


GR
A2, A6
PEK Control panel
Οδηγίες χρήσεως
Valid from program version 2.000460 949 181 GR 111222

1 ΕΙΣΑΓΩΓΗ 5.........................................................
1.1 Πίνακας ελέγχου 5..........................................................
1.1.1 Πλήκτρα και κουμπιά 6..................................................
1.2 Πρώτο βήμα 8..............................................................
1.2.1 Επιλογή γλώσσας 8....................................................
1.2.2 Μονάδα μετρήσεων 9...................................................
1.3 Οθόνη 10...................................................................
1.3.1 Σύμβολα στην οθόνη 11..................................................
1.4 Γενικές πληροφορίες σχετικά με ρυθμίσεις 11....................................
1.4.1 Ρύθμιση αριθμητικών τιμών 12............................................
1.4.2 Ρύθμιση με δεδομένες εναλλακτικές επιλογές 12.............................
1.5 ΤΕΡΜΑΤΙΣΜΟΣ και ENTER 12................................................
2 ΜΕΝΟΥ 12...........................................................
2.1 Κύριο μενού 13..............................................................
2.1.1 Μενού Διαμόρφωση 13...................................................
2.1.2 Μενού Εργαλεία 14......................................................
2.1.3 Μενού Ρύθμιση δεδομένων συγκόλλησης 14................................
2.1.4 Μενού Μετρήσεις 15.....................................................
2.1.5 Μενού Μνήμη δεδομένων συγκόλλησης 16.................................
2.1.6 Μενού Γρήγορη λειτουργία 17.............................................
3 ΣΥΓΚΟΛΛΗΣΗ ΒΥΘΙΖΟΜΕΝΟΥ ΤΟΞΟΥ 17..............................
3.1 Ρυθμίσεις για συγκόλληση βυθιζόμενου τόξου 18.................................
4 ΣΥΓΚΟΛΛΗΣΗ ΤΟΞΟΥ ΜΕΤΑΛΛΟΥ ΑΕΡΙΟΥ 19..........................
4.1 Ρυθμίσεις για τη συγκόλληση τόξου μετάλλου αερίου 19...........................
5 ΣΚΑΨΙΜΟ 20.........................................................
5.1 Ρυθμίσεις για σκάψιμο 21.....................................................
Διατηρείται το δικαίωμα τροποποίησης προδιαγραφών Χωρίς προειδοποίηση.
TOCy
- 2 -

6 ΕΠΕΞΗΓΗΣΕΙΣ ΛΕΙΤΟΥΡΓΙΑΣ 21.......................................
6.1 CA, σταθερό ρεύμα συγκόλλησης 21...........................................
6.2 CW, σταθερή τροφοδότηση σύρματος 21........................................
6.3 CC, σταθερό ρεύμα 22........................................................
6.4 Διαστάσεις σύρματος / ηλεκτροδίου 22..........................................
6.5 Τάση τόξου 22...............................................................
6.6 Ταχύτητα τροφοδότησης σύρματος 22..........................................
6.7 Ταχύτητα τροφοδότησης σύρματος εν ψυχρώ (ICE) 22............................
6.8 Καθυστέρηση έναρξης σύρματος εν ψυχρώ (ICE) 22.............................
6.9 Ταχύτητα διαδρομής 22.......................................................
6.10 Κατεύθυνση συγκόλλησης 23..................................................
6.11 Συχνότητα AC 23............................................................
6.12 Ισοστάθμιση AC 23...........................................................
6.13 Μετατόπιση AC 23...........................................................
6.14 Προ-ροή συλλιπάσματος (SAW) 23.............................................
6.15 Προ-ροή αερίου (GMAW) 23...................................................
6.16 Προ-ροή αέρα (Gouging) 23...................................................
6.17 Τύπος εκκίνησης 24..........................................................
6.18 Εκκίνηση ερπυσμού σύρματος 24..............................................
6.19 Φάσεις εκκίνησης 24..........................................................
6.20 Μέγιστη Τάση Ανοικτού Κυκλώματος (OCV) 25..................................
6.21 Μετα-ροή συλλιπάσματος (SAW) 25............................................
6.22 Μετα-ροή αερίου (GMAW) 25..................................................
6.23 Μετα-ροή αέρα (Gouging) 25..................................................
6.24 Γέμισμα κρατήρων 25.........................................................
6.25 Χρόνος καθυστέρησης καύσης 25..............................................
6.26 Φάσεις διακοπής 26..........................................................
6.27 Δυναμική ρύθμιση 26.........................................................
6.28 Παράμετροι ελέγχου 26.......................................................
6.29 Όρια ρύθμισης 26............................................................
6.30 Όρια μέτρησης 27............................................................
7 ΔΙΑΧΕΙΡΙΣΗ ΜΝΗΜΗΣ 27..............................................
7.1 Μέθοδος λειτουργίας του πίνακα ελέγχου 27.....................................
7.2 Αποθήκευση 28..............................................................
7.3 Ανάκληση 29................................................................
7.4 Διαγραφή 30.................................................................
7.5 Αντιγραφή 31................................................................
7.6 Όνομα 32...................................................................
7.7 Επεξεργασία 33..............................................................
Διατηρείται το δικαίωμα τροποποίησης προδιαγραφών Χωρίς προειδοποίηση.
TOCy
- 3 -

8 ΜΕΝΟΥ ΔΙΑΜΟΡΦΩΣΗ 34.............................................
8.1 Κλείδωμα κωδικού 35.........................................................
8.1.1 Κατάσταση κωδικού κλειδώματος 35.......................................
8.1.2 Καθορισμός/ επεξεργασία κωδικού κλειδώματος 36..........................
8.2 Γενικές ρυθμίσεις 36..........................................................
8.2.1 Ειδικά πλήκτρα γρήγορης λειτουργίας 37...................................
8.2.2 Καταγραφή δεδομένων ποιότητας σε αρχείο 38..............................
8.2.3 Διαμόρφωση ειδικών πλήκτρων 38........................................
8.2.4 Λειτουργία αυτόματης αποθήκευσης 40.....................................
8.3 Ρυθμίσεις μηχανής 40........................................................
8.3.1 Κωδικός προϊόντος 40...................................................
8.3.2 Άξονας τροφοδότησης σύρματος 41........................................
8.3.3 Άξονας τροφοδότησης σύρματος εν ψυχρώ (ICE) 42.........................
8.3.4 Άξονας διαδρομής 42....................................................
8.3.5 Εξωτερικός άξονας 43....................................................
8.3.6 Διπλός άξονας - LAF και TAF 43...........................................
8.3.7 Διπλός άξονας για την πηγή ρεύματος Aristo 1000 47........................
8.3.8 Παράλληλες πηγές ρεύματος 49...........................................
8.3.9 Τροφοδότηση σύρματος εν ψυχρώ (ICE) 49................................
8.3.10 Ρυθμίσεις αναγνωριστικού κόμβου 51......................................
8.4 Μήκος καλωδίου 51..........................................................
8.5 Συντήρηση 52...............................................................
8.6 Ρυθμίσεις δικτύου 52.........................................................
8.6.1 Επισκόπηση συστήματος 53..............................................
9 ΕΡΓΑΛΕΙΑ 54.........................................................
9.1 Αρχείο καταγραφής σφαλμάτων 54.............................................
9.1.1 Μονάδες 55.............................................................
9.1.2 Περιγραφή των κωδικών διαχείρισης σφαλμάτων 55.........................
9.2 Εξαγωγή/ εισαγωγή 56........................................................
9.3 Πρόγραμμα διαχείρισης αρχείων 57............................................
9.3.1 Διαγραφή αρχείου/ φακέλου 58............................................
9.3.2 Μετονομασία αρχείου/ φακέλου 58.........................................
9.3.3 Δημιουργία νέου φακέλου 59..............................................
9.3.4 Αντιγραφή και επικόλληση αρχείων 59......................................
9.4 Επεξεργασία ορίων ρύθμισης 60...............................................
9.5 Όρια μέτρησης 61............................................................
9.6 Στατιστικά παραγωγής 62.....................................................
9.7 Λειτουργίες ποιότητας 63......................................................
9.7.1 Αποθήκευση δεδομένων ποιότητας 64.....................................
9.8 Ημερολόγιο 64...............................................................
9.9 Λογαριασμοί χρηστών 65.....................................................
9.10 Πληροφορίες μονάδας 66.....................................................
ΔΟΜΎ ΜΕΝΟΈ 67.......................................................
ΔΙΌΜΕΤΡΟ ΣΈΡΜΑΤΟ 72...............................................
ΑΡΙΘΜΌΣ ΠΑΡΑΓΓΕΛIΑΣ 73..............................................
Διατηρείται το δικαίωμα τροποποίησης προδιαγραφών Χωρίς προειδοποίηση.
TOCy
- 4 -
1 ΕΙΣΑΓΩΓΗ
Για να ωφεληθείτε όσο το δυνατό περισσότερο από τον δικό σας εξοπλισμό
συγκόλλησης, συνιστούμε να διαβάσετε το παρόν εγχειρίδιο οδηγιών.
Για γενικές πληροφορίες σχετικά με τη λειτουργία, βλέπε το εγχειρίδιο οδηγιών για τη
μονάδα ελέγχου, την αυτόματη μηχανή συγκόλλησης, την κολόνα και μπούμα ή την
πηγή ισχύος.
Το κείμενο που εμφανίζεται στην οθόνη είναι διαθέσιμο στις εξής γλώσσες:
Αγγλικά, Σουηδικά, Φινλανδικά, Νορβηγικ, Δανέζικα, Γερμανικά, Γαλλικά, Ιταλικά,
Ολλανδικά, Ισπανικά, Πορτογαλικά, Ουγγρικά, Πολωνικά, Αγγλικά (Η.Π.Α.), Τσεχικά,
Κινεζικά και Ρωσικά.
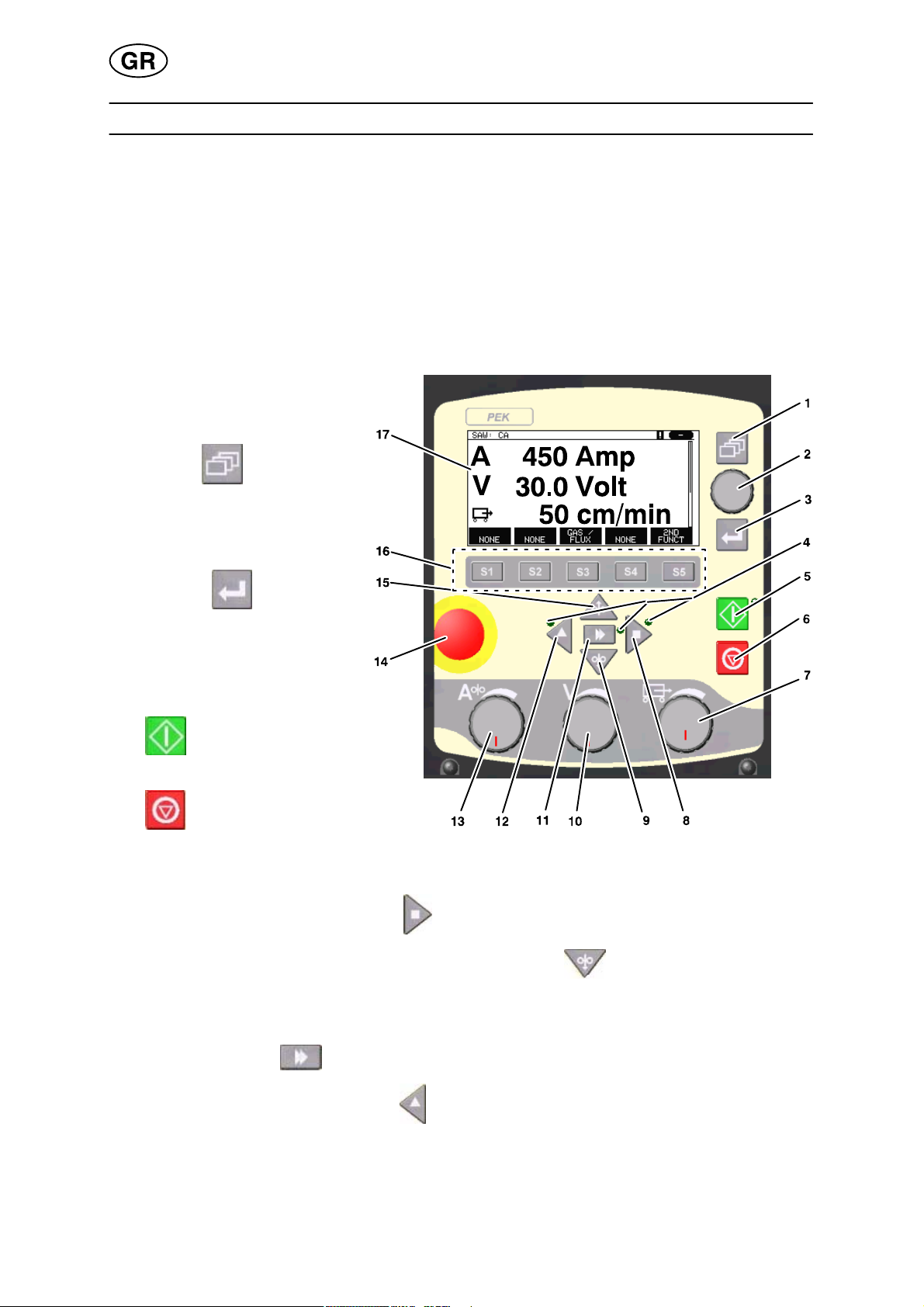
1.1 Πίνακας ελέγχου
1 Μενού
2 Κουμπί για κινούμενο
δρομέα (κουμπί
τοποθέτησης)
3 ENTER
4 Πράσινο ενδεικτικό
λαμπάκι, ανάβει όταν η
λειτουργία είναι ενεργή
5 Έναρξη συγκόλλησης
6 Διακοπή συγκόλλησης
7 Κουμπί για τη ρύθμιση της ταχύτητας διαδρομής στο μενού μετρήσεων, σε άλλα
μενού για αύξηση ή μείωση των ρυθμισμένων τιμών (κουμπί ρυθμίσεων)
8 Χειροκίνητη κίνηση διαδρομής
9 Χειροκίνητη προς τα κάτω τροφοδότηση καλωδίου
10 Κουμπί για τη ρύθμιση της τάσης τόξου στο μενού μετρήσεων, σε άλλα μενού για
αύξηση ή μείωση των ρυθμισμένων τιμών (κουμπί ρυθμίσεων)
11 Γρήγορη κίνηση
12 Χειροκίνητη κίνηση διαδρομής
13 Κουμπί για τη ρύθμιση της ταχύτητας ρεύματος / τροφοδότησης σύρματος
συγκόλλησης στο μενού μετρήσεων, σε άλλα μενού για αύξηση ή μείωση των
ρυθμισμένων τιμών (κουμπί ρυθμίσεων)
bi24d1ya
- 5 -
© ESAB AB 2009
14 Στοπ έκτακτης ανάγκης
15 Χειροκίνητη προς τα επάνω τροφοδότηση καλωδίου
16 Ειδικά πλήκτρα
17 Οθόνη
1.1.1 Πλήκτρα και κουμπιά
Μενού
Το πλήκτρο Μενού (Menu) σας επιστρέφει πάντα πίσω στο κύριο μενού της σχετικής
διεργασίας:
SAW
PROCESS SAW
METHOD DC
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
FAST
SET MEASURE MEMORY
MODE
ENTER
Χρησιμοποιήστε το πλήκτρο ENTER για να επιβεβαιώσετε μια επιλογή.
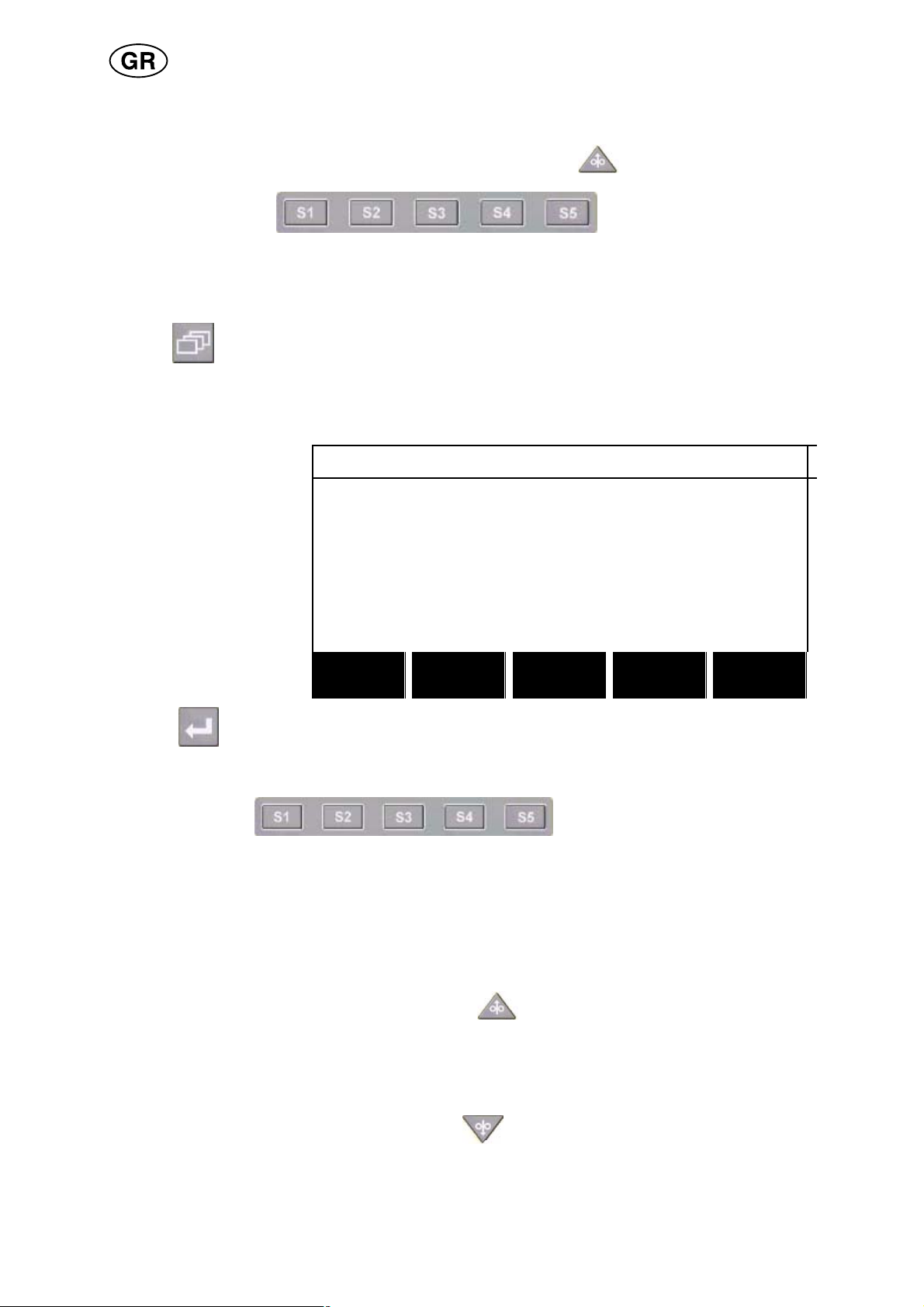
Ειδικά πλήκτρα
Τα πέντε πλήκτρα (S1 - S5) κάτω από την οθόνη έχουν διαφορετικές λειτουργίες.
Ονομάζονται ειδικά πλήκτρα, δηλ. μπορούν να έχουν διαφορετικές λειτουργίες
ανάλογα με το μενού στο οποίο βρίσκεστε. Η τρέχουσα λειτουργία αυτών των
πλήκτρων μπορεί να φανεί από το κείμενο στην κάτω σειρά της οθόνης. Όταν η
λειτουργία είναι ενεργή, αυτό υποδηλώνεται από το πεδίο με το πλαίσιο κειμένου που
γίνεται λευκό.
Τροφοδότηση σύρματος προς τα επάνω
Πλήκτρο για την αντιστροφή του σύρματος χωρίς τάση τόξου, όταν αντικαθιστάτε για
παράδειγμα τη μπομπίνα σύρματος. Το σύρμα τροφοδοτείται για όσο διάστημα μένει
πατημένο το πλήκτρο.
Τροφοδότηση σύρματος προς τα κάτω
Πλήκτρο για την τροφοδότηση σύρματος χωρίς τάση τόξου. Το σύρμα τροφοδοτείται
για όσο διάστημα μένει πατημένο το πλήκτρο.
bi24d1ya
- 6 -
© ESAB AB 2009

Κίνηση διαδρομής
Πλήκτρο για την κίνηση διαδρομής στην κατεύθυνση της συγκόλλησης όπου το
σύμβολο υποδηλώνεται στον εξοπλισμό συγκόλλησης. Για να διακόψετε την κίνηση
διαδρομής πατήστε
, ή .
Η ενδεικτική λυχνία LED ανάβει κατά τη διάρκεια της κίνησης διαδρομής.
Κίνηση διαδρομής
Πλήκτρο για την κίνηση διαδρομής στην κατεύθυνση της συγκόλλησης όπου το
σύμβολο υποδηλώνεται στον εξοπλισμό συγκόλλησης. Για να διακόψετε την κίνηση
διαδρομής πατήστε , ή .
Η ενδεικτική λυχνία LED ανάβει κατά τη διάρκεια της κίνησης διαδρομής.
Γρήγορη κίνηση
Πλήκτρο για γρήγορη κίνηση τροφοδότησης σύρματος ή κίνησης διαδρομής.
Η ενδεικτική λυχνία LED ανάβει κατά τη διάρκεια της γρήγορης κίνησης.
Έναρξη συγκόλλησης
Πλήκτρο για την έναρξη συγκόλλησης.
Διακοπή συγκόλλησης
Πλήκτρο διακοπής της συγκόλλησης για όλες τις κινήσεις διαδρομής και όλους τους
κινητήρες.
Κουμπί τοποθέτησης
Το ανώτερο δεξί κουμπί ονομάζεται κουμπί τοποθέτησης στο εγχειρίδιο οδηγιών και
χρησιμοποιείται για την τοποθέτηση του δρομέα.
Κουμπί ρυθμίσεων
Τα τρία κουμπιά κάτω από τον πίνακα ονομάζονται κουμπιά ρυθμίσεων στο
εγχειρίδιο οδηγιών και χρησιμοποιούνται για την αλλαγή των ρυθμισμένων τιμών
στον πίνακα.
bi24d1ya
- 7 -
© ESAB AB 2009
1.2 Πρώτο βήμα
1.2.1 Επιλογή γλώσσας
Αυτό το μενού εμφανίζεται όταν ξεκινά η μηχανή πρώτη φορά:
SAW: CA
|
A 450 Amp
V 30.0 Volt
|
|
|
|
|
50 cm/min
GAS /
NONE NONE
Κατά την παράδοση, ο πίνακας ελέγχου είναι ρυθμισμένος στα Αγγλικά. Για να
επιλέξετε τη γλώσσα σας, προχωρήστε ως εξής:
Πατήστε Μενού (Menu) για πρόσβαση στο κύριο μενού.
Τοποθετήστε τον δρομέα
χρησιμοποιώντας το κουμπί
τοποθέτησης στη σειρά
ΔΙΑΜΟΡΦΩΣΗ
(CONFIGURATION).
Πατήστε ENTER για να επιβεβαιώσετε την επιλογή.
FLUX NONE
SAW
PROCESS SAW
METHOD DC
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
SET MEASURE MEMORY
2ND
FUNCT
FAST
MODE
bi24d1ya
- 8 -
© ESAB AB 2009

Τοποθετήστε τον δρομέα
στη σειρά ΓΛΩΣΣΑ
(LANGUAGE). Πατήστε
ENTER για να εμφανίσετε
μια λίστα με τις γλώσσες
που είναι διαθέσιμες στον
πίνακα ελέγχου.
CONFIGURATION
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
QUIT
Τοποθετήστε τον δρομέα στη σειρά που υπάρχει η
γλώσσα σας και πατήστε ENTER.
NORSK
POLSKI
PORTUGUES
SUOMI
SVENSKA
CHINESE
1.2.2 Μονάδα μετρήσεων
Κατά την παράδοση, ο πίνακας ελέγχου είναι ρυθμισμένος για μετρικό σύστημα. Για
να επιλέξετε άλλη μέτρηση, προχωρήστε ως εξής:
Πατήστε Μενού (Menu) για πρόσβαση στο κύριο μενού.
Τοποθετήστε τον δρομέα
χρησιμοποιώντας το κουμπί
τοποθέτησης στη σειρά
ΔΙΑΜΟΡΦΩΣΗ
(CONFIGURATION).
SAW
PROCESS SAW
METHOD DC
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
|
|
|
SET MEASURE MEMORY
Πατήστε ENTER για να επιβεβαιώσετε την επιλογή.
- 9 -
bi24d1ya
FAST
MODE
© ESAB AB 2009

Τοποθετήστε τον δρομέα
στη σειρά ΓΕΝΙΚΗ
ΔΙΑΜΟΡΦΩΣΗ (GENERAL
CONFIGURATION).
CONFIGURATION
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
Πατήστε ENTER για να επιβεβαιώσετε την επιλογή.
QUIT
Τοποθετήστε τον δρομέα
στη σειρά ΜΟΝΑΔΑ
ΜΗΚΟΥΣ (UNIT OF
LENGTH). Πατήστε ENTER
για να εμφανίσετε μια λίστα
με τις μετρήσεις που είναι
διαθέσιμες στον πίνακα
ελέγχου.
GENERAL CONFIGURATION
FAST MODE SOFT BUTTONS 1
QUALITY DATA LOG TO FILE ON
SOFT KEYS SETUP"
AUTO SAVE MODE OFF
UNIT OF LENGTH METRIC
Τοποθετήστε τον δρομέα στη σειρά για την ορθή μέτρηση και
πατήστε ENTER.
1.3 Οθόνη
QUIT
METRIC
INCH.
bi24d1ya
SAW
PROCESS SAW
METHOD DC
REGULATION TYPE CW
WIRE TYPE Fe SOLID
WIRE DIMENSION 0.8 mm
CONFIGURATION"
TOOLS"
FAST
SET MEASURE MEMORY
- 10 -
MODE
© ESAB AB 2009
Δρομέας
Ο δρομέας του πίνακα ελέγχου παρουσιάζεται ως ένα μαύρο πεδίο γύρω από το
κείμενο, με το επιλεγμένο κείμενο να γίνεται λευκό. Ο δρομέας εμφανίζεται στο
εγχειρίδιο οδηγιών με κείμενο με έντονη γραφή.
Πλαίσια κειμένου
Στο κάτω μέρος της οθόνης, υπάρχουν πέντε πλαίσια που περιέχουν κείμενο που
περιγράφει την τρέχουσα λειτουργία των πέντε ειδικών πλήκτρων ακριβώς κάτω από
την οθόνη.
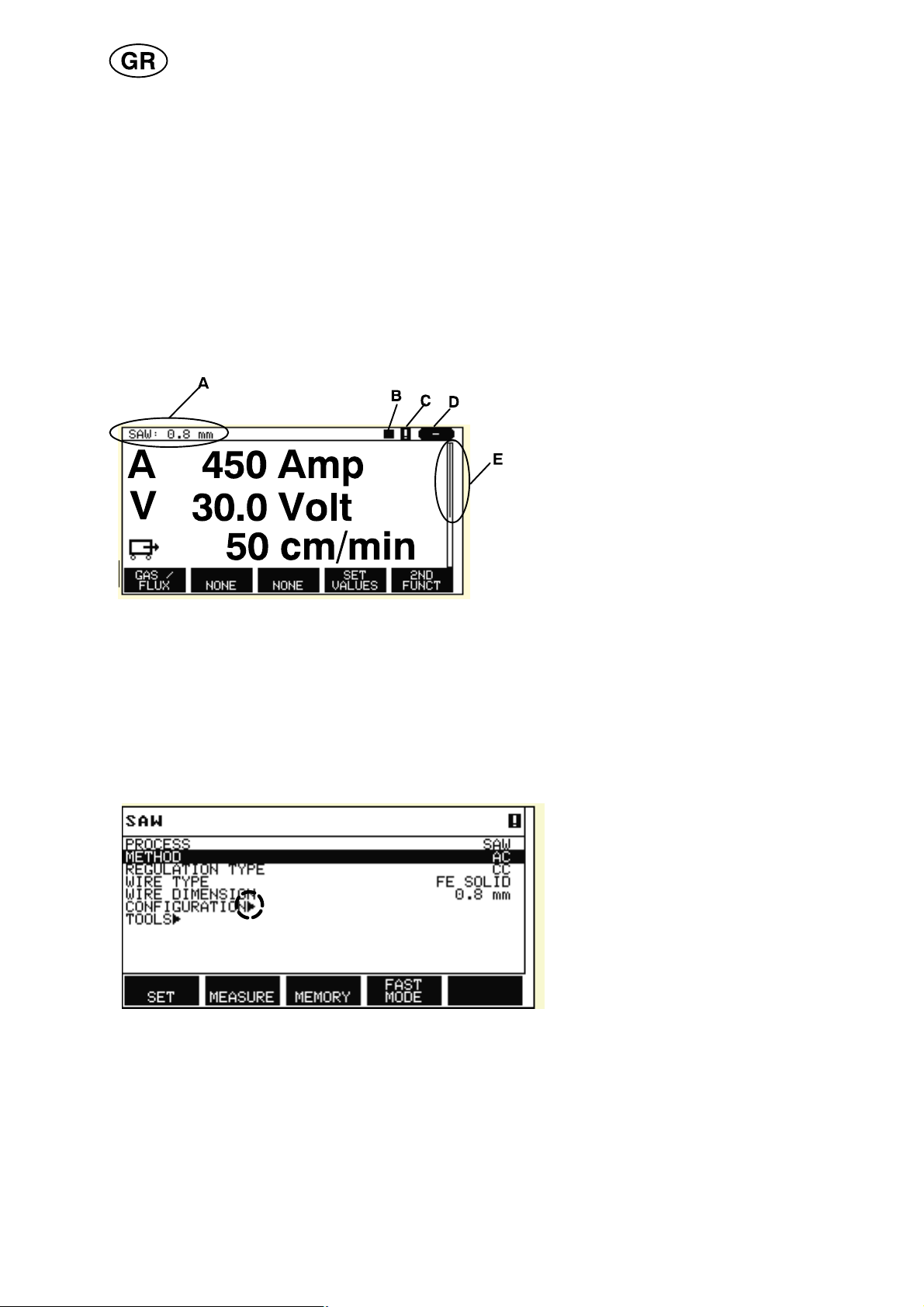
1.3.1 Σύμβολα στην οθόνη
A Το επιλεγμένο σύνολο δεδομένων
συγκόλλησης
B Κατεύθυνση συγκόλλησης
C Εμφανίστηκε σφάλμα. Δείτε στο
κεφάλαιο 9.1
D Αριθμός ανακληθείσας θέσης
μνήμης
E Γραμμή κύλισης. Περισσότερες
πληροφορίες μπορείτε να βρείτε
στο παρόν μενού
Βέλη
Όταν υπάρχουν περισσότερες πληροφορίες πίσω από μια σειρά, αυτό υποδηλώνεται
με ένα μαύρο βέλος " πίσω από το κείμενο.
1.4 Γενικές πληροφορίες σχετικά με ρυθμίσεις
Υπάρχουν τρεις τύποι ρύθμισης:
S Ρύθμιση αριθμητικών τιμών
S Ρύθμιση δεδομένων εναλλακτικών επιλογών
S Ρύθμιση λειτουργίας ON/OFF
bi24d1ya
- 11 -
© ESAB AB 2009
1.4.1 Ρύθμιση αριθμητικών τιμών
Τα κουμπιά ρυθμίσεων χρησιμοποιούνται για την αύξηση ή μείωση των ρυθμισμένων
τιμών όταν ρυθμίζετε αριθμητικές τιμές. Στο μενού μετρήσεων, χρησιμοποιούνται τα
κουμπιά ταχύτητας ρεύματος / τροφοδότησης σύρματος συγκόλλησης, τάσης τόξου ή
κίνησης διαδρομής.
1.4.2 Ρύθμιση με δεδομένες εναλλακτικές επιλογές
Ορισμένες ρυθμίσεις γίνονται μέσω μιας επιλογής από μια λίστα.
Αυτό είναι ένα παράδειγμα της λίστας:
SAW
GMAW
GOUGING
Ο δρομέας τοποθετείται στη σειρά για SAW. Πατώντας το ENTER στη θέση αυτή,
γίνεται η επιλογή SAW. Αν αντί γι' αυτήν, θέλετε να διαλέξετε μια άλλη επιλογή,
τοποθετήστε τον δρομέα επάνω στη σωστή σειρά πραγματοποιώντας κύλιση προς
τα επάνω ή κάτω μέσω του κουμπιού τοποθέτησης. Στη συνέχεια πατήστε ENTER.
Αν θέλετε να βγείτε από τη λίστα χωρίς να κάνετε κάποια επιλογή, πατήστε
ΤΕΡΜΑΤΙΣΜΟΣ (QUIT).
1.5 ΤΕΡΜΑΤΙΣΜΟΣ και ENTER
Το πιο απομακρυσμένο, δεξιό, ειδικό πλήκτρο χρησιμοποιείται κυρίως για
ΤΕΡΜΑΤΙΣΜΟ (QUIT), παρότι περιστασιακά χρησιμοποιείται για άλλες λειτουργίες.
S Ο ΤΕΡΜΑΤΙΣΜΟΣ (QUIT) σας επιστρέφει στο προηγούμενο μενού ή εικόνα.
S Αν πατήσετε ENTER, θα εκτελεστεί μια επιλογή από κάποιο μενού ή λίστα.
Στο παρόν εγχειρίδιο, το πλήκτρο ονομάζεται ENTER.
2 ΜΕΝΟΥ
Ο πίνακας ελέγχου χρησιμοποιεί διαφορετικά μενού:
S Κύριο μενού
S Μενού Διαμόρφωση
S Μενού Εργαλεία
S Μενού Ρύθμιση δεδομένων συγκόλλησης
S Μενού Μετρήσεις
S Μενού Μνήμη δεδομένων συγκόλλησης
S Μενού Γρήγορη λειτουργία
- 12 -
bi24d1ya
© ESAB AB 2009

Τα δένδρα των μενού εμφανίζονται στη σελίδα 67 και πέρα. Κατά τη διάρκεια της
εκκίνησης, επίσης εμφανίζεται για λίγο μια οθόνη εκκίνησης που περιέχει
πληροφορίες σχετικά με την τρέχουσα έκδοση του προγράμματος.
Οθόνη εκκίνησης
2.1 Κύριο μενού
Από το ΚΥΡΙΟ ΜΕΝΟΥ,
μπορείτε να αλλάξετε τη
διεργασία συγκόλλησης,τη
μέθοδο συγκόλλησης, τον
τύπο σύρματος, τη μέθοδο
ελέγχου, τις διαστάσεις
σύρματος κ.λπ..Μπορείτε να
έχετε πρόσβαση σε άλλα
υπομενού από το παρόν
μενού.
SAW
PROCESS SAW
METHOD DC
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 0.8 mm
CONFIGURATION"
TOOLS"
SET MEASURE MEMORY
2.1.1 Μενού Διαμόρφωση
Κύριο μενού Διαμόρφωση
Στο μενού ΔΙΑΜΟΡΦΩΣΗ
(CONFIGURATION) είναι
δυνατή η αλλαγή γλώσσας,
αλλαγή κωδικού
πρόσβασης,
πραγματοποίηση γενικών
ρυθμίσεων,
πραγματοποίηση
ρυθμίσεων μηχανής κ.λπ..
Το μενού έχει διαφορετικές
εμφανίσεις ανάλογα με τον
τύπο της πηγής ρεύματος
που έχει επιλεγεί στη
Διαμόρφωση μηχανήματος.
CONFIGURATION
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
FAST
MODE
bi24d1ya
QUIT
- 13 -
© ESAB AB 2009
2.1.2 Μενού Εργαλεία
Κύριο μενού Εργαλεία
Από το μενού ΕΡΓΑΛΕΙΑ
(TOOLS), μπορείτε να
μεταφέρετε αρχεία, να
προβάλλετε στατιστικά
στοιχεία ποιότητας και
παραγωγής, αρχεία
καταγραφής σφαλμάτων,
κ.λπ.
TOOLS
ERROR LOG"
EXPORT / IMPORT"
FILE MANAGER"
SETTING LIMIT EDITOR"
MEASURE LIMIT EDITOR"
PRODUCTION STATISTICS"
QUALITY FUNCTIONS"
CALENDAR"
USER ACCOUNTS"
UNIT INFORMATION"
2.1.3 Μενού Ρύθμιση δεδομένων συγκόλλησης
Κύριο μενού
Στο Μενού ρύθμιση
δεδομένων συγκόλλησης,
ΡΥΘΜΙΣΗ (SET), είναι
δυνατή η αλλαγή
διαφορετικών παραμέτρων
συγκόλλησης. Το μενού έχει
διαφορετικές εμφανίσεις
ανάλογα με τη διεργασία
συγκόλλησης που
επιλέγεται.
SAW WELD DATA SETTING
VOLTAGE 20.5 V
CURRENT 395 A
TRAVEL SPEED 0 cm/min
DIRECTION J
START DATA"
STOP DATA"
DYNAMIC REGULATION AUTO
SETTING LIMITS"
MEASURE LIMITS"
QUIT
Άλλο ένα παράδειγμα
από το μενού:
bi24d1ya
QUIT
SAW WELD DATA SETTING
VOLTAGE 24,0 V
CURRENT 3200 A
TRAVEL SPEED 30 cm/min
DIRECTION J
AC FREQUENCY 50 HZ
AC BALANCE 50%
AC OFFSET 0 A
START DATA"
STOP DATA"
REGULATION PAR."
QUIT
- 14 -
© ESAB AB 2009
I
I
I
I
I
I
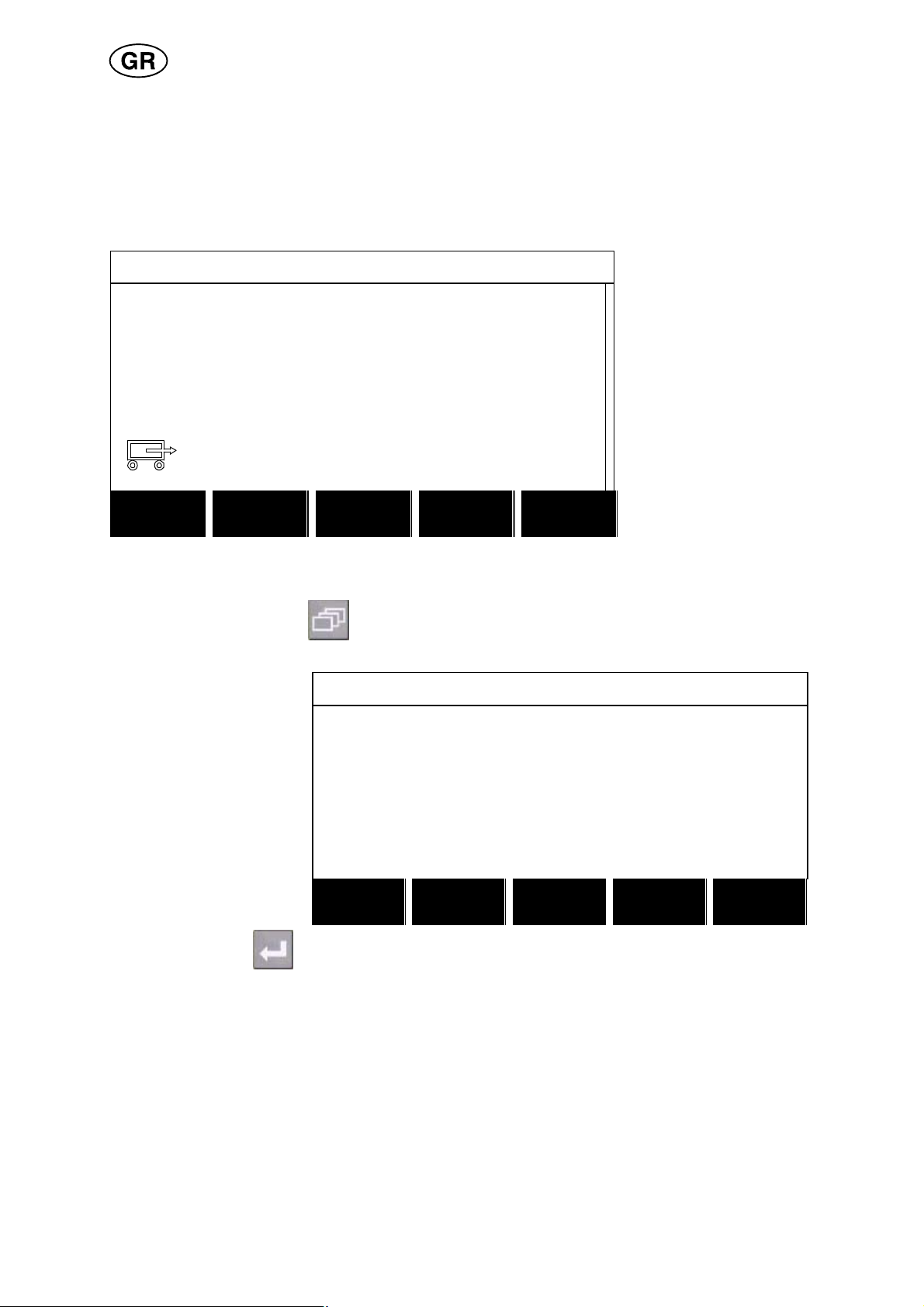
2.1.4 Μενού Μετρήσεις
Κύριο μενού
Από το μενού ΜΕΤΡΗΣΗ (MEASURE), μπορείτε να προβάλλετε μετρούμενες τιμές
για διάφορες παραμέτρους συγκόλλησης όταν η συγκόλληση βρίσκεται σε εξέλιξη.
A 450 AMP
Μετρούμενο ρεύμα
συγκόλλησης
30,0 Volt
Μετρούμενη τάση τόξου
50 cm/min
Μετρούμενη ταχύτητα
διαδρομής
300 cm/min
Μετρούμενη ταχύτητα
τροφοδότησης σύρματος
30 kJ/cm
Υποδηλώνει ενέργεια ανά
μήκος μονάδας, η οποία
λαμβάνεται
χρησιμοποιώντας τις τιμές
που έχουν επιλεχθεί για
ρεύμα συγκόλλησης, τάση
τόξου και ταχύτητα
διαδρομής
300 cm/min
Μετρούμενη ταχύτητα
τροφοδότησης σύρματος εν
ψυχρώ
SAW: CA
A 450 Amp
V 30.0 Volt
50 cm/min
GAS /
NONE NONE
SAW: CA
FLUX NONE
FUNCT
300 cm/min
30.0 kJ/cm
300 cm/min
|
|
|
|
|
|
2ND
|
|
|
|
|
|
COLD
NONE NONE
Οι μετρούμενες τιμές παραμένουν στην οθόνη ακόμα και μετά την ολοκλήρωση της
συγκόλλησης.
Μπορείτε να μετακινηθείτε σε άλλα μενού χωρίς να χάσετε τις τιμές μέτρησης.
Τα κουμπιά ρυθμίσεων μπορούν να χρησιμοποιούνται για την αλλαγή των
παραμέτρων συγκόλλησης στην οθόνη μέτρησης.
Εάν η ρυθμισμένη τιμή αλλάζει όταν δεν πραγματοποιείται συγκόλληση, η τιμή
μέτρησης αλλάζει σε μηδέν.
- 15 -
bi24d1ya
WF NONE
2ND
FUNCT
© ESAB AB 2009

Για την ενεργοποίηση, ενεργοποιείται το ειδικό κλειδί ΤΡΟΦΟΔΟΤΗΣΗΣ ΣΥΡΜΑΤΟΣ
ΕΝ ΨΥΧΡΩ (ICE WF). Ανατρέξτε στο κεφάλαιο "Ρύθμιση ειδικών πλήκτρων" 8.2.3.
Όταν το πλήκτρο είναι πατημένο, η ταχύτητα του σύρματος εν ψυχρώ αλλάζει
χρησιμοποιώντας το αριστερό κουμπί ρυθμίσεων A. Αν το ειδικό κλειδί δεν είναι
πατημένο, το κουμπί ρυθμίσεων επηρεάζει το ρεύμα A.
Όταν είναι ενεργοποιημένο το ειδικό πλήκτρο SET VALUES (ΡΥΘΜ. ΤΙΜΕΣ), η
οθόνη μέτρησης προβάλλει επίσης τις ρυθμισμένες τιμές. Αν ενεργοποιηθούν τα
ειδικά κλειδιά ΤΡΟΦΟΔΟΤΗΣΗ ΣΥΡΜΑΤΟΣ ΕΝ ΨΥΧΡΩ (ICE WF) και
ΡΥΘΜΙΣΜΕΝΕΣ ΤΙΜΕΣ (SET VALUES), η καθορισμένη ταχύτητα τροφοδότησης για
το σύρμα εν ψυχρώ μπορεί να αλλάξει. Για οδηγίες ενεργοποίησης, βλ. κεφάλαιο
”Ρύθμιση ειδικών πλήκτρω” 8.2.3 .
300 cm/min
Ρυθμισμένη ταχύτητα
τροφοδότησης σύρματο
20.0 Volt
Ρυθμισμένη τάση τόξο
30 cm/min
Ρυθμισμένη ταχύτητα
διαδρομή
SAW: CW
300 cm/min
V 20.0 Volt
30 cm/min
NONE NONE
2.1.5 Μενού Μνήμη δεδομένων συγκόλλησης
Κύριο μενού
Από το μενού ΜΝΗΜΗ
ΔΕΔΟΜΕΝΩΝ
ΣΥΓΚΟΛΛΗΣΗΣ (WELD
DATA MEMORY), μπορείτε
να αποθηκεύσετε, να
ανακαλέσετε, να διαγράψετε
και να αντιγράψετε διάφορα
καθορισμένα δεδομένα
συγκόλλησης. Τα σύνολα
δεδομένων συγκόλλησης
μπορούν να αποθηκευτούν
σε 255 διαφορετικές θέσεις
μνήμης.
WELD DATA MEMORY
1 (SAW)
7 (GMAW)
SET
VALUES NONE
|
|
|
|
|
|
2ND
FUNCT
2ND
STORE
FUNCT QUIT
Για περισσότερες πληροφορίες, δείτε στο κεφάλαιο 7”Διαχείριση μνήμης”.
bi24d1ya
- 16 -
© ESAB AB 2009
2.1.6 Μενού Γρήγορη λειτουργία
Κύριο μενού
Από το μενού ΓΡΗΓΟΡΗ
ΛΕΙΤΟΥΡΓΙΑ (FAST
MODE), μπορείτε να
”συνδέσετε” ειδικά πλήκτρα
με θέσεις μνήμης
δεδομένων συγκόλλησης.
Αυτές οι ρυθμίσεις γίνονται
στο μενού Διαμόρφωση. Ο
αριθμός της επιλεγμένης
θέσης μνήμης εμφανίζεται
στην πάνω δεξιά γωνία.
A 450 Amp
V 30.0 Volt
16
50 cm/min
WELD
DATA 1
Για περισσότερες πληροφορίες, δείτε στο κεφάλαιο 8.2.1 ”Ειδικά πλήκτρα γρήγορης
λειτουργίας”.
3 ΣΥΓΚΟΛΛΗΣΗ ΒΥΘΙΖΟΜΕΝΟΥ ΤΟΞΟΥ
Κύριο μενού Διεργασία
Κατά τη Συγκόλληση Βυθιζόμενου Τόξου (SAW), ένα τόξο λιώνει ένα συνεχώς
παρεχόμενο σύρμα. Το σημείο συγκόλλησης προστατεύεται με συλλίπασμα.
WELD
DATA 2
WELD
DATA 3
WELD
DATA 4
2ND
FUNCT
Αν έχει επιλεγεί η διεργασία SAW, μπορείτε να επιλέξετε μεταξύ δύο μεθόδων
επισημαίνοντας το στοιχείο METHOD (METHOD) με χρήση του κουμπιού
τοποθέτησης και πατώντας ENTER. Επιλέξτε μεταξύ των στοιχείων AC και DC.
Αν έχει επιλεγεί η διεργασία SAW, μπορείτε να επιλέξετε μεταξύ τριών μεθόδων
ελέγχου επισημαίνοντας το στοιχείο REGULATION TYPE (REGULATION TYPE) με
χρήση του κουμπιού τοποθέτησης και πατώντας ENTER. Επιλέξτε μεταξύ συνεχούς
ρεύματος συγκόλλησης CA ή συνεχούς τροφοδότησης σύρματος CW ή σταθερού
ρεύματος CC. Ανατρέξτε στις εξηγήσεις στα κεφάλαια 6.1, 6.2 και 6.3.
Αν έχει επιλεγεί η τροφοδότηση σύρματος εν ψυχρώ, ανατρέξτε στο κεφάλαιο 8.3.9.
Μπορεί να επιλεγεί μόνο ο τύπος ρύθμισης CW.
bi24d1ya
- 17 -
© ESAB AB 2009
3.1 Ρυθμίσεις για συγκόλληση βυθιζόμενου τόξου
Ρυθμίσεις Περιοχή ρύθμισης Κατά
βαθμίδες
Τιμή μετά
από
επαναφορά
Τάση τόξου
1)
14 - 50 V 0,1 V (1V) 30 V
Ρεύμα συγκόλλησης1) (CA) 0 - 3200 A 1 A 400 A
Ταχύτητα τροφοδότησης
0 - 2.500 cm/min 1 cm/min 300 cm/min
σύρματος1) (CW)
Σταθερό ρεύμα1) (CC) 0 - 3.200 A 1 A 400 A
Ταχύτητα τροφοδότησης
σύρματος εν ψυχρώ
1)
(CW)
Καθυστέρηση έναρξης
0 - 2500 cm/min 1 cm/min 300 cm/min
0 - 99,0 s 0,1 s 2,5 s
σύρματος εν ψυχρώ1) (CW)
Ταχύτητα διαδρομής
1)
0 - 200 cm/min 1 cm/min 50 cm/min
Κατεύθυνση συγκόλλησης Y - J - J
Συχνότητα AC 10 - 100 Hz 1 50 Hz
Ισοστάθμιση AC 25 - 75% 1 50%
Μετατόπιση AC -300 - +300 A/-10 - +10V 1 A / 0,1 V 0
Δεδομένα εκκίνησης
Προ-ροή συλλιπάσματος 0 - 99,0 s 0,1 s 0 s
Τύπος εκκίνησης Άμεση ή Απόξεσης - Άμεση
Εκκίνηση ερπυσμού
σύρματος
Ταχύτητα εκκίνησης
Αυτόματη (Auto) ή Ρυθμισμένη
- Αυτόματη
(Set) ταχύτητα
0 - 1.000 cm/min 1 cm/min 20 cm/min
ερπυσμού σύρματος
Φάσεις εκκίνησης OFF ή ON - OFF
Τάση ανοιχτού κυκλώματος OFF ή ON - OFF
Μέγιστη τάση ανοιχτού
5 - 60 V 0,1 V 50 V
κυκλώματος
Δεδομένα διακοπής
Μετα-ροή συλλιπάσματος 0 - 99,0 s 0,1 s 0 s
Γέμισμα κρατήρων OFF ή ON - OFF
Χρόνος γεμίσματος κρατήρων 0 - 10 s 0,01 s 1 s
Χρόνος παράτασης καύσης 0 - 10 s 0,01 s 1 s
Φάσεις διακοπής OFF ή ON - OFF
Παράμετροι ελέγχου
Δυναμική ρύθμιση Auto ή Set value - Auto
Αυτεπαγωγή Auto ή Set value - Auto
Όρια ρύθμισης - - -
Όρια μέτρησης - - -
1)
) Η περιοχή ρύθμισης εξαρτάται από το χρησιμοποιούμενο προϊόν.
2)
Το μενού εμφανίζει τις ρυθμίσεις που ανήκουν στον επιλεγμένο τύπο ρύθμισης.
- 18 -
bi24d1ya
© ESAB AB 2009
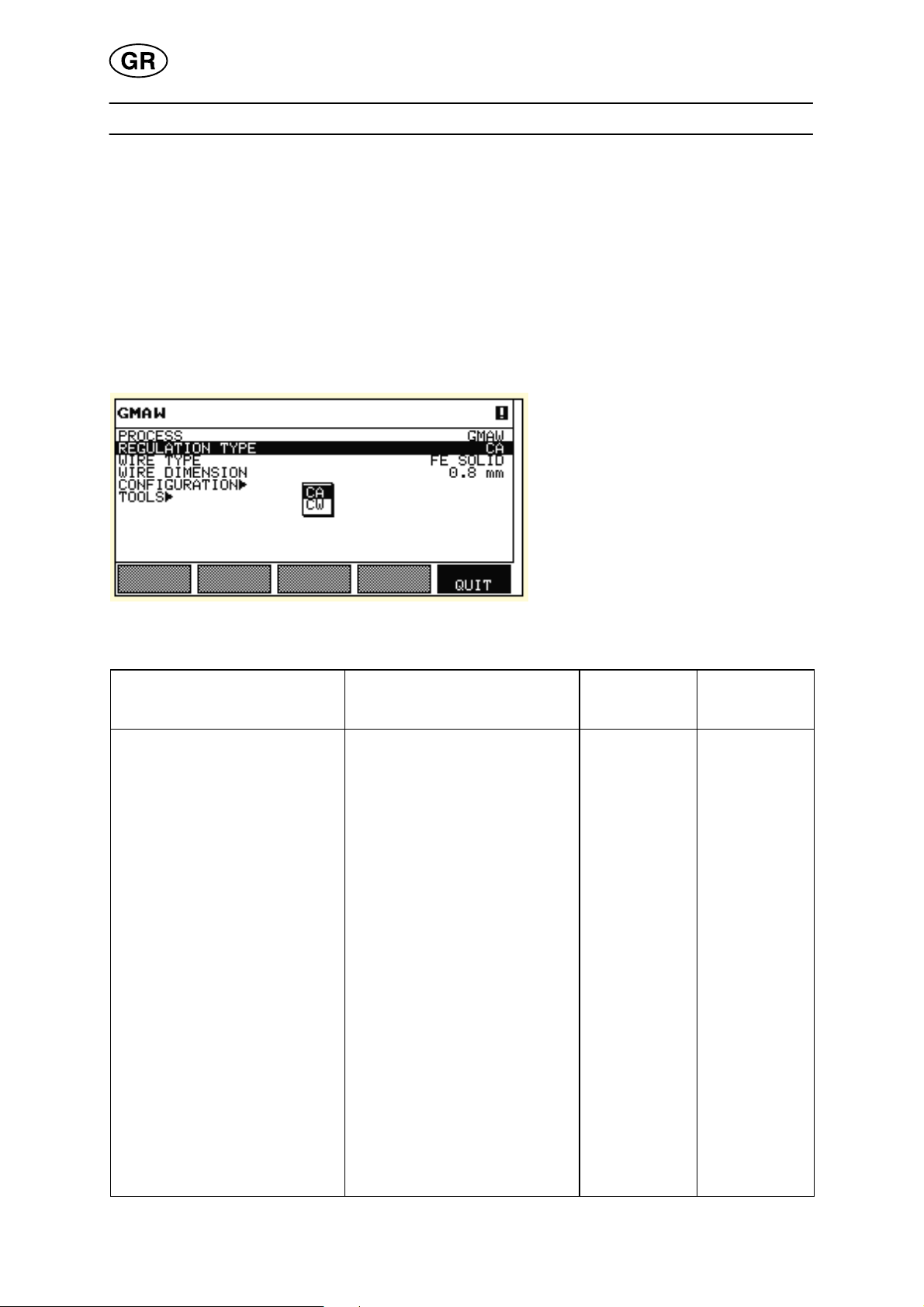
4 ΣΥΓΚΟΛΛΗΣΗ ΤΟΞΟΥ ΜΕΤΑΛΛΟΥ ΑΕΡΙΟΥ
Η διεργασία είναι διαθέσιμη για συγκεκριμένους τύπους μηχανήματος.
Κύριο μενού Διεργασία
Κατά τη Συγκόλληση Τόξου Μετάλλου Αερίου (GMAW), ένα τόξο λιώνει ένα συνεχώς
παρεχόμενο σύρμα. Το σημείο συγκόλλησης προστατεύεται από προστατευτικό
αέριο.
Όταν έχει επιλεχθεί η διεργασία Συγκόλλησης Τόξου Μετάλλου Αερίου (GMAW),
μπορείτε να επιλέξετε μεταξύ δύο μεθόδων ελέγχου σημειώνοντας ΤΥΠΟ
ΡΥΘΜΙΣΗΣ (REGULATION TYPE) μέσω του κουμπιού τοποθέτησης και πατώντας
ENTER. Επιλέξτε μεταξύ σταθερού ρεύματος συγκόλλησης CA ή σταθερής
τροφοδότησης σύρματος CW, δείτε την επεξήγηση στο κεφάλαιο 6.1 και 6.2.
4.1 Ρυθμίσεις για τη συγκόλληση τόξου μετάλλου αερίου
Ρυθμίσεις Περιοχή ρύθμισης Κατά
βαθμίδες
Τάση τόξου* 14 - 50 V 0,1 V (1V) 30 V
Ρεύμα συγκόλλησης* (CA) 0 - 3.200 A 1 A 400 A
Ταχύτητα τροφοδότησης
σύρματος* (CW)
Ταχύτητα διαδρομής* 0 - 200 cm/min 1 cm/min 50 cm/min
Κατεύθυνση συγκόλλησης Y - J - J
Δεδομένα εκκίνησης
Προ-ροή αερίου 0 - 99,0 s 0,1 s 2,0 s
Τύπος εκκίνησης Άμεση ή Απόξεσης - Άμεση
Εκκίνηση ερπυσμού
σύρματος
Ταχύτητα εκκίνησης
ερπυσμού σύρματος
Φάσεις εκκίνησης OFF ή ON - OFF
Τάση ανοιχτού κυκλώματος OFF ή ON - OFF
Μέγιστη τάση ανοιχτού
κυκλώματος
Δεδομένα διακοπής
Μετα-ροή αερίου 0 - 99,0 s 0,1 s 2,0 s
Γέμισμα κρατήρων OFF ή ON - OFF
Χρόνος γεμίσματος κρατήρων 0 - 10 s 0,01 s 1 s
0 - 2.500 cm/min 1 cm/min 300 cm/min
Αυτόματη (Auto) ή Ρυθμισμένη
(Set) ταχύτητα
0 - 1.000 cm/min 1 cm/min 20 cm/min
5 - 60 V 0,1 V 50 V
- Αυτόματη
Τιμή μετά
από
επαναφορά
bi24d1ya
- 19 -
© ESAB AB 2009

Ρυθμίσεις Τιμή μετά
Χρόνος παράτασης καύσης 0 - 10 s 0,01 s 1 s
Φάσεις διακοπής OFF ή ON - OFF
Δυναμική ρύθμιση Auto ή Set value - Auto
Όρια ρύθμισης - - -
Όρια μέτρησης - - -
*) Η περιοχή ρύθμισης εξαρτάται από το χρησιμοποιούμενο προϊόν.
Περιοχή ρύθμισης
Κατά
βαθμίδες
από
επαναφορά
5 ΣΚΑΨΙΜΟ
Η διεργασία είναι διαθέσιμη για συγκεκριμένους τύπους μηχανήματος.
Κύριο μενού Διεργασία
Για σκάψιμο με ηλεκτρικό τόξο και αέρα (GOUGING), χρησιμοποιείται ένα ειδικό
ηλεκτρόδιο που αποτελείται από ράβδο άνθρακα με περίβλημα χαλκού.
Ανάμεσα στη ράβδο άνθρακα και στο αντικείμενο εργασίας, σχηματίζεται ένα τόξο
που λειώνει το υλικό. Παρέχεται αέρας έτσι ώστε το λειωμένο υλικό να
απομακρύνεται με φύσημα.
Όταν έχει επιλεχθεί η διεργασία σκαψίματος (GOUGING), μπορείτε να επιλέξετε
μεταξύ δύο μεθόδων ελέγχου σημειώνοντας ΤΥΠΟ ΡΥΘΜΙΣΗΣ (REGULATION
TYPE) μέσω του κουμπιού τοποθέτησης και πατώντας ENTER. Επιλέξτε μεταξύ
σταθερού ρεύματος συγκόλλησης CA ή σταθερής τροφοδότησης σύρματος CW, δείτε
την επεξήγηση στο κεφάλαιο 6.1 και 6.2.
bi24d1ya
- 20 -
© ESAB AB 2009
5.1 Ρυθμίσεις για σκάψιμο
Ρυθμίσεις Περιοχή ρύθμισης Κατά
βαθμίδες
Τάση τόξου* 14 - 50 V 0,1 V (1V) 30 V
Ρεύμα συγκόλλησης* (CA) 0 - 3.200 A 1 A 400 A
Ταχύτητα τροφοδότησης
σύρματος* (CW)
Ταχύτητα διαδρομής* 0 - 200 cm/min 1 cm/min 40 cm/min
Κατεύθυνση συγκόλλησης Y - J - J
Δεδομένα εκκίνησης
Προ-ροή αέρα 0 - 99,0 s 0,1 s 0 s
Τύπος εκκίνησης Άμεση ή Απόξεσης - Άμεση
Εκκίνηση ερπυσμού
σύρματος
Ταχύτητα εκκίνησης
ερπυσμού σύρματος
Φάσεις εκκίνησης OFF ή ON - OFF
Τάση ανοιχτού κυκλώματος OFF ή ON - OFF
Μέγιστη τάση ανοιχτού
κυκλώματος
Δεδομένα διακοπής
Μετα-ροή αέρα 0 - 99,0 s 0,1 s 0 s
Γέμισμα κρατήρων OFF ή ON - OFF
Χρόνος γεμίσματος κρατήρων 0 - 10 s 0,01 s 1 s
Χρόνος παράτασης καύσης 0 - 10 s 0,01 s 1 s
Φάσεις διακοπής OFF ή ON - OFF
Δυναμική ρύθμιση Auto ή Set value - Auto
Όρια ρύθμισης - - -
Όρια μέτρησης - - -
0 - 2.500 cm/min 1 cm/min 300 cm/min
Αυτόματη (Auto) ή Ρυθμισμένη
(Set) ταχύτητα
0 - 1.000 cm/min 1 cm/min 20 cm/min
5 - 60 V 0,1 V 50 V
- Αυτόματη
Τιμή μετά
από
επαναφορά
*) Η περιοχή ρύθμισης εξαρτάται από το χρησιμοποιούμενο προϊόν.
6 ΕΠΕΞΗΓΗΣΕΙΣ ΛΕΙΤΟΥΡΓΙΑΣ
6.1 CA, σταθερό ρεύμα συγκόλλησης
Η τροφοδότηση σύρματος ελέγχεται από την πηγή ισχύος έτσι ώστε να επιτυγχάνεται
ένα σταθερό ρεύμα συγκόλλησης.
- Η τιμή σταθερού ρεύματος μπορεί να επιλεχθεί στο κύριο μενού.
6.2 CW, σταθερή τροφοδότηση σύρματος
Το ρεύμα συγκόλλησης είναι αποτέλεσμα της επιλεγμένης ταχύτητας τροφοδότησης
σύρματος.
- Η σταθερή τροφοδότηση σύρματος μπορεί να επιλεχθεί στο κύριο μενού.
bi24d1ya
- 21 -
© ESAB AB 2009

6.3 CC, σταθερό ρεύμα
Η τάση ποικίλει για να είναι δυνατή η επίτευξη συνεχούς ρεύματος συγκόλλησης.
-Η τιμή του σταθερού ρεύματος μπορεί να επιλεγεί από το κεντρικό μενού.
6.4 Διαστάσεις σύρματος / ηλεκτροδίου
Ο πίνακας στη σελίδα 72 δείχνει τις διαστάσεις σύρματος / ηλεκτροδίου που
μπορούν να επιλεγούν.
Οι επιλεγμένες διαστάσεις έχουν σημαντική επίδραση στη διαδικασία εκκίνησης και
στο γέμισμα των κρατήρων. Κατά τη συγκόλληση με σύρμα διαφορετικών
διαστάσεων από εκείνες στον πίνακα, επιλέξτε ένα που φέρει όσο το δυνατόν πιο
κοντινές διαστάσεις με εκείνες της λίστας.
- Οι διαστάσεις σύρματος / ηλεκτροδίου μπορούν να επιλεχθούν στο κύριο μενού.
6.5 Τάση τόξου
Η υψηλότερη τάση τόξου αυξάνει το μήκος του τόξου και παράγει θερμότερη,
ευρύτερη περιοχή συγκόλλησης.
- Η τάση τόξου ρυθμίζεται από την οθόνη μέτρησης, από το μενού Ρύθμιση
δεδομένων συγκόλλησης ή Γρήγορη λειτουργία.
6.6 Ταχύτητα τροφοδότησης σύρματος
Ρυθμίζει την απαιτούμενη ταχύτητα τροφοδότησης του σύρματος πλήρωσης σε
cm/min. Όσο υψηλότερη είναι η ταχύτητα του σύρματος, τόσο υψηλότερη είναι η τιμή
του ρεύματος συγκόλλησης.
- Η ταχύτητα τροφοδότησης σύρματος ρυθμίζεται στην οθόνη μέτρησης, από το
μενού Ρύθμιση δεδομένων συγκόλλησης ή Γρήγορη λειτουργία.
6.7 Ταχύτητα τροφοδότησης σύρματος εν ψυχρώ (ICE)
Η ταχύτητα τροφοδότησης σύρματος εν ψυχρώ χρησιμοποιείται για το καθορισμό της
ταχύτητας τροφοδότησης (cm/λεπτό) για το σύρμα εν ψυχρώ.
- Η ταχύτητα τροφοδότησης σύρματος εν ψυχρώ ρυθμίζεται στην οθόνη μέτρησης,
από το μενού ρύθμισης δεδομένων συγκόλλησης ή από το μενού γρήγορης
λειτουργία.
6.8 Καθυστέρηση έναρξης σύρματος εν ψυχρώ (ICE)
Η καθυστέρηση έναρξης σύρματος εν ψυχρώ χρησιμοποιείται για την υπόδειξη του
χρονικού διαστήματος (δευτ.) που παρέρχεται από την έναρξη της συγκόλλησης
μέχρι να είναι δυνατή η έναρξη της τροφοδότησης του σύρματος εν ψυχρώ.
- Η καθυστέρηση έναρξης σύρματος εν ψυχρώ καθορίζεται στο μενού Ρύθμιση
δεδομένων συγκόλλησης.
6.9 Ταχύτητα διαδρομής
Η ταχύτητα διαδρομής υποδηλώνει την απαιτούμενη ταχύτητα (cm/min) στην οποία
θα κινηθεί μια κολόνα και μια μπούμα ή ένα φορείο.
- Η ταχύτητα διαδρομής ρυθμίζεται από την οθόνη μέτρησης, από το μενού Ρύθμιση
δεδομένων συγκόλλησης ή Γρήγορη λειτουργία.
bi24d1ya
- 22 -
© ESAB AB 2009

6.10 Κατεύθυνση συγκόλλησης
Η κίνηση διαδρομής στην κατεύθυνση που υποδηλώνει το σύμβολο.
- Η κατεύθυνση συγκόλλησης επιλέγεται στο μενού Ρύθμιση δεδομένων
συγκόλλησης.
6.11 Συχνότητα AC
Η συχνότητα AC αναφέρεται στον αριθμό των ταλαντώσεων ανά δευτερόλεπτο από
τη μηδενική στάθμη.
- Η συχνότητα AC επιλέγεται από το μενού ρύθμισης δεδομένων συγκόλλησης.
6.12 Ισοστάθμιση AC
Ισοστάθμιση AC είναι η σχέση μεταξύ θετικών (+) και αρνητικών (-) παλμών. Η τιμή
που ορίζεται υποδεικνύει το ποσοστιαίο μέγεθος της περιόδου που είναι θετικό.
- Η ισοστάθμιση AC επιλέγεται από το μενού ρύθμισης δεδομένων συγκόλλησης.
6.13 Μετατόπιση AC
Με τη μετατόπιση AC, το επίπεδο AC μετατοπίζεται θετικά ή αρνητικά σε σχέση με τη
μηδενική στάθμη.
- Η μετατόπιση AC επιλέγεται από το μενού ρύθμισης δεδομένων συγκόλλησης.
6.14 Προ-ροή συλλιπάσματος (SAW)
Αυτό ελέγχει τον χρόνο κατά τον οποίο ρέει το συλλίπασμα προτού ανάψει το τόξο.
- Η προ-ροή συλλιπάσματος ρυθμίζεται από το μενού Ρύθμιση δεδομένων
συγκόλλησης, στην περιοχή δεδομένων εκκίνησης.
6.15 Προ-ροή αερίου (GMAW)
Αυτή ελέγχει τον χρόνο κατά τον οποίο ρέει το προστατευτικό αέριο προτού ανάψει
το τόξο.
- Η προ-ροή αερίου ρυθμίζεται από το μενού Ρύθμιση δεδομένων συγκόλλησης,
στην περιοχή δεδομένων εκκίνησης.
6.16 Προ-ροή αέρα (Gouging)
Αυτό ελέγχει τον χρόνο κατά τον οποίο ρέει ο αέρας προτού ανάψει το τόξο.
- Η προ-ροή αέρα ρυθμίζεται από το μενού Ρύθμιση δεδομένων συγκόλλησης, στην
περιοχή δεδομένων εκκίνησης.
bi24d1ya
- 23 -
© ESAB AB 2009

6.17 Τύπος εκκίνησης
Υπάρχουν δύο επιλογές τύπου εκκίνησης:
S Άμεση εκκίνησης που σημαίνει ότι η ταχύτητα διαδρομής αρχίζει όταν ανάβει το
τόξο.
S Εκκίνηση απόξεσης που σημαίνει ότι η ταχύτητα διαδρομής αρχίζει ταυτόχρονα
με την τροφοδότηση σύρματος.
- Ο τύπος εκκίνησης επιλέγεται από το μενού Ρύθμιση δεδομένων συγκόλλησης,
στην περιοχή δεδομένων εκκίνησης.
6.18 Εκκίνηση ερπυσμού σύρματος
Η εκκίνηση ερπυσμού σύρματος χρησιμοποιείται για τη ρύθμιση της επιθυμητής
ταχύτητας ερπυσμού στον κινητήρα ηλεκτροδίου κατά την ενεργοποίηση.
Εάν για παράδειγμα έχει οριστεί 50 στο μενού, μια ταχύτητα ερπυσμού 50 cm/min θα
ληφθεί.
Η προκαθορισμένη τιμή ”AUTO” δίνει μια ταχύτητα ερπυσμού που υπολογίζεται από
τις ρυθμισμένες τιμές.
- Η ταχύτητα ερπυσμού σύρματος ρυθμίζεται από το μενού Ρύθμιση δεδομένων
συγκόλλησης, στην περιοχή δεδομένων εκκίνησης.
6.19 Φάσεις εκκίνησης
Κατά τη συγκόλληση ειδικού σύρματος ή υλικού, μπορεί να είναι απαραίτητο να
δημιουργήσετε τη δική σας ακολουθία εκκίνησης. Η ακολουθία εκκίνησης μπορεί να
επηρεάσει την εμφάνιση στην περιοχή συγκόλλησης.
Τα ακόλουθα μπορούν να ρυθμιστούν
για φάση Εκκίνησης 1 ON
S Χρόνος s
Χρόνος για συγκόλληση στη φάση 1.
S Τάση τόξου %
Το ποσοστό της ρυθμισμένης τάσης
S Τροφοδότηση σύρματος %
Το ποσοστό της ρυθμισμένης
τροφοδότησης σύρματος
S Ρεύμα συγκόλλησης %
Το ποσοστό του ρυθμισμένου
ρεύματος συγκόλλησης
S Ταχύτητα διαδρομής %
Τα ακόλουθα μπορούν να ρυθμιστούν
για φάση Εκκίνησης 2 ON
S Χρόνος s
Χρόνος για συγκόλληση στη φάση 2.
S Τάση τόξου %
Το ποσοστό της ρυθμισμένης τάσης
S Τροφοδότηση σύρματος %
Το ποσοστό της ρυθμισμένης
τροφοδότησης σύρματος
S Ρεύμα συγκόλλησης %
Το ποσοστό του ρυθμισμένου
ρεύματος συγκόλλησης
S Ταχύτητα διαδρομής %
Το ποσοστό της ρυθμισμένης
ταχύτητας διαδρομής
Το ποσοστό της ρυθμισμένης
ταχύτητας διαδρομής
- Οι φάσεις εκκίνησης ρυθμίζονται από το μενού Ρύθμιση δεδομένων συγκόλλησης,
στην περιοχή δεδομένων εκκίνησης.
bi24d1ya
- 24 -
© ESAB AB 2009

6.20 Μέγιστη Τάση Ανοικτού Κυκλώματος (OCV)
Το ON υποδηλώνει ότι μπορεί να ρυθμιστεί OCV.
Το OFF υποδηλώνει ότι έχει ρυθμιστεί OCV στη ρυθμισμένη τιμή για την τάση
συγκόλλησης.
- Το OCV ρυθμίζεται από το μενού Ρύθμιση δεδομένων συγκόλλησης, στην περιοχή
δεδομένων εκκίνησης.
6.21 Μετα-ροή συλλιπάσματος (SAW)
Αυτή ελέγχει τον χρόνο κατά τον οποίο ρέει το συλλίπασμα αφού σβήσει το τόξο.
- Η μετα-ροή συλλιπάσματος ρυθμίζεται από το μενού Ρύθμιση δεδομένων
συγκόλλησης, στην περιοχή δεδομένων διακοπής.
6.22 Μετα-ροή αερίου (GMAW)
Αυτή ελέγχει τον χρόνο κατά τον οποίο ρέει το προστατευτικό αέριο αφού σβήσει το
τόξο.
- Η μετα-ροή αερίου ρυθμίζεται από το μενού Ρύθμιση δεδομένων συγκόλλησης,
στην περιοχή δεδομένων διακοπής.
6.23 Μετα-ροή αέρα (Gouging)
Αυτή ελέγχει τον χρόνο κατά τον οποίο ρέει ο αέρας αφού σβήσει το τόξο.
- Η μετα-ροή αέρα ρυθμίζεται από το μενού Ρύθμιση δεδομένων συγκόλλησης, στην
περιοχή δεδομένων διακοπής.
6.24 Γέμισμα κρατήρων
Το γέμισμα κρατήρων καθιστά δυνατή την ελεγχόμενη μείωση της θερμότητας και
του μεγέθους της περιοχής συγκόλλησης όταν ολοκληρώνεται η συγκόλληση. Αυτό
καθιστά ευκολότερη την αποφυγή πόρων, θερμικής ρηγμάτωσης και σχηματισμού
κρατήρων στην ένωση συγκόλλησης.
- Το γέμισμα κρατήρων ρυθμίζεται από το μενού Ρύθμιση δεδομένων συγκόλλησης,
στην περιοχή δεδομένων διακοπής.
6.25 Χρόνος καθυστέρησης καύσης
Χρόνος καθυστέρησης καύσης είναι η καθυστέρηση μεταξύ του χρόνου που το
σύρμα αρχίζει να επιβραδύνεται μέχρι το χρόνο κατά τον οποίο η πηγή ρεύματος
διακόπτει την τάση τόξου. Πολύ σύντομος χρόνος παράτασης καύσης έχει ως
αποτέλεσμα να προεξέχει μεγάλο τμήμα του σύρματος μετά την ολοκλήρωση της
συγκόλλησης, με κίνδυνο να πιαστεί στο σημείο συγκόλλησης καθώς στερεοποιείται.
Πολύ μεγάλος χρόνος καθυστέρησης καύσης έχει ως αποτέλεσμα να προεξέχει
μικρότερο τμήμα του σύρματος, πράγμα που αυξάνει τον κίνδυνο επανέναρξης του
τόξου στο άκρο επαφής.
- Ο χρόνος καθυστέρησης καύσης ρυθμίζεται από το μενού Ρύθμιση δεδομένων
συγκόλλησης στην περιοχή δεδομένων διακοπής.
bi24d1ya
- 25 -
© ESAB AB 2009

6.26 Φάσεις διακοπής
Οι φάσεις διακοπής χρησιμοποιούνται κυρίως για τη ρύθμιση του γεμίσματος
κρατήρων.
Τα ακόλουθα μπορούν να ρυθμιστούν
για φάση Διακοπής 1 ON
S Χρόνος s
Χρόνος για συγκόλληση στη φάση 1.
S Τάση τόξου %
Το ποσοστό της ρυθμισμένης τάσης
S Τροφοδότηση σύρματος %
Το ποσοστό της ρυθμισμένης
τροφοδότησης σύρματος
S Ρεύμα συγκόλλησης %
Το ποσοστό του ρυθμισμένου
ρεύματος συγκόλλησης
S Ταχύτητα διαδρομής %
Το ποσοστό της ρυθμισμένης
ταχύτητας διαδρομής
Τα ακόλουθα μπορούν να ρυθμιστούν
για φάση Διακοπής 2 ON
S Χρόνος s
Χρόνος για συγκόλληση στη φάση 2.
S Τάση τόξου %
Το ποσοστό της ρυθμισμένης τάσης
S Τροφοδότηση σύρματος %
Το ποσοστό της ρυθμισμένης
τροφοδότησης σύρματος
S Ρεύμα συγκόλλησης %
Το ποσοστό του ρυθμισμένου
ρεύματος συγκόλλησης
S Ταχύτητα διαδρομής %
Το ποσοστό της ρυθμισμένης
ταχύτητας διαδρομής
- Οι φάσεις διακοπής ρυθμίζονται από το μενού Ρύθμιση δεδομένων συγκόλλησης,
στην περιοχή δεδομένων διακοπής.
6.27 Δυναμική ρύθμιση
Η λειτουργία δυναμικής ρύθμισης αναπτύσσεται για συγκόλληση πολλαπλών
ηλεκτροδίων και αλλοιώνει τα χαρακτηριστικά της πηγής ισχύος. Τα χαρακτηριστικά
της πηγής ισχύος υπολογίζονται από τα ρυθμισμένα δεδομένα σύρματος.
- Η δυναμική ρύθμιση επιλέγεται από το μενού Ρύθμιση δεδομένων συγκόλλησης .
6.28 Παράμετροι ελέγχου
Σε ορισμένες εφαρμογές, εμφανίζεται η λειτουργία CONTROL PARAMETERS
(CONTROL PARAMETERS) αντί για τη λειτουργία DYNAMIC CONTROL (DYNAMIC
CONTROL). Στις παραμέτρους ελέγχου, υπάρχουν δύο ρυθμίσεις:
S Δυναμική - Επηρεάζει τα δυναμικά χαρακτηριστικά
S Αυτεπαγωγή - όσο υψηλότερες είναι οι τιμές, τόσο πλατύτερο είναι το σημείο
συγκόλλησης και λιγότερα τα πιτσιλίσματα. Οι χαμηλότερες τιμές παράγουν ένα
σταθερό, συγκεντρωμένο τόξο και πιο σκληρό ήχο.
- Οι παράμετροι ελέγχου επιλέγονται από το μενού ρύθμισης δεδομένων
συγκόλλησης.
6.29 Όρια ρύθμισης
Για πληροφορίες σχετικά με τα όρια ρύθμισης, δείτε στο κεφάλαιο 9.4 ”Επεξεργασία
παραμέτρων”
bi24d1ya
- 26 -
© ESAB AB 2009

6.30 Όρια μέτρησης
Για πληροφορίες σχετικά με τις παραμέτρους μέτρησης, δείτε στο κεφάλαιο 9.5
”Επεξεργασία παραμέτρων μέτρησης”
7 ΔΙΑΧΕΙΡΙΣΗ ΜΝΗΜΗΣ
7.1 Μέθοδος λειτουργίας του πίνακα ελέγχου
Ο πίνακας ελέγχου μπορεί να θεωρηθεί ότι περιλαμβάνει δύο μονάδες: τη μνήμη
λειτουργίας και τη μνήμη δεδομένων συγκόλλησης.
Αποθήκευση
Μνήμη λειτουργίας Μνήμη δεδομένων
συγκόλλησης
Ανάκληση
Στη μνήμη λειτουργίας δημιουργείται ένα πλήρες σύνολο ρυθμίσεων δεδομένων
συγκόλλησης που μπορεί να αποθηκευθεί στη μνήμη δεδομένων συγκόλλησης.
Στη διάρκεια της συγκόλλησης, τα περιεχόμενα της μνήμης λειτουργίας είναι πάντοτε
αυτά που ελέγχουν τη διεργασία. Συνεπώς, είναι επίσης δυνατό να ανακληθεί ένα
σύνολο δεδομένων συγκόλλησης από τη μνήμη δεδομένων συγκόλλησης στη μνήμη
λειτουργίας.
Σημειώστε ότι η μνήμη λειτουργίας περιέχει πάντοτε τις πιο πρόσφατες ρυθμίσεις
δεδομένων συγκόλλησης. Αυτές μπορούν να ανακληθούν από τη μνήμη δεδομένων
συγκόλλησης ή από μεμονωμένα τροποποιημένες ρυθμίσεις. Με άλλα λόγια, η
μνήμη λειτουργίας δεν είναι ποτέ άδεια ή ”μηδενισμένη”.
Κύριο μενού ΜΝΗΜΗ Μνήμη δεδομένων συγκόλλησης
WELD DATA MEMORY
2ND
STORE
FUNCT QUIT
Στον πίνακα ελέγχου, είναι δυνατό να αποθηκευτούν έως και 255 σύνολα
δεδομένων συγκόλλησης. Σε κάθε σύνολο δίνεται ένας αριθμός από το 1 έως το 255.
Μπορείτε επίσης να διαγράψετε, αντιγράψετε, αλλάξετε και ονομάσετε σύνολα
δεδομένων και να ανακαλέσετε ένα σύνολο δεδομένων συγκόλλησης στη μνήμη
λειτουργίας.
bi24d1ya
- 27 -
© ESAB AB 2009

7.2 Αποθήκευση
Αν η μνήμη δεδομένων συγκόλλησης είναι άδεια, εμφανίζεται η ακόλουθη οθόνη.
Αποθήκευση ενός συνόλου
δεδομένων συγκόλλησης.
Έτσι θα αντιστοιχιστεί μια
θέση μνήμης 5. Πατήστε
ΑΠΟΘΗΚΕΥΣΗ (STORE).
Εμφανίζεται η θέση 1.
Γυρίστε ένα από τα κουμπιά
ρύθμισης μέχρι να φθάσετε
στη θέση 5. Πατήστε
ΑΠΟΘΗΚΕΥΣΗ (STORE).
WELD DATA MEMORY
STORE
Εμφανίζεται η ακόλουθη οθόνη.
Το σύνολο δεδομένων
συγκόλλησης αποθηκεύεται
τώρα ως αριθμός 5.
WELD DATA MEMORY
5 - (SAW)
2ND
FUNCT QUIT
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
DELETE
2ND
FUNCT QUIT
Τμήματα του περιεχομένου του συνόλου δεδομένων συγκόλλησης αριθμού 5,
παρουσιάζονται στο κάτω μέρος της οθόνης.
bi24d1ya
- 28 -
© ESAB AB 2009

Αν στην επιλεγμένη θέση
είναι ήδη αποθηκευμένο ένα
σύνολο δεδομένων, θα
ερωτηθείτε αν θέλετε να
αντικαταστήσετε το
συγκεκριμένο σύνολο ή όχι,
ΝΑΙ (YES) ή ΟΧΙ (NO).
WELD DATA MEMORY
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
NO YES
Επιστρέψτε στο μενού Μνήμη χρησιμοποιώντας την επιλογή ΟΧΙ (NO).
7.3 Ανάκληση
Θα ανακαλέσουμε ένα
αποθηκευμένο σύνολο
δεδομένων:
Σημειώστε τη σειρά
χρησιμοποιώντας το κουμπί
τοποθέτησης. Πατήστε
ΑΝΑΚΛΗΣΗ (RECALL).
Πατήστε ΝΑΙ (YES) για να
επιβεβαιώσετε ότι θέλετε να
ανακαλέσετε το σύνολο
δεδομένων με τον αριθμό 5.
WELD DATA MEMORY
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
WELD DATA MEMORY
5 - (SAW)
DELETE
2ND
FUNCT QUIT
bi24d1ya
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
NO YES
- 29 -
© ESAB AB 2009

Αυτό το εικονίδιο στην οθόνη
μέτρησης δείχνει ποιος αριθμός θέσης
μνήμης έχει ανακληθεί.
7.4 Διαγραφή
Από το μενού Μνήμη, μπορείτε να διαγράψετε ένα ή περισσότερα σύνολα
δεδομένων.
Διαγραφή ενός συνόλου
δεδομένων.
Επιλέξτε το σύνολο
δεδομένων. Πατήστε
ΔΙΑΓΡΑΦΗ (DELETE).
Πατήστε ΝΑΙ (YES) για να
επιβεβαιώσετε ότι θέλετε να
διαγράψετε.
WELD DATA MEMORY
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
WELD DATA MEMORY
5 - (SAW)
DELETE
2ND
FUNCT QUIT
bi24d1ya
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
NO YES
- 30 -
© ESAB AB 2009

7.5 Αντιγραφή
Για να αντιγράψετε τα περιεχόμενα ενός συνόλου δεδομένων συγκόλλησης σε μια
νέα θέση μνήμης, προχωρήστε ως εξής:
Πατήστε 2Η ΛΕΙΤ. (2ND
FUNCT).
Επιλέξτε τη θέση μνήμης
που θέλετε να αντιγράψετε
και πατήστε ΑΝΤΙΓΡΑΦΗ
(COPY).
WELD DATA MEMORY
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
WELD DATA MEMORY
5 - (SAW)
DELETE
2ND
FUNCT QUIT
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPY RENAME
EDIT
2ND
FUNCT QUIT
bi24d1ya
- 31 -
© ESAB AB 2009

Τώρα, θα αντιγράψουμε τα περιεχόμενα της θέσης μνήμης 5 στη θέση 50.
Επιλέξτε τη θέση μνήμης 1
και, χρησιμοποιώντας τα
κουμπιά ρύθμισης,
μετακινηθείτε στην
επιθυμητή θέση μνήμης.
Στην περίπτωση αυτή, στη
θέση 50.Πατήστε ΝΑΙ
(YES).
WELD DATA MEMORY
1 -
5 - (SAW)
COPY
DATA SET 5 TO POSITION: 50
NO YES
Τα δεδομένα συγκόλλησης με αριθμό 5 έχουν τώρα αντιγραφεί στη θέση μνήμης 50.
7.6 Όνομα
Για να δώσετε σε ένα αποθηκευμένο σύνολο δεδομένων συγκόλλησης το δικό του
όνομα, προχωρήστε ως εξής:
Πατήστε 2Η ΛΕΙΤ. (2ND
FUNCT). Επιλέξτε τη θέση
μνήμης που θέλετε να
μετονομάσετε και πατήστε
ΜΕΤΟΝΟΜΑΣΙΑ
(RENAME).
WELD DATA MEMORY
5 - (SAW)
50 -
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPY RENAME
EDIT
2ND
FUNCT QUIT
bi24d1ya
- 32 -
© ESAB AB 2009

Εδώ, έχετε πρόσβαση σε ένα πληκτρολόγιο που χρησιμοποιείται ως εξής:
S Τοποθετήστε τον δρομέα επάνω στον
επιθυμητό χαρακτήρα του
πληκτρολογίου χρησιμοποιώντας τα
βέλη και το κουμπί τοποθέτησης.
Πατήστε ΟΛΟΚΛΗΡΩΣΗ (DONE). Με
αυτόν τον τρόπο, εισάγετε μια πλήρη
συμβολοσειρά κειμένου με μέγιστο
αριθμό 40 χαρακτήρων.
S Για να αποθηκεύσετε, πατήστε
ΟΛΟΚΛΗΡΩΣΗ (DONE). Η
εναλλακτική επιλογή που έχετε
ονομάσει, μπορεί τώρα να φανεί στη λίστα.
7.7 Επεξεργασία
Για να επεξεργαστείτε τα περιεχόμενα ενός συνόλου δεδομένων συγκόλλησης,
προχωρήστε ως εξής:
Πατήστε 2Η ΛΕΙΤ. (2ND
FUNCT). Επιλέξτε τη θέση
μνήμης που θέλετε να
επεξεργαστείτε και, στη
συνέχεια, πατήστε
ΕΠΕΞΕΡΓΑΣΙΑ (EDIT).
WELD DATA MEMORY
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPY
EDIT
2ND
FUNCT QUIT
Μέρος του κύριου μενού εμφανίζεται και το μενού δείχνει το σύμβολο που
υποδηλώνει ότι βρίσκεστε στη λειτουργία επεξεργασίας.
Πατήστε ΡΥΘΜΙΣΗ (SET)
και πραγματοποιήστε τις
σχετικές αλλαγές.
SAW
REGULATION TYPE CA
WIRE TYPE SS FLUX CORED
WIRE DIMENSION 2.0 mm
bi24d1ya
SET QUIT
- 33 -
© ESAB AB 2009

Εμφανίζεται το ακόλουθο μενού:
Στο παρόν παράδειγμα,
αλλάζουμε το ρεύμα
συγκόλλησης από 400 A σε
500 A.
Επιλέξτε την ένταση του
ρεύματος συγκόλλησης
(CURRENT) και μεταβείτε
στην τιμή 500
χρησιμοποιώντας ένα από
τα κουμπιά ρύθμισης.
Πατήστε δύο φορές
ΤΕΡΜΑΤΙΣΜΟΣ (QUIT).
SAW WELD DATA SETTING
VOLTAGE 20.0 V
CURRENT 500 A
TRAVEL SPEED 0 cm/min
DIRECTION J
START DATA
STOP DATA"
DYNAMIC REGULATION AUTO
SETTING LIMITS"
MEASURE LIMITS"
"
Τώρα, η ρύθμιση για τα δεδομένα συγκόλλησης με αριθμό 5 έχει υποστεί
επεξεργασία και έχει αποθηκευτεί.
8 ΜΕΝΟΥ ΔΙΑΜΟΡΦΩΣΗ
QUIT
Κύριο μενού μενού Διαμόρφωση
Το μενού αυτό περιέχει τα ακόλουθα υπομενού:
S Γλώσσα, δείτε στο κεφάλαιο 1.2.1 ”Επιλογή γλώσσας”
S Κλείδωμα κωδικού, δείτε στο κεφάλαιο 8.1
S Γενικές ρυθμίσεις, δείτε στο κεφάλαιο 8.2
S Ρυθμίσεις μηχανής, δείτε στο κεφάλαιο 8.3
S Μήκος καλωδίου, δείτε στο κεφάλαιο 8.4
S Συντήρηση, δείτε στο κεφάλαιο 8.5
S Ρυθμίσεις δικτύου, δείτε στο κεφάλαιο 8.6
bi24d1ya
- 34 -
© ESAB AB 2009

8.1 Κλείδωμα κωδικού
Κύριο μενού μενού Διαμόρφωση Κλείδωμα κωδικού
Όταν ενεργοποιηθεί η λειτουργία κλειδώματος και είστε στην οθόνη μέτρησης ή στο
μενού Γρήγορη λειτουργία, για να βγείτε από αυτά τα μενού χρειάζεται κωδικός
πρόσβασης (κωδικός κλειδώματος).
CODE LOCK
LOCK STATUS OFF
SET / CHANGE LOCK CODE
Το κλείδωμα κωδικού ενεργοποιείται από το μενού Διαμόρφωση.
QUIT
8.1.1 Κατάσταση κωδικού κλειδώματος
Σε κατάσταση κωδικού κλειδώματος, μπορείτε να ενεργοποιήσετε/
απενεργοποιήσετε τη λειτουργία κλειδώματος χωρίς να διαγράψετε τον υπάρχοντα
κωδικό κλειδώματος σε περίπτωση που απενεργοποιήσετε τη λειτουργία. Αν δεν έχει
αποθηκευτεί κωδικός κλειδώματος και προσπαθήσετε να ενεργοποιήσετε το
κλείδωμα κωδικού, εμφανίζεται το πληκτρολόγιο για την εισαγωγή νέου κωδικού
κλειδώματος.
Για έξοδο από την κατάσταση κλειδώματος.
Όταν είστε στην οθόνη μέτρησης ή στο μενού Γρήγορη λειτουργία και το κλείδωμα
κωδικού είναι απενεργοποιημένο, μπορείτε να πραγματοποιήσετε έξοδο από αυτά
τα μενού χωρίς περιορισμούς, πατώντας ΤΕΡΜΑΤΙΣΜΟΣ (QUIT) ή ΜΕΝΟΥ ώστε να
μεταβείτε στο κύριο μενού.
Αν είναι ενεργοποιημένο και προσπαθήσετε να πραγματοποιήσετε έξοδο,
εμφανίζεται η ακόλουθη οθόνη που προειδοποιεί τον χρήστη σχετικά με την
προστασία κλειδώματος.
ΠΑΤΗΣΤΕ ENTER ΓΙΑ ΚΩΔΙΚΟ ΚΛΕΙΔΩΜΑΤΟΣ...
- 35 -
bi24d1ya
PRESS ENTER FOR
LOCK CODE...
© ESAB AB 2009

Εδώ, μπορείτε να επιλέξετε ΤΕΡΜΑΤΙΣΜΟΣ (QUIT) για αναίρεση και επιστροφή στο
προηγούμενο μενού, ή να προχωρήσετε πατώντας ENTER για να εισάγετε τον
κωδικό κλειδώματος.
Τότε, θα μεταβείτε στο μενού με το πληκτρολόγιο, απ' όπου μπορείτε να εισάγετε τον
κωδικό. Πατήστε ENTER μετά από κάθε χαρακτήρα και επιβεβαιώστε τον κωδικό
πατώντας εκ νέου ENTER.
Εμφανίζεται το ακόλουθο πλαίσιο κειμένου:
Η ΜΟΝΑΔΑ ΕΙΝΑΙ ΞΕΚΛΕΙΔΩΤΗ!
UNIT UNLOCKED!
Αν ο κωδικός δεν είναι σωστός, εμφανίζεται ένα μήνυμα σφάλματος που σας δίνει
την ευκαιρία να δοκιμάσετε ξανά ή να επιστρέψετε στο αρχικό μενού, δηλ. στην
οθόνη μέτρησης ή στο μενού Γρήγορη λειτουργία.
Αν ο κωδικός είναι σωστός, θα καταργηθούν όλοι οι αποκλεισμοί προς άλλα μενού,
παρότι το κλείδωμα κωδικού παραμένει ενεργοποιημένο. Αυτό σημαίνει ότι
προσωρινά, μπορείτε να αφήσετε την οθόνη μέτρησης και το μενού Γρήγορη
λειτουργία και όμως, να εξακολουθήσετε να έχετε την κατάσταση κλειδώματος όταν
επιστρέψετε σε αυτά τα μενού.
8.1.2 Καθορισμός/ επεξεργασία κωδικού κλειδώματος
Στον καθορισμό/επεξεργασία κωδικού κλειδώματος, μπορείτε να επεξεργαστείτε έναν
υπάρχοντα κωδικό κλειδώματος ή να εισάγετε νέο. Ο κωδικός κλειδώματος μπορεί
να περιέχει το πολύ, 16 προαιρετικούς χαρακτήρες γραμμάτων ή αριθμών.
8.2 Γενικές ρυθμίσεις
Κύριο μενού μενού Διαμόρφωση Γενικές ρυθμίσεις
Σε αυτό το μενού, μπορείτε να ρυθμίσετε:
S Ειδικά πλήκτρα γρήγορης λειτουργίας, δείτε στο κεφάλαιο 8.2.1
S Καταγραφή δεδομένων ποιότητας σε αρχείο, δείτε στο κεφάλαιο 8.2.2
S Ρύθμιση ειδικών πλήκτρων, δείτε στο κεφάλαιο 8.2.3
S Αυτόματη αποθήκευση δεδομένων συγκόλλησης, δείτε στο κεφάλαιο 8.2.4
S Μήκος μονάδας, δείτε στο κεφάλαιο 1.2.2 ”μονάδα μέτρησης”
bi24d1ya
- 36 -
© ESAB AB 2009

8.2.1 Ειδικά πλήκτρα γρήγορης λειτουργίας
Τα ειδικά πλήκτρα ΔΕΔΟΜΕΝΑ ΣΥΓΚΟΛΛΗΣΗΣ 1 (WELD DATA 1) έως και
ΔΕΔΟΜΕΝΑ ΣΥΓΚΟΛΛΗΣΗΣ 4 (WELD DATA 4) εμφανίζονται στο μενού Γρήγορη
λειτουργία.
SAW: CA 16
A 450 Amp
V 30.0 Volt
50 cm/min
WELD
DATA 1
Αυτά διαμορφώνονται ως εξής:
Τοποθετήστε τον δρομέα
στη σειρά για ΑΡΙΘΜΟΣ
ΕΙΔΙΚΟΥ ΠΛΗΚΤΡΟΥ
(SOFT KEY NUMBER).
FAST MODE SOFT KEYS
SOFT KEY NUMBER 1
ASSOCIATED WELD DATA 5
WELD
DATA 2
SAW: CA: FE SOLID: 0.8 mm
20.0 V: 500 A: 0 cm/min
STORE
WELD
DATA 3
DELETE QUIT
WELD
DATA 4
FUNCT
2ND
Τα πλήκτρα αριθμούνται 1-4 από τα αριστερά προς τα δεξιά. Επιλέξτε το επιθυμητό
πλήκτρο αποδίδοντας τον αριθμό του μέσω των κουμπιών ρύθμισης.
Στη συνέχεια, μετακινηθείτε στην επόμενη σειρά ΔΕΔΟΜΕΝΑ ΣΥΓΚΟΛΛΗΣΗΣ ASS
(ASSOCIATED WELD DATA). Εδώ, μπορείτε να περιηγηθείτε στα σύνολα
δεδομένων συγκόλλησης που είναι αποθηκευμένα στη μνήμη δεδομένων
συγκόλλησης. Χρησιμοποιήστε τα κουμπιά ρύθμισης για να επιλέξετε τον επιθυμητό
αριθμό δεδομένων συγκόλλησης. Για να αποθηκεύσετε, πατήστε ΑΠΟΘΗΚΕΥΣΗ
(STORE). Για να διαγράψετε το αποθηκευμένο σύνολο, πατήστε ΔΙΑΓΡΑΦΗ
(DELETE).
bi24d1ya
- 37 -
© ESAB AB 2009

8.2.2 Καταγραφή δεδομένων ποιότητας σε αρχείο
Στο μενού ΚΑΤΑΓΡΑΦΗ
ΔΕΔΟΜΕΝΩΝ ΠΟΙΟΤΗΤΑΣ
ΣΕ ΑΡΧΕΙΟ (QUALITY
DATA LOG TO FILE) είναι
δυνατή η ενεργοποίηση του
με το ON (ON).
GENERAL CONFIGURATION
FAST MODE SOFT BUTTONS 1
QUALITY DATA LOG TO FILE ON
SOFT KEYS SETUP"
AUTO SAVE MODE OFF
UNIT OF LENGTH METRIC
QUIT
Διαβάστε περισσότερα σχετικά με τις ρυθμίσεις για τη λειτουργία ποιότητας, στο
κεφάλαιο 9.7.
8.2.3 Διαμόρφωση ειδικών πλήκτρων
Έχουμε περιγράψει προηγουμένως τα ειδικά πλήκτρα του πίνακα ελέγχου. Για
Συγκόλληση Βυθιζόμενου Τόξου (SAW) και για Συγκόλληση Τόξου Μετάλλου Αερίου
(GMAW), ο χρήστης μπορεί να ρυθμίσει τη λειτουργία αυτών των πλήκτρων
επιλέγοντας από μια λίστα ρυθμισμένων επιλογών. Υπάρχουν οκτώ ειδικά πλήκτρα
στα οποία μπορεί να εκχωρηθεί μια λειτουργία.
Μπορείτε να διαλέξετε μεταξύ των ακόλουθων επιλογών:
S Άδειο
S Αέριο / Συλλίπασμα
S Τιμές ρύθμισης
Οι ρυθμισμένες τιμές αναφοράς εμφανίζονται στο μενού μετρήσεων, αντί των
τιμών μέτρησης.
S Ρελέ 2
Ορίζει την έξοδο ρελέ υπ. αρ. 2 στην πλακέτα κυκλώματος του κινητήρα, η οποία
μπορεί να χρησιμοποιηθεί από τον πελάτη για οποιαδήποτε λειτουργία.
S Κατεύθυνση Y - J.
S Απομακρυσμένη I/O
Χρησιμοποιείται όταν θέλετε να ελέγξετε το PEK και μια πηγή ρεύματος
συγκόλλησης μέσω μιας εξωτερικής μονάδας I/O.
S Εξωτερικός άξονας
Για να ενεργοποιηθεί όταν υπάρχει εξωτερική μονάδα Ι/Ο για τον έλεγχο της
έδρας ενός ράουλου, για παράδειγμα.
S Διπλός άξονας
Χρησιμοποιείται κατά τη συγκόλληση με δύο κεφαλές συγκόλλησης.
S Σύρμα εν ψυχρό (ICE)
Χρησιμοποιείται όταν γίνεται τροφοδότηση ενός σύρματος χωρίς τάση στην
περιοχή συγκόλλησης και η ταχύτητα σύρματος εν ψυχρώ εμφανίζεται στην
οθόνη.
- 38 -
bi24d1ya
© ESAB AB 2009

Στην οθόνη παρουσίασης
υπάρχουν δύο στήλες, μία
για ΕΙΔΙΚΑ ΠΛΗΚΤΡΑ
(SOFT KEYS) και μία για
ΛΕΙΤΟΥΡΓΙΑ (FUNCTION).
SOFT KEYS SETUP
SOFT KEYS FUNCTION
S1 NONE
S2 NONE
S3 NONE
S4 NONE
S1 2ND FUNCT NONE
S2 2ND FUNCT NONE
S3 2ND FUNCT NONE
S4 2ND FUNCT NONE
Όταν εκχωρήσετε λειτουργίες σε αυτά τα πλήκτρα, αυτά αριθμούνται από τα
αριστερά, ως εξής:
S1 S2 S3 S4
QUIT
2ND
FUNCT
S1 2ND
FUNCT
S2 2ND
FUNCT
S3 2ND
FUNCT
S4 2ND
FUNCT
2ND
FUNCT
Για να εκχωρήσετε μια νέα λειτουργία σε ένα ειδικό πλήκτρο, προχωρήστε ως εξής:
Τοποθετήστε τον δρομέα
στη σειρά με τον αριθμό
ειδικού πλήκτρου που
επιθυμείτε να
χρησιμοποιήστε και πατήστε
ENTER. Εμφανίζεται ένα
αναδυόμενο μενού που
παρουσιάζει τις επιλογές
λειτουργίας. Επιλέξτε
χρησιμοποιώντας το κουμπί
τοποθέτησης και πατήστε
ENTER.
SOFT KEYS SETUP
SOFT KEYS FUNCTION
S1 NONE
S2 NONE
S3 NONE
S4 NONE
S1 2ND FUNCT NONE
S2 2ND FUNCT NONE
S3 2ND FUNCT NONE
S4 2ND FUNCT NONE
QUIT
Με τον ίδιο τρόπο, μπορείτε να εκχωρήσετε νέες λειτουργίες στα άλλα πλήκτρα αν
αντιστοιχίσετε έναν αριθμό πλήκτρου στην αριστερή στήλη με μια λειτουργία στη
δεξιά στήλη.
bi24d1ya
- 39 -
© ESAB AB 2009

8.2.4 Λειτουργία αυτόματης αποθήκευσης
Όταν ένα σύνολο δεδομένων συγκόλλησης έχει ανακληθεί από μια θέση μνήμης
δεδομένων συγκόλλησης και αλλάξετε τις ρυθμίσεις, οι αλλαγές θα αποθηκευτούν
στη μνήμη λειτουργίας κατά τη διακοπή συγκόλλησης στη θέση τελευταίας
ανάκλησης μνήμης.
Η μη αυτόματη αποθήκευση δεδομένων συγκόλλησης σε μια θέση μνήμης,
απενεργοποιεί την επόμενη αυτόματη αποθήκευση.
Η θέση μνήμης στην οποία αποθηκεύεται το σύνολο δεδομένων συγκόλλησης,
εμφανίζεται στην πάνω δεξιά γωνία της οθόνης μέτρησης.
8.3 Ρυθμίσεις μηχανής
Κύριο μενού μενού Διαμόρφωση Ρυθμίσεις μηχανής
Σε αυτό το μενού, μπορείτε να ρυθμίσετε:
S Κωδικός προϊόντος, δείτε στο κεφάλαιο 8.3.1
S Άξονας τροφοδότησης σύρματος, δείτε στο κεφάλαιο 8.3.2
S Άξονας τροφοδότησης σύρματος εν ψυχρώ, δείτε στο κεφάλαιο 8.3.3
S Άξονας διαδρομής, δείτε στο κεφάλαιο 8.3.4
S Εξωτερικός άξονας, δείτε στο κεφάλαιο 8.3.5
S Διπλός άξονας, δείτε στο κεφάλαιο 8.3.6 και 8.3.7
S Παράλληλες πηγές ρεύματος, δείτε στο κεφάλαιο 8.3.8
S Τροφοδότηση σύρματος εν ψυχρώ, δείτε στο κεφάλαιο 8.3.9
S Ρυθμίσεις NODE ID. Ανατρέξτε στο κεφάλαιο 8.3.10
8.3.1 Κωδικός προϊόντος
Στο μενού ΚΩΔΙΚΟΣ
ΠΡΟΙΟΝΤΟΣ (PRODUCT
CODE) είναι δυνατή η
επιλογή μηχανής αυτόματης
συγκόλλησης, κολόνας και
μπούμας, έδρας στο ράουλο
ή θέσης προς χρήση.
MACHINE CONFIGURATION
PRODUCT CODE A2TFJ1
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM OFF
QUIT
Κατά την επιλογή κωδικού προϊόντος, γίνεται αυτόματη επιλογή του σωστού τύπου
κινητήρα και αναλογίας γραναζιών για το κιβώτιο ταχυτήτων που θα χρησιμοποιηθεί
στο σχετικό προϊόν.
bi24d1ya
- 40 -
© ESAB AB 2009

Μπορούν να επιλεγούν οι ακόλουθες επιλογές:
S A2TFJ1
Α2 αυτόματη μηχανή συγκόλλησης ρυμουλκού για Συγκόλληση Βυθιζόμενου
Τόξου (SAW)
S A2TGJ1
Α2 αυτόματη μηχανή συγκόλλησης ρυμουλκού για Συγκόλληση Τόξου Μετάλλου
Προστατευτικού Αερίου (SAW)
S A6TFF1
Α6 αυτόματη μηχανή συγκόλλησης ρυμουλκού για Συγκόλληση Βυθιζόμενου
Τόξου (SAW)
S FREE 2 AXIS
Προαιρετική διαμόρφωση για σύνδεση 2 κινητήρων στην πλακέτα ενεργοποιητή.
Ένας για τροφοδότηση σύρματος και ένας για κίνηση διαδρομής.
S FREE 3 AXIS
Προαιρετική διαμόρφωση για σύνδεση εδρών εξωτερικών ράουλων, θέσεων ή
γραμμικού άξονα, καθώς και 2 κινητήρων στην πλακέτα ενεργοποιητή. Ένας για
τροφοδότηση σύρματος και ένας για κίνηση διαδρομής.
8.3.2 Άξονας τροφοδότησης σύρματος
Ο κινητήρας τροφοδότησης σύρματος ρυθμίζεται αυτόματα σύμφωνα με τους
παρακάτω πίνακες.
A2TFXJ1 A2TGJ1 A6TFF1
Κινητήρας 5035 38 RPM 5035 68 RPM VEC4000
Γρανάζι 1 49:1 49:1 156:1
Γρανάζι 2 1:1 1:1 1:1
Διάμετρος ράουλων τροφοδότησης 49 mm 49 mm 49 mm
Αισθητήρας παλμών 28 ppr 28 ppr 32 ppr
Χαμηλή χειροκίνητη ταχύτητα 150 cm/min 150 cm/min 150 cm/min
Υψηλή χειροκίνητη ταχύτητα 300 cm/min 300 cm/min 300 cm/min
FREE 2 AXIS FREE 3 AXIS
Κινητήρας VEC 4000 VEC 4000
Γρανάζι 1 156:1 156:1
Γρανάζι 2 1:1 1:1
Διάμετρος ράουλων τροφοδότησης 49 mm 49 mm
Αισθητήρας παλμών 32 ppr 32 ppr
Χαμηλή χειροκίνητη ταχύτητα 150 cm/min 150 cm/min
Υψηλή χειροκίνητη ταχύτητα 300 cm/min 300 cm/min
bi24d1ya
- 41 -
© ESAB AB 2009

8.3.3 Άξονας τροφοδότησης σύρματος εν ψυχρώ (ICE)
FREE 2 AXIS FREE 3 AXIS
Κινητήρας VEC 4000 VEC 4000
Γρανάζι 1 156:1 156:1
Γρανάζι 2 1:1 1:1
Διάμετρος ράουλων τροφοδότησης 49 mm 49 mm
Αισθητήρας παλμών 32 ppr 32 ppr
Χαμηλή χειροκίνητη ταχύτητα 150 cm/min 150 cm/min
Υψηλή χειροκίνητη ταχύτητα 300 cm/min 300 cm/min
8.3.4 Άξονας διαδρομής
Ο κινητήρας διαδρομής ρυθμίζεται αυτόματα σύμφωνα με τους παρακάτω πίνακες.
A2TFJ1 A2TGJ1 A6TFF1
Κινητήρας 4030-350 4030-350 FHP258
Γρανάζι 1 375:10 375:10 24:1
Γρανάζι 2 51:1 51:1 51:1
Διάμετρος τροχού 158 mm 158 mm 180 mm
Αισθητήρας παλμών 60 ppr 60 ppr 28 ppr
Υψηλή χειροκίνητη ταχύτητα 200 cm/min 200 cm/min 200 cm/min
FREE 2 AXIS FREE 3 AXIS
Κινητήρας VEC 4000 VEC 4000
Γρανάζι 1 312:1 312:1
Γρανάζι 2 1:1 1:1
Διάμετρος τροχού 65 mm 65 mm
Αισθητήρας παλμών 32 ppr 32 ppr
Υψηλή χειροκίνητη ταχύτητα 200 cm/min 200 cm/min
bi24d1ya
- 42 -
© ESAB AB 2009

8.3.5 Εξωτερικός άξονας
Κατά τη σύνδεση μιας έδρας εξωτερικού ράουλου, θέσης ή γραμμικού άξονας,
πρέπει να επιλεχθεί το FREE 3 AXIS.
Όταν επιλέγεται FREE 3 AXIS, ο κινητήρας ρυθμίζεται αυτόματα σύμφωνα με τους
παρακάτω πίνακες.
Έδρα ράουλου Γραμμικός
άξονας
Γρανάζι 1 560:1 560:1 560:1
Γρανάζι 2 111:22 111:22 111:22
Γρανάζι 3 1:1 1:1 1:1
Διάμετρος τροχού 160 mm 160 mm 160 mm
Αισθητήρας παλμών 30 ppr 30 ppr 30 ppr
Υψηλή χειροκίνητη ταχύτητα 200 cm/min 200 cm/min 200 cm/min
Αναλογία συχνότητας 85:50 85:50 85:50
Κινητήρας 2000 rpm 2000 rpm 2000 rpm
Διάμετρος συγκόλλησης 1.000 mm - 1.000 mm
Διάμετρος ράουλου 1.000 mm - -
Θέση
8.3.6 Διπλός άξονας - LAF και TAF
Χρησιμοποιείται κατά τη συγκόλληση με δύο κεφαλές συγκόλλησης.
Τοποθετήστε τον δρομέα
στη σειρά ΔΙΠΛΟΣ
ΑΞΟΝΑΣ (TANDEM) και
πατήστε ENTER.
Επιλέξτε ON (ON)
χρησιμοποιώντας το κουμπί
τοποθέτησης και πατήστε
ENTER.
MACHINE CONFIGURATION
PRODUCT CODE A2TFX
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM ON
b WELDING HEAD HEAD
b WELD HEAD OFFSET 20 mm
b WITH I/O ON
QUIT
Προκειμένου να συγκολλήσετε με δύο κεφαλές συγκόλλησης, πρέπει να ρυθμιστεί η
λειτουργία ΜΕΤΑΤΟΠΙΣΗ ΚΕΦΑΛΗΣ ΣΥΓΚΟΛΛΗΣΗΣ (WELD HEAD OFFSET).
Η ΜΕΤΑΤΟΠΙΣΗ ΚΕΦΑΛΗΣ ΣΥΓΚΟΛΛΗΣΗΣ (WELD HEAD OFFSET) είναι η
απόσταση σε χιλιοστόμετρα μεταξύ των κεφαλών συγκόλλησης.
Όταν καθορίζετε την απόσταση μεταξύ της κεφαλής συγκόλλησης 1 ΚΕΦΑΛΗ
(HEAD) και της κεφαλής συγκόλλησης 2 ΟΥΡΑ (TAIL), η τιμή υπολογίζεται εκ νέου
από τη μονάδα ελέγχου σε έναν χρόνο μεταξύ της στιγμής κατά την οποία αρχίζει η
συγκόλληση της κεφαλής 1 και πρόκειται να αρχίσει η συγκόλληση της κεφαλής 2.
bi24d1ya
- 43 -
© ESAB AB 2009

Ο χρόνος που μπορεί να υπολογιστεί η μονάδα ελέγχου για την απόσταση μεταξύ
της εκκίνησης και διακοπής των πηγών ισχύος συγκόλλησης, είναι 65 δευτερόλεπτα
το πολύ. Αυτό σημαίνει ότι, για παράδειγμα, 50 cm/min καθορίζεται, 2000 mm
μπορούν να καταχωρηθούν ως η μέγιστη ΜΕΤΑΤΟΠΙΣΗ ΚΕΦΑΛΗΣ ΣΥΓΚΟΛΛΗΣΗΣ
(WELD HEAD OFFSET). Αυτό συμβαίνει έτσι ώστε ο χρόνος να μην λήγει προτού η
συγκόλληση της κεφαλής 2 να προσεγγίσει το σημείο εκκίνησης.
TAIL HEAD
WELD HEAD OFFSET
ΣΗΜΕΙΩΣΗ!
Διασφαλίστε ότι αμφότερες οι μονάδες ελέγχου φέρουν τις ίδιες ρυθμίσεις για
ΜΕΤΑΤΟΠΙΣΗ ΣΥΓΚΟΛΛΗΣΗΣ ΚΕΦΑΛΗΣ (WELD HEAD OFFSET) και καθορίστε
την ίδια ταχύτητα διαδρομής. Στην Επιτελή μονάδα ελέγχου πρέπει να εκχωρηθεί η
ΚΕΦΑΛΗ (HEAD) και στην Υποτελή μονάδα ελέγχου η ΟΥΡΑ (TAIL). Η κίνηση
διαδρομής ελέγχεται πάντα από την Επιτελή.
Καθορίστε τις τιμές για τη συγκόλληση δύο κεφαλών συγκόλλησης ως εξής:
Τοποθετήστε τον δρομέα
στη σειρά ΚΕΦΑΛΗ
ΣΥΓΚΟΛΛΗΣΗΣ (WELDING
HEAD).
Επιλέξτε εάν η ρύθμιση
αφορά στην εφαρμογή στην
επιτελή μονάδα ελέγχου
ΚΕΦΑΛΗ (HEAD) ή στην
υποτελή μονάδα ελέγχου
ΟΥΡΑ (TAIL).
MACHINE CONFIGURATION
PRODUCT CODE A2TFX
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM ON
b WELDING HEAD HEAD
b WELD HEAD OFFSET 20 mm
b WITH I/O ON
QUIT
S Τοποθετήστε τον δείκτη στη σειρά ΜΕΤΑΤΟΠΙΣΗ ΚΕΦΑΛΗΣ ΣΥΓΚΟΛΛΗΣΗΣ
(WELD HEAD OFFSET) και καθορίστε την απόσταση μεταξύ των δύο κεφαλών
συγκόλλησης.
bi24d1ya
- 44 -
© ESAB AB 2009

Παράδειγμα, I/O ON
Κεφαλή συγκόλλησης2,
(υποτελής)
TAIL HEAD
WELD HEAD OFFSET
Κεφαλή συγκόλλησης1,
(επιτελής)
S Πατήστε Έναρξη, για την κεφαλή συγκόλλησης 1.
S Η κεφαλή συγκόλλησης 1 αρχίζει να λειτουργεί.
S Η κεφαλή συγκόλλησης 2 αρχίζει να λειτουργεί μόνο όταν η θέση εκκίνησης για
την κεφαλή συγκόλλησης1 έχει προσεγγιστεί (η απόσταση δίνεται στην επιλογή
ΜΕΤΑΤΟΠΙΣΗ ΚΕΦΑΛΗΣ ΣΥΓΚΟΛΛΗΣΗΣ (WELD HEAD OFFSET)).
S Πατήστε Διακοπή, για την κεφαλή συγκόλλησης 1.
S Η κεφαλή συγκόλλησης 1 σταματά τη συγκόλληση, αλλά συνεχίζει να
μετακινείται.
S Η κεφαλή συγκόλλησης 2 διακόπτει τη συγκόλληση όταν προσεγγίσει το σημείο
όπου ο εξοπλισμός 1 σταμάτησε τη συγκόλληση (η απόσταση δίνεται στην
επιλογή ΜΕΤΑΤΟΠΙΣΗ ΚΕΦΑΛΗΣ ΣΥΓΚΟΛΛΗΣΗΣ (WELD HEAD OFFSET)).
S Η συγκόλληση ολοκληρώθηκε.
bi24d1ya
- 45 -
© ESAB AB 2009

Παράδειγμα, I/O OFF
Κεφαλή συγκόλλησης2,
(υποτελής)
TAIL HEAD
WELD HEAD OFFSET
Κεφαλή συγκόλλησης1,
(επιτελής)
S Πατήστε Εκκίνηση, για κεφαλή συγκόλλησης1 και κεφαλή συγκόλλησης2
ταυτόχρονα.
S Η κεφαλή συγκόλλησης1 αρχίζει να συγκολλείται.
S Η κεφαλή συγκόλλησης2 αρχίζει να συγκολλείται πρώτα όταν η θέση εκκίνησης
για την κεφαλή συγκόλλησης1 έχει προσεγγιστεί (η απόσταση δίνεται ως
ΜΕΤΑΤΟΠΙΣΗ ΚΕΦΑΛΗΣ ΣΥΓΚΟΛΛΗΣΗΣ (WELD HEAD OFFSET)).
S Πατήστε Διακοπή, για κεφαλή συγκόλλησης1 και κεφαλή συγκόλλησης2
ταυτόχρονα.
S Η κεφαλή συγκόλλησης1 διακόπτει τη συγκόλληση, αλλά η κίνηση διαδρομής
συνεχίζει.
S Η κεφαλή συγκόλλησης2 διακόπτει τη συγκόλληση όταν προσεγγίσει το σημείο
όπου ο εξοπλισμός1 διέκοψε τη συγκόλληση (η απόσταση που δίνεται ως
ΜΕΤΑΤΟΠΙΣΗ ΚΕΦΑΛΗΣ ΣΥΓΚΟΛΛΗΣΗΣ (WELD HEAD OFFSET)).
S Η συγκόλληση ολοκληρώθηκε.
bi24d1ya
- 46 -
© ESAB AB 2009

8.3.7 Διπλός άξονας για την πηγή ρεύματος Aristo 1000
Χρησιμοποιείται κατά τη συγκόλληση με δύο ή περισσότερες κεφαλές συγκόλλησης.
Καθεμία από τις κεφαλές συγκόλλησης ελέγχεται από τη δική της μονάδα ελέγχου
(PEK).
Τοποθετήστε τον
δρομέα στη σειρά
TANDEM (TANDEM)
και πατήστε ENTER.
Επιλέξτε ON (ON)
επιλέγοντας το κουμπί
τοποθέτησης και
πατήστε ENTER.
Επιλέγεται η μπροστινή
κεφαλή συγκόλληση.
Επιλέγεται η πίσω
κεφαλή συγκόλληση.
TANDEM
TANDEM ON
b WELDING HEAD HEAD
b TRAVEL CONTROL ON
b SYNCRONIZED WELD START ON
b SYNCRONIZED AC WELDING ON
TANDEM INFORMATION"
QUIT
TANDEM
TANDEM ON
b WELDING HEAD TAIL
b TRAVEL CONTROL ON
b SYNCRONIZED WELD START ON
b WELD HEAD OFFSET 20 mm
b SYNCRONIZED AC WELDING ON
b PHASE SHIFT 0
QUIT
WELDING HEAD (WELDING HEAD)
Επιλέξτε αν θα χρησιμοποιηθεί η μπροστινή (HEAD) ή η πίσω (TAIL) κεφαλή
συγκόλλησης.
TRAVEL CONTROL (TRAVEL CONTROL)
Επιλέξτε αν η κεφαλή συγκόλλησης θα ελέγχει τη διαδρομή. Τόσο η μπροστινή όσο
και η πίσω κεφαλή συγκόλλησης μπορούν να ελέγχουν την κίνηση, αλλά μπορεί να
χρησιμοποιείται μόνο μία κάθε φορά.
SYNCRONIZED WELD START (SYNCRONIZED WELD START)
Αν έχει επιλεγεί το στοιχείο ON, αυτό σημαίνει ότι θα πρέπει να γίνει έναρξη της
μονάδας ελέγχου μόνο για την μπροστινή κεφαλή συγκόλλησης. Η πίσω κεφαλή θα
ξεκινήσει αυτόματα. Αν επιλεγεί το στοιχείο OFF (OFF) i, θα πρέπει να γίνει έναρξη
όλων των κεφαλών συγκόλλησης με χρήση της σχετικής μονάδας συγκόλλησης.
bi24d1ya
- 47 -
© ESAB AB 2009

SYNCRONIZED AC WELDING (SYNCRONIZED AC WELDING)
Στη συγχρονισμένη συγκόλληση AC, η συχνότητα και η ισοστάθμιση, οι παλμοί AC,
έχουν συγχρονιστεί ώστε να έχουν τις ίδιες τιμές για τις κεφαλές συγκόλλησης στο
σύστημα διπλού άξονα.
TANDEM INFORMATION (TANDEM INFORMATION)
Η μονάδα ελέγχου για την μπροστινή κεφαλή συγκόλλησης εμφανίζει πληροφορίες
σχετικά με το είδος των πηγών ρεύματος που υπάρχουν στο σύστημα, όπως την
πίσω κεφαλή συγκόλλησης.
WELD HEAD OFFSET (WELD HEAD OFFSET)
WELD HEAD OFFSET (WELD HEAD OFFSET) είναι η απόσταση σε χιλιοστά μεταξύ
των κεφαλών συγκόλλησης. Αυτή η ρύθμιση είναι σημαντική μόνο αν έχει επιλεγεί μια
συγχρονισμένη έναρξη συγκόλλησης.
TAIL HEAD
WELD HEAD OFFSET
PHASE SHIFT (PHASE SHIFT)
"Phase shift" είναι η μετατόπιση φάσης σε σχέση με την μπροστινή κεφαλή
συγκόλλησης. Η μονάδα εμφανίζεται σε μοίρες.
bi24d1ya
- 48 -
© ESAB AB 2009

8.3.8 Παράλληλες πηγές ρεύματος
Αν κάποιος διαθέτει μια
MACHINE CONFIGURATION
παράλληλα
συνδεδεμένη πηγή, η
ρύθμιση των
αναγνωριστικών
κόμβου γίνεται από
εδώ.
Τοποθετήστε τον
δρομέα στο στοιχείο
SLAVE NODE ID
(SLAVE NODE ID)και
PRODUCT CODE A2TFX
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM"
PARALLEL POWER SOURCES ON
b SLAVE NODE ID 10
COLD WIRE FEED OFF
NODE ID SETTINGS"
επιλέξτε ένα από τα
κουμπιά ρύθμισης.
8.3.9 Τροφοδότηση σύρματος εν ψυχρώ (ICE)
Μπορείτε να
ενεργοποιήσετε (ON) την
Τροφοδότηση σύρματος εν
ψυχρώ από το μενού
διαμόρφωσης μηχανήματος.
Αν η Τροφοδότηση
σύρματος εν ψυχρώ έχει
επιλεχθεί, εμφανίζεται η
επιλογή Άξονας
τροφοδότησης σύρματος εν
ψυχρώ.
MACHINE CONFIGURATION
PRODUCT CODE FREE 2 AXIS
WIRE FEED AXIS"
ICE WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM OFF
ICE WIRE FEED ON
NODE ID SETTINGS"
QUIT
bi24d1ya
QUIT
- 49 -
© ESAB AB 2009

Οι ρυθμίσεις του άξονα
τροφοδότησης σύρματος εν
ψυχρώ πρέπει να είναι ίδιες
με τις ρυθμίσεις του άξονα
τροφοδότησης σύρματος.
ICE WIRE FEED AXIS
MOTOR 5035 38RPM
GEAR 1" ON
b N 1 156
b N 2 1
GEAR 2" ON
b N 1 1
b N 2 1
FEED ROLLER DIAM 49 mm
ENCODER PULSES 32 ppr
LOW MANUAL SPEED 150 cm/min
S Η επιλογή του κινητήρα γίνεται από μια αναπτυσσόμενη λίστα με τις εξής
επιλογές:
5035 38RPM
5035 68RPM
FHP 258
VEC8000
VEC4000
DUNKER1
DUNKER2
MET3B
VEC4000Par
4030-350
QUIT
S Το ΓΡΑΝΑΖΙ 1 (GEAR 1) πρέπει να είναι ΕΝΕΡΓΟ (ON). Η ρύθμιση δεν πρέπει
να είναι ΑΝΕΝΕΡΓΟ (OFF).
S Το ΓΡΑΝΑΖΙ 2 (GEAR 2) θα πρέπει να είναι ΕΝΕΡΓΟ (ON), αλλά μπορείτε να
επιλέξετε να είναι ΑΝΕΝΕΡΓΟ (OFF).
S Οι τιμές N1 και N2 στα Γρανάζια 1 και 2 καθορίζονται με ένα από τα τρία κουμπιά
ρυθμίσεων που βρίσκονται στο κάτω τμήμα του πίνακα. Το χρονικό διάστημα για
τα N1 και N2 εξαρτάται από τον επιλεγμένο κινητήρα.
S Η διάμετρος των ράουλων τροφοδότησης (FEED ROLLER DIAM) επιλέγεται με
οποιοδήποτε κουμπί ρυθμίσεων. Το χρονικό διάστημα εξαρτάται από τον
επιλεγμένο κινητήρα.
S Ο κωδικοποιητής για τους παλμούς (ENCODER-PULSES) επιλέγεται με
οποιοδήποτε κουμπί ρυθμίσεων. Το χρονικό διάστημα κυμαίνεται μεταξύ 1 9998 ppr (ppr = παλμοί ανά περιστροφή).
S Η επιλογή της ΧΑΜΗΛΗΣ ΧΕΙΡΟΚΙΝΗΤΗΣ ΤΑΧΥΤΗΤΑΣ (LOW MANUAL
SPEED) γίνεται με οποιοδήποτε από τα κουμπιά ρυθμίσεων. Το χρονικό
διάστημα είναι 1 - 1.000 cm/λεπτό.
S Η επιλογή της ΥΨΗΛΗΣ ΧΕΙΡΟΚΙΝΗΤΗΣ ΤΑΧΥΤΗΤΑΣ (HIGH MANUAL SPEED)
γίνεται με οποιοδήποτε από τα κουμπιά ρυθμίσεων. Το χρονικό διάστημα είναι 1
- 5.000 cm/λεπτό.
bi24d1ya
- 50 -
© ESAB AB 2009

8.3.10 Ρυθμίσεις αναγνωριστικού κόμβου
Αν υπάρχουν κόμβοι εισόδου/εξόδου στο σύστημα, οι αριθμοί αναγνωριστικού
εμφανίζονται εδώ.
Κατά τη λειτουργία του διπλού άξονα, η τιμή για το στοιχείο CAN 2 ID μπορεί να
διαφέρει για όλες τις μονάδες ελέγχου (PEK) του συστήματος. Η κατάλληλη ρύθμιση
θα ήταν αυτή της κεφαλής συγκόλλησης 1 σε CAN 2 ID = 1, της κεφαλής
συγκόλλησης 2 σε CAN 2 ID = 2 και ούτω καθεξής.
NODE ID SETTINGS
POWER SOURCE CAN 2 ID 1
I/O NODE 1 ID 17
I/O NODE 2 ID 25
QUIT
8.4 Μήκος καλωδίου
Η τάση τόξου επηρεάζεται από την αντίσταση στα καλώδια συγκόλλησης. Η
αντίσταση επηρεάζεται από το μήκος και την περιοχή των καλωδίων, καθώς και από
τον τρόπο με τον οποίο δρομολογούνται. Αυτό είναι ιδιαίτερα σημαντικό κατά τη
συγκόλληση AC.
Η αντιστάθμιση για την πτώση τάσης με μακριά καλώδια συντηρείται εάν καθορίζεται
το πραγματικό μήκος καλωδίου.
Το συνολικό μήκος καλωδίου (καλώδιο συγκόλλησης και σύνδεσμος μαζί) πρέπει να
τροφοδοτηθούν.
Σημείωση! Όταν χρησιμοποιείτε δύο καλώδια, οι περιοχές πρέπει να συνδυάζονται
για αμφότερα τα καλώδια.
Η λειτουργία αυτή παραμένει ενεργή κατά τη διαδικασία εκκίνησης, πριν η πηγή
ισχύος λάβει μια τιμή μέτρησης βάσει της οποίας να μπορεί να ρυθμιστεί.
Εάν έχετε επιλέξει ”Max OCV” (Μέγιστη τάση ανοικτού κυκλώματος), η λειτουργία
αυτή είναι ανενεργή.
bi24d1ya
- 51 -
© ESAB AB 2009

8.5 Συντήρηση
Κύριο μενού μενού Διαμόρφωση Συντήρηση
Σε αυτό το μενού, ρυθμίζετε πόσο συχνά θα αλλάζει το άκρο επαφής. Επιλέξτε τη
σειρά ΔΙΑΣΤΗΜΑ ΑΛΛΑΓΗΣ ΑΚΡΟΥ ΕΠΑΦΗΣ (CONTACT TIP CHANGE
INTERVAL) και πατήστε ENTER για να καθορίστε τον αριθμό των ενάρξεων
συγκόλλησης μετά από τον οποίο θα αλλάζει το άκρο. Αλλάξτε την τιμή
χρησιμοποιώντας τα κουμπιά ρύθμισης. Όταν έχει περάσει το διάστημα, στο αρχείο
καταγραφής σφαλμάτων εμφανίζεται ο κωδικός σφάλματος 54.
Όταν αντί για τον αριθμό των εκκινήσεων, επιλέγεται το ΟΡΙΟ ΣΥΝΟΛΙΚΟΥ
ΧΡΟΝΟΥ ΛΕΙΤΟΥΡΓΙΑΣ (TOTAL RUNNING TIME LIMIT), γίνεται επικοινωνία με
εξουσιοδοτημένο τεχνικό συντήρησης της ESAB.
MAINTENANCE
CONTACT TIP CHANGE INTERVAL 0 Welds
b WELD COUNT 0 Welds
TOTAL RUNNING TIME LIMIT 0d00:00:00
b TOTAL RUNNING TIME 0d00:00:00
QUIT
8.6 Ρυθμίσεις δικτύου
Κύριο μενού Μενού Διαμόρφωση Ρυθμίσεις δικτύου
Το μενού αυτό σάς δίνει τη δυνατότητα να συνδεθείτε σε ένα εργαλείο διαχείρισης
που βρίσκεται σε τοπικό δίκτυο.
Για περισσότερες πληροφορίες σχετικά με το εργαλείο διαχείρισης, ανατρέξτε στο
εγχειρίδιο οδηγιών για WELDPOINT. Η λήψη του εγχειριδίου είναι δυνατή από την
τοποθεσία www.esab.com.
NETWORK SETTINGS
DHCP ON
IP ADDRESS 172.20.125.74
SUBNET MASK 0.0.0.0.
DEFAULT GATEWAY 0.0.0.0.
HOSTNAME ESAB_W82
bi24d1ya
- 52 -
QUIT
© ESAB AB 2009

8.6.1 Επισκόπηση συστήματος
1 Πηγή ρεύματος συγκόλλησης 4 Εργαλείο διαχείρισης, Weldpoint
2 Μονάδα τροφοδότησης σύρματος /
5 Σύνδεση δικτύου
Αυτόματη μηχανή συγκόλλησης
3 Μονάδα δεδομένων συγκόλλησης, PEK 6 Μνήμη USB
bi24d1ya
- 53 -
© ESAB AB 2009

9 ΕΡΓΑΛΕΙΑ
Κύριο μενού Εργαλεία
Το μενού αυτό περιέχει τα ακόλουθα υπομενού:
S Αρχείο καταγραφής σφαλμάτων, δείτε στο κεφάλαιο 9.1
S Εξαγωγή/ εισαγωγή, δείτε στο κεφάλαιο 9.2
S Πρόγραμμα διαχείρισης αρχείων, δείτε στο κεφάλαιο 9.3
S Επεξεργασία ορίων ρυθμίσεων, δείτε στο κεφάλαιο 9.4
S Επεξεργασία ορίων μέτρησης, δείτε στο κεφάλαιο 9.5
S Στατιστικά παραγωγής, δείτε στο κεφάλαιο 9.6
S Λειτουργίες ποιότητας, δείτε στο κεφάλαιο 9.7
S Ημερολόγιο, δείτε στο κεφάλαιο 9.8
S Λογαριασμοί χρηστών, δείτε στο κεφάλαιο 9.9
S Πληροφορίες μονάδας, δείτε στο κεφάλαιο 9.10
9.1 Αρχείο καταγραφής σφαλμάτων
Κύριο μενού Εργαλεία Αρχείο καταγραφής σφαλμάτων
Οι κωδικοί διαχείρισης σφάλματος χρησιμοποιούνται για να δείξουν ότι έχει
παρουσιαστεί σφάλμα στη διεργασία συγκόλλησης. Υποδηλώνονται στην οθόνη με
ένα αναδυόμενο μενού και ένα θαυμαστικό εμφανίζεται στην άνω δεξιά γωνία της
οθόνης.
Σημείωση! Το εξαφανίζεται από την οθόνη αμέσως μόλις μεταβείτε στο μενού
Αρχείο καταγραφής σφαλμάτων.
Όλα τα σφάλματα που προκύπτουν κατά τη διάρκεια της χρήσης του εξοπλισμού
συγκόλλησης, τεκμηριώνονται ως μηνύματα σφάλματος στο αρχείο καταγραφής
σφαλμάτων. Μπορούν να αποθηκευτούν έως και 99 μηνύματα σφάλματος. Αν
γεμίσει το αρχείο καταγραφής σφαλμάτων, δηλ. αν έχουν αποθηκευτεί 99 μηνύματα
σφάλματος, το παλαιότερο μήνυμα διαγράφεται αυτόματα όταν παρουσιαστεί το
επόμενο σφάλμα.
Στο μενού Αρχείο καταγραφής σφαλμάτων, μπορούν να διαβαστούν οι εξής
πληροφορίες:
S Ο αριθμός του σφάλματος
S Η ημερομηνία στην οποία παρουσιάστηκε το σφάλμα
S Ο χρόνος στον οποίο παρουσιάστηκε το σφάλμα
S Η μονάδα στην οποία παρουσιάστηκε το σφάλμα
S Ο κωδικός διαχείρισης του σφάλματος
- 54 -
bi24d1ya
© ESAB AB 2009

ERROR LOG
Index Date Time Unit Error
1 081120 11:24:13 8 19
2 081120 10:24:18 8 18
3 081121 13:24:18 8 17
Error in battery-driven memory
DELETE
ALL
QUIT
9.1.1 Μονάδες
2 = Πηγή ισχύος
6 = Τροφοδότηση σύρματος και κίνηση διαδρομής (πλακέτα κινητήρα)
8 = Πίνακας ελέγχου
9.1.2 Περιγραφή των κωδικών διαχείρισης σφαλμάτων
Οι κωδικοί διαχείρισης σφάλματος που οι χρήστες μπορούν να διορθώσουν μόνοι
τους, δίνονται παρακάτω. Εάν εμφανίζεται ένας άλλος κωδικός, επανεκκινήστε τη
μηχανή και εάν επιμένει το σφάλμα, επικοινωνήστε με έναν τεχνικό συντήρησης.
Κωδικ
ός
σφάλμ
ατος
11 Σφάλμα ταχύτητας σε έναν κινητήρα, (σύρμα τροφοδότησης, κινητήρας διαδρομής)
Περιγραφή
6 Υψηλή θερμοκρασία
Η πηγή ισχύος έχει υπερθερμανθεί και ακυρώνει τη συγκόλληση. Η συγκόλληση
επιτρέπεται ξανά όταν η θερμοκρασία πέσει κάτω από την παράμετρο μέγιστης
θερμοκρασίας.
Ενέργεια: Ελέγξτε ότι δεν είναι μπλοκαρισμένες ή φραγμένες με βρωμιά οι είσοδοι ή οι
έξοδοι του αέρα ψύξης. Ελέγξτε τον κύκλο εργασίας που χρησιμοποιείται, για να
βεβαιωθείτε ότι ο εξοπλισμός δεν υπερφορτώνεται.
Αν το σφάλμα παραμένει, καλέστε τεχνικό συντήρησης.
7 Χαμηλό ρεύμα συγκόλλησης
Το τόξο συγκόλλησης έχει τερματιστεί λόγω ιδιαίτερα χαμηλού ρεύματος συγκόλλησης
κατά τη διεργασία συγκόλλησης.
Ενέργεια: Επαναφέρεται κατά την επόμενη έναρξη συγκόλλησης. Αν το σφάλμα
παραμένει, καλέστε τεχνικό συντήρησης.
8 Χαμηλή τάση μπαταρίας
Η τάση της μπαταρίας είναι εξαιρετικά χαμηλή. Εάν η μπαταρία δεν αντικατασταθεί, όλα τα
αποθηκευμένα δεδομένα θα χαθούν.
Αυτό το σφάλμα δεν απενεργοποιεί καμία λειτουργία.
Ενέργεια: Καλέστε τεχνικό σέρβις για να αντικαταστήσει την μπαταρία.
Ένας κινητήρας δεν μπορεί να διατηρήσει την ταχύτητά του. Η συγκόλληση διακόπτεται.
Ενέργεια: Ελέγξτε ότι η τροφοδότηση σύρματος δεν εμποδίζεται ή εκτελείται πολύ
γρήγορα. Αν το σφάλμα παραμένει, καλέστε τεχνικό συντήρησης.
bi24d1ya
- 55 -
© ESAB AB 2009

Κωδικ
ός
σφάλμ
ατος
12 Εσωτερικό σφάλμα επικοινωνίας (προειδοποίηση)
14 Σφάλμα επικοινωνίας
17 Απώλεια επαφής με τη μονάδα
32 Δεν υπάρχει ροή αερίου
43 Υψηλό ρεύμα συγκόλλησης
44 Αρχίστε την παύση ρεύματος συγκόλλησης
Περιγραφή
Ο φόρτος στον δίαυλο CAN του συστήματος είναι προσωρινά, υπερβολικά υψηλός.
Η παροχή ισχύος μπορεί να έχει χάσει την επαφή με τη μονάδα ελέγχου.
Ενέργεια: Βεβαιωθείτε ότι όλος ο εξοπλισμός είναι σωστά συνδεδεμένος. Αν το σφάλμα
παραμένει, καλέστε τεχνικό συντήρησης.
Η λειτουργία του διαύλου CAN του συστήματος έχει σταματήσει προσωρινά λόγω
υπερβολικά υψηλού φόρτου.
Η τρέχουσα διεργασία συγκόλλησης διακόπτεται.
Ενέργεια: Βεβαιωθείτε ότι όλος ο εξοπλισμός είναι σωστά συνδεδεμένος. Διακόψτε την
κεντρική τροφοδοσία για να κάνετε επαναφορά της μονάδας. Αν το σφάλμα παραμένει,
καλέστε τεχνικό συντήρησης.
Η επαφή με μια μονάδα χάθηκε.
Ενέργεια: Ελέγξτε την καλωδίωση και τον σύνδεσμο μεταξύ της μονάδας ελέγχου και της
πηγής ισχύος. Αν το σφάλμα παραμένει, καλέστε τεχνικό συντήρησης.
Δεν είναι δυνατή η εκκίνηση.
Ενέργεια: Ελέγξτε τη βαλβίδα αερίου, τους εύκαμπτους σωλήνες και τους συνδετήρες.
Η πηγή ισχύος απενεργοποίηση τη διεργασία συγκόλλησης καθώς το ρεύμα παρουσίασε
υπέρβαση της παραμέτρου μέγιστου ρεύματος για την πηγή ισχύος.
Ενέργεια: Επαναφέρεται κατά την επόμενη έναρξη συγκόλλησης. Αν το σφάλμα
παραμένει, καλέστε τεχνικό συντήρησης.
Η διεργασία συγκόλλησης έχει διακοπεί καθώς δεν προχώρησε εντός 10 δευτερολέπτων.
Ενέργεια: Επαναφέρεται κατά την επόμενη έναρξη συγκόλλησης. Αν το σφάλμα
παραμένει, καλέστε τεχνικό συντήρησης.
9.2 Εξαγωγή/ εισαγωγή
Κύριο μενού Εργαλεία Εξαγωγή/ εισαγωγή
Από το μενού Εξαγωγή/ εισαγωγή, είναι δυνατό να μεταφέρετε πληροφορίες προς
και από τον πίνακα ελέγχου, μέσω μιας μνήμης USB.
Μπορούν να μεταφερθούν οι ακόλουθες πληροφορίες:
S Σύνολα δεδομένων συγκόλλησης Εξαγωγή/ εισαγωγή
S Ρύθμιση συστήματος Εξαγωγή / Εισαγωγή
S Ρύθμιση ορίων Εξαγωγή / Εισαγωγή
S Όρια μέτρησης Εξαγωγή / Εισαγωγή
S Αρχείο καταγραφής σφαλμάτων Εξαγωγή
S Αρχείο καταγραφής λειτουργιών ποιότητας Εξαγωγή
S Στατιστικά παραγωγής Εξαγωγή
Διεξάγετε τις ακόλουθες ενέργειες προκειμένου να αποθηκεύσετε σε μια μνήμη USB:
Τοποθετήστε τη μνήμη USB μέσα στη μονάδα ελέγχου.
bi24d1ya
- 56 -
© ESAB AB 2009

Επιλέξτε τη σειρά με τις
πληροφορίες που πρόκειται
να μεταφερθούν. Πατήστε
ΕΞΑΓΩΓΗ (EXPORT) ή
ΕΙΣΑΓΩΓΗ (IMPORT),
ανάλογα με το αν οι
πληροφορίες πρόκειται να
εξαχθούν ή να εισαχθούν.
EXPORT/IMPORT
WELD DATA SETS
SYSTEM SETTINGS
SETTING LIMITS
MEASURE LIMITS
ERROR LOG
QUALITY FUNCTION LOG
PRODUCTION STATISTICS
EXPORT IMPORT
QUIT
9.3 Πρόγραμμα διαχείρισης αρχείων
Κύριο μενού Εργαλεία Πρόγραμμα διαχείρισης αρχείων
Στο πρόγραμμα διαχείρισης αρχείων είναι δυνατή η διαχείριση πληροφοριών σε μια
μνήμη USB (C:\). Το πρόγραμμα διαχείρισης αρχείων καθιστά δυνατή τη διαγραφή
και αντιγραφή με μη αυτόματο τρόπο, δεδομένων συγκόλλησης καθώς και
δεδομένων ποιότητας.
Όταν η μνήμη USB συνδέεται, η οθόνη εμφανίζει τον προεπιλεγμένο φάκελο της
μνήμης εάν δεν έχει ήδη επιλεχθεί ένας.
Ο πίνακας ελέγχου θυμάται πού ήσασταν την τελευταία φορά που χρησιμοποιήσατε
το πρόγραμμα διαχείρισης αρχείων, έτσι ώστε να ξαναγυρίσετε στην ίδια θέση, μέσα
στη δομή των αρχείων, όταν επιστρέψετε.
FILE MANAGER
..
NEW FOLDER
QData.xml
INFO UPDATE
ALT. QUIT
S Για να διαπιστώσετε πόσος αποθηκευτικός χώρος παραμένει για τη μνήμη,
χρησιμοποιήστε τη λειτουργία ΠΛΗΡΟΦΟΡΙΕΣ (INFO).
S Ενημερώστε τις πληροφορίες πατώντας ΕΝΗΜΕΡΩΣΗ (UPDATE).
S Όταν θέλετε να διαγράψετε, να αλλάξετε όνομα, να δημιουργήσετε νέο φάκελο,
να αντιγράψετε ή να επικολλήσετε, πατήστε ALT. (ALT.). Τότε, εμφανίζεται μια
λίστα από την οποία μπορείτε να επιλέξετε. Αν επιλεγεί (..) ή κάποιος φάκελος,
μπορείτε μόνο να δημιουργήσετε έναν νέο φάκελο ή να επικολλήσετε μέσα σε
κάποιο αρχείο που έχετε προηγουμένως αντιγράψει. Αν έχετε επιλέξει κάποιο
αρχείο, οι επιλογές ΜΕΤΟΝΟΜΑΣΙΑ (RENAME), ΑΝΤΙΓΡΑΦΗ (COPY) ή
ΕΠΙΚΟΛΛΗΣΗ (PASTE) θα προστεθούν αν έχετε προηγουμένως αντιγράψει ένα
αρχείο.
bi24d1ya
- 57 -
© ESAB AB 2009

Επιλέξτε φάκελο ή αρχείο
και πατήστε ALT. (ALT.).
FILE MANAGER
..
WeldData
NEW FOLDER
ErrorLog.xml
QData.xml
XWeldoffice.dat
INFO UPDATE
ALT. QUIT
Η λίστα αυτή εμφανίζεται αφού πατήσετε ALT. (ALT.).
COPY
PASTE
DELETE
RENAME
NEW FOLDER
9.3.1 Διαγραφή αρχείου/ φακέλου
Επιλέξτε το αρχείο ή τον φάκελο που πρόκειται να διαγραφεί και πατήστε ALT.
(ALT.).
Επιλέξτε ΔΙΑΓΡΑΦΗ (DELETE) και πατήστε ENTER.
DELETE
RENAME
NEW FOLDER
Το αρχείο/ ο φάκελος καταργείται. Για να διαγράψετε έναν φάκελο, αυτός πρέπει να
είναι άδειος, δηλ. διαγράψτε πρώτα τα αρχεία που περιέχονται μέσα στον φάκελο.
9.3.2 Μετονομασία αρχείου/ φακέλου
Επιλέξτε το αρχείο ή τον φάκελο που πρόκειται να μετονομαστεί και πατήστε ALT.
(ALT.).
Επιλέξτε ΜΕΤΟΝΟΜΑΣΙΑ (RENAME) και πατήστε
ENTER.
DELETE
RENAME
NEW FOLDER
Στην οθόνη εμφανίζεται ένα πληκτρολόγιο. Χρησιμοποιήστε το κουμπί τοποθέτησης
για να αλλάξετε σειρά και τα βέλη για να μετακινηθείτε αριστερά και δεξιά. Επιλέξτε
τον χαρακτήρα/ τη λειτουργία που πρόκειται να χρησιμοποιηθεί και πατήστε ENTER.
bi24d1ya
- 58 -
© ESAB AB 2009

9.3.3 Δημιουργία νέου φακέλου
Επιλέξτε τη θέση όπου πρόκειται να τοποθετηθεί ο νέος φάκελος και πατήστε ALT.
(ALT.).
Επιλέξτε ΝΕΟΣ ΦΑΚΕΛΟΣ (NEW FOLDER) και
πατήστε ENTER.
DELETE
RENAME
NEW FOLDER
Τότε, στην οθόνη εμφανίζεται ένα πληκτρολόγιο. Χρησιμοποιήστε το κουμπί
τοποθέτησης για να αλλάξετε σειρά και τα βέλη για να μετακινηθείτε αριστερά και
δεξιά. Επιλέξτε τον χαρακτήρα/ τη λειτουργία που πρόκειται να χρησιμοποιηθεί και
πατήστε ENTER.
9.3.4 Αντιγραφή και επικόλληση αρχείων
Επιλέξτε το αρχείο που πρόκειται να αντιγραφεί και πατήστε ALT. (ALT.).
Επιλέξτε ΑΝΤΙΓΡΑΦΗ (COPY) και πατήστε ENTER.
COPY
PASTE
DELETE
RENAME
NEW FOLDER
Τοποθετήστε τον δρομέα μέσα στον φάκελο στον οποίο πρόκειται να τοποθετηθεί το
αντιγραμμένο αρχείο και πατήστε ALT. (ALT.).
Επιλέξτε ΕΠΙΚΟΛΛΗΣΗ (PASTE) και πατήστε ENTER.
COPY
PASTE
DELETE
RENAME
NEW FOLDER
Το αντίγραφο αποθηκεύεται ως Copy of συν το αρχικό όνομα, π.χ. Copy of
WeldData.awd.
bi24d1ya
- 59 -
© ESAB AB 2009

9.4 Επεξεργασία ορίων ρύθμισης
Κύριο μενού Εργαλείο Επεξεργασία ορίων ρύθμισης
Σε αυτό το μενού, ορίζετε τις δικές σας μέγ. και ελάχ. τιμές για διάφορες μεθόδους
συγκόλλησης. Τα όρια δεν μπορούν να είναι μεγαλύτερα ή μικρότερα από τις τιμές
που έχουν χρησιμοποιηθεί για τη διαστασιοποίηση της τροφοδοσίας. Υπάρχουν 50
σημεία αποθήκευσης. Επιλέξτε τη σειρά για ένα κενό σημείο αποθήκευσης και
πατήστε ENTER. Επιλέξτε τη διεργασία πατώντας ENTER και επιλέξτε τη διεργασία
συγκόλλησης χρησιμοποιώντας το κουμπί τοποθέτησης και πατήστε ENTER.
Οι μέγιστες και ελάχιστες τιμές για την τάση τόξου, την ταχύτητα τροφοδότησης
σύρματος, την ταχύτητα διαδρομής και το ρεύμα συγκόλλησης μπορούν να
επιλεχθούν για όλες τις διεργασίες.
EDIT LIMITS
PROCESS SAW
VOLTAGE MIN 17.0
VOLTAGE MAX 47.0
WIRE SPEED MIN 50
WIRE SPEED MAX 970
TRAVEL SPEED MIN 100
TRAVEL SPEED MAX 2400
CURRENT MIN 70
CURRENT MAX 1500
STORE
DELETE QUIT
Αφού ρυθμιστούν οι τιμές, πατήστε ΑΠΟΘΗΚΕΥΣΗ (STORE). Όταν ερωτηθείτε αν η
τιμή ορίου πρόκειται να αποθηκευτεί στο επιλεγμένο σημείο αποθήκευσης, πατήστε
ΟΧΙ (NO) ή ΝΑΙ (YES). Οι τιμές του σημείου αποθήκευσης μπορούν να φανούν κάτω
από τη γραμμή που υπάρχει στο κάτω μέρος.
Με το ειδικό πλήκτρο ΑΥΤΟΜΑΤΑ (AUTO), οι παράμετροι ρυθμίζονται αυτόματα
ανάλογα με τις πιο πρόσφατα χρησιμοποιούμενες παραμέτρους.
Όταν ερωτηθείτε αν τα όρια ρύθμισης πρόκειται να οριστούν αυτόματα, πατήστε ΟΧΙ
(NO) ή ΝΑΙ (YES) και στη συνέχεια, αν η ρύθμιση πρόκειται να διατηρηθεί, πατήστε
ΑΠΟΘΗΚΕΥΣΗ (STORE).
bi24d1ya
- 60 -
© ESAB AB 2009

9.5 Όρια μέτρησης
Κύριο μενού Εργαλεία Όρια μέτρησης
Σε αυτό το μενού, ορίζετε τις δικές σας τιμές μέτρησης για τις διάφορες μεθόδους
συγκόλλησης. Υπάρχουν 50 σημεία αποθήκευσης. Επιλέξτε τη σειρά για ένα κενό
σημείο αποθήκευσης και πατήστε ENTER. Επιλέξτε τη διεργασία πατώντας ENTER
και επιλέξτε τη διεργασία συγκόλλησης χρησιμοποιώντας το κουμπί τοποθέτησης και
πατήστε ENTER.
Μπορούν να επιλεγούν οι ακόλουθες τιμές:
S τάση τόξου: ελάχ., μέγ.
S ταχύτητα τροφοδότησης σύρματος: ελάχ., μέγ.
S ρεύμα συγκόλλησης: ελάχ., μέγ.
S ταχύτητα διαδρομής: ελάχ., μέγ.
S ενέργεια ανά μήκος μονάδας: ελάχ., μέγ.
Ρυθμίστε την επιθυμητή τιμή μέσω των κουμπιών ρύθμισης και πατήστε
ΑΠΟΘΗΚΕΥΣΗ (STORE).
Στο πλαίσιο διαλόγου, ερωτάστε αν θέλετε να αποθηκεύσετε το επιλεγμένο σημείο
αποθήκευσης. Πατήστε ΝΑΙ (YES) για να αποθηκεύσετε την τιμή. Οι τιμές του
σημείου αποθήκευσης μπορούν να φανούν κάτω από τη γραμμή που υπάρχει στο
κάτω μέρος.
MEASURE LIMITS
1 - SAW
2 - GMAW
3 4 5 6 7 -
0.0 - 46.9 Volt , 0 - 2495 cm/min
3 - 994 cm/min , 3 - 990 Amp
5 - 500 kJ/min
QUIT
Με το ειδικό πλήκτρο ΑΥΤΟΜΑΤΑ (AUTO), οι παράμετροι ρυθμίζονται αυτόματα
ανάλογα με τις πιο πρόσφατα χρησιμοποιούμενες τιμές μέτρησης.
Όταν ερωτηθείτε αν οι τιμές μέτρησης πρόκειται να οριστούν αυτόματα, πατήστε ΟΧΙ
(NO) ή ΝΑΙ (YES) και στη συνέχεια, αν η ρύθμιση πρόκειται να διατηρηθεί, πατήστε
ΑΠΟΘΗΚΕΥΣΗ (STORE).
bi24d1ya
- 61 -
© ESAB AB 2009

9.6 Στατιστικά παραγωγής
Κύριο μενού Εργαλεία Στατιστικά παραγωγής
Τα στατιστικά παραγωγής θα παρακολουθήσουν τον συνολικό χρόνο του τόξου, τη
συνολική ποσότητα του υλικού και τον αριθμό των συγκολλήσεων από την πιο
πρόσφατη επαναφορά. Επίσης, θα παρακολουθήσουν τον χρόνο του τόξου και την
ποσότητα του υλικού που χρησιμοποιήθηκε στην πιο πρόσφατη συγκόλληση. Για
πληροφοριακούς σκοπούς, παρουσιάζονται επίσης το λειωμένο υλικό σύρματος ανά
μονάδα μήκους που έχει υπολογιστεί καθώς και ο χρόνος που έγινε η πιο πρόσφατη
επαναφορά.
PRODUCTION STATISTICS
LAST WELD TOTAL
ARCTIME 0s 0s
CONSUMED WIRE 0g 0g
BASED ON 1g/m
NUMBER OF WELDS 0
LAST RESET 081114 08:38:03
RESET UPDATE
QUIT
Όταν πατήσετε ΕΠΑΝΑΦΟΡΑ (RESET), γίνεται επαναφορά όλων των μετρητών. Η
ημερομηνία και ο χρόνος δείχνουν την πιο πρόσφατη επαναφορά.
Αν δεν κάνετε επαναφορά των μετρητών, γίνεται αυτόματη επαναφορά όλων των
μετρητών όταν ένας από αυτούς έχει φτάσει στη μέγιστη τιμή του.
Μέγιστες τιμές μετρητών
Χρόνος 999 ώρες, 59 λεπτά, 59 δευτερόλεπτα
Βάρος 13350000 γραμμάρια
Ποσότητα 65535
bi24d1ya
- 62 -
© ESAB AB 2009

9.7 Λειτουργίες ποιότητας
Κύριο μενού Εργαλεία Λειτουργίες ποιότητας
Οι λειτουργίες ποιότητας παρακολουθούν διάφορα ενδιαφέροντα δεδομένα
συγκόλλησης για επί μέρους συγκολλήσεις.
Οι λειτουργίες αυτές είναι:
S Χρόνος έναρξης συγκόλλησης.
S Διάρκεια συγκόλλησης.
S Μέγιστο, ελάχιστο και μέσο ρεύμα στη διάρκεια της συγκόλλησης.
S Μέγιστη, ελάχιστη και μέση τάση στη διάρκεια της συγκόλλησης.
S Μέγιστη, ελάχιστη και μέση ενέργεια ανά μήκος μονάδας κατά τη διάρκεια
συγκόλλησης.
Στη σειρά στο κάτω μέρος, εμφανίζεται ο αριθμός των συγκολλήσεων από την πιο
πρόσφατη επαναφορά. Μπορούν να αποθηκευτούν πληροφορίες για 100, το πολύ,
συγκολλήσεις. Αν οι συγκολλήσεις είναι περισσότερες από 100, η πρώτη
αντικαθίσταται.
Στην οθόνη εμφανίζεται η πιο πρόσφατα καταγεγραμμένη συγκόλληση, παρότι είναι
δυνατό να γίνει περιήγηση σε άλλες καταγεγραμμένες συγκολλήσεις. Όταν πατήσετε
ΕΠΑΝΑΦΟΡΑ (RESET), διαγράφονται όλα τα αρχεία καταγραφής.
QUALITY FUNCTIONS
#WELD: 1 / 4
START 20090107 15:59:14
WELD TIME 00:00:20 WELD DATA:
HEAT INPUT: 3.12 kJ/mm
MAX MIN AVE.
I (Amp) 293.00 243.00 289.00
U (V) 41.50 16.20 39.40
Q (kJ/min) 7.00 0.00 2.00
NUMBER OF WELDS SINCE RESET: 4
RESET UPDATE
QUIT
bi24d1ya
- 63 -
© ESAB AB 2009

9.7.1 Αποθήκευση δεδομένων ποιότητας
Κύριο μενού Εργαλεία Εξαγωγή/ εισαγωγή
Τα αρχεία που δημιουργούνται στον πίνακα ελέγχου, αποθηκεύονται ως αρχεία xml.
Για να λειτουργήσει η μνήμη USB, πρέπει να μορφοποιηθεί ως FAT32.
Εισάγετε μνήμη USB στον πίνακα ελέγχου. Δείτε στο κεφάλαιο 9.3 ”Πρόγραμμα
διαχείρισης αρχείων”.
Επιλέξτε ΑΡΧΕΙΟ
ΚΑΤΑΓΡΑΦΗΣ
ΛΕΙΤΟΥΡΓΙΩΝ
ΠΟΙΟΤΗΤΑΣ (QUALITY
FUNCTION LOG) και
πατήστε ΕΞΑΓΩΓΗ
(EXPORT).
EXPORT/IMPORT
WELD DATA SETS
SYSTEM SETTINGS
SETTING LIMITS
MEASURE LIMITS
ERROR LOG
QUALITY FUNCTION LOG
PRODUCTION STATISTICS
EXPORT
QUIT
Ολόκληρο το σύνολο δεδομένων ποιότητας (πληροφορίες σχετικά με τις 100 πιο
πρόσφατες συγκολλήσεις) που είναι αποθηκευμένο στον πίνακα ελέγχου,
αποθηκεύεται τώρα στη μνήμη USB.
Το αρχείο βρίσκεται μέσα σε έναν φάκελο που ονομάζεται QData. Ο φάκελος QData
δημιουργείται αυτόματα όταν εισάγετε μια μνήμη USB.
9.8 Ημερολόγιο
Κύριο μενού ! Εργαλεία ! Ημερολόγιο
Εδώ, ρυθμίζεται η ημερομηνία και η ώρα.
Επιλέξτε τη σειρά που
πρόκειται να ρυθμιστεί: έτος
μήνας, ημέρα, ώρα, λεπτά
και δευτερόλεπτα. Ρυθμίστε
τη σωστή τιμή
χρησιμοποιώντας ένα από
τα κουμπιά ρύθμισης.
Πατήστε ΡΥΘΜΙΣΗ (SET).
DATE & TIME
YEAR 2008
MONTH NOV
DAY 21
HOUR 10
MINUTES 45
SECONDS 55
20100115 10:48:59
SET QUIT
bi24d1ya
- 64 -
© ESAB AB 2009

9.9 Λογαριασμοί χρηστών
Κύριο μενού ! Εργαλεία ! Λογαριασμοί χρηστών
Περιστασιακά, είναι ιδιαίτερα σημαντικό για λόγους ποιότητας, το προϊόν να μην
μπορεί να χρησιμοποιηθεί από μη εξουσιοδοτημένα άτομα.
Σε αυτό το μενού καταχωρούνται το όνομα χρήστη, το επίπεδο λογαριασμού και ο
κωδικός πρόσβασης.
Επιλέξτε ΟΝΟΜΑ ΧΡΗΣΤΗ
(USER NAME) και πατήστε
ENTER. Κατεβείτε σε μια
κενή σειρά και πατήστε
ENTER. Πληκτρολογήστε
στο πληκτρολόγιο, νέο
όνομα χρήστη
χρησιμοποιώντας το κουμπί
τοποθέτησης και τα βέλη και
το ENTER.
USER ACCOUNTS
USER NAME ADMINISTRATOR
b ACCOUNT LEVEL ADMIN
b PASSWORD
USER ACCOUNTS OFF
STORE DELETE
QUIT
Υπάρχει χώρος για 16 λογαριασμούς χρηστών. Στα αρχεία δεδομένων ποιότητας, θα
φαίνεται ποιοι χρήστες έχουν εκτελέσει μια συγκεκριμένη συγκόλληση.
Στο μενού ΕΠΙΠΕΔΟ ΛΟΓΑΡΙΑΣΜΟΥ (ACCOUNT LEVEL) επιλέξτε:
S Διαχειριστής
πλήρης πρόσβαση (μπορεί να προσθέτει νέους χρήστες)
S Ανώτερος χρήστης
έχει πρόσβαση σε όλα εκτός από:
S διαμόρφωση μηχανήματος
S λογαριασμοί χρηστών
S ρυθμίσεις δικτύου
S Απλός χρήστης
έχει πρόσβαση:
S στο μενού Διαμόρφωση:
S Συντήρηση
S στο μενού Εργαλεία:
S Πληροφορίες μονάδας
S στο μενού Ρυθμίσεις:
S Τάση
S Ένταση ρεύματος / τροφοδοσία σύρματος
S Ταχύτητα διαδρομής
S Κατεύθυνση συγκόλλησης
bi24d1ya
- 65 -
© ESAB AB 2009

Στη σειρά ΚΩΔΙΚΟΣ ΠΡΟΣΒΑΣΗΣ (PASSWORD), πληκτρολογήστε έναν κωδικό
πρόσβασης χρησιμοποιώντας το πληκτρολόγιο. Όταν η τροφοδοσία είναι ανοιχτή
(on) και ο πίνακας ελέγχου είναι ενεργοποιημένος, στην οθόνη σάς ζητείται να
εισάγετε τον κωδικό πρόσβασής σας.
Αν διαλέξετε να μην έχετε αυτήν τη λειτουργία αλλά, αντί γι' αυτή, θέλετε η
τροφοδοσία και ο πίνακας ελέγχου να είναι ξεκλείδωτος για όλους τους χρήστες,
επιλέξτε ΛΟΓΑΡΙΑΣΜΟΙ ΧΡΗΣΤΩΝ OFF (USER ACCOUNTS OFF).
9.10 Πληροφορίες μονάδας
Κύριο μενού ! Εργαλεία ! Πληροφορίες μονάδας
Στο μενού αυτό μπορείτε να δείτε τις εξής πληροφορίες:
S Machin ID (Αριθμός αναγνώρισης μηχανής)
S Node ID (Αριθμός αναγνώρισης κόμβου)
2 = πηγή ισχύος
6 = τροφοδότηση σύρματος και κίνηση διαδρομής (πλακέτα κινητήρα)
8 = πίνακας ελέγχου
S Έκδοση λογισμικού
UNIT INFORMATION
Machine ID Node ID Software Version
44 8 1.00A
23 2 2.00A
5 6 1.18A
SETTING WELD DATA UNIT
QUIT
bi24d1ya
- 66 -
© ESAB AB 2009

PEK Control panel
Δομή μενού ΔΟΜΎ ΜΕΝΟέ
NO TAG67
SAW
PROCESS SAW
METHOD DC
REGULATION TYPE CA
WIRE TYPE FE SOLID
WIRE DIMENSION 0.8 MM
CONFIGURATION "
TOOLS"
SET MEASURE MEMORY
SAW
FAST
MODE
SET
Voltage
Welding current1) (CA)
Wire feed speed1) (CW)
Constant current1) (CC)
Ice wire feed speed
Ice wire start delay
Travel speed
1)
(CW)
1)
1)
(CW)
Direction
AC frequency
AC balance
AC offset
Start data
2)
- flux pre-flow
- start type
- wire creep start
- wire creep start speed
- start phases
- OCV
- max OCV
Stop data
2)
- flux post-flow
- crater filling
- crater filling time
- burnback time
- stop phases
Regulation parameters
- dynamics
- inductance
Setting limits
Measure limits
1) The setting range is dependent on the product used.
2) The menu shows the settings that belong to the selected regulation type.
- 67 -
bi24menu2
Edition 111222

PEK Control panel
GMAW
PROCESS GMAW
REGULATION TYPE CA
WIRE TYPE FE SOLID
WIRE DIMENTION 0.8 MM
CONFIGURATION "
TOOLS"
SET MEASURE MEMORY
SET
Arc voltage*
Welding current* (CA)
Wire feed speed* (CW)
Travel speed*
Direction
Start data
- gas pre-flow
- start type
- wire creep start
- wire creep start speed
- start phases
- OCV
- max OCV
Stop data
- gas post-flow
- crater filling
- crater filling time
- burnback time
- stop phases
Dynamic regulation
Setting limits
Measure limits
GMAW
FAST
MODE
* The setting range is dependent on the product used.
bi24menu2
- 68 Edition 111222

PEK Control panel
GOUGING
PROCESS GOUGING
REGULATION TYPE CA
ELECTRODE DIMENSION 8.0 MM
CONFIGURATION "
TOOLS"
SET MEASURE MEMORY
SET
Arc voltage*
Welding current* (CA)
Wire feed speed* (CW)
Travel speed*
Direction
Start data
- air pre-flow
- start type
- wire creep start
- wire creep start speed
- start phases
- OCV
- max OCV
Stop data
- air post-flow
- crater filling
- crater filling time
- burnback time
- stop phases
Dynamic regulation
Setting limits
Measure limits
GOUGING
FAST
MODE
* The setting range is dependent on the product used.
bi24menu2
- 69 Edition 111222

PEK Control panel
CONFIGURATION
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION
MACHINE CONFIGURATION
MAINTENANCE
CONFIGURATION
Configuration
QUIT
Language
Code lock
General configuration
- fast mode soft buttons
- quality data log to file
- soft keys setup
- auto save mode
- unit of length
Machine configuration
- product code
- wire feed axis
- ice wire feed axis
- travel axis
- parallel power sources
- ice wire feed
- node ID settings
Maintenance
- contact tip change interval
- total running time limit
bi24menu2
- 70 Edition 111222

PEK Control panel
TOOLS
ERROR LOG
EXPORT / IMPORT
QUALITY FUNCTIONS"
CALENDAR"
USER ACCOUNTS"
UNIT INFORMATION"
Tools
Error log
Export/import
-weld data sets
-system settings
-setting limits
-measure limits
-error log
-quality function log
-production statistics
Quality functions
Calendar
User accounts
Unit information
TOOLS
"
QUIT
bi24menu2
- 71 Edition 111222

Διάμετρος σύρματος ΔΙΌΜΕΤΡΟ ΣέΡΜΑΤΟ
Submerged arc welding with constant ampere (SAW CA)
Wire type
Fe Solid 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
Fe Solid Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x4.0 2x5.0
Fe Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0
Fe Flux Cored Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x4.0
SS Solid 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
SS Solid Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x3.2 2x4.0
SS Strip 30 x 0.5 60 x 0.5 90 x 0.5
SS Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
SS Flux Cored Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x3.2 2x4.0
Wire diameter (mm)
MIG/MAG welding with constant ampere (GMAW CA)
Wire type
Fe Solid 0.8 1.0 1.2 1.6 2.0 2.4
Fe Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
SS Solid 0.8 1.0 1.2 1.6 2.0 2.4
SS Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
Al Solid 0.8 1.0 1.2 1.6 2.0 2.4
Al Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
Wire diameter (mm)
Gouging with constant ampere (CA)
Electrode dimension (mm)
8.0 9.5 13.0
bi24wire
- 72 -
© ESAB AB 2009

PEK Control panel
Αριθμός παραγγελίας ΑΡΙΘΜΌΣ ΠΑΡΑΓΓΕΛIΑΣ
Ordering no. Denomination
0460 504 880 Control unit PEK
0460 949 170 Instruction manual SE
0460 949 171 Instruction manual DK
0460 949 172 Instruction manual NO
0460 949 173 Instruction manual FI
0460 949 174 Instruction manual GB
0460 949 175 Instruction manual DE
0460 949 176 Instruction manual FR
0460 949 177 Instruction manual NL
0460 949 178 Instruction manual ES
0460 949 179 Instruction manual IT
0460 949 180 Instruction manual PT
0460 949 181 Instruction manual GR
0460 949 182 Instruction manual PL
0460 949 183 Instruction manual HU
0460 949 184 Instruction manual CZ
0460 949 185 Instruction manual SK
0460 949 186 Instruction manual RU
0460 949 189 Instruction manual EE
0460 949 190 Instruction manual LV
0460 949 191 Instruction manual SI
0460 949 192 Instruction manual LT
0460 949 193 Instruction manual CN
Instruction manuals are available on the Internet at www.esab.com
- 73 -
bi24o
© ESAB AB 2009

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
www.esab.com
110915© ESAB AB
 Loading...
Loading...