


A2, A6 PEK Control Panel
Betriebsanleitung
0460 949 474 DE 20210203
Valid for: From software version 5.00

INHALT
1
EINFÜHRUNG
1.1 Bedienkonsole
1.1.1 Tasten und Drehknöpfe ........................................................................ 6
1.2 Erster Schritt
1.2.1 Sprachauswahl..................................................................................... 7
1.2.2 Maßeinheit............................................................................................ 8
1.3 Display
1.3.1 Symbole auf dem Display..................................................................... 10
1.4 Allgemeine Informationen zu Einstellungen
1.4.1 Einstellen von numerischen Werten..................................................... 10
1.4.2 Einstellen mit gegebenen Alternativen ................................................. 11
1.5 ENDE und Eingabetaste
2
MENÜS
2.1 Hauptmenü
2.1.1 Konfigurationsmenü ............................................................................. 12
2.1.2 Werkzeugmenü .................................................................................... 13
2.1.3 Menü der Schweißdateneinstellung ..................................................... 13
........................................................................................................
.............................................................................................
........................................................................................
...........................................................................................
.....................................................................................................
........................................
.........................................................................
..............................................................................................
5
5
7
9
10
11
12
12
2.1.4 Messmenü............................................................................................ 15
2.1.5 Schweißdatenspeichermenü ................................................................ 16
2.1.6 Schnellmodusmenü.............................................................................. 16
3
UP-SCHWEISSEN
3.1 Einstellungen für UP-Schweißen
4
MIG/MAG-SCHWEISSEN
4.1 Einstellungen für Schutzgas-Lichtbogenschweißen
5
ELEKTROSCHLACKESCHWEISSEN
5.1 Einstellungen für Elektroschlackeschweißen
6
GOUGING
6.1 Einstellungen für das Fugen
7
FUNKTIONSERKLÄRUNGEN
7.1 CA, konstante Stromstärke
7.2 CW, konstanter Drahtvorschub
7.3 CC, konstanter Strom
7.4 Draht-/Elektrodendurchmesser
7.5 Lichtbogenspannung
7.6 Drahtvorschubgeschwindigkeit
7.7 Kaltdrahtvorschubgeschwindigkeit
7.8 Kaltdrahtstartverzögerung
7.9 Vorschubgeschwindigkeit
7.10 Schweißrichtung
7.11 AC-Frequenz
....................................................................................................
.......................................................................................
..........................................................
............................................................................
..........................
........................................................
.....................................
.................................................................
....................................................................
...................................................................
.............................................................
.............................................................................
.............................................................
.............................................................................
............................................................
......................................................
....................................................................
.....................................................................
.....................................................................................
...........................................................................................
18
18
20
20
22
22
24
25
26
26
26
26
26
26
26
26
27
27
27
27
0460 949 474 © ESAB AB 2021

INHALT
7.12 AC-Balance
7.13 AC-Offset
7.14 Pulvervorströmung (SAW)
7.15 Gasvorströmungszeit (GMAW)
7.16 Startanpassung
7.17 Luftvorströmung (Gouging)
7.18 Startart
7.19 Drahtanschleichen
7.20 Startphasen
7.21 Maximale Leerlaufspannung (LLS)
7.22 Pulvernachströmung (SAW)
7.23 Gasnachströmung (GMAW)
7.24 Luftnachströmung (Gouging)
7.25 Kraterfüllung
7.26 Rückbrandzeit
7.27 Stoppphasen
7.28 Dynamische Regelung
7.29 Regelungsparameter
7.30 Einstellungsgrenzen
7.31 Messgrenzen
7.32 PEK-Steuereinheit als separate Motorsteuerung
.............................................................................................
.................................................................................................
.....................................................................
..............................................................
......................................................................................
..................................................................
.....................................................................................................
.................................................................................
.............................................................................................
.......................................................
..................................................................
...................................................................
................................................................
...........................................................................................
.........................................................................................
...........................................................................................
...........................................................................
..............................................................................
..............................................................................
...........................................................................................
................................
27
27
27
27
28
28
28
28
28
29
29
29
29
29
30
30
30
30
31
31
31
8
SPEICHERVERWALTUNG
8.1 Funktionsweise der Bedienkonsole
8.2 Speichern
8.3 Wiederaufrufen
8.4 Löschen
8.5 Kopieren
8.6 Name
8.7 Bearbeiten
9
KONFIGURATIONSMENÜ
9.1 Zugangsschutz
9.1.1 Sicherheitsstatus .................................................................................. 41
9.1.2 Eingeben/Bearbeiten des Zugangscodes ............................................ 42
9.2 Allgemeine Einstellungen
9.2.1 Schnellmodus-Funktionstasten ............................................................ 42
9.2.2 Qualitätsdaten in Datei ......................................................................... 43
9.2.3 Funktionstastenkonfiguration ............................................................... 44
9.2.4 Automatisches Speichern..................................................................... 46
9.3 Maschinenkonfiguration
................................................................................................
...................................................................................................
..................................................................................................
........................................................................................................
...............................................................................................
..........................................................................
.....................................................
.......................................................................................
..........................................................................
.......................................................................................
......................................................................
........................................................................
35
35
35
36
37
38
39
39
41
41
42
46
9.3.1 Produktcode ......................................................................................... 47
9.3.2 Drahtvorschubwelle.............................................................................. 47
9.3.3 Kaltdrahtachse (KALT) ......................................................................... 48
0460 949 474 © ESAB AB 2021

INHALT
9.3.4 Bewegungswelle .................................................................................. 48
9.3.5 Externe Achse ...................................................................................... 49
9.3.6 Tandem für LAF- und TAF-Stromquellen.............................................. 49
9.3.7 Tandem für Aristo® 1000-Stromquelle ................................................. 53
9.3.8 Parallele Stromquellen (nur für Aristo®1000-Stromquelle) ................. 55
9.3.9 Kaltdrahtvorschub ................................................................................ 56
9.3.10 Schrittfunktion....................................................................................... 57
9.3.11 Intervallschweißen................................................................................ 59
9.3.12 Polarität (nur für Aristo®1000-Stromquelle) ........................................ 59
9.3.13 Einstellung der Knoten-ID (nur für Aristo® 1000-Stromquellen) .......... 59
9.3.14 Systeminformationen (nur für Aristo® 1000-Stromquelle).................... 59
9.4 Kabellängen (nur für LAF- und TAF-Stromquellen)
9.5 Wartung
9.6 Messwertefilterfaktor
...................................................................................................
.............................................................................
............................
60
60
60
10
ADMINISTRATORMENÜ
10.1 Ereignisverarbeitung
.............................................................................
.............................................................................
10.1.1 Ereignisprotokoll................................................................................... 62
10.1.2 Aktive Fehler ........................................................................................ 63
10.1.3 IDs der Einheiten.................................................................................. 63
10.1.4 Beschreibung der Fehlercodes ............................................................ 63
10.2 Exportieren/Importieren
10.3 Dateimanager
..........................................................................................
.........................................................................
10.3.1 Datei/Verzeichnis löschen .................................................................... 68
10.3.2 Datei/Verzeichnis umbenennen............................................................ 68
10.3.3 Neuen Ordner erstellen ........................................................................ 68
10.3.4 Dateien kopieren und einfügen ............................................................ 69
10.4 Editor für Grenzwerteinstellungen
10.5 Editor für Messgrenzwerte
10.6 Produktionsstatistik
10.7 Qualitätsfunktionen
...............................................................................
................................................................................
....................................................................
........................................................
10.7.1 Qualitätsdaten speichern...................................................................... 72
10.7.2 Systemeinstellungen importieren ......................................................... 73
10.8 Kalender
10.9 Anwenderzugang
10.10 Einheiteninformation
..................................................................................................
....................................................................................
..............................................................................
62
62
66
67
69
70
71
72
73
74
75
BESTELLNUMMERN
Änderungen ohne vorherige Ankündigung vorbehalten.
0460 949 474 © ESAB AB 2021
..........................................................................................
76
1 EINFÜHRUNG
1 EINFÜHRUNG
Damit Sie Ihre Schweißausrüstung optimal nutzen können, empfehlen wir Ihnen, diese
Anleitung aufmerksam zu lesen.
Allgemeine Informationen zum Betrieb entnehmen Sie der Betriebsanweisung für
Steuereinheit, Automat, Kran oder Stromquelle.
Für den im Display angezeigten Text stehen folgende Sprachen zur Verfügung: Englisch,
Englisch (USA), Schwedisch, Finnisch, Norwegisch, Dänisch, Deutsch, Französisch,
Italienisch, Niederländisch, Spanisch, Portugiesisch, Ungarisch, Polnisch, Tschechisch,
Türkisch, Chinesisch, Koreanisch und Russisch.
Betriebsanweisungen in anderen Sprachen können aus dem Internet heruntergeladen
werden: www.esab.com
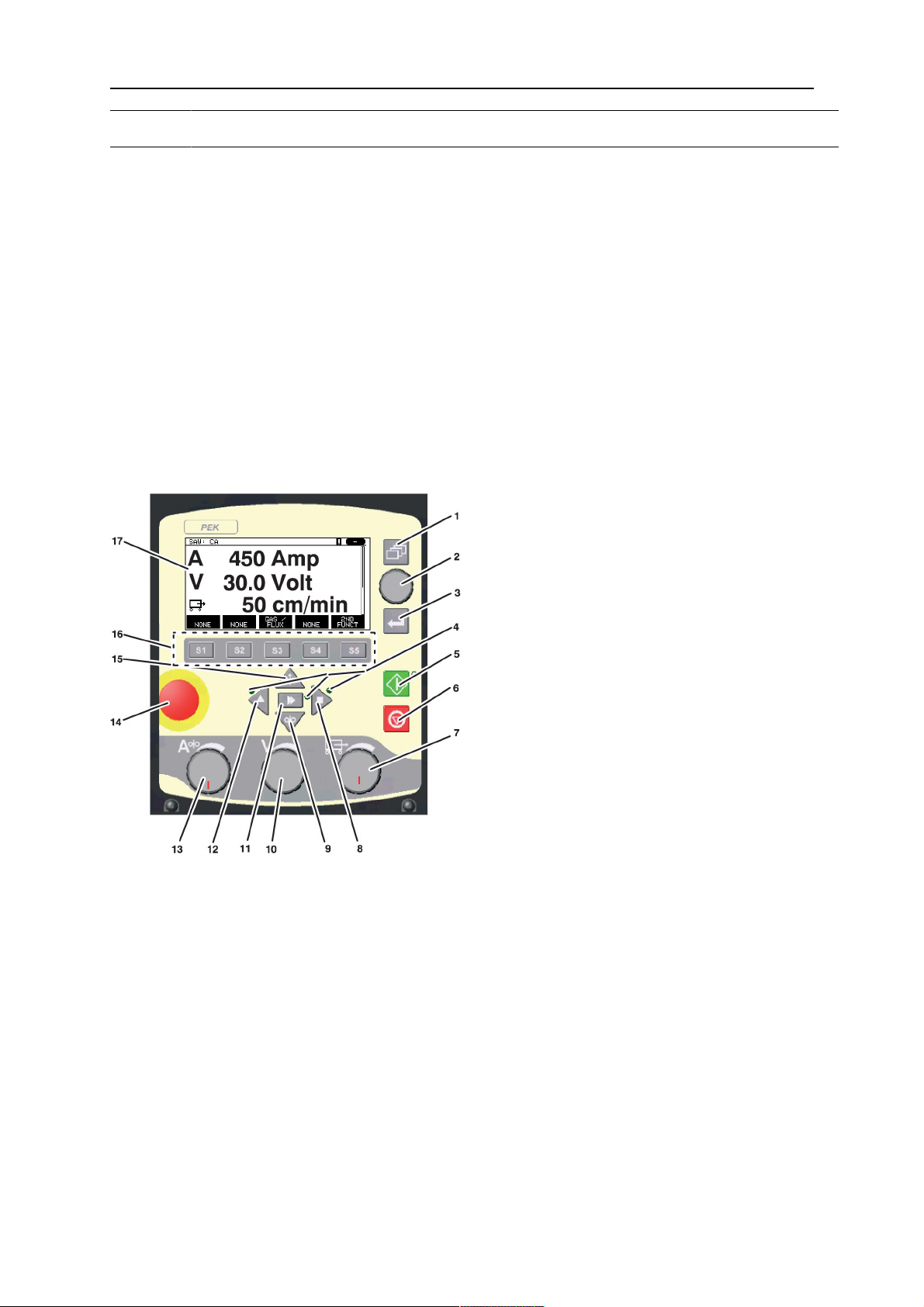
1.1 Bedienkonsole
1. Menü 10. Lichtbogenspannung/Einstellrad
2. Positionierrad zum Verschieben des
Cursors
3. Enter 12. Manuelle Fahrbewegung
4. Grüne Anzeigelampe, leuchtet bei
aktiver Funktion.
5. Schweißstart 14. Notabschaltung
6. Schweißstopp 15. Manueller Drahtvorschub nach oben
7. Vorschubgeschwindigkeit/Einstellrad 16. Funktionstasten
8. Manuelle Fahrbewegung 17. Display
9. Manueller Drahtvorschub nach unten
0460 949 474
11. Schnellbewegung
13. Schweißstrom/Drahtvorschubgeschwindi
gkeit/Einstellrad
- 5 -
© ESAB AB 2021

1 EINFÜHRUNG
1.1.1 Tasten und Drehknöpfe
Menü
Per Menütaste gelangen Sie stets zurück zum Hauptmenü im jeweiligen Verfahren.
Enter
Mit ENTER wird eine Auswahl bestätigt.
Funktionstasten
Die Funktion der fünf Tasten (S1-S5) unter dem Display ist kontextabhängig. Es sind
sogenannte „Funktionstasten“. Dabei handelt es sich um Schaltflächen, denen je nach dem
Menü, in dem man sich befindet, unterschiedliche Funktionen zugewiesen sind. Die
gegenwärtige Funktion dieser Tasten ist aus dem Text in der unteren Zeile auf der Anzeige
ersichtlich. Eine aktive Funktion wird durch ein weißes Textfeld gekennzeichnet.
Drahtvorschub nach oben
Taste zum Zurückbewegen des Drahts ohne Aktivierung der Lichtbogenspannung,
z.B. beim Drahtspulenwechsel. Ein Drahtvorschub findet so lange statt, wie die
Taste gedrückt wird.
Drahtvorschub nach unten
Menü
Taste zum Vorbewegen des Drahts ohne Aktivierung der Lichtbogenspannung. Ein
Drahtvorschub findet so lange statt, wie die Taste gedrückt wird.
Fahrbewegung
Taste für Fahrbewegung in die Schweißrichtung, die per Symbol auf der
Schweißausrüstung angezeigt wird. Um die Fahrbewegung zu stoppen, drücken
Sie , oder .
Die LED leuchtet, während die Fahrbewegung ausgeführt wird.
Schweißstart
Taste für den Schweißstart.
Schweißstopp
Taste für den Schweißstopp für alle Fahrbewegungen und Motoren.
Positionierrad
Das Einstellrad rechts oben wird als Positionierrad bezeichnet und verwendet, um den
Cursor zu positionieren.
0460 949 474
- 6 -
© ESAB AB 2021

1 EINFÜHRUNG
Einstellrad
Die drei Einstellräder werden verwendet, um die eingestellten Werte im Bedienfeld zu
ändern.
1.2 Erster Schritt
1.2.1 Sprachauswahl
Dieses Menü wird beim ersten Start angezeigt:
SAW: CA
LEER LEER GAS/FLUX LEER 2NDFUNCT
Bei Lieferung ist als Sprache der Bedienkonsole Englisch eingestellt. So wählen Sie Ihre
Sprache aus:
Drücken Sie auf Menü , um das Hauptmenü aufzurufen.
Positionieren Sie den Cursor auf der Zeile KONFIGURATION , indem Sie das Positionierrad
verwenden.
SAW
VERFAHREN
VERFAHRENSVARIANTE
REGLERTYP
SCHWEISSZUSATZ
DRAHTABMESSUNG
SAW
DC
CA
Fe SOLID
3.0 mm
KONFIGURATION►
WERKZEUGE►
EINST. MESSEN MEMORY SCHNELLMODU
S
Drücken Sie ENTER , um die Auswahl zu bestätigen.
Bewegen Sie den Cursor zur Zeile SPRACHE. Drücken Sie ENTER, um eine Liste mit
verfügbaren Sprachen für die Bedienkonsole aufzurufen.
0460 949 474
- 7 -
© ESAB AB 2021

1 EINFÜHRUNG
KONFIGURATION
SPRACHE
ENGLISH
SICHERHEITSFUNKTION►
ALLGEMEINE EINSTELLUNGEN►
MASCHINENKONFIGURATION►
KABELLÄNGEN►
WARTUNG►
MESSWERTEFILTERFAKTOR
ONE
ENDE
Bewegen Sie den Cursor zur Zeile mit der gewünschten Sprache und drücken Sie ENTER.
NORSK
POLSKI
PORTUGUES
SUOMI
SVENSKA
CHINESE
1.2.2 Maßeinheit
Bei Lieferung ist die Bedienkonsole auf das metrische System eingestellt. So ändern Sie die
Maßeinheit:
Drücken Sie auf Menü , um das Hauptmenü aufzurufen.
Positionieren Sie den Cursor auf der Zeile KONFIGURATION , indem Sie das Positionierrad
verwenden.
SAW
VERFAHREN
VERFAHRENSVARIANTE
REGLERTYP
SCHWEISSZUSATZ
DRAHTABMESSUNG
KONFIGURATION►
WERKZEUGE►
EINST. MESSEN MEMORY SCHNELLMODU
S
SAW
DC
CA
Fe SOLID
3.0 mm
Drücken Sie ENTER , um die Auswahl zu bestätigen.
Positionieren Sie den Cursor auf der Zeile ALLGEMEINE EINSTELLUNGEN.
0460 949 474
- 8 -
© ESAB AB 2021

1 EINFÜHRUNG
KONFIGURATION
SPRACHE
ENGLISH
SICHERHEITSFUNKTION
ALLGEMEINE EINSTELLUNGEN►
MASCHINENKONFIGURATION►
KABELLÄNGEN►
WARTUNG►
MESSWERTEFILTERFAKTOR
ONE
ENDE
Drücken Sie ENTER , um die Auswahl zu bestätigen.
Positionieren Sie den Cursor auf der Zeile LÄNGENEINHEIT . Drücken Sie ENTER, um eine
Liste der Maßeinheiten aufzurufen, die für die Bedienkonsole verfügbar sind.
ALLGEMEINE EINSTELLUNGEN
SCHNELLMODUS-FUNKTIONSTASTEN
QUAL.DATEN IN PROTOKOLLDATEI
ON
FUNKTIONSTASTEN BELEGEN►
1
AUTOMATISCHES SPEICHERN
LÄNGENEINHEIT
METRISCH
OFF
ENDE
Positionieren Sie den Cursor auf der Zeile mit der gewünschten Maßeinheit und drücken Sie
ENTER.
METRISCH
VOR
1.3 Display
SAW
VERFAHREN
VERFAHRENSVARIANTE
REGLERTYP
SCHWEISSZUSATZ
DRAHTABMESSUNG
SAW
DC
CA
Fe SOLID
3.0 mm
KONFIGURATION►
WERKZEUGE►
EINST. MESSEN MEMORY SCHNELLMODU
S
Cursor
0460 949 474
- 9 -
© ESAB AB 2021

1 EINFÜHRUNG
Der Cursor der Bedienkonsole wird als schwarzes Feld um einen Text dargestellt, sodass der
ausgewählte Text weiß angezeigt wird. Der Cursor wird in der Betriebsanweisung
fettgedruckt dargestellt.
Textfelder
Am unteren Displayrand befinden sich fünf Textfelder, die die jeweilige Funktion für die fünf
darunter befindlichen Funktionstasten beschreiben.
1.3.1 Symbole auf dem Display
A Der ausgewählte
Schweißdatensatz
B Schweißrichtung
C Ein Fehler ist aufgetreten,
siehe Abschnitt
„Ereignisverarbeitung“.
D Nummer der aufgerufenen
Speicherposition
F Bildlaufleiste. Dieses Menü
enthält weitere Informationen.
Pfeile
Wenn im Anschluss an eine Zeile weitere Informationen vorhanden sind, wird dies mit einem
schwarzen Pfeil neben dem Text gekennzeichnet.
SAW
VERFAHREN
VERFAHRENSVARIANTE
REGLERTYP
SCHWEISSZUSATZ
DRAHTABMESSUNG
SAW
AC
CC
Fe SOLID
0.8 mm
KONFIGURATION►
WERKZEUGE►
EINST. MESSEN MEMORY SCHNELLMODU
S
1.4 Allgemeine Informationen zu Einstellungen
Es kommen drei Einstellungstypen zur Anwendung:
• Einstellen von numerischen Werten
• Einstellung vorhandener Optionen
• Einstellen des Modus EIN/AUS
1.4.1 Einstellen von numerischen Werten
Bei der Einstellung von Zahlenwerten werden die Einstellräder verwendet, um die
eingestellten Werte zu erhöhen oder zu verringern. Im Messmenü werden die Regler für
Schweißstrom/Drahtvorschubgeschwindigkeit, Lichtbogenspannung oder
Fahrgeschwindigkeit verwendet.
0460 949 474
- 10 -
© ESAB AB 2021

1 EINFÜHRUNG
1.4.2 Einstellen mit gegebenen Alternativen
Zum Vornehmen bestimmter Einstellungen wird eine Option in einer Liste ausgewählt. Diese
kann folgendermaßen aussehen:
SAW
GMAW
GOUGING
Bewegen Sie den Cursor zur Zeile SAW. Wenn Sie in dieser Ansicht die Eingabetaste
drücken, wird die Option SAW ausgewählt. Um stattdessen eine andere Option
auszuwählen, bewegen Sie den Cursor mithilfe des Positionierrads zur gewünschten Zeile.
Drücken Sie anschließend ENTER. Zum Verlassen der Liste, ohne eine Auswahl zu treffen,
drücken Sie ENDE.
1.5 ENDE und Eingabetaste
Die Funktionstaste ganz rechts wird meist für ENDE genutzt, bisweilen ist sie jedoch mit
anderen Funktionen belegt.
• ENDE Durch Drücken von ENDE kehren Sie zum vorherigen Menü oder zur vorherigen
Anzeige zurück.
• Durch Drücken der Eingabetaste wird eine ausgewählte Option in einem Menü oder
einer Liste ausgeführt.
Die Taste wird in diesem Handbuch als ENTER oder Eingabetaste bezeichnet.
0460 949 474
- 11 -
© ESAB AB 2021
2 MENÜS
2 MENÜS
Auf der Bedienkonsole werden mehrere verschiedene Menüs verwendet.
• Hauptmenü
• Konfigurationsmenü
• Werkzeugmenü
• Menü für die
Schweißdateneinstellung
• Menü für die
Maßeinheiten
• Schweißdatenspeicherm
enü
• Schnellmodusmenü SCHNELLMODUS
Während des Starts erscheint kurz ein Eröffnungsbildschirm mit Informationen zur aktuellen
Programmversion.
EINST.
MESSEN
MEMORY
Startbildschirm
2.1 Hauptmenü
Im HAUPTMENÜkönnen Schweißverfahren, Methode, Zusatzwerkstoff, Regelungsmethode,
Drahtdurchmesser usw. geändert werden.
Von diesem Menü aus gelangen Sie zu allen Untermenüs.
SAW
VERFAHREN
VERFAHRENSVARIANTE
REGLERTYP
SCHWEISSZUSATZ
DRAHTABMESSUNG
Konfiguration►
Werkzeuge►
EINST. MESSEN MEMORY SCHNELLMODU
S
2.1.1 Konfigurationsmenü
HAUPTMENÜ » KONFIGURATION
SAW
DC
CA
Fe SOLID
3.0 mm
0460 949 474
- 12 -
© ESAB AB 2021

2 MENÜS
Im Menü KONFIGURATION können Sprache und Passwort, die allgemeinen Einstellungen,
die Maschineneinstellungen usw. geändert werden. Das Erscheinungsbild des Menüs richtet
sich nach dem unter MASCHINENKONFIGURATION ausgewählten Stromquellentyp.
KONFIGURATION
LANGUAGE
SICHERHEITSFUNKTION►
ALLGEMEINE EINSTELLUNGEN►
MASCHINENKONFIGURATION►
KABELLÄNGEN►
WARTUNG►
NETWORK SETTINGS
MESSWERTEFILTERFAKTOR
ENDE
2.1.2 Werkzeugmenü
HAUPTMENÜ » WERKZEUGE
Im Menü WERKZEUGE können Sie Dateien übertragen sowie Qualitäts- und
Produktionsstatistiken, Ereignisprotokolle usw. anzeigen.
ADMINISTRATORMENÜ
EREIGNISVERARBEITUNG►
DEUTSCH
ONE
EXPORT/IMPORT►
DATEIMANAGER►
EDITOR FÜR GRENZWERTEINST.►
EDITOR FÜR MESSGRENZWERTE►
PRODUKTSTATISTIK►
QUALITÄTSFUNKTIONEN►
Kalender►
ANWENDERZUGANG►
EINHEITENINFO►
ENDE
2.1.3 Menü der Schweißdateneinstellung
HAUPTMENÜ » EINST.
Im Schweißdateneinstellungsmenü EINST. können verschiedene Schweißparameter
geändert werden. Das Aussehen des Menüs hängt von dem ausgewählten
Schweißverfahren ab.
0460 949 474
- 13 -
© ESAB AB 2021

2 MENÜS
SCHWEISSDATENEINSTELLUNG
SPANNUNG
STROM
VORSCHUBGESCHWINDIGKEIT
DIRECTION
STARTWERTE►
STOPPWERTE►
REGELPARAMETER►
EINSTELLUNGSGRENZWERTE►
MESSGRENZWERTE►
POLARITÄT
Ein weiteres Beispiel für das Menü mit Aristo ® 1000:
SCHWEISSDATENEINSTELLUNG
SPANNUNG
STROM
20.5 V
395 A
0 cm/min
■
AUTO
DC+
ENDE
24.0 V
3200 A
VORSCHUBGESCHWINDIGKEIT
DIRECTION
WS-FREQUENZ
WS-BALANCE
WS-OFFSET
STARTWERTE►
STOPPWERTE►
REGELPARAMETER►
Beispiel für das Menü mit LAF-/TAF-Stromquelle
30 cm/min
■
50 HZ
50%
0 V
ENDE
0460 949 474
- 14 -
© ESAB AB 2021

2 MENÜS
SCHWEISSDATENEINSTELLUNG
SPANNUNG
STROM
VORSCHUBGESCHWINDIGKEIT
30 cm/min
DIRECTION
STARTWERTE►
STOPPWERTE►
REGELPARAMETER►
EINSTELLUNGSGRENZWERTE►
MESSGRENZWERTE►
POLARITÄT
MESSEN ENDE
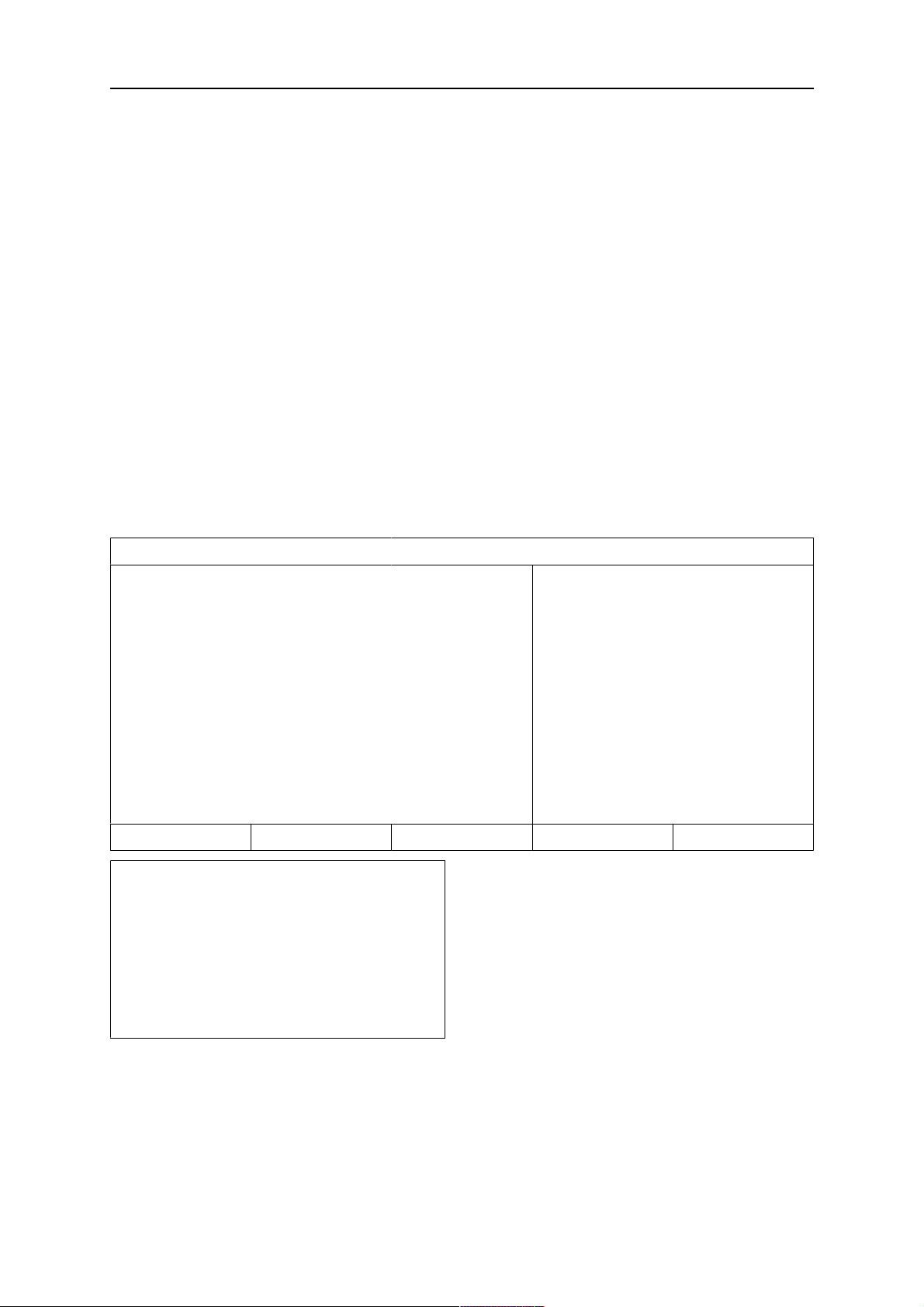
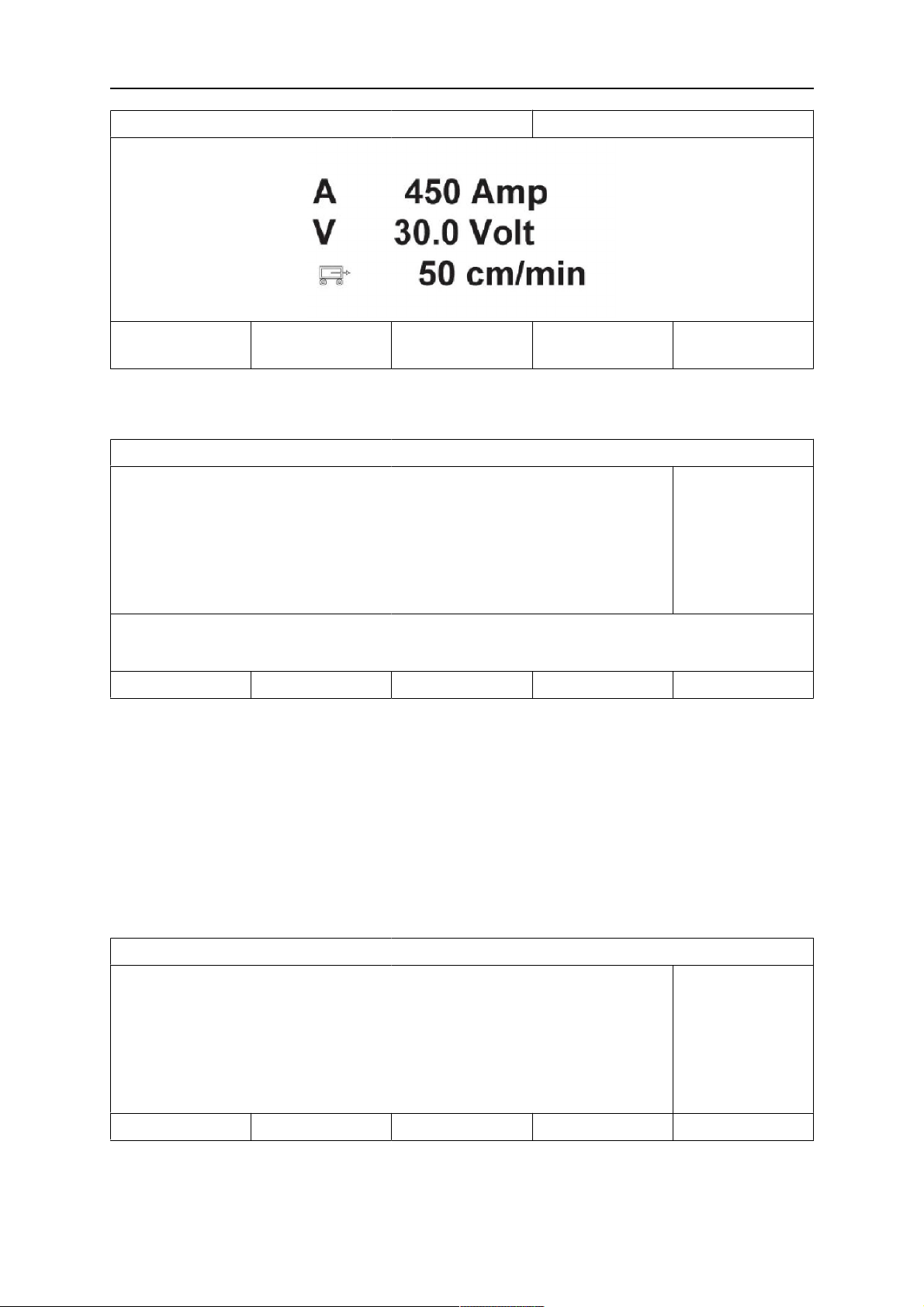
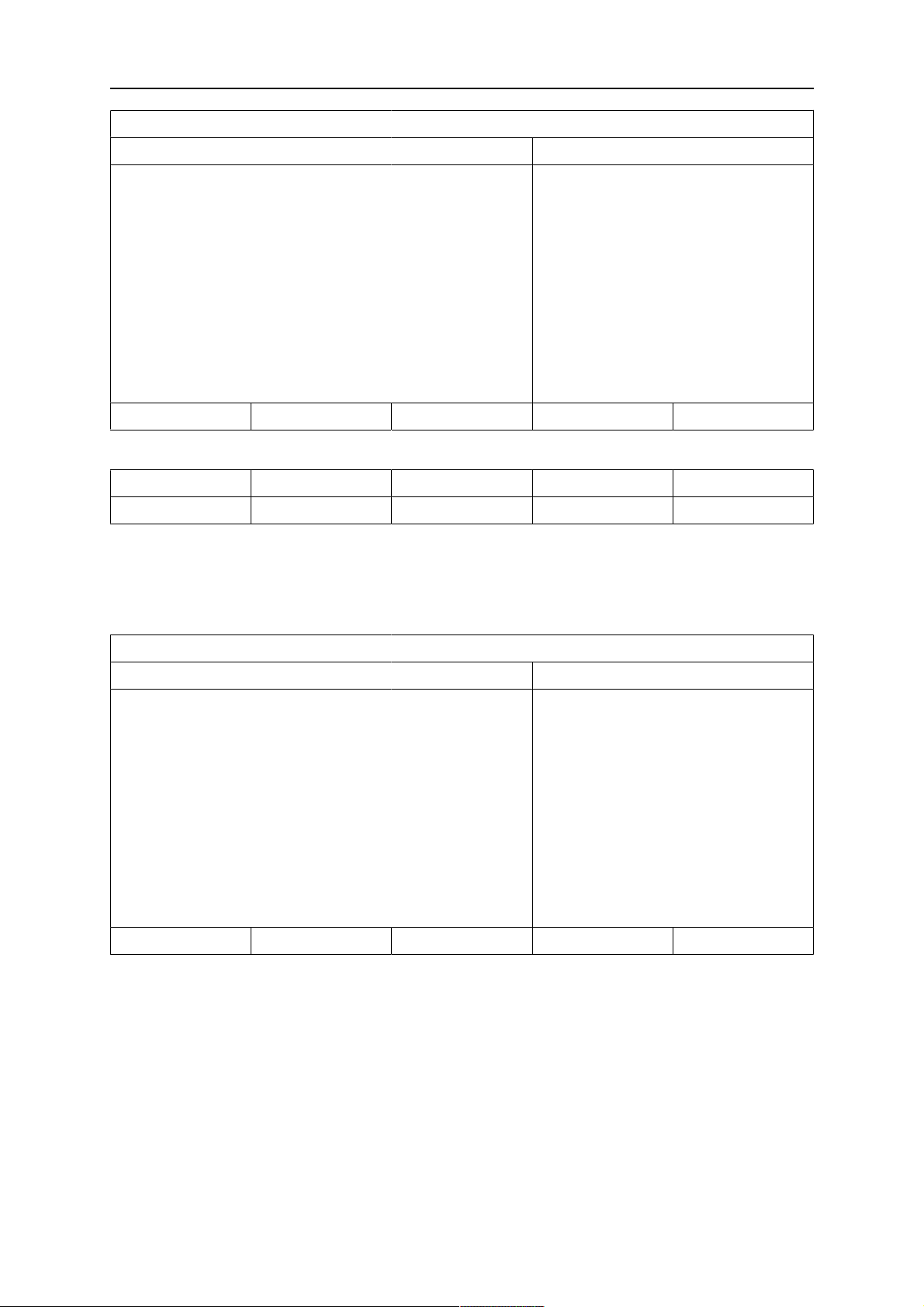
2.1.4 Messmenü
HAUPTMENÜ » MESSEN
Im Menü MESSEN können Sie während des Schweißens Messwerte für verschiedene
Schweißparameter anzeigen.
30.0 A
500 A
■
DC +
SAW: CA
EXT. AXIS DIR. QUADRAT LEER EINGESTELLTE
WERTE
• 450Amp – Gemessener Schweißstrom
• 30,0 Volt – Gemessene Lichtbogenspannung
• 50 cm/min – Gemessene Fahrgeschwindigkeit
SAW: CA
2NDFUNCT
LEER LEER KALT-DV LEER 2NDFUNCT
• cm/min – Gemessene Drahtvorschubgeschwindigkeit
• kJ/cm – Gibt die Wärmezufuhr an, die sich aus den gewählten Werten für
Schweißstrom, Lichtbogenspannung und Fahrgeschwindigkeit ergibt
0460 949 474
- 15 -
© ESAB AB 2021

2 MENÜS
• cm/min – Gemessene Kaltdrahtvorschubgeschwindigkeit
• kg/h – Gibt das pro Stunde verwendete Material an
Die gemessenen Werte werden auch nach Abschluss des Schweißvorgangs auf dem
Display angezeigt.
Sie können in andere Menüs wechseln, ohne dass die Messwerte verloren gehen.
Die Schweißparameter im Messmenü können über die Einstellräder geändert werden.
Wird der eingestellte Wert geändert, wenn kein Schweißvorgang stattfindet, wird der
Messwert auf 0 gesetzt.
Zur Aktivierung des Kaltdrahtvorschubs wird eine Funktionstaste KALT-DV aktiv geschaltet.
Siehe Abschnitt „Funktionstastenkonfiguration“. Bei gedrückter Funktionstaste lässt sich
mithilfe des linken Einstellrads A die Kaltdrahtgeschwindigkeit ändern. Ist die Funktionstaste
nicht gedrückt, beeinflusst Einstellrad A den Strom.
Auf dem Messbildschirm sind auch die eingestellten Werte zu sehen, wenn die
Funktionstaste EINST.WERTE aktiviert ist. Werden beide Funktionstasten KALT-DV und
EINST.WERTE aktiviert, lässt sich die eingestellte Vorschubgeschwindigkeit für Kaltdraht
ändern. Zur Aktivierung siehe Abschnitt „Funktionstastenkonfiguration“.
SAW: CW.
KEINE DIR: QUADRAT LEER EINGESTELLTE
2NDFUNCT
WERTE
• 300 cm/min – Eingestellte Drahtvorschubgeschwindigkeit
• 20,0 Volt – Eingestellte Lichtbogenspannung
• 30 cm/min – Eingestellte Fahrgeschwindigkeit
2.1.5 Schweißdatenspeichermenü
HAUPTMENÜ » SPEICHER
Im Menü SCHWEISSDATENSPEICHER können Sie zahlreiche Soll-Schweißdaten
speichern, aufrufen, löschen und kopieren. Die Schweißdatensätze können in
255verschiedenen Speicherpositionen gespeichert werden.
SCHWEISSDATENSPEICHER
1(SAW)
7(GMAW)
SPEICH. 2NDFUNCT ENDE
Weitere Informationen entnehmen Sie dem Kapitel „SPEICHERVERWALTUNG“.
2.1.6 Schnellmodusmenü
HAUPTMENÜ » SCHNELLMODUS
0460 949 474
- 16 -
© ESAB AB 2021

2 MENÜS
Im Menü SCHNELLMODUS können Sie Funktionstasten mit Speicherplätzen für
Schweißdaten verknüpfen. Diese Einstellungen werden im Menü KONFIGURATION
vorgenommen. Die Zahl der gewählten Speicherposition wird auf dem Bildschirm rechts
oben angezeigt.
16
SCHWEISSDAT
EN 1
SCHWEISSDAT
EN 2
SCHWEISSDAT
EN 3
SCHWEISSDAT
EN 4
2NDFUNCT
Weitere Informationen finden Sie im Abschnitt „Schnellmodus-Funktionstasten“.
0460 949 474
- 17 -
© ESAB AB 2021

3 UP-SCHWEISSEN
3 UP-SCHWEISSEN
HAUPTMENÜ » VERFAHREN
Beim UP-Schweißen (SAW) schmilzt ein Lichtbogen einen kontinuierlich vorgeschobenen
Draht. Die Schmelze wird durch Schweißpulver geschützt.
Aristo® 1000: Wenn das SAW -Verfahren ausgewählt ist, wählen Sie
VERFAHRENSVARIANTE mit dem Positionierrad und drücken PASSW.1. Auswählen AC
oder DC.
SAW
VERFAHREN
SAW
VERFAHRENSVARIANTE
REGLERTYP
SCHWEISSZUSATZ
DRAHTABMESSUNG
Fe SOLID
0.8 mm
Konfiguration►
Werkzeuge►
EINST. MESSEN MEMORY SCHNELLMODU
S
Aristo® 1000: Wenn das SAW -Verfahren ausgewählt ist, können Sie zwischen drei
Steuermethoden wählen, indem Sie Folgendes wählen: REGLERTYP Treffen Sie Ihre
Auswahl per Positionierrad und drücken Sie ENTER. Wählen Sie zwischen konstantem
Schweißstrom (CA) oder konstantem Drahtvorschub (CW) oder konstantem Strom (CC).
LAF/TAF: Wenn das SAW -Verfahren ausgewählt ist, können Sie zwischen drei
Steuermethoden wählen, indem Sie Folgendes wählen: REGLERTYP Treffen Sie Ihre
Auswahl per Positionierrad und drücken Sie ENTER. Wählen Sie zwischen konstantem
Schweißstrom (CA) oder konstantem Drahtvorschub (CW).
Siehe Erläuterungen in „CA, konstante Stromstärke“, „CW, konstante Drahtzuführung“ und
„CC, konstanter Strom“.
AC
CC
Bei der Auswahl von Kaltdrahtvorschub siehe "Kaltdrahtvorschub", Seite56, kann nur die
Einstellung CW gewählt werden.
3.1 Einstellungen für UP-Schweißen
Einstellungen Einstellbereich In Schritten von Wert nach Reset
1) 3)
1)
(CC)
0–3200A 1 A 400 A
0 - 2500 cm/min 1 cm/min 100 cm/min
0–3200A 1 A 500 A
0– 200% 1% 100%
1)
0 - 99,0 s 0,1s 2,5s
- 18 -
© ESAB AB 2021
Lichtbogenspannung
Für Aristo® 1000 14–50V 0,1 V (1V) 30 V
Für LAF/TAF 8–60V 0,1 V (1V) 30 V
Schweißstrom1)(CA)
Drahtvorschubgeschwindigkeit
1)
(CW)
Konstanter Strom
Kaltdrahtvorschubgeschwindigk
1)
eit
Kaltdrahtstartverzögerung
0460 949 474

3 UP-SCHWEISSEN
Einstellungen Einstellbereich In Schritten von Wert nach Reset
Fahrgeschwindigkeit * 0–200cm/min 1 cm/min 30 cm/min
Schweißrichtung ▲-■ - ■
AC-Frequenz
3)
AC-Gleichgewicht
AC-Offset
Startwerte
3)
2)
3)
10–100Hz 1 50 Hz
25– 75% 1 50%
-300-+ A/-10 +10 V 1 A/0,1 V 0
Pulvervorströmung 0 - 99,0 s 0,1s 0s
Startanpassung Min = 50% 1% 100%
Startart Direkt
- Direkt
oderKratzstart
Drahtanschleichen Auto oder Geschw.
- Auto
einst.
Drahtanschleichgeschwindigkeit0 - 1000 cm/min 1 cm/min 20 cm/min
Startphasen AUS oderEIN - AUS
Leerlaufspannung AUS oderEIN - AUS
Maximale Leerlaufspannung 5–60V 0,1 V 50 V
Stoppwerte
2)
Pulvernachströmung 0 - 99,0 s 0,1s 0s
Kraterfüllung AUS oder EIN - AUS
Kraterfülldauer 0-10s 0,01s 0,0s
Rückbrandzeit 0–10s 0,01s 0,65s
Stoppphasen AUS oderEIN - AUS
Regelungsparameter
Dynamik Auto
- Auto
oderEingestellte
Werte
Drosselung Auto oder
- Auto
Eingestellte Werte
Einstellungsgrenzen - - Messgrenzen - - -
1)
Der Einstellbereich hängt vom verwendeten Produkt ab.
2)
Im Menü werden die Einstellungen für die ausgewählte Regelungsmethode angezeigt.
3)
Gilt nur für Aristo®1000-Stromquellen
0460 949 474
- 19 -
© ESAB AB 2021

4 MIG/MAG-SCHWEISSEN
4 MIG/MAG-SCHWEISSEN
Das Verfahren ist bei bestimmten Maschinentypen verfügbar.
HAUPTMENÜ » VERFAHREN
Beim MIG/MAG-Schweißen schmilzt ein Lichtbogen einen kontinuierlich vorgeschobenen
Draht. Das Schweißbad wird von Schutzgas umgeben.
Wenn der Schutzgas-Lichtbogenschweißen GMAW -Verfahren ausgewählt ist, können Sie
durch Markieren des Folgenden zwischen zwei Steuermethoden wählen: REGLERTYP
Treffen Sie Ihre Auswahl per Positionierrad und drücken Sie ENTER. Wählen Sie zwischen
konstanter Stromstärke CA oder konstantem Drahtvorschub CW.Siehe dazu die
Erläuterungen in „CA, konstante Stromstärke“ und „CW, konstanter Drahtvorschub“.
GMAW
VERFAHREN
GMAW
REGLERTYP
SCHWEISSZUSATZ
DRAHTABMESSUNG
Fe SOLID
0.8 mm
Konfiguration►
Werkzeuge►
ENDE
CA
CW
4.1 Einstellungen für Schutzgas-Lichtbogenschweißen
Einstellungen Einstellbereich In Schritten von Wert nach Reset
Lichtbogenspannung * 14–50V 0,1 V (1V) 30 V
Schweißstrom *(CA) 0–3200A 1 A 500 A
Drahtvorschubgeschwindigkeit
*(CW)
0 - 2500 cm/min 1 cm/min 100 cm/min
CA
Fahrgeschwindigkeit * 0–200cm/min 1 cm/min 30 cm/min
Schweißrichtung ▲-■ - ■
Startwerte
2)
Gasvorströmung 0 - 99,0 s 0,1s 0,2s
Startanpassung Min = 50% 1% 100%
Startart Direkt
- Direkt
oderKratzstart
Drahtanschleichen Auto oder Geschw.
- Auto
einst.
Drahtanschleichgeschwindigkeit0 - 1000 cm/min 1 cm/min 20 cm/min
Startphasen AUS oderEIN - AUS
Leerlaufspannung AUS oder EIN - AUS
Maximale Leerlaufspannung 5–60V 0,1 V 50 V
0460 949 474
- 20 -
© ESAB AB 2021

4 MIG/MAG-SCHWEISSEN
Einstellungen Einstellbereich In Schritten von Wert nach Reset
Stoppwerte
Gasnachströmung 0 - 99,0 s 0,1s 0,2s
Kraterfüllung AUS oderEIN - AUS
Kraterfülldauer 0-10s 0,01s 0,0s
Rückbrandzeit 0–10s 0,01s 0,20s
Stoppphasen AUS oder EIN - AUS
Dynamische Regelung Auto oder
- Auto
Eingestellte Werte
Einstellungsgrenzen - - Messgrenzen - - -
*) Der Einstellbereich hängt vom verwendeten Produkt ab.
0460 949 474
- 21 -
© ESAB AB 2021

5 ELEKTROSCHLACKESCHWEISSEN
5 ELEKTROSCHLACKESCHWEISSEN
Das Verfahren ist bei LAF-Stromquellen verfügbar.
HAUPTMENÜ » VERFAHREN
Elektroschlackeschweißen (ESW) ist ein Eingangschweißverfahren.
ESW
VERFAHREN
ESW
VERFAHRENSVARIANTE
REGLERTYP
SCHWEISSZUSATZ
DRAHTABMESSUNG
SS Strip
30×0,5 mm
Konfiguration►
Werkzeuge►
EINST. MESSEN MEMORY SCHNELLMODU
S
5.1 Einstellungen für Elektroschlackeschweißen
Einstellungen Einstellbereich In Schritten von Wert nach Reset
Lichtbogenspannung
1)
Schweißstrom1)(CA)
Drahtvorschubgeschwindigkeit
1)
(CW)
8–60V 0,1 V (1V) 24 V
0–3200A 1 A 400 A
0 - 2500 cm/min 1 cm/min 300 cm/min
AC
CA
Fahrgeschwindigkeit * 0–200cm/min 1 cm/min 30 cm/min
Schweißrichtung ▲-■ - ■
Startwerte
2)
Pulvervorströmung 0 - 99,0 s 0,1s 0s
Startanpassung Min = 100% 1% 100%
Startart Direkt oder
- Direkt
Kratzstart
Drahtanschleichen Auto oder Geschw.
- Auto
einst.
Drahtanschleichgeschwindigkeit0 - 1000 cm/min 1 cm/min 2 cm/min
Startphasen AUS oder EIN - AUS
Leerlaufspannung AUS oder EIN - AUS
Maximale Leerlaufspannung 5–60V 0,1 V 50 V
Stoppwerte
2)
Pulvernachströmung 0 - 99,0 s 0,1s 0s
Kraterfüllung AUS oder EIN - AUS
Kraterfülldauer 0-10s 0,01s 0,0s
Rückbrandzeit 0–10s 0,01s 1,50s
0460 949 474
- 22 -
© ESAB AB 2021

5 ELEKTROSCHLACKESCHWEISSEN
Einstellungen Einstellbereich In Schritten von Wert nach Reset
Stoppphasen AUS oder EIN - AUS
Regelungsparameter
Dynamik Auto oder
- Auto
Eingestellte Werte
Drosselung Auto oder
- Auto
Eingestellte Werte
Einstellungsgrenzen - - Messgrenzen - - -
1)
Der Einstellbereich hängt vom verwendeten Produkt ab.
2)
Im Menü werden die Einstellungen für die ausgewählte Regelungsmethode angezeigt.
0460 949 474
- 23 -
© ESAB AB 2021

6 GOUGING
6 GOUGING
Verfügbar je nach angeschlossenen Geräten.
HAUPTMENÜ » VERFAHREN
Beim Lichtbogen-Druckluftfugen wird eine spezielle Elektrode verwendet, die aus einem
Kohlestab mit einer Schutzhülle aus Kupfer besteht.
Zwischen Kohlestab und Werkstück bildet sich ein Lichtbogen, der das Material schmilzt.
Druckluft wird zugeführt, sodass das geschmolzene Material weggeblasen wird.
Wenn das FUGENHOBELN -Verfahren ausgewählt ist, können Sie durch Markieren des
Folgenden zwischen zwei Steuermethoden wählen: REGLERTYP Treffen Sie Ihre Auswahl
per Positionierrad und drücken Sie ENTER. Wählen Sie zwischen konstanter Stromstärke
CA oder konstantem Drahtvorschub CW.Siehe dazu auch "CA, konstante Stromstärke",
Seite26 und "CW, konstanter Drahtvorschub", Seite26.
FUGENHOBELN
VERFAHREN
FUGENHOBELN
VERFAHRENSVARIANTE
REGLERTYP
DRAHTABMESSUNG
FUGENHOBELMODUS
CW
8.0 mm
N7500
Konfiguration►
Werkzeuge►
ENDE
CA
CW
Wählen Sie FUGENHOBELMODUS mit dem Positionierrad. Durch Drücken von PASSW.1.
Wählen Sie für Aristo® 1000 aus: AUTO oder N7500. Wählen Sie für LAF und TAF aus:
AUTO oder MANUELL.
FUGENHOBELN
VERFAHREN
FUGENHOBELN
VERFAHRENSVARIANTE
DC
DC
REGLERTYP
DRAHTABMESSUNG
FUGENHOBELMODUS
Konfiguration►
Werkzeuge►
AUTO
N7500
0460 949 474
- 24 -
CW
8.0 mm
N7500
ENDE
© ESAB AB 2021

6 GOUGING
6.1 Einstellungen für das Fugen
Einstellungen Einstellbereich In Schritten
von
Wert nach
Reset
Lichtbogenspannung * 14–50V 0,1 V (1V) 30 V
Schweißstrom *(CA) 0–3200A 1 A 500 A
Drahtvorschubgeschwindigkeit
0 - 2500 cm/min 1 cm/min 100 cm/min
*(CW)
Vorschubgeschwindigkeit * 0–200cm/min 1 cm/min 30 cm/min
Schweißrichtung ▲-■ - ■
Startwerte
Luftvorströmung 0 - 99,0 s 0,1s 0s
Startanpassung Min = 50% 1% 100%
Startart Direkt oder Kratzstart - Direkt
Drahtanschleichen Auto oder Geschw. einst. - Auto
Drahtanschleichgeschwindigkeit 0 - 1000 cm/min 1 cm/min 20 cm/min
Startphasen AUS oder EIN - AUS
Leerlaufspannung AUS oder EIN - AUS
Maximale Leerlaufspannung 5–60V 0,1 V 50 V
Stoppwerte
Luftnachströmung 0 - 99,0 s 0,1s 0s
Kraterfüllung AUS oder EIN - AUS
Kraterfülldauer 0-10s 0,01s 0,0s
Rückbrandzeit 0–10s 0,01s 1,50s
Stoppphasen AUS oder EIN - AUS
Dynamische Regelung Auto oder Eingestellte
- Auto
Werte
Einstellungsgrenzen - - Messgrenzen - - -
*) Der Einstellbereich hängt vom verwendeten Produkt ab.
0460 949 474
- 25 -
© ESAB AB 2021

7 FUNKTIONSERKLÄRUNGEN
7 FUNKTIONSERKLÄRUNGEN
7.1 CA, konstante Stromstärke
Der Drahtvorschub wird per Stromquelle gesteuert, damit ein konstanter Schweißstrom
angelegt werden kann.
• Die Auswahl der konstanten Stromstärke erfolgt im Hauptmenü.
7.2 CW, konstanter Drahtvorschub
Der Schweißstrom richtet sich nach der gewählten Drahtvorschubgeschwindigkeit.
• Die Auswahl des konstanten Drahtvorschubs erfolgt im Hauptmenü.
7.3 CC, konstanter Strom
(nur für Aristo®1000-Stromquelle)
Die Spannung wird variiert, damit ein konstanter Schweißstrom angelegt werden kann.
• Die Auswahl der konstanten Stromstärke erfolgt im Hauptmenü.
Eine höhere Drahtgeschwindigkeit bewirkt einen höheren Schweißstrom.
7.4 Draht-/Elektrodendurchmesser
Der gewählte Durchmesser wirkt sich maßgeblich auf den Startverlauf und das Kraterfüllen
aus. Beim Schweißen mit anderen Drahtdurchmessern als denen in der Tabelle wählen Sie
einen Wert aus, der den aufgeführten Angaben am nächsten liegt.
• Die Auswahl des Draht-/Elektrodendurchmessers erfolgt im Hauptmenü. Das
verfügbare Drahtmaterial und die Abmessungen werden durch die Kombination aus
Stromquelle und Schweißkopf beeinflusst.
7.5 Lichtbogenspannung
Eine höhere Lichtbogenspannung vergrößert die Lichtbogenlänge und sorgt für einen
wärmeren und breiteren Strang.
• Die Einstellung der Lichtbogenspannung wird im Mess-, Schweißdateneinstellungsoder Schnellmodusmenü ausgeführt.
7.6 Drahtvorschubgeschwindigkeit
Als Drahtvorschubgeschwindigkeit wird die Vorschubgeschwindigkeit (cm/min) für den Draht
bezeichnet. Eine höhere Drahtgeschwindigkeit bewirkt einen höheren Schweißstrom.
• Die Einstellung der Drahtvorschubgeschwindigkeit wird im Mess-,
Schweißdateneinstellungs- oder Schnellmodusmenü ausgeführt.
7.7 Kaltdrahtvorschubgeschwindigkeit
Die Kaltdrahtvorschubgeschwindigkeit wird verwendet, um eine Vorschubgeschwindigkeit
(cm/min) für Kaltdraht einzustellen.
• Die Einstellung der Kaltdrahtvorschubgeschwindigkeit wird im Mess-,
Schweißdateneinstellungs- oder Schnellmodusmenü ausgeführt.
0460 949 474
- 26 -
© ESAB AB 2021

7 FUNKTIONSERKLÄRUNGEN
7.8 Kaltdrahtstartverzögerung
Mit der Kaltdrahtstartverzögerung wird angezeigt, wie lange (s) nach dem Schweißstart der
Kaltdrahtvorschub beginnen soll.
• Die Option Kaltdrahtverzögerung wird im Schweißdateneinstellungsmenü eingestellt.
7.9 Vorschubgeschwindigkeit
Als Fahrgeschwindigkeit wird die Bewegungsgeschwindigkeit (cm/min) für einen Kran oder
Wagen angegeben.
• Die Einstellung der Fahrgeschwindigkeit wird im Mess-, Schweißdateneinstellungsoder Schnellmodusmenü ausgeführt.
7.10 Schweißrichtung
Fahrbewegung in die Richtung, die per Symbol angezeigt wird.
• Die Auswahl der Schweißrichtung erfolgt im Schweißdateneinstellungsmenü.
7.11 AC-Frequenz
(nur für Aristo®1000-Stromquelle)
Mit der AC-Frequenz wird die Anzahl der Schwingungen pro Sekunde durch den Nullwert
bezeichnet.
• Die Auswahl der AC-Frequenz erfolgt im Schweißdateneinstellungsmenü.
7.12 AC-Balance
(nur für Aristo®1000-Stromquelle)
Das AC-Gleichgewicht entspricht dem Verhältnis zwischen positivem und negativem Puls.
Der eingestellte Wert gibt an, wie groß der positive Prozentanteil des positiven Teils ist.
• Die Auswahl des AC-Gleichgewichts erfolgt im Schweißdateneinstellungsmenü.
7.13 AC-Offset
(nur für Aristo®1000-Stromquelle)
Mit AC-Offset wird das AC-Niveau im Verhältnis zum Nullwert positiv oder negativ
verschoben.
• Die Auswahl des AC-Offsets erfolgt im Schweißdateneinstellungsmenü.
7.14 Pulvervorströmung (SAW)
Mithilfe der Luftvorströmung wird angegeben, wie viel Zeit zwischen der Pulverausströmung
und dem Zünden des Lichtbogens vergehen soll.
• Die Einstellung der Pulvervorströmung erfolgt im Schweißdateneinstellungsmenü unter
Startwerte.
7.15 Gasvorströmungszeit (GMAW)
Hiermit wird die Zeit festgelegt, in der vor dem Zünden des Lichtbogens Schutzgas strömt.
• Die Gasvorströmung wird im Menü Schweißdateneinstellung unter Startwerte
festgelegt.
0460 949 474
- 27 -
© ESAB AB 2021

7 FUNKTIONSERKLÄRUNGEN
7.16 Startanpassung
Dies dient zur Anpassung der Startstromwerte. Wenn das Gerät mit niedrigeren Stromwerten
als den werkseitigen Werten des Geräts startet, können diese hier eingestellt werden.
• Die Startanpassung erfolgt im Schweißdaten-Einstellungsmenü unter Startwerte.
7.17 Luftvorströmung (Gouging)
Mithilfe der Luftvorströmung wird angegeben, wie viel Zeit zwischen dem Ausströmen der
Luft und dem Zünden des Lichtbogens vergehen soll.
• Die Luftvorströmung wird im Menü Schweißdateneinstellung unter Startwerte
festgelegt.
7.18 Startart
Es stehen zwei Startarten zur Auswahl:
• Bei einem Direktstart wird die Fahrgeschwindigkeit aktiviert, wenn der Lichtbogen
gezündet wurde.
• Bei einem Kratzstart wird die Fahrgeschwindigkeit gemeinsam mit dem Drahtvorschub
aktiviert.
• Die Auswahl der Startart erfolgt im Schweißdateneinstellungsmenü unter Startwerte.
7.19 Drahtanschleichen
Beim Drahtanschleichen wird die gewünschte Anschleichgeschwindigkeit für den
Elektrodenmotor beim Start festgelegt.
Wenn Sie z.B. im Menü den Wert 50 eingeben, erhalten Sie eine Anschleichgeschwindigkeit
von 50 cm/min.
Beim voreingestellten Wert ”AUTO” wird die Anschleichgeschwindigkeit anhand der
eingestellten Wert berechnet.
• Die Einstellung des Drahtanschleichgeschwindigkeit erfolgt im
Schweißdateneinstellungsmenü unter Startwerte.
7.20 Startphasen
Beim Schweißen mit speziellem Draht oder Material kann eine angepasste Startsequenz
erforderlich sein. Die Startsequenz kann sich auf das Aussehen des Strangs auswirken.
0460 949 474
- 28 -
© ESAB AB 2021

7 FUNKTIONSERKLÄRUNGEN
Für Startphase 1 EIN sind folgende
Einstellungen möglich:
• Zeit s
Schweißdauer für Phase 1
• Lichtbogenspannung %
Prozentsatz der eingestellten Spannung
• Drahtvorschub %
Prozentsatz des eingestellten
Drahtvorschubs
• Schweißstrom %
Prozentsatz des eingestellten
Schweißstroms
• Fahrgeschwindigkeit %
Prozentsatz der eingestellten
Fahrgeschwindigkeit
• Die Einstellung der Startphasen erfolgt im Schweißdateneinstellungsmenü unter
Startwerte.
Für Startphase 2 EIN sind folgende
Einstellungen möglich:
• Zeit s
Schweißdauer für Phase 2
• Lichtbogenspannung %
Prozentsatz der eingestellten Spannung
• Drahtvorschub %
Prozentsatz des eingestellten
Drahtvorschubs
• Schweißstrom %
Prozentsatz des eingestellten
Schweißstroms
• Fahrgeschwindigkeit %
Prozentsatz der eingestellten
Fahrgeschwindigkeit
7.21 Maximale Leerlaufspannung (LLS)
EIN: Die Leerlaufspannung kann geregelt werden.
AUS: Die Leerlaufspannung entspricht dem eingestellten Wert für die Schweißspannung.
• Die Einstellung der Leerlaufspannung erfolgt im Schweißdateneinstellungsmenü unter
Startwerte.
7.22 Pulvernachströmung (SAW)
Mithilfe der Pulvernachströmung wird angegeben, wie lange nach Ausschalten des
Schweißpulver ausströmen soll.
• Die Einstellung der Pulvernachströmung erfolgt im Schweißdateneinstellungsmenü
unter Stoppwerte.
7.23 Gasnachströmung (GMAW)
Hiermit wird die Zeit festgelegt, in der nach dem Löschen des Lichtbogens Schutzgas strömt.
• Die Gasnachströmung wird im Menü Schweißdateneinstellung unter Stoppwerte
festgelegt.
7.24 Luftnachströmung (Gouging)
Mithilfe der Luftnachströmung wird angegeben, wie lange nach Ausschalten des Lichtbogens
Luft ausströmen soll.
• Die Luftnachströmung wird im Menü Schweißdateneinstellung unter Stoppwerte
festgelegt.
7.25 Kraterfüllung
Durch das Kraterfüllen können Wärme und Größe des Schweißbads zum Schweißende
kontrolliert gesenkt werden. So lassen sich Poren, Risse und Kraterbildung an der
Schweißnaht leichter vermeiden.
0460 949 474
- 29 -
© ESAB AB 2021

7 FUNKTIONSERKLÄRUNGEN
• Die Einstellung des Kraterfüllens erfolgt im Schweißdateneinstellungsmenü unter
Stoppwerte.
7.26 Rückbrandzeit
Als Drahtrückbrandzeit wird die Zeitspanne bezeichnet, die zwischen dem Bremsbeginn des
Drahts und dem Abschalten der Lichtbogenspannung durch die Stromquelle liegt. Eine zu
kurze Rückbrandzeit führt dazu, dass nach dem Schweißende zu viel Draht hervorsteht.
Dadurch besteht das Risiko, dass der Draht im erstarrenden Krater steckenbleibt. Eine zu
lange Rückbrandzeit bewirkt, dass weniger Draht hervorsteht. Dadurch besteht das Risiko,
dass der Lichtbogen erneut auf die Kontaktspitze übergreift.
• Die Drahtrückbrandzeit wird im Menü Schweißdateneinstellung unter Stoppwerte
festgelegt.
7.27 Stoppphasen
Stoppphasen werden hauptsächlich zur Einstellung des Kraterfüllens genutzt.
Für Stoppphase 1 EIN sind folgende
Einstellungen möglich:
• Zeit s
Schweißdauer für Phase 1
• Lichtbogenspannung %
Prozentsatz der eingestellten Spannung
• Drahtvorschub %
Prozentsatz des eingestellten
Drahtvorschubs
• Schweißstrom %
Prozentsatz des eingestellten
Schweißstroms
• Fahrgeschwindigkeit %
Prozentsatz der eingestellten
Fahrgeschwindigkeit
• Die Einstellung der Stoppphasen erfolgt im Schweißdateneinstellungsmenü unter
Stoppwerte.
Für Stoppphase 2 EIN sind folgende
Einstellungen möglich:
• Zeit s
Schweißdauer für Phase 2
• Lichtbogenspannung %
Prozentsatz der eingestellten Spannung
• Drahtvorschub %
Prozentsatz des eingestellten
Drahtvorschubs
• Schweißstrom %
Prozentsatz des eingestellten
Schweißstroms
• Fahrgeschwindigkeit %
Prozentsatz der eingestellten
Fahrgeschwindigkeit
7.28 Dynamische Regelung
Die Funktion dynamische Regelung wurde für das Schweißen mit mehreren Elektroden
entwickelt und ändert die Stromquellencharakteristik. Die Stromquellencharakteristik wird
anhand der eingestellten Drahtdaten berechnet.
• Die Auswahl der dynamischen Regelung erfolgt im Schweißdateneinstellungsmenü.
7.29 Regelungsparameter
Bei einigen Anwendungen wird die Funktion Regelungsparameter statt Dynamischer
Regelung angezeigt. Es gibt zwei Einstellungsmöglichkeiten unter Regelungsparameter:
• DYNAMISCH – beeinflusst die dynamische Charakteristik
• DROSSELUNG – ein höherer Wert verbreitert das Schweißbad und verringert die
Schweißspritzer. Eine geringere Drosselung erzeugt einen stabilen und konzentrierten
Lichtbogen sowie ein stärkeres Geräusch.
• Die Auswahl der Regelungsparameter erfolgt im Schweißdateneinstellungsmenü.
0460 949 474
- 30 -
© ESAB AB 2021
7 FUNKTIONSERKLÄRUNGEN
7.30 Einstellungsgrenzen
Weitere Informationen zum Festlegen von Grenzwerten finden Sie im Abschnitt „Einstellen
des Editors für Grenzwerteinstellungen“.
7.31 Messgrenzen
Weitere Informationen zu Messparametern finden Sie im Abschnitt „Editor für
Messgrenzwerte“.
7.32 PEK-Steuereinheit als separate Motorsteuerung
PEK als Motorsteuerung ohne Stromquelle wird verwendet, wenn Sie eine
Vorschubsteuerung und die Möglichkeit haben möchten, ein Startsignal an eine externe
Stromquelle auszugeben. Remote ist auch über ATAS E/A aktiv, so dass Sie einen
Rollenbock mit Relaisausgang für den Start und eine analoge Referenz für die
Geschwindigkeit steuern können.
Motorsteuerung aktivieren
Um die Motorsteuerungsfunktion zu aktivieren, legen Sie PRODUKTCODE auf
MOTORSTEUERUNG fest. Die Überwachung durch die Stromquelle ist jetzt deaktiviert.
MASCHINENEINST.
PRODUKTCODE
DRAHTVORSCHUBGESCHWINDIGKEIT►
BEWEGUNGSACHSE►
TANDEM►
PARALLELE STROMQUELLEN►
KALTDRAHTVORSCHUB►
KNOTEN-ID-EINST.►
SYSTEMINFORMATIONEN►
A6TF F1
MTW600
FREE 2 AXIS
FREE 3 AXIS
N7500I
Motorsteuerung
AUS
ENDE
Motorsteuerung
Bewegungsachse und Drahtachse
Bewegungsachse und Drahtgetriebeübersetzung werden mit demselben Verfahren wie für
Produktcode, externe Achse eingestellt.
Einstellungsmenü
Hier können Sie die Vorschubgeschwindigkeit und -richtung einstellen. Für die
Vorschubgeschwindigkeit können Startwerte und Grenzwerte verwendet werden.
0460 949 474
- 31 -
© ESAB AB 2021

7 FUNKTIONSERKLÄRUNGEN
SCHWEISSDATENEINSTELLUNG
VORSCHUBGESCHWINDIGKEIT
30 cm/min
DIRECTION
STARTWERTE►
EINSTELLUNGSGRENZWERTE►
MESSGRENZWERTE►
MESSEN ENDE
Startwertemenü
Flussmittel-/Gasvorlauf ist aktiv, wenn Kratzstart als Startart ausgewählt wurde. Das
Startsignal (Relaisausgang2) wird erzeugt und nach Ablauf der Vorlaufzeit beginnt der
Vorschub. Wenn Direktstart als Startart ausgewählt wurde, hat der Vorlauf keine Funktion.
SAW-STARTWERTE
FLUSSMITTELVORLAUF
STARTART
0.0 s
DIREKT
MESSEN ENDE
Der Kratzstart startet einen Vorschub und generiert ein Startsignal, wenn die Start-Taste
gedrückt wird. Der Vorlauf hat keine Funktion.
Beim Starten des Relaisausgangs2 wird ein direkter Start generiert, aber der Vorschub
startet erst, wenn der Digitaleingang für den Stromfluss aktiv ist. Wenn also kein Eingang an
ATAS E/A für den Stromfluss vorhanden ist, verwenden Sie stattdessen den Kratzstart.
■
SAW-STARTWERTE
FLUSSMITTELVORLAUF
STARTART
KRATZSTART
0.0 s
MESSEN ENDE
Messmenü
Im Messmenü werden die Messwerte für Vorschubgeschwindigkeit und Geschwindigkeit des
Jog-Drahtes angezeigt. Der Drahtmotor wird beim Drücken der Start-Taste am
PEK-Steuergerät nicht gestartet, aber Sie können diesen Motor für andere Arbeiten
verwenden. Im Einstellungsmenü können Sie auch die Vorschubgeschwindigkeit einstellen.
SAW: CW FE MASSIV ■
KEINE DIR. QUADRAT LEER EINGESTELLTE
2NDFUNCT
WERTE
Remote und externe Achse
Remote über ATAS E/A und externe Achse zur Steuerung eines Rollenbocks können auch
zusammen mit der Motorsteuerung verwendet werden.
0460 949 474
- 32 -
© ESAB AB 2021

7 FUNKTIONSERKLÄRUNGEN
SAW_GS: GS+: EXT ▲
REMOTE-E/A DIR. QUADRAT EXT. AXIS EINGESTELLTE
2NDFUNCT
WERTE
Maschinenkonfiguration
Mit der Produktcode-Motorsteuerung können Sie die Getriebeübersetzung wie mit freien
Dreiachsen auf Drahtvorschub, Bewegung und Außenachse einstellen.
MASCHINENEINST.
PRODUKTCODE
Motorsteuerung
DRAHTVORSCHUBGESCHWINDIGKEIT►
BEWEGUNGSACHSE►
EXTERNE ACHSE►
ENDE
ATAS E/A
Digitale Eingänge:
1. Schweißen starten, X22.1.
2. Stoppen, X22.2.
3. Jog-Vorschub quadratische Richtung, X22.3.
4. Job-Vorschub dreieckige Richtung, X22.4.
5. Richtung Draht nach oben, Drahtmotor wird nicht gestartet, wenn Schweißstart
gedrückt wird, X23.1.
6. Richtung Draht nach unten, Drahtmotor wird nicht gestartet, wenn Schweißstart
gedrückt wird, X23.2.
7. Hochgeschwindigkeits-Jog, X23.3.
8. Grenzschalter quadratisch, X23.4.
9. Grenzschalter dreieckig, X24.1.
10. Stromfluss, startet den Vorschub, wenn Direktstart verwendet wird, beim Fallen wird
das Schweißen beendet, X24.2.
11. Externe Achse, Steuerung des Rollenbocks, X24.3.
12. Nicht verwendet, X24.4.
13. Nicht verwendet, X25.1.
14. Nicht verwendet, X25.2.
15. Fehler von externem Gerät, X25.3.
16. Nicht verwendet, X25.4.
Digitale Relaisausgänge:
1. Rollenbock aktiv, X26.2.
2. Ausleger aktiv, X26.4.
3. Nicht verwendet, X26.6.
4. Nicht verwendet, X26.8.
5. Quadratische Richtung starten, wenn externe Achse aktiv ist, X27.2.
0460 949 474
- 33 -
© ESAB AB 2021

7 FUNKTIONSERKLÄRUNGEN
6. Dreieckige Richtung starten, wenn externe Achse aktiv ist, X27.4.
7. Rollenbock aktiv, X27.6.
8. Fehler aktiv, der Start verhindert, X27.8.
Analogausgang
1. Drehzahl-Referenzsignal bei externer Achsmethode, 0–10V. X18.
Motorkarte
Startsignal an externe Geräte, da sich die Stromquelle am Steckverbinder X1.15-16 befindet.
0460 949 474
- 34 -
© ESAB AB 2021

8 SPEICHERVERWALTUNG
8 SPEICHERVERWALTUNG
8.1 Funktionsweise der Bedienkonsole
Die Bedienkonsole umfasst im Wesentlichen zwei Einheiten: Arbeitsspeicher und
Schweißdatenspeicher.
Speichern
Arbeitsspeicher
Im Arbeitsspeicher wird ein kompletter Satz mit Schweißdateneinstellungen erstellt, der im
Schweißdatenspeicher abgelegt werden kann.
Während des Schweißens regelt stets der Inhalt des Arbeitsspeichers den Vorgang. Daher
ist es ebenfalls möglich, einen Schweißdatensatz aus dem Schweißdatenspeicher in den
Arbeitsspeicher aufzurufen.
Beachten Sie, dass der Arbeitsspeicher stets die zuletzt eingegebenen
Schweißdateneinstellungen enthält. Dabei kann es sich um Einstellungen handeln, die aus
dem Schweißdatenspeicher aufgerufen oder individuell geändert wurden. Der
Arbeitsspeicher wird demnach niemals geleert oder zurückgesetzt.
HAUPTMENÜ » SPEICHER » SCHWEISSDATENSPEICHER
SCHWEISSDATENSPEICHER
Wiederaufrufen
Schweißdatenspeicher
SPEICH. 2NDFUNCT ENDE
In der Bedienkonsole können bis zu 255 Schweißdatensätze abgelegt werden. Jeder
Datensatz erhält eine Nummer zwischen 1 und 255.
Datensätze können ebenfalls gelöscht, kopiert, geändert und umbenannt oder aus dem
Arbeitsspeicher aufgerufen werden.
8.2 Speichern
Bei einem leeren Schweißdatenspeicher wird folgender Bildschirm im Display angezeigt.
Wir wollen eingegebene Schweißdaten speichern. Ihm soll Speicherposition5 zugewiesen
werden. Drücken Sie SPEICHERN.
Position1 wird angezeigt. Drehen Sie einer der Drehknöpfe bis Sie Position5 erreichen.
Drücken Sie SPEICHERN.
SCHWEISSDATENSPEICHER
SPEICH. 2NDFUNCT ENDE
Folgender Bildschirm wird im Display angezeigt.
Der Schweißdatensatz wurde nun an Position 5 gespeichert.
0460 949 474
- 35 -
© ESAB AB 2021

8 SPEICHERVERWALTUNG
AUS SPEICHER
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
SPEICH. WIEDERAUFRU
LÖSCHEN 2NDFUNCT ENDE
FEN
Ganz unten auf dem Display werden Teile des Inhalts von Schweißdatensatz 5 angezeigt.
Wenn an der gewählten Speicherposition bereits ein Datensatz abgelegt ist, werden Sie
gefragt, ob dieser überschrieben werden soll. Antworten Sie mit JA oder NEIN.
SCHWEISSDATENSPEICHER
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
NEIN JA
DATENSATZ5 IM SPEICHER
ÜBERSCHREIBEN?
Mit NEIN gelangen Sie zurück zum Speichermenü.
8.3 Wiederaufrufen
Wir möchten einen gespeicherter Datensatz wiederaufrufen.
Markieren Sie die Zeile mit dem Positionierrad. Drücken Sie WIEDERAUFRUFEN.
SCHWEISSDATENSPEICHER
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
SPEICH. WIEDERAUFRU
FEN
Drücken Sie JA, um das Aufrufen von Datensatz5 zu bestätigen.
LÖSCHEN 2NDFUNCT ENDE
0460 949 474
- 36 -
© ESAB AB 2021

8 SPEICHERVERWALTUNG
SCHWEISSDATENSPEICHER
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
NEIN JA
DATENSATZ5 AUS SPEICHER
ABRUFEN?
Das Symbol oben rechts im Messbildschirm zeigt die aufgerufene Speicherpositionsnummer
an.
SAW: FE MASSIV 5
LEER LEER LEER LEER 2NDFUNCT
8.4 Löschen
Im Speichermenü können Sie einen oder mehrere Datensätze löschen.
Nun soll ein Datensatz gelöscht werden. Wählen Sie den Datensatz. Drücken Sie LÖSCHEN.
SCHWEISSDATENSPEICHER
5 - (SAW)
SAW: CA: FE MASSIV: 3,0 mm
30,0 V: 450A: 50 cm/min
SPEICH. WIEDERAUFRU
FEN
Drücken Sie JA, um den Löschvorgang zu bestätigen.
LÖSCHEN 2NDFUNCT ENDE
0460 949 474
- 37 -
© ESAB AB 2021

8 SPEICHERVERWALTUNG
SCHWEISSDATENSPEICHER
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
NEIN JA
LÖSCHE DATENSATZ NR. 5?
8.5 Kopieren
So kopieren Sie den Inhalt eines Schweißdatensatzes in eine neue Speicherposition:
Drücken Sie auf 2.FUNKTION.
SCHWEISSDATENSPEICHER
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
SPEICH. WIEDERAUFRU
LÖSCHEN 2NDFUNCT ENDE
FEN
Markieren Sie die Speicherposition, die Sie kopieren möchten und drücken Sie auf
KOPIEREN.
SCHWEISSDATENSPEICHER
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
KOPIEREN UMBENENNEN BEARB. 2NDFUNCT ENDE
Wir möchten nun den Inhalt von Speicherposition 5 in Position50 kopieren.
Wählen Sie die Speicherposition1 und navigieren Sie mithilfe eines der Einstellräder durch
die ausgewählten Speicherpositionen; in diesem Fall zur Position50. Drücken Sie JA.
0460 949 474
- 38 -
© ESAB AB 2021

8 SPEICHERVERWALTUNG
SCHWEISSDATENSPEICHER
1 -
5 - (SAW)
KOPIEREN
Datensatz 5 IN POSITION: 50
NEIN JA
Damit wurde Schweißdatensatz5 in Speicherposition50 kopiert.
8.6 Name
So weisen Sie einem gespeicherten Schweißdatensatz einen Namen zu:
Drücken Sie auf 2.FUNKTION. Markieren Sie die Speicherposition, die Sie umbenennen
möchten, und drücken Sie auf UMBENENNEN.
SCHWEISSDATENSPEICHER
5 - (SAW)
50 -
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
KOPIEREN UMBENENNEN BEARB. 2NDFUNCT ENDE
Hier können Sie auf eine Tastatur zugreifen, die wie folgt bedient wird:
• Bewegen Sie den Cursor mithilfe der Pfeile und des Positionierrads zum gewünschten
Tastaturzeichen. Drücken Sie FERTIG. Auf diese Weise können Sie eine komplette
Zeichenfolge mit maximal 40 Zeichen eingeben.
• Drücken Sie zum Speichern FERTIG. Der selbst vergebene Name wird nun in der Liste
angezeigt.
KEYBOARD
A B C D E F G H
I J K L M N O P
Q R S T U V W X Y Z
0 1 2 3 4 5 6 7 8 9
SPACE CAPS
0 (MAX 40)
LÖSCHEN SYMBOL FERTIG
8.7 Bearbeiten
So bearbeiten Sie den Inhalt eines Schweißdatensatzes:
0460 949 474
- 39 -
© ESAB AB 2021

8 SPEICHERVERWALTUNG
Drücken Sie auf 2.FUNKTION. Markieren Sie die Speicherposition, die Sie ändern möchten
und drücken Sie danach auf BEARBEITEN.
SCHWEISSDATENSPEICHER
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
SPEICH. WIEDERAUFRU
LÖSCHEN 2NDFUNCT ENDE
FEN
Es erscheint ein Teil des Hauptmenüs sowie das Symbol , das den Bearbeitungsmodus
kennzeichnet.
Drücken Sie EINST. und nehmen Sie die gewünschten Änderungen vor.
SAW
REGLERTYP
SCHWEISSZUSATZ
DRAHTABMESSUNG
SS FLUX CORED
CA
2.0 mm
EINST. ENDE
Es erscheint folgendes Menü:
In diesem Beispiel wird der Schweißstrom von 400 zu 500 A geändert.
Markieren Sie den Schweißstrom und gehen Sie mit einem der Drehknöpfe weiter bis 500.
Drücken Sie zweimal ENDE.
SCHWEISSDATENEINSTELLUNG
SPANNUNG
STROM
VORSCHUBGESCHWINDIGKEIT
DIRECTION
STARTWERTE►
STOPPWERTE►
DYNAMISCHE REGELUNG
EINSTELLUNGSGRENZWERTE►
MESSGRENZWERTE►
ENDE
Die Einstellung für Schweißdatensatz5 wurde nun bearbeitet und gespeichert.
0460 949 474
- 40 -
20.0 V
500 A
0 cm/min
■
AUTO
© ESAB AB 2021

9 KONFIGURATIONSMENÜ
9 KONFIGURATIONSMENÜ
HAUPTMENÜ » KONFIGURATION
Dieses Menü enthält die folgenden Untermenüs:
• Sprache, siehe Abschnitt „Sprachauswahl“.
• Codeschloss, siehe Abschnitt „Codesperre“.
• Allgemeine Konfiguration, siehe Abschnitt „Allgemeine Einstellungen“.
• Maschinenkonfiguration, siehe Abschnitt „Maschineneinstellungen“.
• Kabellängen, siehe Abschnitt „Kabellängen (nur für LAF- und TAF-Stromquellen)“.
• Wartung, siehe Abschnitt „Wartung“.
• Messwerte-Filterfaktor, siehe Abschnitt „Messwerte-Filterfaktor“.
9.1 Zugangsschutz
HAUPTMENÜ » KONFIGURATION » SICHERHEITSFUNKTION
Wenn Sie sich bei aktivierter Sicherheitsfunktion im Messmenü oder
Schnelleinstellungsmenü befinden, ist ein Passwort erforderlich, um das jeweilige Menü
verlassen zu können.
Der Sicherheitscode wird im Konfigurationsmenü aktiviert.
SICHERHEITSFUNKTION
STATUS ZUGANGSSCHUTZ
SICHERHEITSCODE EINGEBEN/ÄNDERN
ENDE
9.1.1 Sicherheitsstatus
Im Sicherheitsstatus können Sie die Sicherheitsfunktion aktivieren/deaktivieren, ohne bei
einer Deaktivierung das vorhandene Passwort zu löschen. Wenn kein Zugangscode
gespeichert ist und Sie versuchen, den Zugangsschutz zu aktivieren, wird die Tastatur zur
Eingabe eines neuen Zugangscodes angezeigt.
KEYBOARD
A B C D E F G H
I J K L M N O P
OFF
Q R S T U V W X Y Z
0 1 2 3 4 5 6 7 8 9
SPACE CAPS
0 (MAX 16)
LÖSCHEN SYMBOL FERTIG
So verlassen Sie den Sicherheitsstatus:
Wenn Sie sich im Messbildschirm oder Schnellmodusmenü befinden und der Zugangsschutz
deaktiviert ist, können Sie diese Menüs ungehindert verlassen, indem Sie ENDE oder
MENÜ drücken, um zum Hauptmenü zu gelangen.
0460 949 474
- 41 -
© ESAB AB 2021
9 KONFIGURATIONSMENÜ
Wenn Sie versuchen, das Menü bei aktiviertem Zugangsschutz zu verlassen, erscheint
folgende Anzeige, die vor der Sicherheitsfunktion warnt.
DRÜCKEN SIE ENTER FÜR
SICHERHEITSCODE...
Hier können Sie ENDE wählen, um den Vorgang rückgängig zu machen und zum vorherigen
Menü zurückzukehren. Durch Drücken von ENTER gelangen Sie zur Eingabe des
Sicherheitscodes.
Sie gelangen anschließend zu dem Menü mit der Tastatur, in dem Sie den Code eingeben
können. Drücken Sie nach jeder Eingabe ENTER und bestätigen Sie den Code durch
erneutes Drücken von ENTER.
Das folgende Textfeld wird angezeigt:
EINHEIT ENTRIEGELT!
Falls der Code nicht stimmt, wird eine Fehlermeldung angezeigt. Sie haben die Möglichkeit,
den Code erneut einzugeben oder zum ursprünglichen Menü (d.h. zum Messbildschirm oder
zum Schnellmodusmenü) zurückzukehren.
Falls der Code korrekt ist, werden alle Sperren für andere Menüs aufgehoben, auch wenn
die Sicherheitsfunktion weiterhin aktiv ist. Dies bedeutet, dass Sie den Messbildschirm
oder das Schnellmodusmenü vorübergehend verlassen können, ohne beim erneuten
Aufrufen dieser Menüs den Sicherheitsstatus zu ändern.
9.1.2 Eingeben/Bearbeiten des Zugangscodes
Im Menü „Zugangscode eingeben/bearbeiten“ können Sie ein vorhandenes Passwort ändern
oder ein neues eingeben. Ein Zugangscode darf aus maximal 16Zeichen, wahlweise
Buchstaben oder Ziffern, bestehen.
9.2 Allgemeine Einstellungen
HAUPTMENÜ » KONFIGURATION » ALLGEMEINE EINSTELLUNGEN
In diesem Menü können Sie folgende Einstellungen vornehmen:
• Schnellmodus-Funktionstasten, siehe Abschnitt „Schnellmodus-Funktionstasten“.
• Qualitätsdaten in Datei, siehe Abschnitt „Qualitätsdaten in Datei“.
• Einstellen von Funktionstasten, siehe Abschnitt „Funktionstastenkonfiguration“.
• Automatische Schweißdatenspeicherung, siehe Abschnitt „Automatisches Speichern“.
• Längeneinheit, siehe „Maßeinheit“.
9.2.1 Schnellmodus-Funktionstasten
Im Schnellmodusmenü werden die Funktionstasten SCHWEISSDATEN1 bis einschließlich
SCHWEISSDATEN4 angezeigt.
0460 949 474
- 42 -
© ESAB AB 2021
9 KONFIGURATIONSMENÜ
SAW: CA 16
SCHWEISSDAT
EN 1
SCHWEISSDAT
EN 2
SCHWEISSDAT
EN 3
SCHWEISSDAT
EN 4
2NDFUNCT
Diese sind wie folgt konfiguriert:
Bewegen Sie den Cursor zur Zeile FUNKTIONSTASTE NR.
SCHNELLMODUS FUNKTIONSTASTE
FUNKTIONSTASTE NR.
DATENSATZ ZUWEISEN
SAW: CA: FE SOLID: 0.8 mm
20.0 V: 500 A: 0 cm/min
SPEICH. LÖSCHEN ENDE
Die Tasten sind von links nach rechts mit 1–4 nummeriert. Um die gewünschte Taste
auszuwählen, geben Sie deren Nummer mithilfe der Einstellräder an.
Bewegen Sie anschließend den Cursor zur nächsten Zeile ZUGEWIESENE
SCHWEISSDATEN. Hier können Sie die Schweißdatensätze durchblättern, die im
Schweißdatenspeicher abgelegt sind. Wählen Sie die gewünschte Datensatznummer mithilfe
der Einstellräder an. Drücken Sie zum Sichern SPEICHERN. Zum Löschen eines
gespeicherten Datensatzes drücken Sie LÖSCHEN.
1
5
9.2.2 Qualitätsdaten in Datei
Aktivieren Sie das Menü QUAL.DATEN IN PROTOKOLLDATEI, indem Sie EIN auswählen.
ALLGEMEINE EINSTELLUNGEN
SCHNELLMODUS-FUNKTIONSTASTEN
QUAL.DATEN IN PROTOKOLLDATEI
FUNKTIONSTASTEN BELEGEN►
AUTOMATISCHES SPEICHERN
LÄNGENEINHEIT
METRISCH
ENDE
Näheres zu den Einstellungen für die Dokumentationsfunktion entnehmen Sie dem Abschnitt
„Dokumentationsfunktionen“.
0460 949 474
- 43 -
© ESAB AB 2021
AN
AUS
1

9 KONFIGURATIONSMENÜ
9.2.3 Funktionstastenkonfiguration
Beim UP-Schweißen (SAW) und Schutzgas-Lichtbogenschweißen (GMAW) kann der
Bediener die Funktionen für diese Tasten selbst festlegen, indem er diese aus einer Liste mit
vorgegebenen Optionen auswählt. Insgesamt acht Funktionstasten können Funktionen
zugeordnet werden.
Folgende Optionen können ausgewählt werden:
• Keine
• Gas/Pulver
• Eingestellte Werte
Die eingestellten Sollwerte werden an Stelle der Messwerte im Messmenü angezeigt.
• Relais2
Dient zum Einstellen des Ausgangs von Relais Nr.2 auf der Motorenleiterplatte, das
vom Kunden für jede beliebige Funktion verwendet werden kann.
• Richtung
• Fern E/A
Wird verwendet, wenn man PEK und Schweißstromquelle über eine externe
E/A-Einheit steuern möchte.
• Externe Achse
Wird aktiviert, wenn man eine externe I/O-Einheit für die Steuerung, beispielsweise
eines Rollenblocks, verwendet.
• Tandem
Wird beim Schweißen mit zwei Schweißköpfen verwendet.
• Kaltdraht (KALT)
Wird verwendet, wenn ein nicht stromführender Draht in die Schmelze vorgeschoben
wird. Die Geschwindigkeit des Kaltdrahts wird auf dem Display angezeigt.
• Automatischer Schritt
Wird in der Schrittfunktion verwendet
○ Automatischer Schritt aus: Einstellung während der Vorbereitung des Objekts vor
dem Schweißen
○ Automatischer Schritt an: Einstellung nach Abschluss der Vorbereitung, wenn
Schweißen durchgeführt werden soll
• Schritt erzwingen:
Wird in der Schrittfunktion verwendet, um während des Schweißens manuell einen
automatischen Schritt zu erzwingen
• Neustartschritt
Wenn das Schweißen mit 100mm links vom Beginn des nächsten Schrittes gestoppt
wird. Drücken Sie Neustartschritt und der nächste Schritt ist nach 100mm und nicht
nach Xmm. Drücken Sie dann die Taste für den Schweißstart.
• Stopp Null
Wird verwendet, um an der gestarteten Drehposition automatisch zu stoppen.
Das Display enthält zwei Spalten: eine für FUNKTIONSTASTEN und eine für FUNKTION.
0460 949 474
- 44 -
© ESAB AB 2021
9 KONFIGURATIONSMENÜ
FUNKTIONSTASTEN BELEGEN
FUNKTIONSTASTEN FUNKTION
S1
S2
S3
S4
S1 2ND FUNCT
S2 2ND FUNCT
S3 2ND FUNCT
S4 2ND FUNCT
LEER
LEER
LEER
LEER
LEER
LEER
LEER
LEER
ENDE
Wenn Sie diesen Tasten Funktionen zuweisen, werden diese von links wie folgt nummeriert:
S1 S2 S3 S4 2NDFUNCT
S1 2ND FUNCT S2 2ND FUNCT S3 2ND FUNCT S4 SND FUNCT 2NDFUNCT
So weisen Sie einer Funktionstaste eine neue Funktion zu:
Bewegen Sie den Cursor zur Zeile mit der gewünschten Funktionstastennummer und
drücken Sie ENTER. Ein Popup-Menü zeigt die Funktionsauswahl an. Treffen Sie Ihre
Auswahl per Positionierrad und drücken Sie ENTER.
FUNKTIONSTASTEN BELEGEN
FUNKTIONSTASTEN FUNKTION
S1
S2
S3
S4
S1 2ND FUNCT
S2 2ND FUNCT
S3 2ND FUNCT
S4 2ND FUNCT
LEER
LEER
LEER
LEER
LEER
LEER
LEER
LEER
ENDE
0460 949 474
- 45 -
© ESAB AB 2021
9 KONFIGURATIONSMENÜ
LEER
GAS/FLUX
EINGESTELLTE WERTE
RELAY 1
DIRECTION
REMOTE-E/A
EXT. AXIS
AUTOMATISCHER SCHRITT
SCHR. ERZWING.
NEUSTARTSCHRITT
NULL STOPP
Den anderen Tasten kann auf dieselbe Weise eine neue Funktion zugewiesen werden.
Ordnen Sie dazu einfach einer Tastennummer in der linken Spalte eine Funktion in der
rechten Spalte zu.
9.2.4 Automatisches Speichern
Wenn ein Schweißdatensatz von einer Speicherposition im Schweißdatenspeicher abgerufen
wurde und die Einstellungen modifiziert wurden, erfolgt eine automatische Speicherung der
Einstellungen im Arbeitsspeicher beim Schweißstopp an der zuletzt abgerufenen
Speicherposition.
Durch manuelles Speichern von Schweißdaten in einer Speicherposition wird die nächste
automatische Speicherung deaktiviert.
Die Speicherposition, an der der Schweißdatensatz abgelegt wird, wird in der rechten oberen
Ecke des Messbildschirms angezeigt.
9.3 Maschinenkonfiguration
HAUPTMENÜ » KONFIGURATION » MASCHINENKONFIGURATION
In diesem Menü können Sie folgende Einstellungen vornehmen:
• Produktcode, siehe Abschnitt „Produktcode“.
• Drahtvorschubachse, siehe Abschnitt „Drahtvorschubachse“.
• Kaltdrahtvorschubachse, siehe Abschnitt „Kaltdrahtachse (KALT)“.
• Bewegungsachse, siehe Abschnitt „Bewegungsachse“.
• Externe Achse, siehe Abschnitt „Externe Achse“.
• Tandem, siehe Abschnitt „Tandem für LAF- und TAF-Stromquellen“ und „Tandem für
Aristo® 1000-Stromquelle“.
• Parallele Stromquellen, siehe Abschnitt „Parallele Stromquellen (gilt nur für Aristo®
1000-Stromquelle)“.
• Kaltdrahtvorschub, siehe Abschnitt „Kaltdrahtvorschub“.
• Schrittfunktion, siehe Abschnitt „Schrittfunktion“.
• Intervallschweißen, siehe Abschnitt „Intervallschweißen“.
• Polarität, siehe „Polarität (gilt nur für Aristo®1000-Stromquelle)“.
• Knoten-ID-Einstellungen, siehe Abschnitt „Knoten-ID-Einstellungen (gilt nur für Aristo®
1000-Stromquelle)“.
• Systeminformationen, siehe Abschnitt „Systeminformationen (gilt nur für Aristo®
1000-Stromquelle)“.
0460 949 474
- 46 -
© ESAB AB 2021

9 KONFIGURATIONSMENÜ
9.3.1 Produktcode
Im Menü PRODUKTCODE legen Sie fest, welcher Automat, Kran, Rollenbock oder
Drehtisch zum Einsatz kommen soll.
MASCHINENEINST.
PRODUKTCODE
A2TF J1
DRAHTVORSCHUBGESCHWINDIGKEIT►
BEWEGUNGSACHSE►
TANDEM►
PARALLELE STROMQUELLEN►
KALTDRAHTVORSCHUB►
SCHRITTFUNKTION►
INTERVALLSCHWEISSEN
POSITIVE
KNOTEN-ID-EINST.►
SYSTEMINFORMATIONEN►
ENDE
Durch die Auswahl des Produktcodes werden automatisch der richtige Motortyp und die
Einstellung der korrekten Übersetzung für das Getriebe im jeweiligen Produkt festgelegt.
Folgende Optionen stehen zur Auswahl:
• A2TFJ1
A2-Schweißautomat für UP-Schweißen (SAW)
• A2TGJ1
A2-Schweißautomat für Schutzgas-Lichtbogenhandschweißen (GMAW)
• A6TFF1
A6-Schweißautomat für Unterpulverschweißen (SAW)
• MTW600
A6-Schweißautomat für Unterpulverschweißen (SAW)
• FREE 2 AXIS
Optionale Konfiguration zum Anschluss von 2Motoren an eine Antriebskarte: Ein
Motor für den Drahtvorschub und einer für die Fahrbewegung.
• FREE 3 AXIS
Optionale Konfiguration zum Anschluss eines externen Rollenbocks, Drehtisches oder
einer Linearachse sowie von 2 Motoren an eine Antriebskarte: Ein Motor für den
Drahtvorschub und einer für die Fahrbewegung.
• N7500I
Schweißkopf für Fugenhobeln.
• Motorsteuerung
Optionale Konfiguration zur Verwendung der PEK-Steuereinheit für eine separate
Motorsteuerung ohne Stromquelle.
OFF
OFF
9.3.2 Drahtvorschubwelle
Der Drahtvorschubmotor wird automatisch gemäß den folgenden Tabellen eingestellt.
A2TFJ1 A2TGJ1 A6TFF1 MTW600
Motor 5035 38 U/min 5035 68 U/min VEC 4000 FHP258
1. Getriebe 49:1 49:1 156:1 24:1
0460 949 474
- 47 -
© ESAB AB 2021

9 KONFIGURATIONSMENÜ
2. Getriebe 1:1 1:1 1:1 1:1
Durchmesser
49 mm 49 mm 49 mm 30 mm
Vorschubwalzen
Impulsgeber 28 ppr 28 ppr 32 ppr 28 ppr
Manuell langsam 150 cm/min 150 cm/min 150 cm/min 150 cm/min
Manuell schnell 300 cm/min 300 cm/min 300 cm/min 300 cm/min
FREE 2 AXIS FREE 3 AXIS N7500I Motorsteuerung
Motor VEC 4000 VEC 4000 N7500i 10000 VEC 4000
1. Getriebe 156:1 156:1 576:1 156:1
2. Getriebe 1:1 1:1 1:1 1:1
Durchmesser
49 mm 49 mm 40mm 49mm
Vorschubwalzen
Impulsgeber 32 ppr 32 ppr 128ppr 32 ppr
Manuell
150 cm/min 150 cm/min 61cm/min 150cm/min
langsam
Manuell schnell 300 cm/min 300 cm/min 150cm/min 300cm/min
9.3.3 Kaltdrahtachse (KALT)
FREE 2 AXIS FREE 3 AXIS
Motor VEC 4000 VEC 4000
1. Getriebe 156:1 156:1
2. Getriebe 1:1 1:1
Durchmesser
49 mm 49 mm
Vorschubwalzen
Impulsgeber 32 ppr 32 ppr
Manuell langsam 150 cm/min 150 cm/min
Manuell schnell 300 cm/min 300 cm/min
9.3.4 Bewegungswelle
Der Fahrmotor wird automatisch gemäß den folgenden Tabellen eingestellt.
A2TFJ1 A2TGJ1 A6TFF1 MTW600
Motor 4030-350 4030-350 FHP258 FHP258
1. Getriebe 375:10 375:10 24:1 75:2
2. Getriebe 51:1 51:1 51:1 51:1
Raddurchmesser 158 mm 158 mm 180 mm 158 mm
Impulsgeber 60 ppr 60 ppr 28 ppr 60 ppr
Manuell schnell 200 cm/min 200 cm/min 200 cm/min 200 cm/min
FREE 2 AXIS FREE 3 AXIS N7500I Motorsteuerung
Motor VEC 4000 VEC 4000 VEC 4000 VEC 4000
1. Getriebe 312:1 312:1 75:2 312:1
2. Getriebe 1:1 1:1 51:1 1:1
0460 949 474
- 48 -
© ESAB AB 2021

9 KONFIGURATIONSMENÜ
Raddurchmesser65 mm 65 mm 158mm 65mm
Impulsgeber 32 ppr 32 ppr 60 ppr 32 ppr
Manuell schnell 200 cm/min 200 cm/min 200cm/min 200cm/min
9.3.5 Externe Achse
Bei Anschluss eines externen Rollenbocks, Drehtisches oder einer Linearachse muss
FREE3 AXIS ausgewählt werden.
Durch Auswahl von FREE3 AXIS wird der Motor automatisch gemäß den folgenden
Tabellen eingestellt.
Rollenbock Linear Positionsgeber
1. Getriebe 560:1 560:1 560:1
2. Getriebe 111:22 111:22 111:22
3. Getriebe 1:1 1:1 1:1
Raddurchmesser 160 mm 160 mm 160 mm
Impulsgeber 30 ppr 30 ppr 30 ppr
Manuell schnell 200 cm/min 200 cm/min 200 cm/min
Frequenzverhältnis 85:50 85:50 85:50
Motor 2000 U/min 2000 U/min 2000 U/min
Schweißdurchmesser 1000 mm - 1000 mm
Auflagedurchmesser 1000 mm - -
Wenn der Positionsgeber und der Geschwindigkeitsregler EINGESCHALTET sind, befindet
sich der Geschwindigkeitsregler (Encoder) am Schweißobjekt.
Wenn der Positionsgeber und der Geschwindigkeitsregler AUSGESCHALTET sind, befindet
sich der Geschwindigkeitsregler (Encoder) an der Motorwelle.
Wenn der Rollenbock und der Geschwindigkeitsregler EINGESCHALTET sind, befindet sich
der Geschwindigkeitsregler (Encoder) am Laufrad des Rollenbocks.
Wenn der Rollenbock und der Geschwindigkeitsregler AUSGESCHALTET sind, befindet sich
der Geschwindigkeitsregler (Encoder) an der Motorwelle.
9.3.6 Tandem für LAF- und TAF-Stromquellen
Wird beim Schweißen mit zwei Schweißköpfen verwendet.
Bewegen Sie den Cursor zur Zeile TANDEM, und drücken Sie die Eingabetaste. Wählen Sie
mit dem Positionierrad EIN und drücken Sie die Eingabetaste.
0460 949 474
- 49 -
© ESAB AB 2021

9 KONFIGURATIONSMENÜ
MASCHINENEINST.
PRODUKTCODE
A2TF J1
DRAHTVORSCHUBGESCHWINDIGKEIT►
BEWEGUNGSACHSE►
TANDEM►
└ SCHWEISSKOPF
└ SCHWEISSKOPF-OFFSET
└ MIT E/A
AN
VORN
20 mm
AN
ENDE
Um mit zwei Schweißköpfen schweißen zu können, muss die Funktion
SCHWEISSKOPF-OFFSET eingestellt werden.
Als SCHWEISSKOPF-OFFSET gilt der Abstand zwischen den Schweißköpfen in mm.
Wenn Sie den Abstand zwischen Schweißkopf 1 VORN und Schweißkopf 2 HINTEN
angeben, wird der Wert von der Steuereinheit in eine Zeitspanne umgerechnet, die zwischen
dem Start von Schweißkopf 1 und Schweißkopf 2 liegt.
Die maximale Zeitspanne, die die Steuereinheit zwischen Start und Stopp der
Schweißstromquellen einstellen kann, beträgt 65 s. Das bedeutet, dass, wenn zum Beispiel
50cm/min vorgegeben ist, ein maximaler SCHWEISSKOPF-OFFSET von 2000mm
eingegeben werden kann. Auf diese Weise wird verhindert, dass zu viel Zeit verstreicht,
bevor Schweißkopf 2 den Startpunkt erreicht.
1. VORN 3. SCHWEISSKOPF-OFFSET
2. HINTEN
0460 949 474
- 50 -
© ESAB AB 2021

9 KONFIGURATIONSMENÜ
HINWEIS!
Stellen Sie sicher, dass für beide Steuereinheiten derselbe
SCHWEISSKOPF-OFFSET (WELD HEAD OFFSET) und dieselbe
Fahrgeschwindigkeit vorliegt. Die Steuereinheit, die als „Master“ fungiert, stellt
Schweißkopf 1 dar, also VORN. Die Steuereinheit, die als „Slave“ fungiert, stellt
Schweißkopf 2 dar, also HINTEN. Die Fahrbewegung wird stets vom „Master“
gesteuert.
So geben Sie die Werte für das Schweißen mit zwei Schweißköpfen an:
Bewegen Sie den Cursor zur Zeile SCHWEISSKOPF. Legen Sie fest, ob die Einstellung für
die Master-Steuereinheit VORN oder die Slave-Steuereinheit HINTEN gelten soll.
MASCHINENEINST.
PRODUKTCODE
DRAHTVORSCHUBGESCHWINDIGKEIT►
BEWEGUNGSACHSE►
TANDEM
└ SCHWEISSKOPF
└ SCHWEISSKOPF-OFFSET
└ MIT E/A
ENDE
• Bewegen Sie den Cursor zur Zeile SCHWEISSKOPF-OFFSET und geben Sie den
Abstand zwischen den beiden Schweißköpfen an.
A2TF J1
AN
VORN
20 mm
ON
0460 949 474
- 51 -
© ESAB AB 2021

9 KONFIGURATIONSMENÜ
Beispiel, E/A EIN
1. VORN, Schweißkopf 1 (Master) 3. SCHWEISSKOPF-OFFSET
2. HINTEN, Schweißkopf 2 (Slave)
Drücken Sie auf Start für Schweißkopf1.
• Schweißkopf 1 beginnt zu schweißen.
• Schweißkopf2 beginnt erst zu schweißen, wenn die Ausgangslage für Schweißkopf1
erreicht ist (der Abstand, der in SCHWEISSKOPF-OFFSET vorgegeben ist).
Drücken Sie auf Stopp, für Schweißkopf1.
• Schweißkopf1 wird beendet, verfährt aber weiter.
• Schweißkopf 2 beendet das Schweißen, wenn er den Punkt erreicht hat, an dem die
Ausrüstung 1 das Schweißen beendet hat (der Abstand, der in
SCHWEISSKOPF-OFFSET vorgegeben ist).
• Der Schweißvorgang ist beendet.
0460 949 474
- 52 -
© ESAB AB 2021

9 KONFIGURATIONSMENÜ
Beispiel, I/O AUS
1. VORN, Schweißkopf 1 (Master) 3. SCHWEISSKOPF-OFFSET
2. HINTEN, Schweißkopf 2 (Slave)
Drücken Sie gleichzeitig Start für Schweißkopf1 und 2.
• Schweißkopf 1 beginnt zu schweißen.
• Schweißkopf2 beginnt zu schweißen, wenn die Ausgangslage für Schweißkopf 1
erreicht ist (der Abstand, der in SCHWEISSKOPF-OFFSET vorgegeben ist).
Drücken Sie gleichzeitig Stopp für Schweißkopf1 und 2.
• Schweißkopf 1 beendet das Schweißen, aber die Fahrbewegung wird fortgesetzt.
• Schweißkopf 2 beendet den Schweißvorgang erst, wenn er die Position erreicht hat, an
der Ausrüstung1 das Schweißen abgeschlossen hat (der Abstand, der in
SCHWEISSKOPF-OFFSET vorgegeben ist)).
• Der Schweißvorgang ist beendet.
9.3.7 Tandem für Aristo® 1000-Stromquelle
Wird beim Schweißen mit zwei oder mehr Schweißköpfen verwendet. Die Schweißköpfe
werden von ihrer jeweiligen Steuerungseinheit (PEK) gesteuert.
Bewegen Sie den Cursor zur Zeile TANDEM, und drücken Sie die Eingabetaste. Wählen Sie
mit dem Positionierrad EIN und drücken Sie ENTER.
Der vordere Schweißkopf ist gewählt.
0460 949 474
- 53 -
© ESAB AB 2021

9 KONFIGURATIONSMENÜ
TANDEM
AC SYNC-MASTER
PHASENVERSCH.
VORSCHUBREGELUNG
TANDEM
└ SCHWEISSKOPF
└ SYNCHRONISIERTER SCHWEISSSTART
└ SYNCHRONISIERTES WS-SCHWEISSEN
Hier ist der hintere Schweißkopf gewählt.
TANDEM
AC SYNC-MASTER
└ PHASENVERSCH.
VORSCHUBREGELUNG
TANDEM
└ SCHWEISSKOPF
ON
AN
AN
VORN
AN
AN
ENDE
OFF
90
OFF
ON
HINTEN
└ SYNCHRONISIERTER SCHWEISSSTART
└ SYNCHRONISIERTES WS-SCHWEISSEN
20 mm
ON
ENDE
SCHWEISSKOPF
Auswahl, ob der Schweißkopf der VORDERE oder der HINTERE sein soll.
AC SYNC-MASTER
Eine Stromquelle in einem Tandemsystem muss AC-Synchronisierungs-Master bestimmt
werden, wenn synchronisiertes AC-Schweißen verwendet wird. Vorzugsweise sollte die erste
AC-Schweißstromquelle als AC-Synchronisierungs-Master bestimmt werden.
VORSCHUBREGELUNG
Auswahl, ob der Schweißkopf die Bewegung steuern soll. Sowohl der vordere als auch der
hintere Schweißkopf können die Bewegung steuern, aber jeweils nur einer.
SYNCHRONISIERTER SCHWEISSSTART
Wenn man EIN wählt, bedeutet dies, dass man nur die Bedienkonsole für den vorderen
Schweißkopf starten muss. Der Hintere wird automatisch gestartet. Wenn man AUS wählt,
muss man alle Schweißköpfe mit ihren jeweiligen Bedienkonsolen starten.
SYNCHRONISIERTES WS-SCHWEISSEN
Synchronisiertes AC-Schweißen bedeutet, dass Frequenz und Gleichgewicht sowie
AC-Pulse für alle Schweißköpfe im Tandemsystem auf den gleichen Wert synchronisiert
werden.
SCHWEISSKOPF-OFFSET
Als SCHWEISSKOPF-OFFSET gilt der Abstand zwischen den Schweißköpfen in mm.
Schweißkopf-Offset sollte immer vorgegeben werden, unabhängig davon, ob der
synchronisierte Start des Schweißvorgangs ausgewählt wurde oder nicht. Wurde der nicht
0460 949 474
- 54 -
© ESAB AB 2021

9 KONFIGURATIONSMENÜ
synchronisierte Start des Schweißvorgangs festgelegt, dient der Offset zur Berechnung einer
zeitlichen Verzögerung für den Beginn des Schweißvorgangs am HINTEREN Schweißkopf.
1. VORN, Schweißkopf 1 (Master) 3. SCHWEISSKOPF-OFFSET
2. HINTEN, Schweißkopf 2 (Slave)
PHASENVERSCHIEBUNG (nur bei WS-Schweißen)
Dies ist die Phasenverschiebung im Verhältnis zum vorderen Schweißkopf. Die Einheit ist
Grad.
9.3.8 Parallele Stromquellen (nur für Aristo®1000-Stromquelle)
Um zwei Stromquellen parallel einzustellen zu können, dürfen nur die beiden Stromquellen,
die verbunden werden sollen, eingeschaltet und am CAN2-Bus aktiv sein.
PARALLELE STROMQUELLEN
PARALLELE STROMQUELLEN
Parallelpaar-ID
Mit Slave verbinden
ENDE
Führen Sie die Einstellungen für parallele Stromquellen wie folgt durch:
1. Setzen Sie die Funktion PARALLELE STROMQUELLEN auf EIN.
2. Stellen Sie Parallelpaar-ID ein. Das erste Parallelpaar wird auf 1 gestellt, das nächste
Parallelpaar auf 2 usw.
3. Wählen Sie den Menüpfad Mit Slave verbinden und drücken Sie die Eingabetaste.
Die Meldung Verbunden wird angezeigt.
4. Drücken Sie erneut auf ENTER.
AUS
1
- -
0460 949 474
- 55 -
© ESAB AB 2021

9 KONFIGURATIONSMENÜ
PARALLELE STROMQUELLEN
PARALLELE STROMQUELLEN AN
Parallelpaar-ID
Mit Slave verbinden
ENDE
CONNECT
Wenn die Master- und Slave-Stromquellen verbunden sind, wird die Meldung Verbunden
angezeigt.
9.3.9 Kaltdrahtvorschub
HINWEIS!
Die Kaltdraht-Option ist nur beim Kauf einer entsprechenden Lizenz verfügbar.
Im Menü Maschineneinstellungen lässt sich die Option KALTDRAHTVORSCHUBEIN
auswählen. Bei ausgewähltem Kaltdrahtvorschub erscheint die Option
KALTDRAHTVORSCHUBWELLE.
MASCHINENEINST.
PRODUKTCODE
FREE 2 AXIS
1
- -
DRAHTVORSCHUBACHSE
KALTDRAHTVORSCHUB►
OFF
ON
BEWEGUNGSACHSE►
TANDEM
KALTDRAHTVORSCHUB
KNOTEN-ID-EINST.►
ENDE
Die Einstellungen für die Kaltdrahtvorschubwelle müssen mit denen der Drahtvorschubwelle
übereinstimmen.
KALTDRAHTVORSCHUB
MOTOR
1. GETRIEBE►
└ N1
5035 38 RPM
ON
156
└ N 2
2. GETRIEBE►
ON
└ N 1
1
1
└ N 2
VORSCHUBROLLENDURCHM
ENCODERIMPULSE
MANUELL LANGSAM
0460 949 474
- 56 -
1
49 mm
32 ppr
150 cm/min
ENDE
© ESAB AB 2021

9 KONFIGURATIONSMENÜ
Der Motor lässt sich aus einer Pulldown-Liste mit folgenden Optionen auswählen:
5035 38 RPM
5035 68RPM
FHP 258
VEC80000
VEC40000
DUNKER1
DUNKER2
MET3B
VEC4000Par
4030-350
• GETRIEBE1 ist in die Position EIN zu stellen. Der Wert kann sich nicht in der Position
AUS befinden.
• GETRIEBE2 ist normalerweise in die Position EIN zu stellen. AUS lässt sich aber
auswählen.
• Die Werte N1 und N2 unter GETRIEBE1 und GETRIEBE2 lassen sich mit einem der
drei Einstellräder unten auf der Konsole einstellen. Die Einstellbereiche für N1 und N2
hängen vom ausgewählten Motor ab.
• Der VORSCHUBROLLENDURCHM wird mithilfe eines beliebigen Einstellrads
ausgewählt. Der Einstellbereich ist vom ausgewählten Motor abhängig.
• Die ENCODER-IMPULSE werden mithilfe eines beliebigen Einstellrads ausgewählt.
Der Einstellbereich liegt zwischen 1-9998 I/U (Impulse pro Umdrehung).
• Eine niedrige manuelle Geschwindigkeit (MANUELL LANGSAM) wird mithilfe eines der
Einstellräder ausgewählt. Der Einstellbereich liegt bei 1 - 1000 cm/min.
• Eine hohe manuelle Geschwindigkeit (MANUELL SCHNELL) wird mithilfe eines der
Einstellräder ausgewählt. Der Einstellbereich liegt bei 1 - 5000 cm/min.
9.3.10 Schrittfunktion
SCHRITTFUNKTION
SCHRITTSTRG.
SCHRITTRICHTUNG
SCHRITTLÄNGE
SCHRITTGESCHWINDIGKEIT
ANZAHL DER SCHRITTE
ÜBERLAPPUNG
MANUELLE SCHRITTLÄNGE
RADDURCHMESSER
SCHWEISSDURCHMESSER
ROLLENDURCHMESSER
ON
TRIANGLE
76 mm
77 cm/min
10
10 mm
3 mm
1 mm
1000 mm
1000 mm
ENDE
0460 949 474
- 57 -
© ESAB AB 2021

9 KONFIGURATIONSMENÜ
SCHRITTSTRG. EIN oder AUS
Ein/Aus-Einstellung der Schrittfunktion
SCHRITTRICHTUNG QUADRAT oder DREIECK
Einstellung der Richtung für die automatische
Schrittausführung
SCHRITTLÄNGE Die Länge eines automatischen Schritts (Mindesteinstellung
1mm)
SCHRITTGESCHWINDIGKEITDie Vorschubgeschwindigkeit eines automatischen Schritts
(Mindesteinstellung 3cm/min)
ANZAHL DER SCHRITTE Die Anzahl der Schritte während einer Umdrehung.
ÜBERLAPPUNG Die Länge der Überlappung einer Umdrehung.
MANUELLE
SCHRITTLÄNGE
Die Länge eines manuellen Schritts (Mindesteinstellung
1mm)
(Für einzelne manuelle Einstellungen während des
Schweißens)
HINWEIS!
Um die Schrittfunktion ausführen zu können, muss sich die SCHRITTSTEUERUNG in
der Position EIN befinden, die Funktionstasten EXT.ACHSE und AUTOMATISCHER
SCHRITT müssen EINGESCHALTET sein.
Wenn Sie einen Neustart des Schritts wünschen, drücken Sie zum Neustart des
Schrittschweißens nach einem Stopp die Funktionstaste NEUSTARTSCHRITT, bevor Sie
AUTOMATISCHER SCHRITT drücken, um mit dem Schweißen zu beginnen.
Wenn Sie zum Beispiel 100mm zum nächsten Schritt haben, drücken Sie STOPP, ändern
Sie den Draht, positionieren Sie das Objekt, drücken Sie NEUSTARTSCHRITT, drücken Sie
AUTOMATISCHER SCHRITT und beginnen Sie mit dem Schweißen. Der nächste Schritt ist
nach 100mm.
Wenn der „One Turn“-Schalter aktiviert ist, führt die Schrittfunktion einen automatischen
Schritt in die Richtung und mit der Geschwindigkeit und Länge aus, die mit den Parametern
SCHRITTRICHTUNG, SCHRITTGESCHWINDIGKEIT und SCHRITTLÄNGE festgelegt
wurden.
Wenn die Funktionstaste SCHR. ERZW. gedrückt wird, führt die Schrittfunktion einen
automatischen Schritt in die Richtung und mit der Geschwindigkeit aus, die mit den
Parametern SCHRITTRICHTUNG, SCHRITTGESCHWINDIGKEIT und SCHRITTLÄNGE
festgelegt wurden.
Wenn die Quadrat-/Dreieck-Taste gedrückt wird, wird ein manueller Schritt in die Richtung
und mit der Geschwindigkeit und Länge ausgeführt, die durch das Quadrat/Dreieck und die
Parameter SCHRITTGESCHWINDIGKEIT und SCHRITTLÄNGE festgelegt wurde. Diese
Funktion kann verwendet werden, um eine kleine Einstellungsänderung während des
Schweißens vorzunehmen.
Es besteht immer die Möglichkeit, eine automatische oder manuelle Schrittbewegung durch
Drücken der Tasten QUADRAT oder DREIECK zu unterbrechen.
Während der automatischen oder manuellen Schrittbewegung leuchtet die LED über der
Rechteck-/Dreieck-Taste, um Bewegung und Richtung anzuzeigen.
Einstellungen des Geschwindigkeitsreglers
Wenn der Positionsgeber und der Geschwindigkeitsregler EINGESCHALTET sind, befindet
sich der Geschwindigkeitsregler (Encoder) am Schweißobjekt.
0460 949 474
- 58 -
© ESAB AB 2021

9 KONFIGURATIONSMENÜ
Wenn der Positionsgeber und der Geschwindigkeitsregler AUSGESCHALTET sind, befindet
sich der Encoder an der Motorwelle.
Wenn der Rollenbock und der Geschwindigkeitsregler EINGESCHALTET sind, befindet sich
der Geschwindigkeitsregler (Encoder) am Laufrad des Rollenbocks.
Wenn der Rollenbock und der Geschwindigkeitsregler AUSGESCHALTET sind, befindet sich
der Encoder an der Motorwelle.
9.3.11 Intervallschweißen
INTERVALLSCHWEISSEN
INTERVALLSCHWEISSEN
SCHWEISSLÄNGE
TRANSPORTLÄNGE
ON
0 mm
0 mm
SCHWEISSUNGEN
ENDE
Um die Funktion zu aktivieren, stellen Sie Intervallschweißen auf EIN. Eine
Intervallschweißsequenz besteht aus Schweißen und Transport. Beim letzten Schweißen in
einer Sequenz wird der Transport nicht durchgeführt.
Die SCHWEISSLÄNGE ist die Länge des Schweißvorgangs.
Die TRANSPORTLÄNGE ist die Länge des Transports nach Abschluss eines
Schweißvorgangs.
SCHWEISSVORGÄNGE ist die Anzahl der Schweißvorgänge, die durchgeführt werden
müssen, einschließlich des Transports. Wenn Schweissvorgänge auf „0“ eingestellt ist, wird
die Intervallschweißsequenz so lange fortgesetzt, bis der Benutzer das Schweißen mit der
roten Taste zum Beenden des Schweißvorgangs beendet.
9.3.12 Polarität (nur für Aristo®1000-Stromquelle)
0
Im Menü POLARITÄT kann die Schweißpolarität eingestellt werden.
• Damit der Schweißdraht der Pluspol und das Werkstück der Minuspol ist, wählen Sie
für die Polarität POSITIV.
• Damit der Schweißdraht der Minuspol und das Werkstück der Pluspol ist, wählen Sie
für die Polarität NEGATIV.
9.3.13 Einstellung der Knoten-ID (nur für Aristo® 1000-Stromquellen)
Wenn es im System E/A-Knoten gibt, werden deren ID-Nummern hier angegeben.
KNOTEN-ID-EINST.
E/A-KNOTEN 1 ID
E/A-KNOTEN 2 ID
ENDE
9.3.14 Systeminformationen (nur für Aristo® 1000-Stromquelle)
Das Menü SYSTEMINFORMATIONEN zeigt die aktiven Stromquellen, die über den
CAN2-Bus verbunden sind, wenn sich die Stromquellen im Tandem- oder Parallelmodus
befinden und als Master oder Slave konfiguriert sind.
17
25
0460 949 474
- 59 -
© ESAB AB 2021

9 KONFIGURATIONSMENÜ
SYSTEMINFORMATIONEN
Aktive Stromquellen auf CAN2
PS-ID Tandem Parallel
Kein Kontakt zur Master-Stromquelle
ENDE
9.4 Kabellängen (nur für LAF- und TAF-Stromquellen)
Die Lichtbogenspannung richtet sich nach der Impedanz in den Schweißkabeln. Die
Impedanz hängt u.a. von Kabellänge, Kabelquerschnitt und Kabelverlauf ab. Diese
Abhängigkeit kommt besonders beim WS-Schweißen zum Tragen.
Um den Spannungsabfall durch lange Kabel auszugleichen, muss die Kabellänge
angegeben werden.
Dabei ist die gesamte Kabellänge (Schweißkabel und Rückleiter) zu berücksichtigen.
Hinweis: Wenn zwei Kabel verwendet werden, sind die Querschnitte für beide Kabel zu
addieren.
Diese Funktion ist beim Start aktiv, bevor die Stromquelle Messwerte für eine Regelung
empfangen hat.
Mit der Auswahl von ”Max LLS” wird diese Funktion deaktiviert.
9.5 Wartung
HAUPTMENÜ » KONFIGURATION » WARTUNG
In diesem Menü legen Sie fest, wie oft die Kontaktdüse gewechselt werden soll. Geben Sie
an, nach wie vielen Schweißstarts die Wartung durchgeführt werden soll; wählen Sie dazu
die Zeile KONTAKTDÜSEN WECHSELINTERVALL und drücken Sie ENTER. Verwenden
Sie die Einstellräder, um den Wert zu ändern. Nach Ablauf des Intervalls wird im
Fehlerprotokoll Fehlercode 54 angezeigt.
Wann VERBLEIBENDE BEITRIEBSZEIT statt der Startanzahl ausgewählt wird, wenden Sie
sich an einen autorisierten ESAB-Servicetechniker.
SERVICE
KONTAKTDÜSEN WECHSELINTERVALL
0 Welds
└ SCHWEISSNAHTANZAHL
VERBLEIBENDE BEITRIEBSZEIT
└ GESAMTBETRIEBSZEIT
9.6 Messwertefilterfaktor
HAUPTMENÜ » KONFIGURATION » MESSWERTEFILTERFAKTOR
0460 949 474
- 60 -
0 Schweißnähte
0d:00:00:00
0d:00:00:00
ENDE
© ESAB AB 2021

9 KONFIGURATIONSMENÜ
Dieses Menü enthält einen Filterfaktor für die Messwerte des Schweißstroms. Je höher der
Wert des Filterfaktors gewählt wird, desto stabilere Werte erhalten Sie für die
Schweißstrommessung. Sie können zwischen den Filterfaktoren 1, 2 oder 4 wählen.
Positionieren Sie den Cursor auf der Zeile MESSWERTEFILTERFAKTOR und drücken
ENTER. Ein Pop-up-Menü zeigt die Funktionsauswahl Filter ONE, TWO und FOUR. Wählen
Sie mit dem bevorzugten Filterfaktor mit dem Positionierrad und drücken Sie ENTER.
KONFIGURATION
SPRACHE
SICHERHEITSFUNKTION►
ALLGEMEINE EINSTELLUNGEN►
MASCHINENKONFIGURATION►
KABELLÄNGEN►
WARTUNG►
MESSWERTEFILTERFAKTOR
ONE
TWO
FOUR
ENGLISH
ONE
ENDE
0460 949 474
- 61 -
© ESAB AB 2021

10 ADMINISTRATORMENÜ
10 ADMINISTRATORMENÜ
HAUPTMENÜ » ADMINISTRATORMENÜ
Dieses Menü enthält die folgenden Untermenüs:
• Ereignisverarbeitung, siehe Abschnitt „Ereignisverarbeitung“.
• Export/Import, siehe Abschnitt „Export/Import“.
• Dateimanager, siehe Abschnitt „Dateimanager“.
• Bearbeitung der Einstellungsgrenzen, siehe Abschnitt „Editor für
Grenzwerteinstellungen“.
• Bearbeitung der Messgrenzwerte, siehe Abschnitt „Editor für Messwerteinstellungen“.
• Produktionsstatistiken, siehe Abschnitt „Produktionsstatistiken“.
• Dokumentationsfunktionen, siehe Abschnitt „Dokumentationsfunktionen“.
• Kalender, siehe Abschnitt „Kalender“.
• Benutzerberechtigungen, siehe Abschnitt „Benutzerberechtigungen“.
• Informationen zum Gerät, siehe Abschnitt „Einheiteninfo“.
10.1 Ereignisverarbeitung
HAUPTMENÜ » EREIGNISVERARBEITUNG
Fehlercodes geben Auskunft darüber, dass ein Fehler während des Schweißens aufgetreten
ist. Der Code erscheint auf dem Display in einem Popup-Menü. Außerdem wird rechts oben
ein Ausrufezeichen eingeblendet.
HINWEIS!
erlischt, sobald Sie das Menü der Ereignisverarbeitung öffnen.
Das Menü Ereignisverarbeitung enthält zwei Untermenüs: Ereignisprotokoll (siehe Abschnitt
„Ereignisprotokoll“) und Aktive Fehler (siehe Abschnitt „Aktive Fehler“).
EREIGNISVERARBEITUNG
EREIGNISPROTOKOLL►
AKTIVE FEHLER►
ENDE
10.1.1 Ereignisprotokoll
HAUPTMENÜ » ADMINISTRATORMENÜ » EREIGNISVERARBEITUNG »
EREIGNISPROTOKOLL
Alle Fehler, die während der Nutzung der Schweißausrüstung aufgetreten sind, werden als
Fehlermeldungen in der Ereignisaufzeichnung protokolliert. Bis zu 99 Fehlermeldungen
können gespeichert werden. Ist die Ereignisaufzeichnung voll, wenn beispielsweise 99
Fehlermeldungen gespeichert wurden, wird beim Auftreten des nächsten Fehlers
automatisch die älteste Meldung gelöscht.
Die folgenden Informationen werden in der Ereignisaufzeichnung gespeichert:
• Fehlernummer
• Datum, an dem der Fehler aufgetreten ist
0460 949 474
- 62 -
© ESAB AB 2021

10 ADMINISTRATORMENÜ
• Uhrzeit, zu der der Fehler aufgetreten ist
• Einheit, an der der Fehler aufgetreten ist, siehe Abschnitt „Einheits-IDs“
• Der Fehlercode des Fehlers, siehe Abschnitt „Beschreibung der Fehlercodes“
EREIGNISAUFZEICHNUNG
INDEX DATUM ZEIT EINHEIT E-Nr.
1 081120 11:24:13 8 19
2 081120 10:24:18 8 18
3 081121 13:24:18 8 17
Fehler im batteriebetrieb. Speicher
ALLE LÖSCHEN ENDE
10.1.2 Aktive Fehler
HAUPTMENÜ » ADMINISTRATORMENÜ » EREIGNISVERARBEITUNG » AKTIVE
FEHLER
Das Menü Aktive Fehler zeigt nur diejenigen Fehler an, die jeweils aktiv sind.
AKTIVE FEHLER
Fehler-Nr.: Knoten-ID Gerätetyp
78 1 Stromquelle
152 1 Stromquelle
Fehler-Nr. 78
ENDE
10.1.3 IDs der Einheiten
Erläuterung der ID der Einheiten bei LAF- und TAF-Stromquellen:
2= Stromquelle
6= Drahtvorschub und Fahrbewegung (Motorkarte)
8= Bedienkonsole
HINWEIS!
Die oben festgelegte Einheitenkennung gilt für LAF- und TAF-Stromquellen und dient
als Beispiel für die Einheitenkennung für Aristo®1000, da die Knoten in einer
Aristo®1000-Anwendung je nach Konfiguration der Geräte gegebenenfalls andere
ID-Nummern besitzen.
10.1.4 Beschreibung der Fehlercodes
Im Folgenden werden Fehlercodes beschrieben, bei denen der Benutzer selbst tätig werden
kann. Wenn ein anderer Code erscheint, starten Sie die Maschine neu. Wenn der Fehler
weiterhin besteht, wenden Sie sich an einen Servicetechniker.
0460 949 474
- 63 -
© ESAB AB 2021

10 ADMINISTRATORMENÜ
6 Hohe Temperatur
Die Stromquelle ist überhitzt. Schweißen wird abgebrochen. Wenn die Temperatur unter den
maximalen Grenzwert sinkt, ist ein Schweißen wieder möglich.
1. Vergewissern Sie sich, dass die Ein- bzw. Auslässe für Kühlluft weder blockiert noch verschmutzt
sind.
2. Kontrollieren Sie ebenfalls die Einschaltdauer, um eine Überlastung der Ausrüstung
auszuschließen.
7 Zu niedriger Schweißstrom
Der Lichtbogen wurde ausgeschaltet, da beim Schweißen ein zu niedriger Schweißstrom vorlag.
1. Wird beim folgenden Schweißstart zurückgesetzt. Wenn der Fehler weiterhin besteht, lassen Sie
einen Servicetechniker kommen.
8 Niedrige Batteriespannung
Zu niedrige Batteriespannung. Wenn die Batterie nicht gewechselt wird, gehen alle gespeicherten
Daten verloren. Durch diesen Fehler werden keine Funktionen gesperrt.
1. Wenden Sie sich zwecks Batteriewechsel an einen Servicetechniker.
11 Geschwindigkeitsfehler an einem Motor (Drahtvorschub,
Fahrmotor)
Ein Motor kann seine Geschwindigkeit nicht aufrechterhalten. Der Schweißvorgang wird angehalten.
1. Stellen Sie sicher, dass der Drahtvorschub weder blockiert noch schwergängig ist. Wenn der
Fehler weiterhin besteht, lassen Sie einen Servicetechniker kommen.
2. Wenn der Fehler weiterhin besteht, lassen Sie einen Servicetechniker kommen.
12 Interner Kommunikationsfehler (Warnung)
Die Auslastung des CAN-Systembusses ist vorübergehend zu hoch. Die Verbindung zwischen
Stromquelle und Steuereinheit ist möglicherweise unterbrochen.
1. Stellen Sie sicher, dass die Ausrüstung ordnungsgemäß angeschlossen ist. Wenn der Fehler
weiterhin besteht, lassen Sie einen Servicetechniker kommen.
14 Kommunikationsfehler
Der CAN-Systembus ist durch Überlastung vorübergehend außer Betrieb.
Der aktuelle Schweißvorgang ist angehalten.
1. Prüfen Sie die Ausrüstung und stellen Sie sicher, dass nur eine Drahtvorschubeinheit oder eine
Fernsteuerungseinheit angeschlossen ist.
2. Wenn sich der Fehler wiederholt, wenden Sie sich an einen Servicetechniker.
17 Verbindung zur Einheit unterbrochen
Die Verbindung zu einer Einheit wurde unterbrochen.
1. Überprüfen Sie die Verkabelung und den Kontakt zwischen Steuereinheit und Stromquelle.
32 Kein Gasfluss
Der Start wird blockiert.
1. Überprüfen Sie Gasventil, Schläuche und Anschlüsse.
0460 949 474
- 64 -
© ESAB AB 2021
10 ADMINISTRATORMENÜ
43 Zu hoher Schweißstrom
Stromquelle hat den Schweißvorgang unterbrochen, da der Strom den maximalen Grenzwert für die
Stromquelle überschritten hat.
1. Wird beim folgenden Schweißstart zurückgesetzt. Wenn der Fehler weiterhin besteht, lassen Sie
einen Servicetechniker kommen.
44 Stromservosättigung
Der Schweißvorgang wurde angehalten, da er nicht innerhalb von 10 Sekunden begonnen hat.
1. Wird beim folgenden Schweißstart zurückgesetzt. Wenn der Fehler weiterhin besteht, lassen Sie
einen Servicetechniker kommen.
168 Ein Motor hat angehalten.
Der Impulsgeber des Motors liefert keine Impulse.
Für LAF und TAF: 168=MotorM1(Drahtvorschubmotor), 169=MotorM2(Fahrmotor)
1. Prüfen Sie die Motorenkabel. Tauschen Sie den Impulsgeber aus.
169 Ein Motor hat angehalten.
Der Impulsgeber des Motors liefert keine Impulse.
Für LAF und TAF: 168=MotorM1(Drahtvorschubmotor), 169=MotorM2(Fahrmotor)
1. Prüfen Sie die Motorenkabel. Tauschen Sie den Impulsgeber aus.
2310 Stromservosättigung
Die Stromquelle hat vorübergehend den maximalen Strom geliefert.
1. Wenn der Fehler fortbesteht, versuchen Sie, die Schweißdaten zu senken.
3205 Hohe Gleichstromspannung
1. Stellen Sie sicher, dass die Netzspannung weder zu niedrig noch zu hoch ist.
4201 Hohe Temperatur
Die Stromquelle ist überhitzt. Schweißen wird abgebrochen. Wenn die Temperatur unter den
maximalen Grenzwert sinkt, ist ein Schweißen wieder möglich.
1. Vergewissern Sie sich, dass die Ein- bzw. Auslässe für Kühlluft weder blockiert noch verschmutzt
sind.
2. Kontrollieren Sie ebenfalls die Einschaltdauer, um eine Überlastung der Ausrüstung
auszuschließen.
4202 Hohe Temperatur
Die Stromquelle ist überhitzt. Schweißen wird abgebrochen. Wenn die Temperatur unter den
maximalen Grenzwert sinkt, ist ein Schweißen wieder möglich.
1. Vergewissern Sie sich, dass die Ein- bzw. Auslässe für Kühlluft weder blockiert noch verschmutzt
sind.
2. Kontrollieren Sie ebenfalls die Einschaltdauer, um eine Überlastung der Ausrüstung
auszuschließen.
4203 Hohe Temperatur
Die Stromquelle ist überhitzt. Schweißen wird abgebrochen. Wenn die Temperatur unter den
maximalen Grenzwert sinkt, ist ein Schweißen wieder möglich.
0460 949 474
- 65 -
© ESAB AB 2021

10 ADMINISTRATORMENÜ
1. Vergewissern Sie sich, dass die Ein- bzw. Auslässe für Kühlluft weder blockiert noch verschmutzt
sind.
2. Kontrollieren Sie ebenfalls die Einschaltdauer, um eine Überlastung der Ausrüstung
auszuschließen.
5010 Hohe Drosselung:
Die Drosselung ist wegen langen Schweißkabeln und/oder hohen Schweißdaten zu hoch.
1. Versuchen Sie, die Schweißdaten anzupassen.
8117 Verbindung zur Einheit unterbrochen
Die Verbindung zu einer Einheit wurde unterbrochen.
1. Überprüfen Sie die Verkabelung und den Kontakt zwischen Steuereinheit und Stromquelle.
8411,
Drahtvorschubmotor – Fehler
subcode 0
Ein Motor kann seine Geschwindigkeit nicht aufrechterhalten. Der Schweißvorgang wird angehalten.
1. Stellen Sie sicher, dass der Drahtvorschub weder blockiert noch schwergängig ist. Wenn der
Fehler weiterhin besteht, lassen Sie einen Servicetechniker kommen.
8411,
Fahrgeschwindigkeitsmotor – Fehler
subcode 1
Der Impulsgeber des Motors liefert keine Impulse.
1. Prüfen Sie die Motorenkabel. Tauschen Sie den Impulsgeber aus.
10.2 Exportieren/Importieren
HAUPTMENÜ » ADMINISTRATORMENÜ » EXPORT/IMPORT
Im Menü „Export/Import“ können Informationen mit Hilfe eines USB-Speichers von der und
zur Bedienkonsole übertragen werden.
Die folgenden Informationen können übertragen werden:
• SCHWEISSDATENSÄTZE EXPORT / IMPORT
• SYSTEMEINSTELLUNGEN EXPORT / IMPORT
• MENÜ GRENZWERTE EXPORT / IMPORT
• MESSGRENZWERTE EXPORT / IMPORT
• EREIGNISAUFZEICHNUNG EXPORT
• PROTOKOLL FÜR
EXPORT
QUALITÄTSFUNKTION
• PRODUKTIONSSTATISTIK EXPORT
So legen Sie Daten auf einem USB-Speicher ab:
Verbinden Sie einen USB-Speicher mit der Steuereinheit.
Wählen Sie die Zeile mit den zu übertragenden Informationen. Drücken Sie EXPORT oder
IMPORT, je nachdem, ob Sie die Informationen exportieren oder importieren möchten.
0460 949 474
- 66 -
© ESAB AB 2021

10 ADMINISTRATORMENÜ
EXPORT / IMPORT
SCHWEISSDATENSÄTZE
SYSTEMEINSTELLUNGEN
EINSTELLUNGSGRENZWERTE
MESSGRENZWERTE
EREIGNISAUFZEICHNUNG
PROTOKOLL FÜR QUALITÄTSFUNKTION
PRODUKTIONSSTATISTIK
EXPORT IMPORT ENDE
10.3 Dateimanager
HAUPTMENÜ » ADMINISTRATORMENÜ » DATEIMANAGER
Der Dateimanager ermöglicht die Verwaltung von Daten auf einem USB-Speicher (C:\). Im
Dateimanager können Sie Schweiß- und Qualitätsdaten manuell löschen und kopieren.
Bei angeschlossenem USB-Speicher zeigt das Display das Stammverzeichnis an, sofern
zuvor kein anderes Verzeichnis gewählt wurde.
Die Bedienkonsole speichert den letzten Zugriff des Dateimanagers, sodass Sie zur gleichen
Speicherposition in der Dateistruktur zurückkehren.
DATEIMANAGER
..
NEUES VERZEICHNIS
QData.xml
INFO UPDATE ALT. ENDE
• Angaben zur verbleibenden Kapazität des jeweiligen Speichers rufen Sie über die
Funktion INFO auf.
• Durch Drücken von UPDATE.
• Drücken Sie ALT., wenn Sie eine Datei löschen, einen Namen ändern, einen neuen
Ordner anlegen, kopieren oder einfügen möchten. Eine Liste wird angezeigt, aus der
Sie auswählen können. Wenn (..) oder ein Verzeichnis ausgewählt wird, können Sie
lediglich ein neues Verzeichnis erstellen oder eine bereits kopierte Datei einfügen.
Wenn Sie eine Datei ausgewählt haben, werden die Optionen UMBENENNEN,
KOPIEREN oder EINFÜGEN ergänzt, sofern Sie zuvor eine Datei kopiert haben.
Wählen Sie einen Ordner oder eine Datei und drücken Sie ALT.
0460 949 474
- 67 -
© ESAB AB 2021

10 ADMINISTRATORMENÜ
DATEIMANAGER
..
Schweißdaten
NEUES VERZEICHNIS
ErrorLog.xml
QData.xml
~Weldoffice.dat
INFO UPDATE ALT. ENDE
Diese Liste wird angezeigt, wenn Sie ALT gedrückt haben.
KOPIEREN
EINFÜGEN
LÖSCHEN
UMBENENNEN
NEUES VERZEICHNIS
10.3.1 Datei/Verzeichnis löschen
Wählen Sie die zu löschende Datei oder den zu löschenden Ordner, und drücken Sie ALT.
Wählen Sie LÖSCHEN aus und drücken Sie ENTER.
LÖSCHEN
UMBENENNEN
NEUES VERZEICHNIS
Die Datei bzw. der Ordner wird gelöscht. Zum Löschen eines Ordners muss dieser leer sein,
d.h. löschen Sie zuerst die Dateien, die sich in dem Ordner befinden.
10.3.2 Datei/Verzeichnis umbenennen
Wählen Sie die umzubenennende Datei oder den umzubenennenden Ordner, und drücken
Sie ALT.
Wählen Sie UMBENENNEN aus und drücken Sie ENTER.
LÖSCHEN
UMBENENNEN
NEUES VERZEICHNIS
Im Display wird eine Tastatur angezeigt. Wechseln Sie mit dem Positionierrad die Zeile und
bewegen Sie den Cursor mit den Pfeilen nach links und rechts. Wählen Sie das gewünschte
Zeichen bzw. die auszuführende Funktion, und drücken Sie die Eingabetaste.
10.3.3 Neuen Ordner erstellen
Wählen Sie, wo der neue Ordner angelegt werden soll, und drücken Sie ALT.
Wählen Sie NEUES VERZEICHNIS aus und drücken Sie ENTER.
0460 949 474
- 68 -
© ESAB AB 2021

10 ADMINISTRATORMENÜ
LÖSCHEN
UMBENENNEN
NEUES VERZEICHNIS
Im Display wird eine Tastatur angezeigt. Wechseln Sie mit dem Positionierrad die Zeile und
bewegen Sie den Cursor mit den Pfeilen nach links und rechts. Wählen Sie das gewünschte
Zeichen bzw. die auszuführende Funktion, und drücken Sie die Eingabetaste.
10.3.4 Dateien kopieren und einfügen
Wählen Sie die zu kopierende Datei, und drücken Sie ALT.
Wählen Sie KOPIEREN aus und drücken Sie ENTER.
KOPIEREN
EINFÜGEN
LÖSCHEN
UMBENENNEN
NEUES VERZEICHNIS
Positionieren Sie den Cursor in dem Ordner, in den die Datei kopiert werden soll, und
drücken Sie ALT.
Wählen Sie EINFÜGEN aus und drücken Sie ENTER.
KOPIEREN
EINFÜGEN
LÖSCHEN
UMBENENNEN
NEUES VERZEICHNIS
Die Kopie wird als Kopie mit dem ursprünglichen Namen gespeichert, z.B. „Copy of
WeldData.awd“.
10.4 Editor für Grenzwerteinstellungen
HAUPTMENÜ » ADMINISTRATORMENÜ » EDITOR FÜR GRENZWERTEINST.
In diesem Menü können Sie eigene Maximal- und Minimalwerte für verschiedene
Schweißverfahrensvarianten festlegen. Die Grenzwerte können nicht über bzw. unter den
Nennwerten für die Stromquelle liegen. Es stehen 50Speicherplätze zur Verfügung. Wählen
Sie die Zeile für einen leeren Speicherplatz, und drücken Sie die Eingabetaste. Zur
Verfahrensauswahl drücken Sie ENTER. Wählen Sie das Schweißverfahren per
Positionierrad aus und drücken Sie ENTER.
Bei allen Schweißverfahren können die Maximal- und Minimalwerte für Lichtbogenspannung,
Drahtvorschubgeschwindigkeit, Fahrgeschwindigkeit und Schweißstrom gewählt werden.
0460 949 474
- 69 -
© ESAB AB 2021

10 ADMINISTRATORMENÜ
GRENZWERTE BEARBEITEN
VERFAHREN
SPANNUNG
SPANNUNG
DRAHTVORSCHUB
DRAHTVORSCHUB
VORSCHUBGESCHWINDIGKEIT
VORSCHUBGESCHWINDIGKEIT
STROM
STROM
SPEICH. LÖSCHEN ENDE
GRENZWERTE
1 SAW
2 GMAW
3 GOUGING
4 -
SAW
MIN 17.0
MAX 47.0
MIN 50
MAX 970
MIN 100
MAX 2400
MIN 70
MAX 1500
5 -
6 -
7 -
17.0 - 47.0 Volt , 50 - 970 cm/min
100 - 2400 cm/min , 70 - 1500 Amp
ENDE
Drücken Sie nach dem Anpassen der Werte SPEICH.. Wählen Sie bei der Frage, ob der
Grenzwert an der gewählten Speicherposition gesichert werden soll NEIN oder JA. Die
Werte für die Speicherposition werden unter dem unteren Strich angezeigt.
Mit der Funktionstaste AUTO werden die Parameter automatisch anhand der zuletzt
verwendeten Parameter eingestellt.
Wählen Sie bei der Frage, ob die Grenzwerte automatisch eingestellt werden sollen, NEIN
oder JA und dann SPEICH. , wenn die Einstellung beibehalten werden soll.
10.5 Editor für Messgrenzwerte
HAUPTMENÜ » ADMINISTRATORMENÜ » EDITOR FÜR MESSGRENZWERTE
In diesem Menü können Sie eigene Messwerte für verschiedene
Schweißverfahrensvarianten festlegen. Es stehen 50Speicherplätze zur Verfügung. Wählen
Sie die Zeile für einen leeren Speicherplatz, und drücken Sie die Eingabetaste. Wählen Sie
VERFAHREN durch Druck auf ENTER. Wählen Sie das Schweißverfahren per Positionierrad
aus und drücken Sie ENTER.
Die folgenden Werte können ausgewählt werden:
• Lichtbogenspannung: Min, Max
• Drahtvorschubgeschwindigkeit: Min, Max
• Schweißstrom: Min, Max
0460 949 474
- 70 -
© ESAB AB 2021

10 ADMINISTRATORMENÜ
• Fahrgeschwindigkeit: Min, Max
• Wärmezufuhr: Min, Max
Stellen Sie mit einem der Einstellräder den gewünschten Wert ein und drücken Sie SPEICH..
In dem Dialogfeld werden Sie gefragt, ob Sie die gewählte Speicherposition sichern wollen.
Drücken Sie JA , um den Wert zu speichern. Die Werte für die Speicherposition werden unter
dem unteren Strich angezeigt.
MESSGRENZWERTE
1 SAW
2 GMAW
3 -
4 -
5 -
6 -
7 -
0.0 - 46.9 Volt , 0 - 2495 cm/min
3 - 994 cm/min , 3 - 990 Amp
5 - 500 kJ/min
ENDE
Mit der Funktionstaste AUTO werden die Parameter automatisch anhand der zuletzt
verwendeten Messwerte eingestellt.
Wählen Sie bei der Frage, ob die Messwerte automatisch eingestellt werden sollen NEIN
oder JA und dann SPEICH. , wenn die Einstellung beibehalten werden soll.
10.6 Produktionsstatistik
HAUPTMENÜ » WERKZEUGE » PRODUKTIONSSTATISTIK
Die Produktionsstatistik zeichnet die Gesamtlichtbogenzeit, Gesamtmaterialmenge und
Anzahl der Schweißvorgänge seit dem letzten Reset auf. Außerdem werden Lichtbogenzeit
und Materialmenge für den letzten Schweißvorgang erfasst. Zu Informationszwecken wird
das berechnete geschmolzene Drahtmaterial per Längeneinheit seit dem letzten Reset
angezeigt.
PRODUKTIONSSTATISTIK
LETZTE ALLES
ARCTIME
0s
0s
DRAHTVERBRAUCH
DRAHTGEWICHT
SCHWEISSUNGEN
KALTDRAHTVERBRAUCH
ABSCHMELZLEISTUNG
0g
1g/m
0kg/h
0g
0
0kg/h
LETZTER RESET 081114 08:38:03
RESET UPDATE ENDE
0460 949 474
- 71 -
© ESAB AB 2021

10 ADMINISTRATORMENÜ
Wenn Sie RESET drücken, werden alle Zähler zurückgesetzt. Datum und Uhrzeit geben den
letzten Reset an.
Wenn Sie die Zähler nicht manuell zurücksetzen, werden die Zähler beim Erreichen ihres
Maximalwerts automatisch auf Null gestellt.
Maximalwerte der Zähler
Zeit 999Stunden, 59Minuten, 59Sekunden
Gewicht 13.350.000g
Anzahl 65535
10.7 Qualitätsfunktionen
HAUPTMENÜ » WERKZEUGE » QUALITÄTSFUNKTIONEN
Qualitätsfunktionen protokollieren mehrere aufschlussreiche Schweißdaten für einzelne
Schweißvorgänge.
Zu diesen Funktionen zählen:
• Zeit des Schweißstarts
• Dauer des Schweißvorgangs
• Maximaler, minimaler und mittlerer Strom während des Schweißvorgangs
• Maximale, minimale und mittlere Spannung während des Schweißvorgangs
• Maximale, minimale und mittlere Wärmezufuhr während des Schweißvorgangs.
In der untersten Zeile wird die Anzahl der Schweißvorgänge seit dem letzten Reset
angezeigt. Informationen über bis zu 100Schweißvorgänge können gespeichert werden. Bei
mehr als 100Schweißvorgängen werden die ersten Einträge überschrieben.
Der zuletzt erfasste Schweißvorgang wird im Display angezeigt; Sie können aber auch
andere erfasste Vorgänge durchblättern. Wenn Sie RESET drücken, werden alle Protokolle
gelöscht.
DOKUMENTATIONSFUNKTION
Nr. SCHW.: 1/4
START 20190807 15:59:14
SCHWEISSZEIT 00:00:20 SCHWEISSDATEN:
WÄRMEZUFUHR: 3,12 kJ/min
I (Ampere)
U (Volt)
Q (kJ/min)
V(t) (cm/min)
V(w) (cm/min)
MAX
293.00
41.50
7.00
0,00
0,00
MIN
243.00
16.20
0.00
0,00
0,00
AVE.
289.00
39.40
2.00
0,00
0,00
SCHWEISSUNGEN SEIT RESET: 4
RESET UPDATE ENDE
10.7.1 Qualitätsdaten speichern
HAUPTMENÜ » WERKZEUGE » EXPORT / IMPORT
In der Bedienkonsole erstellte Dateien werden im XML-Format gespeichert. Der
USB-Speicher muss im Dateisystem FAT32 formatiert werden.
0460 949 474
- 72 -
© ESAB AB 2021

10 ADMINISTRATORMENÜ
Verbinden Sie einen USB-Speicher mit der Bedienkonsole, siehe Abschnitt „Dateimanager“.
Wählen Sie PROTOKOLL FÜR QUALITÄTSFUNKTION und drücken Sie EXPORT.
EXPORT / IMPORT
SCHWEISSDATENSÄTZE
SYSTEMEINSTELLUNGEN
EINSTELLUNGSGRENZWERTE
MESSGRENZWERTE
EREIGNISAUFZEICHNUNG
PROTOKOLL FÜR QUALITÄTSFUNKTION
PRODUKTIONSSTATISTIK
EXPORT ENDE
Alle in der Bedienkonsole abgelegten Qualitätsdatensätze (Informationen zu den letzten
100Schweißvorgängen) sind nun auf dem USB-Speicher gespeichert.
Die Datei befindet sich in einem Ordner mit der Bezeichnung „QData“. QData wird beim
Anschließen eines USB-Speichers automatisch erstellt.
10.7.2 Systemeinstellungen importieren
Beim Wechsel zwischen den Stromquellen Aristo® 1000 und LAF/TAF verwenden Sie
SYSTEMEINSTELLUNGEN.
Wenn EXPORT/IMPORT ausgewählt ist, können Sie Einstellungen importieren, indem Sie
die SYSTEMEINSTELLUNGEN mit dem Positionierrad markieren und IMPORT drücken.
EXPORT / IMPORT
SCHWEISSDATENSÄTZE
SYSTEMEINSTELLUNGEN
EINSTELLUNGSGRENZWERTE
MESSGRENZWERTE
EREIGNISAUFZEICHNUNG
PROTOKOLL FÜR QUALITÄTSFUNKTION
PRODUKTIONSSTATISTIK
EXPORT IMPORT ENDE
IMPORT
10.8 Kalender
HAUPTMENÜ » ADMINISTRATORMENÜ » KALENDER
Hier werden Datum und Uhrzeit eingestellt.
Wählen Sie die einzustellende Zeile aus: JAHR, MONAT, TAG, STUNDE, MINUTEN oder
SEKUNDEN. Geben Sie mit einem der Einstellräder den korrekten Wert ein. Durch Drücken
von EINST..
0460 949 474
- 73 -
© ESAB AB 2021

10 ADMINISTRATORMENÜ
Datum und Uhrzeit
JAHR
MONAT
2019
NOV
TAG
STUNDE
MINUTEN
SEKUNDEN
20100115 10:48:59
EINST. ENDE
10.9 Anwenderzugang
HAUPTMENÜ » ADMINISTRATORMENÜ » ANWENDERZUGANG
In bestimmten Fällen ist es aus Qualitätsperspektive entscheidend, dass das Produkt nicht
von Unbefugten genutzt werden kann.
In diesem Menü werden Anwendername, Berechtigung und Passwort erfasst.
Wählen Sie ANWENDERNAME aus und drücken Sie ENTER. Bewegen Sie den Cursor auf
eine leere Zeile und drücken Sie die Eingabetaste. Geben Sie per Tastatur einen neuen
Benutzernamen ein. Benutzen Sie dazu Positionierrad, Pfeile und ENTER.
21
10
45
55
ANWENDERZUGANG
ANWENDERNAME
└BERECHTIGUNGSEBENE
ADMINISTRATOR
ADMINISTRATOR
└PASSWORT
ANWENDERZUGANG
SPEICH. LÖSCHEN ENDE
Es können bis zu 16Anwenderzugänge angelegt werden. Aus den Qualitätsdatendateien
geht hervor, welche Anwender einen bestimmten Schweißvorgang ausgeführt haben.
Unter BERECHTIGUNGSEBENE wählen Sie aus:
ADMINISTRATOR VOLLER ZUGRIFF (kann neuen Benutzer hinzufügen)
EINRICHTER kann auf alle Funktionen zugreifen, außer MACHINE
CONFIGURATION, ANWENDERZUGANG und NETWORK
SETTINGS
ANWENDER hat Zugang zu: SERVICE in KONFIGURATION Menü aktiviert.
EINHEITENINFO in ADMINISTRATORMENÜ Menü aktiviert.
SPANNUNG, STROM/DRAHTVORSCHUB,
VORSCHUBGESCHWINDIGKEIT und SCHWEISSRICHTUNG in
EINSTELLUNGEN Menü aktiviert.
AUS
Im PASSWORT -Bereich geben Sie per Tastatur ein Passwort ein. Wenn die Stromquelle
eingeschaltet und die Bedienkonsole aktiviert wird, werden Sie im Display zur Eingabe Ihres
Passwortes aufgefordert.
0460 949 474
- 74 -
© ESAB AB 2021

10 ADMINISTRATORMENÜ
Wenn Sie diese Funktion nicht verwendet möchten, sondern die Stromquelle und die
Bedienkonsole für alle Anwender zugänglich sein sollen, wählen Sie ANWENDERZUGANG
AUS.
10.10 Einheiteninformation
HAUPTMENÜ » ADMINISTRATORMENÜ » EINHEITENINFO
In diesem Menü sehen Sie die folgenden Informationen:
• Maschinen-ID
• Knoten-ID (bezüglich der unten vorgegebenen Knoten-IDs siehe Abschnitt
„Knoten-IDs“)
2 = Stromquelle
6 = Drahtvorschub und Fahrbewegung (Motorkarte)
8 = Bedienkonsole
• Softwareversion
EINHEITENINFO
Maschinen-ID Knoten-ID Softwareversion
44
23
5
8
2
6
1.00A
2.00A
1.18A
EINGABEEINHEIT EINSTELLEN
ENDE
0460 949 474
- 75 -
© ESAB AB 2021
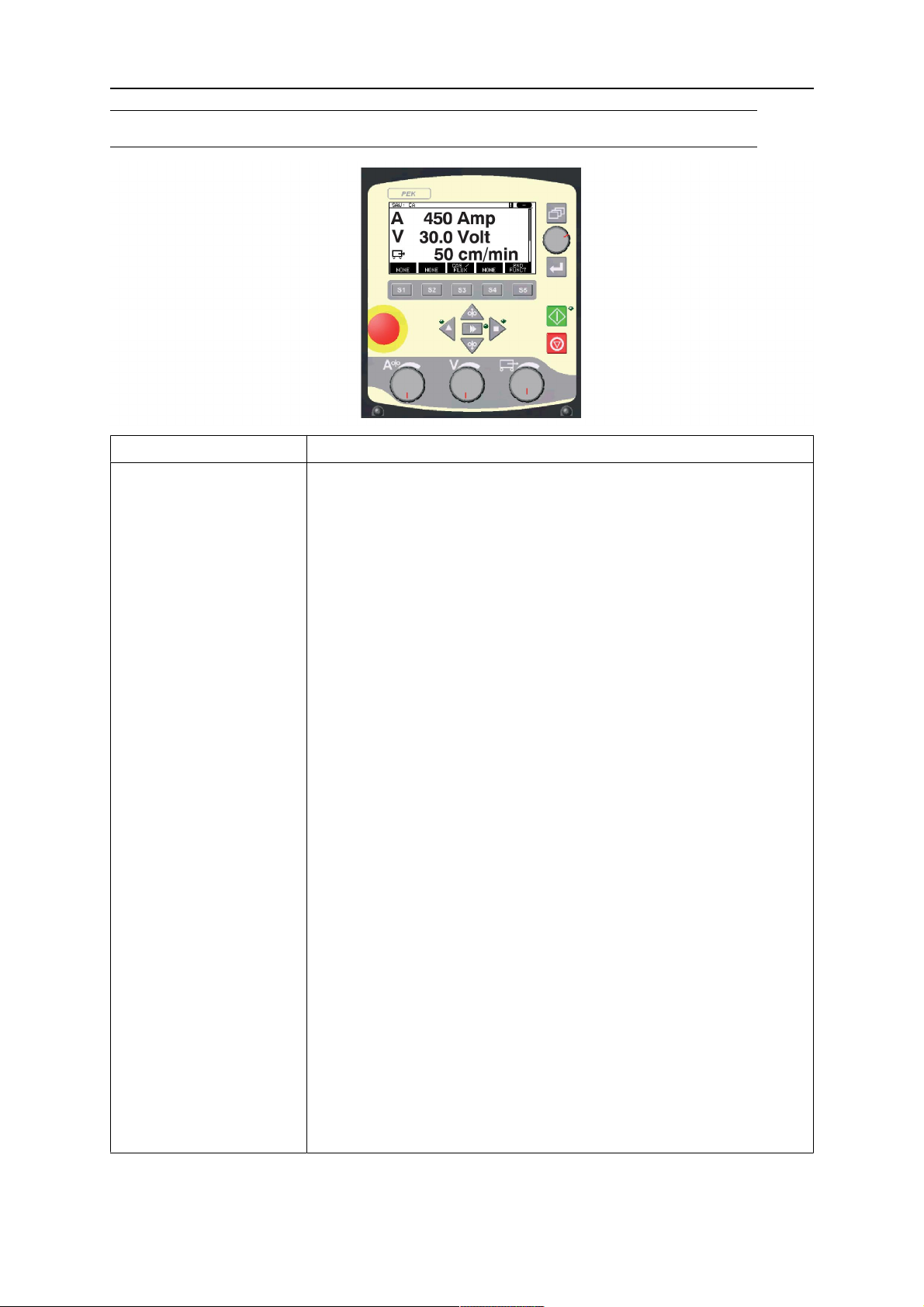
BESTELLNUMMERN
BESTELLNUMMERN
Ordering no. Denomination
0460 504 880
0460 949 470
0460 949 471
0460 949 472
0460 949 473
0460 949 474
0460 949 475
0460 949 476
0460 949 477
0460 949 478
0460 949 479
0460 949 480
0460 949 481
0460 949 482
0460 949 483
Control unit PEK
Instruction manual SE
Instruction manual DK
Instruction manual NO
Instruction manual FI
Instruction manual GB
Instruction manual DE
Instruction manual FR
Instruction manual NL
Instruction manual ES
Instruction manual IT
Instruction manual PT
Instruction manual GR
Instruction manual PL
Instruction manual HU
0460 949 484
0460 949 485
0460 949 486
0460 949 489
0460 949 490
0460 949 491
0460 949 492
0460 949 493
Instruction manual CZ
Instruction manual SK
Instruction manual RU
Instruction manual EE
Instruction manual LV
Instruction manual SI
Instruction manual LT
Instruction manual CN
Instruction manuals are available on the Internet at www.esab.com
0460 949 474
- 76 -
© ESAB AB 2021

BESTELLNUMMERN
0460 949 474
- 77 -
© ESAB AB 2021

ESAB AB, Lindholmsallén 9, Box 8004, 402 77 Gothenburg, Sweden, Phone +46 (0) 31 50 90 00
http://manuals.esab.com
For contact information visit esab.com
 Loading...
Loading...