


FR
A2, A6
PEK Control panel
Manuel d'instructions
Valid from program version 2.000460 949 176 FR 111222

1 INTRODUCTION 5...................................................
1.1 Panneau de commande 5....................................................
1.1.1 Touches et molettes 6...................................................
1.2 Premiers pas 8.............................................................
1.2.1 Sélection de la langue 8.................................................
1.2.2 Unités de mesure 9.....................................................
1.3 Écran 11....................................................................
1.3.1 Symboles s'affichant à l'écran 11..........................................
1.4 Réglages - généralités 12.....................................................
1.4.1 Réglage de paramètres numériques 12.....................................
1.4.2 Choix parmi plusieurs possibilités 12.......................................
1.5 QUIT et ENTER 12...........................................................
2 MENUS 12...........................................................
2.1 Menu principal 13............................................................
2.1.1 Menu Configuration 13...................................................
2.1.2 Menu Outils 14..........................................................
2.1.3 Menu de réglage des données de soudage 14...............................
2.1.4 Menu Mesure 15........................................................
2.1.5 Menu Mémoire de soudage 16............................................
2.1.6 Menu Mode rapide 17....................................................
3 SOUDAGE À L´ARC SOUS FLUX 17....................................
3.1 Paramètres pour soudage à l'arc sous flux 18....................................
4 SOUDAGE SOUS PROTECTION GAZEUSE AVEC FIL FUSIBLE 19........
4.1 Paramètres de soudage sous protection gazeuse avec fil fusible 19.................
5 GOUGEAGE 20.......................................................
5.1 Paramètres de gougeage 20...................................................
Sous réserve de modifications sans avis préalable.
TOCf
- 2 -

6 DESCRIPTION DES FONCTIONS 21....................................
6.1 CA, intensité de soudage constante 21..........................................
6.2 CW, dévidage constant 21.....................................................
6.3 CC, intensité constante 21.....................................................
6.4 Dimension fil / électrode 21....................................................
6.5 Tension de l'arc 21...........................................................
6.6 Vitesse dévidage 21..........................................................
6.7 Vitesse de dévidage à froid (ICE) 21............................................
6.8 Délai de démarrage du dévidage à froid (ICE) 22.................................
6.9 Vitesse de translation 22......................................................
6.10 Sens de soudage 22..........................................................
6.11 Fréquence CA 22............................................................
6.12 Équilibre CA 22..............................................................
6.13 Décalage CA 22.............................................................
6.14 Pré-flux (SAW) 22............................................................
6.15 Pré-gaz (GMAW) 22..........................................................
6.16 Pré-débit d'air (Gouging) 23...................................................
6.17 Type démarrage (Start type) 23................................................
6.18 Démarrage au pas (Wire creep start) 23.........................................
6.19 Phases démarrage (Start phases) 24...........................................
6.20 Tension max. de circuit ouvert (Max. Open Circuit Voltage – OCV) 24...............
6.21 Post-débit de flux (SAW) 24...................................................
6.22 Post-gaz (GMAW) 24.........................................................
6.23 Post-débit d'air (Gouging) 25...................................................
6.24 Remplissage de cratère 25....................................................
6.25 Temps de remonte de l'arc (Burn-back time) 25..................................
6.26 Phases d'arrêt (Stop phases) 25...............................................
6.27 Régulation dynamique 26.....................................................
6.28 Paramètres de commande 26..................................................
6.29 Paramétrage des limites 26....................................................
6.30 Limites de mesure 26.........................................................
7 GESTION DE LA MÉMOIRE (Memory management) 27..................
7.1 Fonctionnement de l'interface utilisateur 27......................................
7.2 Enregtr (Store) 28............................................................
7.3 Rappeler (Recall) 29..........................................................
7.4 Supprimer (Delete) 30........................................................
7.5 Copier (Copy) 31.............................................................
7.6 Nom 32.....................................................................
7.7 Modifier (Edit) 33.............................................................
Sous réserve de modifications sans avis préalable.
TOCf
- 3 -

8 MENU CONFIGURATION 34...........................................
8.1 Fonction verrouillage (code lock) 35............................................
8.1.1 Statut verrouillage 35.....................................................
8.1.2 Saisie/modification du code de verrouillage 36...............................
8.2 Paramètres généraux 36......................................................
8.2.1 Touches logicielles en mode rapide 36.....................................
8.2.2 Journal donnés qualité vers fichier (Quality data log to file) 37.................
8.2.3 Configuration des touches logicielles 38....................................
8.2.4 Mode enregistrement automatique (Auto save mode) 39......................
8.3 Paramètres machine 39.......................................................
8.3.1 Code produit 40.........................................................
8.3.2 Axe de dévidage 41......................................................
8.3.3 Axe de la vitesse de dévidage à froid (ICE) 41...............................
8.3.4 Axe de translation 42.....................................................
8.3.5 Axe extérieur 42.........................................................
8.3.6 Tandem pour générateurs LAF et TAF 43...................................
8.3.7 Tandem pour générateur Aristo 1000 46....................................
8.3.8 Générateurs parallèles 47................................................
8.3.9 Vitesse fil à froid (ICE) 48.................................................
8.3.10 Réglages ID nœud 49....................................................
8.4 Longueur de câble 50.........................................................
8.5 Maintenance 50..............................................................
8.6 Paramètres réseau 51........................................................
8.6.1 Aperçu système 51......................................................
9 OUTILS 52...........................................................
9.1 Journal d'erreurs 52..........................................................
9.1.1 Unités 53...............................................................
9.1.2 Description des codes de gestion des erreurs 53.............................
9.2 Exporter/Importer 54..........................................................
9.3 Gestionnaire fichiers 55.......................................................
9.3.1 Suppression d'un fichier/dossier 56........................................
9.3.2 Renommer un fichier/dossier 56...........................................
9.3.3 Créer un dossier 56......................................................
9.3.4 Copier et coller un fichier 56...............................................
9.4 Modification des limites de réglage 57...........................................
9.5 Limites de mesure 58.........................................................
9.6 Statistiques de production 59..................................................
9.7 Fonctions qualité 59..........................................................
9.7.1 Enregistrement des données de qualité 60..................................
9.8 Calendrier 61................................................................
9.9 Comptes utilisateurs 61.......................................................
9.10 Informations unité (Unit information) 63..........................................
STRUCTURE DES MENUS 64.............................................
SECTION DU FIL 69......................................................
NUMÉRO DE RÉFÉRENCE 70............................................
Sous réserve de modifications sans avis préalable.
TOCf
- 4 -

FR
1 INTRODUCTION
Pour tirer le meilleur parti de votre poste de soudage, nous vous recommandons de
lire attentivement le présent document.
Pour des informations générales sur le fonctionnement, voir le mode d'emploi de
l'unité de commande, de la machine de soudage automatique, de la colonne et la
potence ou du générateur.
Langues d'affichage: Anglais, suédois, finnois, norvégien, danois, allemand,
français, italien, néerlandais, espagnol, portugais, hongrois, polonais, américain,
tchèque, chinois et russe.
1.1 Panneau de commande
1 Menu
2 Molette de navigation
(bouton de positionnement)
3 ENTER
4 Témoin vert, allumé
lorsque la fonction est
active
5 Démarrage du soudage
6 Arrêt du soudage
7 Molette permettant de régler la
vitesse de translation dans le menu de mesures, et d'augmenter ou réduire les
valeurs paramétrées (bouton paramètres) dans les autres menus
8 Translation manuelle
9 Dévidage du fil
10 Molette permettant de régler la tension de l'arc dans le menu de mesures, et
d'augmenter ou réduire les valeurs paramétrées (bouton paramètres) dans les
autres menus
11 Mouvement accéléré
12 Translation manuelle
13 Molette permettant de régler l'intensité de soudage / la vitesse de dévidage du fil
dans le menu de mesures, et d'augmenter ou réduire les valeurs paramétrées
(bouton paramètres) dans les autres menus
bi24d1fa
- 5 -
© ESAB AB 2009

FR
14 Arrêt d'urgence
15 Rétraction du fil
16 Touches logicielles
17 Écran
1.1.1 Touches et molettes
Menu
La touche MENU vous ramène à tout moment au menu principal du processus
concerné:
SAW
PROCESS SAW
METHOD DC
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
FAST
SET MEASURE MEMORY
MODE
ENTER
La touche ENTER confirme une sélection.
Touches logicielles
Les cinq touches (S1 - S5) sous l'écran ont différentes fonctions qui dépendent du
menu dans lequel vous travaillez (touches logicielles). La fonction de chaque touche
est indiquée à l'écran par un texte qui s'affiche immédiatement au-dessus de
celle-ci. Le champ contenant le texte s'affiche en blanc lorsque la fonction est active.
Rétraction du fil
Touche permettant d'inverser le sens du fil sans tension d'arc, par exemple pour
remplacer la bobine de fil d'apport. La fonction est active tant que la touche est
maintenue enfoncée.
Dévidage du fil
Touche permettant de dévider le fil sans tension d'arc. La fonction est active tant que
la touche est maintenue enfoncée.
bi24d1fa
- 6 -
© ESAB AB 2009

FR
Mouvement de translation
Touche de translation dans le sens indiqué par le symbole sur l'équipement de
soudage. Pour arrêter la translation, appuyer sur , ou .
La LED s'allume pendant le mouvement de translation.
Mouvement de translation
Touche de translation dans le sens indiqué par le symbole sur l'équipement de
soudage. Pour arrêter la translation, appuyer sur , ou .
La LED s'allume pendant le mouvement de translation.
Mouvement rapide
Touche d'accélération du dévidage ou de la translation.
La LED s'allume pendant l'accélération.
Démarrage du soudage
Touche de démarrage du soudage.
Arrêt du soudage
Touche d'arrêt de soudage pour toutes les translations et tous les moteurs.
Touche de positionnement
Le bouton supérieur droit est la touche de positionnement du curseur.
Touches de paramétrage
Les trois boutons sous le panneau sont les touches de paramétrage des valeurs.
bi24d1fa
- 7 -
© ESAB AB 2009

FR
1.2 Premiers pas
1.2.1 Sélection de la langue
Au démarrage de l'équipement, le menu suivant s'affiche:
SAW: CA
A 450 Amp
V 30.0 Volt
50 cm/min
|
|
|
|
|
|
GAS /
NONE NONE
Par défaut, la langue de l'appareil est l'anglais. Pour sélectionner une langue,
procéder comme suit:
Appuyer sur MENU pour afficher le menu principal.
À l'aide de la molette
de positionnement,
mettre le curseur sur la
ligne
CONFIGURATION.
Appuyer sur ENTER pour confirmer la sélection.
FLUX NONE
SAW
PROCESS SAW
METHOD DC
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
SET MEASURE MEMORY
2ND
FUNCT
FAST
MODE
bi24d1fa
- 8 -
© ESAB AB 2009

FR
Positionner le curseur
CONFIGURATION
sur la ligne LANGUE
(LANGUAGE). Appuyer
sur ENTER pour affi
cher la liste des lan
gues disponibles.
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
Positionner le curseur sur la ligne de la langue
voulue et appuyer sur ENTER.
1.2.2 Unités de mesure
NORSK
POLSKI
PORTUGUES
SUOMI
SVENSKA
CHINESE
QUIT
|
|
|
Par défaut, les mesures s'affichent en système métrique. Pour sélectionner un autre
système de mesures, procéder comme suit:
Appuyer sur MENU pour afficher le menu principal.
À l'aide de la molette
de positionnement,
mettre le curseur sur la
ligne
CONFIGURATION.
SAW
PROCESS SAW
METHOD DC
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
FAST
SET MEASURE MEMORY
MODE
bi24d1fa
- 9 -
© ESAB AB 2009

FR
À l'aide de la molette
SAW
de positionnement,
mettre le curseur sur la
ligne CONFIGURA
TION.
PROCESS SAW
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
SET MEASURE MEMORY
Appuyer sur ENTER pour confirmer la sélection.
Positionner le curseur
CONFIGURATION
sur la ligne CONFIGU
RATION GÉNÉRALE
(GENERAL CONFIGU
RATION).
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
FAST
MODE
Appuyer sur ENTER pour confirmer la sélection.
Positionner le curseur
sur la ligne UNITÉ DE
LONGUEUR (UNIT OF
LENGTH). Appuyer sur
ENTER pour afficher la
liste des mesures dis
ponibles.
GENERAL CONFIGURATION
FAST MODE SOFT BUTTONS 1
QUALITY DATA LOG TO FILE ON
SOFT KEYS SETUP"
AUTO SAVE MODE OFF
UNIT OF LENGTH METRIC
Positionner le curseur sur la ligne voulue et appuyer sur ENTER.
QUIT
QUIT
METRIC
INCH.
bi24d1fa
- 10 -
© ESAB AB 2009

FR
1.3 Écran
SAW
PROCESS SAW
METHOD DC
REGULATION TYPE CW
WIRE TYPE Fe SOLID
WIRE DIMENSION 0.8 mm
CONFIGURATION
TOOLS"
SET MEASURE MEMORY
Curseur
Le curseur du panneau de commande est un champ noir autour d'un texte blanc.
Dans ce manuel, le curseur concerné est imprimé en caractères gras.
Zones de texte
"
FAST
MODE
Au bas de l'écran, cinq zones de texte décrivent la fonction affectée à la touche
logicielle figurant immédiatement en dessous.
1.3.1 Symboles s'affichant à l'écran
A Ensemble de données de soudage
sélectionnées
B Sens de soudage
C Une erreur s'est produite. Voir le
chapitre 9.1
D Numéro de position mémoire
rappelée
E Barre de défilement. Des
informations complémentaires se
trouvent dans le menu
Flèches
Lorsque le texte est incomplet, une flèche noire "s'affiche en fin de ligne.
bi24d1fa
- 11 -
© ESAB AB 2009

FR
1.4 Réglages - généralités
Il y a trois grands types de réglages:
S Réglage de paramètres numériques
S Choix parmi plusieurs possibilités
S Choix d'un mode ON ou OFF.
1.4.1 Réglage de paramètres numériques
Les touches de paramétrage permettent d'augmenter ou de réduire les valeurs des
paramètres numériques. Dans le menu des mesures, les touches intensité de
soudage/vitesse de dévidage, tension d'arc ou translation sont utilisées.
1.4.2 Choix parmi plusieurs possibilités
Certains réglages consistent à choisir une option dans une liste.
Voici un exemple de liste:
SAW
GMAW
GOUGING
Positionner le curseur sur la ligne SAW. Il suffit d'appuyer sur ENTER pour valider
cette sélection. Pour sélectionner une autre option, positionner le curseur sur la ligne
adéquate au moyen de la touche de positionnement. Appuyer sur ENTER. Pour
fermer la liste sans y sélectionner quoi que ce soit, appuyer sur QUITTER (QUIT).
1.5 QUIT et ENTER
La touche logicielle la plus à droite sert principalement à QUITTER (QUIT) un menu
ou un écran (elle peut toutefois jouer un rôle différent).
S QUIT ramène à l'image ou au menu précédent.
S Elle permet de valider une sélection faite dans un menu ou une liste.
Dans ce manuel, la touche ENTER est représentée par le symbole .
2 MENUS
Le panneau de commande permet d'accéder à différents menus:
S Menu principal
S Menu Configuration
S Menu Outils
S Menu de réglage des données de soudage
S Menu Mesure
S Menu Mémoire de soudage
S Menu Mode rapide
- 12 -
bi24d1fa
© ESAB AB 2009

FR
L'arborescence des menus est reproduits aux pages 64 et suivantes. Au démarrage,
un écran présentant la version du programme s'affiche brièvement.
Écran de démarrage
2.1 Menu principal
Le MENU PRINCIPAL
SAW
(MAIN MENU) permet
de sélectionner le pro
cédé de soudage, le
mode de soudage, le
type de fil, le mode de
contrôle, la dimension
du fil, etc.
Il permet également
d'accéder à des sous-
PROCESS SAW
METHOD DC
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 0.8 mm
CONFIGURATION"
TOOLS"
menus.
SET MEASURE MEMORY
2.1.1 Menu Configuration
Menu principal Configuration
Le menu CONFIGURA
CONFIGURATION
TION permet de
modifier la langue, le
mot de passe, les
paramètres généraux,
les réglages de la
machine, etc. Le menu
se présente sous des
formes différentes
selon le type de
générateur sélectionné
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
dans Configuration
machine.
FAST
MODE
bi24d1fa
QUIT
- 13 -
© ESAB AB 2009

FR
2.1.2 Menu Outils
Menu principal Outils
Le menu OUTILS
TOOLS
(TOOLS) permet de
transférer des fichiers,
de visualiser les
données de qualité et
de production, les
journaux d'erreurs, etc.
ERROR LOG"
EXPORT/IMPORT"
FILE MANAGER"
SETTING LIMIT EDITOR"
MEASURE LIMIT EDITOR"
PRODUCTION STATISTICS"
QUALITY FUNCTIONS"
CALENDAR"
USER ACCOUNTS"
UNIT INFORMATION"
2.1.3 Menu de réglage des données de soudage
Menu principal
Dans le menu de
SAW WELD DATA SETTING
réglage des données
de soudage, RÉGLER
(SET) permet de
modifier différents
paramètres de
soudage. Il se présente
sous des formes
différentes selon le
procédé sélectionné.
VOLTAGE 20.5 V
CURRENT 395 A
TRAVEL SPEED 0 cm/min
DIRECTION J
START DATA"
STOP DATA"
DYNAMIC REGULATION AUTO
SETTING LIMITS"
MEASURE LIMITS"
QUIT
Autre exemple du
menu:
bi24d1fa
QUIT
SAW WELD DATA SETTING
VOLTAGE 24,0 V
CURRENT 3200 A
TRAVEL SPEED 30 cm/min
DIRECTION J
AC FREQUENCY 50 HZ
AC BALANCE 50%
AC OFFSET 0 A
START DATA"
STOP DATA"
REGULATION PAR."
QUIT
- 14 -
© ESAB AB 2009
I
I
I
I
I
I

FR
2.1.4 Menu Mesure
Menu principal
Le menu de MESURE (MEASURE) affiche la valeur mesurée de divers paramètres
en cours de soudage.
A 450 AMP
Intensité de soudage
mesurée
30 V
Tension d'arc mesurée
50 cm/min
Vitesse de translation
mesurée
300 cm/min
Vitesse de dévidage
mesurée
30 kJ/cm
Indique l'énergie par
longueur d'unité,
obtenue au moyen des
valeurs sélectionnées
pour l'intensité de
soudage, la tension
d'arc et la vitesse de
translation
300 cm/min
Vitesse de dévidage à
froid mesurée
SAW: CA
A 450 Amp
V 30.0 Volt
50 cm/min
GAS /
NONE NONE
SAW: CA
FLUX NONE
FUNCT
300 cm/min
30.0 kJ/cm
300 cm/min
|
|
|
|
|
|
2ND
|
|
|
|
|
|
ICE
NONE NONE
Les valeurs mesurées restent affichées lorsque le soudage est terminé.
Le passage d'un menu à l'autre s'effectue sans perte des valeurs mesurées.
Les molettes permettent de modifier les paramètres de soudage dans l'écran des
mesures.
En cas de modification d'une valeur lorsque le soudage est à l'arrêt, la valeur
mesurée est remise à zéro.
- 15 -
bi24d1fa
WF NONE
2ND
FUNCT
© ESAB AB 2009

FR
Pour l'activation, une touche logicielle, DEVIDAGE A FROID (ICE WF), est activée,
voir le chapitre « Paramétrage des touches logicielles » 8.2.3. Lorsque la touche est
relâchée, la vitesse de dévidage à froid est modifiée à l'aide du bouton de réglage A,
situé à gauche. Si la touche logicielle n'est pas relâchée, le bouton de réglage
affecte le courant A.
L'écran Mesure affiche également les valeurs paramétrées lorsque la touche
logicielle VALEURS PARAMÉTRÉES est activée. Si les deux touches logicielles
DEVIDAGE A FROID (ICE WF) et VALEURS PARAMETREES (SET VALUES) sont
activées, la vitesse définie pour le dévidage à froid peut être modifiée. Pour activer
cette touche, voir « Paramétrage des touches logicielles 8.2.3 .
300 cm/min
Réglage de la vitesse
de dévidage
20.0 V
Réglage de la tension
d'arc
30 cm/min
Réglage de la vitesse
de translation
2.1.5 Menu Mémoire de soudage
Menu principal
Le menu MÉMOIRE DE
SOUDAGE (WELD
DATA MEMORY)
permet de mémoriser,
de rappeler, de
supprimer et de copier
divers ensembles de
données de soudage.
255 positions mémoires
sont réservées à
l'enregistrement des
données de soudage.
SAW: CW
300 cm/min
V 20.0 Volt
30 cm/min
NONE NONE
WELD DATA MEMORY
1 (SAW)
7 (GMAW)
SET
VALUES NONE
|
|
|
|
|
|
2ND
FUNCT
2ND
STORE
Pour plus d'information, voir le chapitre 7 « gestion de la mémoire ».
- 16 -
bi24d1fa
FUNCT QUIT
© ESAB AB 2009

FR
2.1.6 Menu Mode rapide
Menu principal
Le menu MODE
RAPIDE (FAST MODE)
permet d'associer des
ensembles de données
de soudage (positions
mémoires) aux touches
logicielles par le biais
du menu Configuration.
Le numéro de la
position mémoire
sélectionnée s'affiche
dans le coin supérieur
gauche de l'écran.
Pour plus d'information, voir le chapitre 8.2.1 « Touches logicielles en mode rapide
».
A 450 Amp
V 30.0 Volt
50 cm/min
WELD
DATA 1
WELD
DATA 2
WELD
DATA 3
WELD
DATA 4
16
2ND
FUNCT
3 SOUDAGE À L´ARC SOUS FLUX
Menu principal Procédé (Process)
En soudage à l'arc sous flux (SAW), un arc fait fondre le fil alimenté en continu. Le
bain de soudage est protégé par le flux.
Une fois le procédé de soudage à l'arc sous flux (SAW) sélectionné, deux méthodes
peuvent être choisies en sélectionnant MÉTHODE (METHOD), à l'aide de la molette
puis en appuyant sur ENTER. Sélectionnez CA ou CC.
Une fois le procédé de soudage à l'arc sous flux (SAW) sélectionné, trois méthodes
de commande peuvent être choisies dans le menu TYPE DE REGULATION
(REGULATION TYPE) à l'aide de la molette, puis en appuyant sur ENTER.
Sélectionner l'intensité de soudage constante CA, le dévidage constant CW, ou bien
l'intensité constante CC, voir l'explication aux chapitres 6.1, 6.2 et 6.3.
bi24d1fa
- 17 -
© ESAB AB 2009

FR
Si le dévidage à froid est choisi, se reporter au chapitre 8.3.9, seul le type de
régulation CW peut être sélectionné.
3.1 Paramètres pour soudage à l'arc sous flux
Paramètres Plage de réglage Écart mini
mum
Valeur après
réinitialisa
tion
Tension de l'arc
1)
14 - 50 V 0,1 V (1V) 30 V
Intensité de soudage1) (CA) 0 - 3200 A 1 A 400 A
Vitesse de dévidage1) (CW) 0 - 2500 cm/min 1 cm/min 300 cm/min
Intensité constante1) (CC) 0 - 3200 A 1 A 400 A
Vitesse de dévidage à froid1)(CW) 0 - 2500 cm/min 1 cm/min 300 cm/min
Délai de démarrage du dévidage à
0 - 99,0 s 0,1 s 2,5 s
froid1) (CW)
Vitesse de translation
1)
0 - 200 cm/min 1 cm/min 50 cm/min
Sens de soudage Y - J - J
Fréquence CA 10 - 100 Hz 1 50 Hz
Équilibre CA 25 - 75 % 1 50 %
Décalage CA -300 - +300 A/-10 - +10 V 1 A / 0,1 V 0
Données de départ
2)
Pré-flux de gaz 0 – 99,0 s 0,1 s 0 s
Type démarrage Direct ou Grattage - Direct
Démarrage au pas Auto ou Param. vitesse - Auto
Vitesse de démarrage au pas 0 - 1000 cm/min 1 cm/min 20 cm/min
Phases de démarrage ARRÊT ou MARCHE - ARRÊT
Tension de circuit ouvert ARRÊT ou MARCHE - ARRÊT
Tension de circuit ouvert 5 - 60 V 0,1 V 50 V
Données d'arrêt
2)
Post-débit de flux 0 - 99,0 s 0,1 s 0 s
Remplissage du cratère ARRÊT ou MARCHE - ARRÊT
Temps de remplissage du cratère 0 - 10 s 0,01 s 1 s
Temps remonte arc 0 - 10 s 0,01 s 1 s
Phases d'arrêt ARRÊT ou MARCHE - ARRÊT
Paramètres de commande
Régulation dynamique Auto ou Paramétrage valeurs - Auto
Inductance Auto ou Paramétrage valeurs - Auto
Paramétrage des limites - - Limites de mesure - - -
1)
La plage de réglage est fonction du produit utilisé.
2)
Le menu affiche les réglages appartenant au type de régulation sélectionné.
bi24d1fa
- 18 -
© ESAB AB 2009

FR
4 SOUDAGE SOUS PROTECTION GAZEUSE AVEC FIL FUSIBLE
Ce processus est disponible pour certains types de machines.
Menu principal Process
En soudage sous protection gazeuse avec fil fusible (gas metal arc welding –
GMAW), un arc fait fondre le fil alimenté en continu. Le bain de soudage est protégé
par un gaz inerte.
Une fois le mode GMAW sélectionné, deux méthodes peuvent être choisies en
sélectionnant le TYPE DE RÉGULATION (REGULATION TYPE) à l'aide de la
touche de positionnement et en appuyant sur ENTER. Sélectionner l'intensité de
soudage constante CA ou le dévidage de fil constant CW, voir l'explication aux
chapitres 6.1 et 6.2.
4.1 Paramètres de soudage sous protection gazeuse avec fil fusible
Paramètres Plage de réglage Écart mini
mum
Tension de l'arc* 14 - 50 V 0,1 V (1V) 30 V
Intensité de soudage* (CA) 0 - 3200 A 1 A 400 A
Vitesse de dévidage* (CW) 0 - 2500 cm/min 1 cm/min 300 cm/min
Vitesse de translation* 0 - 200 cm/min 1 cm/min 50 cm/min
Sens de soudage Y - J - J
Données de départ
Pré-gaz 0 – 99,0 s 0,1 s 2,0 s
Type démarrage Direct ou Grattage - Direct
Démarrage au pas Auto ou Param. vitesse - Auto
Vitesse de démarrage au pas 0 - 1000 cm/min 1 cm/min 20 cm/min
Phases de démarrage ARRÊT ou MARCHE - ARRÊT
Tension de circuit ouvert ARRÊT ou MARCHE - ARRÊT
Tension de circuit ouvert 5 - 60 V 0,1 V 50 V
Données d'arrêt
Post-gaz 0 - 99,0 s 0,1 s 2,0 s
Remplissage du cratère ARRÊT ou MARCHE - ARRÊT
Temps de remplissage du cratère 0 - 10 s 0,01 s 1 s
Temps remonte arc 0 - 10 s 0,01 s 1 s
Phases d'arrêt ARRÊT ou MARCHE - ARRÊT
Régulation dynamique Auto ou Paramétrage valeurs - Auto
Paramétrage des limites - - Limites de mesure - - -
Valeur après
réinitialisa
tion
*) La plage de réglage est fonction du produit utilisé.
- 19 -
bi24d1fa
© ESAB AB 2009

FR
5 GOUGEAGE
Ce processus est disponible pour certains types de machines.
Menu principal Procédé (Process)
Le gougeage arc-air (GOUGING) repose sur une électrode spéciale composée
d'une tige en carbone et d'une gaine en cuivre.
Un arc se forme entre la tige carbone et la pièce à souder, ce qui fait fondre le
matériau. Un jet d'air évacue le matériau en fusion.
Une fois GOUGING sélectionné, deux méthodes peuvent être choisies via le TYPE
DE RÉGULATION (REGULATION TYPE), au moyen de la touche de positionnement
et en appuyant sur ENTER. Sélectionner l'intensité de soudage constante CA ou le
dévidage de fil constant CW, voir l'explication aux chapitres 6.1 et 6.2.
5.1 Paramètres de gougeage
Paramètres Plage de réglage Écart mini
mum
Tension de l'arc* 14 - 50 V 0,1 V (1V) 30 V
Intensité de soudage* (CA) 0 - 3200 A 1 A 400 A
Vitesse de dévidage* (CW) 0 - 2500 cm/min 1 cm/min 300 cm/min
Vitesse de translation* 0 - 200 cm/min 1 cm/min 40 cm/min
Sens de soudage Y - J - J
Données de départ
Pré-débit d'air 0 - 99,0 s 0,1 s 0 s
Type démarrage Direct ou Grattage - Direct
Démarrage au pas Auto ou Param. vitesse - Auto
Vitesse de démarrage au pas 0 - 1000 cm/min 1 cm/min 20 cm/min
Phases de démarrage ARRÊT ou MARCHE - ARRÊT
Tension de circuit ouvert ARRÊT ou MARCHE - ARRÊT
Tension de circuit ouvert 5 - 60 V 0,1 V 50 V
Données d'arrêt
Post-débit d'air 0 - 99,0 s 0,1 s 0 s
Remplissage du cratère ARRÊT ou MARCHE - ARRÊT
Temps de remplissage du cratère 0 - 10 s 0,01 s 1 s
Temps remonte arc 0 - 10 s 0,01 s 1 s
Phases d'arrêt ARRÊT ou MARCHE - ARRÊT
Régulation dynamique Auto ou Paramétrage valeurs - Auto
Paramétrage des limites - - Limites de mesure - - -
*) La plage de réglage est fonction du produit utilisé.
Valeur après
réinitialisa
tion
bi24d1fa
- 20 -
© ESAB AB 2009

FR
6 DESCRIPTION DES FONCTIONS
6.1 CA, intensité de soudage constante
Le dévidage du fil est régulé par le générateur afin de pouvoir obtenir une intensité
de soudage constante.
- La valeur d'intensité constante se sélectionne dans le menu principal.
6.2 CW, dévidage constant
Le courant de soudage est la résultante de la vitesse de dévidage sélectionnée.
- Le dévidage constant se sélectionne dans le menu principal.
6.3 CC, intensité constante
La tension est variable afin de pouvoir obtenir une intensité de soudage constante.
-La valeur d'intensité constante se sélectionne dans le menu principal.
6.4 Dimension fil / électrode
Le tableau de la page 69 indique les dimensions du fil ou de l'électrode à
sélectionner.
Ces dimensions ont un impact important sur la procédure de démarrage et le
remplissage du cratère. En cas d'utilisation d'autres dimensions que celles
mentionnées dans le tableau, sélectionner la plus proche dans la liste.
- La dimension du fil ou de l'électrode se sélectionne dans le menu principal.
6.5 Tension de l'arc
Une tension élevée augmente la longueur de l'arc et produit un bain de fusion plus
chaud et plus large.
- Le réglage de la tension se fait dans l'écran de mesure, via le menu Réglage
données de soudage , ou le menu Mode rapide.
6.6 Vitesse dévidage
Cette fonction permet de régler la vitesse de dévidage du fil en cm/minute. Une
vitesse de dévidage plus élevée augmente l'intensité du courant de soudage.
- La vitesse de dévidage se règle dans l'écran de mesure, via le menu Réglage
données de soudage , ou le menu Mode rapide.
6.7 Vitesse de dévidage à froid (ICE)
La vitesse de dévidage à froid est utilisée pour définir une vitesse de dévidage
(cm/min) du fil à froid.
- La vitesse de dévidage à froid se règle dans l’écran de mesure, via le menu
Réglage données de soudage , ou le menu Mode rapide.
bi24d1fa
- 21 -
© ESAB AB 2009

FR
6.8 Délai de démarrage du dévidage à froid (ICE)
Le délai de démarrage du dévidage à froid permet d'indiquer la durée en secondes
après laquelle le dévidage à froid peut débuter suite au démarrage du soudage.
- Le délai de démarrage du dévidage à froid est défini dans le menu Réglage
données de soudage.
6.9 Vitesse de translation
La vitesse de translation indique la vitesse (cm/min) requise pour le déplacement de
l'ensemble colonne et potence ou du chariot.
- La vitesse de translation se règle dans l'écran de mesure, via le menu Réglage
données de soudage , ou le menu Mode rapide.
6.10 Sens de soudage
La translation s'effectue dans le sens indiqué par le symbole.
- Le sens de soudage se règle via le menu Réglage données de soudage.
6.11 Fréquence CA
La fréquence CA correspond au nombre d'oscillations effectuées en une seconde
par rapport au niveau zéro.
- La fréquence CA se sélectionne dans le menu de réglage des données de
soudage.
6.12 Équilibre CA
L'équilibre CA est le rapport entre les impulsions positives (+) et négatives (-). La
valeur réglée indique en pourcentage la période où les impulsions correspondent à
la section positive.
- L'équilibre CA se sélectionne dans le menu de réglage des données de soudage.
6.13 Décalage CA
Avec le décalage CA, le niveau CA est décalé positivement ou négativement par
rapport au niveau zéro.
- Le décalage CA se sélectionne dans le menu de réglage des données de soudage.
6.14 Pré-flux (SAW)
Cette fonction permet de régler le temps pendant lequel le flux est émis avant
déclenchement de l'arc.
- Le réglage du pré-flux se fait via le menu Réglage données de soudage, Données
de départ.
6.15 Pré-gaz (GMAW)
Cette fonction permet de régler le temps pendant lequel le gaz inerte est émis avant
déclenchement de l'arc.
- Le réglage du pré-gaz se fait via le menu Réglage données de soudage, Données
de départ.
bi24d1fa
- 22 -
© ESAB AB 2009

FR
6.16 Pré-débit d'air (Gouging)
Cette fonction permet de régler le temps pendant lequel l'air est émis avant
déclenchement de l'arc.
- Le réglage du pré-débit d'air se fait via le menu Réglage données de soudage,
Données de départ.
6.17 Type démarrage (Start type)
Il existe deux types de démarrage:
S Le démarrage direct – la translation démarre au déclenchement de l'arc.
S Le démarrage au gratté – la translation démarre en même temps que le
dévidage du fil.
- Le type de démarrage se définit via le menu Réglage données de soudage,
Données de départ.
6.18 Démarrage au pas (Wire creep start)
Le démarrage au pas permet de démarrer progressivement le moteur de l'électrode.
Par exemple, si la valeur 50 est sélectionnée dans le menu, une vitesse de 50
cm/min sera obtenue.
La valeur prédéfinie « AUTO » donne une vitesse de démarrage au pas calculée à
partir des valeurs paramétrées.
- La vitesse au pas se règle via le menu Réglage données de soudage, Données de
départ.
bi24d1fa
- 23 -
© ESAB AB 2009

FR
6.19 Phases démarrage (Start phases)
Pour les soudages utilisant des fils ou matériaux spéciaux, il peut être nécessaire de
créer une séquence de démarrage spécifique. La séquence de démarrage peut
influencer l'aspect du bain de soudage.
Paramètres possibles pour Phase
démarrage 1 MARCHE
S Temps s
Durée du soudage en phase 1.
S Tension de l'arc %
Pourcentage de la tension
paramétrée
S Dévidage %
En pourcentage du dévidage
paramétré
S Intensité de soudage %
Pourcentage de l'intensité
paramétrée
S Vitesse de translation %
Pourcentage de la vitesse de
translation
- Les phases de démarrage se règlent via le menu Réglage données de soudage,
Données de départ.
Paramètres possibles pour Phase
démarrage 2 MARCHE
S Temps s
Durée du soudage en phase 2.
S Tension de l'arc %
Pourcentage de la tension
paramétrée
S Dévidage %
En pourcentage du dévidage
paramétré
S Intensité de soudage %
Pourcentage de l'intensité
paramétrée
S Vitesse de translation %
Pourcentage de la vitesse de
translation
6.20 Tension max. de circuit ouvert (Max. Open Circuit Voltage –
OCV)
ON signifie que la tension OCV peut être réglée.
OFF signifie que l'OCV est réglée sur la tension de soudage paramétrée.
- L'OCV se règle via le menu Réglage données de soudage, Données de départ.
6.21 Post-débit de flux (SAW)
Cette fonction permet de régler le temps pendant lequel le flux est émis après que
l'arc s'est éteint.
- Le post-débit de flux se règle via le menu Réglage données de soudage, Données
d'arrêt.
6.22 Post-gaz (GMAW)
Cette fonction permet de régler le temps pendant lequel le gaz inerte est émis après
que l'arc s'est éteint.
- Le post-gaz se règle via le menu Réglage données de soudage, Données d'arrêt.
bi24d1fa
- 24 -
© ESAB AB 2009

FR
6.23 Post-débit d'air (Gouging)
Cette fonction permet de régler le temps pendant lequel l'air est émis après que l'arc
s'est éteint.
- Le post-débit d'air se règle via le menu Réglage données de soudage, Données
d'arrêt.
6.24 Remplissage de cratère
Le remplissage de cratère permet de réduire avec précision la chaleur et la taille du
bain de fusion, et donc d'éviter plus aisément les pores, fissures et cratères dans le
cordon de soudure.
- Le remplissage de cratère se règle via le menu Réglage données de soudage,
Données d'arrêt.
6.25 Temps de remonte de l'arc (Burn-back time)
Le temps de remonte de l'arc (Burn-back) est l'intervalle entre le moment où le
dévidage du fil commence à ralentir et le moment où le générateur interrompt la
tension de soudage. Si le temps de remonte est trop court, le fil d'apport dépasse et
risque d'adhérer au bain de fusion lorsque celui-ci se solidifie. Si le temps de
remonte est trop long, le dépassement sera plus court, mais l'arc risque de revenir
sur l'embout de contact.
- Le temps de remonte se règle via le menu Réglage données de soudage, Données
d'arrêt.
6.26 Phases d'arrêt (Stop phases)
Les phases d'arrêt s'utilisent principalement pour le paramétrage du remplissage de
cratère.
Paramètres possibles pour Phase
démarrage 1 MARCHE
S Temps s
Durée du soudage en phase 1.
S Tension de l'arc %
Pourcentage de la tension
paramétrée
S Dévidage %
Pourcentage du dévidage paramétré
S Intensité de soudage %
Pourcentage de l'intensité
paramétrée
Paramètres possibles pour Phase
démarrage 2 MARCHE
S Temps s
Durée du soudage en phase 2.
S Tension de l'arc %
Pourcentage de la tension
paramétrée
S Dévidage %
Pourcentage du dévidage paramétré
S Intensité de soudage %
Pourcentage de l'intensité
paramétrée
S Vitesse de translation %
Pourcentage de la vitesse de
translation
- Les phases de démarrage se règlent via le menu Réglage données de soudage,
Données d'arrêt.
bi24d1fa
S Vitesse de translation %
Pourcentage de la vitesse de
translation
- 25 -
© ESAB AB 2009

FR
6.27 Régulation dynamique
La fonction de régulation dynamique, développée pour le soudage à électrodes
multiples, modifie les caractéristiques du générateur. Celles-ci sont calculées à partir
des données paramétrées pour le fil.
- La régulation dynamique se règle via le menu Réglage données de soudage.
6.28 Paramètres de commande
Dans certaines applications, la fonction PARAMÈTRES DE COMMANDE
(CONTROL PARAMETERS) s'affiche à la place de COMMANDE DYNAMIQUE
(DYNAMIC CONTROL). Deux réglages sont à effectuer dans les paramètres de
commande :
S Dynamique - Affecte les caractéristiques de la dynamique
S Inductance - Plus les valeurs sont élevées, plus le bain de fusion est large et les
projections réduites. Des valeurs plus faibles génèrent un arc stable et concentré
ainsi qu'un bruit aigu.
- Les paramètres de commande se sélectionnent dans le menu de réglage des
données de soudage.
6.29 Paramétrage des limites
Pour plus d'informations sur le paramétrage des limites, voir le chapitre 9.4 «
Modification des paramètres » (Editing parameters).
6.30 Limites de mesure
Pour plus d'informations sur les paramètres de mesure, voir le chapitre 9.5 «
Modification des paramètres de mesure » (Editing measurement parameters).
bi24d1fa
- 26 -
© ESAB AB 2009

FR
7 GESTION DE LA MÉMOIRE (Memory management)
7.1 Fonctionnement de l'interface utilisateur
L'interface se compose de deux unités: la mémoire de travail et la mémoire de
soudage.
ENREGTR (Store)
Mémoire de travail Mémoire de soudage
Rappeler (Recall)
Un jeu complet de paramètres de soudage est créé dans la mémoire de travail. Il
peut être enregistré dans la mémoire de soudage.
En cours de soudage, le processus est toujours commandé par la mémoire de
travail. C'est pourquoi il est possible de rappeler un ensemble de données de
soudage de la mémoire de soudage vers la mémoire primaire.
Remarque: la mémoire de travail contient toujours les paramètres de soudage les
plus récents. Il peut s'agir soit de données rappelées de la mémoire de soudage, soit
de paramètres modifiés individuellement. En d'autres termes, la mémoire de travail
n'est jamais vide, ni réinitialisée.
Menu principal MEMORY Weld data memory (mémoire de soudage)
WELD DATA MEMORY
2ND
STORE
FUNCT QUIT
L'interface utilisateur peut enregistrer jusqu'à 255 ensembles de données de
soudage. À chaque ensemble est affecté un numéro entre 1 et 255.
Il est également possible de supprimer, copier, modifier et nommer des ensembles
de données, et d'en rappeler un dans la mémoire de travail.
bi24d1fa
- 27 -
© ESAB AB 2009

FR
7.2 Enregtr (Store)
Lorsque la mémoire de soudage est vide, l'écran suivant s'affiche.
WELD DATA MEMORY
Enregistrement d'un en
semble de données de
soudage. Cela sera fait à
la position mémoire 5.
Appuyer sur ENREGTR.
(STORE). La position 1
s'affiche. Tourner l'une
des molettes jusqu'à
parvenir à la position 5.
Appuyer sur ENREGTR.
(STORE).
2ND
STORE
FUNCT QUIT
L'écran suivant s'affiche.
WELD DATA MEMORY
L'ensemble de don
5 - (SAW)
nées de soudage est à
présent enregistré sous
le n° 5.
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
DELETE
Une partie de ces données s'affiche au bas de l'écran.
2ND
FUNCT QUIT
bi24d1fa
- 28 -
© ESAB AB 2009

FR
Lorsqu'un ensemble de
données est déjà stoc
ké à l'emplacement
WELD DATA MEMORY
5 - (SAW)
choisi, le système de
mande de confirmer le
remplacement (OUI ou
NON).
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
Sélectionner NON (NO) pour retourner au menu mémoire.
7.3 Rappeler (Recall)
Rappelons un
ensemble de données
enregistrées:
WELD DATA MEMORY
5 - (SAW)
NO YES
Marquer la ligne à l'ai
de de la molette de po
sitionnement. Appuyer
sur RAPPELER (RE
CALL).
Appuyer sur OUI (YES)
pour confirmer le rappel
de l'ensemble numéro
5.
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
WELD DATA MEMORY
5 - (SAW)
DELETE
2ND
FUNCT QUIT
bi24d1fa
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
NO YES
- 29 -
© ESAB AB 2009

FR
Cette icône de l'écran de mesure indique le
numéro de la position mémoire rappelée.
7.4 Supprimer (Delete)
Il est possible de supprimer un ou plusieurs ensembles de données dans le menu
mémoire.
Supprimer un ensem
ble de données.
Sélectionner l'ensemble
de données. Appuyer
sur SUPPRIMER (DE
LETE).
Appuyer sur OUI (YES)
pour confirmer la sup
pression.
WELD DATA MEMORY
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
WELD DATA MEMORY
5 - (SAW)
DELETE
2ND
FUNCT QUIT
bi24d1fa
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
NO YES
- 30 -
© ESAB AB 2009

FR
7.5 Copier (Copy)
Pour copier le contenu d'un ensemble de données de soudage vers une nouvelle
position mémoire:
Appuyer sur la 2e
FONCTION (2ND
FUNCT)..
Sélectionner la position
mémoire à copier et ap
puyer sur COPIER
(COPY)
WELD DATA MEMORY
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
WELD DATA MEMORY
5 - (SAW)
DELETE
2ND
FUNCT QUIT
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPY RENAME
EDIT
2ND
FUNCT QUIT
bi24d1fa
- 31 -
© ESAB AB 2009

FR
À présent, copions en position 50 le contenu de la position mémoire 5.
Sélectionner la position
mémoire 1 et faire défi
ler jusqu'à la position
mémoire sélectionnée
WELD DATA MEMORY
1 -
5 - (SAW)
à l'aide d'une des
molettes ; dans le cas
présent, la position
50.Appuyer sur OUI
(YES).
COPY
DATA SET 5 TO POSITION: 50
NO YES
L'ensemble de données de soudage 5 est maintenant copié dans la position
mémoire 50.
7.6 Nom
Pour renommer un ensemble de données:
Appuyer sur la 2e
FONCTION (2ND
FUNCT).. Sélectionner
la position mémoire à
WELD DATA MEMORY
5 - (SAW)
50 -
renommer et appuyer
sur RENOMMER
(RENAME).
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPY RENAME
Le système affiche un clavier, qui s'utilise comme suit:
S Positionner le curseur sur le
caractère voulu à l'aide des flèches et
de la molette. Appuyer sur OK
(DONE). Introduire un maximum 40
caractères
EDIT
2ND
FUNCT QUIT
S et appuyer sur OK (DONE) pour
mémoriser. Le nouveau nom s'affiche
dans la liste.
bi24d1fa
- 32 -
© ESAB AB 2009

FR
7.7 Modifier (Edit)
Pour modifier le contenu d'un ensemble de données de soudage:
Appuyer sur la 2e
FONCTION (2ND
FUNCT). Sélectionner
WELD DATA MEMORY
5 - (SAW)
la position mémoire à
modifier et appuyer sur
MODIFIER (EDIT).
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPY
EDIT
2ND
FUNCT QUIT
L'écran affiche une partie du menu ainsi que le symbole , qui indique que le
mode modification est actif.
Appuyer sur RÉGLER
(SET) et effectuer les
modifications souhai
tées.
SAW
REGULATION TYPE CA
WIRE TYPE SS FLUX CORED
WIRE DIMENSION 2.0 mm
bi24d1fa
SET QUIT
- 33 -
© ESAB AB 2009

FR
Le menu suivant s'affiche:
Dans cet exemple,
SAW WELD DATA SETTING
nous changeons
l'intensité de soudage
de 400 à 500 A.
Sélectionner le courant
de soudage
(CURRENT) et faire
défiler jusqu'à 500 à
l'aide d'une des
molettes.
Appuyer deux fois sur
VOLTAGE 20.0 V
CURRENT 500 A
TRAVEL SPEED 0 cm/min
DIRECTION J
START DATA"
STOP DATA"
DYNAMIC REGULATION AUTO
SETTING LIMITS"
MEASURE LIMITS"
QUITTER (QUIT).
QUIT
Le paramétrage de données de soudage no 5 est à présent modifié et enregistré.
8 MENU CONFIGURATION
Menu principal Menu CONFIGURATION
Ce menu se compose des sous-menus suivants:
S Langue - voir chapitre 1.2.1« Choix de la langue » (choice of language).
S tA\;Verrouillage par code, voir chapitre 8.1
S Paramètres généraux, voir chapitre 8.2
S Paramètres machine, voir chapitre 8.3
S Longueur de câble, voir chapitre 8.4
S Maintenance - voir chapitre 8.5
S Paramètres réseau, voir chapitre 8.6
bi24d1fa
- 34 -
© ESAB AB 2009

FR
8.1 Fonction verrouillage (code lock)
Menu principal Menu Configuration Code lock
Lorsque la fonction de verrouillage est activée et que l’écran Mesure ou Mode rapide
est affiché, il est impossible de sortir de ce menu sans un mot de passe (code de
verrouillage).
CODE LOCK
LOCK STATUS OFF
SET / CHANGE LOCK CODE
QUIT
Le verrouillage par code s'active via le menu Configuration.
8.1.1 Statut verrouillage
En mode Statut verrouillage (lock code status), il est possible d'activer et de
désactiver la fonction de verrouillage (dans ce dernier cas sans supprimer le code
de verrouillage). Si l'on tente d'activer le verrouillage alors qu'aucun code n'est
enregistré, le clavier s'affiche pour introduire un nouveau code.
Pour quitter le mode Statut verrouillage:
Dans l'écran Mesure ou dans le menu Mode rapide, lorsque le verrouillage est
désactivé, il suffit d'appuyer sur QUITTER (QUIT) ou MENU (retour au menu
principal).
Lorsqu'on tente de quitter un de ces menus alors que le verrouillage est activé,
l'écran suivant signale ce verrouillage.
APPUYER SUR OK POUR CODE VERROUILLAGE
(PRESS ENTER FOR LOCK CODE)...
PRESS ENTER FOR
LOCK CODE...
Sélectionner QUITTER (QUIT) pour revenir au menu précédent, ou appuyer sur
ENTER pour introduire le code de verrouillage
à l'aide du clavier qui s'affiche alors. Appuyer sur ENTER après sélection de chaque
caractère, et confirmez le code en ré-appuyant sur ENTER.
bi24d1fa
- 35 -
© ESAB AB 2009

FR
La zone de texte suivante s'affiche:
APPAREIL DÉVERROUILLÉ (UNIT UNLOCKED)
Si le code est incorrect, un message d'erreur propose de réintroduire le code ou de
revenir au menu précédent (Mesure ou Mode rapide).
Si le code est correct, tous les autres menus sont déverrouillés (mais le verrouillage
reste actif). En d'autres termes, vous pouvez quitter temporairement les menus
Mesure et Mode rapide, tout en sachant que ces menus seront de nouveau
verrouillés à leur prochain affichage.
8.1.2 Saisie/modification du code de verrouillage
Cette fonction permet de modifier un code existant ou en saisir un nouveau, de
maximum 16 caractères alphanumériques.
UNIT UNLOCKED!
8.2 Paramètres généraux
Menu principal Menu Configuration Paramètres généraux
Ce menu permet de paramétrer les fonctions suivantes:
S tA\;Touches logicielles en mode rapide - voir chapitre 8.2.1
S Journal données qualité vers fichier, voir chapitre 8.2.2
S Paramétrage des touches logicielles, voir chapitre 8.2.3
S Enregistrement automatique des données de soudage - voir chapitre 8.2.4
S Unités de longueur, voir chapitre 1.2.2 « unités de mesure » (unit of
measurement)
8.2.1 Touches logicielles en mode rapide
Les touches logicielles DONNÉES SOUDAGE 1 (WELD DATA 1) à DONNÉES
SOUDAGE 4 (WELD DATA 4) sont affichées dans le menu rapide.
SAW: CA 16
A 450 Amp
V 30.0 Volt
bi24d1fa
50 cm/min
WELD
DATA 1
WELD
DATA 2
- 36 -
WELD
DATA 3
WELD
DATA 4
© ESAB AB 2009
2ND
FUNCT

FR
Pour les configurer:
Positionner le curseur
sur la ligne NUMÉRO
DE TOUCHE LOGI
CIELLE (SOFT KEY
FAST MODE SOFT KEYS
SOFT KEY NUMBER 1
ASSOCIATE WELD DATA 5
NUMBER).
SAW: CA: FE SOLID: 0.8 mm
20.0 V: 500 A: 0 cm/min
STORE
DELETE QUIT
Les touches sont numérotées de 1 à 4, de gauche à droite. À l'aide de la molette,
sélectionner la touche souhaitée.
Passer ensuite à la ligne suivante, MÉMO SOUDAGE ASSOCIÉ (ASSOCIATED
WELD DATA). Ce menu permet de faire défiler les différents ensembles de données
de soudage mémorisés. À l'aide de la molette, sélectionner la donnée de soudage
souhaitée. Appuyer sur ENREGISTRER (STORE) pour confirmer. Pour supprimer
un ensemble enregistré, appuyer sur SUPPRIMER (DELETE).
8.2.2 Journal donnés qualité vers fichier (Quality data log to file)
Le menu JOURNAL
DONNÉS QUALITÉ
VERS FICHIER (QUA
LITY DATA LOG TO
FILE) permet de l'acti
ver en sélectionnant
MARCHE (ON).
GENERAL CONFIGURATION
FAST MODE SOFT BUTTONS 1
QUALITY DATA LOG TO FILE ON
SOFT KEYS SETUP"
AUTO SAVE MODE OFF
UNIT OF LENGTH METRIC
Pour en savoir plus sur les fonctions Qualité, voir le chapitre 9.7.
QUIT
bi24d1fa
- 37 -
© ESAB AB 2009

FR
8.2.3 Configuration des touches logicielles
Les touches logicielles de l'interface utilisateur ont été décrites plus haut. Lors d'un
soudage à l'arc sous flux (SAW) et sous protection gazeuse avec fil fusible (GMAW),
l'utilisateur peut modifier les paramètres de ces touches en choisissant parmi une
liste d'options. Il y a huit touches logicielles programmables.
Voici les options en question:
S Vide
S Gaz / Flux
S Valeurs paramétrées
Les valeurs de référence paramétrées sont affichées à la place des valeurs
mesurées dans le menu Mesures.
S Relais 2
Paramètre la sortie de relais n° 2 sur la carte du circuit moteur, utilisable pour
n'importe quelle fonction par le client.
S Direction Y - J.
S I/O distant
Sert à contrôler PEK et un générateur via une unité I/O externe.
S Axe externe
Doit être activé lorsqu'une unité I/O externe est utilisée pour le contrôle d'un
support galets.
S Tandem
Utilisé pour le soudage à double tête.
S Fil à froid (ICE)
Utilisé lorsqu'un fil non conducteur se dévide dans le bain de soudage et que la
vitesse de dévidage à froid doit être indiquée à l'écran.
L'écran affiche deux
colonnes: une pour les
touches logicielles
(SOFT KEYS) et une
pour les FONCTIONS
(FUNCTION).
SOFT KEYS SETUP
SOFT KEYS FUNCTION
S1 NONE
S2 NONE
S3 NONE
S4 NONE
S1 2ND FUNCT NONE
S2 2ND FUNCT NONE
S3 2ND FUNCT NONE
S4 2ND FUNCT NONE
QUIT
Les fonctions attribuées aux touches sont numérotées à partir de la gauche comme
suit:
2ND
bi24d1fa
S1 S2 S3 S4
S1 2ND
FUNCT
S2 2ND
FUNCT
- 38 -
S3 2ND
FUNCT
S4 2ND
FUNCT
FUNCT
2ND
FUNCT
© ESAB AB 2009

FR
Pour affecter une nouvelle fonction à une touche logicielle:
Positionner le curseur
sur la ligne de la touche
logicielle et appuyer sur
OK (ENTER). Un menu
contextuel affiche les
sélections de fonctions.
Sélectionner à l'aide de
la molette et appuyer
sur ENTER.
SOFT KEYS SETUP
SOFT KEYS FUNCTION
S1 NONE
S2 NONE
S3 NONE
S4 NONE
S1 2ND FUNCT NONE
S2 2ND FUNCT NONE
S3 2ND FUNCT NONE
S4 2ND FUNCT NONE
QUIT
La programmation des autres touches se fait de même manière, en associant l'une
des fonctions de la colonne de gauche à une fonction de la colonne de droite.
8.2.4 Mode enregistrement automatique (Auto save mode)
Lorsqu'un ensemble de données de soudage d'une position de la mémoire de
soudage est rappelé et modifié, les changements sont automatiquement enregistrés
en dernière position dans la mémoire de travail d'arrêt du soudage.
L'enregistrement manuel d'un ensemble dans une position mémoire désactive
l'enregistrement automatique suivant.
La position mémoire dans laquelle est enregistré l'ensemble s'affiche dans le coin
supérieur droit de l'écran Mesure.
8.3 Paramètres machine
Menu principal Menu Configuration Paramètres machine
Ce menu permet de paramétrer les fonctions suivantes:
S Code produit - voir chapitre 8.3.1
S Axe du dévidoir, voir chapitre 8.3.2.
S Axe de la vitesse de dévidage à froid, voir chapitre 8.3.3
S Axe de translation, voir chapitre 8.3.4.
S Axe extérieur, voir chapitre 8.3.5.
S Tandem, voir chapitre 8.3.6.
S Générateurs parallèles, voir chapitre 8.3.8
S Vitesse fil à froid, voir chapitre 8.3.9
S Réglages NODE ID, voir chapitre 8.3.10
bi24d1fa
- 39 -
© ESAB AB 2009

FR
8.3.1 Code produit
Le menu CODE PRO
MACHINE CONFIGURATION
DUIT (PRODUCT
CODE) permet de sé
lectionner la machine
de soudage automati
que, la colonne et la
PRODUCT CODE A2TFJ1
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM OFF
potence, le support à
rouleau ou le position
neur à utiliser.
À la sélection du code produit, le type de moteur et le couple de la boîte à
engrenages du produit concerné sont automatiquement sélectionnés.
Il est possible de sélectionner les options suivantes :
S A2TFJ1
Machine de soudage automatique tracteur A2 pour soudage à l'arc sous flux
(SAW)
S A2TGJ1
QUIT
Machine de soudage automatique tracteur A2 pour soudage sous protection
gazeuse avec fil fusible (GMAW)
S A6TFF1
Machine de soudage automatique tracteur A6 pour soudage à l'arc sous flux
(SAW)
S LIBRE 2 AXES
Option de configuration pour connexion sur la carte de 2 moteurs. Un pour le
dévidage de fil et un pour la translation.
S LIBRE 3 AXES
Option de configuration pour connexion sur la carte de rouleaux externes,
positionneurs ou axe linéaire ainsi que de deux moteurs. Un pour le dévidage de
fil et un pour la translation.
bi24d1fa
- 40 -
© ESAB AB 2009

FR
8.3.2 Axe de dévidage
Le moteur du dévidoir se règle automatiquement selon les tableaux ci-dessous.
A2TFJ1 A2TGJ1 A6TFF1
Moteur 5035 38 RPM 5035 68 RPM VEC4000
Engrenage 1 49:1 49:1 156:1
Engrenage 2 1:1 1:1 1:1
Diamètre des galets d'alimentation 49 mm 49 mm 49 mm
Détecteur impulsions 28 ppr 28 ppr 32 ppr
Vitesse manuelle basse 150 cm/min 150 cm/min 150 cm/min
Vitesse manuelle haute 300 cm/min 300 cm/min 300 cm/min
LIBRE 2 AXES LIBRE 3 AXES
Moteur VEC 4000 VEC 4000
Engrenage 1 156:1 156:1
Engrenage 2 1:1 1:1
Diamètre des galets d'alimentation 49 mm 49 mm
Détecteur impulsions 32 ppr 32 ppr
Vitesse manuelle basse 150 cm/min 150 cm/min
Vitesse manuelle haute 300 cm/min 300 cm/min
8.3.3 Axe de la vitesse de dévidage à froid (ICE)
LIBRE 2 AXES LIBRE 3 AXES
Moteur VEC 4000 VEC 4000
Engrenage 1 156:1 156:1
Engrenage 2 1:1 1:1
Diamètre des galets d'alimentation 49 mm 49 mm
Détecteur impulsions 32 ppr 32 ppr
Vitesse manuelle basse 150 cm/min 150 cm/min
Vitesse manuelle haute 300 cm/min 300 cm/min
bi24d1fa
- 41 -
© ESAB AB 2009

FR
8.3.4 Axe de translation
Le moteur de translation se règle automatiquement selon les tableaux ci-dessous.
A2TFJ1 A2TGJ1 A6TFF1
Moteur 4030-350 4030-350 4030-350
Engrenage 1 375:10 375:10 24:1
Engrenage 2 51:1 51:1 51:1
Diamètre roue 158 mm 158 mm 180 mm
Détecteur impulsions 60 ppr 60 ppr 28 ppr
Vitesse manuelle haute 200 cm/min 200 cm/min 200 cm/min
LIBRE 2 AXES LIBRE 3 AXES
Moteur VEC 4000 VEC 4000
Engrenage 1 312:1 312:1
Engrenage 2 51:1 51:1
Diamètre roue 65 mm 65 mm
Détecteur impulsions 32 ppr 32 ppr
Vitesse manuelle haute 200 cm/min 200 cm/min
8.3.5 Axe extérieur
Pour connecter un rouleau externe, un positionneur ou un axe linéaire, sélectionner
LIBRE 3 AXES.
Lorsque LIBRE 3 AXES est sélectionné, le moteur se règle automatiquement selon
les tableaux ci-dessous.
Support galets
(Roller bed)
Engrenage 1 560:1 560:1 560:1
Engrenage 2 111:22 111:22 111:22
Engrenage 3 1:1 1:1 1:1
Diamètre roue 160 mm 160 mm 160 mm
Détecteur impulsions 30 ppr 30 ppr 30 ppr
Vitesse manuelle haute 200 cm/min 200 cm/min 200 cm/min
Rapport fréquence 85:50 85:50 85:50
Moteur 2000 tr/min 2000 tr/min 2000 tr/min
Diamètre soudage 1000 mm - 1000 mm
Diamètre galets (Roller diameter) 1000 mm - -
Linéaire Positionneur
bi24d1fa
- 42 -
© ESAB AB 2009

FR
8.3.6 Tandem pour générateurs LAF et TAF
Utiliser pour le soudage à double tête.
Positionner le curseur
MACHINE CONFIGURATION
sur la ligne TANDEM et
appuyer sur OK (EN
TER).
Sélectionner MARCHE
(ON) à l'aide de la mo
lette et appuyer sur EN
TER.
PRODUCT CODE A2TFX
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM ON
b WELDING HEAD HEAD
b WELD HEAD OFFSET 20 mm
b WITH I/O ON
QUIT
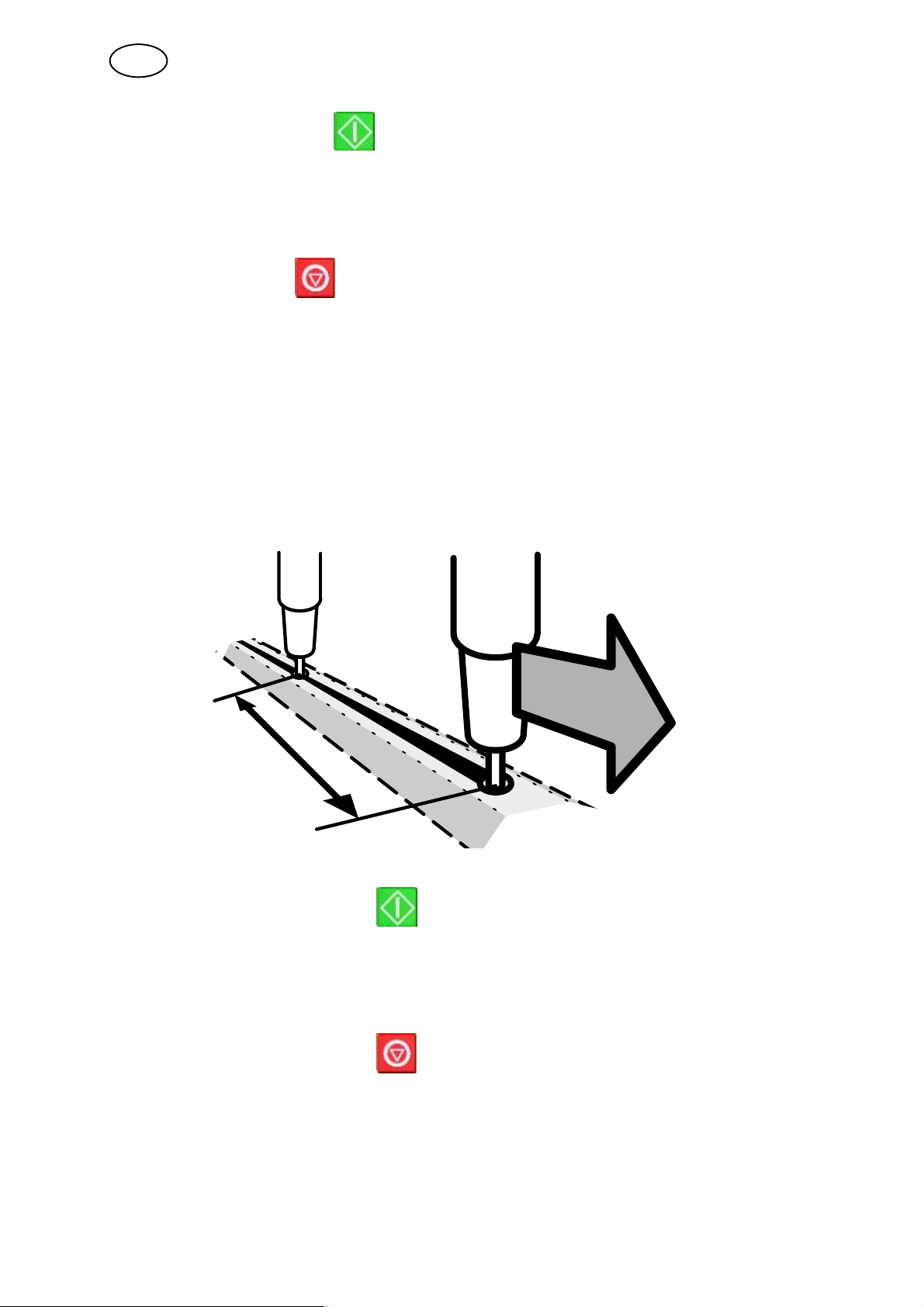
Pour utiliser deux têtes de soudage, la fonction DÉCALAGE TÊTE DE SOUDAGE
(WELD HEAD OFFSET) doit être active.
DÉCALAGE TÊTE DE SOUDAGE (WELD HEAD OFFSET) est la distance en
millimètres entre les têtes.
Une fois la distance entre la tête de soudage 1 TÊTE (HEAD) et la tête de soudage
2 QUEUE (TAIL) spécifiée, la valeur est recalculée par le régulateur pour obtenir
l'intervalle entre le démarrage de la tête 1 et de la tête 2.
Le temps calculé par le régulateur comme distance entre le démarrage et l'arrêt des
générateurs est de maximum 65 secondes. Par exemple, pour une valeur de 50
cm/min, le DÉCALAGE TÊTE DE SOUDAGE (WELD HEAD OFFSET) peut être de
maximum 2000 mm. Ce délai est calculé de manière à ce que le délai n'expire pas
avant que la tête de soudage 2 ait atteint le point de départ.
TAIL HEAD
WELD HEAD OFFSET
bi24d1fa
- 43 -
© ESAB AB 2009

FR
REMARQUE:
Veiller à ce que les valeurs DÉCALAGE TÊTE DE SOUDAGE (WELD HEAD
OFFSET) et la vitesse de translation soient identiques sur les deux régulateurs. Le
régulateur « maître » doit être configuré comme TÊTE (HEAD) et l'« esclave »,
comme QUEUE (TAIL). La translation est toujours contrôlée par le « maître ».
Définir les valeurs de soudage à double tête comme suit:
Positionner le curseur
MACHINE CONFIGURATION
sur la ligne DÉCALAGE
TÊTE DE SOUDAGE
(WELD HEAD OF
FSET).
Déterminer si le para
mètre concerne le ré
gulateur « maître »
TÊTE (HEAD) ou l'« es
PRODUCT CODE A2TFX
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM ON
b WELDING HEAD HEAD
b WELD HEAD OFFSET 20 mm
b WITH I/O ON
clave » QUEUE (TAIL).
QUIT
S Positionner le curseur sur la ligne DÉCALAGE TÊTE DE SOUDAGE (WELD
HEAD OFFSET) et définir la distance entre les deux têtes de soudage.
Exemple, I/O ON
Tête de soudage 2,
(esclave)
TAIL HEAD
Tête de soudage 1,
(maître)
WELD HEAD OFFSET
bi24d1fa
- 44 -
© ESAB AB 2009
FR
S Appuyer sur Démarrer (Start) pour la tête de soudage 1.
S La tête 1 commence le soudage.
S La tête 2 commence le soudage que lorsque la position de départ a été atteinte
pour la tête 1 (la distance correspond au DÉCALAGE TÊTE DE SOUDAGE
(WELD HEAD OFFSET)).
S Appuyer sur Arrêt (Stop) pour la tête de soudage 1.
S La tête 1 arrête le soudage mais continue de bouger.
S La tête 2 arrête de souder une fois qu'elle atteint le point où l'équipement 1 a
arrêté de souder (la distance correspond au DÉCALAGE TÊTE DE SOUDAGE
(WELD HEAD OFFSET)).
S Le soudage est terminé.
Exemple, I/O OFF
Tête de soudage 2,
(esclave)
TAIL HEAD
WELD HEAD OFFSET
Tête de soudage 1,
(maître)
S Appuyer simultanément sur Démarrer (Start) pour les têtes 1 et 2.
S La tête 1 commence le soudage.
S La tête 2 se met à souder uniquement lorsque la position de départ de la tête 1
est atteinte (c'est-à-dire la distance spécifiée comme DÉCALAGE TÊTE DE
SOUDAGE (WELD HEAD OFFSET).
S Appuyer simultanément sur Arrêter (Stop) pour les têtes 1 et2.
S La tête 1 s'arrête mais la translation continue.
S La tête 2 s'arrête uniquement lorsque la position où la tête 1 s'est arrêtée
(c'est-à-dire la distance spécifiée comme DÉCALAGE TÊTE DE SOUDAGE
(WELD HEAD OFFSET).
S Le soudage est terminé.
bi24d1fa
- 45 -
© ESAB AB 2009

FR
8.3.7 Tandem pour générateur Aristo 1000
Utilisé pour le soudage à double tête ou plus. Les têtes de soudage sont contrôlées
par leur unité de commande respective (PEK).
Positionner le curseur
sur la ligne TANDEM
(TANDEM) puis ap
puyer sur ENTER.
Sélectionner ON (ON)
à l'aide de la molette
puis appuyer sur
ENTER.
La tête de soudage
avant est sélectionnée.
La tête de soudage
arrière est sélection
née.
TANDEM
TANDEM ON
b WELDING HEAD HEAD
b TRAVEL CONTROL ON
b SYNCRONIZED WELD START ON
b SYNCRONIZED AC WELDING ON
TANDEM INFORMATION"
QUIT
TANDEM
TANDEM ON
b WELDING HEAD TAIL
b TRAVEL CONTROL ON
b SYNCRONIZED WELD START ON
b WELD HEAD OFFSET 20 mm
b SYNCRONIZED AC WELDING ON
b PHASE SHIFT 0
QUIT
TETE DE SOUDAGE (WELDING HEAD)
Cette fonction permet de sélectionner la tête de soudage à utiliser : avant (HEAD) ou
arrière (TAIL).
COMMANDE DE LA TRANSLATION (TRAVEL CONTROL)
Cette fonction permet de déterminer si la tête de soudage commande la translation.
Les têtes de soudage avant et arrière peuvent toutes deux commander la
translation, mais une seule à la fois.
DÉMARRAGE SYNCHRONISÉ DU SOUDAGE (SYNCRONIZED WELD START)
Si la valeur ON est sélectionnée, il suffit de démarrer l'unité de commande pour
actionner la tête de soudage avant. La tête de soudage arrière démarre
automatiquement. Si la valeur OFF (OFF) est sélectionnée, toutes les têtes de
soudage doivent être actionnées avec leur unité de commande respective.
SOUDAGE CA SYNCHRONISÉ (SYNCRONIZED AC WELDING)
Le soudage CA synchronisé signifie que la fréquence, l'équilibre, et les impulsions
CA, sont synchronisés sur les mêmes valeurs pour toutes les têtes de soudage dans
le système tandem.
bi24d1fa
- 46 -
© ESAB AB 2009

FR
INFORMATIONS TANDEM (TANDEM INFORMATION)
L'unité de commande de la tête de soudage avant affiche les informations relatives
aux générateurs présents dans le système comme la tête de soudage arrière.
DÉCALAGE TÊTE DE SOUDAGE (WELD HEAD OFFSET)
Le DÉCALAGE TÊTE DE SOUDAGE (WELD HEAD OFFSET) est la distance en
millimètres entre les têtes de soudage. Ce réglage n'est significatif que si le
démarrage synchronisé du soudage est sélectionné.
ARRIÈRE AVANT
DÉCALAGE TÊTE DE SOUDAGE
CHANGEMENT DE PHASE (PHASE SHIFT)
Le déplacement de phase est un décalage de phase par rapport à la tête de
soudage avant. L'unité de mesure est le degré.
8.3.8 Générateurs parallèles
Cette fonction permet
MACHINE CONFIGURATION
de régler les ID nœuds
si deux générateurs
sont reliés en parallèle.
Positionner le curseur
sur l'ID nœud esclave
(SLAVE NODE ID)puis
sélectionner l'une des
molettes.
PRODUCT CODE A2TFX
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM"
PARALLEL POWER SOURCES ON
b SLAVE NODE ID 10
COLD WIRE FEED OFF
NODE ID SETTINGS"
bi24d1fa
QUIT
- 47 -
© ESAB AB 2009

FR
8.3.9 Vitesse fil à froid (ICE)
L'option Dévidage à
froid (ON) peut être
sélectionnée dans le
menu Configuration
machine.
Si le dévidage à froid
est sélectionné, l'option
Axe de la vitesse de
dévidage à froid appa
raît.
Les paramètres de
l'axe de dévidage à
froid doivent être iden
tiques à ceux de l'axe
de dévidage.
MACHINE CONFIGURATION
PRODUCT CODE FREE 2 AXIS
WIRE FEED AXIS"
ICE WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM OFF
ICE WIRE FEED ON
NODE ID SETTINGS"
QUIT
ICE WIRE FEED AXIS
MOTOR 5035 38RPM
GEAR 1" ON
b N 1 156
b N 2 1
GEAR 2" ON
b N 1 1
b N 2 1
FEED ROLLER DIAM 49 mm
ENCODER PULSES 32 ppr
LOW MANUAL SPEED 150 cm/min
QUIT
S Le moteur est sélectionné dans une liste déroulante comportant les options
suivantes :
5035 38RPM
5035 68RPM
FHP 258
VEC8000
VEC4000
DUNKER1
DUNKER2
MET3B
VEC4000Par
4030-350
S ENGRENAGE 1 (GEAR 1) doit être défini sur ON (ON). La valeur ne peut être
OFF (OFF).
S ENGRENAGE 2 (GEAR 2) doit normalement être défini sur ON (ON), mais OFF
(OFF) peut être sélectionné.
bi24d1fa
- 48 -
© ESAB AB 2009

FR
S Les valeurs N1 et N2 sous Engrenage 1 et 2 sont définies à l'aide d'un des trois
boutons de réglage situés au bas du panneau. L'intervalle pour N1 et N2 dépend
du moteur sélectionné.
S Le diamètre des galets du dévidoir (FEED ROLLER DIAM) est sélectionné à
l'aide de n'importe quel bouton de réglage. L'intervalle dépend du moteur
sélectionné.
S Le codeur d'impulsions (ENCODER-PULSES) est sélectionné à l'aide de
n'importe quel bouton de réglage. L'intervalle est compris entre 1 et 9998 ppr
(ppr = pulses per revolution - impulsions par révolution).
S VITESSE MANUELLE BASSE (LOW MANUAL SPEED) est sélectionné à l'aide
de n'importe quel bouton de réglage. L'intervalle est compris entre 1 et 1000
cm/min.
S VITESSE MANUELLE HAUTE (HIGH MANUAL SPEED) est sélectionné à l'aide
de n'importe quel bouton de réglage. L'intervalle est compris entre 1 et 5000
cm/min.
8.3.10 Réglages ID nœud
Si le système est pourvu de nœuds I/O, cette fonction permet d'afficher les numéros
d'identification.
Pendant le fonctionnement tandem la valeur CAN 2 ID peut être différente pour
toutes les unités de commande (PEK) du système. Il est conseillé de régler la tête
de soudage 1 sur CAN 2 ID = 1, la tête de soudage 2 sur CAN 2 ID = 2 et ainsi de
suite.
NODE ID SETTINGS
POWER SOURCE CAN 2 ID 1
I/O NODE 1 ID 17
I/O NODE 2 ID 25
QUIT
bi24d1fa
- 49 -
© ESAB AB 2009

FR
8.4 Longueur de câble
La tension d'arc est influencée par l'impédance des câbles de soudage. L'impédance
est influencée par la longueur et la section des câbles ainsi que par leur disposition.
C'est particulièrement évident lors du soudage AC.
La compensation de la perte de tension avec de longs câbles est maintenue lorsque
la longueur de câble réelle est spécifiée.
La longueur totale de câble (câble de soudage et connecteur ensemble) doit être
introduite.
Remarque Lors de l'utilisation de deux câbles, les sections des deux câbles doivent
être additionnées.
Cette fonction est active en phase de démarrage, avant que le générateur ne
reçoive une mesure lui permettant de s'étalonner.
Cette fonction est inactive lorsque « Max OCV » est sélectionné.
8.5 Maintenance
Menu principal Menu Configuration Maintenance
Ce menu permet de définir la fréquence de remplacement de l'embout de contact.
Pour définir le nombre d'amorçages avant changement de l'embout, sélectionner la
ligne INTERVALLE DE CHANGEMENT DE L'EMBOUT DE CONTACT (CONTACT
TIP CHANGE INTERVAL) et appuyer sur ENTER. Modifier la valeur à l'aide des
touches de réglage. Une fois l'intervalle d'entretien écoulé, le code d'erreur 54
s'affiche dans le journal d'erreurs.
Lorsque la LIMITE DE DURÉE D'UTILISATION TOTALE (TOTAL RUNNING TIME
LIMIT) est sélectionnée au lieu du nombre d'amorçages, un technicien ESAB agréé
est contacté.
MAINTENANCE
CONTACT TIP CHANGE INTERVAL 0 Welds
b WELD COUNT 0 Welds
TOTAL RUNNING TIME LIMIT 0d00:00:00
b TOTAL RUNNING TIME 0d00:00:00
bi24d1fa
- 50 -
QUIT
© ESAB AB 2009

FR
8.6 Paramètres réseau
Menu principal Menu Configuration Paramètres réseau
Ce menu permet de se connecter à un outil administratif dans un réseau local.
Pour de plus amples informations sur l'outil administratif, consulter le mode d'emploi
du logiciel WeldPoint. Le mode d'emploi est téléchargeable sur le site
www.esab.com.
NETWORK SETTINGS
DHCP ON
IP ADDRESS 172.20.125.74
SUBNET MASK 0.0.0.0.
DEFAULT GATEWAY 0.0.0.0.
HOSTNAME ESAB_W82
QUIT
8.6.1 Aperçu système
1 Générateur de courant de soudage 4 Outil administratif, WeldPoint
2 Dévideur de fil / Machine de soudage
automatique
3 Unité des données de soudage, PEK 6 Mémoire USB
bi24d1fa
5 Connexion réseau
- 51 -
© ESAB AB 2009

FR
9 OUTILS
Menu principal Outils
Ce menu se compose des sous-menus suivants:
S Journal d'erreurs - voir chapitre 9.1
S Exportation/Importation - voir chapitre 9.2
S Gestionnaire de fichiers - voir chapitre 9.3
S Modifier les limites de réglage - voir chapitre 9.4
S Modifier les limites de mesure - voir chapitre 9.5
S Statistiques de production - voir chapitre 9.6
S tA\;Fonctions qualité - voir chapitre 9.7
S Calendrier - voir chapitre 9.8
S Comptes utilisateurs - voir chapitre 9.9
S Informations unité - voir chapitre 9.10
9.1 Journal d'erreurs
Menu principal Outils (Tools) Journal d'erreurs (Error log)
Les codes d'erreur signalent une panne ou un problème qui s'affichent dans un
menu contextuel. Un point d'exclamation apparaît en haut à droite de l'écran.
Remarque disparaît lorsqu'on consulte le menu Error log.
Toutes les erreurs se produisant en cours de soudage sont enregistrées dans le
journal sous forme de messages d'erreur. Jusqu'à 99 messages d'erreur peuvent
être enregistrés. Une fois le journal d'erreur saturé (99 messages enregistrés), le
message le plus ancien est automatiquement supprimé lorsque l'erreur suivante se
produit.
Le menu Journal d'erreurs (Error log) présente l'information suivante:
S Numéro de l'erreur;
S Date à laquelle s'est produite l'erreur;
S Heure à laquelle s'est produite l'erreur;
S Unité dans laquelle s'est produite l'erreur;
S Code de gestion de l'erreur.
ERROR LOG
Index Date Heure Unité Erreur
1 081120 11:24:13 8 19
2 081120 10:24:18 8 18
3 081121 13:24:18 8 17
bi24d1fa
Error in battery-driven memory
DELETE
ALL
- 52 -
QUIT
© ESAB AB 2009

FR
9.1.1 Unités
2 = Générateur
6 = Dévidage et translation (carte moteur)
8 = Interface utilisateur
9.1.2 Description des codes de gestion des erreurs
Les codes d'erreur susceptibles d'être corrigés par l'utilisateur figurent ci-dessous.
Lorsque d'autres codes s'affichent, redémarrer la machine. Si l'erreur persiste,
contacter un technicien.
Code
d'er
reur
11 Erreur de vitesse sur un moteur, (dévidage, translation)
12 Erreur de communication interne (alerte)
14 Erreur de communication
17 Unité déconnectée
32 Le gaz n'arrive pas
Description
6 Température élevée
Le générateur a surchauffé et a interrompu le soudage. Le soudage peut recommencer
une fois que la température est redescendue sous le paramètre maximum.
Solution: Vérifier que les tuyères d'arrivée et d'échappement d'air ne sont pas bouchées
ou encrassées. Contrôler le facteur de marche utilisé pour vérifier qu'il n'y a pas de
surcharge de l'équipement.
Si le problème persiste, appeler le service technique.
7 Intensité de soudage faible
L'intensité de soudage est trop faible pour déclencher un arc de soudage.
Solution: Réinitialisation au démarrage de l’opération suivante. Si le problème persiste,
appeler le service technique.
8 Batterie faible
La batterie est trop faible. Si elle n'est pas remplacée, toutes les données enregistrées
seront effacées.
Ce type d'erreur ne désactive aucune fonction.
Solution: Appeler le service technique pour remplacer la batterie.
Un des moteurs ne garde pas sa vitesse constante. Arrêt du soudage.
Solution: Vérifier qu'il n'y a pas de bourrage du fil et que le dévidage n'est pas trop rapide.
Si le problème persiste, appeler le service technique.
La charge sur le bus CAN du système est momentanément trop élevée.
Le générateur a peut-être perdu le contact avec le générateur ou le dévidoir.
Solution: Vérifier si tous les équipements sont bien connectés. Si le problème persiste,
appeler le service technique.
Le bus CAN du système est momentanément hors service en raison d'une surcharge.
Le soudage est interrompu.
Solution: Vérifier si tous les équipements sont bien connectés. Mettre l'unité hors tension
pour la réinitialiser. Si le problème persiste, appeler le service technique.
Perte de contact avec une unité.
Solution: Vérifier le câblage et le connecteur entre le panneau de commande et le
générateur. Si le problème persiste, appeler le service technique.
Démarrage inhibé.
Solution: Contrôler la vanne de gaz, les gaines et les raccords.
bi24d1fa
- 53 -
© ESAB AB 2009

FR
Code
d'er
reur
43 Intensité de soudage élevée
44 Pause de l'intensité de soudage
Description
Le générateur a interrompu le soudage parce que l'intensité dépassait le paramètre
maximum autorisé.
Solution: Réinitialisation au démarrage de l’opération suivante. Si le problème persiste,
appeler le service technique.
Le processus s'est interrompu parce que le soudage n'a pas progressé pendant 10
secondes.
Solution: Réinitialisation au démarrage de l’opération suivante. Si le problème persiste,
appeler le service technique.
9.2 Exporter/Importer
Menu principal Outils (Tools) Export/Import
Le menu Export/Import permet de transférer des données entre l'interface utilisateur
et une clé USB.
Les données en question sont les suivantes:
S Ensembles de données de soudage Exportation et importation
S Paramètres système Exportation et importation
S Limites paramètres Exportation et importation
S Limites mesures Exportation et importation
S Journal des erreurs Exportation
S Journal fonction qualité Exportation
S Statistiques de production Exportation
Pour enregistrer sur une clé USB:
Brancher la clé USB.
Sélectionner la ligne
des données à
transférer. Appuyer sur
EXPORTER (EXPORT)
ou IMPORTER
(IMPORT), selon
l'opération à effectuer.
EXPORT/IMPORT
WELD DATA SETS
SYSTEM SETTINGS
SETTING LIMITS
MEASURE LIMITS
ERROR LOG
QUALITY FUNCTION LOG
PRODUCTION STATISTICS
EXPORT IMPORT
QUIT
bi24d1fa
- 54 -
© ESAB AB 2009

FR
9.3 Gestionnaire fichiers
Menu principal Outils Gestionnaire fichiers (File manager)
Le gestionnaire de fichiers permet de gérer les informations sur une clé USB (C:\). Il
permet de supprimer et de copier manuellement les données de soudage et de
qualité.
Une fois la clé USB connectée, l'écran affiche le répertoire par défaut de la mémoire
lorsqu'aucun autre répertoire n'est préalablement sélectionné.
L'interface garde en mémoire le dernier emplacement de l'arborescence visité à
l'aide du gestionnaire de fichiers, de sorte que le gestionnaire affiche précisément
cet emplacement à son ouverture suivante.
FILE MANAGER
..
NEW FOLDER
QData.xml
INFO UPDATE
ALT. QUIT
S Pour contrôler la place restant sur la clé, utiliser la fonction INFO (INFO).
S Pour actualiser l'information, appuyer sur MISE À JOUR (UPDATE).
S Pour supprimer, copier ou coller un fichier, modifier son nom ou créer un
nouveau dossier, appuyer sur ALT (ALT.). Une liste des options à choisir
s'affiche. Si (..) ou un dossier est sélectionné, il est uniquement possible de créer
un nouveau dossier ou de coller un fichier précédemment copié. Si un fichier est
sélectionné, les options RENOMMER (RENAME), COPIER (COPY) et COLLER
(PASTE) figurent dans la liste si un fichier a été copié précédemment.
Sélectionner un réper
FILE MANAGER
toire ou fichier et ap
puyer sur ALT (ALT).
..
WeldData
NEW FOLDER
ErrorLog.xml
QData.xml
XWeldoffice.dat
bi24d1fa
INFO UPDATE
- 55 -
ALT. QUIT
© ESAB AB 2009

FR
Cette liste s'affiche après avoir appuyé sur ALT .
(ALT.).
COPY
PASTE
DELETE
RENAME
NEW FOLDER
9.3.1 Suppression d'un fichier/dossier
Sélectionner le dossier ou fichier à supprimer et appuyer sur ALT. (ALT.).
Sélectionner SUPPRIMER (DELETE) et appuyer sur
ENTER.
DELETE
RENAME
NEW FOLDER
Le fichier/dossier est supprimé. Seul un dossier vide peut être supprimé - il convient
donc de commencer par supprimer les fichiers qu'il contient.
9.3.2 Renommer un fichier/dossier
Sélectionner le dossier ou fichier à renommer et appuyer sur ALT. (ALT.).
Sélectionner RENOMMER (RENAME) et appuyer sur
ENTER.
DELETE
RENAME
NEW FOLDER
Un clavier s'affiche alors à l'écran. Changer de ligne à l'aide de la molette, et
naviguer vers la gauche et la droite à l'aide des flèches. Sélectionner le caractère ou
la fonction à utiliser et appuyer sur ENTER.
9.3.3 Créer un dossier
Sélectionner l'emplacement du nouveau dosser et appuyer sur ALT. (ALT.).
Sélectionner NOUVEAU RÉPERTOIRE (NEW
FOLDER) et appuyer sur ENTER.
DELETE
RENAME
NEW FOLDER
Un clavier s'affiche alors à l'écran. Changer de ligne à l'aide de la molette, et
naviguer vers la gauche et la droite à l'aide des flèches. Sélectionner le caractère ou
la fonction à utiliser et appuyer sur ENTER.
9.3.4 Copier et coller un fichier
Sélectionner le fichier à copier et appuyer sur ALT. (ALT.).
Sélectionner COPIER (COPY) et appuyer sur ENTER.
COPY
PASTE
DELETE
RENAME
NEW FOLDER
Positionner le curseur dans le dossier de destination et appuyer sur ALT.
- 56 -
bi24d1fa
© ESAB AB 2009

FR
Sélectionner COLLER (PASTE) et appuyer sur ENTER.
COPY
PASTE
DELETE
RENAME
NEW FOLDER
La copie est enregistrée sous le nom « Copy of » suivi du nom du fichier d'origine,
par exemple Copy of WeldData.awd.
9.4 Modification des limites de réglage
Menu principal Outils Modifier limites paramètres (Edit setting limits)
Ce menu permet d'affecter des valeurs max. et min. aux divers procédés de
soudage. Elles ne peuvent être supérieures ou inférieures aux valeurs pour
lesquelles est conçu le générateur. Les positions mémoires sont au nombre de 50.
Sélectionner la ligne d'une position mémoire vide et appuyer sur ENTER. Appuyer
sur OK (ENTER) pour valider un processus de soudage sélectionné à l'aide de la
molette.
Les valeurs maximales et minimales de tension d'arc, vitesse de dévidage, vitesse
de translation et intensité de soudage peuvent être définies pour chaque processus.
EDIT LIMITS
PROCESS SAW
VOLTAGE MIN 17.0
VOLTAGE MAX 47.0
WIRE SPEED MIN 50
WIRE SPEED MAX 970
TRAVEL SPEED MIN 100
TRAVEL SPEED MAX 2400
CURRENT MIN 70
CURRENT MAX 1500
STORE
DELETE QUIT
Une fois les valeurs définies, appuyer sur ENREGISTRER (STORE). Un message
s'affiche pour proposer d'enregistrer les limites dans la position mémoire
sélectionnée; appuyer sur NON (NO) ou sur OUI (YES). Les valeurs enregistrées
s'affichent au bas de l'écran, sous la ligne horizontale.
Avec la touche logicielle AUTO, les paramètres sont définis automatiquement
compte tenu des derniers paramètres utilisés.
bi24d1fa
- 57 -
© ESAB AB 2009

FR
Un message s'affiche pour proposer de fixer automatiquement les limites de réglage;
appuyer sur NON (NO) ou sur OUI (YES), puis sur ENREGISTRER (STORE) pour
conserver les valeurs.
9.5 Limites de mesure
Menu principal Outils (Tools) Limites de mesures (Measure limits)
Ce menu permet de personnaliser des valeurs de mesure pour les divers procédés
de soudage. Les positions mémoires sont au nombre de 50. Sélectionner la ligne
d'une position mémoire vide et appuyer sur ENTER. Appuyer sur OK (ENTER) pour
valider un processus de soudage sélectionné à l'aide de la molette.
Il est possible de sélectionner les valeurs suivantes :
S Tension de l'arc: min., max.
S Vitesse de dévidage: min., max.
S Intensité de soudage: min., max.
S Vitesse de translation: min., max.
S Énergie par longueur: min., max.
Définir la valeur voulue à l'aide des molettes de réglage et appuyer sur
ENREGISTRER (STORE).
Une boîte de dialogue propose d'enregistrer les valeurs sélectionnées. Appuyer sur
OUI (YES) pour les enregistrer. Les valeurs enregistrées s'affichent au bas de
l'écran, sous la ligne horizontale.
MEASURE LIMITS
1 - SAW
2 - GMAW
3 4 5 6 7 -
0.0 - 46.9 Volt , 0 - 2495 cm/min
3 - 994 cm/min , 3 - 990 Amp
5 - 500 kJ/min
QUIT
Avec la touche logicielle AUTO, les paramètres sont définis automatiquement
compte tenu des dernières valeurs de mesure utilisées.
Un message propose de fixer automatiquement les valeurs de mesure; appuyer sur
NON (NO) ou sur OUI (YES), puis sur ENREGISTRER (STORE) pour conserver les
valeurs.
bi24d1fa
- 58 -
© ESAB AB 2009

FR
9.6 Statistiques de production
Menu principal Outils (Tools) Statistiques de production (Production
statistics)
Les données de production sont les suivantes: durée totale des arcs générés,
quantité totale de matière et nombre de soudures depuis la dernière réinitialisation.
Elles comprennent aussi la durée des arcs générés et la quantité de matière utilisée
pour le dernier soudage. À titre d'information, le système affiche également le
volume de fil utilisé par unité de longueur ainsi que la date et l'heure de la dernière
réinitialisation.
PRODUCTION STATISTICS
LAST WELD TOTAL
ARCTIME 0s 0s
CONSUMED WIRE 0g 0g
BASED ON 1g/m
NUMBER OF WELDS 0
LAST RESET 081114 08:38:03
RESET UPDATE
QUIT
Appuyer sur RÉINIT (RESET) pour réinitialiser tous les compteurs. L'heure et la date
affichées sont celles de la dernière réinitialisation.
Si l'utilisateur ne remet pas les compteurs à zéro, le système les réinitialise tous
automatiquement dès que l'un d'entre eux atteint sa valeur maximum.
Valeurs maximum des compteurs
Temps 999 heures, 59 minutes, 59 secondes
Poids 13 350 000 grammes
Quantité 65535
9.7 Fonctions qualité
Menu principal Outils (Tools) Fonctions qualité (Quality functions)
Les fonctions qualité gardent une trace des données intéressantes de chaque
soudage.
Ces fonctions sont les suivantes:
S Heure de début de soudage
S Durée de soudage
S Intensité maximum, minimum et moyenne en cours de soudage
S Tension maximum, minimum et moyenne en cours de soudage
S Énergie maximum, minimum et moyenne par longueur d'unité pendant le
soudage.
bi24d1fa
- 59 -
© ESAB AB 2009

FR
Le nombre de soudures effectuées depuis la dernière réinitialisation s'affiche au bas
de l'écran. Les informations peuvent être enregistrées pour une centaine de
soudages. Au-delà, le système supprime les données les plus anciennes.
Le dernier soudage enregistré s'affiche - il est cependant possible de visualiser les
autres. Tous les journaux sont supprimés en appuyant sur RÉINIT. (RESET).
QUALITY FUNCTIONS
#WELD: 1 / 4
START 20090107 15:59:14
WELD TIME 00:00:20 WELD DATA:
HEAT INPUT: 3.12 kJ/mm
MAX MIN AVE.
I (Amp) 293.00 243.00 289.00
U (V) 41.50 16.20 39.40
Q (kJ/min) 7.00 0.00 2.00
NUMBER OF WELDS SINCE RESET: 4
RESET UPDATE
QUIT
9.7.1 Enregistrement des données de qualité
Menu principal Outils (Tools) Export / Import
Les fichiers produits par l'interface sont au format xml. Le formatage de la clé USB
doit impérativement être du type FAT.
Mise en place d'une clé USB dans l'interface utilisateur - voir chapitre 9.3 «
Gestionnaire de fichiers ».
EXPORT/IMPORT
Sélectionner JOURNAL
FONCTION QUALITÉ
(QUALITY FUNCTION
LOG), et appuyer sur
EXPORTER (EX
PORT).
WELD DATA SETS
SYSTEM SETTINGS
SETTING LIMITS
MEASURE LIMITS
ERROR LOG
QUALITY FUNCTION LOG
PRODUCTION STATISTICS
EXPORT
QUIT
Toutes les données de qualité (100 derniers soudages) enregistrées dans l'interface
utilisateur sont maintenant enregistrées sur la clé USB.
Le fichier se trouve dans un dossier appelé « QData » qui se crée automatiquement
à connexion de la clé USB.
bi24d1fa
- 60 -
© ESAB AB 2009

FR
9.8 Calendrier
Menu principal Outils (Tools) Calendrier (Calendar)
Cette fonction permet de régler l'heure et la date.
Sélectionner la ligne
voulue: année, mois,
jour, heure, minutes et
secondes. Régler la
valeur à l'aide des
molettes et appuyer sur
RÉGLER (SET).
DATE & TIME
YEAR 2008
MONTH NOV
DAY 21
HOUR 10
MINUTES 45
SECONDS 55
20100115 10:48:59
SET QUIT
9.9 Comptes utilisateurs
Menu principal Outils (Tools) Comptes utilisateurs (User accounts)
Pour garantir la qualité, il peut être nécessaire d'empêcher que du personnel non
autorisé utilise le générateur.
Ce menu permet d'enregistrer un nom d'utilisateur, un niveau d'autorisation et un
mot de passe.
Sélectionner NOM
USER ACCOUNTS
D'UTILISATEUR
(USER NAME) et ap
puyer sur ENTER. Sé
lectionner une ligne
vide et appuyer sur OK
(ENTER). Introduire un
USER NAME ADMINISTRATOR
b ACCOUNT LEVEL ADMIN
b PASSWORD
USER ACCOUNTS OFF
nouveau nom d'utilisa
teur via le clavier en uti
lisant la molette, les flè
ches et la touche EN
TER.
STORE DELETE
QUIT
Il est possible d'enregistrer 16 comptes utilisateur. Les fichiers de données qualité
indiquent clairement l'identité de l'auteur du soudage.
bi24d1fa
- 61 -
© ESAB AB 2009

FR
Sous NIVEAU D’AUTORISATION (ACCOUNT LEVEL), sélectionner parmi :
S Administrateur
accès illimité (peut ajouter de nouveaux utilisateurs)
S Senior
peut accéder à tout sauf :
S configuration machine
S comptes utilisateurs
S paramètres réseau
S Utilisateur normal
peut accéder à :
S Dans le menu Configuration :
S Maintenance
S Dans le menu Outils :
S Informations unité
S Dans le menu Réglages :
S Tension
S Intensité / vitesse de dévidage
S Vitesse de translation
S Sens de soudage
Dans la ligne MOT DE PASSE UTILISATEUR (USER PASSWORD), introduire un
mot de passe via le clavier. À la mise sous tension du générateur et de l'interface
utilisateur, le système demande le mot de passe.
Pour ne pas utiliser cette fonction et laisser le générateur et l'interface à la
disposition de tous les utilisateurs, sélectionner COMPTES UTILISATEURS
DÉSACTIVÉS (USER ACCOUNTS OFF).
bi24d1fa
- 62 -
© ESAB AB 2009

FR
9.10 Informations unité (Unit information)
Menu principal Outils (Tools) Informations unité (Unit information)
Ce menu comporte les informations suivantes:
S ID machine
S ID nœud
2 = générateur
6 = dévidage et translation (carte moteur)
8 = panneau de commande
S Version du logiciel
UNIT INFORMATION
Machine ID Node ID Software Version
44 8 1.00A
23 2 2.00A
5 6 1.18A
SETTING WELD DATA UNIT
QUIT
bi24d1fa
- 63 -
© ESAB AB 2009

PEK Control panel
Structure des menus
NO TAG64
SAW
PROCESS SAW
METHOD DC
REGULATION TYPE CA
WIRE TYPE FE SOLID
WIRE DIMENSION 0.8 MM
CONFIGURATION "
TOOLS"
SET MEASURE MEMORY
SAW
FAST
MODE
SET
Voltage
Welding current1) (CA)
Wire feed speed1) (CW)
Constant current1) (CC)
Ice wire feed speed
Ice wire start delay
Travel speed
1)
(CW)
1)
1)
(CW)
Direction
AC frequency
AC balance
AC offset
Start data
2)
- flux pre-flow
- start type
- wire creep start
- wire creep start speed
- start phases
- OCV
- max OCV
Stop data
2)
- flux post-flow
- crater filling
- crater filling time
- burnback time
- stop phases
Regulation parameters
- dynamics
- inductance
Setting limits
Measure limits
1) The setting range is dependent on the product used.
2) The menu shows the settings that belong to the selected regulation type.
- 64 -
bi24menu2
Edition 111222

PEK Control panel
GMAW
PROCESS GMAW
REGULATION TYPE CA
WIRE TYPE FE SOLID
WIRE DIMENTION 0.8 MM
CONFIGURATION "
TOOLS"
SET MEASURE MEMORY
SET
Arc voltage*
Welding current* (CA)
Wire feed speed* (CW)
Travel speed*
Direction
Start data
- gas pre-flow
- start type
- wire creep start
- wire creep start speed
- start phases
- OCV
- max OCV
Stop data
- gas post-flow
- crater filling
- crater filling time
- burnback time
- stop phases
Dynamic regulation
Setting limits
Measure limits
GMAW
FAST
MODE
* The setting range is dependent on the product used.
bi24menu2
- 65 Edition 111222

PEK Control panel
GOUGING
PROCESS GOUGING
REGULATION TYPE CA
ELECTRODE DIMENSION 8.0 MM
CONFIGURATION "
TOOLS"
SET MEASURE MEMORY
SET
Arc voltage*
Welding current* (CA)
Wire feed speed* (CW)
Travel speed*
Direction
Start data
- air pre-flow
- start type
- wire creep start
- wire creep start speed
- start phases
- OCV
- max OCV
Stop data
- air post-flow
- crater filling
- crater filling time
- burnback time
- stop phases
Dynamic regulation
Setting limits
Measure limits
GOUGING
FAST
MODE
* The setting range is dependent on the product used.
bi24menu2
- 66 Edition 111222

PEK Control panel
CONFIGURATION
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION
MACHINE CONFIGURATION
MAINTENANCE
CONFIGURATION
Configuration
QUIT
Language
Code lock
General configuration
- fast mode soft buttons
- quality data log to file
- soft keys setup
- auto save mode
- unit of length
Machine configuration
- product code
- wire feed axis
- ice wire feed axis
- travel axis
- parallel power sources
- ice wire feed
- node ID settings
Maintenance
- contact tip change interval
- total running time limit
bi24menu2
- 67 Edition 111222

PEK Control panel
TOOLS
ERROR LOG
EXPORT / IMPORT
QUALITY FUNCTIONS"
CALENDAR"
USER ACCOUNTS"
UNIT INFORMATION"
Tools
Error log
Export/import
-weld data sets
-system settings
-setting limits
-measure limits
-error log
-quality function log
-production statistics
Quality functions
Calendar
User accounts
Unit information
TOOLS
"
QUIT
bi24menu2
- 68 Edition 111222

Section du fil
Submerged arc welding with constant ampere (SAW CA)
Wire type
Fe Solid 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
Fe Solid Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x4.0 2x5.0
Fe Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0
Fe Flux Cored Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x4.0
SS Solid 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
SS Solid Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x3.2 2x4.0
SS Strip 30 x 0.5 60 x 0.5 90 x 0.5
SS Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
SS Flux Cored Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x3.2 2x4.0
Wire diameter (mm)
MIG/MAG welding with constant ampere (GMAW CA)
Wire type
Fe Solid 0.8 1.0 1.2 1.6 2.0 2.4
Fe Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
SS Solid 0.8 1.0 1.2 1.6 2.0 2.4
SS Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
Al Solid 0.8 1.0 1.2 1.6 2.0 2.4
Al Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
Wire diameter (mm)
Gouging with constant ampere (CA)
Electrode dimension (mm)
8.0 9.5 13.0
bi24wire
- 69 -
© ESAB AB 2009

PEK Control panel
Numéro de référence
Ordering no. Denomination
0460 504 880 Control unit PEK
0460 949 170 Instruction manual SE
0460 949 171 Instruction manual DK
0460 949 172 Instruction manual NO
0460 949 173 Instruction manual FI
0460 949 174 Instruction manual GB
0460 949 175 Instruction manual DE
0460 949 176 Instruction manual FR
0460 949 177 Instruction manual NL
0460 949 178 Instruction manual ES
0460 949 179 Instruction manual IT
0460 949 180 Instruction manual PT
0460 949 181 Instruction manual GR
0460 949 182 Instruction manual PL
0460 949 183 Instruction manual HU
0460 949 184 Instruction manual CZ
0460 949 185 Instruction manual SK
0460 949 186 Instruction manual RU
0460 949 189 Instruction manual EE
0460 949 190 Instruction manual LV
0460 949 191 Instruction manual SI
0460 949 192 Instruction manual LT
0460 949 193 Instruction manual CN
Instruction manuals are available on the Internet at www.esab.com
- 70 -
bi24o
© ESAB AB 2009

NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
notes
- 71 -

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
www.esab.com
110915© ESAB AB
 Loading...
Loading...