsling
Indstillinger Indstillingsområde Indstillingstrin Værdi efter nulstilling
Buespænding* 14-50 V 0,1 V (1V) 30 V
Svejsestrøm* (CA) 0 - 3200 A 1 A 400 A
Trådhastighed* (CW) 0 - 2.500 cm/min 1 cm/min. 300 cm/min.
Kørehastighed* 0 - 200 cm/min. 1 cm/min. 40 cm/min.
Svejseretning Y - J - J
Startdata
Luftforstrømning 0-99,0 sek. 0,1 sek. 0 sek.
Starttype Straks eller Skrab - Straks
Trådkrybestart Auto eller Indstil hastighed - Auto
Hastighed for trådkrybestart 0 - 1.000 cm/min 1 cm/min. 20 cm/min.
Startfaser FRA eller TIL - FRA
Tomgangsspænding FRA eller TIL - FRA
Maks. tomgangsspænding 5-60 V 0,1 V 50 V
Stopdata
Luftefterstrømning 0-99,0 sek. 0,1 sek. 0 sek.
Krateropfyldning FRA eller TIL - FRA
Krateropfyldningstid 0-10 sek. 0,01 sek. 1 sek.
Efterbrændingstid 0-10 sek. 0,01 sek. 1 sek.
Stopfaser FRA eller TIL - FRA
Dynamisk regulering Auto eller Set values - Auto
Grænseværdier - - Målegrænseværdier - - -
*) Indstillingsområdet afhænger af, hvilket produkt der bruges.
- 20 -
bi24d1da
© ESAB AB 2009

DK
6 FUNKTIONSFORKLARINGER
6.1 CA, konstant svejsestrøm
Trådfremføringen styres af strømkilden, så der sikres en konstant svejsestrøm.
-Valg af konstant strømstyrke foretages i hovedmenuen.
6.2 CW, konstant trådfremføring
Svejsestrømmen bliver et resultat af den valgte trådhastighed.
-Valg af konstant strømstyrke foretages i hovedmenuen.
6.3 CC, konstant strøm
Spændingen varieres, således at der kan opnås en konstant svejsestrøm.
- Valg af konstant strømstyrke foretages i hovedmenuen.
Højere trådhastighed giver en højere svejsestrøm.
6.4 Tråd-/elektrodedimension
I tabellen på side 67 vises de tråd-/elektrodedimensioner, som kan vælges.
Den valgte dimension har stor indflydelse på startforløb og kraterfyldning. Ved
svejsning med andre tråddimensioner end dem, der er optaget i tabellen, vælges
den, som har en dimension, der ligger tæt på en dimension på listen.
-Valg af tråd-/elektrodedimension foretages i hovedmenuen.
6.5 Buespænding
Højere buespænding giver større buelængde samt en varmere og bredere streng.
-Indstilling af buespænding udføres i målruden, dataindstillingsmenuen, eller
lynindstillingsmenuen.
6.6 Trådhastighed
Trådhastighed angiver en fremføringshastighed (cm/min.) for tråden. Højere
trådhastighed giver en højere svejsestrøm.
-Indstilling af trådhastighed udføres i målruden, dataindstillingsmenuen, eller
lynindstillingsmenuen.
6.7 Koldtrådsfremføringshastighed (ICE)
Koldtrådsfremføringshastigheden angiver en fremføringshastighed (cm/min.) for
koldtråden.
- Indstilling af koldtrådsfremføringshastigheden udføres i målruden, dataindstillings
menuen, eller lynindstillingsmenuen.
bi24d1da
- 21 -
© ESAB AB 2009

DK
6.8 Koldtrådsstartforsinkelse (ICE)
Koldtrådsstartforsinkelsen angiver, hvor lang tid (sek.) efter svejsestart
koldtrådsfremføringen skal begynde.
- Indstilling af koldtrådsstartforsinkelse udføres i svejsedataindstillingsmenuen.
6.9 Kørehastighed
Kørehastighed angiver den hastighed (cm/min.), som en kran eller vogn skal
bevæge sig med.
-Indstilling af kørehastighed udføres i målruden, dataindstillingsmenuen, eller
lynindstillingsmenuen.
6.10 Svejseretning
Kørebevægelse i den retning, symbolet viser.
- Valg af svejseretning fortages i dataindstillingsmenuen.
6.11 AC-frekvens
Med AC-frekvens forstås antal svingninger pr. sekund gennem nulniveauet.
- Valg af AC-frekvens fortages i dataindstillingsmenuen.
6.12 AC-balance
AC-balancen udgør udgør forholdet mellem positiv og negativ puls. Den indstillede
værdi angiver, hvor stor en procentdel af perioden den positive del er.
- Valg af AC-balance fortages i dataindstillingsmenuen.
6.13 AC-offset
Med AC-offset forskydes AC-niveauet positivt eller negativt i forhold til nulniveauet.
- Valg af AC-offset fortages i dataindstillingsmenuen.
6.14 Pulverforstrømning (SAW)
Pulverførstrømning angiver, hvor lang tid man ønsker, at svejsepulveret skal flyde,
inden lysbuen tændes.
- Indstilling af pulverforstrømning foretages i dataindstillingsmenuen under startdata.
6.15 Gasforstrømning (GMAW)
Gasførstrømning angiver, hvor lang tid man ønsker, at beskyttelsesgassen skal
strømme, inden lysbuen tændes.
- Indstilling af gasforstrømning foretages i dataindstillingsmenuen under startdata.
bi24d1da
- 22 -
© ESAB AB 2009

DK
6.16 Luftforstrømning (Gouging)
Luftførstrømning angiver, hvor lang tid man ønsker, at luften skal strømme, inden
lysbuen tændes.
- Indstilling af luftforstrømning foretages i dataindstillingsmenuen under startdata.
6.17 Starttype
Der kan vælges to alternativer som starttype:
S Straksstart, medfører at kørehastigheden starter, når lysbuen er tændt.
S Skrabestart, medfører at kørehastigheden starter samtidig med trådfremførin
gen.
- Valg af starttype fortages i dataindstillingsmenuen under startdata.
6.18 Trådkrybestart
Trådkrybestart bruges til at indstille den ønskede krybehastighed på elektrodemoto
ren ved start.
Hvis man eksempelvis vælger indstillingen 50 i menuen, får man en krybehastighed
på 50 cm/min.
Den forvalgte værdi ”AUTO” giver en krybehastighed beregnet ud fra de indstillede
værdier.
- Indstilling af trådkrybestart udføres i dataindstillingsmenuen under startdata.
6.19 Startfaser
Ved svejsning med specialtråd eller –materialer kan det være nødvendigt at foretage
separat startsekvens. Startsekvensen kan påvirke strengens udseende.
For Startfase1 TIL kan følgende
indstilles
S Tid sek.
Tid, der svejses i fase 1.
S Buespænding %
For Startfase2 TIL kan følgende
indstilles
S Tid sek.
Tid, der svejses i fase 2.
S Buespænding %
I procent af indstillet spænding
S Trådfremføring %
I procent af indstillet trådfremføring
S Svejsestrøm %,
I procent af indstillet svejsestrøm
S Kørehastighed %
I procent af indstillet kørehastighed
- Indstilling af startfaser udføres i dataindstillingsmenuen under startdata.
- 23 -
bi24d1da
I procent af indstillet spænding
S Trådfremføring %
I procent af indstillet trådfremføring
S Svejsestrøm %,
I procent af indstillet svejsestrøm
S Kørehastighed %
I procent af indstillet kørehastighed
© ESAB AB 2009

DK
6.20 Maks. tomgangsspænding (OCV, Open Circuit Voltage)
TIL medfører, at man kan indstille tomgangsspændingen.
FRA medfører, at tomgangsspændingen er på den indstillede værdi for
svejsespændingen.
- Indstilling af tomgangsspænding udføres i dataindstillingsmenuen under startdata.
6.21 Pulverefterstrømning (SAW)
Pulverefterstrømning angiver, hvor lang tid man ønsker, at svejsepulveret skal flyde,
efter lysbuen er slukket.
- Indstilling af pulverefterstrømning foretages i dataindstillingsmenuen under
stopdata.
6.22 Gasefterstrømning (GMAW)
Gasefterstrømning angiver, hvor lang tid man ønsker, at beskyttelsesgassen skal
strømme, efter at lysbuen er slukket.
- Indstilling af gasefterstrømning foretages i dataindstillingsmenuen under stopdata.
6.23 Luftefterstrømning (Gouging)
Luftefterstrømning angiver, hvor lang tid man ønsker, at luften skal strømme, efter at
lysbuen er slukket.
- Indstilling af luftefterstrømning foretages i dataindstillingsmenuen under stopdata.
6.24 Kraterfyldning
Kraterfyldning muliggør en kontrolleret mindskning af varmen og størrelsen på
svejsebadet ved svejseafslutning. Dette gør det lettere at undgå porer, varmerevner
og kraterdannelse i svejsefugen.
- Indstilling af kraterfyldning foretages i dataindstillingsmenuen under stopdata.
6.25 Efterbrændingstid
Efterbrændingstiden er en udvidelse af den tid, der går fra det øjeblik, hvor tråden
begynder at bremses, til det tidspunkt, hvor strømkilden afbryder buespændingen.
For kort efterbrændingstid giver stort trådudstik efter afsluttet svejsning med risiko
for, at tråden sidder fast i smeltebadet. En lang efterbrændingstid giver kortere
trådudstik og større risiko for, at lysbuen brænder op i kontaktmundstykket.
- Indstilling af efterbrændingstid foretages i dataindstillingsmenuen under stopdata.
bi24d1da
- 24 -
© ESAB AB 2009

DK
6.26 Stopfaser
Stopfaser bruges især til indstilling af kraterfyldning.
For Stopfase1 TIL kan følgende
indstilles
S Tid sek.
Tid, der svejses i fase 1.
S Buespænding %
I procent af indstillet spænding
S Trådfremføring %
I procent af indstillet trådfremføring
S Svejsestrøm %,
I procent af indstillet svejsestrøm
S Kørehastighed %
I procent af indstillet kørehastighed
- Indstilling af stopfaser foretages i dataindstillingsmenuen under stopdata.
For Stopfase2 TIL kan følgende
indstilles
S Tid sek.
Tid, der svejses i fase 2.
S Buespænding %
I procent af indstillet spænding
S Trådfremføring %
I procent af indstillet trådfremføring
S Svejsestrøm %,
I procent af indstillet svejsestrøm
S Kørehastighed %
I procent af indstillet kørehastighed
6.27 Dynamisk regulering
Funktionen dynamisk regulering er udviklet til svejsning med flere elektroder og
ændrer strømkildens karakteristik. Strømkildens karakteristik beregnes ud fra de
indstillede tråddata.
- Valg af dynamisk regulering fortages i dataindstillingsmenuen.
6.28 Reguleringsparametre
Ved visse applikationer vises funktionen Reguleringsparametre i stedet for Dynamisk
regulering. Der findes to indstillinger, der kan foretages under Reguleringsparame
tre:
S Dynamik - Påvirker den dynamiske karakteristik
S Induktans - Højere værdi giver en bredere svejsning og mindre sprøjt. Lavere
værdi giver en stabil og koncentreret lysbue og en hårdere lyd.
- Valg af reguleringsparametre fortages i dataindstillingsmenuen.
6.29 Grænseværdier
For information om grænseværdier, se kapitel 9.4 ”Redigér indstillingsgrænse”
6.30 Målegrænseværdier
For information om målegrænseværdier, se kapitel 9.5 ”Redigér målgrænse”
bi24d1da
- 25 -
© ESAB AB 2009

DK
7 BRUG AF HUKOMMELSE
7.1 Betjeningspanelets funktion
Man kan betragte betjeningspanelet som sammensat af to enheder: arbejdshukom
melse og svejsedatahukommelse.
Gem
Arbejdshukommelse Svejsedatahukommelse
Hent
I arbejdshukommelsen oprettes et komplet sæt af svejsedataindstillinger, som kan
gemmes i svejsedatahukommelsen.
Det er altid arbejdshukommelsens indhold, der styrer processen under svejsning.
Derfor er det også muligt at hente et svejsedatasæt fra svejsedatahukommelsen til
arbejdshukommelsen.
Vær opmærksom på, at arbejdshukommelsen altid indeholder de senest indstillede
dataindstillinger. De kan være hentet fra svejsedatahukommelsen, eller der kan
være tale om individuelt ændrede indstillinger. Arbejdshukommelsen er med andre
ord aldrig tom eller ”nulstillet”.
Hovedmenu HUKOMMELSE Svejsedatahukommelse
WELD DATA MEMORY
2ND
STORE
FUNCT QUIT
I betjeningspanelet kan man gemme op til 255 svejsedatasæt . Hvert af disse sæt
tildeles et nummer fra 1 til 255.
Man kan også slette, kopiere, ændre og døbe datasæt og hente et svejsedatasæt til
arbejdshukommelsen.
bi24d1da
- 26 -
© ESAB AB 2009

DK
7.2 Gem
Hvis svejsedatahukommelsen er tom, ses følgende rude på displayet.
Vi skal gemme en op
WELD DATA MEMORY
sætning svejsedata.
Den skal have hukom
melsesadresse 5. Tryk
på GEM (STORE).
Adresse 1 vises. Drej
på én af indstillingsk
napperne for at få vist
adresse 5. Tryk på
GEM (STORE).
STORE
Følgende rude ses på displayet.
Svejsedatasættet er nu
gemt som nummer 5.
WELD DATA MEMORY
5 - (SAW)
2ND
FUNCT QUIT
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
DELETE
2ND
FUNCT QUIT
Nederst på displayet vies dele af indholdet af svejsesæt nummer 5.
bi24d1da
- 27 -
© ESAB AB 2009

DK
Hvis der allerede er et
datasæt gemt på den
markerede plads, stilles
WELD DATA MEMORY
5 - (SAW)
spørgsmålet, om du vil
overskrive eller ej, JA
(YES) eller NEJ (NO).
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
Gå tilbage til hukommelsesmenuen ved vælge NEJ (NO).
7.3 Hent
Vi skal hente et gemt
datasæt:
Markér linjen ved hjælp
af positioneringsknap
pen. Tryk på HENT
(RECALL).
WELD DATA MEMORY
5 - (SAW)
NO YES
Tryk på JA (YES) for at
bekræfte, at du vil
hente datasæt nummer
5.
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
WELD DATA MEMORY
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
DELETE
2ND
FUNCT QUIT
NO YES
bi24d1da
- 28 -
© ESAB AB 2009

DK
Dette ikon i målruden viser, hvilket
hukommelsesadressenummer der er hentet.
7.4 Slet
I hukommelsesmenuen kan man slette et eller flere datasæt.
Vi skal slette et
datasæt.
Markér datasættet.
Tryk på SLET (DELE
TE).
Tryk på JA (YES) for at
bekræfte, at du vil slet
te.
WELD DATA MEMORY
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
WELD DATA MEMORY
5 - (SAW)
DELETE
2ND
FUNCT QUIT
bi24d1da
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
NO YES
- 29 -
© ESAB AB 2009

DK
7.5 Kopiér
For at kopiere indholdet i et svejsedatasæt til en ny hukommelsesadresse skal man
gøre følgende:
Tryck på 2:A FUNKT
(2ND FUNCT).
Markera den minnespo
sition du vill kopiera
och tryck på KOPIERA
(COPY).
WELD DATA MEMORY
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
WELD DATA MEMORY
5 - (SAW)
DELETE
2ND
FUNCT QUIT
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPY RENAME
EDIT
2ND
FUNCT QUIT
Vi skal nu kopiere indholdet i hukommelseseadresse 5 til adresse 50.
bi24d1da
- 30 -
© ESAB AB 2009

DK
Marker hukommelses
adresse 1 og brug en
indstillingsknapknap
perne til at finde den
WELD DATA MEMORY
1 -
5 - (SAW)
hukommelsesadresse,
der er valgt, i dette
tilfælde adresse
50.Tryk på JA (YES).
COPY
DATA SET 5 TO POSITION: 50
NO YES
Dermed er svejsedata nummer 5 blevet kopieret til hukommelsesadresse 50.
7.6 Navngiv
For at give et gemt svejsedatasæt et navn, skal du gøre følgende:
Tryk på 2. FUNKT
(2ND FUNCT). Marker
den hukommelses
adresse, du vil om
WELD DATA MEMORY
5 - (SAW)
50 -
døbe, og tryk derefter
på OMDØB
(RENAME).
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPY RENAME
EDIT
Her får man adgang til et tastatur, som benyttes som følger:
S Placér markøren på det ønskede
tastaturtegn ved hjælp af pilene og
positioneringsknappen. Tryk på
ENTER. Skriv en komplet tekststreng
med maks. 40 tegn på denne måde.
2ND
FUNCT QUIT
S Tryk på UDFØRT (DONE) for at
gemme. Det individuelle navngivne
alternativ kan så ses i listen.
bi24d1da
- 31 -
© ESAB AB 2009

DK
7.7 Ændre
For at ændre indholdet i et svejsedatasæt skal man gøre som følger:
Tryk på 2. FUNKT
(2ND FUNCT). Marker
den hukommelses
adresse, du vil redige
WELD DATA MEMORY
5 - (SAW)
50 -
re, og tryk derefter på
REDIGER (EDIT).
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPY
EDIT
2ND
FUNCT QUIT
En del af hovedmenuen vises, og i menuen kan man se symbolet , som betyder,
at redigeringsfunktionen er aktiveret.
Tryk på INDSTIL
(SET), og foretag de
ønskede ændringer.
SAW
REGULATION TYPE CA
WIRE TYP SS FLUX CORED
WIRE DIMENSION 2.0 mm
bi24d1da
SET QUIT
- 32 -
© ESAB AB 2009

DK
Følgende menu vises:
I dette eksempel
SAW WELD DATA SETTING
ændrer vi svejsestrøm
men fra 400 A til 500 A.
Marker svejsestrøm
men (CURRENT), og
gå til 500 ved hjælp af
én af indstillingsknap
perne.
Tryk på AFBRYD
(QUIT) to gange.
VOLTAGE 20,0 V
CURRENT 500 A
TRAVEL SPEED 0 cm/min
DIRECTION J
START DATA"
STOP DATA"
DYNAMIC REGULATION AUTO
SETTING LIMITS"
MEASURE LIMITS"
Nu er indstillingen for svejsedata nummer 5 blevet ændret og gemt.
8 KONFIGURERINGSMENU
Hovedmenu Konfigureringsmenu
I denne menu er der følgende undermenuer:
S Sprog, se kapitel 1.2.1 ”Valg af sprog”
S Låsefunktion, se kapitel 8.1.
S Generelle indstillinger, se kapitel 8.2.
S Maskinindstillinger, se kapitel 8.3.
S Kabellængde, se kapitel 8.4.
S Vedligeholdelse, se kapitel 8.5.
S Netværksindstillinger, se kapitel 8.6
QUIT
8.1 Låsefunktion
Hovedmenu Konfigurationsmenu Låsefunktion
Når låsefunktionen er aktiveret, og man er i målruden eller lynindstillingsmenuen,
kræves en adgangskode (låsekode) for at komme ud af disse menuer.
CODE LOCK
LOCK STATUS OFF
SET/CHANGE LOCK CODE
Aktivering af låsefunktion udføres i konfigureringsmenuen.
- 33 -
bi24d1da
QUIT
© ESAB AB 2009

DK
8.1.1 Låsestatus
I låsestatus kan man aktivere/deaktivere låsefunktionen uden at slette den
eksisterende låsekode, i tilfælde af at man deaktiverer funktionen. Er der ingen
låsekode gemt, og man forsøger at aktivere låsefunktionen, vises tastaturet til
indtastning af en ny låsekode.
Sådan kommer man ud af låsestatus
Når man befinder sig i målruden eller lynindstillingsmenuen og låsefunktionen er
deaktiveret, kan man uden begrænsninger forlade disse menuer ved at trykke på
AFBRYD (QUIT) eller MENU for at komme til hovedmenuen.
Hvis man har den aktiveret og man forsøger at komme ud, vises følgende rude for
at advare brugeren om låsebeskyttelsen.
TRYK ENTER FOR LÅSEKODE...
PRESS ENTER TO
LOCK CODE...
Her kan man vælge AFBRYD (QUIT) for at fortryde og komme tilbage til foregående
menu, eller gå videre ved at trykke ENTER for at indtaste låsekoden.
Så kommer du ind i menuen med tastaturet, hvor du kan indtaste koden. Tryk på
ENTER efter hvert tegn, og bekræft koden ved at trykke på ENTER igen.
Følgende tekstrude vises:
ENHED IKKE-LÅST!
UNIT UNLOCKED!
Hvis koden ikke passer, vises en fejlmeddelelse, der giver mulighed for at forsøge
igen eller gå tilbage til den oprindelige menu, det vil sige målruden eller
lynindstillingsmenuen.
Hvis koden er rigtig, bliver alle låse til andre menuer elimineret, men låsefunktionen
forbliver aktiveret. Det indebærer, at man kan forlade målruden og lynindstillingsme
nuen midlertidigt, men alligevel beholde låsepositionen, når man vender tilbage til
disse menuer.
8.1.2 Angiv/skift låsekode
I angiv/skift låsekode kan man redigere en eksisterende låsekode eller indlæse en
ny. En låsekode kan bestå af maks. 16 valgfri bogstaver eller tal.
bi24d1da
- 34 -
© ESAB AB 2009

DK
8.2 Generelle indstillinger
Hovedmenu Konfigurationsmenu -- Generelle indstillinger
I denne menu kan man indstille:
S Lynindstilling, funktionstaster, se kapitel 8.2.1
S Kvalitetsdata til fil, se kapitel 8.2.2
S Indstilling af funktionstaster, se kapitel 8.2.3
S Aut. lagring af svejsedata, se kapitel 8.2.4
S Måleenhed, se kapitel 1.2.2 ”Valg af måleenhed”
8.2.1 Lynindstilling funktionstaster
Funktionsknapperne SVEJSEDATA 1 (WELD DATA 1) til og med SVEJSEDATA 4
(WELD DATA 4) vises i lynindstillingsmenuen.
SAW: CA 16
A 450 Amp
V 30.0 Volt
50 cm/min
WELD
DATA 1
For at konfigurere dem skal man gøre som følger:
Placér markøren på lin
jen for FUNKTIONS
TAST NR. (SOFT KEY
NUMBER).
FAST MODE SOFT BUTTONS
SOFT KEY NUMBER 1
ASSOCIATED WELD DATA 5
WELD
DATA 2
WELD
DATA 3
WELD
DATA 4
2ND
FUNCT
SAW: CA: FE SOLID: 0.8 mm
20.0 V: 500 A: 0 cm/min
STORE
Tasterne er nummereret 1-4 fra venstre til højre. Vælg den ønskede knap ved at
angive dens nummer med indstillingsknapperne.
- 35 -
bi24d1da
DELETE QUIT
© ESAB AB 2009

DK
Gå derefter til næste linje TILHØRENDE SVEJSEDATA (ASSOCIATED WELD
DATA). Her kan man bladre blandt de svejsedatasæt, der er gemt i svejsedatahu
kommelsen. Vælg det ønskede svejsedatanummer ved hjælp af indstillingsknapper
ne. Tryk på GEM (STORE) for at gemme. For at fjerne det gemte sæt, skal du trykke
på SLET (DELETE).
8.2.2 Kvalitetsdata til fil
I menuen KVALITETS
DATA TIL FIL (QUALI
TY DATA LOG TO FI
LE) aktiveres den ved
at vælge TIL (ON).
GENERAL CONFIGURATION
FAST MODE SOFT BUTTONS 1
QUALITY DATA LOG TO FILE ON
SOFT KEYS SETUP"
AUTO SAVE MODE OFF
UNIT OF LENGTH METRIC
QUIT
Læs mere om indstillinger for kvalitetsfunktionen i kapitel 9.7.
8.2.3 Funktionstastkonfigurering
Vi har tidligere omtalt betjeningspanelets funktionsknapper. Ved pulversvejsning
(SAW) og MIG/MAG-svejsning (GMAW) har brugeren mulighed for selv at indstille
funktionen for disse taster ved at vælge på en liste over alternativer. Der er otte
funktionstaster, som kan tildeles en funktion.
Man kan vælge mellem følgende muligheder:
S Tom
S Gas/Pulver
S Indstillede værdier
De indstillede børværdier vises i stedet for måleværdierne i målemenuen.
S Relæ 2
Sætter relæudgang nr. 2 på motorkortet, som kan anvendes til en valgfri funktion
af kunden.
S Retning Y - J.
S Fjern I/O
Anvendes, når man vil styre PEK og strømkilden via en ekstern I/O-enhed.
S Ekstern aksel
Aktiveres, når man har en ekstern I/O-enhed til styring af fx en rullebuk.
S Tandem
Anvendes ved svejsning med to svejsehoveder.
S Koldtråd (ICE)
Benyttes, når en ikke strømførende tråd føres ned i smeltebadet, og koldtrådens
hastighed skal vises på displayet.
bi24d1da
- 36 -
© ESAB AB 2009

DK
I displaybilledet er der
to kolonner, én for
FUNKTIONSTAST
(SOFT KEYS) og én for
FUNKTION (FUNC
TION).
SOFT KEYS SETUP
SOFT KEYS FUNCTION
S1 NONE
S2 NONE
S3 NONE
S4 NONE
S1 2ND FUNCT NONE
S2 2ND FUNCT NONE
S3 2ND FUNCT NONE
S4 2ND FUNCT NONE
Når man tildeler tasterne funktioner, nummereres de fra venstre som følger:
S1 S2 S3 S4
S1 2ND
FUNCT
S2 2ND
FUNCT
S3 2ND
FUNCT
S4 2ND
FUNCT
Sådan gør man, når man vil tildele en funktionstast en ny funktion:
QUIT
2ND
FUNCT
2ND
FUNCT
Placér markøren på lin
jen med det funktions
knapnummer, du vil
bruge, og tryk på EN
TER. Funktionsvalgene
vises i en popup-menu.
Vælg ved hjælp af posi
tioneringsknappen, og
tryk på ENTER.
SOFT KEYS SETUP
SOFT KEYS FUNCTION
S1 NONE
S2 NONE
S3 NONE
S4 NONE
S1 2ND FUNCT NONE
S2 2ND FUNCT NONE
S3 2ND FUNCT NONE
S4 2ND FUNCT NONE
QUIT
De andre taster kan man på samme måde tildele en ny funktion ved at parre et
tastnummer i venstre kolonne med en funktion i højre kolonne.
8.2.4 Automatisk lagring af svejsedata
Hvis et svejsedatasæt er hentet fra en hukommelsesposition i svejsedatahukommel
sen, og man ændrer indstillingerne, gemmes de aktuelle indstillinger i
arbejdshukommelsen ved svejsestop i den senest hentede hukommelsesposition.
Manuel lagring af svejsedata i en hukommelsesadresse blokerer for den
næstfølgende automatiske lagring.
Den hukommelsesadresse, som svejsedatasættet er gemt i, vises i øverste højre
hjørne i målruden.
bi24d1da
- 37 -
© ESAB AB 2009

DK
8.3 Maskinindstillinger
Hovedmenu Konfigurationsmenu Maskinindstillinger
I denne menu kan man indstille:
S Produktkode, se kapitel 8.3.1.
S Trådfremføringsaksel, se kapitel 8.3.2.
S Koldtrådsfremføringsaksel, se kapitel 8.3.3
S Køreaksel, se kapitel 8.3.4
S Ekstern aksel, se kapitel 8.3.5
S Tandem, se kapitel 8.3.6 og 8.3.7
S Parallelle strømkilder, se kapitel 8.3.8
S Koldtrådsfremføring, se kapitel 8.3.9
S NODE ID-indstillinger, se kapitel 8.3.10.
8.3.1 Produktkode
I menuen PRODUKT
MACHINE CONFIGURATION
KODE (PRODUCT CO
DE) vælger man, hvil
ken automat, kran, rul
lebuk eller manipulator,
der skal bruges.
PRODUCT CODE A2TFJ1
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM OFF
QUIT
Via valg af produktkode vælges automatisk den korrekte motortype og indstilling af
det korrekte udvekslingsforhold for den gearkasse, der anvendes i det pågældende
produkt.
Følgende alternativer kan vælges:
S A2TFJ1
A2 traktorautomat til pulversvejsning (SAW)
S A2TGJ1
A2 traktorautomat til MIG/MAG-svejsning (GMAW)
S A6TFF1
A6 traktorautomat til pulversvejsning (SAW)
S FREE 2 AXIS
Valgfri konfigurering for tilslutning af 2 motorer til drevkortet. Én til trådfremføring
og én til kørebevægelse.
S FREE 3 AXIS
Valfri konfigurering for tilslutning af ekstern rullebuk, manipulator eller lineær
aksel samt for 2 motorer til drevkortet. Én til trådfremføring og én til
kørebevægelse.
bi24d1da
- 38 -
© ESAB AB 2009

DK
8.3.2 Trådfremføringsaksel
Trådfremføringsmotoren indstilles automatisk ifølge nedenstående tabeller.
A2TFJ1 A2TGJ1 A6TFF1
Motor 5035 38 RPM 5035 68 RPM VEC4000
Gear 1 49:1 49:1 156:1
Gear 2 1:1 1:1 1:1
Diameter fremførings
ruller
Pulsføler 28 ppr 28 ppr 32 ppr
Lav manuel hastighed 150 cm/min. 150 cm/min. 150 cm/min.
Høj manuel hastighed 300 cm/min. 300 cm/min. 300 cm/min.
Motor VEC 4000 VEC 4000
Gear 1 156:1 156:1
Gear 2 1:1 1:1
Diameter fremførings
ruller
Pulsføler 32 ppr 32 ppr
Lav manuel hastighed 150 cm/min. 150 cm/min.
Høj manuel hastighed 300 cm/min. 300 cm/min.
49 mm 49 mm 49 mm
FREE 2 AXIS FREE 3 AXIS
49 mm 49 mm
8.3.3 Koldtrådsfremføringsaksel (ICE)
FREE 2 AXIS FREE 3 AXIS
Motor VEC 4000 VEC 4000
Gear 1 156:1 156:1
Gear 2 1:1 1:1
Diameter fremførings
ruller
Pulsføler 32 ppr 32 ppr
Lav manuel hastighed 150 cm/min. 150 cm/min.
Høj manuel hastighed 300 cm/min. 300 cm/min.
49 mm 49 mm
bi24d1da
- 39 -
© ESAB AB 2009

DK
8.3.4 Køreaksel
Køremotoren indstilles automatisk ifølge nedenstående tabeller.
A2TFJ1 A2TGJ1 A6TFF1
Motor 4030-350 4030-350 FHP258
Gear 1 375:10 375:10 24:1
Gear 2 51:1 51:1 51:1
Hjuldiameter 158 mm 158 mm 180 mm
Pulsføler 60 ppr 60 ppr 28 ppr
Høj manuel hastighed 200 cm/min. 200 cm/min. 200 cm/min.
FREE 2 AXIS FREE 3 AXIS
Motor VEC 4000 VEC 4000
Gear 1 312:1 312:1
Gear 2 1:1 1:1
Hjuldiameter 65 mm 65 mm
Pulsføler 32 ppr 32 ppr
Høj manuel hastighed 200 cm/min. 200 cm/min.
8.3.5 Ekstern aksel
Ved indkobling af ekstern rullebuk, manipulator eller lineær aksel skal FREE 3 AXIS
vælges.
Når FREE 3 AXIS vælges, indstilles motoren automatisk ifølge nedenstående
tabeller.
Rullebuk Lineær Positionsvælger
Gear 1 560:1 560:1 560:1
Gear 2 111:22 111:22 111:22
Gear 3 1:1 1:1 1:1
Hjuldiameter 160 mm 160 mm 160 mm
Pulsføler 30 ppr 30 ppr 30 ppr
Høj manuel hastighed 200 cm/min. 200 cm/min. 200 cm/min.
Frekvensratio 85:50 85:50 85:50
Motor 2000 omdr./min. 2000 omdr./min. 2000 omdr./min.
Svejsediameter 1.000 mm - 1.000 mm
Rullediameter 1.000 mm - -
bi24d1da
- 40 -
© ESAB AB 2009

DK
8.3.6 Tandem
Anvendes ved svejsning med to svejsehoveder.
MACHINE CONFIGURATION
Placér markøren på lin
jen TANDEM (TAN
DEM) og tryk ENTER.
Vælg PÅ (ON) ved
hjælp af positionerings
knappen, og tryk på
ENTER.
PRODUCT CODE A2TFX
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM ON
b WELDING HEAD HEAD
b WELD HEAD OFFSET 20 mm
b WITH I/O ON
QUIT
For at kunne svejse med to svejsehoveder skal funktionen SVEJSEHOVEDOFFSET
(WELD HEAD OFFSET) vælges.
SVEJSEHOVEDOFFSET (WELD HEAD OFFSET) er afstanden i millimeter mellem
svejsehovederne.
Når man angiver afstanden mellem svejsehoved 1 FORRESTE (HEAD) og
svejsehoved 2 BAGESTE (TAIL), omregnes værdien af styreenheden til en tid
mellem at svejsehoved 1 starter, og svejsehoved 2 skal starte.
Den tid, styreenheden kan beregne for afstanden mellem start og stop af
svejsestrømkilderne, er højst 65 sekunder. Det betyder, at hvis man eksempelvis
angiver svejsehastigheden 50 cm/min., så kan man højst lægge 2000 mm ind som
SVEJSEHOVEDOFFSET (WELD HEAD OFFSET). Dette er for at undgå, at tiden
løber ud, før svejsehoved 2 kommer frem til startpunktet.
WELD HEAD OFFSET
bi24d1da
TAIL HEAD
- 41 -
© ESAB AB 2009

DK
OBS!
Kontrollér, at begge styreenheder har samme indstillinger for SVEJSEHOVEDOF
FSET (WELD HEAD OFFSET) og angiver den samme kørehastighed. Den
styreenhed, som er ”Master”, skal tildeles FORRESTE (HEAD), og den styreenhed,
som er ”Slave”, skal tildeles BAGESTE (TAIL). Kørebevægelsen styres altid fra
”Master”.
Sådan gør man for at angive værdier for svejsning med to svejsehoveder:
Placér markøren på lin
MACHINE CONFIGURATION
jen SVEJSEHOVED
(WELDING HEAD).
Vælg, om indstilling
gælder ”master”-styre
enheden FORRESTE
(HEAD) eller ”sla
ve”-styreenheden BA
GESTE (TAIL).
PRODUCT CODE A2TFX
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM ON
b WELDING HEAD HEAD
b WELD HEAD OFFSET 20 mm
b WITH I/O ON
QUIT
S Placér markøren på linjen SVEJSEHOVEDOFFSET (WELD HEAD OFFSET),
og angiv afstanden mellem de to svejsehoveder.
Eksempel, I/O ON
Svejsehoved2, (slave) Svejsehoved1, (master)
TAIL HEAD
WELD HEAD OFFSET
S Tryk på Start for svejsehoved1.
S Svejsehoved1 begynder at svejse.
S Svejsehoved2 begynder først at svejse, når udgangspositionen for svejsehoved1
er opnået (den afstand, som er angivet i SVEJSEHOVEDOFFSET (WELD HEAD
OFFSET)).
bi24d1da
- 42 -
© ESAB AB 2009

DK
S Tryk på Stop for svejsehoved1.
S Svejsehoved1 holder op med at svejse, men kørebevægelsen fortsætter.
S Svejsehoved2 holder op med at svejse, når den når frem til det punkt, hvor
udstyr1 holdt op med at svejse (den afstand, der er angivet i
SVEJSEHOVEDOFFSET (WELD HEAD OFFSET)).
S Svejsningen er færdig.
Eksempel, I/O OFF
Svejsehoved2, (slave) Svejsehoved1, (master)
TAIL HEAD
WELD HEAD OFFSET
S Tryk på Start for svejsehoved1 og svejsehoved2 samtidigt.
S Svejsehoved1 begynder at svejse.
S Svejsehoved2 begynder først at svejse, når udgangspositionen for svejsehoved1
er opnået (den afstand, som er angivet i SVEJSEHOVEDOFFSET (WELD HEAD
OFFSET)).
S Tryk på stop for svejsehoved1 og svejsehoved2 samtidigt.
S Svejsehoved1 holder op med at svejse, men kørebevægelsen fortsætter.
S Svejsehoved2 holder op med at svejse, når den når frem til det punkt, hvor
udstyr1 holdt op med at svejse (den afstand, der er angivet i SVEJSEHOVE
DOFFSET (WELD HEAD OFFSET)).
S Svejsningen er færdig.
bi24d1da
- 43 -
© ESAB AB 2009

DK
8.3.7 Tandem for strømkilden Aristo 1000
Anvendes ved svejsning med to eller flere svejsehoveder. Svejsehovederne styres af
hver sin indstillingsboks (PEK).
Placer markøren på
linjen TANDEM
(TANDEM), og tryk på
ENTER.
Vælg TIL (ON) ved
hjælp af positione
ringsknappen, og tryk
på ENTER.
Det forreste svejseho
ved er valgt.
Her er det bageste
svejsehoved valgt.
TANDEM
TANDEM ON
b WELDING HEAD HEAD
b TRAVEL CONTROL ON
b SYNCRONIZED WELD START ON
b SYNCRONIZED AC WELDING ON
TANDEM INFORMATION"
QUIT
TANDEM
TANDEM ON
b WELDING HEAD TAIL
b TRAVEL CONTROL ON
b SYNCRONIZED WELD START ON
b WELD HEAD OFFSET 20 mm
b SYNCRONIZED AC WELDING ON
b PHASE SHIFT 0
QUIT
Svejsehoved (WELDING HEAD)
Vælg, om svejsehovedet skal være det forreste (HEAD) eller bageste (TAIL).
Kørekontrol (TRAVEL CONTROL)
Vælg, om svejsehovedet skal styre kørebevægelsen. Både det forreste og det
bageste svejsehoved kan styre kørebevægelsen, men kun et ad gangen.
Synkroniseret svejsestart (SYNCRONIZED WELD START)
Hvis man vælger TIL (ON) betyder det, at man kun behøver at starte
indstillingsboksen til det forreste svejsehoved. De bageste startes automatisk. Har
man valgt FRA (OFF), skal man starte alle svejsehoveder med den pågældende
indstillingsboks.
Synkroniseret AC-svejsning (SYNCRONIZED AC WELDING)
Synkroniseret AC-svejsning indebærer, at frekvens og balance, AC-impulserne,
synkroniseres til samme værdier for alle svejsehoveder i tandemsystemet.
bi24d1da
- 44 -
© ESAB AB 2009

DK
Tandeminformation (TANDEM INFORMATION)
Indstillingsboksen for det forreste svejsehoved viser her information om, hvilke
strømkilder der er med i systemet som bageste svejsehoveder.
Svejsehovedoffset (WELD HEAD OFFSET)
SVEJSEHOVEDOFFSET (WELD HEAD OFFSET) er afstanden i millimeter mellem
svejsehovederne. Denne indstilling har kun betydning, hvis synkroniseret svejsestart
er valgt.
TAIL HEAD
WELD HEAD OFFSET
Faseskift (PHASE SHIFT)
Faseskift indebærer en faseforskydning i forhold til det forreste svejsehoved.
Enheden er grader.
8.3.8 Parallelle strømkilder
Har man en parallel
MACHINE CONFIGURATION
koblet strømkilde,
indstiller man dens no
de-id her.
Placer markøren på
linjen SLAVENODE-ID
(SLAVE NODE ID), og
vælg med en af indstil
lingsknapperne.
PRODUCT CODE A2TFX
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM"
PARALLEL POWER SOURCES ON
b SLAVE NODE ID 10
COLD WIRE FEED OFF
NODE ID SETTINGS"
bi24d1da
QUIT
- 45 -
© ESAB AB 2009

DK
8.3.9 Koldtrådsfremføring (ICE)
I menuen maskinindstil
linger kan alternativet
Koldtrådsfremføring
vælges (PÅ/ON).
Er Koldtrådsfremføring
valgt, kommer også al
ternativet Koldtråds
fremføringsaksel frem.
Koldtrådsfremførings
akslens indstillinger
skal være identiske
med trådfremførings
akslen.
MACHINE CONFIGURATION
PRODUCT CODE FREE 2 AXIS
WIRE FEED AXIS"
ICE WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM OFF
ICE WIRE FEED ON
NODE ID SETTINGS"
QUIT
ICE WIRE FEED AXIS
MOTOR 5035 38RPM
GEAR 1" ON
b N 1 156
b N 2 1
GEAR 2" ON
b N 1 1
b N 2 1
FEED ROLLER DIAM 49 mm
ENCODER PULSES 32 ppr
LOW MANUAL SPEED 150 cm/min
QUIT
S Motor vælges fra en rulleliste med følgende alternativer:
5035 38RPM
5035 68RPM
FHP 258
VEC8000
VEC4000
DUNKER1
DUNKER2
MET3B
VEC4000Par
4030-350
S Gear 1 (GEAR 1) skal sættes i positionen PÅ (ON). Værdien kan ikke være AV
(OFF).
S Gear 2 (GEAR 2) skal normalt sættes i positionen PÅ (ON), men AV (OFF) kan
vælges.
bi24d1da
- 46 -
© ESAB AB 2009

DK
S Værdierne N1 og N2 under Gear 1 og 2 indstilles med en af de tre
indstillingsknapper nederst på panelet. Intervallerne for N1 og N2 er afhængige
af den valgte motor.
S Diameteren på fremføringsrullerne (FEED ROLLER DIAM) vælges med valgfri
indstillingsknap. Intervallet er afhængigt af den valgte motor.
S Encoderen for pulse (ENCODER-PULSES) vælges med valgfri indstillingsknap.
Intervallet ligger mellem 1-9998 ppr (ppr = pulses per revolution).
S Lav manuel hastighed (LOW MANUAL SPEED) vælges med en af
indstillingsknapperne. Intervallet er 1-1000 cm/min.
S Høj manuel hastighed (HIGH MANUAL SPEED) vælges med en af
indstillingsknapperne. Intervallet er 1-5000 cm/min.
8.3.10 Node-id-indstillinger
Er der I/O-noder med i systemet, så angives disses id-nummer her.
Ved tandemkørsel skal værdien på CAN 2 ID være forskellige for alle styreenheder
(PEK) i systemet. Det er er passende at indstille svejsehoved 1 til CAN 2 ID = 1,
svejsehoved 2 til CAN 2 ID = 2 og så videre.
NODE ID SETTINGS
POWER SOURCE CAN 2 ID 1
I/O NODE 1 ID 17
I/O NODE 2 ID 25
QUIT
8.4 Kabellængde
Buespændingen påvirkes af impedansen i svejsekablerne. Impedansen påvirkes
blandt andet af kablernes længde og tværsnit samt hvordan de er trukket. Dette er
især tydeligt ved AC-svejsning.
Kompensation for spændingsfaldet med lange kabler kan opnås ved at angive den
aktuelle kabellængde.
Den totale kabellængde (svejsekabel og returleder tilsammen) skal angives.
Bemærk! Ved brug af to kabler, skal tværsnittet for begge kabler lægges sammen.
Denne funktion er aktiv under startforløbet, inden strømkilden har modtaget
måleværdien, som den kan regulere på.
Har man valgt ”Max OCV” er denne funktion inaktiv.
- 47 -
bi24d1da
© ESAB AB 2009

DK
8.5 Vedligeholdelse
Hovedmenu Konfigureringsmenu Vedligeholdelse
I denne menu indstiller du, hvor tit kontaktspidsen skal skiftes. Angiv efter hvor
mange svejsestarter udskiftning skal ske ved at markere linjen INTERVAL SKIFT AF
KONT.SPIDS (CONTACT TIP CHANGE INTERVAL), og tryk på ENTER. Angiv
værdien ved hjælp af indstillingsdrejeknapperne. Når serviceintervallet er
overskredet, vises fejlkode 54 i fejlloggen.
Ved valg af GRÆNSE FOR TOTAL KØRSELSTID (TOTAL RUNNING TIME LIMIT) i
stedet for antal starter kontaktes autoriseret ESAB-servicetekniker.
MAINTENANCE
CONTACT TIP CHANGE INTERVAL 0 Welds
b WELD COUNT 0 Welds
TOTAL RUNNING TIME LIMIT 0d00:00:00
b TOTAL RUNNING TIME 0d00:00:00
QUIT
8.6 Netværksindstillinger
Hovedmenu Konfigureringsmenu Netværksindstillinger
I denne menu kan man koble sig på en administrationsfunktion på et lokalt netværk.
Der findes flere oplysninger om adminstrationsfunktionen i brugsanvisningen til
WELDPOINT. Manualen kan downloades fra internetsiden www.esab.com.
NETWORK SETTINGS
DHCP ON
IP ADDRESS 172.20.125.74
SUBNET MASK 0.0.0.0.
DEFAULT GATEWAY 0.0.0.0.
HOSTNAME ESAB_W82
QUIT
bi24d1da
- 48 -
© ESAB AB 2009

DK
8.6.1 Systemoversigt
8.6.2 Systemoversigt
1 Strømkilde 4 Administrationsfunktioner, Weldpoint
2 Trådfremføringsenhed / Svejseautomat 5 Tilslutning til netværk
3 Svejsedataenhed, PEK 6 USB-hukommelse
bi24d1da
- 49 -
© ESAB AB 2009

DK
9 VÆRKTØJER
Hovedmenu Værktøjer
I denne menu er der følgende undermenuer:
S Fejllog, se kapitel 9.1.
S Eksporter/Importer, se kapitel 9.2.
S Filstyring, se kapitel 9.3.
S Rediger grænseværdier, se kapitel 9.4.
S Rediger målegrænseværdier, se kapitel 9.5.
S Produktionsstatistik, se kapitel 9.6.
S Kvalitetsfunktioner, se kapitel 9.7.
S Kalender, se kapitel 9.8.
S Brugerkonti, se kapitel 9.9.
S Enhedsoplysninger, se kapitel 9.10.
9.1 Fejllog
Hovedmenu Værktøjer Fejllog
Fejlkoder anvendes til at vise, at der er opstået en fejl i svejseprocessen. Den
angives på displayet ved hjælp af en popup-menu, og der vises et udråbstegn i
øverste højre hjørne på displayet.
OBS! forsvinder fra displayet med det samme, når man går ind i fejllog-menuen.
Alle fejl, der opstår ved brugen af svejseudstyret, dokumenteres som fejlmeddelelser
i fejlloggen. Op til 99 fejlmeddelelser kan gemmes. Hvis fejlloggen bliver fuld, dvs.
hvis der er gemt 99 fejlmeddelelser, slettes den ældste meddelelse automatisk, når
den næste fejl opstår.
Man kan læse følgende information i fejllogmenuen:
S Det fejlnummer, som fejlen har
S Hvilken dato fejlen er opstået
S Hvilken klokkeslæt fejlen er opstået
S I hvilken enhed fejlen er opstået
S Hvilken fejlkode fejlen har
bi24d1da
- 50 -
© ESAB AB 2009

DK
ERROR LOG
Index Date Time Unit Error
1 081120 11:24:13 8 19
2 081120 10:24:18 8 18
3 081121 13:24:18 8 17
Error in battery-drivin memory
DELETE
ALL
QUIT
9.1.1 Enhedsbetegnelser
2 = Strømkilde
6 = Trådfremføring og kørebevægelse (motorkort)
8 = Betjeningspanel
9.1.2 Beskrivelse af fejlkoder
Nedenfor beskrives de fejlkoder, som brugeren selv kan afhjælpe. Hvis der vises en
anden kode, skal maskinen genstartet. Hvis problemet fortsætter, tilkaldes en
servicetekniker.
Fejl Beskrivelse
6 Høj temperatur
Strømkilden er overophedet og afbryder svejsningen. Svejsning tillades igen, når
temperaturen falder til under maks. temperaturgrænsen.
Afhjælpning: Kontrollér, at indtag og udblæsning af køleluft ikke er tilstoppet eller
tilsmudset. Kontrollér også arbejdscyklus, så den ikke overskrider udstyrets mærkedata.
Tilkald servicetekniker, hvis fejlen varer ved.
7 Lav svejsetrøm
Svejsebuen er slukket på grund af for lav svejsestrøm under svejseprocessen.
Afhjælpning: Nulstilles ved næste svejsestart. Tilkald servicetekniker, hvis fejlen varer
ved.
8 Lav batterispænding
For lav batterispænding. Hvis batteriet ikke udskiftes, forsvinder alle gemte data.
Ingen funktioner blokeres af denne fejl.
Afhjælpning: Tilkald servicetekniker, når batteriet skal udskiftes.
11 Hastighedsfejl på en motor, (trådfremføring, køremotor)
En motor kan ikke holde sin hastighed. Svejsningen stoppes.
Afhjælpning: Kontrollér, at trådfremføringen ikke har sat sig fast eller går for tungt.
Tilkald servicetekniker, hvis fejlen varer ved.
12 Intern kommunikationsfejl (advarsel)
Systemets CAN-bus er midlertidigt overbelastet.
Strømkilden kan have mistet kontakten med styreenheden.
Afhjælpning: Gennemgå udstyret og tjek, at alt er rigtigt tilkoblet. Tilkald servicetekniker,
hvis fejlen varer ved.
bi24d1da
- 51 -
© ESAB AB 2009

DK
Fejl Beskrivelse
14 Kommunikationsfejl
Systemets CAN-bus er midlertidigt ophørt med at fungere pga. overbelastning.
Igangværende svejsning afbrydes.
Afhjælpning: Gennemgå udstyret og tjek, at alt er rigtigt tilkoblet. Det er nødvendigt at
afbryde spændingen for at nulstille. Tilkald servicetekniker, hvis fejlen varer ved.
17 Tabt kontakt med enhed
Tabt kontakt med en enhed
Afhjælpning: Kontrollér kabler og kontakten mellem styreenhed og strømkilde. Tilkald
servicetekniker, hvis fejlen varer ved.
32 Intet gasflow
Start forhindres.
Afhjælpning: Kontrollér gasventil, slanger og koblinger.
43 Høj svejsestrøm
Strømkilder har slukket for svejseprocessen, fordi strømmen overstiger den maksimale
strømgrænse for strømkilden.
Afhjælpning: Nulstilles ved næste svejsestart. Tilkald servicetekniker, hvis fejlen varer
ved.
44 Startpause svejsestrøm
Svejseprocessen er stoppet, fordi den ikke er kommet i gang inden for 10 sekunder.
Afhjælpning: Nulstilles ved næste svejsestart. Tilkald servicetekniker, hvis fejlen varer
ved.
9.2 Eksportér/Importér
Hovedmenu Værktøjer Eksporter/Importer
I menuen Eksporter/Importer er det muligt at overføre information til og fra
betjeningspanelet via et USB-hukommelseskort.
Følgende information kan overføres:
S Svejsedatasæt Eksport/Import
S Systemindstilling Eksport/Import
S Grænseværdier Eksport/Import
S Målegrænseværdier Eksport/Import
S Fejllog Eksport
S Kvalitetsfunktionslog Eksport
S Produktionsstatistik Eksport
Sådan gemmes data i USB-hukommelsen:
Sæt USB-hukommelseskortet i styreenheden.
bi24d1da
- 52 -
© ESAB AB 2009

DK
Markér linjen med den
information, der skal
overføres. Tryk på
EKSPORT (EXPORT)
eller IMPORT
(IMPORT), afhængig af
om oplysningerne skal
eksporteres eller
importeres.
EXPORT / IMPORT
WELD DATA SETS
SYSTEM SETTINGS
SETTING LIMITS
MEASURE LIMITS
ERROR LOG
QUALITY FUNCTION LOG
PRODUCTION STATISTICS
EXPORT IMPORT
QUIT
9.3 Filstyring
Hovedmenu Værktøjer Filstyring
I filstyring kan man håndtere information på et USB-hukommelseskort (C:\).
Filstyring giver mulighed for manuelt at slette og kopiere svejsedata og kvalitetsdata.
Når USB-hukommelseskortet er sat i, viser displayet hukommelseskortets
grundmappe, hvis der ikke er valgt en mappe tidligere.
Betjeningspanelet kan huske, hvor man befandt sig, da man sidst anvendte
filstyringen, så man havner det samme sted i filstrukturen, når man vender tilbage.
FILE MANAGER
..
NEW FOLDER
QData.xml
INFO UPDATE
ALT. QUIT
S For at få information om, hvor meget lagerplads der er tilbage på
hukommelseskortet, bruges funktionen INFO (INFO).
S Tryk på OPDATER (UPDATE) for at opdatere informationen.
S Når du vil slette, skifte navn, oprette en ny mappe, kopiere eller sætte ind,
trykker du på ALT. (ALT). Så får du en liste frem, du kan vælge fra. Hvis (..) eller
en mappe er markeret, kan du kun oprette en ny mappe eller indsætte en fil,
som du allerede har kopieret. Har du markeret en fil, får du valgmulighederne
OMDØB (RENAME), KOPIER (COPY) og SÆT IND (PASTE) hvis du allerede
har kopieret en fil.
bi24d1da
- 53 -
© ESAB AB 2009

DK
Markér en mappe eller
FILE MANAGER
fil, og tryk på ALT.
(ALT).
Denne liste vises, når du har trykket på ALT (ALT.).
..
WeldData
NEW FOLDER
ErrorLog.xml
QData.xml
XWeldoffice.dat
INFO UPDATE
COPY
PASTE
DELETE
RENAME
NEW FOLDER
9.3.1 Slet en fil/mappe
Markér den fil eller mappe, der skal slettes, og tryk ALT. (ALT).
ALT. QUIT
Markér SLET (DELETE), og tryk på ENTER.
DELETE
RENAME
NEW FOLDER
Filen/mappen er nu slettet. For at kunne slette en mappe skal den være tom, dvs.
slet først de filer, der er i mappen.
9.3.2 Omdøb en fil/mappe
Markér den fil eller mappe, hvis navn skal ændres, og tryk ALT. (ALT).
Markér OMDØB (RENAME) og tryk ENTER.
DELETE
RENAME
NEW FOLDER
Et tastatur vises i displayet. Brug positioneringsknappen til at skifte linje og pilene til
at gå til venstre og højre. Markér det tegn/den funktion, der skal benyttes, og tryk på
ENTER.
9.3.3 Opret ny mappe
Markér, hvor den nye mappe skal ligge, og tryk på ALT. (ALT).
Markér NY MAPPE (NEW FOLDER), og tryk på
ENTER.
DELETE
RENAME
NEW FOLDER
Et tastatur vises i displayet. Brug positioneringsknappen til at skifte linje og pilene til
at gå til venstre og højre. Markér det tegn/den funktion, der skal benyttes, og tryk på
ENTER.
bi24d1da
- 54 -
© ESAB AB 2009

DK
9.3.4 Kopiér og sæt filer ind
Markér den fil, der skal kopieres, og tryk ALT. (ALT).
Markér KOPIER (COPY), og tryk på ENTER.
COPY
PASTE
DELETE
RENAME
NEW FOLDER
Stil markøren i den mappe, som den kopierede fil skal ligge i, og tryk på ALT. (ALT).
Markér SÆT IND (PASTE) og tryk ENTER.
COPY
PASTE
DELETE
RENAME
NEW FOLDER
Kopien gemmes som Copy of plus det oprindelige navn, f.eks. Copy of
WeldData.awd.
9.4 Redigér indstillingsgrænse
Hovedmenu Værktøjer Redigér indstillingsgrænse
I denne menu indstilles egne maks.- og min.værdier for forskellige svejsemetoder.
Grænserne kan ikke over- eller underskride de værdier, som strømkilden er
dimensioneret for. Der findes 50 lagerpladser. Markér linjen for en tom lagerplads,
og tryk på ENTER. Vælg proces ved at trykke på ENTER, vælg svejseproces ved
hjælp af positioneringsknappen, og tryk ENTER.
For alle processer kan maks.- og min.-værdierne for buespænding, trådhastighed,
kørehastighed og svejsestrøm vælges.
EDIT LIMITS
PROCESS SAW
VOLTAGE MIN 17.0
VOLTAGE MAX 47.0
WIRE SPEED MIN 50
WIRE SPEED MAX 970
TRAVEL SPEED MIN 100
TRAVEL SPEED MAX 2400
CURRENT MIN 70
CURRENT MAX 1500
bi24d1da
STORE
DELETE QUIT
- 55 -
© ESAB AB 2009

DK
Når værdierne er justeret, trykker du på GEM (STORE). Når du bliver spurgt, om
grænseværdien skal gemmes på den valgte lagerplads, skal du trykke på NEJ (NO)
eller JA (YES). Lagerpladsens værdier ses under stregen forneden.
Ved hjælp af funktionsknappen AUTO indstilles grænserne automatisk efter de sidst
benyttede grænser.
Når du bliver spurgt, om grænseindstillingerne skal indstilles automatisk, skal du
trykke på NEJ (NO) eller JA (YES) og dernæst GEM (STORE), hvis indstillingen skal
bevares.
9.5 Redigér målgrænse
Hovedmenu Værktøjer Redigér målgrænse
I denne menu indstilles dine egne målgrænser for de forskellige svejsemetoder. Der
findes 50 lagerpladser. Markér linjen for en tom lagerplads, og tryk på ENTER. Vælg
proces ved at trykke på ENTER, vælg svejseproces ved hjælp af positioneringsknap
pen, og tryk ENTER.
Følgende værdier kan vælges:
S buespænding: min., maks.
S trådhastighed: min., maks.
S svejsestrøm: min., maks.
S kørehastighed: min., maks.
S varmetilførsel: min., maks.
Indstil den ønskede værdi ved hjælp af indstillingsdrejeknapperne, og tryk på GEM
(STORE).
bi24d1da
- 56 -
© ESAB AB 2009

DK
I dialogboksen bliver du spurgt, om du vil gemme på den valgte lagerplads. Tryk på
JA (YES) for at gemme værdien. Lagerpladsens værdier ses under stregen
forneden.
MEASURE LIMITS
1 - SAW
2 - GMAW
3 4 5 6 7 -
0.0 - 46.9 Volt , 0 - 2495 cm/min
3 - 994 cm/min , 3 - 990 Amp
5 - 500 kJ/min
QUIT
Ved hjælp af funktionsknappen AUTO indstilles grænserne automatisk efter de sidst
benyttede måleværdier.
Når du bliver spurgt, om måleværdierne skal indstilles automatisk, skal du trykke på
NEJ (NO) eller JA (YES) og dernæst GEM (STORE), hvis indstillingen skal bevares.
9.6 Produktionsstatistik
Hovedmenu Værktøjer Produktionsstatistik
Produktionsstatistikken skal give overblik over den totale lysbuetid, den totale
mængde materiale og antallet af svejsninger siden seneste nulstilling. Desuden skal
den give overblik over lysbuetiden og mængden af materiale, der blev brugt ved den
seneste svejsning. Til orientering vises også smeltet trådmateriale pr. længdeenhed
der er beregnet, og hvornår seneste nulstilling skete.
PRODUCTION STATISTICS
LAST WELD TOTAL
ARCTIME 0s 0s
CONSUMED WIRE 0g 0g
BASED ON 1g/m
NUMBER OF WELDS 0
LAST RESET 081114 08:38:03
RESET UPDATE
QUIT
bi24d1da
- 57 -
© ESAB AB 2009

DK
Når man trykker på RESET (RESET), nulstilles alle beregningsenheder. Dato og tid
viser seneste nulstilling.
Hvis man ikke nulstiller beregningsenhederne, nulstilles de alle automatisk, når en af
dem har opnået sin maks.værdi.
Beregningsenhedernes maks.værdier
Tid 999 timer, 59 minutter, 59 sekunder
Vægt 13350000 gram
Antal 65535 stk.
9.7 Kvalitetsfunktioner
Hovedmenu Værktøjer Kvalitetsfunktioner
Kvalitetsfunktioner holder styr på en række interessante svejsedata for de enkelte
svejsninger.
Disse funktioner er:
S Tidspunktet for svejsestart.
S Hvor lang tid svejsningen varede.
S Maks.-, min.- og gennemsnitsstrøm under svejsningen.
S Maks.-, min.- og gennemsnitsspænding under svejsningen.
S Maks.-, min.- og gennemsnitsenergi under svejsningen.
Antallet af svejsninger siden sidste nulstilling vises på nederste linje. Man kan maks.
gemme oplysninger om 100 svejsninger. Hvis der er over 100 svejsninger
overskrives den første.
Den senest registrerede svejsning vises på displayet, men man kan også bladre i de
andre registrerede svejsninger. Når man trykker på RESET (RESET), slettes alle
logger.
QUALITY FUNCTIONS
#WELD: 1 / 4
START 20090107 15:59:14
WELD TIME 00:00:20 WELD DATA:
HEAT INPUT: 3.12 kJ/mm
MAX MIN AVE.
I (Amp) 293.00 243.00 289.00
U (V) 41.50 16.20 39.40
Q (kJ/min) 7.00 0.00 2.00
NUMBER OF WELDS SINCE RESET: 4
bi24d1da
RESET UPDATE
- 58 -
QUIT
© ESAB AB 2009

DK
9.7.1 Gem kvalitetsdata
Hovedmenu Værktøjer Eksporter/Importer
De filer, der produceres i betjeningspanelet, er gemt som xml-filer. USB-hukommel
seskortet skal formateres som FAT32 for at fungere.
Sæt et USB-hukommelseskort i betjeningspanelet, se kapitel 9.3 ”Filstyring”.
Markér KVALITETS
FUNKTIONSLOG
(QUALITY FUNCTION
LOG), tryk EKSPOR
TER (EXPORT).
EXPORT/IMPORT
WELD DATA SETS
SYSTEM SETTINGS
SETTING LIMITS
MEASURE LIMITS
ERROR LOG
QUALITY FUNCTION LOG
PRODUCTION STATISTICS
EXPORT
QUIT
Hele sættet af kvalitetsdata (information om de 100 seneste svejsninger), der er
gemt i betjeningspanelet, er nu gemt på USB-hukommelseskortet.
Filen ligger i en mappe, der hedder QData. QData oprettes automatisk, når man
isætter et USB-hukommelseskort.
9.8 Kalender
Hovedmenu ! Værktøjer ! Kalender
Her indstilles dato og tid.
Markér den linje, der
skal indstilles; år,
måned, dag, time,
minutter eller sekunder.
Indstil den korrekte
værdi ved hjælp af én
af indstillingsdrejeknap
perne. Tryk på INDSTIL
(SET).
DATE & TIME
YEAR 2008
MONTY NOV
DAY 21
HOUR 10
MINUTES 45
SECONDS 55
20100115 10:48:59
SET QUIT
bi24d1da
- 59 -
© ESAB AB 2009

DK
9.9 User accounts
Hovedmenu ! Værktøjer ! User accounts
Nogle gange er det ekstra vigtigt fra et kvalitetssynspunkt, at produktet ikke kan
benyttes af uvedkommende.
I denne menu registreres brugernavn, bemyndigelse og adgangskode.
Markér BRUGERNAVN
(USER NAME), og tryk
på ENTER. Gå ned til
en tom linje, og tryk på
ENTER. Indtast et nyt
brugernavn på tastatu
USER ACCOUNTS
USER NAME ADMINISTRATOR
b ACCOUNT LEVEL ADMIN
b PASSWORD
USER ACCOUNTS OFF
ret ved hjælp af positio
neringsknappen, pilene
og ENTER.
STORE DELETE
QUIT
Der er plads til 16 brugerkonti. I kvalitetsdatafilerne vil det fremgå, hvilke brugere der
har udført en specifik svejsning.
På linjen BRUGERNIVEAU (ACCOUNT LEVEL) vælges mellem:
S Adminstrator
har adgang til alt (der kan tilføjes nye brugere)
S Seniorbrugere
har adgang til alt undtagen:
S maskinkonfiguration
S brugerkonti
S netværksindstillinger
S Normal bruger
har adgang til:
S I konfigureringsmenuen:
S Vedligeholdelse
S I funktionsmenuen:
S Enhedsoplysninger
S I indstillingsmenuen:
S Spænding
S Strøm/trådfremføring
S Kørehastighed
S Svejseretning
På linjen ADGANGSKODE (USER PASSWORD) indtastes en adgangskode via
tastaturet. Når strømkilden slås til, og betjeningspanelet aktiveres, vises en
opfordring på displayet om at angive en adgangskode.
Vælger man ikke at benytte denne funktion, men ønsker at strømkilden og
betjeningspanelet skal være låst op for alle brugere, vælges BRUGERKONTI FRA
(USER ACCOUNTS OFF).
bi24d1da
- 60 -
© ESAB AB 2009

DK
9.10 Enhedsoplysninger
Hovedmenu ! Værktøjer ! Enhedsoplysninger
I denne menu vises følgende oplysninger:
S Maskin-id
S Node-id
2 = strømkilde
6 = trådfremføring og kørebevægelse (motorkort)
8 = betjeningspanel
S Softwareversion
UNIT INFORMATION
Machine ID Node ID Software Version
44 8 1.00A
23 2 2.00A
5 6 1.18A
SETTING WELD DATA UNIT
QUIT
bi24d1da
- 61 -
© ESAB AB 2009

PEK Control panel
Menustruktur
NO TAG62
SAW
PROCESS SAW
METHOD DC
REGULATION TYPE CA
WIRE TYPE FE SOLID
WIRE DIMENSION 0.8 MM
CONFIGURATION "
TOOLS"
SET MEASURE MEMORY
SAW
FAST
MODE
SET
Voltage
Welding current1) (CA)
Wire feed speed1) (CW)
Constant current1) (CC)
Ice wire feed speed
Ice wire start delay
Travel speed
1)
(CW)
1)
1)
(CW)
Direction
AC frequency
AC balance
AC offset
Start data
2)
- flux pre-flow
- start type
- wire creep start
- wire creep start speed
- start phases
- OCV
- max OCV
Stop data
2)
- flux post-flow
- crater filling
- crater filling time
- burnback time
- stop phases
Regulation parameters
- dynamics
- inductance
Setting limits
Measure limits
1) The setting range is dependent on the product used.
2) The menu shows the settings that belong to the selected regulation type.
- 62 -
bi24menu2
Edition 111222

PEK Control panel
GMAW
PROCESS GMAW
REGULATION TYPE CA
WIRE TYPE FE SOLID
WIRE DIMENTION 0.8 MM
CONFIGURATION "
TOOLS"
SET MEASURE MEMORY
SET
Arc voltage*
Welding current* (CA)
Wire feed speed* (CW)
Travel speed*
Direction
Start data
- gas pre-flow
- start type
- wire creep start
- wire creep start speed
- start phases
- OCV
- max OCV
Stop data
- gas post-flow
- crater filling
- crater filling time
- burnback time
- stop phases
Dynamic regulation
Setting limits
Measure limits
GMAW
FAST
MODE
* The setting range is dependent on the product used.
bi24menu2
- 63 Edition 111222

PEK Control panel
GOUGING
PROCESS GOUGING
REGULATION TYPE CA
ELECTRODE DIMENSION 8.0 MM
CONFIGURATION "
TOOLS"
SET MEASURE MEMORY
SET
Arc voltage*
Welding current* (CA)
Wire feed speed* (CW)
Travel speed*
Direction
Start data
- air pre-flow
- start type
- wire creep start
- wire creep start speed
- start phases
- OCV
- max OCV
Stop data
- air post-flow
- crater filling
- crater filling time
- burnback time
- stop phases
Dynamic regulation
Setting limits
Measure limits
GOUGING
FAST
MODE
* The setting range is dependent on the product used.
bi24menu2
- 64 Edition 111222

PEK Control panel
CONFIGURATION
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION
MACHINE CONFIGURATION
MAINTENANCE
CONFIGURATION
Configuration
QUIT
Language
Code lock
General configuration
- fast mode soft buttons
- quality data log to file
- soft keys setup
- auto save mode
- unit of length
Machine configuration
- product code
- wire feed axis
- ice wire feed axis
- travel axis
- parallel power sources
- ice wire feed
- node ID settings
Maintenance
- contact tip change interval
- total running time limit
bi24menu2
- 65 Edition 111222

PEK Control panel
TOOLS
ERROR LOG
EXPORT / IMPORT
QUALITY FUNCTIONS"
CALENDAR"
USER ACCOUNTS"
UNIT INFORMATION"
Tools
Error log
Export/import
-weld data sets
-system settings
-setting limits
-measure limits
-error log
-quality function log
-production statistics
Quality functions
Calendar
User accounts
Unit information
TOOLS
"
QUIT
bi24menu2
- 66 Edition 111222

Tråddimension
Submerged arc welding with constant ampere (SAW CA)
Wire type
Fe Solid 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
Fe Solid Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x4.0 2x5.0
Fe Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0
Fe Flux Cored Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x4.0
SS Solid 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
SS Solid Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x3.2 2x4.0
SS Strip 30 x 0.5 60 x 0.5 90 x 0.5
SS Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
SS Flux Cored Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x3.2 2x4.0
Wire diameter (mm)
MIG/MAG welding with constant ampere (GMAW CA)
Wire type
Fe Solid 0.8 1.0 1.2 1.6 2.0 2.4
Fe Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
SS Solid 0.8 1.0 1.2 1.6 2.0 2.4
SS Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
Al Solid 0.8 1.0 1.2 1.6 2.0 2.4
Al Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
Wire diameter (mm)
Gouging with constant ampere (CA)
Electrode dimension (mm)
8.0 9.5 13.0
bi24wire
- 67 -
© ESAB AB 2009

PEK Control panel
Bestillingsnummer
Ordering no. Denomination
0460 504 880 Control unit PEK
0460 949 170 Instruction manual SE
0460 949 171 Instruction manual DK
0460 949 172 Instruction manual NO
0460 949 173 Instruction manual FI
0460 949 174 Instruction manual GB
0460 949 175 Instruction manual DE
0460 949 176 Instruction manual FR
0460 949 177 Instruction manual NL
0460 949 178 Instruction manual ES
0460 949 179 Instruction manual IT
0460 949 180 Instruction manual PT
0460 949 181 Instruction manual GR
0460 949 182 Instruction manual PL
0460 949 183 Instruction manual HU
0460 949 184 Instruction manual CZ
0460 949 185 Instruction manual SK
0460 949 186 Instruction manual RU
0460 949 189 Instruction manual EE
0460 949 190 Instruction manual LV
0460 949 191 Instruction manual SI
0460 949 192 Instruction manual LT
0460 949 193 Instruction manual CN
Instruction manuals are available on the Internet at www.esab.com
- 68 -
bi24o
© ESAB AB 2009

NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
notes
- 69 -

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
www.esab.com
110915© ESAB AB
 Loading...
Loading...