


A2, A6 PEK Control Panel
Ръководство за експлоатация
0460 949 294 BG 20151222 Valid for: from program version 4.10A

СЪДЪРЖАНИЕ
1 ВЪВЕДЕНИЕ .......................................................................................................6
1.1 Панел за управление .........................................................................................6
1.1.1 Клавиши и бутони............................................................................................. 7
1.2 Първа стъпка ......................................................................................................8
1.2.1 Избор на език.................................................................................................... 8
1.2.2 Мерни единици ...............................................................................................10
1.3 Дисплей..............................................................................................................12
1.3.1 Символи на дисплея ......................................................................................12
1.4 Обща информация за настройките............................................................... 13
1.4.1 Задаване на цифрови стойности .................................................................. 13
1.4.2 Задаване на дадени алтернативи.................................................................13
1.5 QUIT (ИЗХОД) и ENTER (ВЪВЕЖДАНЕ).........................................................13
2 МЕНЮТА............................................................................................................ 14
2.1 Главно меню ..................................................................................................... 14
2.1.1 Меню за конфигуриране ................................................................................15
2.1.2 Меню за инструменти.....................................................................................15
2.1.3 Меню за настройка на данните за заваряването ........................................16
2.1.4 Меню за измерванията ..................................................................................17
2.1.5 Меню за паметта за данните за заваряването ............................................ 19
2.1.6 Меню за бърз режим ......................................................................................19
3 ДЪГОВА ЗАВАРКА ПОД ФЛЮС..................................................................... 20
3.1 Настройки за дъгова заварка под флюс .....................................................20
4 ДЪГОВА ЗАВАРКА С МЕТАЛЕН ЕЛЕКТРОД В ГАЗОВА СРЕДА...............22
4.1 Настройки за „Дъгова заварка с метален електрод в газова
среда“ .............................................................................................................22
5 GOUGING (ВЪЗДУШНО-ДЪГОВО ПОВЪРХНОСТНО РЯЗАНЕ) ................24
5.1 Настройки за въздушно-дъговото повърхностно рязане........................24
6 ОБЯСНЕНИЕ НА ДЕЙСТВИЕТО .....................................................................26
6.1 CA, постоянен ток ............................................................................................26
6.2 CW, постоянно подаване на заваръчната тел ............................................26
6.3 CC, постоянен ток ............................................................................................26
6.4 Размер на заваръчната тел/електрода.........................................................26
6.5 Напрежение на дъгата ..................................................................................... 26
6.6 Скорост на подаване на заваръчната тел ...................................................26
6.7 Скорост на подаване на студената тел (ICE)...............................................26
6.8 Закъснение при стартирането на студената тел (ICE) ..............................27
6.9 Скорост на движение.......................................................................................27
6.10 Посока на заваряване......................................................................................27
6.11 Честота на променливия ток..........................................................................27
0460 949 294 © ESAB AB 2015

СЪДЪРЖАНИЕ
6.12 Баланс на променливия ток...........................................................................27
6.13 Изместване на променливия ток................................................................... 27
6.14 Предварителен поток флюс (SAW)...............................................................27
6.15 Предварителен газов поток (GMAW) ............................................................28
6.16 Предварителен въздушен поток (Въздушно-дъговото
повърхностно рязане) .................................................................................28
6.17 Тип на стартирането ........................................................................................28
6.18 Стартиране с пълзене на заваръчната тел .................................................28
6.19 Фази на стартирането...................................................................................... 28
6.20 Макс. напрежение при отворена верига (OCV) ...........................................29
6.21 Последващ поток флюс (SAW) ...................................................................... 29
6.22 Последващ газов поток (GMAW)....................................................................29
6.23 Последващ въздушен поток (Въздушно-дъговото повърхностно
рязане) ............................................................................................................ 29
6.24 Запълване на кратери .....................................................................................29
6.25 Време на продължаване на дъгата след прекратяване подаването
на тел ..............................................................................................................30
6.26 Фази на спирането ...........................................................................................30
6.27 Динамично регулиране ...................................................................................30
6.28 Параметри на управлението ..........................................................................31
6.29 Граници на настройките.................................................................................. 31
6.30 Граници на измерване..................................................................................... 31
7 УПРАВЛЕНИЕ НА ПАМЕТТА........................................................................... 32
7.1 Метод на работа на панела за управление..................................................32
7.2 Запаметяване.................................................................................................... 33
7.3 Извикване ..........................................................................................................34
7.4 Изтриване ..........................................................................................................35
7.5 Копиране ............................................................................................................ 36
7.6 Име...................................................................................................................... 38
7.7 Редактиране ......................................................................................................39
8 МЕНЮ ЗА КОНФИГУРИРАНЕ ......................................................................... 41
8.1 Код за заключване ........................................................................................... 41
8.1.1 Състояние на заключване чрез код..............................................................41
8.1.2 Задаване/редактиране на код на заключването.......................................... 42
8.2 Общо конфигуриране ......................................................................................42
8.2.1 Функционалните клавиши на бързия режим ................................................43
8.2.2 Регистър на данните за качеството във файл.............................................44
8.2.3 Конфигуриране на програмируем клавиш....................................................44
8.2.4 Режим на автоматично запаметяване..........................................................46
0460 949 294 © ESAB AB 2015

СЪДЪРЖАНИЕ
8.3 Конфигуриране на машината .........................................................................46
8.3.1 Код на продукта.............................................................................................. 47
8.3.2 Ос на подаване на заваръчната тел............................................................. 47
8.3.3 Ос на студената тел (ІСЕ) .............................................................................48
8.3.4 Ос на преместване......................................................................................... 48
8.3.5 Външна ос....................................................................................................... 49
8.3.6 Тандем за захранващи източници LAF и TAF .............................................. 50
8.3.7 Тандем за захранващ източник Aristo 1000..................................................53
8.3.8 Паралелни захранващи източници (отнася се само за захранващи
източници Aristo1000)................................................................................ 55
8.3.9 Подаване на студена тел...............................................................................56
8.3.10 Полярност (отнася се само за захранващ източник Aristo1000) ...............57
8.3.11 Настройки на идентификаторите на възлите (отнася се само за
захранващ източник Aristo1000) ...............................................................57
8.3.12 Информация за системата (отнася се само за захранващ източник
Aristo 1000) .................................................................................................. 58
8.4 Дължини на кабелите (отнася се само за захранващи източници
LAF и TAF) ......................................................................................................58
8.5 Техническо обслужване..................................................................................59
8.6 Стойности за измерване, коефициент на филтъра ...................................59
9 ИНСТРУМЕНТИ ................................................................................................. 60
9.1 Обработка на събития..................................................................................... 60
9.1.1 Регистър на събитията ..................................................................................60
9.1.2 Активни грешки............................................................................................... 61
9.1.3 Идентификатори на блокове .........................................................................62
9.1.4 Описание на кодовете за отстраняване на неизправностите ....................62
9.2 Експортиране/Импортиране........................................................................... 64
9.3 Мениджър на файлове .................................................................................... 65
9.3.1 Изтриване на файл/папка.............................................................................. 66
9.3.2 Преименуване на файл/папка....................................................................... 66
9.3.3 Създаване на нова папка ..............................................................................67
9.3.4 Копиране и поставяне на файлове............................................................... 67
9.4 Редактор на границите на настройката........................................................ 68
9.5 Редактор на границите на измерване...........................................................69
9.6 Производствена статистика...........................................................................70
9.7 Функции за качество........................................................................................ 70
9.7.1 Съхраняване на данни за качеството...........................................................71
9.8 Календар ............................................................................................................ 72
9.9 Акаунти на потребители .................................................................................72
9.10 Информация за мерните единици.................................................................74
СТРУКТУРА НА МЕНЮТО.......................................................................................75
0460 949 294 © ESAB AB 2015

СЪДЪРЖАНИЕ
РАЗМЕРИ НА ЗАВАРЪЧНАТА ТЕЛ ......................................................................80
КАТАЛОЖНИ НОМЕРА ЗА ЗАЯВКА......................................................................81
Запазени права за промяна на спецификациите без предварително известие.
0460 949 294 © ESAB AB 2015

1 ВЪВЕДЕНИЕ
1 ВЪВЕДЕНИЕ
Ние ви препоръчваме да прочетете това ръководство за работа, за да получите
колкото може повече от вашето заваръчно оборудване.
Обща информация за работата можете да получите от ръководството за работа на
блока за управление, автоматичната заваръчна машина, на колоната и стрелата или
захранващия източник.
Текстът на дисплея може да се показва на следните езици: Английски, шведски,
финландски, норвежки, датски, немски, френски, италиански, холандски, испански,
португалски, унгарски, полски, американски английски, чешки, китайски и руски.
1.1 Панел за управление
1. Меню
2. Бутон за преместване на курсора
(позициониращ бутон)
3. ВЪВЕЖДАНЕ
4. Зелена индикаторна лампа, свети
при активна функция
Стартиране на заваряването
5.
6. Спиране на заваряването
7. Бутон за настройка на скоростта
на движение в менюто за
измерванията, в други менюта –
за увеличаване или намаляване
на зададените стойности (бутон
за настройка)
8. Ръчно управление на работното движение
9. Ръчно подаване на заваръчната тел надолу
10. Бутон за настройка на напрежението на дъгата в менюто за измерванията, в
други менюта – за увеличаване или намаляване на зададените стойности (бутон
за настройка)
11. Бързо движение
12. Ръчно управление на работното движение
13. Бутон за настройка на заваръчния ток/скоростта на движение на заваръчната
тел в менюто за измерванията, в други менюта – за увеличаване или
намаляване на зададените стойности (бутон за настройка)
14. Бутон за аварийно спиране
0460 949 294
- 6 -
© ESAB AB 2015
1 ВЪВЕДЕНИЕ
15. Ръчно подаване на заваръчната тел нагоре
16. Програмируеми клавиши
17. Дисплей
1.1.1 Клавиши и бутони
Меню
Клавишът „Меню“ винаги ви връща към главното меню в съответния процес:
ВЪВЕЖДАНЕ
Използвайте клавиша ВЪВЕЖДАНЕ, за да потвърдите избора.
Функционални клавиши
Петте клавиша (S1 – S5) под дисплея имат различни функции. Те се наричат
„функционални клавиши“, т.е. те могат да имат различни функции, в зависимост от
това в кое меню се намирате. Текущата функция на тези клавиши може да се види от
текста на долния ред на дисплея. Когато функцията е активна, това се показва чрез
промяна в бяло на цвета на полето с текстовото прозорче.
Подаване на заваръчната тел нагоре
Клавиш за реверсиране на заваръчната тел без напрежение на дъгата, например при
смяна на макарата с телта. Заваръчната тел се подава, докато е натиснат бутонът.
Подаване на заваръчната тел надолу
Клавиш за подаване на заваръчната тел без напрежение на дъгата. Заваръчната тел
се подава, докато е натиснат бутонът.
Работно движение
0460 949 294
- 7 -
© ESAB AB 2015

1 ВЪВЕДЕНИЕ
Клавиш за работно движение в посоката на заваряване, като символът е показан
върху заваръчното оборудване. За спиране на работното движение натиснете ,
или .
При работното движение светодиодът свети.
Работно движение
Клавиш за работно движение в посоката на заваряване, като символът е показан
върху заваръчното оборудване. За спиране на работното движение натиснете ,
или .
При работното движение светодиодът свети.
Стартиране на заваряването
Клавиш за стартиране на движението.
Спиране на заваряването
Клавиш за спиране на заваряването за всички работни движения и за всички двигатели.
Позициониращ бутон
В ръководството за работа горният десен бутон се нарича позициониращ бутон и се
използва за позициониране на курсора.
Бутон за настройка
В ръководството за работа трите бутона под панела се наричат „бутони за настройка“
и се използват за промяна на зададените стойности в панела.
1.2 Първа стъпка
1.2.1 Избор на език
Това меню се появява при първото стартиране на машината:
0460 949 294
- 8 -
© ESAB AB 2015

1 ВЪВЕДЕНИЕ
Първоначално в панела за управление е зададен английски език. За да изберете
вашия език, действайте по следния начин:
Натиснете менюто , за да отидете на главното меню.
Чрез бутона за позициониране разположете курсора на реда CONFIGURATION
(КОНФИГУРИРАНЕ).
Натиснете ENTER ,за да потвърдите избора.
Разположете курсора на реда LANGUAGE (ЕЗИК). Натиснете ENTER, за да се покаже
списък на наличните езици в панела за управление.
0460 949 294
- 9 -
© ESAB AB 2015

1 ВЪВЕДЕНИЕ
Разположете курсора върху реда за вашия език и натиснете ENTER.
1.2.2 Мерни единици
Първоначално в панела за управление са зададени метрични мерни единици. За да
изберете други мерни единици, действайте по следния начин:
Натиснете менюто , за да отидете на главното меню.
Чрез бутона за позициониране разположете курсора на реда CONFIGURATION
(КОНФИГУРИРАНЕ).
Натиснете ENTER ,за да потвърдите избора.
0460 949 294
- 10 -
© ESAB AB 2015

1 ВЪВЕДЕНИЕ
Разположете курсора на реда GENERAL CONFIGURATION (ОБЩО
КОНФИГУРИРАНЕ).
Натиснете ENTER ,за да потвърдите избора.
Разположете курсора на реда UNIT OF LENGTH (ЕДИНИЦА ЗА ДЪЛЖИНА).
Натиснете ENTER, за да се покаже списък наличните мерни единици в панела за
управление.
Разположете курсора върху реда за
желаната мерна единица и натиснете
ENTER.
0460 949 294
- 11 -
© ESAB AB 2015

1 ВЪВЕДЕНИЕ
1.3 Дисплей
Курсор
Курсорът на управляващия панел се представя като черно поле около текста, като
избраният текст става бял. В ръководството за работа курсорът се показва с по-тъмен
текст
Текстови прозорчета
В долната част на дисплея има пет прозорчета с текст, който описва текущата функция
на петте функционални клавиша под дисплея.
1.3.1 Символи на дисплея
A Избран комплект данни за
заваряването
B Посока на заваряване
C Възникнала е неизправност,
вижте “Обработка на
събития”, страница60.
D Номер на извиканата
позиция от паметта
E Лента за превъртане.
Допълнителна информация
може да се види в това меню
Стрелки
Там, където има повече информация от дължината на реда, същата се посочва с
черна стрелка зад текста.
0460 949 294
- 12 -
© ESAB AB 2015

1 ВЪВЕДЕНИЕ
1.4 Обща информация за настройките
Има три типа настройка:
• Задаване на цифрови стойности
• Задаване на дадени алтернативи
• Задаване на режим ON/OFF (ВКЛ./ИЗКЛ.)
1.4.1 Задаване на цифрови стойности
Бутоните за настройките се използват за увеличаване или намаляване на зададени
стойности при задаване на цифрови стойности. В менюто за измерванията се
използват бутоните за заваръчния ток/скоростта на движение на заваръчната тел,
напрежението на дъгата и работното движение.
1.4.2 Задаване на дадени алтернативи
Някой настройки се правят чрез избор на опция от списък. Това е пример на списъка:
Курсорът е разположен върху реда SAW. Опцията SAW се избира чрез натискане на
ENTER в това положение. Ако искате да изберете друга опция, разположете курсора
върху съответния ред чрез превъртане нагоре или надолу чрез бутона за
позициониране. След това натиснете ENTER. Ако искате да напуснете списъка, без да
правите избор, натиснете QUIT (ИЗХОД).
1.5 QUIT (ИЗХОД) и ENTER (ВЪВЕЖДАНЕ)
Крайният функционален клавиш отдясно се използва основно за ИЗЛИЗАНЕ, въпреки
че понякога се използва за други функции.
• QUIT (ИЗЛИЗАНЕ) ви връща на предишното меню или изображение.
• Натискането на ENTER активира изпълнението на избрания елемент в меню или в
списък.
В това ръководство клавишът се нарича ENTER.
0460 949 294
- 13 -
© ESAB AB 2015

2 МЕНЮТА
2 МЕНЮТА
The control panel uses several different menus:
• Main menu
• Configuration menu
• Tools menu
• Weld data setting menu
• Measurements menu
• Weld data memory menu
• Fast mode menu
The menu trees are displayed in the "MENU STRUCTURE" appendix to this manual. During
start-up, a start-up screen containing information about the current program version is
displayed briefly.
Start-up screen
2.1 Главно меню
В MAIN MENU (ГЛАВНОТО МЕНЮ) вие можете да променяте заваръчния процес,
метода, типа на заваръчната тел, метода на управление, размера на заваръчната тел
и др.
От това меню можете да отивате на друго подменюта.
0460 949 294
- 14 -
© ESAB AB 2015

2 МЕНЮТА
2.1.1 Меню за конфигуриране
Main menu (Главно меню) → Configuration (Конфигуриране)
В менюто CONFIGURATION (КОНФИГУРИРАНЕ) е възможно да се променя езикът,
паролата, да се направи Общо конфигуриране, регулировки на машината и др. Менюто
има различен външен вид в зависимост от избора на типа захранващ източник, избран
в „Конфигуриране на машината“.
2.1.2 Меню за инструменти
Main menu (Главно меню) → Tools (Инструменти)
В менюто TOOLS (ИНСТРУМЕНТИ) вие можете да прехвърляте файлове, да
преглеждате статистика за качеството и производството, регистрации на събития и др.
0460 949 294
- 15 -
© ESAB AB 2015

2 МЕНЮТА
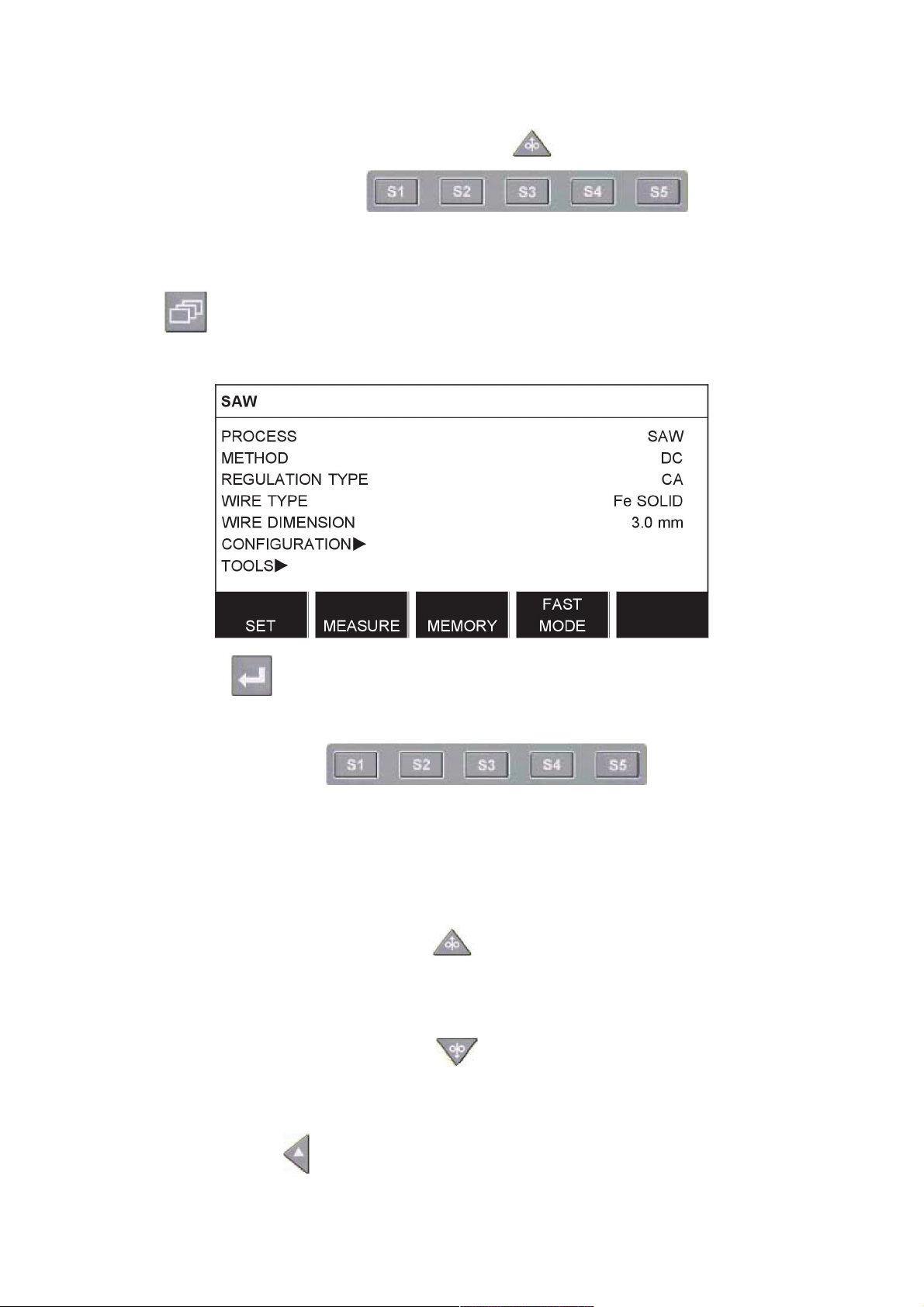
2.1.3 Меню за настройка на данните за заваряването
Main menu (Главно меню) →
В менюто за настройка на данните за заваряването SET (ЗАДАВАНЕ) е възможно да
се променят различни параметри на заваряването Менюто изглежда по различен
начин в зависимост от избрания заваръчен процес.
Друг пример за менюто:
0460 949 294
- 16 -
© ESAB AB 2015

2 МЕНЮТА
2.1.4 Меню за измерванията
Main menu (Главно меню) →
В ИЗМЕРВАНЕ можете да преглеждате измерените стойности за различните
параметри на заваряването, докато се извършва заваряване.
• A 450 AMP – измерен заваръчен ток
• 30.0 Volt – измерено напрежение на дъгата
• 50 cm/min – измерена скорост на движение
• 300 cm/min – измерена скорост на заваръчната тел
• 30 kJ/cm – показва енергията на единица дължина, която се получава чрез
избраните стойности на заваръчния ток, напрежението на дъгата и скоростта на
движението.
• 300 cm/min – измерена скорост на подаване на студената заваръчна тел
Измерените стойности остават на дисплея дори и след завършване на заваряването.
Можете да се местите на различни менюта, без да губите стойностите от измерването.
Ръкохватките за настройка могат да се използват за промяна на параметрите на
заваряването в дисплея за измерване.
0460 949 294
- 17 -
© ESAB AB 2015

2 МЕНЮТА
Ако зададената стойност бъде променена, когато не се извършва заваряване,
измерената стойност се променя на нула.
За да се активира подаване на студена заваръчна тел, се активира функционалният
клавиш ICE WF, вижте “Конфигуриране на програмируем клавиш”, страница44.
Когато този клавиш е натиснат, скоростта на студената тел се променя чрез левия
въртящ се бутон за настройки A. Ако функционалният клавиш не е натиснат,
въртящият се бутон за настройки влияе върху тока A.
Ако бъде активиран функционалният клавиш SET VALUES (НАСТРОЙКА НА
СТОЙНОСТИТЕ), на дисплея за измерванията също могат да се видят зададените
стойности. Ако са активирани и двата функционални клавиша, ICE WF (ПОДАВАНЕ
НА СТУДЕНА ТЕЛ) и SET VALUES (НАСТРОЙКА НА СТОЙНОСТИТЕ), може да се
променя зададената скорост на подаване на студената заваръчна тел. За
активирането вижте “Конфигуриране на програмируем клавиш”, страница44.
• 300 cm/min – зададена скорост на подаване на студената заваръчна тел
• 20.0 Volt – зададено напрежение на дъгата
• 30 cm/min – зададена скорост на движение
0460 949 294
- 18 -
© ESAB AB 2015

2 МЕНЮТА
2.1.5 Меню за паметта за данните за заваряването
Main menu (Главно меню) →
В менюто WELD DATA MEMORY (ПАМЕТ ЗА ДАННИТЕ ЗА ЗАВАРЯВАНЕТО) можете
да запаметявате, извиквате, изтривате и копирате различни комплекти данни за
заваряването. Комплектите данни за заваряването могат да се запаметяват на 255
различни позиции на паметта.
За допълнителна информация вижте “УПРАВЛЕНИЕ НА ПАМЕТТА”, страница32.
2.1.6 Меню за бърз режим
Main menu (Главно меню) →
В менюто FAST MODE (БЪРЗ РЕЖИМ) вие можете да „свързвате“ функционални
клавиши с позиции на паметта за данни за заваряването. Тези настройки се
извършват в менюто за конфигуриране Номерът на избраната позиция от паметта се
показва в горния десен ъгъл.
За допълнителна информация вижте “Функционалните клавиши на бързия режим”,
страница43.
0460 949 294
- 19 -
© ESAB AB 2015

3 ДЪГОВА ЗАВАРКА ПОД ФЛЮС
3 ДЪГОВА ЗАВАРКА ПОД ФЛЮС
Main menu (Главно меню) → Process (Процес)
По време на дъговата заварка под флюс (SAW), дъгата стопява непрекъснато
подаваната заваръчна тел. Заваръчната зона е защитена от флюс.
При избор на процеса SAW можете да изберете един от двата метода, като маркирате
METHOD (МЕТОД) чрез бутона за позициониране и натискане на ENTER. Направете
избор между AC или DC.
При избор на процеса SAW можете да изберете един от трите метода на управление,
като маркирате REGULATION TYPE (ТИП НА РЕГУЛИРАНЕТО) чрез бутона за
позициониране и натискане на ENTER. Направете избор между постоянен заваръчен
ток CA, постоянно подаване на заваръчната тел CW или постоянен ток CC (СС се
отнася само за Aristo1000), вижте обяснението в “CA, постоянен ток”, страница
26, “CW, постоянно подаване на заваръчната тел”, страница26 и “CC,
постоянен ток”, страница26.
Ако бъде избрано „Подаване на студена тел“, вижте “Подаване на студена тел”,
страница56, може да се избира само регулиране тип CW.
3.1 Настройки за дъгова заварка под флюс
Настройки Диапазон на
настройване
Напрежение на дъгата
Заваръчен ток1)(CA)
Скорост на подаване на
1)
14 – 50 V 0,1 V (1V) 30 V
0 – 3200 A 1 A 400 A
0 – 2500 cm/min 1 cm/min 300 cm/min
заваръчната тел1)(CW)
Постоянен ток
1) 3)
(CC)
0 – 3200 A 1 A 400 A
Със стъпкаотСтойност
след
нулирането
Скорост на подаване на
0 – 2500 cm/min 1 cm/min 300 cm/min
студената жица1)(CW)
Закъснение при старта на
0 – 99,0 сек. 0,1 s 2,5 s
студената жица1)(CW)
Скорост на движение* 0 – 200 cm/min 1 cm/min 50 cm/min
Посока на заваряване ▲-■ - ■
Честота на променливия ток 10 – 100 Hz 1 50 Hz
Баланс на променливия ток 25 - 75% 1 50%
Изместване на променливия
-300 - +300 A/-10 - +10 V 1 A / 0,1 V 0
ток
0460 949 294
- 20 -
© ESAB AB 2015

3 ДЪГОВА ЗАВАРКА ПОД ФЛЮС
Настройки Диапазон на
настройване
Със стъпкаотСтойност
след
нулирането
Данни при пускането
2)
Предварителен поток флюс 0 – 99,0 сек. 0,1 s 0 s
Тип на стартирането Директно стартиране или
- Директно
стартиране с очистване
Стартиране с пълзене на
заваръчната тел
Скорост на стартиране с
Автоматично или
- Автоматични
зададена скорост
0 – 1000 cm/min 1 cm/min 20 cm/min
пълзене на заваръчната тел
Фази на стартирането OFF (Изкл.) или ON
- OFF (Изкл.)
(Вкл.)
Напрежение при отворена
верига
Максимално напрежение в
OFF (Изкл.) или ON
- OFF (Изкл.)
(Вкл.)
5 – 60 V 0,1 V 50 V
отворената верига
Данни за спирането
2)
Последващ поток флюс 0 – 99,0 сек. 0,1 s 0 s
Запълване на кратери OFF (Изкл.) или ON
- OFF (Изкл.)
(Вкл.)
Време за запълване на
0 – 10 сек. 0,01 s 1 s
кратери
Време на продължаване на
0 – 10 сек. 0,01 s 1 s
дъгата след прекратяване
подаването на тел
Фази на спирането OFF (Изкл.) или ON
- OFF (Изкл.)
(Вкл.)
Параметри на управлението
Динамика Автоматични или
- Автоматични
зададени стойности
Индуктивност Автоматични или
- Автоматични
зададени стойности
Граници на настройките - - Граници на измерване - - -
1)
Диапазонът на настройките зависи от използвания продукт.
2)
Менюто показва настройките на избрания тип регулиране.
3)
Отнася се само за захранващи източници Aristo1000
0460 949 294
- 21 -
© ESAB AB 2015

4 ДЪГОВА ЗАВАРКА С МЕТАЛЕН ЕЛЕКТРОД В ГАЗОВА СРЕДА
4 ДЪГОВА ЗАВАРКА С МЕТАЛЕН ЕЛЕКТРОД В
ГАЗОВА СРЕДА
Процедурата се предлага за някои типове машини.
Main menu (Главно меню) → Process (Процес)
По време на дъговата заварка с метален електрод в газова среда (GMAW), дъгата
стопява непрекъснато подаваната заваръчна тел. Заваръчната зона е защитена от
защитен газов поток.
При избор на процеса Дъгова заварка с метален електрод в газова среда (GMAW)
можете да изберете един от двата метода на управление, като маркирате
REGULATION TYPE (ТИП НА РЕГУЛИРАНЕТО) чрез бутона за позициониране и
натискане на ENTER. Изберете между постоянен ток CA или постоянно подаване на
заваръчната тел CW, вижте обяснението в “CA, постоянен ток”, страница26 и
“CW, постоянно подаване на заваръчната тел”, страница26.
4.1 Настройки за „Дъгова заварка с метален електрод в газова среда“
Настройки Диапазон на
настройване
Напрежение на дъгата* 14 – 50 V 0,1 V (1V) 30 V
Заваръчен ток* (CA) 0 – 3200 A 1 A 400 A
Скорост на подаване на
заваръчната тел* (CW)
Скорост на движение* 0 – 200 cm/min 1 cm/min 50 cm/min
Посока на заваряване ▲-■ - ■
Данни при пускането
Предварителен газов поток 0 – 99,0 сек. 0,1 s 2,0 s
Тип на стартирането Директно стартиране или
Стартиране с пълзене на
заваръчната тел
Скорост на стартиране с
пълзене на заваръчната тел
0 – 2500 cm/min 1 cm/min 300 cm/min
стартиране с очистване
Автоматично или
зададена скорост
0 – 1000 cm/min 1 cm/min 20 cm/min
Със стъпкаотСтойност
след
нулирането
- Директно
- Автоматични
Фази на стартирането OFF (Изкл.) или ON
(Вкл.)
0460 949 294
- 22 -
- OFF (Изкл.)
© ESAB AB 2015

4 ДЪГОВА ЗАВАРКА С МЕТАЛЕН ЕЛЕКТРОД В ГАЗОВА СРЕДА
Настройки Диапазон на
настройване
Със стъпкаотСтойност
след
нулирането
Напрежение при отворена
верига
Максимално напрежение в
OFF (Изкл.) или ON
- OFF (Изкл.)
(Вкл.)
5 – 60 V 0,1 V 50 V
отворената верига
Данни за спирането
Последващ газов поток 0 – 99,0 сек. 0,1 s 2,0 s
Запълване на кратери OFF (Изкл.) или ON
- OFF (Изкл.)
(Вкл.)
Време за запълване на
0 – 10 сек. 0,01 s 1 s
кратери
Време на продължаване на
0 – 10 сек. 0,01 s 1 s
дъгата след прекратяване
подаването на тел
Фази на спирането OFF (Изкл.) или ON
- OFF (Изкл.)
(Вкл.)
Динамично регулиране Автоматична или
- Автоматични
зададена стойност
Граници на настройките - - Граници на измерване - - -
*) Диапазонът на настройките зависи от използвания продукт.
0460 949 294
- 23 -
© ESAB AB 2015

5 GOUGING (ВЪЗДУШНО-ДЪГОВО ПОВЪРХНОСТНО РЯЗАНЕ)
5 GOUGING (ВЪЗДУШНО-ДЪГОВО
ПОВЪРХНОСТНО РЯЗАНЕ)
Процедурата се предлага за някои типове машини.
Main menu (Главно меню) → Process (Процес)
При въздушно-дъговото повърхностно рязане се използва специален електрод,
състоящ се от въглероден прът с меден кожух.
Между въглеродния прът и работния детайл се образува дъга, която стопява
материала. Подава се въздух, така че стопеният материал се издухва настрани.
При избор на процеса GOUGING можете да изберете един от двата метода на
управление, като маркирате REGULATION TYPE (ТИП НА РЕГУЛИРАНЕТО) чрез
бутона за позициониране и натискане на ENTER. Изберете между постоянен ток CA
или постоянно подаване на заваръчната тел CW, вижте обяснението в “CA,
постоянен ток”, страница26 и “CW, постоянно подаване на заваръчната тел”,
страница26.
5.1 Настройки за въздушно-дъговото повърхностно рязане
Настройки Диапазон на
настройване
Напрежение на дъгата* 14 – 50 V 0,1 V (1V) 30 V
Заваръчен ток* (CA) 0 – 3200 A 1 A 400 A
Скорост на подаване на
заваръчната тел* (CW)
Скорост на движение* 0 – 200 cm/min 1 cm/min 40 cm/min
Посока на заваряване ▲-■ - ■
Данни при пускането
Предварителен въздушен
поток
Тип на стартирането Директно стартиране или
Стартиране с пълзене на
заваръчната тел
Скорост на стартиране с
пълзене на заваръчната тел
0 – 2500 cm/min 1 cm/min 300 cm/min
0 – 99,0 сек. 0,1 s 0 s
стартиране с очистване
Автоматично или
зададена скорост
0 – 1000 cm/min 1 cm/min 20 cm/min
Със стъпкаотСтойност
след
нулирането
- Директно
- Автоматични
Фази на стартирането OFF (Изкл.) или ON
(Вкл.)
0460 949 294
- 24 -
- OFF (Изкл.)
© ESAB AB 2015

5 GOUGING (ВЪЗДУШНО-ДЪГОВО ПОВЪРХНОСТНО РЯЗАНЕ)
Настройки Диапазон на
настройване
Със стъпкаотСтойност
след
нулирането
Напрежение при отворена
верига
Максимално напрежение в
OFF (Изкл.) или ON
- OFF (Изкл.)
(Вкл.)
5 – 60 V 0,1 V 50 V
отворената верига
Данни за спирането
Последващ въздушен поток 0 – 99,0 сек. 0,1 s 0 s
Запълване на кратери OFF (Изкл.) или ON
- OFF (Изкл.)
(Вкл.)
Време за запълване на
0 – 10 сек. 0,01 s 1 s
кратери
Време на продължаване на
0 – 10 сек. 0,01 s 1 s
дъгата след прекратяване
подаването на тел
Фази на спирането OFF (Изкл.) или ON
- OFF (Изкл.)
(Вкл.)
Динамично регулиране Автоматична или
- Автоматични
зададена стойност
Граници на настройките - - Граници на измерване - - -
*) Диапазонът на настройките зависи от използвания продукт.
0460 949 294
- 25 -
© ESAB AB 2015

6 ОБЯСНЕНИЕ НА ДЕЙСТВИЕТО
6 ОБЯСНЕНИЕ НА ДЕЙСТВИЕТО
6.1 CA, постоянен ток
Подаването се управлява от захранващия източник по такъв начин, че да се постигне
постоянен ток.
• Стойността на постоянния ток може да бъде избрана в главното меню.
6.2 CW, постоянно подаване на заваръчната тел
Заваръчният ток е резултат от избраната скорост на движение на заваръчната тел.
• Постоянно подаване на заваръчната тел може да бъде избрано в главното меню.
6.3 CC, постоянен ток
(отнася се само за захранващ източник Aristo1000)
Напрежението се променя, така че да се постигне постоянен заваръчен ток.
• Стойността на постоянния ток може да бъде избрана в главното меню.
По-високата скорост на заваръчната тел осигурява по-висок заваръчен ток.
6.4 Размер на заваръчната тел/електрода
В таблицата на страница 68 са показани размерите на заваръчната тел/електрода,
които могат да бъдат избрани.
Избраните размери имат голямо влияние върху процедурата на стартиране и върху
запълването на кратерите. При заваряване с размери на заваръчната тел, различни от
посочените в таблицата, избирайте размер, който е най-близо до посочените в
таблицата.
• Размер на заваръчната тел/електрода може да бъде избран в главното меню.
6.5 Напрежение на дъгата
По-високото напрежение увеличава дължината на дъгата и създава по-гореща и
по-широка заваръчна зона.
• Напрежението на дъгата се задава в дисплея за измерване в менюто за настройка
на данните за заваряването или в менюто за бърз режим.
6.6 Скорост на подаване на заваръчната тел
Задава необходимата скорост на подаване на запълващата заваръчна тел в cm/min.
По-високата скорост на заваръчната тел осигурява по-висок заваръчен ток.
• Скоростта на подаване на заваръчната тел се задава в дисплея за измерване в
менюто за настройка на данните за заваряване или в менюто за бърз режим.
6.7 Скорост на подаване на студената тел (ICE)
„Скорост на подаване на студената тел“ се използва за задаване на скоростта на
подаване (cm/min) за студената тел.
• Скоростта на подаване на студената тел се задава в дисплея за измерване в
менюто за настройка на данните за заваряване или в менюто за бърз режим.
0460 949 294
- 26 -
© ESAB AB 2015

6 ОБЯСНЕНИЕ НА ДЕЙСТВИЕТО
6.8 Закъснение при стартирането на студената тел (ICE)
„Закъснение при стартирането на студената тел“ се използва, за да се укаже колко
време след началото на заваряването може да започне подаването на студената тел.
• Закъснението при стартирането на студената тел се задава в менюто за настройка
на данните за заваряване.
6.9 Скорост на движение
Скоростта на движение показва необходимата скорост (cm/min), с която трябва да се
движат колоната и стрелата или количката.
• Скоростта на движения се задава в дисплея за измерване в менюто за настройка
на данните за заваряване или в менюто за бърз режим.
6.10 Посока на заваряване
Работно движение в показаната от символа посока.
• Посоката на заваряване се избира в менюто за настройка на данните за заваряване.
6.11 Честота на променливия ток
(отнася се само за захранващ източник Aristo1000)
Честота на променливия ток представлява броя трептения в секунда около нулевото
ниво.
• Честота на променливия ток се избира в менюто за настройка на данните за
заваряване.
6.12 Баланс на променливия ток
(отнася се само за захранващ източник Aristo1000)
Балансът на променливия ток е отношението между положителните (+) и
отрицателните (-) импулси. Зададената стойност показва големината в проценти на
периода, който е положителната част.
• Баланс на променливия ток се избира в менюто за настройка на данните за
заваряване.
6.13 Изместване на променливия ток
(отнася се само за захранващ източник Aristo1000)
Чрез изместването на променливия ток се измества променливотоковото ниво в
положителна или отрицателна посока спрямо нулевото ниво.
• Изместване на променливия ток се избира в менюто за настройка на данните за
заваряване.
6.14 Предварителен поток флюс (SAW)
Управлява времето през което тече флюс преди запалване на дъгата.
• Предварителен поток флюс се настройва в стартовите данни в менюто за
настройка на данните за заваряване.
0460 949 294
- 27 -
© ESAB AB 2015

6 ОБЯСНЕНИЕ НА ДЕЙСТВИЕТО
6.15 Предварителен газов поток (GMAW)
Определя времето през което се подава защитен газов поток преди запалване на
дъгата.
• Предварителният газов поток се настройва в стартовите данни в менюто за
настройка на данните за заваряване.
6.16 Предварителен въздушен поток (Въздушно-дъговото
повърхностно рязане)
Управлява времето, през което се подава въздух преди запалване на дъгата.
• Предварителният въздушен поток се настройва в стартовите данни в менюто за
настройка на данните за заваряване.
6.17 Тип на стартирането
Има две опции за типа стартиране:
• Директно стартиране, което означава, че скоростта на движение стартира със
запалването на дъгата.
• Стартиране с очистване, което означава, че скоростта на движение стартира
едновременно с подаването на заваръчната тел
• Типът на стартирането се избира в стартовите данни в менюто за настройка на
данните за заваряване.
6.18 Стартиране с пълзене на заваръчната тел
Стартиране с пълзене на заваръчната тел се използва за задаване на желаната
скорост на пълзене на двигателя на електрода при стартирането.
Ако например в менюто бъде зададено 50, тогава се получава скорост на пълзене 50
cm/min.
Предварително зададено стойност AUTO (АВТОМАТИЧНО) дава скорост на пълзене,
изчислена от зададените стойности.
• Скоростта на пълзене на заваръчната тел се настройва в стартовите данни в
менюто за настройка на данните за заваряване.
6.19 Фази на стартирането
При заваряване със специални заваръчна тел или материал може да се окаже
необходимо да създадете собствена последователност на стартиране
Последователността на стартиране може да повлияе върху външния вид на
заваръчната зона.
0460 949 294
- 28 -
© ESAB AB 2015

6 ОБЯСНЕНИЕ НА ДЕЙСТВИЕТО
За Стартова фаза 1 ВКЛ. може да се
зададе следното
• Време s
Време за заваряване във фаза 1.
• Напрежение на дъгата %
Като процент от зададеното
напрежение
• Подаване на заваръчната тел %
Като процент от зададеното подаване
на заваръчната тел
• Заваръчен ток %
Като процент от зададения заваръчен
ток
• Скорост на движение %
Като процент от зададената скорост на
движение
• Фазите на стартирането се задават в стартовите данни в менюто за настройка на
данните за заваряване.
За Стартова фаза 2 ВКЛ. може да се
зададе следното
• Време s
Време за заваряване във фаза 2.
• Напрежение на дъгата %
Като процент от зададеното
напрежение
• Подаване на заваръчната тел %
Като процент от зададеното подаване
на заваръчната тел
• Заваръчен ток %
Като процент от зададения заваръчен
ток
• Скорост на движение %
Като процент от зададената скорост на
движение
6.20 Макс. напрежение при отворена верига (OCV)
ON (ВКЛ.) означава, че може да се настройва OCV.
OFF (ИЗКЛ.) означава, че OCV е настроено на зададената стойност за заваръчното
напрежение.
• ОСV се настройва в стартовите данни в менюто за настройка на данните за
заваряване.
6.21 Последващ поток флюс (SAW)
Управлява времето, през което тече флюс след изгасването на дъгата.
• Последващ поток флюс се настройва в данните за спирането в менюто за
настройка на данните за заваряване.
6.22 Последващ газов поток (GMAW)
Определя времето през което се подава защитен газов поток след угасване на дъгата.
• Последващ газов поток се настройва в данните за спирането в менюто за настройка
на данните за заваряване.
6.23 Последващ въздушен поток (Въздушно-дъговото
повърхностно рязане)
Управлява времето през което се подава въздух след изгасването на дъгата.
• Последващ въздушен поток се настройва в данните за спирането в менюто за
настройка на данните за заваряване.
6.24 Запълване на кратери
Запълването на кратери прави възможно контролираното намаляване на топлината и
размера на заваръчната зона при завършването на заварката. Това прави по-лесно
0460 949 294
- 29 -
© ESAB AB 2015

6 ОБЯСНЕНИЕ НА ДЕЙСТВИЕТО
избягването на пори, термични пукнатини и образуването на кратери в точката на
заваряване.
• Запълването на кратери се настройва в данните за спирането в менюто за
настройка на данните за заваряване.
6.25 Време на продължаване на дъгата след прекратяване
подаването на тел
Времето за продължаване на дъгата и закъснението от момента, в който заваръчната
тел започне да спира, до момента, в който източникът на захранване изключи
напрежението на дъгата. Прекалено краткото време за продължаване на дъгата води
до извеждане на прекалено дълга част от телта след завършване на заварката и
опасност от захващане на телта във втвърдяващата се зона на заваряване. Твърде
голямото закъснение води до прекалено малко издаване на телта и повишена
опасност от възникване на дъга обратно към контактния връх.
• Времето за продължаване на дъгата се настройва в данните за спирането в менюто
за настройка на данните за заваряване.
6.26 Фази на спирането
Фазите на спиране се използват основно за настройка на запълването на кратерите.
За фаза 1 на спиране ВКЛ. може да се
зададе следното
• Време s
Време за заваряване във фаза 1.
• Напрежение на дъгата %
Като процент от зададеното
напрежение
• Подаване на заваръчната тел %
Като процент от зададеното подаване
на заваръчната тел
• Заваръчен ток %
Като процент от зададения заваръчен
ток
• Скорост на движение %
Като процент от зададената скорост на
движение
• Фазите на спирането се задават в данните за спирането в менюто за настройка на
данните за заваряване.
За фаза 2 на спиране ВКЛ., може да се
зададе следното
• Време s
Време за заваряване във фаза 2.
• Напрежение на дъгата %
Като процент от зададеното
напрежение
• Подаване на заваръчната тел %
Като процент от зададеното подаване
на заваръчната тел
• Заваръчен ток %
Като процент от зададения заваръчен
ток
• Скорост на движение %
Като процент от зададената скорост на
движение
6.27 Динамично регулиране
Функцията „Динамично регулиране“ е разработена за заваряване с много електроди и
променя характеристиките на източника на захранване. Характеристиките на източника
на захранване се изчисляват от зададените данни за заваръчната тел.
• Динамичното регулиране се избира в менюто за настройка на данните за
заваряване.
0460 949 294
- 30 -
© ESAB AB 2015

6 ОБЯСНЕНИЕ НА ДЕЙСТВИЕТО
6.28 Параметри на управлението
При някои приложения на мястото на „Динамично управление“ се показва функцията
„Параметри на управлението“. В „Параметри на управлението“ трябва да се направят
две настройки:
• Динамика - засяга динамичните характеристики
• Индуктивност - по-високите стойности осигуряват по-широка заваръчна зона и
по-малко пръски. По-ниските стойности осигуряват стабилна, концентрирана дъга и
по-рязък звук.
• Параметрите на управлението се избират в менюто за настройка на данните за
заваряване.
6.29 Граници на настройките
За информация относно границите на настройка вижте “Редактор на границите на
настройката”, страница68.
6.30 Граници на измерване
За информация относно параметрите на измерването вижте “Редактор на границите
на измерване”, страница69.
0460 949 294
- 31 -
© ESAB AB 2015

7 УПРАВЛЕНИЕ НА ПАМЕТТА
7 УПРАВЛЕНИЕ НА ПАМЕТТА
7.1 Метод на работа на панела за управление
Може да се каже, че панелът за управление се състои от два модула: работна памет и
памет за данни за заваряването.
Запаметяване
Работна памет
В работната памет се създава пълен комплект от настройки на данните за заваряване,
който може да се запамети в паметта за данни за заваряването.
При заваряване винаги съдържанието на работната памет управлява процеса. Поради
това също е възможно да се извика комплектът данни за заваряване от паметта за
данните за заваряване в работната памет.
Имайте предвид, че работната памет винаги съдържа последните използвани
настройки на данните за заваряване. Те могат да се извикват от паметта за данни за
заваряването или от индивидуално променените настройки. С други думи, работната
памет никога не е празна или „нулирана“.
Main menu (Главно меню) → MEMORY (ПАМЕТ) → Weld data memory (Памет за
данните за заваряването)
Извикване
Памет за данните за
заваряването
В панела за управление могат да се запаметяват до 255 комплекта данни за
заваряването. На всеки комплект с дава номер от 1 до 255.
Можете също да изтривате, копирате, променяте и давате име на комплектите данни,
така също да извиквате комплекти данни за заваряването в работната памет.
0460 949 294
- 32 -
© ESAB AB 2015

7 УПРАВЛЕНИЕ НА ПАМЕТТА
7.2 Запаметяване
Ако паметта за данни за заваряването е празна, тогава на дисплея се появява
следният екран.
Запаметяване на комплект данни за заваряването. Получава се позиция 5 от паметта.
Натиснете STORE (ЗАПАМЕТЯВАНЕ).
Показва се позиция 1. Въртете един от бутоните на настройките, докато достигнете
позиция 5. Натиснете STORE (ЗАПАМЕТЯВАНЕ).
На дисплея се появява следния екран.
Сега комплектът данни за заваряването се запаметява като номер 5.
Части от съдържането на комплекта данни за заваряването номер 5 се показват в
долната част на дисплея.
0460 949 294
- 33 -
© ESAB AB 2015

7 УПРАВЛЕНИЕ НА ПАМЕТТА
Ако комплектът данни вече е запаметен на избраното място, вие ще бъдете попитани
дали искате да презапишете този комплект или не, YES (ДА) или NO (НЕ).
Върнете се към менюто на паметта чрез NO (НЕ).
7.3 Извикване
Възнамеряваме да извикаме комплект запаметени данни:
Маркирайте реда чрез бутона за позициониране. Натиснете RECALL (ИЗВИКВАНЕ).
0460 949 294
- 34 -
© ESAB AB 2015

7 УПРАВЛЕНИЕ НА ПАМЕТТА
Натиснете YES (ДА), за да потвърдите, че искате да извикате комплекта данни номер
5.
Иконата в горния десен ъгъл на дисплея за измерване показва коя позиция от паметта
е извикана.
7.4 Изтриване
В менюто на паметта е възможно изтриване на един или повече комплекти данни.
Изтриване на комплект данни. Изберете комплекта данни. Натиснете DELETE
(ИЗТРИВАНЕ).
0460 949 294
- 35 -
© ESAB AB 2015

7 УПРАВЛЕНИЕ НА ПАМЕТТА
Натиснете YES (ДА), за да потвърдите, че искате да изтриете.
7.5 Копиране
За да копирате съдържанието на комплект данни за заваряването на нова позиция от
паметта, действайте по следния начин:
Натиснете 2ND FUNCT (2-РА ФУНКЦИЯ).
0460 949 294
- 36 -
© ESAB AB 2015

7 УПРАВЛЕНИЕ НА ПАМЕТТА
Изберете позицията от паметта, която искате да копирате, и натиснете COPY
(КОПИРАНЕ).
Сега възнамеряваме да копираме съдържанието на позиция 5 в позиция 50 на паметта.
Изберете позиция 1 на паметта и превъртете чрез един от бутоните за настройките до
избраната позиция на паметта; в този случай позиция 50. Натиснете YES (ДА).
Сега данните за заваряването номер 5 се копират на позиция 50 на паметта.
0460 949 294
- 37 -
© ESAB AB 2015

7 УПРАВЛЕНИЕ НА ПАМЕТТА
7.6 Име
За да дадете собствено име на комплекта запаметени данни за заваряването,
действайте по следния начин:
Натиснете 2ND FUNCT (2-РА ФУНКЦИЯ). Изберете позицията от паметта, която
искате да преименувате, и натиснете RENAME (ПРЕИМЕНУВАНЕ).
Сега вие получавате достъп до клавиатура, която се използва по следния начин:
• Разположете курсора върху желания знак от клавиатурата чрез стрелките и бутона
за позициониране. Натиснете DONE (ГОТОВО). По този начин въведете цял
текстови низ с най-много 40 знака.
• Натиснете DONE (ГОТОВО) за запаметяване. Сега новото име може да се види в
списъка.
0460 949 294
- 38 -
© ESAB AB 2015

7 УПРАВЛЕНИЕ НА ПАМЕТТА
7.7 Редактиране
За да редактирате съдържанието на комплект данни за заваряването, действайте по
следния начин:
Натиснете 2ND FUNCT (2-РА ФУНКЦИЯ). Изберете позицията от паметта, която
искате да редактирате, и натиснете EDIT (РЕДАКТИРАНЕ).
Показва се част от главното меню и на менюто се показва символът ,който
означава, че се намирате в режим на редактиране.
Натиснете SET (ЗАДАВАНЕ)и направете съответните промени. 7
0460 949 294
- 39 -
© ESAB AB 2015

7 УПРАВЛЕНИЕ НА ПАМЕТТА
Появява се следното меню:
В този пример променяме тока на заваряване от 400 A на 500 A.
Изберете заваръчния ток и превъртете до 500 един от бутоните за настройките.
Натиснете двукратно QUIT (ИЗХОД).
Сега настройката за данните за заваряването номер 5 е редактирана и запаметена.
0460 949 294
- 40 -
© ESAB AB 2015

8 МЕНЮ ЗА КОНФИГУРИРАНЕ
8 МЕНЮ ЗА КОНФИГУРИРАНЕ
Main menu (Главно меню) → меню Configuration (Конфигуриране)
Това меню съдържа следните подменюта:
• Език, вижте “Избор на език”, страница8.
• Заключване чрез код, вижте “Код за заключване”, страница41.
• Общо конфигуриране, вижте “Общо конфигуриране”, страница42.
• Конфигуриране на машината, вижте “Конфигуриране на машината”, страница
46.
• Дължини на кабелите, вижте “Дължини на кабелите (отнася се само за
захранващи източници LAF и TAF)”, страница58.
• Техническо обслужване, вижте “Техническо обслужване”, страница59.
• Стойности за измерване, коефициент на филтъра, вижте “Стойности за
измерване, коефициент на филтъра”, страница59.
8.1 Код за заключване
Main menu (Главно меню) → меню Configuration (Конфигуриране) → Code lock
(Код за заключване)
Когато е активирана функцията „заключване“ и вие сте на екрана за измерване или в
менюто за бърз режим, за да напуснете тези менюта е необходима парола (код за
заключване).
Кодът за заключване се активира в менюто „Конфигуриране“.
8.1.1 Състояние на заключване чрез код
В състояние на заключване чрез код вие можете да активирате/деактивирате
функцията „заключване“, без да изтривате съществуващия код за заключване. Ако не е
запаметен код за заключване и се опитате да активирате заключването чрез код,
тогава се показва клавиатура за въвеждане на нов код за заключване.
0460 949 294
- 41 -
© ESAB AB 2015

8 МЕНЮ ЗА КОНФИГУРИРАНЕ
Излизане от състоянието на заключване чрез код.
Когато сте на екрана за измерване или в менюто за бърз режим и заключването чрез
код е деактивирано, вие можете де излезете от тези менюта без ограничение чрез
натискане на QUIT (ИЗХОД) или MENU (МЕНЮ), за да отидете на главното меню.
Ако е активирано и се опитате да излезете, тогава се появява следващият екран, за
да предупреди потребителя, че има блокираща защита.
PRESS ENTER FOR LOCK CODE... (НАТИСНЕТЕ ВЪВЕЖДАНЕ ЗА КОДА НА
ЗАКЛЮЧВАНЕТО...)
Тук можете да изберете QUIT (ИЗХОД) за отмяна и връщане към предишното меню
или да продължите чрез натискане на ENTER, за да въведете кода на заключването.
След това ще отидете на менюто с клавиатурата, където можете да въведете кода.
Натискайте ENTER след всеки знак и потвърдете кода чрез следващо натискане на
ENTER.
Появява се следният текст:
UNIT UNLOCKED! (УСТРОЙСТВОТО Е ОТКЛЮЧЕНО!)
Ако кодът не е верен, тогава се появява съобщение за грешка, което предлага
възможност за нов опит или за връщане към началното меню, т.е. на екрана за
измерване или в менюто за бърз режим.
Ако кодът е правилен, тогава се премахват всички блокировки към другите менюта,
въпреки че заключването чрез код остава активирано. Това означава, че можете
да напуснете временно екрана за измерване или менюто за бърз режим, като запазите
състоянието на заключване, когато се върнете на тези менюта.
8.1.2 Задаване/редактиране на код на заключването
В „Задаване/редактиране на код на заключването“ можете да редактирате
съществуващ код на заключването или да въведете нов. Кодът на заключването може
да се състои от най-много 16 букви или цифри.
8.2 Общо конфигуриране
Main menu (Главно меню) → меню Configuration (Конфигуриране) → General
configuration (Общо конфигуриране)
В това меню можете да задавате:
• Функционалните клавиши на бързия режим, вижте “Функционалните клавиши на
бързия режим”, страница43
• Регистър на данните за качеството във файл, вижте “Регистър на данните за
качеството във файл”, страница44
• Настройката на функционални клавиши, вижте “Конфигуриране на програмируем
клавиш”, страница44
• Автоматично запаметяване на данни за заваряването, вижте “Режим на
автоматично запаметяване”, страница46
• Единица за дължина, вижте “Мерни единици”, страница10
0460 949 294
- 42 -
© ESAB AB 2015

8 МЕНЮ ЗА КОНФИГУРИРАНЕ
8.2.1 Функционалните клавиши на бързия режим
В менюто на бързия режим се показват функционалните клавиши от WELD DATA 1
(ДАННИ ЗА ЗАВАРЯВАНЕТО 1) до и включително WELD DATA 4 (ДАННИ ЗА
ЗАВАРЯВАНЕТО 4).
Същите са конфигурирани по следния начин:
Разположете курсора на реда SOFT KEY NUMBER (НОМЕР НА ФУНКЦИОНАЛНИЯ
КЛАВИШ).
Клавишите са номерирани отляво надясно с 1-4. Изберете желания клавиш чрез
задаване на неговия номер чрез бутоните за настройка.
След това превъртете на следващия ред, ASSOCIATED WELD DATA (СВЪРЗАНИ
ДАННИ ЗА ЗАВАРЯВАНЕТО). Тук можете да обхождате комплекти данни за
заваряване, които са запаметени в паметта за данни за заваряването. Изберете
желания номер на данни за заваряване чрез бутоните за настройка. Натиснете STORE
(ЗАПАМЕТЯВАНЕ), за да запаметите. За да изтриете запаметения комплект,
натиснете DELETE (ИЗТРИВАНЕ).
0460 949 294
- 43 -
© ESAB AB 2015

8 МЕНЮ ЗА КОНФИГУРИРАНЕ
8.2.2 Регистър на данните за качеството във файл
В менюто QUALITY DATA LOG TO FILE (РЕГИСТЪР НА ДАННИТЕ ВЪВ ФАЙЛ) е
възможно същият да се активира с ON (ВКЛ.).
Прочетете повече за настройките за функцията за качество в “Функции за качество”,
страница70.
8.2.3 Конфигуриране на програмируем клавиш
По-рано описахме програмируемите клавиши на панела за управление. За Дъговата
заварка под флюс (SAW) и за Дъговата заварка с метален електрод в газова среда
(GMAW) потребителят има възможност да задава функцията на тези клавиши чрез
избор от списък със зададени опции. Функция може да се присвоява на осем
програмируеми клавиша.
Възможно е да избирате между следните опции:
• Без
• Газ / Флюс
• Зададени стойности
В менюто за измерванията се показват зададени еталонни стойности, вместо
измерените стойности
• Реле 2
Настройва релеен изход №2 на печатната платка на двигателя, който може да се
използва за произволна функция от потребителя.
• Посока
• Дистанционен Вход/Изход
Когато желаете да управлявате PEK и захранващия източник за заваряване чрез
външен Входно/Изходен модул.
• Външна ос
Активира се, когато има външен Входно/Изходен модул за управление например,
на ролганг.
0460 949 294
- 44 -
© ESAB AB 2015

8 МЕНЮ ЗА КОНФИГУРИРАНЕ
• Тандем
Използва се при заваряване с две заваръчни глави.
• Подаване на студена тел (ІСЕ)
Използва се при подаване на тел без напрежение в заваръчната зона и
необходимост от показване на дисплея на скоростта на студената тел.
На екрана на дисплея има две колони: една SOFT KEYS (ФУНКЦИОНАЛНИ КЛАВИШИ)
и една FUNCTION (ФУНКЦИЯ).
Когато присвоите функции на тези клавиши, те са номерирани отляво, както следва:
0460 949 294
- 45 -
© ESAB AB 2015

8 МЕНЮ ЗА КОНФИГУРИРАНЕ
За да присвоите нова функция на функционален клавиш, действайте по следния
начин:
Разположете курсора на реда с номера на функционален клавиш, който желаете да
използвате и натиснете ENTER. Изскачащо меню показва възможностите за избор на
функция. Изберете чрез бутона за позициониране и натиснете ENTER.
Можете по същия начин да присвоите нови функции на останалите клавиши, като
съгласувате номера на клавиш в лявата колона с функцията в дясната колона.
8.2.4 Режим на автоматично запаметяване
Когато комплект данни за заваряване е извикан от позиция в паметта на данните за
заваряване и промените настройките, промените ще се запаметят в работната памет
при спирането на заваряването, в последната извикана позиция на паметта.
Ръчното запаметяване на данните за заваряването на позиция от паметта анулира
следващото автоматично запаметяване.
Позицията на паметта, в която е запаметен комплектът данни за заваряването се
показва в горния, десен ъгъл на екрана за измерване
8.3 Конфигуриране на машината
Main menu (Главно меню) → меню Configuration (Конфигуриране) → Machine
configuration (Конфигуриране на машината)
В това меню можете да задавате:
• Код на продукта, вижте “Код на продукта”, страница47
• Ос на подаване на заваръчната тел, вижте “Ос на подаване на заваръчната тел”,
страница47
• Ос на подаване на студената тел, вижте “Ос на студената тел (ІСЕ)”, страница
48
• Ос на движение, вижте “Ос на преместване”, страница48
• Външна ос, вижте “Външна ос”, страница49
• Тандем, вижте “Тандем за захранващи източници LAF и TAF”, страница50 и
“Тандем за захранващ източник Aristo 1000”, страница53
• Паралелни захранващи източници, вижте “Паралелни захранващи източници
(отнася се само за захранващи източници Aristo1000)”, страница55
0460 949 294
- 46 -
© ESAB AB 2015

8 МЕНЮ ЗА КОНФИГУРИРАНЕ
• Подаване на студена тел, вижте “Подаване на студена тел”, страница56
• Полярност, вижте “Полярност (отнася се само за захранващ източник
Aristo1000)”, страница57
• Настройки на идентификаторите на възлите, вижте “Настройки на
идентификаторите на възлите (отнася се само за захранващ източник
Aristo1000)”, страница57
• Информация за системата, вижте “Информация за системата (отнася се само за
захранващ източник Aristo 1000)”, страница58
8.3.1 Код на продукта
В менюто PRODUCT CODE (КОД НА ПРОДУКТА) могат да се избират автоматична
заваръчна машина, колона и стрела или позиционер, които да се използват.
Когато избирате код на продукта, правилният тип двигател и предавателно отношение
за използваната предавателна кутия в съответния продукт се избират автоматично.
Могат да се избират следните опции:
• A2TFJ1
Трактор A2, автоматична заваръчна машина за дъговата заварка под флюс (SAW)
• A2TGJ1
Трактор A2, автоматична заваръчна машина за дъговата заварка с метален
електрод в газова среда (GMAW)
• A6TFF1
Трактор A6, автоматична заваръчна машина за дъговата заварка под флюс (SAW)
• MTW600
Трактор A6, автоматична заваръчна машина за дъговата заварка под флюс (SAW)
• СВОБОДНИ 2 ОСИ
Допълнителна конфигурация за свързване на 2 двигателя към платката на
изпълнителния механизъм Един за подаване на заваръчната тел и един за
работното движение.
• СВОБОДНИ 3 ОСИ
Допълнителна конфигурация за свързване на външни ролганги, позиционери или
линейна ос, а така също за 2 двигателя към платката на изпълнителния механизъм.
Един за подаване на заваръчната тел и един за работното движение.
8.3.2 Ос на подаване на заваръчната тел
Двигателят за подаване на заваръчната тел се настройва автоматично съгласно
долните таблици.
0460 949 294
- 47 -
© ESAB AB 2015

8 МЕНЮ ЗА КОНФИГУРИРАНЕ
A2TFJ1 A2TGJ1 A6TFF1 MTW600
Двигател 5035 38
об/мин
5035 68
об/мин
VEC4000 FHP258
Предавка 1 49:1 49:1 156:1 24:1
Предавка 2 1:1 1:1 1:1 1:1
Диаметър на
49 mm 49 mm 49 mm 30 mm
подаващите ролки
Импулсен датчик 28 импулса на
оборот
Ниска ръчна
150 cm/min 150 cm/min 150 cm/min 150 cm/min
28 импулса на
оборот
32 импулса на
оборот
28 импулса на
оборот
скорост
Висока ръчна
300 cm/min 300 cm/min 300 cm/min 300 cm/min
скорост
СВОБОДНИ 2 ОСИ СВОБОДНИ 3 ОСИ
Двигател VEC 4000 VEC 4000
Предавка 1 156:1 156:1
Предавка 2 1:1 1:1
Диаметър на подаващите
49 mm 49 mm
ролки
Импулсен датчик 32 импулса на оборот 32 импулса на оборот
Ниска ръчна скорост 150 cm/min 150 cm/min
Висока ръчна скорост 300 cm/min 300 cm/min
8.3.3 Ос на студената тел (ІСЕ)
СВОБОДНИ 2 ОСИ СВОБОДНИ 3 ОСИ
Двигател VEC 4000 VEC 4000
Предавка 1 156:1 156:1
Предавка 2 1:1 1:1
Диаметър на подаващите
49 mm 49 mm
ролки
Импулсен датчик 32 импулса на оборот 32 импулса на оборот
Ниска ръчна скорост 150 cm/min 150 cm/min
Висока ръчна скорост 300 cm/min 300 cm/min
8.3.4 Ос на преместване
Двигателят за преместването се настройва автоматично съгласно долните таблици.
A2TFJ1 A2TGJ1 A6TFF1 MTW600
Двигател 4030-350 4030-350 FHP258 FHP258
Предавка 1 375:10 375:10 24:1 75:2
Предавка 2 51:1 51:1 51:1 51:1
Диаметър на
158 mm 158 mm 180 mm 158 mm
колелата
0460 949 294
- 48 -
© ESAB AB 2015

8 МЕНЮ ЗА КОНФИГУРИРАНЕ
Импулсен датчик 60 импулса на
оборот
Висока ръчна
200 cm/min 200 cm/min 200 cm/min 200 cm/min
60 импулса на
оборот
28 импулса на
оборот
60 импулса на
оборот
скорост
СВОБОДНИ 2 ОСИ СВОБОДНИ 3 ОСИ
Двигател VEC 4000 VEC 4000
Предавка 1 312:1 312:1
Предавка 2 1:1 1:1
Диаметър на колелата 65 mm 65 mm
Импулсен датчик 32 импулса на оборот 32 импулса на оборот
Висока ръчна скорост 200 cm/min 200 cm/min
8.3.5 Външна ос
Когато свързвате външен ролганг, позиционер или линейна ос, трябва да се избере
FREE 3 AXIS (СВОБОДНИ 3 ОСИ).
Когато бъде избрано FREE 3 AXIS (СВОБОДНИ 3 ОСИ), двигателят се настройва
автоматично съгласно долните таблици.
Ролганг Линейна Позиционер
Предавка 1 560:1 560:1 560:1
Предавка 2 111:22 111:22 111:22
Предавка 3 1:1 1:1 1:1
Диаметър на колелата 160 mm 160 mm 160 mm
Импулсен датчик 30 импулса на
оборот
30 импулса на
оборот
30 импулса на
оборот
Висока ръчна скорост 200 cm/min 200 cm/min 200 cm/min
Честотно отношение 85:50 85:50 85:50
Двигател 2000 об/мин 2000 об/мин 2000 об/мин
Диаметър на заваряване 1000 mm - 1000 mm
Диаметър на ролката 1000 mm - -
0460 949 294
- 49 -
© ESAB AB 2015

8 МЕНЮ ЗА КОНФИГУРИРАНЕ
8.3.6 Тандем за захранващи източници LAF и TAF
Използва се при заваряване с две заваръчни глави.
Позиционирайте курсора върху реда ТАНДЕМ (TANDEM) и натиснете ENTER.
Изберете ON (ВКЛ.) чрез бутона за позициониране и натиснете ENTER.
За да се заварява с двете заваръчни глави, трябва да бъде зададено WELD HEAD
OFFSET (ИЗМЕСТВАНЕ НА ЗАВАРЪЧНАТА ГЛАВА)
WELD HEAD OFFSET (ИЗМЕСТВАНЕ НА ЗАВАРЪЧНАТА ГЛАВА) е разстоянието в
милиметри между заваръчните глави.
Когато определяте разстоянието между ПРЕДНАТА ЧАСТ на заваръчна глава 1 и
ЗАДНАТА ЧАСТ на заваръчна глава 2, стойността се преизчислява от блока за
управление съгласно времето между момента на стартиране на заваръчна глава 1 и
момента, в който трябва да стартира заваръчна глава 2.
Времето, което блокът за управление може да изчисли за разстоянието между
стартирането и спирането на захранващите източници за заваряване, е най-много 65
секунди. Това означава, че ако например, е зададено 50 cm/min, като максимално
WELD HEAD OFFSET (ИЗМЕСТВАНЕ НА ЗАВАРЪЧНАТА ГЛАВА) може да се въведе
най-много 2000 mm. Това е така, за да може заваръчна глава 2 да достигне началната
точка, преди да изтече времето.
ЗАДНА ЧАСТ ПРЕДНА ЧАСТ
0460 949 294
ИЗМЕСТВАНЕ НА
ЗАВАРЪЧНАТА ГЛАВА
- 50 -
© ESAB AB 2015

8 МЕНЮ ЗА КОНФИГУРИРАНЕ
ЗАБЕЛЕЖКА!Погрижете се двата блока за управление да имат едни и същи
настройки за ИЗМЕСТВАНЕ НА ЗАВАРЪЧНАТА ГЛАВА и определете една и съща
скорост на движение. На „Главния“ блок за управление трябва да се присвои
ПРЕДНА ЧАСТ, а на „Подчинения“ блок за управление – ЗАДНА ЧАСТ. Работното
движение винаги се управлява от „Главния“ блок за управление.
Определете стойностите за заваряването чрез две заваръчни глави по следния
начин:
Разположете курсора на реда WELDING HEAD (ЗАВАРЪЧНА ГЛАВА). Изберете дали
настройката да се отнася за ПРЕДНАТА ЧАСТ – „Главен“ блок за управление, или за
ЗАДНАТА ЧАСТ – „Подчинен“ блок за управление
• Разположете курсора на реда WELD HEAD OFFSET (ИЗМЕСТВАНЕ НА
ЗАВАРЪЧНАТА ГЛАВА) и определете разстоянието между двете заваръчни глави.
Пример, Вход/Изход ON (ВКЛ.)
Заваръчна глава 2 (подчинена)
ЗАДНА ЧАСТ
Заваръчна глава 1
(главна)
ПРЕДНА ЧАСТ
ИЗМЕСТВАНЕ НА
ЗАВАРЪЧНАТА ГЛАВА
•
Натиснете бутона за стартиране за заваръчна глава1.
• Заваръчна глава 1 започва да заварява.
0460 949 294
- 51 -
© ESAB AB 2015

8 МЕНЮ ЗА КОНФИГУРИРАНЕ
• Заваръчна глава2 започва да заварява, след като достигне началната позиция на
заваряваща глава 1 (посоченото в WELD HEAD OFFSET (ИЗМЕСТВАНЕ НА
ЗАВАРЪЧНАТА ГЛАВА разстояние)).
•
Натиснете бутона за спиране на заваръчна глава1.
• Заваръчна глава 1 спира да заварява, но продължава да се движи.
• Заваряваща глава 2 спира да заварява, когато достигне точката, където
заваряваща глава 1 е спряла да заварява (посоченото в WELD HEAD OFFSET
(ИЗМЕСТВАНЕ НА ЗАВАРЪЧНАТА ГЛАВА разстояние)).
• Заваряването е приключило.
Пример, Вход/Изход OFF (ИЗКЛ.).
Заваръчна глава 2 (подчинена)
ЗАДНА ЧАСТ
Заваръчна глава 1
(главна)
ПРЕДНА ЧАСТ
ИЗМЕСТВАНЕ НА
ЗАВАРЪЧНАТА ГЛАВА
•
Натиснете едновременно бутона за стартиране на заваръчна глава1 и
заваръчна глава2.
• Заваръчна глава 1 започва да заварява.
• Заваръчна глава2 започва да заварява, когато достигне началната позиция на
заваряваща глава 1 (посоченото в WELD HEAD OFFSET (ИЗМЕСТВАНЕ НА
ЗАВАРЪЧНАТА ГЛАВА разстояние)).
•
Натиснете едновременно бутона за спиране на заваръчна глава1 и
заваръчна глава2.
• Заваръчна глава1 спира да заварява, но движението и продължава.
• Заваряваща глава 2 спира да заварява щом достигне точката, където заваряваща
глава 1 е спряла да заварява (разстоянието, което е посочено в WELD HEAD
OFFSET (ИЗМЕСТВАНЕ НА ЗАВАРЪЧНАТА ГЛАВА)).
• Заваряването е приключило.
0460 949 294
- 52 -
© ESAB AB 2015

8 МЕНЮ ЗА КОНФИГУРИРАНЕ
8.3.7 Тандем за захранващ източник Aristo 1000
Използва се при заваряване с две или повече заваръчни глави. Всяка заваръчна
глава се управлява от свой собствен блок за управление (PEK).
Позиционирайте курсора върху реда ТАНДЕМ (TANDEM) и натиснете ENTER.
Изберете ON (ВКЛ.) чрез бутона за позициониране и натиснете ENTER.
Избрана е предната заваръчна глава.
Избрана е задната заваръчна глава.
ЗАВАРЪЧНА ГЛАВА
Изберете заваръчната глава, която да се използва: предната (HEAD) или задната
(TAIL).
ГЛАВНО ПРОМЕНЛИВОТОКОВО СИНХРОНИЗИРАНЕ
Един захранващ източник в тандемна система трябва да бъде конфигуриран като
главно променливотоково синхронизиране, ако се използва синхронизирано
променливотоково заваряване. За предпочитание е първият захранващ източник за
променливотоково заваряване да е конфигуриран като главно променливотоково
синхронизиране.
УПРАВЛЕНИЕ НА ДВИЖЕНИЕТО
Изберете дали заваръчната глава да контролира преместването. Както предната, така
и задната заваръчна глава могат да контролират преместването, но не и двете
наведнъж.
0460 949 294
- 53 -
© ESAB AB 2015

8 МЕНЮ ЗА КОНФИГУРИРАНЕ
СИНХРОНИЗИРАНО СТАРТИРАНЕ НА ЗАВАРЯВАНЕТО
Ако е избрано ON (ВКЛ.), това означава, че трябва да стартирате само блока за
управление на предната заваръчна глава. Задната заваръчна глава се стартира
автоматично. Ако е избрано OFF (ИЗКЛ.), всички заваръчни глави трябва да бъдат
стартирани чрез съответния блок за управление.
СИНХРОНИЗИРАНО ПРОМЕНЛИВОТОКОВО ЗАВАРЯВАНЕ
При синхронизираното променливотоково заваряване честотата балансът и
променливотоковите импулси са синхронизирани до едни и същи стойности за всички
заваръчни глави в тандемната система.
ИЗМЕСТВАНЕ НА ЗАВАРЪЧНАТА ГЛАВА
WELD HEAD OFFSET (ИЗМЕСТВАНЕ НА ЗАВАРЪЧНАТА ГЛАВА) е разстоянието в
милиметри между заваръчните глави. Винаги трябва да се задава изместването на
заваръчната глава, независимо дали е избрано, или не е избрано синхронизирано
стартиране на заваряването. Ако бъде избрано не-синхронизирано стартиране на
заваряването, изместването се използва за изчисление на времето на закъснение за
стартиране на заваряването на ЗАДНАТА заваряваща глава
ЗАДНА ЧАСТ ПРЕДНА ЧАСТ
ИЗМЕСТВАНЕ НА
ЗАВАРЪЧНАТА ГЛАВА
ИЗМЕСТВАНЕ НА ФАЗАТА (прилага се само за променливотоково заваряване)
Изместването на фазата е фазово изместване по отношение на предната заваръчна
глава. Единицата за измерване е градуси.
0460 949 294
- 54 -
© ESAB AB 2015

8 МЕНЮ ЗА КОНФИГУРИРАНЕ
8.3.8 Паралелни захранващи източници (отнася се само за захранващи
източници Aristo1000)
За да можете да конфигурирате два захранващи източника паралелно, само двата
захранващи източника, които трябва да се свържат, трябва да бъдат с включено
захранване и да бъдат активни на CAN2 шината.
Извършвайте настройки за паралелни захранващи източници, както следва:
1. Включете функцията PARALLEL POWERSOURCES (ПАРАЛЕЛНИ ЗАХРАНВАЩИ
ИЗТОЧНИЦИ).
2. Задайте Parallel couple ID (ID на паралелна двойка). Първата паралелна двойка е
зададена на 1, следващата паралелна двойка е зададена на 2 и т.н.
3. Изберете от менюто Connect with slave (Свързване към подчинен) и натиснете
Enter.
Извежда се съобщение "Connect" (Свързване).
4. Отново натиснете Enter.
Когато главните и подчинените захранващи източници са свързани, се извежда
текстът "Connected" (Свързан).
0460 949 294
- 55 -
© ESAB AB 2015

8 МЕНЮ ЗА КОНФИГУРИРАНЕ
8.3.9 Подаване на студена тел
Опцията ICE WIRE FEED (ON) (ПОДАВАНЕ НА СТУДЕНА ТЕЛ (ВКЛ.)) може да бъде
избрана в менюто за конфигуриране на машината. Ако бъде избрано „подаване на
студена тел“, тогава се появява опцията се показва опцията ICE WIRE FEED AXIS (ОС
НА ПОДАВАНЕ НА СТУДЕНАТА ТЕЛ).
Настройките на оста на подаване на студената тел трябва да са идентични с тези на
оста на подаване на телта.
• Избира се „Електродвигател“ от отварящ се списък със следните опции:
• За GEAR 1 (ПРЕДАВКА 1) трябва да се зададе ON (ВКЛ.). Стойността не може да
бъде OFF (ИЗКЛ.).
0460 949 294
- 56 -
© ESAB AB 2015

8 МЕНЮ ЗА КОНФИГУРИРАНЕ
• За ПРЕДАВКА 2 (GEAR 2) нормално трябва да се зададе ON (ВКЛ.), но може да се
избере и OFF (ИЗКЛ.).
• Стойностите N1 и N2 под Предавка 1 и 2 се задават чрез един от трите бутона за
настройка в долната част на панела. Интервалът за N1 и N2 зависи от избрания
електромотор.
• Диаметърът на ролките за подаване (FEED ROLLER DIAM) се избира чрез който и
да е от бутоните за настройка. Интервалът зависи от избрания електромотор.
• Кодиращото устройство за импулси (ENCODER-PULSES) се избира чрез който и да
е от бутоните за настройка. Интервалът е 1-9998 ppr (ppr = импулси на оборот).
• LOW MANUAL SPEED (НИСКА РЪЧНА СКОРОСТ) се избира чрез който и да е от
бутоните за настройка. Интервалът е 1-1000 cm/min.
• HIGH MANUAL SPEED (ВИСОКА РЪЧНА СКОРОСТ) се избира чрез който и да е от
бутоните за настройка. Интервалът е 1-5 000 cm/min.
8.3.10 Полярност (отнася се само за захранващ източник Aristo1000)
В менюто POLARITY (ПОЛЯРНОСТ) вие можете да задавате полярността на
заваряването.
• За да заварявате с положителна полярност на заваръчната тел и с отрицателна
полярност на обработвания детайл, изберете „положителна“ полярност.
• За да заварявате с отрицателна полярност на заваръчната тел и с положителна
полярност на обработвания детайл, изберете „отрицателна“ полярност.
8.3.11 Настройки на идентификаторите на възлите (отнася се само за
захранващ източник Aristo1000)
Ако в системата има входно-изходни възли, идентификационните им номера се
задават тук.
0460 949 294
- 57 -
© ESAB AB 2015

8 МЕНЮ ЗА КОНФИГУРИРАНЕ
8.3.12 Информация за системата (отнася се само за захранващ източник Aristo 1000)
Менюто SYSTEM INFORMATION (Информация за системата) показва активните
захранващи източници, свързани чрез CAN2 шината, ако захранващите източници са
в тандемен или в паралелен режим и ако са конфигурирани като главни или
подчинени.
8.4 Дължини на кабелите (отнася се само за захранващи източници LAF и TAF)
Напрежението на дъгата се влияе от импеданса на заваръчните кабели Импедансът
зависи от дължината и сечението на кабелите, а така също и от начина на
прекарването им. Това е особено изразено при променливотоково заваряване.
При задаване на реалната дължина на кабела се поддържа компенсация на пада на
напрежението в дълги кабели.
Трябва да се въведе общата дължина на кабелите (съвместно – заваръчен кабел и
съединител)
Забележка! При използване на два кабела трябва да се комбинират сеченията на
двата кабела.
Тази функция е активна по време на стартирането, преди захранващият източник
да получи стойност от измерването, на базата на която да регулира.
Ако бъде избрано „Max OCV“, тази функция не е активна.
0460 949 294
- 58 -
© ESAB AB 2015

8 МЕНЮ ЗА КОНФИГУРИРАНЕ
8.5 Техническо обслужване
Main menu (Главно меню) → меню Configuration (Конфигуриране) → Maintenance
(Техническо обслужване)
В това меню вие задавате колко често трябва да се сменя контактният връх.
Определете броя стартове на заваряването, след които контактният връх трябва да
се сменя, чрез избиране на реда CONTACT TIP CHANGE INTERVAL (ИНТЕРВАЛ НА
СМЯНА НА КОНТАКТНИЯ ВРЪХ) и натискане на ENTER. Променяйте стойността чрез
бутоните за настройка. След като измине интервалът, в регистъра на грешките се
показва код за неизправност 54.
Когато вместо брой стартове бъде избрано TOTAL RUNNING TIME LIMIT (ГРАНИЦА
НА ОБЩОТО ОТРАБОТЕНО ВРЕМЕ), тогава трябва да се свържете с упълномощен
техник от сервиза на ESAB.
8.6 Стойности за измерване, коефициент на филтъра
Main menu (Главно меню) → меню Configuration (Конфигуриране) →
Measure–values filter factor (Измерване – стойности, коефициент на филтъра)
Това меню осигурява коефициент на филтъра за стойностите от измерването на
заваръчния ток. Колкото по-висока стойност на коефициента на филтъра изберете,
толкова по-стабилна стойност от измерването на заваръчния ток ще получавате.
Имате възможност за избор от коефициентите на филтъра 1, 2 и 4.
Позиционирайте курсора върху реда MEASURE–VALUES FILTER FACTOR
(ИЗМЕРВАНЕ – СТОЙНОСТИ, КОЕФИЦИЕНТ НА ФИЛТЪРА) и натиснете
ВЪВЕЖДАНЕ. Изскачащо меню показва коефициенти на филтъра ONE (ЕДНО), TWO
(ДВЕ) и FOUR (ЧЕТИРИ). Изберете предпочитания коефициент на филтъра чрез
бутона за позициониране и натиснете ENTER.
0460 949 294
- 59 -
© ESAB AB 2015

9 ИНСТРУМЕНТИ
9 ИНСТРУМЕНТИ
Main menu (Главно меню) → Tools (Инструменти)
Това меню съдържа следните подменюта:
• Обработка на събития, вижте “Обработка на събития”, страница60.
• Експортиране/импортиране, вижте “Експортиране/Импортиране”, страница64.
• Мениджър на файлове, вижте “Мениджър на файлове”, страница65.
• Редактиране на границите на настройката, вижте “Редактор на границите на
настройката”, страница68.
• Редактиране на границите на измерването, вижте “Редактор на границите на
измерване”, страница69.
• Производствена статистика, вижте “Производствена статистика”, страница70.
• Функции за качество, вижте “Функции за качество”, страница70.
• Календар, вижте “Календар”, страница72.
• Акаунти на потребители, вижте “Акаунти на потребители”, страница72.
• Информация за единиците за дължина, вижте “Информация за мерните единици”,
страница74.
9.1 Обработка на събития
Main menu (Главно меню) → Tools (Инструменти) → Event handling (Обработка на
събития)
Кодовете за отстраняване на неизправностите се използват за указване на
възникнали в процеса на заваряване неизправности. Показват се на дисплея чрез
изскачащо меню и удивителен знак , който се появява в горния десен ъгъл на
дисплея.
Забележка! изчезва от дисплея, щом влезете в менюто „Регистър на събитията“.
Менюто „Обработка на събития“ има две подменюта, Event log (Регистър на събитията)
(вижте “Регистър на събитията”, страница60) и Active errors (Активни грешки)
(вижте “Активни грешки”, страница61).
9.1.1 Регистър на събитията
Main menu (Главно меню) → Tools (Инструменти) → Event handling (Обработка на
събития) → Event log (Регистър на събитията)
Всички грешки, които възникват при използването на заваръчното оборудване, се
документират като съобщения за грешка в регистъра на грешките. Могат да бъдат
запаметени до 99 съобщения за грешка. Ако регистърът на грешките се запълни, т.е.
0460 949 294
- 60 -
© ESAB AB 2015

9 ИНСТРУМЕНТИ
бъдат записани 99 съобщения за грешки, тогава при възникване на следващата
неизправност най-старото съобщение се изтрива автоматично.
В регистъра на грешките може да се прочете следната информация:
• Номер на грешката
• Дата на възникване на грешката
• Час на възникване на грешката
• Блокът, в който е възникнала грешката (вижте “Идентификатори на блокове”,
страница62)
• Кодът за управление на кода на грешката (вижте “Описание на кодовете за
отстраняване на неизправностите”, страница62)
9.1.2 Активни грешки
Main menu (Главно меню) → Tools (Инструменти) → Event handling (Обработка на
събития) → Active errors (Активни грешки)
Менюто Active errors (Активни грешки) показва само активните в момента грешки.
0460 949 294
- 61 -
© ESAB AB 2015

9 ИНСТРУМЕНТИ
9.1.3 Идентификатори на блокове
Обяснение на идентификаторите на блокове за захранващи източници LAF и TAF:
2= Захранващ източник
6= Подаване на заваръчната тел и работно движение (платка на двигателя)
8= Панел за управление
Забележка! Посочените по-горе идентификатори за блокове се отнасят за
захранващи източници LAF и TAF и са пример на идентификатори за блокове за
Aristo1000, понеже възлите в Aristo1000 може да имат различни идентификационни
номера в зависимост от конфигурацията на оборудването.
9.1.4 Описание на кодовете за отстраняване на неизправностите
По-долу са дадени кодовете за отстраняване на неизправностите, които потребителят
може да отстрани самостоятелно. Ако се появи друг код, рестартирайте машината и
ако грешката не изчезва, се свържете със сервизния техник.
Код на грешка Описание
LAF, TAF Aristo 1000
6 4201, 4202,
4203
Висока температура
Захранващият източник е прегрял и не допуска заваряване.
Заваряването се разрешава отново, когато температурата
спадне под допустимата максимална температура.
Действие: Проверете дали входящите и изходящи отвори на
охлаждащия въздух не са блокирани или запушени от
замърсявания. Проверете използвания работен цикъл, за да
се уверите, че оборудването не се претоварва. Ако
неизправността не изчезва, извикайте сервизен техник.
7 Малък заваръчен ток
В процеса на заваряване заваръчната дъга е изключена
поради малък заваръчен ток.
Действие: Нулира се при следващото стартиране на
заваряване. Ако неизправността не изчезва, извикайте
сервизен техник.
8 Ниско напрежение на акумулатора
Напрежението на акумулатора е прекалено ниско. Ако
акумулаторът не бъде сменен, всички запаметени данни ще
бъдат загубени. Тази грешка не деактивира никоя от
функциите.
11 8411
под-код 0
0460 949 294
Действие: Извикайте сервизен техник да замени батерията.
Грешка за скоростта на двигател, (подаване на
заваръчната тел, двигател за движението)
Двигателя не може да поддържа скоростта си. Заваряването
спира.
Действие: Проверете дали заваръчната тел не е заклинила
или дали не се движи прекалено бързо. Ако неизправността
не изчезва, извикайте сервизен техник.
- 62 -
© ESAB AB 2015

9 ИНСТРУМЕНТИ
12 Вътрешна комуникационна грешка (предупреждение)
Натоварването на CAN шината на системата е достигнало
временно до твърде висока стойност. Захранващият блок
може да е загубил връзка с блока за управление.
Действие: Проверете дали цялото оборудване е свързано
правилно. Ако неизправността не изчезва, извикайте
сервизен техник.
14 Комуникационна грешка
CAN-шината на системата е спряла да работи временно
поради прекалено голямо натоварване. Текущият заваръчен
процес спира.
Действие: Проверете дали цялото оборудване е свързано
правилно. Изключете захранването от електрическата мрежа,
за да нулирате уреда. Ако неизправността не изчезва,
извикайте сервизен техник.
17 8117 Загуба на връзка с блока
Загуба на връзка с блока.
Действие: Проверете кабелите и съединителя между блока
за управление и захранващия източник. Ако неизправността
не изчезва, извикайте сервизен техник.
Код на грешка Описание
LAF, TAF Aristo 1000
32 Няма газов поток
Заваряването не може да стартира.
Действие: Проверете вентила на газа, маркучите и връзките.
43 Голям заваръчен ток
Захранващият източник е прекъснал процеса на заваряване,
понеже токът е превишил максималния ток за захранващия
източник.
Действие: Нулира се при следващото стартиране на
заваряване. Ако неизправността не изчезва, извикайте
сервизен техник.
44 Стартова пауза на заваръчния ток
0460 949 294
Процесът на заваряване е спрян понеже няма напредване в
рамките на 10 секунди.
Действие: Нулира се при следващото стартиране на
заваряване. Ако неизправността не изчезва, извикайте
сервизен техник.
- 63 -
© ESAB AB 2015

9 ИНСТРУМЕНТИ
168, 169 8411
под-код 1
2310 Токово насищане на сервомеханизма
3205 Високо постоянно напрежение
5010 Голяма индуктивност
Двигателят е спрял.
Няма импулси от импулсния преобразувате на двигателя.
За LAF и TAF: 168=ДвигателM1(Двигател за подаване на
заваръчната тел), 169=ДвигателM2(Двигател за движение)
Действие: Проверете кабелите на двигателя. Сменете
преобразувателя на импулсите.
Захранващият източник е подавал временно максимален ток.
Действие: Ако неизправността не изчезва, опитайте се да
понижите данните за заваряването.
Действие: Проверете дали мрежовото напрежение не е
твърде ниско или твърде високо.
Индуктивността е прекалено голяма, зависи от дълги
заваръчни кабели и/или завишени данни за заваряването.
Действие: Опитайте се да настроите данните за
заваряването.
9.2 Експортиране/Импортиране
Main menu (Главно меню) → Tools (Инструменти) → Export / Import (Експортиране
/ Импортиране)
В менюто Export/Import (Експортиране/Импортиране) може да се прехвърля
информация към и от панела за управление чрез USB-памет.
Може да се прехвърля следната информация:
• Комплекти данни за заваряване Експортиране / импортиране
• Системни настройки Експортиране / импортиране
• Граници на настройките Експортиране / импортиране
• Граници на измерване Експортиране / импортиране
• Регистър на грешките Експортиране
• Регистър на функциите за качество Експортиране
• Производствена статистика Експортиране
За запаметяване в USB-памет направете следното:
Вкарайте USB-паметта в блока за управление.
Изберете реда с информацията, която трябва да се прехвърли. Натиснете EXPORT
(ЕКСПОРТИРАНЕ) или IMPORT (ИМПОРТИРАНЕ) в зависимост от това дали
информацията трябва да се експортира или импортира.
0460 949 294
- 64 -
© ESAB AB 2015

9 ИНСТРУМЕНТИ
9.3 Мениджър на файлове
Main menu (Главно меню) → Tools (Инструменти) → File manager (Мениджър на
файлове)
В мениджъра на файлове може да се управлява информацията в USB-памет (C:\).
Мениджърът на файлове прави възможно ръчното изтриване и копиране на данни за
заваряването и данни за качеството.
Когато е избрана USB-памет, дисплеят показва папката по подразбиране на паметта,
ако не е избрана предварително друга.
Панелът за управление ви напомня къде сте използвали за последен път мениджъра
на файлове, така че вие се връщате на същото място в структурата на файловете,
когато се върнете.
• За да проверите колко е свободната част от паметта, използвайте функцията INFO
(ИНФОРМАЦИЯ).
• Обновете информацията чрез натискане на UPDATE (АКТУАЛИЗАЦИЯ).
• Когато искате да изтриете, промените име, да създадете нова папка, да копирате
или да поставите, натиснете ALT. Тогава се появява списък, от който можете да
направите избор. Ако бъде избрано (..) или папка, вие можете само да създадете
нова папка или да поставите във файл, който сте копирали предварително. Ако
имате избран файл, тогава ще бъдат добавени опциите RENAME
(ПРЕИМЕНУВАНЕ), COPY (КОПИРАНЕ) или PASTE (ПОСТАВЯНЕ), ако имате
копиран по-рано файл.
Изберете папка или файл и натиснете ALT.
0460 949 294
- 65 -
© ESAB AB 2015

9 ИНСТРУМЕНТИ
Този списък се показва, когато натиснете ALT.
9.3.1 Изтриване на файл/папка
Изберете файла или папката, които трябва да се изтрият и натиснете ALT.
Изберете DELETE (ИЗТРИВАНЕ) и натиснете ENTER.
Сега файлът/папката са премахнати. За да изтриете папка, тя трябва да бъде празна,
т.е. първо изтрийте съдържащите се в папката файлове.
9.3.2 Преименуване на файл/папка
Изберете файла или папката, които трябва да се преименуват и натиснете ALT.
Изберете RENAME (ПРЕИМЕНУВАНЕ) и натиснете ENTER.
0460 949 294
- 66 -
© ESAB AB 2015

9 ИНСТРУМЕНТИ
На дисплея се появява клавиатура. Чрез бутона за позициониране сменете реда, а
чрез стрелките „наляво“ и „надясно“ се движете наляво и надясно. Изберете
знака/функцията, които трябва да се използват и натиснете ENTER.
9.3.3 Създаване на нова папка
Изберете мястото, където трябва да се постави новата папка и натиснете ALT.
Изберете NEW FOLDER (НОВА ПАПКА) и натиснете ENTER.
Тогава на дисплея се появява клавиатура. Чрез бутона за позициониране сменете
реда, а чрез стрелките „наляво“ и „надясно“ се движете наляво и надясно. Изберете
знака/функцията, които трябва да се използват и натиснете ENTER.
9.3.4 Копиране и поставяне на файлове
Изберете файла, които трябва да се копира и натиснете ALT.
Изберете COPY (КОПИРАНЕ) и натиснете ENTER.
Разположете курсора в папката, в която трябва да се намира копираният файл и
натиснете ALT.
Изберете PASTE (ПОСТАВЯНЕ) и натиснете ENTER.
Копието са запаметява като „Копие + оригиналното име“, т.е. „Копие на WeldData.awd“.
0460 949 294
- 67 -
© ESAB AB 2015

9 ИНСТРУМЕНТИ
9.4 Редактор на границите на настройката
Main menu (Главно меню) → Tools (Инструменти) → Setting limit editor (Редактор
на границите на настройката)
В това меню вие задавате свои собствени минимални и максимални стойности за
различните методи на заваряване. Границите не могат да бъдат над или под
стойностите, за които е оразмерен захранващият източник. Има 50 точки за
запаметяване. Изберете реда за празна точка за запаметяване и натиснете ENTER.
Изберете процес чрез натискане на ENTER и изберете заваръчен процес чрез бутона
за позициониране и натискане на ENTER.
За всички процеси могат да се избират максимални и минимални стойности за
напрежение на дъгата, скорост на подаване на заваръчната тел, скорост на движение
и заваръчен ток.
Когато стойностите са настроени, натиснете STORE (ЗАПАМЕТЯВАНЕ). Когато бъдете
попитани дали граничната стойност трябва да се запамети на избраната точка за
запаметяване, натиснете NO (НЕ) или YES (ДА). Стойностите на точките за
запаметяване могат да се видят под реда в долната част.
Чрез функционалния клавиш AUTO (АВТОМАТИЧНО) параметрите са задават
автоматично в съответствие с последно използваните параметри.
Когато бъдете попитани дали граничните стойности да се задават автоматично,
натиснете NO (НЕ) или YES (ДА) и след това STORE (ЗАПАМЕТЯВАНЕ), ако
настройката трябва да се запази.
0460 949 294
- 68 -
© ESAB AB 2015

9 ИНСТРУМЕНТИ
9.5 Редактор на границите на измерване
Main menu (Главно меню) → Tools (Инструменти) → Measure limits editor
(Редактор на границите на измерване)
В това меню вие задавате свои собствени граници на измерването за различните
методи на заваряване. Има 50 точки за запаметяване. Изберете реда за празна точка
за запаметяване и натиснете ENTER. Изберете процес чрез натискане на ENTER и
изберете заваръчен процес чрез бутона за позициониране и натискане на ENTER.
Могат да се избират следните стойности:
• напрежение на дъгата: мин., макс.
• скорост на подаване на заваръчната тел: мин., макс.
• заваръчен ток: мин., макс.
• скорост на движение: мин., макс.
• енергия на единица дължина: мин., макс.
Задайте желаната стойност чрез бутоните за настройка и натиснете STORE
(ЗАПАМЕТЯВАНЕ).
В диалоговото прозорче получавате питане, дали желаете да запаметите избраната
точка за съхранение. Натиснете YES (ДА), за да запаметите стойността. Стойностите
на точките за запаметяване могат да се видят под реда в долната част.
Чрез функционалния клавиш AUTO (АВТОМАТИЧНО) параметрите са задават
автоматично в съответствие с последно използваните стойности от измерването.
Когато бъдете попитани дали стойностите от измерването да се задават автоматично,
натиснете NO (НЕ) или YES (ДА) и след това STORE (ЗАПАМЕТЯВАНЕ), ако
настройката трябва да се запази.
0460 949 294
- 69 -
© ESAB AB 2015

9 ИНСТРУМЕНТИ
9.6 Производствена статистика
Main menu (Главно меню) → Tools (Инструменти) → Production statistics
(Производствена статистика)
Производствената статистика следи общото време на дъгата, общото количество
материал и броя заварявания от последното нулиране. Тя също следи времето на
дъгата и количеството материал, използван при последното заваряване. За
информация също се показват изчислената обща дължина разтопен материал с
мерната единица и времето на извършване на последното нулиране.
Когато натиснете RESET (НУЛИРАНЕ), всички броячи се нулират. Датата и часът
показват последното нулиране.
Ако не нулирате броячите, те всичките се нулират автоматично, когато един от тях
достигне максималната си стойност.
Максимални стойности на броячите
Време 999 часа, 59 минути, 59 секунди
Тегло 13 350 000 грама
Количество 65 535
9.7 Функции за качество
Main menu (Главно меню) → Tools (Инструменти) → Quality functions (Функции за
качество)
Функциите за качество следят различни интересни за отделните заварявания данни за
заваряването.
Тези функции са:
• Време на стартирането на заваряването
• Продължителност на заваряването.
• Максимален, минимален и среден ток при заваряването.
• Максимално, минимално и средно напрежение при заваряването.
• Максимална, минимална и средна енергия на единица дължина при заваряването.
0460 949 294
- 70 -
© ESAB AB 2015

9 ИНСТРУМЕНТИ
На реда в долната част се показва броят на заваряванията от последното нулиране.
Може да се запаметява информация за най-много 100 заварявания. Когато броят на
заварките надмине 100, тогава се извършва запис върху първата.
Последно отбелязаната заварка се показва на дисплея, въпреки че е възможно
обхождане и на други отбелязани заварки. При натискането на RESET (НУЛИРАНЕ)
се нулират всички записи.
9.7.1 Съхраняване на данни за качеството
Main menu (Главно меню) → Tools (Инструменти) → Export / Import (Експортиране
/ Импортиране)
Файловете, които се създават в панела за управление, се съхраняват като xml
файлове. За да работи, USB паметта трябва да се форматира като FAT32.
Вкарайте USB паметта в панела за управление, вижте “Мениджър на файлове”,
страница65.
Изберете QUALITY FUNCTION LOG (РЕГИСТЪР НА ФУНКЦИИТЕ ЗА КАЧЕСТВО),
натиснете EXPORT (ЕКСПОРТИРАНЕ).
Целият комплект данни за качеството (информация за последните 100 заварявания),
които са запаметени в панела за управление, сега се записва в USB-паметта.
Файлът се намира в папка, наречена QData. QData се създава автоматично при
вкарването на USB памет.
0460 949 294
- 71 -
© ESAB AB 2015

9 ИНСТРУМЕНТИ
9.8 Календар
Main menu (Главно меню) → Tools (Инструменти) → Calendar (Календар)
Тук се задават датата и времето.
Изберете реда, който трябва да се настрои: година, месец, дата, час, минути и
секунди. Задайте правилната стойност чрез един от бутоните за настройка. Натиснете
SET (ЗАДАВАНЕ).
9.9 Акаунти на потребители
Main menu (Главно меню) → Tools (Инструменти) → User accounts (Акаунти на
потребители)
Особено важно от гледна точка на качеството е, че продуктът не може да се използва
от неупълномощени лица.
В това меню се регистрират името на потребителя, нивото на акаунта и паролата.
Изберете USER NAME (ИМЕ НА ПОТРЕБИТЕЛ) и натиснете ENTER. Преминете
надолу към празен ред и натиснете ENTER. Въведете името на нов потребител с
клавиатурата, бутона за позициониране и стрелките и натиснете ENTER.
Има място за 16 акаунта на потребители Във файловете с данни за качеството може
да се види кои потребители са изпълнили конкретна заварка.
0460 949 294
- 72 -
© ESAB AB 2015

9 ИНСТРУМЕНТИ
В ACCOUNT LEVEL (НИВО НА АКАУНТА) направете избор от:
• Администратор
пълен достъп (може да добавя нови потребители)
• Старши потребител
има достъп до всичко с изключение на:
○ конфигуриране на машината
○ акаунти на потребители
○ мрежови настройки
• Нормален потребител
има достъп до:
○ В менюто Configuration (Конфигуриране):
– Техническо обслужване
○ В менюто Tools (Инструменти):
– Информация за мерните единици
○ В менюто Settings (Настройки)
– Напрежение
– Ток/подаване на тел
– Скорост на движение
– Посока на заваряване
На реда PASSWORD (ПАРОЛА) въведете парола чрез клавиатурата. Когато се включи
захранващият източник и се активира панелът за управление, към вас се отправя
покана за въвеждане на вашата парола.
Ако изберете да нямате тази функция, а желаете захранващият източник и панелът за
управление да бъдат отключени за всички, изберете USER ACCOUNTS OFF (АКАУНТИ
НА ПОТРЕБИТЕЛИ ИЗКЛ.).
0460 949 294
- 73 -
© ESAB AB 2015

9 ИНСТРУМЕНТИ
9.10 Информация за мерните единици
Main menu (Главно меню) → Tools (Инструменти) → Unit information (Информация
за мерните единици)
В това меню можете да видите следната информация:
• Идентификатор на машината
• Идентификатори на възлите (за посочените по-долу идентификатори на възлите,
вижте “Идентификатори на блокове”, страница62)
2 = захранващ източник
6 = подаване на заваръчната тел и работно движение (платка на двигателя)
8 = панел за управление
• Версия на софтуера
0460 949 294
- 74 -
© ESAB AB 2015

СТРУКТУРА НА МЕНЮТО
СТРУКТУРА НА МЕНЮТО
SAW
1) The setting range is dependent on the product used.
2) The menu shows the settings that belong to the selected regulation type.
0460 949 294
- 75 -
© ESAB AB 2015

СТРУКТУРА НА МЕНЮТО
GMAW
* The setting range is dependent on the product used.
0460 949 294
- 76 -
© ESAB AB 2015

СТРУКТУРА НА МЕНЮТО
GOUGING
* The setting range is dependent on the product used.
0460 949 294
- 77 -
© ESAB AB 2015

СТРУКТУРА НА МЕНЮТО
Configuration
Language
Code lock
CONFIGURATION
General configuration
• fast mode soft buttons
• quality data log to file
• soft keys setup
• auto save mode
• unit of length
Machine configuration
• product code
• wire feed axis
• ice wire feed axis
• travel axis
• outer axis
• tandem
• parallel power sources
• ice wire feed
• polarity
• node ID settings
• system information
Cable lengths
Maintenance
• contact tip change interval
• total running time limit
Measure–values filter factor
0460 949 294
- 78 -
© ESAB AB 2015

СТРУКТУРА НА МЕНЮТО
Tools
Event handling
• Event log
• Active errors
TOOLS
Export/import
• weld data sets
• system settings
• setting limits
• measure limits
• error log
• quality function log
• production statistics
File manager
Setting limit editor
Measure limit editor
Production statistics
Quality functions
Calendar
User accounts
Unit information
0460 949 294
- 79 -
© ESAB AB 2015

РАЗМЕРИ НА ЗАВАРЪЧНАТА ТЕЛ
РАЗМЕРИ НА ЗАВАРЪЧНАТА ТЕЛ
Submerged arc welding with constant ampere (SAW CA)
Wire type Wire diameter (mm)
Fe Solid 0,8 1,0 1,2 1,6 2,0 2,4 3,0 3,2 4,0 5,0 6,0
Fe Solid Twin 2x0,8 2x1,0 2x1,2 2x1,6 2x2,0 2x2,4 2x3,0 2x4,0 2x5,0
Fe Flux Cored 0,8 1,0 1,2 1,6 2,0 2,4 3,0 3,2 4,0
Fe Flux Cored Twin 2x0,8 2x1,0 2x1,2 2x1,6 2x2,0 2x2,4 2x3,0 2x4,0
SS Solid 0,8 1,0 1,2 1,6 2,0 2,4 3,0 3,2 4,0 5,0 6,0
SS Solid Twin 2x0,8 2x1,0 2x1,2 2x1,6 2x2,0 2x2,4 2x3,0 2x3,2 2x4,0
SS Strip 30 x 0,5 60 x 0,5 90 x 0,5
SS Flux Cored 0,8 1,0 1,2 1,6 2,0 2,4 3,0 3,2 4,0 5,0 6,0
SS Flux Cored Twin 2x0,8 2x1,0 2x1,2 2x1,6 2x2,0 2x2,4 2x3,0 2x3,2 2x4,0
MIG/MAG welding with constant ampere (GMAW CA)
Wire type Wire diameter (mm)
Fe Solid 0,8 1,0 1,2 1,6 2,0 2,4
Fe Flux Cored 0,8 1,0 1,2 1,6 2,0 2,4
SS Solid 0,8 1,0 1,2 1,6 2,0 2,4
SS Flux Cored 0,8 1,0 1,2 1,6 2,0 2,4
Al Solid 0,8 1,0 1,2 1,6 2,0 2,4
Al Flux Cored 0,8 1,0 1,2 1,6 2,0 2,4
Gouging with constant ampere (CA)
Electrode dimension (mm)
8.0 9.5 13.0
0460 949 294
- 80 -
© ESAB AB 2015

КАТАЛОЖНИ НОМЕРА ЗА ЗАЯВКА
КАТАЛОЖНИ НОМЕРА ЗА ЗАЯВКА
Ordering no. Denomination
0460 504 880
0460 949 270
0460 949 271
0460 949 272
0460 949 273
0460 949 274
0460 949 275
0460 949 276
0460 949 277
0460 949 278
0460 949 279
0460 949 280
0460 949 281
0460 949 282
0460 949 283
Control unit PEK
Instruction manual SE
Instruction manual DK
Instruction manual NO
Instruction manual FI
Instruction manual GB
Instruction manual DE
Instruction manual FR
Instruction manual NL
Instruction manual ES
Instruction manual IT
Instruction manual PT
Instruction manual GR
Instruction manual PL
Instruction manual HU
0460 949 284
0460 949 285
0460 949 286
0460 949 289
0460 949 290
0460 949 291
0460 949 292
0460 949 293
Instruction manual CZ
Instruction manual SK
Instruction manual RU
Instruction manual EE
Instruction manual LV
Instruction manual SI
Instruction manual LT
Instruction manual CN
Instruction manuals are available on the Internet at www.esab.com
0460 949 294
- 81 -
© ESAB AB 2015

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Heist-op-den-Berg
Tel: +32 15 25 79 30
Fax: +32 15 25 79 44
BULGARIA
ESAB Kft Representative Office
Sofia
Tel: +359 2 974 42 88
Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB International AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting
Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting
Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
www.esab.com
 Loading...
Loading...