


A2, A6 PEK Control Panel
使用手册
0460 949 474 CN 20210203
Valid for: From software version 5.00

目录
1
2
.............................................................
引言
1.1 控制面板
1.1.1 键和旋钮..................................................... 5
1.2 第一步
1.2.1 选择语言..................................................... 6
1.2.2 测量单位..................................................... 8
1.3 显示屏
1.3.1 显示屏中的符号............................................... 9
1.4 关于设置的一般信息
1.4.1 数值设置..................................................... 10
1.4.2 用给定的其他选择设置......................................... 10
1.5 退出 (QUIT) 和 ENTER 键
.............................................................
菜单
2.1 主菜单
2.1.1 配置菜单..................................................... 11
2.1.2 工具菜单..................................................... 12
2.1.3 焊接参数设置菜单............................................. 12
.......................................................
.........................................................
.........................................................
.............................................
........................................
.........................................................
5
5
6
9
10
10
11
11
2.1.4 测量菜单..................................................... 14
2.1.5 焊接参数内存菜单............................................. 15
2.1.6 快速模式菜单................................................. 15
3
埋弧焊
3.1 埋弧焊设置
4
熔化极气体保护焊
4.1 熔化极气体保护焊设置
5
电渣焊
5.1 电渣焊设置
6
气割
6.1 气割设置
7
功能解释
7.1 CA - 恒定电流
7.2 CW - 恒定送丝
7.3 CC - 恒定焊接电流
7.4 焊丝/焊条尺寸
7.5 电弧电压
7.6 送丝速度
7.7 冷送丝速度
7.8 冷送丝启动延迟
7.9 行进速度
7.10 焊接方向
7.11 交流电频率
...........................................................
.....................................................
.................................................
...........................................
...........................................................
.....................................................
.............................................................
.......................................................
.........................................................
..................................................
..................................................
..............................................
..................................................
.......................................................
.......................................................
.....................................................
.................................................
.......................................................
.......................................................
.....................................................
17
17
19
19
21
21
23
23
25
25
25
25
25
25
25
25
25
25
26
26
0460 949 474 © ESAB AB 2021

目录
7.12 交流电平衡
7.13 交流电偏移
7.14 预送焊剂 (SAW)
7.15 提前送气 (GMAW)
7.16 启动调整
7.17 预送气 (Gouging)
7.18 启动类型
7.19 焊丝慢启动
7.20 启动阶段
7.21 最大开路电压 (OCV)
7.22 滞后关焊剂 (SAW)
7.23 滞后送气 (GMAW)
7.24 滞后送空气(气割)
7.25 弧坑填充
7.26 回烧时间
7.27 停止阶段
7.28 动态调整
7.29 控制参数
7.30 设定限值
7.31 测量限值
7.32 作为独立马达控制的 PEK 控制装置
.....................................................
.....................................................
.................................................
................................................
.......................................................
...............................................
.......................................................
.....................................................
.......................................................
.............................................
...............................................
................................................
.............................................
.......................................................
.......................................................
.......................................................
.......................................................
.......................................................
.......................................................
.......................................................
................................
26
26
26
26
26
26
26
27
27
27
27
27
27
27
28
28
28
28
28
28
28
8
内存管理
8.1 控制面板工作方法
8.2 存储
8.3 调用
8.4 删除
8.5 复制
8.6 名称
8.7 编辑
9
配置菜单
9.1 密码锁
9.1.1 锁定代码状态................................................. 38
9.1.2 指定/编辑锁定代码............................................ 39
9.2 常规配置
9.2.1 快速模式软键................................................. 39
9.2.2 质量数据记录到文件........................................... 40
9.2.3 软键配置..................................................... 40
9.2.4 自动保存模式................................................. 42
9.3 机器配置
.........................................................
...............................................
...........................................................
...........................................................
...........................................................
...........................................................
...........................................................
...........................................................
.........................................................
.........................................................
.......................................................
.......................................................
32
32
32
33
34
35
36
36
38
38
39
42
9.3.1 产品编码..................................................... 42
9.3.2 送丝轴....................................................... 43
9.3.3 冷送丝轴 (ICE)............................................... 44
0460 949 474 © ESAB AB 2021

目录
9.3.4 行进轴....................................................... 44
9.3.5 外部轴....................................................... 44
9.3.6 双丝焊接系统 - LAF 和 TAF 电源............................... 45
9.3.7 Aristo® 1000 电源的串联 ..................................... 48
9.3.8 并联电源(只适用于 Aristo® 1000 电源) ...................... 50
9.3.9 冷送丝....................................................... 51
9.3.10 步进功能..................................................... 52
9.3.11 间歇性焊接................................................... 53
9.3.12 极性(只适用于 Aristo® 1000 电源) .......................... 54
9.3.13 节点 ID 设置(只适用于 Aristo® 1000 电源) .................. 54
9.3.14 系统信息(只适用于 Aristo® 1000 电源) ...................... 54
9.4 线缆长度(只适用于 LAF 和 TAF 电源)
9.5 维护
9.6 测量值过滤系数
...........................................................
.................................................
...........................
54
54
55
10
.............................................................
工具
10.1 错误处理
.......................................................
10.1.1 错误日志..................................................... 56
10.1.2 活动错误..................................................... 57
10.1.3 装置 ID...................................................... 57
10.1.4 故障管理代码描述............................................. 57
10.2 导出/导入
10.3 文件管理
......................................................
.......................................................
10.3.1 删除文件/文件夹.............................................. 61
10.3.2 重命名文件/文件夹............................................ 61
10.3.3 创建新文件夹................................................. 62
10.3.4 复制和粘贴文件............................................... 62
10.4 设定限值编辑器
10.5 测量极限值编辑器
10.6 生产统计信息
10.7 质量管理功能
.................................................
...............................................
...................................................
...................................................
10.7.1 存储质量参数................................................. 65
10.7.2 导入系统设置................................................. 66
10.8 日历
10.9 用户帐户
10.10 装置信息
订购编号
.............................................................
...........................................................
.......................................................
.......................................................
56
56
60
60
62
63
64
65
66
67
67
69
保留变更技术规范的权利,恕不另行通知。
0460 949 474 © ESAB AB 2021
1 引言
1 引言
为了最大限度地受益于本焊接设备,建议您阅读本使用手册。
有关操作的一般信息,请参阅控制装置、自动焊接机器、十字操作机或电源的使用手册。
显示器上可显示以下语言的文字:英语、英语(美国)、瑞典语、芬兰语、挪威语、丹麦语、
德语、法语、意大利语、荷兰语、西班牙语、葡萄牙语、匈牙利语、波兰语、捷克语、土耳其
语、中文、韩语和俄语。
可以从以下网站下载其他语言的使用手册: www.esab.com
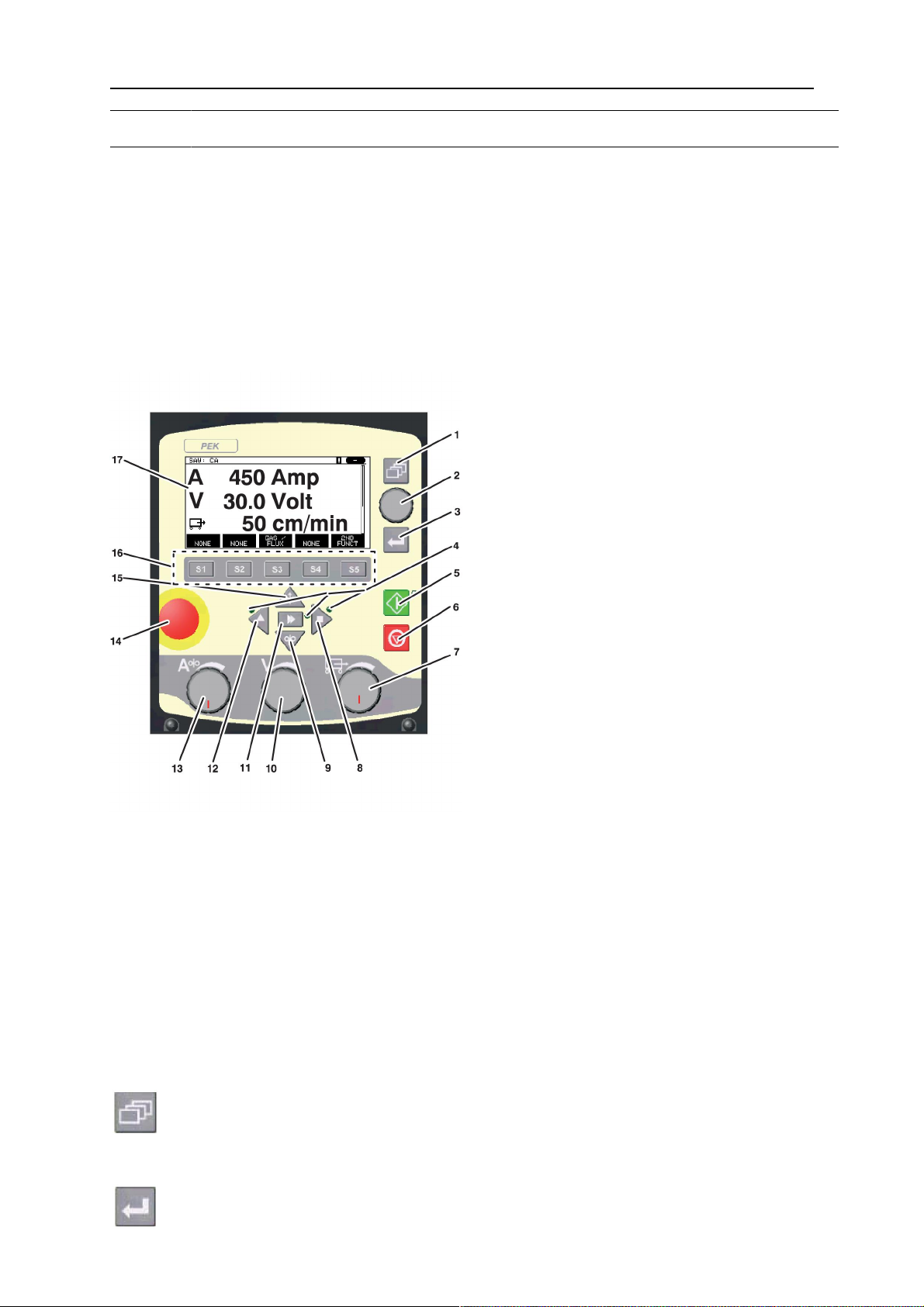
1.1 控制面板
1. 菜单 10.电弧电压 / 设置旋钮
2. 定位旋钮,用于移动光标 11.快速运动
3. Enter 12.手动行进运动
4. 绿色指示灯,当此功能启用时亮起 13.焊接电流 / 送丝速度 / 设置旋钮
5. 启动焊接 14.紧急停止按钮
6. 停止焊接 15.向上手动送丝
7. 行进速度 / 设置旋钮 16.软键
8. 手动行进运动 17.显示屏
9. 向下手动送丝
1.1.1 键和旋钮
菜单
在相关过程中,可使用“菜单”键返回主菜单。
Enter
使用 ENTER 键确认选择。
0460 949 474
- 5 -
© ESAB AB 2021

1 引言
软键
显示屏下面的五个键 (S1 - S5) 各有不同的功能。它们被称为软键,即,它们根据您所处的
菜单而具有不同的功能。可以在显示屏底部的一行文字中看到这些键当前的功能。当此功能启
用时,由文字框变白色的区域指示。
向上送丝
该键用于在没有电弧电压退回焊丝,例如在更换丝轴时。只要按下此按钮,便会送
丝。
向下送丝
菜单
该键用于没有电弧电压时送丝。只要按下此按钮,便会送丝。
行进
该键用于沿焊接设备上指示的焊接方向行进。要停止行进,请按 、 或
。
在行进期间,LED 灯亮起。
启动焊接
该键用于启动焊接。
停止焊接
该停止焊接键用于所有行进运动和所有马达。
定位旋钮
右上部的旋钮是定位旋钮,用于定位光标。
设置旋钮
三个设置旋钮用于更改面板中的设置值。
1.2 第一步
1.2.1 选择语言
此菜单将在首次启动时显示:
0460 949 474
- 6 -
© ESAB AB 2021

1 引言
SAW:CA
无 无 气体 / 焊剂 无 第二功能
设备出厂时控制面板的语言设置为英语。要选择您的语言,请按以下步骤操作:
按“菜单” 键进入主菜单。
使用定位旋钮将光标定位在“ 配置 ”行。
SAW
焊接方式
电弧模式
调节类型
焊丝类型
焊丝尺寸
配置►
工具►
设定 测量 存储器 快速模式
按 ENTER 键确认选择。
将光标定位在 语言 行。按 ENTER 键,系统显示控制面板上可用的语言列表。
配置
语言
密码锁►
常规配置►
SAW
DC
CA
Fe SOLID
3.0 mm
ENGLISH
机器配置►
电缆长度►
维护►
测量值过滤系数
将光标定位在您的语言行并按 ENTER 键。
0460 949 474
- 7 -
ONE
退出
© ESAB AB 2021
1 引言
NORSK
POLSKI
PORTUGUES
SUOMI
SVENSKA
CHINESE
1.2.2 测量单位
出厂时控制面板设为公制计量。要更改测量单位,请执行以下操作:
按“菜单” 键进入主菜单。
使用定位旋钮将光标定位在“ 配置 ”行。
SAW
焊接方式
电弧模式
调节类型
焊丝类型
焊丝尺寸
配置►
工具►
设定 测量 存储器 快速模式
按 ENTER 键确认选择。
将光标定位在 常规配置 行。
配置
语言
密码锁
常规配置►
SAW
DC
CA
Fe SOLID
3.0 mm
ENGLISH
机器配置►
电缆长度►
维护►
测量值过滤系数
退出
按 ENTER 键确认选择。
将光标定位在 长度单位 行。按 ENTER 键,将会显示控制面板可用的度量单位列表。
0460 949 474
- 8 -
© ESAB AB 2021
一

1 引言
常规配置
快速模式软按钮
质量参数记录到文件
软键功能设定►
自动保存模式
长度单位
将光标定位在正确的度量单位行,然后按 ENTER 键。
公制
英制
1.3 显示屏
SAW
焊接方式
电弧模式
1
ON
OFF
公制
退出
SAW
DC
调节类型
焊丝类型
焊丝尺寸
Fe SOLID
CA
3.0 mm
配置►
工具►
设定 测量 存储器 快速模式
光标
控制面板的光标在文字的周围显示成黑色区,所选文字则变成白色。在本使用手册中,光标所
在的行以粗体字显示。
文字框
显示屏下方有五个含有文字的文字框,文字描述了显示屏下方的五个软键当前的功能。
1.3.1 显示屏中的符号
A 选择的焊接参数集
B 焊接方向
C 发生故障,请参阅“错误处
理”章节。
0460 949 474
- 9 -
D 调用的内存位置编号
E 滚动条。可在此菜单中找到更
多信息
© ESAB AB 2021

1 引言
箭头
如果一行的后面还有更多信息,则文字的后面会显示一个黑色箭头 。
SAW
焊接方式
电弧模式
调节类型
焊丝类型
焊丝尺寸
配置►
工具►
设定 测量 存储器 快速模式
SAW
AC
CC
Fe SOLID
0.8 mm
1.4 关于设置的一般信息
有以下三种设置:
· 数值设置
· 给定其他选择的设置
· 开/关模式设置
1.4.1 数值设置
设置数值时,可以使用设置旋钮增加或减少设置值。在“测量”菜单中,可以使用用于设置焊
接电流/送丝速度、电弧电压或行进速度的旋钮。
1.4.2 用给定的其他选择设置
某些设置需要从列表中选择适当的选项以完成设定。下面举一个列表示例:
SAW
GMAW
气割
将光标定位在 SAW 行。在此位置按 ENTER 键,选择 SAW 选项。如果想选择其他选项,请使
用定位旋钮上下滚动光标以移至正确的行。然后按 ENTER 键。如果您想退出而不做选择,请
按“退出”(QUIT)。
1.5 退出 (QUIT) 和 ENTER 键
最右边的软键主要用于“退出”,但有时会用于其他功能。
· 退出 可返回到前一个菜单或画面。
· 按 ENTER 键可使系统执行在菜单或列表中选择的选项。
键在本手册中称为 ENTER 键。
0460 949 474
- 10 -
© ESAB AB 2021

2 菜单
2 菜单
控制面板使用以下几个不同的菜单:
· 主菜单
· 配置菜单
· 工具菜单
· 焊接参数设置菜单 设定
· 测量菜单 测量
· 焊接参数内存菜单 存储器
· 快速模式菜单 快速模式
在启动期间,系统会短暂显示启动屏幕,其中包含有关当前程序版本的信息。
启动屏幕
2.1 主菜单
在“ 主菜单”中,可以更改焊接工艺、焊接方法、焊丝类型、控制方法、焊丝尺寸等。
可从此菜单进入其他子菜单。
SAW
焊接方式
电弧模式
调节类型
焊丝类型
焊丝尺寸
配置►
工具►
设定 测量 存储器 快速模式
2.1.1 配置菜单
Fe SOLID
SAW
DC
CA
3.0 mm
主菜单 » 配置
在配置菜单中,可以更改语言和密码、进行一般配置以及机器调试等。该菜单有不同的外观,
具体取决于在机器配置菜单下选择的电源类型。
0460 949 474
- 11 -
© ESAB AB 2021
2 菜单
配置
语言
密码锁►
常规配置►
机器配置►
电缆长度►
维护►
网络设置
测量值过滤系数
2.1.2 工具菜单
主菜单 » 工具
在工具菜单中,可以传送文件,查看质量和生产统计信息、事件日志等等。
工具
错误处理►
导出 / 导入►
英文版
ONE
退出
文件管理器►
设定限值编辑器►
测量限值编辑器►
生产统计►
质量管理功能►
日历►
用户帐户►
设备信息►
退出
2.1.3 焊接参数设置菜单
主菜单 » 设置
在焊接参数设置菜单设置中,可以更改不同的焊接参数。视所选择的焊接工艺的不同,该菜单
呈现不同的样式。
0460 949 474
- 12 -
© ESAB AB 2021

2 菜单
SAW 焊接参数设置
电压
电棳
峴憱懍搙
曽岦
启弧参数►
熄弧参数►
调节参数►
设定限值►
测量限值►
极性
Aristo® 1000 菜单的其他示例:
SAW 焊接参数设置
电压
电棳
20.5 V
395 A
0 cm/min
■
AUTO
DC+
退出
24.0 V
3200 A
峴憱懍搙
曽岦
交流电频率
交流电平衡
交流电偏移
启弧参数►
熄弧参数►
调节参数►
LAF/TAF 电源菜单的示例
30 cm/min
■
50 HZ
50%
0 V
退出
0460 949 474
- 13 -
© ESAB AB 2021

2 菜单
SAW 焊接参数设置
电压
电棳
峴憱懍搙
曽岦
启弧参数►
熄弧参数►
调节参数►
设定限值►
测量限值►
极性
测検 退出
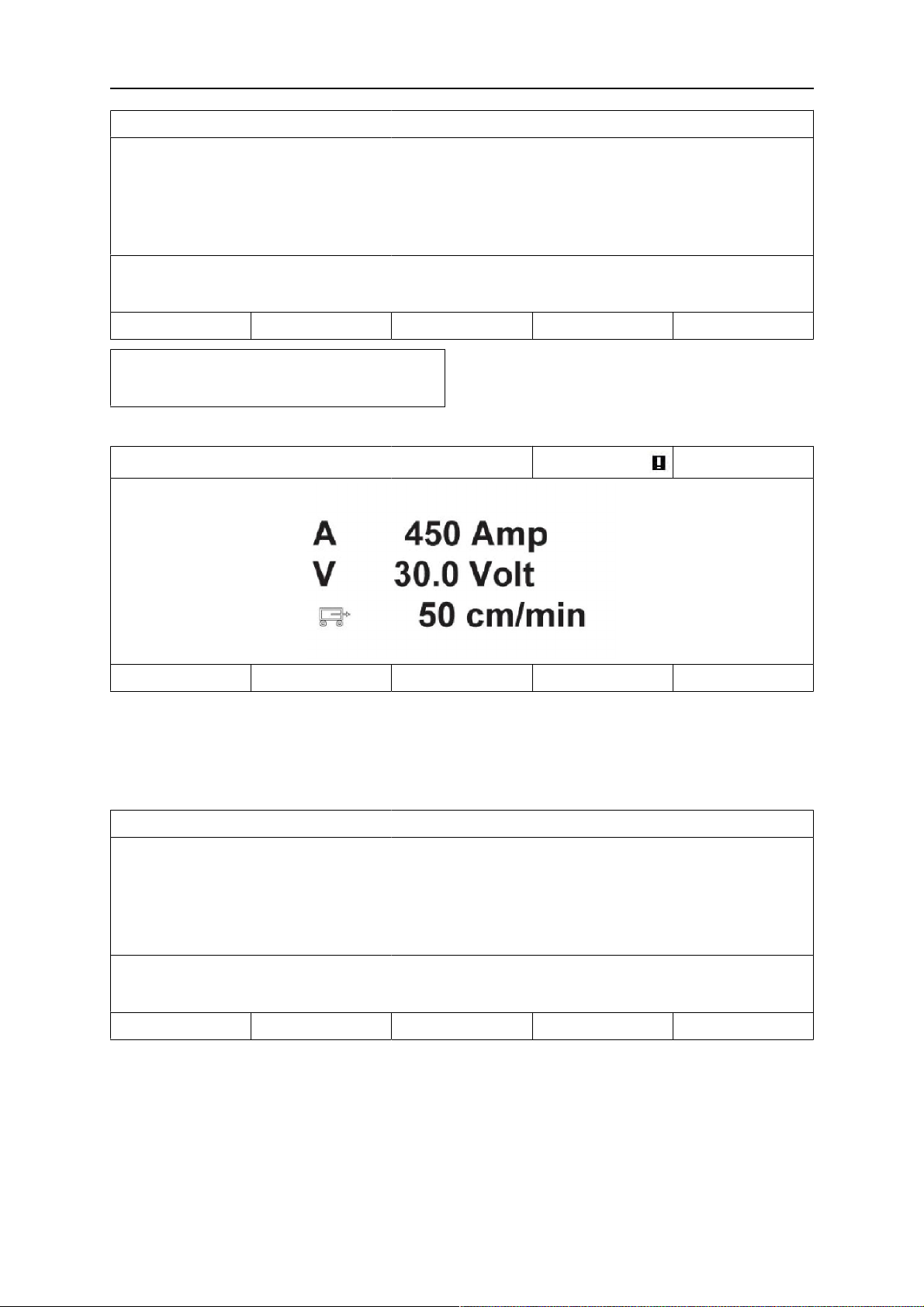
2.1.4 测量菜单
主菜单 » 测量
在测量菜单中,可在焊接期间查看各种焊接参数的测量值。
SAW:CA
30.0 A
500 A
30 cm/min
■
DC +
外部轴 方向方形 无 设定值 第二功能
· 450 A - 测量的焊接电流
· 30.0 V - 测量的电弧电压
· 50 cm/min - 测量的行进速度
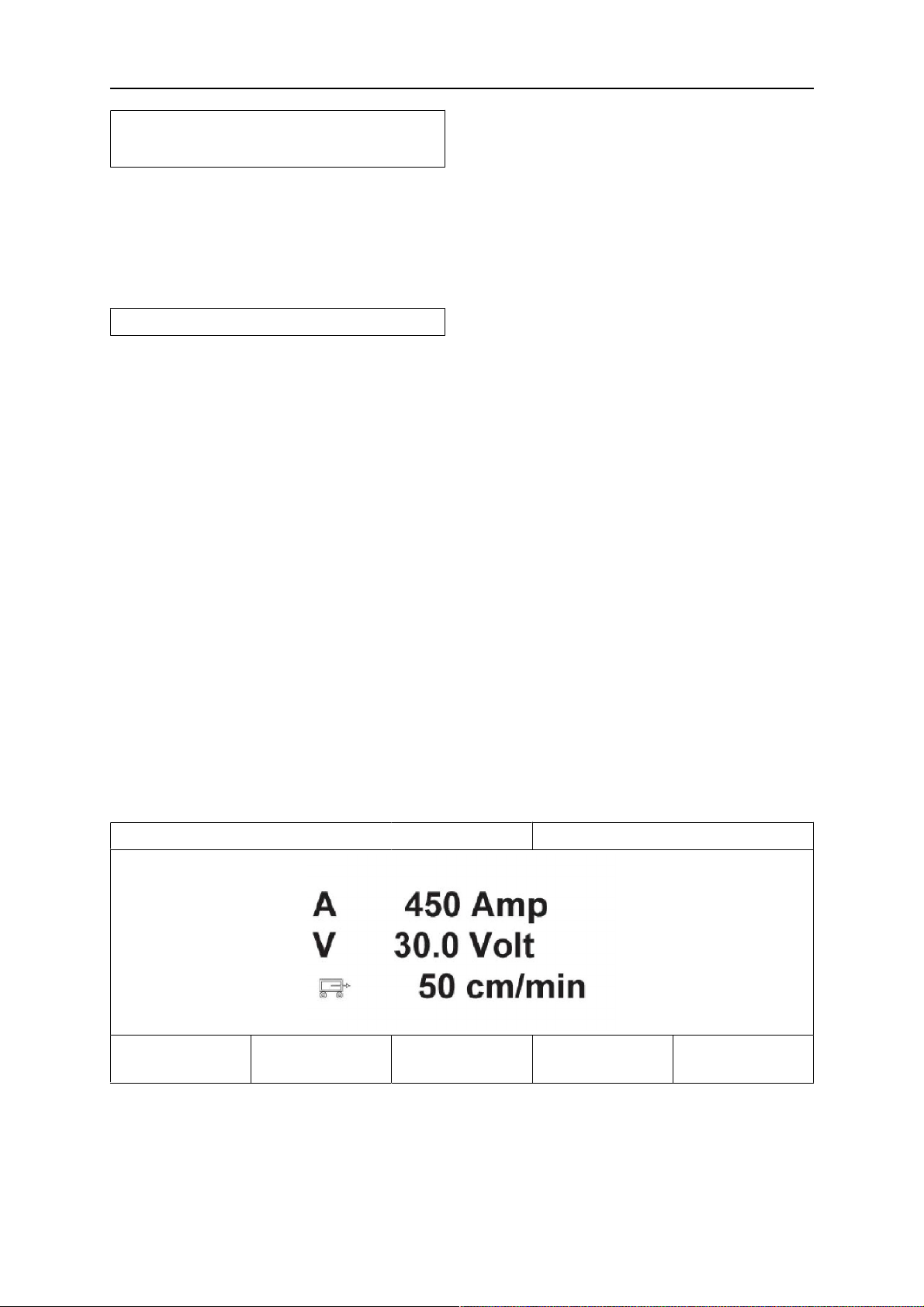
SAW:CA
无 无 冷送丝 无 第二功能
· cm/min - 测量的送丝速度
· kJ/cm - 指示每单位长度的能量,使用为焊接电流、电弧电压和行进速度选择的值计算
得出
0460 949 474
- 14 -
© ESAB AB 2021

2 菜单
· cm/min - 测量的冷送丝速度
· kg/h - 指示每小时使用的材料
测量的值会保留在显示屏上,即使在焊接完成之后。
可以前往不同的菜单,而不会丢失测量值。
设置旋钮可用于更改测量显示屏上的焊接参数。
如果在未进行焊接时更改设置值,测量值将更改为零。
要启用冷送丝,需要启用冷送丝软键,请参阅“软键配置”章节。按下软键后,可以使用左侧
的设置旋钮 A 更改冷送丝速度。如果没有按下软键,设置旋钮将可更改 A 电流。
如果启用设置值软键,用户还可以在测量显示屏上看到设定的值。如果冷送丝和设置值均被启
用,则可以更改冷送丝设定速度。有关启用,请参阅“软键配置”章节。
SAW: CW
无 方向:方形 无 设定值 第二功能
· 300 cm/min - 设置的送丝速度
· 20.0 Volt - 设置的电弧电压
· 30 cm/min - 设置的行进速度
2.1.5 焊接参数内存菜单
主菜单 » 内存
在焊接参数内存菜单中,可以存储、调用、删除和复制各种设定的焊接参数。焊接参数设置可
以存储在 255 个不同的存储位置上。
焊接参数存储
1 (SAW)
7 (GMAW)
存储 第二功能 退出
有关更多信息,请参阅“内存管理”章节。
2.1.6 快速模式菜单
主菜单 » 快速模式
在快速模式菜单中,可以将软键和焊接参数内存位置链接起来。在配置菜单中进行这些设置。
所选择内存位置的编号显示在屏幕右上角。
0460 949 474
- 15 -
© ESAB AB 2021

2 菜单
16
焊接参数 1 焊接参数 2 焊接参数 3 焊接参数 4(含
)
有关更多信息,请参阅“快速模式软键”章节。
第二功能
0460 949 474
- 16 -
© ESAB AB 2021

3 埋弧焊
3 埋弧焊
主菜单 » 焊接方式
在埋弧焊 (SAW) 期间,电弧熔化持续送进的焊丝。焊接熔池由焊剂保护。
Aristo® 1000:当选择“ SAW ”工艺时,使用定位旋钮选择“ 方法 ”并按下 ENTER键。选
择 交流 或 直流时,以下说明适用。
SAW
焊接方式
电弧模式
调节类型
焊丝类型
焊丝尺寸
SAW
AC
CC
Fe SOLID
0.8 mm
配置►
工具►
设定 测量 存储器 快速模式
Aristo® 1000:当选择“ SAW ”工艺后,可以在三种控制方法之间进行选择,方法是使用定
位旋钮标记“ 调节类型 ”并按 ENTER 键。在恒定焊接电流 CA 或恒定送丝 CW 或恒定电流
CC 之间进行选择。
LAF/TAF:当选择“ SAW ”工艺后,可以在三种控制方法之间进行选择,方法是使用定位旋钮
标记“ 调节类型 ”并按 ENTER 键。在恒定焊接电流 CA 或恒定送丝 CW 之间进行选择。
请参阅“CA,恒定电流”、“CW,恒定送丝”和“CC,恒定电流”中的说明。
如果选择冷送丝,请参阅 "冷送丝"”、“ 页 51,只能选择调整类型 CW
3.1 埋弧焊设置
设置 设置范围 步进 重置之后的值
电弧电压
1)
对于 Aristo® 1000 14 - 50 V 0.1 V (1V) 30 V
对于 LAF/TAF 8 - 60 V 0.1 V (1V) 30 V
焊接电流1)(CA)
送丝速度1)(CW)
恒定电流
冷送丝速度
1) 3)
1)
(CC)
冷送丝启动延迟
1)
0 - 3200 A 1 A 400 A
0 - 2500 cm/min 1 cm/min 100 cm/min
0 - 3200 A 1 A 500 A
0 - 200% 1% 100%
0 - 99,0 s 0,1 s 2,5 s
行进速度* 0 - 200 cm/min 1 cm/min 30 cm/min
焊接方向 ▲-■ - ■
交流电频率
交流电平衡
交流电偏移
启动参数
2)
3)
3)
3)
10 - 100 Hz 1 50 Hz
25 - 75% 1 50%
-300-+ A/-10 +10V 1 A / 0.1 V 0
预送焊剂 0 - 99,0 s 0.1 s 0 s
0460 949 474
- 17 -
© ESAB AB 2021

3 埋弧焊
设置 设置范围 步进 重置之后的值
启动调整 最小值 = 50% 1% 100%
启动类型 直接或刮擦 - 直接
焊丝慢启动 自动或设置速度 - 自动
焊丝慢启动速度 0 - 1000 cm/min 1 cm/min 20 cm/min
启动阶段 关或开 - 关
开路电压 关或开 - 关
最大开路电压 5 - 60 V 0.1 V 50 V
停止参数
2)
滞后关焊剂 0 - 99,0 s 0.1 s 0 s
弧坑填充 关或开 - 关
弧坑填充时间 0 - 10 s 0.01 s 0.0 s
回烧时间 0 - 10 s 0.01 s 0.65 s
停止阶段 关或开 - 关
控制参数
动态调整 自动或设置值 - 自动
电感 自动或设置值 - 自动
设定限值 - - 测量限值 - - -
1)
设置范围视所用产品而定。
2)
菜单将显示属于所选调整类型的设置。
3)
仅适用于 Aristo®1000 电源
0460 949 474
- 18 -
© ESAB AB 2021

4 熔化极气体保护焊
4 熔化极气体保护焊
此工艺可用于某些机器类型。
主菜单 » 焊接方式
在熔化极气体保护焊 (GMAW) 期间,电弧熔化持续送进的焊丝。焊接熔池由保护气体保护。
当选择熔化极气体保护焊 GMAW 工艺后,可以在两种控制方法之间进行选择,方法是使用定位
旋钮标记 调节类型 ”并按 ENTER 键。在恒定电流 CA 或恒定送丝 CW之间进行选择,请参
阅“CA,恒定电流”和“CW,恒定送丝”中的说明。
GMAW
焊接方式
调节类型
焊丝类型
Fe SOLID
焊丝尺寸
配置►
工具►
退出
CA
CW
4.1 熔化极气体保护焊设置
设置 设置范围 步进 重置之后的值
电弧电压* 14 - 50 V 0.1 V (1V) 30 V
焊接电流*(CA) 0 - 3200 A 1 A 500 A
送丝速度*(CW) 0 - 2500 cm/min 1 cm/min 100 cm/min
行进速度* 0 - 200 cm/min 1 cm/min 30 cm/min
GMAW
CA
0.8 mm
焊接方向 ▲-■ - ■
启动参数
2)
提前送气 0 - 99,0 s 0.1 s 0.2 s
启动调整 最小值 = 50% 1% 100%
启动类型 直接或刮擦 - 直接
焊丝慢启动 自动或设置速度 - 自动
焊丝慢启动速度 0 - 1000 cm/min 1 cm/min 20 cm/min
启动阶段 关或开 - 关
开路电压 关或开 - 关
最大开路电压 5 - 60 V 0.1 V 50 V
熄弧参数
滞后关气 0 - 99,0 s 0.1 s 0.2 s
弧坑填充 关或开 - 关
弧坑填充时间 0 - 10 s 0.01 s 0.0 s
回烧时间 0 - 10 s 0.01 s 0.20 s
0460 949 474
- 19 -
© ESAB AB 2021

4 熔化极气体保护焊
设置 设置范围 步进 重置之后的值
停止阶段 关或开 - 关
动态调整 自动或设置值 - 自动
设定限值 - - 测量限值 - - -
*) 设置范围视所用产品而定。
0460 949 474
- 20 -
© ESAB AB 2021

5 电渣焊
5 电渣焊
此工艺可用于 LAF 电源。
主菜单 » 焊接方式
电渣焊 (ESW) 是一种单道焊接工艺。
ESW
焊接方式
电弧模式
调节类型
焊丝类型
焊丝尺寸
SS Strip
30×0,5 mm
配置►
工具►
设定 测量 存储器 快速模式
5.1 电渣焊设置
设置 设置范围 步进 重置之后的值
电弧电压
1)
焊接电流1)(CA)
送丝速度1)(CW)
行进速度* 0 - 200 cm/min 1 cm/min 30 cm/min
焊接方向 ▲-■ - ■
启动参数
2)
8 - 60 V 0.1 V (1V) 24 V
0 - 3200 A 1 A 400 A
0 - 2500 cm/min 1 cm/min 300 cm/min
ESW
AC
CA
预送焊剂 0 - 99,0 s 0.1 s 0 s
启动调整 最小值 = 100% 1% 100%
启动类型 直接或刮擦 - 直接
焊丝慢启动 自动或设置速度 - 自动
焊丝慢启动速度 0 - 1000 cm/min 1 cm/min 2 cm/min
启动阶段 关或开 - 关
开路电压 关或开 - 关
最大开路电压 5 - 60 V 0.1 V 50 V
停止参数
2)
滞后关焊剂 0 - 99,0 s 0.1 s 0 s
弧坑填充 关或开 - 关
弧坑填充时间 0 - 10 s 0.01 s 0.0 s
回烧时间 0 - 10 s 0.01 s 1.50 s
停止阶段 关或开 - 关
控制参数
动态调整 自动或设置值 - 自动
0460 949 474
- 21 -
© ESAB AB 2021

5 电渣焊
设置 设置范围 步进 重置之后的值
电感 自动或设置值 - 自动
设定限值 - - 测量限值 - - -
1)
设置范围视所用产品而定。
2)
菜单将显示属于所选调整类型的设置。
0460 949 474
- 22 -
© ESAB AB 2021

6 气割
6 气割
可用性取决于连接的设备。
主菜单 » 焊接方式
电弧气割使用由铜外壳包覆的碳棒组成的特殊焊条。
在碳棒和工件之间形成电弧,将材料熔化。供气,以将熔化的材料吹开。
当选择“ 碳弧气刨 工艺后,可以在两种控制方法之间进行选择,方法是使用定位旋钮标记
调节类型 ”并按 ENTER 键。在恒定电流 CA 或恒定送丝 CW之间进行选择,请参阅 "CA -
恒定电流"”、“ 页 25 和 "CW - 恒定送丝"”、“ 页 25中的说明。
碳弧气刨
焊接方式
电弧模式
调节类型
焊丝尺寸
碳弧气刨模式
配置►
工具►
退出
CA
CW
使用定位旋钮选择“ 碳弧气刨模式 ”。输入每个字符后按 ENTER键选择工艺。对于
Aristo® 1000,请选择 自动 或 N7500。对于 LAF 和 TAF,请选择 自动 或 手动。
碳弧气刨
焊接方式
电弧模式
碳弧气刨
DC
CW
8.0 mm
N7500
碳弧气刨
DC
调节类型
焊丝尺寸
碳弧气刨模式
配置►
工具►
退出
自动
N7500
8.0 mm
N7500
6.1 气割设置
设置 设置范围 步进 重置之后的值
电弧电压* 14 - 50 V 0.1 V (1V) 30 V
焊接电流*(CA) 0 - 3200 A 1 A 500 A
0460 949 474
- 23 -
© ESAB AB 2021
CW

6 气割
设置 设置范围 步进 重置之后的值
送丝速度*(CW) 0 - 2500 cm/min 1 cm/min 100 cm/min
行进速度* 0 - 200 cm/min 1 cm/min 30 cm/min
焊接方向 ▲-■ - ■
启动参数
提前送气 0 - 99,0 s 0.1 s 0 s
启动调整 最小值 = 50% 1% 100%
启动类型 直接或刮擦 - 直接
焊丝慢启动 自动或设置速度 - 自动
焊丝慢启动速度 0 - 1000 cm/min 1 cm/min 20 cm/min
启动阶段 关或开 - 关
开路电压 关或开 - 关
最大开路电压 5 - 60 V 0.1 V 50 V
熄弧参数
滞后关气 0 - 99,0 s 0.1 s 0 s
弧坑填充 关或开 - 关
弧坑填充时间 0 - 10 s 0.01 s 0.0 s
回烧时间 0 - 10 s 0.01 s 1.50 s
停止阶段 关或开 - 关
动态调整 自动或设置值 - 自动
设定限值 - - 测量限值 - - -
*) 设置范围视所用产品而定。
0460 949 474
- 24 -
© ESAB AB 2021

7 功能解释
7 功能解释
7.1 CA - 恒定电流
送丝由电源控制,以实现恒定的电流。
· 可在主菜单中选择恒定电流值。
7.2 CW - 恒定送丝
焊接电流由选择的送丝速度决定。
· 可在主菜单中选择恒定送丝值。
7.3 CC - 恒定焊接电流
(仅适用于 Aristo® 1000 电源)
电压为可变电压,以实现恒定的焊接电流。
· 可在主菜单中选择恒定电流值。
送丝速度越高,焊接电流就越高。
7.4 焊丝/焊条尺寸
选择的尺寸对焊接启动过程和弧坑填充有很大影响。如果使用表格所列尺寸之外的其它焊丝进
行焊接,请选择与所列尺寸相近的焊丝。
· 可在主菜单中选择焊丝/焊条尺寸。可用焊丝材料和尺寸受电源和焊头组合的影响。
7.5 电弧电压
电弧电压越高,电弧越长,产生的焊接熔池也越热、越宽。
· 电弧电压在测量显示屏、焊接参数设置菜单或快速模式菜单中进行设置。
7.6 送丝速度
设置填丝必需的送丝速度(厘米/分钟)。送丝速度越高,焊接电流就越高。
· 送丝速度在测量显示屏、焊接参数设置菜单或快速模式菜单中进行设置。
7.7 冷送丝速度
冷送丝速度用于设置冷焊丝的送丝速度(cm/min 或 in/min)。
· 冷送丝速度在测量显示屏、焊接参数设置菜单或快速模式菜单中进行设置。
7.8 冷送丝启动延迟
冷送丝启动延迟用于显示焊接开始后多长时间冷送丝可以启动。
· 冷送丝启动延迟可以在焊接参数设置菜单中设置。
7.9 行进速度
行进速度指示十字操作机或小车必需的行进速度(厘米/分钟)。
· 行进速度在测量显示屏、焊接参数设置菜单或快速模式菜单中进行设置。
0460 949 474
- 25 -
© ESAB AB 2021

7 功能解释
7.10 焊接方向
符号指示的行进方向。
· 焊接方向在焊接参数设置菜单中进行选择。
7.11 交流电频率
(仅适用于 Aristo® 1000 电源)
交流电频率指电流每秒钟经过零电位的振动次数。
· 交流电频率在焊接参数设置菜单中进行选择。
7.12 交流电平衡
(仅适用于 Aristo® 1000 电源)
交流电平衡是正脉冲 (+) 和负脉冲 (-) 之间的关系。设定值显示正极周期百分比大小。
· 交流电平衡在焊接参数设置菜单中进行选择。
7.13 交流电偏移
(仅适用于 Aristo® 1000 电源)
交流电偏移是指交流电水平参照零电位出现的正偏移或负偏移。
· 交流电偏移在焊接参数设置菜单中进行选择。
7.14 预送焊剂 (SAW)
它控制在击出电弧之前送焊剂的时间。
· 预送焊剂在焊接参数设置菜单的启动参数下方进行设置。
7.15 提前送气 (GMAW)
控制在击出电弧之前保护气体的送气时间。
· 提前送气在“焊接参数设置”菜单的启动参数下方进行设置。
7.16 启动调整
这用于调整启动电流值。如果设备启动时的电流值低于设备的出厂值,则可以在此处进行调
整。
· 启动调整在焊接参数设置菜单的启动参数下方进行设置。
7.17 预送气 (Gouging)
它控制在击出电弧之前保护气体的送气时间。
· 预送气在焊接参数设置菜单的启动参数下方进行设置。
7.18 启动类型
有两种启动类型选项:
· 直接启动,是指当击出电弧时行进速度启动。
· 刮擦启动,是指在送丝的同时行进速度启动。
· 启动类型在焊接参数设置菜单的启动参数下方进行选择。
0460 949 474
- 26 -
© ESAB AB 2021

7 功能解释
7.19 焊丝慢启动
“焊丝慢启动”用于设置在启动时焊条马达上所需的慢启动速度。
例如,如果在菜单中设置 50,则慢启动速度为 50 厘米/分钟。
如果采用预设值“自动”,系统会根据设置值计算慢启动速度。
· 慢启动速度在焊接参数设置菜单的启动参数下方进行设置。
7.20 启动阶段
如果焊接采用特殊焊丝或材料,您可能需要创建自己的启动顺序。启动顺序可能会对焊接熔池
的外观产生影响。
以下参数可对启动阶段 1 设置成开 (ON)
· 时间 (s)
阶段 1 焊接时间。
· 电弧电压 %
设置电压百分比
· 送丝 %
设置送丝百分比
· 焊接电流 %
设置焊接电流百分比
· 行进速度 %
设置行进速度百分比
· 启动阶段在焊接参数设置菜单的启动参数下方进行设置。
以下参数可对启动阶段 2 设置成开 (ON)
· 时间 (s)
阶段 2 焊接时间。
· 电弧电压 %
设置电压百分比
· 送丝 %
设置送丝百分比
· 焊接电流 %
设置焊接电流百分比
· 行进速度 %
设置行进速度百分比
7.21 最大开路电压 (OCV)
“开”(ON) 意味着可以设置开路电压。
“关” (OFF) 意味着已将开路电压设置成焊接电压的设置值。
· 开路电压在焊接参数设置菜单的启动参数下方进行设置。
7.22 滞后关焊剂 (SAW)
它控制电弧熄灭后的送焊剂时间。
· 滞后关焊剂在焊接参数设置菜单的启动参数下方进行设置。
7.23 滞后送气 (GMAW)
控制电弧熄灭后保护气体的送气时间。
· 滞后送气在焊接参数设置菜单的停止参数下方进行设置。
7.24 滞后送空气(气割)
控制电弧熄灭后的送气时间。
· 滞后送空气在焊接参数设置菜单的启动参数下方进行设置。
7.25 弧坑填充
弧坑填充是在焊接完成后对焊接熔池的热度和大小进行有控制的减少。这样更容易避免在焊缝
处形成微孔、热裂纹和弧坑。
· 弧坑填充在焊接参数设置菜单的停止参数下方进行设置。
0460 949 474
- 27 -
© ESAB AB 2021

7 功能解释
7.26 回烧时间
回烧时间是在停止送丝到电源关闭弧电压之间的延迟。回烧时间太短,则在焊接完成时,会出
现长长的焊丝突起,导致出现焊丝被焊接熔池固化的风险。回烧时间太长则会导致出现较短的
突起,增加了电弧回击导电嘴的危险。
· 回烧时间在焊接参数设置菜单的停止参数下方进行设置。
7.27 停止阶段
停止阶段主要用于设置焊坑填充。
以下参数可对停止阶段 1 设置成开 (ON)
· 时间 (s)
阶段 1 焊接时间。
· 电弧电压 %
设置电压百分比
· 送丝 %
设置送丝百分比
· 焊接电流 %
设置焊接电流百分比
· 行进速度 %
设置行进速度百分比
· 停止阶段在焊接参数设置菜单的停止参数下方进行设置。
以下参数可对停止阶段 2 设置成开 (ON)
· 时间 (s)
阶段 2 焊接时间。
· 电弧电压 %
设置电压百分比
· 送丝 %
设置送丝百分比
· 焊接电流 %
设置焊接电流百分比
· 行进速度 %
设置行进速度百分比
7.28 动态调整
动态调整功能的开发用于多丝焊接和修改电源的特性。电源的特性是由设置的焊丝参数计算得
出。
· 动态调整在焊接参数设置菜单中进行选择。
7.29 控制参数
在某些应用程序中,显示功能控制参数,而不显示动态控制。在控制参数下可进行两种设置:
· 动态 - 影响动态特征
· 电感 - 电感值越高,焊接熔池便会越宽,焊接飞溅也越少。电感值低则会产生稳定、集
中的电弧和刺耳的声音。
· 控制参数在焊接参数设置菜单中进行选择。
7.30 设定限值
有关设定限值的信息,请参阅“设定限值编辑器”章节。
7.31 测量限值
有关测量参数的信息,请参阅“测量限值编辑器”章节。
7.32 作为独立马达控制的 PEK 控制装置
当您想要获得行进控制并可能向外部电源提供启动信号时,可以使用 PEK 作为无电源的马达
控制。遥控器还通过 ATAS I/O 激活,因此您可以通过启动继电器输出和速度模拟参考信号来
控制滚轮架。
激活马达控制
要激活马达控制功能,请将产品代码设置为马达控制。电源监控功能现已禁用。
0460 949 474
- 28 -
© ESAB AB 2021

7 功能解释
机器配置
产昳戙码
送丝轴►
行进轴►
串联►
并联电源►
冷送丝►
节点 ID 设置►
系统信息►
马达控制
关
退出
A6TF F1
MTW600
两轴自由设定
三轴自由设定
N7500I
马达控制
行进轴和送丝轴
通过执行与产品代码外部轴相同的步骤来设置行进轴和送丝装置。
设置菜单
您可以在此处设置行进速度和方向,启动参数和限值可用于设置行进速度。
SAW 焊接参数设置
峴憱懍搙
30 cm/min
曽岦
启弧参数►
设定限值►
测量限值►
测検 退出
启动参数菜单
如果所选启动类型为刮擦,则预送焊剂/预送气将激活。将产生启动信号(继电器输出 2),
当预送时间过后,行进将启动。当选择直接启动类型时,预送将不起作用。
SAW 启动参数
预憲焊剂
0.0 s
■
启动类型
直接
测検 退出
在按下启动按钮的同时,刮擦启动将启动一次行进并生成启动信号。预送不起作用。
启动继电器输出 2 时,将产生直接启动,但直到电流的数字输入激活之后,行进才会启动。
因此,如果 I/O ATAS 上没有用于电流的输入,则使用刮擦启动。
0460 949 474
- 29 -
© ESAB AB 2021

7 功能解释
SAW 启动参数
预憲焊剂
启动类型
0.0 s
划嶤
测検 退出
测量菜单
在测量菜单中,您可以看到行进速度和点动送丝速度的测量值。按下 PEK 控制装置上的启动
按钮时,送丝马达不启动,但您可以将该马达用于其他工作。在设置菜单中,您还可以设置行
进速度。
SAW:CW 铁实心 ■
无 方向方形 无 设定值 第二功能
遥控器和外部轴
通过 ATAS I/O 和外部轴控制滚轮架的遥控器也可以与马达控制一起使用。
SAW_DC:DC+:外部 ▲
远程 I/O 方向方形 外部轴 设定值 第二功能
机器配置
通过产品代码马达控制,您可以将传动装置设置为送丝、行进和外部轴三轴自由设置。
机器配置
产昳戙码
马达控制
送丝轴►
行进轴►
外部轴►
ATAS I/O
数字输入:
1. 启动焊接,X22.1。
2. 停止,X22.2。
0460 949 474
- 30 -
退出
© ESAB AB 2021

7 功能解释
3. 点动行进方形方向,X22.3。
4. 点动进行三角形方向,X22.4。
5. 向上送丝方向,按下焊接启动时,送丝马达不启动,X23.1。
6. 向下送丝方向,按下焊接启动时,送丝马达不启动,X23.2。
7. 高速点动,X23.3。
8. 限位开关方形,X23.4。
9. 限位开关三角形,X24.1。
10. 当使用直接启动时,电流将启动行进,当下降时,将停止焊接,X24.2。
11. 外部轴,滚轮架控制,X24.3。
12. 未使用,X24.4。
13. 未使用,X25.1。
14. 未使用,X25.2。
15. 外部设备出错,X25.3。
16. 未使用,X25.4。
数字继电器输出:
1. 滚轮架激活,X26.2。
2. 十字操作机激活,X26.4。
3. 未使用,X26.6。
4. 未使用,X26.8。
5. 外部轴激活时启动方形方向,X27.2。
6. 外部轴激活时启动三角形方向,X27.4。
7. 滚轮架激活,X27.6。
8. 阻止启动的错误激活,X27.8。
模拟输出
1. 外部轴方法中的速度参考信号,0-10V。X18。
马达卡
当电源位于连接器 X1.15-16 上时,向外部设备发出启动信号。
0460 949 474
- 31 -
© ESAB AB 2021
8 内存管理
8 内存管理
8.1 控制面板工作方法
控制面板由两个单元组成:工作内存和焊接参数内存。
存储
工作内存
在工作内存中,可以创建完整的焊接参数设置集并存储在焊接参数内存中。
在焊接期间,始终是工作内存中的内容来控制焊接过程。因此,还可能将焊接参数集从焊接参
数内存调用到工作内存。
请注意,工作内存始终包含最新设置的焊接参数设置。可以从焊接参数内存中调用这些参数,
或单独修改设置。换言之,工作内存不能为空或“置零”。
主菜单 » 内存 » 焊接参数内存
焊接参数存储
存储 第二功能 退出
在控制面板中,最多可以存储 255 个 焊接参数集。系统对每个集指定一个从 1 到 255 之间
的编号。
调用
焊接参数内存
您还可以删除、复制、更改参数集,并对其命名,以及将焊接参数集调用到工作内存中。
8.2 存储
如果焊接参数内存为空,显示屏上会出现以下画面。
储存一组焊参数。它将存储在内存位置 5。按存储。
此时将显示位置 1。旋转其中一个设置旋钮,直至到达位置 5。按存储。
焊接参数存储
存储 第二功能 退出
显示屏上会出现以下画面。
现在,焊接参数集的存储编号为 5。
0460 949 474
- 32 -
© ESAB AB 2021
8 内存管理
焊接参数存储
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
存储 调用 删除 第二功能 退出
焊接参数集 5 的部分内容显示在显示屏底部。
如果在所选择位置已经存储了参数集,系统将会询问您是否要覆盖该参数集,按是或否。
焊接参数存储
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
是否覆盖内存中的数据集 5?
使用否返回内存菜单。
8.3 调用
我们现在要调用一个存储的参数集:
使用定位旋钮标记这一行。按调用。
焊接参数存储
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
NO YES
30.0 V: 450 A: 50 cm/min
存储 调用 删除 第二功能 退出
按是确认您要调用参数集 5。
0460 949 474
- 33 -
© ESAB AB 2021
8 内存管理
焊接参数存储
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
NO YES
是否从内存中调用数据集 5?
测量显示屏右上角的图标显示了所调用的内存位置编号。
SAW:铁实心 5
无 无 无 无 第二功能
8.4 删除
可以在内存菜单中删除一个或多个参数集。
删除参数集。选择参数集。按删除。
焊接参数存储
5 - (SAW)
SAW:CA:铁实心:3.0 mm
30.0 V:450 A:50 cm/min
存储 调用 删除 第二功能 退出
按是确认您要删除。
0460 949 474
- 34 -
© ESAB AB 2021

8 内存管理
焊接参数存储
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
NO YES
删彍焊愙嶲悢编崋5?
8.5 复制
要复制焊接参数集的内容到新内存位置,请按照以下步骤操作:
按第二功能。
焊接参数存储
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
存储 调用 删除 第二功能 退出
选择您要复制的内存位置,然后按复制。
焊接参数存储
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
复制 重命名 编辑 第二功能 退出
我们现在要把内存位置 5 的内容复制到位置 50 中。
使用其中一个设置旋钮选择内存位置 1,然后滚动至所选的内存位置;在此情况下为位置
50。按是。
0460 949 474
- 35 -
© ESAB AB 2021

8 内存管理
焊接参数存储
1 -
5 - (SAW)
复制
参数集 5 至位置:50
NO YES
焊接参数集 5 现在已复制到内存位置 50 中。
8.6 名称
要为存储的焊接参数集命名,按照以下步骤操作:
按第二功能。选择您要重命名的内存位置,然后按重命名。
焊接参数存储
5 - (SAW)
50 -
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
复制 重命名 编辑 第二功能 退出
现在,按照以下方法使用键盘:
· 使用箭头和定位旋钮将光标放在需要的键盘字符上。按完成。按照这种方法输入完整的
字符串,最多 40 个字符。
· 按完成以存储。您所起的名称现在可以在列表中看到。
键盘
A B C D E F G H
I J K L M N O P
Q R S T U V W X Y Z
0 1 2 3 4 5 6 7 8 9
SPACE CAPS
0 (MAX 40)
删除 符号 完成
8.7 编辑
要编辑焊接参数集的内容,请按照以下步骤操作:
按第二功能。选择您要编辑的内存位置,然后按编辑。
0460 949 474
- 36 -
© ESAB AB 2021

8 内存管理
焊接参数存储
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
存储 调用 删除 第二功能 退出
显示部分主菜单,菜单显示符号 ,这表示您正处于编辑模式。
按设置,进行相关更改。
SAW
调节类型
焊丝类型
焊丝尺寸
已测量 退出
以下菜单出现:
在本例中,我们将焊接电流从 400 A 更改为 500 A。
使用其中一个设置旋钮将焊接电流设为 500。
按两次退出。
SAW 焊接参数设置
电压
电棳
峴憱懍搙
曽岦
启弧参数►
CA
SS FLUX CORED
2.0 mm
20.0 V
500 A
0 cm/min
■
熄弧参数►
动态调惍
设定限值►
测量限值►
焊接参数集 5 的设置现已编辑并存储。
0460 949 474
- 37 -
AUTO
退出
© ESAB AB 2021

9 配置菜单
9 配置菜单
主菜单 » 配置
此菜单包含以下子菜单:
· 语言,请参阅“选择语言”。
· 代码锁定,请参阅“代码锁定”章节。
· 常规配置,请参阅“常规配置”章节。
· 机器配置,请参阅“机器配置”章节。
· 线缆长度,请参阅“线缆长度”(只适用于 LAF 和 TAF 电源)”章节
· 维护,请参阅“维护”章节。
· 测量值过滤系数,请参阅“测量值过滤系数”章节。
9.1 密码锁
主菜单 » 配置 » 密码锁
当启用锁定功能,而您位于测量屏幕或快速模式菜单中时,需要输入密码(锁定代码)才能从中
退出。
锁定代码在配置菜单中启用。
密码锁
锁定状态
设置/更改密码锁
退出
OFF
9.1.1 锁定代码状态
在锁定代码状态菜单中,可以启用/禁用锁定功能,而且在禁用功能时不必删除现有的锁定代
码。如果没有存储的锁定代码,而您想启用锁定代码,系统会显示键盘以输入新锁定代码。
键盘
A B C D E F G H
I J K L M N O P
Q R S T U V W X Y Z
0 1 2 3 4 5 6 7 8 9
SPACE CAPS
0 (MAX 16)
删除 符号 完成
退出锁定状态。
如果您处于测量屏幕或快速模式菜单中,并且代码锁定处于禁用状态,则可以随时按“ 退出
”退出这些菜单,或者按“菜单”回到主菜单。
如果处于启用状态,而您想退出,系统会出现以下画面,警告用户进行锁定保护。
0460 949 474
- 38 -
© ESAB AB 2021
9 配置菜单
按 ENTER 键输入
锁定代码...
这时您可以选择“ 退出 ”撤消或返回到之前的菜单,或者按 ENTER 键输入锁定代码以继
续。
然后用键盘移动到菜单,并在键盘上输入代码。输入每个字符后按 ENTER 键,再次按 ENTER
键确认代码。
以下文字框出现:
装置已解除锁定!
如果代码不正确,便会显示错误消息,提供重新输入或返回原菜单的选项,即测量屏幕或快速
模式菜单。
如果代码正确,所有进入其他菜单的限制将会移除,即使代码锁定仍然处于启用状态。这意味
着您可以临时离开测量屏幕和快速模式菜单,而且当返回时仍将处于锁定状态。
9.1.2 指定/编辑锁定代码
在指定/编辑锁定代码中,可以编辑现有的锁定代码,或者输入新代码。锁定代码最多由 16
个可选字母或数字组成。
9.2 常规配置
主菜单 » 配置 » 常规配置
在此菜单中,您可以设置:
· 快速模式软键,请参阅“快速模式软键”章节。
· 质量参数记录到文件,请参阅“质量参数记录到文件”章节。
· 设置软键,请参阅“软键配置”章节。
· 自动焊接参数存储,请参阅“自动保存模式”章节。
· 长度单位,请参阅“度量单位”。
9.2.1 快速模式软键
软键焊接参数 1 到焊接参数 4 显示在“快速模式”菜单中。
SAW:CA 16
焊接参数 1 焊接参数 2 焊接参数 3 焊接参数 4(含
)
这些软键的配置方法如下:
将光标移至软键编号行。
0460 949 474
- 39 -
第二功能
© ESAB AB 2021
9 配置菜单
快速键
软键号
关联焊接参数
SAW: CA: FE SOLID: 0.8 mm
20.0 V: 500 A: 0 cm/min
存储 删除 退出
这些键从左到右按 1 到 4 编号。通过使用设置旋钮输入编号来选择需要的键。
然后滚动到下一行 - 关联焊接参数。可以在这里浏览焊接参数内存中存储的焊接参数集。使
用设置旋钮选择需要的焊接参数编号。按存储进行保存。要删除存储的参数集,按删除。
9.2.2 质量数据记录到文件
通过选择开,激活质量参数记录到文件菜单。
常规配置
快速模式软按钮
质量参数记录到文件
开启
1
5
1
软键功能设定►
自动保存模式
长度单位
关
公制
退出
有关质量功能设置的更多信息,请参阅“质量功能”章节。
9.2.3 软键配置
对于埋弧焊 (SAW) 和熔化极气体保护焊 (GMAW),用户可以通过从设置选项列表中进行选择来
设置这些键的功能。可以分配功能的软键有八个。
可在以下选项中进行选择:
· 无
· 气体/焊剂
· 设定值
测量菜单中显示的是设定参数值,而不是测量值。
· 继电器 2
设置马达电路板上的继电器输出 2,用户可将其用于任意功能。
· 方向
· 遥控 I/O
当想要通过外部的 I/O 设备控制 PEK 和焊接电源时,使用该选项。
· 外部轴
例如,当存在用于控制滚轮架的外部 I/O 装置时,需要启用该选项。
· 双丝焊接系统
当用两个焊头进行焊接时使用。
· 冷送丝 (ICE)
当未通电的焊丝送入焊接熔池时使用该选项,随后冷送丝速度将显示在显示屏上。
0460 949 474
- 40 -
© ESAB AB 2021
9 配置菜单
· 自动步进
用于步进功能
· 自动步进关闭:焊接前准备物体时的设置
· 自动步进打开:准备完成后应进行焊接时的设置
· 推动步进
用于步进功能,以便在焊接过程中手动推动一次自动步进
· 重启步进
当焊接停止时,距离下一次步进启动还有 100mm。按重启步进键,下一次步进是在
100mm 之后,而不是在 Xmm 之后。然后按焊接启动键。
· 停止零
用于在已启动的旋转位置自动停止。
显示屏上有两列:一列为软键,一列为功能。
软键功能设定
软键 岟擻
S1
S2
S3
S4
S1 第二功能
S2 第二功能
S3 第二功能
S4 第二功能
退出
为这些软键分配功能后,它们将从左边开始编号,如下图所示:
S1 S2 S3 S4 第二功能
S1 第二功能 S2 第二功能 S3 第二功能 S4 第二功能 第二功能
要为软键分配新功能,按以下方法操作:
将光标置于您要使用的软键编号所在行,然后按 ENTER 键。出现一个弹出菜单,其中显示功
能选项。使用定位旋钮进行选择,然后按 ENTER 键。
软键功能设定
无
无
无
无
无
无
无
无
软键 岟擻
S1
S2
S3
S4
S1 第二功能
S2 第二功能
S3 第二功能
S4 第二功能
退出
0460 949 474
- 41 -
© ESAB AB 2021
无
无
无
无
无
无
无
无

9 配置菜单
无
气体 / 焊剂
设定值
继电器 1
曽岦
远程 I/O
外部轴
自动步进
推动步进
重启步进
停止零
通过将左栏中的一个按键编号与右栏中的一个功能配对,可以用同样的方法为其他键分配新功
能。
9.2.4 自动保存模式
从焊接参数内存的内存位置调用焊接参数集后,可以更改设置。在焊接停止时,这些更改将会
保存在工作内存上次所调用的内存位置。
手动保存焊接参数到内存位置,会禁用下一次的自动保存功能。
焊接参数集所存储的内存位置显示在测量屏幕的右上角。
9.3 机器配置
主菜单 » 配置 » 机器配置
在此菜单中,您可以设置:
· 产品代码,请参阅“产品代码”章节。
· 送丝轴,请参阅“送丝轴”章节。
· 冷送丝轴,请参阅“冷送丝轴”章节。
· 行进轴,请参阅“行进轴”章节。
· 外部轴,请参阅“外部轴”章节。
· 串联,请参阅“LAF 和 TAF 电源的串联”和“Aristo® 1000 电源的串联”章节。
· 并联电源,请参阅“并联电源(仅适用于 Aristo 1000® 电源)”章节。
· 冷送丝,请参阅“冷送丝”章节。
· 步进功能,请参阅“步进功能”章节。
· 间歇性焊接,请参阅“间歇性焊接”章节
· 极性,请参阅“极性(仅适用于 Aristo® 1000 电源)”章节。
· 节点 ID 设置,请参阅“节点 ID 设置(仅适用于 Aristo® 1000 电源)”章节。
· 系统信息,请参阅“系统信息(仅适用于 Aristo® 1000 电源)”章节。
9.3.1 产品编码
在产品编码菜单中,可以选择要使用的自动焊接机器、十字操作机、滚轮架或变位器。
0460 949 474
- 42 -
© ESAB AB 2021
9 配置菜单
机器配置
产昳戙码
送丝轴►
行进轴►
串联►
并联电源►
冷送丝►
步进功能►
间歇性焊接
节点 ID 设置►
系统信息►
退出
选择产品编码后,系统会自动选择相关产品的正确马达类型和变速箱传动比。
可以选择下列选项:
· A2TFJ1
埋弧焊 (SAW) A2 小车自动焊接机
· A2TGJ1
熔化极气体保护焊 (GMAW) A2 小车自动焊接机
· A6TFF1
埋弧焊 (SAW) A6 小车自动焊接机
· MTW600
埋弧焊 (SAW) A6 小车自动焊接机
· 两轴自由设定
用于将 2 个马达连接到驱动板的可选配置。一个用于送丝,另一个用于行进运动。
· 三轴自由设定
连接外部滚轮架、变位器或直线轴,以及 2 个马达到驱动板的可选配置。一个用于送
丝,另一个用于行进运动。
· N7500I
用于气割的焊头。
· 马达控制
可选配置,使用 PEK 控制装置进行无需电源的独立马达控制。
A2TF J1
OFF
OFF
POSITIVE
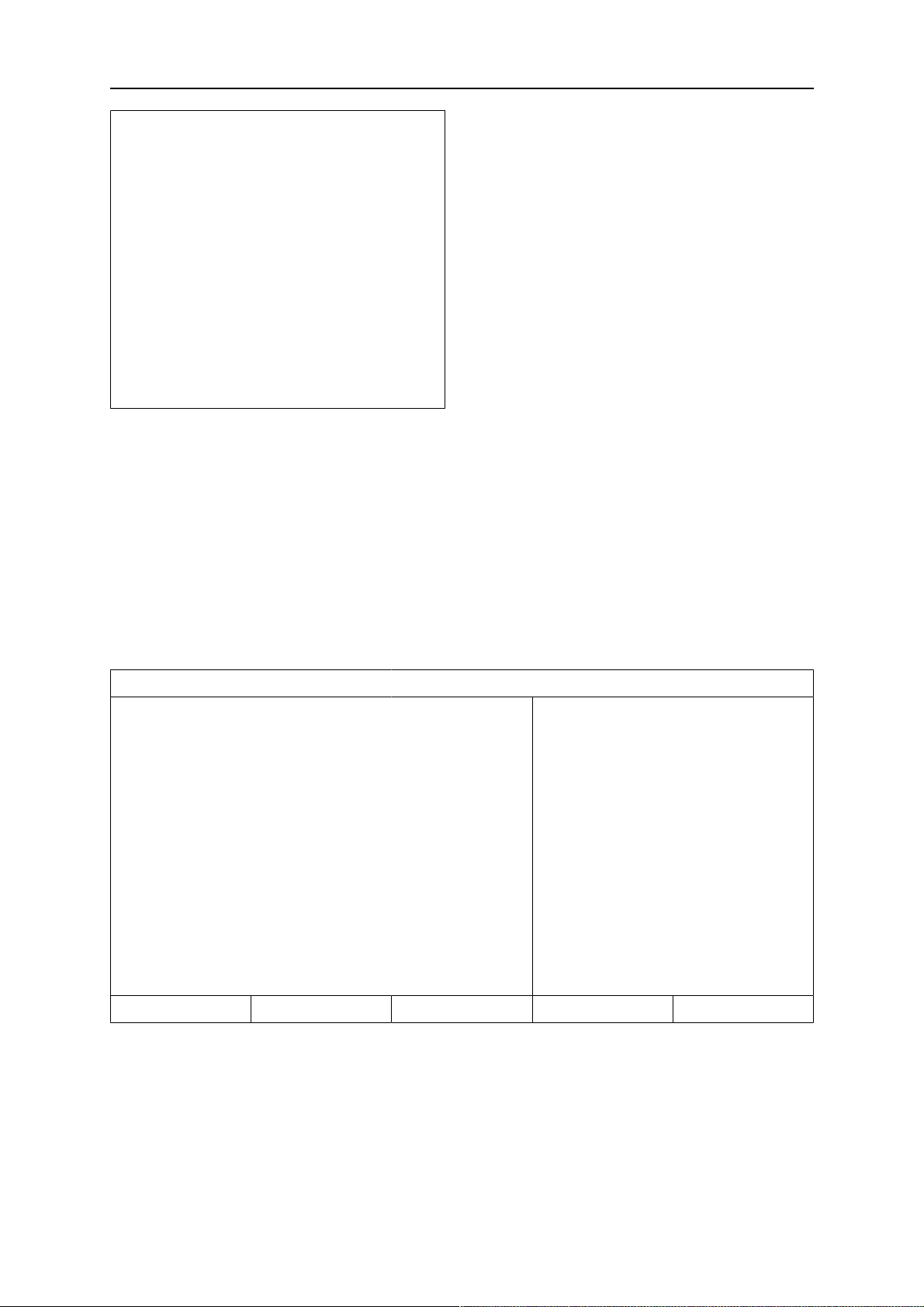
9.3.2 送丝轴
系统根据下表自动设置送丝马达。
A2TFJ1 A2TGJ1 A6TFF1 MTW600
电机 5035 38 RPM 5035 68 RPM VEC 4000 FHP258
传动装置 1 49:1 49:1 156:1 24:1
传动装置 2 1:1 1:1 1:1 1:1
送丝轮直径 49 mm 49 mm 49 mm 30 mm
脉冲传感器 28 ppr 28 ppr 32 ppr 28 ppr
点动低速 150 cm/min 150 cm/min 150 cm/min 150 cm/min
点动高速 300 cm/min 300 cm/min 300 cm/min 300 cm/min
0460 949 474
- 43 -
© ESAB AB 2021

9 配置菜单
两轴自由设定 三轴自由设定 N7500I 马达控制
电机 VEC 4000 VEC 4000 N7500i 10000 VEC 4000
传动装置 1 156:1 156:1 576:1 156:1
传动装置 2 1:1 1:1 1:1 1:1
送丝轮直径 49 mm 49 mm 40mm 49mm
脉冲传感器 32 ppr 32 ppr 128ppr 32ppr
点动低速 150 cm/min 150 cm/min 61cm/min 150cm/min
点动高速 300 cm/min 300 cm/min 150cm/min 300cm/min
9.3.3 冷送丝轴 (ICE)
两轴自由设定 三轴自由设定
电机 VEC 4000 VEC 4000
传动装置 1 156:1 156:1
传动装置 2 1:1 1:1
送丝轮直径 49 mm 49 mm
脉冲传感器 32 ppr 32 ppr
点动低速 150 cm/min 150 cm/min
点动高速 300 cm/min 300 cm/min
9.3.4 行进轴
系统根据下表自动设置行进马达。
A2TFJ1 A2TGJ1 A6TFF1 MTW600
电机 4030–350 4030–350 FHP258 FHP258
传动装置 1 375:10 375:10 24:1 75:2
传动装置 2 51:1 51:1 51:1 51:1
轮直径 158 mm 158 mm 180 mm 158 mm
脉冲传感器 60 ppr 60 ppr 28 ppr 60 ppr
点动高速 200 cm/min 200 cm/min 200 cm/min 200 cm/min
两轴自由设定 三轴自由设定 N7500I 马达控制
电机 VEC 4000 VEC 4000 VEC 4000 VEC 4000
传动装置 1 312:1 312:1 75:2 312:1
传动装置 2 1:1 1:1 51:1 1:1
轮直径 65 mm 65 mm 158mm 65mm
脉冲传感器 32 ppr 32 ppr 60ppr 32ppr
点动高速 200 cm/min 200 cm/min 200cm/min 200cm/min
9.3.5 外部轴
在连接外部滚轮架、变位器或线性轴时,必须选择三轴自由设置。
选择三轴自由设置后,系统将根据下表自动设置马达。
滚轮架 线性 变位器
传动装置 1 560:1 560:1 560:1
0460 949 474
- 44 -
© ESAB AB 2021

9 配置菜单
传动装置 2 111:22 111:22 111:22
传动装置 3 1:1 1:1 1:1
轮直径 160 mm 160 mm 160 mm
脉冲传感器 30 ppr 30 ppr 30 ppr
点动高速 200 cm/min 200 cm/min 200 cm/min
频率比 85:50 85:50 85:50
电机 2000 rpm 2000 rpm 2000 rpm
焊接直径 1000 mm - 1000 mm
轮直径 1000 mm - -
当变位器和高速轮打开时,高速轮(编码器)位于焊接物体上。
当变位器和高速轮关闭时,高速轮(编码器)位于马达轴上。
当滚轮架和高速轮打开时,高速轮(编码器)位于滚轮架轮上。
当滚轮架和高速轮关闭时,高速轮(编码器)位于马达轴上。
9.3.6 双丝焊接系统 - LAF 和 TAF 电源
当用两个焊头进行焊接时使用。
将光标移至双丝焊接系统行,然后按 ENTER 键。使用定位旋钮选择开,然后按 ENTER 键。
机器配置
产昳戙码
A2TF J1
送丝轴►
行进轴►
串联►
└ 焊头
└ 焊头偏移
└ 带 I/O
开启
头
20 mm
开启
退出
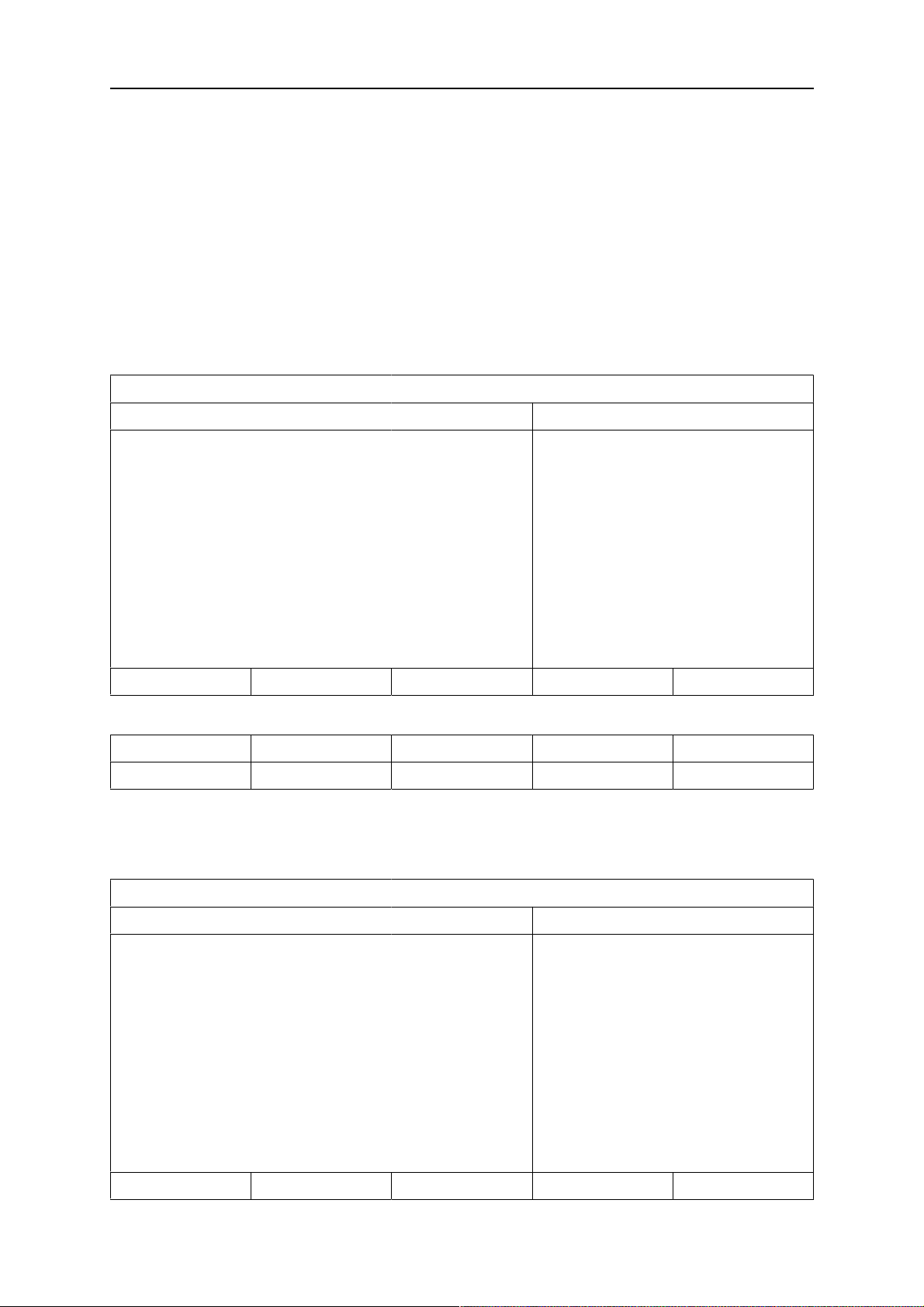
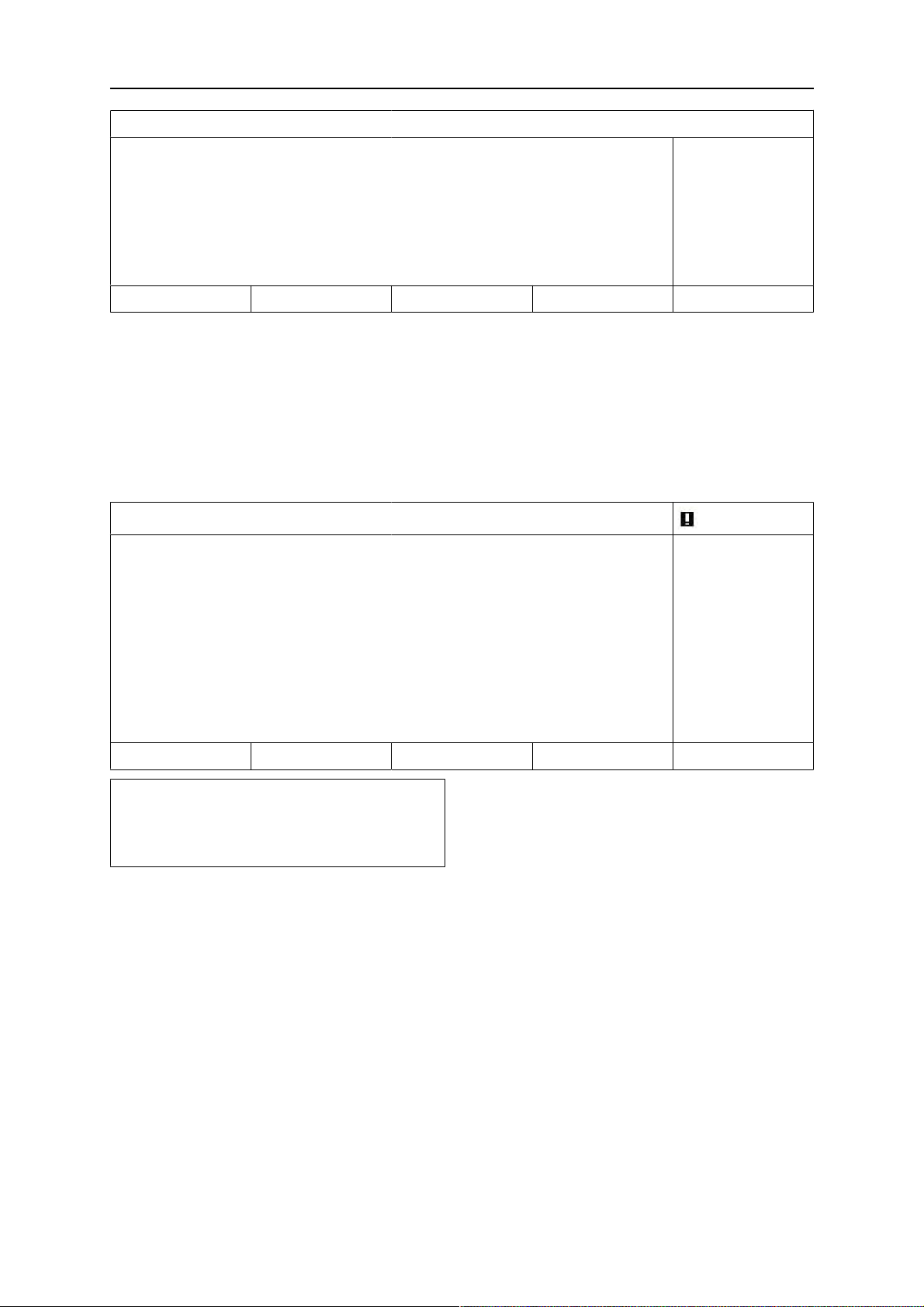
要用两个焊头焊接,必须设置焊头偏移功能。
“焊头偏移”(WELD HEAD OFFSET) 是指两个焊头之间的距离,以毫米表示。
在您指定焊头 1(头)和焊头2(尾)之间的距离时,控制装置会重新计算该值,以反映在焊
头 1 启动后,焊头 2 启动前之间的间隔时间。
对于焊接电源启动和停止之间的距离,控制装置可以计算相应的间隔时间,但不超过 65 秒。
也就是说,例如,如果指定 50 cm/min,那么可输入最大的焊头偏移为 2000 mm。这样在焊头
2 到达启动点时,时间便不会过期。
0460 949 474
- 45 -
© ESAB AB 2021

9 配置菜单
1. 头 3. 焊头偏移
2. 尾
注意!
确保两个控制装置的“焊头偏移”设置相同,并指定同样的行进速度。必须为主控制装
置分配“头”,并为“从属”控制装置分配“尾”。行进运动始终由主控制装置控制。
按以下方法指定双焊头焊接的值:
将光标移至焊头行。选择是将设置用于主控制装置头,还是用于从属控制装置尾。
机器配置
产昳戙码
送丝轴►
行进轴►
串联
└ 焊头
└ 焊头偏移
└ 带 I/O
退出
A2TF J1
开启
头
20 mm
ON
· 将光标移至焊头偏移行,然后指定两个焊头之间的距离。
0460 949 474
- 46 -
© ESAB AB 2021

9 配置菜单
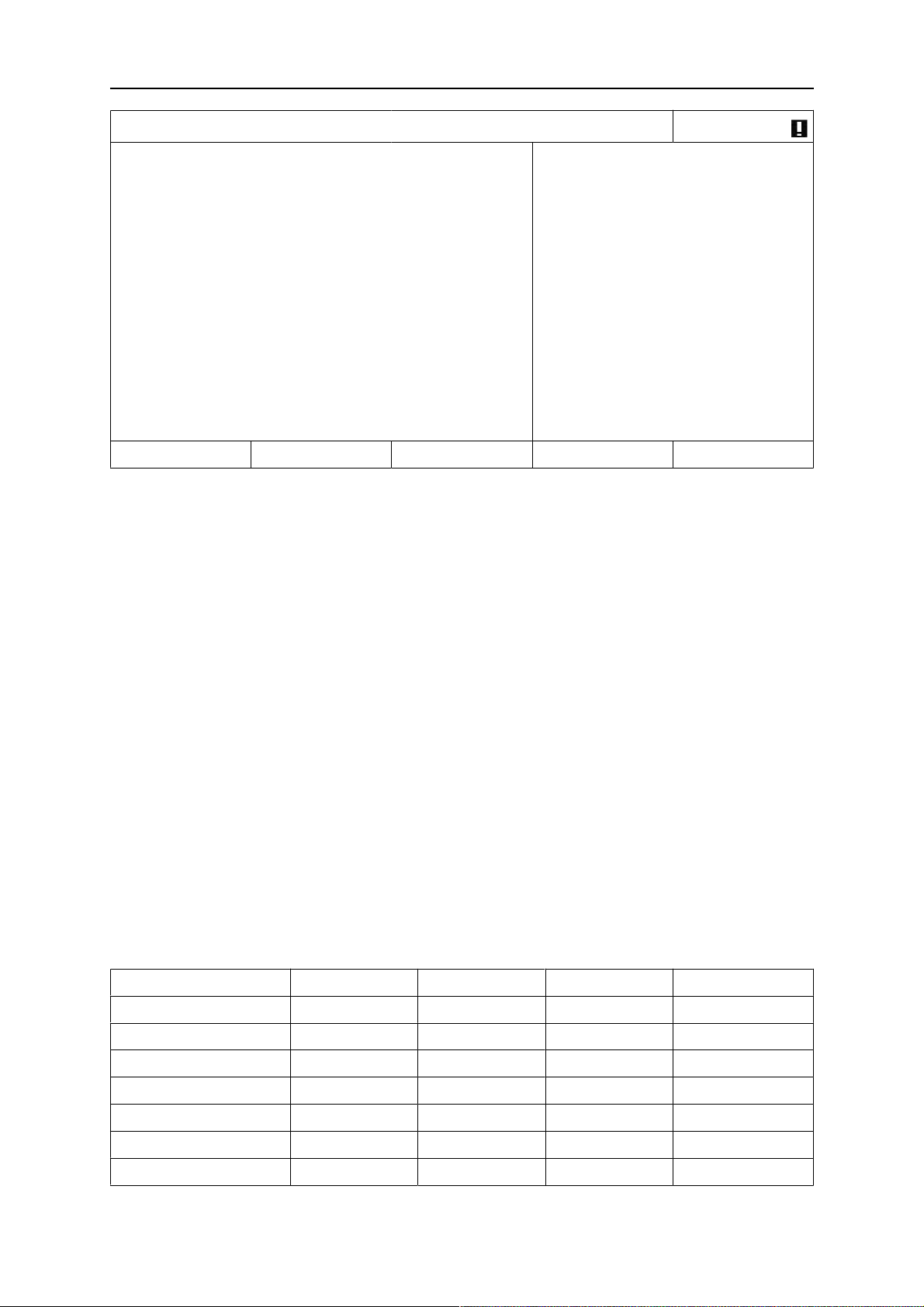
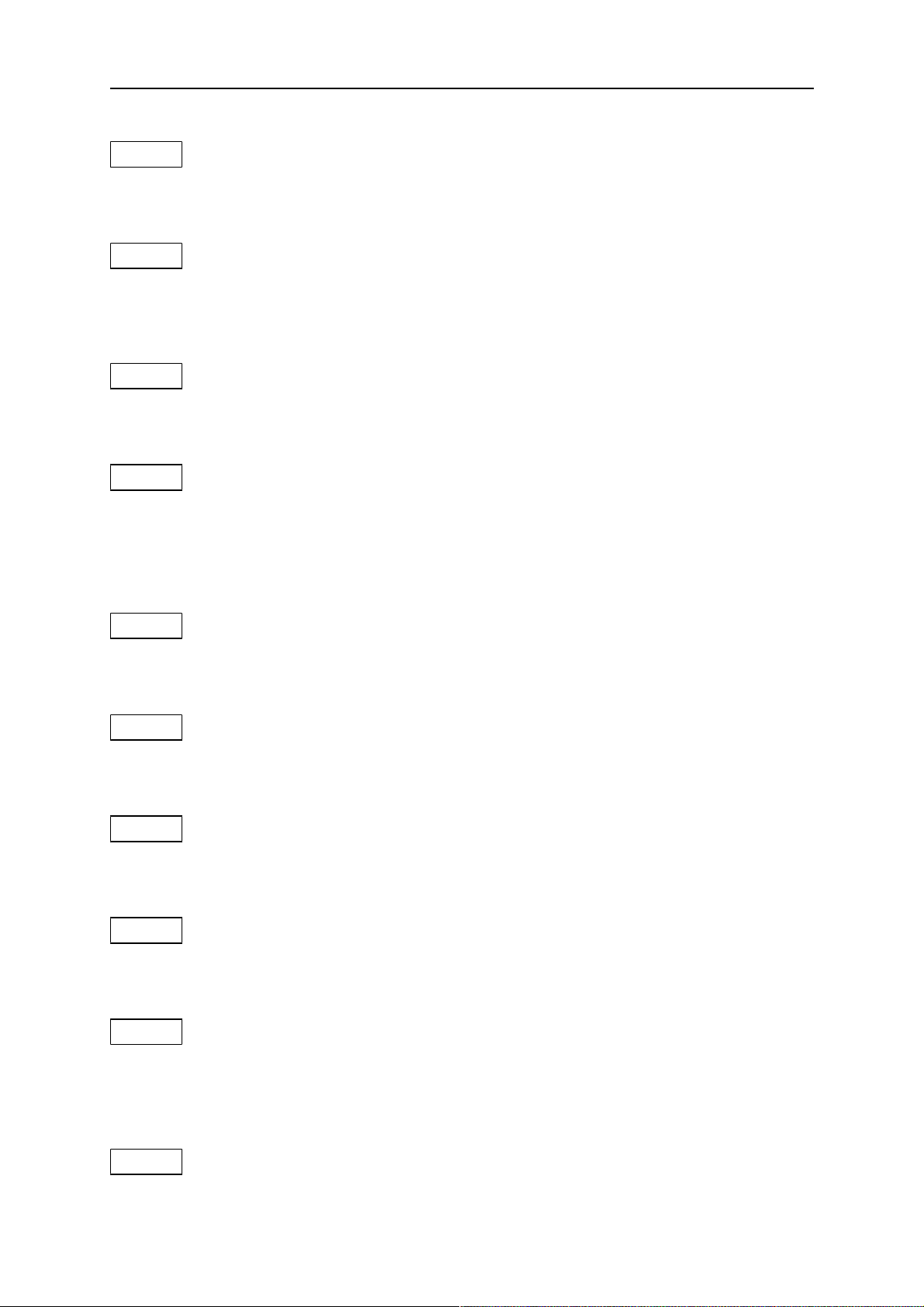
示例,I/O 开启
1. 头,焊头 1(主) 3. 焊头偏移
2. 尾,焊头 2(从属)
对于焊头 1,按启动 键。
· 焊头 1 开始焊接。
· 仅在到达焊头 1 的起始位置 (“焊头偏移”(WELD HEAD OFFSET) 中指定的距离)时,
焊头 2 才开始焊接。
对于焊头 1,按停止 键。
· 焊头 1 停止焊接,但继续行进。
· 在达到设备 1 停止焊接的位置(“焊头偏移”中指定的距离)时,焊头 2 停止焊接。
· 焊接完成。
0460 949 474
- 47 -
© ESAB AB 2021

9 配置菜单
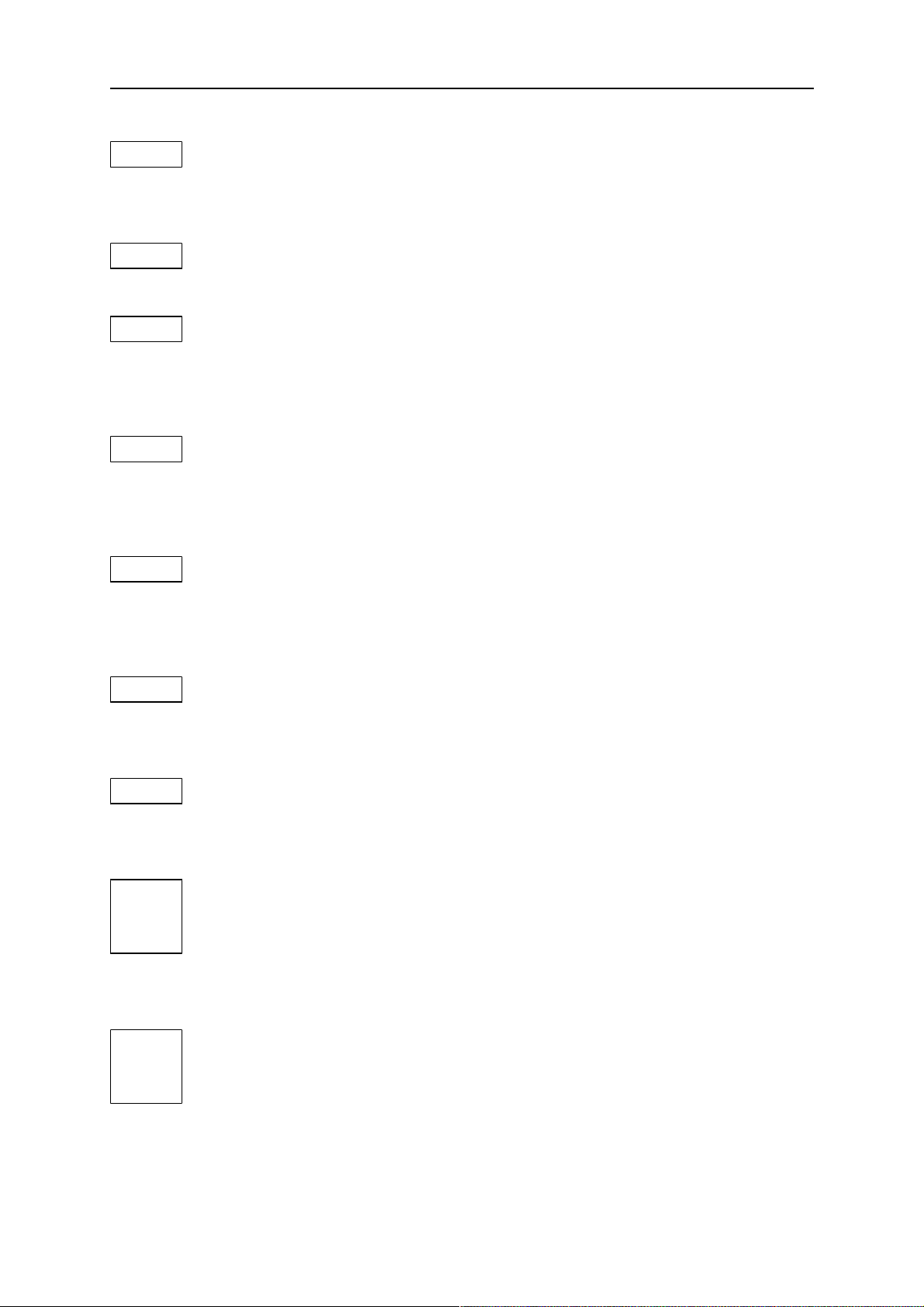
示例,I/O 开闭
1. 头,焊头 1(主) 3. 焊头偏移
2. 尾,焊头 2(从属)
同时对焊头 1 和焊头 2 按启动 键。
· 焊头 1 开始焊接。
· 在到达焊头 1 的起始位置 [“焊头偏移”(WELD HEAD OFFSET) 中指定的距离] 时,焊
头 2 开始焊接。
同时对焊头 1 和焊头 2 按停止 键。
· 焊头 1 停止,但继续行进。
· 在达到设备 1 停止焊接的位置(“焊头偏移”中指定的距离)时,焊头 2 停止焊接。
· 焊接完成。
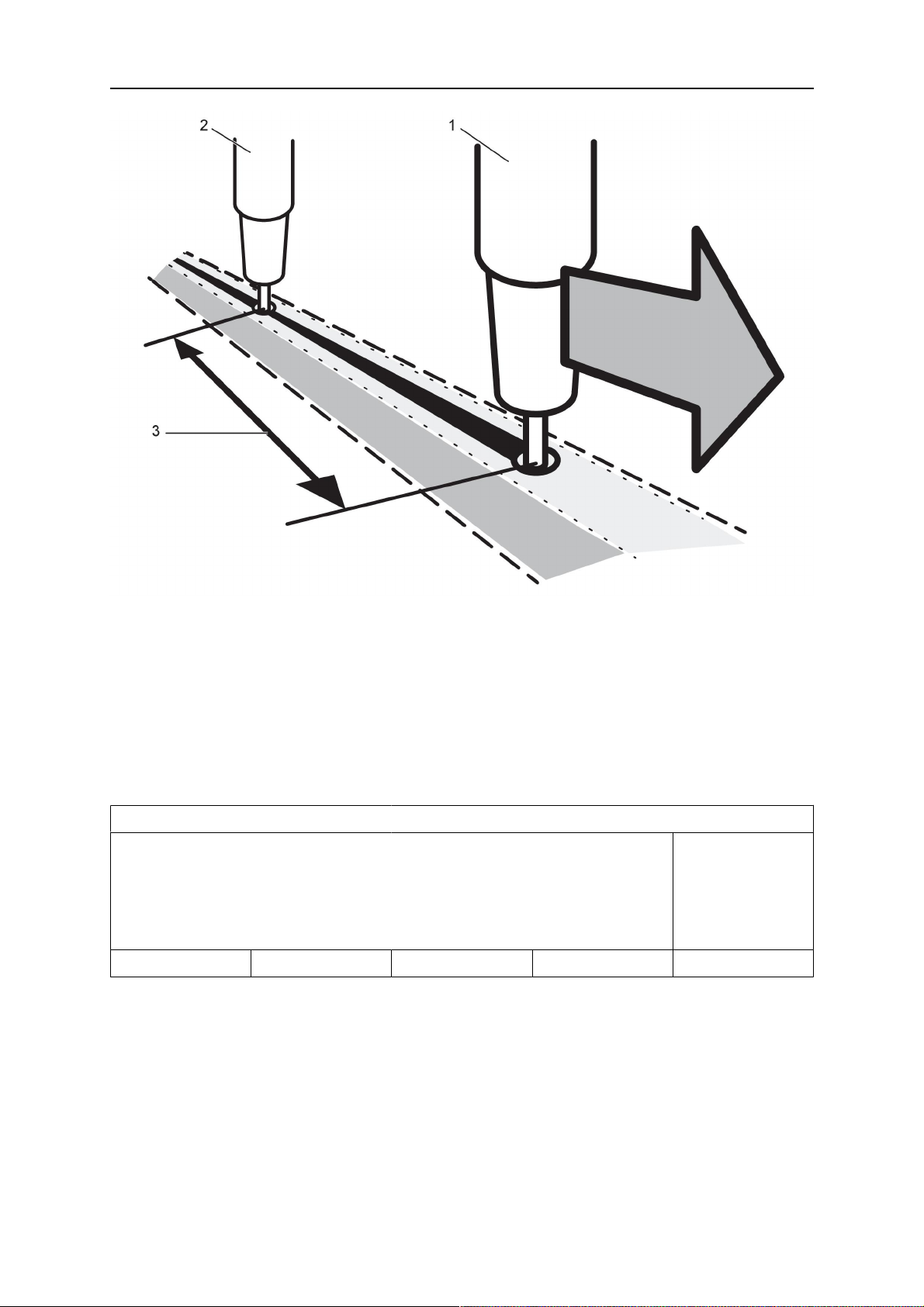
9.3.7 Aristo® 1000 电源的串联
在用两个或两个以上焊头进行焊接时使用。每一个焊头均由其控制装置 (PEK) 控制。
将光标移至双丝焊接系统行,然后按 ENTER 键。使用定位旋钮选择开,然后按 ENTER 键。
选择前焊头。
0460 949 474
- 48 -
© ESAB AB 2021

9 配置菜单
串联
交流电同步主电源
相移
行进控制
串联
└ 焊头
└ 同步焊接启动
└ 同步交流电焊接
选择后焊头。
串联
交流电同步主电源
└ 相移
行进控制
串联
└ 焊头
ON
开启
开启
头
开启
开启
退出
OFF
90
OFF
ON
尾
└ 同步焊接启动
└ 同步交流电焊接
20 mm
ON
退出
焊头
选择焊头是前焊头(头)还是后焊头(尾)。
交流电同步主电源
如果使用同步交流电焊接,则必须将双丝焊接系统中的一个电源设置为交流电同步主电源。最
好将第一个交流电焊接电源设置为交流电同步主电源。
行进控制
无论哪个焊头控制行进运动。前焊头和后焊头均可控制行程,但一次只能选择一个。
同步焊接启动
如果选择“开”(ON),则意味着只需要启动前焊头的控制装置。后焊头会自动启动。如果选
择“关” (OFF),所有焊头都必须使用相关控制装置启动。
同步交流电焊接
同步交流电焊接是指对于双丝焊接系统中的所有焊头,频率和平衡、交流电脉冲均同步至相同
的值。
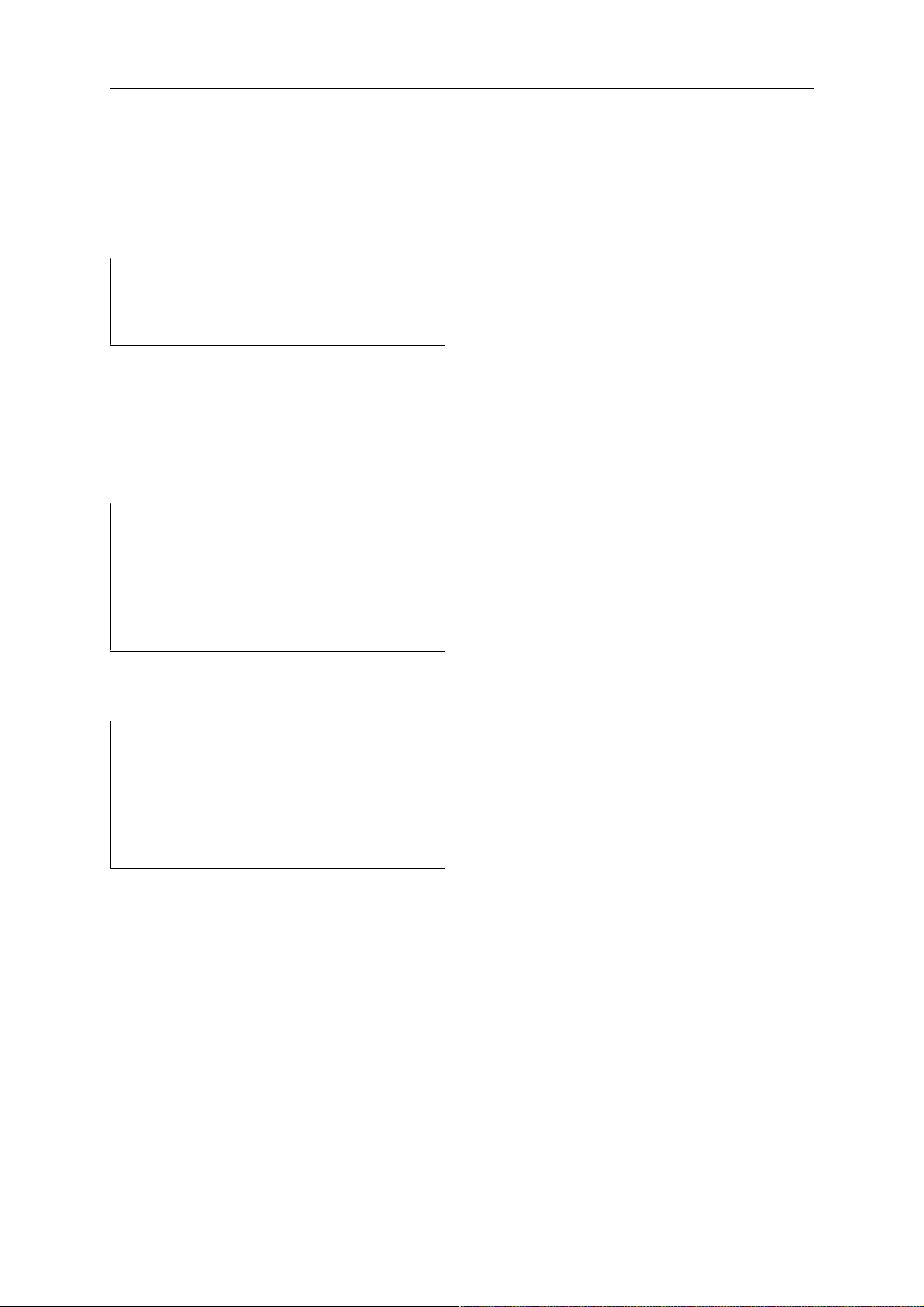
焊头偏移
焊头偏移是指两个焊头之间的距离,以毫米表示。不管是否选择“同步焊接启动”,都应始终
设置焊头偏移。如果选择非同步焊接启动,偏移可用来计算“尾”焊头的延迟启动时间。
0460 949 474
- 49 -
© ESAB AB 2021
9 配置菜单
1. 头,焊头 1(主) 3. 焊头偏移
2. 尾,焊头 2(从属)
相移(只适用于交流电焊接)
相移是指相对于前焊头的相位偏移。单位为度。
9.3.8 并联电源(只适用于 Aristo® 1000 电源)
只有当所要连接的两个电源均已打开并在 CAN2 总线上激活时,方可采用并联模式设置两个电
源。
并联电源
并联电源
并行耦合标识
连接从属电源
退出
请按照以下步骤设置并联电源:
1. 将并联电源功能设置为开。
2. 设置并联对 ID。第一个并联对设置为 1,接下来的并联对设置为 2,依次类推。
3. 选择菜单行连接从属电源,然后按 ENTER 键。
显示屏会出现连接消息。
4. 再次按 Enter 键。
关
- -
1
0460 949 474
- 50 -
© ESAB AB 2021

9 配置菜单
并联电源
并联电源 开启
并行耦合标识
连接从属电源
退出
连接
当连接了主电源和从属电源时,显示屏上会出现已连接文字。
9.3.9 冷送丝
注意!
冷送丝选项仅在购买冷送丝许可证时可用。
可在机器配置菜单中选择冷送丝开选项。如果选择冷送丝,会出现冷送丝轴选项。
机器配置
产昳戙码
送丝轴
冷送丝轴►
两轴自由设定
1
- -
OFF
ON
行进轴►
串联
冷送丝
节点 ID 设置►
冷送丝轴的设置必须与送丝轴的设置完全一致。
冷送丝轴
电婘
传动装置 1►
└ N 1
└ N 2
传动装置 2►
└ N 1
└ N 2
送丝轮直径
退出
5035 38 RPM
ON
156
1
ON
1
1
49 mm
编码器脉冲
点动低速
从包含下列选项的下拉列表中选择马达:
0460 949 474
- 51 -
32 ppr
150 cm/min
退出
© ESAB AB 2021
9 配置菜单
5035 38 RPM
5035 68RPM
FHP 258
VEC80000
VEC40000
DUNKER1
DUNKER2
MET3B
VEC4000Par
4030-350
· 传动装置 1 必须设置为开。数值不能设置为关。
· 传动装置 2 通常必须设置为开,但也可以选择关。
· 传动装置 1 和传动装置 2 下的 N1 和 N2 值可以通过面板底部的三个设置旋钮之一进
行设置。N1 与 N2 之间的时间间隔取决于选择的马达。
· 可以使用任何设置旋钮选择送丝轮的直径(送丝轮直径)。时间间隔取决于选择的马
达。
· 可以使用任何设置旋钮选择脉冲编码器(脉冲编码器)。间隔范围为 1 - 9998 ppr
(ppr = 每转脉冲)。
· 低手动速度可通过任何设置旋钮选择。间隔范围为 1 - 1000 cm/min。
· 高手动速度可通过任何设置旋钮选择。间隔范围为 1 - 5000 cm/min。
9.3.10 步进功能
步进功能
步进控制
步进方向
步进长度
步进速度
步数
重叠
手动步进长度
轮直径
焊愙捈宎
滚轮捈宎
步进控制 开或关
步进功能的开/关设置
ON
TRIANGLE
76 mm
77 cm/min
10
10 mm
3 mm
1 mm
1000 mm
1000 mm
退出
步进方向 方形或三角形
自动步进执行的方向设置
步进长度 一次自动步进的长度(最小设置 1 mm)
步进速度 自动步进的行进速度(最小设置 3 cm/min)
步数 旋转一圈的步数。
0460 949 474
- 52 -
© ESAB AB 2021

9 配置菜单
重叠 旋转一圈的重叠长度。
手动步进长度 一次手动步进的长度(最小设置值 1 mm)
(用于焊接过程中的单次手动调整)
注意!
要运行步进功能,“步进控制”必须处于“开”位置,“外部轴”和“自动步进”软键
也必须处于“开”位置
如果您想重启步进,在停止后重启步进焊接,请在启动焊接之前按重启步进软键,然后再按自
动步进。
例如,如果您距下一次步进有 100 mm,请按停止,更换焊丝,定位物体,按重启步进,按自
动步进,并启动焊接。下一次步进将在 100 mm 后执行。
启用“单转开关”后,步进功能将按步进方向、步进速度和步进长度参数指定的方向、速度和
长度执行一个自动步进。
如果按下“推动步进”软键,则步进功能将按步进方向、步进速度和步进长度参数指定的方
向、速度和长度执行一个自动步进。
如果按下方形/三角形按钮,则按方形/三角形、步进速度和步进长度参数指定的方向、速度和
长度执行一个手动步进。此功能可用于在焊接过程中进行一次小幅调整。
始终可以通过按方形或三角形按钮来中断自动步进或手动步进移动。
在自动步进或手动步进移动过程中,方形/三角形按钮上方的 LED 亮起以指示移动和方向。
高速轮设置
当变位器和高速轮打开时,高速轮(编码器)位于焊接物体上。
当变位器和高速轮关闭时,编码器位于马达轴上。
当滚轮架和高速轮打开时,高速轮(编码器)位于滚轮架轮上。
当滚轮架和高速轮关闭时,编码器位于马达轴上。
9.3.11 间歇性焊接
间歇性焊接
间歇性焊接
焊接长度
运输长度
焊接数
退出
0 mm
0 mm
ON
0
要激活此功能,请将间歇性焊接设置为“开”。间歇性焊接顺序包括焊接和运输。在顺序中的
最后一次焊接时,将不执行运输。
焊接长度是焊接的长度。
运输长度是焊接完成后的运输长度。
焊接数量是要执行的焊接数量,包括运输。如果焊接数量设置为“0”,则间歇性焊接顺序将
继续,直到用户使用红色的焊接停止按钮停止焊接为止。
0460 949 474
- 53 -
© ESAB AB 2021

9 配置菜单
9.3.12 极性(只适用于 Aristo® 1000 电源)
您可以在极性菜单中设置焊接极性。
· 要在焊丝上用正极性、在工件上用负极性焊接,请选择正极性。
· 要在焊丝上用负极性、在工件上用正极性焊接,请选择负极性。
9.3.13 节点 ID 设置(只适用于 Aristo® 1000 电源)
如果系统中有 I/O 节点,则 ID 号码在此处给出。
节点 ID 设置
I/O 节点 1 ID
I/O 节点 2 ID
退出
17
25
9.3.14 系统信息(只适用于 Aristo® 1000 电源)
如果电源采用串联或并联模式,并且已配置为主电源或从属电源,则系统信息菜单会显示已通
过 CAN2总线连接的激活电源。
系统信息
CAN2 上的激活电源
PS ID 串联 并联
与主电源无接触
退出
9.4 线缆长度(只适用于 LAF 和 TAF 电源)
焊接线缆电阻会影响电弧电压。线缆电阻受长度、线缆区域和布线方式的影响。在交流电焊接
过程中尤其显著。
如果指定实际的线缆长度,即可保持对电压降低的补偿。
必须提供线缆全长(连同焊接线缆和接头)。
注意!使用两根线缆时,两个线缆区域必须联接起来。
在电源收到可以调节的测量值之前的启动过程中,此功能启用。
如果已选择“最大开路电压”(Max OCV),则此功能处于非启用状态。
9.5 维护
主菜单 » 配置 » 维护
在此菜单中,可以设置更换导电嘴的频率。要指定在启动多少次焊接后更换导电嘴,选择“
导电嘴更换间隔 ”行并按 ENTER 键。使用设置旋钮更改值。如果时间间隔已经过了,在错误
日志中会显示错误代码 54。
时间 总运行时间限值 而不是启动次数,请与授权的 ESAB 技术服务人员联系。
0460 949 474
- 54 -
© ESAB AB 2021
9 配置菜单
维护
导电嘴更换间隔
└ 焊接次数统计
总运行时间限值
└ 总运行时间
0 Welds
0 次焊接
0d:00:00:00
0d:00:00:00
退出
9.6 测量值过滤系数
主菜单 » 配置 » 测量值过滤系数
此菜单为焊接电流的测量值提供了过滤系数。选择的过滤系数值越高,得到的焊接电流测量值
就越稳定。可以选择的过滤系数为 1、2 或 4。
将光标定位在 测量值过滤系数 行并按 ENTER 键。弹出菜单显示过滤系数 一、 二 和 四.用
定位旋钮选择所需的过滤系数,然后按 ENTER 键。
配置
语言
密码锁►
ENGLISH
常规配置►
机器配置►
电缆长度►
维护►
测量值过滤系数
一
退出
一
二
四
0460 949 474
- 55 -
© ESAB AB 2021

10 工具
10 工具
主菜单 » 工具
此菜单包含以下子菜单:
· 错误处理,请参阅“错误处理”章节。
· 导出/导入,请参阅“导出/导入”章节。
· 文件管理,请参阅“文件管理”章节。
· 编辑设定限值,请参阅“设定限值编辑器”章节。
· 编辑测量限值,请参阅“测量限值编辑器”章节。
· 生产统计,请参阅“生产统计”章节。
· 质量功能,请参阅“质量功能”章节。
· 日历,请参阅“日历”章节。
· 用户帐户,请参阅“用户帐户”章节。
· 设备信息,请参阅“设备信息”章节。
10.1 错误处理
主菜单 » 错误处理
故障管理代码用于指示在焊接工程中发生故障。发生故障时会显示一个弹出菜单,并且显示屏
右上角会出现一个感叹号 。
注意!
在您进入“错误日志”菜单后,会从显示屏中消失。
“错误处理”菜单有两个子菜单:错误日志(请参阅“错误日志”章节)和活动错误(请参
阅“活动错误”章节)。
错误处理
错误日志►
活动错误►
退出
10.1.1 错误日志
主菜单 » 工具 » 错误处理 » 错误日志
使用焊接设备期间出现的所有错误都将作为错误消息记录在错误日志中。最多可以保存 99 个
错误消息。如果错误日志满了,即如果已经保存了 99 个错误消息,在发生下一个故障时,最
早的消息将会自动删除。
在错误日志中可以看到下列信息:
· 错误数
· 发生错误的日期
· 发生错误的时间
· 发生错误的装置,请参阅“装置 ID”章节
· 错误的错误管理代码,请参阅“故障管理代码说明”章节
0460 949 474
- 56 -
© ESAB AB 2021

10 工具
错误代码显示
索引 Date 时间 装置 Error
1 081120 11:24:13 8 19
2 081120 10:24:18 8 18
3 081121 13:24:18 8 17
电池驱动内存出现错误
全删 退出
10.1.2 活动错误
主菜单 » 工具 » 错误处理 » 活动错误
“活动错误”菜单仅显示当前活动的错误。
活动错误
错误编码 节点 ID 设备类型
78 1 电源
152 1 电源
错误编码 78
退出
10.1.3 装置 ID
LAF 和 TAF 电源的装置 ID 的说明:
2 = 电源
6 = 送丝和行进运动(马达板)
8 = 控制面板
注意!
以上指定的装置 ID 适用于 LAF 和 TAF 电源,构成 Aristo® 1000 装置 ID 的一个
示例。Aristo® 1000 应用中的节点也许会有不同的 ID 号码,具体取决于设备的配
置。
10.1.4 故障管理代码描述
以下给出用户可以自行纠正故障的管理代码。如果出现其他代码,重启机器。如果错误仍存
在,请与技术服务人员联系。
6 高焊接温度
电源过热。焊接已取消。当温度降低到最大温度参数以下之后,方可继续焊接。
1. 检查冷气进出口是否被灰尘阻塞。
2. 检查所用的占空比,确保设备没有过载。
7 低焊接电流
由于焊接过程中焊接电流过低,使得焊接电弧停止。
0460 949 474
- 57 -
© ESAB AB 2021
10 工具
1. 在下一次启动焊接时复位。如果错误依然存在,请与技术服务人员联系。
8 低电池电压
电池电压过低。如果不更换电池,将会丢失所有存储的数据。此错误不会禁用任何功能。
1. 请技术服务人员更换电池。
11 马达速度错误(送丝、行进马达)
马达不能维持其速度。焊接停止。
1. 检查送丝是否被夹住或运行太快。如果错误依然存在,请与技术服务人员联系。
2. 如果错误依然存在,请与技术服务人员联系。
12 内部通讯错误(警告)
系统 CAN 总线负载临时过高。电源和控制装置可能已经断开
1. 检查设备的所有连接是否正确。如果错误依然存在,请与技术服务人员联系。
14 通讯错误
由于负载过高,系统 CAN 总线临时停止工作。
当前焊接过程停止。
1. 检查设备以确保仅连接一个送丝装置或遥控装置。
2. 如果错误再次出现,请与技术服务人员联系。
17 与装置的连接断开
与装置的连接断开。
1. 检查控制装置和电源之间的接线和连接器。
32 无气流
启动被阻止。
1. 检查气阀、软管和连接器。
43 高焊接电流
由于电流超过电源的最大电流参数,电源已关闭焊接过程。
1. 在下一次启动焊接时复位。如果错误依然存在,请与技术服务人员联系。
44 电流伺服饱和
由于没有在 10 秒内继续,焊接过程停止。
1. 在下一次启动焊接时复位。如果错误依然存在,请与技术服务人员联系。
168 马达已停止运行
没有来自马达脉冲变换器的脉冲。
适用于 LAF 和 TAF:168 = 马达 M1(送丝马达),169 = 马达 M2(行进马达)。
1. 检查马达线缆。更换脉冲变换器。
169 马达已停止运行
没有来自马达脉冲变换器的脉冲。
适用于 LAF 和 TAF:168 = 马达 M1(送丝马达),169 = 马达 M2(行进马达)。
0460 949 474
- 58 -
© ESAB AB 2021
10 工具
1. 检查马达线缆。更换脉冲变换器。
2310 电流伺服饱和
电源临时达到最大电流。
1. 如果错误依然存在,请尝试降低焊接参数。
3205 直流电压过高
1. 检查主电压是否过低或过高。
4201 高焊接温度
电源过热。焊接已取消。当温度降低到最大温度参数以下之后,方可继续焊接。
1. 检查冷气进出口是否被灰尘阻塞。
2. 检查所用的占空比,确保设备没有过载。
4202 高焊接温度
电源过热。焊接已取消。当温度降低到最大温度参数以下之后,方可继续焊接。
1. 检查冷气进出口是否被灰尘阻塞。
2. 检查所用的占空比,确保设备没有过载。
4203 高焊接温度
电源过热。焊接已取消。当温度降低到最大温度参数以下之后,方可继续焊接。
1. 检查冷气进出口是否被灰尘阻塞。
2. 检查所用的占空比,确保设备没有过载。
5010 高感应
感应太高,取决于长焊接线缆或较高的焊接参数。
1. 调整焊接参数。
8117 与装置的连接断开
与装置的连接断开。
1. 检查控制装置和电源之间的接线和连接器。
8411,
送丝速度马达错误
subcode 0
马达不能维持其速度。焊接停止。
1. 检查送丝是否被夹住或运行太快。如果错误依然存在,请与技术服务人员联系。
8411,
行进速度马达错误
subcode 1
没有来自马达脉冲变换器的脉冲。
1. 检查马达线缆。更换脉冲变换器。
0460 949 474
- 59 -
© ESAB AB 2021

10 工具
10.2 导出/导入
主菜单 » 工具 » 导出/导入
在“导出/导入”(Export/Import) 菜单中,可以使用 U 盘将信息从控制面板中传入或传出。
可以传送以下信息:
· 焊接参数设定 导出 / 导入
· 系统设置 导出 / 导入
· 限值设定 导出 / 导入
· 测量限值 导出 / 导入
· 错误日志 导出
· 质量管理功能记录 导出
· 生产统计 导出
执行以下操作以保存到 U 盘
将 U 盘插入控制装置。
选择要传送的信息所在的行。按 导出 或 导入,视要导出还是导入信息而定。
导出/导入
焊接参数设定
系统设置
设定限值
测量限值
错误代码显示
质量管理功能记录
生产统计
导出 导入 退出
10.3 文件管理
主菜单 » 工具 » 文件管理
在文件管理中,可以管理 USB 内存上的信息 (C:\)。使用文件管理可以手动删除和复制焊接
参数和质量数据。
连接 U 盘之后,如果先前没有选择其他文件夹,显示屏会显示 U 盘的默认文件夹。
控制面板会记忆您上次使用文件管理的位置,因此当您返回时,将会回到文件结构的同一位
置。
文件管理
..
新建文件夹
QData.xml
信息 更新 更多 退出
0460 949 474
- 60 -
© ESAB AB 2021

10 工具
· 要确定 U 盘的剩余存储空间,可以使用 信息 功能。
· 按 更新时,以下说明适用。
· 如果您要删除、更改名称、创建新文件夹、复制或粘贴,请按 ALT.。将会出现一个列
表,可以从中进行选择。如果选择 (..) 或文件夹,则只能创建新文件夹,或粘贴先前
复制的文件。选择一个文件后,将会增加以下选项: 重命名、 复制 或 粘贴 (如果之
前复制了文件)。
选择文件夹或文件,然后按 ALT.
文件管理
..
焊接参数
新建文件夹
ErrorLog.xml
QData.xml
~Weldoffice.dat
信息 更新 更多 退出
按 ALT.
复制
粘贴
删除
重命名
新建文件夹
10.3.1 删除文件/文件夹
选择要删除的文件或文件夹,然后按 ALT.
选择 删除 ,然后按 ENTER 键。
删除
重命名
新建文件夹
现在文件/文件夹已移除。要删除某个文件夹,它必须为空,即,首先删除文件夹内包含的文
件。
10.3.2 重命名文件/文件夹
选择要重命名的文件或文件夹,然后按 ALT。
选择 重命名 ,然后按 ENTER 键。
删除
重命名
新建文件夹
0460 949 474
- 61 -
© ESAB AB 2021
10 工具
显示屏上出现一个键盘。使用定位旋钮更改行,使用箭头左、右移动。选择要使用的字符/功
能,然后按 ENTER 键。
10.3.3 创建新文件夹
选择新文件夹的位置,并按 ALT。
选择 新建文件夹 ,然后按 ENTER 键。
删除
重命名
新建文件夹
然后显示屏上会出现一个键盘。使用定位旋钮更改行,使用箭头左、右移动。选择要使用的字
符/功能,然后按 ENTER 键。
10.3.4 复制和粘贴文件
选择要复制的文件,然后按 ALT。
选择 复制 ,然后按 ENTER 键。
复制
粘贴
删除
重命名
新建文件夹
将光标定位到要存放所复制文件的文件夹上,按 ALT。
选择 粘贴 ,然后按 ENTER 键。
复制
粘贴
删除
重命名
新建文件夹
副本将以 Copy of 加原文件名称保存,例如 Copy of WeldData.awd。
10.4 设定限值编辑器
主菜单 » 工具 » 设定限值编辑器
在此菜单中,您可以为各种焊接方法设置自己的最大和最小值。极限值不能高于或低于电源所
界定的值。有 50 个存储点。选择空存储点所在行,按 ENTER 键。按 ENTER 键以选择工艺,
使用定位旋钮并按 ENTER 键选择焊接工艺。
所有工艺的电弧电压、行进速度和焊接电流的最大值和最小值都可以选择。
0460 949 474
- 62 -
© ESAB AB 2021

10 工具
编辑限值
焊接方式
电压
电压
送丝速度
送丝速度
峴憱懍搙
峴憱懍搙
电棳
电棳
保存 删除 退出
极尷
1 SAW
2 GMAW
3 刨削
4 -
SAW
MIN 17.0
MAX 47.0
MIN 50
MAX 970
MIN 100
MAX 2400
MIN 70
MAX 1500
5 -
6 -
7 -
17.0 - 47.0 Volt , 50 - 970 cm/min
100 - 2400 cm/min , 70 - 1500 Amp
退出
调节数值之后,按 保存时,以下说明适用。当系统询问您是否在选择的存储点保存限值时,
按 NO 或 YES键选择工艺。在底部一行的下面可以看到存储点的值。
使用“自动”(AUTO) 软键时,系统根据最近使用的参数自动设置参数。
当系统询问是否自动设定限值时,按“ 否 ”或“ 是 ”,如果要保留则按“ 存储 ”。
10.5 测量极限值编辑器
主菜单 » 工具 » 测量限值编辑器
在此菜单中,您可以为各种焊接方法设置自己的测量值。有 50 个存储点。选择空存储点所在
行,按 ENTER 键。按 ENTER 键选择“ 工艺 ”,使用定位旋钮并按 ENTER 键选择焊接工
艺。
可以选择以下值:
· 电弧电压: 最小值,最大值
· 送丝速度: 最小值,最大值
· 焊接电流: 最小值,最大值
· 行进速度: 最小值,最大值
· 每单位长度能量:最小值,最大值
使用设置旋钮设置需要的值,然后按“ 存储”。
0460 949 474
- 63 -
© ESAB AB 2021
10 工具
在对话框中,系统将询问您是否要存储所选的存储点。输入每个字符后按 YES 以保存该值。
在底部一行的下面可以看到存储点的值。
测量限值
1 SAW
2 GMAW
3 -
4 -
5 -
6 -
7 -
0.0 - 46.9 Volt , 0 - 2495 cm/min
3 - 994 cm/min , 3 - 990 Amp
5 - 500 kJ/min
退出
使用“自动”(AUTO) 软键时,系统根据最近使用的测量值自动设置参数。
如被询问是否要自动设置测量值,按 NO 或 YES ,然后按 保存 (如果要保留设置)。
10.6 生产统计信息
主菜单 » 工具 » 生产统计信息
生产统计信息将跟踪自最近一次系统复位之后的总电弧时间、总材料量和焊接量。还会跟踪最
近一次焊接中所用的电弧时间和材料数量。作为信息参考,系统已计算出每长度单位的熔化焊
丝材料,还显示最近一次进行系统复位的时间。
生产统计
上次焊接 查看
燃弧时间
焊丝用量
依据
焊接数
消耗的冰焊丝
沉积率
LAST RESET 081114 08:38:03
0s
0g
1g/m
0 kg/h
0s
0g
0
0 kg/h
复位 更新 退出
如果按复位,所有计数器均会复位。日期和时间显示最近一次重置时间。
如果没有重置计数器,其中一个达到最大值时,系统会自动将所有计数器重置。
最大计数器值
时间 999 小时,59 分钟,59 秒
重量 13350 千克
数量 65535
0460 949 474
- 64 -
© ESAB AB 2021

10 工具
10.7 质量管理功能
主菜单 » 工具 » 质量功能
质量管理功能跟踪每个焊接的各种有用的焊接参数。
这些功能有:
· 焊接启动的时间。
· 焊接时长。
· 焊接过程中的最大、最小和平均电流。
· 焊接过程中的最大、最小和平均电压。
· 焊接过程中的每单位能量的最大、最小和平均值。
在底部的一行上显示最近一次重置之后的焊接次数。可以存储最多约 100 次焊接的信息。如
果超过 100 次焊接,则最早的焊接信息将会被覆盖。
显示屏上显示最近加注释的焊接,尽管用户同意可以浏览其他加注释的焊接作业。如果按复
位,则会删除所有日志。
质量管理功能
焊接号:1/4
起始时间 20190807 15:59:14
焊接时间 00:00:20 焊接参数:
热输入:3.12 kJ/min
I (Amp)
U (V)
Q (kJ/min)
V(t) (cm/min)
V(w) (cm/min)
MAX
293.00
41.50
7.00
0.00
0.00
MIN
243.00
16.20
0.00
0.00
0.00
AVE.
289.00
39.40
2.00
0.00
0.00
重置后的焊接数:4
复位 更新 退出
10.7.1 存储质量参数
主菜单 » 工具 » 导出/导入
控制面板上生成的文件存储为 xml 文件。USB 内存必须格式化为 FAT32 格式才能使用。
将 USB 内存插入控制面板,请参阅“文件管理”章节。
选择质量功能日志,按导出。
0460 949 474
- 65 -
© ESAB AB 2021

10 工具
导出/导入
焊接参数设定
系统设置
设定限值
测量限值
错误代码显示
质量管理功能记录
生产统计
导出 退出
存储在控制面板内的整个质量参数集(有关最近 100 个焊接作业的信息)现在都保存在 USB
内存中。
该文件在名为“QData”的文件夹内。QData 是在您插入 USB 内存时系统自动创建的文件夹。
10.7.2 导入系统设置
在 Aristo® 1000 和 LAF/TAF 电源之间切换时,使用系统设置导入系统设置。
选择导出/导入后,您可以通过使用定位旋钮标记系统设置并按导入来导入设置。
导出/导入
焊接参数设定
系统设置
设定限值
测量限值
错误代码显示
质量管理功能记录
生产统计
导出 导入 退出
导入
10.8 日历
主菜单 » 工具 » 日历
在这里设置日期和时间。
选择要设置的行: 年、 月、 天、 小时、 分钟 或 秒时,以下说明适用。使用一个设置旋
钮设置正确的值。输入每个字符后按 设定时,以下说明适用。
0460 949 474
- 66 -
© ESAB AB 2021
10 工具
日期和时间
年
月
天
小时
分钟
秒
2019
NOV
21
10
45
55
20100115 10:48:59
设定 退出
10.9 用户帐户
主菜单 » 工具 » 用户帐户
有时,从质量角度看,只让授权的用户使用本产品尤其重要。
用户名、帐户级别和密码在此菜单中注册。
选择 用户名 ,然后按 ENTER 键。向下移动到个空行,按 ENTER 键。使用定位旋钮和箭头和
ENTER 键,在键盘上输入新的用户名。
用户帐户
用户名
└帐户级别
管理员
管理员
└密码
用户帐户
关闭
保存 删除 退出
可设置 16 个用户帐户。在质量数据文件中,可以看到那些用户执行了特定的焊接作业。
在“ 帐户级别 ”下,选择:
管理员 完全访问权限 (可以添加新用户)
高级用户 除下列内容之外,可以访问所有内容: 机器配置”、“ 用户帐户 和
网络设置
正常用户 可以访问: 维护 in 配置 菜单中启用。 设备信息 in 工具 菜单。
电压、 电流 / 送丝, 峴憱懍搙 和 焊接方向 in 设置 菜单。
在“ 密码 ”行,用键盘输入一个密码。电源启动时,控制面板启用,显示屏提示您输入密
码。
如果不想使用此功能,而是让所有用户均可使用电源和控制面板,请选择 用户帐户关闭.
10.10 装置信息
主菜单 » 工具 » 设备信息
在此菜单中,可以看到以下信息:
0460 949 474
- 67 -
© ESAB AB 2021

10 工具
· 机器 ID
· 节点 ID(有关下面指定的节点 Id,请参阅“装置 ID”章节)
2 = 电源
6 = 送丝和行进运动 (马达板)
8 = 控制面板
· 软件版本
设备信息
机器 ID: 节点 ID 软件版本
44
23
5
8
2
6
1.00A
2.00A
1.18A
SETTING WELD DATA UNIT
退出
0460 949 474
- 68 -
© ESAB AB 2021

订购编号
订购编号
Ordering no. Denomination
0460 504 880
0460 949 470
0460 949 471
0460 949 472
0460 949 473
0460 949 474
0460 949 475
0460 949 476
0460 949 477
0460 949 478
0460 949 479
0460 949 480
0460 949 481
0460 949 482
0460 949 483
Control unit PEK
Instruction manual SE
Instruction manual DK
Instruction manual NO
Instruction manual FI
Instruction manual GB
Instruction manual DE
Instruction manual FR
Instruction manual NL
Instruction manual ES
Instruction manual IT
Instruction manual PT
Instruction manual GR
Instruction manual PL
Instruction manual HU
0460 949 484
0460 949 485
0460 949 486
0460 949 489
0460 949 490
0460 949 491
0460 949 492
0460 949 493
Instruction manual CZ
Instruction manual SK
Instruction manual RU
Instruction manual EE
Instruction manual LV
Instruction manual SI
Instruction manual LT
Instruction manual CN
Instruction manuals are available on the Internet at www.esab.com
0460 949 474
- 69 -
© ESAB AB 2021
ESAB AB, Lindholmsallén 9, Box 8004, 402 77 Gothenburg, Sweden, Phone +46 (0) 31 50 90 00
http://manuals.esab.com
For contact information visit esab.com
 Loading...
Loading...