


SI
A2, A6
PEK Control panel
Priročnik z navodili
Valid from program version 2.000460 949 191 SI 111222
1 UVOD 5.............................................................
1.1 Nadzorna plošča 5..........................................................
1.1.1 Tipke in gumbi 6........................................................
1.2 Prvi korak 7................................................................
1.2.1 Izbira jezika 7..........................................................
1.2.2 Merske enote 9........................................................
1.3 Zaslon 10...................................................................
1.3.1 Simboli na zaslonu 10....................................................
1.4 Splošno o nastavljanju in nastavitvah 11.........................................
1.4.1 Nastavljanje številskih vrednosti 11.........................................
1.4.2 Nastavljanje/izbira med ponujenimi alternativami 11..........................
1.5 PREKLIČI (QUIT) in ENTER 11................................................
2 MENIJI 12............................................................
2.1 Glavni meni (Main) 12........................................................
2.1.1 Meni konfiguracije (Configuration) 13.......................................
2.1.2 Meni orodja (Tools) 13...................................................
2.1.3 Meni nastavljanja varilnih parametrov (Weld data setting) 14...................
2.1.4 Merilni meni (Measurements) 15...........................................
2.1.5 Meni pomnilnika varilnih parametrov (Weld data memory) 16..................
2.1.6 Meni hitrega režima (Fast mode) 17........................................
3 VARJENJE Z ZAKRITIM OBLOKOM 17.................................
3.1 Nastavitve pri varjenju z zakritim oblokom 18.....................................
4 VARJENJE MIG 19....................................................
4.1 Nastavitve pri varjenju MIG 19.................................................
5 ŽLEBLJENJE 20......................................................
5.1 Nastavitve pri žlebljenju 20....................................................
Výrobca si vyhradzuje právo na uskutočnenie zmien bez upovedomenia.
TOCv
- 2 -

6 RAZLAGA FUNKCIJ 21................................................
6.1 CA, konstantni varilni tok 21...................................................
6.2 CW, konstantno podajanje žice 21..............................................
6.3 CC, konstantni tok 21.........................................................
6.4 Mere žice/elektrode 21........................................................
6.5 Napetost obloka 21...........................................................
6.6 Hitrost podajanja žice 21......................................................
6.7 Hitrost podajanja hladne žice (ICE) 21..........................................
6.8 Zakasnitev začetka podajanja hladne žice (ICE) 22...............................
6.9 Hitrost hodov 22.............................................................
6.10 Smer varjenja 22.............................................................
6.11 Frekvenca izmeničnega toka 22................................................
6.12 Ravnotežje izmeničnega toka 22...............................................
6.13 Zamik izmeničnega toka 22....................................................
6.14 Predtok talila (SAW) 22.......................................................
6.15 Predtok plina (GMAW) 22.....................................................
6.16 Predtok zraka (Gouging) 23...................................................
6.17 Tip zagona 23...............................................................
6.18 Počasni zagon žice 23........................................................
6.19 Faze zagona 23..............................................................
6.20 Najvišja napetost odprtega tokokroga (OCV) 24..................................
6.21 Tok talila po koncu (SAW) 24..................................................
6.22 Tok plina po koncu (GMAW) 24................................................
6.23 Tok zraka po koncu (Gouging) 24..............................................
6.24 Polnjenje kraterja 24..........................................................
6.25 Čas odgorevanja 24..........................................................
6.26 Faze ustavitve 25............................................................
6.27 Dinamična regulacija 25.......................................................
6.28 Krmilni parametri 25..........................................................
6.29 Meje nastavitev 25...........................................................
6.30 Meje merjenja 25.............................................................
7 UPRAVLJANJE POMNILNIKA 26.......................................
7.1 Postopek dela z nadzorno ploščo 26............................................
7.2 Shranjevanje 27..............................................................
7.3 Priklic 28....................................................................
7.4 Brisanje 29..................................................................
7.5 Kopiranje 30.................................................................
7.6 Ime 31......................................................................
7.7 Urejanje 32..................................................................
Výrobca si vyhradzuje právo na uskutočnenie zmien bez upovedomenia.
TOCv
- 3 -

8 MENI KONFIGURACIJE (CONFIGURATION) 33..........................
8.1 Zaklepanje s kodo (Code lock) 34..............................................
8.1.1 Stanje zaklepanja s kodo 34..............................................
8.1.2 Vnos/urejanje gesla (Specify/edit lock code) 35..............................
8.2 Splošne nastavitve 35........................................................
8.2.1 Programske tipke v hitrem režimu 35.......................................
8.2.2 Zapisovanje dnevnika kakovosti v datoteko 36...............................
8.2.3 Konfiguracija programskih tipk 37..........................................
8.2.4 Samodejno shranjevanje 38...............................................
8.3 Nastavitve stroja 38..........................................................
8.3.1 Koda proizvoda 39.......................................................
8.3.2 Os podajanja žice 40.....................................................
8.3.3 Os podajanja hladne žice (ICE) 40.........................................
8.3.4 Os hoda 41.............................................................
8.3.5 Zunanja os 41...........................................................
8.3.6 Tandem vir LAF in TAF 42................................................
8.3.7 Tandem za napajalni vir Aristo 1000 44.....................................
8.3.8 Vzporedna napajalna vira 46..............................................
8.3.9 Hladno podajanje žice (ICE) 47............................................
8.3.10 Nastavitve ID vozlišč 48..................................................
8.4 Dolžina kablov 48............................................................
8.5 Vzdrževanje 49..............................................................
8.6 Omrežne nastavitve 49.......................................................
8.6.1 Pregled sistema 50......................................................
9 ORODJA 51..........................................................
9.1 Dnevnik napak 51............................................................
9.1.1 Enote 52...............................................................
9.1.2 Opis kod upravljanja napak 52.............................................
9.2 Izvoz/uvoz 53................................................................
9.3 Upravitelj datotek 54..........................................................
9.3.1 Brisanje datoteke/mape (Delete) 55........................................
9.3.2 Preimenovanje datoteke/mape (Rename) 55................................
9.3.3 Ustvarjanje nove mape (Create) 55........................................
9.3.4 Kopiranje in lepljenje datotek (Copy, Paste) 55..............................
9.4 Urejanje mej nastavitev 56.....................................................
9.5 Meje merjenja 57.............................................................
9.6 Proizvodna statistika 58.......................................................
9.7 Funkcije kakovosti 58.........................................................
9.7.1 Shranjevanje podatkov kakovosti 59........................................
9.8 Koledar 60..................................................................
9.9 Uporabniški računi (User accounts) 60..........................................
9.10 Podatki o enoti 62............................................................
MENIJI 63...............................................................
MERE ŽICE 68...........................................................
ŠTEVILKA ZA NAROČANJE 69...........................................
Výrobca si vyhradzuje právo na uskutočnenie zmien bez upovedomenia.
TOCv
- 4 -
SI
1 UVOD
Da vam bo vaša varilna oprema čim bolje služila, vam priporočamo, da preberete ta
navodila.
Splošna navodila za upravljanje najdete v priročnikih za krmilno enoto, avtomatski
varilnik, steber in nosilec oziroma varilni transformator.
Zaslonski prikazi besedil so na voljo v naslednjih jezikih: angleškem, švedskem,
finskem, norveškem, danskem, nemškem, francoskem, italijanskem, nizozemskem,
španskem, portugalskem, madarskem, poljskem, eškem, kitajskem in ruskem.
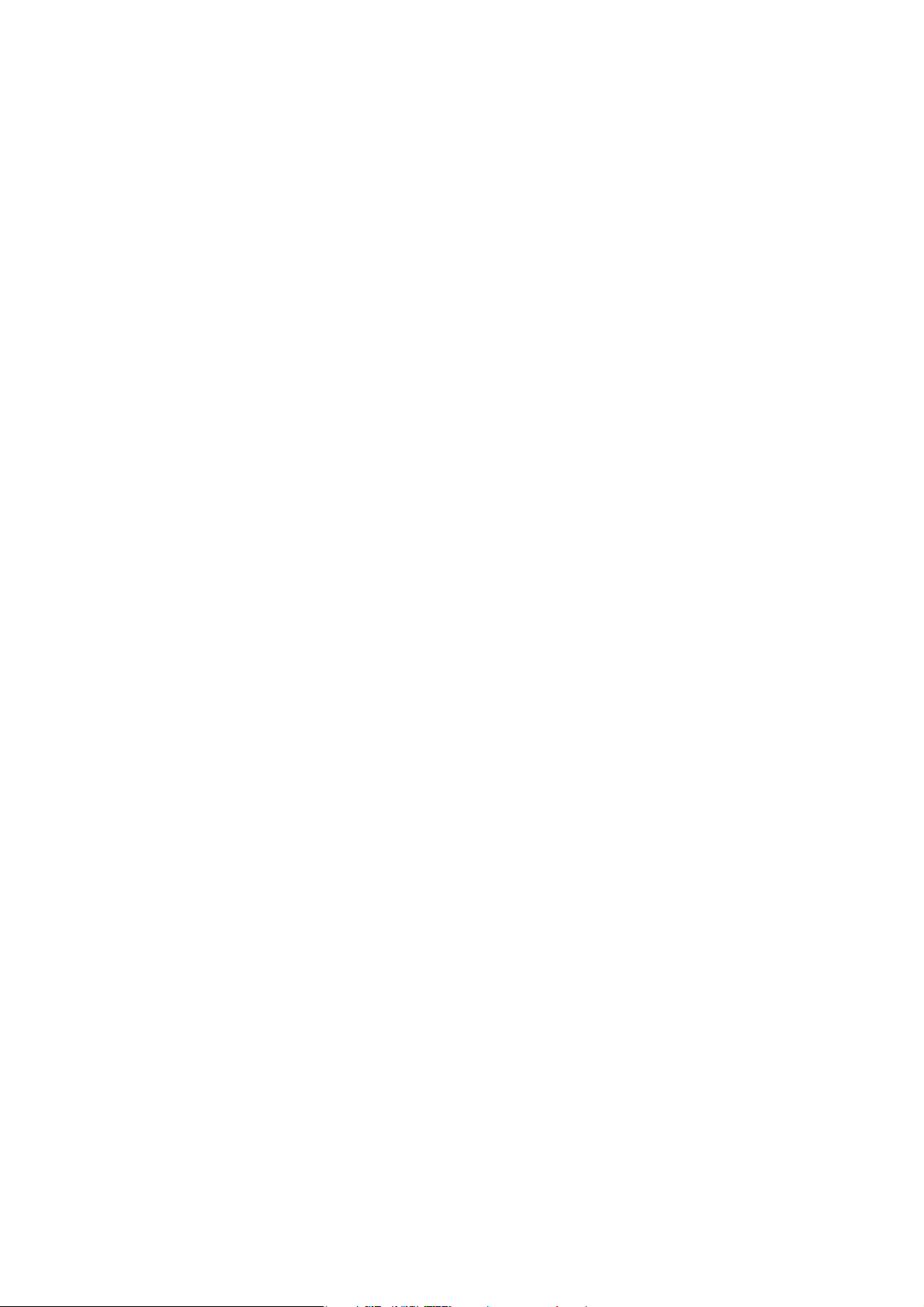
1.1 Nadzorna plošča
1 Meni
2 Gumb za premikanje
kazalca (pozicioniranje)
3 ENTER
4 Zelena signalna lučka,
sveti, kadar je funkcija
aktivna
5 Začetek varjenja
6 Ustavitev varjenja
7 Gumb za nastavljanje hitrosti hoda
v merilnem meniju, oziroma za
povečevanje ali zmanjševanje nastavljene vrednosti v drugih menijih (gumb za
nastavljanje)
8 Ročni hod
9 Ročno podajanje žice navzdol
10 Gumb za nastavljanje napetosti obloka v merilnem meniju, oziroma za
povečevanje ali zmanjševanje nastavljene vrednosti v drugih menijih (gumb za
nastavljanje)
11 Hitri hod
12 Ročni hod
13 Gumb za nastavljanje varilnega toka/hitrosti podajanja žice v merilnem meniju,
oziroma za povečevanje ali zmanjševanje nastavljene vrednosti v drugih menijih
(gumb za nastavljanje)
bi24d1va
- 5 -
© ESAB AB 2009

SI
14 Ustavitev v sili
15 Ročno podajanje žice navzgor
16 Programske tipke
17 Zaslon
1.1.1 Tipke in gumbi
Meni
S tipko Meni se lahko od koderkoli vrnete v glavni meni trenutnega procesa:
SAW
PROCESS SAW
METHOD DC
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
FAST
SET MEASURE MEMORY
MODE
ENTER
S tipko ENTER potrdite izbiro.
Programske tipke
Pet tipk (S1 do S5) pod zaslonom ima različne funkcije. Imenujemo jih ťprogramske
tipkeŤ, ker so njihove funkcije lahko različne, odvisno od trenutnega menija.
Trenutna funkcija vsake programske tipke je opisana na dnu zaslona. Kadar je
funkcija aktivna, je polje z njenim opisom na zaslonu obarvano belo.
Podajanje žice navzgor
Tipka za vračanje žice brez obloka, npr. pri menjavi tuljave z žico. Žica se pomika,
dokler je gumb pritisnjen.
Podajanje žice navzdol
Tipka za podajanje žice brez obloka. Žica se pomika, dokler je gumb pritisnjen.
Hod
Tipka za premikanje v smeri varjenja po simbolu na varilni opremi. Za ustavitev hoda
pritisnite , ali .
Med gibanjem sveti dioda LED.
bi24d1va
- 6 -
© ESAB AB 2009

SI
Hod
Tipka za premikanje v smeri varjenja po simbolu na varilni opremi. Za ustavitev hoda
pritisnite , ali .
Med gibanjem sveti dioda LED.
Hitri hod
Tipka za hitro podajanje žice ali hitri hod.
Med hitrim gibanjem sveti dioda LED.
Začetek varjenja
Tipka za proženje varjenja.
Ustavitev varjenja
Tipka za ustavitev varjenja in vseh hodov ter vseh motorjev.
Gumb za premikanje kazalca
V tem priročniku desni zgornji gumb imenujemo gumb za premikanje kazalca na
zaslonu.
Gumb za nastavljanje
V tem priročniku tri gumbe pod ploščo imenujemo gumbe za nastavljanje,
uporabljamo pa jih za spreminjanje nastavitev nadzorne plošče.
1.2 Prvi korak
1.2.1 Izbira jezika
Ta meni se odpre ob prvem zagonu stroja.
SAW: CA
|
A 450 Amp
|
|
|
V 30.0 Volt
|
|
50 cm/min
GAS /
NONE NONE
Nadzorna plošča je tovarniško nastavljena na angleški jezik. Postopek izbire
drugega jezika je naslednji:
bi24d1va
FLUX NONE
- 7 -
2ND
FUNCT
© ESAB AB 2009

SI
Pritisnite tipko Meni za vstop v glavni meni.
Z gumbom za
SAW
premikanje kazalca
postavite kazalec na
vrstico
KONFIGURACIJA
(CONFIGURATION).
PROCESS SAW
METHOD DC
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
SET MEASURE MEMORY
S tipko ENTER potrdite izbiro.
Pomaknite kazalec na
CONFIGURATION
vrstico JEZIK
(LANGUAGE). Ob
pritisku na ENTER se
na zaslonu prikaže
seznam jezikov, ki so
na voljo za nadzorno
ploščo.
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
FAST
MODE
Postavite kazalec na vrstico z izbranim jezikom in
pritisnite ENTER.
NORSK
POLSKI
PORTUGUES
SUOMI
SVENSKA
CHINESE
QUIT
|
|
|
bi24d1va
- 8 -
© ESAB AB 2009

SI
1.2.2 Merske enote
Nadzorna plošča je tovarniško nastavljena na metrične merske enote. Postopek
izbire drugih merskih enot je naslednji:
Pritisnite tipko Meni za vstop v glavni meni.
Z gumbom za
SAW
premikanje kazalca
postavite kazalec na
vrstico
KONFIGURACIJA
(CONFIGURATION).
PROCESS SAW
METHOD DC
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
SET MEASURE MEMORY
S tipko ENTER potrdite izbiro.
Postavite kazalec na
CONFIGURATION
vrstico SPLOŠNA
KONFIGURACIJA
(GENERAL
CONFIGURATION).
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
FAST
MODE
S tipko ENTER potrdite izbiro.
Postavite kazalec na
vrstico ENOTA
DOLŽINE (UNIT OF
LENGTH). Ob pritisku
na ENTER se na
zaslonu prikaže
seznam merskih enot,
GENERAL CONFIGURATION
FAST MODE SOFT BUTTONS 1
QUALITY DATA LOG TO FILE ON
SOFT KEYS SETUP"
AUTO SAVE MODE OFF
UNIT OF LENGTH METRIC
ki so na voljo za
nadzorno ploščo.
bi24d1va
QUIT
QUIT
- 9 -
© ESAB AB 2009

SI
Postavite kazalec na vrstico z želeno mersko enoto in pritisnite
ENTER.
METRIC
INCH.
1.3 Zaslon
SAW
PROCESS SAW
METHOD DC
REGULATION TYPE CW
WIRE TYPE Fe SOLID
WIRE DIMENSION 0.8 mm
CONFIGURATION"
TOOLS"
FAST
SET MEASURE MEMORY
Kazalec
Kazalec je na zaslonu prikazan kot črno polje okoli besedila, ki je prikazano v beli
barvi, ko je kazalec na njem. V priročniku je kazalec prikazan v krepki pisavi.
MODE
Besedilna okenca
Na dnu zaslona je pet besedilnih okenc z opisi trenutnih funkcij petih programskih
tipk, razporejenih pod zaslonom.
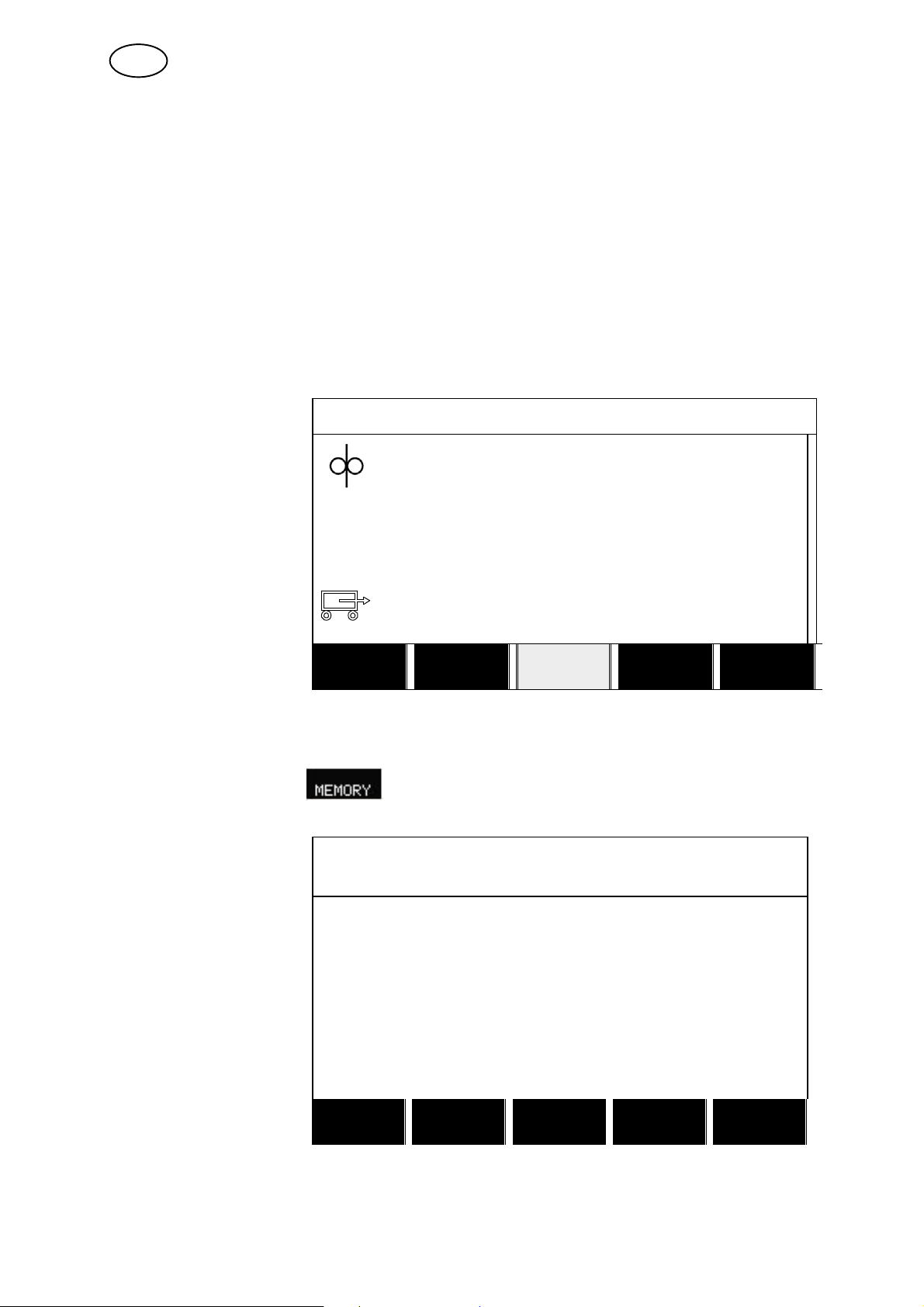
1.3.1 Simboli na zaslonu
A Izbrani nabor varilnih parametrov
B Smer varjenja
C Prišlo je do napake. Glejte poglavje
9.1
D Številka priklicanega mesta iz
pomnilnika
E Drsnik. V tem meniju je več
podatkov, kot jih je prikazanih na
zaslonu.
bi24d1va
- 10 -
© ESAB AB 2009

SI
Puščice
Če besedilo v vrstici sega čez rob zaslona, na to opozarja črna puščica " na koncu
besedila.
1.4 Splošno o nastavljanju in nastavitvah
Pri delu z nadzorno ploščo se srečate s tremi vrstami nastavljanja:
S Nastavljanje številskih vrednosti
S Nastavljanje/izbira med ponujenimi alternativami
S Nastavljanje ć vklop oziroma izklop režima.
1.4.1 Nastavljanje številskih vrednosti
Pri nastavljanju številskih vrednosti z gumboma za nastavljanje povečujete oziroma
zmanjšujete vrednost. V merilnem meniju uporabljate gumbe za varilni tok/hitrost
podajanja žice, napetost obloka oziroma hode.
1.4.2 Nastavljanje/izbira med ponujenimi alternativami
Pri nekaterih nastavitvah lahko izbirate med alternativami na seznamu.
Primer seznama:
SAW
GMAW
GOUGING
Kazalec stoji na vrstici SAW. Če zdaj pritisnete tipko ENTER, izberete možnost
SAW. Če želite izbrati kako drugo možnost, z gumbom za premikanje kazalca
pomaknite kazalec navzgor oziroma navzdol na želeno vrstico. Nato pritisnite
ENTER. Če želite izstopiti iz seznama, ne da bi izbrali katero od alternativ, pritisnite
PREKLIČI (QUIT).
1.5 PREKLIČI (QUIT) in ENTER
Desna ťprogramskaŤ tipka deluje večinoma kot tipka PREKLIČI (QUIT), občasno pa
ima druge funkcije.
S Tipka PREKLIČI (QUIT) vas vrne v prejšnji meni oziroma prejšnjo zaslonsko
sliko.
S S pritiskom tipke ENTER uveljavite izbrano možnost na meniju ali seznamu.
V tem priročniku se tipka imenuje ENTER.
bi24d1va
- 11 -
© ESAB AB 2009
SI
2 MENIJI
Nadzorna plošča uporablja več različnih menijev:
S Glavni meni (Main)
S Meni konfiguracije (Configuration)
S Meni orodja (Tools)
S Meni nastavljanja varilnih parametrov (Weld data setting)
S Merilni meni (Measurements)
S Meni pomnilnika varilnih parametrov (Weld data memory)
S Meni hitrega režima (Fast mode)
Drevesa menijev so prikazana na strani 63 in naslednjih. Med zagonom je kratek čas
prikazan zagonski zaslon s podatki o različici programa.
Zagonski zaslon
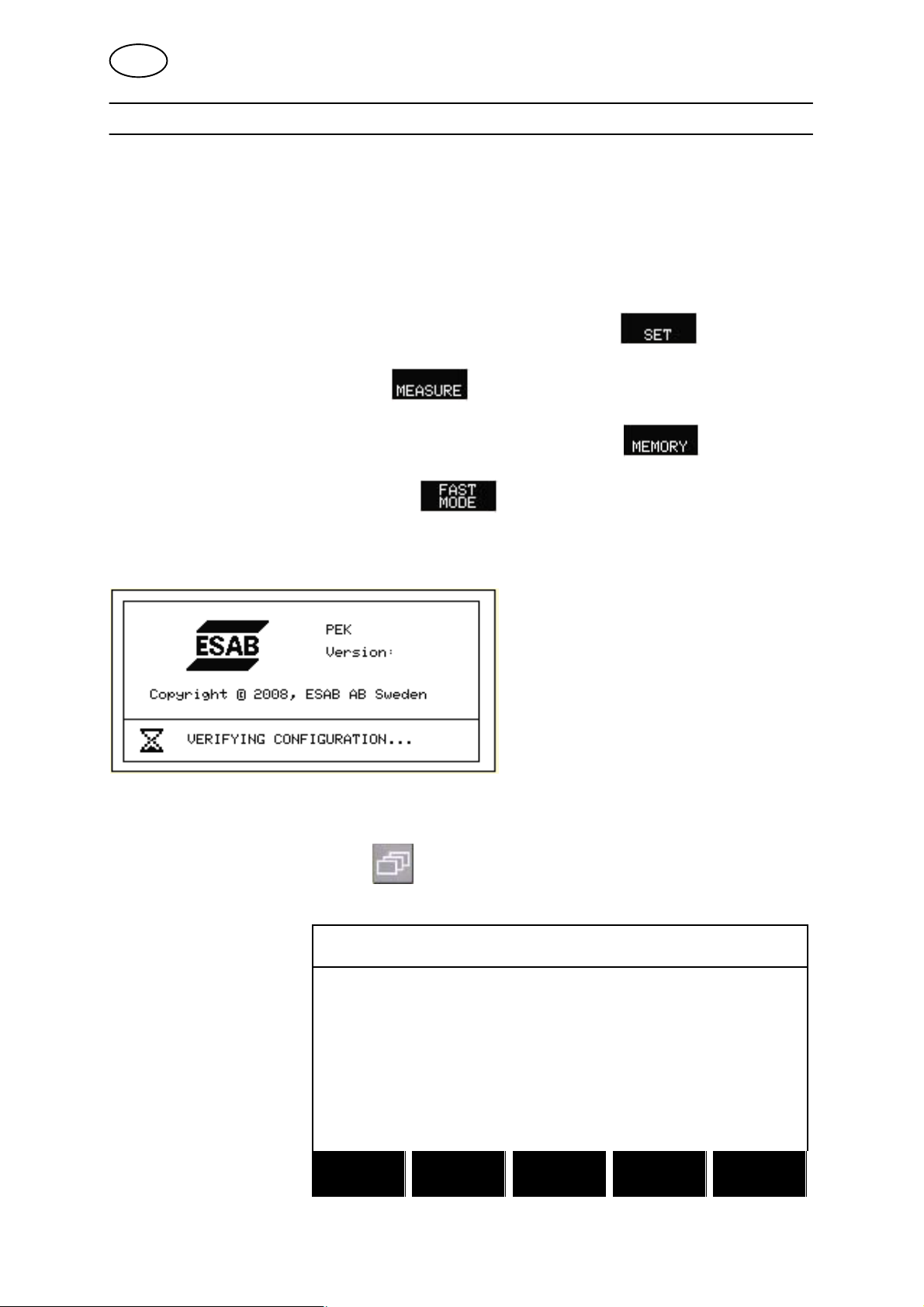
2.1 Glavni meni (Main)
V glavnem meniju
(MAIN) lahko
spreminjate proces
varjenja, postopek
varjenja, vrsto žice,
postopek krmiljenja,
mere žice ipd.
Iz tega menija lahko
dosežete druge
podmenije.
SAW
PROCESS SAW
METHOD DC
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 0.8 mm
CONFIGURATION"
TOOLS"
bi24d1va
SET MEASURE MEMORY
- 12 -
FAST
MODE
© ESAB AB 2009
SI
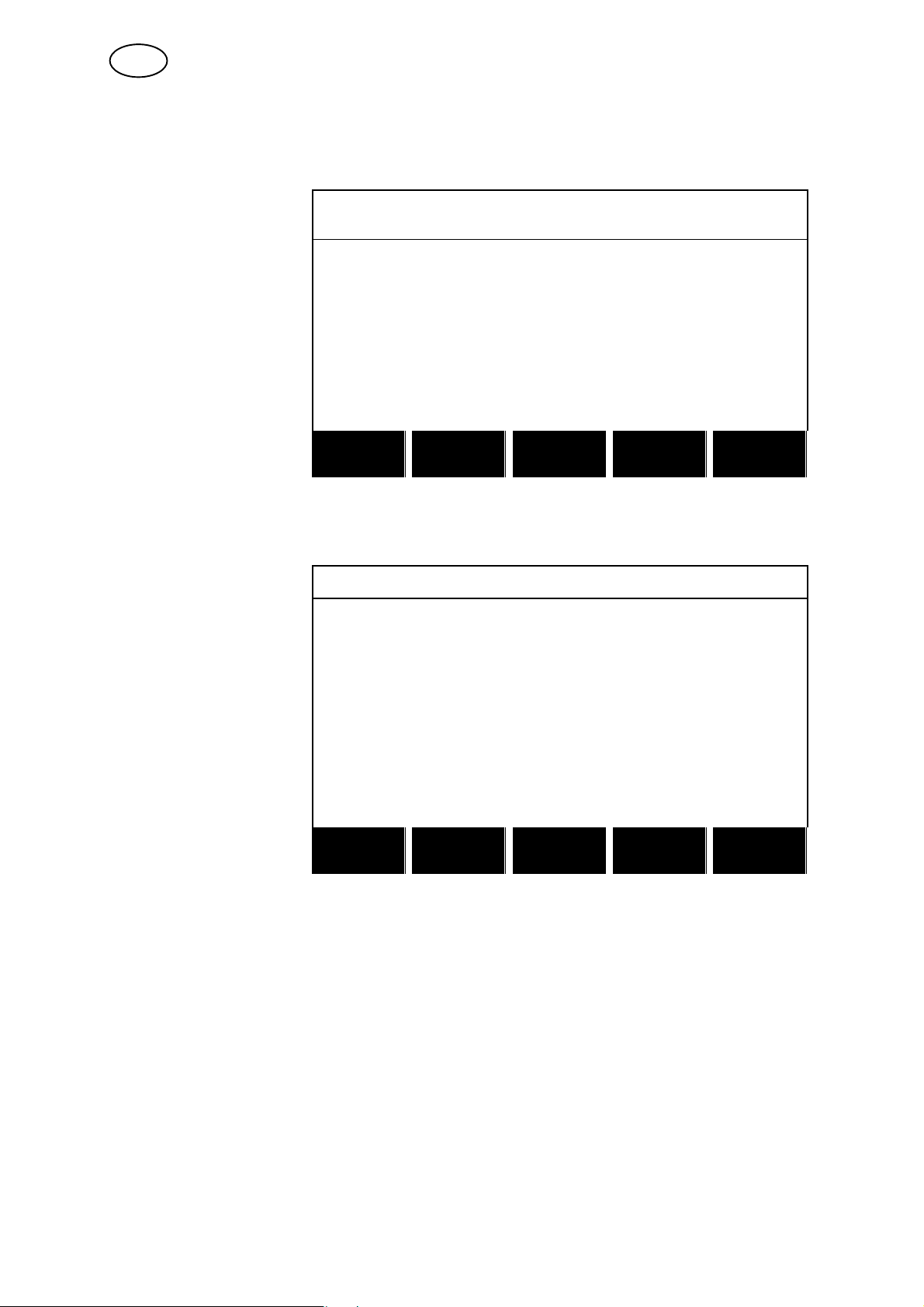
2.1.1 Meni konfiguracije (Configuration)
Glavni meni (Main) Konfiguracija (Configuration)
V meniju
CONFIGURATION
KONFIGURACIJA
(CONFIGURATION)
lahko spreminjate jezik,
spreminjate geslo,
spreminjate splošne
nastavitve in nastavitve
stroja ipd. Videz menija
je odvisen od vrste
napajanja, ki jo izberete
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
v Konfiguraciji stroja.
2.1.2 Meni orodja (Tools)
Glavni meni (Main) Orodja (Tools)
V meniju ORODJA
TOOLS
(TOOLS) lahko
prenašate datoteke,
prikazujete statistiko
kakovosti in
proizvodnih podatkov,
pregledujete dnevnike
napak ipd.
ERROR LOG"
EXPORT/IMPORT"
FILE MANAGER"
SETTING LIMIT EDITOR"
MEASURE LIMIT EDITOR"
PRODUCTION STATISTICS"
QUALITY FUNCTIONS"
CALENDAR"
USER ACCOUNTS"
UNIT INFORMATIONI"
QUIT
bi24d1va
QUIT
- 13 -
© ESAB AB 2009

SI
2.1.3 Meni nastavljanja varilnih parametrov (Weld data setting)
Glavni meni (Main)
V meniju nastavljanja
varilnih parametrov
NASTAVITVE (SET) je
mogoče spreminjati
različne varilne
parametre. Oblika
menija je odvisna od
izbranega procesa
varjenja.
Še en primer menija:
SAW WELD DATA SETTING
VOLTAGE 20.5 V
CURRENT 395 A
TRAVEL SPEED 0 cm/min
DIRECTION J
START DATA"
STOP DATA"
DYNAMIC REGULATION AUTO
SETTING LIMITS"
MEASURE LIMITS"
QUIT
SAW WELD DATA SETTING
VOLTAGE 24,0 V
CURRENT 3200 A
TRAVEL SPEED 30 cm/min
DIRECTION J
AC FREQUENCY 50 HZ
AC BALANCE 50%
AC OFFSET 0 A
START DATA"
STOP DATA"
REGULATION PAR."
I
I
I
I
I
I
bi24d1va
QUIT
- 14 -
© ESAB AB 2009

SI
2.1.4 Merilni meni (Measurements)
Glavni meni (Main)
V meniju MERJENJA (MEASURE) lahko med samim varjenjem opazujete merjene
vrednosti različnih varilnih parametrov.
A 450 AMP
Izmerjeni varilni tok
30,0 voltov
Izmerjena napetost
obloka
50 cm/min
Izmerjena hitrost hoda
300 cm/min
Izmerjena hitrost
podajanja žice
30 kJ/cm
Prikazuje energijo na
enoto dolžine,
izračunano iz podatkov
o varilnem toku,
napetosti obloka in
hitrosti hoda.
300 cm/min
Izmerjena hitrost
podajanja hladne žice
SAW: CA
A 450 Amp
V 30.0 Volt
50 cm/min
GAS /
NONE NONE
SAW: CA
FLUX NONE
FUNCT
300 cm/min
30.0 kJ/cm
300 cm/min
|
|
|
|
|
|
2ND
|
|
|
|
|
|
ICE
NONE NONE
Merjene vrednosti ostanejo prikazane na zaslonu tudi po koncu varjenja.
Ne izgubijo se niti ob vašem preklopu na kak drug meni.
V meniju merjenja lahko z gumbi za nastavljanje spreminjate varilne parametre.
Če nastavitev spremenite, ko se varjenje ne izvaja, se izmerjena vrednost spremeni
v vrednost nič.
- 15 -
bi24d1va
WF NONE
2ND
FUNCT
© ESAB AB 2009
SI
Za aktiviranje programske tipke PODAJANJE HLADNE ŽICE (ICE WF) boste
dodatne informacije našli v poglavju "Nastavitev programskih tipk" 8.2.3 . Ko je ta
tipka pritisnjena, lahko hitrost podajanja hladne žice nastavite z levim nastavitvenim
gumbom A. Če ta programska tipka ni pritisnjena, lahko s tem nastavitvenim
gumbom A regulirate električni tok.
Na prikazu merjenih vrednosti lahko vidite tudi nastavljene vrednosti, e je aktivna
programska tipka NASTAVI VREDNOSTI (SET VALUES). Če sta aktivirani obe
programski tipki HLADNA WF (ICE WF) in NASTAVI VREDNOSTI (SET VALUES),
lahko spreminjate nastavljeno hitrost podajanja hladne žice. Navodila za aktiviranje
najdete v toki “Nastavljanje programskih tipk" 8.2.3 .
300 cm/min
Nastavitev hitrosti
podajanja ice
SAW: CW
300 cm/min
20,0 voltov
Nastavitev napetosti
obloka
30 cm/min
Nastavitev hitrosti hoda
2.1.5 Meni pomnilnika varilnih parametrov (Weld data memory)
Glavni meni (Main)
V meniju POMNILNIK
VARILNIH
PARAMETROV (WELD
DATA MEMORY) lahko
shranite, prikličete iz
pomnilnika, izbrišete ali
kopirate nabore varilnih
parametrov. Za
shranjevanje naborov
varilnih parametrov je v
pomnilniku na voljo 255
mest.
V 20.0 Volt
30 cm/min
SET
NONE NONE
WELD DATA MEMORY
1 (SAW)
7 (GMAW)
VALUES NONE
|
|
|
|
|
|
2ND
FUNCT
2ND
STORE
Za podrobnejša navodila glejte poglavje 7 ťUpravljanje pomnilnikaŤ.
- 16 -
bi24d1va
FUNCT QUIT
© ESAB AB 2009

SI
2.1.6 Meni hitrega režima (Fast mode)
Glavni meni (Main)
V režimu HITRI REŽIM
(FAST MODE) lahko
ťpovežeteŤ
programske tipke z
mesti varilnih
parametrov v
pomnilniku. To lahko
naredite v meniju
Konfiguracija. Številka
izbranega mesta v
pomnilniku je prikazana
v desnem zgornjem
kotu.
Za podrobnejša navodila glejte poglavje 8.2.1 ťProgramske tipke hitrega režimaŤ.
A 450 Amp
V 30.0 Volt
50 cm/min
WELD
DATA 1
WELD
DATA 2
WELD
DATA 3
WELD
DATA 4
2ND
FUNCT
3 VARJENJE Z ZAKRITIM OBLOKOM
Glavni meni (Main) Proces (Process)
16
Pri varjenju z zakritim oblokom (SAW) oblok tali žico, ki se zvezno dodaja. Kopel
taline je zaščitena s talilom.
Če je izbran proces ŽAGANJE (SAW), lahko izbirate med dvema postopkoma: z
gumbom za premikanje kazalca postavite kazalec na vrstico POSTOPEK (METHOD)
in pritisnite ENTER. Izbirate lahko med izmeničnim (AC) in enosmernim tokom (DC).
Ko je izbran proces ŽAGANJE (SAW), lahko izbirate med tremi postopki krmiljenja: z
gumbom za premikanje kazalca postavite kazalec na vrstico TIP REGULACIJE
(REGULATION TYPE) in pritisnite ENTER. Izbirate lahko med konstantnim varilnim
tokom CA, konstantnim podajanjem žice CW in konstantnim tokom CC; glejte
razlago v poglavjih 6.1, 6.2 in 6.3.
Če ste izbrali podajanje hladne žice, glejte poglavje 8.3.9; izberete lahko le tip
regulacije CW.
bi24d1va
- 17 -
© ESAB AB 2009

SI
3.1 Nastavitve pri varjenju z zakritim oblokom
Nastavitve Območje nastavitev V korakih
po
Napetost obloka
Varilni tok
1)
1)
(CA) 0-3200 A 1 A 400 A
14-50 V 0,1 V (1 V) 30 V
Vrednost po
ponastavitvi
Hitrost podajanja žice1) (CW) 0-2500 cm/min 1 cm/min 300 cm/min
Konstantni tok1) (CC)
Hitrost podajanja hladne žice
1)
(CW) 0 - 2500 cm/min 1 cm/min 300 cm/min
Zakasnitev začetka podajanja hladne
0–3200 A
0 - 99,0 s 0,1 s 2,5 s
1 A 400 A
žice1) (CW)
Hitrost hoda
1)
0-200 cm/min 1 cm/min 50 cm/min
Smer varjenja Y - J - J
Frekvenca izmeničnega toka
Ravnotežje izmeničnega toka
Zamik izmeničnega toka
Podatki zagona
2)
10–100 Hz
25–75 %
–300–+300 A/–10–+10 V
1 50 Hz
1 50 %
1 A/0,1 V 0
Predtok talila 0-99,0 s 0,1 s 0 s
Tip zagona Neposredni ali s podrsanjem - Neposredni
Počasni zagon žice Samodejno ali z nastavljeno
- Samodejno
hitrostjo
Hitrost počasnega zagona žice 0-1000 cm/min 1 cm/min 20 cm/min
Faze zagona IZKL (OFF) ali VKL (ON) - IZKL (OFF)
Napetost odprtega tokokroga IZKL (OFF) ali VKL (ON) - IZKL (OFF)
Najvišja napetost odprtega tokokroga 5-60 V 0,1 V 50 V
Podatki ustavitve
2)
Tok talila po koncu 0-99,0 s 0,1 s 0 s
Zapolnjevanje kraterja IZKL (OFF) ali VKL (ON) - IZKL (OFF)
Čas zapolnjevanja kraterja 0-10 s 0,01 s 1 s
Čas odgorevanja 0-10 s 0,01 s 1 s
Faze ustavitve IZKL (OFF) ali VKL (ON) - IZKL (OFF)
Krmilni parametri
Dinamična regulacija Auto ali Set value - Auto
Induktivnost Auto ali Set value - Auto
Meje nastavitev - - Meje merjenja - - -
1)
Območje nastavitve je odvisno od modela, s katerim delate.
2)
Meni kaže nastavitve, ki spadajo v izbrano vrsto regulacije.
bi24d1va
- 18 -
© ESAB AB 2009

SI
4 VARJENJE MIG
Ta proces je na voljo pri nekaterih tipih stroja.
Glavni meni (Main) Proces (Process)
Pri varjenju MIG (GMAW) oblok tali žico, ki se zvezno dodaja. Kopel taline je
zaščitena z zaščitnim plinom.
Ko ste izbrali proces varjenja MIG (GMAW), lahko izbirate med dvema postopkoma
krmiljenja: z gumbom za premikanje kazalca postavite kazalec na vrstico TIP
REGULACIJE (REGULATION TYPE) in pritisnite ENTER. Izbirate lahko med
konstantnim varilnim tokom CA ali konstantnim podajanjem žice CW; glejte razlago v
poglavju 6.1 in 6.2.
4.1 Nastavitve pri varjenju MIG
Nastavitve Območje nastavitev V korakih
po
Napetost obloka* 14-50 V 0,1 V (1 V) 30 V
Varilni tok* (CA) 0-3200 A 1 A 400 A
Hitrost podajanja žice* (CW) 0-2500 cm/min 1 cm/min 300 cm/min
Hitrost hoda* 0-200 cm/min 1 cm/min 50 cm/min
Smer varjenja Y - J - J
Podatki zagona
Predtok plina 0-99,0 s 0,1 s 2,0 s
Tip zagona Neposredni ali s podrsanjem - Neposredni
Počasni zagon žice Samodejno ali z nastavljeno
hitrostjo
Hitrost počasnega zagona žice 0-1000 cm/min 1 cm/min 20 cm/min
Faze zagona IZKL (OFF) ali VKL (ON) - IZKL (OFF)
Napetost odprtega tokokroga IZKL (OFF) ali VKL (ON) - IZKL (OFF)
Najvišja napetost odprtega tokokroga 5-60 V 0,1 V 50 V
Podatki ustavitve
Tok plina po koncu 0-99,0 s 0,1 s 2,0 s
Zapolnjevanje kraterja IZKL (OFF) ali VKL (ON) - IZKL (OFF)
Čas zapolnjevanja kraterja 0-10 s 0,01 s 1 s
Čas odgorevanja 0-10 s 0,01 s 1 s
Faze ustavitve IZKL (OFF) ali VKL (ON) - IZKL (OFF)
Dinamična regulacija Auto ali Set value - Auto
Meje nastavitev - - Meje merjenja - - -
- Samodejno
Vrednost po
ponastavitvi
*) Območje nastavitve je odvisno od modela, s katerim delate.
- 19 -
bi24d1va
© ESAB AB 2009

SI
5 ŽLEBLJENJE
Ta proces je na voljo pri nekaterih tipih stroja.
Glavni meni (Main) Proces (Process)
Pri žlebljenju (GOUGING) po postopku oblok-zrak uporabljate posebno elektrodo z
grafitno palico in bakrenim plaščem.
Med grafitno palico in obdelovancem se vzpostavi oblok, ki tali material. Curek zraka
odpihuje staljeni material.
Ko ste izbrali proces žlebljenja (GOUGING), lahko izbirate med dvema postopkoma
krmiljenja: z gumbom za premikanje kazalca postavite kazalec na vrstico TIP
REGULACIJE (REGULATION TYPE) in pritisnite ENTER. Izbirate lahko med
konstantnim varilnim tokom CA ali konstantnim podajanjem žice CW; glejte razlago v
poglavju 6.1 in 6.2.
5.1 Nastavitve pri žlebljenju
Nastavitve Območje nastavitev V korakih po Vrednost po
ponastavitvi
Napetost obloka* 14-50 V 0,1 V (1 V) 30 V
Varilni tok* (CA) 0-3200 A 1 A 400 A
Hitrost podajanja žice* (CW) 0-2500 cm/min 1 cm/min 300 cm/min
Hitrost hoda* 0-200 cm/min 1 cm/min 40 cm/min
Smer varjenja Y - J - J
Podatki zagona
Predtok zraka 0-99,0 s 0,1 s 0 s
Tip zagona Neposredni ali s
podrsanjem
Počasni zagon žice Samodejno ali z
nastavljeno hitrostjo
Hitrost počasnega zagona žice 0-1000 cm/min 1 cm/min 20 cm/min
Faze zagona IZKL (OFF) ali VKL (ON) - IZKL (OFF)
Napetost odprtega tokokroga IZKL (OFF) ali VKL (ON) - IZKL (OFF)
Najvišja napetost odprtega tokokroga 5-60 V 0,1 V 50 V
Podatki ustavitve
Tok zraka po koncu 0-99,0 s 0,1 s 0 s
Zapolnjevanje kraterja IZKL (OFF) ali VKL (ON) - IZKL (OFF)
Čas zapolnjevanja kraterja 0-10 s 0,01 s 1 s
Čas odgorevanja 0-10 s 0,01 s 1 s
Faze ustavitve IZKL (OFF) ali VKL (ON) - IZKL (OFF)
Dinamična regulacija Auto ali Set value - Auto
Meje nastavitev - - Meje merjenja - - -
*) Območje nastavitve je odvisno od modela, s katerim delate.
- Neposredni
- Samodejno
bi24d1va
- 20 -
© ESAB AB 2009

SI
6 RAZLAGA FUNKCIJ
6.1 CA, konstantni varilni tok
Podajanje žice krmili varilni transformator tako, da lahko vzdržuje konstantni varilni
tok.
- Vrednost konstantnega toka lahko izberete v glavnem meniju.
6.2 CW, konstantno podajanje žice
Varilni tok je določen na osnovi izbrane hitrosti podajanja žice.
- Vrednost konstantne hitrosti podajanja žice lahko izberete v glavnem meniju.
6.3 CC, konstantni tok
Napetost se spreminja tako, da lahko vzdržuje konstantni varilni tok.
- Vrednost konstantnega toka lahko izberete v glavnem meniju.
6.4 Mere žice/elektrode
Tabela na strani 68 našteva mere žice/elektrode, med katerimi lahko izbirate.
Izbira mer močno vpliva na postopek zagona in zapolnjevanje kraterja. Če varite z
žico velikosti, ki ni navedena v tabeli, izberite žico, katere mere so kolikor mogoče
blizu mer, naštetih v tabeli.
- Mere žice/elektrode lahko izberete v glavnem meniju.
6.5 Napetost obloka
Ko napetost obloka višate, se dolžina varilnega obloka povečuje, kopel zvarne taline
pa je bolj vroča in širša.
- Napetost obloka nastavljate v meniju merjenja, meniju nastavljanja varilnih
parametrov ali v meniju hitrega režima.
6.6 Hitrost podajanja žice
Tu nastavite zahtevano hitrost podajanja žice v centimetrih na minuto. Večja hitrost
žice pomeni višji varilni tok.
- Hitrost podajanja žice nastavljate v meniju merjenja, meniju nastavljanja varilnih
parametrov ali v meniju hitrega režima.
6.7 Hitrost podajanja hladne žice (ICE)
Hitrost podajanja hladne žice se uporablja za nastavitev hitrosti podajanja (cm/min)
za hladno žico.
- Hitrost podajanja hladne žice lahko nastavite v merilnem prikazu na zaslonu,
meniju nastavljanja varilnih parametrov ali v meniju hitrega načina delovanja.
bi24d1va
- 21 -
© ESAB AB 2009
 Loading...
Loading...