


A2, A6 PEK Control Panel
Manuel d'instructions
0460 949 276 FR 20151222 Valid for: from program version 4.10A

TABLE DES MATIÈRES
1 INTRODUCTION................................................................................................... 5
1.1 Panneau de commande .......................................................................................5
1.1.1 Touches et molettes ...........................................................................................6
1.2 Premiers pas......................................................................................................... 7
1.2.1 Sélection de la langue........................................................................................7
1.2.2 Unités de mesure ...............................................................................................9
1.3 Écran ...................................................................................................................10
1.3.1 Symboles s’affichant à l’écran.......................................................................... 11
1.4 Réglages - généralités ....................................................................................... 11
1.4.1 Réglage de paramètres numériques................................................................ 11
1.4.2 Choix parmi plusieurs possibilités .................................................................... 11
1.5 QUIT et ENTER ...................................................................................................12
2 MENUS ............................................................................................................... 13
2.1 Menu principal....................................................................................................13
2.1.1 Menu Configuration..........................................................................................14
2.1.2 Menu Outils ......................................................................................................14
2.1.3 Menu de réglage des données de soudage.....................................................15
2.1.4 Menu Mesure ...................................................................................................16
2.1.5 Menu Mémoire de soudage .............................................................................17
2.1.6 Menu Mode rapide ...........................................................................................18
3 SOUDAGE À L'ARC SOUS FLUX ..................................................................... 19
3.1 Paramètres de soudage à l’arc sous flux ........................................................19
4 SOUDAGE SOUS PROTECTION GAZEUSE AVEC FIL FUSIBLE...................21
4.1 Paramètres de soudage sous protection gazeuse avec fil fusible................21
5 GOUGEAGE .......................................................................................................23
5.1 Paramètres de gougeage ..................................................................................23
6 DESCRIPTION DES FONCTIONS .....................................................................25
6.1 CA, intensité constante .....................................................................................25
6.2 CW, dévidage constant...................................................................................... 25
6.3 CC, intensité constante .....................................................................................25
6.4 Dimension fil / électrode.................................................................................... 25
6.5 Tension de l’arc ..................................................................................................25
6.6 Vitesse de dévidage...........................................................................................25
6.7 Vitesse de dévidage à froid (ICE) .....................................................................25
6.8 Délai de démarrage du dévidage à froid (ICE).................................................25
6.9 Vitesse de translation ........................................................................................26
6.10 Sens de soudage................................................................................................ 26
6.11 Fréquence CA.....................................................................................................26
6.12 Équilibre CA........................................................................................................ 26
0460 949 276 © ESAB AB 2015

TABLE DES MATIÈRES
6.13 Décalage CA .......................................................................................................26
6.14 Pré-débit de flux (SAW) .....................................................................................26
6.15 Pré-débit de gaz (GMAW) ..................................................................................26
6.16 Pré-débit d'air (gougeage).................................................................................27
6.17 Type démarrage (Start type).............................................................................. 27
6.18 Démarrage au pas (Wire creep start) ...............................................................27
6.19 Phases démarrage (Start phases) ....................................................................27
6.20 Tension max. de circuit ouvert (Max. Open Circuit Voltage – OCV)..............27
6.21 Post-débit de flux (SAW) ...................................................................................28
6.22 Post-débit de gaz (GMAW) ................................................................................28
6.23 Post-débit d'air (gougeage)...............................................................................28
6.24 Remplissage de cratère.....................................................................................28
6.25 Temps de remontée de l'arc (Burn-back time) ................................................28
6.26 Phases d’arrêt (Stop phases)............................................................................ 28
6.27 Régulation dynamique....................................................................................... 29
6.28 Paramètres de commande ................................................................................29
6.29 Paramétrage des limites....................................................................................29
6.30 Limites de mesure.............................................................................................. 29
7 GESTION DE LA MÉMOIRE ..............................................................................30
7.1 Fonctionnement de l’interface utilisateur........................................................30
7.2 ENREGTR (Store) ...............................................................................................31
7.3 Rappeler (Recall)................................................................................................ 32
7.4 SUPPRIMER (Delete).......................................................................................... 33
7.5 COPIER (Copy) ................................................................................................... 34
7.6 Nom .....................................................................................................................36
7.7 MODIFIER (Edit) .................................................................................................37
8 MENU CONFIGURATION...................................................................................39
8.1 Fonction verrouillage......................................................................................... 39
8.1.1 Statut verrouillage ............................................................................................39
8.1.2 Saisie/modification du code de verrouillage..................................................... 40
8.2 Configuration générale...................................................................................... 40
8.2.1 Touches logicielles en mode rapide .................................................................41
8.2.2 Journal donnés qualité vers fichier (Quality data log to file)............................. 42
8.2.3 Configuration des touches logicielles............................................................... 42
8.2.4 Mode enregistrement automatique (Auto save mode) .....................................44
8.3 Configuration machine ......................................................................................44
8.3.1 Code produit..................................................................................................... 44
8.3.2 Axe de dévidage ..............................................................................................45
8.3.3 Axe de dévidage à froid (ICE) ..........................................................................46
0460 949 276 © ESAB AB 2015

TABLE DES MATIÈRES
8.3.4 Axe de translation ............................................................................................46
8.3.5 Axe extérieur ....................................................................................................46
8.3.6 Tandem pour générateurs LAF et TAF............................................................. 47
8.3.7 Tandem pour générateur Aristo 1000............................................................... 50
8.3.8 Générateurs parallèles (s'applique uniquement aux générateurs
Aristo1000) .................................................................................................. 52
8.3.9 Dévidoir ICE .....................................................................................................53
8.3.10 Polarité (s'applique uniquement aux générateurs Aristo1000) .......................54
8.3.11 Paramètres ID nœud (s'applique uniquement aux générateurs
Aristo1000) .................................................................................................. 54
8.3.12 Informations système (s'applique uniquement au générateur
Aristo1000) .................................................................................................. 55
8.4 Longueur câbles (s'applique uniquement aux générateurs
Aristo1000)..................................................................................................... 55
8.5 Maintenance .......................................................................................................56
8.6 Val mes facteur filtre.......................................................................................... 56
9 OUTILS ...............................................................................................................57
9.1 Traitement événement .......................................................................................57
9.1.1 Journal d’événements ......................................................................................57
9.1.2 Erreurs actives .................................................................................................58
9.1.3 ID des unités ....................................................................................................59
9.1.4 Description des codes de gestion des erreurs .................................................59
9.2 Exporter/Importer............................................................................................... 61
9.3 Gestionnaire fichiers .........................................................................................61
9.3.1 Suppression d’un fichier/dossier ......................................................................63
9.3.2 Renommer un fichier/dossier ...........................................................................63
9.3.3 Créer un dossier............................................................................................... 63
9.3.4 Copier et coller un fichier .................................................................................63
9.4 Paramétrage éditeur limites ..............................................................................64
9.5 Mesure éditeur limites .......................................................................................65
9.6 Statistiques de production................................................................................ 66
9.7 FONCTIONS QUALITÉ .......................................................................................67
9.7.1 Enregistrement des données de qualité........................................................... 67
9.8 Calendrier (Calendar)......................................................................................... 68
9.9 Comptes utilisateurs (User accounts) .............................................................68
9.10 Informations unité.............................................................................................. 70
STRUCTURE DES MENUS.......................................................................................71
DIMENSIONS DU FIL ................................................................................................76
NUMÉROS DE COMMANDE ....................................................................................77
Sous réserve de modifications techniques sans avertissement préalable.
0460 949 276 © ESAB AB 2015

1 INTRODUCTION
1 INTRODUCTION
Pour tirer le meilleur parti de votre poste de soudage, nous vous recommandons de lire
attentivement le présent document.
Pour des informations générales sur le fonctionnement, voir le mode d'emploi de l’unité de
commande, de la machine de soudage automatique, de la colonne et la potence ou du
générateur.
Langues d’affichage: Anglais, suédois, finnois, norvégien, danois, allemand, français, italien,
néerlandais, espagnol, portugais, hongrois, polonais, américain, tchèque, chinois et russe.
1.1 Panneau de commande
1. Menu
2. Molette de navigation (bouton de
positionnement)
3. ENTRER
4. Témoin vert, allumé lorsque la
fonction est active
5. Démarrage du soudage
6. Arrêt du soudage
7. Molette permettant de régler la
vitesse de translation dans le menu
de mesures, et d’augmenter ou
réduire les valeurs paramétrées
(bouton paramètres) dans les
autres menus
8. Mouvement de translation manuelle
9. Dévidage manuel vers le bas
10. Molette permettant de régler la tension de l’arc dans le menu de mesures, et
d’augmenter ou réduire les valeurs paramétrées (bouton paramètres) dans les autres
menus
11. Mouvement rapide
12. Mouvement de translation manuelle
13. Molette permettant de régler l’intensité de soudage / la vitesse de dévidage du fil dans
le menu de mesures, et d’augmenter ou réduire les valeurs paramétrées (bouton
paramètres) dans les autres menus
14. Arrêt d’urgence
0460 949 276
- 5 -
© ESAB AB 2015
1 INTRODUCTION
15. Dévidage manuel vers le haut
16. Touches logicielles
17. Écran
1.1.1 Touches et molettes
Menu
La touche MENU vous ramène à tout moment au menu principaldu processus concerné:
ENTRER
La touche ENTER confirme une sélection.
Touches de fonction
Les cinq touches (S1 - S5) sous l’écran ont différentes fonctions. Il s’agit de touches
«logicielles», c’est-à-dire qu’elles activent différentes fonctions selon le menu utilisé. La
fonction de chaque touche est indiquée à l’écran par un texte qui s’affiche immédiatement
au-dessus de celle-ci. Le champ contenant le texte s’affiche en blanc lorsque la fonction est
active.
Dévidage du fil vers le haut
Touche permettant d’inverser le sens du fil sans tension d’arc, par exemple pour remplacer la
bobine de fil d’apport. La fonction est active tant que la touche est maintenue enfoncée.
Dévidage du fil vers le bas
Touche permettant de dévider le fil sans tension d’arc. La fonction est active tant que la
touche est maintenue enfoncée.
Mouvement de translation
0460 949 276
- 6 -
© ESAB AB 2015
1 INTRODUCTION
Touche de translation dans le sens indiqué par le symbole sur l’équipement de soudage.
Pour arrêter la translation, appuyer sur , ou .
La LED s’allume pendant le mouvement de translation.
Mouvement de translation
Touche de translation dans le sens indiqué par le symbole sur l’équipement de soudage.
Pour arrêter la translation, appuyer sur , ou .
La LED s’allume pendant le mouvement de translation.
Démarrage du soudage
Touche de démarrage du soudage.
Arrêt du soudage
Touche d’arrêt de soudage pour toutes les translations et tous les moteurs.
Touche de positionnement
Le bouton supérieur droit est la touche de positionnement du curseur.
Touches de paramétrage
Les trois boutons sous le panneau sont les touches de paramétrage des valeurs.
1.2 Premiers pas
1.2.1 Sélection de la langue
Au démarrage de l’équipement, le menu suivant s’affiche:
Par défaut, la langue de l’appareil est l’anglais. Pour sélectionner une langue, procéder
comme suit:
0460 949 276
- 7 -
© ESAB AB 2015

1 INTRODUCTION
Appuyer sur Menu pour afficher le menu principal.
Positionner le curseur sur la ligne CONFIGURATION à l’aide de la molette.
Appuyer sur ENTRER pour confirmer la sélection.
Positionner le curseur sur la ligne LANGUE (LANGUAGE). Appuyer sur ENTER pour afficher
la liste des langues disponibles.
Positionner le curseur sur la ligne de la langue voulue et appuyer sur ENTER.
0460 949 276
- 8 -
© ESAB AB 2015

1 INTRODUCTION
1.2.2 Unités de mesure
Par défaut, les mesures s’affichent en système métrique. Pour sélectionner un autre
système de mesures, procéder comme suit:
Appuyer sur Menu pour afficher le menu principal.
Positionner le curseur sur la ligne CONFIGURATION à l’aide de la molette.
Appuyer sur ENTRER pour confirmer la sélection.
Positionner le curseur sur la ligne CONFIGURATION GÉNÉRALE.
Appuyer sur ENTRER pour confirmer la sélection.
0460 949 276
- 9 -
© ESAB AB 2015

1 INTRODUCTION
Positionner le curseur sur la ligne UNITÉ DE LONGUEUR. Appuyer sur ENTER pour
afficher la liste des mesures disponibles.
Positionner le curseur sur la ligne voulue et
appuyer sur ENTER.
1.3 Écran
Curseur
Le curseur du panneau de commande est un champ noir autour d’un texte blanc. Dans ce
manuel, le curseur concerné est imprimé en caractères gras.
Zones de texte
Au bas de l’écran, cinq zones de texte décrivent la fonction affectée à la touche logicielle
figurant immédiatement en dessous.
0460 949 276
- 10 -
© ESAB AB 2015

1 INTRODUCTION
1.3.1 Symboles s’affichant à l’écran
A Ensemble de données de
soudage sélectionnées
B Sens de soudage
C Une erreur s’est produite, voir
"Traitement événement",
page57.
D Numéro de position mémoire
rappelée
E Barre de défilement. Des
informations complémentaires
se trouvent dans le menu
Flèches
Lorsque le texte affiché sur une ligne n’est pas complet, ce dernier est assorti d’une tête de
flèche noire en fin de ligne.
1.4 Réglages - généralités
Il y a trois grands types de réglages:
• Réglage de paramètres numériques
• Choix parmi plusieurs possibilités
• Choix d’un mode ON ou OFF.
1.4.1 Réglage de paramètres numériques
Les touches de paramétrage permettent d’augmenter ou de réduire les valeurs des
paramètres numériques. Dans le menu des mesures, les touches intensité de
soudage/vitesse de dévidage, tension d’arc ou translation sont utilisées.
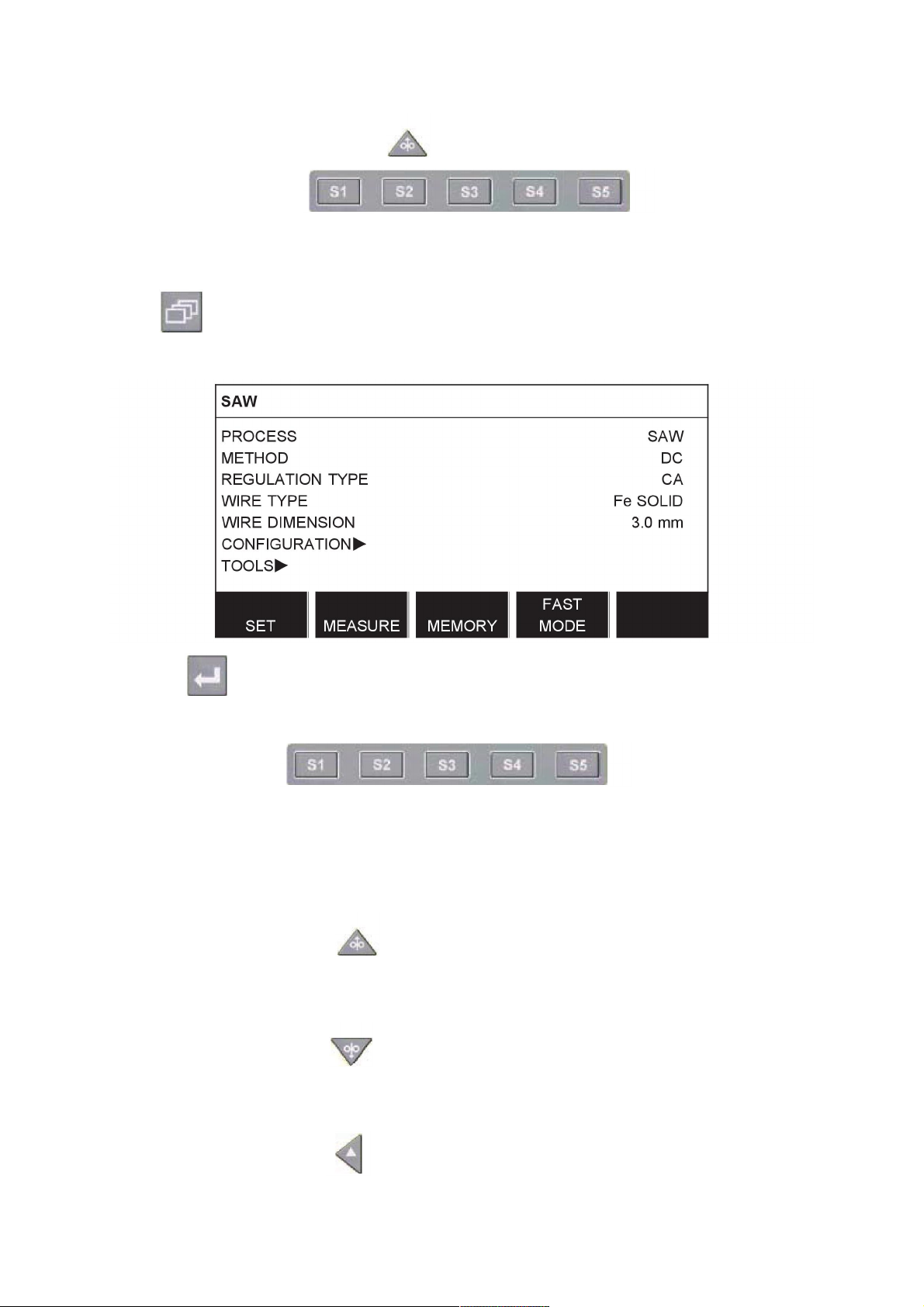
1.4.2 Choix parmi plusieurs possibilités
Certains réglages consistent à choisir une option dans une liste. Voici un exemple de liste:
Positionner le curseur sur la ligne SAW. Il suffit d’appuyer sur ENTER pour valider cette
sélection. Pour sélectionner une autre option, positionner le curseur sur la ligne adéquate au
moyen de la touche de positionnement. Appuyer sur ENTER. Pour fermer la liste sans y
sélectionner quoi que ce soit, appuyer sur QUITTER (QUIT).
0460 949 276
- 11 -
© ESAB AB 2015

1 INTRODUCTION
1.5 QUIT et ENTER
La touche logicielle la plus à droite sert principalement à quitter (QUIT) un menu ou un écran
(elle peut toutefois jouer un rôle différent).
• QUIT ramène à l’image ou au menu précédent.
• Elle permet de valider une sélection faite dans un menu ou une liste.
Dans ce manuel, la touche ENTRER est représentée par le symbole .
0460 949 276
- 12 -
© ESAB AB 2015

2 MENUS
2 MENUS
The control panel uses several different menus:
• Main menu
• Configuration menu
• Tools menu
• Weld data setting menu
• Measurements menu
• Weld data memory menu
• Fast mode menu
The menu trees are displayed in the "MENU STRUCTURE" appendix to this manual. During
start-up, a start-up screen containing information about the current program version is
displayed briefly.
Start-up screen
2.1 Menu principal
Le MENU PRINCIPAL (MAIN MENU) permet de sélectionner le procédé de soudage, le
mode, le type de fil, le mode de contrôle, la dimension du fil, etc.
Il permet également d’accéder à des sous-menus.
0460 949 276
- 13 -
© ESAB AB 2015
2 MENUS
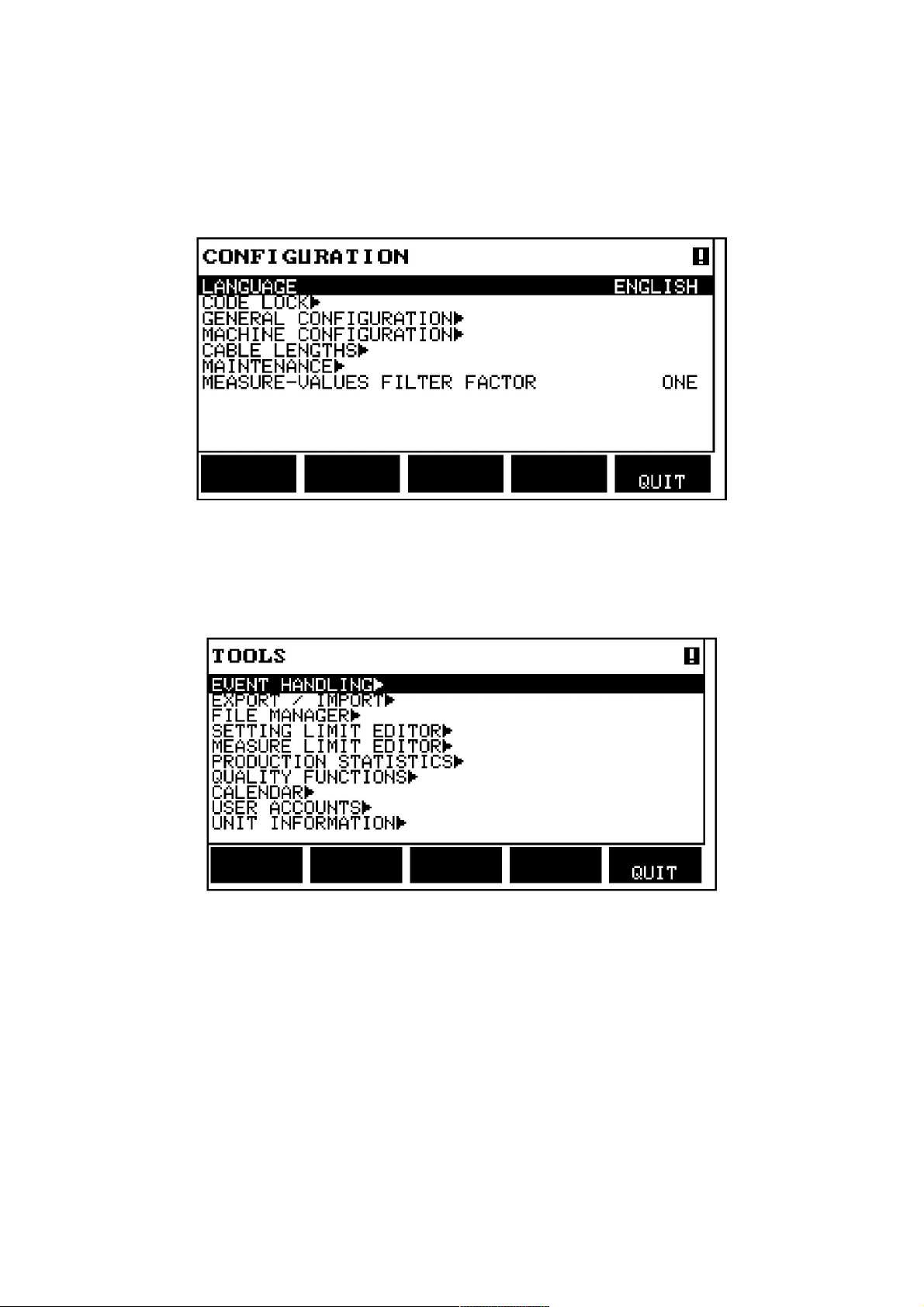
2.1.1 Menu Configuration
Menu principal → Configuration
Le menu CONFIGURATION permet de modifier la langue, le mot de passe, la configuration
générale, les réglages de la machine, etc. Le menu se présente sous des formes différentes
selon le type de générateur sélectionné dans Configuration machine.
2.1.2 Menu Outils
Menu principal → Outils
Le menu OUTILS permet de transférer des fichiers, de visualiser les données de qualité et
de production, les journaux d’événements, etc.
0460 949 276
- 14 -
© ESAB AB 2015

2 MENUS
2.1.3 Menu de réglage des données de soudage
Menu principal →
Dans le menu de réglage des données de soudage, RÉGLER permet de modifier différents
paramètres de soudage. Il se présente sous des formes différentes selon le procédé
sélectionné.
Autre exemple du menu:
0460 949 276
- 15 -
© ESAB AB 2015
2 MENUS
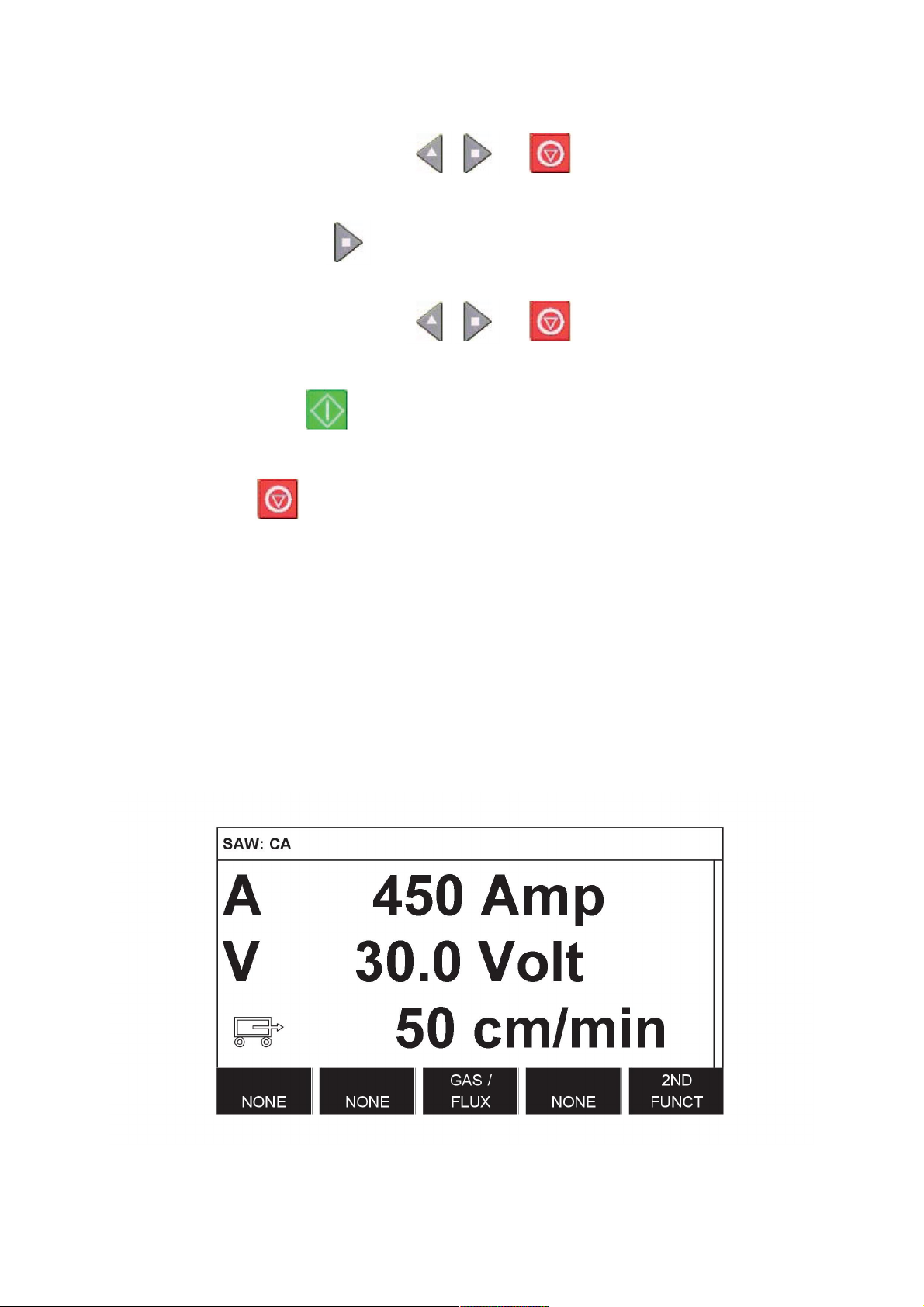
2.1.4 Menu Mesure
Menu principal →
Le menu MESURE (MEASURE) affiche la valeur mesurée de divers paramètres en cours
de soudage.
• A 450A - Intensité de soudage mesurée
• 30,0V - Tension d’arc mesurée
• 50cm/min - Vitesse de translation mesurée
• 300cm/min - Vitesse de dévidage mesurée
• 30kJ/cm - Indique l’énergie par longueur d’unité, obtenue au moyen des valeurs
sélectionnées pour l’intensité de soudage, la tension d’arc et la vitesse de translation
• 300cm/min - Vitesse de dévidage à froid mesurée
Les valeurs mesurées restent affichées lorsque le soudage est terminé.
Le passage d’un menu à l’autre s’effectue sans perte des valeurs mesurées.
Les boutons de réglage permettent de modifier les paramètres de soudage dans l’écran de
mesure.
0460 949 276
- 16 -
© ESAB AB 2015
2 MENUS
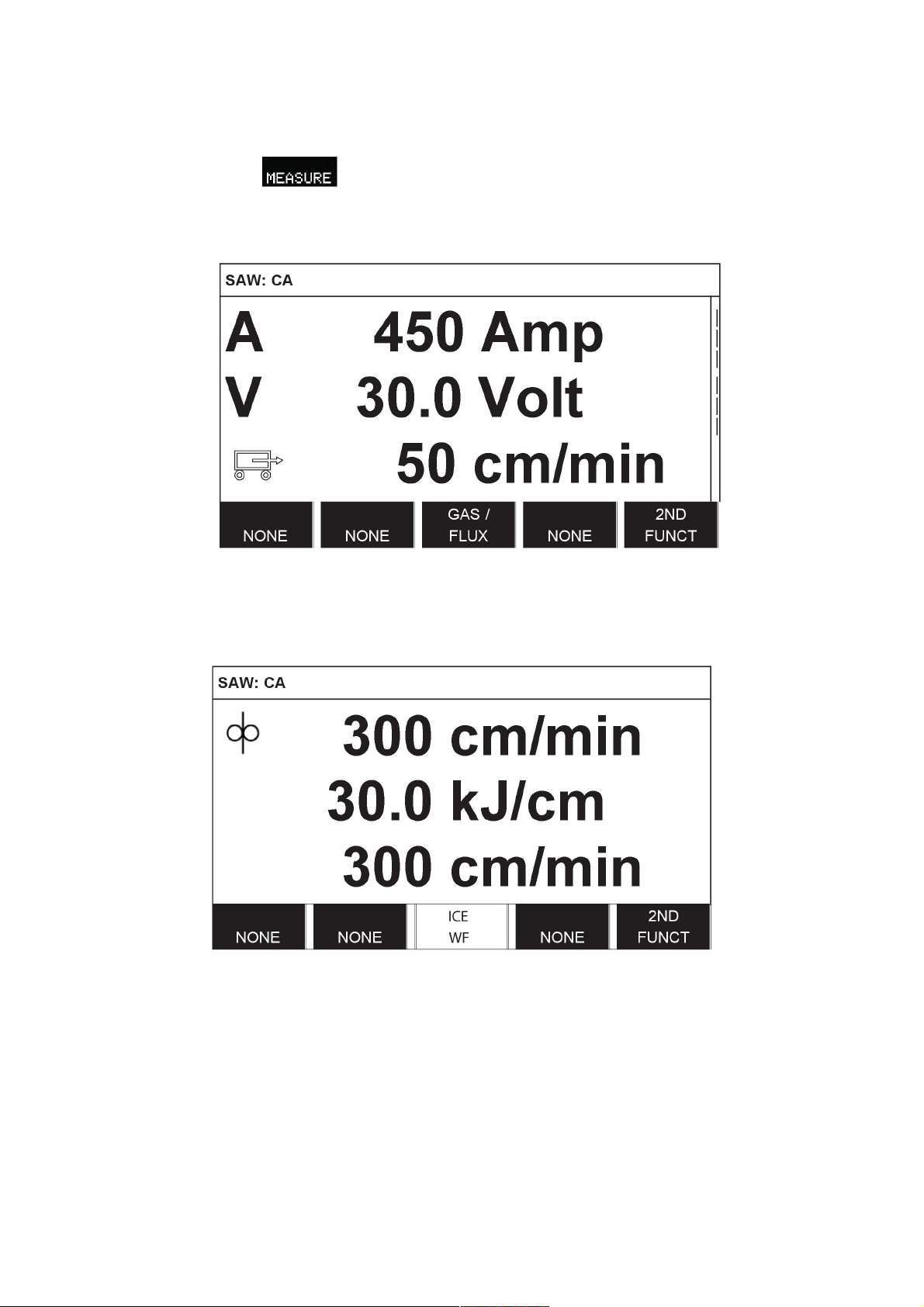
En cas de modification d’une valeur lorsque le soudage est à l’arrêt, la valeur mesurée est
remise à zéro.
Pour activer le dévidage à froid, utiliser la touche WF ICE, voir "Configuration des touches
logicielles", page42. Lorsque la touche est relâchée, la vitesse de dévidage à froid est
modifiée à l'aide du bouton de réglage A, situé à gauche. Si la touche logicielle n'est pas
relâchée, le bouton de réglage affecte le courant A.
L’écran Mesure affiche également les valeurs paramétrées lorsque la touche logicielle
PARA. VAL. est activée. Si les deux touches logicielles WF ICE et PARA. VAL. sont
activées, la vitesse définie pour le dévidage à froid peut être modifiée. Pour activer ces
touches, voir "Configuration des touches logicielles", page42.
• 300cm/min - Réglage de la vitesse de dévidage
• 20,0V - Réglage de la tension d’arc
• 30cm/min - Réglage de la vitesse de translation
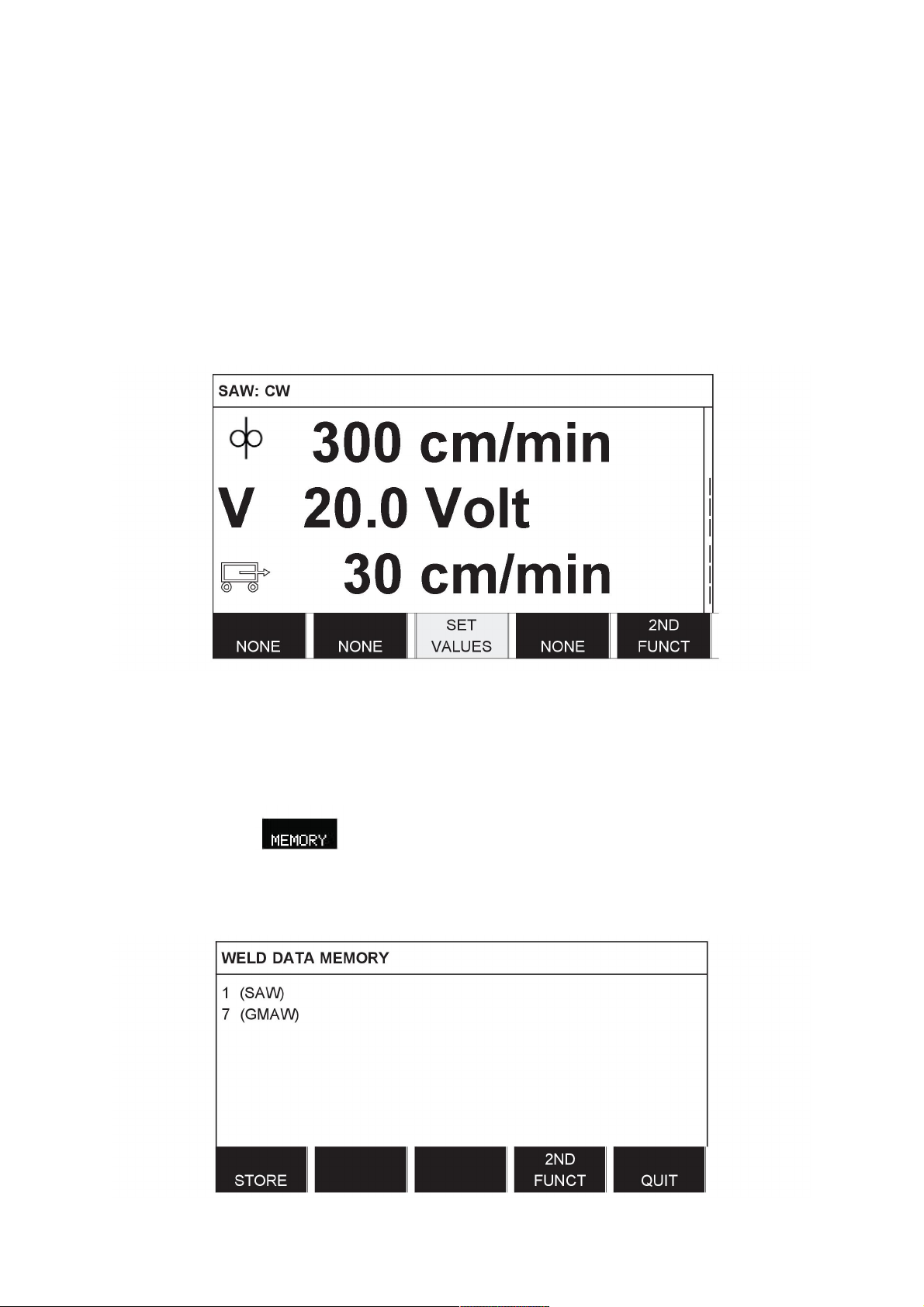
2.1.5 Menu Mémoire de soudage
Menu principal →
Le menu MÉMOIRE DE SOUDAGE permet de mémoriser, de rappeler, de supprimer et de
copier divers ensembles de données de soudage. 255 positions mémoires sont réservées à
l’enregistrement des données de soudage.
Pour plus d’information, voir "GESTION DE LA MÉMOIRE", page30.
0460 949 276
- 17 -
© ESAB AB 2015

2 MENUS
2.1.6 Menu Mode rapide
Menu principal →
Le menu MODE RAPIDE (FAST MODE) permet d’associer des ensembles de données de
soudage (positions mémoires) aux touches logicielles par le biais du menu Configuration. Le
numéro de la position mémoire sélectionnée s’affiche dans le coin supérieur gauche de
l’écran.
Pour plus d’information, voir "Touches logicielles en mode rapide", page41.
0460 949 276
- 18 -
© ESAB AB 2015

3 SOUDAGE À L'ARC SOUS FLUX
3 SOUDAGE À L'ARC SOUS FLUX
Menu principal -> Procédé
En soudage à l’arc sous flux (SAW), un arc fait fondre le fil alimenté en continu. Le bain de
soudage est protégé par le flux.
Une fois le procédé de soudage à l'arc sous flux (SAW) sélectionné, deux méthodes peuvent
être choisies en sélectionnant MÉTHODE (METHOD) à l'aide de la molette, puis en
appuyant sur ENTRER. Sélectionnez CA ou CC.
Une fois le procédé de soudage à l'arc sous flux (SAW) sélectionné, trois méthodes de
commande peuvent être choisies dans le menu TYPE DE RÉGULATION à l'aide de la
molette, puis en appuyant sur ENTRER. Sélectionner l'intensité de soudage constante CA, le
dévidage constant CW ou l'intensité constante CC (CCs'applique uniquement à
Aristo1000), voir l'explication aux chapitres "CA, intensité constante", page25, "CW,
dévidage constant", page25 et "CC, intensité constante", page25.
Si le dévidage à froid est choisi, voir "Dévidoir ICE", page53, seul le type de régulation
CW peut être sélectionné.
3.1 Paramètres de soudage à l’arc sous flux
Paramètres Plage de réglages Par tranchesdeValeur après
réinitialisatio
n
Tension de l’arc
1)
Courant de soudage1)(CA)
Vitesse de dévidage1)(CW)
Courant constant
1) 3)
(CC)
Vitesse de dévidage à froid
(CW)
1)
14 – 50 V 0,1V (1V) 30 V
0 – 3200 A 1 A 400 A
0 - 2500 cm/min 1 cm/min 300 cm/min
0 – 3200 A 1 A 400 A
0 - 2500 cm/min 1 cm/min 300 cm/min
Délai de démarrage du dévidage
0 - 99,0s 0,1s 2,5s
à froid1)(CW)
Vitesse de translation* 0 - 200 cm/min 1 cm/min 50 cm/min
Sens de soudage ▲-■ - ■
Fréquence CA 10 – 100 Hz 1 50 Hz
Équilibre CA 25 - 75% 1 50%
Décalage CA -300 - +300A/-10 - +10V 1 A/0,1 V 0
Données de départ
2)
Pré-flux 0 - 99,0s 0,1s 0s
0460 949 276
- 19 -
© ESAB AB 2015
3 SOUDAGE À L'ARC SOUS FLUX
Paramètres Plage de réglages Par tranchesdeValeur après
réinitialisatio
n
Type démarrage (Start type) Direct ou Grattage - Direct
Démarrage au pas (Wire
Auto ou Param. vitesse - Auto
creep start)
Vitesse de démarrage au pas 0 - 1000 cm/min 1 cm/min 20 cm/min
Phases démarrage (Start
ARRÊT ou MARCHE - ARRÊT
phases)
Tension de circuit ouvert ARRÊT ou MARCHE - ARRÊT
Tension de circuit ouvert
5 – 60 V 0,1 V 50 V
maximum
Données d'arrêt
2)
Post-débit de flux 0 - 99,0s 0,1s 0s
Remplissage de cratère ARRÊT ou MARCHE - ARRÊT
Temps de remplissage du
0 - 10s 0,01s 1s
cratère
Temps de remontée de l'arc
0 - 10s 0,01s 1s
(Burn-back time)
Phases d’arrêt (Stop phases) ARRÊT ou MARCHE - ARRÊT
Paramètres de commande
Dynamique Valeurs Auto ou
- Auto
Paramétrées
Inductance Valeurs Auto ou
- Auto
Paramétrées
Paramétrage des limites - - Limites de mesure - - -
1)
La plage de réglage est fonction du produit utilisé.
2)
Le menu indique les réglages correspondant au type de régulation sélectionné.
3)
S'applique uniquement aux générateurs Aristo1000.
0460 949 276
- 20 -
© ESAB AB 2015

4 SOUDAGE SOUS PROTECTION GAZEUSE AVEC FIL FUSIBLE
4 SOUDAGE SOUS PROTECTION GAZEUSE AVEC FIL
FUSIBLE
Ce processus est disponible pour certains types de machines.
Menu principal → Procédé
En soudage sous protection gazeuse avec fil fusible (GMAW), un arc fait fondre le fil
alimenté en continu. Le bain de soudage est protégé par un gaz inerte.
Une fois le mode GMAW sélectionné, deux méthodes peuvent être choisies en sélectionnant
le TYPE DE RÉGULATION à l’aide de la touche de positionnement et en appuyant sur
ENTRER. Sélectionner l’intensité de soudage constante CA ou le dévidage de fil constant
CW, voir l’explication aux chapitres "CA, intensité constante", page25 et "CW, dévidage
constant", page25.
4.1 Paramètres de soudage sous protection gazeuse avec fil fusible
Paramètres Plage de réglages Par tranchesdeValeur après
réinitialisatio
n
Tension de l’arc* 14 – 50 V 0,1V (1V) 30 V
Courant de soudage* (CA) 0 – 3200 A 1 A 400 A
Vitesse de dévidage* (CW) 0 - 2500 cm/min 1 cm/min 300 cm/min
Vitesse de translation* 0 - 200 cm/min 1 cm/min 50 cm/min
Sens de soudage ▲-■ - ■
Données de départ
Pré-flux de gaz 0 - 99,0s 0,1s 2,0s
Type démarrage (Start type) Direct ou Grattage - Direct
Démarrage au pas (Wire
creep start)
Vitesse de démarrage au pas 0 - 1000 cm/min 1 cm/min 20 cm/min
Phases démarrage (Start
phases)
Auto ou Param. vitesse - Auto
ARRÊT ou MARCHE - ARRÊT
Tension de circuit ouvert ARRÊT ou MARCHE - ARRÊT
Tension de circuit ouvert
maximum
Données d'arrêt
Post-flux de gaz 0 - 99,0s 0,1s 2,0s
0460 949 276
5 – 60 V 0,1 V 50 V
- 21 -
© ESAB AB 2015

4 SOUDAGE SOUS PROTECTION GAZEUSE AVEC FIL FUSIBLE
Paramètres Plage de réglages Par tranchesdeValeur après
réinitialisatio
n
Remplissage de cratère ARRÊT ou MARCHE - ARRÊT
Temps de remplissage du
0 - 10s 0,01s 1s
cratère
Temps de remontée de l'arc
0 - 10s 0,01s 1s
(Burn-back time)
Phases d’arrêt (Stop phases) ARRÊT ou MARCHE - ARRÊT
Régulation dynamique Valeurs Auto ou
- Auto
Paramétrées
Paramétrage des limites - - Limites de mesure - - -
*) La plage de réglage est fonction du produit utilisé.
0460 949 276
- 22 -
© ESAB AB 2015

5 GOUGEAGE
5 GOUGEAGE
Ce processus est disponible pour certains types de machines.
Menu principal → Procédé
Le gougeage arc-air repose sur une électrode spéciale composée d’une tige en carbone et
d’une gaine en cuivre.
Un arc se forme entrela tige carbone et la pièce à souder, ce qui fait fondre le matériau. Un
jet d’air évacue le matériau en fusion.
Une fois GOUGEAGE (GOUGING) sélectionné, deux méthodes peuvent être choisies via le
TYPE DE RÉGULATION à l'aide de la molette, puis en appuyant sur ENTER. Sélectionner
l’intensité de soudage constante CA ou le dévidage de fil constant CW, voir l’explication aux
chapitres "CA, intensité constante", page25 et "CW, dévidage constant", page25.
5.1 Paramètres de gougeage
Paramètres Plage de réglages Par tranchesdeValeur après
réinitialisatio
n
Tension de l’arc* 14 – 50 V 0,1V (1V) 30 V
Courant de soudage* (CA) 0 – 3200 A 1 A 400 A
Vitesse de dévidage* (CW) 0 - 2500 cm/min 1 cm/min 300 cm/min
Vitesse de translation* 0 - 200 cm/min 1 cm/min 40 cm/min
Sens de soudage ▲-■ - ■
Données de départ
Pré-débit d’air 0 - 99,0s 0,1s 0s
Type démarrage (Start type) Direct ou Grattage - Direct
Démarrage au pas (Wire
creep start)
Vitesse de démarrage au pas 0 - 1000 cm/min 1 cm/min 20 cm/min
Phases démarrage (Start
phases)
Tension de circuit ouvert ARRÊT ou MARCHE - ARRÊT
Auto ou Param. vitesse - Auto
ARRÊT ou MARCHE - ARRÊT
Tension de circuit ouvert
maximum
Données d'arrêt
Post-débit d’air 0 - 99,0s 0,1s 0s
0460 949 276
5 – 60 V 0,1 V 50 V
- 23 -
© ESAB AB 2015

5 GOUGEAGE
Paramètres Plage de réglages Par tranchesdeValeur après
réinitialisatio
n
Remplissage de cratère ARRÊT ou MARCHE - ARRÊT
Temps de remplissage du
0 - 10s 0,01s 1s
cratère
Temps de remontée de l'arc
0 - 10s 0,01s 1s
(Burn-back time)
Phases d’arrêt (Stop phases) ARRÊT ou MARCHE - ARRÊT
Régulation dynamique Valeurs Auto ou
- Auto
Paramétrées
Paramétrage des limites - - Limites de mesure - - -
*) La plage de réglage est fonction du produit utilisé.
0460 949 276
- 24 -
© ESAB AB 2015
 Loading...
Loading...