


A2, A6 PEK Control Panel
Istruzioni per l'uso
0460 949 279 IT 20151222 Valid for: from program version 4.10A

SOMMARIO
1 INTRODUZIONE ................................................................................................... 5
1.1 Pannello di controllo............................................................................................5
1.1.1 Tasti e manopole ................................................................................................ 6
1.2 Prima fase .............................................................................................................7
1.2.1 Scelta della lingua .............................................................................................. 7
1.2.2 Unità di misura ...................................................................................................9
1.3 Display ................................................................................................................10
1.3.1 Simboli sul display............................................................................................ 11
1.4 Informazioni generali sulle impostazioni......................................................... 11
1.4.1 Impostazione di valori numerici........................................................................ 11
1.4.2 Impostazione con alternative fornite ................................................................ 11
1.5 Tasti ESCI e INVIO .............................................................................................. 12
2 MENU.................................................................................................................. 13
2.1 Menu principale .................................................................................................. 13
2.1.1 Menu configurazione........................................................................................14
2.1.2 Menu strumenti ................................................................................................14
2.1.3 Menu impostazione dati saldatura ...................................................................15
2.1.4 Menu misurazione............................................................................................16
2.1.5 Menu memoria dati saldatura........................................................................... 17
2.1.6 Menu modo rapido ...........................................................................................18
3 SALDATURA AD ARCO SOMMERSO .............................................................. 19
3.1 Regolazioni per la saldatura ad arco sommerso ............................................19
4 SALDATURA AD ARCO METALLICO E GAS...................................................21
4.1 Impostazioni per la saldatura ad arco metallico e gas ...................................21
5 GOUGING ........................................................................................................... 23
5.1 Impostazioni per la scriccatura ........................................................................23
6 SPIEGAZIONE DELLE FUNZIONI ..................................................................... 25
6.1 CA, amperaggio costante .................................................................................. 25
6.2 CW, avanzamento del filo costante .................................................................. 25
6.3 CC, corrente continua........................................................................................25
6.4 Dimensioni del filo / elettrodo ...........................................................................25
6.5 Tensione arco ..................................................................................................... 25
6.6 Velocità di trascinamento del filo ..................................................................... 25
6.7 Velocità avanzamento a freddo del filo (ICE)...................................................25
6.8 Ritardo avvio a freddo del filo (ICE) .................................................................26
6.9 Velocità di avanzamento....................................................................................26
6.10 Direzione di saldatura ........................................................................................ 26
6.11 Frequenza AC .....................................................................................................26
6.12 Bilanciamento AC .............................................................................................. 26
0460 949 279 © ESAB AB 2015

SOMMARIO
6.13 Deviazione AC .................................................................................................... 26
6.14 Preflussaggio del flusso (SAW)........................................................................26
6.15 Preflussaggio del gas (GMAW).........................................................................26
6.16 Preflussaggio dell'aria (scriccatura) ................................................................27
6.17 Tipo di avvio .......................................................................................................27
6.18 Avvio micrometrico ............................................................................................ 27
6.19 Fasi di avvio........................................................................................................27
6.20 Tensione max a circuito aperto (OCV) .............................................................27
6.21 Postflussaggio del flusso (SAW)......................................................................28
6.22 Postflussaggio del gas (GMAW).......................................................................28
6.23 Postflussaggio dell'aria (scriccatura) ..............................................................28
6.24 Riempimento dei crateri ....................................................................................28
6.25 Tempo di bruciatura finale del filo ....................................................................28
6.26 Fasi di arresto.....................................................................................................28
6.27 Regolazione dinamica ....................................................................................... 29
6.28 Parametri di controllo ........................................................................................29
6.29 Limiti di impostazione .......................................................................................29
6.30 Limiti di misura...................................................................................................29
7 GESTIONE DELLA MEMORIA .......................................................................... 30
7.1 Modalità di funzionamento del pannello di controllo .....................................30
7.2 Memorizzazione.................................................................................................. 31
7.3 Richiamo ............................................................................................................. 32
7.4 Cancellazione .....................................................................................................33
7.5 Copia ................................................................................................................... 34
7.6 Assegnazione nome .......................................................................................... 36
7.7 Modifica............................................................................................................... 37
8 MENU CONFIGURAZIONE ................................................................................ 39
8.1 Codice di blocco ................................................................................................ 39
8.1.1 Stato codice di blocco ......................................................................................39
8.1.2 Specifica/modifica codice di blocco.................................................................. 40
8.2 Configurazione generale ................................................................................... 40
8.2.1 Tasti funzione del modo rapido ........................................................................41
8.2.2 Registro dati qualità su file ............................................................................... 42
8.2.3 Configurazione dei tasti funzione ..................................................................... 42
8.2.4 Modalità salvataggio automatico......................................................................44
8.3 Configurazione della macchina ........................................................................44
8.3.1 Codice prodotto................................................................................................44
8.3.2 Asse trainafilo................................................................................................... 45
8.3.3 Asse avvio a freddo del filo (ICE).....................................................................46
0460 949 279 © ESAB AB 2015

SOMMARIO
8.3.4 Asse di avanzamento.......................................................................................46
8.3.5 Asse esterno ....................................................................................................46
8.3.6 Tandem per generatori LAF e TAF ................................................................... 47
8.3.7 Tandem per il generatore Aristo 1000 .............................................................. 50
8.3.8 Generatori in parallelo (si applica solo ai generatori Aristo 1000).................... 51
8.3.9 Avanzamento a freddo del filo.......................................................................... 52
8.3.10 Polarità (si applica solo al generatore Aristo 1000).......................................... 53
8.3.11 Impostazioni ID nodo (si applica solo al generatore Aristo 1000) .................... 54
8.3.12 Informazioni di sistema (si applica solo al generatore Aristo 1000) ................. 54
8.4 Lunghezze cavo (si applica solo ai generatori LAF e TAF) ............................54
8.5 Manutenzione .....................................................................................................55
8.6 Valori misura fattore filtro .................................................................................55
9 STRUMENTI........................................................................................................ 56
9.1 Gestione evento ................................................................................................. 56
9.1.1 Registro eventi .................................................................................................56
9.1.2 Errori attivi ........................................................................................................ 57
9.1.3 ID gruppo .........................................................................................................57
9.1.4 Descrizione dei codici di gestione dei guasti.................................................... 58
9.2 Esporta/Importa.................................................................................................. 60
9.3 File manager .......................................................................................................60
9.3.1 Eliminazione di un file o di una cartella ............................................................ 61
9.3.2 Rinomina di un file/una cartella ........................................................................ 62
9.3.3 Creazione di una nuova cartella....................................................................... 62
9.3.4 Copiare e incollare file...................................................................................... 62
9.4 Editor limiti impostazione .................................................................................63
9.5 Editor limiti misura.............................................................................................64
9.6 Statistiche di produzione ..................................................................................65
9.7 Fattori qualità ..................................................................................................... 66
9.7.1 Memorizzazione dei dati di qualità ................................................................... 66
9.8 Calendario........................................................................................................... 67
9.9 Account utente ...................................................................................................67
9.10 Informazioni unità .............................................................................................. 69
STRUTTURA DEI MENU ........................................................................................... 70
DIAMETRO FILO ....................................................................................................... 75
NUMERI DI ORDINAZIONE ......................................................................................76
Diritti riservati di modifica delle specifiche senza preavviso.
0460 949 279 © ESAB AB 2015

1 INTRODUZIONE
1 INTRODUZIONE
Per trarre il massimo dall'apparecchio per saldatura, si consiglia di leggere il presente
manuale di istruzioni.
Per informazioni generali sul funzionamento, consultare il manuale di istruzioni per l'unità di
controllo, la saldatrice automatica, la colonna, il braccio e il generatore.
Il testo visualizzato sul display è disponibile nelle seguenti lingue: inglese, svedese,
finlandese, norvegese, danese, tedesco, francese, italiano, olandese, spagnolo, portoghese,
ungherese, polacco, americano, ceco, cinese e russo.
1.1 Pannello di controllo
1. Menu
2. Manopola per lo spostamento del
cursore (manopola di
posizionamento)
3. INVIO
4. Spia di segnalazione verde, si
accende quando la funzione è
attiva
5. Avvio della saldatura
6. Arresto della saldatura
7. Manopola per la regolazione della
velocità di avanzamento nel menu
di misurazione; in altri menu
aumenta o diminuisce i valori
impostati (manopola di regolazione)
8. Corsa manuale
9. Avanzamento manuale del filo in basso
10. Manopola per la regolazione della tensione dell'arco nel menu di misurazione; in altri
menu aumenta o diminuisce i valori impostati (manopola di regolazione)
11. Corsa rapida
12. Corsa manuale
13. Manopola per la regolazione della corrente di saldatura / velocità di avanzamento del
filo nel menu di misurazione; in altri menu aumenta o diminuisce i valori impostati
(manopola di regolazione)
14. Arresto di emergenza
0460 949 279
- 5 -
© ESAB AB 2015

1 INTRODUZIONE
15. Avanzamento manuale del filo in alto
16. Tasti funzione
17. Display
1.1.1 Tasti e manopole
Menu
L'utilizzo del tasto Menu consente sempre di ritornare al menu principale nel processo
rilevante:
INVIO
L'utilizzo del tasto INVIO consente di confermare una selezione.
Tasti funzione
I cinque tasti (S1 - S5) sotto il display hanno diverse funzioni. Sono denominati "tasti
funzione", ovvero possono avere funzioni diverse in base al menu in uso. La funzione
corrente di tali tasti è indicata dal testo contenuto nell'ultima riga del display. Quando la
funzione è attiva, ciò è indicato dal campo con la casella di testo che diventa bianca.
Avanzamento del filo in alto
Tasto per invertire il filo senza la tensione dell'arco, utile ad esempio in fase di sostituzione
della bobina. Il filo avanza fintantoché si tiene premuto il tasto.
Avanzamento del filo in basso
Tasto per far avanzare il filo senza la tensione dell'arco. Il filo avanza fintantoché si tiene
premuto il tasto.
Corsa
0460 949 279
- 6 -
© ESAB AB 2015

1 INTRODUZIONE
Tasto per la corsa in direzione della saldatura con il simbolo indicato sull'apparecchio per
saldatura. Per arrestare la corsa premere , o .
Il LED si illumina durante la corsa.
Corsa
Tasto per la corsa in direzione della saldatura con il simbolo indicato sull'apparecchio per
saldatura. Per arrestare la corsa premere , o .
Il LED si illumina durante la corsa.
Avvio della saldatura
Tasto per l'avvio della saldatura.
Arresto della saldatura
Tasto per l'arresto della saldatura per tutte le corse e tutti i motori.
Manopola di posizionamento
La manopola situata in alto a destra è definita manopola di posizionamento nel manuale di
istruzioni e viene utilizzata per posizionare il cursore.
Manopola di regolazione
Le tre manopole sotto il pannello sono definite manopole di regolazione nel manuale di
istruzioni e vengono utilizzate per modificare i valori impostati nel pannello.
1.2 Prima fase
1.2.1 Scelta della lingua
Questo menu viene visualizzato al primo avvio della macchina:
Alla consegna, il pannello di controllo verrà visualizzato in lingua inglese. Per selezionare la
lingua desiderata, procedere come segue:
0460 949 279
- 7 -
© ESAB AB 2015

1 INTRODUZIONE
Premere Menu per accedere al menu principale.
Posizionare il cursore sulla riga CONFIGURAZIONE, utilizzando la manopola di
posizionamento.
Premere INVIO per confermare la selezione.
Posizionare il cursore sulla riga LINGUA (LANGUAGE). Premere INVIO per richiamare un
elenco delle lingue disponibili nel pannello di controllo.
Posizionare il cursore sulla riga corrispondente alla lingua desiderata e premere INVIO.
0460 949 279
- 8 -
© ESAB AB 2015

1 INTRODUZIONE
1.2.2 Unità di misura
Alla consegna, il pannello di controllo risulta impostato sul sistema metrico. Per selezionare
un sistema di misurazione diverso, procedere come segue:
Premere Menu per accedere al menu principale.
Posizionare il cursore sulla riga CONFIGURAZIONE, utilizzando la manopola di
posizionamento.
Premere INVIO per confermare la selezione.
Posizionare il cursore sulla riga CONFIGURAZIONE GENERALE.
Premere INVIO per confermare la selezione.
0460 949 279
- 9 -
© ESAB AB 2015

1 INTRODUZIONE
Posizionare il cursore sulla riga UNITÀ DI LUNGHEZZA. Premere INVIO per richiamare un
elenco delle unità di misura disponibili nel pannello di controllo.
Posizionare il cursore sulla riga
corrispondente all'unità di misura desiderata
e premere INVIO.
1.3 Display
Cursore
Il cursore del pannello di controllo viene presentato come un campo nero intorno al testo,
con il testo selezionato che diventa bianco. Nel manuale di istruzioni, il cursore viene
visualizzato in grassetto
Caselle di testo
Alla base del display sono presenti cinque caselle contenenti testi che illustrano la funzione
corrente dei cinque tasti sotto il display.
0460 949 279
- 10 -
© ESAB AB 2015

1 INTRODUZIONE
1.3.1 Simboli sul display
A La serie di parametri di
saldatura selezionata
B Direzione di saldatura
C Si è verificato un guasto,
vedere “Gestione evento”,
pagina56.
D Numero della locazione di
memoria richiamata
E Barra di scorrimento. Ulteriori
informazioni sono contenute in
questo menu
Frecce
In presenza di ulteriori informazioni dietro una riga, verrà visualizzata una freccia nera
dietro al testo.
1.4 Informazioni generali sulle impostazioni
Esistono tre tipi di impostazioni:
• Impostazione di valori numerici
• Impostazione di alternative fornite
• Impostazione della modalità ON/OFF
1.4.1 Impostazione di valori numerici
Le manopole di regolazione vengono utilizzate per aumentare o diminuire i valori in fase di
impostazione di valori numerici. Nel menu di misurazione, le manopole vengono utilizzate
per la corrente di saldatura / velocità di avanzamento del filo, la tensione dell'arco o la corsa.
1.4.2 Impostazione con alternative fornite
Alcune impostazioni vengono definite selezionando un'opzione da un elenco. Ecco un
esempio dell'elenco:
Il cursore viene posizionato sulla riga per SAW. Premendo INVIO in questa posizione, viene
attivata l'opzione SAW. Se si desidera selezionare un'altra opzione, posizionare il cursore
0460 949 279
- 11 -
© ESAB AB 2015

1 INTRODUZIONE
sulla riga corretta scorrendo in alto o in basso con la manopola di posizionamento. Quindi,
premere INVIO. Per uscire dall'elenco senza effettuare selezioni, premere QUIT (ESCI).
1.5 Tasti ESCI e INVIO
Il primo tasto funzione a destra viene utilizzato principalmente per uscire da un menu, ma a
volte può essere utilizzato per altre funzioni.
• Il tasto ESCI (QUIT) riporta al menu o all'immagine precedente.
• Premere INVIO comporta l'esecuzione di una scelta selezionata in un menu o in un
elenco.
Il tasto viene definito INVIO in questo manuale.
0460 949 279
- 12 -
© ESAB AB 2015

2 MENU
2 MENU
The control panel uses several different menus:
• Main menu
• Configuration menu
• Tools menu
• Weld data setting menu
• Measurements menu
• Weld data memory menu
• Fast mode menu
The menu trees are displayed in the "MENU STRUCTURE" appendix to this manual. During
start-up, a start-up screen containing information about the current program version is
displayed briefly.
Start-up screen
2.1 Menu principale
Il MENU PRINCIPALE consente di modificare il processo di saldatura, il tipo di filo, il metodo
di controllo, le dimensioni del filo, ecc.
Da questo menu è inoltre possibile accedere ad altri menu secondari.
0460 949 279
- 13 -
© ESAB AB 2015

2 MENU
2.1.1 Menu configurazione
Menu principale → Configurazione
Nel menu CONFIGURAZIONE è possibile cambiare la lingua, modificare la password,
effettuare impostazioni generali, introdurre regolazioni alla macchina, ecc. L'aspetto del
menu varia in funzione del tipo di generatore selezionato nella configurazione della
macchina.
2.1.2 Menu strumenti
Menu principale → Strumenti
Il menu STRUMENTI consente di trasferire file, visualizzare statistiche su qualità e
produzione e i registri eventi, ecc.
0460 949 279
- 14 -
© ESAB AB 2015

2 MENU
2.1.3 Menu impostazione dati saldatura
Menu principale →
Nel menu impostazioni dati saldatura (IMPOSTA) è possibile modificare vari parametri di
saldatura. L'aspetto del menu varia in funzione del processo di saldatura selezionato.
Un altro esempio del menu:
0460 949 279
- 15 -
© ESAB AB 2015

2 MENU
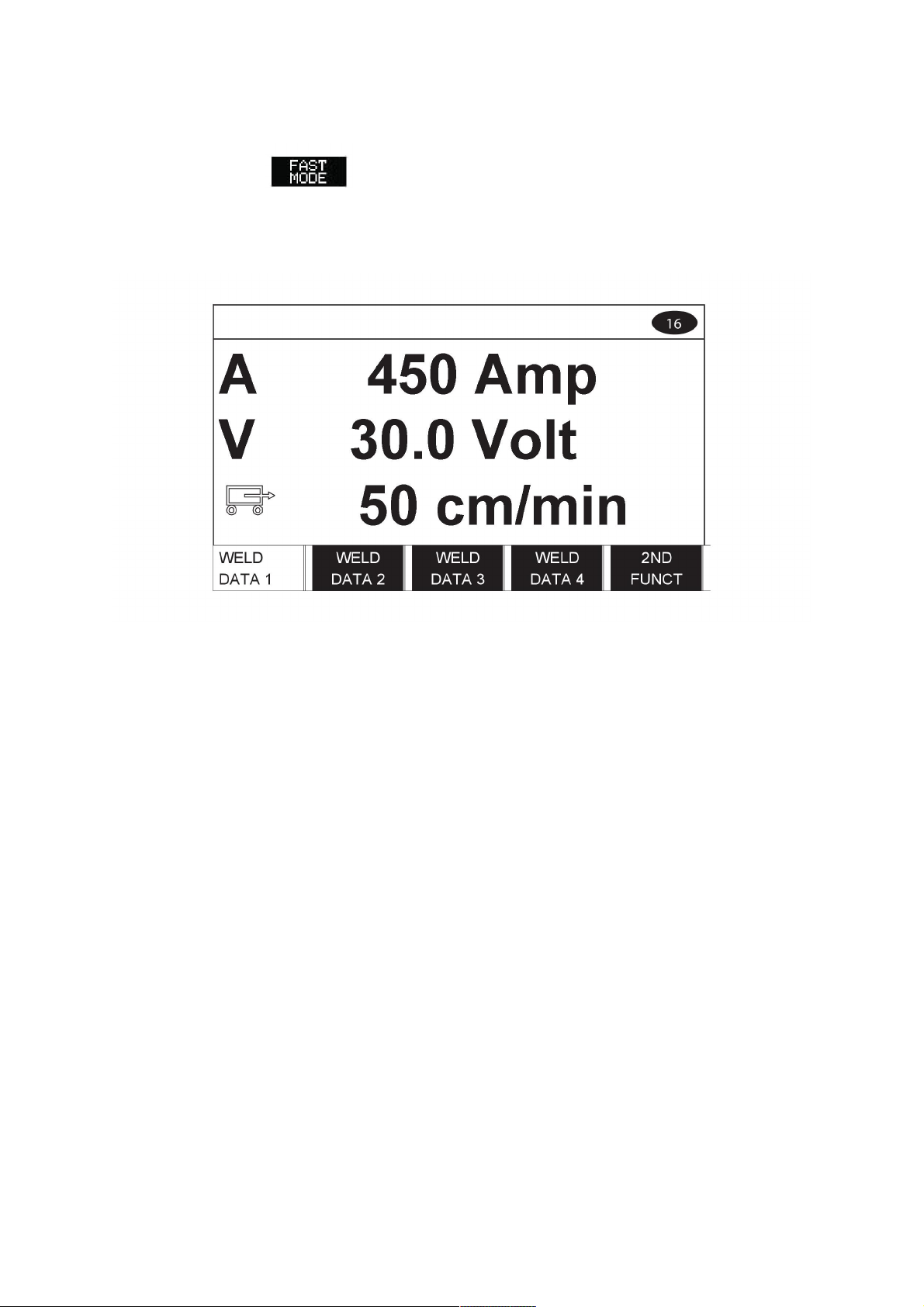
2.1.4 Menu misurazione
Menu principale →
Il menu MISURA consente di visualizzare i valori misurati dei vari parametri durante la
saldatura.
• A 450 AMP - Corrente di saldatura misurata
• 30,0 Volt - Tensione dell'arco misurata
• 50 cm/min - Velocità di avanzamento misurata
• 300 cm/min - Velocità del filo misurata
• 30 kJ/cm - Indica l'energia in rapporto alla lunghezza dell'unità di misura, ottenuta
utilizzando i valori selezionati per la corrente di saldatura, la tensione dell'arco e la
velocità di avanzamento.
• 300 cm/min - Velocità misurata di avanzamento a freddo del filo
I valori misurati rimangono visualizzati anche quando la saldatura è stata completata.
È possibile passare ad altri menu senza perdere i valori misurati.
Le manopole di regolazione possono essere utilizzate per modificare i parametri di saldatura
nella schermata misure.
0460 949 279
- 16 -
© ESAB AB 2015

2 MENU
Se il valore impostato viene modificato quando non è in corso una saldatura, la misura viene
azzerata.
Per l'attivazione, è abilitato un tasto funzione, ICE WF; vedere “Configurazione dei tasti
funzione”, pagina42. Quando il tasto è premuto, l'avanzamento a freddo del filo cambia
tramite la manopola di regolazione sinistra A. Se il tasto non è premuto, la manopola
influisce sulla corrente A.
Se il tasto funzione IMP. VALORI è attivo, nella schermata misure sarà possibile visualizzare
anche i valori impostati. Se entrambi i tasti, ICE WF e IMP. VALORI, sono attivi, è possibile
cambiare la velocità di avanzamento a freddo impostata per il filo. Per l'attivazione, vedere
“Configurazione dei tasti funzione”, pagina42.
• 300 cm/min - Velocità di avanzamento del filo impostata
• 20,0 Volt - Tensione dell'arco impostata
• 30 cm/min - Velocità di avanzamento impostata
2.1.5 Menu memoria dati saldatura
Menu principale →
Il menu MEMORIA DATI SALDATURA consente di memorizzare, richiamare, cancellare e
copiare i vari dati di saldatura impostati. Le serie di dati di saldatura possono essere
memorizzate in 255 locazioni di memoria differenti.
Per ulteriori informazioni, vedere “GESTIONE DELLA MEMORIA”, pagina30.
0460 949 279
- 17 -
© ESAB AB 2015
2 MENU
2.1.6 Menu modo rapido
Menu principale →
Il menu MODO RAPIDO consente di associare i tasti funzione alle posizioni di memoria dei
dati di saldatura. Tali impostazioni vengono regolate nel menu Configurazione. Il numero
delle locazioni di memoria selezionate viene visualizzato nell'angolo in alto a destra.
Per ulteriori informazioni, vedere “Tasti funzione del modo rapido”, pagina41.
0460 949 279
- 18 -
© ESAB AB 2015

3 SALDATURA AD ARCO SOMMERSO
3 SALDATURA AD ARCO SOMMERSO
Menu principale -> Procedimento
Durante la saldatura ad arco sommerso (SAW), un arco fonde un filo alimentato in modo
continuato. Il bagno di saldatura viene protetto mediante flusso.
Quando viene selezionato il processo SAW, è possibile scegliere tra due metodi impostando
METHOD (METODO) mediante la manopola di posizionamento e premendo INVIO.
Scegliere tra AC o DC.
Quando viene selezionato il processo SAW, è possibile scegliere tra tre metodi di controllo
impostando TIPO DI REGOLAZIONE mediante la manopola di posizionamento e premendo
INVIO. Scegliere tra la corrente di saldatura continua CA, l'avanzamento del filo costante CW
o la corrente continua CC (CCsi applica solo ad Aristo1000); per una spiegazione vedere
“CA, amperaggio costante”, pagina25, “CW, avanzamento del filo costante”, pagina
25 e “CC, corrente continua”, pagina25.
Se è selezionata l'opzione ICE WF, vedere “Avanzamento a freddo del filo”, pagina52, è
possibile selezionare solo il tipo di regolazione CW.
3.1 Regolazioni per la saldatura ad arco sommerso
Regolazioni Intervallo di regolazione Nelle fasi: Valore dopo
un reset
Tensione arco
1)
Corrente di saldatura1)(CA)
Velocità di trascinamento del
filo1)(CW)
Corrente continua
1) 3)
(CC)
Velocità avanzamento a freddo
del filo1)(CW)
Ritardo avvio a freddo del filo
(CW)
14 - 50 V 0,1 V (1 V) 30 V
0 - 3200 A 1 A 400 A
0 – 2500 cm/min 1 cm/min 300 cm/min
0 - 3200 A 1 A 400 A
0 – 2500 cm/min 1 cm/min 300 cm/min
1)
0 - 99,0 s 0,1 s 2,5 s
Velocità di avanzamento* 0 – 200 cm/min 1 cm/min 50 cm/min
Direzione di saldatura ▲-■ - ■
Frequenza AC 10 - 100 Hz 1 50 Hz
Bilanciamento AC 25 - 75% 1 50%
Deviazione AC -300 - +300 A/-10 - +10 V 1 A / 0,1 V 0
Dati iniziali
2)
Preflussaggio del flusso 0 - 99,0 s 0,1 s 0 s
0460 949 279
- 19 -
© ESAB AB 2015

3 SALDATURA AD ARCO SOMMERSO
Regolazioni Intervallo di regolazione Nelle fasi: Valore dopo
un reset
Tipo di avvio Diretto o per sfregamento - Diretto
Avvio micrometrico Velocità auto o impostata - Auto
Velocità avvio micrometrico 0 – 1000 cm/min 1 cm/min 20 cm/min
Fasi di avvio OFF oppure ON - OFF
Tensione a circuito aperto OFF oppure ON - OFF
Tensione massima a circuito
5 - 60 V 0,1 V 50 V
aperto
Dati finali
2)
Postflussaggio del flusso 0 - 99,0 s 0,1 s 0 s
Riempimento dei crateri OFF oppure ON - OFF
Tempo di riempimento crateri 0 -10 s 0,01 s 1 s
Tempo di bruciatura finale del
0 - 10 s 0,01 s 1 s
filo
Fasi di arresto OFF oppure ON - OFF
Parametri di controllo
Dinamica Auto o Impostazioni - Auto
Induttanza Auto o Impostazioni - Auto
Limiti di impostazione - - Limiti di misura - - -
1)
L'intervallo di impostazione dipende dal prodotto utilizzato.
2)
Il menu mostra le impostazioni relative al tipo di regolazione selezionata.
3)
Si applica solo ai generatori Aristo1000
0460 949 279
- 20 -
© ESAB AB 2015

4 SALDATURA AD ARCO METALLICO E GAS
4 SALDATURA AD ARCO METALLICO E GAS
Il processo è disponibile per determinati tipi di macchine.
Menu principale → Processo
Durante la saldatura ad arco metallico e gas (GMAW), un arco fonde un filo alimentato in
modo continuato. Il bagno di saldatura viene protetto dal gas di protezione.
Quando viene selezionato il processo di saldatura ad arco metallico e gas (GMAW), è
possibile scegliere tra due metodi di controllo contrassegnando TIPO DI REGOLAZIONE
mediante la manopola di posizionamento e premendo INVIO. Scegliere tra l'amperaggio
costante CA o l'avanzamento del filo costante CW; per una spiegazione vedere “CA,
amperaggio costante”, pagina25 e “CW, avanzamento del filo costante”, pagina25.
4.1 Impostazioni per la saldatura ad arco metallico e gas
Regolazioni Intervallo di regolazione Nelle fasi: Valore dopo
un reset
Tensione arco* 14 - 50 V 0,1 V (1 V) 30 V
Corrente di saldatura* (CA) 0 - 3200 A 1 A 400 A
Velocità di avanzamento del filo*
(CW)
Velocità di avanzamento* 0 – 200 cm/min 1 cm/min 50 cm/min
Direzione di saldatura ▲-■ - ■
Dati iniziali
Preflussaggio del gas 0 - 99,0 s 0,1 s 2,0 s
Tipo di avvio Diretto o per sfregamento - Diretto
Avvio micrometrico Velocità auto o impostata - Auto
Velocità avvio micrometrico 0 – 1000 cm/min 1 cm/min 20 cm/min
Fasi di avvio OFF oppure ON - OFF
Tensione a circuito aperto OFF oppure ON - OFF
Tensione massima a circuito
aperto
0 – 2500 cm/min 1 cm/min 300 cm/min
5 - 60 V 0,1 V 50 V
Dati finali
Postflussaggio del gas 0 - 99,0 s 0,1 s 2,0 s
Riempimento dei crateri OFF oppure ON - OFF
Tempo di riempimento crateri 0 -10 s 0,01 s 1 s
0460 949 279
- 21 -
© ESAB AB 2015

4 SALDATURA AD ARCO METALLICO E GAS
Regolazioni Intervallo di regolazione Nelle fasi: Valore dopo
un reset
Tempo di bruciatura finale del
0 - 10 s 0,01 s 1 s
filo
Fasi di arresto OFF oppure ON - OFF
Regolazione dinamica Valore Auto o Imposta - Auto
Limiti di impostazione - - Limiti di misura - - -
*) L'intervallo di impostazione dipende dal prodotto utilizzato.
0460 949 279
- 22 -
© ESAB AB 2015

5 GOUGING
5 GOUGING
Il processo è disponibile per determinati tipi di macchine.
Menu principale → Processo
Con la scriccatura Arc-air, viene utilizzato uno speciale elettrodo composto da un albero in
carbonio e un involucro in rame.
Tra l'albero in carbonio e il pezzo da lavorare si forma un arco che fonde il materiale. Il
materiale fuso viene rimosso mediante l'aria.
Quando viene selezionato il processo GOUGING (SCRICCATURA), è possibile scegliere tra
due metodi di controllo impostando TIPO DI REGOLAZIONE mediante la manopola di
posizionamento e premendo INVIO. Scegliere tra l'amperaggio costante CA o l'avanzamento
del filo costante CW; per una spiegazione vedere “CA, amperaggio costante”, pagina25 e
“CW, avanzamento del filo costante”, pagina25.
5.1 Impostazioni per la scriccatura
Regolazioni Intervallo di regolazione Nelle fasi: Valore dopo
un reset
Tensione arco* 14 - 50 V 0,1 V (1 V) 30 V
Corrente di saldatura* (CA) 0 - 3200 A 1 A 400 A
Velocità di avanzamento del filo*
(CW)
Velocità di avanzamento* 0 – 200 cm/min 1 cm/min 40 cm/min
Direzione di saldatura ▲-■ - ■
Dati iniziali
Preflussaggio dell'aria 0 - 99,0 s 0,1 s 0 s
Tipo di avvio Diretto o per sfregamento - Diretto
Avvio micrometrico Velocità auto o impostata - Auto
Velocità avvio micrometrico 0 – 1000 cm/min 1 cm/min 20 cm/min
Fasi di avvio OFF oppure ON - OFF
Tensione a circuito aperto OFF oppure ON - OFF
Tensione massima a circuito
aperto
0 – 2500 cm/min 1 cm/min 300 cm/min
5 - 60 V 0,1 V 50 V
Dati finali
Postflussaggio dell'aria 0 - 99,0 s 0,1 s 0 s
Riempimento dei crateri OFF oppure ON - OFF
0460 949 279
- 23 -
© ESAB AB 2015

5 GOUGING
Regolazioni Intervallo di regolazione Nelle fasi: Valore dopo
un reset
Tempo di riempimento crateri 0 -10 s 0,01 s 1 s
Tempo di bruciatura finale del
0 - 10 s 0,01 s 1 s
filo
Fasi di arresto OFF oppure ON - OFF
Regolazione dinamica Valore Auto o Imposta - Auto
Limiti di impostazione - - Limiti di misura - - -
*) L'intervallo di impostazione dipende dal prodotto utilizzato.
0460 949 279
- 24 -
© ESAB AB 2015

6 SPIEGAZIONE DELLE FUNZIONI
6 SPIEGAZIONE DELLE FUNZIONI
6.1 CA, amperaggio costante
L'avanzamento del filo è controllato dal generatore, in modo da poter ottenere un
amperaggio costante.
• Il valore della corrente continua è selezionabile nel menu principale.
6.2 CW, avanzamento del filo costante
La corrente di saldatura è un risultato della velocità di avanzamento del filo selezionata.
• L'avanzamento del filo costante può essere selezionato nel menu principale.
6.3 CC, corrente continua
(si applica solo al generatore Aristo 1000)
La tensione viene variata, in modo che possa essere raggiunta una corrente di saldatura
continua.
• Il valore della corrente continua è selezionabile nel menu principale.
Una velocità superiore del filo si traduce in una corrente di saldatura superiore.
6.4 Dimensioni del filo / elettrodo
La tabella a pagina 68 riporta le dimensioni selezionabili del filo / elettrodo.
Le dimensioni selezionate hanno un grande impatto sulla procedura di avvio e sul
riempimento dei crateri. In caso di saldatura con dimensioni del filo diverse da quelle
contenute nella tabella, selezionarne una con dimensioni vicine a quelle di una dell'elenco.
• Le dimensioni del filo / elettrodo sono selezionabili nel menu principale.
6.5 Tensione arco
Una tensione superiore dell'arco ne aumenta la lunghezza e produce un bagno di fusione più
ampio e a maggiore temperatura.
• La tensione dell'arco viene impostata nella schermata misure e nei menu impostazione
dati saldatura o modo rapido.
6.6 Velocità di trascinamento del filo
Regola la velocità di avanzamento necessaria per il filo di apporto espressa in cm/min. Una
velocità superiore del filo si traduce in una corrente di saldatura superiore.
• La velocità di avanzamento del filo viene impostata nella schermata misure e nei menu
impostazione dati saldatura o modo rapido.
6.7 Velocità avanzamento a freddo del filo (ICE)
La velocità dell'avanzamento a freddo del filo è utilizzata per impostare la velocità di
avanzamento (cm/min) del filo a freddo.
• La velocità dell'avanzamento a freddo del filo viene impostata nella schermata misure e
nei menu impostazione dati saldatura o modo rapido.
0460 949 279
- 25 -
© ESAB AB 2015

6 SPIEGAZIONE DELLE FUNZIONI
6.8 Ritardo avvio a freddo del filo (ICE)
Il ritardo dell'avvio a freddo del filo è utilizzato per indicare quanto tempo (s) dopo l'avvio
della saldatura può iniziare l'avanzamento del filo a freddo.
• Il ritardo dell'avvio a freddo del filo viene impostato nel menu impostazione dati saldatura.
6.9 Velocità di avanzamento
La velocità di avanzamento indica la velocità richiesta (cm/min) per il movimento della
colonna, del braccio o del carrello.
• La velocità di avanzamento viene impostata nella schermata misure e nei menu
impostazione dati saldatura o modo rapido.
6.10 Direzione di saldatura
Corsa nella direzione indicata dal simbolo.
• La direzione di saldatura viene selezionata nel menu impostazione dati saldatura.
6.11 Frequenza AC
(si applica solo al generatore Aristo 1000)
La frequenza AC si riferisce al numero di oscillazioni al secondo attraverso il livello zero.
• La frequenza AC viene selezionata nel menu impostazione dati saldatura.
6.12 Bilanciamento AC
(si applica solo al generatore Aristo 1000)
Il bilanciamento AC rappresenta il rapporto tra gli impulsi positivi (+) e negativi (-). Il valore
impostato indica il periodo in percentuale in cui l'impulso si mantiene nella sezione positiva.
• Il bilanciamento AC viene selezionato nel menu impostazione dati saldatura.
6.13 Deviazione AC
(si applica solo al generatore Aristo 1000)
Con la deviazione AC, il livello AC viene compensato in positivo o in negativo in rapporto al
livello zero.
• La deviazione AC viene selezionata nel menu impostazione dati saldatura.
6.14 Preflussaggio del flusso (SAW)
Controlla il tempo durante il quale il flusso fluisce prima dell'innesco dell'arco.
• Il preflussaggio del flusso viene impostato nel menu impostazione dati saldatura, in Dati
iniziali.
6.15 Preflussaggio del gas (GMAW)
La regolazione del preflussaggio del gas controlla la durata del flusso del gas di protezione
prima dell'innesco dell'arco.
• Il preflussaggio del gas viene impostato nel menu impostazione dati saldatura, in Dati
iniziali.
0460 949 279
- 26 -
© ESAB AB 2015

6 SPIEGAZIONE DELLE FUNZIONI
6.16 Preflussaggio dell'aria (scriccatura)
Controlla il tempo durante il quale l'aria fluisce prima dell'innesco dell'arco.
• Il preflussaggio dell'aria viene impostato nel menu impostazione dati saldatura, in Dati
iniziali.
6.17 Tipo di avvio
Vi sono due opzioni disponibili per il tipo di avvio:
• Avvio diretto, in cui la velocità di avanzamento ha inizio quando l'arco viene innescato.
• Avvio per sfregamento, in cui la velocità di avanzamento ha inizio in contemporanea con
l'avanzamento del filo.
• Il tipo di avvio viene selezionato nel menu impostazione dati saldatura, in Dati iniziali.
6.18 Avvio micrometrico
L'avvio micrometrico viene utilizzato per impostare la velocità micrometrica desiderata sul
motore dell'elettrodo all'avvio.
Se, ad esempio, viene impostato il valore 50 nel menu, si ottiene una velocità micrometrica
di 50 cm/min.
Il valore preimpostato "AUTO" fornisce una velocità micrometrica calcolata in base ai valori
impostati.
• La velocità micrometrica viene impostata nel menu impostazione dati saldatura, in Dati
iniziali.
6.19 Fasi di avvio
In caso di saldatura di materiali o fili speciali, può essere necessario creare una sequenza di
avvio personalizzata. Tale sequenza di avvio può influire sull'aspetto del bagno di saldatura.
Per la fase 1 di avvio ON possono essere
impostati i seguenti elementi:
• Tempo s
Durata di saldatura per la fase 1.
• Tensione arco %
Percentuale della tensione impostata
• Avanzamento del filo %
Percentuale di avanzamento del filo
impostata
• Corrente di saldatura %
Percentuale della corrente di saldatura
impostata
• Velocità di avanzamento %
Percentuale della velocità di
avanzamento impostata
Per la fase 2 di avvio ON possono essere
impostati i seguenti elementi:
• Tempo s
Durata di saldatura per la fase 2.
• Tensione arco %
Percentuale della tensione impostata
• Avanzamento del filo %
Percentuale di avanzamento del filo
impostata
• Corrente di saldatura %
Percentuale della corrente di saldatura
impostata
• Velocità di avanzamento %
Percentuale della velocità di
avanzamento impostata
• Le fasi di avvio vengono impostate nel menu impostazione dati saldatura, in Dati iniziali.
6.20 Tensione max a circuito aperto (OCV)
ON indica che è possibile impostare l'OCV.
OFF indica che l'OCV viene impostata al valore stabilito per la tensione di saldatura.
0460 949 279
- 27 -
© ESAB AB 2015

6 SPIEGAZIONE DELLE FUNZIONI
• L'OCV viene impostata nel menu impostazione dati saldatura, in Dati iniziali.
6.21 Postflussaggio del flusso (SAW)
Controlla il tempo durante il quale avviene il flussaggio del flusso dopo l'estinzione dell'arco.
• Il postflussaggio del flusso viene impostato nel menu impostazione dati saldatura, in Dati
finali.
6.22 Postflussaggio del gas (GMAW)
La regolazione del postflussaggio del gas controlla la durata del flusso del gas protettivo
dopo l'estinzione dell'arco.
• Il postflussaggio del gas viene impostato nel menu impostazione dati saldatura, in Dati
finali.
6.23 Postflussaggio dell'aria (scriccatura)
Controlla il tempo durante il quale avviene il flussaggio dell'aria dopo l'estinzione dell'arco.
• Il postflussaggio dell'aria viene impostato nel menu impostazione dati saldatura, in Dati
finali.
6.24 Riempimento dei crateri
La funzione di riempimento dei crateri riduce in modo controllato il calore e le dimensioni
possibili del bagno di saldatura durante il completamento di quest'ultima, agevolando
l'eliminazione della porosità, la screpolatura termica e la formazione di crateri nel giunto
saldato.
• Il riempimento dei crateri viene impostato nel menu impostazione dati saldatura, in Dati
finali.
6.25 Tempo di bruciatura finale del filo
Il tempo di bruciatura finale del filo rappresenta il ritardo fra il momento in cui il filo inizia a
rallentare e quello in cui il generatore disattiva la tensione dell'arco. Un tempo di bruciatura
finale del filo troppo breve causa un inceppamento del filo di apporto, che rischia di bloccarsi
nel bagno di fusione in solidificazione. Un tempo di bruciatura finale del filo troppo lungo
riduce il rischio di inceppamento, ma aumenta quello relativo alla scarica elettrica dell'arco
sulla punta di contatto del filo.
• Il tempo di bruciatura finale del filo viene impostato nel menu impostazione dati saldatura,
in Dati finali.
6.26 Fasi di arresto
Le fasi di arresto vengono utilizzate principalmente per l'impostazione del riempimento dei
crateri.
0460 949 279
- 28 -
© ESAB AB 2015

6 SPIEGAZIONE DELLE FUNZIONI
Per la fase 1 di arresto ON possono
essere impostati i seguenti elementi:
• Tempo s
Durata di saldatura per la fase 1.
• Tensione arco %
Percentuale della tensione impostata
• Avanzamento del filo %
Percentuale di avanzamento del filo
impostata
• Corrente di saldatura %
Percentuale della corrente di saldatura
impostata
• Velocità di avanzamento %
Percentuale della velocità di
avanzamento impostata
• Le fasi di arresto vengono impostate nel menu impostazione dati saldatura, in Dati finali.
Per la fase 2 di arresto ON possono
essere impostati i seguenti elementi:
• Tempo s
Durata di saldatura per la fase 2.
• Tensione arco %
Percentuale della tensione impostata
• Avanzamento del filo %
Percentuale di avanzamento del filo
impostata
• Corrente di saldatura %
Percentuale della corrente di saldatura
impostata
• Velocità di avanzamento %
Percentuale della velocità di
avanzamento impostata
6.27 Regolazione dinamica
La funzione di regolazione dinamica, sviluppata per la saldatura di elettrodi multipli, altera le
caratteristiche del generatore. Le caratteristiche del generatore vengono calcolate dai dati
impostati del filo.
• La regolazione dinamica viene selezionata nel menu impostazione dati saldatura.
6.28 Parametri di controllo
In alcune applicazioni, la funzione Control parameters (Parametri di controllo) viene
visualizzata al posto di Dynamic Control (Controllo dinamico). È necessario regolare due
impostazioni in Parametri di controllo:
• Dinamica: influisce sulle caratteristiche dinamiche
• Induttanza: valori superiori causano un bagno di fusione più ampio e un minor numero di
gocce di saldatura. Valori inferiori producono un arco più stabile e concentrato e una
rumorosità superiore.
• I parametri di controllo vengono selezionati nel menu impostazione dati saldatura.
6.29 Limiti di impostazione
Per informazioni sui limiti di impostazione, vedere “Editor limiti impostazione”, pagina63.
6.30 Limiti di misura
Per informazioni sui parametri di misurazione, vedere “Editor limiti misura”, pagina64.
0460 949 279
- 29 -
© ESAB AB 2015

7 GESTIONE DELLA MEMORIA
7 GESTIONE DELLA MEMORIA
7.1 Modalità di funzionamento del pannello di controllo
Il pannello di controllo può essere suddiviso in due unità: la memoria operativa e la memoria
dei dati di saldatura.
Memorizzazione
Memoria operativa
Nella memoria operativa viene creato un set completo di regolazioni per i dati di saldatura
memorizzabili nella memoria dei dati di saldatura.
Durante la saldatura, il processo è sempre controllato dai dati contenuti nella memoria
operativa. È quindi possibile richiamare dalla memoria dei dati di saldatura alla memoria
operativa l'impostazione di un dato di saldatura.
Si noti che la memoria operativa contiene sempre le regolazioni più recenti dei dati di
saldatura. Questi dati possono essere richiamati dalla memoria dei dati di saldatura oppure
modificati singolarmente. In altri termini, la memoria operativa non è mai vuota o "azzerata".
Menu principale → MEMORIA → Memoria dati
Richiamo
Memoria dati di saldatura
Nel pannello di controllo è possibile memorizzare fino a 255 serie di dati di saldatura, a
ciascuna delle quali viene assegnato un numero compreso tra 1 e 255.
È inoltre possibile cancellare, copiare, modificare e rinominare serie di dati e richiamare dalla
memoria operativa una serie di dati di saldatura.
0460 949 279
- 30 -
© ESAB AB 2015

7 GESTIONE DELLA MEMORIA
7.2 Memorizzazione
Se la memoria dei dati di saldatura è vuota, sul display compare la schermata mostrata di
seguito.
Memorizzazione di un set di dati di saldatura, cui viene assegnata la locazione di memoria
n. 5. Premere MEM.
Viene visualizzata la locazione 1. Ruotare una delle manopole di regolazione fino a
raggiungere la posizione 5. Premere MEM.
Sul display compare la schermata seguente.
La serie di dati di saldatura viene memorizzata come n. 5.
Parti del contenuto della serie di dati di saldatura n. 5 vengono presentate in fondo allo
schermo.
0460 949 279
- 31 -
© ESAB AB 2015

7 GESTIONE DELLA MEMORIA
Se una serie di dati è già stata memorizzata nella locazione selezionata, verrà richiesto se si
desidera sovrascriverla scegliendo SÌ o NO.
Ritornare al menu memoria premendo il tasto NO.
7.3 Richiamo
Passiamo ora a come richiamare una serie di dati memorizzati:
Contrassegnare la riga utilizzando la manopola di posizionamento. Premere RICHIAMA.
0460 949 279
- 32 -
© ESAB AB 2015

7 GESTIONE DELLA MEMORIA
Premere SÌ per confermare che si desidera richiamare il set di dati numero 5.
Sul display nell'angolo in alto a destra viene visualizzata un'icona con il numero della
posizione di memoria richiamato.
7.4 Cancellazione
Il menu memoria permette di cancellare una o più serie di dati.
Cancellare una serie di dati. Selezionare la serie di dati. Premere CANCELLA.
0460 949 279
- 33 -
© ESAB AB 2015

7 GESTIONE DELLA MEMORIA
Premere SÌ per confermare che si intende effettuare l'eliminazione.
7.5 Copia
Per copiare il contenuto di una serie di dati di saldatura in una nuova locazione di memoria,
procedere nel modo seguente:
Premere 2ND FUNCT. (2A FUNZ.)
0460 949 279
- 34 -
© ESAB AB 2015

7 GESTIONE DELLA MEMORIA
Selezionare la locazione di memoria che si desidera copiare e premere COPIA.
Verrà ora copiato nella locazione 50 il contenuto della locazione di memoria 5.
Selezionare la locazione di memoria 1 e scorrere usando una delle manopole di regolazione
per raggiungere la locazione di memoria selezionata; in questo caso, la 50. Premere SÌ.
Le impostazioni dei dati di saldatura n. 5 sono state correttamente copiate nella locazione di
memoria n. 50.
0460 949 279
- 35 -
© ESAB AB 2015

7 GESTIONE DELLA MEMORIA
7.6 Assegnazione nome
Per fornire a una serie memorizzata di dati di saldatura un nome personalizzato, procedere
nel modo seguente:
Premere 2ND FUNCT. (2A FUNZ.) Selezionare la locazione di memoria che si desidera
rinominare e premere RINOMINA.
Si avrà accesso a una tastiera utilizzabile nel modo seguente:
• Posizionare il cursore sul carattere desiderato della tastiera utilizzando le frecce e la
manopola di posizionamento. Premere FINE. Digitare in questo modo una stringa di
testo completa, formata da un massimo di 40 caratteri.
• Premere FINE per salvare in memoria. L'alternativa di cui si è indicato il nome apparirà
sull'elenco.
0460 949 279
- 36 -
© ESAB AB 2015
7 GESTIONE DELLA MEMORIA
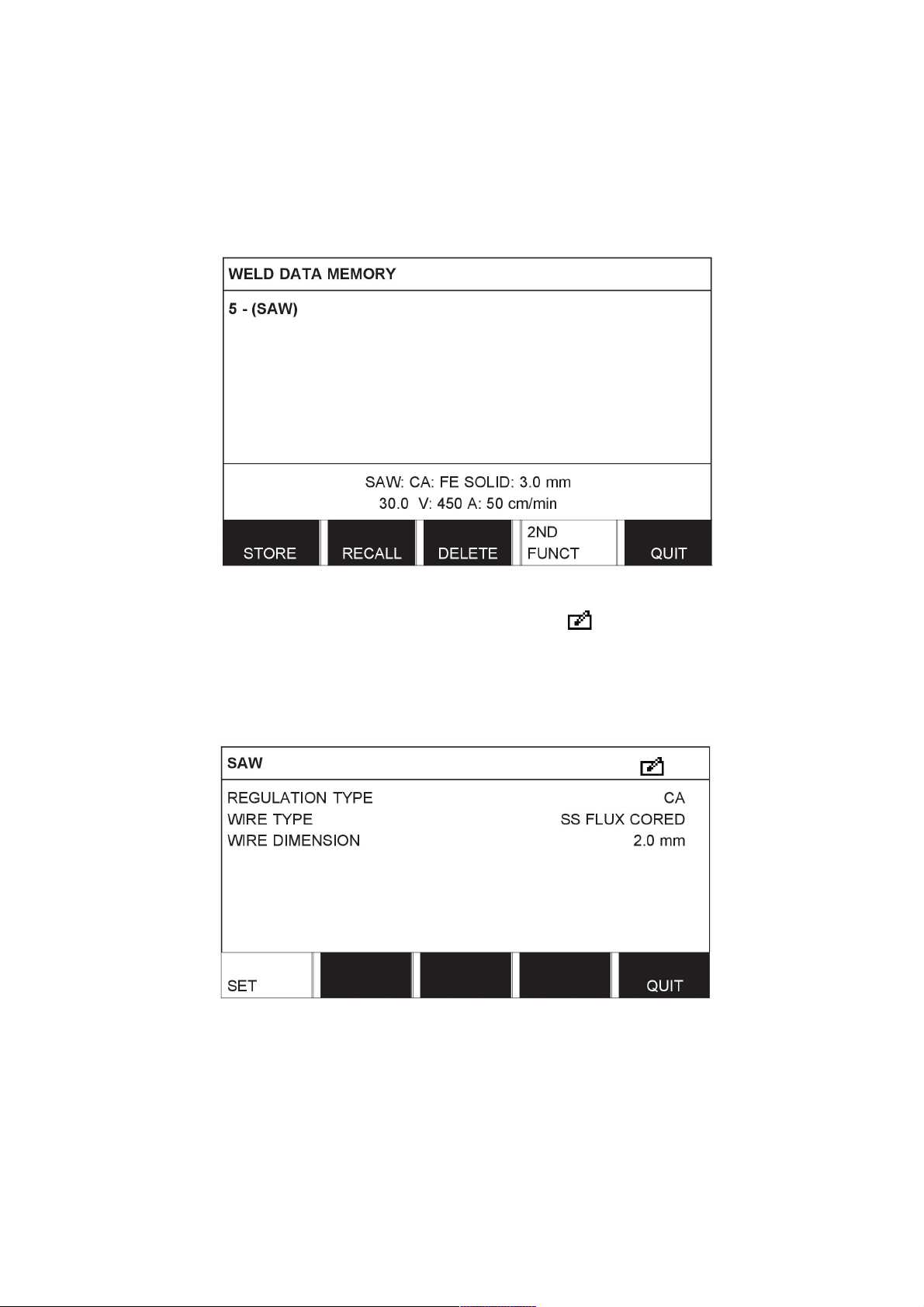
7.7 Modifica
Per modificare il contenuto di una serie di dati di saldatura, procedere nel modo seguente:
Premere 2ND FUNCT. (2A FUNZ.) Selezionare la locazione di memoria che si desidera
modificare e premere MODIF.
Verrà visualizzata parte del menu principale, con il simbolo a indicare l'avvenuta
selezione della modalità di modifica.
Premere IMPOSTA ed effettuare le modifiche richieste. 7
0460 949 279
- 37 -
© ESAB AB 2015

7 GESTIONE DELLA MEMORIA
Verrà visualizzato il seguente menu:
In questo esempio modifichiamo la corrente di saldatura da 400 a 500 A.
Selezionare la corrente di saldatura e scorrere fino a 500 utilizzando una delle manopole di
regolazione.
Premere due volte ESCI.
L'impostazione per i dati di saldatura n. 5 è stata modificata e memorizzata.
0460 949 279
- 38 -
© ESAB AB 2015

8 MENU CONFIGURAZIONE
8 MENU CONFIGURAZIONE
Menu principale → Menu Configurazione
Questo menu contiene i seguenti menu secondari:
• Lingua, vedere “Scelta della lingua”, pagina7.
• Funzione di blocco, vedere “Codice di blocco”, pagina39.
• Configurazione generale, vedere “Configurazione generale”, pagina40.
• Configurazione macchina, vedere “Configurazione della macchina”, pagina44.
• Lunghezze cavo, vedere “Lunghezze cavo (si applica solo ai generatori LAF e TAF)”,
pagina54.
• Manutenzione, vedere “Manutenzione”, pagina55.
• Valori misura fattore filtro, vedere “Valori misura fattore filtro”, pagina55.
8.1 Codice di blocco
Menu principale → Menu Configurazione → Funzione di blocco
Quando la funzione di blocco è abilitata e ci si trova nei menu schermata misure o nel modo
rapido, per uscire da tali menu è necessaria una password (codice di blocco).
Il codice di blocco viene abilitato nel menu configurazione.
8.1.1 Stato codice di blocco
Lo stato codice di blocco permette di abilitare/disabilitare la funzione di blocco senza
cancellare il codice di blocco esistente nel caso in cui si disabiliti la funzione. Se non viene
memorizzato alcun codice di blocco e si tenta di abilitare tale funzione, verrà visualizzata una
tastiera, con la quale immettere un nuovo codice di blocco.
Uscita dallo stato di blocco
0460 949 279
- 39 -
© ESAB AB 2015

8 MENU CONFIGURAZIONE
Quando ci si trova nella schermata delle misure o nel menu modo rapido e la funzione di
blocco è disattivata, è possibile uscire dai menu senza restrizioni premendo i tasti ESCI o
MENU per tornare al menu principale.
Se la funzione è attivata e si tenta di uscire dai menu, viene visualizzato il messaggio
mostrato di seguito, che segnala la presenza della protezione mediante il codice di blocco.
PREMERE INVIO PER IL CODICE DI BLOCCO...
A questo punto è possibile selezionare QUIT (ESCI) per tornare al menu precedente oppure
premere INVIO e digitare il codice di blocco.
Si passerà al menu contenente la tastiera, in cui immettere il codice. Premere INVIO dopo
ciascun carattere e confermare il codice premendo nuovamente INVIO.
A questo punto compare la seguente casella di testo:
UNITÀ SBLOCCATA!
Se il codice di blocco immesso è errato, compare un messaggio di errore che offre la
possibilità di riprovare o ritornare al menu originale (ai menu schermata misure o modo
rapido).
Se il codice è corretto, verranno rimossi tutti i blocchi agli altri menu, nonostante il codice
di blocco rimanga attivo. Ciò significa che è possibile uscire temporaneamente dai menu
schermata misure e modo rapido, pur mantenendo lo stato di blocco una volti ritornati in tali
menu.
8.1.2 Specifica/modifica codice di blocco
In specifica/modifica codice di blocco è possibile modificare un codice di blocco esistente o
immetterne uno nuovo. Un codice di blocco può essere composto da un massimo di 16
caratteri o cifre.
8.2 Configurazione generale
Menu principale → Menu Configurazione → Configurazione generale
In questo menu è possibile impostare:
• Tasti funzione del modo rapido, vedere “Tasti funzione del modo rapido”, pagina41
• Registro dati qualità su file, vedere “Registro dati qualità su file”, pagina42
• Impostazione tasti funzione, vedere “Configurazione dei tasti funzione”, pagina42
• Memorizzazione automatica dei dati di saldatura, vedere “Modalità salvataggio
automatico”, pagina44
• Unità di lunghezza, vedere “Unità di misura”, pagina9
0460 949 279
- 40 -
© ESAB AB 2015
8 MENU CONFIGURAZIONE
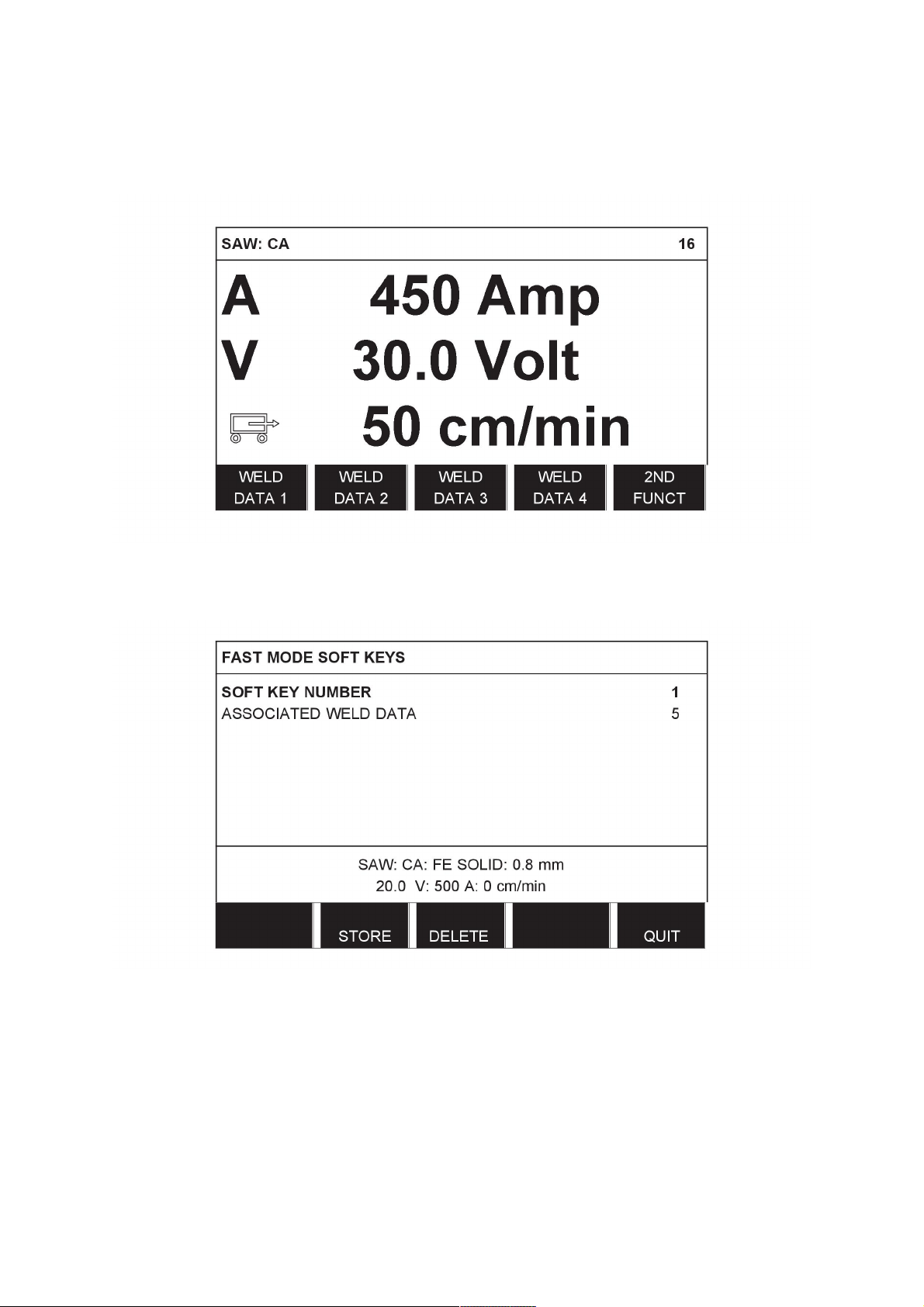
8.2.1 Tasti funzione del modo rapido
Nel menu modo rapido sono presenti i tasti funzione "WELD DATA 1" (DATI SALDATURA 1)
– "WELD DATA 4" (DATI SALDATURA 4).
Vengono configurati nel modo seguente:
Posizionare il cursore sulla riga NUMERO TASTO.
I tasti sono numerati da 1 a 4 da sinistra a destra. Selezionare il tasto desiderato immettendo
il relativo numero utilizzando le manopole di regolazione.
Quindi passare alla riga successiva, N. MEMORIA ASSOCIATA. Qui è possibile scorrere le
impostazioni dei dati di saldatura salvate nella memoria dei dati di saldatura. Selezionare il
numero dei dati di saldatura desiderato utilizzando le manopole di regolazione. Premere
STORE (MEMORIZZA) per salvare in memoria. Per eliminare il set memorizzato, premere
CANCELLA.
0460 949 279
- 41 -
© ESAB AB 2015

8 MENU CONFIGURAZIONE
8.2.2 Registro dati qualità su file
Nel menu REGISTRO DATI QUAL. SU FILE è possibile attivare il registro premendo ON.
Per ulteriori informazioni sulle impostazioni per la funzione di qualità, vedere “Fattori
qualità”, pagina66.
8.2.3 Configurazione dei tasti funzione
I tasti funzione del pannello di controllo sono già stati descritti. Quando effettua saldature ad
arco sommerso (SAW) o ad arco metallico e gas (GMAW), l'utente ha la possibilità di
impostare la funzione di tali tasti da un elenco di opzioni impostate. Esistono otto tasti
funzione a cui è possibile assegnare una funzione.
Le opzioni disponibili sono le seguenti:
• Nessuna
• Gas / Flusso
• Impostazioni
Nel menu di misurazione vengono visualizzati i valori di riferimento impostati invece dei
valori misurati.
• Relè 2
Consente di impostare l'uscita relè 2 sulla scheda di circuito del motore, che può essere
utilizzata per qualsiasi funzione.
• Direzione
• I/O remoto
Utilizzato per controllare il PEK e un generatore di saldatura tramite un'unità I/O esterna.
• Asse esterno
Da attivare in presenza di un'unità I/O esterna per controllare ad esempio un letto di rulli.
• Tandem
Utilizzato in caso di saldatura con due teste.
• Avvio a freddo del filo (ICE)
Utilizzato quando viene alimentato filo non sotto tensione nel bagno di saldatura e la
velocità del filo freddo deve essere indicata sul display.
0460 949 279
- 42 -
© ESAB AB 2015

8 MENU CONFIGURAZIONE
Nella schermata del display sono presenti due colonne; una per i TASTI FUNZIONE e una
per la FUNZIONE.
Quando si assegnano funzioni a questi tasti, vengono numerate da sinistra nel modo
seguente:
Per assegnare una nuova funzione a un tasto funzione, procedere nel modo seguente:
Posizionare il cursore sulla riga con il numero del tasto funzione che si desidera utilizzare e
premere INVIO. Un menu pop-up mostra le selezioni delle funzioni. Selezionare mediante la
manopola di posizionamento e premere INVIO.
Agli altri tasti è possibile assegnare una nuova funzione nello stesso modo, associando un
numero tasto nella colonna di sinistra a una delle funzioni nella colonna di destra.
0460 949 279
- 43 -
© ESAB AB 2015

8 MENU CONFIGURAZIONE
8.2.4 Modalità salvataggio automatico
Quando si è richiamata una serie di dati di saldatura da una locazione della memoria dei dati
di saldatura e si modificano le impostazioni, le variazioni vengono salvate nella memoria
operativa all'arresto della saldatura nell'ultima locazione di memoria richiamata.
Salvando manualmente i dati di saldatura in una locazione di memoria si blocca il successivo
salvataggio automatico.
La locazione di memoria in cui sono salvati i dati di saldatura è visualizzata nell'angolo
superiore destro della schermata misure.
8.3 Configurazione della macchina
Menu principale → Menu Configurazione → Configurazione macchina
In questo menu è possibile impostare:
• Codice prodotto, vedere “Codice prodotto”, pagina44
• Asse trainafilo, vedere “Asse trainafilo”, pagina45
• (Cold wire feed axis) Asse avanzamento a freddo del filo, vedere “Asse avvio a freddo
del filo (ICE)”, pagina46
• Asse avanzamento, vedere “Asse di avanzamento”, pagina46
• Outer axis (Asse esterno), vedere “Asse esterno”, pagina46
• Tandem, vedere “Tandem per generatori LAF e TAF”, pagina47 e “Tandem per il
generatore Aristo 1000”, pagina50
• Parallel power sources (Generatori in parallelo), vedere “Generatori in parallelo (si
applica solo ai generatori Aristo 1000)”, pagina51
• Avanz. filo ICE, vedere “Avanzamento a freddo del filo”, pagina52
• Polarità, vedere “Polarità (si applica solo al generatore Aristo 1000)”, pagina53
• Impostazioni ID nodo, vedere “Impostazioni ID nodo (si applica solo al generatore Aristo
1000)”, pagina54
• Informazioni di sistema, vedere “Informazioni di sistema (si applica solo al generatore
Aristo 1000)”, pagina54
8.3.1 Codice prodotto
Nel menu CODICE PRODOTTO è possibile selezionare la saldatrice automatica, la colonna
e il braccio, il letto di rulli o il posizionatore da utilizzare.
In fase di selezione di un codice prodotto, il tipo di motore corretto e il rapporto di riduzione
per il cambio utilizzato nel prodotto interessato vengono selezionati automaticamente.
0460 949 279
- 44 -
© ESAB AB 2015

8 MENU CONFIGURAZIONE
È possibile selezionare le seguenti opzioni:
• A2TFJ1
Saldatrice automatica con trattore A2 per la saldatura ad arco sommerso (SAW)
• A2TGJ1
Saldatrice automatica con trattore A2 per la saldatura ad arco metallico e gas schermato
(GMAW)
• A6TFF1
Saldatrice automatica con trattore A6 per la saldatura ad arco sommerso (SAW)
• MTW600
Saldatrice automatica con trattore A6 per la saldatura ad arco sommerso (SAW)
• FREE 2 AXIS
Configurazione opzionale per il collegamento di 2 motori alla scheda dell'attuatore. Uno
per l'avanzamento del filo e uno per la corsa.
• FREE 3 AXIS
Configurazione opzionale per il collegamento di letti di rulli esterni, posizionatori o assi
lineari, così come per 2 motori alla scheda dell'attuatore. Uno per l'avanzamento del filo
e uno per la corsa.
8.3.2 Asse trainafilo
Il motore trainafilo viene impostato automaticamente in base alle tabelle in basso.
A2TFJ1 A2TGJ1 A6TFF1 MTW600
Motore 5035 38
giri/min
Rapporto 1 49:1 49:1 156:1 24:1
Rapporto 2 1:1 1:1 1:1 1:1
Diametro rulli di
49 mm 49 mm 49 mm 30 mm
avanzamento
Sensore impulsi 28 ppr 28 ppr 32 ppr 28 ppr
Velocità manuale
150 cm/min 150 cm/min 150 cm/min 150 cm/min
bassa
Velocità manuale alta 300 cm/min 300 cm/min 300 cm/min 300 cm/min
FREE 2 AXIS FREE 3 AXIS
Motore VEC 4000 VEC 4000
Rapporto 1 156:1 156:1
Rapporto 2 1:1 1:1
5035 68
giri/min
VEC4000 FHP258
Diametro rulli di
49 mm 49 mm
avanzamento
Sensore impulsi 32 ppr 32 ppr
Velocità manuale bassa 150 cm/min 150 cm/min
Velocità manuale alta 300 cm/min 300 cm/min
0460 949 279
- 45 -
© ESAB AB 2015

8 MENU CONFIGURAZIONE
8.3.3 Asse avvio a freddo del filo (ICE)
FREE 2 AXIS FREE 3 AXIS
Motore VEC 4000 VEC 4000
Rapporto 1 156:1 156:1
Rapporto 2 1:1 1:1
Diametro rulli di
49 mm 49 mm
avanzamento
Sensore impulsi 32 ppr 32 ppr
Velocità manuale bassa 150 cm/min 150 cm/min
Velocità manuale alta 300 cm/min 300 cm/min
8.3.4 Asse di avanzamento
Il motore di avanzamento viene impostato automaticamente in base alle tabelle in basso.
A2TFJ1 A2TGJ1 A6TFF1 MTW600
Motore 4030-350 4030-350 FHP258 FHP258
Rapporto 1 375:10 375:10 24:1 75:2
Rapporto 2 51:1 51:1 51:1 51:1
Diametro ruota 158 mm 158 mm 180 mm 158 mm
Sensore impulsi 60 ppr 60 ppr 28 ppr 60 ppr
Velocità manuale alta 200 cm/min 200 cm/min 200 cm/min 200 cm/min
FREE 2 AXIS FREE 3 AXIS
Motore VEC 4000 VEC 4000
Rapporto 1 312:1 312:1
Rapporto 2 1:1 1:1
Diametro ruota 65 mm 65 mm
Sensore impulsi 32 ppr 32 ppr
Velocità manuale alta 200 cm/min 200 cm/min
8.3.5 Asse esterno
In fase di collegamento di un letto di rulli esterno, di un posizionatore o di un asse lineare,
selezionare FREE 3 AXIS.
Con questa selezione, il motore viene impostato automaticamente in base alle tabelle in
basso.
Letto di rulli Lineare Posizionatore
Rapporto 1 560:1 560:1 560:1
Rapporto 2 111:22 111:22 111:22
Rapporto 3 1:1 1:1 1:1
Diametro ruota 160 mm 160 mm 160 mm
Sensore impulsi 30 ppr 30 ppr 30 ppr
Velocità manuale alta 200 cm/min 200 cm/min 200 cm/min
Rapporto di frequenza 85:50 85:50 85:50
Motore 2000 giri/min 2000 giri/min 2000 giri/min
0460 949 279
- 46 -
© ESAB AB 2015

8 MENU CONFIGURAZIONE
Diametro saldatura 1000 mm - 1000 mm
Diametro rullo 1000 mm - -
8.3.6 Tandem per generatori LAF e TAF
Utilizzato in caso di saldatura con due teste.
Posizionare il cursore sulla riga TANDEM e premere INVIO. Selezionare ON utilizzando la
manopola di posizionamento e premere INVIO.
Al fine di saldare con due teste di saldatura, è necessario impostare la funzione DEVIAZ.
TESTA SALD.
La deviazione testa saldatura rappresenta la distanza in millimetri tra le teste di saldatura.
Quando si specifica la distanza tra la testa di saldatura TESTA 1 e la testa di saldatura
CODA 2, il valore viene ricalcolato dall'unità di controllo a un intervallo di tempo compreso tra
l'avvio della testa di saldatura 1 e della testa di saldatura 2.
Il tempo che l'unità di controllo è in grado di calcolare per la distanza tra l'avvio e l'arresto dei
generatori di saldatura è al massimo di 65 secondi. Ciò significa che, ad esempio,
specificando 50 cm/min, è possibile immettere 2000 mm come deviazione testa saldatura
massima. In questo modo, tale periodo di tempo non verrà trascorso prima che la testa di
saldatura 2 abbia raggiunto il punto di avvio.
CODA TESTA
0460 949 279
DEVIAZIONE TESTA
SALDATURA
- 47 -
© ESAB AB 2015

8 MENU CONFIGURAZIONE
NOTA!Assicurarsi che entrambe le unità di controllo presentino le stesse impostazioni per
DEVIAZ. TESTA SALD. e specificare la stessa velocità di avanzamento. L'unità di controllo
"Master" deve essere assegnata alla testa, mentre l'unità di controllo "Slave" alla coda. La
corsa viene sempre controllata dall'unità "Master".
Specificare i valori da saldare con le due teste di saldatura nel modo seguente:
Posizionare il cursore sulla riga TESTA DI SALDATURA. Selezionare se l'impostazione
deve essere applicata all'unità di controllo "Master" (TESTA) o alla "Slave" (CODA).
• Posizionare il cursore sulla riga DEVIAZ. TESTA SALD. e indicare la distanza tra le due
teste di saldatura.
Esempio, I/O ON
Testa di saldatura 2 (slave)
CODA
Testa di saldatura 1
(master)
TESTA
DEVIAZIONE TESTA
SALDATURA
•
Premere Start, per la testa di saldatura1.
• La testa di saldatura1 inizia a saldare.
• La testa di saldatura2 inizia a saldare soltanto quando la testa di saldatura1 raggiunge
la posizione di avvio (la distanza impostata in DEVIAZ. TESTA SALD.).
•
Premere Stop, per la testa di saldatura1.
0460 949 279
- 48 -
© ESAB AB 2015

8 MENU CONFIGURAZIONE
• La testa di saldatura1 arresta la saldatura mentre la corsa continua.
• La testa di saldatura2 arresta la saldatura soltanto una volta raggiunto il punto in cui
anche l'apparecchio1 ha arrestato la saldatura (la distanza impostata in DEVIAZ. TESTA
SALD.).
• La saldatura è completa.
Esempio, I/O OFF
Testa di saldatura 2 (slave)
CODA
Testa di saldatura 1
(master)
TESTA
DEVIAZIONE TESTA
SALDATURA
•
Premere Start per la testa di saldatura1 e la testa di saldatura2
contemporaneamente.
• La testa di saldatura1 inizia a saldare.
• La testa di saldatura2 inizia a saldare soltanto quando la testa di saldatura1 raggiunge
la posizione di avvio (la distanza impostata in DEVIAZ. TESTA SALD.).
•
Premere Stop per la testa di saldatura1 e la testa di saldatura2
contemporaneamente.
• La testa di saldatura1 arresta la saldatura mentre la corsa continua.
• La testa di saldatura2 arresta la saldatura soltanto una volta raggiunto il punto in cui
anche l'apparecchio1 ha arrestato la saldatura (la distanza impostata in DEVIAZ. TESTA
SALD.).
• La saldatura è completa.
0460 949 279
- 49 -
© ESAB AB 2015

8 MENU CONFIGURAZIONE
8.3.7 Tandem per il generatore Aristo 1000
Utilizzato in caso di saldatura con due o più teste. Ciascuna testa di saldatura è controllata
dalla rispettiva unità di controllo (PEK).
Posizionare il cursore sulla riga TANDEM e premere INVIO. Selezionare ON utilizzando la
manopola di posizionamento e premere INVIO.
Viene selezionata la testa di saldatura anteriore.
Viene selezionata la testa di saldatura posteriore.
TESTA DI SALDATURA
Selezionare se la testa di saldatura debba essere anteriore (HEAD) o posteriore (TAIL).
AC SYNC MASTER
Un generatore in un sistema tandem deve essere impostato come master
sincronizzazioneAC se si utilizza la saldatura ACsincronizzata. Preferibilmente il primo
generatore di saldaturaAC deve essere impostato come master sincronizzazioneAC.
CONTROLLO CORSA
Selezionare se la testa di saldatura debba controllare o meno la corsa. Entrambe le teste di
saldatura, anteriore e posteriore, possono controllare la corsa, ma solo una alla volta.
AVVIO SALD. SINCRONIZ.
Se viene selezionato ON, è necessario avviare l'unità di controllo solo per la testa di
saldatura anteriore. La testa posteriore viene avviata automaticamente. Se viene
selezionato OFF, tutte le teste di saldatura devono essere avviate mediante la relativa unità
di controllo.
0460 949 279
- 50 -
© ESAB AB 2015

8 MENU CONFIGURAZIONE
SALDAT. AC SINCRONIZ.
In caso di saldatura AC sincronizzata, la frequenza, il bilanciamento e gli impulsi AC
vengono sincronizzati agli stessi valori per tutte le teste di saldatura nel sistema tandem.
DEVIAZIONE TESTA SALDATURA
La deviazione testa saldatura rappresenta la distanza in millimetri tra le teste di saldatura. La
deviazione della testa di saldatura deve essere sempre impostata, indipendentemente dalla
selezione o meno dell'avvio con saldatura sincronizzata. Se viene selezionato un avvio con
saldatura non sincronizzata, la deviazione viene utilizzata per calcolare un ritardo per l'avvio
della saldatura sulla testata di saldatura di coda.
CODA TESTA
DEVIAZIONE TESTA
SALDATURA
MODULAZ. A SPOSTAM. DI FASE (si applica solo alla saldatura AC)
Lo spostamento di fase indica una deviazione di fase in rapporto alla testa di saldatura
anteriore. L'unità è espressa in gradi.
8.3.8 Generatori in parallelo (si applica solo ai generatori Aristo 1000)
Per poter impostare due generatori in parallelo, solo i due generatori da collegare devono
avere l'alimentazione inserita ed essere attivi sul busCAN2.
0460 949 279
- 51 -
© ESAB AB 2015

8 MENU CONFIGURAZIONE
Eseguire l'impostazione in parallelo dei generatori nel modo seguente:
1. Impostare la funzione PARALLEL POWER SOURCES (GENERATORI IN PARALLELO)
su ON.
2. Impostare Parallel couple ID (ID coppia in parallelo). La prima coppia in parallelo viene
impostata su 1, la successiva coppia su 2 e così via.
3. Selezionare la riga di menu Connect with slave (Collega a slave) e premere Invio.
Viene visualizzato il messaggio "Connect" (Collegamento).
4. Premere nuovamente Invio.
Quando i generatori Master e Slave sono collegati, viene visualizzato il messaggio
"Connected" (Collegato).
8.3.9 Avanzamento a freddo del filo
L'opzione ICE WIRE FEED (ON) (AVANZAMENTO FILO A FREDDO (ON)) può essere
selezionata nel menu di configurazione della macchina. Se si seleziona l'avanzamento a
freddo del filo, viene visualizzata l'opzione ICE WIRE FEED AXIS (ASSE AVANZAMENTO
FILO A FREDDO).
0460 949 279
- 52 -
© ESAB AB 2015

8 MENU CONFIGURAZIONE
Le impostazioni dell'asse di avanzamento a freddo del filo devono essere identiche a quelle
dell'asse di avanzamento filo.
• Il motore viene selezionato da un elenco a discesa con le opzioni seguenti:
• INGRANAGGIO 1 deve essere impostato su ON. Il valore non può essere OFF
• INGRANAGGIO 2 deve essere impostato su ON, ma è possibile selezionare OFF
• I valori N1 e N2 sotto Rapporto 1 e 2 sono impostati con una delle tre manopole di
regolazione in fondo al pannello. L'intervallo per N1 e N2 dipende dal motore selezionato.
• Il diametro dei rulli di trascinamento (FEED ROLLER DIAM) viene selezionato con una
qualsiasi delle manopole di regolazione. L'intervallo dipende dal motore selezionato.
• L'encoder per gli impulsi (ENCODER-PULSES) viene selezionato con una qualsiasi delle
manopole di regolazione. L'intervallo va da 1 a 9998 ppr (ppr = impulsi per giro).
• L'opzione VEL MANUALE BASSA viene selezionata con una delle manopole di
regolazione. L'intervallo va da 1 a 1000 cm/min.
• VEL MANUALE ALTA viene selezionata con una delle manopole di regolazione.
L'intervallo va da 1 a 5000 cm/min.
8.3.10 Polarità (si applica solo al generatore Aristo 1000)
Nel menu POLARITÀ è possibile impostare la polarità di saldatura.
• Per la saldatura con polarità positiva sul filo e polarità negativa sul pezzo da saldare,
selezionare la polarità "positiva".
• Per la saldatura con polarità negativa sul filo e polarità positiva sul pezzo da saldare,
selezionare la polarità "negativa".
0460 949 279
- 53 -
© ESAB AB 2015

8 MENU CONFIGURAZIONE
8.3.11 Impostazioni ID nodo (si applica solo al generatore Aristo 1000)
In presenza di nodi di I/O nel sistema, qui vengono forniti i numeri di ID.
8.3.12 Informazioni di sistema (si applica solo al generatore Aristo 1000)
Il menu SYSTEM INFORMATION (Informazioni di sistema) mostra i generatori attivi
collegati tramite il busCAN2, se i generatori sono in tandem o in parallelo e se vengono
configurati come Master o Slave.
8.4 Lunghezze cavo (si applica solo ai generatori LAF e TAF)
La tensione dell'arco è influenzata dall'impedenza nei cavi di saldatura. L'impedenza è
influenzata dalla lunghezza e dall'area dei cavi, così come da come vengono instradati. Si
tratta di un fattore estremamente importante durante la saldatura CA.
La compensazione per il calo di tensione in presenza di cavi lunghi viene conservata qualora
venga specificata la lunghezza effettiva dei cavi.
La lunghezza totale del cavo (cavo di saldatura e connettore inclusi) deve essere rispettata.
Nota! in caso di utilizzo di due cavi, le rispettive aree devono essere combinate.
Questa funzione è attiva durante il processo di avvio, prima che il generatore venga regolato
su un valore di misura.
Se è stato selezionato "OCV MAX", la funzione non è attiva.
0460 949 279
- 54 -
© ESAB AB 2015

8 MENU CONFIGURAZIONE
8.5 Manutenzione
Menu principale → Menu Configurazione → Manutenzione
In questo menu viene impostato con che frequenza dovrà essere sostituita la punta di
contatto. Specificare il numero di avviamenti di saldatura trascorsi i quali la punta deve
essere sostituita selezionando la riga INTERV. CAMBIO PUNTA DI CONTATTO e premendo
INVIO. Modificare il valore utilizzando le manopole di regolazione. Una volta superato
l'intervallo, nel registro degli errori verrà visualizzato il codice 54.
Quando si seleziona LIMITE TEMPO TOT. FUNZ.MENTO al posto del numero di
avviamenti, viene contattato un tecnico di manutenzione autorizzato ESAB.
8.6 Valori misura fattore filtro
Menu principale → Menu Configurazione → Valori misura fattore filtro
Questo menu offre un fattore di filtro da applicare ai valori di misura della corrente di
saldatura. Più alto è il valore del fattore di filtro scelto, maggiormente stabile sarà il valore di
misura della corrente di saldatura. È possibile scegliere tra fattori di filtro 1, 2 e 4.
Posizionare il cursore sulla riga VALORI MISURA FATTORE FILTRO e premere INVIO.
Viene visualizzato un menu pop-up in cui sono riportati i fattori di filtro UNO, DUE e
QUATTRO. Selezionare il fattore di filtro preferito utilizzando la manopola di posizionamento
e premere INVIO.
0460 949 279
- 55 -
© ESAB AB 2015

9 STRUMENTI
9 STRUMENTI
Menu principale → Strumenti
Questo menu contiene i seguenti menu secondari:
• Gestione evento, vedere “Gestione evento”, pagina56.
• Esporta/Importa, vedere “Esporta/Importa”, pagina60.
• File manager, vedere “File manager”, pagina60.
• Modifica limiti di impostazione, vedere “Editor limiti impostazione”, pagina63.
• Modifica limiti di misura, vedere “Editor limiti misura”, pagina64.
• Statistiche produzione, vedere “Statistiche di produzione”, pagina65.
• Funzioni di qualità, vedere “Fattori qualità”, pagina66.
• Calendario, vedere “Calendario”, pagina67.
• Account utente, vedere “Account utente”, pagina67.
• Informazioni unità, vedere “Informazioni unità”, pagina69.
9.1 Gestione evento
Menu principale → Strumenti → Gestione evento
I codici di gestione dei guasti servono per indicare che si è verificato un errore nel processo
di saldatura. L'indicazione nel display avviene mediante un menu pop-up e un punto
esclamativo nell'angolo superiore destro del display.
Nota! scompare dal display non appena viene aperto il menu registro eventi.
Il menu Gestione evento include due sottomenu, Registro eventi (vedere “Registro eventi”,
pagina56) e Errori attivi (vedere “Errori attivi”, pagina57).
9.1.1 Registro eventi
Menu principale → Strumenti → Gestione evento → Registro eventi
Tutti gli errori che si verificano mentre l'apparecchio di saldatura è in uso sono documentati
sotto forma di messaggi di errore nel registro errori. È possibile salvare fino a 99 messaggi di
errore. Se il registro è pieno, vale a dire se sono già stati salvati 99 messaggi di errore,
quando si verifica un nuovo errore il messaggio più vecchio viene cancellato
automaticamente.
0460 949 279
- 56 -
© ESAB AB 2015

9 STRUMENTI
Nel registro errori sono contenute le seguenti informazioni:
• Il numero dell'errore
• Il giorno in cui si è verificato l'errore
• L'ora in cui si è verificato l'errore
• Il gruppo in cui si è verificato l'errore (vedere “ID gruppo”, pagina57)
• Il codice di gestione dell'errore (vedere “Descrizione dei codici di gestione dei guasti”,
pagina58)
9.1.2 Errori attivi
Menu principale → Strumenti → Gestione evento → Errori attivi
Il menu Errori attivi mostra solo gli errori attivi correnti.
9.1.3 ID gruppo
Spiegazione degli ID gruppo per i generatori LAF e TAF:
2= generatore
6= avanzamento filo e corsa (scheda motore)
8= pannello di controllo
Nota! L'ID gruppo specificato sopra si applica ai generatori LAF e TAF e offre un esempio
di ID gruppo per Aristo1000, poiché i nodi nell'applicazione Aristo1000 potrebbero avere
numeri ID diversi, in base alla configurazione dell'attrezzatura.
0460 949 279
- 57 -
© ESAB AB 2015

9 STRUMENTI
9.1.4 Descrizione dei codici di gestione dei guasti
I codici di gestione dei guasti che gli utenti possono correggere da soli sono riportati di
seguito. Se appare un codice diverso, riavviare la macchina e, se l'errore persiste, contattare
un tecnico dell'assistenza.
Codice di errore Descrizione
LAF, TAF Aristo 1000
6 4201, 4202,
4203
Temperatura alta
Il generatore si è surriscaldato e annulla la saldatura. La
saldatura viene consentita non appena la temperatura scende
sotto il parametro temperatura massima.
Intervento: controllare che gli ingressi e le uscite dell'aria di
raffreddamento non siano ostruiti da residui di sporcizia.
Controllare il tempo caldo di saldatura in uso per verificare che
l'apparecchio non sia sovraccarico. Se l'errore persiste, rivolgersi
a un tecnico dell'assistenza.
7 Corrente di saldatura bassa
L'arco di saldatura è stato arrestato a causa di una corrente di
saldatura troppo bassa durante il processo di saldatura.
Intervento: Viene ripristinata al successivo avvio della saldatura.
Se l'errore persiste, rivolgersi a un tecnico dell'assistenza.
8 Tensione batteria bassa
La tensione della batteria è troppo bassa. Se non si sostituisce la
batteria, tutti i dati memorizzati andranno persi. Questo errore
non disabilita alcuna funzione.
Intervento: rivolgersi a un tecnico addetto alla manutenzione per
la sostituzione della batteria.
11 8411
codice
secondario
0
Errore di velocità su un motore, (avanzamento del filo, corsa)
Un motore non riesce a mantenere la propria velocità. La
saldatura si arresta.
Intervento: controllare che il gruppo trainafilo non sia ostruito e
che non scorra troppo velocemente. Se l'errore persiste,
rivolgersi a un tecnico dell'assistenza.
12 Errore interno di comunicazione (attenzione)
Il carico istantaneo sul bus CAN del sistema è troppo elevato. Il
generatore potrebbe aver perso il contatto con l'unità di controllo.
Intervento: controllare che tutti gli apparecchi siano collegati
correttamente. Se l'errore persiste, rivolgersi a un tecnico
dell'assistenza.
0460 949 279
- 58 -
© ESAB AB 2015

9 STRUMENTI
14 Errore di comunicazione
Il bus CAN del sistema ha temporaneamente smesso di
funzionare a causa di un carico eccessivo. Il processo di
saldatura in corso si arresta.
Intervento: controllare che tutti gli apparecchi siano collegati
correttamente. Disinserire l'alimentazione elettrica per ripristinare
il gruppo. Se l'errore persiste, rivolgersi a un tecnico
dell'assistenza.
17 8117 Perdita di contatto con il gruppo
Perdita di contatto con un gruppo.
Intervento: controllare il cablaggio e il connettore tra l'unità di
controllo e il generatore. Se l'errore persiste, rivolgersi a un
tecnico dell'assistenza.
Codice di errore Descrizione
LAF, TAF Aristo 1000
32 Nessun flusso di gas
Impossibile avviare.
Intervento: controllare la valvola, i tubi e i connettori del gas.
43 Corrente di saldatura alta
Il generatore ha arrestato il processo di saldatura a causa del
superamento della corrente del parametro corrente massima per
il generatore.
Intervento: Viene ripristinata al successivo avvio della saldatura.
Se l'errore persiste, rivolgersi a un tecnico dell'assistenza.
44 Pausa avvio corrente di saldatura
Il processo di saldatura si è arrestato dato che non è avanzato
entro 10 secondi.
Intervento: Viene ripristinata al successivo avvio della saldatura.
Se l'errore persiste, rivolgersi a un tecnico dell'assistenza.
168, 169 8411
codice
secondario
1
Il motore si è arrestato.
Non sono presenti impulsi provenienti dal trasduttore del motore.
Per LAF e TAF: 168=MotoreM1(motoreavanzamentofilo),
169=MotoreM2(corsa)
0460 949 279
Intervento: Controllare i cavi del motore. Sostituire il trasduttore
a impulsi.
2310 Saturazione servomeccanismo corrente
Il generatore ha erogato temporaneamente la corrente massima.
Intervento: Se l'errore persiste, tentare di ridurre i dati di
saldatura.
- 59 -
© ESAB AB 2015

9 STRUMENTI
3205 Tensione CC alta
Intervento: Controllare se la tensione di rete è troppo bassa o
troppo alta.
5010 Induttanza alta
L'induttanza è troppo alta, in base ai cavi di saldatura lunghi e/o
ai dati di saldatura elevati.
Intervento: Tentare di regolare i dati di saldatura.
9.2 Esporta/Importa
Menu principale → Strumenti → Esporta/Importa
Nel menu Esporta/Importa, è possibile trasferire le informazioni dal/al pannello di controllo
mediante una memoria USB.
È possibile trasferire le seguenti informazioni:
• Dati di saldatura Esporta/Importa
• Impostazioni di sistema Esporta/Importa
• Limiti di impostazione Esporta/Importa
• Limiti di misura Esporta/Importa
• Registro errori Esporta
• Registro funzioni di qualità Esporta
• Statistiche di produzione Esporta
Eseguire le seguenti operazioni per salvare su una memoria USB:
Inserire la memoria USB nell'unità di controllo.
Selezionare la riga con le informazioni da trasferire. Premere ESPORTA o IMPORTA a
seconda se si desidera esportare o importare le informazioni.
9.3 File manager
Menu principale → Strumenti → File manager
Nel file manager è possibile gestire le informazioni su una memoria USB (C:\). File manager
consente di eliminare e copiare manualmente i dati di saldatura e i dati di qualità.
Quando viene collegata la memoria USB, il display mostra la cartella predefinita della
memoria se non ne è stata precedentemente selezionata una.
0460 949 279
- 60 -
© ESAB AB 2015

9 STRUMENTI
Il pannello di controllo ricorda l'ultima posizione selezionata dall'utente nell'ultimo utilizzo del
file manager, consentendo di ricominciare esattamente da quella posizione.
• Al fine di determinare lo spazio di memorizzazione disponibile in memoria, utilizzare la
funzione INFO.
• Aggiornare le informazioni premendo AGG.RNA.
• Se si desidera eliminare, modificare un nome, creare una nuova cartella, copiare o
incollare, premere ALT. Apparirà un elenco da cui effettuare una scelta. Se viene
selezionato (..) o una cartella, sarà possibile solo creare una nuova cartella o incollare un
file precedentemente copiato. Se è stato selezionato un file, le opzioni RINOMINA,
COPIA o INCOLLA verranno aggiunte qualora sia stato precedentemente copiato un file.
Selezionare una cartella o un file e premere ALT.
Questo elenco viene visualizzato una volta premuto ALT.
9.3.1 Eliminazione di un file o di una cartella
Selezionare il file o la cartella da eliminare e premere ALT.
Selezionare CANCELLA e premere INVIO.
0460 949 279
- 61 -
© ESAB AB 2015

9 STRUMENTI
Il file/la cartella viene eliminato/a. Per poter essere eliminata, una cartella deve essere vuota,
pertanto eliminare prima tutti i file contenuti all'interno.
9.3.2 Rinomina di un file/una cartella
Selezionare il file o la cartella da rinominare e premere ALT.
Selezionare RINOMINA e premere INVIO.
Sul display compare una tastiera. Utilizzare la manopola di posizionamento per cambiare
riga e i tasti freccia per spostarsi a sinistra e a destra. Selezionare il carattere/la funzione da
utilizzare e premere INVIO.
9.3.3 Creazione di una nuova cartella
Selezionare la posizione della nuova cartella e premere ALT.
Selezionare NUOVA CARTELLA e premere INVIO.
Sul display compare una tastiera. Utilizzare la manopola di posizionamento per cambiare
riga e i tasti freccia per spostarsi a sinistra e a destra. Selezionare il carattere/la funzione da
utilizzare e premere INVIO.
9.3.4 Copiare e incollare file
Selezionare il file da copiare e premere ALT.
Selezionare COPIA e premere INVIO.
0460 949 279
- 62 -
© ESAB AB 2015

9 STRUMENTI
Posizionare il cursore nella cartella in cui deve essere posizionato il file copiato e premere
ALT.
Selezionare INCOLLA e premere INVIO.
La copia viene salvata come Copy of + nome originale, ad esempio Copy of WeldData.awd.
9.4 Editor limiti impostazione
Menu principale → Strumenti → Editor limiti impostazione
In questo menu è possibile impostare i valori max e min personalizzati per vari metodi di
saldatura. I limiti non possono risultare superiori o inferiori ai valori per i quali è stato
progettato il generatore. Vi sono 50 punti di memorizzazione. Selezionare la riga per un
punto di memorizzazione vuoto e premere INVIO. Selezionare il processo premendo INVIO
e il processo di saldatura utilizzando la manopola di posizionamento, quindi premere INVIO.
I valori massimi e minimi per tensione dell'arco, velocità avanzamento filo, velocità di
avanzamento e corrente di saldatura sono selezionabili per tutti i processi.
0460 949 279
- 63 -
© ESAB AB 2015

9 STRUMENTI
Dopo aver regolato i valori, premere STORE (MEMORIZZA). Quando viene chiesto se il
valore limite deve essere salvato nel punto di memorizzazione selezionato, premere NO o
SÌ. I valori del punto di memorizzazione sono visualizzati sotto la riga inferiore.
Con il tasto funzione AUTO, i parametri vengono impostati automaticamente in base ai
parametri utilizzati più di recente.
Quando viene richiesto se i limiti di impostazione devono essere impostati automaticamente,
premere NO o SÌ, quindi premere MEM. se l'impostazione deve essere conservata.
9.5 Editor limiti misura
Menu principale → Strumenti → Editor limiti misura
In questo menu è possibile impostare i valori di misura personalizzati per i vari metodi di
saldatura. Vi sono 50 punti di memorizzazione. Selezionare la riga per un punto di
memorizzazione vuoto e premere INVIO. Selezionare il processo premendo INVIO e il
processo di saldatura utilizzando la manopola di posizionamento, quindi premere INVIO.
È possibile selezionare i seguenti valori:
• tensione dell'arco: min, max
• velocità dell'avanzamento del filo: min, max
• corrente di saldatura: min, max
• velocità di avanzamento: min, max
• energia per lunghezza unità: min, max
Impostare il valore desiderato utilizzando le manopole di regolazione e premere MEM.
0460 949 279
- 64 -
© ESAB AB 2015

9 STRUMENTI
Nella casella di dialogo, verrà chiesto se si desidera memorizzare il punto di
memorizzazione selezionato. Premere SÌ per salvare il valore. I valori del punto di
memorizzazione sono visualizzati sotto la riga inferiore.
Con il tasto funzione AUTO, i parametri vengono impostati automaticamente in base ai valori
di misura utilizzati più di recente.
Quando viene richiesto se i valori di misura devono essere impostati automaticamente,
premere NO o SÌ, quindi premere MEM. se l'impostazione deve essere conservata.
9.6 Statistiche di produzione
Menu principale → Strumenti → Statistiche produzione
Le statistiche di produzione tengono traccia della durata complessiva degli archi, del volume
totale di materiale utilizzato e del numero di saldature eseguite dall'ultimo reset. Esse
consentono inoltre di risalire alla durata dell'arco e alla quantità di materiale utilizzato per
l'ultima saldatura. Per fini informativi, vengono visualizzati anche il materiale del filo fuso per
unità di lunghezza calcolato e quando è avvenuto il reset più recente.
0460 949 279
- 65 -
© ESAB AB 2015

9 STRUMENTI
Quando si preme RESET, tutti i contatori vengono azzerati. La data e l'ora mostrano il reset
più recente.
Se non si effettua il reset dei contatori, tale operazione viene effettuata automaticamente
quando uno di essi raggiunge il valore massimo.
Valore massimo dei contatori
Tempo 999 ore, 59 minuti, 59 secondi
Peso 13350000 grammi
Quantità 65535
9.7 Fattori qualità
Menu principale → Strumenti → Funzioni di qualità
I fattori qualità tengono traccia di una serie di dati di saldatura utili per le singole saldature.
Le funzioni in questione sono:
• Ora di inizio della saldatura.
• Durata della saldatura.
• Corrente massima, minima e media durante la saldatura.
• Tensione massima, minima e media durante la saldatura.
• Energia massima, minima e media per unità di lunghezza durante la saldatura.
Il numero di saldature dal reset più recente viene visualizzato nella riga in fondo. Nelle
informazioni possono essere memorizzate circa 100 saldature. Una volta superate le 100
saldature, la prima verrà sovrascritta.
La saldatura registrata più di recente verrà visualizzata sul display, pur essendo possibile
scorrere tra le altre saldature. Quando si preme RESET tutti i registri vengono eliminati.
9.7.1 Memorizzazione dei dati di qualità
Menu principale → Strumenti → Esporta/Importa
I file prodotti nel pannello di controllo vengono memorizzati come file xml. La memoria USB
deve essere formattata come FAT32 per funzionare correttamente.
Inserire una memoria USB nel pannello di controllo, vedere “File manager”, pagina60.
Selezionare REGISTRO FUNZIONI DI QUALITÀ, premere ESPORTA.
0460 949 279
- 66 -
© ESAB AB 2015

9 STRUMENTI
L'intera serie di dati di qualità (informazioni sulle 100 saldature più recenti) memorizzata nel
pannello di controllo viene salvata nella memoria USB.
Il file è contenuto in una cartella denominata QData, generata automaticamente quando si
inserisce una memoria USB.
9.8 Calendario
Menu principale → Strumenti → Calendario
Qui vengono impostate la data e l'ora.
Selezionare la riga da impostare: anno, mese, giorno, ora, minuti e secondi. Impostare il
valore corretto mediante una delle manopole di regolazione. Premere IMPOSTA.
9.9 Account utente
Menu principale → Strumenti → Account utenti
In alcuni casi risulta particolarmente importante da una prospettiva qualitativa impedire che il
prodotto possa essere utilizzato da parti non autorizzate.
In questo menu viene registrato il nome utente, il livello account e la password.
0460 949 279
- 67 -
© ESAB AB 2015

9 STRUMENTI
Selezionare NOME UTENTE, quindi premere INVIO. Scorrere in basso fino a una riga vuota
e premere INVIO. Digitare un nuovo nome utente sulla tastiera usando la manopola di
posizionamento, le frecce ed INVIO.
Lo spazio a disposizione consente la creazione di 16 account utente. Nei file dei dati di
qualità risulterà evidente quali utenti hanno eseguito una particolare saldatura.
In ACCOUNT LEVEL (LIVELLO ACCOUNT), selezionare tra:
• Amministratore
accesso totale (può aggiungere nuovi utenti)
• Utente senior
può avere accesso a tutto tranne:
○ configurazione della macchina
○ account utenti
○ impostazioni di rete
• Utente normale
può avere accesso:
○ Nel menu di configurazione:
– Manutenzione
○ Nel menu strumenti:
– Informazioni unità
○ Nel menu di regolazione:
– Tensione
– Corrente / avanzamento del filo
– Velocità di avanzamento
– Direzione di saldatura
Nella riga PASSWORD, digitare una password con la tastiera. Una volta attivati il generatore
e il pannello di controllo, sul display apparirà la richiesta di immissione della propria
password.
Se si sceglie di non utilizzare questa funzione, in modo da non bloccare il generatore e il
pannello di controllo a tutti gli utenti, selezionare OFF per ACCOUNT UTENTI.
0460 949 279
- 68 -
© ESAB AB 2015

9 STRUMENTI
9.10 Informazioni unità
Menu principale → Strumenti → Informazioni unità
Questo menu consente di visualizzare le seguenti informazioni:
• ID macchina
• ID nodo (relativo agli ID nodo specificati di seguito, vedere “ID gruppo”, pagina57)
2 = Generatore
6 = avanzamento del filo e corsa (scheda motore)
8 = Pannello di controllo
• Versione software
0460 949 279
- 69 -
© ESAB AB 2015

STRUTTURA DEI MENU
STRUTTURA DEI MENU
SAW
1) The setting range is dependent on the product used.
2) The menu shows the settings that belong to the selected regulation type.
0460 949 279
- 70 -
© ESAB AB 2015

STRUTTURA DEI MENU
GMAW
* The setting range is dependent on the product used.
0460 949 279
- 71 -
© ESAB AB 2015

STRUTTURA DEI MENU
GOUGING
* The setting range is dependent on the product used.
0460 949 279
- 72 -
© ESAB AB 2015

STRUTTURA DEI MENU
Configuration
Language
Code lock
CONFIGURATION
General configuration
• fast mode soft buttons
• quality data log to file
• soft keys setup
• auto save mode
• unit of length
Machine configuration
• product code
• wire feed axis
• ice wire feed axis
• travel axis
• outer axis
• tandem
• parallel power sources
• ice wire feed
• polarity
• node ID settings
• system information
Cable lengths
Maintenance
• contact tip change interval
• total running time limit
Measure–values filter factor
0460 949 279
- 73 -
© ESAB AB 2015

STRUTTURA DEI MENU
Tools
Event handling
• Event log
• Active errors
TOOLS
Export/import
• weld data sets
• system settings
• setting limits
• measure limits
• error log
• quality function log
• production statistics
File manager
Setting limit editor
Measure limit editor
Production statistics
Quality functions
Calendar
User accounts
Unit information
0460 949 279
- 74 -
© ESAB AB 2015

DIAMETRO FILO
DIAMETRO FILO
Submerged arc welding with constant ampere (SAW CA)
Wire type Wire diameter (mm)
Fe Solid 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
Fe Solid Twin 2x0,8 2x1,0 2x1,2 2x1,6 2x2,0 2x2,4 2x3,0 2x4,0 2x5,0
Fe Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0
Fe Flux Cored Twin 2x0,8 2x1,0 2x1,2 2x1,6 2x2,0 2x2,4 2x3,0 2x4,0
SS Solid 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
SS Solid Twin 2x0,8 2x1,0 2x1,2 2x1,6 2x2,0 2x2,4 2x3,0 2x3,2 2x4,0
SS Strip 30 x 0,5 60 x 0,5 90 x 0,5
SS Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
SS Flux Cored Twin 2x0,8 2x1,0 2x1,2 2x1,6 2x2,0 2x2,4 2x3,0 2x3,2 2x4,0
MIG/MAG welding with constant ampere (GMAW CA)
Wire type Wire diameter (mm)
Fe Solid 0.8 1.0 1.2 1.6 2.0 2.4
Fe Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
SS Solid 0.8 1.0 1.2 1.6 2.0 2.4
SS Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
Al Solid 0.8 1.0 1.2 1.6 2.0 2.4
Al Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
Gouging with constant ampere (CA)
Electrode dimension (mm)
8.0 9.5 13.0
0460 949 279
- 75 -
© ESAB AB 2015

NUMERI DI ORDINAZIONE
NUMERI DI ORDINAZIONE
Ordering no. Denomination
0460 504 880
0460 949 270
0460 949 271
0460 949 272
0460 949 273
0460 949 274
0460 949 275
0460 949 276
0460 949 277
0460 949 278
0460 949 279
0460 949 280
0460 949 281
0460 949 282
0460 949 283
Control unit PEK
Instruction manual SE
Instruction manual DK
Instruction manual NO
Instruction manual FI
Instruction manual GB
Instruction manual DE
Instruction manual FR
Instruction manual NL
Instruction manual ES
Instruction manual IT
Instruction manual PT
Instruction manual GR
Instruction manual PL
Instruction manual HU
0460 949 284
0460 949 285
0460 949 286
0460 949 289
0460 949 290
0460 949 291
0460 949 292
0460 949 293
Instruction manual CZ
Instruction manual SK
Instruction manual RU
Instruction manual EE
Instruction manual LV
Instruction manual SI
Instruction manual LT
Instruction manual CN
Instruction manuals are available on the Internet at www.esab.com
0460 949 279
- 76 -
© ESAB AB 2015

NUMERI DI ORDINAZIONE
0460 949 279
- 77 -
© ESAB AB 2015

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Heist-op-den-Berg
Tel: +32 15 25 79 30
Fax: +32 15 25 79 44
BULGARIA
ESAB Kft Representative Office
Sofia
Tel: +359 2 974 42 88
Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB International AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting
Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting
Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
www.esab.com
 Loading...
Loading...