


A2, A6 PEK Control Panel
Manualul de instrucţiuni
0460 949 474 RO 20210203
Valid for: From software version 5.00

CUPRINS
1
INTRODUCERE
1.1 Panou de comandă
1.1.1 Taste şi butoane ................................................................................... 6
1.2 Primul pas
1.2.1 Alegerea limbii...................................................................................... 7
1.2.2 Unităţi de măsură ................................................................................. 8
1.3 Afişaj
1.3.1 Simbolurile de pe afişaj ........................................................................ 10
1.4 Informaţii generale despre setări
1.4.1 Setarea valorilor numerice ................................................................... 10
1.4.2 Setare cu alternative oferite ................................................................. 10
1.5 IEŞIRE şi ENTER
2
MENIURI
2.1 Meniu principal
2.1.1 Meniul de configurare........................................................................... 12
2.1.2 Meniul Instrumente............................................................................... 13
2.1.3 Meniul de setare a datelor de sudură................................................... 13
......................................................................................................
...........................................................................................
.................................................................................
...............................................................................................
........................................................................................................
..........................................................
....................................................................................
.......................................................................................
5
5
7
9
10
11
12
12
2.1.4 Meniu de măsurare .............................................................................. 15
2.1.5 Meniu de memorie a date de sudură.................................................... 16
2.1.6 Meniul modului rapid ............................................................................ 16
3
SUDURĂ CU ARC SCUFUNDAT
3.1 Setări pentru sudura cu arc scufundat
4
SUDURĂ CU GAZ METAL-ARC
4.1 Setări pentru sudura cu gaz metal-arc
5
SUDURĂ ÎN BAIE DE ZGURĂ
5.1 Setări pentru sudura în baie de zgură
6
CRĂIŢUIRE
6.1 Setări pentru crăiţuire
7
EXPLICAREA FUNCŢIILOR
7.1 AC, amperaj constant
7.2 Alimentare constantă cu sârmă, CW
7.3 CC, curent constant
7.4 Dimensiune sârmă/electrod
7.5 Tensiune arc
7.6 Viteza de avans a sârmei
7.7 Viteza de alimentare cu sârmă ICE
7.8 Întârziere pornire sârmă ICE
7.9 Viteza de deplasare
7.10 Direcţia de sudură
7.11 Frecvenţă c.a.
..................................................................................................
............................................................................................
................................................................................
..................................................................................
.........................................................................................
................................................................
.................................................
.................................................................
.................................................
....................................................................
..................................................
............................................................................
.......................................................................
............................................................................
....................................................
...............................................................................
..................................................................
.......................................................................
.......................................................
.................................................................
18
18
20
20
22
22
24
25
26
26
26
26
26
26
26
26
27
27
27
27
0460 949 474 © ESAB AB 2021

CUPRINS
7.12 Echilibrare c.a.
7.13 Decalaj c.a.
7.14 Pre-flux (SAW)
7.15 Pre-flux de gaz (GMAW)
7.16 Reglare la pornire
7.17 Pre-flux de aer (Crăiţuire)
7.18 Tip de pornire
7.19 Începutul fluajului sârmei
7.20 Etapele de pornire
7.21 Tensiune max. în circuit deschis (OCV)
7.22 Post-flux (SAW)
7.23 Post-flux de gaz (GMAW)
7.24 Post-flux de aer (Crăiţuire)
7.25 Stingere treptată a arcului
7.26 Timp de stingere
7.27 Etapele de oprire
7.28 Reglare dinamică
7.29 Parametri de control
7.30 Limite de setare
7.31 Limite de măsurare
7.32 Unitate de control PEK pentru controlul separat al motorului
........................................................................................
..............................................................................................
.........................................................................................
.........................................................................
...................................................................................
......................................................................
..........................................................................................
......................................................................
..................................................................................
...............................................
.......................................................................................
.......................................................................
....................................................................
.....................................................................
.....................................................................................
....................................................................................
....................................................................................
..............................................................................
......................................................................................
................................................................................
...........
27
27
27
27
28
28
28
28
28
29
29
29
29
29
29
29
30
30
30
30
30
8
GESTIONAREA MEMORIEI
8.1 Metoda de funcţionare a panoului de comandă
8.2 Stocare
8.3 Re-apelare
8.4 Ştergere
8.5 Copiere
8.6 Nume
8.7 Editare
9
MENIU DE CONFIGURARE
9.1 Blocare cu cod
9.1.1 Stare cod de blocare ............................................................................ 40
9.1.2 Specificarea/editarea codului de blocare ............................................. 41
9.2 Configurare generală
9.2.1 Taste programabile pentru mod rapid................................................... 41
9.2.2 Înregistrare date de calitate în fişier ..................................................... 42
9.2.3 Configurare taste programabile............................................................ 42
9.2.4 Mod salvare automată.......................................................................... 44
9.3 Configurarea aparatului
....................................................................................................
...............................................................................................
...................................................................................................
....................................................................................................
........................................................................................................
.....................................................................................................
........................................................................
..................................
........................................................................
........................................................................................
.............................................................................
.........................................................................
34
34
34
35
36
37
38
38
40
40
41
44
9.3.1 Codul produsului .................................................................................. 45
9.3.2 Axă de alimentare cu sârmă................................................................. 46
9.3.3 Axă cu sârmă rece (ICE) ...................................................................... 47
0460 949 474 © ESAB AB 2021

CUPRINS
9.3.4 Axă de deplasare ................................................................................. 47
9.3.5 Axă externă .......................................................................................... 47
9.3.6 Tandem pentru sursele de alimentare cu energie electrică LAF şi TAF 48
9.3.7 Tandem pentru sursa de alimentare cu energie electrică Aristo® 1000 51
9.3.8 Surse de alimentare cu energie electrică paralele (se aplică doar
surselor de alimentare cu energie electrică Aristo® 1000)...................
9.3.9 Alimentare cu sârmă ICE ..................................................................... 54
9.3.10 Funcţie pas........................................................................................... 56
9.3.11 Sudură intermitentă .............................................................................. 57
9.3.12 Polaritate (se aplică numai sursei de alimentare cu energie electrică
Aristo® 1000) .......................................................................................
9.3.13 Setările ID-urilor pentru noduri (se aplică numai sursei de alimentare
cu energie electrică Aristo® 1000) .......................................................
9.3.14 Informaţii despre sistem (se aplică numai sursei de alimentare cu
energie electrică Aristo® 1000) ............................................................
9.4 Lungimi de cablu (se aplică numai surselor de alimentare cu
energie electrică LAF şi TAF)
9.5 Întreținere
................................................................................................
9.6 Factor de filtrare valori de măsurare
10
TOOLS
.........................................................................................................
10.1 Gestionarea evenimentelor
................................................................
....................................................
...................................................................
10.1.1 Jurnal de evenimente ........................................................................... 60
10.1.2 Erori active ........................................................................................... 61
53
57
57
58
58
58
59
60
60
10.1.3 ID-urile unităţii ...................................................................................... 61
10.1.4 Descrierea codurilor de gestionare a defecţiunilor ............................... 61
10.2 Export/Import
10.3 Manager de fişiere
..........................................................................................
..................................................................................
10.3.1 Ştergerea unui fişier/folder ................................................................... 66
10.3.2 Redenumirea unui fişier/folder ............................................................. 66
10.3.3 Crearea unui folder nou........................................................................ 66
10.3.4 Copierea şi lipirea fişierelor .................................................................. 67
10.4 Editor limită de setare
10.5 Editor limite de măsurare
10.6 Statistici de producţie
10.7 Funcţii de calitate
............................................................................
......................................................................
............................................................................
...................................................................................
10.7.1 Stocarea datelor de calitate.................................................................. 70
10.7.2 Import setări de sistem ......................................................................... 71
10.8 Calendar
10.9 Conturi de utilizator
10.10 Informații despre unitate
NUMERE DE CATALOG
..................................................................................................
................................................................................
........................................................................
......................................................................................
64
65
67
68
69
70
71
72
73
74
Sunt rezervate drepturile de a modifica specificațiile fără preaviz.
0460 949 474 © ESAB AB 2021

1 INTRODUCERE
1 INTRODUCERE
Pentru a beneficia cât mai mult posibil de echipamentul dvs. de sudură, vă recomandăm să
citiţi acest manual cu instrucţiuni.
Pentru informaţii generale despre funcţionare, consultaţi manualul de instrucţiuni pentru
unitatea de comandă, aparatul de sudură automat, coloana şi braţul sau surse de alimentare
cu energie electrică.
Textul prezentat pe afişaj este disponibil în următoarele limbi: Engleză, engleză americană,
suedeză, finlandeză, norvegiană, daneză, germană, franceză, italiană, olandeză, spaniolă,
portugheză, maghiară, poloneză, cehă, turcă, chineză, coreeană şi rusă.
Manualele de instrucţiuni în alte limbi se pot descărca de la adresa de internet:
www.esab.com
1.1 Panou de comandă
1. Meniu 10. Tensiune arc/Buton de setare
2. Buton de poziţionare, pentru cursorul
mobil
3. Introduceți 12. Mişcare de deplasare manuală
4. Lampă indicatoare, verde, se aprinde
atunci când funcţia este activă
5. Pornire sudură 14. Oprire de urgenţă
6. Oprire sudură 15. Alimentare manuală cu sârmă în sus
7. Viteză de deplasare/Buton de setare 16.Taste programabile
8. Mişcare de deplasare manuală 17. Afişaj
9. Alimentare manuală cu sârmă în jos
0460 949 474
11. Mişcare rapidă
13. Curent de sudură/Viteza de alimentare cu
sârmă/Buton de setare
- 5 -
© ESAB AB 2021
1 INTRODUCERE
1.1.1 Taste şi butoane
Meniu
Tasta Meniu vă duce întotdeauna înapoi la meniul principal în cadrul procesului
relevant.
Introduceți
Utilizaţi tasta ENTER pentru a confirma o selecţie.
Taste programabile
Cele cinci taste (S1 – S5) de sub afişaj au diferite funcţii. Acestea se numesc taste
programabile, adică pot avea diferite funcţii, conform meniului în care vă aflaţi. Se poate
vedea funcţia curentă pentru aceste taste în textul din rândul de jos al afişajului. Atunci când
funcţia este activă, acest lucru este indicat de câmpul a cărui culoare a casetei de text
devine albă.
Alimentare cu sârmă în sus
Tasta pentru inversarea sârmei fără tensiunea arcului, de exemplu, atunci când se
înlocuieşte bobina de sârmă. Sârma este avansată cât timp butonul este apăsat.
Alimentare cu sârmă în jos
Meniu
Tastă pentru alimentarea cu sârmă fără tensiunea arcului. Sârma este avansată
cât timp butonul este apăsat.
Mişcarea de deplasare
Tastă pentru mişcarea de deplasare în direcţia de sudură unde simbolul este
indicat pe echipamentul de sudură. Pentru a opri mişcarea de deplasare, apăsaţi
, sau .
LED-ul se aprinde în timpul mişcării de deplasare.
Pornire sudură
Tastă pentru pornirea sudurii.
Oprire sudură
Tastă pentru oprirea sudurii pentru toate mişcările de deplasare şi toate motoarele.
Buton de poziţionare
Butonul din partea dreaptă cel mai de sus este butonul de poziţionare utilizat pentru a
poziţiona cursorul.
Buton de setare
Cele trei butoane de setare sunt utilizate pentru a modifica valorile setate în panou.
0460 949 474
- 6 -
© ESAB AB 2021
1 INTRODUCERE
1.2 Primul pas
1.2.1 Alegerea limbii
Acest meniu apare la prima pornire:
SAW: CA
NICIUNA NICIUNA GAZ/FLUX NICIUNA A 2-A FUNCŢIE
Panoul de comandă este setat pe limba engleză la livrare. Pentru a vă selecta limba,
procedaţi după cum urmează:
Apăsaţi Meniu pentru a accesa meniul principal.
Poziţionaţi cursorul pe rândul CONFIGURARE cu ajutorul butonului de poziţionare.
SAW
PROCES
METHOD
REGULATION TYPE
TIP SÂRMĂ
Fe SOLID
DIMENSIUNE SÂRMĂ
CONFIGURARE►
INSTRUMENTE►
SET MĂSURARE MEMORIE MOD RAPID
Apăsaţi ENTER pentru a confirma selecţia.
Poziţionaţi cursorul pe rândul LIMBĂ. Apăsaţi ENTER pentru a deschide lista de limbi
disponibile pentru panoul de comandă.
SAW
DC
CA
3.0 mm
0460 949 474
- 7 -
© ESAB AB 2021

1 INTRODUCERE
CONFIGURARE
LIMBĂ
BLOCARE PRIN COD►
CONFIGURARE GENERALĂ►
CONFIGURARE APARAT►
LUNGIMI CABLU►
ÎNTREŢINERE►
FACTOR DE FILTRARE VALORI DE MĂSURARE
Poziţionaţi cursorul pe rândul limbii dvs. şi apăsaţi ENTER.
NORSK
POLSKI
PORTUGUES
SUOMI
SVENSKA
CHINESE
ENGLISH
ONE
QUIT
1.2.2 Unităţi de măsură
Panoul de comandă este setat la unitatea de măsură metrică la livrare. Pentru a modifica
unitatea de măsură, procedaţi după cum urmează:
Apăsaţi Meniu pentru a accesa meniul principal.
Poziţionaţi cursorul pe rândul CONFIGURARE cu ajutorul butonului de poziţionare.
SAW
PROCES
METHOD
REGULATION TYPE
TIP SÂRMĂ
DIMENSIUNE SÂRMĂ
CONFIGURARE►
INSTRUMENTE►
SET MĂSURARE MEMORIE MOD RAPID
Fe SOLID
3.0 mm
SAW
DC
CA
Apăsaţi ENTER pentru a confirma selecţia.
Poziţionaţi cursorul pe rândul CONFIGURARE GENERALĂ.
0460 949 474
- 8 -
© ESAB AB 2021

1 INTRODUCERE
CONFIGURARE
LIMBĂ
ENGLISH
BLOCARE PRIN COD
CONFIGURARE GENERALĂ►
CONFIGURARE APARAT►
LUNGIMI CABLU►
ÎNTREŢINERE►
FACTOR DE FILTRARE VALORI DE MĂSURARE
QUIT
Apăsaţi ENTER pentru a confirma selecţia.
Poziţionaţi cursorul pe rândul UNITATE DE LUNGIME. Apăsaţi ENTER pentru a deschide
lista cu măsurători disponibile în panoul de comandă.
CONFIGURARE GENERALĂ
BUTOANE PROGRAMABILE PENTRU MOD RAPID
ÎNREGISTRARE DATE DE CALITATE ÎN FIŞIER
CONFIGURARE TASTE PROGRAMABILE►
UNU
1
ON
MOD SALVARE AUTOMATĂ
UNIT OF LENGTH
QUIT
Poziţionaţi cursorul pe rândul corespunzător măsurătorii corecte şi apăsaţi ENTER.
METRIC
ŢOLI
1.3 Afişaj
SAW
PROCES
METHOD
REGULATION TYPE
TIP SÂRMĂ
DIMENSIUNE SÂRMĂ
OFF
METRIC
SAW
DC
CA
Fe SOLID
3.0 mm
CONFIGURARE►
INSTRUMENTE►
SET MĂSURARE MEMORIE MOD RAPID
Cursor
Cursorul panoului de comandă este prezentat ca un câmp negru în jurul textului, cu textul
selectat în culoare albă. Cursorul este afişat în manualul de instrucţiuni în text aldin
0460 949 474
- 9 -
© ESAB AB 2021

1 INTRODUCERE
Casete de text
În partea de jos a afişajului există cinci casete cu text care descriu funcţia curentă a celor
cinci taste programabile aflate sub afişaj.
1.3.1 Simbolurile de pe afişaj
A Setul de date de sudură
selectat
B Direcţia de sudură
C A survenit o defecţiune,
consultaţi secţiunea
„Gestionarea evenimentelor”.
D Numărul de poziţie re-apelată
din memorie
E Bară de defilare. În acest
meniu veţi regăsi mai multe
informaţii
Săgeţi
Dacă există mai multe informaţii în spatele unui rând, acest lucru este indicat de o săgeată
neagră după text.
SAW
PROCES
SAW
METHOD
REGULATION TYPE
TIP SÂRMĂ
DIMENSIUNE SÂRMĂ
Fe SOLID
0.8 mm
CONFIGURARE►
INSTRUMENTE►
SET MĂSURARE MEMORIE MOD RAPID
1.4 Informaţii generale despre setări
Există trei tipuri de setări:
• Setarea valorilor numerice
• Setare cu alternative oferite
• Setarea modului PORNIRE/OPRIRE
AC
CC
1.4.1 Setarea valorilor numerice
Butoanele de setare sunt utilizate pentru a creşte sau reduce valorile setate atunci când se
setează valorile numerice. În meniul cu măsurători se utilizează butoanele pentru curentul de
sudură/viteza de alimentare cu sârmă, tensiunea arcului sau viteza de deplasare.
1.4.2 Setare cu alternative oferite
Unele setări se fac prin selectarea unei opţiuni dintr-o listă. Acesta este un exemplu de listă:
0460 949 474
- 10 -
© ESAB AB 2021
1 INTRODUCERE
SAW
GMAW
CRĂIŢUIRE
Cursorul este poziţionat pe rândul pentru SAW. Dacă apăsaţi ENTER în această poziţie, se
selectează opţiunea SAW. Dacă doriţi să alegeţi o altă opţiune în schimb, poziţionaţi cursorul
pe rândul corect, defilând în sus sau în jos cu butonul de poziţionare. Apoi apăsaţi ENTER.
Dacă doriţi să ieşiţi din listă fără a face o selecţie, apăsaţi IEŞIRE.
1.5 IEŞIRE şi ENTER
Tasta programabilă din dreapta extremă este utilizată în principal pentru IEŞIRE, deşi,
ocazional, este utilizată pentru alte funcţii.
• IEŞIRE vă duce la meniul sau la imaginea anterioară.
• Dacă apăsaţi ENTER, executaţi o opţiune selectată dintr-un meniu sau o listă.
Tasta se numeşte ENTER în acest manual.
0460 949 474
- 11 -
© ESAB AB 2021
2 MENIURI
2 MENIURI
Panoul de comandă utilizează mai multe meniuri diferite:
• Main menu
• Meniul de configurare
• Meniul Instrumente
• Meniul de setare a
datelor de sudură
• Meniu de măsurare MĂSURARE
• Meniu de memorie a
date de sudură
• Meniul modului rapid MOD RAPID
În timpul pornirii, pentru scurt timp se afişează un ecran de pornire care conţine informaţii
despre versiunea curentă a programului.
SET
MEMORIE
Ecranul de pornire
2.1 Meniu principal
În MENIU PRINCIPAL, puteţi modifica procesul de sudură, metoda, tipul de sârmă, metoda
de comandă, dimensiunea sârmei etc.
Puteţi accesa alte sub-meniuri din acest meniu.
SAW
PROCES
METHOD
REGULATION TYPE
TIP SÂRMĂ
DIMENSIUNE SÂRMĂ
CONFIGURARE►
INSTRUMENTE►
SET MĂSURARE MEMORIE MOD RAPID
2.1.1 Meniul de configurare
MENIU PRINCIPAL » CONFIGURARE
SAW
Fe SOLID
3.0 mm
DC
CA
0460 949 474
- 12 -
© ESAB AB 2021

2 MENIURI
În meniul CONFIGURAREputeţi modifica limba, puteţi modifica parola, puteţi efectua o
configuraţie generală, puteţi regla aparatul etc. Meniul are aspecte diferite în funcţie de tipul
sursei de alimentare selectate la CONFIGURARE APARAT.
CONFIGURARE
LIMBĂ
ROMÂNĂ
BLOCARE PRIN COD►
CONFIGURARE GENERALĂ►
CONFIGURARE APARAT►
LUNGIMI CABLU►
ÎNTREŢINERE►
SETĂRI DE REŢEA
FACTOR DE FILTRARE VALORI DE MĂSURARE
ONE
QUIT
2.1.2 Meniul Instrumente
MENIU PRINCIPAL » INSTRUMENTE
În meniul INSTRUMENTE puteţi transfera fişierele, puteţi vizualiza calitatea şi statisticile de
producţie, jurnalele de evenimente etc.
INSTRUMENTE
GESTIONARE EVENIMENTE►
EXPORT/IMPORT►
MANAGER DE FIŞIERE►
EDITOR LIMITĂ DE SETARE►
EDITOR LIMITĂ DE MĂSURARE►
STATISTICI PRODUS►
FUNCŢII DE CALITATE►
CALENDAR►
CONTURI DE UTILIZATOR►
INFORMAŢII DESPRE UNITATE►
QUIT
2.1.3 Meniul de setare a datelor de sudură
MENIU PRINCIPAL » SETARE
În meniul de setare a datelor de sudură, SETARE, puteţi modifica parametrii de sudură
diferiţi. Meniul are diferite aspecte, în funcţie de care proces de sudură este selectat.
0460 949 474
- 13 -
© ESAB AB 2021
2 MENIURI
SETARE DATE SUDURĂ SUB STRAT DE FLUX
TENSIUNE
CURENT
VITEZĂ DE DEPLASARE
DIRECŢIE
DATE PORNIRE►
DATE OPRIRE►
PAR. REGLARE►
LIMITE DE SETARE►
LIMITE DE MĂSURARE►
POLARITATE
Un alt exemplu de meniu cu Aristo® 1000:
SETARE DATE SUDURĂ SUB STRAT DE FLUX
TENSIUNE
CURENT
20.5 V
395 A
0 cm/min
■
AUTO
DC+
QUIT
24.0 V
3200 A
VITEZĂ DE DEPLASARE
DIRECŢIE
FRECVENŢĂ C.A.
ECHILIBRARE C.A.
DECALAJ C.A.
DATE PORNIRE►
DATE OPRIRE►
PAR. REGLARE►
Exemplu de meniu cu sursă de alimentare cu energie electrică LAF/TAF
30 cm/min
■
50 HZ
50%
0 V
QUIT
0460 949 474
- 14 -
© ESAB AB 2021
2 MENIURI
SETARE DATE SUDURĂ SUB STRAT DE FLUX
TENSIUNE
CURENT
VITEZĂ DE DEPLASARE
30.0 A
500 A
30 cm/min
DIRECŢIE
DATE PORNIRE►
DC +
DATE OPRIRE►
PAR. REGLARE►
LIMITE DE SETARE►
LIMITE DE MĂSURARE►
POLARITATE
MĂSURARE QUIT
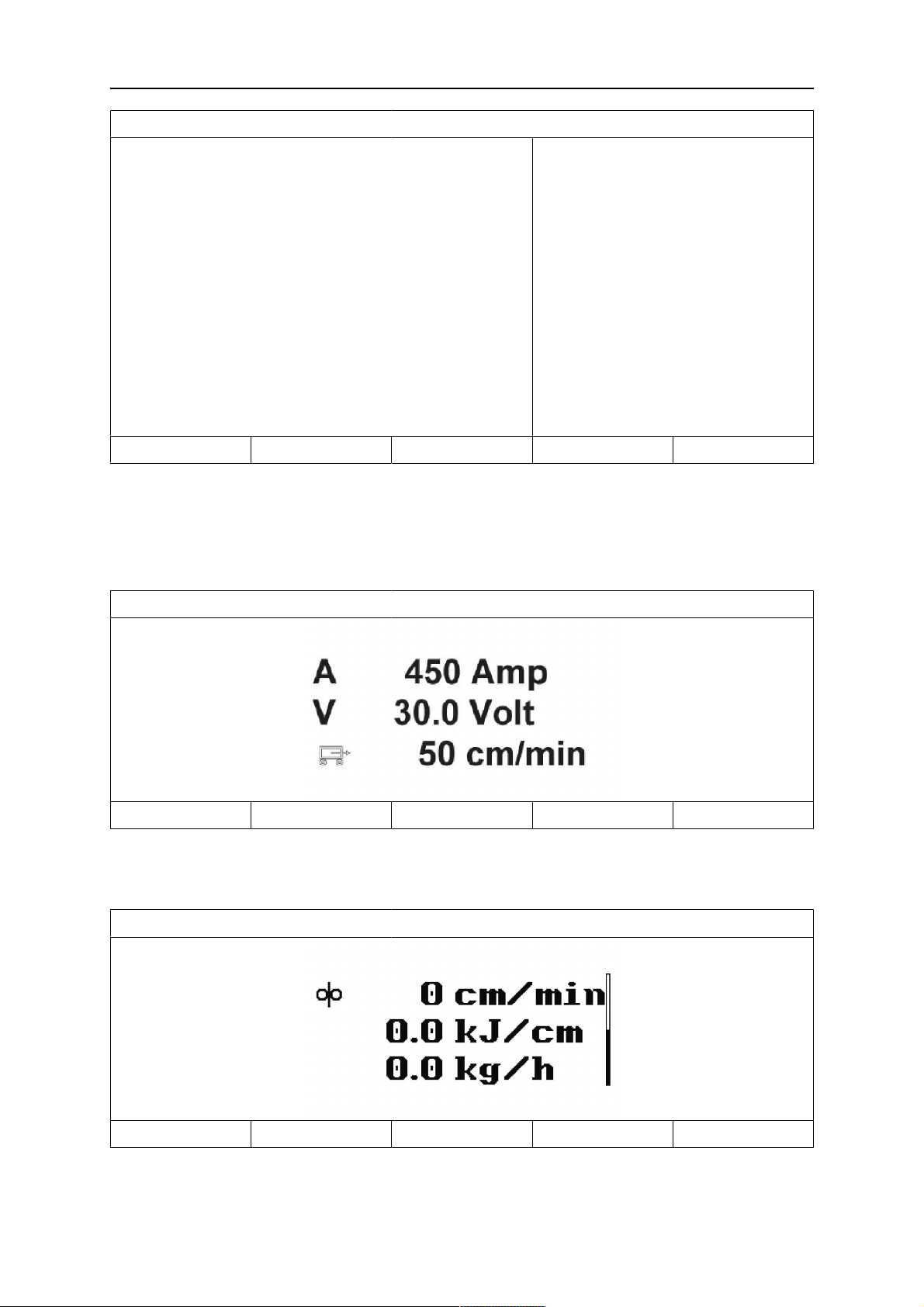
2.1.4 Meniu de măsurare
MENIU PRINCIPAL » MĂSURARE
În meniul MĂSURARE puteţi vizualiza valorile măsurate pentru diferiţi parametri de sudură în
timp ce sudura este în curs.
■
SAW: CA
IEŞIRE AXĂ DIR. PĂTRAT NICIUNA SETARE VALORI A 2-A FUNCŢIE
• 450 Amp – Curent de sudură măsurat
• 30,0 volţi – Tensiunea arcului măsurată
• 50 cm/min – Viteza de deplasare măsurată
SAW: CA
NICIUNA NICIUNA ICE WF NICIUNA A 2-A FUNCŢIE
• cm/min – Viteza sârmei măsurată
• kJ/cm – Indică energia per lungime de unitate, care este obţinută cu ajutorul valorilor
selectate pentru curentul de sudură, tensiunea arcului şi viteza de deplasare
0460 949 474
- 15 -
© ESAB AB 2021
2 MENIURI
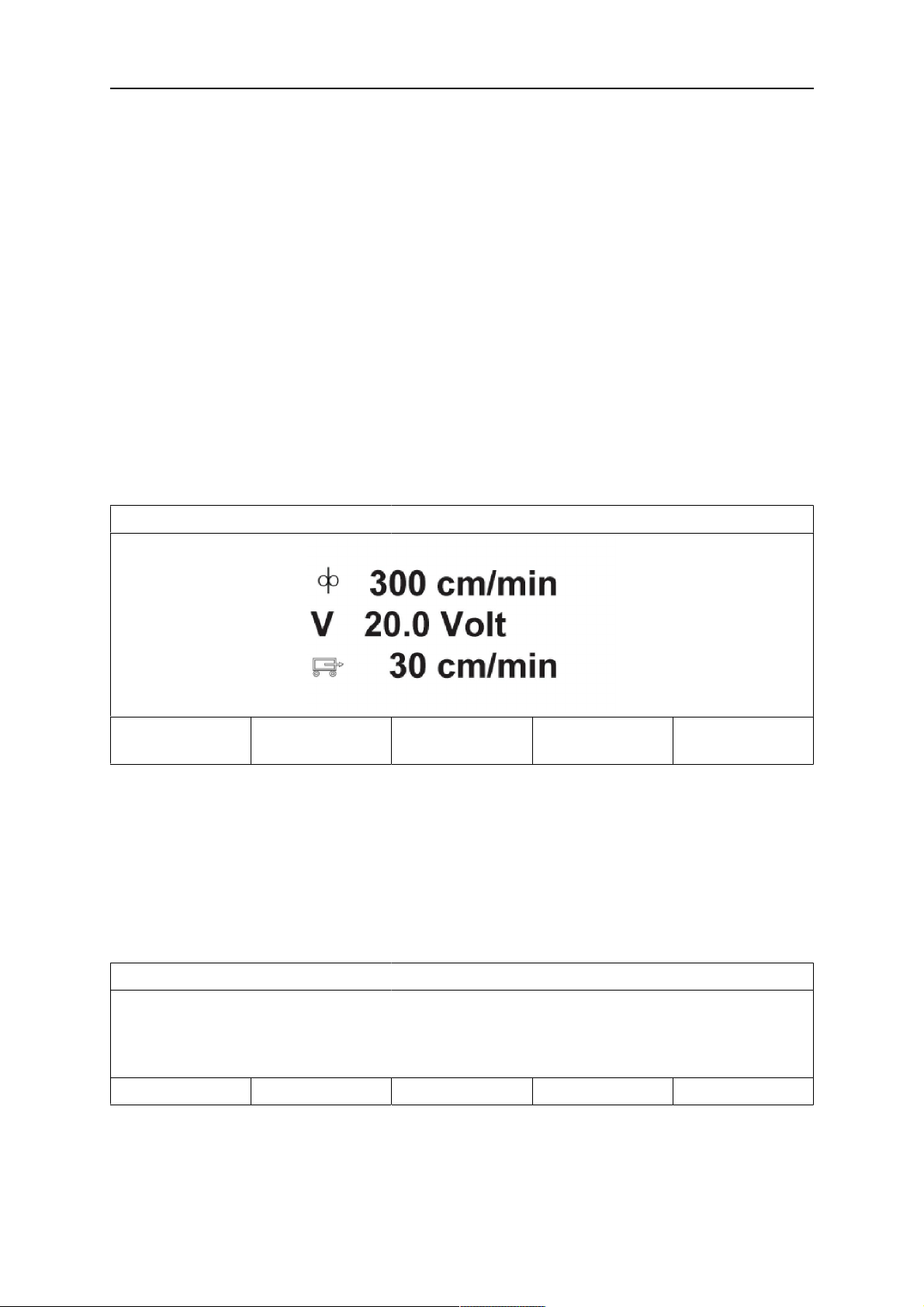
• cm/min – Viteza de alimentare cu sârmă ICE măsurată
• kg/h – Indică materialul folosit pe oră
Valorile măsurate rămân pe afişaj chiar şi după ce s-a finalizat sudura.
Puteţi trece la alte meniuri fără a pierde valorile de măsurare.
Butoanele rotative de setare pot fi utilizate pentru modificarea parametrilor de sudură pe
afişajul de măsurare.
Dacă valoarea setată este modificată atunci când sudura nu este în curs, valoarea de
măsurare este modificată la zero.
Pentru a activa alimentarea cu sârmă ICE, se activează o tastă programabilă ICE WF;
consultaţi secţiunea „Configurare taste programabile”. Când tasta este apăsată, viteza
sârmei ICE este modificată prin utilizarea butonului rotativ de setare stâng A. Dacă tasta
programabilă nu este apăsată, butonul rotativ de setare afectează curentul A.
Pe afişajul de măsurare se pot vedea şi valorile setate, dacă tasta programabilă SETARE
VALORI este activată. Dacă ambele taste programabile, ICE WF şi SETARE VALORI sunt
activate, setaţi viteza de alimentare pentru sârma rece de modificat. Pentru a activa,
consultaţi secţiunea „Configurare taste programabile”.
SAW: CW
NICIUNA DIR: PĂTRAT NICIUNA SETARE
A 2-A FUNCŢIE
VALORI
• 300 cm/min - Viteză de alimentare cu sârmă setată
• 20,0 volţi – Tensiunea arcului setată
• 30 cm/min – Viteza de deplasare setată
2.1.5 Meniu de memorie a date de sudură
MENIU PRINCIPAL » MEMORIE
În meniul MEMORIE DATE DE SUDURĂ puteţi stoca, reapela, şterge şi copia diferite date
de sudură setate. Seturile de date de sudură pot fi stocate în 255 poziţii de memorie diferite.
MEMORIE DATE SUDURĂ
1 (SAW)
7 (GMAW)
STOCARE A 2-A FUNCŢIE QUIT
Pentru informaţii suplimentare, consultaţi secţiunea „GESTIONAREA MEMORIEI”.
2.1.6 Meniul modului rapid
MENIUL PRINCIPAL » MOD RAPID
0460 949 474
- 16 -
© ESAB AB 2021

2 MENIURI
În meniul MOD RAPID puteţi asocia tastele programabile cu poziţiile de memorie pentru date
de sudură. Aceste setări sunt efectuate în meniul CONFIGURARE. Numărul poziției din
memorie selectată este afişat în colţul din dreapta sus.
16
DATE DE
SUDURĂ 1
DATE DE
SUDURĂ 2
DATE DE
SUDURĂ 3
DATE DE
SUDURĂ 4
A 2-A FUNCŢIE
Pentru mai multe informaţii, consultaţi secţiunea „Taste programabile pentru modul rapid”.
0460 949 474
- 17 -
© ESAB AB 2021

3 SUDURĂ CU ARC SCUFUNDAT
3 SUDURĂ CU ARC SCUFUNDAT
MENIU PRINCIPAL » PROCES
În timpul sudurii cu arc scufundat (SAW), un arc topeşte o sârmă care avansează continuu.
Baia de sudură este protejată de flux.
Aristo® 1000: Atunci când procesul SAW este selectat, alegeţi METODĂ cu butonul de
poziţionare şi apăsaţi ENTER. Alegeţi c.a. sau c.c..
SAW
PROCES
METHOD
REGULATION TYPE
TIP SÂRMĂ
DIMENSIUNE SÂRMĂ
SAW
AC
CC
Fe SOLID
0.8 mm
CONFIGURARE►
INSTRUMENTE►
SET MĂSURARE MEMORIE MOD RAPID
Aristo® 1000: Atunci când procesul SAW este selectat, puteţi alege una din trei metode de
comandă marcând TIP DE REGLARE cu ajutorul butonului de poziţionare şi apăsând
ENTER. Alegeţi între curentul de sudură constant cu AC, alimentarea constantă cu sârmă
CW sau curentul constant CC.
LAF/TAF: Atunci când procesul SAW este selectat, puteţi alege una din trei metode de
comandă marcând TIP DE REGLARE cu ajutorul butonului de poziţionare şi apăsând
ENTER. Alegeţi între curentul de sudură constant cu AC sau alimentarea constantă cu
sârmă CW.
Consultaţi explicaţiile din „AC, amperaj constant”, „CW, alimentare constantă cu sârmă” şi
„CC, curent continuu”.
Dacă s-a selectat alimentarea cu sârmă ICE, consultaţi "Alimentare cu sârmă ICE", pagina
54, se poate selecta numai tipul de reglare CW.
3.1 Setări pentru sudura cu arc scufundat
Setări Domeniu de
reglare
Tensiune arc
1)
Pentru Aristo® 1000 14 – 50 V 0,1 V (1 V) 30 V
Pentru LAF/TAF 8 - 60 V 0,1 V (1 V) 30 V
Curent de sudură1)(AC)
Viteză de alimentare cu sârmă
1)
(CW)
Curent continuu
1) 3)
(c.c.)
Viteză de alimentare cu sârmă
1)
ICE
Întârziere pornire sârmă ICE
0 - 3200 A 1 A 400 A
0 - 2500 cm/min 1 cm/min 100 cm/min
0 - 3200 A 1 A 500 A
0 - 200% 1% 100%
1)
0 - 99,0 s 0,1 s 2,5 s
În paşi de Valoare după
resetare
0460 949 474
- 18 -
© ESAB AB 2021
3 SUDURĂ CU ARC SCUFUNDAT
Setări Domeniu de
reglare
În paşi de Valoare după
resetare
Viteză de deplasare * 0 - 200 cm/min 1 cm/min 30 cm/min
Direcţia de sudură ▲-■ - ■
Frecvenţă c.a.
Echilibrare c.a.
Decalaj c.a.
3)
3)
3)
10 - 100 Hz 1 50 Hz
25 - 75% 1 50%
-300- + A/-10 +
1 A/0,1 V 0
10V
Date pornire
2)
Pre-flux 0 - 99,0 s 0,1 s 0 s
Reglare la pornire Min = 50% 1% 100%
Tip de pornire Direct sauScratch - Direct
Începutul fluajului sârmei Viteză automată
- Auto
sauViteză setată
Viteza de început a fluajului
0 - 1000 cm/min 1 cm/min 20 cm/min
sârmei
Etapele de pornire OPRIT
- OPRIT
sauPORNIT
Tensiune circuit deschis OPRIT
- OPRIT
sauPORNIT
Tensiune maximă circuit
5 - 60 V 0,1 V 50 V
deschis
Oprire date
2)
Post-flux 0 - 99,0 s 0,1 s 0 s
Stingere treptată a arcului OPRIT
- OPRIT
sauPORNIT
Timp de stingere treptată a
0 - 10 s 0,01 s 0,0 s
arcului
Timp de stingere 0 – 10 s 0,01 s 0,65 s
Etapele de oprire OPRIT
- OPRIT
sauPORNIT
Parametri de control
Dinamică Valori automate
- Auto
sauValori setate
Inductanță Valori automate
- Auto
sauValori setate
Limite de setare - - Limite de măsurare - - -
1)
Intervalul de setare depinde de produsul utilizat.
2)
Meniul afişează setările care sunt asociate tipului de reglare selectat.
3)
Aplicabil doar pentru sursele de alimentare Aristo®1000
0460 949 474
- 19 -
© ESAB AB 2021

4 SUDURĂ CU GAZ METAL-ARC
4 SUDURĂ CU GAZ METAL-ARC
Procesul este disponibil pentru anumite tipuri de maşini.
MENIU PRINCIPAL » PROCES
În timpul sudurii cu gaz metal-arc (GMAW), un arc topeşte o sârmă care avansează
continuu. Baia de sudură este protejată de gazul protector.
Atunci când procesul de sudură cu gaz metal-arc GMAW este selectat, puteţi alege între
două metode de comandă, marcând TIP REGLARE cu ajutorul butonului de poziţionare şi
apăsând ENTER. Alegeţi între amperajul constant AC sau alimentarea constantă cu sârmă
CW, consultaţi explicaţia în „AC, amperaj constant” şi „CW, alimentare constantă cu sârmă”.
GMAW
PROCES
REGULATION TYPE
TIP SÂRMĂ
DIMENSIUNE SÂRMĂ
CONFIGURARE►
INSTRUMENTE►
QUIT
CA
CW
4.1 Setări pentru sudura cu gaz metal-arc
Setări Domeniu de
reglare
Tensiune arc * 14 – 50 V 0,1 V (1 V) 30 V
Curent de sudură *(AC) 0 - 3200 A 1 A 500 A
Viteză de alimentare cu sârmă
0 - 2500 cm/min 1 cm/min 100 cm/min
*(CW)
În paşi de Valoare după
resetare
GMAW
CA
Fe SOLID
0.8 mm
Viteză de deplasare * 0 - 200 cm/min 1 cm/min 30 cm/min
Direcţia de sudură ▲-■ - ■
Date pornire
2)
Pre-flux de gaz 0 - 99,0 s 0,1 s 0,2 s
Reglare la pornire Min = 50% 1% 100%
Tip de pornire Direct sauScratch - Direct
Începutul fluajului sârmei Viteză automată
- Auto
sauViteză setată
Viteza de început a fluajului
0 - 1000 cm/min 1 cm/min 20 cm/min
sârmei
Etapele de pornire OPRIT
- OPRIT
sauPORNIT
Tensiune circuit deschis OPRIT
- OPRIT
sauPORNIT
0460 949 474
- 20 -
© ESAB AB 2021
4 SUDURĂ CU GAZ METAL-ARC
Setări Domeniu de
reglare
Tensiune maximă circuit
5 - 60 V 0,1 V 50 V
În paşi de Valoare după
resetare
deschis
Date oprire
Post-flux de gaz 0 - 99,0 s 0,1 s 0,2 s
Stingere treptată a arcului OPRIT
- OPRIT
sauPORNIT
Timp de stingere treptată a
0 - 10 s 0,01 s 0,0 s
arcului
Timp de stingere 0 – 10 s 0,01 s 0,20 s
Etapele de oprire OPRIT
- OPRIT
sauPORNIT
Reglare dinamică Valori automate
- Auto
sauValori setate
Limite de setare - - Limite de măsurare - - -
*) Domeniul de reglare este dependent de produsul utilizat.
0460 949 474
- 21 -
© ESAB AB 2021

5 SUDURĂ ÎN BAIE DE ZGURĂ
5 SUDURĂ ÎN BAIE DE ZGURĂ
Procesul este disponibil pentru sursele de alimentare cu energie electrică LAF.
MENIU PRINCIPAL » PROCES
Sudura în baie de zgură (ESW) este un proces de sudură cu o singură trecere.
ESW
PROCES
METHOD
REGULATION TYPE
TIP SÂRMĂ
DIMENSIUNE SÂRMĂ
CONFIGURARE►
INSTRUMENTE►
SET MĂSURARE MEMORIE MOD RAPID
5.1 Setări pentru sudura în baie de zgură
Setări Domeniu de
reglare
Tensiune arc
1)
Curent de sudură1)(AC)
Viteză de alimentare cu sârmă
1)
(CW)
8 - 60 V 0,1 V (1 V) 24 V
0 - 3200 A 1 A 400 A
0 - 2500 cm/min 1 cm/min 300 cm/min
În paşi de Valoare după
ESW
AC
CA
SS Strip
30×0,5 mm
resetare
Viteză de deplasare * 0 - 200 cm/min 1 cm/min 30 cm/min
Direcţia de sudură ▲-■ - ■
Date pornire
2)
Pre-flux 0 - 99,0 s 0,1 s 0 s
Reglare la pornire Min = 100% 1% 100%
Tip de pornire Direct sauScratch - Direct
Începutul fluajului sârmei Viteză automată
- Auto
sauViteză setată
Viteza de început a fluajului
0 - 1000 cm/min 1 cm/min 2 cm/min
sârmei
Etapele de pornire OPRIT
- OPRIT
sauPORNIT
Tensiune circuit deschis OPRIT
- OPRIT
sauPORNIT
Tensiune maximă circuit
5 - 60 V 0,1 V 50 V
deschis
Oprire date
2)
Post-flux 0 - 99,0 s 0,1 s 0 s
0460 949 474
- 22 -
© ESAB AB 2021

5 SUDURĂ ÎN BAIE DE ZGURĂ
Setări Domeniu de
reglare
Stingere treptată a arcului OPRIT
În paşi de Valoare după
resetare
- OPRIT
sauPORNIT
Timp de stingere treptată a
0 - 10 s 0,01 s 0,0 s
arcului
Timp de stingere 0 – 10 s 0,01 s 1,50 s
Etapele de oprire OPRIT
- OPRIT
sauPORNIT
Parametri de control
Dinamică Valori automate
- Auto
sauValori setate
Inductanță Valori automate
- Auto
sauValori setate
Limite de setare - - Limite de măsurare - - -
1)
Intervalul de setare depinde de produsul utilizat.
2)
Meniul afişează setările care sunt asociate tipului de reglare selectat.
0460 949 474
- 23 -
© ESAB AB 2021

6 CRĂIŢUIRE
6 CRĂIŢUIRE
Disponibilitate în funcţie de echipamentul conectat.
MENIU PRINCIPAL » PROCES
În cazul crăițuirii arc-aer se utilizează un electrod special format dintr-o tijă de carbon cu
înveliș de cupru.
Se formează un arc între tija de carbon şi piesa de prelucrat, care topeşte materialul. Aerul
este furnizat astfel încât materialul topit să fie îndepărtat prin suflare.
Atunci când procesul CRĂIŢUIRE este selectat, puteţi alege dintre cele două metode de
comandă marcând REGLARE cu ajutorul butonului de poziţionare şi apăsând ENTER.
Alegeţi între amperajul constant AC sau alimentarea constantă cu sârmă CW, consultaţi
explicaţia în "AC, amperaj constant", pagina26 şi "Alimentare constantă cu sârmă, CW",
pagina26.
CRĂIŢUIRE
PROCES
METHOD
REGULATION TYPE
DIMENSIUNE SÂRMĂ
MOD DE CRĂIŢUIRE
CRĂIŢUIRE
DC
CW
8.0 mm
N7500
CONFIGURARE►
INSTRUMENTE►
QUIT
CA
CW
Selectaţi MOD DE CRĂIŢUIRE cu ajutorul butonului de poziţionare. Apăsaţi ENTER. Pentru
Aristo® 1000, selectaţi AUTOMAT sau N7500. Pentru LAF şi TAF, selectaţi AUTOMAT sau
MANUAL.
CRĂIŢUIRE
PROCES
METHOD
CRĂIŢUIRE
DC
REGULATION TYPE
DIMENSIUNE SÂRMĂ
MOD DE CRĂIŢUIRE
CONFIGURARE►
INSTRUMENTE►
AUTO
N7500
0460 949 474
- 24 -
CW
8.0 mm
N7500
QUIT
© ESAB AB 2021

6 CRĂIŢUIRE
6.1 Setări pentru crăiţuire
Setări Domeniu de reglare În paşi de Valoare după
resetare
Tensiune arc * 14 – 50 V 0,1 V (1 V) 30 V
Curent de sudură *(AC) 0 - 3200 A 1 A 500 A
Viteză de alimentare cu sârmă
0 - 2500 cm/min 1 cm/min 100 cm/min
*(CW)
Viteză de deplasare * 0 - 200 cm/min 1 cm/min 30 cm/min
Direcţia de sudură ▲-■ - ■
Date pornire
Pre-flux de aer 0 - 99,0 s 0,1 s 0 s
Reglare la pornire Min = 50% 1% 100%
Tip de pornire Direct sauScratch - Direct
Începutul fluajului sârmei Viteză automată
- Auto
sauViteză setată
Viteza de început a fluajului
0 - 1000 cm/min 1 cm/min 20 cm/min
sârmei
Etapele de pornire OPRIT sauPORNIT - OPRIT
Tensiune circuit deschis OPRIT sauPORNIT - OPRIT
Tensiune maximă circuit deschis 5 - 60 V 0,1 V 50 V
Date oprire
Post-flux de aer 0 - 99,0 s 0,1 s 0 s
Stingere treptată a arcului OPRIT sauPORNIT - OPRIT
Timp de stingere treptată a
0 - 10 s 0,01 s 0,0 s
arcului
Timp de stingere 0 – 10 s 0,01 s 1,50 s
Etapele de oprire OPRIT sauPORNIT - OPRIT
Reglare dinamică Valori automate sauValori
- Auto
setate
Limite de setare - - Limite de măsurare - - -
*) Domeniul de reglare este dependent de produsul utilizat.
0460 949 474
- 25 -
© ESAB AB 2021

7 EXPLICAREA FUNCŢIILOR
7 EXPLICAREA FUNCŢIILOR
7.1 AC, amperaj constant
Alimentarea cu sârmă este comandată prin sursa de alimentare cu energie electrică, astfel
încât să se obţină un amperaj constant.
• Valoarea curentului constant se poate selecta din meniul principal.
7.2 Alimentare constantă cu sârmă, CW
Curentul de sudură este rezultatul vitezei de avans a sârmei selectate.
• Avansul constant al sârmei se poate selecta din meniul principal.
7.3 CC, curent constant
(aplicabil doar pentru sursa de alimentare Aristo® 1000)
Tensiunea variază astfel încât să se obţină un curent de sudură constant.
• Valoarea curentului constant se poate selecta din meniul principal.
O viteză mai mare a sârmei generează un curent de sudură mai mare.
7.4 Dimensiune sârmă/electrod
Dimensiunile selectate au un impact mai mare asupra procedurii de pornire şi a stingerii
treptate a arcului. Atunci când sudaţi cu alte dimensiuni de sârmă decât cele care se
regăsesc în tabel, selectaţi una care să aibă o dimensiune aproape de cea din listă.
• Dimensiunea sârmei/electrodului se poate selecta din meniul principal. Materialul şi
dimensiunea disponibile ale sârmei sunt afectate de combinaţia de surse de alimentare
cu energie electrică şi capătul de sudură.
7.5 Tensiune arc
O tensiune mai mare a arcului creşte lungimea arcului şi produce o baie de sudură mai
fierbinte şi mai largă.
• Tensiunea arcului este setată pe afişajul de măsurare, în meniul de setare a datelor de
sudură sau în meniul modului rapid.
7.6 Viteza de avans a sârmei
Aceasta stabileşte viteza necesară de alimentare cu electrod de sârmă în cm/minut. O viteză
mai mare a sârmei generează un curent de sudură mai mare.
• Viteza de avans a sârmei este setată pe afişajul de măsurare, în meniul de setare a
datelor de sudură sau în meniul modului rapid.
7.7 Viteza de alimentare cu sârmă ICE
Viteza de alimentare cu sârmă rece se utilizează pentru a seta o viteză de alimentare
(cm/min sau ţoli/min) pentru sârma rece.
• Viteza de alimentare cu sârmă rece este setată pe afişajul de măsurare, în meniul de
setare a datelor de sudură sau în meniul modului rapid.
0460 949 474
- 26 -
© ESAB AB 2021

7 EXPLICAREA FUNCŢIILOR
7.8 Întârziere pornire sârmă ICE
Parametrul „Întârziere pornire sârmă rece” se utilizează pentru a indica la cât timp (în
secunde) după pornirea sudurii poate începe avansul sârmei reci.
• Întârzierea pornirii sârmei reci este setată în meniul de setare a datelor de sudură.
7.9 Viteza de deplasare
Viteza de deplasare indică viteza necesară (cm/min) la care o coloană şi braţul sau
căruciorul se va deplasa.
• Viteza de deplasare este setată pe afişajul de măsurare, în meniul de setare a datelor
de sudură sau în meniul modului rapid.
7.10 Direcţia de sudură
Mişcarea de deplasare în direcţia indicată de simbol.
• Direcţia de sudură este selectată din meniul de setare a datelor de sudură.
7.11 Frecvenţă c.a.
(aplicabil doar pentru sursa de alimentare Aristo® 1000)
Frecvenţa c.a. se referă la numărul de oscilaţii pe secundă prin nivelul zero.
• Frecvenţa c.a. se selectează din meniul pentru setarea datelor de sudură.
7.12 Echilibrare c.a.
(aplicabil doar pentru sursa de alimentare Aristo® 1000)
Echilibrarea c.a. este relaţia dintre pulsurile pozitive (+) şi negative (-). Valoarea setată indică
dimensiunea procentuală a perioadei care reprezintă secţiunea pozitivă.
• Echilibrarea c.a. se selectează din meniul pentru setarea datelor de sudură.
7.13 Decalaj c.a.
(aplicabil doar pentru sursa de alimentare Aristo® 1000)
Prin decalarea c.a., nivelul c.a. este decalat pozitiv sau negativ faţă de nivelul zero.
• Decalajul c.a. se selectează din meniul pentru setarea datelor de sudură.
7.14 Pre-flux (SAW)
Acesta controlează timpul în care fluxul curge înainte de aprinderea arcului.
• Pre-fluxul este setat din meniul de setare a datelor de sudură de sub date pornire.
7.15 Pre-flux de gaz (GMAW)
Acesta controlează timpul în care gazul de protecție curge înainte de aprinderea arcului.
• Pre-fluxul de gaz este setat din meniul de setare a datelor de sudură de sub date
pornire.
0460 949 474
- 27 -
© ESAB AB 2021

7 EXPLICAREA FUNCŢIILOR
7.16 Reglare la pornire
Această opţiune este utilizată pentru a regla valorile curentului de pornire. Dacă
echipamentul porneşte cu valori de curent mai mici faţă de valorile din fabrică, acestea pot fi
reglate aici.
• Reglarea la pornire se setează din meniul de setare a datelor de sudură de sub datele
de pornire.
7.17 Pre-flux de aer (Crăiţuire)
Acesta controlează timpul în care fluxul de aer curge înainte de aprinderea arcului.
• Pre-fluxul de aer este setat din meniul de setare a datelor de sudură de sub date
pornire.
7.18 Tip de pornire
Există două opţiuni pentru tipul de pornire:
• Pornire Direct - înseamnă că viteza de deplasare este iniţiată la aprinderea arcului.
• Pornire Scratch - înseamnă că viteza de deplasare este iniţiată simultan cu avansul
sârmei.
• Tipul de pornire se setează din meniul de setare a datelor de sudură de sub date
pornire.
7.19 Începutul fluajului sârmei
Începutul fluajului sârmei este setat la viteza de fluaj dorită pe motorul electrodului la pornire.
Dacă, de exemplu, în meniu se setează 50, atunci se obţine o viteză de fluaj de 50 cm/min.
Valoarea presetată „AUTOMAT” redă o viteză de fluaj calculată pe baza valorilor setate.
• Viteza de fluaj a sârmei se setează din meniul de setare a datelor de sudură de sub
date pornire.
7.20 Etapele de pornire
Atunci când se sudează sârme sau materiale speciale, se poate impune să vă creaţi propria
secvenţă de pornire. Secvenţa de pornire poate afecta aspectul băii de sudură.
Pentru Pornire fază 1 PORNIT se pot seta
următoarele
• Timp s
Timp de sudură în faza 1.
• Tensiune arc %
În procente de tensiune setată
• Alimentare cu sârmă %
În procente de alimentare cu sârmă
setată
• Curent de sudură %
În procente de curent de sudură setat
• Viteza de deplasare %
În procente de viteză de deplasare
setată
Pentru Pornire fază 2 PORNIT se pot seta
următoarele
• Timp s
Timp de sudură în faza 2.
• Tensiune arc %
În procente de tensiune setată
• Alimentare cu sârmă %
În procente de alimentare cu sârmă
setată
• Curent de sudură %
În procente de curent de sudură setat
• Viteza de deplasare %
În procente de viteză de deplasare
setată
• Fazele de pornire sunt setate din meniul de setare a datelor de sudură de sub date
pornire.
0460 949 474
- 28 -
© ESAB AB 2021

7 EXPLICAREA FUNCŢIILOR
7.21 Tensiune max. în circuit deschis (OCV)
PORNIT înseamnă că OCV poate fi setat.
OPRIT înseamnă că OCV este setat la valoarea setată pentru tensiunea de sudură.
• OCV este setat în meniul de setare a datelor de sudură de sub date pornire.
7.22 Post-flux (SAW)
Acesta controlează timpul în care fluxul curge după stingerea arcului.
• Post-fluxul este setat din meniul de setare a datelor de sudură de sub date oprire.
7.23 Post-flux de gaz (GMAW)
Acesta controlează timpul în care gazul de protecție curge după stingerea arcului.
• Post-fluxul de gaz este setat din meniul de setare a datelor de sudură de sub date
oprire.
7.24 Post-flux de aer (Crăiţuire)
Acesta controlează timpul în care aerul curge după stingerea arcului.
• Post-fluxul de aer este setat din meniul de setare a datelor de sudură de sub date
oprire.
7.25 Stingere treptată a arcului
Stingerea treptată a arcului creează o reducere controlată a căldurii şi dimensiunii băii de
sudură, posibilă la finalizarea sudurii. Acest lucru facilitează evitarea porilor, fisurării termice
şi formării de cratere în îmbinarea de sudură.
• Stingerea treptată a arcului este setată din meniul de setare a datelor de sudură de sub
date oprire.
7.26 Timp de stingere
Timpul de stingere este o întârziere între momentul în care sârma începe să se frâneze şi
momentul în care sursa de alimentare deconectează tensiunea arcului. Un timp de stingere
prea scurt are ca rezultat ieșirea unei porțiuni de lungime mare a sârmei după finalizarea
sudurii, cu riscul de prindere a sârmei în baia de sudură în curs de solidificare. Un timp de
stingere prea lung are ca rezultat ieşirea unei porțiuni prea scurte a sârmei, cu risc crescut
de reaprindere a arcului spre vârful de contact.
• Timpul de stingere se setează din meniul de setare a datelor de sudură de sub date
oprire.
7.27 Etapele de oprire
Etapele de oprire sunt utilizate, în principal, pentru setarea stingerii treptate a arcului.
0460 949 474
- 29 -
© ESAB AB 2021

7 EXPLICAREA FUNCŢIILOR
Pentru Oprire fază 1 PORNIT se pot seta
următoarele
• Timp s
Timp de sudură în faza 1.
• Tensiune arc %
În procente de tensiune setată
• Alimentare cu sârmă %
În procente de alimentare cu sârmă
setată
• Curent de sudură %
În procente de curent de sudură setat
• Viteza de deplasare %
În procente de viteză de deplasare
setată
• Etapele de pornire se setează din meniul de setare a datelor de sudură de sub date
oprire.
Pentru Oprire fază 2 PORNIT se pot seta
următoarele
• Timp s
Timp de sudură în faza 2.
• Tensiune arc %
În procente de tensiune setată
• Alimentare cu sârmă %
În procente de alimentare cu sârmă
setată
• Curent de sudură %
În procente de curent de sudură setat
• Viteza de deplasare %
În procente de viteză de deplasare
setată
7.28 Reglare dinamică
Funcţia Reglare dinamică este dezvoltată pentru sudura cu mai mulţi electrozi şi modifică
caracteristicile sursei de alimentare cu energie electrică. Caracteristicile sursei de alimentare
cu energie electrică sunt calculate pe baza datelor pentru sârmă setate.
• Reglarea dinamică este selectată din meniul de setare a datelor de sudură.
7.29 Parametri de control
În unele aplicaţii, se afişează funcţia Parametri de control în loc de Control dinamic. Pentru
Parametri de control, sunt de făcut două setări:
• DINAMICA - Afectează caracteristicile de dinamică
• INDUCTANŢĂ - Valorile mai mari înseamnă o baie de sudură mai largă şi mai puţini
stropi. Valorile mai mici produc un arc stabil, concentrat şi un sunet mai puternic.
• Parametrii de control se selectează din meniul pentru setarea datelor de sudură.
7.30 Limite de setare
Pentru informaţii despre limitele de setare, consultaţi secţiunea „Editor limită de setare”.
7.31 Limite de măsurare
Pentru informaţii despre parametrii de măsurare, consultaţi secţiunea „Editor limite de
măsurare”.
7.32 Unitate de control PEK pentru controlul separat al motorului
Unitatea PEK pentru controlul motorului fără sursă de alimentare este utilizată atunci când
doriţi să aveţi un control al deplasării şi posibilitatea de a da un semnal de pornire unei surse
de alimentare externe. Telecomanda este, de asemenea, activă prin I/O ATAS, astfel încât să
puteţi controla un transportor cu role cu releu ieşit pentru pornire şi o referinţă analogică
pentru viteză.
Activarea controlului motorului
Pentru a activa funcţia de control al motorului, setaţi COD PRODUS la CONTROL MOTOR.
Supervizarea de la sursa de alimentare este acum dezactivată.
0460 949 474
- 30 -
© ESAB AB 2021

7 EXPLICAREA FUNCŢIILOR
MACHINE CONFIGURATION
PRODUCT CODE
AXĂ DE ALIMENTARE CU SÂRMĂ►
TRAVEL AXIS►
TANDEM►
SURSE DE ALIMENTARE CU ENERGIE ELECTRICĂ
ÎN PARALEL►
ALIMENTARE CU SÂRMĂ ICE►
SETĂRILE ID-URILOR PENTRU NODURI►
INFORMAŢII DESPRE SISTEM►
A6TF F1
MTW600
FREE 2 AXIS
FREE 3 AXIS
N7500I
Control motor
Control motor
OPRIT
QUIT
Axa de deplasare şi axa sârmei
Setaţi axa de deplasare şi angrenajul sârmei efectuând aceeaşi procedură ca şi pentru codul
de produs al axei externe.
Meniul de setări
Aici puteţi seta viteza şi direcţia de deplasare, datele de pornire şi limitele care pot fi utilizate
pentru viteza de deplasare.
SETARE DATE SUDURĂ SUB STRAT DE FLUX
VITEZĂ DE DEPLASARE
30 cm/min
DIRECŢIE
DATE PORNIRE►
LIMITE DE SETARE►
LIMITE DE MĂSURARE►
MĂSURARE QUIT
Meniul cu datele de pornire
Pre-fluxul de flux/gaz este activ dacă tipul de pornire ales este Scratch. Semnalul de pornire
(ieşirea releu 2) va fi generat şi, după expirarea timpului de pre-flux, va începe deplasarea.
Când se alege tipul de pornire Direct, pre-fluxul nu are nicio funcţie.
■
DATE DE PORNIRE SAW
PRE-FLUX DE FLUX
START TYPE
MĂSURARE QUIT
0460 949 474
- 31 -
0.0 s
DIRECT
© ESAB AB 2021

7 EXPLICAREA FUNCŢIILOR
Pornirea de tip Scratch va începe o deplasare şi va genera ieşirea semnalului de pornire
simultan cu apăsarea butonului de pornire. Pre-fluxul nu are nicio funcţie.
La pornirea ieşirii releului 2, va fi generată o pornire directă, dar deplasarea nu va începe
până când intrarea digitală pentru fluxul de curent nu este activă. Aşadar, dacă nu există
intrări pe I/O ATAS pentru fluxul de curent, utilizaţi în schimb pornirea de tip Scratch.
DATE DE PORNIRE SAW
PRE-FLUX DE FLUX
START TYPE
0.0 s
SCRATCH
MĂSURARE QUIT
Meniul de măsurare
În meniul de măsurare, puteţi vedea valorile măsurate pentru viteza de deplasare şi viteza de
mers lent a sârmei. Motorul sârmei nu este pornit când apăsaţi butonul de pornire de pe
unitatea de control PEK, dar puteţi utiliza acel motor pentru alte lucrări. În meniul de setări
puteţi seta, de asemenea, viteza de deplasare.
SAW: CW FE SOLID ■
NICIUNA DIR. PĂTRAT NICIUNA SETARE
A 2-A FUNCŢIE
VALORI
Telecomanda şi axa externă
Telecomanda prin I/O ATAS şi axa externă pentru controlul unui transportor cu role pot fi, de
asemenea, utilizate împreună pentru controlul motorului.
SAW_DC: DC+ : IEŞIRE ▲
IO DE LA
DIR. PĂTRAT IEŞIRE AXĂ SETARE VALORI A 2-A FUNCŢIE
DISTANŢĂ
Configurarea aparatului
Cu ajutorul codului produsului pentru controlul motorului puteţi seta angrenajul ca şi pentru
cele trei axe libere pe alimentarea cu sârmă, pentru deplasare şi pentru axa externă.
0460 949 474
- 32 -
© ESAB AB 2021

7 EXPLICAREA FUNCŢIILOR
MACHINE CONFIGURATION
PRODUCT CODE
Control motor
AXĂ DE ALIMENTARE CU SÂRMĂ►
TRAVEL AXIS►
EXTERNAL AXIS►
QUIT
I/O ATAS
Intrări digitale:
1. Pornire sudură, X22.1.
2. Oprire, X22.2.
3. Direcţie pătrată deplasare lentă, X22.3.
4. Direcţie triunghiulară deplasare lentă, X22.4.
5. Direcţie sârmă în sus, motorul sârmei nu este pornit când se apasă pornirea sudurii,
X23.1.
6. Direcţie sârmă în jos, motorul sârmei nu este pornit când se apasă pornirea sudurii,
X23.2.
7. Deplasare lentă ridicată, X23.3.
8. Comutator de limită pătrat, X23.4.
9. Comutator de limită triunghiular, X24.1.
10. Flux curent, va începe deplasarea atunci când este utilizată pornirea directă, la cădere
va opri sudura, X24.2.
11. Axa exterioară, controlul transportorului cu role, X24.3.
12. Neutilizat, X24.4.
13. Neutilizat, X25.1.
14. Neutilizat, X25.2.
15. Eroare de la echipament extern, X25.3.
16. Neutilizat, X25.4.
Ieşiri digitale releu:
1. Transportor cu role activ, X26.2.
2. Braţ activ, X26.4.
3. Neutilizat, X26.6.
4. Neutilizat, X26.8.
5. Porniţi direcţia pătrată când axa externă este activă, X27.2.
6. Porniţi direcţia triunghiulară când axa externă este activă, X27.4.
7. Transportor cu role activ, X27.6.
8. Eroare activă care împiedică pornirea, X27.8.
Ieşire analogică
1. Semnal de referinţă de viteză în metoda axei externe, 0-10V. X18.
Card motor
Semnalul de pornire către echipamentul extern, deoarece sursa de alimentare se află pe
conector X1.15-16.
0460 949 474
- 33 -
© ESAB AB 2021

8 GESTIONAREA MEMORIEI
8 GESTIONAREA MEMORIEI
8.1 Metoda de funcţionare a panoului de comandă
Se poate spune că panoul de comandă este alcătuit din două unităţi: memoria de lucru şi
memoria de date de sudură.
Stocare
Memorie de lucru
În memoria de lucru se creează un set complet de setări pentru datele de sudură, care poate
fi stocat în memoria de date de sudură.
În timpul sudării, conţinutul memoriei de lucru este întotdeauna cel care controlează
procesul. Prin urmare, este posibilă reapelarea unui set de date de sudură din memoria de
date de sudură în memoria de lucru.
Reţineţi că memoria de lucru conţine întotdeauna cel mai recent set de setări pentru datele
de sudură. Acestea pot fi re-apelate din memoria de date de sudură sau din setările
modificate individual. În alte cuvinte, memoria de lucru nu este niciodată goală sau „adusă la
zero”.
MENIU PRINCIPAL » MEMORIE » MEMORIE DATE SUDURĂ
MEMORIE DATE SUDURĂ
Reapelare
Memorie date sudură
STOCARE A 2-A FUNCŢIE QUIT
Este posibilă stocarea a maxim 255 seturi de date de sudură din panoul de comandă.
Fiecare set primeşte un număr de la 1 la 255.
De asemenea, puteţi şterge, copia, modifica şi denumi seturi de date şi reapela un set de
date de sudură în memoria de lucru.
8.2 Stocare
Dacă memoria de date de sudură este goală, apare următorul ecran pe afişaj.
Stocarea unui set de date de sudură. Acesta va primi poziţia din memorie 5. Apăsaţi
STOCARE.
Se afişează poziţia 1. Rotiţi unul din butoanele de setare până ajungeţi la poziţia 5. Apăsaţi
STOCARE.
MEMORIE DATE SUDURĂ
STOCARE A 2-A FUNCŢIE QUIT
Apare următorul ecran pe afişaj.
Setul de date pentru sudură este stocat acum ca numărul 5.
0460 949 474
- 34 -
© ESAB AB 2021

8 GESTIONAREA MEMORIEI
MEMORIE DATE SUDURĂ
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STOCARE REAPELARE ŞTERGERE A 2-A FUNCŢIE QUIT
Se prezintă părţi din conţinutul setului de date de sudură cu numărul 5 în partea inferioară a
afişajului.
Dacă un set de date este deja stocat în locaţia selectată, veţi fi întrebat dacă doriţi să
suprascrieţi setul respectiv sau nu, DA sau NU.
MEMORIE DATE SUDURĂ
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
NU DA
SUPRASCRIEŢI SETUL DE DATE 5 DIN
MEMORIE?
Reveniţi la meniul de memorie folosind NU.
8.3 Re-apelare
Vom re-apela un set de date stocat:
Marcaţi rândul utilizând butonul de poziţionare. Apăsaţi REAPELARE.
MEMORIE DATE SUDURĂ
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STOCARE REAPELARE ŞTERGERE A 2-A FUNCŢIE QUIT
Apăsaţi DA pentru a confirma faptul că doriţi să reapelaţi setul de date numărul 5.
0460 949 474
- 35 -
© ESAB AB 2021

8 GESTIONAREA MEMORIEI
MEMORIE DATE SUDURĂ
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
NU DA
REAPELAŢI SETUL DE DATE 5 DIN
MEMORIE?
Pictograma din colţul din dreapta sus al afişajului de măsurare arată numărul poziţiei de
memorie care a fost re-apelată.
SAW: FE SOLID 5
NICIUNA NICIUNA NICIUNA NICIUNA A 2-A FUNCŢIE
8.4 Ştergere
Este posibilă ştergerea unuia sau mai multor seturi de date din meniul de memorie.
Ştergerea unui set de date. Selectaţi setul de date. Apăsaţi ŞTERGERE.
MEMORIE DATE SUDURĂ
5 - (SAW)
SAW: AC: FE SOLID: 3,0 mm
30,0 V: 450 A: 50 cm/min
STOCARE REAPELARE ŞTERGERE A 2-A FUNCŢIE QUIT
Apăsaţi DA pentru a confirma faptul că doriţi să ştergeţi.
0460 949 474
- 36 -
© ESAB AB 2021

8 GESTIONAREA MEMORIEI
MEMORIE DATE SUDURĂ
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
NU DA
ŞTERGEŢI DATELE DE SUDURĂ NR. 5?
8.5 Copiere
Pentru a copia conţinutul setului de date de sudură într-o poziţie de memorie nouă, procedaţi
după cum urmează:
Apăsaţi A 2-A FUNCŢIE.
MEMORIE DATE SUDURĂ
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STOCARE REAPELARE ŞTERGERE A 2-A FUNCŢIE QUIT
Selectaţi poziţia de memorie pe care doriţi să o copiaţi şi apăsaţi COPIERE.
MEMORIE DATE SUDURĂ
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPIERE REDENUMIRE EDITARE A 2-A FUNCŢIE QUIT
Acum vom copia conţinutul poziţiei de memorie 5 în poziţia 50.
Selectaţi poziţia de memorie 1 şi defilaţi utilizând unul din butoanele de setare la poziţia
selectată din memorie; în acest caz, poziţia 50. Apăsaţi DA.
0460 949 474
- 37 -
© ESAB AB 2021

8 GESTIONAREA MEMORIEI
MEMORIE DATE SUDURĂ
1 -
5 - (SAW)
COPIERE
SET DE DATE 5 PE POZIŢIE: 50
NU DA
Datele de sudură cu numărul 5 au fost copiate în poziţia de memorie 50.
8.6 Nume
Pentru a desemna un nume propriu unui set de date de sudură stocat, procedaţi după cum
urmează:
Apăsaţi A 2-A FUNCŢIE. Selectaţi poziţia de memorie pe care doriţi să o redenumiţi şi
apăsaţi REDENUMIRE.
MEMORIE DATE SUDURĂ
5 - (SAW)
50 -
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPIERE REDENUMIRE EDITARE A 2-A FUNCŢIE QUIT
Aici aveţi acces la o tastatură care se utilizează după cum urmează:
• Poziţionaţi cursorul pe caracterul de tastatură dorit, utilizând săgeţile şi butonul de
poziţionare. Apăsaţi FINALIZAT. Introduceţi un şir text complet cu maxim 40 caractere
în acest mod.
• Apăsaţi FINALIZAT pentru a stoca. Alternativa denumită este acum disponibilă în listă.
TASTATURĂ
A B C D E F G H
I J K L M N O P
Q R S T U V W X Y Z
0 1 2 3 4 5 6 7 8 9
SPACE CAPS
0 (MAX 40)
ŞTERGERE SIMBOL FINALIZAT
8.7 Editare
Pentru a edita conţinutul setului de date de sudură, procedaţi după cum urmează:
0460 949 474
- 38 -
© ESAB AB 2021

8 GESTIONAREA MEMORIEI
Apăsaţi A 2-A FUNCŢIE. Selectaţi poziţia de memorie pe care doriţi să o editaţi şi apăsaţi
EDITARE.
MEMORIE DATE SUDURĂ
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STOCARE REAPELARE ŞTERGERE A 2-A FUNCŢIE QUIT
Se afişează o parte din meniul principal, iar meniul arată simbolul ceea ce înseamnă
că sunteţi în modul de editare.
Apăsaţi SETARE şi efectuaţi modificările relevante.
SAW
REGULATION TYPE
TIP SÂRMĂ
SS FLUX CORED
DIMENSIUNE SÂRMĂ
SETARE QUIT
Apare următorul meniu:
În acest exemplu modificăm curentul de sudură din 400 A în 500 A.
Selectaţi curentul de sudură şi defilaţi la 500 utilizând unul din butoanele de setare.
Apăsaţi IEŞIRE de două ori.
SETARE DATE SUDURĂ SUB STRAT DE FLUX
TENSIUNE
CURENT
VITEZĂ DE DEPLASARE
DIRECŢIE
CA
2.0 mm
20.0 V
500 A
0 cm/min
■
DATE PORNIRE►
DATE OPRIRE►
REGLARE DINAMICĂ
LIMITĂ DE SETARE►
LIMITE DE MĂSURARE►
Setarea pentru datele de sudură cu numărul 5 a fost acum editată şi stocată.
0460 949 474
- 39 -
AUTO
QUIT
© ESAB AB 2021

9 MENIU DE CONFIGURARE
9 MENIU DE CONFIGURARE
MENIU PRINCIPAL » CONFIGURARE
Acest meniu conţine următoarele sub-meniuri:
• Limbă, consultaţi secţiunea „Alegerea limbii”.
• Blocare cu cod, consultaţi secţiunea „Blocare cu cod”.
• Configurare generală, consultaţi secţiunea „Configurare generală”.
• Configurarea aparatului, consultaţi secţiunea „Configurarea aparatului”.
• Lungimi de cablu, consultaţi secţiunea „Lungimi de cablu (se aplică numai surselor de
alimentare cu energie electrică LAF şi TAF)”.
• Întreţinere, consultaţi secţiunea „Întreţinere”.
• Factor de filtrare valori de măsurare, consultaţi secţiunea „Factor de filtrare valori de
măsurare”.
9.1 Blocare cu cod
MENIU PRINCIPAL » CONFIGURARE » BLOCARE CU COD
Atunci când este activată funcţia de blocare şi sunteţi în ecranul de măsurare sau meniul
mod rapid, este necesară o parolă (cod de blocare) pentru a ieşi din aceste meniuri.
Blocarea cu cod este activată din meniul de configurare.
BLOCARE PRIN COD
STARE BLOCARE
SETARE/MODIFICARE COD DE BLOCARE
QUIT
OFF
9.1.1 Stare cod de blocare
În starea codului de blocare, puteţi activa/dezactiva funcţia de blocare fără a şterge codul de
blocare existent, în cazul în care dezactivaţi funcţia. Dacă nu este stocat niciun cod de
blocare şi încercaţi să activaţi blocarea cu cod, se afişează tastatura pentru introducerea
unui cod de blocare nou.
TASTATURĂ
A B C D E F G H
I J K L M N O P
Q R S T U V W X Y Z
0 1 2 3 4 5 6 7 8 9
SPACE CAPS
0 (MAX 16)
DELETE SIMBOL FINALIZAT
Pentru a ieşi din starea de blocare.
Atunci când sunteţi în ecranul de măsurare sau meniul mod rapid iar blocarea cu cod este
dezactivată, puteţi ieşi din aceste meniuri fără restricţii apăsând pe IEŞIRE sau MENIU
pentru a trece la meniul principal.
Dacă acesta este activat şi încercaţi să ieşiţi, apare următorul ecran care îl avertizează pe
utilizator cu privire la protecţia cu blocare.
0460 949 474
- 40 -
© ESAB AB 2021

9 MENIU DE CONFIGURARE
APĂSAŢI ENTER PENTRU
COD DE BLOCARE...
Aici puteţi selecta IEŞIRE pentru a anula şi a reveni la meniul anterior sau puteţi continua
apăsând ENTER pentru a introduce codul de blocare.
Apoi veţi trece la meniul cu tastatura, unde puteţi introduce codul. Apăsaţi ENTER după
fiecare caracter şi confirmaţi codul apăsând ENTER din nou.
Apare următoarea casetă de text:
UNITATE DEBLOCATĂ!
În cazul în care codul nu este corect, se afişează un mesaj de eroare care vă oferă opţiunea
de a încerca din nou sau de a reveni la meniul original, adică ecranul de măsurare sau
meniul mod rapid,
În cazul în care codul este corect, toate blocările pentru alte meniuri vor fi eliminate, deşi
blocarea cu cod rămâne activată. Acest lucru înseamnă că puteţi părăsi temporar ecranul
de măsurare şi meniul mod rapid, dar să reţineţi starea de blocare atunci când reveniţi la
aceste meniuri.
9.1.2 Specificarea/editarea codului de blocare
În specificarea/editarea codului de blocare, puteţi edita un cod de blocare existent sau puteţi
introduce unul nou. Un cod de blocare poate conţine maxim 16 litere sau cifre opţionale.
9.2 Configurare generală
MENIU PRINCIPAL » CONFIGURARE » CONFIGURARE GENERALĂ
În acest meniu, puteţi seta:
• Taste programabile pentru mod rapid, consultaţi secţiunea „Taste programabile pentru
modul rapid”.
• Înregistrare date de calitate în fişier, consultaţi secţiunea „Înregistrare date de calitate în
fişier”.
• Taste programabile de setare, consultaţi secţiunea „Configurare taste programabile”.
• Stocarea automată a datelor de sudură, consultaţi secţiunea „Mod de salvare
automată”.
• Unitate de lungime, consultaţi „Unităţi de măsură”.
9.2.1 Taste programabile pentru mod rapid
Tastele programabile de la DATE DE SUDURĂ 1 şi până la, inclusiv DATE DE SUDURĂ 4
sunt afişate în meniul modului rapid.
SAW: CA 16
DATE DE
SUDURĂ 1
0460 949 474
DATE DE
SUDURĂ 2
DATE DE
SUDURĂ 3
- 41 -
DATE DE
SUDURĂ 4
A 2-A FUNCŢIE
© ESAB AB 2021

9 MENIU DE CONFIGURARE
Acestea sunt configurate după cum urmează:
Poziţionaţi cursorul pe rândul pentru NUMĂR TASTĂ PROGRAMABILĂ.
TASTE PROGRAMABILE PENTRU MOD RAPID
NUMĂR TASTĂ PROGRAMABILĂ
DATE DE SUDURĂ ASOCIATE
SAW: CA: FE SOLID: 0.8 mm
20.0 V: 500 A: 0 cm/min
STOCARE ŞTERGERE QUIT
Tastele sunt numerotate 1-4, de la stânga la dreapta. Selectaţi tasta dorită redând numărul
asociat cu ajutorul butoanelor de setare.
Apoi, defilaţi la următorul rând DATE DE SUDURĂ ASOCIATE. Aici puteţi naviga prin seturile
de date de sudură care sunt stocate în memoria de date de sudură. Selectaţi numărul de
date de sudură dorit utilizând butoanele de setare. Apăsaţi STOCARE pentru a salva. Pentru
a şterge setul stocat, apăsaţi ŞTERGERE.
9.2.2 Înregistrare date de calitate în fişier
Activaţi meniul ÎNREGISTRARE DATE DE CALITATE ÎN FIŞIER selectând PORNIRE.
1
5
CONFIGURARE GENERALĂ
BUTOANE PROGRAMABILE PENTRU MOD RAPID
ÎNREGISTRARE DATE DE CALITATE ÎN FIŞIER
PORNIT
CONFIGURARE TASTE PROGRAMABILE►
MOD SALVARE AUTOMATĂ
UNIT OF LENGTH
OPRIT
METRICE
QUIT
Citiţi mai multe despre setările pentru funcţia de calitate în secţiunea „Funcţii de calitate”.
9.2.3 Configurare taste programabile
Pentru sudură cu arc scufundat (SAW) şi sudura cu gaz-metal arc (GMAW), utilizatorul are
posibilitatea de a seta funcţia acestor taste prin selectare dintr-o listă de opţiuni. Există opt
taste programabile cărora li se pot aloca funcţii.
Puteţi alege între următoarele opţiuni:
• Niciuna
• Gaz / Flux
• Setare valori
Valorile de referinţă setate sunt afişate în locul valorilor măsurate în meniul de
măsurare.
• Releu 2
Setează ieşirea releului nr. 2 pe placa de circuite a motorului, care poate fi utilizată
pentru orice funcţie de către client.
• Direcţie
1
0460 949 474
- 42 -
© ESAB AB 2021

9 MENIU DE CONFIGURARE
• I/O la distanţă
Utilizat atunci când doriţi să comandaţi PEK şi o surse de alimentare cu energie
electrică pentru sudură prin intermediul unei unităţi I/O externe.
• Axă externă
De activat atunci când există o unitate I/O externă, de exemplu, pentru controlarea unui
transportor cu role.
• Tandem
Se utilizează când se sudează cu două capete de sudură.
• Sârmă rece (ICE)
Se utilizează când o sârmă nealimentată este avansată în baia de sudură şi viteza
sârmei reci urmează să fie prezentată pe afişaj.
• Pas automat
Utilizat în funcţia pas
○ Pas automat oprit: Setare în timpul pregătirii obiectului înainte de sudură
○ Pas automat pornit: Setarea după pregătire este finalizată în momentul în care
sudură trebuie executată
• Forţare pas
Utilizat în funcţia pas pentru a forţa manual un pas automat în timpul sudurii
• Repornire pas
Când sudarea este oprită cu 100 mm rămaşi până la începutul pasului următor. Apăsaţi
Repornire pas şi următorul pas este după 100 mm, nu după Xmm. Apoi apăsaţi cheia
de pornire sudură.
• Oprire zero
Folosit pentru oprire automată în poziţia de rotaţie pornită.
Pe ecranul afişajului apar două coloane; una pentru TASTE PROGRAMABILE şi una pentru
FUNCŢIE.
CONFIGURARE TASTE PROGRAMABILE
TASTE PROGRAMABILE FUNCŢIE
S1
S2
S3
S4
A 2-A FUNCŢIE S1
A 2-A FUNCŢIE S2
A 2-A FUNCŢIE S3
A 2-A FUNCŢIE S4
NICIUNA
NICIUNA
NICIUNA
NICIUNA
NICIUNA
NICIUNA
NICIUNA
NICIUNA
QUIT
Când alocaţi funcţii acestor taste, acestea sunt numerotate de la stânga după cum urmează:
S1 S2 S3 S4 A 2-A FUNCŢIE
A 2-A FUNCŢIES1A 2-A FUNCŢIES2A 2-A FUNCŢIES3A 2-A FUNCŢIES4A 2-A FUNCŢIE
Pentru a aloca o nouă funcţie unei taste programabile, procedaţi după cum urmează:
Poziţionaţi cursorul pe rândul cu numărul tastei programabile pe care doriţi să o utilizaţi şi
apăsaţi ENTER. Un meniu pop-up afişează selecţiile funcţiilor. Selectaţi cu butonul de
poziţionare şi apăsaţi ENTER.
0460 949 474
- 43 -
© ESAB AB 2021

9 MENIU DE CONFIGURARE
CONFIGURARE TASTĂ PROGRAMABILĂ
TASTE PROGRAMABILE FUNCŢIE
S1
S2
S3
S4
A 2-A FUNCŢIE S1
A 2-A FUNCŢIE S2
A 2-A FUNCŢIE S3
A 2-A FUNCŢIE S4
NICIUNA
GAZ/FLUX
SETARE VALORI
RELAY 1
DIRECŢIE
IO DE LA DISTANŢĂ
NICIUNA
NICIUNA
NICIUNA
NICIUNA
NICIUNA
NICIUNA
NICIUNA
NICIUNA
QUIT
IEŞIRE AXĂ
PAS AUTOMAT
FORŢARE PAS
REPORNIRE PAS
OPRIRE ZERO
Puteţi aloca funcţii noi celorlalte taste în acelaşi mod, prin asocierea unui număr de tastă din
coloana din stânga cu o funcţie din coloana din dreapta.
9.2.4 Mod salvare automată
Când se re-apelează un set de date de sudură dintr-o poziţie de memorie în memoria de
date de sudură şi modificaţi setările, modificările vor fi salvate automat în memoria de lucru
la oprirea sudurii din ultima poziţie de memorie reapelată.
Salvarea manuală a datelor de sudură într-o poziţie de memorie dezactivează următoarea
salvare automată.
Poziţia de memorie în care este stocat setul de date de sudură este afişată în colţul din
dreapta sus al ecranului de măsurare.
9.3 Configurarea aparatului
MENIU PRINCIPAL » CONFIGURARE » CONFIGURARE APARAT
În acest meniu, puteţi seta:
• Codul produsului, consultaţi secţiunea „Codul produsului”.
• Axă de alimentare cu sârmă, consultaţi secţiunea „Axă de alimentare cu sârmă”.
• Axă de alimentare cu sârmă rece, consultaţi secţiunea „Axă cu sârmă rece (ICE)”.
• Axă de deplasare, consultaţi secţiunea „Axa de deplasare”.
0460 949 474
- 44 -
© ESAB AB 2021

9 MENIU DE CONFIGURARE
• Axă externă, consultaţi secţiunea „Axa externă”.
• Tandem, consultaţi secţiunea „Tandem pentru sursele de alimentare cu energie
electrică LAF şi TAF” şi „Tandem pentru surse de alimentare cu energie electrică
Aristo® 1000”.
• Surse de alimentare cu energie electrică în paralel, consultaţi secţiunea „Surse de
alimentare cu energie electrică în paralel (se aplică numai surselor de alimentare cu
energie electrică Aristo 1000®)”.
• Alimentare cu sârmă ICE, consultaţi secţiunea „Alimentare cu sârmă ICE”.
• Funcţie pas, consultaţi secţiunea „Funcţie pas”.
• Sudură intermitentă, consultaţi secţiunea „Sudură intermitentă”.
• Polaritate, consultaţi secţiunea „Polaritate (se aplică numai sursei de alimentare cu
energie electrică Aristo® 1000)”.
• Setările ID-urilor pentru noduri, consultaţi secţiunea „Setările ID-urilor pentru noduri (se
aplică numai sursei de alimentare cu energie electrică Aristo® 1000)”.
• Informaţii despre sistem, consultaţi secţiunea „Informaţii despre sistem (se aplică numai
sursei de alimentare cu energie electrică Aristo® 1000)”.
9.3.1 Codul produsului
În meniul COD PRODUS puteţi selecta aparatul de sudură automat, coloana şi braţul,
transportorul cu role sau dispozitivul de poziţionare de utilizat.
MACHINE CONFIGURATION
PRODUCT CODE
A2TF J1
AXĂ DE ALIMENTARE CU SÂRMĂ►
TRAVEL AXIS►
TANDEM►
SURSE DE ALIMENTARE CU ENERGIE ELECTRICĂ
ÎN PARALEL►
ALIMENTARE CU SÂRMĂ ICE►
STEP FUNCTION►
POSITIVE
SUDURĂ INTERMITENTĂ
SETĂRILE ID-URILOR PENTRU NODURI►
INFORMAŢII DESPRE SISTEM►
QUIT
Atunci când se selectează codul produsului, tipul de motor şi rapoarte de demultiplicare
corecte pentru cutia de viteze utilizată pentru produsul relevant se selectează automat.
OFF
OFF
0460 949 474
- 45 -
© ESAB AB 2021

9 MENIU DE CONFIGURARE
Se pot selecta următoarele opţiuni:
• A2TFJ1
Un aparat de sudură automat tractor A2 pentru sudură cu arc scufundat (SAW)
• A2TGJ1
Aparat de sudură automat tractor A2 pentru sudură cu arc electric în mediu de
gaz-metal protector (GMAW)
• A6TFF1
Un aparat de sudură automat tractor A6 pentru sudură cu arc scufundat (SAW)
• MTW600
Un aparat de sudură automat tractor A6 pentru sudură cu arc scufundat (SAW)
• FREE 2 AXIS
Configurare opţională pentru conectarea a 2 motoare la placa mecanismului de
acţionare. Unul pentru alimentarea cu sârmă şi unul pentru mişcarea de deplasare.
• FREE 3 AXIS
Configurare opţională pentru conectarea transportoarelor cu role externe,
dispozitivelor de poziţionare sau a axei liniare, precum şi pentru 2 motoare la placa
mecanismului de acţionare. Unul pentru alimentarea cu sârmă şi unul pentru mişcarea
de deplasare.
• N7500I
Cap de sudură pentru crăiţuire.
• Control motor
Configurare opţională pentru utilizarea unităţii de control PEK pentru controlul separat
al motorului fără sursă de alimentare.
9.3.2 Axă de alimentare cu sârmă
Motorul de alimentare cu sârmă se setează automat conform tabelelor de mai jos.
A2TFJ1 A2TGJ1 A6TFF1 MTW600
La motor 5035 38 RPM 5035 68 RPM VEC 4000 FHP258
Angrenaj 1 49:1 49:1 156:1 24:1
Angrenaj 2 1:1 1:1 1:1 1:1
Diametrul rolelor de
alimentare
Senzor impuls 28 ppr 28 ppr 32 ppr 28 ppr
Viteză redusă în
regim manual
Viteză ridicată în
regim manual
La motor VEC 4000 VEC 4000 N7500i 10000 VEC 4000
Angrenaj 1 156:1 156:1 576:1 156:1
Angrenaj 2 1:1 1:1 1:1 1:1
49 mm 49 mm 49 mm 30 mm
150 cm/min 150 cm/min 150 cm/min 150 cm/min
300 cm/min 300 cm/min 300 cm/min 300 cm/min
FREE 2 AXIS FREE 3 AXIS N7500I Control motor
Diametrul
49 mm 49 mm 40mm 49mm
rolelor de
alimentare
Senzor impuls 32 ppr 32 ppr 128ppr 32ppr
0460 949 474
- 46 -
© ESAB AB 2021

9 MENIU DE CONFIGURARE
Viteză redusă în
150 cm/min 150 cm/min 61cm/min 150cm/min
regim manual
Viteză ridicată
300 cm/min 300 cm/min 150cm/min 300cm/min
în regim manual
9.3.3 Axă cu sârmă rece (ICE)
FREE 2 AXIS FREE 3 AXIS
La motor VEC 4000 VEC 4000
Angrenaj 1 156:1 156:1
Angrenaj 2 1:1 1:1
Diametrul rolelor de
49 mm 49 mm
alimentare
Senzor impuls 32 ppr 32 ppr
Viteză redusă în regim
150 cm/min 150 cm/min
manual
Viteză ridicată în regim
300 cm/min 300 cm/min
manual
9.3.4 Axă de deplasare
Motorul de deplasare se setează automat conform tabelelor de mai jos.
A2TFJ1 A2TGJ1 A6TFF1 MTW600
La motor 4030-350 4030-350 FHP258 FHP258
Angrenaj 1 375:10 375:10 24:1 75:2
Angrenaj 2 51:1 51:1 51:1 51:1
Diametru roată 158 mm 158 mm 180 mm 158 mm
Senzor impuls 60 ppr 60 ppr 28 ppr 60 ppr
Viteză ridicată în
200 cm/min 200 cm/min 200 cm/min 200 cm/min
regim manual
FREE 2 AXIS FREE 3 AXIS N7500I Control motor
La motor VEC 4000 VEC 4000 VEC 4000 VEC 4000
Angrenaj 1 312:1 312:1 75:2 312:1
Angrenaj 2 1:1 1:1 51:1 1:1
Diametru roată 65 mm 65 mm 158mm 65mm
Senzor impuls 32 ppr 32 ppr 60ppr 32ppr
Viteză ridicată
200 cm/min 200 cm/min 200cm/min 200cm/min
în regim manual
9.3.5 Axă externă
Atunci când conectaţi la un transportor cu role extern, un dispozitiv de poziţionare sau o axă
liniară, trebuie să selectaţi AXA 3 LIBERĂ.
Dacă aţi selectat AXA 3 LIBERĂ, motorul este setat automat conform tabelelor de mai jos.
Transportor cu
role
Angrenaj 1 560:1 560:1 560:1
0460 949 474
- 47 -
Liniar Dispozitiv de
poziţionare
© ESAB AB 2021

9 MENIU DE CONFIGURARE
Angrenaj 2 111:22 111:22 111:22
Angrenaj 3 1:1 1:1 1:1
Diametru roată 160 mm 160 mm 160 mm
Senzor impuls 30 ppr 30 ppr 30 ppr
Viteză ridicată în regim manual 200 cm/min 200 cm/min 200 cm/min
Raport de frecvenţe 85:50 85:50 85:50
La motor 2000 rpm 2000 rpm 2000 rpm
Diametru sudură 1000 mm - 1000 mm
Diametru rolă 1000 mm - -
Când dispozitivul de poziţionare şi roata de viteză sunt PORNITE, roata de viteză
(codificatorul) se află la obiectul de sudură.
Când dispozitivul de poziţionare şi roata de viteză sunt OPRITE, roata de viteză
(codificatorul) se află la arborele motorului.
Când transportorul cu role şi roata de viteză sunt PORNITE, roata de viteză (codificatorul) se
află la roata transportorului cu role.
Când dispozitivul de poziţionare şi roata de viteză sunt OPRITE, roata de viteză
(codificatorul) se află la arborele motorului.
9.3.6 Tandem pentru sursele de alimentare cu energie electrică LAF şi TAF
Se utilizează când se sudează cu două capete de sudură.
Poziţionaţi cursorul pe rândul TANDEM şi apăsaţi ENTER. SelectaţiPORNIT, utilizând
butonul de poziţionare şi apăsaţi ENTER.
MACHINE CONFIGURATION
PRODUCT CODE
AXĂ DE ALIMENTARE CU SÂRMĂ►
TRAVEL AXIS►
TANDEM►
└ CAP DE SUDURĂ
└ DECALAJ ÎNTRE CAPETELE DE SUDURĂ
└ CU I/O
QUIT
Pentru a putea suda cu două capete de sudură, trebuie să setaţi funcţia DECALAJ ÎNTRE
CAPETELE DE SUDURĂ.
DECALAJ ÎNTRE CAPETELE DE SUDURĂ este distanţa în milimetri dintre capetele de
sudură.
A2TF J1
PORNIT
FAŢĂ
20 mm
PORNIT
Dacă specificaţi distanţa dintre capul de sudură 1 CAP şi capul de sudură 2 SPATE, valoarea
este recalculată de unitatea de comandă între momentul în care capul de sudură 1 porneşte
şi capul de sudură 2 este pe punctul de a porni.
Timpul pe care unitatea de comandă îl poate calcula pentru distanţa dintre pornirea şi oprirea
surselor de alimentare cu energie electrică pentru sudură este de maxim 65 de secunde.
Acest lucru înseamnă că, dacă de exemplu, se specifică 50 cm/min, se poate introduce 2000
mm ca fiind valoarea maximă pentru DECALAJ ÎNTRE CAPETELE DE SUDURĂ. Acest
0460 949 474
- 48 -
© ESAB AB 2021

9 MENIU DE CONFIGURARE
lucru se întâmplă pentru ca timpul să nu expire înainte ca la punctul de pornire să ajungă
capul de sudură 2.
1. FAŢĂ 3. DECALAJ ÎNTRE CAPETELE DE
SUDURĂ
2. SPATE
NOTĂ!
Asiguraţi-vă că ambele unităţi de comandă au aceleaşi setări pentru DECALAJ ÎNTRE
CAPETELE DE SUDURĂ şi specificaţi aceeaşi viteză de deplasare. Alocaţi CAP
pentru unitatea de comandă master şi SPATE pentru unitatea de comandă slave.
Mişcarea de deplasare este controlată întotdeauna din master.
Specificaţi valorile de sudat cu două capete de sudură, după cum urmează:
Poziţionaţi cursorul pe rândul CAP DE SUDURĂ. Selectaţi dacă setarea se va aplica unităţii
de comandă master CAP sau unităţii de comandă slave SPATE.
MACHINE CONFIGURATION
PRODUCT CODE
A2TF J1
AXĂ DE ALIMENTARE CU SÂRMĂ►
TRAVEL AXIS►
TANDEM
└ CAP DE SUDURĂ
└ DECALAJ ÎNTRE CAPETELE DE SUDURĂ
└ CU I/O
PORNIT
FAŢĂ
20 mm
ON
0460 949 474
- 49 -
QUIT
© ESAB AB 2021

9 MENIU DE CONFIGURARE
• Poziţionaţi cursorul pe rândul DECALAJ ÎNTRE CAPETELE DE SUDURĂ şi specificaţi
distanţa dintre cele două capete de sudură.
Exemplu, I/O PORNIT
1. Cap, cap de sudură 1 (master) 3. DECALAJ ÎNTRE CAPETELE DE
SUDURĂ
2. Spate, cap de sudură 2 (slave)
Apăsaţi Pornire, pentru capul de sudură1.
• Capul de sudură1 începe să sudeze.
• Capul de sudură2 începe să sudeze numai dacă s-a ajuns în poziţia de pornire pentru
capul de sudură1 (distanţă dată la DECALAJ ÎNTRE CAPETELE DE SUDURĂ).
Apăsaţi Oprire, pentru capul de sudură1.
• Capul de sudură1 se opreşte din sudat, dar continuă să se deplaseze.
• Capul de sudură2 se opreşte din sudat de îndată ce ajunge în punctul în care
echipamentul 1 s-a oprit din sudat (distanţa dată la DECALAJ ÎNTRE CAPETELE DE
SUDURĂ).
• Sudura este finalizată.
0460 949 474
- 50 -
© ESAB AB 2021

9 MENIU DE CONFIGURARE
Exemplu, I/O OPRIT
1. CAP, cap de sudură 1 (master) 3. DECALAJ ÎNTRE CAPETELE DE
SUDURĂ
2. SPATE, cap de sudură 2 (slave)
Apăsaţi Pornire, pentru capul de sudură1 şi capul de sudură2 în acelaşi timp.
• Capul de sudură1 începe să sudeze.
• Capul de sudură2 începe să sudeze primul dacă s-a ajuns în poziţia de pornire pentru
capul de sudură1 (distanţă dată la DECALAJ ÎNTRE CAPETELE DE SUDURĂ).
Apăsaţi Oprire, pentru capul de sudură1 şi capul de sudură2 în acelaşi timp.
• Capul de sudură1 se opreşte din sudat, dar mişcarea de deplasare continuă.
• Capul de sudură2 se opreşte din sudat după ce ajunge în punctul în care echipamentul
1 s-a oprit din sudat (distanţa care este dată la DECALAJ ÎNTRE CAPETELE DE
SUDURĂ).
• Sudura este finalizată.
9.3.7 Tandem pentru sursa de alimentare cu energie electrică Aristo® 1000
Se utilizează când se sudează cu două sau mai multe capete de sudură. Fiecare cap de
sudură este controlat de propria sa unitate de control (PEK).
Poziţionaţi cursorul pe rândul TANDEM şi apăsaţi ENTER. Selectaţi PORNIT utilizând
butonul de poziţionare şi apăsaţi ENTER.
Este selectat capul de sudură din faţă.
0460 949 474
- 51 -
© ESAB AB 2021

9 MENIU DE CONFIGURARE
TANDEM
MASTER SINCR. C.A.
DECALAJ DE FAZĂ
CONTROL DEPLASARE
TANDEM
└ CAP DE SUDURĂ
└ PORNIRE SUDURĂ SINCRONIZATĂ
└ SUDURĂ C.A. SINCRONIZATĂ
Este selectat capul de sudură din spate.
TANDEM
MASTER SINCR. C.A.
└ DECALAJ DE FAZĂ
CONTROL DEPLASARE
TANDEM
└ CAP DE SUDURĂ
ON
PORNIT
PORNIT
FAŢĂ
PORNIT
PORNIT
QUIT
OFF
90
OFF
ON
SPATE
└ PORNIRE SUDURĂ SINCRONIZATĂ
└ SUDARE C.A. SINCRONIZATĂ
20 mm
ON
QUIT
CAP DE SUDURĂ
Selectaţi astfel încât capul de sudură să se afle în faţă CAP sau în spate SPATE.
MASTER SINCR. C.A.
O sursă de alimentare cu energie electrică într-un sistem în tandem trebuie setată ca master
de sincronizarec.a., dacă s-a utilizat sudurac.a. sincronizată. Preferabil, prima sursă de
alimentare cu energie electrică pentru sudurăc.a. să fie setată ca master de
sincronizarec.a.
CONTROL DEPLASARE
Selectaţi dacă respectivul cap de sudură îşi controlează cursa. Ambele capete de sudură,
din faţă şi din spate, îşi pot controla cursa, dar numai pe rând, nu simultan.
PORNIRE SUDURĂ SINCRONIZATĂ
Dacă s-a selectat ON (Activat), înseamnă că este necesară o singură pornire a unităţii de
control, pentru capul de sudură din faţă. Cel din spate porneşte automat. Dacă s-a selectat
OPRIT, fiecare cap de sudură trebuie pornit cu unitatea de comandă relevantă.
SUDARE C.A. SINCRONIZATĂ
Sudura cu c.a. sincronizată înseamnă că frecvenţa şi echilibrarea, pulsurile c.a., sunt
sincronizate la aceleaşi valori pentru toate capetele de sudură din sistemul tandem.
DECALAJ ÎNTRE CAPETELE DE SUDURĂ
DECALAJ ÎNTRE CAPETELE DE SUDURĂ este distanţa în milimetri dintre capetele de
sudură. Decalajul dintre capetele de sudură trebuie setat întotdeauna, fie că s-a selectat o
pornire a sudurii sincronizate sau nu. Dacă s-a selectat o pornire a sudurii nesincronizate,
0460 949 474
- 52 -
© ESAB AB 2021

9 MENIU DE CONFIGURARE
decalajul este utilizat pentru a calcula o întârzierede timp pentru pornirea sudurii pe capul de
sudură SPATE.
1. CAP, cap de sudură 1 (master) 3. DECALAJ ÎNTRE CAPETELE DE
SUDURĂ
2. SPATE, cap de sudură 2 (slave)
DECALAJ DE FAZĂ (se aplică doar sudurii cu c.a.)
Decalajul de fază înseamnă un decalaj al fazei faţă de capul de sudură din faţă. Se măsoară
în grade.
9.3.8 Surse de alimentare cu energie electrică paralele (se aplică doar surselor
de alimentare cu energie electrică Aristo® 1000)
Pentru a putea configura două surse de alimentare cu energie electrică în paralel, numai
două surse de alimentare cu energie electrică de conectat trebuie să fie pornite şi active pe
magistrala CAN2.
SURSE DE ALIMENTARE CU ENERGIE ELECTRICĂ ÎN PARALEL
SURSE DE ALIMENTARE CU ENERGIE ELECTRICĂ ÎN PARALEL
ID cuplaj în paralel
Conectare cu slave
QUIT
OPRIT
1
- -
Efectuează setările pentru sursele de alimentare cu energie electrică în paralel, după cum
urmează:
0460 949 474
- 53 -
© ESAB AB 2021

9 MENIU DE CONFIGURARE
1. Setaţi funcţia SURSE DE ALIMENTARE CU ENERGIE ELECTRICĂ ÎN PARALEL la
PORNIT.
2. Setaţi ID cuplaj în paralel. Primul cuplaj în paralel este setat la 1, următorul cuplaj în
paralel este setat la 2 etc.
3. Selectaţi linia de meniu Conectare cu slave şi apăsaţi ENTER.
Apare un mesaj de Conectare.
4. Apăsaţi ENTER din nou.
SURSE DE ALIMENTARE CU ENERGIE ELECTRICĂ ÎN PARALEL
SURSE DE ALIMENTARE CU ENERGIE ELECTRICĂ
PORNIT
ÎN PARALEL
ID cuplaj în paralel
Conectare cu slave
QUIT
CONECTARE
După ce aţi conectat sursele de alimentare cu energie electrică master şi slave, se afişează
textul Conectat.
9.3.9 Alimentare cu sârmă ICE
NOTĂ!
Opţiunea ICE este disponibilă numai cu achiziţionarea licenţei ICE.
Opţiunea ALIMENTARE CU SÂRMĂ ICEPORNIT poate fi selectată în meniul de configurare
a aparatului. Dacă se selectează alimentarea cu sârmă ICE, apare opţiunea AXĂ DE
ALIMENTARE CU SÂRMĂ ICE.
MACHINE CONFIGURATION
1
- -
PRODUCT CODE
AXĂ DE ALIMENTARE CU SÂRMĂ
AXĂ DE ALIMENTARE CU SÂRMĂ ICE►
FREE 2 AXIS
OFF
ON
TRAVEL AXIS►
TANDEM
ICE WIRE FEED
SETĂRILE ID-URILOR PENTRU NODURI►
QUIT
Setările pentru Axă de alimentare cu sârmă ICE trebuie să fie identice cu cele pentru axa de
alimentare cu sârmă.
0460 949 474
- 54 -
© ESAB AB 2021

9 MENIU DE CONFIGURARE
AXĂ DE ALIMENTARE CU SÂRMĂ ICE
MOTOR
ANGRENAJ 1►
└ N 1
└ N 2
ANGRENAJ 2►
└ N 1
└ N 2
DIAM. ROLĂ DE ALIMENTARE
CODIFICATOR DE IMPULSURI
VITEZĂ REDUSĂ ÎN REGIM MANUAL
Motorul este selectat dintr-o listă derulantă cu următoarele opţiuni:
5035 38 RPM
5035 68RPM
FHP 258
5035 38 RPM
ON
156
1
ON
1
1
49 mm
32 ppr
150 cm/min
QUIT
VEC80000
VEC40000
DUNKER1
DUNKER2
MET3B
VEC4000Par
4030-350
• ANGRENAJ 1 trebuie setat la PORNIT. Valoarea nu poate fi OPRIT.
• ANGRENAJ 2 trebuie să fie setat, în mod normal, la PORNIT, dar se poate selecta
OPRIT.
• Valorile N1 şi N2 de la ANGRENAJ 1 şi ANGRENAJ 2 sunt setate cu unul din cele trei
butoane de setare din partea inferioară a panoului. Intervalul pentru N1 şi N2 depinde
de motorul selectat.
• Diametrul rolelor de alimentare DIAM. ROLELOR DE ALIMENTARE este selectat cu
orice buton de setare. Intervalul depinde de motorul selectat.
• Codificatorul pentru impulsuri CODIFICATOR PENTRU IMPULSURI se selectează cu
oricare buton de setare. Intervalul este 1 – 9998 ppr (ppr = pulses per revolution impulsuri per revoluţie).
• VITEZĂ REDUSĂ ÎN REGIM MANUAL se selectează cu oricare buton de setare.
Intervalul este 1 – 1000 cm/min.
• VITEZĂ RIDICATĂ ÎN REGIM MANUAL se selectează cu oricare buton de setare.
Intervalul este 1 – 5000 cm/min.
0460 949 474
- 55 -
© ESAB AB 2021

9 MENIU DE CONFIGURARE
9.3.10 Funcţie pas
FUNCŢIE PAS
CONTROL PAS
DIRECŢIE PAS
LUNGIME PAS
VITEZĂ PAS
NUMĂR DE PAŞI
SUPRAPUNERE
LUNGIME PAS MANUAL
WHEEL DIAMETER
WELD DIAMETER
ROLL DIAMETER
CONTROL PAS PORNIT sau OPRIT
Setare Pornit/Oprit pentru funcţia pas
DIRECŢIE PAS PĂTRAT sau TRIUNGHI
Setarea direcţiei pentru execuţia pasului automat
ON
TRIANGLE
76 mm
77 cm/min
10
10 mm
3 mm
1 mm
1 000 mm
1 000 mm
QUIT
LUNGIME PAS Lungimea unui pas automat (setare de minim 1mm)
VITEZĂ PAS Viteza de deplasare a pasului automat (setare de minim
3cm/min)
NUMĂR DE PAŞI Numărul de paşi în timpul unei rotaţii.
SUPRAPUNERE Lungimea suprapunerii unei rotaţii.
LUNGIME PAS MANUAL Lungimea unui pas manual (setare de minim 1mm)
(pentru reglaje manuale unice în timpul sudurii)
NOTĂ!
Pentru a putea executa funcţia pas, CONTROL PAS trebuie să fie în poziţia PORNIT,
tastele programabile AXĂ IEŞIRE şi PAS AUTOMAT trebuie să fie în poziţia PORNIT.
Dacă doriţi să reporniţi pasul, pentru a reporni pasul de sudare după o oprire, apăsaţi tasta
programabilă REPORNIRE PAS înainte de a apăsa PAS AUTOMAT, înainte de a începe
sudarea.
De exemplu, dacă aveţi 100 mm până la pasul următor, apăsaţi OPRIRE, schimbaţi sârma,
poziţionaţi obiectul, apăsaţi REPORNIRE PAS, apăsaţi PAS AUTOMAT şi începeţi sudura.
Următorul pas va fi după 100 mm.
Dacă aţi activat „comutatorul cu o răsucire”, funcţia pas execută un singurpas automat în
direcţia şi la viteză şi lungimea specificate de parametrii DIRECŢIE PAS, VITEZĂ PAS şi
LUNGIME PAS.
Dacă aţi apăsat tasta programabilă FORŢARE PAS, funcţia pas execută un singur pas
automat în direcţia şi la viteza şi lungimea specificate de parametrii DIRECŢIE PAS, VITEZĂ
PAS şi LUNGIME PAS.
Dacă aţi apăsat butonul pătrat/triunghi, se execută un singur pas manual în direcţia şi la
viteza şi lungimea specificate de parametrii pentru pătrat/triunghi, VITEZĂ PAS şi LUNGIME
0460 949 474
- 56 -
© ESAB AB 2021

9 MENIU DE CONFIGURARE
PAS. Această funcţie poate fi utilizată pentru a efectua o singură mică ajustare în timpul
sudurii.
Întotdeauna există posibilitatea de a întrerupe deplasarea pasului automat sau manual
apăsând butonul PĂTRAT sau TRIUNGHI.
În timpul deplasării pasului automat sau manual, LED-ul de deasupra butonului
pătrat/triunghi se aprinde pentru a indica deplasarea şi direcţia.
Setări roată de viteză
Când dispozitivul de poziţionare şi roata de viteză sunt PORNITE, roata de viteză
(codificatorul) se află la obiectul de sudură.
Când dispozitivul de poziţionare şi roata de viteză sunt OPRITE, codificatorul se află la
arborele motorului.
Când transportorul cu role şi roata de viteză sunt PORNITE, roata de viteză (codificatorul) se
află la roata transportorului cu role.
Când dispozitivul de poziţionare şi roata de viteză sunt OPRITE, codificatorul se află la
arborele motorului.
9.3.11 Sudură intermitentă
SUDURĂ INTERMITENTĂ
SUDURĂ INTERMITENTĂ
LUNGIME DE SUDURĂ
LUNGIME DE TRANSPORT
ON
0 mm
0 mm
NUMĂR DE SUDURI
QUIT
Pentru a activa funcţia, setaţi sudura intermitentă la PORNIT. O secvenţă de sudură
intermitentă constă în sudură şi transport. La ultima sudură dintr-o secvenţă, transportul nu
va fi efectuat.
LUNGIMEA DE SUDURĂ reprezintă lungimea sudurii.
LUNGIMEA DE TRANSPORT este lungimea transportului după finalizarea unei suduri.
NUMĂRUL DE SUDURI reprezintă numărul de suduri de efectuat, inclusiv transportul. Dacă
numărul de suduri este setat la „0”, secvenţa de sudură intermitentă continuă până când
utilizatorul opreşte sudura folosind butonul roşu de oprire a sudurii.
9.3.12 Polaritate (se aplică numai sursei de alimentare cu energie electrică Aristo® 1000)
0
În meniul POLARITATE puteţi seta polaritatea pentru sudură.
• Pentru a suda cu polaritate pozitivă pe sârma de sudură şi cu polaritate negativă pe
piesa de prelucrat, selectaţi polaritatea POZITIVĂ.
• Pentru a suda cu polaritate negativă pe sârma de sudură şi cu polaritate pozitivă pe
piesa de prelucrat, selectaţi polaritatea NEGATIVĂ.
9.3.13 Setările ID-urilor pentru noduri (se aplică numai sursei de alimentare cu energie electrică Aristo® 1000)
Dacă în sistem există noduri de intrare/ieşire, aici se setează numerele ID.
0460 949 474
- 57 -
© ESAB AB 2021

9 MENIU DE CONFIGURARE
NODE ID SETTINGS
ID-UL NODULUI 1 I/O
ID-UL NODULUI 2 I/O
QUIT
9.3.14 Informaţii despre sistem (se aplică numai sursei de alimentare cu energie electrică Aristo® 1000)
Meniul INFORMAŢII DESPRE SISTEM afişează sursele de alimentare cu energie electrică
active conectate prin intermediul magistraleiCAN2, dacă sursele de alimentare cu energie
electrică se află în modul în tandem sau în paralel şi dacă acestea sunt configurate ca
master sau slave.
INFORMAŢII DESPRE SISTEM
Surse de alimentare active pe CAN2
ID PS Tandem Paralel
Fără contact cu sursa de alimentare master
17
25
QUIT
9.4 Lungimi de cablu (se aplică numai surselor de alimentare cu energie electrică LAF şi TAF)
Tensiunea arcului este afectată de impedanţa cablurilor de sudură. Impedanţa este afectată
de lungimea şi suprafaţa cablurilor, precum şi de modul în care acestea sunt pozate. Acest
lucru este deosebit de prezent în timpul sudurii cu c.a.
Compensarea căderii de tensiune cu cabluri lungi este păstrată dacă se specifică lungimea
reală a cablului.
Cablul (cablu de sudură şi conectorul la un loc) trebuie alimentat pe întreaga lungime.
Notă! Dacă utilizaţi două cabluri, suprafeţele trebuie combinate pentru ambele cabluri.
Această funcţie este activă în timpul procesului de pornire înainte ca sursa de alimentare cu
energie electrică să primească o valoare de măsurare în funcţie de care să se regleze.
Dacă aţi selectat „OCV max.”, această funcţie este inactivă.
9.5 Întreținere
MENIU PRINCIPAL » CONFIGURARE » ÎNTREŢINERE
În acest meniu puteți seta frecvenţa de înlocuire a vârfului de contact. Specificaţi numărul de
porniri ale sudurii după care trebuie înlocuit vârful, selectând rândul INTERVAL DE
ÎNLOCUIRE VÂRF DE CONTACT şi apăsaţi ENTER. Modificaţi valoarea cu ajutorul
butoanelor de setare. Când se depăşeşte intervalul, se afişează codul de defect 54 în
jurnalul de erori.
Dacă selectaţi LIMITĂ DE TIMP DE FUNCŢIONARE TOTAL în locul numărului de porniri, se
va contacta un tehnician de service autorizat ESAB.
0460 949 474
- 58 -
© ESAB AB 2021

9 MENIU DE CONFIGURARE
ÎNTREŢINEREA
INTERVAL DE ÎNLOCUIRE VÂRF DE CONTACT
└ CONTOR SUDURĂ
LIMITĂ DE TIMP DE FUNCŢIONARE TOTAL
└ TIMP TOTAL DE EXECUŢIE
0 Welds
0 suduri
0d:00:00:00
0d:00:00:00
QUIT
9.6 Factor de filtrare valori de măsurare
MENIUL PRINCIPAL » CONFIGURARE » FACTOR DE FILTRARE VALORI DE MĂSURARE
Acest meniu furnizează un factor de filtrare pentru valorile de măsurare ale curentului de
sudură. Cu cât este mai mare valoarea factorului de filtrare pe care o alegeţi, cu atât veţi
obţine o valoare de măsurare a curentului de sudură mai stabilă. Puteţi alege între factorii de
filtrare 1, 2 şi 4.
Poziţionaţi cursorul pe rândul FACTOR DE FILTRARE VALORI DE MĂSURARE şi apăsaţi
ENTER. Un meniu pop-up afişează factorii de filtrare UNU, DOI şi PATRU. Selectaţi factorul
de filtrare preferat cu butonul de poziţionare şi apăsaţi ENTER.
CONFIGURARE
LIMBĂ
BLOCARE PRIN COD►
CONFIGURARE GENERALĂ►
CONFIGURARE APARAT►
LUNGIMI CABLU►
ÎNTREŢINERE►
FACTOR DE FILTRARE VALORI DE MĂSURARE
UNU
DOI
PATRU
ENGLISH
UNU
QUIT
0460 949 474
- 59 -
© ESAB AB 2021

10 TOOLS
10 TOOLS
MENIU PRINCIPAL » INSTRUMENTE
Acest meniu conţine următoarele sub-meniuri:
• Gestionare evenimente, consultaţi secţiunea „Gestionarea evenimentelor”.
• Export/Import, consultaţi secţiunea „Export/Import”.
• Manager de fişiere, consultaţi secţiunea „Manager de fişiere”.
• Editare limite de setare, consultaţi secţiunea „Editor limită de setare”.
• Editare limite de măsurare, consultaţi secţiunea „Editor limită de măsurare”.
• Statistici de producţie, consultaţi secţiunea „Statistici de producţie”.
• Funcţii calitate, consultaţi secţiunea „Funcţii de calitate”.
• Calendar, consultaţi secţiunea „Calendar”.
• Conturi de utilizator, consultaţi secţiunea „Conturi de utilizator”.
• Informaţii despre unitate, consultaţi secţiunea „Informații despre unitate”.
10.1 Gestionarea evenimentelor
MENIU PRINCIPAL » GESTIONARE EVENIMENTE
Codurile de gestionare a defectelor se utilizează pentru a indica faptul că a survenit un
defect în procesul de sudură. Apare pe afişaj prin intermediul unui meniu pop-up şi apare un
semn de exclamaţie în colţul dreapta sus al afişajului.
NOTĂ!
dispare de pe afişaj, imediat ce accesaţi meniul jurnal de evenimente.
Meniul Gestionare evenimente are două sub-meniuri, Jurnal de evenimente (consultaţi
secţiunea „Jurnal de evenimente”) şi Erori active (consultaţi secţiunea „Erori active”).
EVENT HANDLING
JURNAL DE EVENIMENTE►
ERORI ACTIVE►
QUIT
10.1.1 Jurnal de evenimente
MENIU PRINCIPAL » INSTRUMENTE » GESTIONARE EVENIMENTE » JURNAL DE
EVENIMENTE
Toate erorile care au loc în timpul utilizării echipamentului de sudură sunt documentate ca
mesaje de eroare în jurnalul de erori. Pot fi salvate până la 99 mesaje de eroare. Dacă
jurnalul de erori se umple, adică au fost salvate 99 mesaje de erori, cel mai vechi mesaj este
şters automat atunci când are loc următorul defect.
În jurnalul de erori se pot citi următoarele informaţii:
• Numărul de eroare al erorii
• Ziua în care a intervenit eroarea
• Ora la care a intervenit eroarea
0460 949 474
- 60 -
© ESAB AB 2021

10 TOOLS
• Unitatea în care a intervenit eroarea, consultaţi secţiunea „ID-urile unităţii”
• Codul de gestionare a erorii aferent erorii respective, consultaţi secţiunea „Descrierea
codurilor de gestionare a defecţiunii”
ERROR LOG
Index Date Time Unit Error
1 081120 11:24:13 8 19
2 081120 10:24:18 8 18
3 081121 13:24:18 8 17
Eroare a memoriei acţionate de baterie
DELETE ALL QUIT
10.1.2 Erori active
MENIU PRINCIPAL » INSTRUMENTE » GESTIONARE EVENIMENTE » ERORI ACTIVE
Meniul Erori active afişează numai erorile active de la momentul respectiv.
ACTIVE ERRORS
Nr. eroare ID nod Tip de dispozitiv
78 1 sursă de
alimentare cu
energie electrică
152 1 sursă de
alimentare cu
energie electrică
Eroare nr. 78
QUIT
10.1.3 ID-urile unităţii
Explicarea ID-urilor unităţii pentru sursele de alimentare cu energie electrică LAF şi TAF:
2 = Sursă de alimentare cu energie electrică
6 = Alimentare cu sârmă şi mişcarea de deplasare (placă motor)
8 = Panou de comandă
NOTĂ!
ID-urile unităţii menţionate mai sus se aplică surselor de alimentare cu energie
electrică LAF şi TAF şi constituie un exemplu de ID-uri ale unităţii pentru
Aristo®1000, având în vedere că nodurile din cadrul unei aplicaţii Aristo®1000 pot
avea numere ID diferite, în funcţie de configuraţia echipamentului.
10.1.4 Descrierea codurilor de gestionare a defecţiunilor
Mai jos sunt prezentate codurile de gestionare a defecţiunilor pe care utilizatorii le pot
corecta singuri. Dacă apare un alt cod, reporniţi aparatul şi dacă eroarea persistă, contactaţi
un tehnician de service.
0460 949 474
- 61 -
© ESAB AB 2021

10 TOOLS
6 Temperatură înaltă
Sursa de alimentare cu energie electrică este supraîncălzită. Sudura este anulată. Sudarea este
permisă din nou dacă temperatura scade sub parametrul maxim de temperatură.
1. Verificaţi dacă orificiile de admisie sau de evacuare a aerului de răcire nu sunt blocate sau
înfundate cu murdărie.
2. Verificaţi ciclul de funcţionare utilizat, pentru a vă asigura că echipamentul nu este suprasolicitat.
7 Low welding current
Arcul de sudură a fost oprit din cauza curentului de sudură prea scăzut în timpul procesului de sudură.
1. Este resetată la următoarea pornire a sudurii. Dacă eroarea persistă, apelaţi la un tehnician de
service.
8 Low battery voltage
Tensiunea bateriei este prea scăzută. Dacă bateria nu este înlocuită, toate datele stocate vor fi
pierdute. Această eroare nu dezactivează nicio funcţie.
1. Apelaţi la un tehnician de service pentru a înlocui bateria.
11 Eroare de viteză la un motor (motor de alimentare cu sârmă,
de deplasare)
Un motor nu poate menţine viteza. Sudarea se opreşte.
1. Verificaţi dacă avansul sârmei nu s-a blocat sau dacă este prea rapid. Dacă eroarea persistă,
apelaţi la un tehnician de service.
2. Dacă eroarea persistă, apelaţi la un tehnician de service.
12 Internal communication error (warning)
Sarcina de pe magistrala CAN a sistemului este temporar prea mare. Este posibil ca sursa de
alimentare cu energie electrică să fi pierdut contactul cu unitatea de comandă
1. Verificaţi dacă toate echipamentele sunt conectate corect. Dacă eroarea persistă, apelaţi la un
tehnician de service.
14 Communication error
Magistrala CAN a sistemului nu mai funcţionează temporar din cauza unei sarcini excesive.
Procesul curent de sudură este oprit.
1. Verificaţi echipamentul pentru a vă asigura că este conectată numai o unitate de alimentare cu
sârmă sau o unitate de comandă de la distanţă.
2. Dacă eroarea se repetă, apelaţi la un tehnician de service.
17 Lost contact with the unit
Contact pierdut cu o unitate.
1. Verificaţi cablajul şi conectorul dintre unitatea de comandă şi sursa de alimentare.
32 Lipsă flux de gaz
Pornire împiedicată.
1. Verificaţi supapa de gaz, furtunurile şi conectorii.
0460 949 474
- 62 -
© ESAB AB 2021

10 TOOLS
43 High welding current
Sursa de alimentare a oprit procesul de sudură deoarece curentul a depăşit parametrul maxim de
curent pentru sursa de alimentare.
1. Este resetată la următoarea pornire a sudurii. Dacă eroarea persistă, apelaţi la un tehnician de
service.
44 Current servo saturation
Procesul de sudură s-a oprit pentru că nu a avansat timp de 10 secunde.
1. Este resetată la următoarea pornire a sudurii. Dacă eroarea persistă, apelaţi la un tehnician de
service.
168 Un motor s-a oprit
Nu există impulsuri de la traductorul de impuls al motorului.
Pentru LAF şi TAF: 168 = Motor M1 (motorul alimentatorului cu sârmă), 169 = Motor M2 (motorul de
deplasare).
1. Verificaţi cablurile motorului. Înlocuiţi traductorul de impuls.
169 Un motor s-a oprit
Nu există impulsuri de la traductorul de impuls al motorului.
Pentru LAF şi TAF: 168 = Motor M1 (motorul alimentatorului cu sârmă), 169 = Motor M2 (motorul de
deplasare).
1. Verificaţi cablurile motorului. Înlocuiţi traductorul de impuls.
2310 Current servo saturation
Sursa de alimentare a livrat temporar curent maxim.
1. Dacă eroarea persistă, încercaţi să reduceţi volumul de date de sudură.
3205 High DC voltage
1. Verificaţi dacă tensiunea de la reţea este prea mică sau prea mare.
4201 Temperatură înaltă
Sursa de alimentare cu energie electrică este supraîncălzită. Sudura este anulată. Sudarea este
permisă din nou dacă temperatura scade sub parametrul maxim de temperatură.
1. Verificaţi dacă orificiile de admisie sau de evacuare a aerului de răcire nu sunt blocate sau
înfundate cu murdărie.
2. Verificaţi ciclul de funcţionare utilizat, pentru a vă asigura că echipamentul nu este suprasolicitat.
4202 Temperatură înaltă
Sursa de alimentare cu energie electrică este supraîncălzită. Sudura este anulată. Sudarea este
permisă din nou dacă temperatura scade sub parametrul maxim de temperatură.
1. Verificaţi dacă orificiile de admisie sau de evacuare a aerului de răcire nu sunt blocate sau
înfundate cu murdărie.
2. Verificaţi ciclul de funcţionare utilizat, pentru a vă asigura că echipamentul nu este suprasolicitat.
4203 Temperatură înaltă
Sursa de alimentare cu energie electrică este supraîncălzită. Sudura este anulată. Sudarea este
permisă din nou dacă temperatura scade sub parametrul maxim de temperatură.
0460 949 474
- 63 -
© ESAB AB 2021

10 TOOLS
1. Verificaţi dacă orificiile de admisie sau de evacuare a aerului de răcire nu sunt blocate sau
înfundate cu murdărie.
2. Verificaţi ciclul de funcţionare utilizat, pentru a vă asigura că echipamentul nu este suprasolicitat.
5010 High inductance
Inductanţa este prea mare, în funcţie de cablurile de sudură lungi şi/dau de volumul mare de date de
sudură.
1. Ajustaţi datele de sudură.
8117 Lost contact with the unit
Contact pierdut cu o unitate.
1. Verificaţi cablajul şi conectorul dintre unitatea de comandă şi sursa de alimentare.
8411,
Eroare la motor privind viteza sârmei
subcode 0
Un motor nu poate menţine viteza. Sudarea se opreşte.
1. Verificaţi dacă avansul sârmei nu s-a blocat sau dacă este prea rapid. Dacă eroarea persistă,
apelaţi la un tehnician de service.
8411,
Eroare la motor privind viteza de deplasare
subcode 1
Nu există impulsuri de la traductorul de impuls al motorului.
1. Verificaţi cablurile motorului. Înlocuiţi traductorul de impuls.
10.2 Export/Import
MENIU PRINCIPAL » INSTRUMENTE » EXPORT/IMPORT
În meniul Export/Import, puteţi transfera informaţiile la şi de la panoul de comandă prin
intermediul unei memorii USB.
Se pot transfera următoarele informaţii:
• WELD DATA SETS EXPORT /IMPORT
• SETAREA SISTEMULUI EXPORT /IMPORT
• LIMITE DE SETARE EXPORT /IMPORT
• LIMITE DE MĂSURARE EXPORT /IMPORT
• ERROR LOG EXPORT
• JURNAL DE FUNCŢII DE CALITATE EXPORT
• STATISTICI DE PRODUCŢIE EXPORT
Întreprindeţi următoarele acţiuni pentru a salva pe o memorie USB:
Introduceţi memoria USB în unitatea de comandă.
Selectaţi rândul cu informaţiile care vor fi transferate. Apăsaţi EXPORT sau IMPORT, în
funcţie de exportarea sau importarea informaţiilor.
0460 949 474
- 64 -
© ESAB AB 2021

10 TOOLS
EXPORT/IMPORT
SETURI DE DATE DE SUDURĂ
SETĂRI SISTEM
LIMITE DE SETARE
LIMITE DE MĂSURARE
JURNAL DE ERORI
JURNAL DE FUNCŢII DE CALITATE
STATISTICI DE PRODUCŢIE
EXPORT IMPORT QUIT
10.3 Manager de fişiere
MENIU PRINCIPAL » INSTRUMENTE » MANAGER DE FIŞIERE
Din managerul de fişiere puteţi gestiona informaţii pe o memorie USB (C:\). Managerul de
fişiere face posibilă ştergerea şi copierea datelor de sudură şi a datelor de calitate în mod
manual.
Dacă aţi conectat memoria USB, pe afişaj apare folderul implicit al memoriei, dacă nu aţi
selectat unul anterior.
Panoul de comandă reţine unde eraţi când aţi folosit ultima dată managerul de fişiere, astfel
că reveniţi în acelaşi loc din structura fişierelor atunci când vă întoarceţi.
MANAGER DE FIŞIERE
..
FOLDER NOU
QData.xml
INFO UPDATE ALT. QUIT
• Pentru a afla cât spaţiu de stocare rămâne pentru memorie, utilizaţi funcţia
INFORMAŢII.
• Actualizaţi informațiile apăsând ACTUALIZARE.
• Când doriţi să ştergeţi, să modificaţi numele, să creaţi folder nou, să copiaţi sau să lipiţi,
apăsaţi ALT. Apare o listă din care puteţi alege. Dacă se selectează (..) sau un folder,
puteţi doar crea un folder nou sau puteţi lipi într-un fişier pe care l-aţi copiat anterior.
Dacă aţi selectat un fişier, opţiunile REDENUMIRE, COPIERE sau LIPIRE vor fi
adăugate dacă anterior aţi copiat un fişier.
Selectaţi un folder sau un fişier şi apăsaţi ALT.
0460 949 474
- 65 -
© ESAB AB 2021

10 TOOLS
MANAGER DE FIŞIERE
..
Date de sudură
FOLDER NOU
ErrorLog.xml
QData.xml
~Weldoffice.dat
INFO UPDATE ALT. QUIT
Această listă se afișează după ce apăsaţi ALT.
COPIERE
LIPIRE
DELETE
REDENUMIRE
FOLDER NOU
10.3.1 Ştergerea unui fişier/folder
Selectaţi fişierul sau folderul care trebuie şters şi apăsaţi ALT.
Selectaţi ŞTERGERE şi apăsaţi ENTER.
DELETE
REDENUMIRE
FOLDER NOU
Fişierul/folderul este acum şters. Pentru a şterge un folder, acesta trebuie să fie gol, adică
întâi trebuie să ştergeţi fişierele din folder.
10.3.2 Redenumirea unui fişier/folder
Selectaţi fişierul sau folderul care trebuie redenumit şi apăsaţi ALT.
Selectaţi REDENUMIRE şi apăsaţi ENTER.
DELETE
REDENUMIRE
FOLDER NOU
Pe afişaj apare o tastatură. Utilizaţi butonul de poziţionare pentru a modifica rândul şi tastele
săgeată pentru a vă deplasa la stânga şi dreapta. Selectaţi caracterul/funcţia care se va
utiliza şi apăsaţi ENTER.
10.3.3 Crearea unui folder nou
Selectaţi locaţia folderului nou şi apăsaţi ALT.
Selectaţi FOLDER NOU şi apăsaţi ENTER.
0460 949 474
- 66 -
© ESAB AB 2021

10 TOOLS
DELETE
REDENUMIRE
FOLDER NOU
Pe afişaj apare o tastatură. Utilizaţi butonul de poziţionare pentru a modifica rândul şi tastele
săgeată pentru a vă deplasa la stânga şi dreapta. Selectaţi caracterul/funcţia care se va
utiliza şi apăsaţi ENTER.
10.3.4 Copierea şi lipirea fişierelor
Selectaţi fişierul care va fi copiat şi apăsaţi ALT.
Selectaţi COPIERE şi apăsaţi ENTER.
COPIERE
LIPIRE
DELETE
REDENUMIRE
FOLDER NOU
Poziţionaţi cursorul în folderul în care va fi localizat fişierul copiat şi apăsaţi ALT.
Selectaţi LIPIRE şi apăsaţi ENTER.
COPIERE
LIPIRE
DELETE
REDENUMIRE
FOLDER NOU
Copia este salvată ca şi Copie a plus numele original, de ex., copie a WeldData.awd.
10.4 Editor limită de setare
MENIU PRINCIPAL » INSTRUMENTE » EDITOR LIMITĂ DE SETARE
În acest meniu setaţi propriile valori max. şi min. pentru diferite metode de sudură. Limitele
nu pot fi mai mari sau mai mici decât valorile pentru care este dimensionată sursa de
alimentare. Există 50 puncte de stocare. Selectaţi un rând pentru un punct de stocare gol şi
apăsaţi ENTER. Selectaţi procesul apăsând ENTER şi selectaţi procesul de sudură cu
ajutorul butonului de poziţionare şi apăsaţi ENTER.
Valorile maxime şi minime pentru tensiunea arcului, viteza de alimentare cu sârmă, viteza de
deplasare şi curentul de sudură pot fi selectate pentru toate procesele.
0460 949 474
- 67 -
© ESAB AB 2021

10 TOOLS
EDITARE LIMITE
PROCES
TENSIUNE
TENSIUNE
VITEZA SÂRMEI
VITEZA SÂRMEI
VITEZĂ DE DEPLASARE
VITEZĂ DE DEPLASARE
CURENT
CURENT
STOCARE DELETE QUIT
LIMITE
1 SAW
2 GMAW
3 CRĂIŢUIRE
4 -
SAW
MIN 17.0
MAX 47.0
MIN 50
MAX 970
MIN 100
MAX 2400
MIN 70
MAX 1500
5 6 7 -
17.0 - 47.0 Volt , 50 - 970 cm/min
100 - 2400 cm/min , 70 - 1500 Amp
QUIT
După ce au fost reglate valorile, apăsaţi STOCARE. Când sunteţi întrebat dacă valoarea
limită va fi salvată în punctul de stocare selectat, apăsaţi NU sau DA. Valorile punctului de
stocare se văd sub linia de la partea inferioară.
Cu tasta programabilă AUTOMAT, parametrii sunt setaţi automat în funcţie de parametrii cel
mai recent utilizaţi.
Când sunteţi întrebat dacă setările de limitare vor fi efectuate automat, apăsaţi NU sau DA şi,
apoi STOCARE dacă setarea va fi reţinută.
10.5 Editor limite de măsurare
MENIU PRINCIPAL » INSTRUMENTE » EDITOR LIMITE DE MĂSURARE
În acest meniu setaţi propriile valori de măsurare pentru diferitele metode de sudură. Există
50 puncte de stocare. Selectaţi un rând pentru un punct de stocare gol şi apăsaţi ENTER.
Selectaţi PROCES apăsând ENTER şi selectaţi procesul de sudură cu ajutorul butonului de
poziţionare şi apăsaţi ENTER.
Se pot selecta următoarele valori:
• tensiune arc: min., max.
• viteză de alimentare cu sârmă: min., max.
• curent de sudură: min., max.
0460 949 474
- 68 -
© ESAB AB 2021

10 TOOLS
• viteză de deplasare: min., max.
• energie per unitate de lungime: min., max.
Setaţi valoarea dorită cu ajutorul butoanelor de setare şi apăsaţi STOCARE.
În caseta de dialog, sunteţi întrebat dacă doriți doriţi să stocaţi punctul de stocare selectat.
Apăsaţi DA pentru a salva valoarea. Valorile punctului de stocare se văd sub linia de la
partea inferioară.
LIMITE DE MĂSURARE
1 SAW
2 GMAW
3 4 5 6 7 -
0.0 - 46.9 Volt , 0 - 2495 cm/min
3 - 994 cm/min , 3 - 990 Amp
5 - 500 kJ/min
QUIT
Cu tasta programabilă AUTOMAT, parametrii sunt setaţi automat în funcţie de valorile de
măsurare cel mai recent utilizate.
Când sunteţi întrebat dacă valorile de măsurare vor fi setate automat, apăsaţi NU sau DA şi,
apoi STOCARE dacă setarea va fi reţinută.
10.6 Statistici de producţie
MENIU PRINCIPAL » INSTRUMENTE » STATISTICI DE PRODUCŢIE
Statisticile de producţie vor ţine evidenţa duratei totale a arcului, a cantităţii totale de material
şi a numărului de suduri de la cea mai recentă resetare. De asemenea, acestea vor ţine şi
evidenţa duratei arcului şi a cantităţii de material utilizate în cea mai recentă sudură. În scop
de informare, se afişează şi unitatea de material pe lungime a sârmei topite care a fost
calculată şi momentul apariţiei celei mai recente setări.
PRODUCTION STATISTICS
ULTIMA SUDURĂ TOTAL
TIMP ARC
0s
0s
SÂRMĂ CONSUMATĂ
ÎN FUNCŢIE DE
NUMĂR DE SUDURI
SÂRMĂ ICE CONSUMATĂ
VITEZĂ DE DEPUNERE
0g
1g/m
0 kg/h
0g
0
0 kg/h
ULTIMA RESETARE 081114 08:38:03
RESETARE ACTUALIZARE QUIT
0460 949 474
- 69 -
© ESAB AB 2021

10 TOOLS
Atunci când apăsați RESETARE, se resetează toate contoarele. Data şi ora arată cea mai
recentă resetare.
Dacă nu resetaţi contoarele, acestea se resetează automat atunci când una din ele a atins
valoarea maximă.
Valori maxime ale contoarelor
Timp 999 ore, 59 minute, 59 secunde
Greutate 13350000 grame
Cantitate 65535
10.7 Funcţii de calitate
MENIU PRINCIPAL » INSTRUMENTE » FUNCŢII DE CALITATE
Funcţiile de calitate ţin evidenţa diferitelor date de sudură interesante pentru suduri
individuale.
Aceste funcţii sunt:
• Ora începerii sudurii.
• Durata sudurii.
• Curentul maxim, minim şi mediu în timpul sudurii.
• Tensiunea maximă, minimă şi medie în timpul sudurii.
• Energia maximă, minimă şi medie per lungime de unitate în timpul sudurii.
Numărul de suduri de la cea mai recentă resetare este afişat pe rândul de jos. Se pot stoca
informaţii pentru maxim 100 suduri. În cazul în care există mai mult de 100 suduri, prima va fi
suprascrisă.
Sudura notată cel mai recent este prezentată pe afişaj, deşi este posibilă şi navigarea între
alte suduri înregistrate. Toate jurnalele se şterg atunci când apăsaţi RESETARE.
QUALITY FUNCTIONS
NR. SUDURĂ: 1/4
PORNIRE 20190807 15:59:14
TIMP DE SUDURĂ 00:00:20 DATE DE SUDURĂ:
APORT DE CĂLDURĂ: 3,12 kJ/min
I (Amp)
U (V)
Q (kJ/min)
V(t) (cm/min)
V(w) (cm/min)
MAX
293.00
41.50
7.00
0,00
0,00
MIN
243.00
16.20
0.00
0,00
0,00
AVE.
289.00
39.40
2.00
0,00
0,00
NUMĂR DE SUDURI DE LA RESETARE: 4
RESETARE ACTUALIZARE QUIT
10.7.1 Stocarea datelor de calitate
MENIU PRINCIPAL » INSTRUMENTE » EXPORT/IMPORT
Fişierele produse în panoul de comandă sunt stocate ca fişiere xml. Memoria USB trebuie
formatată ca FAT32 pentru a funcţiona.
0460 949 474
- 70 -
© ESAB AB 2021

10 TOOLS
Introduceți o memorie USB în panoul de comandă, consultaţi secţiunea „Manager de fişiere”.
Selectaţi JURNAL FUNCŢII DE CALITATE, apăsaţi EXPORT.
EXPORT/IMPORT
SETURI DE DATE DE SUDURĂ
SETĂRI SISTEM
LIMITE DE SETARE
LIMITE DE MĂSURARE
JURNAL DE ERORI
JURNAL DE FUNCŢII DE CALITATE
STATISTICI DE PRODUCŢIE
EXPORT QUIT
Întregul set de date de calitate (informaţii despre cele mai recente 100 de suduri) care este
stocat în panoul de comandă este acum salvat în memoria USB.
Fişierul se află într-un folder denumit QData. QData se creează automat atunci când
introduceţi o memorie USB.
10.7.2 Import setări de sistem
Dacă treceţi de la o sursă de alimentare cu energie electrică Aristo® 1000 la LAF/TAF,
utilizaţi SETĂRI DE SISTEM pentru a importa setările de sistem.
Când se selectează EXPORT/IMPORT puteţi importa setările marcând SETĂRI DE SISTEM
cu ajutorul butonului de poziţionare şi apăsând IMPORT.
EXPORT/IMPORT
SETURI DE DATE DE SUDURĂ
SETĂRI SISTEM
LIMITE DE SETARE
LIMITE DE MĂSURARE
JURNAL DE ERORI
JURNAL DE FUNCŢII DE CALITATE
STATISTICI DE PRODUCŢIE
EXPORT IMPORT QUIT
IMPORT
10.8 Calendar
MENIU PRINCIPAL » INSTRUMENTE » CALENDAR
Aici se setează data şi ora.
Selectaţi rândul care urmează să fie setat: AN, LUNĂ, ZI, ORĂ, MINUTE sau SECUNDE.
Setaţi valoarea corectă cu ajutorul unuia din butoanele de setare. Apăsaţi SET.
0460 949 474
- 71 -
© ESAB AB 2021

10 TOOLS
DATA ŞI ORA
ANUL
LUNA
ZIUA
ORA
MINUTE
SECUNDE
2019
NOV
21
10
45
55
20100115 10:48:59
SET QUIT
10.9 Conturi de utilizator
MENIU PRINCIPAL » INSTRUMENTE » CONTURI DE UTILIZATOR
Ocazional, în ceea ce priveşte calitatea, este în special important ca produsul să nu poată fi
utilizat de persoane neautorizate.
Numele de utilizator, nivelul contului şi parola sunt înregistrate în acest meniu.
Selectaţi NUME UTILIZATOR şi apăsaţi ENTER. Coborâţi la un rând gol şi apăsaţi ENTER.
Introduceţi un nume de utilizator nou de pe tastatură cu ajutorul butonului de poziţionare şi al
tastelor săgeată şi ENTER.
CONTURI DE UTILIZATOR
NUME UTILIZATOR
└NIVEL CONT
ADMINISTRATOR
ADMIN
└PAROLĂ
CONTURI DE UTILIZATOR
OPRIT
STOCARE DELETE QUIT
Există spaţiu pentru 16 conturi de utilizator. În fişierele datelor de calitate va fi evident ce
utilizator a realizat o anumită sudură.
Din NIVEL CONT alegeţi dintre:
ADMINISTRATOR ACCES COMPLET (puteţi adăuga utilizatori noi)
UTILIZATOR
PRINCIPAL
UTILIZATOR
NORMAL
poate accesa orice, cu excepţia: CONFIGURARE APARAT,
CONTURI DE UTILIZATOR şi SETĂRI REŢEA
poate accesa: ÎNTREŢINERE în meniul CONFIGURARE.
INFORMAŢII DESPRE UNITATE în meniul INSTRUMENTE.
TENSIUNE, CURENT/ALIMENTARE CU SÂRMĂ, VITEZĂ DE
DEPLASARE şi DIRECŢIE DE SUDURĂ în meniul SETĂRI.
Pe rândul PAROLĂ, introduceţi o parolă utilizând tastatura. Atunci când sursa de alimentare
este pornită şi panoul de comandă este activat, vi se solicită pe afişaj să introduceţi parola.
0460 949 474
- 72 -
© ESAB AB 2021

10 TOOLS
Dacă alegeţi să nu aveţi disponibilă această funcţie şi în schimb doriţi ca sursa de alimentare
şi panoul de comandă să fie deblocate pentru toţi utilizatorii, selectaţi CONTURI
UTILIZATOR DEZACTIVATE.
10.10 Informații despre unitate
MENIU PRINCIPAL » INSTRUMENTE » INFORMAŢII DESPRE UNITATE
În acest meniu puteţi vedea următoarele informaţii:
• ID aparat
• ID-ul nodului (cu privire la ID-urile nodurilor specificate mai jos, consultaţi secţiunea
„ID-urile unităţii”)
2 = sursă de alimentare
6 = alimentare cu sârmă şi mişcarea de deplasare (placă motor)
8 = panou de comandă
• Versiune software
INFORMAŢII DESPRE UNITATE
ID aparat ID nod Versiune
software
44
23
5
8
2
6
1.00A
2.00A
1.18A
SETTING WELD DATA UNIT
QUIT
0460 949 474
- 73 -
© ESAB AB 2021

NUMERE DE CATALOG
NUMERE DE CATALOG
Ordering no. Denomination
0460 504 880
0460 949 470
0460 949 471
0460 949 472
0460 949 473
0460 949 474
0460 949 475
0460 949 476
0460 949 477
0460 949 478
0460 949 479
0460 949 480
0460 949 481
0460 949 482
0460 949 483
Control unit PEK
Instruction manual SE
Instruction manual DK
Instruction manual NO
Instruction manual FI
Instruction manual GB
Instruction manual DE
Instruction manual FR
Instruction manual NL
Instruction manual ES
Instruction manual IT
Instruction manual PT
Instruction manual GR
Instruction manual PL
Instruction manual HU
0460 949 484
0460 949 485
0460 949 486
0460 949 489
0460 949 490
0460 949 491
0460 949 492
0460 949 493
Instruction manual CZ
Instruction manual SK
Instruction manual RU
Instruction manual EE
Instruction manual LV
Instruction manual SI
Instruction manual LT
Instruction manual CN
Instruction manuals are available on the Internet at www.esab.com
0460 949 474
- 74 -
© ESAB AB 2021

NUMERE DE CATALOG
0460 949 474
- 75 -
© ESAB AB 2021

ESAB AB, Lindholmsallén 9, Box 8004, 402 77 Gothenburg, Sweden, Phone +46 (0) 31 50 90 00
http://manuals.esab.com
For contact information visit esab.com
 Loading...
Loading...