


EE
A2, A6
PEK Control panel
Kasutusjuhend
Valid from program version 2.000460 949 189 EE 111222

1 SISSEJUHATUS 5...................................................
1.1 Juhtpaneel 5...............................................................
1.1.1 Klahvid ja nupud 6......................................................
1.2 Esimene samm 8...........................................................
1.2.1 Keele valik 8...........................................................
1.2.2 Mõõtühikud 9..........................................................
1.3 Ekraan 10...................................................................
1.3.1 Ekraanil olevad sümbolid 11...............................................
1.4 Üldine informatsioon seadistuste kohta 11.......................................
1.4.1 Numbriväärtuste seadistamine 11..........................................
1.4.2 Antud alternatiividega seadistamine 12.....................................
1.5 QUIT ja ENTER 12...........................................................
2 MENÜÜD 12..........................................................
2.1 Peamenüü 13................................................................
2.1.1 Konfiguratsiooni menüü 13................................................
2.1.2 Tööriistade menüü 14....................................................
2.1.3 Keevitusandmete seadistusmenüü 14......................................
2.1.4 Mõõtmete menüü 15.....................................................
2.1.5 Keevituse andmemälu menüü 16..........................................
2.1.6 Kiirrežiimi menüü 17.....................................................
3 RÄBU ALL KAARKEEVITUS 17........................................
3.1 Räbu all kaarkeevituse seadistused 18..........................................
4 KAITSEGAASIGA METALL KAARKEEVITUS 19.........................
4.1 Kaitsegaasiga metall kaarkeevituse seadistused 19...............................
5 ÕHKKAARLÕIKAMINE 20.............................................
5.1 Õhkkaarlõikamise seadistused 20..............................................
Jätame endale ōiguse taha muudatusi ilma ette teatamata.
TOCm
- 2 -

6 FUNKTSIOONIDE SELGITUSED 21.....................................
6.1 CA, püsiv keevitusvool 21.....................................................
6.2 CW, pidev traadi etteanne 21..................................................
6.3 CC, püsiv vool 21............................................................
6.4 Traadi /elektroodi mõõtmed 21.................................................
6.5 Keevituskaare pinge 21.......................................................
6.6 Traadi etteande kiirus 21......................................................
6.7 Külm traadi etteande kiirus (ICE) 21............................................
6.8 Külma traadi käivituse viivitus (ICE) 22..........................................
6.9 Keevituskiirus 22.............................................................
6.10 Keevitamise suund 22........................................................
6.11 AC sagedus 22..............................................................
6.12 AC tasakaal 22..............................................................
6.13 AC korrigeerimine 22.........................................................
6.14 Räbu eelvool (SAW) 22.......................................................
6.15 Gaasi eelvool (GMAW) 22.....................................................
6.16 Õhu eelvool (Gouging) 23.....................................................
6.17 Käivitustüüp 23..............................................................
6.18 Traadi aeglane käivitus 23.....................................................
6.19 Käivitusfaasid 23.............................................................
6.20 Max tühijooksupinge (OCV) 24.................................................
6.21 Räbusti järelvool (SAW) 24....................................................
6.22 Gaasi järelvool (GMAW) 24....................................................
6.23 Õhu järelvool (Gouging) 24....................................................
6.24 Pragude täitmine 24..........................................................
6.25 Tagasipõlemisaeg 24.........................................................
6.26 Seiskamisfaasid 25...........................................................
6.27 Dünaamiline reguleerimine 25..................................................
6.28 Juhtimisparameetrid 25.......................................................
6.29 Seadistuste piirangud 25......................................................
6.30 Mõõtmete piirangud 26........................................................
7 MÄLU HALDAMINE 26................................................
7.1 Juhtpaneeli töömeetod 26.....................................................
7.2 Salvesta 27..................................................................
7.3 Tagasi kutsumine 28..........................................................
7.4 Kustuta 29..................................................................
7.5 Kopeeri 30..................................................................
7.6 Nimi 31.....................................................................
7.7 Redigeeri 32.................................................................
Jätame endale ōiguse taha muudatusi ilma ette teatamata.
TOCm
- 3 -

8 KONFIGURATSIOONI MENÜÜ 33......................................
8.1 Koodilukk 34.................................................................
8.1.1 Lukukoodi staatus 34.....................................................
8.1.2 Täpsusta/redigeeri lukukoodi 35...........................................
8.2 Üldseadistused 35............................................................
8.2.1 Kiirrežiimi funktsiooniklahvid 35............................................
8.2.2 Kvaliteediandmete faililogi 36..............................................
8.2.3 Funktsiooniklahvi konfiguratsioon 37.......................................
8.2.4 Automaatsalvestusrežiim 38..............................................
8.3 Masina seadistused 38........................................................
8.3.1 Tootekood 39...........................................................
8.3.2 Traadi etteande telg 40...................................................
8.3.3 Külm traadi etteande telg (ICE) 40.........................................
8.3.4 Liikumistelg 41..........................................................
8.3.5 Välimine telg 41.........................................................
8.3.6 Tandem LAF ja TAF 42...................................................
8.3.7 Tandem Aristo 1000 keevitusvooluallikale 45................................
8.3.8 Rööpühendatud vooluallikad 46............................................
8.3.9 Külm traadi etteanne (ICE) 47.............................................
8.3.10 Sõlme ID seadistus 48...................................................
8.4 Kaabli pikkus 48.............................................................
8.5 Hooldus 49..................................................................
8.6 Võrguseaded 49.............................................................
8.6.1 Süsteemi ülevaade 50....................................................
9 TÖÖRIISTAD 51......................................................
9.1 Vealogi 51...................................................................
9.1.1 Seadmed 52............................................................
9.1.2 Veakoodide kirjeldus 52..................................................
9.2 Eksport/import 53............................................................
9.3 Failihaldur 54................................................................
9.3.1 Kustuta fail/kaust 55.....................................................
9.3.2 Nimeta fail/kaust ümber 55................................................
9.3.3 Loo uus kaust 55........................................................
9.3.4 Kopeeri ja kleebi faile 56..................................................
9.4 Redigeeri seadistuste piiranguid 56.............................................
9.5 Mõõtmete piirangud 57........................................................
9.6 Tootmisstatistika 58..........................................................
9.7 Kvaliteedi funktsioonid 59.....................................................
9.7.1 Kvaliteediandmete salvestamine 60........................................
9.8 Kalender 60.................................................................
9.9 Kasutaja kontod 61...........................................................
9.10 Seadme informatsioon 62.....................................................
MENUUD 63.............................................................
TRAADI MÕÕTMED 68...................................................
TELLIMISNUMBER 69....................................................
Jätame endale ōiguse taha muudatusi ilma ette teatamata.
TOCm
- 4 -

EE
1 SISSEJUHATUS
Selleks, et keevitusseadmetest võimalikult palju kasu saada, soovitame teil
käesoleva kasutusjuhendi läbi lugeda.
Üldise informatsiooni saamiseks töötamise kohta vaadake juhtseadme, automaatse
keevitusmasina, kangide ja poomide või vooluallika kasutusjuhendit.
Ekraanile ilmuv tekst on saadaval järgmistes keeltes: inglise, rootsi, soome, norra,
taani, saksa, prantsuse, itaalia, hollandi, hispaania, portugali, ungari, poola,
ameerika inglise, tšehhi, hiina ja vene.
1.1 Juhtpaneel
1 Menüü
2 Nupp kursori liigutamiseks
(asetusnupp)
3 ENTER
4 Roheline indikaatortuli, mis
süttib põlema kui
funktsioon on aktiivne
5 Keevituse alustamine
6 Keevituse lõpetamine
7 Nupp keevituskiiruse
seadistamiseks mõõtmete menüüs;
teistes menüüdes seadistatud väärtuste suurendamiseks või vähendamiseks
(seadistusnupp)
8 Manuaalne kulgliikumine
9 Manuaalne traadi etteanne alla
10 Nupp keevituskaare pinge seadistamiseks mõõtmete menüüs; teistes menüüdes
seadistatud väärtuste suurendamiseks või vähendamiseks (seadistusnupp)
11 Kiirliikumine
12 Manuaalne kulgliikumine
13 Nupp keevitusvoolu / traadi etteande kiiruse seadistamiseks mõõtmete menüüs;
teistes menüüdes seadistatud väärtuste suurendamiseks või vähendamiseks
(seadistusnupp)
bi24d1ma
- 5 -
© ESAB AB 2009

EE
14 Hädaseiskamislüliti
15 Manuaalne traadi etteanne üles
16 Funktsiooniklahvid
17 Ekraan
1.1.1 Klahvid ja nupud
Menüü
Menüü klahv viib teid alati tagasi asjakohase protsessi peamenüüsse:
SAW
PROCESS SAW
METHOD DC
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
FAST
SET MEASURE MEMORY
MODE
ENTER
Valiku kinnitamiseks kasutage ENTER klahvi.
Funktsiooniklahvid
Ekraani allosas oleval viiel klahvil (S1 - S5) on erinevad funktsioonid. Need on
"pehmed" klahvid, st neil võivad olla erinevad funktsioonid sõltuvalt sellest, millises
menüüs te parajasti töötate. Nende klahvide hetkefunktsiooni saab näha ekraani
alumisel real olevast tekstist. Kui funktsioon on aktiivne, muutub tekstikastis olev väli
valgeks.
Traadi etteanne üles
Klahv traadi ümberpööramiseks ilma keevituskaare pingeta nt traadipooli
vahetamisel. Traadi etteanne kestab nii kaua, kuni nuppu all hoitakse.
Traadi etteanne alla
Klahv traadi etteandmiseks ilma keevituskaare pingeta. Traadi etteanne kestab nii
kaua, kuni nuppu all hoitakse.
bi24d1ma
- 6 -
© ESAB AB 2009
EE
Kulgliikumine
Kulgliikumise klahv keevituse suunas, kus sümbol on keevitusseadmetel tähistatud.
Kulgliikumise peatamiseks vajutage , või .
LED süttib kulgliikumise ajal põlema.
Kulgliikumine
Kulgliikumise klahv keevituse suunas, kus sümbol on keevitusseadmetel tähistatud.
Kulgliikumise peatamiseks vajutage , või .
LED süttib kulgliikumise ajal põlema.
Kiirliikumine
Traadi etteande või kulgliikumise kiirliikumisklahv.
LED süttib kiirliikumise ajal põlema.
Keevituse alustamine
Keevituse alustamise klahv.
Keevituse lõpetamine
Klahv keevituse peatamiseks kõigi kulgliikumiste ja mootorite puhul.
Asetusnupp
Kõige ülemist parempoolset nuppu nimetatakse kasutusjuhendis asetusnupuks ja
seda kasutatakse kursori asetamiseks.
Seadistusnupp
Paneeli all olevat kolme nuppu kutsutakse kasutusjuhendis seadistusnuppudeks ja
neid kasutatakse paneelis seadistatud väärtuste muutmiseks.
bi24d1ma
- 7 -
© ESAB AB 2009

EE
1.2 Esimene samm
1.2.1 Keele valik
See menüü ilmub nähtavale masina esmasel käivitamisel:
SAW: CA
A 450 Amp
V 30.0 Volt
50 cm/min
|
|
|
|
|
|
GAS /
NONE NONE
Juhtpaneel on tarnimisel seadistatud inglise keelele. Oma keele valimiseks toimige
järgnevalt:
Peamenüü juurde jõudmiseks vajutage menüü nuppu .
Viige asetusnuppu
kasutades kursor
KONFIGUREERIMISE
(CONFIGURATION)
reale.
Valiku kinnitamiseks vajutage ENTER
FLUX NONE
SAW
PROCESS SAW
METHOD DC
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
SET MEASURE MEMORY
2ND
FUNCT
FAST
MODE
bi24d1ma
- 8 -
© ESAB AB 2009

EE
Asetage kursor KEELE
CONFIGURATION
(LANGUAGE) reale.
Juhtpaneelis
saadaolevate keelte
nimekirja kuvamiseks
vajutage ENTER.
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
Asetage kursor oma keele reale ja vajutage ENTER.
1.2.2 Mõõtühikud
NORSK
POLSKI
PORTUGUES
SUOMI
SVENSKA
CHINESE
QUIT
|
|
|
Tarnimisel on juhtpaneel seadistatud meetermõõdustikule. Muu mõõdustiku
valimiseks toimige järgnevalt:
Peamenüü juurde jõudmiseks vajutage menüü nuppu .
Viige asetusnuppu
SAW
kasutades kursor
KONFIGUREERIMISE
(CONFIGURATION)
reale.
PROCESS SAW
METHOD DC
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
FAST
SET MEASURE MEMORY
MODE
Valiku kinnitamiseks vajutage ENTER
bi24d1ma
- 9 -
© ESAB AB 2009
EE
Viige kursor ÜLDISE
CONFIGURATION
KONFIGUREERIMISE
(GENERAL
CONFIGURATION)
reale.
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
Valiku kinnitamiseks vajutage ENTER
Viige kursor
PIKKUSÜHIKU (UNIT
OF LENTH) reale.
Juhtpaneelis
saadaolevate
mõõtmete nimekirja
kuvamiseks vajutage
GENERAL CONFIGURATION
FAST MODE SOFT BUTTONS 1
QUALITY DATA LOG TO FILE ON
SOFT KEYS SETUP"
AUTO SAVE MODE OFF
UNIT OF LENGTH METRIC
ENTER.
QUIT
Asetage kursor õige mõõtühiku reale ja vajutage ENTER.
1.3 Ekraan
SAW
PROCESS SAW
METHOD DC
REGULATION TYPE CW
WIRE TYPE Fe SOLID
WIRE DIMENSION 0.8 mm
CONFIGURATION"
TOOLS"
SET MEASURE MEMORY
QUIT
METRIC
INCH.
FAST
MODE
Kursor
Juhtpaneeli kursor on esitatud musta väljana teksti ümber ja valitud tekst muutub
valgeks. Kasutusjuhendis on kursor esitatud rasvases kirjas tekstina.
bi24d1ma
- 10 -
© ESAB AB 2009

EE
Tekstikastid
Ekraani all on viis teksti sisaldavat kasti, mis kirjeldavad viie funktsiooniklahvi
jooksvat funktsiooni otse ekraani all.
1.3.1 Ekraanil olevad sümbolid
A Valitud keevitusandmete seadistus
B Keevitamise suund
C Esinenud on viga. Vt peatükk 9.1
D Tühistatud mäluasendi number
E Kerimisriba. Rohkem informatsiooni
leiate sellest menüüst.
Nooled
Kui noole taga on rohkem informatsiooni, näidatakse seda musta noolega " teksti
taga.
1.4 Üldine informatsioon seadistuste kohta
On olemas kolme tüüpi seadistused:
S Numbriväärtuste seadistamine
S Antud alternatiivide seadistamine
S ON/OFF režiimi seadistamine
1.4.1 Numbriväärtuste seadistamine
Seadistusnuppe kasutatakse seadistatud väärtuste suurendamiseks või
vähendamiseks numbriväärtuste seadistamisel. Mõõtmete menüüs kasutatakse
keevitusvoolu / traadi etteande kiiruse, keevituskaare pinge või kulgliikumise nuppe.
bi24d1ma
- 11 -
© ESAB AB 2009
EE
1.4.2 Antud alternatiividega seadistamine
Mõned seadistused tehakse alternatiivi valimisel nimekirjast.
See on nimekirja näide:
SAW
GMAW
GOUGING
Kursor asetatakse SAW reale. Selles asendis ENTER vajutamisel valitakse SAW
variant. Juhul kui soovite selle asemel valida muu alternatiivi, asetage kursor õigele
reale asetusnupuga üles või alla liikudes. Seejärel vajutage ENTER. Juhul kui
soovite nimekirjast ilma valikut tegemata lahkuda, vajutage KATKESTA (QUIT).
1.5 QUIT ja ENTER
Kõige äärmist parempoolset "pehmet" klahvi kasutatakse peamiselt
KATKESTAMISEKS (QUIT) ehkki seda kasutatakse mõnikord ka muude
funktsioonide tarvis.
S QUIT viib teid tagasi eelmise menüü või kuvandi juurde.
S ENTER vajutamisel teostatakse menüü või nimekirja valik.
klahvi nimetatakse selles käsiraamatus ENTER.
2 MENÜÜD
Juhtpaneel kasutab mitmeid erinevaid menüüsid:
S Peamenüü
S Konfiguratsiooni menüü
S Tööriistade menüü
S Keevitusandmete seadistamise menüü
S Mõõtmete menüü
S Keevituse andmemälu menüü
S Kiirrežiimi menüü
Menüü puud kuvatakse lk 63 ja sellest edasi. Käivitamiselt kuvatakse hetkeks
käivitusekraan, mis sisaldab informatsiooni praeguse programmiversiooni kohta.
Käivitusekraan
bi24d1ma
- 12 -
© ESAB AB 2009
EE
2.1 Peamenüü
PEAMENÜÜS saate
SAW
muuta
keevitusprotsessi,
keevitusmeetodit, traadi
tüüpi, juhtimismeetodit,
traadi mõõtmeid jne.
Sellest menüüst
pääsete teistesse
alamenüüdesse.
PROCESS SAW
METHOD DC
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 0.8 mm
CONFIGURATION
TOOLS"
SET MEASURE MEMORY
2.1.1 Konfiguratsiooni menüü
Peamenüü Konfiguratsioon
KONFIGURATSIOONI
CONFIGURATION
(CONFIGURATION)
menüüs saate muuta
keelt, salasõna, teha
üldseadistusi ja masina
reguleerimisi jne. Selle
menüü kujundus
oleneb sellest, milline
vooluallika tüüp on
masina
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
konfiguratsioonis
valitud.
"
FAST
MODE
bi24d1ma
QUIT
- 13 -
© ESAB AB 2009

EE
2.1.2 Tööriistade menüü
Peamenüü Tööriistad
TÖÖRIISTADE
TOOLS
(TOOLS) menüüs
saate edastada faile,
vaadata kvaliteedi ja
tootmisstatistikat,
veateateid jne.
ERROR LOG"
EXPORT/IMPORT"
FILE MANAGER"
SETTING LIMIT EDITOR"
MEASURE LIMIT EDITOR"
PRODUCTION STATISTICS"
QUALITY FUNCTIONS"
CALENDAR"
USER ACCOUNTS"
UNIT INFORMATION"
2.1.3 Keevitusandmete seadistusmenüü
Peamenüü
Keevitusandmete
SAW WELD DATA SETTING
seadistusmenüüs,
SEADISTA (SET), on
võimalik erinevaid
keevitusparameetreid
muuta. Menüül on
erinev väljanägemine
sõltuvalt sellest, milline
keevitusprotsess on
valitud.
VOLTAGE 20.5 V
CURRENT 395 A
TRAVEL SPEED 0 cm/min
DIRECTION J
START DATA"
STOP DATA"
DYNAMIC REGULATION AUTO
SETTING LIMITS"
MEASURE LIMITS"
QUIT
Järgmine menüü näide:
bi24d1ma
QUIT
SAW WELD DATA SETTING
VOLTAGE 24,0 V
CURRENT 3200 A
TRAVEL SPEED 30 cm/min
DIRECTION J
AC FREQUENCY 50 HZ
AC BALANCE 50%
AC OFFSET 0 A
START DATA"
STOP DATA"
REGULATION PAR."
QUIT
- 14 -
© ESAB AB 2009
I
I
I
I
I
I

EE
2.1.4 Mõõtmete menüü
Peamenüü
MÕÕDU (MEASURE) all saate keevitamise teostamise ajal vaadata erinevatele
keevitusparameetritele mõõdetud väärtusi.
A 450 AMP
Mõõdetud keevitusvool
30.0 Volti
Mõõdetud kaare pinge
50 cm/min
Mõõdetud keevitamise
kiirus
300 cm/min
Mõõdetud traadi
etteande kiirus
30 kJ/cm
Näitab energia väärtust
pikkusühiku kohta, mis
saadakse kasutades
keevitusvoolu, kaare
pinge ja keevituskiiruse
jaoks valitud väärtuste
kasutamisel.
300 cm/min
Mõõdetud külma traadi
etteande kiirus
SAW: CA
A 450 Amp
V 30.0 Volt
50 cm/min
GAS /
NONE NONE
SAW: CA
FLUX NONE
FUNCT
300 cm/min
30.0 kJ/cm
300 cm/min
|
|
|
|
|
|
2ND
|
|
|
|
|
|
ICE
NONE NONE
Mõõdetud väärtused jäävad ekraanile isegi pärast keevituse lõpetamist.
Saate liikuda erinevate menüüde juurde ilma mõõteväärtusi kaotamata.
Seadistusnuppu saab kasutada keevitusparameetrite muutmiseks mõõteekraanil.
Juhul kui seadistatud väärtust muudetakse keevitamise mitteteostamise ajal, muutub
mõõteväärtus 0-ks.
Aktiveerimiseks tuleb vajutada funktsiooniklahvi KÜLMA TRAADI ETTEANNE (ICE
WF), vt ptk "Funktsiooniklahvide seadistamine” 8.2.3 . Klahvi allavajutamisel saab
vasaku seadistusnupu A abil külma traadi etteande kiirust muuta. Kui klahv pole
allavajutatud, mõjutab seadistusnupp A voolutugevust.
- 15 -
bi24d1ma
WF NONE
2ND
FUNCT
© ESAB AB 2009

EE
Mõõteekraanil saab näha ka seadistatud väärtusi funktsiooniklahvi SET VALUES
aktiveerimise korral. Kui mõlemad funktsiooniklahvid, KÜLMA TRAADI ETTEANNE
(ICE WF) ja SEADISTATUD VÄÄRTUSED (SET VALUES), on alla vajutatud, saab
külma traadi etteande kiirust muuta. Aktiveerimiseks vt peatükk "Funktsiooniklahvide
seadistamine" 8.2.3 .
300 cm/min
Seadistatud traadi
etteande kiirus
20.0 Volti
Seadistatud kaare
pinge
30 cm/min
Seadistatud
keevituskiirus
2.1.5 Keevituse andmemälu menüü
Peamenüü
KEEVITUSE
ANDMEMÄLU (WELD
DATA MEMORY)
menüüs saate
salvestada, tühistada,
kustutada ja kopeerida
erinevaid seadistatud
keevitusandmeid.
Keevitusandmete
seadistusi saab
salvestada 255
erinevasse
mäluasendisse.
SAW: CW
300 cm/min
V 20.0 Volt
30 cm/min
NONE NONE
WELD DATA MEMORY
1 (SAW)
7 (GMAW)
SET
VALUES NONE
|
|
|
|
|
|
2ND
FUNCT
STORE
Lisainformatsiooni saamiseks vt peatükki 7 "mälu haldamine".
- 16 -
bi24d1ma
2ND
FUNCT QUIT
© ESAB AB 2009

EE
2.1.6 Kiirrežiimi menüü
Peamenüü
KIIRREŽIIMI (FAST
MODE) menüüs saate
pehmeid klahve
"siduda" keevituse
andmemälu
asenditega. Need
seadistused
teostatakse
konfiguratsiooni
menüüs. Valitud
mäluasendi number
kuvatakse üleval
parempoolses nurgas.
Rohkem informatsiooni vt peatükk 8.2.1 "Kiirrežiimi funktsiooniklahvid".
A 450 Amp
V 30.0 Volt
50 cm/min
WELD
DATA 1
WELD
DATA 2
WELD
DATA 3
WELD
DATA 4
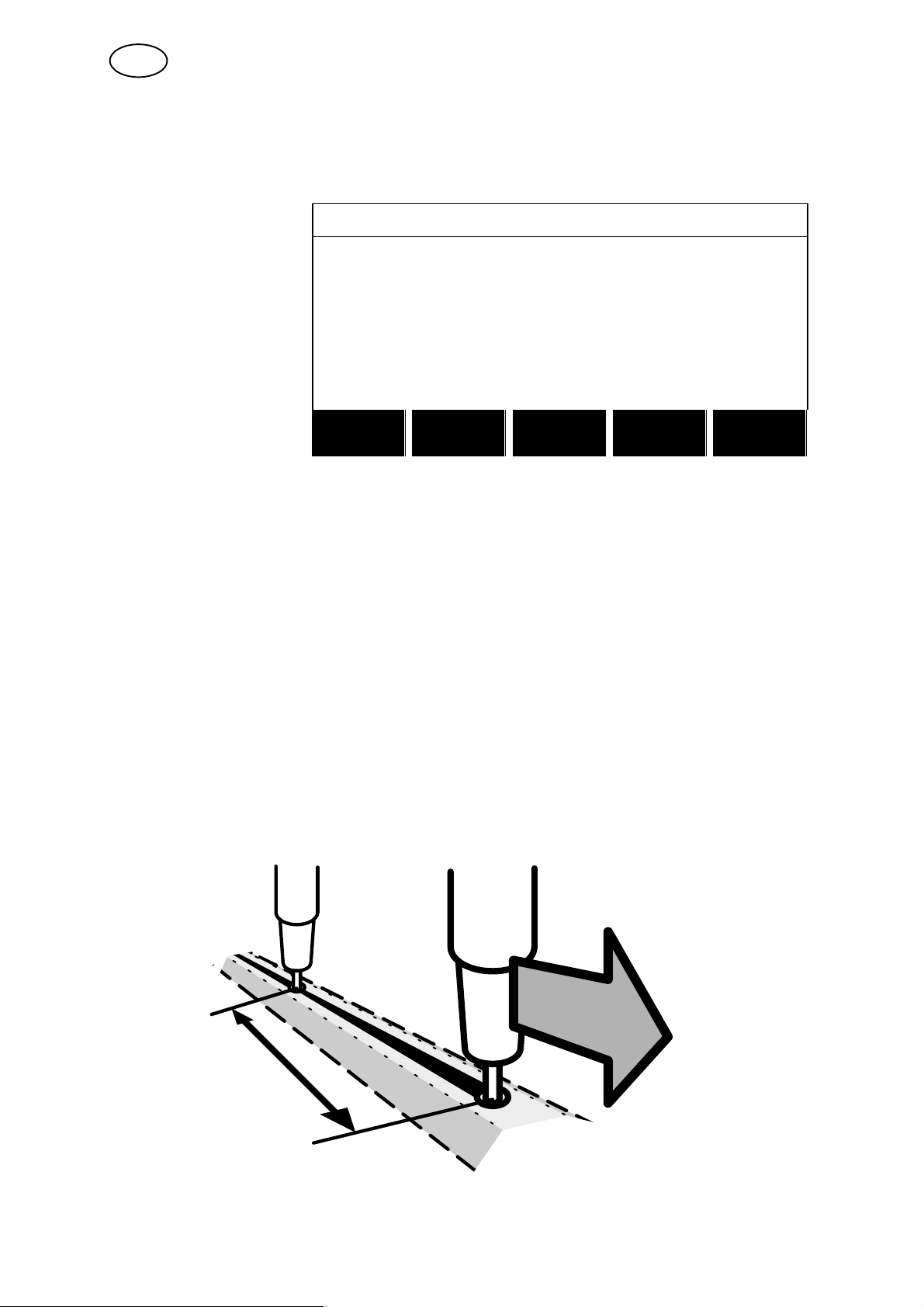
3 RÄBU ALL KAARKEEVITUS
Peamenüü Protsess
16
2ND
FUNCT
Räbu all kaarkeevituse (SAW) ajal sulatab keevituskaar pidevalt etteantavat traati.
Keevisvanni kaitseb räbu.
Juhul kui valitakse protsess SAW, saate valida kahe juhtimismeetodi vahel, märkides
MEETODI (METHOD), kasutades asetusnuppu ja vajutades ENTER. Valige, kas AC
või DC.
Juhul kui valitakse protsess SAW, saate valida kolme juhtimismeetodi vahel,
märkides REGULEERIMISTÜÜBI (REGULATION TYPE), kasutades asetusnuppu ja
vajutades ENTER. Valige püsiv keevitusvool CA või püsiv traadi etteanne CW või
püsiv vool CC, selgitust vt ptk 6.1, 6.2 ja 6.3.
Kui on valitud külma traadi etteanne (vt ptk 8.3.9), saab valida ainult
reguleerimistüüpi CW.
bi24d1ma
- 17 -
© ESAB AB 2009

EE
3.1 Räbu all kaarkeevituse seadistused
Seadistused Seadistusvahemik Sammud Väärtus
pärast
lähtestamist
Keevituskaare pinge
Keevitusvool1) (CA) 0 - 3200 A 1 A 400 A
Traadi etteande kiirus* (CW) 0 - 2500 cm/min 1 cm/min 300 cm/min
Püsiv vool1) (CC) 0 - 3200 A 1 A 400 A
Külma traadi etteande kiirus
(CW)
Külma traadi käivituse viivitus
(CW)
Keevituskiirus
Keevitamise suund Y - J - J
AC sagedus 10 - 100 Hz 1 50 Hz
AC tasakaal 25 - 75% 1 50%
AC korrigeerimine -300...+300 A / -10...+10 V 1 A / 0,1 V 0
Käivitusandmed
Räbu eelvool 0 - 99,0 s 0,1 s 0 s
Käivitustüüp Otsene või kraap - Otsene
Traadi aeglane käivitus Automaatne või seadistatud
Traadi aeglase käivituse kiirus 0 - 1000 cm/min 1 cm/min 20 cm/min
Käivitusfaasid OFF või ON - OFF
Tühijooksupinge OFF või ON - OFF
Maksimaalne tühijooksupinge 5 - 60 V 0,1 V 50 V
Seiskamisandmed
Räbusti järelvool 0 - 99,0 s 0,1 s 0 s
Pragude täitmine OFF või ON - OFF
Pragude täitmise aeg 0 - 10 s 0,01 s 1 s
Tagasipõlemisaeg 0 - 10 s 0,01 s 1 s
Seiskamisfaasid OFF või ON - OFF
Juhtimisparameetrid
Dünaamiline reguleerimine Auto või Set value - Auto
Induktiivsus Auto või Set value - Auto
Seadistuste piirangud - - Mõõtmete piirangud - - -
1)
1)
2)
14 - 50 V 0,1 V (1 V) 30 V
1)
0 - 2500 cm/min 1 cm/min 300 cm/min
1)
0 - 99,0 s 0,1 s 2,5 s
0 - 200 cm/min 1 cm/min 50 cm/min
- Automaatne
kiirus
2)
1)
Seadistusvahemik sõltub kasutatavast tootest.
2) Menüü näitab seadeid, mis kuuluvad valitud regulatsioonitüübi juurde.
bi24d1ma
- 18 -
© ESAB AB 2009

EE
4 KAITSEGAASIGA METALL KAARKEEVITUS
Protsess on saadaval ainult teatud tüüpi masinate puhul.
Peamenüü Protsess
Kaitsegaasiga metall kaarkeevitusel (GMAW) sulatab keevituskaar pidevalt
etteantavat traati. Keevisvanni kaitseb kaitsegaas.
Juhul kui valitakse kaitsegaasiga metall kaarkeevitus (GMAW), saate valida kahe
juhtimismeetodi vahel, märkides REGULEERIMISTÜÜP (REGULATION TYPE),
kasutades asetusnuppu ja vajutades ENTER. Valige püsiv keevitusvool CA või püsiv
traadi etteanne CW, vt selgitust peatükis 6.1 ja 6.2.
4.1 Kaitsegaasiga metall kaarkeevituse seadistused
Seadistused Seadistusvahemik Sammud Väärtus
pärast
lähtestamist
Keevituskaare pinge* 14 - 50 V 0,1 V (1V) 30 V
Keevitusvool* (CA) 0 - 3200 A 1 A 400 A
Traadi etteande kiirus* (CW) 0 - 2 500 cm/min 1 cm/min 300 cm/min
Keevituskiirus* 0 - 200 cm/min 1 cm/min 50 cm/min
Keevitamise suund Y - J - J
Käivitusandmed
Gaasi eelvool 0 - 99,0 s 0,1 s 2,0 s
Käivitustüüp Otsene või kraap - Otsene
Traadi aeglane käivitus Automaatne või seadistatud
kiirus
Traadi aeglase käivituse kiirus 0 - 1000 cm/min 1 cm/min 20 cm/min
Käivitusfaasid OFF või ON - OFF
Tühijooksupinge OFF või ON - OFF
Maksimaalne tühijooksupinge 5 - 60 V 0,1 V 50 V
Seiskamisandmed
Gaasi järelvool 0 - 99,0 s 0,1 s 2,0 s
Pragude täitmine OFF või ON - OFF
Pragude täitmise aeg 0 - 10 s 0,01 s 1 s
Tagasipõlemisaeg 0 - 10 s 0,01 s 1 s
Seiskamisfaasid OFF või ON - OFF
Dünaamiline reguleerimine Auto või Set value - Auto
Seadistuste piirangud - - Mõõtmete piirangud - - -
*) Seadistusvahemik sõltub kasutatavast tootest.
- Automaatne
bi24d1ma
- 19 -
© ESAB AB 2009

EE
5 ÕHKKAARLÕIKAMINE
Protsess on saadaval ainult teatud tüüpi masinate puhul.
Peamenüü Protsess
Õhkkaarlõikamisel (GOUGING) kasutatakse spetsiaalset elektroodi, mis koosneb
süsinikvardast koos vaskkattega.
Kaar tekib süsinikvarda ja töödetaili vahele, mis sulatab materjali. Sulanud materjali
ära puhumiseks kasutatakse õhku.
Juhul kui valitakse GOUGING protsess, saate valida kahe juhtimismeetodi vahel,
märkides REGULEERIMISTÜÜBI (REGULATION TYPE), kasutades asetusnuppu ja
vajutades ENTER. Valige püsiv keevitusvool CA või püsiv traadi etteanne CW, vt
selgitust peatükis 6.1 ja 6.2.
5.1 Õhkkaarlõikamise seadistused
Seadistused Seadistusvahemik Sammud Väärtus
pärast
lähtestamist
Keevituskaare pinge* 14 - 50 V 0,1 V (1V) 30 V
Keevitusvool* (CA) 0 - 3200 A 1 A 400 A
Traadi etteande kiirus* (CW) 0 - 2500 cm/min 1 cm/min 300 cm/min
Keevituskiirus* 0 - 200 cm/min 1 cm/min 40 cm/min
Keevitamise suund Y - J - J
Käivitusandmed
Õhu eelvool 0 - 99,0 s 0,1 s 0 s
Käivitustüüp Otsene või kraap - Otsene
Traadi aeglane käivitus Automaatne või seadistatud
kiirus
Traadi aeglase käivituse kiirus 0 - 1000 cm/min 1 cm/min 20 cm/min
Käivitusfaasid OFF või ON - OFF
Tühijooksupinge OFF või ON - OFF
Maksimaalne tühijooksupinge 5 - 60 V 0,1 V 50 V
Seiskamisandmed
Õhu järelvool 0 - 99,0 s 0,1 s 0 s
Pragude täitmine OFF või ON - OFF
Pragude täitmise aeg 0 - 10 s 0,01 s 1 s
Tagasipõlemisaeg 0 - 10 s 0,01 s 1 s
Seiskamisfaasid OFF või ON - OFF
Dünaamiline reguleerimine Auto või Set value - Auto
Seadistuste piirangud - - Mõõtmete piirangud - - -
- Automaatne
*) Seadistusvahemik sõltub kasutatavast tootest.
bi24d1ma
- 20 -
© ESAB AB 2009

EE
6 FUNKTSIOONIDE SELGITUSED
6.1 CA, püsiv keevitusvool
Traadi etteannet kontrollib vooluallikas nii, et saavutatakse püsiv keevitusvool.
- Püsiva voolu väärtuse saab valida peamenüüst.
6.2 CW, pidev traadi etteanne
Keevitusvool on valitud traadi etteandekiiruse tulemus.
- Pideva traadi etteande saab valida peamenüüst.
6.3 CC, püsiv vool
Püsiva keevitusvoolu saavutamiseks muudetakse pinget.
- Püsiva voolu väärtuse saab valida peamenüüst.
6.4 Traadi /elektroodi mõõtmed
Tabel lk 68 näitab milliseid traadi / elektroodi mõõtmeid saab valida.
Valitud mõõtmetel on suur mõju käivitusprotsessile ja pragude täitmisele. Keevitades
muude traadi mõõtmetega peale tabelis olevate, valige selline, mille mõõtmed on
ligilähedased ühe tabelis olevaga.
- Traadi /elektroodi mõõtmed saab valida peamenüüst.
6.5 Keevituskaare pinge
Kõrgema keevituskaare pinge tulemusel suureneb kaare pikkus ja tekib kuumem ja
laiem keevisvann.
- Keevituskaare pinget seadistatakse mõõtmete, keevitusandmete seadistamise , või
kiirrežiimi menüüdes.
6.6 Traadi etteande kiirus
Sellega määratakse täidistraadi soovitud etteande kiirus cm/minutis. Suurem traadi
etteande kiirus annab suurema keevitusvoolu.
- Traadi etteande kiirust seadistatakse mõõtmete, keevitusandmete seadistamise ,
või kiirrežiimi menüüdes.
6.7 Külm traadi etteande kiirus (ICE)
Külma traadi etteande kiirus määratakse sentimeetrites minuti kohta (cm/min).
- Külma traadi etteande kiirust seadistatakse mõõtmete, keevitusandmete
seadistamise, või kiirrežiimi menüüdes.
bi24d1ma
- 21 -
© ESAB AB 2009

EE
6.8 Külma traadi käivituse viivitus (ICE)
Külma traadi käivituse viivitusega määratakse aeg (s), mille möödumisel
keevitamisest võib külma traadi etteanne alata.
- Külma traadi käivituse viivitus seadistatakse keevitusandmete seadistusmenüüs.
6.9 Keevituskiirus
Keevituskiirus näitab soovitud kiirust (cm/min), mille juures kang ja poom või rull
liiguvad.
- Keevituskiirust seadistatakse mõõtmete, keevitusandmete seadistamise , või
kiirrežiimi menüüdes.
6.10 Keevitamise suund
Kulgliikumine sümboli poolt näidatud suunas.
- Keevitamise suund valitakse keevitusandmete seadistamise menüüs.
6.11 AC sagedus
AC sagedus viitab võnkumiste arvule sekundis läbi 0-taseme.
- AC sagedus valitakse keevitusandmete seadistamise menüüs.
6.12 AC tasakaal
AC tasakaal on positiivsete (+) ja negatiivsete (-) impulsside suhe. Seatud väärtus
näitab protsendiliselt positiivse sektsiooni perioodi.
- AC tasakaal valitakse keevitusandmete seadistamise menüüs.
6.13 AC korrigeerimine
AC korrigeerimine võimaldab AC taset positiivselt või negatiivselt korrigeerida
(0-taseme suhtes).
- AC korrigeerimine valitakse keevitusandmete seadistamise menüüs.
6.14 Räbu eelvool (SAW)
Kontrollib aega, mil räbu enne keevituskaare tekkimist voolab.
- Räbu eelvool seadistatakse keevitusandmete seadistamise menüüs
käivitusandmete all.
6.15 Gaasi eelvool (GMAW)
Kontrollib aega, mil kaitsegaas enne keevituskaare tekkimist voolab.
- Gaasi eelvool seadistatakse keevitusandmete seadistamise menüüs
käivitusandmete all.
- 22 -
bi24d1ma
© ESAB AB 2009

EE
6.16 Õhu eelvool (Gouging)
Kontrollib aega, mil õhk enne keevituskaare tekkimist voolab.
- Õhu eelvool seadistatakse keevitusandmete seadistamise menüüs
käivitusandmete all.
6.17 Käivitustüüp
Käivitustüübil on kaks valikut:
S Otsekäivitus tähendab, et keevituskiirus algab keevituskaare tekkimisel.
S Kraapkäivitus tähendab, et keevituskiirus algab samal ajal kui traadi etteanne.
- Käivitustüüp valitakse keevitusandmete seadistamise menüüs käivitusandmete all.
6.18 Traadi aeglane käivitus
Traadi aeglast käivitust kasutatakse elektroodi mootori käivitamisel soovitud aeglase
kiiruse seadistamiseks.
Näiteks, kui menüüs seadistatakse 50, saadakse aeglane kiirus 50 cm/min.
Eelseadistatud väärtus "AUTO" annab seadistatud väärtuste põhjal arvutatud
aeglase kiiruse.
- Traadi aeglane kiirus seadistatakse keevitusandmete seadistamise menüüs
käivitusandmete all.
6.19 Käivitusfaasid
Spetsiaalse traadi või materjali keevitamisel võib olla vajalik luua oma
käivitusjärjestus. Käivitusjärjestus võib mõjutada keevisvanni välimust.
Käivitusfaasis 1 (sisse lülitatud) saab
seadistada:
S Aeg (s)
Keevitusaeg faasis 1
S Keevituskaare pinge %
Seadistatud pinge protsentides
S Traadi etteanne %
Seadistatud traadi etteanne
protsentides
Käivitusfaasis 2 (sisse lülitatud) saab
seadistada:
S Aeg (s)
Keevitusaeg faasis 2
S Keevituskaare pinge %
Seadistatud pinge protsentides
S Traadi etteanne %
Seadistatud traadi etteanne
protsentides
S Keevitusvool %
Seadistatud keevitusvool
protsentides
S Keevituskiirus %
Seadistatud keevituskiirus
protsentides
- Käivitusfaasid seadistatakse keevitusandmete seadistamise menüüs
käivitusandmete all.
bi24d1ma
S Keevitusvool %
Seadistatud keevitusvool
protsentides
S Keevituskiirus %
Seadistatud keevituskiirus
protsentides
- 23 -
© ESAB AB 2009

EE
6.20 Max tühijooksupinge (OCV)
ON tähendab, et OCV-d saab seadistada.
OFF tähendab, et OCV on seadistatud seadistusväärtusele keevituspinge puhul.
- OCV seadistatakse keevitusandmete seadistamise menüüs käivitusandmete all.
6.21 Räbusti järelvool (SAW)
Kontrollib aega, mil räbusti voolab pärast keevituskaare lõppemist.
- Räbusti järelvool seadistatakse keevitusandmete seadistamise menüüs
seiskamisandmete all.
6.22 Gaasi järelvool (GMAW)
Kontrollib aega, mil kaitsegaas voolab pärast keevituskaare lõppemist.
- Gaasi järelvool seadistatakse keevitusandmete seadistamise menüüs
seiskamisandmete all.
6.23 Õhu järelvool (Gouging)
Kontrollib aega, mil õhk voolab pärast keevituskaare lõppemist.
- Õhu järelvool seadistatakse keevitusandmete seadistamise menüüs
seiskamisandmete all.
6.24 Pragude täitmine
Pragude täitmisel vähendatakse kontrollitult keevisvanni kuumust ja suurust,
võimalusel keevituse lõpetamisel. Tänu sellele on lihtsam vältida pooride, termilise
pragunemise ja kraatrite teket keevisliites.
- Pragude täitmine seadistatakse keevitusandmete seadistamise menüüs
seiskamisandmete all.
6.25 Tagasipõlemisaeg
Tagasipõlemisaeg on viivitus aja vahel, mil traat hakkab murduma kuni ajani, mil
vooluallikas lülitab keevituspinge välja. Liiga lühikese tagasipõlemisaja tulemuseks
on pikalt väljaulatuv traat pärast keevituse lõpetamist ja tekib traadi kinnijäämisoht
keevisvanni. Liiga pika tagasipõlemisaja tulemuseks on lühemalt väljaulatuv traat ja
suureneb keevituskaare tagasilöögioht kontaktotsani.
- Tagasipõlemisaeg seadistatakse keevitusandmete seadistamise menüüs
seiskamisandmete all.
- 24 -
bi24d1ma
© ESAB AB 2009

EE
6.26 Seiskamisfaasid
Seiskamisfaase kasutatakse peamiselt pragude täitmise seadistamiseks.
Seiskamisfaasis 1 (sisse lülitatud)
saab seadistada:
S Aeg (s)
Keevitusaeg faasis 1
S Keevituskaare pinge %
Seadistatud pinge protsentides
S Traadi etteanne %
Seadistatud traadi etteanne
protsentides
S Keevitusvool %
Seadistatud keevitusvool
protsentides
S Keevituskiirus %
Seadistatud keevituskiirus
protsentides
- Seiskamisfaasid seadistatakse keevitusandmete seadistamise menüüs
seiskamisandmete all.
Seiskamisfaasis 2 (sisse lülitatud)
saab seadistada:
S Aeg (s)
Keevitusaeg faasis 2
S Keevituskaare pinge %
Seadistatud pinge protsentides
S Traadi etteanne %
Seadistatud traadi etteanne
protsentides
S Keevitusvool %
Seadistatud keevitusvool
protsentides
S Keevituskiirus %
Seadistatud keevituskiirus
protsentides
6.27 Dünaamiline reguleerimine
Dünaamilise reguleerimise funktsioon on mõeldud keevitamiseks mitmekordsete
elektroodidega ja see muudab vooluallika omadusi. Vooluallika omadused
arvutatakse seadistatud traadi andmete põhjal.
- Dünaamiline reguleerimine valitakse keevitusandmete seadistamise menüüs.
6.28 Juhtimisparameetrid
Teatud rakenduste puhul kuvatakse JUHTIMISPARAMEETRITE (CONTROL
PARAMETERS) asemel DÜNAAMILINE JUHTIMINE (DYNAMIC CONTROL).
Juhtimisparameetrite alt saab valida kaht parameetrit.
S Dünaamika – mõjutab dünaamilisi omadusi.
S Induktiivsus – kõrgema induktiivsuse tulemuseks on laiem keevisvann ja vähem
pritsmeid. Madalama induktiivsuse tulemuseks on püsiv, kontsentreeritud
keevituskaar ja karedam heli.
- Juhtimisparameetreid valitakse keevitusandmete seadistamise menüüs.
6.29 Seadistuste piirangud
Seadistuste piirangute kohta informatsiooni saamiseks vt peatükk 9.4 "Parameetrite
redigeerimine"
bi24d1ma
- 25 -
© ESAB AB 2009

EE
6.30 Mõõtmete piirangud
Mõõtmete parameetrite kohta informatsiooni saamiseks vt peatükki 9.5 "Mõõtmete
parameetrite redigeerimine"
7 MÄLU HALDAMINE
7.1 Juhtpaneeli töömeetod
Juhtpaneel koosneb kahest seadmest: töömälu ja keevitusandmete mälu.
Salvesta
Töömälu Keevitusandmete mälu
Tühista
Töömälus luuakse terviklik keevitusandmete seadistuste komplekt, mida saab
salvestada keevitusandmete mälus.
Keevitamise ajal kontrollib protsessi alati töömälu sisu. Seega saab alati
keevitusandmete seadistusi keevitusandmete mälust töömälusse tagasi võtta.
Pange tähele, et töömälu sisaldab alati viimati seadistatud keevitusandmete
seadistusi. Neid saab keevitusandmete mälust või individuaalselt muudetud
seadistustest tagasi võtta. Teisisõnu pole primaarmälu kunagi tühi või "lähtestatud".
Peamenüü MÄLU Keevitusandmete mälu
WELD DATA MEMORY
2ND
STORE
FUNCT QUIT
Juhtpaneeli saab salvestada kuni 255 keevitusandmete komplekti. Igale komplektile
antakse number 1 kuni 255.
Samuti võite andmekomplekte kustutada ja kopeerida, muuta ja nimetada ning
keevitusandmete komplekti tagasi töömälusse kutsuda.
bi24d1ma
- 26 -
© ESAB AB 2009

EE
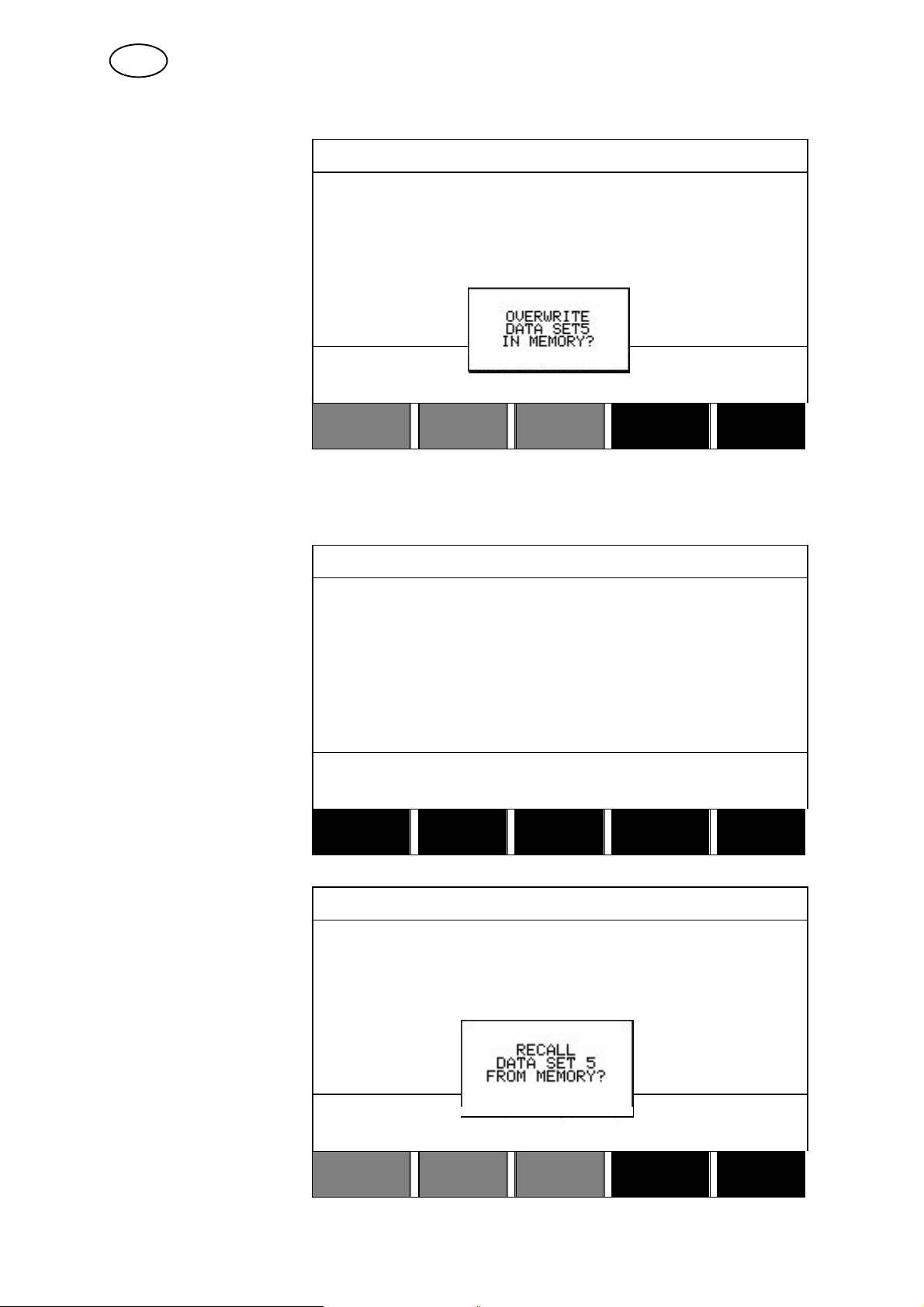
7.2 Salvesta
Juhul kui keevituse andmemälu on tühi, ilmub ekraanile järgmine kujutis.
Keevitusandmete
WELD DATA MEMORY
salvestamine. Sellele
funktsioonile
määratakse mälukoht
5. Vajutage STORE
(SALVESTA).
Kuvatakse mälukoht 1.
Keerake üht seadete
nuppudest, kuni jõuate
mälukohani 5. Vajutage
STORE (SALVESTA).
STORE
Ekraanile ilmub järgmine kujutis.
Keevitusandmete
komplekt on nüüd
salvestatud number 5
WELD DATA MEMORY
5 - (SAW)
all.
2ND
FUNCT QUIT
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
DELETE
FUNCT QUIT
Osa keevitusandmete komplekti nr 5 sisust kuvatakse ekraani all.
2ND
bi24d1ma
- 27 -
© ESAB AB 2009
EE
Juhul kui
andmekomplekt on
juba valitud kohta
WELD DATA MEMORY
5 - (SAW)
salvestatud, küsitakse
teilt, kas soovite selle
komplekti üle kirjutada
või mitte, JAH (YES)
või EI (NO).
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
Mälumenüüsse naasmiseks vajutage EI (NO) klahvi.
7.3 Tagasi kutsumine
Salvestatud
andmekomplekti tagasi
kutsumine:
WELD DATA MEMORY
5 - (SAW)
NO YES
Märkige rida
asetusnuppu
kasutades. Vajutage
KUTSU TAGASI
(RECALL).
Vajutage JAH (YES)
kinnitamaks, et soovite
andmekomplekti nr 5 all
tagasi kutsuda.
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
WELD DATA MEMORY
5 - (SAW)
DELETE
2ND
FUNCT QUIT
bi24d1ma
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
NO YES
- 28 -
© ESAB AB 2009

EE
See mõõteekraanil olev ikoon näitab, milline
mäluasendi number on tagasi kutsutud.
7.4 Kustuta
Mälumenüüst on võimalik kustutada üks või rohkem andmekomplekte.
Andmekomplekti
kustutamine.
Valige andmekomplekt.
Vajutage KUSTUTA
(DELETE).
Vajutage JAH (YES)
kinnitamaks, et soovite
kustutada.
WELD DATA MEMORY
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
WELD DATA MEMORY
5 - (SAW)
DELETE
2ND
FUNCT QUIT
bi24d1ma
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
NO YES
- 29 -
© ESAB AB 2009

EE
7.5 Kopeeri
Keevitusandmete komplekti kopeerimiseks uude mäluasendisse toimige järgnevalt:
Vajutage 2ND FUNCT
(2. FUNKTSIOON).
Valige mälukoht, mida
soovite kopeerida, ja
vajutage COPY
(KOPEERI).
WELD DATA MEMORY
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
WELD DATA MEMORY
5 - (SAW)
DELETE
2ND
FUNCT QUIT
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPY RENAME
EDIT
2ND
FUNCT QUIT
bi24d1ma
- 30 -
© ESAB AB 2009

EE
Nüüd kopeerime mäluasendi 5 sisu asendisse 50.
Valige mälukoht 1 ja
kerige ühe seadete
nupu abil kuni valitud
mälukohani; näidatud
WELD DATA MEMORY
1 -
5 - (SAW)
juhul mälukohani
50.Vajutage YES
(JAH).
COPY
DATA SET 5 TO POSITION: 50
NO YES
Keevitusandmete nr 5 on nüüd kopeeritud mäluasendisse 50.
7.6 Nimi
Selleks, et salvestatud keevitusmälu komplektile oma nimi anda, toimige järgnevalt:
Vajutage 2ND FUNCT
(2. FUNKTSIOON).
Valige mälukoht, mida
soovite ümber
WELD DATA MEMORY
5 - (SAW)
50 -
nimetada, ja vajutage
RENAME (NIMETA
ÜMBER).
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPY RENAME
EDIT
2ND
FUNCT QUIT
Siin on teil juurdepääs klaviatuurile, mida kasutatakse järgnevalt:
S Viige kursor soovitud
klaviatuurimärgile, kasutades nooli ja
asetusnuppu. Vajutage VALMIS
(DONE). Sel moel sisestage terviklik
tekstirida maksimaalselt 40
tähemärgiga.
S Salvestamiseks vajutage VALMIS
(DONE). Teie poolt nimetatud
alternatiivi on nüüd nimekirjas näha.
bi24d1ma
- 31 -
© ESAB AB 2009
EE
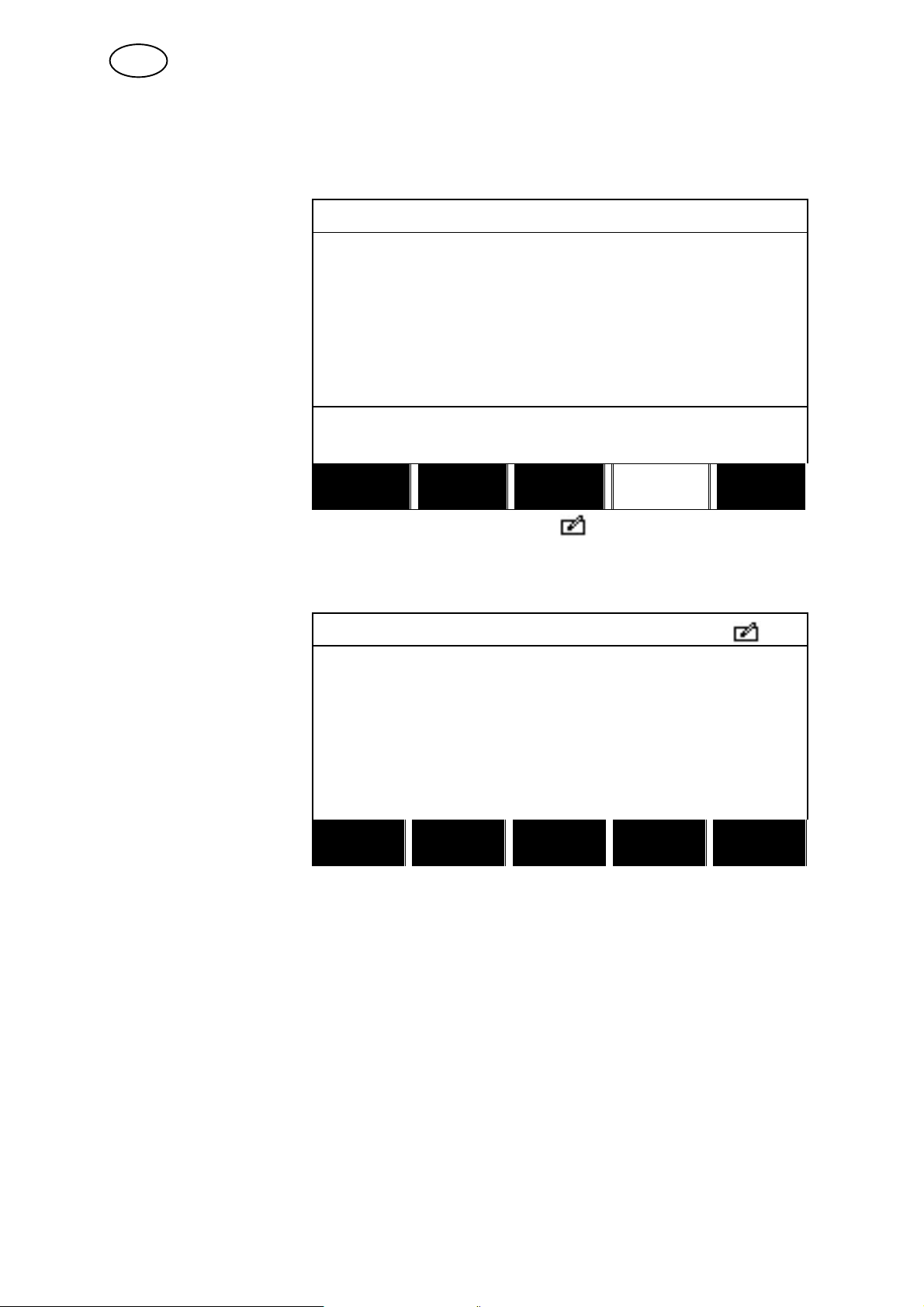
7.7 Redigeeri
Keevitusandmete komplekti sisu redigeerimiseks toimige järgnevalt:
Vajutage 2ND FUNCT
((2. FUNKTSIOON)).
Valige mälukoht, mida
WELD DATA MEMORY
5 - (SAW)
soovite muuta, ja
seejärel vajutage EDIT
(MUUDA).
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPY
EDIT
2ND
FUNCT QUIT
Kuvatakse osa peamenüüst ja menüü näitab sümbolit , mis tähendab, et olete
redigeerimisrežiimis.
Vajutage SEADISTA
(SET) ja tehke
asjakohased
muudatused.
SAW
REGULATION TYPE CA
WIRE TYPE SS FLUX CORED
WIRE DIMENSION 2.0 mm
bi24d1ma
SET QUIT
- 32 -
© ESAB AB 2009

EE
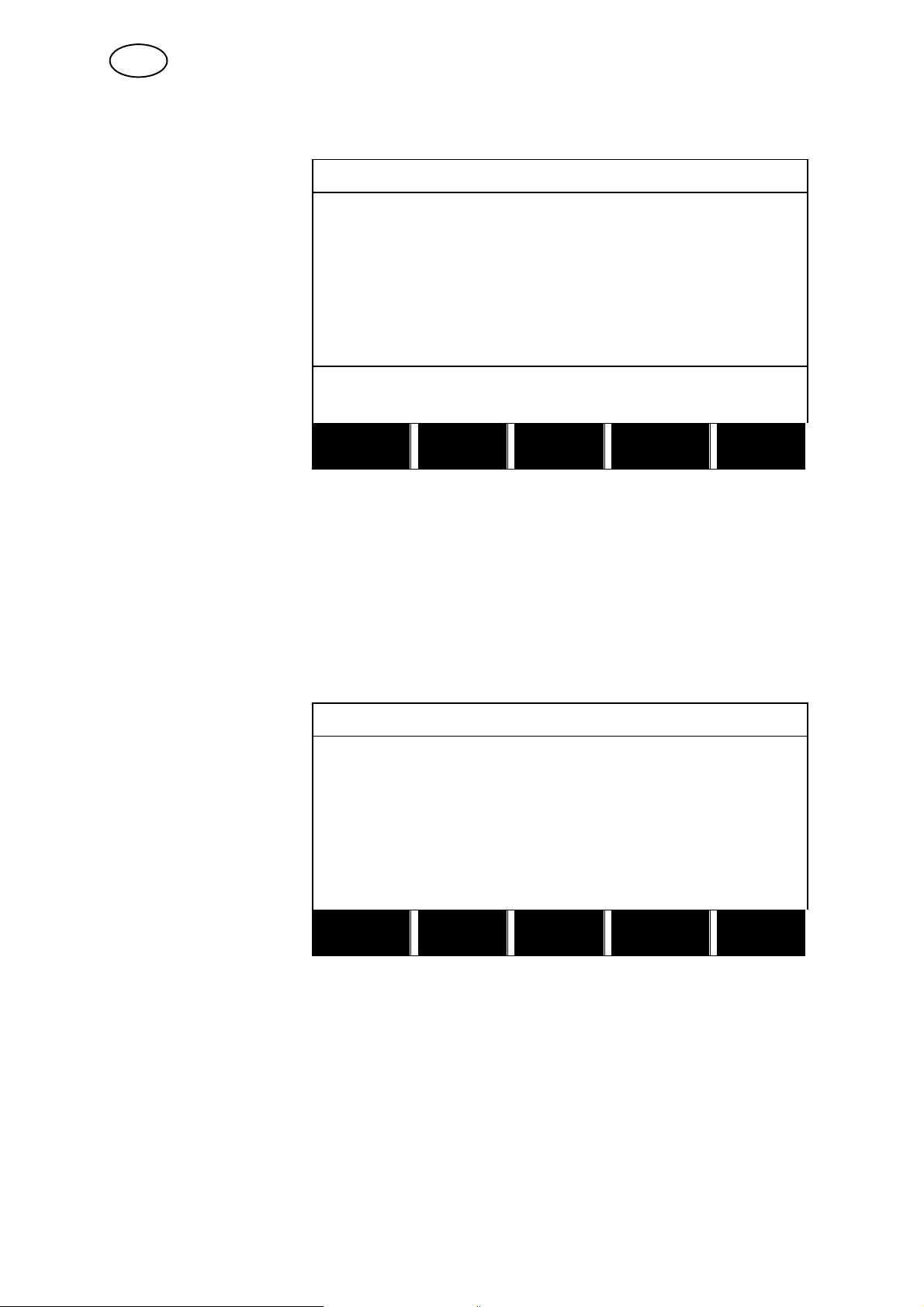
Kuvatakse järgmine menüü:
Selles näites muudame
SAW WELD DATA SETTING
keevitusvoolu 400 A-lt
500 A-le.
Valige keevitusvoolu
tugevus (CURRENT) ja
kerige kuni 500ni
kasutades üht seadete
nuppudest.
Vajutage kaks korda
LAHKU (QUIT).
VOLTAGE 20.0 V
CURRENT 500 A
TRAVEL SPEED 0 cm/min
DIRECTION J
START DATA"
STOP DATA"
DYNAMIC REGULATION AUTO
SETTING LIMITS"
MEASURE LIMITS"
Andmemälu nr 5 seadistus on nüüd redigeeritud ja salvestatud.
8 KONFIGURATSIOONI MENÜÜ
Peamenüü Konfiguratsioonimenüü
See menüü sisaldab järgmisi alamenüüsid:
QUIT
S Keel, vt peatükk 1.2.1 "Keele valik"
S Koodilukk, vt peatükk 8.1
S Üldseadistused, vt peatükk 8.2
S Masina seadistused, vt peatükk 8.3
S Kaabli pikkus, vt peatükk 8.4
S Hooldus, vt peatükk 8.5
S Võrguseadeid vt peatükist 8.6
bi24d1ma
- 33 -
© ESAB AB 2009

EE
8.1 Koodilukk
Peamenüü Konfiguratsioonimenüü Koodilukk
Kui lukustusfunktsioon on aktiveeritud ja kuvatud on mõõtmisekraan või kiirmenüü,
tuleb nendest menüüdest väljumiseks sisestada parool (lukustuskood).
CODE LOCK
LOCK STATUS OFF
SET / CHANGE LOCK CODE
QUIT
Koodilukk aktiveeritakse konfiguratsioonimenüüs.
8.1.1 Lukukoodi staatus
Lukukoodi oleku all saate luku funktsiooni aktiveerida/inaktiveerida ilma
olemasolevat lukukoodi kustutamata, juhul kui te funktsiooni inaktiveerite. Juhul kui
ühtegi lukukoodi pole salvestatud ja te proovite koodilukku aktiveerida, kuvatakse
uue lukukoodi sisestamiseks klaviatuur.
Lukuolekust väljumine.
Juhul kui olete mõõte- või kiirrežiimi menüüs ja koodilukk on inaktiveeritud, saate
nendest menüüdest lahkuda ilma piiranguteta, vajutades LAHKU (QUIT) või MENÜÜ
selleks, et peamenüüsse pääseda.
Juhul kui see on aktiveeritudja te proovite lahkuda, ilmub järgmine ekraan, et
kasutajat lukukaitse kohta hoiatada.
LUKUKOODI JAOKS VAJUTAGE ENTER...
PRESS ENTER FOR
LOCK CODE...
Katkestamiseks ja eelmisesse menüüsse naasmiseks võite valida LAHKU (QUIT) või
minna edasi vajutades lukukoodi sisestamiseks ENTER.
Seejärel liigute klaviatuuri kasutades menüü juurde, kus saate koodi sisestada.
Vajutage ENTER pärast igat tähemärki ja kinnitage kood, vajutades uuesti ENTER.
bi24d1ma
- 34 -
© ESAB AB 2009

EE
Ilmub järgmine tekstikast:
SEADE LUKUSTAMATA!
Juhul kui kood pole õige, kuvatakse veateade, mis pakub uuesti proovimise
võimalust või naasmist algsesse menüüsse st mõõteekraanile või kiirrežiimi
menüüsse.
Juhul kui kood on õige, eemaldatakse kõik teiste menüüde blokeeringud, ehkki
koodilukk jääb aktiivseks. See tähendab, et võite mõõteekraanilt ja kiirrežiimist
ajutiselt lahkuda, säilitades siiski lukustaatuse kui nendesse menüüdesse naasete.
8.1.2 Täpsusta/redigeeri lukukoodi
Täpsusta/redigeeri lukukoodi all saate olemasolevat lukukoodi redigeerida või
sisestada uue. Lukukood võib koosneda maksimaalselt 16 valikulisest tähest või
numbrist.
UNIT UNLOCKED!
8.2 Üldseadistused
Peamenüü Konfiguratsioonimenüü Üldseadistused
Selles menüüs saate seadistada:
S Kiirrežiimi funktsiooniklahvid, vt peatükk 8.2.1
S Kvaliteediandmete faililogi, vt peatükk 8.2.2
S Funktsiooniklahvide seadistamine, vt peatükk 8.2.3
S Automaatne keevitusandmete salvestamine, vt peatükk 8.2.4
S Pikkusühik, vt peatükk 1.2.2 "mõõtühik"
8.2.1 Kiirrežiimi funktsiooniklahvid
Funktsiooniklahve KEEVITUSANDMED 1 (WELD DATA 1) kuni ja k.a
KEEVITUSANDMED 4 (WELD DATA 4) kuvatakse kiirrežiimi menüüs.
SAW: CA 16
A 450 Amp
V 30.0 Volt
bi24d1ma
50 cm/min
WELD
DATA 1
WELD
DATA 2
- 35 -
WELD
DATA 3
WELD
DATA 4
© ESAB AB 2009
2ND
FUNCT
EE
Need on konfigureeritud järgnevalt:
Viige kursor
FUNKTSIOONIKLAHVI
NUMBER (SOFT KEY
NUMBER) reale.
FAST MODE SOFT KEYS
SOFT KEY NUMBER 1
ASSOCIATED WELD DATA 5
SAW: CA: FE SOLID: 0.8 mm
20.0 V: 500 A: 0 cm/min
STORE
DELETE QUIT
Klahvid on nummerdatud vasakult paremale 1-4. Valige seadistusnuppe kasutades
soovitud numbriga klahv.
Seejärel kerige järgmisele reale MÄÄRATUD KEEVITUSANDMED (ASSOCIATED
WELD DATA). Siin saate sirvida keevitusandmete komplekte, mis on salvestatud
keevitusandmete mälusse. Valige seadistusnuppe kasutades soovitud
keevitusandmete number. Vajutage SALVESTA (STORE). Salvestatud komplekti
kustutamiseks vajutage KUSTUTA (DELETE).
8.2.2 Kvaliteediandmete faililogi
KVALITEEDIANDMETE
FAILILOGI (QUALITY
DATA LOG TO FILE)
menüüs on see
võimalik SISSE
LÜLITADES (ON)
aktiveerida.
GENERAL CONFIGURATION
FAST MODE SOFT BUTTONS 1
QUALITY DATA LOG TO FILE ON
SOFT KEYS SETUP"
AUTO SAVE MODE OFF
UNIT OF LENGTH METRIC
Kvaliteedi funktsiooni seadistuste kohta loe rohkem peatükist 9.7.
QUIT
bi24d1ma
- 36 -
© ESAB AB 2009

EE
8.2.3 Funktsiooniklahvi konfiguratsioon
Eelnevalt oleme kirjeldanud juhtpaneeli "pehmeid" klahve. Räbu all kaarkeevituse
(SAW) ja kaitsegaasiga metall kaarkeevituse (GMAW) puhul on kasutajal võimalus
nende klahvide funktsiooni seadistada, valides valmis valikute nimekirjast.
Funktsiooni saab määrata kaheksale funktsiooniklahvile.
Valikus on järgmised variandid:
S Tühi
S Gaas/induktsioon
S Seadistatud väärtused
Seadistatud kontrollväärtused kuvatakse mõõdetud väärtuste asemel mõõtmiste
menüüs.
S Relee 2
Seadistab relee väljundi nr 2 mootori trükkplaadile, mida klient saab kasutada
mis tahes funktsiooni tarvis.
S Suund Y - J.
S Kaugsisend/kaugväljund I/O
Kasutatakse PEK-i kontrollimiseks ja keevituse vooluallika puhul välise
sisend/väljund-seadme kaudu.
S Välistelg
Aktiveeritakse, kui näiteks rullikaluse juhtimiseks kasutatakse välist
sisend/väljund-seadet.
S Tandem
Kasutatakse kahe keevituspeaga keevitamisel.
S Külm traat (ICE)
Kasutatakse, kui keevisvanni söödetakse pingestamata traati ja külma traadi
etteande kiirust tuleb ekraanil kuvada.
Ekraanil on kaks tulpa üks
FUNKTSIOONIKLAHVI
DELE (SOFT KEYS) ja
teine FUNKTSIOONILE
(FUNCTION).
SOFT KEYS SETUP
SOFT KEYS FUNCTION
S1 NONE
S2 NONE
S3 NONE
S4 NONE
S1 2ND FUNCT NONE
S2 2ND FUNCT NONE
S3 2ND FUNCT NONE
S4 2ND FUNCT NONE
QUIT
Nendele klahvidele funktsioone määrates nummerdatakse need vasakult järgnevalt:
2ND
bi24d1ma
S1 S2 S3 S4
S1 2ND
FUNCT
S2 2ND
FUNCT
- 37 -
S3 2ND
FUNCT
S4 2ND
FUNCT
FUNCT
2ND
FUNCT
© ESAB AB 2009

EE
Funktsiooniklahvile uue funktsiooni määramiseks toimige järgnevalt:
Viige kursor
funktsiooniklahvi
numbri reale, mida
soovite kasutada ja
vajutage ENTER. Popup menüü näitab
funktsiooni valikuid.
Valige asetusnuppu
kasutades ja vajutage
ENTER.
SOFT KEYS SETUP
SOFT KEYS FUNCTION
S1 NONE
S2 NONE
S3 NONE
S4 NONE
S1 2ND FUNCT NONE
S2 2ND FUNCT NONE
S3 2ND FUNCT NONE
S4 2ND FUNCT NONE
QUIT
Teistele klahvidele saate samal moel uusi funktsioone määrata, ühendades ühe
vasakpoolses tulbas oleva klahvi numbri parempoolses tulbas oleva funktsiooniga.
8.2.4 Automaatsalvestusrežiim
Kui keevitusandmete komplekt on mäluasendist tagasi kutsutud keevitusandmete
mälusse ja te muudate seadistusi, salvestatakse muudatused keevituse seiskamisel
töömälu viimati tagasi kutsutud mäluasendisse.
Keevitusandmete salvestamine käsitsi mäluasendisse tühistab järgmise
automaatsalvestuse.
Mäluasend, millesse keevitusandmed salvestatakse, kuvatakse mõõteekraani
ülemises paremas nurgas.
8.3 Masina seadistused
Peamenüü Konfiguratsioonimenüü Masina seadistused
Selles menüüs saate seadistada:
S Tootekood, vt peatükk 8.3.1
S Traadi etteandetelg, vt peatükk 8.3.2
S Külm traadi etteande telg, vt peatükk 8.3.3
S Liikumistelg, vt peatükk 8.3.4
S Välimine telg, vt peatükk 8.3.5
S Tandem, vt peatükk 8.3.6 ja 8.3.7
S Rööpühendatud vooluallikad, vt peatükk 8.3.8
S Külm traadi etteanne, vt peatükk 8.3.9
S SÕLME ID seadeid, vt peatükk 8.3.10
bi24d1ma
- 38 -
© ESAB AB 2009

EE
8.3.1 Tootekood
TOOTEKOODI
MACHINE CONFIGURATION
(PRODUCT CODE)
menüüs saate valida
kasutatava automaatse
keevitusmasina, kangi
ja poomi, rullikaluse või
PRODUCT CODE A2TFJ1
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM OFF
asendiregulaatori.
Tootekoodi valimisel valitakse automaatselt õige mootori tüübi ja käigu suhe
kasutatava käigukasti puhul asjakohases tootes.
Valida saab järgmiste variantide vahel:
S A2TFJ1
A2 automaatveoga keevitusmasin räbu all kaarkeevituseks (SAW)
S A2TGJ1
A2 automaatveoga keevitusmasin kaitsegaasiga metall kaarkeevituseks
(GMAW)
QUIT
S A6TFF1
A6 automaatveoga keevitusmasin räbu all kaarkeevituseks (SAW)
S FREE 2 AXIS
Valikuline konfiguratsioon 2 mootori ühendamiseks ajami kilpi. Üks traadi
etteande jaoks ja teine kulgliikumise jaoks.
S FREE 3 AXIS
Valikuline konfiguratsioon väliste rullikaluste, asendiregulaatorite või lineaartelje
ning 2 mootori ühendamiseks ajami kilpi. Üks traadi etteande jaoks ja teine
kulgliikumise jaoks.
bi24d1ma
- 39 -
© ESAB AB 2009
EE
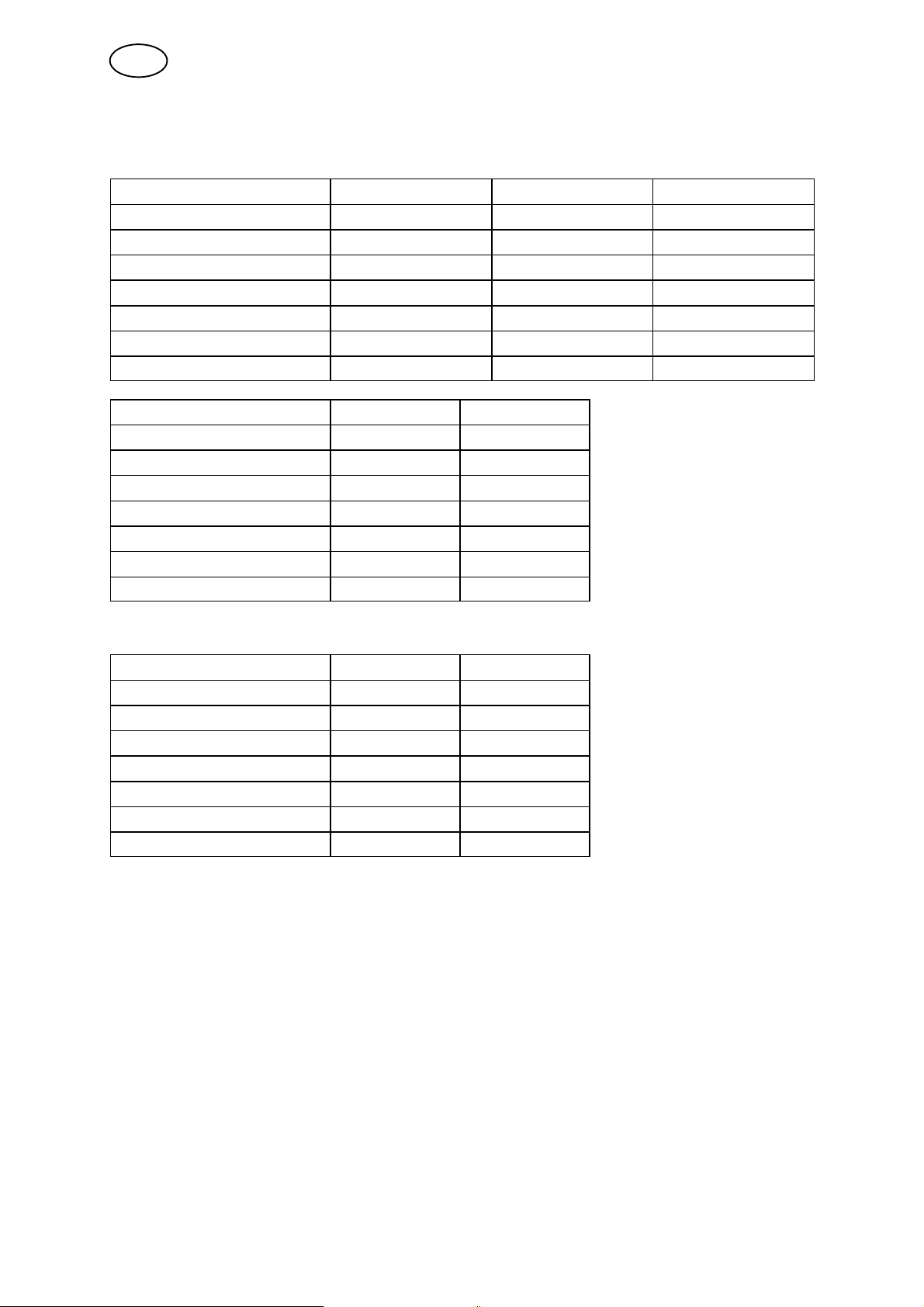
8.3.2 Traadi etteande telg
Traadi etteande mootor reguleeritakse automaatselt vastavalt järgmistele tabelitele.
A2TFJ1 A2TGJ1 A6TFF1
Mootor 5035 38 RPM 5035 68 RPM VEC4000
Käik 1 49:1 49:1 156:1
Käik 2 1:1 1:1 1:1
Etteanderullide läbimõõt 49 mm 49 mm 49 mm
Impulssandur 28 ppr 28 ppr 32 ppr
Madal manuaalne kiirus 150 cm/min 150 cm/min 150 cm/min
Kõrge manuaalne kiirus 300 cm/min 300 cm/min 300 cm/min
FREE 2 AXIS FREE 3 AXIS
Mootor VEC 4000 VEC 4000
Käik 1 156:1 156:1
Käik 2 1:1 1:1
Etteanderullide läbimõõt 49 mm 49 mm
Impulssandur 32 ppr 32 ppr
Madal manuaalne kiirus 150 cm/min 150 cm/min
Kõrge manuaalne kiirus 300 cm/min 300 cm/min
8.3.3 Külm traadi etteande telg (ICE)
FREE 2 AXIS FREE 3 AXIS
Mootor VEC 4000 VEC 4000
Käik 1 156:1 156:1
Käik 2 1:1 1:1
Etteanderullide läbimõõt 49 mm 49 mm
Impulssandur 32 ppr 32 ppr
Madal manuaalne kiirus 150 cm/min 150 cm/min
Kõrge manuaalne kiirus 300 cm/min 300 cm/min
bi24d1ma
- 40 -
© ESAB AB 2009

EE
8.3.4 Liikumistelg
Liikumismootor reguleeritakse automaatselt vastavalt järgmistele tabelitele.
A2TFJ1 A2TGJ1 A6TFF1
Mootor 4030-350 4030-350 FHP258
Käik 1 375:10 375:10 24:1
Käik 2 51:1 51:1 51:1
Ratta läbimõõt 158 mm 158 mm 180 mm
Impulssandur 60 ppr 60 ppr 28 ppr
Kõrge manuaalne kiirus 200 cm/min 200 cm/min 200 cm/min
FREE 2 AXIS FREE 3 AXIS
Mootor VEC 4000 VEC 4000
Käik 1 312:1 312:1
Käik 2 1:1 1:1
Ratta läbimõõt 65 mm 65 mm
Impulssandur 32 ppr 32 ppr
Kõrge manuaalne kiirus 200 cm/min 200 cm/min
8.3.5 Välimine telg
Välise rullikaluse, asendiregulaatori või lineaartelje ühendamisel tuleb valida FREE 3
AXIS.
FREE 3 AXIS valimisel reguleeritakse mootor automaatselt vastavalt järgmistele
tabelitele.
Rullikalus Lineaar Asendiregulaator
Käik 1 560:1 560:1 560:1
Käik 2 111:22 111:22 111:22
Käik 3 1:1 1:1 1:1
Ratta läbimõõt 160 mm 160 mm 160 mm
Impulssandur 30 ppr 30 ppr 30 ppr
Kõrge manuaalne kiirus 200 cm/min 200 cm/min 200 cm/min
Sageduse suhe 85:50 85:50 85:50
Mootor 2000 rpm 2000 rpm 2000 rpm
Keevise läbimõõt 1000 mm - 1000 mm
Rulliku läbimõõt 1000 mm - -
bi24d1ma
- 41 -
© ESAB AB 2009
EE
8.3.6 Tandem LAF ja TAF
Kasutatakse kahe keevituspeaga keevitamisel.
Asetage kursor
MACHINE CONFIGURATION
TANDEMI (TANDEM)
reale ja vajutage
ENTER.
Valige asetusnuppu
kasutades SEES (ON)
ja vajutage ENTER.
PRODUCT CODE A2TFX
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM ON
b WELDING HEAD HEAD
b WELD HEAD OFFSET 20 mm
b WITH I/O ON
QUIT
Kahe keevituspeaga keevitamiseks tuleb seadistada KEEVITUSPEA NIHKE (WELD
HEAD OFFSET) funktsioon.
KEEVITUSPEA NIHE (WELD HEAD OFFSET) on keevituspeade vaheline kaugus
millimeetrites.
Keevituspea 1 PEA (HEAD) ja keevituspea 2 SABA (TAIL) vahelise kauguse
täpsustamisel, arvestab juhtseade selle väärtuse ümber ajaks, mille vahel
keevituspea 1 käivitub ja millal keevituspea 2 peaks käivituma.
Aeg, mille juhtseade saab arvutada keevitusvooluallikate käivitamise ja seiskamise
vahelisele kaugusele, on maksimaalselt 65 sekundit. See tähendab, et kui
määratakse 50 cm/min, saab maksimaalseks KEEVITUSPEA NIHKEKS (WELD
HEAD OFFSET) sisestada 2000 mm. Aeg ei möödu enne kui keevituspea 2 jõuab
alguspunkti.
TAIL HEAD
WELD HEAD OFFSET
bi24d1ma
- 42 -
© ESAB AB 2009

EE
NB!
Veenduge, et mõlemal juhtseadmel on KEEVITUSPEA NIHKE (WELD HEAD
OFFSET) puhul samad seadistused ja määrake sama keevituskiirus. "Master"
(ülem)juhtseadmele tuleb määrata PEA (HEAD) ja "Slave" (alam) juhtseadmele
SABA (TAIL). Keevituskiirust kontrollib alati "Master".
Määrake kahe keevituspeaga väärtused, millega keevitada järgnevalt:
Viige kursor
MACHINE CONFIGURATION
KEEVITUSPEA
(WELDING HEAD)
reale.
Valige, kas seade
kehtib "Master"
juhtseadme PEA
(HEAD) või "Slave"
juhtseadme SABA
PRODUCT CODE A2TFX
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM ON
b WELDING HEAD HEAD
b WELD HEAD OFFSET 20 mm
b WITH I/O ON
(TAIL) suhtes.
QUIT
S Viige kursor KEEVITUSPEA NIHKE (WELD HEAD OFFSET) reale ja määrake
kahe keevituspea vaheline kaugus.
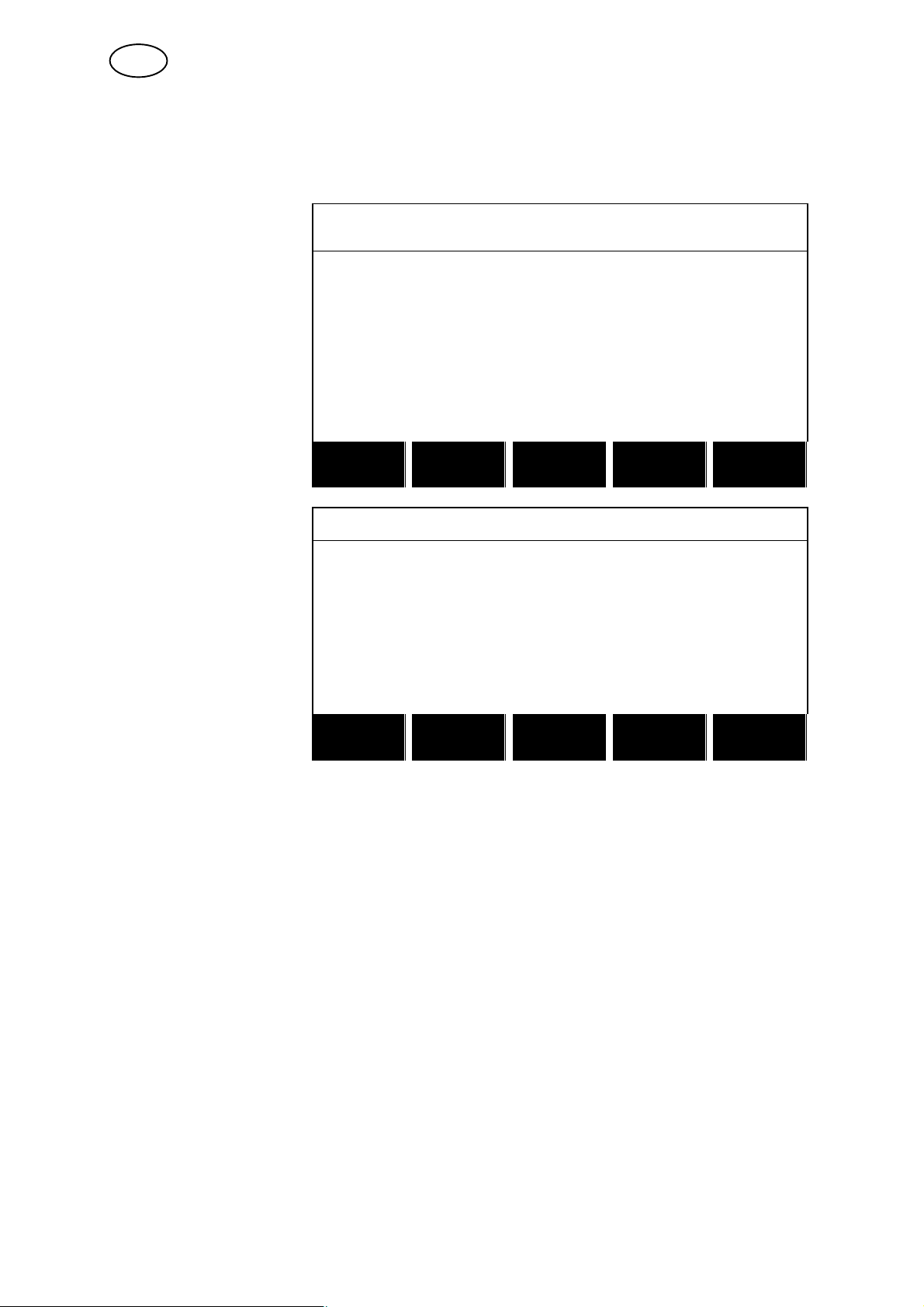
Näide, sisend/väljund I/O ON (SISSE LÜLITATUD)
Keevituspea 2 (slave) Keevituspea 1 (master)
TAIL HEAD
WELD HEAD OFFSET
S Vajutage Start keevituspea 1 (head1) käivitamiseks.
S Keevituspea 1 alustab keevitamist.
S Keevituspea 2 (head2) alustab keevitamist siis, kui keevituspea 1
stardipositsioon on saavutatud (WELD HEAD OFFSET-is toodud vahemaa
(KEEVITUSPEA NIHE)).
- 43 -
bi24d1ma
© ESAB AB 2009

EE
S Vajutage Stop keevituspea 1 peatamiseks.
S Keevituspea 1 lõpetab keevitamise, kuid jätkab liikumist.
S Keevituspea 2 lõpetab keevitamise siis, kui jõuab punktini, kus seade 1 lõpetas
keevitamise (WELD HEAD OFFSET-is toodud vahemaa (KEEVITUSPEA
NIHE)).
S Keevitamine on lõpule viidud.
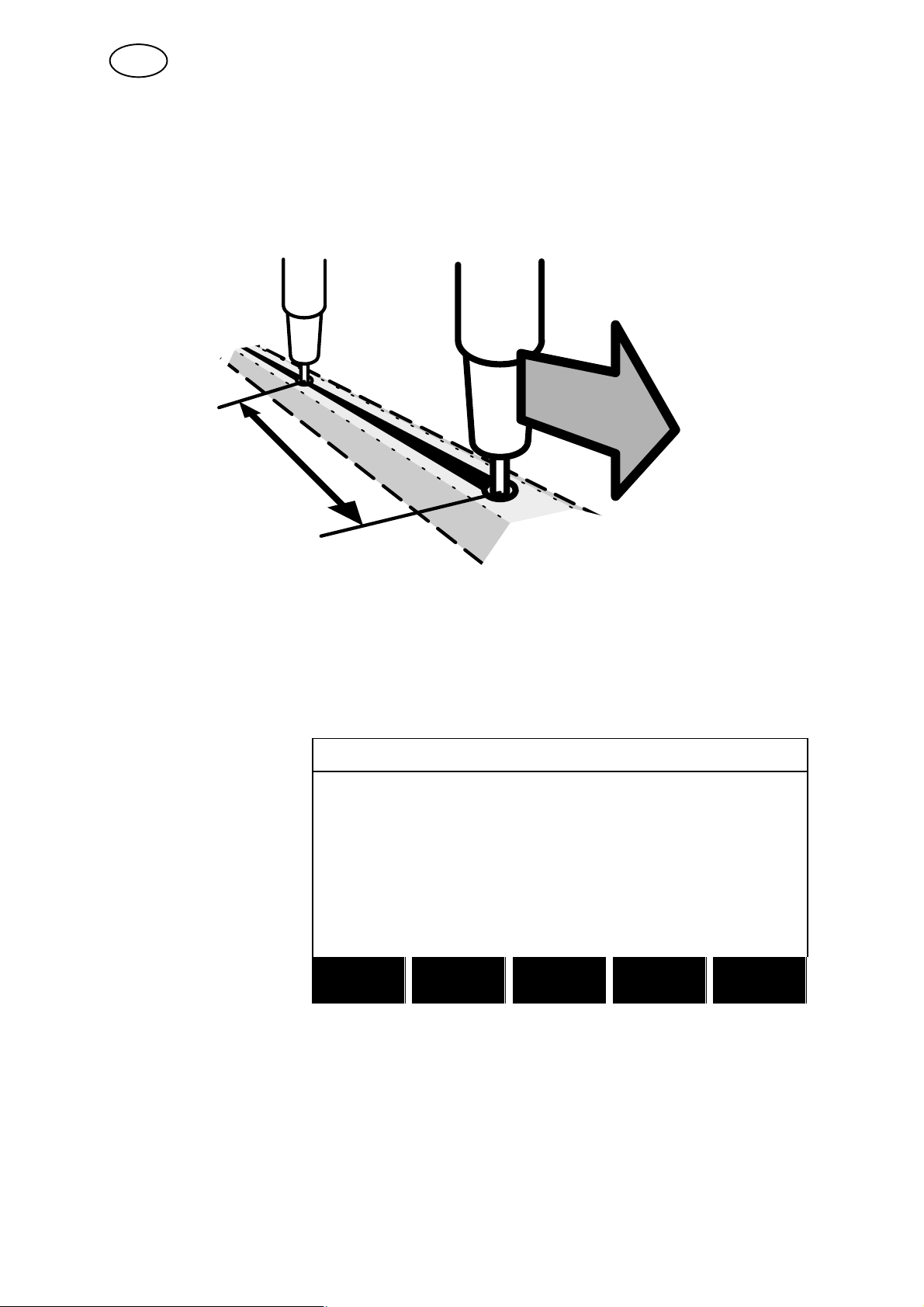
Näide, sisend/väljund I/O OFF (VÄLJA LÜLITATUD)
Keevituspea 2 (slave) Keevituspea 1 (master)
TAIL HEAD
WELD HEAD OFFSET
S Keevituspea 1 ja keevituspea 2 samaaegseks käivitamiseks vajutage Start.
S Keevituspea 1 alustab keevitamist.
S Keevituspea 2 alustab esmalt keevitamist siis kui keevituspea 1 käivitusasendini
on jõutud (KEEVITUSPEA NIHKELE (WELD HEAD OFFSET) määratud
vahemaa).
S Keevituspea 1 ja keevituspea 2 samaaegseks seiskamiseks vajutage Stop.
S Keevituspea 1 lõpetab keevitamise, kuid kulgliikumine jätkub.
S Keevituspea 2 lõpetab keevitamise kui see on jõudnud punktini, kus seade 1
lõpetas keevitamise (KEEVITUSPEA NIHKELE (WELD HEAD OFFSET)
määratud vahemaa).
S Keevitamine on lõpetatud.
bi24d1ma
- 44 -
© ESAB AB 2009
EE
8.3.7 Tandem Aristo 1000 keevitusvooluallikale
Kasutatakse kahe või enama keevituspeaga keevitamisel. Iga keevituspead juhib
oma juhtseade (PEK).
Asetage kursor
TANDEMI (TANDEM)
reale ja vajutage
ENTER.
Valige asetusnuppu
kasutades SEES (ON)
ja vajutage ENTER.
Valitud on eesmine
keevituspea.
Valitud on tagumine
keevituspea.
TANDEM
TANDEM ON
b WELDING HEAD HEAD
b TRAVEL CONTROL ON
b SYNCRONIZED WELD START ON
b SYNCRONIZED AC WELDING ON
TANDEM INFORMATION"
QUIT
TANDEM
TANDEM ON
b WELDING HEAD TAIL
b TRAVEL CONTROL ON
b SYNCRONIZED WELD START ON
b WELD HEAD OFFSET 20 mm
b SYNCRONIZED AC WELDING ON
b PHASE SHIFT 0
QUIT
KEEVITUSPEA (WELDING HEAD)
Valige, kas keevituspea on eesmine (HEAD) või tagumine (TAIL).
LIIKUMISE JUHTIMINE (TRAVEL CONTROL)
Valige, kas keevituspea juhib liikumist. Nii eesmine kui ka tagumine keevituspea
suudab liikumist juhtida, kuid korraga saab seda teha ainult üks.
SÜNKROONITUD KEEVITUSE ALUSTAMINE (SYNCRONIZED WELD START)
Kui on valitud SEES (ON), on vajalik käivitada ainult eesmise keevituspea juhtseade.
Tagumine käivitatakse automaatselt. Kui on valitud VÄLJAS (OFF), tuleb käivitada
kõik keevituspead vastavaid juhtseadmeid kasutades.
SÜNKROONITUD VAHELDUVVOOLKEEVITUS (SYNCRONIZED AC WELDING)
Sünkroonitud vahelduvvoolkeevitus tähendab, et kõigi tandemsüsteemi
keevituspeade sageduse, tasakaalu ja vahelduvvoolu impulsside väärtused on
sünkroonitud.
TANDEMI TEAVE (TANDEM INFORMATION)
Eesmise keevituspea juhtseade kuvab teavet süsteemi keevitusvooluallikate kohta
(nt tagumine keevituspea).
bi24d1ma
- 45 -
© ESAB AB 2009
EE
KEEVITUSPEA NIHE (WELD HEAD OFFSET)
KEEVITUSPEA NIHE (WELD HEAD OFFSET) on keevituspeade vaheline kaugus
millimeetrites. See on tähtis ainult siis, kui on valitud sünkroonitud keevituse
alustamine.
TAGUMINE EESMINE
KEEVITUSPEA NIHE
FAASINIHE (PHASE SHIFT)
Faasinihe tähendab faasi nihet eesmise keevituspea suhtes. Ühikuks on kraadid.
8.3.8 Rööpühendatud vooluallikad
Kui ühel on
MACHINE CONFIGURATION
rööpühendatud
vooluallikas, seatakse
siin sõlme ID-d.
Viige kursor
ALAMSÕLME ID
(SLAVE NODE ID)
juurde ja valige üks
seadistusnuppudest.
PRODUCT CODE A2TFX
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM"
PARALLEL POWER SOURCES ON
b SLAVE NODE ID 10
COLD WIRE FEED OFF
NODE ID SETTINGS"
QUIT
bi24d1ma
- 46 -
© ESAB AB 2009
EE
8.3.9 Külm traadi etteanne (ICE)
Suvandi Külma traadi
etteanne (ON) saab
valida masina
konfiguratsioonimenüüs
Kui on valitud külma
traadi etteanne,
kuvatakse suvand
Külma traadi etteande
telg.
Külma traadi etteande
telje seadistus peab
olema identne traadi
etteande teljega.
MACHINE CONFIGURATION
PRODUCT CODE FREE 2 AXIS
WIRE FEED AXIS"
ICE WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM OFF
ICE WIRE FEED ON
NODE ID SETTINGS"
QUIT
ICE WIRE FEED AXIS
MOTOR 5035 38RPM
GEAR 1" ON
b N 1 156
b N 2 1
GEAR 2" ON
b N 1 1
b N 2 1
FEED ROLLER DIAM 49 mm
ENCODER PULSES 32 ppr
LOW MANUAL SPEED 150 cm/min
QUIT
S Mootor tuleb valida ripploendist, kus on järgmised suvandid:
5035 38RPM
5035 68RPM
FHP 258
VEC8000
VEC4000
DUNKER1
DUNKER2
MET3B
VEC4000Par
4030-350
S KÄIK 1 (GEAR 1) peab olema SEES (ON). Väärtus ei tohi olla VÄLJAS (OFF).
S KÄIK 2 (GEAR 2) peab olema tavaliselt SEES (ON), kuid väärtuseks saab valida
ka VÄLJAS (OFF).
S Käigu 1 ja 2 all olevad väärtused N1 ja N2 seadistatakse ühega kolmest paneeli
allosas olevast nupust. N1 ja N2 intervall oleneb valitud mootorist.
S Etteanderullikute diameeter (FEED ROLLER DIAM) valitakse suvalise
seadistusnupuga. Intervall oleneb valitud mootorist.
bi24d1ma
- 47 -
© ESAB AB 2009

EE
S Impulsside enkooder (ENCODER-PULSES) valitakse suvalise seadistusnupuga.
Intervall võib olla vahemikus 1 - 9998 ppr (ppr = impulssi pöörde kohta).
S MADAL MANUAALNE KIIRUS (LOW MANUAL SPEED) valitakse suvalise
seadistusnupuga. Intervall võib olla vahemikus 1 - 1000 cm/min.
S KÕRGE MANUAALNE KIIRUS (HIGH MANUAL SPEED) valitakse suvalise
seadistusnupuga. Intervall võib olla vahemikus 1 - 5000 cm/min.
8.3.10 Sõlme ID seadistus
Kui süsteemis on sisend-/väljundsõlmi, on siin toodud ID-numbrid.
Tandemkeevituse puhul võib CAN 2 ID väärtus olla kõigi süsteemi juhtseadmete
(PEK) puhul erinev. Keevituspea 1 puhul võib CAN 2 ID = 1, keevituspea 2 puhul
CAN 2 ID = 2 jne.
NODE ID SETTINGS
POWER SOURCE CAN 2 ID 1
I/O NODE 1 ID 17
I/O NODE 2 ID 25
QUIT
8.4 Kaabli pikkus
Keevituskaare pinget mõjutab keevituskaablite näivtakistus. Näivtakistust mõjutab
kaablite pikkus ja ala ning see, kuidas need on suunatud. See on eriti tähtis AC
keevitamisel.
Pinge languse kompenseerimine pikkade kaablite puhul säilitatakse kui
täpsustatakse tegelik kaabli pikkus.
Sisestada tuleb kaabli kogupikkus (keevituskaabel ja konnektor koos).
NB!! Kahte kaablit kasutades tuleb alad mõlema kaabli jaoks kombineerida.
See funktsioon on käivitusprotsessi ajal aktiivne enne kui vooluallikas on saanud
mõõteväärtuse, mille juures saab reguleerida.
"Max OCV" valiku korral on see funktsioon mitteaktiivne.
bi24d1ma
- 48 -
© ESAB AB 2009

EE
8.5 Hooldus
Peamenüü Konfiguratsioonimenüü Hooldus
Selles menüüs saate seadistada, kui tihti kontaktotsa vahetatakse. Täpsustage
keevituste alustamiste arv, pärast mida tuleb ots välja vahetada, valides
KONTAKTOTSA VAHETUSE INTERVALL (CONTACT TIP CHANGE INTERVAL)
rida ja vajutades ENTER. Muutke väärtus seadistusnuppe kasutades. Kui
teenindusintervall on möödunud, kuvatakse vealogis veakood 54.
Juhul kui käivituste arvu asemel valitakse KOGU TÖÖAJA LIMIIT (TOTAL
RUNNING TIME LIMIT), tuleb ühendust võtta ESAB'i volitatud hooldustehnikuga.
MAINTENANCE
CONTACT TIP CHANGE INTERVAL 0 Welds
b WELD COUNT 0 Welds
TOTAL RUNNING TIME LIMIT 0d00:00:00
b TOTAL RUNNING TIME 0d00:00:00
QUIT
8.6 Võrguseaded
Peamenüü Konfiguratsiooni menüü Võrguseaded
See menüü võimaldab ühenduda kohaliku võrgu juhtimisvahendiga.
Juhtimisvahendi kohta täiendava informatsiooni saamiseks vt kasutusjuhendist
WELDPOINT (KEEVITUSPUNKT). Juhendi saab alla laadida aadressilt
www.esab.com.
NETWORK SETTINGS
DHCP ON
IP ADDRESS 172.20.125.74
SUBNET MASK 0.0.0.0.
DEFAULT GATEWAY 0.0.0.0.
HOSTNAME ESAB_W82
QUIT
bi24d1ma
- 49 -
© ESAB AB 2009

EE
8.6.1 Süsteemi ülevaade
1 Keevituse vooluallikas 4 Juhtimisvahend, keevituspunkt
2 Traadi etteandeseade /
Automaatkeevitusseade
3 Keevitusandmete kogum, PEK 6 USB-mälu
5 Võrguühendus
bi24d1ma
- 50 -
© ESAB AB 2009

EE
9 TÖÖRIISTAD
Peamenüü Tööriistad
See menüü sisaldab järgmisi alamenüüsid:
S Vealogi, vt peatükk 9.1
S Eksport/import, vt peatükk 9.2
S Failihaldur, vt peatükk 9.3
S Seadistuste piirangute redigeerimine, vt peatükk 9.4
S Mõõtmete piirangute redigeerimine, vt peatükk 9.5
S Tootmisstatistika, vt peatükk 9.6
S Kvaliteedi funktsioonid, vt peatükk 9.7
S Kalender, vt peatükk 9.8
S Kasutaja kontod, vt peatükk 9.9
S Seadme informatsioon, vt peatükk 9.10
9.1 Vealogi
Peamenüü Tööriistad Vealogi
Veakoodidega näidatakse, et keevitusprotsessis on tekkinud viga. Kuvatakse
ekraanil popup menüü kaudu ja hüüumärk ilmub ekraani ülemisse
parempoolsesse nurka.
NB! kaob ekraanilt niipea kui lähete vealogi menüüsse.
Kõik keevitusseadmete kasutamise ajal tekkinud vead dokumenteeritakse vealogis
veateatena. Salvestada saab kuni 99 veateadet. Juhul kui vealogi saab täis, st kui
salvestatud on 99 veateadet, kustutatakse vanim sõnum järgmise vea tekkimisel
automaatselt.
Vealogi menüüst saab lugeda järgmist informatsiooni:
S Veanumber
S Vea tekkimise kuupäev
S Vea tekkimise aeg
S Seade, kus viga on tekkinud
S Vea haldamise kood
bi24d1ma
- 51 -
© ESAB AB 2009

EE
ERROR LOG
Index Date Time Unit Error
1 081120 11:24:13 8 19
2 081120 10:24:18 8 18
3 081121 13:24:18 8 17
Error in battery-driven memory
DELETE
ALL
QUIT
9.1.1 Seadmed
2 = Vooluallikas
6 = Traadi etteanne ja kulgliikumine (mootorikilp)
8 = Juhtpaneel
9.1.2 Veakoodide kirjeldus
Veakoodid, mida kasutaja ise saab parandada, on näidatud allpool. Muu koodi
ilmnemisel käivitage masin uuesti ja vea püsimisel võtke ühendust
hooldustehnikuga.
VeakoodKirjeldus
6 Kõrge temperatuur
Vooluallikas on ülekuumenenud ja keevitamine katkestatakse. Keevitamine on taas
lubatud kui temperatuur langeb allapoole maksimaalse temperatuuri väärtust.
Tegevus: kontrollige, et jahutavate õhuvoolude sisse- ja väljalaskeavad ei oleks
tõkestatud ega tolmust ummistunud. Selleks, et veenduda, ega seadet ei ole üle
koormatud, kontrollige kas koormatavust kasutatakse.
Vea püsimisel kutsuge hooldustehnik.
7 Madal keevitusvool
Keevituskaar on suletud liiga madala keevitusvoolu tõttu keevitusprotsessi ajal.
Tegevus: Lähtestatakse järgmisel keevituse alustamisel. Vea püsimisel kutsuge
hooldustehnik.
8 Madal akupinge
Akupinge on liiga madal. Kui akut ei vahetata, kaotatakse kõik salvestatud andmed.
Viga ei lülita ühtegi funktsiooni välja.
Tegevus: aku välja vahetamiseks kutsuge hooldustehnik.
11 Kiiruse viga mootoris, (traadi etteanne, liikumismootor)
Mootor ei suuda oma kiirust hoida. Keevitamine peatatakse.
Tegevus: kontrollige, et traadi etteanne poleks kinni kiilunud ega jookseks liiga kiiresti.
Vea püsimisel kutsuge hooldustehnik.
bi24d1ma
- 52 -
© ESAB AB 2009

EE
VeakoodKirjeldus
12 Sisemine teabeedastuse häire (hoiatus)
Süsteemi CAN elektrivõrgu sõlme koormus on ajutiselt liiga kõrge.
Vooluallikas võib olla kaotanud ühenduse juhtseadmega.
Tegevus: kontrollige, et kogu varustus oleks korralikult ühendatud. Vea püsimisel kutsuge
hooldustehnik.
14 Teabeedastuse viga
Süsteemi CAN elektrivõrgu sõlm on ajutiselt lakanud töötamast liiga kõrge koormuse tõttu.
Keevitusprotsess peatub.
Tegevus: kontrollige, et kogu varustus oleks korralikult ühendatud. seadme
lähtestamiseks lülitada toitevõrk välja. Vea püsimisel kutsuge hooldustehnik.
17 Ühendus seadmega kadunud
Ühendus seadmega kadunud.
Tegevus: kontrollige juhtseadme ja vooluallika vahelist kaabeldust ja konnektorit. Vea
püsimisel kutsuge hooldustehnik.
32 Gaasivool puudub
Käivitamine on takistatud.
Tegevus: kontrollige gaasiklappi, voolikuid ja konnektoreid.
43 Kõrge keevitusvool
Vooluallikas on keevitusprotsessi välja lülitanud, kuna vool on ületanud vooluallika
maksimaalse voolu väärtuse.
Tegevus: Lähtestatakse järgmisel keevituse alustamisel. Vea püsimisel kutsuge
hooldustehnik.
44 Keevitusvoolu paus
Keevitusprotsess on peatunud, kuna see pole 10 sekundi jooksul edasi liikunud.
Tegevus: Lähtestatakse järgmisel keevituse alustamisel. Vea püsimisel kutsuge
hooldustehnik.
9.2 Eksport/import
Peamenüü Tööriistad Eksport / import
Eksport/import menüüs saab juhtpaneelilt ja juhtpaneelile USB mälu kaudu
informatsiooni edastada.
Edastada saab järgmist informatsiooni:
S Keevitusandmete komplektid Eksport/import
S Süsteemi seadistus Eksport/import
S Seadistuste piirangud Eksport/import
S Mõõtmete piirangud Eksport/import
S Vealogi Eksport
S Kvaliteedi funktsioonilogi Eksport
S Tootmisstatistika Eksport
USB mälusse salvestamiseks toimige järgnevalt:
Sisestage USB mälu juhtseadmesse.
bi24d1ma
- 53 -
© ESAB AB 2009

EE
Valige edastatava
informatsiooniga rida.
Vajutage EKSPORT
(EXPORT) või IMPORT
(IMPORT) olenevalt
sellest kas soovite
informatsiooni
importida või
eksportida.
EXPORT/IMPORT
WELD DATA SETS
SYSTEM SETTINGS
SETTING LIMITS
MEASURE LIMITS
ERROR LOG
QUALITY FUNCTION LOG
PRODUCTION STATISTICS
EXPORT IMPORT
QUIT
9.3 Failihaldur
Peamenüü Tööriistad Failihaldur
Failihalduris saab hallata USB mälus (C:\) olevat informatsiooni. Tänu failihaldurile
on võimalik keevitusandmeid ja kvaliteediandmeid käsitsi kustutada ja kopeerida.
USB mälu ühendamise korral kuvatakse ekraanil mälu vaikimisi kaust juhul kui
eelnevalt pole ühte valitud.
Juhtpaneel mäletab, kus te viimati failihaldurit kasutades olite ja seega naasete
tagasi pöördudes samasse kohta failistruktuuris.
FILE MANAGER
..
NEW FOLDER
QData.xml
INFO UPDATE
ALT. QUIT
S Tuvastamaks palju salvestusruumi mällu jääb, kasutage INFO (INFO)
funktsiooni.
S Informatsiooni uuendamiseks vajutage UUENDA (UPDATE).
S Juhul kui soovite kustutada, nime muuta, uut kausta luua, kopeerida või
kleepida, vajutage ALT. Seejärel ilmub nimekiri, mille hulgast saate valida. Juhul
kui valitakse (..) või kaust, saate luua üksnes uue kausta või kleepida faili, mille
olete eelnevalt kopeerinud. Juhul kui olete valinud faili, lisatakse valikud NIMETA
ÜMBER (RENAME), KOPEERI (COPY) või KLEEBI (PASTE) juhul kui olete
eelnevalt faili kopeerinud.
bi24d1ma
- 54 -
© ESAB AB 2009

EE
Valige kaust või fail ja
FILE MANAGER
vajutage ALT.
..
WeldData
NEW FOLDER
ErrorLog.xml
QData.xml
XWeldoffice.dat
INFO UPDATE
See nimekiri kuvatakse siis, kui olete vajutanud ALT.
(ALT.).
COPY
PASTE
DELETE
RENAME
NEW FOLDER
ALT. QUIT
9.3.1 Kustuta fail/kaust
Valige fail või kaust, mida soovite kustutada ja vajutage ALT. (ALT.).
Valige KUSTUTA (DELETE) ja vajutage ENTER.
DELETE
RENAME
NEW FOLDER
Fail/kaust eemaldatakse. Kausta kustutamiseks peab see tühi olema, st kustutage
kõigepealt kaustas olevad failid.
9.3.2 Nimeta fail/kaust ümber
Valige fail või kaust, mida soovite ümber nimetada ja vajutage ALT. (ALT.).
Valige NIMETA ÜMBER (RENAME) ja vajutage
ENTER.
DELETE
RENAME
NEW FOLDER
Ekraanile ilmub klaviatuur. Rea vahetamiseks kasutage asetusnuppu ja nooli
vasakule ja paremale liikumiseks. Valige kasutatav märk/funktsioon ja vajutage
ENTER.
9.3.3 Loo uus kaust
Valige, kus uus kaust peab asuma ja vajutage ALT. (ALT.).
Valige UUS KAUST (NEW FOLDER) ja vajutage
ENTER.
DELETE
RENAME
NEW FOLDER
Ekraanile ilmub klaviatuur. Rea vahetamiseks kasutage asetusnuppu ja nooli
vasakule ja paremale liikumiseks. Valige kasutatav märk/funktsioon ja vajutage
ENTER.
bi24d1ma
- 55 -
© ESAB AB 2009

EE
9.3.4 Kopeeri ja kleebi faile
Valige kopeeritav fail ja vajutage ALT. (ALT.).
Valige KOPEERI (COPY) ja vajutage ENTER.
COPY
PASTE
DELETE
RENAME
NEW FOLDER
Viige kursor kausta, kus kopeeritav fail peaks asuma ja vajutage ALT. (ALT.).
Valige KLEEBI (PASTE) ja vajutage ENTER.
COPY
PASTE
DELETE
RENAME
NEW FOLDER
Koopia salvestatakse nimega koopia (Copy) pluss algne nimi, nt Copy of
WeldData.awd.
9.4 Redigeeri seadistuste piiranguid
Peamenüü Tööriistad Redigeeri seadistuste piiranguid
Selles menüüs saate seadistada enda max ja min väärtused erinevatele
keevitusmeetoditele. Piirangud ei saa olla allpool või ülevalpool väärtusi, mille jaoks
vooluallikas on mõõdistatud. Olemas on 50 salvestuskohta. Valige tühja
salvestuskoha rida ja vajutage ENTER. Valige protsess, vajutades ENTER ja valige
asetusnuppu kasutades keevitusprotsess ning vajutage ENTER.
Kõikidele protsessidele saab valida kaare pinge, traadi etteande kiiruse,
keevituskiiruse ja keevitusvoolu maksimum- ja miinimumväärtused.
EDIT LIMITS
PROCESS SAW
VOLTAGE MIN 17.0
VOLTAGE MAX 47.0
WIRE SPEED MIN 50
WIRE SPEED MAX 970
TRAVEL SPEED MIN 100
TRAVEL SPEED MAX 2400
CURRENT MIN 70
CURRENT MAX 1500
bi24d1ma
STORE
DELETE QUIT
- 56 -
© ESAB AB 2009

EE
Kui väärtused on reguleeritud, vajutage SALVESTA (STORE). Kui teilt küsitakse, kas
piirangu väärtus salvestatakse valitud salvestuskohta, vajutage EI (NO) või JAH
(YES). Salvestuskoha väärtusi saab näha ekraanil allosas joone all.
AUTO (AUTO) funktsiooniklahviga seadistatakse parameetrid automaatselt vastavalt
viimati kasutatud parameetritele.
Kui teilt küsitakse, kas soovite seadistuspiiranguid automaatselt salvestada, vajutage
EI (NO) või JAH (YES) ja seejärel SALVESTA (STORE), juhul kui soovite seadistusi
salvestada.
9.5 Mõõtmete piirangud
Peamenüü Tööriistad Mõõtmete piirangud
Selles menüüs saate seadistada oma mõõtmete väärtused erinevatele
keevitusmeetoditele. Olemas on 50 salvestuskohta. Valige tühja salvestuskoha rida
ja vajutage ENTER. Valige protsess, vajutades ENTER ja valige asetusnuppu
kasutades keevitusprotsess ning vajutage ENTER.
Valida saab järgmisi väärtusi:
S keevituskaare pinge: min, max
S traadi etteande kiirus: min, max
S keevitusvool: min, max
S keevituskiirus: min, max
S energia pikkusühiku kohta: min, max
Seadistage seadistusnuppe kasutades soovitud väärtus ja vajutage SALVESTA
(STORE).
Dialoogikastis küsitakse teilt, kas soovite valitud salvestuskohta salvestada.
Väärtuse salvestamiseks vajutage JAH (YES). Salvestuskoha väärtusi näete ekraani
allosas joone all.
bi24d1ma
- 57 -
© ESAB AB 2009

EE
MEASURE LIMITS
1 - SAW
2 - GMAW
3 4 5 6 7 -
0.0 - 46.9 Volt , 0 - 2495 cm/min
3 - 994 cm/min , 3 - 990 Amp
5 - 500 kJ/min
QUIT
AUTO (AUTO) funktsiooniklahviga seadistatakse parameetrid automaatselt vastavalt
viimati kasutatud mõõtmete väärtustele.
Kui teilt küsitakse, kas mõõtmete väärtusi automaatselt seadistada, vajutage EI (NO)
või JAH (YES) ja seejärel SALVESTA (STORE) juhul kui soovite seadistusi
salvestada.
9.6 Tootmisstatistika
Peamenüü Tööriistad Tootmisstatistika
Tootmisstatistika peab arvestust seoses kogu keevituskaare aja, materjali koguhulga
ja keevituste arvuga alates viimasest lähtestamisest. Samuti salvestatakse viimasel
keevitamisel kasutatud keevituskaare aeg ja materjali hulk. Teabe eesmärgil
kuvatakse ka arvutatud sulatatud traadimaterjal pikkusühiku kohta ja millal toimus
viimane lähtestamine.
PRODUCTION STATISTICS
LAST WELD TOTAL
ARCTIME 0s 0s
CONSUMED WIRE 0g 0g
BASED ON 1g/m
NUMBER OF WELDS 0
LAST RESET 081114 08:38:03
RESET UPDATE
QUIT
LÄHTESTA (RESET) vajutamisel lähtestatakse kõik loendurid. Kuupäev ja aeg
näitavad kõige viimast lähtestamist.
bi24d1ma
- 58 -
© ESAB AB 2009
EE
Juhul kui te loendureid ei lähtesta, lähtestatakse need kõik automaatselt kui üks
neist on jõudnud oma maksimumväärtuseni.
Loendurite maksimumväärtused
Aeg 999 tundi, 59 minutit, 59 sekundit
Kaal 13 350 000 grammi
Kogus 65 535
9.7 Kvaliteedi funktsioonid
Peamenüü Tööriistad Kvaliteedi funktsioonid
Kvaliteedi funktsioonid jälgivad üksikute keevituste erinevaid huvitavaid
keevitusandmeid.
Need funktsioonid on:
S Keevituse käivitusaeg;
S Keevituse kestus;
S Maksimum-, miinimum- ja keskmine vool keevituse ajal;
S Maksimum-, miinimum ja keskmine pinge keevituse ajal.
S Maksimaalne, minimaalne ja keskmine energia ühiku pikkuse kohta keevituse
ajal.
Keevituste arv alates viimasest lähtestamisest kuvatakse ekraani allpool oleval real.
Informatsiooni saab salvestada maksimaalselt 100 keevituse kohta. Rohkem kui 100
keevituse puhul kirjutatakse esimene üle.
Kõige viimati salvestatud keevitus kuvatakse ekraanil, ehkki sirvida saab ka teiste
salvestatud keevituste vahel. Kõik logid kustutatakse kui vajutate LÄHTESTA
(RESET).
QUALITY FUNCTIONS
#WELD: 1 / 4
START 20090107 15:59:14
WELD TIME 00:00:20 WELD DATA:
HEAT INPUT: 3.12 kJ/mm
MAX MIN AVE.
I (Amp) 293.00 243.00 289.00
U (V) 41.50 16.20 39.40
Q (kJ/min) 7.00 0.00 2.00
NUMBER OF WELDS SINCE RESET: 4
RESET UPDATE
QUIT
bi24d1ma
- 59 -
© ESAB AB 2009

EE
9.7.1 Kvaliteediandmete salvestamine
Peamenüü Tööriistad Eksport/import
Juhtpaneelis toodetud failid säilitatakse xml failidena. USB mälu peab olema
formaaditud FAT32-na, et see töötaks.
Sisestage USB mälu juhtpaneeli, vt peatükk 9.3 ĘFailihaldur".
Valige
KVALITEEDIFUNKTSI
OONI LOGI (QUALITY
FUNCTION LOG),
vajutage EKSPORT
(EXPORT).
EXPORT/IMPORT
WELD DATA SETS
SYSTEM SETTINGS
SETTING LIMITS
MEASURE LIMITS
ERROR LOG
QUALITY FUNCTION LOG
PRODUCTION STATISTICS
EXPORT
QUIT
Kogu kvaliteediandmete komplekt (informatsioon 100 viimase keevituse kohta), mis
on salvestatud juhtpaneeli, on nüüd salvestatud USB mällu.
Fail asub kaustas nimega QData. QData luuakse USB mälu sisestamisel
automaatselt.
9.8 Kalender
Peamenüü ! Tööriistad ! Kalender
Siin seadistatakse kuupäev ja aeg.
Valige seadistatav rida:
aasta, kuu, päev, tund,
minutid ja sekundid.
Seadistage ühte
seadistusnuppu
kasutades õige väärtus.
Vajutage SEADISTA
(SET).
DATE & TIME
YEAR 2008
MONTH NOV
DAY 21
HOUR 10
MINUTES 45
SECONDS 55
20100115 10:48:59
SET QUIT
bi24d1ma
- 60 -
© ESAB AB 2009

EE
9.9 Kasutaja kontod
Peamenüü ! Tööriistad ! Kasutaja kontod
Sageli on eriti kvaliteedi vaatenurgast oluline, et toodet ei saaks volitamata
osapooled kasutada.
Selles menüüs registreeritakse kasutaja nimi, konto tase ja salasõna.
Valige KASUTAJA NIMI
USER ACCOUNTS
(USER NAME) ja
vajutage ENTER.
Minge allapoole tühjale
reale ja vajutage
ENTER. Sisestage
USER NAME ADMINISTRATOR
b ACCOUNT LEVEL ADMIN
b PASSWORD
USER ACCOUNTS OFF
klaviatuuril
asetusnuppu ja nooli
kasutades uus kasutaja
nimi ja ENTER.
STORE DELETE
QUIT
Ruumi on 16-le kasutaja kontole. Kvaliteediandmete failidest on näha, milline
kasutaja on teinud teatud keevituse.
ACCOUNT LEVEL-i alt (KASUTAJAKONTO TASE) valige järgmiste seast:
S Administraator
piiramatu ligipääs (saab lisada uusi kasutajaid)
S Vanemkasutaja
ligipääs kõigele, v.a:
S masina konfiguratsioon
S kasutajakontod
S võrguseaded
S Tavakasutaja
ligipääs järgmistele funktsioonidele:
S Konfiguratsiooni menüüs:
S hooldus
S Tööriistade menüüs:
S seadme informatsioon
S Seadete menüüs:
S pinge
S vool / traadi etteanne
S liikumiskiirus
S keevitussuund
SALASÕNA (PASSWORD) reale sisestage klaviatuuri abil salasõna. Kui vooluallikas
sisse lülitatakse ja juhtpaneel aktiveeritakse, palutakse teil ekraanil oma salasõna
sisestada.
Juhul kui te seda funktsiooni ei soovi, vaid selle asemel tahate, et vooluallikas ja
juhtpaneel oleks kõigi kasutajate jaoks lukus, valige KASUTAJA KONTOD VÄLJAS
(USER ACCOUNTS OFF).
bi24d1ma
- 61 -
© ESAB AB 2009

EE
9.10 Seadme informatsioon
Peamenüü ! Tööriistad ! Seadme informatsioon
Selles menüüs näete järgmist informatsiooni:
S Masina ID
S Sõlme ID
2 = vooluallikas
6 = traadi etteanne ja kulgliikumine (mootorikilp)
8 = juhtpaneel
S Tarkvara versioon
UNIT INFORMATION
Machine ID Node ID Software Version
44 8 1.00A
23 2 2.00A
5 6 1.18A
SETTING WELD DATA UNIT
QUIT
bi24d1ma
- 62 -
© ESAB AB 2009

PEK Control panel
Menuud
NO TAG63
SAW
PROCESS SAW
METHOD DC
REGULATION TYPE CA
WIRE TYPE FE SOLID
WIRE DIMENSION 0.8 MM
CONFIGURATION "
TOOLS"
SET MEASURE MEMORY
SAW
FAST
MODE
SET
Voltage
Welding current1) (CA)
Wire feed speed1) (CW)
Constant current1) (CC)
Ice wire feed speed
Ice wire start delay
Travel speed
1)
(CW)
1)
1)
(CW)
Direction
AC frequency
AC balance
AC offset
Start data
2)
- flux pre-flow
- start type
- wire creep start
- wire creep start speed
- start phases
- OCV
- max OCV
Stop data
2)
- flux post-flow
- crater filling
- crater filling time
- burnback time
- stop phases
Regulation parameters
- dynamics
- inductance
Setting limits
Measure limits
1) The setting range is dependent on the product used.
2) The menu shows the settings that belong to the selected regulation type.
- 63 -
bi24menu2
Edition 111222

PEK Control panel
GMAW
PROCESS GMAW
REGULATION TYPE CA
WIRE TYPE FE SOLID
WIRE DIMENTION 0.8 MM
CONFIGURATION "
TOOLS"
SET MEASURE MEMORY
SET
Arc voltage*
Welding current* (CA)
Wire feed speed* (CW)
Travel speed*
Direction
Start data
- gas pre-flow
- start type
- wire creep start
- wire creep start speed
- start phases
- OCV
- max OCV
Stop data
- gas post-flow
- crater filling
- crater filling time
- burnback time
- stop phases
Dynamic regulation
Setting limits
Measure limits
GMAW
FAST
MODE
* The setting range is dependent on the product used.
bi24menu2
- 64 Edition 111222

PEK Control panel
GOUGING
PROCESS GOUGING
REGULATION TYPE CA
ELECTRODE DIMENSION 8.0 MM
CONFIGURATION "
TOOLS"
SET MEASURE MEMORY
SET
Arc voltage*
Welding current* (CA)
Wire feed speed* (CW)
Travel speed*
Direction
Start data
- air pre-flow
- start type
- wire creep start
- wire creep start speed
- start phases
- OCV
- max OCV
Stop data
- air post-flow
- crater filling
- crater filling time
- burnback time
- stop phases
Dynamic regulation
Setting limits
Measure limits
GOUGING
FAST
MODE
* The setting range is dependent on the product used.
bi24menu2
- 65 Edition 111222

PEK Control panel
CONFIGURATION
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION
MACHINE CONFIGURATION
MAINTENANCE
CONFIGURATION
Configuration
QUIT
Language
Code lock
General configuration
- fast mode soft buttons
- quality data log to file
- soft keys setup
- auto save mode
- unit of length
Machine configuration
- product code
- wire feed axis
- ice wire feed axis
- travel axis
- parallel power sources
- ice wire feed
- node ID settings
Maintenance
- contact tip change interval
- total running time limit
bi24menu2
- 66 Edition 111222

PEK Control panel
TOOLS
ERROR LOG
EXPORT / IMPORT
QUALITY FUNCTIONS"
CALENDAR"
USER ACCOUNTS"
UNIT INFORMATION"
Tools
Error log
Export/import
-weld data sets
-system settings
-setting limits
-measure limits
-error log
-quality function log
-production statistics
Quality functions
Calendar
User accounts
Unit information
TOOLS
"
QUIT
bi24menu2
- 67 Edition 111222
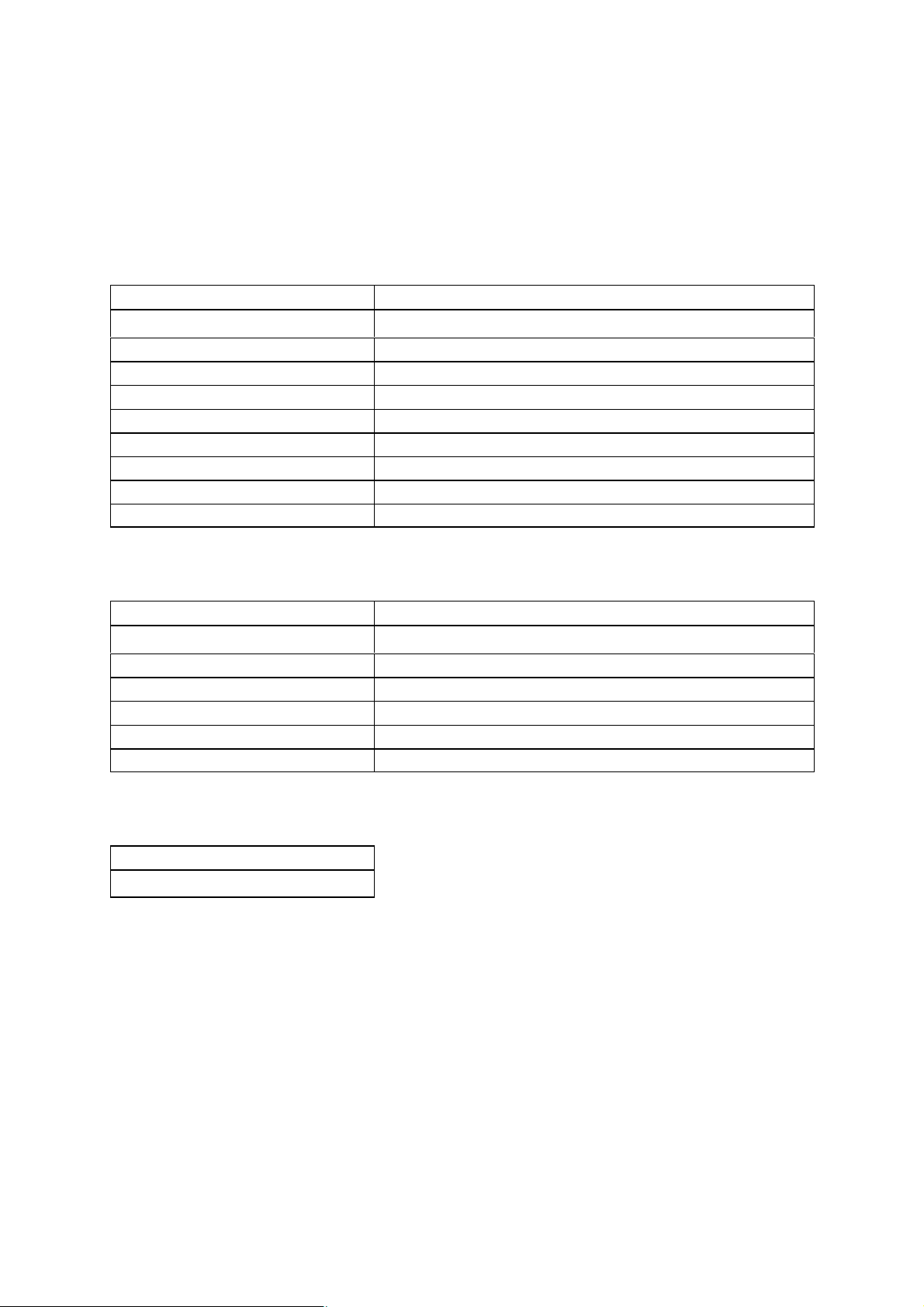
Traadi mõõtmed
Submerged arc welding with constant ampere (SAW CA)
Wire type
Fe Solid 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
Fe Solid Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x4.0 2x5.0
Fe Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0
Fe Flux Cored Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x4.0
SS Solid 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
SS Solid Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x3.2 2x4.0
SS Strip 30 x 0.5 60 x 0.5 90 x 0.5
SS Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
SS Flux Cored Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x3.2 2x4.0
Wire diameter (mm)
MIG/MAG welding with constant ampere (GMAW CA)
Wire type
Fe Solid 0.8 1.0 1.2 1.6 2.0 2.4
Fe Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
SS Solid 0.8 1.0 1.2 1.6 2.0 2.4
SS Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
Al Solid 0.8 1.0 1.2 1.6 2.0 2.4
Al Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
Wire diameter (mm)
Gouging with constant ampere (CA)
Electrode dimension (mm)
8.0 9.5 13.0
bi24wire
- 68 -
© ESAB AB 2009

PEK Control panel
Tellimisnumber
Ordering no. Denomination
0460 504 880 Control unit PEK
0460 949 170 Instruction manual SE
0460 949 171 Instruction manual DK
0460 949 172 Instruction manual NO
0460 949 173 Instruction manual FI
0460 949 174 Instruction manual GB
0460 949 175 Instruction manual DE
0460 949 176 Instruction manual FR
0460 949 177 Instruction manual NL
0460 949 178 Instruction manual ES
0460 949 179 Instruction manual IT
0460 949 180 Instruction manual PT
0460 949 181 Instruction manual GR
0460 949 182 Instruction manual PL
0460 949 183 Instruction manual HU
0460 949 184 Instruction manual CZ
0460 949 185 Instruction manual SK
0460 949 186 Instruction manual RU
0460 949 189 Instruction manual EE
0460 949 190 Instruction manual LV
0460 949 191 Instruction manual SI
0460 949 192 Instruction manual LT
0460 949 193 Instruction manual CN
Instruction manuals are available on the Internet at www.esab.com
- 69 -
bi24o
© ESAB AB 2009

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
www.esab.com
110915© ESAB AB
 Loading...
Loading...