


A2, A6 PEK Control Panel
Bruksanvisning
0460 949 474 SE 20210203
Valid for: From software version 5.00

INNEHÅLLSFÖRTECKNING
1
INLEDNING
1.1 Inställningspanel
1.1.1 Knappar och rattar................................................................................ 5
1.2 Steg ett
1.2.1 Val av språk.......................................................................................... 6
1.2.2 Måttenheter .......................................................................................... 8
1.3 Display
1.3.1 Symboler på displayen ......................................................................... 9
1.4 Allmän information om inställningar
1.4.1 Inställning av numeriska värden........................................................... 10
1.4.2 Inställning med givna alternativ ............................................................ 10
1.5 AVBRYT och ENTER
2
MENYER
2.1 Huvudmeny
2.1.1 Konfigurationsmeny.............................................................................. 11
2.1.2 Verktygsmeny....................................................................................... 12
2.1.3 Meny för inställning av svetsdata ......................................................... 12
..................................................................................................
....................................................................................
....................................................................................................
.....................................................................................................
....................................................
...............................................................................
......................................................................................................
.............................................................................................
5
5
6
9
10
10
11
11
2.1.4 Mätmeny............................................................................................... 14
2.1.5 Svetsdataminnesmeny ......................................................................... 15
2.1.6 Snabbinställningsmeny ........................................................................ 15
3
PULVERBÅGSVETSNING
3.1 Inställningar för pulverbågsvetsning
4
MIG/MAG-SVETSNING
4.1 Inställningar för MIG/MAG-svetsning
5
ELEKTROSLAGGSVETSNING
5.1 Inställningar för elektroslaggsvetsning
6
LUFTBÅGMEJSLING
6.1 Inställningar för luftbågmejsling
7
FUNKTIONSFÖRKLARINGAR
7.1 CA, konstant svetsström
7.2 CW, konstant trådmatning
7.3 CC, konstant ström
7.4 Tråd-/elektroddimension
7.5 Bågspänning
7.6 Trådmatningshastighet
7.7 ICE-trådmatningshastighet
7.8 ICE-trådstartfördröjning
7.9 Åkhastighet
7.10 Svetsriktning
7.11 AC-frekvens
...........................................................................................
.............................................................................................
...........................................................................................
............................................................................................
..........................................................................
...................................................
...............................................................................
...................................................
...................................................................
...............................................
..................................................................................
...........................................................
...................................................................
.......................................................................
.....................................................................
................................................................................
........................................................................
..........................................................................
....................................................................
.........................................................................
17
17
19
19
21
21
23
24
25
25
25
25
25
25
25
25
25
26
26
26
0460 949 474 © ESAB AB 2021

INNEHÅLLSFÖRTECKNING
7.12 AC-balans
7.13 AC-offset
7.14 Pulverförströmning (SAW)
7.15 Gasförströmning (GMAW)
7.16 Startjustering
7.17 Luftförströmning (luftbågmejsling)
7.18 Starttyp
7.19 Trådkrypstart
7.20 Startfaser
7.21 Max tomgångsspänning (OCV, Open Circuit Voltage)
7.22 Pulverefterströmning (SAW)
7.23 Gasefterströmning (GMAW)
7.24 Luftefterströmning (luftbågmejsling)
7.25 Kraterfyllnad
7.26 Efterbrinntid
7.27 Stoppfaser
7.28 Dynamisk reglering
7.29 Regleringsparametrar
7.30 Inställning av gränsvärden
7.31 Gränser mätvärden
7.32 PEK-styrenhet för separat motorreglering
................................................................................................
.................................................................................................
.....................................................................
.....................................................................
..........................................................................................
......................................................
....................................................................................................
..........................................................................................
.................................................................................................
..................................................................
..................................................................
...................................................
...........................................................................................
............................................................................................
...............................................................................................
................................................................................
............................................................................
....................................................................
................................................................................
...........................................
........................
26
26
26
26
26
27
27
27
27
27
27
28
28
28
28
28
28
29
29
29
29
8
MINNESHANTERING
8.1 Inställningspanelens arbetssätt
8.2 Spara
8.3 Återkalla
8.4 Radera
8.5 Kopiera
8.6 Namnge
8.7 Ändra
9
KONFIGURATIONSMENY
9.1 Kodlås
9.1.1 Låskodsstatus ...................................................................................... 39
9.1.2 Ange/ändra låskod ............................................................................... 40
9.2 Generella inställningar
9.2.1 Programknappar för snabbinställning................................................... 40
9.2.2 Kvalitetsdata till fil................................................................................. 41
9.2.3 Konfiguration programknapp ................................................................ 41
9.2.4 Automatisk svetsdatalagring ................................................................ 43
9.3 Maskininställningar
.......................................................................................................
.....................................................................................................
....................................................................................................
.......................................................................................................
......................................................................................................
..................................................................................
............................................................
..................................................................................................
...................................................................................................
...........................................................................
...........................................................................
................................................................................
33
33
33
34
35
36
37
37
39
39
40
43
9.3.1 Produktkod ........................................................................................... 44
9.3.2 Trådmataraxel ...................................................................................... 45
9.3.3 Kalltrådsaxel (ICE) ............................................................................... 46
0460 949 474 © ESAB AB 2021

INNEHÅLLSFÖRTECKNING
9.3.4 Åkaxel................................................................................................... 46
9.3.5 Extern axel ........................................................................................... 46
9.3.6 Tandem för LAF- och TAF-strömkällor.................................................. 47
9.3.7 Tandem för strömkällan Aristo® 1000 .................................................. 50
9.3.8 Parallella strömkällor (gäller endast strömkällan Aristo® 1000)........... 52
9.3.9 ICE-trådmatning ................................................................................... 53
9.3.10 Stegfunktion ......................................................................................... 54
9.3.11 Intermittent svetsning ........................................................................... 56
9.3.12 Polaritet (gäller endast strömkällan Aristo® 1000) ............................... 56
9.3.13 Nod-ID-inställningar (gäller endast strömkällan Aristo® 1000) ............ 56
9.3.14 Systeminformation (gäller endast strömkällan Aristo® 1000) .............. 56
9.4 Kabellängder (gäller endast LAF- och TAF-strömkällor)
9.5 Underhåll
9.6 Mätvärden filterfaktor
.................................................................................................
.............................................................................
....................
57
57
57
BESTÄLLNINGSNUMMER
.................................................................................
59
Vi förbehåller oss rätten till ändringar utan föregående meddelande.
0460 949 474 © ESAB AB 2021

1 INLEDNING
1 INLEDNING
För att du ska kunna utnyttja din svetsutrustning maximalt rekommenderar vi att du läser den
här bruksanvisningen.
Allmän information om användningen finns i bruksanvisningarna för styrenheten,
svetsautomaten, kranen och strömkällan.
Texten som visas i displayen finns på följande språk: Engelska, engelska (USA), svenska,
finska, norska, danska, tyska, franska, italienska, nederländska, spanska, portugisiska,
ungerska, polska, tjeckiska, turkiska, kinesiska, koreanska och ryska.
Bruksanvisningar på andra språk finns tillgängliga att ladda ner online: www.esab.com
1.1 Inställningspanel
1. Meny 10. Bågspänning/inställningsratt
2. Positioneringsratt för flyttning av markör 11. Snabb rörelse
3. Enter 12. Manuell åkrörelse
4. Grön indikeringslampa, lyser när
funktionen är aktiv
5. Svetsstart 14. Nödstopp
6. Svetsstopp 15. Manuell trådmatning uppåt
7. Åkhastighet/inställningsratt 16. Programknappar
8. Manuell åkrörelse 17. Display
9. Manuell trådmatning nedåt
13. Svetsström/trådmatningshastighet/inställn
ingsratt
1.1.1 Knappar och rattar
Meny
Med Meny-knappen kommer man alltid tillbaka till huvudmenyn i respektive
process.
0460 949 474
- 5 -
© ESAB AB 2021

1 INLEDNING
Enter
Med ENTER bekräftas ett val.
Programknappar
De fem knapparna (S1 - S5) nedanför displayen har varierande funktioner. Dessa
programknappar kan ha olika funktioner beroende på vilken meny som för tillfället visas på
displayen. Aktuell funktion för respektive knapp visas i texten längst ned i displayen. När
funktionen är aktiv anges det av att fältet med textrutan blir vit.
Trådmatning uppåt
Knapp för tillbakabackning av tråden utan att bågspänningen går till, till exempel
vid byte av trådbobin. Tråden matas så länge knappen hålls intryckt.
Trådmatning nedåt
Meny
Knapp för frammatning av tråd utan att bågspänning går till. Tråden matas så
länge knappen hålls intryckt.
Åkrörelse
Knapp för åkrörelse i den svetsriktning där symbolen visas på svetsutrustningen.
För att stoppa åkrörelsen, tryck på , eller .
Lysdioden lyser under åkrörelsen.
Svetsstart
Knapp för svetsstart.
Svetsstopp
Knapp för svetsstopp för alla åkrörelser och alla motorer.
Positioneringsratt
Ratten som är placerad överst till höger är en positioneringsratt som används för
positionering av markören.
Inställningsrattar
De tre inställningsrattarna används för att ändra inställda värden i panelen.
1.2 Steg ett
1.2.1 Val av språk
Första gången när maskinen startas visas den här menyn:
0460 949 474
- 6 -
© ESAB AB 2021

1 INLEDNING
SAW: CA
INGEN INGEN GAS/PULVER INGEN 2ND FUNCT
Vid leverans är inställningspanelen inställd på engelska. För att välja ditt språk, gör på
följande sätt.
Tryck på Meny för att komma till huvudmenyn.
Placera markören på raden KONFIGURATION med hjälp av positioneringsratten.
SAW
PROCESS
METOD
REGLERMETOD
TRÅDTYP
TRÅDDIAMETER
SAW
DC
CA
Fe SOLID
3.0 mm
KONFIGURATION►
VERKTYG►
STÄLL IN MÅTT MINNE FAST MODE
Bekräfta valet genom att trycka på ENTER .
Placera markören på SPRÅK raden. Tryck på ENTER för att få fram en lista över vilka språk
som är tillgängliga i inställningspanelen.
KONFIGURATION
SPRÅK
ENGLISH
KODLÅS►
GENERELLA INSTÄLLNINGAR►
MASKIN INSTÄLLN.►
KABELLÄNGDER►
UNDERHÅLL►
MÄTVÄRDEN FILTERFAKTOR
Placera markören på raden för ditt språk och tryck på ENTER.
0460 949 474
- 7 -
ONE
AVBRYT
© ESAB AB 2021

1 INLEDNING
NORSK
POLSKI
PORTUGUES
SUOMI
SVENSKA
CHINESE
1.2.2 Måttenheter
Vid leverans är inställningspanelen inställd på visning i metriska måttenheter. Gör på följande
sätt för att byta måttenhet:
Tryck på Meny för att komma till huvudmenyn.
Placera markören på raden KONFIGURATION med hjälp av positioneringsratten.
SAW
PROCESS
METOD
REGLERMETOD
TRÅDTYP
TRÅDDIAMETER
KONFIGURATION►
VERKTYG►
STÄLL IN MÅTT MINNE FAST MODE
Bekräfta valet genom att trycka på ENTER .
Placera markören på GENERELLA INSTÄLLN. raden.
KONFIGURATION
SPRÅK
KODLÅS
GENERELLA INSTÄLLNINGAR►
SAW
DC
CA
Fe SOLID
3.0 mm
ENGLISH
MASKIN INSTÄLLN.►
KABELLÄNGDER►
UNDERHÅLL►
MÄTVÄRDEN FILTERFAKTOR
ONE
AVBRYT
Bekräfta valet genom att trycka på ENTER .
Placera markören på MÅTTENHET raden. Tryck på ENTER för att få fram en lista över vilka
måttenheter som är tillgängliga i inställningspanelen.
0460 949 474
- 8 -
© ESAB AB 2021

1 INLEDNING
GENERELLA INSTÄLLN.
PROGRAMKNAPPAR FÖR SNABBINSTÄLLNING
KVALITETSDATA TILL FIL
INSTÄLLNING AV PROGRAMKNAPPAR►
AUTOMATISK SVETSDATALAGRING
MÅTTENHET
Placera markören på raden för rätt måttenhet och tryck på ENTER.
METRISK
MATNING
1.3 Display
SAW
PROCESS
METOD
1
ON
OFF
METRISK
AVBRYT
SAW
DC
REGLERMETOD
TRÅDTYP
TRÅDDIAMETER
Fe SOLID
CA
3.0 mm
KONFIGURATION►
VERKTYG►
STÄLL IN MÅTT MINNE FAST MODE
Markör
Inställningspanelens markör visas som ett svart fält runt texten, varvid den markerade texten
blir vit. Markören visas med fet text i bruksanvisningen.
Textrutor
Längst ner i displayen finns fem rutor med text som förklarar den aktuella funktionen för de
fem programknapparna nedanför displayen.
1.3.1 Symboler på displayen
A Svetsdatauppsättning som är
vald
B Svetsriktning
0460 949 474
- 9 -
C Ett fel har uppstått, se avsnittet
”Händelsehantering”.
D Återkallat
minnespositionsnummer
E Rullist. Det finns mer
information i den här menyn.
© ESAB AB 2021

1 INLEDNING
Pilar
När det finns mer information efter en rad markeras det av en svart pil efter texten.
SAW
PROCESS
METOD
REGLERMETOD
TRÅDTYP
TRÅDDIAMETER
KONFIGURATION►
VERKTYG►
STÄLL IN MÅTT MINNE FAST MODE
Fe SOLID
0.8 mm
1.4 Allmän information om inställningar
Det finns tre typer av inställningar:
• Inställning av numeriska värden
• Inställning av givna alternativ
• Inställning av läge PÅ/AV
1.4.1 Inställning av numeriska värden
Vid inställning av siffervärden används inställningsrattarna för ökning eller minskning av
inställda värden. I mätmenyn används rattarna för svetsström/trådmatningshastighet,
bågspänning och åkhastighet.
SAW
AC
CC
1.4.2 Inställning med givna alternativ
Vissa inställningar görs genom markering av ett alternativ i en lista. Så här kan listan se ut:
SAW
GMAW
LUFTBÅGMEJSLING
Markören är placerad på raden SAW. Genom att trycka på knappen ENTER i det här läget
väljer du alternativet SAW. Vill du istället välja något annat alternativ placerar du markören på
rätt rad genom att stega uppåt eller nedåt med positioneringsratten. Tryck sedan på knappen
ENTER. Vill du lämna listan utan att göra något val trycker du på AVBRYT.
1.5 AVBRYT och ENTER
Programknappen längst till höger används främst för AVBRYT, men kan ibland användas för
andra funktioner.
• AVBRYT innebär återgång till föregående meny eller bild.
• En tryckning på ENTER innebär verkställande av ett markerat val i en meny eller i en
lista.
Knappen kallas ENTER i den här bruksanvisningen.
0460 949 474
- 10 -
© ESAB AB 2021

2 MENYER
2 MENYER
I inställningspanelen finns flera olika menyer:
• Huvudmeny
• Konfigurationsmeny
• Verktygsmeny
• Meny för inställning av
svetsdata
• Mätmeny MÅTT
• Svetsdataminnesmeny MINNE
• Snabbinställningsmeny FAST MODE
Under uppstart visas kort en uppstartsbild med information om vilken programversion som
gäller.
STÄLL IN
Startskärmbild
2.1 Huvudmeny
I HUVUDMENYNkan du byta svetsprocess, metod, trådtyp, reglermetod, tråddimension m.m.
Från den här menyn kommer du vidare till andra undermenyer.
SAW
PROCESS
METOD
REGLERMETOD
TRÅDTYP
TRÅDDIAMETER
KONFIGURATION►
VERKTYG►
STÄLL IN MÅTT MINNE FAST MODE
SAW
DC
CA
Fe SOLID
3.0 mm
2.1.1 Konfigurationsmeny
HUVUDMENY » KONFIGURATION
I menyn KONFIGURATION kan du byta språk, byta lösenord, göra allmänna inställningar,
justera maskinen etc. Menyn ser olika ut beroende på vilken typ av strömkälla som är vald
under MASKIN INSTÄLLNINGAR.
0460 949 474
- 11 -
© ESAB AB 2021
2 MENYER
KONFIGURATION
LANGUAGE
KODLÅS►
GENERELLA INSTÄLLNINGAR►
MASKIN INSTÄLLN.►
KABELLÄNGDER►
UNDERHÅLL►
NÄTVERKSINSTÄLLNINGAR
MÄTVÄRDEN FILTERFAKTOR
AVBRYT
2.1.2 Verktygsmeny
HUVUDMENY » VERKTYG
I menyn VERKTYG kan du överföra filer, visa kvalitets- och produktionsstatistik,
händelseloggar m.m.
VERKTYG
HÄNDELSEHANTERING►
SVENSKA
ONE
EXPORTERA/IMPORTERA►
FILHANTERAREN►
REDIGERA GRÄNSINST.►
REDIGERA MÄTVÄRDESGRÄNSINST.►
PRODUKTSTATISTIK►
KVALITETSFUNKTIONER►
KALENDER►
ANVÄNDARKONTON►
ENHETSINFORMATION►
AVBRYT
2.1.3 Meny för inställning av svetsdata
HUVUDMENY » STÄLL IN
I menyn för inställning av svetsdata, STÄLL IN, kan du ändra på olika svetsparametrar.
Menystrukturen varierar beroende på vilken svetsprocess som är vald.
0460 949 474
- 12 -
© ESAB AB 2021
2 MENYER
SAW WELD DATA SETTING
VOLTAGE
STRÖM
ÅKHASTIGHET
RIKTNING
STARTDATA►
STOPPDATA►
REGLERINGSPAR.►
GRÄNSVÄRDEN►
MÄTGRÄNSVÄRDEN►
POLARITET
Ett exempel på menyn med Aristo® 1000:
SAW WELD DATA SETTING
VOLTAGE
STRÖM
20.5 V
395 A
0 cm/min
■
AUTO
DC+
AVBRYT
24.0 V
3200 A
ÅKHASTIGHET
RIKTNING
AC-FREKVENS
AC-BALANS
AC-OFFSET
STARTDATA►
STOPPDATA►
REGLERINGSPAR.►
Exempel på menyn med LAF/TAF-strömkälla
30 cm/min
■
50 HZ
50%
0 V
AVBRYT
0460 949 474
- 13 -
© ESAB AB 2021

2 MENYER
SAW WELD DATA SETTING
VOLTAGE
STRÖM
ÅKHASTIGHET
RIKTNING
STARTDATA►
STOPPDATA►
REGLERINGSPAR.►
GRÄNSVÄRDEN►
MÄTGRÄNSVÄRDEN►
POLARITET
MEASURE AVBRYT
2.1.4 Mätmeny
HUVUDMENY » MÅTT
I menyn MÅTT kan du under pågående svetsning se uppmätta värden för olika
svetsparametrar.
30.0 A
500 A
30 cm/min
■
DC +
SAW: CA
EXT. AXIS DIR. SQUARE INGEN INSTÄLLNINGS
VÄRDEN
• 450A – uppmätt svetsström
• 30,0 volt – uppmätt bågspänning
• 50cm/min – uppmätt åkhastighet
SAW: CA
2ND FUNCT
INGEN INGEN ICE WF INGEN 2ND FUNCT
• cm/min – uppmätt trådmatningshastighet
• kJ/cm – anger energi per längdenhet som erhålles med de värden som valts för
svetsström, bågspänning och åkhastighet
0460 949 474
- 14 -
© ESAB AB 2021
2 MENYER
• cm/min – uppmätt ICE-trådmatningshastighet
• kg/h – anger använt material per timme
De uppmätta värdena finns kvar i displayen även efter det att svetsningen har avslutats.
Du kan gå till andra menyer utan att mätvärdena försvinner.
Med inställningsrattarna kan du ändra svetsparametrarna i mätbilden.
Om det inställda värdet ändras när det inte pågår någon svetsning återgår det uppmätta
värdet till noll.
Aktivera ICE-trådmatning genom att aktivera programknappen ICE WF, se avsnittet
”Konfiguration av programknapp”. När knappen är nedtryckt ändras matningshastigheten för
ICE-tråden med den vänstra inställningsratten A. Om programknappen inte är nedtryckt
påverkar inställningsratten A-strömmen.
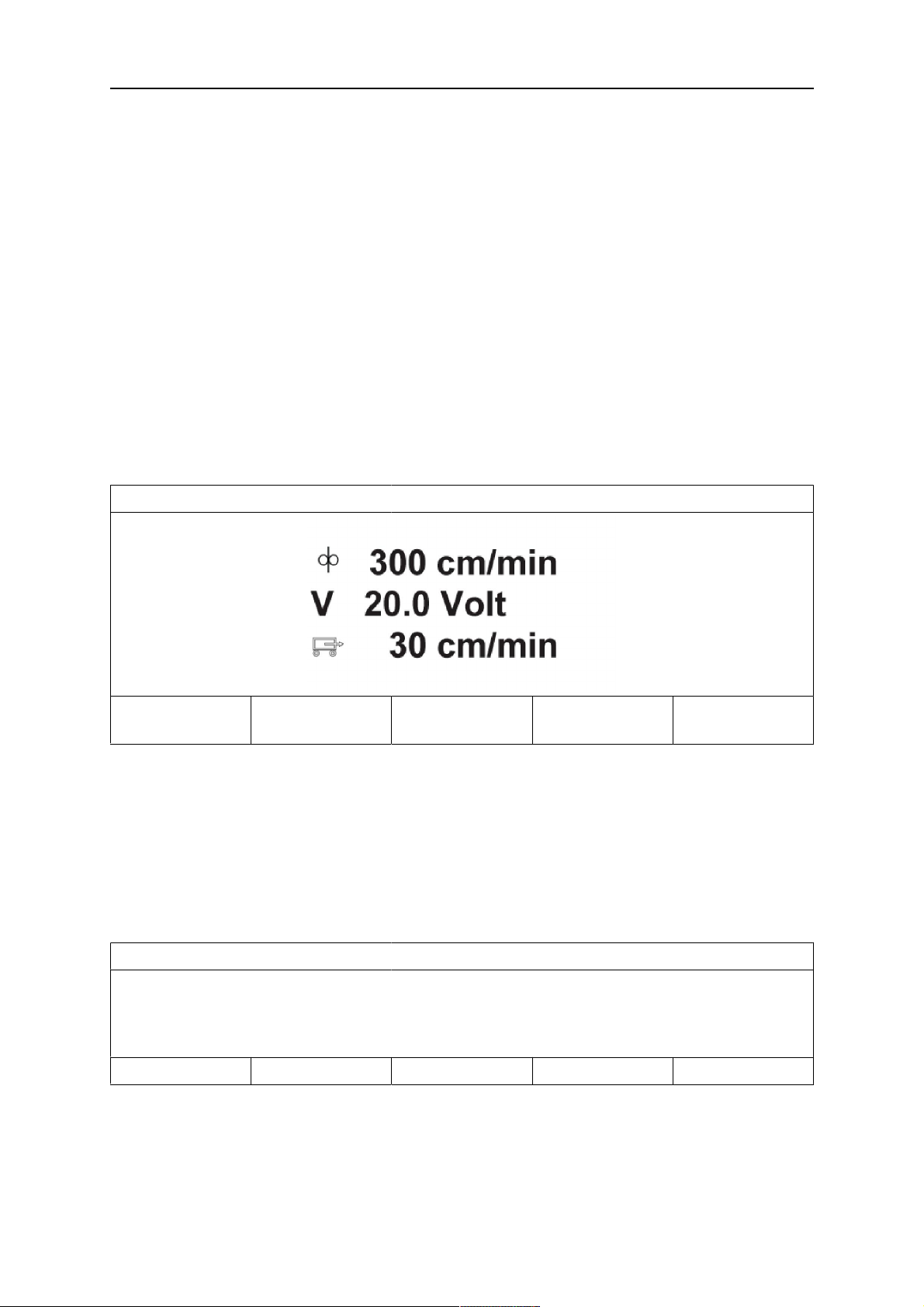
I mätbilden kan du även se inställda värden om programknappen INSTÄLLNINGSVÄRDEN
är aktiverad. Om både programknappen ICE WF och programknappen
INSTÄLLNINGSVÄRDEN aktiveras, kan den inställda matningshastigheten för kalltråd
ändras. Information om aktivering finns i avsnittet ”Konfiguration av programknapp”.
SAW: CW
INGEN DIR: SQUARE INGEN INSTÄLLNINGS
2ND FUNCT
VÄRDEN
• 300cm/min – inställd trådmatningshastighet
• 20,0 volt – inställd bågspänning
• 30cm/min – inställd åkhastighet
2.1.5 Svetsdataminnesmeny
HUVUDMENY » MINNE
I menyn SVETSDATAMINNE kan du lagra, återkalla, radera och kopiera olika inställda
svetsdata. Svetsdatauppsättningarna kan lagras i 255 olika minnespositioner.
SVETSDATAMINNE
1 (SAW)
7 (GMAW)
LAGRA 2ND FUNCT AVBRYT
Mer information finns i avsnittet ”MINNESHANTERING”.
2.1.6 Snabbinställningsmeny
HUVUDMENYN » , SNABBINSTÄLLNING
0460 949 474
- 15 -
© ESAB AB 2021

2 MENYER
I menyn SNABBINSTÄLLNING kan du länka programknappar till minnespositioner för
svetsdata. Dessa inställningar görs på menyn KONFIGURATION. Numret på den valda
minnespositionen visas i det övre, högra hörnet.
16
SVETSNINGSDA
TA 1
SVETSNINGSDA
TA 2
SVETSNINGSDA
TA 3
SVETSNINGSDA
TA 4
Mer information finns i avsnittet ”Programknappar för snabbinställning”.
2ND FUNCT
0460 949 474
- 16 -
© ESAB AB 2021

3 PULVERBÅGSVETSNING
3 PULVERBÅGSVETSNING
HUVUDMENY » PROCESS
Vid pulverbågsvetsning (SAW) smälter en ljusbåge en kontinuerligt frammatad tråd.
Smältbadet skyddas av svetspulver.
Aristo® 1000: När processen SAW har valts, välj METOD med positioneringsratten och
tryck på ANGE. Välj AC eller DC.
SAW
PROCESS
SAW
METOD
REGLERMETOD
TRÅDTYP
TRÅDDIAMETER
Fe SOLID
0.8 mm
KONFIGURATION►
VERKTYG►
STÄLL IN MÅTT MINNE FAST MODE
Aristo® 1000: När processen SAW Har valts kan du välja mellan tre reglermetoder genom
att markera REGLERMETOD med positioneringsratten och trycka på ENTER. Välj mellan
konstant svetsström CA eller konstant trådmatning CW eller konstant ström CC.
LAF/TAF: När processen SAW har valts kan du välja mellan tre reglermetoder genom att
markera REGLERMETOD med positioneringsratten och trycka på ENTER. Välj mellan
konstant svetsström CA eller konstant trådmatning CW.
Se förklaringar i ”CA, konstant strömstyrka”, ”CW, konstant trådmatning” och ”CC, konstant
ström”.
Om ICE-trådmatning är vald, se "ICE-trådmatning", sidan53, kan du endast välja
reglermetoden CW.
AC
CC
3.1 Inställningar för pulverbågsvetsning
Inställningar InställningsområdeI steg om Värde efter
återställning
Bågspänning
För Aristo ® 1000 14–50V 0,1V (1V) 30 V
För LAF/TAF 8–60V 0,1V (1V) 30 V
Svetsström1)(CA)
Trådmatningshastighet1)(CW)
Konstant ström
ICE-trådmatningshastighet
ICE-trådstartfördröjning
Åkhastighet * 0 - 200 cm/min 1 cm/min 30 cm/min
Svetsriktning ▲-■ - ■
AC-frekvens
0460 949 474
1)
0–3200 A 1 A 400 A
0 - 2500 cm/min 1 cm/min 100 cm/min
1) 3)
(CC)
1)
3)
0–3200 A 1 A 500 A
1)
0 - 200% 1% 100%
0 - 99,0 s 0,1s 2,5s
10 - 100Hz 1 50 Hz
- 17 -
© ESAB AB 2021

3 PULVERBÅGSVETSNING
Inställningar InställningsområdeI steg om Värde efter
återställning
AC-balans 3) 25 - 75% 1 50%
AC-offset
3)
−300–+A/−10
1 A/0,1 V 0
+10V
Startdata
2)
Pulverförströmning 0 - 99,0 s 0,1s 0s
Startjustering Min = 50% 1% 100%
Starttyp Direkt eller Skrap - Direkt
Trådkrypstart Auto ellerStäll in
- Auto
hastighet
Trådkrypstarthastighet 0 - 1000 cm/min 1 cm/min 20 cm/min
Startfaser AV ellerPÅ - AV
Tomgångsspänning AV ellerPÅ - AV
Maximal tomgångsspänning 5–60V 0,1 V 50 V
Stoppdata
2)
Pulverefterströmning 0 - 99,0 s 0,1s 0s
Kraterfyllnad AV ellerPÅ - AV
Kraterfyllnadstid 0 - 10 s 0,01s 0,0s
Efterbrinntid 0–10 s 0,01s 0,65s
Stoppfaser AV ellerPÅ - AV
Regleringsparametrar
Dynamik Auto ellerStäll in
- Auto
värden
Induktans Auto ellerStäll in
- Auto
värden
Inställning av gränsvärden - - Gränser mätvärden - - -
1)
Inställningsområdet beror på vilken produkt som används.
2)
På menyn visas vilka inställningar som hör till den valda reglermetoden.
3)
Gäller endast strömkällorna Aristo®1000
0460 949 474
- 18 -
© ESAB AB 2021

4 MIG/MAG-SVETSNING
4 MIG/MAG-SVETSNING
Processen finns för vissa maskintyper.
HUVUDMENY » PROCESS
Vid MIG/MAG-svetsning (GMAW) smälter en ljusbåge en kontinuerligt frammatad tråd.
Smältbadet skyddas med skyddsgas.
När processen MIG/MAG-svetsning GMAW väljs kan du välja mellan två reglermetoder
genom att markera REGLERMETOD med positioneringsratten och trycka på ENTER. Välj
mellan konstant strömstyrka CA eller konstant trådmatning CW, se förklaring i ”CA, konstant
strömstyrka” och ”CW, konstant trådmatning”.
GMAW
PROCESS
REGLERMETOD
TRÅDTYP
Fe SOLID
TRÅDDIAMETER
KONFIGURATION►
VERKTYG►
AVBRYT
CA
CW
4.1 Inställningar för MIG/MAG-svetsning
Inställningar InställningsområdeI steg om Värde efter
återställning
Bågspänning * 14–50V 0,1V (1V) 30 V
Svetsström *(CA) 0–3200 A 1 A 500 A
Trådmatningshastighet *(CW) 0 - 2500 cm/min 1 cm/min 100 cm/min
GMAW
CA
0.8 mm
Åkhastighet * 0 - 200 cm/min 1 cm/min 30 cm/min
Svetsriktning ▲-■ - ■
Startdata
2)
Gasförströmning 0 - 99,0 s 0,1s 0,2s
Startjustering Min = 50% 1% 100%
Starttyp Direkt eller Skrap - Direkt
Trådkrypstart Auto ellerStäll in
- Auto
hastighet
Trådkrypstarthastighet 0 - 1000 cm/min 1 cm/min 20 cm/min
Startfaser AV ellerPÅ - AV
Tomgångsspänning AV ellerPÅ - AV
Maximal tomgångsspänning 5–60V 0,1 V 50 V
Stoppdata
Gasefterströmning 0 - 99,0 s 0,1s 0,2s
0460 949 474
- 19 -
© ESAB AB 2021

4 MIG/MAG-SVETSNING
Inställningar InställningsområdeI steg om Värde efter
återställning
Kraterfyllnad AV ellerPÅ - AV
Kraterfyllnadstid 0 - 10 s 0,01s 0,0s
Efterbrinntid 0–10 s 0,01s 0,20s
Stoppfaser AV ellerPÅ - AV
Dynamisk reglering Auto ellerStäll in
- Auto
värden
Inställning av gränsvärden - - Gränser mätvärden - - -
*) Inställningsområdet beror på vilken produkt som används.
0460 949 474
- 20 -
© ESAB AB 2021

5 ELEKTROSLAGGSVETSNING
5 ELEKTROSLAGGSVETSNING
Processen är tillgänglig för LAF-strömkällor.
HUVUDMENY » PROCESS
Elektroslaggsvetsning (ESW) är en svetsprocess med en enda svetssträng.
ESW
PROCESS
METOD
REGLERMETOD
TRÅDTYP
TRÅDDIAMETER
30×0,5 mm
KONFIGURATION►
VERKTYG►
STÄLL IN MÅTT MINNE FAST MODE
5.1 Inställningar för elektroslaggsvetsning
Inställningar InställningsområdeI steg om Värde efter
återställning
Bågspänning
1)
Svetsström1)(CA)
Trådmatningshastighet1)(CW)
Åkhastighet * 0 - 200 cm/min 1 cm/min 30 cm/min
8–60V 0,1V (1V) 24 V
0–3200 A 1 A 400 A
0 - 2500 cm/min 1 cm/min 300 cm/min
ESW
AC
CA
SS Strip
Svetsriktning ▲-■ - ■
Startdata
2)
Pulverförströmning 0 - 99,0 s 0,1s 0s
Startjustering Min = 100% 1% 100%
Starttyp Direkt eller Skrap - Direkt
Trådkrypstart Auto ellerStäll in
- Auto
hastighet
Trådkrypstarthastighet 0 - 1000 cm/min 1 cm/min 2 cm/min
Startfaser AV ellerPÅ - AV
Tomgångsspänning AV ellerPÅ - AV
Maximal tomgångsspänning 5–60V 0,1 V 50 V
Stoppdata
2)
Pulverefterströmning 0 - 99,0 s 0,1s 0s
Kraterfyllnad AV ellerPÅ - AV
Kraterfyllnadstid 0 - 10 s 0,01s 0,0s
Efterbrinntid 0–10 s 0,01s 1,50s
Stoppfaser AV ellerPÅ - AV
Regleringsparametrar
0460 949 474
- 21 -
© ESAB AB 2021

5 ELEKTROSLAGGSVETSNING
Inställningar InställningsområdeI steg om Värde efter
återställning
Dynamik Auto ellerStäll in
- Auto
värden
Induktans Auto ellerStäll in
- Auto
värden
Inställning av gränsvärden - - Gränser mätvärden - - -
1)
Inställningsområdet beror på vilken produkt som används.
2)
På menyn visas vilka inställningar som hör till den valda reglermetoden.
0460 949 474
- 22 -
© ESAB AB 2021

6 LUFTBÅGMEJSLING
6 LUFTBÅGMEJSLING
Tillgänglighet beroende på ansluten utrustning.
HUVUDMENY » PROCESS
Vid luftbågmejsling används en speciell kolelektrod med kopparhölje.
En ljusbåge mellan kolelektroden och arbetsstycket smälter materialet. Luft tillförs så att det
smälta materialet blåses bort.
När processen GOUGING väljs kan du välja mellan två reglermetoder genom att markera
REGLERMETOD med positioneringsratten och trycka på ENTER. Välj mellan konstant
strömstyrka CA eller konstant trådmatning CW, se förklaring i "CA, konstant svetsström",
sidan25 och "CW, konstant trådmatning", sidan25.
GOUGING
PROCESS
GOUGING
METOD
REGLERMETOD
TRÅDDIAMETER
MEJSLINGSLÄGE
8.0 mm
N7500
KONFIGURATION►
VERKTYG►
AVBRYT
CA
CW
Välj MEJSLINGSLÄGE med positioneringsratten. Tryck på ENTER. För Aristo ® 1000, välj
AUTO eller N7500. För LAF och TAF, välj AUTO eller MANUAL.
GOUGING
PROCESS
GOUGING
METOD
DC
CW
DC
REGLERMETOD
TRÅDDIAMETER
MEJSLINGSLÄGE
KONFIGURATION►
VERKTYG►
0460 949 474
AUTO
N7500
- 23 -
CW
8.0 mm
N7500
AVBRYT
© ESAB AB 2021

6 LUFTBÅGMEJSLING
6.1 Inställningar för luftbågmejsling
Inställningar Inställningsområde I steg om Värde efter
återställning
Bågspänning * 14–50V 0,1V (1V) 30 V
Svetsström *(CA) 0–3200 A 1 A 500 A
Trådmatningshastighet *(CW) 0 - 2500 cm/min 1 cm/min 100 cm/min
Åkhastighet * 0 - 200 cm/min 1 cm/min 30 cm/min
Svetsriktning ▲-■ - ■
Startdata
Luftförströmning 0 - 99,0 s 0,1s 0s
Startjustering Min = 50% 1% 100%
Starttyp Direkt eller Skrap - Direkt
Trådkrypstart Auto ellerStäll in hastighet - Auto
Trådkrypstarthastighet 0 - 1000 cm/min 1 cm/min 20 cm/min
Startfaser AV ellerPÅ - AV
Tomgångsspänning AV ellerPÅ - AV
Maximal tomgångsspänning 5–60V 0,1 V 50 V
Stoppdata
Luftefterströmning 0 - 99,0 s 0,1s 0s
Kraterfyllnad AV ellerPÅ - AV
Kraterfyllnadstid 0 - 10 s 0,01s 0,0s
Efterbrinntid 0–10 s 0,01s 1,50s
Stoppfaser AV ellerPÅ - AV
Dynamisk reglering Auto ellerStäll in värden - Auto
Inställning av gränsvärden - - Gränser mätvärden - - -
*) Inställningsområdet beror på vilken produkt som används.
0460 949 474
- 24 -
© ESAB AB 2021

7 FUNKTIONSFÖRKLARINGAR
7 FUNKTIONSFÖRKLARINGAR
7.1 CA, konstant svetsström
Trådmatningen styrs av strömkällan så att en konstant svetsström kan erhållas.
• Konstant strömstyrka väljs på huvudmenyn.
7.2 CW, konstant trådmatning
Svetsströmmen blir ett resultat av den valda trådmatningshastigheten.
• Konstant trådmatning väljs på huvudmenyn.
7.3 CC, konstant ström
(gäller endast strömkällan Aristo®1000)
Spänningen varieras så att en konstant svetsström erhålles.
• Konstant strömstyrka väljs på huvudmenyn.
Högre trådhastighet ger högre svetsström.
7.4 Tråd-/elektroddimension
Valda dimensioner har stor inverkan på startförlopp och kraterfyllnad. Vid svetsning med
andra tråddimensioner än dem som finns upptagna i tabellen, välj den som har en dimension
som ligger nära en dimension i listan.
• Tråd-/elektroddimension väljs på huvudmenyn. Tillgängliga trådmaterial och
dimensioner påverkas av kombinationen av strömkälla och svetshuvud.
7.5 Bågspänning
Högre bågspänning ger längre ljusbåge och gör smältan varmare och bredare.
• Bågspänningen ställs in i mätbilden, på svetsdatainställningsmenyn eller på
snabbinställningsmenyn.
7.6 Trådmatningshastighet
Med trådmatningshastighet anges en matningshastighet (cm/min) för tråden. Högre
trådhastighet ger högre svetsström.
• Trådmatningshastigheten ställs in i mätbilden, på svetsdatainställningsmenyn, eller på
snabbinställningsmenyn.
7.7 ICE-trådmatningshastighet
Matningshastighet av kalltråd används för att ange en matningshastighet (cm/min) för
kalltråden.
• Kalltrådmatningshastigheten ställs in i mätbilden, på svetsdatainställningsmenyn eller
på snabbinställningsmenyn.
7.8 ICE-trådstartfördröjning
Med kalltrådsstartfördröjning anges hur lång tid (s) efter svetsstart som kalltrådmatningen
ska börja.
0460 949 474
- 25 -
© ESAB AB 2021

7 FUNKTIONSFÖRKLARINGAR
• Kalltrådstartfördröjning ställs in på svetsdatainställningsmenyn.
7.9 Åkhastighet
Med åkhastighet anges den hastighet (cm/min) som en kran eller vagn ska förflytta sig med.
• Åkhastigheten ställs in i mätbilden, menyn för svetsdatainställningar eller på
snabbinställningsmenyn.
7.10 Svetsriktning
Åkrörelse i den riktning som symbolen visar.
• Svetsriktningen väljs på svetsdatainställningsmenyn.
7.11 AC-frekvens
(gäller endast strömkällan Aristo®1000)
Med AC-frekvens menas antal svängningar per sekund genom nollnivån.
• AC-frekvens väljs på svetsdatainställningsmenyn.
7.12 AC-balans
(gäller endast strömkällan Aristo®1000)
AC-balansen utgör förhållandet mellan positiv (+) och negativ (-) puls. Värdet som ställs in
anger hur stor procentandel av perioden som ska utgöras av den positiva delen.
• AC-balans väljs på svetsdatainställningsmenyn.
7.13 AC-offset
(gäller endast strömkällan Aristo®1000)
Med AC-offset förskjuts AC-nivån positivt eller negativt i förhållande till nollnivån.
• AC-offset ställs in på svetsdatainställningsmenyn.
7.14 Pulverförströmning (SAW)
Pulverförströmning anger hur lång tid man vill att svetspulvret ska rinna innan ljusbågen
tänds.
• Pulverförströmningen ställs in på svetsdatainställningsmenyn under startdata.
7.15 Gasförströmning (GMAW)
Gasförströmning anger hur lång tid skyddsgasen ska strömma innan ljusbågen tänds.
• Gasförströmning ställs in på svetsdatainställningsmenyn under startdata.
7.16 Startjustering
Detta används för att justera värdena för ingångsströmmen. Om utrustningen startar med
lägre strömvärden, jämfört med utrustningens fabriksvärden, kan de justeras här.
• Startjustering ställs in i menyn för inställning av svetsdata under Startdata.
0460 949 474
- 26 -
© ESAB AB 2021

7 FUNKTIONSFÖRKLARINGAR
7.17 Luftförströmning (luftbågmejsling)
Luftförströmning anger hur lång tid som luften ska strömma innan ljusbågen tänds.
• Luftförströmning ställs in på svetsdatainställningsmenyn under startdata.
7.18 Starttyp
Det finns två olika starttyper:
• Direktstart, som innebär att åkhastigheten startar när ljusbågen tänds.
• Skrapstart, innebär att åkhastigheten startar samtidigt som trådmatningen.
• Starttyp väljs på svetsdatainställningsmenyn under startdata.
7.19 Trådkrypstart
Under trådkrypstart ställs önskad kryphastighet på elektrodmotorn vid start.
Om man till exempel ställer in 50 på menyn får man en kryphastighet på 50 cm/min.
Det förinställda värdet "AUTO" ger en kryphastighet beräknad utifrån inställda värden.
• Trådkryphastighet ställs in på svetsdatainställningsmenyn under startdata.
7.20 Startfaser
Vid svetsning med speciell tråd eller speciella material kan det vara nödvändigt att skapa en
egen startsekvens. Startsekvensen kan påverka smältbadets utseende.
Följande kan ställas in för Startfas 1 PÅ
• Tid s
Den tid som man svetsar i fas 1.
• Bågspänning %
I procent av inställd spänning
• Trådmatning %
I procent av inställd trådmatning
• Svetsström %
I procent av inställd svetsström
• Åkhastighet %
I procent av inställd åkhastighet
• Startfaser ställs in på svetsdatainställningsmenyn under startdata.
Följande kan ställas in för Startfas 2 PÅ
• Tid s
Den tid som man svetsar i fas 2.
• Bågspänning %
I procent av inställd spänning
• Trådmatning %
I procent av inställd trådmatning
• Svetsström %
I procent av inställd svetsström
• Åkhastighet %
I procent av inställd åkhastighet
7.21 Max tomgångsspänning (OCV, Open Circuit Voltage)
PÅ innebär att man kan ställa in tomgångsspänningen.
AV innebär att tomgångsspänningen är densamma som det inställda värdet för
svetsspänningen.
• Tomgångsspänningen ställs in på svetsdatainställningsmenyn under startdata.
7.22 Pulverefterströmning (SAW)
Pulverefterströmningen anger hur lång tid pulvret ska rinna efter det att ljusbågen har
släckts.
• Pulverefterströmningen ställs in på svetsdatainställningsmenyn under stoppdata.
0460 949 474
- 27 -
© ESAB AB 2021

7 FUNKTIONSFÖRKLARINGAR
7.23 Gasefterströmning (GMAW)
Gasefterströmning anger hur lång tid skyddsgasen ska strömma efter att ljusbågen släckts.
• Gasefterströmning ställs in på svetsdatainställningsmenyn under stoppdata.
7.24 Luftefterströmning (luftbågmejsling)
Luftefterströmning anger hur lång tid man vill att luften ska strömma efter det att ljusbågen
har släckts.
• Luftefterströmning ställs in på svetsdatainställningsmenyn under stoppdata.
7.25 Kraterfyllnad
Kraterfyllnad möjliggör en kontrollerad minskning av värme och storlek på svetsbadet vid
svetsslut. Detta gör det lättare att undvika porer, varmsprickor och kraterbildning i
svetsfogen.
• Kraterfyllnad ställs in på svetsdatainställningsmenyn under stoppdata.
7.26 Efterbrinntid
Efterbrinntid är en fördröjning mellan den tidpunkt då tråden börjar bromsa till dess att
strömkällan stänger av bågspänningen. För kort efterbrinntid ger långt trådutstick efter
avslutad svetsning, vilket medför risk att tråden fastnar i smältbadet när detta stelnar. För
lång efterbrinntid ger kortare utstick och ökad risk för att ljusbågen ska brinna upp i
kontaktmunstycket.
• Efterbrinntiden ställs in på svetsdatainställningsmenyn under stoppdata.
7.27 Stoppfaser
Stoppfaser används i huvudsak för inställning av kraterfyllnad.
Följande kan ställas in för Stoppfas 1 PÅ
• Tid s
Den tid som man svetsar i fas 1.
• Bågspänning %
I procent av inställd spänning
• Trådmatning %
I procent av inställd trådmatning
• Svetsström %
I procent av inställd svetsström
• Åkhastighet %
I procent av inställd åkhastighet
Följande kan ställas in för Stoppfas 2 PÅ
• Tid s
Den tid som man svetsar i fas 2.
• Bågspänning %
I procent av inställd spänning
• Trådmatning %
I procent av inställd trådmatning
• Svetsström %
I procent av inställd svetsström
• Åkhastighet %
I procent av inställd åkhastighet
• Stoppfaser ställs in på svetsdatainställningsmenyn under startdata.
7.28 Dynamisk reglering
Funktionen dynamisk reglering är framtagen för flerelektrodsvetsning och ändrar
karakteristiken på strömkällan. Strömkällans karakteristik beräknas utifrån inställda tråddata.
• Dynamisk reglering ställs in på svetsdatainställningsmenyn.
0460 949 474
- 28 -
© ESAB AB 2021

7 FUNKTIONSFÖRKLARINGAR
7.29 Regleringsparametrar
Vid vissa tillämpningar visas funktionen Regleringsparametrar istället för Dynamisk reglering.
Under Regleringsparametrar går det att göra två olika inställningar:
• DYNAMIK – påverkar den dynamiska karaktäristiken.
• INDUKTANS – högre värde ger bredare smältbad och mindre sprut. Lägre värde ger en
stabil och koncentrerad båge och ett hårdare ljud.
• Regleringsparametrarna ställs in på svetsdatainställningsmenyn.
7.30 Inställning av gränsvärden
Mer information om gränsinställningar finns i avsnittet ”Redigera gränsinställningar”.
7.31 Gränser mätvärden
Information om mätparametrar finns i avsnittet ”Redigera mätvärdesinställningar”.
7.32 PEK-styrenhet för separat motorreglering
PEK för motorreglering utan strömkälla används när du vill ha åkkontroll och möjlighet att ge
en startsignal till en extern strömkälla. Fjärrstyrning är även aktivt via ATAS I/O så att du kan
styra en rullbock med reläutgång för start och en analog referens för hastighet.
Aktivera motorreglering
För att aktivera motorregleringsfunktionen ställer du in PRODUKTKOD på
MOTORREGLERING. Övervakningen av strömkällan är nu avaktiverad.
MASKIN INSTÄLLN.
PRODUKTKOD
TRÅDMATNNGSAXEL►
ÅKAXEL►
TANDEM►
PARALLELLA STRÖMKÄLLOR►
ICE-TRÅDMATNING►
NODE-ID-INSTÄLLNINGAR►
SYSTEMINFORMATION►
A6TF F1
MTW600
Motorreglering
AV
AVBRYT
FREE 2 AXIS
FREE 3 AXIS
N7500I
Motorreglering
Åkaxel och trådmataraxel
Ställ in åkaxel och trådutväxling genom att utföra samma procedur som för produktkod yttre
axel.
0460 949 474
- 29 -
© ESAB AB 2021

7 FUNKTIONSFÖRKLARINGAR
Inställningsmeny
Här kan du ställa in åkhastighet och riktning. Startdata och gränser kan användas för
åkhastighet.
SAW WELD DATA SETTING
ÅKHASTIGHET
30 cm/min
RIKTNING
STARTDATA►
GRÄNSVÄRDEN►
MÄTGRÄNSVÄRDEN►
MEASURE AVBRYT
Menyn Startdata
Pulver-/gasförströmning är aktivt om den valda starttypen är Skrap. Startsignal (reläutgång 2)
genereras, och när förströmningstiden har gått ut startar åkningen. När starttyp Direkt väljs
har förströmningen ingen funktion.
SAW STARTDATA
PULVERFÖRSTRÖMNING
STARTTYP
0.0 s
DIREKT
MEASURE AVBRYT
Skrapstart startar en åkning och genererar startsignal samtidigt när startknappen trycks in.
Förströmning har ingen funktion.
Vid start av reläutgång 2 genereras en direktstart, men åkningen startar inte förrän den
digitala ingången för strömflöde är aktiv. Använd skrapstart istället om det inte finns någon
ingång på I/O ATAS för strömflödet.
■
SAW STARTDATA
PULVERFÖRSTRÖMNING
STARTTYP
0.0 s
SKRAP
MEASURE AVBRYT
Mätmeny
I mätmenyn kan du se mätvärden för åkhastighet och trådmatningshastighet under
förflyttning. Trådmatningsmotorn startar inte när du trycker på startknappen på
PEK-styrenheten, men du kan använda motorn för annat arbete. I inställningsmenyn kan du
även ställa in åkhastighet.
SAW: CW FE SOLID ■
INGEN DIR. SQUARE INGEN INSTÄLLNINGS
2ND FUNCT
VÄRDEN
0460 949 474
- 30 -
© ESAB AB 2021

7 FUNKTIONSFÖRKLARINGAR
Fjärrstyrning och yttre axel
Fjärrstyrning av en rullbock via ATAS I/O och yttre axel kan även användas med
motorreglering.
SAW_DC: DC+: EXT ▲
FJÄRR-I/O DIR. SQUARE EXT. AXIS INSTÄLLNINGS
2ND FUNCT
VÄRDEN
Maskininställningar
Med produktkod motorreglering kan du ställa in utväxling som med Free 3 axis för
trådmatning, åkning och yttre axel.
MASKIN INSTÄLLN.
PRODUKTKOD
Motorreglering
TRÅDMATNNGSAXEL►
ÅKAXEL►
EXTERN AXEL►
AVBRYT
ATAS I/O
Digitala ingångar:
1. Börja svetsa, X22.1.
2. Avbryt, X22.2.
3. Förflyttning i fyrkantsriktning, X22.3.
4. Förflyttning i triangelriktning, X22.4.
5. Trådriktning uppåt, trådmatningsmotorn startar inte när svetsstart trycks in, X23.1.
6. Trådriktning nedåt, trådmatningsmotorn startar inte när svetsstart trycks in, X23.2.
7. Förflyttning i hög hastighet, X23.3.
8. Gränslägesbrytare, fyrkant, X23.4.
9. Gränslägesbrytare, triangel, X24.1.
10. Strömflödet startar när direktstart används. Vid fall avbryts svetsningen, X24.2.
11. Yttre axel, rullbocksstyrning, X24.3.
12. Används ej, X24.4.
13. Används ej, X25.1.
14. Används ej, X25.2.
15. Fel från extern utrustning, X25.3.
16. Används ej, X25.4.
Digitala reläutgångar:
1. Rullbock, aktiv, X26.2.
2. Bom, aktiv, X26.4.
3. Används ej, X26.6.
4. Används ej, X26.8.
0460 949 474
- 31 -
© ESAB AB 2021

7 FUNKTIONSFÖRKLARINGAR
5. Starta fyrkantsriktning när den yttre axeln är aktiv, X27.2.
6. Starta triangelriktning när den yttre axeln är aktiv, X27.4.
7. Rullbock, aktiv, X27.6.
8. Aktivt fel som förhindrar start, X27.8.
Analog utgång
1. Hastighetsreferenssignal i metod för yttre axel, 0–10V. X18.
Motorkort
Startsignal till extern utrustning eftersom strömkällan finns på anslutningsdon X1.15–16.
0460 949 474
- 32 -
© ESAB AB 2021

8 MINNESHANTERING
8 MINNESHANTERING
8.1 Inställningspanelens arbetssätt
Inställningspanelen kan sägas bestå av två delar: arbetsminnet och svetsdataminnet.
Spara
Arbetsminne
I arbetsminnet skapas en komplett uppsättning svetsdatainställningar som kan lagras i
svetsdataminnet.
Under svetsningen är det alltid innehållet i arbetsminnet som styr processen. Det är därför
också möjligt att hämta svetsdatainställningar från svetsdataminnet till arbetsminnet.
Observera att arbetsminnet alltid innehåller de senast inställda svetsdatainställningarna.
Dessa kan hämtas från svetsdataminnet eller från individuellt ändrade inställningar.
Arbetsminnet är med andra ord aldrig tomt eller "nollställt".
HUVUDMENY » MINNE » SVETSDATAMINNE
SVETSDATAMINNE
LAGRA 2ND FUNCT AVBRYT
Återkalla
Svetsdataminne
I inställningspanelen kan man lagra upp till 255 uppsättningar svetsdata. Varje sådan
uppsättning ges ett nummer från 1 till 255.
Man kan också radera, kopiera, ändra och namnge datauppsättningar och hämta en
uppsättning svetsdata till arbetsminnet.
8.2 Spara
Om svetsdataminnet är tomt visas följande bild på displayen.
Vi ska nu spara en uppsättning svetsdata. Den ska lagras på minnesposition 5. Tryck på
LAGRA.
Position 1 visas. Vrid på någon av inställningsrattarna och ta fram position 5. Tryck på
LAGRA.
SVETSDATAMINNE
LAGRA 2ND FUNCT AVBRYT
Följande bild syns på displayen.
Svetsdatauppsättningen är nu sparad som nummer 5.
0460 949 474
- 33 -
© ESAB AB 2021

8 MINNESHANTERING
SVETSDATAMINNE
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
LAGRA ÅTERKALLA RADERA 2ND FUNCT AVBRYT
Längst ner i displayen visas delar av innehållet i svetsdatauppsättning nummer 5.
Om det redan finns en datauppsättning lagrad på den valda platsen, ställs frågan om du vill
skriva över eller inte, JA eller NEJ.
SVETSDATAMINNE
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
NEJ JA
SKRIVA ÖVER DATAUPPSÄTTNING 5 I
MINNET?
Gå tillbaka till minnesmenyn med NEJ.
8.3 Återkalla
Vi ska nu återkalla en lagrad datauppsättning:
Markera raden med hjälp av positioneringsratten. Tryck på ÅTERKALLA.
SVETSDATAMINNE
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
LAGRA ÅTERKALLA RADERA 2ND FUNCT AVBRYT
Tryck på JA för att bekräfta att du vill återkalla datauppsättning nummer 5.
0460 949 474
- 34 -
© ESAB AB 2021

8 MINNESHANTERING
SVETSDATAMINNE
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
NEJ JA
ÅTERKALLA DATAUPPSÄTTNING 5
FRÅN MINNET?
Ikonen i övre, högra hörnet på skärmen för mätvärden visar vilket minnespositionsnummer
som är återkallat.
SAW: FE SOLID 5
INGEN INGEN INGEN INGEN 2ND FUNCT
8.4 Radera
I minnesmenyn kan man radera en eller flera datauppsättningar.
Vi ska nu radera en datauppsättning. Markera datauppsättningen. Tryck på RADERA.
SVETSDATAMINNE
5 - (SAW)
SAW: CA: FE SOLID: 3,0 mm
30,0 V: 450 A: 50 cm/min
LAGRA ÅTERKALLA RADERA 2ND FUNCT AVBRYT
Tryck på JA för att bekräfta att du vill radera.
0460 949 474
- 35 -
© ESAB AB 2021

8 MINNESHANTERING
SVETSDATAMINNE
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
NEJ JA
RADERA SVETSDATA NR. 5?
8.5 Kopiera
För att kopiera innehållet i en svetsdatauppsättning till en ny minnesposition gör du på
följande sätt:
Tryck på 2ND FUNCT.
SVETSDATAMINNE
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
LAGRA ÅTERKALLA RADERA 2ND FUNCT AVBRYT
Markera den minnesposition du vill kopiera och tryck på KOPIERA.
SVETSDATAMINNE
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
KOPIERA BYT NAMN ÄNDRA 2ND FUNCT AVBRYT
Vi ska nu kopiera innehållet i minnesposition 5 till position 50.
Markera minnesposition 1 och stega med någon av inställningsrattarna till vald
minnesposition, i det här fallet position 50. Tryck på JA.
0460 949 474
- 36 -
© ESAB AB 2021

8 MINNESHANTERING
SVETSDATAMINNE
1 -
5 - (SAW)
KOPIERA
DATA SET 5 TO POSITION: 50
NEJ JA
Därmed har svetsdata nummer 5 kopierats till minnesposition 50.
8.6 Namnge
Gör på följande sätt för att ge en lagrad svetsdatauppsättning ett eget namn:
Tryck på 2ND FUNCT. Markera den minnesposition som du vill byta namn på och tryck på
BYT NAMN.
SVETSDATAMINNE
5 - (SAW)
50 -
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
KOPIERA BYT NAMN ÄNDRA 2ND FUNCT AVBRYT
Nu visas ett tangentbord som används på följande sätt:
• Placera markören på önskat tangentbordstecken med hjälp av pilarna och
positioneringsratten. Tryck på KLAR. Skriv på detta sätt en komplett textsträng på
maximalt 40 tecken.
• Tryck på KLAR för att spara. Det egna namngivna alternativet visas nu i listan.
KEYBOARD
A B C D E F G H
I J K L M N O P
Q R S T U V W X Y Z
0 1 2 3 4 5 6 7 8 9
SPACE CAPS
0 (MAX 40)
RADERA SYMBOL KLAR
8.7 Ändra
Gör på följande sätt för att ändra innehållet i en svetsdatauppsättning:
0460 949 474
- 37 -
© ESAB AB 2021

8 MINNESHANTERING
Tryck på 2ND FUNCT. Markera den minnesposition som du vill ändra och tryck sedan på
ÄNDRA.
SVETSDATAMINNE
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
LAGRA ÅTERKALLA RADERA 2ND FUNCT AVBRYT
En del av huvudmenyn visas och i menyn syns symbolen som innebär att du är i
redigeringsläge.
Tryck på STÄLL IN och gör de relevanta ändringarna.
SAW
REGLERMETOD
TRÅDTYP
SS FLUX CORED
TRÅDDIAMETER
STÄLL IN AVBRYT
Följande meny visas:
I det här exemplet ändrar vi svetsströmmen från 400A till 500A.
Markera svetsströmmen och stega fram till 500 med någon av inställningsrattarna.
Tryck på AVBRYT två gånger.
SAW WELD DATA SETTING
VOLTAGE
STRÖM
ÅKHASTIGHET
RIKTNING
CA
2.0 mm
20.0 V
500 A
0 cm/min
■
STARTDATA►
STOPPDATA►
DYNAMISK REGLERING
GRÄNSVÄRDE►
MÄTGRÄNSVÄRDEN►
Nu har inställningen för svetsdata nummer 5 ändrats och sparats.
0460 949 474
- 38 -
AUTO
AVBRYT
© ESAB AB 2021

9 KONFIGURATIONSMENY
9 KONFIGURATIONSMENY
HUVUDMENY » KONFIGURATION
På den här menyn finns följande undermenyer:
• Språk, se avsnittet ”Val av språk”.
• Kodlås, se avsnittet ”Kodlås”.
• Generella inställningar, se avsnittet ”Generella inställningar”.
• Maskininställningar, se avsnittet ”Maskininställningar”.
• Kabellängder, se avsnittet ”Kabellängder (gäller endast LAF- och TAF-strömkällor)”.
• Underhåll, se avsnittet ”Underhåll”.
• Mätvärden filterfaktor, se avsnittet ”Mätvärden filterfaktor”.
9.1 Kodlås
HUVUDMENY » KONFIGURATION » KODLÅS
När låsfunktionen är aktiverad och man är i mätbilden eller snabbinställningsmenyn krävs ett
lösenord (låskod) för att komma ur dessa menyer.
Kodlås aktiveras på konfigurationsmenyn.
KODLÅS
LÅSKODSTILLSTÅND
STÄLL IN/ÄNDRA LÅSKOD
AVBRYT
9.1.1 Låskodsstatus
I låskodsstatus kan man aktivera/avaktivera låsfunktionen utan att radera den befintliga
låskoden om funktionen avaktiveras. Finns det ingen låskod lagrad och man försöker
aktivera kodlåset visas tangentbordet för inmatning av en ny låskod.
KEYBOARD
A B C D E F G H
I J K L M N O P
Q R S T U V W X Y Z
0 1 2 3 4 5 6 7 8 9
OFF
SPACE CAPS
0 (MAX 16)
RADERA SYMBOL KLAR
Lämna låst läge
När skärmen för mätvärden eller snabbinställningsmenyn visas och kodlåset är avaktiverat
kan man utan begränsningar lämna dessa menyer genom att trycka på AVBRYT eller MENY
för att gå till huvudmenyn.
Har man kodlåset aktiverat och försöker ta sig ur menyn kommer följande bild upp som
uppmärksammar användaren på att låsskyddet är aktiverat.
0460 949 474
- 39 -
© ESAB AB 2021

9 KONFIGURATIONSMENY
PRESS ENTER TO
LOCK CODE...
Här kan du välja AVBRYT för att ångra och återgå till föregående meny, eller gå vidare
genom att trycka på ENTER för att mata in låskoden.
Man kommer då till menyn med tangentbordet där man kan ange koden. Tryck på ENTER
efter varje tecken och bekräfta koden genom att trycka på ENTER igen.
Följande textruta visas:
UNIT UNLOCKED! (enhet upplåst)
Om fel kod anges visas ett felmeddelande där man kan välja om man vill försöka igen eller
gå tillbaka till den ursprungliga menyn, det vill säga skärmen för mätvärden eller
snabbinställningsmenyn.
Om koden är rätt avlägsnas alla spärrar till andra menyer men kodlåset förblir aktiverat.
Det innebär att man kan lämna skärmen för mätvärden och snabbinställningsmenyn tillfälligt,
men ändå behålla låsläget när man återgår till dessa menyer.
9.1.2 Ange/ändra låskod
I ange/ändra låskod kan man redigera en befintlig låskod eller ange en ny. En låskod kan
bestå av max 16 valfria bokstäver eller siffror.
9.2 Generella inställningar
HUVUDMENY » KONFIGURATION » GENERELLA INSTÄLLN.
På den här menyn kan man ställa in:
• Programknappar för snabbinställning, se avsnittet ”Programknappar för
snabbinställning”.
• Kvalitetsdatalogg till fil, se avsnittet ”Kvalitetsdatalogg till fil”.
• Inställning av programknappar, se avsnittet ”Konfiguration av programknapp”.
• Automatisk svetsdatalagring, se avsnittet ”Automatisk svetsdatalagring”.
• Längdenhet, se ”Måttenheter”.
9.2.1 Programknappar för snabbinställning
Programknapparna SVETSDATA 1 till och med SVETSDATA 4 visas i
snabbinställningsmenyn.
SAW: CA 16
SVETSNINGSDA
TA 1
SVETSNINGSDA
TA 2
SVETSNINGSDA
TA 3
SVETSNINGSDA
De konfigureras på följande sätt:
Placera markören på raden för PROGRAMKNAPPSNUMMER.
0460 949 474
- 40 -
2ND FUNCT
TA 4
© ESAB AB 2021

9 KONFIGURATIONSMENY
PROGRAMKNAPPAR FÖR SNABBINSTÄLLNING
PROGRAMKNAPPSNUMMER
RELATERADE SVETSDATA
SAW: CA: FE SOLID: 0.8 mm
20.0 V: 500 A: 0 cm/min
LAGRA RADERA AVBRYT
Knapparna är numrerade 1-4 från vänster till höger. Välj önskad knapp genom att ange dess
nummer med inställningsrattarna.
Stega sedan till nästa rad, RELATERADE SVETSDATA. Här kan man bläddra bland de
svetsdatauppsättningar som finns lagrade i svetsdataminnet. Välj önskat svetsdatanummer
med hjälp av inställningsrattarna. Tryck på LAGRA för att spara. Ta bort den sparade
uppsättningen genom att trycka på RADERA.
9.2.2 Kvalitetsdata till fil
Aktivera menyn KVALITETSDATA TILL FIL genom att välja PÅ.
1
5
GENERELLA INSTÄLLN.
PROGRAMKNAPPAR FÖR SNABBINSTÄLLNING
KVALITETSDATA TILL FIL
M/U BÅGE
INSTÄLLNING AV PROGRAMKNAPPAR►
AUTOMATISK SVETSDATALAGRING
MÅTTENHET
METRISK
AV
AVBRYT
Läs mer om inställningar för kvalitetsfunktionen i avsnittet ”Kvalitetsfunktioner”.
9.2.3 Konfiguration programknapp
Vid pulverbågsvetsning (SAW) och MIG/MAG-svetsning (GMAW) kan användaren själv ställa
in funktionen för dessa knappar genom att välja från en lista med givna alternativ. Det finns
åtta programknappar som kan tilldelas en funktion.
Det går att välja mellan följande alternativ:
• Ingen
• Gas/pulver
• Inställningsvärden
Inställda börvärden visas istället för mätvärdena i mätmenyn.
• Relä 2
Ställer in reläutgång nr 2 på motorkortet. Kunden kan använda utgången till valfri
funktion.
• Riktning
• Fjärr-I/O
Används när man vill styra PEK och svetsströmkälla via en extern I/O-enhet.
• Extern axel
Aktiveras när man har en extern I/O-enhet för styrning av t.ex en rullbock.
1
0460 949 474
- 41 -
© ESAB AB 2021

9 KONFIGURATIONSMENY
• Tandem
Används vid svetsning med två svetshuvuden.
• Kalltråd (ICE)
Används när en icke strömförande tråd matas ner i smältbadet och kalltrådens
hastighet ska visas i displayen.
• Autosteg
Används i stegfunktionen
○ Autosteg Av: Inställning under förberedelse av objektet före svetsning
○ Autosteg På: Inställning när förberedelse är klar och när svetsning ska utföras
• Tvinga fram steg
Används i stegfunktionen för att manuellt tvinga fram ett autosteg under svetsning
• Starta om steg
När svetsningen avbryts med 100mm kvar till nästa steg. Tryck på Starta om steg så är
nästa steg efter 100mm, inte efter Xmm. Tryck sedan på svetsstartknappen.
• Stopp noll
Används för att stoppa automatiskt vid rotationens startläge.
I displaybilden finns två kolumner; en för PROGRAMKNAPPAR och en för FUNKTION.
INSTÄLLNING AV PROGRAMKNAPPAR
PROGRAMKNAPPAR FUNKTION
S1
S2
S3
S4
S1 2ND FUNCT
S2 2ND FUNCT
S3 2ND FUNCT
S4 2ND FUNCT
INGEN
INGEN
INGEN
INGEN
INGEN
INGEN
INGEN
INGEN
AVBRYT
När knapparna tilldelas funktioner numreras dessa från vänster enligt följande:
S1 S2 S3 S4 2ND FUNCT
S1 2ND FUNCT S2 2ND FUNCT S3 2ND FUNCT S4 2ND-FUNCT 2ND FUNCT
Gör på följande sätt för att tilldela en programknapp en ny funktion:
Placera markören på den rad som har det programknappsnummer som du vill använda och
tryck ENTER. Funktionsalternativen visas i en popuppmeny. Välj alternativ med
positioneringsratten och tryck på ENTER.
0460 949 474
- 42 -
© ESAB AB 2021

9 KONFIGURATIONSMENY
INSTÄLLNING AV PROGRAMKNAPPAR
PROGRAMKNAPPAR FUNKTION
S1
S2
S3
S4
S1 2ND FUNCT
S2 2ND FUNCT
S3 2ND FUNCT
S4 2ND FUNCT
GAS/PULVER
INSTÄLLNINGSVÄRDEN
INGEN
INGEN
INGEN
INGEN
INGEN
INGEN
INGEN
INGEN
AVBRYT
INGEN
RELAY 1
RIKTNING
FJÄRR-I/O
EXT. AXIS
AUTOSTEG
KRAFT STEG
STARTA OM STEG
STOPP NOLL
Man kan tilldela nya funktioner till de övriga knapparna på samma sätt, genom att para ihop
en av funktionerna i den vänstra kolumnen med ett knappnummer i den högra kolumnen.
9.2.4 Automatisk svetsdatalagring
Om en svetsdatauppsättning har återkallats från en minnesposition i svetsdataminnet och
man ändrar inställningarna sparas de nya inställningarna i arbetsminnet i den senaste
återkallade minnespositionen vid svetsstopp.
Manuell lagring av svetsdata i en minnesposition spärrar nästkommande automatiska
lagring.
Den minnesposition i vilken svetsdatauppsättningen är lagrad visas i det övre, högra hörnet
på skärmen för mätvärden.
9.3 Maskininställningar
HUVUDMENY » KONFIGURATION » MASKIN INSTÄLLN
På den här menyn kan man ställa in:
• Produktkod, se avsnittet ”Produktkod”.
• Trådmataraxel, se avsnittet ”Trådmataraxel”.
• Kalltrådsmataraxel, se avsnittet ”Kalltrådsaxel (ICE)”.
• Åkaxel, se avsnittet ”Åkaxel”.
0460 949 474
- 43 -
© ESAB AB 2021

9 KONFIGURATIONSMENY
• Yttre axel, se avsnittet ”Yttre axel”.
• Tandem, se avsnittet ”Tandem för strömkällorna LAF och TAF” och ”Tandem för
strömkällan Aristo® 1000”.
• Parallella strömkällor, se avsnittet ”Parallella strömkällor (gäller endast strömkällan
Aristo® 1000)”.
• ICE-trådmatning, se avsnittet ”ICE-trådmatning”.
• Stegfunktion, se avsnittet ”Stegfunktion”.
• Intermittent svetsning, se avsnittet ”Intermittent svetsning”
• Polaritet, se avsnittet ”Polaritet (gäller endast strömkällan Aristo® 1000)”.
• Nod-ID-inställningar, se avsnittet ”Nod-ID-inställningar (gäller endast strömkällan
Aristo® 1000)”.
• Systeminformation, se avsnittet ”Systeminformation (gäller endast strömkällan Aristo®
1000)”.
9.3.1 Produktkod
I menyn PRODUKTKOD kan du välja den svetsautomat, kran, rullbock eller lägesställare
som ska användas.
MASKIN INSTÄLLN.
PRODUKTKOD
A2TF J1
TRÅDMATNNGSAXEL►
ÅKAXEL►
TANDEM►
PARALLELLA STRÖMKÄLLOR►
ICE-TRÅDMATNING►
STEGFUNKTION►
INTERMITTENT SVETS
OFF
OFF
POSITIVE
NODE-ID-INSTÄLLNINGAR►
SYSTEMINFORMATION►
AVBRYT
Om man väljer produktkod väljs automatiskt rätt motortyp och rätt utväxlingsförhållande för
den växellåda som används i respektive produkt.
0460 949 474
- 44 -
© ESAB AB 2021

9 KONFIGURATIONSMENY
Följande alternativ kan väljas:
• A2TFJ1
A2 traktorautomat för pulverbågsvetsning (SAW)
• A2TGJ1
A2 traktorautomat för MIG/MAG-svetsning (GMAW)
• A6TFF1
A6 traktorautomat för pulverbågsvetsning (SAW)
• MTW600
A6 traktorautomat för pulverbågsvetsning (SAW)
• FREE 2 AXIS
Valfri konfigurering för anslutning av 2 motorer till drivdonskortet. En för trådmatning
och en för åkrörelse.
• FREE 3 AXIS
Valfri konfigurering för anslutning av extern rullbock, lägesställare eller linjäraxel samt
för 2 motorer till drivdonskortet. En för trådmatning och en för åkrörelse.
• N7500I
Svetshuvud för bågmejsling.
• Motorreglering
Valfri konfiguration för att använda PEK-styrenhet för separat motorreglering utan
strömkälla.
9.3.2 Trådmataraxel
Trådmatningsmotorn ställs in automatiskt enligt tabellerna nedan.
A2TFJ1 A2TGJ1 A6TFF1 MTW600
Motoreffekt 5035 38 RPM 5035 68 RPM VEC 4000 FHP258
Växel 1 49:1 49:1 156:1 24:1
Växel 2 1:1 1:1 1:1 1:1
Diameter på
matarrullar
Pulsgivare 28 pulser/varv 28 pulser/varv 32 pulser/varv 28 pulser/varv
Låg manuell
hastighet
Hög manuell
hastighet
Motoreffekt VEC 4000 VEC 4000 N7500i 10000 VEC 4000
Växel 1 156:1 156:1 576:1 156:1
Växel 2 1:1 1:1 1:1 1:1
49 mm 49 mm 49 mm 30 mm
150 cm/min 150 cm/min 150 cm/min 150 cm/min
300 cm/min 300 cm/min 300 cm/min 300 cm/min
FREE 2 AXIS FREE 3 AXIS N7500I Motorreglering
Diameter på
49 mm 49 mm 40mm 49mm
matarrullar
Pulsgivare 32 pulser/varv 32 pulser/varv 128ppr 32ppr
Låg manuell
150 cm/min 150 cm/min 61cm/min 150cm/min
hastighet
Hög manuell
300 cm/min 300 cm/min 150cm/min 300cm/min
hastighet
0460 949 474
- 45 -
© ESAB AB 2021

9 KONFIGURATIONSMENY
9.3.3 Kalltrådsaxel (ICE)
FREE 2 AXIS FREE 3 AXIS
Motoreffekt VEC 4000 VEC 4000
Växel 1 156:1 156:1
Växel 2 1:1 1:1
Diameter på matarrullar 49 mm 49 mm
Pulsgivare 32 pulser/varv 32 pulser/varv
Låg manuell hastighet 150 cm/min 150 cm/min
Hög manuell hastighet 300 cm/min 300 cm/min
9.3.4 Åkaxel
Åkmotorn ställs in automatiskt enligt tabellerna nedan.
A2TFJ1 A2TGJ1 A6TFF1 MTW600
Motoreffekt 4030-350 år 4030-350 år FHP258 FHP258
Växel 1 375:10 375:10 24:1 75:2
Växel 2 51:1 51:1 51:1 51:1
Hjuldiameter 158 mm 158 mm 180 mm 158 mm
Pulsgivare 60 pulser/varv 60 pulser/varv 28 pulser/varv 60 pulser/varv
Hög manuell
200 cm/min 200 cm/min 200 cm/min 200 cm/min
hastighet
FREE 2 AXIS FREE 3 AXIS N7500I Motorreglering
Motoreffekt VEC 4000 VEC 4000 VEC 4000 VEC 4000
Växel 1 312:1 312:1 75:2 312:1
Växel 2 1:1 1:1 51:1 1:1
Hjuldiameter 65 mm 65 mm 158mm 65mm
Pulsgivare 32 pulser/varv 32 pulser/varv 60ppr 32ppr
Hög manuell
200 cm/min 200 cm/min 200cm/min 200cm/min
hastighet
9.3.5 Extern axel
Vid anslutning av en extern rullbock, lägesställare eller linjär axel måste FREE 3 AXIS väljas.
När FREE 3 AXIS väljs, ställs motorn automatiskt in enligt tabellerna nedan.
Rullbock Linjär Positioneringsb
ord
Växel 1 560:1 560:1 560:1
Växel 2 111:22 111:22 111:22
Växel 3 1:1 1:1 1:1
Hjuldiameter 160 mm 160 mm 160 mm
Pulsgivare 30 ppr 30 ppr 30 ppr
Hög manuell hastighet 200 cm/min 200 cm/min 200 cm/min
Frekvensförhållande 85:50 85:50 85:50
0460 949 474
- 46 -
© ESAB AB 2021

9 KONFIGURATIONSMENY
Motoreffekt 2000 r/min 2000 r/min 2000 r/min
Svetsdiameter 1000 mm - 1000 mm
Rulldiameter 1000 mm - -
När lägesställaren och hastighetsratten är PÅ, finns hastighetsratten (givaren) vid
svetsobjektet.
När lägesställaren och hastighetsratten är AV, finns hastighetsratten (givaren) vid
motoraxeln.
När rullbocken och hastighetsratten är PÅ, finns hastighetsratten (givaren) vid rullbockens
hjul.
När rullbocken och hastighetsratten är AV, finns hastighetsratten (givaren) vid motoraxeln.
9.3.6 Tandem för LAF- och TAF-strömkällor
Används vid svetsning med två svetshuvuden.
Placera markören på raden TANDEM och tryck på ENTER. Välj PÅ, med positioneringsratten
och tryck på ENTER.
MASKIN INSTÄLLN.
PRODUKTKOD
A2TF J1
TRÅDMATNNGSAXEL►
ÅKAXEL►
TANDEM►
└ SVETSHUVUD
└ SVETSHUVUDOFFSET
└ MED I/O
M/U BÅGE
FRÄMRE
20 mm
M/U BÅGE
AVBRYT
För att kunna svetsa med två svetshuvuden måste funktionen SVETSHUVUDOFFSET vara
inställd.
SVETSHUVUDOFFSET är avståndet i millimeter mellan svetshuvudena.
När man anger avståndet mellan svetshuvud 1 FRÄMRE och svetshuvud 2 BAKRE räknas
värdet om av styrenheten till en tid mellan det att svetshuvud 1 startar och svetshuvud 2 ska
starta.
Den tid som styrenheten kan beräkna för avståndet mellan start och stopp av
svetsströmkällorna är maximalt 65 sekunder. Det innebär att om man till exempel anger
svetshastighet 50cm/min kan man lägga in maximalt 2000mm som
SVETSHUVUDOFFSET. Detta för att inte tiden ska hinna rinna ut innan svetshuvud 2
kommer fram till startpunkten.
0460 949 474
- 47 -
© ESAB AB 2021

9 KONFIGURATIONSMENY
1. FRÄMRE 3. SVETSHUVUDOFFSET
2. BAKRE
OBSERVERA!
Se till att båda styrenheterna har samma inställningar för SVETSHUVUDOFFSET
(WELD HEAD OFFSET) och anger samma åkhastighet. Masterstyrenheten ska
tilldelas FRÄMRE (HEAD) och slavstyrenheten ska tilldelas BAKRE (TAIL).
Åkrörelsen styrs alltid av masterstyrenheten.
Värden för svetsning med två svetshuvuden anges enligt följande:
Placera markören på raden SVETSHUVUD. Välj om inställningen ska gälla för
masterstyrenheten FRÄMRE eller slavstyrenheten BAKRE.
MASKIN INSTÄLLN.
PRODUKTKOD
TRÅDMATNNGSAXEL►
ÅKAXEL►
TANDEM
└ SVETSHUVUD
└ SVETSHUVUDOFFSET
└ MED I/O
A2TF J1
M/U BÅGE
FRÄMRE
20 mm
ON
AVBRYT
• Placera markören på raden SVETSHUVUDOFFSET och ange avståndet mellan de två
svetshuvudena.
0460 949 474
- 48 -
© ESAB AB 2021

9 KONFIGURATIONSMENY
Exempel, I/O PÅ
1. Främre, svetshuvud 1 (master) 3. SVETSHUVUDOFFSET
2. Bakre, svetshuvud 2 (slav)
Tryck på Start, för svetshuvud1.
• Svetshuvud1 börjar svetsa.
• Svetshuvud2 börjar svetsa först när startläget för svetshuvud1 har uppnåtts (efter den
sträcka som har angivits som SVETSHUVUDOFFSET).
Tryck på Stopp, för svetshuvud1.
• Svetshuvud1 slutar svetsa men fortsätter röra sig framåt.
• Svetshuvud2 slutar svetsa när det har nått den punkt där utrustning 1 slutade svetsa
(sträckan som har angivits i SVETSHUVUDOFFSET).
• Svetsen är klar.
0460 949 474
- 49 -
© ESAB AB 2021

9 KONFIGURATIONSMENY
Exempel, I/O AV
1. FRÄMRE, svetshuvud 1 (master) 3. SVETSHUVUDOFFSET
2. BAKRE, svetshuvud 2 (slav)
Tryck samtidigt påStart, för både svetshuvud1 och svetshuvud2.
• Svetshuvud1 börjar svetsa.
• Svetshuvud2 börjar svetsa först när startläget för svetshuvud1 har uppnåtts (efter den
sträcka som har angivits som SVETSHUVUDOFFSET).
Tryck samtidigt påStopp, för både svetshuvud1 och svetshuvud2.
• Svetshuvud1 slutar svetsa men åkrörelsen fortsätter.
• Svetshuvud2 slutar svetsa när det har nått den punkt där utrustning1 slutade svetsa
(sträckan som har angivits i SVETSHUVUDOFFSET).
• Svetsen är klar.
9.3.7 Tandem för strömkällan Aristo® 1000
Används vid svetsning med två eller flera svetshuvuden. Svetshuvudena styrs av varsin
styrenhet (PEK).
Placera markören på raden TANDEM och tryck på ENTER. Välj PÅ med positioneringsratten
och tryck på ENTER.
Det främre svetshuvudet är valt.
0460 949 474
- 50 -
© ESAB AB 2021

9 KONFIGURATIONSMENY
TANDEM
AC SYNK MASTER
Fasskiftning (PHASE SHIFT)
ÅKKONTROLL
TANDEM
└ SVETSHUVUD
└ SYNKRONISERAD SVETSSTART
└ SYNKRONISERAD AC-SVETS
Det bakre svetshuvudet är valt.
TANDEM
AC SYNK MASTER
└ FASSKIFTNING
ÅKKONTROLL
TANDEM
└ SVETSHUVUD
ON
M/U BÅGE
M/U BÅGE
FRÄMRE
M/U BÅGE
M/U BÅGE
AVBRYT
OFF
90
OFF
ON
BAKRE
└ SYNKRONISERAD SVETSSTART
└ SYNKRONISERAD AC-SVETS
20 mm
ON
AVBRYT
SVETSHUVUD
Välj om svetshuvudet ska vara det FRÄMRE eller det BAKRE.
AC SYNK MASTER
En strömkälla i ett parallellt system måste ställas in som AC-synkroniseringsmaster om
synkroniserad AC-svetsning används. Helst ska den första AC-svetsningsströmkällan ställas
in som AC-synkroniseringsmaster.
ÅKKONTROLL
Välj om svetshuvudet ska styra åkrörelsen. Både det främre och det bakre svetshuvudet kan
styra åkrörelsen, men bara ett av dem i taget.
SYNKRONISERAD SVETSSTART
Om man väljer PÅ behöver man endast starta det främre svetshuvudets styrenhet. Det bakre
svetshuvudet startas automatiskt. Väljer man AV måste man starta alla svetshuvuden med
respektive styrenhet.
SYNKRONISERAD AC-SVETSNING
Synkroniserad AC-svetsning innebär att frekvens och balans, AC-pulserna, synkroniseras till
samma värden för alla svetshuvuden i tandemsystemet.
SVETSHUVUDOFFSET
SVETSHUVUDOFFSET är avståndet i millimeter mellan svetshuvudena. Svetshuvudoffset
ska alltid anges, oavsett om synkroniserad svetsstart används eller inte. Om svetsstarten
inte synkroniseras används offset-värdet för beräkning av hur lång tid som ska förflyta innan
det bakre svetshuvudet ska starta.
0460 949 474
- 51 -
© ESAB AB 2021

9 KONFIGURATIONSMENY
1. FRÄMRE, svetshuvud 1 (master) 3. SVETSHUVUDOFFSET
2. BAKRE, svetshuvud 2 (slav)
FASSKIFTNING (gäller endast AC-svetsning)
Fasskiftning innebär en fasförskjutning i förhållande till det främre svetshuvudet. Enheten är
grader.
9.3.8 Parallella strömkällor (gäller endast strömkällan Aristo® 1000)
För att kunna ställa in två strömkällor parallellt ska endast de två strömkällor som ska
anslutas ha ström på och vara aktiva på CAN2-bussen.
PARALLELLA STRÖMKÄLLOR
PARALLELLA STRÖMKÄLLOR
Parallellt par ID
Anslut med slav
AVBRYT
Gör inställningarna för parallella strömkällor på följande sätt:
1. Ställ in funktionen PARALLELLA STRÖMKÄLLOR till PÅ.
2. Ange Parallellt par ID. Det första parallella paret ställs till 1, nästa parallella par till 2
osv.
3. Välj menyrad Anslut med slav och tryck på ENTER.
Meddelandet Anslut visas.
4. Tryck på ENTER igen.
AV
1
- -
0460 949 474
- 52 -
© ESAB AB 2021

9 KONFIGURATIONSMENY
PARALLELLA STRÖMKÄLLOR
PARALLELLA STRÖMKÄLLOR M/U BÅGE
Parallellt par ID
Anslut med slav
AVBRYT
CONNECT
När master- och slavströmkällor är anslutna visas texten Ansluten.
9.3.9 ICE-trådmatning
OBSERVERA!
ICE-alternativet är endast tillgängligt vid köp av ICE-licens.
Alternativet ICE-TRÅDMATNINGPÅ kan väljas i menyn maskininställning. Om
ICE-trådmatning är vald, visas alternativet ICE TRÅDMATNINGSAXEL AXIS.
MASKIN INSTÄLLN.
PRODUKTKOD
TRÅDMATNINGSAXEL
ICE TRÅDMATNINGSAXEL►
1
- -
FREE 2 AXIS
OFF
ON
ÅKAXEL►
TANDEM
KALLTRÅDMATNING
NODE-ID-INSTÄLLNINGAR►
AVBRYT
ICE-trådmatningsaxelns inställningar ska vara identiska med trådmataraxeln.
ICE TRÅDMATNINGSAXEL
MOTOR
VÄXEL 1►
└ N 1
└ N 2
VÄXEL 2►
└ N 1
└ N 2
DIAMETER PÅ MATARRULLE
5035 38 RPM
ON
156
1
ON
1
1
49 mm
PULSGIVARE
LÅG MANUELL HASTIGHET
Motor väljs ur en listruta med följande alternativ:
0460 949 474
- 53 -
32 ppr
150 cm/min
AVBRYT
© ESAB AB 2021

9 KONFIGURATIONSMENY
5035 38 RPM
5035 68RPM
FHP 258
VEC80000
VEC40000
DUNKER1
DUNKER2
MET3B
VEC4000Par
4030-350
• VÄXEL 1 måste ställas in på PÅ. Värdet kan inte vara AV.
• VÄXEL 2 måste normalt ställas in på läget PÅ, men läget AV kan också väljas.
• Värdena N1 och N2 under VÄXEL 1 och VÄXEL 2 ställs in med någon av de tre
inställningsrattarna nederst på panelen. Intervallen för N1 och N2 beror på vilken motor
som är vald.
• Matarrullarnas diameter DIAMETER PÅ MATARRULLE väljs med valfri inställningsratt.
Intervallet beror på vilken motor som är vald.
• Pulsgivaren PULSGIVARE väljs med valfri inställningsrattratt. Intervallet är 1 9998ppr (ppr = pulser per varv).
• LÅG MANUELL HASTIGHET väljs med någon av inställningsrattarna. Intervallet är 1 1000cm/min.
• HÖG MANUELL HASTIGHET väljs med någon av inställningsrattarna. Intervallet är 1 5000 cm/min.
9.3.10 Stegfunktion
STEGFUNKTION
STEGSTYRNING
STEGRIKTNING
STEGLÄNGD
STEGHASTIGHET
ANTAL STEG
ÖVERLAPPNING
MANUELL STEGLÄNGD
HJULDIAMETER
SVETSDIAMETER
RULLDIAMETER
STEGSTYRNING PÅ eller AV
På/av-inställning av stegfunktionen
ON
TRIANGLE
76 mm
77 cm/min
10
10 mm
3 mm
1 mm
1000mm
1000mm
AVBRYT
STEGRIKTNING FYRKANT eller TRIANGEL
Ange riktning för verkställande av autosteg
STEGLÄNGD Längden på ett autosteg (minsta inställning 1mm)
0460 949 474
- 54 -
© ESAB AB 2021

9 KONFIGURATIONSMENY
STEGHASTIGHET Åkhastigheten för autosteget (minsta inställning 3cm/min)
ANTAL STEG Antalet steg under ett rotationssvarv.
ÖVERLAPPNING Längden på överlappningen för ett rotationsvarv.
MANUELL STEGLÄNGD Längden på ett manuellt steg (minsta inställning 1mm)
(för enstaka manuella justeringar under svetsning)
OBSERVERA!
För att kunna köra stegfunktionen måste STEGKONTROLL vara i läge PÅ,
programknapparna EXT. AXEL och AUTOSTEG måste vara PÅ.
Om du vill starta om ett steg efter ett stopp, starta om stegsvetsningen genom att trycka på
programknappen STARTA OM STEG innan du trycker på AUTOSTEG och börjar svetsa.
Om du till exempel har 100mm till nästa steg, tryck på STOPP, byt tråd, placera objektet,
tryck på STARTA OM STEG, tryck på AUTOSTEG och börja svetsa. Nästa steg kommer att
vara efter 100mm.
När svängomkopplaren är aktiverad utför stegfunktionen ett autosteg i riktningen och med
den hastighet och längd som anges av parametrarna STEGRIKTNING, STEGHASTIGHET
och STEGLÄNGD.
Om programknappen TVINGA FRAM STEG trycks in utför stegfunktionen ett autosteg i
riktningen och med den hastighet och längd som anges av parametrarna STEGRIKTNING,
STEGHASTIGHET och STEGLÄNGD.
Om den fyrkantiga/trekantiga knappen trycks in utförs ett manuellt steg i riktningen och med
den hastighet och längd som anges av fyrkantens/triangelns parametrar STEGHASTIGHET
och STEGLÄNGD. Denna funktion kan användas för att göra en liten justering under
svetsning.
Det finns alltid möjlighet att avbryta ett autosteg eller manuell stegrörelse genom att trycka
på knappen FYRKANT eller TRIANGEL.
Vid autosteg eller manuell stegrörelse är lysdioden ovanför den fyrkantiga/trekantiga
knappen på för att indikera rörelse och riktning.
Inställningar för hastighetsratt
När lägesställaren och hastighetsratten är PÅ, finns hastighetsratten (givaren) vid
svetsobjektet.
När lägesställaren och hastighetsratten är AV, finns givaren vid motoraxeln.
När rullbocken och hastighetsratten är PÅ, finns hastighetsratten (givaren) vid rullbockens
hjul.
När rullbocken och hastighetsratten är AV, finns givaren vid motoraxeln.
0460 949 474
- 55 -
© ESAB AB 2021

9 KONFIGURATIONSMENY
9.3.11 Intermittent svetsning
INTERMITTENT SVETS
INTERMITTENT SVETS
SVETSLÄNGD
TRANSPORTLÄNGD
ON
0 mm
0 mm
ANTAL SVETSAR
AVBRYT
Aktivera funktionen genom att ställa in intermittent svetsning på PÅ. En intermittent
svetssekvens består av svetsning och transport. Vid den sista svetsningen i en sekvens
utförs inte transporten.
SVETSLÄNGD är svetsens längd.
TRANSPORTLÄNGD är transportlängden när svetsning har avslutats.
ANTAL SVETSAR är antalet svetsar som ska utföras, inklusive transport. Om antalet svetsar
är inställt på ”0” fortsätter den intermittenta svetssekvensen tills användaren stoppar
svetsningen genom att trycka på den röda knappen.
9.3.12 Polaritet (gäller endast strömkällan Aristo® 1000)
I menyn POLARITET kan du ange polaritet för svetsningen.
0
• Om du vill svetsa med positiv polaritet på svetstråden och negativ polaritet på
arbetsstycket väljer du POSITIV polaritet.
• Om du vill svetsa med negativ polaritet på svetstråden och positiv polaritet på
arbetsstycket väljer du NEGATIV polaritet.
9.3.13 Nod-ID-inställningar (gäller endast strömkällan Aristo® 1000)
Finns I/O-noder med i systemet anges deras id-nummer här.
NODE ID SETTINGS
I/O-NOD 1 ID
I/O-NOD 2 ID
AVBRYT
9.3.14 Systeminformation (gäller endast strömkällan Aristo® 1000)
Menyn SYSTEMINFORMATION visar aktiva strömkällor anslutna via CAN2-bussen, om
strömkällorna är i tandem- eller parallelläge och om de är konfigurerade som master eller
slav.
SYSTEMINFORMATION
Aktiva strömkällor på CAN2
PS-id Tandem Parallell
17
25
0460 949 474
- 56 -
© ESAB AB 2021

9 KONFIGURATIONSMENY
SYSTEMINFORMATION
Ingen kontakt med masterströmkällan
AVBRYT
9.4 Kabellängder (gäller endast LAF- och TAF-strömkällor)
Bågspänningen påverkas av impedansen i svetskablarna. Impedansen påverkas bland annat
av kablarnas längd och kabelarea samt av hur de är dragna. Detta är speciellt framträdande
vid AC-svetsning.
Kompensation för spänningsfallet när kablarna är långa erhålles om den aktuella
kabellängden anges.
Den totala kabellängden (svetskabel och återledare tillsammans) måste anges.
OBS! När två kablar används måste man lägga ihop areorna för de båda kablarna.
Den här funktionen är aktiv under startförloppet innan strömkällan har hunnit ta emot
mätvärden som den kan reglera efter.
Har man valt "Max OCV" är den här funktionen avaktiverad.
9.5 Underhåll
HUVUDMENY » KONFIGURATION » UNDERHÅLL
På den här menyn ställer man in hur ofta kontaktmunstycket ska bytas. Ange efter hur
många svetsstarter som munstycket ska bytas genom att markera raden INTERVALL BYTA
SVETSMUNSTYCKE och trycka på ENTER. Ändra värdet med inställningsrattarna. När
intervallet har passerats visas felkod 54 i felloggen.
När TOTAL DRIFTTIDSGRÄNS är valt i stället för antal starter kontaktas en auktoriserad
ESAB-servicetekniker.
UNDERHÅLL
INTERVALL BYTA SVETSMUNSTYCKE
└ ANTAL SVETSAR
TOTAL DRIFTTIDSGRÄNS
└ TOTAL DRIFTTID
0 Welds
0 svetsningar
0d:00:00:00
0d:00:00:00
AVBRYT
9.6 Mätvärden filterfaktor
HUVUDMENY » KONFIGURATION » MÄTVÄRDEN FILTERFAKTOR
På den här menyn kan man välja filterfaktor för svetsströmmens uppmätta värde. Ju högre
värde du väljer som filterfaktor desto stabilare blir det värde som visas för svetsströmmen.
Du kan välja mellan filterfaktorerna 1, 2 och 4.
0460 949 474
- 57 -
© ESAB AB 2021

9 KONFIGURATIONSMENY
Placera markören på MÄTVÄRDEN FILTERFAKTOR -raden och tryck på ENTER. En
popup-meny visar filterfaktorer ONE, TWO och FOUR. Välj önskad filterfaktor med
positioneringsratten och tryck sedan på ENTER.
KONFIGURATION
SPRÅK
KODLÅS►
GENERELLA INSTÄLLNINGAR►
MASKIN INSTÄLLN.►
KABELLÄNGDER►
UNDERHÅLL►
MÄTVÄRDEN FILTERFAKTOR
ONE
TWO
FOUR
ENGLISH
ONE
AVBRYT
0460 949 474
- 58 -
© ESAB AB 2021

BESTÄLLNINGSNUMMER
BESTÄLLNINGSNUMMER
Ordering no. Denomination
0460 504 880
0460 949 470
0460 949 471
0460 949 472
0460 949 473
0460 949 474
0460 949 475
0460 949 476
0460 949 477
0460 949478
0460 949 479
0460 949 480
0460 949 481
0460 949 482
0460 949 483
Control unit PEK
Instruction manual SE
Instruction manual DK
Instruction manual NO
Instruction manual FI
Instruction manual GB
Instruction manual DE
Instruction manual FR
Instruction manual NL
Instruction manual ES
Instruction manual IT
Instruction manual PT
Instruction manual GR
Instruction manual PL
Instruction manual HU
0460 949 484
0460 949 485
0460 949 486
0460 949 489
0460 949 490
0460 949 491
0460 949 492
0460 949 493
Instruction manual CZ
Instruction manual SK
Instruction manual RU
Instruction manual EE
Instruction manual LV
Instruction manual SI
Instruction manual LT
Instruction manual CN
Instruction manuals are available on the Internet at www.esab.com
0460 949 474
- 59 -
© ESAB AB 2021

ESAB AB, Lindholmsallén 9, Box 8004, 402 77 Gothenburg, Sweden, Phone +46 (0) 31 50 90 00
http://manuals.esab.com
For contact information visit esab.com
 Loading...
Loading...