


A2, A6 PEK Control Panel
Bruksanvisning
0460 949 270 SE 20151222 Valid for: from program version 4.10A

INNEHÅLLSFÖRTECKNING
1 INLEDNING........................................................................................................... 5
1.1 Inställningspanel.................................................................................................. 5
1.1.1 Knappar och rattar .............................................................................................6
1.2 Steg ett ..................................................................................................................7
1.2.1 Val av språk........................................................................................................ 7
1.2.2 Måttenheter ........................................................................................................9
1.3 Display ................................................................................................................10
1.3.1 Symboler på displayen..................................................................................... 11
1.4 Allmän information om inställningar................................................................ 11
1.4.1 Inställning av numeriska värden....................................................................... 11
1.4.2 Inställning med givna alternativ........................................................................ 11
1.5 AVBRYT och ENTER .......................................................................................... 12
2 MENYER ............................................................................................................. 13
2.1 Huvudmeny......................................................................................................... 13
2.1.1 Konfigurationsmeny .........................................................................................14
2.1.2 Verktygsmeny...................................................................................................14
2.1.3 Meny för inställning av svetsdata .....................................................................15
2.1.4 Mätmeny ..........................................................................................................16
2.1.5 Svetsdataminnesmeny..................................................................................... 17
2.1.6 Snabbinställningsmeny .................................................................................... 18
3 PULVERBÅGSVETSNING ................................................................................. 19
3.1 Inställningar för pulverbågsvetsning ..............................................................19
4 MIG/MAG-SVETSNING ...................................................................................... 21
4.1 Inställningar för MIG/MAG-svetsning ...............................................................21
5 LUFTBÅGMEJSLING.........................................................................................23
5.1 Inställningar för luftbågmejsling ......................................................................23
6 FUNKTIONSFÖRKLARINGAR ..........................................................................25
6.1 CA, konstant svetsström ...................................................................................25
6.2 CW, konstant trådmatning................................................................................. 25
6.3 CC, konstant ström ............................................................................................ 25
6.4 Tråd-/elektroddimension ................................................................................... 25
6.5 Bågspänning ......................................................................................................25
6.6 Trådmatningshastighet......................................................................................25
6.7 Kalltrådmatningshastighet (ICE) ......................................................................25
6.8 Kalltrådsstartfördröjning (ICE) ......................................................................... 25
6.9 Åkhastighet......................................................................................................... 26
6.10 Svetsriktning ......................................................................................................26
6.11 AC-frekvens ........................................................................................................26
6.12 AC-balans ...........................................................................................................26
0460 949 270 © ESAB AB 2015

INNEHÅLLSFÖRTECKNING
6.13 AC-offset .............................................................................................................26
6.14 Pulverförströmning (SAW) ................................................................................26
6.15 Gasförströmning (GMAW)................................................................................. 26
6.16 Luftförströmning (luftbågmejsling) ..................................................................26
6.17 Starttyp................................................................................................................ 26
6.18 Trådkrypstart ......................................................................................................27
6.19 Startfaser ............................................................................................................27
6.20 Max tomgångsspänning (OCV, Open Circuit Voltage)....................................27
6.21 Pulverefterströmning (SAW) .............................................................................27
6.22 Gasefterströmning (GMAW).............................................................................. 27
6.23 Luftefterströmning (luftbågmejsling) ...............................................................27
6.24 Kraterfyllnad .......................................................................................................28
6.25 Efterbrinntid........................................................................................................ 28
6.26 Stoppfaser ..........................................................................................................28
6.27 Dynamisk reglering............................................................................................ 28
6.28 Regleringsparametrar........................................................................................ 28
6.29 Gränser inställningar .........................................................................................28
6.30 Gränser mätvärden ............................................................................................ 29
7 MINNESHANTERING ......................................................................................... 30
7.1 Inställningspanelens arbetssätt .......................................................................30
7.2 Spara ................................................................................................................... 31
7.3 Återkalla ..............................................................................................................32
7.4 Radera .................................................................................................................33
7.5 Kopiera................................................................................................................ 34
7.6 Namnge ...............................................................................................................36
7.7 Ändra................................................................................................................... 37
8 KONFIGURATIONSMENY.................................................................................. 39
8.1 Kodlås ................................................................................................................. 39
8.1.1 Låskodsstatus .................................................................................................. 39
8.1.2 Ange/ändra låskod ........................................................................................... 40
8.2 Generella inställningar ...................................................................................... 40
8.2.1 Programknappar för snabbinställning ..............................................................41
8.2.2 Kvalitetsdata till fil............................................................................................. 42
8.2.3 Konfiguration programknapp............................................................................ 42
8.2.4 Automatisk svetsdatalagring ............................................................................ 44
8.3 Maskininställningar............................................................................................ 44
8.3.1 Produktkod .......................................................................................................44
8.3.2 Trådmataraxel ..................................................................................................45
8.3.3 Kalltrådsaxel (ICE) ........................................................................................... 45
0460 949 270 © ESAB AB 2015

INNEHÅLLSFÖRTECKNING
8.3.4 Åkaxel ..............................................................................................................46
8.3.5 Yttre axel ..........................................................................................................46
8.3.6 Tandem för LAF- och TAF-strömkällor .............................................................47
8.3.7 Tandem för strömkällan Aristo 1000.................................................................50
8.3.8 Parallella strömkällor (gäller endast strömkällan Aristo 1000) ......................... 51
8.3.9 Kalltrådmatning ................................................................................................ 52
8.3.10 Polaritet (gäller endast strömkällan Aristo1000) .............................................53
8.3.11 Nod-ID-inställningar (gäller endast strömkällan Aristo1000)........................... 54
8.3.12 Systeminformation (gäller endast strömkällan Aristo 1000)............................. 54
8.4 Kabellängder (gäller endast LAF- och TAF-strömkällor)................................54
8.5 Underhåll............................................................................................................. 55
8.6 Mätvärden filterfaktor ........................................................................................ 55
9 VERKTYG ........................................................................................................... 56
9.1 Händelsehantering............................................................................................. 56
9.1.1 Händelselogg ................................................................................................... 56
9.1.2 Aktiva fel........................................................................................................... 57
9.1.3 Enhets-ID ......................................................................................................... 57
9.1.4 Beskrivning av felhanteringskoder ................................................................... 58
9.2 Exportera/Importera........................................................................................... 59
9.3 Filhanterare......................................................................................................... 60
9.3.1 Radera en fil/mapp........................................................................................... 61
9.3.2 Byta namn på en fil/mapp ................................................................................61
9.3.3 Skapa en ny mapp ........................................................................................... 62
9.3.4 Kopiera och klistra in filer .................................................................................62
9.4 Redigera gränsinställningar..............................................................................63
9.5 Redigera mätvärdesinställningar .....................................................................63
9.6 Produktionsstatistik........................................................................................... 65
9.7 Kvalitetsfunktioner............................................................................................. 65
9.7.1 Lagra kvalitetsdata ...........................................................................................66
9.8 Kalender.............................................................................................................. 67
9.9 Användarkonton................................................................................................. 67
9.10 Enhetsinformation .............................................................................................69
MENYSTRUKTUR .....................................................................................................70
TRÅDDIAMETER.......................................................................................................75
BESTÄLLNINGSNUMMER .......................................................................................76
Vi förbehåller oss rätten till ändringar utan föregående meddelande.
0460 949 270 © ESAB AB 2015

1 INLEDNING
1 INLEDNING
För att du ska kunna utnyttja din svetsutrustning maximalt rekommenderar vi att du läser den
här bruksanvisningen.
Allmän information om användningen finns i bruksanvisningarna för styrenheten,
svetsautomaten, kranen och strömkällan
Texten som visas i displayen finns på följande språk: Engelska, svenska, finska, norska,
danska, tyska, franska, italienska,holländska, spanska, portugisiska, ungerska, polska,
amerikanska, tjeckiska, kinesiska och ryska.
1.1 Inställningspanel
1. Meny
2. Ratt för flyttning av markör
(positioneringsratt)
3. ENTER
4. Grön indikeringslampa, lyser när
funktionen är aktiv
5. Svetsstart
6. Svetsstopp
7. Ratt för inställning av åkhastighet i
mätmenyn, i andra menyer för
ökning eller minskning av inställda
värden (inställningsratt)
8. Manuell åkrörelse
9. Manuell trådmatning nedåt
10. Ratt för inställning av bågspänning i mätmenyn, i andra menyer för ökning eller
minskning av inställda värden (inställningsratt)
11. Snabb rörelse
12. Manuell åkrörelse
13. Ratt för inställning av svetsström/trådmatningshastighet i mätmenyn, i andra menyer
för ökning eller minskning av inställda värden (inställningsratt)
14. Nödstopp
15. Manuell trådmatning uppåt
0460 949 270
- 5 -
© ESAB AB 2015

1 INLEDNING
16. Programknappar
17. Display
1.1.1 Knappar och rattar
Meny
Med Meny-knappen kommer man alltid tillbaka till huvudmenyn i respektive process.
ENTER
Med ENTER bekräftas ett val.
Programknappar
De fem knapparna (S1 - S5) nedanför displayen har varierande funktioner. Dessa
programknappar har olika funktioner beroende på vilken meny som för tillfället visas på
displayen. Aktuell funktion för respektive knapp visas i texten längst ned i displayen. När
funktionen är aktiv anges det av att fältet med textrutan blir vit.
Trådmatning uppåt
Knapp för tillbakabackning av tråden utan att bågspänningen går till, till exempel vid byte av
trådbobin. Tråden matas så länge knappen hålls intryckt.
Trådmatning nedåt
Knapp för frammatning av tråd utan att bågspänning går till. Tråden matas så länge knappen
hålls intryckt.
Åkrörelse
Knapp för åkrörelse i den svetsriktning där symbolen visas på svetsutrustningen. För att
stoppa åkrörelsen, tryck på , eller .
Lysdioden lyser under åkrörelsen.
0460 949 270
- 6 -
© ESAB AB 2015

1 INLEDNING
Åkrörelse
Knapp för åkrörelse i den svetsriktning där symbolen visas på svetsutrustningen. För att
stoppa åkrörelsen, tryck på , eller .
Lysdioden lyser under åkrörelsen.
Svetsstart
Knapp för svetsstart.
Svetsstopp
Knapp för svetsstopp för alla åkrörelser och alla motorer.
Positioneringsratt
Ratten som är placerad överst till höger kallas positioneringsratt i bruksanvisningen och
används för positionering av markören.
Inställningsrattar
De tre rattarna nedanför panelen kallas för inställningsrattar i bruksanvisningen och används
för ändring av värden som finns inställda i panelen.
1.2 Steg ett
1.2.1 Val av språk
Första gången maskinen startas visas den här menyn.
Vid leverans är inställningspanelen inställd på engelska. För att välja ditt språk, gör på
följande sätt.
Tryck på Meny för att komma till huvudmenyn.
0460 949 270
- 7 -
© ESAB AB 2015

1 INLEDNING
Använd positioneringsratten och placera markören på raden KONFIGURATION.
Bekräfta valet genom att trycka på ENTER .
Placera markören på raden SPRÅK. Tryck på ENTER för att få fram en lista över vilka språk
som är tillgängliga i inställningspanelen.
Placera markören på raden för valt språk och tryck på knappen ENTER.
0460 949 270
- 8 -
© ESAB AB 2015

1 INLEDNING
1.2.2 Måttenheter
Vid leverans är inställningspanelen inställd på visning i metriska måttenheter. För att välja
andra måttenheter, gör på följande sätt:
Tryck på Meny för att komma till huvudmenyn.
Använd positioneringsratten och placera markören på raden KONFIGURATION.
Bekräfta valet genom att trycka på ENTER .
Placera markören på raden GENERELLA INSTÄLLNINGAR.
Bekräfta valet genom att trycka på ENTER .
0460 949 270
- 9 -
© ESAB AB 2015

1 INLEDNING
Placera markören på raden MÅTTENHET. Tryck på ENTER för att få fram en lista över vilka
måttenheter som är tillgängliga i inställningspanelen.
Placera markören på raden för önskad
måttenhet och tryck på ENTER.
1.3 Display
Markör
Inställningspanelens markör visas som ett svart fält runt texten, varvid den markerade texten
blir vit. Markören visas med fet text i bruksanvisningen.
Textrutor
Längst ner i displayen finns fem rutor med text som förklarar den aktuella funktionen för de
fem programknapparna nedanför displayen.
0460 949 270
- 10 -
© ESAB AB 2015

1 INLEDNING
1.3.1 Symboler på displayen
A Svetsdatauppsättning som är
vald
B Svetsriktning
C Ett fel har uppstått, se
”Händelsehantering”, sid.
56.
D Återkallat
minnespositionsnummer
E Rullist. Det finns mer
information i den här menyn.
Pilar
När det finns mer information efter en rad anges det av en svart pil efter texten.
1.4 Allmän information om inställningar
Det finns tre typer av inställningar:
• Inställning av numeriska värden
• Inställning av givna alternativ
• Inställning av läge PÅ/AV
1.4.1 Inställning av numeriska värden
Vid inställning av siffervärden används inställningsrattarna för ökning eller minskning av
inställda värden. I mätmenyn används rattarna för svetsström/trådmatningshastighet,
bågspänning och åkrörelse.
1.4.2 Inställning med givna alternativ
Vissa inställningar görs genom markering av ett alternativ i en lista. Så här kan listan se ut:
Markören är placerad på raden SAW. Genom att trycka på knappen ENTER i det här läget
väljer du alternativet SAW. Vill du istället välja något annat alternativ placerar du markören på
rätt rad genom att stega uppåt eller nedåt med positioneringsratten. Tryck sedan på knappen
ENTER. Vill du lämna listan utan att göra något val trycker du på AVBRYT.
0460 949 270
- 11 -
© ESAB AB 2015

1 INLEDNING
1.5 AVBRYT och ENTER
Programknappen längst till höger används oftast för funktionen AVBRYT, men kan ibland
användas för andra funktioner.
• AVBRYT innebär återgång till föregående meny eller bild.
• En tryckning på ENTER innebär verkställande av ett markerat val i en meny eller i en
lista.
Knappen kallas ENTER i den här bruksanvisningen.
0460 949 270
- 12 -
© ESAB AB 2015

2 MENYER
2 MENYER
The control panel uses several different menus:
• Main menu
• Configuration menu
• Tools menu
• Weld data setting menu
• Measurements menu
• Weld data memory menu
• Fast mode menu
The menu trees are displayed in the "MENU STRUCTURE" appendix to this manual. During
start-up, a start-up screen containing information about the current program version is
displayed briefly.
Start-up screen
2.1 Huvudmeny
I HUVUDMENYN kan du byta svetsprocess, metod, trådtyp, reglermetod, tråddimension
m.m.
Från den här menyn kommer du vidare till andra undermenyer.
0460 949 270
- 13 -
© ESAB AB 2015

2 MENYER
2.1.1 Konfigurationsmeny
Huvudmeny → Konfiguration
I menyn KONFIGURATION kan du ändra språk, byta lösenord, göra allmänna inställningar,
justera maskinen etc. Menyn ser olika ut beroende på vilken typ av strömkälla som är vald
under Maskininställningar.
2.1.2 Verktygsmeny
Huvudmeny → Verktyg
I menyn VERKTYG kan du överföra filer, visa kvalitets- och produktionsstatistik,
händelseloggar m.m.
0460 949 270
- 14 -
© ESAB AB 2015

2 MENYER
2.1.3 Meny för inställning av svetsdata
Huvudmeny →
I svetsdatainställningsmenyn STÄLL kan du ändra olika svetsparametrar. Menystrukturen
varierar beroende på vilken svetsprocess som är vald.
Ett annat menyexempel:
0460 949 270
- 15 -
© ESAB AB 2015

2 MENYER
2.1.4 Mätmeny
Huvudmeny →
På menyn MÄTVÄRDEN kan man under pågående svetsning se uppmätta värden för olika
svetsparametrar.
• A 450 A – uppmätt svetsström
• 30,0 volt – uppmätt bågspänning
• 50cm/min – uppmätt åkhastighet
• 300 cm/min – uppmätt trådmatningshastighet
• 30kJ/cm – anger den sträckenergi som erhålles med de värden som valts för
svetsström, bågspänning och åkhastighet
• 300 cm/min – uppmätt kalltrådmatningshastighet
De uppmätta värdena finns kvar i displayen även efter det att svetsningen har avslutats.
Du kan gå till andra menyer utan att mätvärdena försvinner.
Med inställningsrattarna kan du ändra svetsparametrarna i mätbilden.
Om det inställda värdet ändras när det inte pågår någon svetsning återgår det uppmätta
värdet till noll.
0460 949 270
- 16 -
© ESAB AB 2015

2 MENYER
Kalltrådsmatning kan du aktivera genom att aktivera programknappen ICE TRÅD, se
”Konfiguration programknapp”, sid.42. Om du trycker på knappen kan du ändra
kalltrådmatningshastigheten med den vänstra insträllningsratten A. Om du inte trycker på
programknappen påverkar inställningsratten strömmen A.
I mätbilden kan du även se inställda värden om du trycker på programknappen INST. VÄRD.
Om du aktiverar både programknappen ICE TRÅD och programknappen INST. VÄRD kan
du ändra den inställda kalltrådmatningshastigheten. Hur man aktiverar funktionen anges i
”Konfiguration programknapp”, sid.42.
• 300 cm/min – inställd kalltrådmatningshastighet
• 20,0 volt – inställd bågspänning
• 30cm/min – inställd åkhastighet
2.1.5 Svetsdataminnesmeny
Huvudmeny →
På menyn SVETSDATAMINNE sparas, återkallas, raderas och kopieras olika uppsättningar
av svetsdata. Svetsdatauppsättningarna kan lagras i 255 olika minnespositioner.
Mer information finns i ”MINNESHANTERING”, sid.30.
0460 949 270
- 17 -
© ESAB AB 2015

2 MENYER
2.1.6 Snabbinställningsmeny
Huvudmeny →
På menyn SNABBINSTÄLLNINGAR kan du länka programknappar till minnespositioner för
svetsdata. Dessa inställningar görs på menyn KONFIGURATION. Numret på den valda
minnespositionen visas i det övre, högra hörnet.
Mer information finns i ”Programknappar för snabbinställning”, sid.41.
0460 949 270
- 18 -
© ESAB AB 2015

3 PULVERBÅGSVETSNING
3 PULVERBÅGSVETSNING
Huvudmeny -> Process
Vid pulverbågsvetsning (SAW) smälter en ljusbåge en kontinuerligt frammatad tråd.
Smältbadet skyddas av svetspulver.
När processen SAW är vald kan man välja mellan två metoder genom att markera METOD
med positioneringsratten och trycka på ENTER. Välj mellan likström DC eller växelström AC.
När processen SAW är vald kan man även välja mellan tre reglermetoder genom att markera
REGLERMETOD med positioneringsratten och trycka på ENTER. Välj mellan konstant
svetsström CA, konstant trådmatning CW och konstant ström CC (CC gäller endast
Aristo1000), se förklaringarna i ”CA, konstant svetsström”, sid.25, ”CW, konstant
trådmatning”, sid.25 och ”CC, konstant ström”, sid.25.
Om kalltrådsmatning är vald, se ”Kalltrådmatning”, sid.52, kan du endast välja
reglermetoden CW.
3.1 Inställningar för pulverbågsvetsning
Inställningar Inställningsområde I steg om Värde efter
återställning
Bågspänning
1)
Svetsström1)(CA)
Trådmatningshastighet1)(CW)
Konstant ström
Kalltrådmatningshastighet
1) 3)
(CC)
1)
(CW)
Kalltrådsstartfördröjning1)(CW)
Åkhastighet* 0 - 200 cm/min 1 cm/min 50 cm/min
Svetsriktning ▲-■ - ■
AC-frekvens 10 - 100 Hz 1 50 Hz
AC-balans 25 - 75% 1 50%
AC-offset -300 - +300 A/-10 - +10V 1 A / 0,1 V 0
Startdata
2)
14 - 50 V 0,1V (1V) 30 V
0 - 3200 A 1 A 400 A
0 - 2500cm/min 1 cm/min 300 cm/min
0 - 3200 A 1 A 400 A
0 - 2500cm/min 1 cm/min 300 cm/min
0 - 99,0 s 0,1 s 2,5 s
Pulverförströmning 0 - 99,0 s 0,1 s 0 s
Starttyp Direkt eller Skrap - Direkt
Trådkrypstart Automatisk eller inställd
- Auto
hastighet
0460 949 270
- 19 -
© ESAB AB 2015

3 PULVERBÅGSVETSNING
Inställningar Inställningsområde I steg om Värde efter
återställning
Trådkrypstarthastighet 0 - 1000 cm/min 1 cm/min 20 cm/min
Startfaser AV eller PÅ - AV
Tomgångsspänning AV eller PÅ - AV
Maximal tomgångsspänning 5 - 60 V 0,1 V 50 V
Stoppdata
2)
Pulverefterströmning 0 - 99,0 s 0,1 s 0 s
Kraterfyllnad AV eller PÅ - AV
Kraterfyllnadstid 0–10 s 0,01 s 1 s
Efterbrinntid 0–10 s 0,01 s 1 s
Stoppfaser AV eller PÅ - AV
Regleringsparametrar
Dynamik Auto eller Inställda värden - Auto
Induktans Auto eller Inställda värden - Auto
Gränser inställningar - - Gränser mätvärden - - -
1)
Inställningsområdet beror på vilken produkt som används.
2)
På menyn visas vilka inställningar som hör till den valda reglermetoden.
3)
Gäller endast strömkällorna Aristo1000.
0460 949 270
- 20 -
© ESAB AB 2015

4 MIG/MAG-SVETSNING
4 MIG/MAG-SVETSNING
Processen finns för vissa maskintyper.
Huvudmeny → Process
Vid MIG/MAG-svetsning (GMAW) smälter en ljusbåge en kontinuerligt frammatad tråd.
Smältbadet skyddas med skyddsgas.
När processen MIG/MAG är vald kan man välja mellan två reglermetoder genom att markera
REGLERMETOD med positioneringsratten och trycka på ENTER. Välj mellan konstant
svetsström CA och konstant trådmatning CW, se förklaringarna i ”CA, konstant svetsström”,
sid.25 och ”CW, konstant trådmatning”, sid.25.
4.1 Inställningar för MIG/MAG-svetsning
Inställningar Inställningsområde I steg om Värde efter
återställning
Bågspänning* 14 - 50 V 0,1V (1V) 30 V
Svetsström* (CA) 0 - 3200 A 1 A 400 A
Trådmatningshastighet* (CW) 0 - 2500cm/min 1 cm/min 300 cm/min
Åkhastighet* 0 - 200 cm/min 1 cm/min 50 cm/min
Svetsriktning ▲-■ - ■
Startdata
Gasförströmning 0 - 99,0 s 0,1 s 2,0 s
Starttyp Direkt eller Skrap - Direkt
Trådkrypstart Automatisk eller inställd
hastighet
Trådkrypstarthastighet 0 - 1000 cm/min 1 cm/min 20 cm/min
Startfaser AV eller PÅ - AV
Tomgångsspänning AV eller PÅ - AV
Maximal tomgångsspänning 5 - 60 V 0,1 V 50 V
- Auto
Stoppdata
Gasefterströmning 0 - 99,0 s 0,1 s 2,0 s
Kraterfyllnad AV eller PÅ - AV
Kraterfyllnadstid 0–10 s 0,01 s 1 s
Efterbrinntid 0–10 s 0,01 s 1 s
Stoppfaser AV eller PÅ - AV
Dynamisk reglering Auto eller Inställt värde - Auto
0460 949 270
- 21 -
© ESAB AB 2015

4 MIG/MAG-SVETSNING
Inställningar Inställningsområde I steg om Värde efter
återställning
Gränser inställningar - - Gränser mätvärden - - -
*) Inställningsområdet beror på vilken produkt som används.
0460 949 270
- 22 -
© ESAB AB 2015

5 LUFTBÅGMEJSLING
5 LUFTBÅGMEJSLING
Processen finns för vissa maskintyper.
Huvudmeny → Process
Vid luftbågmejsling används en speciell kolelektrod med kopparhölje.
En ljusbåge mellan kolelektroden och arbetsstycket smälter materialet. Luft tillförs så att det
smälta materialet blåses bort.
När processen LUFTBÅGMEJSLING är vald kan man välja mellan två reglermetoder genom
att markera REGLERMETOD med positioneringsratten och trycka på ENTER. Välj mellan
konstant svetsström CA och konstant trådmatning CW, se förklaringarna i ”CA, konstant
svetsström”, sid.25 och ”CW, konstant trådmatning”, sid.25.
5.1 Inställningar för luftbågmejsling
Inställningar Inställningsområde I steg om Värde efter
återställning
Bågspänning* 14 - 50 V 0,1V (1V) 30 V
Svetsström* (CA) 0 - 3200 A 1 A 400 A
Trådmatningshastighet* (CW) 0 - 2500cm/min 1 cm/min 300 cm/min
Åkhastighet* 0 - 200 cm/min 1 cm/min 40 cm/min
Svetsriktning ▲-■ - ■
Startdata
Luftförströmning 0 - 99,0 s 0,1 s 0 s
Starttyp Direkt eller Skrap - Direkt
Trådkrypstart Automatisk eller inställd
hastighet
Trådkrypstarthastighet 0 - 1000 cm/min 1 cm/min 20 cm/min
Startfaser AV eller PÅ - AV
Tomgångsspänning AV eller PÅ - AV
Maximal tomgångsspänning 5 - 60 V 0,1 V 50 V
- Auto
Stoppdata
Luftefterströmning 0 - 99,0 s 0,1 s 0 s
Kraterfyllnad AV eller PÅ - AV
Kraterfyllnadstid 0–10 s 0,01 s 1 s
Efterbrinntid 0–10 s 0,01 s 1 s
0460 949 270
- 23 -
© ESAB AB 2015

5 LUFTBÅGMEJSLING
Inställningar Inställningsområde I steg om Värde efter
återställning
Stoppfaser AV eller PÅ - AV
Dynamisk reglering Auto eller Inställt värde - Auto
Gränser inställningar - - Gränser mätvärden - - -
*) Inställningsområdet beror på vilken produkt som används.
0460 949 270
- 24 -
© ESAB AB 2015

6 FUNKTIONSFÖRKLARINGAR
6 FUNKTIONSFÖRKLARINGAR
6.1 CA, konstant svetsström
Trådmatningen styrs av strömkällan så att en konstant svetsström kan erhållas.
• Konstant strömstyrka väljs på huvudmenyn.
6.2 CW, konstant trådmatning
Svetsströmmen blir ett resultat av den valda trådmatningshastigheten.
• Konstant trådmatning väljs på huvudmenyn.
6.3 CC, konstant ström
(gäller endast strömkällan Aristo1000)
Spänningen varieras så att en konstant svetsström erhålles.
• Konstant strömstyrka väljs på huvudmenyn.
Högre trådhastighet ger högre svetsström.
6.4 Tråd-/elektroddimension
I tabellen på sidan 68 visas de tråd-/elektroddimensioner som kan väljas.
Valda dimensioner har stor inverkan på startförlopp och kraterfyllnad. Vid svetsning med
andra tråddimensioner än dem som finns upptagna i tabellen, välj den som har en dimension
som ligger nära en dimension i listan.
• Tråd-/elektroddimension väljs på huvudmenyn.
6.5 Bågspänning
Högre bågspänning ger längre ljusbåge och gör smältan varmare och bredare.
• Bågspänningen ställs in i mätbilden, på svetsdatainställningsmenyn eller på
snabbinställningsmenyn.
6.6 Trådmatningshastighet
Med trådmatningshastighet anges en matningshastighet (cm/min) för tråden. Högre
trådhastighet ger högre svetsström.
• Trådmatningshastigheten ställs in i mätbilden, på svetsdatainställningsmenyn, eller på
snabbinställningsmenyn.
6.7 Kalltrådmatningshastighet (ICE)
Med kalltrådmatningshastighet anges en matningshastighet (cm/min) för kalltråden.
• Kalltrådmatningshastigheten ställs in i mätbilden, på svetsdatainställningsmenyn eller på
snabbinställningsmenyn.
6.8 Kalltrådsstartfördröjning (ICE)
Med kalltrådsstartfördröjning anges hur lång tid (s) efter svetsstart som kalltrådmatningen
ska börja.
• Kalltrådstartfördröjning ställs in på svetsdatainställningsmenyn.
0460 949 270
- 25 -
© ESAB AB 2015

6 FUNKTIONSFÖRKLARINGAR
6.9 Åkhastighet
Med åkhastighet anges den hastighet (cm/min) som en kran eller vagn ska förflytta sig med.
• Åkhastigheten ställs in i mätbilden, på svetsdatainställningsmenyn eller på
snabbinställningsmenyn.
6.10 Svetsriktning
Åkrörelse i den riktning som symbolen visar.
• Svetsriktningen väljs på svetsdatainställningsmenyn.
6.11 AC-frekvens
(gäller endast strömkällan Aristo1000)
Med AC-frekvens menas antal svängningar per sekund genom nollnivån.
• AC-frekvens väljs på svetsdatainställningsmenyn.
6.12 AC-balans
(gäller endast strömkällan Aristo1000)
AC-balansen utgör förhållandet mellan positiv (+) och negativ (-) puls. Värdet som ställs in
anger hur stor procentandel av perioden som ska utgöras av den positiva delen.
• AC-balans väljs på svetsdatainställningsmenyn.
6.13 AC-offset
(gäller endast strömkällan Aristo1000)
Med AC-offset förskjuts AC-nivån positivt eller negativt i förhållande till nollnivån.
• AC-offset ställs in på svetsdatainställningsmenyn.
6.14 Pulverförströmning (SAW)
Pulverförströmning anger hur lång tid man vill att svetspulvret ska rinna innan ljusbågen
tänds.
• Pulverförströmningen ställs in på svetsdatainställningsmenyn under startdata.
6.15 Gasförströmning (GMAW)
Gasförströmning anger hur lång tid skyddsgasen ska strömma innan ljusbågen tänds.
• Gasförströmning ställs in på svetsdatainställningsmenyn under startdata.
6.16 Luftförströmning (luftbågmejsling)
Luftförströmning anger hur lång tid som luften ska strömma innan ljusbågen tänds.
• Luftförströmning ställs in på svetsdatainställningsmenyn under startdata.
6.17 Starttyp
Det finns två olika starttyper:
• Direktstart, som innebär att åkhastigheten startar när ljusbågen tänds.
• Skrapstart, som innebär att åkhastigheten startar när trådmatningen startar.
• Starttyp väljs på svetsdatainställningsmenyn under startdata.
0460 949 270
- 26 -
© ESAB AB 2015

6 FUNKTIONSFÖRKLARINGAR
6.18 Trådkrypstart
Under trådkrypstart ställs önskad kryphastighet på elektrodmotorn vid start.
Om man till exempel ställer in 50 på menyn får man en kryphastighet på 50 cm/min.
Det förinställda värdet "AUTO" ger en kryphastighet beräknad utifrån inställda värden.
• Trådkryphastighet ställs in på svetsdatainställningsmenyn under startdata.
6.19 Startfaser
Vid svetsning med speciell tråd eller speciella material kan det vara nödvändigt att skapa en
egen startsekvens. Startsekvensen kan påverka smältbadets utseende.
Följande kan ställas in för Startfas 1 PÅ
• Tid s
Den tid som man svetsar i fas 1.
• Bågspänning %
I procent av inställd spänning
• Trådmatning %
I procent av inställd trådmatning
• Svetsström %
I procent av inställd svetsström
• Åkhastighet %
I procent av inställd åkhastighet
• Startfaser ställs in på svetsdatainställningsmenyn under startdata.
Följande kan ställas in för Startfas 2 PÅ
• Tid s
Den tid som man svetsar i fas 2.
• Bågspänning %
I procent av inställd spänning
• Trådmatning %
I procent av inställd trådmatning
• Svetsström %
I procent av inställd svetsström
• Åkhastighet %
I procent av inställd åkhastighet
6.20 Max tomgångsspänning (OCV, Open Circuit Voltage)
PÅ innebär att man kan ställa in tomgångsspänningen.
AV innebär att tomgångsspänningen är densamma som det inställda värdet för
svetsspänningen.
• Tomgångsspänningen ställs in på svetsdatainställningsmenyn under startdata.
6.21 Pulverefterströmning (SAW)
Pulverefterströmningen anger hur lång tid pulvret ska rinna efter det att ljusbågen har
släckts.
• Pulverefterströmningen ställs in på svetsdatainställningsmenyn under stoppdata.
6.22 Gasefterströmning (GMAW)
Gasefterströmning anger hur lång tid skyddsgasen ska strömma efter att ljusbågen släckts.
• Gasefterströmning ställs in på svetsdatainställningsmenyn under stoppdata.
6.23 Luftefterströmning (luftbågmejsling)
Luftefterströmning anger hur lång tid man vill att luften ska strömma efter det att ljusbågen
har släckts.
• Luftefterströmning ställs in på svetsdatainställningsmenyn under stoppdata.
0460 949 270
- 27 -
© ESAB AB 2015

6 FUNKTIONSFÖRKLARINGAR
6.24 Kraterfyllnad
Kraterfyllnad möjliggör en kontrollerad minskning av värme och storlek på svetsbadet vid
svetsslut. Detta gör det lättare att undvika porer, varmsprickor och kraterbildning i
svetsfogen.
• Kraterfyllnad ställs in på svetsdatainställningsmenyn under stoppdata.
6.25 Efterbrinntid
Efterbrinntid är en fördröjning mellan den tidpunkt då tråden börjar bromsa till dess att
strömkällan stänger av bågspänningen. För kort efterbrinntid ger långt trådutstick efter
avslutad svetsning, vilket medför risk att tråden fastnar i smältbadet när detta stelnar. För
lång efterbrinntid ger kortare utstick och ökad risk för att ljusbågen ska brinna upp i
kontaktmunstycket.
• Efterbrinntiden ställs in på svetsdatainställningsmenyn under stoppdata.
6.26 Stoppfaser
Stoppfaser används i huvudsak för inställning av kraterfyllnad.
Följande kan ställas in för Stoppfas 1 PÅ
• Tid s
Den tid som man svetsar i fas 1.
• Bågspänning %
I procent av inställd spänning
• Trådmatning %
I procent av inställd trådmatning
• Svetsström %
I procent av inställd svetsström
• Åkhastighet %
I procent av inställd åkhastighet
• Stoppfaser ställs in på svetsdatainställningsmenyn under startdata.
Följande kan ställas in för Stoppfas 2 PÅ
• Tid s
Den tid som man svetsar i fas 2.
• Bågspänning %
I procent av inställd spänning
• Trådmatning %
I procent av inställd trådmatning
• Svetsström %
I procent av inställd svetsström
• Åkhastighet %
I procent av inställd åkhastighet
6.27 Dynamisk reglering
Funktionen dynamisk reglering är framtagen för flerelektrodsvetsning och ändrar
karakteristiken på strömkällan. Strömkällans karakteristik beräknas utifrån inställda tråddata.
• Dynamisk reglering ställs in på svetsdatainställningsmenyn.
6.28 Regleringsparametrar
Vid vissa tillämpningar visas funktionen Regleringsparametrar istället för Dynamisk reglering.
Under Regleringsparametrar går det att göra två olika inställningar:
• Dynamik – påverkar den dynamiska karaktäristiken
• Induktans – högre värde ger bredare svetsbad och mindre sprut. Lägre värde ger en
stabil och koncentrerad båge och ett hårdare ljud.
• Regleringsparametrarna ställs in på svetsdatainställningsmenyn.
6.29 Gränser inställningar
Information om inställningarnas gränsvärden finns i ”Redigera gränsinställningar”, sid.63.
0460 949 270
- 28 -
© ESAB AB 2015

6 FUNKTIONSFÖRKLARINGAR
6.30 Gränser mätvärden
Information om mätparametrarna finns i ”Redigera mätvärdesinställningar”, sid.63.
0460 949 270
- 29 -
© ESAB AB 2015

7 MINNESHANTERING
7 MINNESHANTERING
7.1 Inställningspanelens arbetssätt
Inställningspanelen kan sägas bestå av två delar: arbetsminnet och svetsdataminnet.
Spara
Arbetsminne
I arbetsminnet skapas en komplett uppsättning svetsdatainställningar som kan lagras i
svetsdataminnet.
Under svetsningen är det alltid innehållet i arbetsminnet som styr processen. Det är därför
också möjligt att hämta svetsdatainställningar från svetsdataminnet till arbetsminnet.
Observera att arbetsminnet alltid innehåller de senast inställda svetsdatainställningarna.
Dessa kan hämtas från svetsdataminnet eller från individuellt ändrade inställningar.
Arbetsminnet är med andra ord aldrig tomt eller "nollställt".
Huvudmeny → MINNE → Svetsdataminne
Återkalla
Svetsdataminne
I inställningspanelen kan man lagra upp till 255 uppsättningar svetsdata. Varje sådan
uppsättning ges ett nummer från 1 till 255.
Man kan också radera, kopiera, ändra och namnge datauppsättningar och hämta en
uppsättning svetsdata till arbetsminnet.
0460 949 270
- 30 -
© ESAB AB 2015

7 MINNESHANTERING
7.2 Spara
Om svetsdataminnet är tomt visas följande bild på displayen.
Vi ska nu spara en uppsättning svetsdata. Den ska lagras på minnesposition 5. Tryck på
SPARA.
Position 1 visas. Vrid på någon av inställningsrattarna och ta fram position 5. Tryck på
SPARA.
Följande bild syns på displayen.
Svetsdatauppsättningen är nu sparad som nummer 5.
Längst ner i displayen visas delar av innehållet i svetsdatauppsättning nummer 5.
0460 949 270
- 31 -
© ESAB AB 2015

7 MINNESHANTERING
Om det redan finns en datauppsättning lagrad på den markerade platsen, ställs frågan om
du vill skriva över eller inte, JA eller NEJ.
Gå tillbaka till minnesmenyn med NEJ.
7.3 Återkalla
Vi ska nu återkalla en lagrad datauppsättning:
Markera raden med hjälp av positioneringsratten. Tryck på ÅTERKALLA.
0460 949 270
- 32 -
© ESAB AB 2015

7 MINNESHANTERING
Tryck på JA för att bekräfta att du vill återkalla datauppsättning nummer 5.
Ikonen i övre, högra hörnet på skärmen för mätvärden visar vilket minnespositionsnummer
som är återkallat.
7.4 Radera
I minnesmenyn kan man radera en eller flera datauppsättningar.
Vi ska nu radera en datauppsättning. Markera datauppsättningen. Tryck på RADERA.
0460 949 270
- 33 -
© ESAB AB 2015

7 MINNESHANTERING
Tryck på JA för att bekräfta att du vill radera.
7.5 Kopiera
För att kopiera innehållet i en svetsdatauppsättning till en ny minnesposition gör du på
följande sätt:
Tryck på 2:A FUNKT.
0460 949 270
- 34 -
© ESAB AB 2015

7 MINNESHANTERING
Markera den minnesposition som du vill kopiera och tryck på KOPIERA.
Vi ska nu kopiera innehållet i minnesposition 5 till position 50.
Markera minnesposition 1 och stega med någon av inställningsrattarna till önskad
minnesposition, i det här fallet position 50. Tryck på JA.
Därmed har svetsdata nummer 5 kopierats till minnesposition 50.
0460 949 270
- 35 -
© ESAB AB 2015

7 MINNESHANTERING
7.6 Namnge
Gör på följande sätt för att ge en lagrad svetsdatauppsättning ett eget namn:
Tryck på 2:A FUNKT Markera den minnesposition som du vill namnge och tryck sedan på
NAMNGE.
Nu visas ett tangentbord som används på följande sätt:
• Placera markören på önskat tangentbordstecken med hjälp av pilarna och
positioneringsratten. Tryck på KLAR. Skriv på detta sätt en komplett textsträng på
maximalt 40 tecken.
• Tryck på KLAR för att spara namnet. Det egna namngivna alternativet visas nu i listan.
0460 949 270
- 36 -
© ESAB AB 2015

7 MINNESHANTERING
7.7 Ändra
Gör på följande sätt för att ändra innehållet i en svetsdatauppsättning:
Tryck på 2:A FUNKT. Markera den minnesposition som du vill ändra och tryck sedan på
ÄNDRA.
En del av huvudmenyn visas och i menyn syns symbolen som betyder att man är i ett
redigeringsläge.
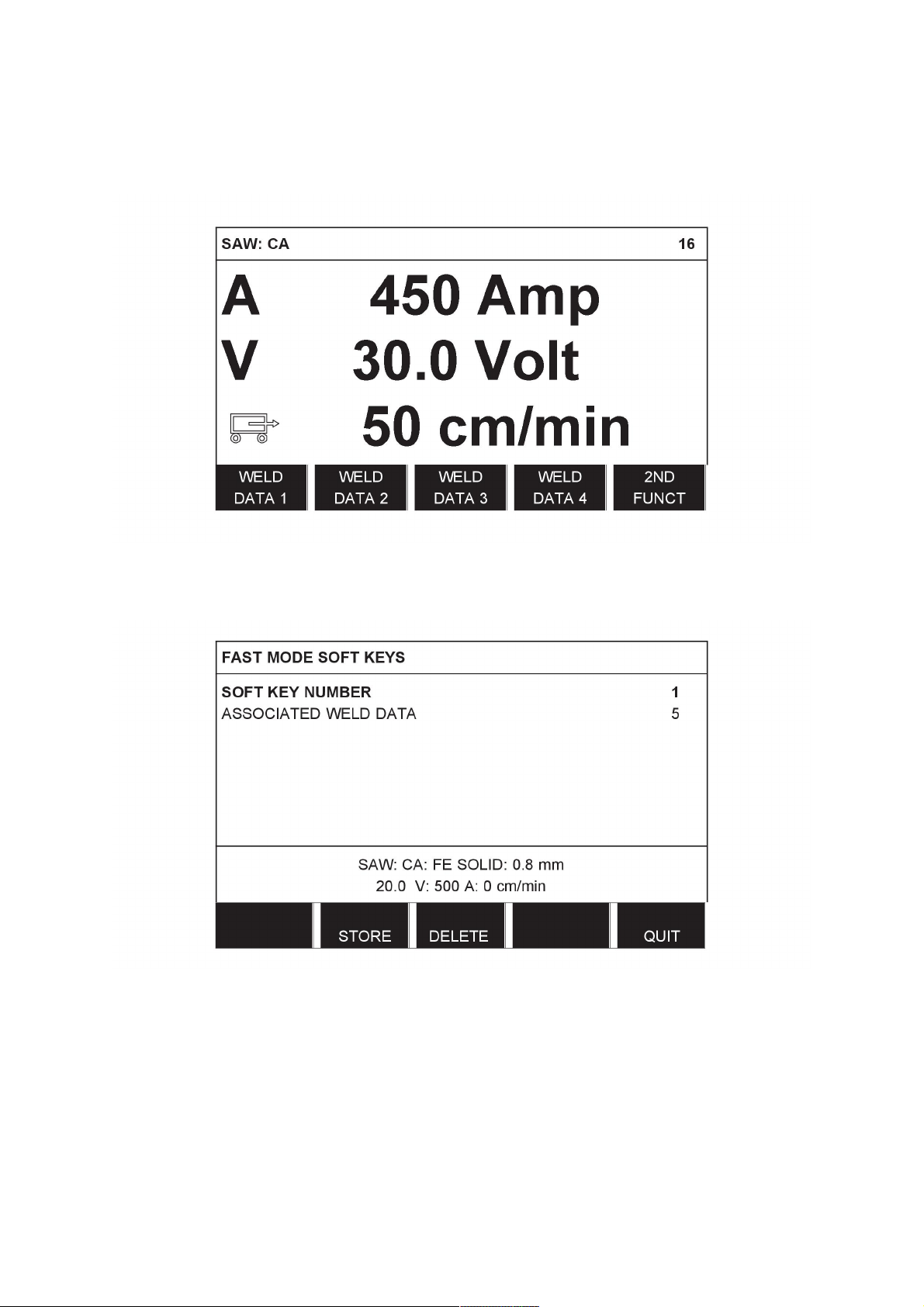
Tryck på STÄLL och gör dina ändringar. 7
0460 949 270
- 37 -
© ESAB AB 2015

7 MINNESHANTERING
Följande meny visas:
I det här exemplet ändrar vi svetsströmmen från 400A till 500A.
Markera svetsströmmen och stega fram till 500 med någon av inställningsrattarna.
Tryck två gånger på AVBRYT.
Nu har inställningen för svetsdata nummer 5 ändrats och sparats.
0460 949 270
- 38 -
© ESAB AB 2015

8 KONFIGURATIONSMENY
8 KONFIGURATIONSMENY
Huvudmeny → Konfigurationsmeny
På den här menyn finns följande undermenyer:
• Språk, se ”Val av språk”, sid.7.
• Kodlås, se ”Kodlås”, sid.39.
• Generella inställningar, se ”Generella inställningar”, sid.40.
• Maskininställningar, se ”Maskininställningar”, sid.44.
• Kabellängder, se ”Kabellängder (gäller endast LAF- och TAF-strömkällor)”, sid.54.
• Underhåll, se ”Underhåll”, sid.55.
• Mätvärden filterfaktor, se ”Mätvärden filterfaktor”, sid.55.
8.1 Kodlås
Huvudmeny → Konfigurationsmeny → Kodlås
När låsfunktionen är aktiverad och man är i mätbilden eller snabbinställningsmenyn krävs ett
lösenord (låskod) för att komma ur dessa menyer.
Kodlås aktiveras på konfigurationsmenyn.
8.1.1 Låskodsstatus
I låskodsstatus kan man aktivera/avaktivera låsfunktionen utan att radera den befintliga
låskoden om funktionen avaktiveras. Finns det ingen låskod lagrad och man försöker
aktivera kodlåset visas tangentbordet för inmatning av en ny låskod.
Lämna låst läge
När skärmen för mätvärden eller snabbinställningsmenyn visas och kodlåset är avaktiverat
kan man utan begränsningar lämna dessa menyer genom att trycka på AVBRYT eller MENY
för att komma till huvudmenyn.
0460 949 270
- 39 -
© ESAB AB 2015

8 KONFIGURATIONSMENY
Har man kodlåset aktiverat och försöker ta sig ur menyn kommer följande bild upp som
uppmärksammar användaren på att låsskyddet är aktiverat.
TRYCK PÅ ENTER FÖR LÅSKOD...
Här kan man välja AVBRYT för att ångra och komma tillbaka till föregående meny, eller gå
vidare genom att trycka på ENTER för att mata in låskoden.
Man kommer då till menyn med tangentbordet där man kan ange koden. Tryck på ENTER
efter varje tecken och bekräfta koden genom att trycka på ENTER igen.
Följande textruta visas:
UNIT UNLOCKED! (enhet upplåst)
Om fel kod anges visas ett felmeddelande där man kan välja om man vill försöka igen eller
gå tillbaka till den ursprungliga menyn, det vill säga skärmen för mätvärden eller
snabbinställningsmenyn.
Om koden är rätt avlägsnas alla spärrar till andra menyer men kodlåset förblir aktiverat.
Det innebär att man kan lämna skärmen för mätvärden och snabbinställningsmenyn tillfälligt,
men ändå behålla låsläget när man återgår till dessa menyer.
8.1.2 Ange/ändra låskod
I ange/ändra låskod kan man redigera en befintlig låskod eller ange en ny. En låskod kan
bestå av max 16 valfria bokstäver eller siffror.
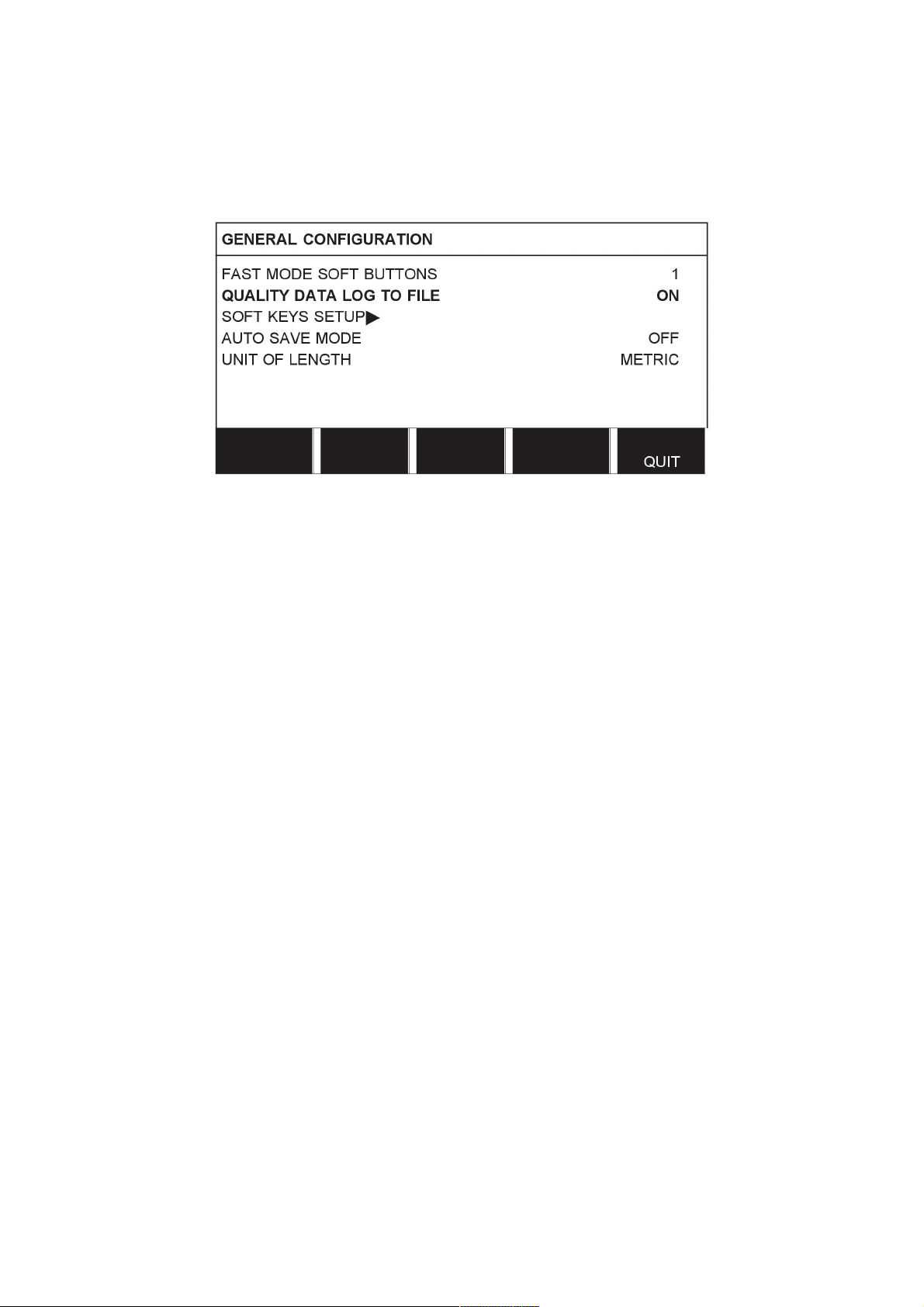
8.2 Generella inställningar
Huvudmeny → Konfigurationsmeny → Generella inställningar
På den här menyn kan man ställa in:
• Programknappar för snabbinställning, se ”Programknappar för snabbinställning”, sid.
41
• Kvalitetsdata till fil, se ”Kvalitetsdata till fil”, sid.42
• Inställningar för programknappar, se ”Konfiguration programknapp”, sid.42
• Automatisk svetsdatalagring, se ”Automatisk svetsdatalagring”, sid.44
• Måttenhet, se ”Måttenheter”, sid.9
0460 949 270
- 40 -
© ESAB AB 2015
8 KONFIGURATIONSMENY
8.2.1 Programknappar för snabbinställning
Programknapparna SVETSDATA 1 till och med SVETSDATA 4 visas på
snabbinställningsmenyn.
De konfigureras på följande sätt:
Placera markören på raden PROGRAMKNAPPSNUMMER.
Knapparna är numrerade från 1 till 4 från vänster till höger. Välj önskad knapp genom att
ange dess nummer med inställningsrattarna.
Stega sedan till nästa rad, RELATERADE SVETSDATA. Här kan man bläddra bland de
svetsdatauppsättningar som finns lagrade i svetsdataminnet. Välj önskat svetsdatanummer
med hjälp av inställningsrattarna. Tryck på LAGRA för att spara. Tryck på RADERA för att ta
bort den sparade uppsättningen.
0460 949 270
- 41 -
© ESAB AB 2015
8 KONFIGURATIONSMENY
8.2.2 Kvalitetsdata till fil
På menyn KVALITETSDATA TILL FIL kan man aktivera den med PÅ.
Läs mer om inställningarna för kvalitetsfunktionen i ”Kvalitetsfunktioner”, sid.65.
8.2.3 Konfiguration programknapp
Tidigare beskrevs inställningspanelens programknappar. Vid pulverbågsvetsning (SAW) och
MIG/MAG-svetsning (GMAW) kan användaren själv ställa in funktionen för dessa knappar
genom att välja från en lista med givna alternativ. Det finns åtta programknappar som kan
tilldelas en funktion.
Det går att välja mellan följande alternativ:
• Ingen
• Gas / Flux
• Inställningsvärden
Inställda börvärden visas istället för mätvärdena i mätmenyn.
• Relä 2
Ställer in reläutgång nr 2 på motorkortet. Kunden kan använda utgången till valfri
funktion.
• Riktning
• Fjärr-I/O
Används när man vill styra PEK och svetsströmkälla via en extern I/O-enhet.
• Extern axel
Aktiveras när man har en extern I/O-enhet för styrning av t.ex en rullbock.
• Tandem
Används vid svetsning med två svetshuvuden.
• Kalltrådmatning (ICE)
Används när en icke strömförande tråd matas ner i smältbadet och kalltrådens hastighet
ska visas i displayen.
0460 949 270
- 42 -
© ESAB AB 2015

8 KONFIGURATIONSMENY
I displaybilden finns två kolumner; en för PROGRAMKNAPPAR och en för FUNKTION.
När knapparna tilldelas funktioner numreras dessa från vänster enligt följande:
Gör på följande sätt för att tilldela en programknapp en ny funktion:
Placera markören på den rad som har det programknappsnummer som du vill använda och
tryck ENTER. Funktionsalternativen visas i en popuppmeny. Välj alternativ med
positioneringsratten och tryck på ENTER.
Man kan tilldela nya funktioner till de övriga knapparna på samma sätt, genom att para ihop
en av funktionerna i den vänstra kolumnen med ett knappnummer i den högra kolumnen.
0460 949 270
- 43 -
© ESAB AB 2015

8 KONFIGURATIONSMENY
8.2.4 Automatisk svetsdatalagring
Om en svetsdatauppsättning har återkallats från en minnesposition i svetsdataminnet och
man ändrar inställningarna sparas de nya inställningarna i arbetsminnet i den senaste
återkallade minnespositionen vid svetsstopp.
Manuell lagring av svetsdata i en minnesposition spärrar nästkommande automatiska
lagring.
Den minnesposition i vilken svetsdatauppsättningen är lagrad visas i det övre, högra hörnet
på skärmen för mätvärden.
8.3 Maskininställningar
Huvudmeny → Konfigurationsmeny → Maskininställningar
På den här menyn kan man ställa in:
• Produktkod, se ”Produktkod”, sid.44
• Trådmataraxel, se ”Trådmataraxel”, sid.45
• Kalltrådmataraxel, se ”Kalltrådsaxel (ICE)”, sid.45
• Åkaxel, se ”Åkaxel”, sid.46
• Yttre axel, se ”Yttre axel”, sid.46
• Tandem, se ”Tandem för LAF- och TAF-strömkällor”, sid.47 och ”Tandem för
strömkällan Aristo 1000”, sid.50
• Parallella strömkällor, se ”Parallella strömkällor (gäller endast strömkällan Aristo 1000)”,
sid.51
• Kalltrådmatning, se ”Kalltrådmatning”, sid.52
• Polaritet, se ”Polaritet (gäller endast strömkällan Aristo1000)”, sid.53
• Nod-ID-inställningar, se ”Nod-ID-inställningar (gäller endast strömkällan Aristo1000)”,
sid.54
• Systeminformation, se ”Systeminformation (gäller endast strömkällan Aristo 1000)”, sid.
54
8.3.1 Produktkod
På menyn PRODUKTKOD väljer man vilken svetsautomat, kran, rullbock och lägesställare
som ska användas.
Om man väljer produktkod väljs automatiskt rätt motortyp och rätt utväxlingsförhållande för
den växellåda som används i respektive produkt.
0460 949 270
- 44 -
© ESAB AB 2015

8 KONFIGURATIONSMENY
Följande alternativ kan väljas:
• A2TFJ1
A2 traktorautomat för pulverbågsvetsning (SAW)
• A2TGJ1
A2 traktorautomat för MIG/MAG-svetsning (GMAW)
• A6TFF1
A6 traktorautomat för pulverbågsvetsning (SAW)
• MTW600
A6 traktorautomat för pulverbågsvetsning (SAW)
• FREE 2 AXIS
Valfri konfigurering för anslutning av 2 motorer till drivdonskortet. En för trådmatning och
en för åkrörelse.
• FREE 3 AXIS
Valfri konfigurering för anslutning av extern rullbock, lägesställare eller linjäraxel samt för
2 motorer till drivdonskortet. En för trådmatning och en för åkrörelse.
8.3.2 Trådmataraxel
Trådmatningsmotorn ställs in automatiskt enligt tabellerna nedan.
A2TFJ1 A2TGJ1 A6TFF1 MTW600
Motoreffekt 5035 38 RPM 5035 68 RPM VEC4000 FHP258
Växel 1 49:1 49:1 156:1 24:1
Växel 2 1:1 1:1 1:1 1:1
Diameter på
49 mm 49 mm 49 mm 30 mm
matarrullar
Pulsgivare 28 pulser/varv 28 pulser/varv 32 pulser/varv 28 pulser/varv
Låg manuell
150 cm/min 150 cm/min 150 cm/min 150 cm/min
hastighet
Hög manuell
300 cm/min 300 cm/min 300 cm/min 300 cm/min
hastighet
FREE 2 AXIS FREE 3 AXIS
Motoreffekt VEC 4000 VEC 4000
Växel 1 156:1 156:1
Växel 2 1:1 1:1
Diameter på matarrullar 49 mm 49 mm
Pulsgivare 32 pulser/varv 32 pulser/varv
Låg manuell hastighet 150 cm/min 150 cm/min
Hög manuell hastighet 300 cm/min 300 cm/min
8.3.3 Kalltrådsaxel (ICE)
FREE 2 AXIS FREE 3 AXIS
Motoreffekt VEC 4000 VEC 4000
Växel 1 156:1 156:1
Växel 2 1:1 1:1
0460 949 270
- 45 -
© ESAB AB 2015
8 KONFIGURATIONSMENY
FREE 2 AXIS FREE 3 AXIS
Diameter på matarrullar 49 mm 49 mm
Pulsgivare 32 pulser/varv 32 pulser/varv
Låg manuell hastighet 150 cm/min 150 cm/min
Hög manuell hastighet 300 cm/min 300 cm/min
8.3.4 Åkaxel
Åkmotorn ställs in automatiskt enligt tabellerna nedan.
A2TFJ1 A2TGJ1 A6TFF1 MTW600
Motoreffekt 4030-350 4030-350 FHP258 FHP258
Växel 1 375:10 375:10 24:1 75:2
Växel 2 51:1 51:1 51:1 51:1
Hjuldiameter 158 mm 158 mm 180 mm 158 mm
Pulsgivare 60 pulser/varv 60 pulser/varv 28 pulser/varv 60 pulser/varv
Hög manuell
200 cm/min 200 cm/min 200 cm/min 200 cm/min
hastighet
FREE 2 AXIS FREE 3 AXIS
Motoreffekt VEC 4000 VEC 4000
Växel 1 312:1 312:1
Växel 2 1:1 1:1
Hjuldiameter 65 mm 65 mm
Pulsgivare 32 pulser/varv 32 pulser/varv
Hög manuell hastighet 200 cm/min 200 cm/min
8.3.5 Yttre axel
Vid anslutning av en extern rullbock, lägesställare eller linjäraxel måste man välja FREE 3
AXIS.
Vid valet FREE 3 AXIS ställs motorn in automatiskt enligt tabellerna nedan.
Rullbock Linjär Positioneringsb
ord
Växel 1 560:1 560:1 560:1
Växel 2 111:22 111:22 111:22
Växel 3 1:1 1:1 1:1
Hjuldiameter 160 mm 160 mm 160 mm
Pulsgivare 30 pulser/varv 30 pulser/varv 30 pulser/varv
Hög manuell hastighet 200 cm/min 200 cm/min 200 cm/min
Frekvensförhållande 85:50 85:50 85:50
Motoreffekt 2000 r/min 2000 r/min 2000 r/min
Svetsdiameter 1000 mm - 1000 mm
Rulldiameter 1000 mm - -
0460 949 270
- 46 -
© ESAB AB 2015

8 KONFIGURATIONSMENY
8.3.6 Tandem för LAF- och TAF-strömkällor
Används vid svetsning med två svetshuvuden.
Placera markören på raden TANDEM och tryck på ENTER. Välj PÅ med
positioneringsratten och tryck på ENTER.
För att kunna svetsa med två svetshuvuden måste man ställa in funktionen
SVETSHUVUDOFFSET.
SVETSHUVUDOFFSET är avståndet i millimeter mellan svetshuvudena.
När man anger avståndet mellan svetshuvud 1 FRÄMRE och svetshuvud 2 BAKRE räknas
värdet om av styrenheten till en tid mellan det att svetshuvud 1 startar och svetshuvud 2 ska
starta.
Den tid som styrenheten kan beräkna för avståndet mellan start och stopp av
svetsströmkällorna är maximalt 65 sekunder. Det innebär att om man till exempel anger
svetshastighet 50cm/min kan man lägga in maximalt 2000mm som
SVETSHUDUDOFFSET. Detta för att inte tiden ska hinna rinna ut innan svetshuvud 2
kommer fram till startpunkten.
BAKRE FRÄMRE
SVETSHUVUDOFFSET
OBS!Se till att båda styrenheterna har samma inställningar för SVETSHUVUDOFFSET och
ange samma åkhastighet. Den styrenhet som fungerar som "master" ska tilldelas FRÄMRE
och den styrenhet som fungerar som "slav" ska tilldelas BAKRE. Åkrörelsen styrs alltid av
"master".
0460 949 270
- 47 -
© ESAB AB 2015

8 KONFIGURATIONSMENY
Värden för svetsning med två svetshuvuden anges enligt följande:
Placera markören på raden SVETSHUVUD. Välj om inställningen gäller
"master"-styrenheten FRÄMRE eller "slav"-styrenheten BAKRE.
• Placera markören på raden SVETSHUVUDOFFSET och ange avståndet mellan de två
svetshuvudena.
Exempel, I/O PÅ
SVETSHUVUDOFFSET
•
Svetshuvud 2 (slav)
BAKRE
Svetshuvud 1 (master)
FRÄMRE
Tryck på Start, för svetshuvud1.
• Svetshuvud1 börjar svetsa.
• Svetshuvud2 börjar svetsa först när startläget för svetshuvud1 har uppnåtts (efter den
sträcka som har angivits som SVETSHUVUDOFFSET).
•
Tryck på Stopp för svetshuvud1.
• Svetshuvud1 slutar svetsa men fortsätter röra sig framåt.
• Svetshuvud2 slutar svetsa när det har nått den punkt där utrustning1 slutade svetsa
(efter den sträcka som har angivits som SVETSHUVUDOFFSET).
• Svetsen är klar.
0460 949 270
- 48 -
© ESAB AB 2015

8 KONFIGURATIONSMENY
Exempel, I/O AV
Svetshuvud 2 (slav)
BAKRE
Svetshuvud 1 (master)
FRÄMRE
SVETSHUVUDOFFSET
•
Tryck samtidigt på Start för både svetshuvud1 och svetshuvud2.
• Svetshuvud1 börjar svetsa.
• Svetshuvud2 börjar svetsa först när startläget för svetshuvud1 har uppnåtts (efter den
sträcka som har angivits som SVETSHUVUDOFFSET).
•
Tryck samtidigt på Stopp för både svetshuvud1 och svetshuvud2.
• Svetshuvud1 slutar svetsa men åkrörelsen fortsätter.
• Svetshuvud2 slutar svetsa när det har nått den punkt där utrustning1 slutade svetsa
(efter den sträcka som har angivits som SVETSHUVUDOFFSET).
• Svetsen är klar.
0460 949 270
- 49 -
© ESAB AB 2015

8 KONFIGURATIONSMENY
8.3.7 Tandem för strömkällan Aristo 1000
Används vid svetsning med två eller flera svetshuvuden. Svetshuvudena styrs av varsin
styrenhet (PEK).
Placera markören på raden TANDEM och tryck på ENTER. Välj PÅ med
positioneringsratten och tryck på ENTER.
Det främre svetshuvudet är valt.
Det bakre svetshuvudet är valt.
SVETSHUVUD
Välj om svetshuvudet ska vara det främre (FRÄMRE) eller det bakre (BAKRE).
AC SYNK MASTER
En strömkälla i ett parallellt system måste ställas in som AC-synkroniseringsmaster om
synkroniserad AC-svetsning används. Helst ska den första AC-svetsningsströmkällan ställas
in som AC-synkroniseringsmaster.
ÅKKONTROLL
Välj om svetshuvudet ska styra åkrörelsen. Både det främre och det bakre svetshuvudet kan
styra åkrörelsen, men bara ett av dem i taget.
SYNKRONISERAD SVETSSTART
Om man väljer PÅ behöver man endast starta det främre svetshuvudets styrenhet. Det
bakre svetshuvudet startas automatiskt. Väljer man AV måste man starta alla svetshuvuden
med respektive styrenhet.
0460 949 270
- 50 -
© ESAB AB 2015

8 KONFIGURATIONSMENY
SYNKRONISERAD AC-SVETSNING
Synkroniserad AC-svetsning innebär att frekvens och balans, AC-pulserna, synkroniseras till
samma värden för alla svetshuvuden i tandemsystemet.
SVETSHUVUDOFFSET
SVETSHUVUDOFFSET är avståndet i millimeter mellan svetshuvudena. Svetshuvudoffset
ska alltid anges, oavsett om synkroniserad svetsstart används eller inte. Om svetsstarten
inte synkroniseras används offset-värdet för beräkning av hur lång tid som ska förflyta innan
det bakre svetshuvudet ska starta.
BAKRE FRÄMRE
SVETSHUVUDOFFSET
FASSKIFTNING (gäller endast AC-svetsning)
Fasskiftning innebär en fasförskjutning i förhållande till det främre svetshuvudet. Enheten är
grader.
8.3.8 Parallella strömkällor (gäller endast strömkällan Aristo 1000)
För att kunna konfigurera två strömkällor parallellt ska endast de två strömkällor som ska
anslutas ha ström på och vara aktiva på CAN2-bussen.
0460 949 270
- 51 -
© ESAB AB 2015

8 KONFIGURATIONSMENY
Gör inställningarna för parallella strömkällor på följande sätt:
1. Slå på PARALLELLA STRÖMKÄLLOR-funktionen.
2. Ställ in Parallellt par ID. Det första parallella paret ställs till 1, nästa parallella par till 2
osv.
3. Välj menylinje Anslut med slav och tryck på Enter.
Meddelandet "Ansluter" visas.
4. Tryck på Enter igen.
När Master- och Slavströmkällor är anslutna visas texten "Ansluten".
8.3.9 Kalltrådmatning
På maskininställningsmenyn kan alternativet KALLTRÅDMATNING väljas (PÅ). När
Kalltrådmatning väljs tillkommer alternativet KALLTRÅDMATARAXEL.
0460 949 270
- 52 -
© ESAB AB 2015

8 KONFIGURATIONSMENY
Kalltrådmataraxelns inställningar ska vara identiska med trådmataraxeln.
• Motor väljs ur en listruta med följande alternativ:
• VÄXEL 1 ska ställas in på läget PÅ. Värdet kan inte vara AV.
• VÄXEL 2 ska normalt ställas in på läget PÅ men läget AV kan också väljas.
• Värdena N1 och N2 under Växel 1 och 2 ställs in med någon av de tre
inställningsrattarna nederst på panelen. Intervallen för N1 och N2 beror på vilken motor
som är vald.
• Diametern på matarrullarna (DIAM. MATARRULLAR) väljs med valfri inställningsratt.
Intervallet beror på vilken motor som är vald.
• Enkodern för pulser (ENKODER PULSER) väljs med valfri inställningsrattratt. Intervallet
är 1 - 9998ppr (ppr = pulser per varv).
• LÅG MANUELL HASTIGHET väljs med någon av inställningsrattarna. Intervallet är 1 1000cm/min.
• HÖG MANUELL HASTIGHET väljs med någon av inställningsrattarna. Intervallet är 1 5000 cm/min.
8.3.10 Polaritet (gäller endast strömkällan Aristo1000)
På menyn POLARITET kan du ange polaritet för svetsningen.
• Om du vill svetsa med positiv polaritet på svetstråden och negativ polaritet på
arbetsstycket väljer du positiv polaritet.
• Om du vill svetsa med negativ polaritet på svetstråden och positiv polaritet på
arbetsstycket väljer du negativ polaritet.
0460 949 270
- 53 -
© ESAB AB 2015

8 KONFIGURATIONSMENY
8.3.11 Nod-ID-inställningar (gäller endast strömkällan Aristo1000)
Finns I/O-noder med i systemet anges deras id-nummer här.
8.3.12 Systeminformation (gäller endast strömkällan Aristo 1000)
Menyn SYSTEMINFORMATION visar aktiva strömkällor anslutna via CAN2-buss, om
strömkällorna är i tandem- eller parallelläge och om de är konfigurerade som Master eller
Slav.
8.4 Kabellängder (gäller endast LAF- och TAF-strömkällor)
Bågspänningen påverkas av impedansen i svetskablarna. Impedansen påverkas bland annat
av kablarnas längd och kabelarea samt av hur de är dragna. Detta är speciellt framträdande
vid AC-svetsning.
Kompensation för spänningsfallet när kablarna är långa erhålles om den aktuella
kabellängden anges.
Den totala kabellängden (svetskabel och återledare tillsammans) måste anges.
OBS! När två kablar används måste man lägga ihop areorna för de båda kablarna.
Den här funktionen är aktiv under startförloppet innan strömkällan har hunnit ta emot
mätvärden som den kan reglera efter.
Har man valt "Max OCV" är den här funktionen avaktiverad.
0460 949 270
- 54 -
© ESAB AB 2015

8 KONFIGURATIONSMENY
8.5 Underhåll
Huvudmeny → Konfigurationsmeny → Underhåll
På den här menyn ställer man in hur ofta kontaktmunstycket ska bytas. Ange efter hur
många svetsstarter som byte ska ske genom att markera raden INTERVALL, BYTE AV
SVETSMUNSTYCKE, och tryck på ENTER. Ändra värdet med inställningsrattarna. När
intervallet har passerats visas felkod 54 i felloggen.
När alternativet TOTAL DRIFTTIDSGRÄNS är valt i stället för antal starter kontaktas en
auktoriserad ESAB-servicetekniker.
8.6 Mätvärden filterfaktor
Huvudmeny → Konfigurationsmeny → Mätvärden filterfaktor
På den här menyn kan man välja filterfaktor för svetsströmmens uppmätta värde. Ju högre
värde du väljer som filterfaktor desto stabilare blir det värde som visas för svetsströmmen.
Du kan välja mellan filterfaktorerna 1, 2 och 4.
Placera markören på raden MÄTVÄRDEN FILTERFAKTOR och tryck på ENTER.
Filterfaktorerna ETT, TVÅ och FYRA visas i en popuppmeny. Välj önskad filterfaktor med
positioneringsratten och tryck sedan på ENTER.
0460 949 270
- 55 -
© ESAB AB 2015

9 VERKTYG
9 VERKTYG
Huvudmeny → Verktyg
På den här menyn finns följande undermenyer:
• Händelsehantering, se ”Händelsehantering”, sid.56.
• Exportera/Importera, se ”Exportera/Importera”, sid.59.
• Filhanterare, se ”Filhanterare”, sid.60.
• Redigera gränser inställningar, se ”Redigera gränsinställningar”, sid.63.
• Redigera gränser mätvärden, se ”Redigera mätvärdesinställningar”, sid.63.
• Produktionsstatistik, se ”Produktionsstatistik”, sid.65.
• Kvalitetsfunktioner, se ”Kvalitetsfunktioner”, sid.65.
• Kalender, se ”Kalender”, sid.67.
• Användarkonton, se ”Användarkonton”, sid.67.
• Enhetsinformation, se ”Enhetsinformation”, sid.69.
9.1 Händelsehantering
Huvudmeny → Verktyg → Händelsehantering
Felhanteringskoder används för att indikera att det har uppstått ett fel i svetsprocessen.
Koderna anges i displayen på en popup-meny. Ett utropstecken visas i övre högra hörnet
på displayen.
Obs! försvinner från displayen när man öppnar händelseloggen.
På menyn Händelsehantering finns två undermenyer, Händelselogg (se ”Händelselogg”,
sid.56) och Aktiva fel (se ”Aktiva fel”, sid.57).
9.1.1 Händelselogg
Huvudmeny → Verktyg → Händelsehantering → Händelselogg
Alla fel som uppstår när svetsutrustningen används dokumenteras som felmeddelanden i
felloggen. Upp till 99 felmeddelanden kan sparas. Om felloggen blir full, d.v.s. när 99
felmeddelanden har sparats, raderas automatiskt det äldsta meddelandet när nästa fel
uppstår.
0460 949 270
- 56 -
© ESAB AB 2015

9 VERKTYG
Följande information kan läsas i felloggen:
• Felets felkodsnummer
• Vilken dag felet uppstod
• Vilket klockslag felet uppstod
• I vilken enhet felet uppstod (se ”Enhets-ID”, sid.57)
• Felets felhanteringskod (se ”Beskrivning av felhanteringskoder”, sid.58)
9.1.2 Aktiva fel
Huvudmeny → Verktyg → Händelsehantering → Aktiva fel
På menyn Aktiva fel visas endast de fel som är aktiva för tillfället.
9.1.3 Enhets-ID
Förklaring av enhets-ID för LAF- och TAF-strömkällor:
2= strömkälla
6= Trådmatning och åkrörelse (motorkort)
8= inställningspanel
OBS! De enhets-ID-nummer som anges ovan gäller alla LAF- och TAF strömkällor och är
ett exempel på enhets-ID för Aristo1000, då noderna i en Aristo1000-tillämpning kan ha
olika ID-nummer beroende på utrustningens konfiguration.
0460 949 270
- 57 -
© ESAB AB 2015

9 VERKTYG
9.1.4 Beskrivning av felhanteringskoder
Nedan beskrivs de felhanteringskoder som användaren själv kan åtgärda. Visas någon
annan kod, starta om maskinen. Om felet kvarstår, tillkalla servicetekniker.
Felkod Beskrivning
LAF, TAF Aristo 1000
6 4201, 4202,
4203
Hög temperatur
Strömkällan är överhettad och avbryter svetsningen. Svetsningen
kan starta igen när temperaturen går under maximal
temperaturgräns.
Åtgärd: Kontrollera att kylluftens in- och utlopp inte är
blockerade eller igensatta. Kontrollera även att data för
arbetscykeln inte överskrider märkdata. Tillkalla servicetekniker
om felet kvarstår.
7 Låg svetsström
Svetsbågen har stängts av på grund av för låg svetsström under
svetsprocessen.
Åtgärd: Återställs vid nästa svetsstart. Tillkalla servicetekniker
om felet kvarstår.
8 Låg batterispänning
Batterispänningen är för låg. Om inte batteriet byts försvinner alla
sparade data. Det här felet avaktiverar inte några funktioner.
Åtgärd: Tillkalla servicetekniker för byte av batteri.
11 8411
underkod 0
Hastighetsfel på en motor, (trådmatning, åkmotor)
En motor kan inte hålla sin hastighet. Svetsningen stoppas.
Åtgärd: Kontrollera att trådmatningen inte har fastnat eller går för
tungt. Tillkalla servicetekniker om felet kvarstår.
12 Internt kommunikationsfel (varning)
Belastningen på systemets CAN-buss är tillfälligt för hög.
Strömkällan kan ha förlorat kontakten med styrenheten.
Åtgärd: Kontrollera att all utrustning är korrekt inkopplad. Tillkalla
servicetekniker om felet kvarstår.
14 Kommunikationsfel
Systemets CAN-buss har tillfälligt upphört att fungera på grund
av för hög belastning. Pågående svetsprocess stoppas.
Åtgärd: Kontrollera att all utrustning är korrekt inkopplad. Slå
från spänningsförsörjningen för att återställa enheten. Tillkalla
servicetekniker om felet kvarstår.
17 8117 Förlorad kontakt med enheten
Förlorad kontakt med någon enhet.
Åtgärd: Kontrollera kablaget och kontakten mellan styrenhet och
strömkälla. Tillkalla servicetekniker om felet kvarstår.
0460 949 270
- 58 -
© ESAB AB 2015

9 VERKTYG
Felkod Beskrivning
LAF, TAF Aristo 1000
32 Inget gasflöde
Start förhindras.
Åtgärd: Kontrollera gasventil, slangar och kopplingar.
43 Hög svetsström
Strömkällan har stängt av svetsprocessen eftersom strömmen
har överstigit max strömgräns för strömkällan.
Åtgärd: Återställs vid nästa svetsstart. Tillkalla servicetekniker
om felet kvarstår.
44 Startpaus svetsström
Svetsprocessen har stoppats eftersom den inte har kommit igång
inom 10 sekunder.
Åtgärd: Återställs vid nästa svetsstart. Tillkalla servicetekniker
om felet kvarstår.
168, 169 8411
underkod 1
En motor har stannat.
Det kommer inga pulser från motorns pulsgivare.
För LAF och TAF: 168=MotorM1(trådmatningsmotor),
169=MotorM2(åkmotor)
Åtgärd: Kontrollera motorkablarna. Byt pulsgivare.
2310 Mättning strömservo
Strömkällan har tillfälligt levererat maxström.
Åtgärd: Om felet kvarstår, försök sänka svetsdatainställningarna.
3205 Hög DC-spänning
Åtgärd: Undersök om nätspänningen är för låg eller för hög.
5010 Hög induktans
Induktansen är för hög beroende på långa svetskablar eller för
högt inställda svetsdata.
Åtgärd: Försök justera svetsdata.
9.2 Exportera/Importera
Huvudmeny → Verktyg → Exportera/Importera
På menyn Exportera/Importera går det att via ett USB-minne överföra information till och från
inställningspanelen.
Följande information kan överföras:
• Uppsättningar med svetsdata Exportera/Importera
• Systeminställningar Exportera/Importera
• Gränser inställningar Exportera/Importera
• Gränser mätvärden Exportera/Importera
• Fellogg Exportera
• Logg för kvalitetsfunktioner Exportera
• Produktionsstatistik Exportera
0460 949 270
- 59 -
© ESAB AB 2015

9 VERKTYG
Gör så här om du vill spara data på ett USB-minne:
Sätt in USB-minnet i styrenheten.
Markera raden med den information som ska överföras. Tryck på EXPORTERA eller
IMPORTERA, beroende på om informationen ska exporteras eller importeras.
9.3 Filhanterare
Huvudmeny → Verktyg → Filhanterare
I filhanteraren kan man hantera den information som finns på ett USB-minne (C:\). I
filhanteraren går det att manuellt radera och kopiera svetsdata och kvalitetsdata.
När USB-minnet ansluts visar displayen minnets standardmapp, om inte en annan mapp har
valts tidigare.
Inställningspanelen kommer ihåg vilken mapp man använde senast i filhanteraren, så att
man hamnar på samma ställe i filstrukturen när man återvänder.
• För att få information om hur mycket lagringsutrymme som återstår för minne används
funktionen INFO.
• Tryck på UPPDATERA för att uppdatera informationen.
• När du vill radera, byta namn, skapa en ny mapp, kopiera eller klistra in, tryck på ALT. Du
får då fram en lista att välja från. Om (..) eller en mapp är markerad går det endast att
skapa en ny mapp eller klistra in en fil som tidigare har kopierats. Om en fil är markerad
visas även alternativen BYT NAMN, KOPIERA och KLISTRA IN om en fil har kopierats
tidigare.
Markera en mapp eller fil och tryck på ALT.
0460 949 270
- 60 -
© ESAB AB 2015

9 VERKTYG
Den här listan visas när du har tryckt på ALT.
9.3.1 Radera en fil/mapp
Markera den fil eller mapp som ska raderas och tryck på ALT.
Markera RADERA och tryck på ENTER.
Filen/mappen är nu borttagen. För att du ska kunna ta bort en mapp måste den vara tom, det
vill säga radera först de filer som finns i mappen.
9.3.2 Byta namn på en fil/mapp
Markera den fil eller mapp som ska namnändras och tryck på ALT.
Markera BYT NAMN och tryck på ENTER.
0460 949 270
- 61 -
© ESAB AB 2015

9 VERKTYG
Ett tangentbord visas i displayen. Använd positioneringsratten för att byta rad och pilarna för
att flytta åt vänster och höger. Markera det tecken/den funktion som ska användas och tryck
på ENTER.
9.3.3 Skapa en ny mapp
Markera var den nya mappen ska ligga och tryck på ALT.
Markera NY MAPP och tryck på ENTER.
Ett tangentbord visas i displayen. Använd positioneringsratten för att byta rad och pilarna för
att flytta åt vänster och höger. Markera det tecken/den funktion som ska användas och tryck
på ENTER.
9.3.4 Kopiera och klistra in filer
Markera den fil som ska kopieras och tryck på ALT.
Markera KOPIERA och tryck på ENTER.
Ställ markören i den mapp som den kopierade filen ska ligga i och tryck på ALT.
Markera KLISTRA IN och tryck på ENTER.
Kopian sparas som "Kopia av..." följt av det ursprungliga namnet, t.ex. "kopia av
SvetsData.awd".
0460 949 270
- 62 -
© ESAB AB 2015

9 VERKTYG
9.4 Redigera gränsinställningar
Huvudmeny → Verktyg → Redigera gränsinställningar
På den här menyn ställer man in egna max- och min-värden för olika svetsmetoder.
Gränserna kan inte över- eller underskrida de värden som strömkällan är dimensionerad för.
Det finns 50 lagringspunkter. Markera raden för en tom lagringspunkt och tryck på ENTER.
Välj process genom att trycka på ENTER och välj svetsprocess med positioneringsratten.
Tryck sedan på ENTER.
För alla processer kan max- och min-värdena för bågspänning, trådmatningshastighet,
åkhastighet och svetsström väljas.
Tryck på LAGRA när värdena har justerats. På frågan om gränsvärdet ska sparas på den
utvalda lagringspunkten, tryck på NEJ eller på JA. Lagringspunktens värden visas under
strecket längst ned.
Med programknappen AUTO ställs gränserna in automatiskt efter senast använda
mätvärden.
På frågan om gränsinställningarna ska ställas in automatiskt, tryck på NEJ eller JA och
sedan på LAGRA om inställningen ska behållas.
9.5 Redigera mätvärdesinställningar
Huvudmeny → Verktyg → Redigera mätvärdesinställningar
På den här menyn ställer man in egna mätvärden för de olika svetsmetoderna. Det finns 50
lagringspunkter. Markera raden för en tom lagringspunkt och tryck på ENTER. Välj process
genom att trycka på ENTER och välj svetsprocess med positioneringsratten. Tryck sedan på
ENTER.
0460 949 270
- 63 -
© ESAB AB 2015

9 VERKTYG
Följande värden kan väljas:
• bågspänning: min, max
• trådmatningshastighet: min, max
• svetsström: min, max
• åkhastighet: min, max
• sträckenergi: min, max
Ställ in önskat värde med inställningsrattarna och tryck på LAGRA.
I dialogrutan ställs frågan om du vill lagra på den valda lagringspunkten. Tryck på JA för att
lagra värdet. Lagringspunktens värden visas under strecket längst ned.
Med programknappen AUTO ställs parametrarna in automatiskt efter senast använda
mätvärden.
På frågan om mätvärdena ska ställas in automatiskt, tryck på NEJ eller JA och sedan på
LAGRA om inställningen ska behållas.
0460 949 270
- 64 -
© ESAB AB 2015

9 VERKTYG
9.6 Produktionsstatistik
Huvudmeny → Verktyg → Produktionsstatistik
Produktionsstatistiken håller reda på den totala bågtiden, den totala mängden material och
antalet svetsar sedan senaste återställning. Dessutom håller den reda på bågtiden och
mängden material som gick åt vid den senaste svetsningen. Som information visas också
en beräkning av nedsmält trådmaterial per längdenhet och när senaste återställning skedde.
Om man trycker på ÅTERST nollställs alla räknare. Datum och tid visar senaste återställning.
Om man ej nollställer räkneverken nollställs de alla automatiskt när något av dem har
uppnått sitt max-värde.
Räkneverkens maximalvärden
Tid 999 timmar, 59 minuter, 59 sekunder
Vikt 13350000gram
Mängd 65535
9.7 Kvalitetsfunktioner
Huvudmeny → Verktyg → Kvalitetsfunktioner
Kvalitetsfunktioner håller reda på en del intressanta svetsdata för enskilda svetsar.
Dessa funktioner är:
• Tiden för svetsstart.
• Svetsningens varaktighet.
• Max-, min- och medelström under svetsningen.
• Max-, min- och medelspänning under svetsningen.
• Max-, min- och medelsträckenergi under svetsningen.
Antalet svetsningar sedan senaste återställning visas på raden längst ned. Maximalt kan
information om 100 svetsar lagras. Vid fler än 100 svetsar skrivs den första över.
0460 949 270
- 65 -
© ESAB AB 2015

9 VERKTYG
Den senast noterade svetsningen visas på displayen, men det är också möjligt att bläddra
bland de övriga noterade svetsningarna. När man trycker på ÅTERST raderas alla loggar.
9.7.1 Lagra kvalitetsdata
Huvudmeny → Verktyg → Exportera/Importera
Filerna som produceras i inställningspanelen sparas i filformatet .xml. USB-minnet måste
formateras som FAT32 för att fungera.
Sätt in ett USB-minne i inställningspanelen, se ”Filhanterare”, sid.60.
Markera LOGG KVALITETSFUNKTIONER och tryck på EXPORTERA.
Hela uppsättningen kvalitetsdata (information om de 100 senaste svetsningarna) som finns
lagrad i inställningspanelen sparas nu på USB-minnet.
Filen finns i en mapp som heter QData. QData skapas automatiskt när man ansluter ett
USB-minne.
0460 949 270
- 66 -
© ESAB AB 2015

9 VERKTYG
9.8 Kalender
Huvudmeny → Verktyg → Kalender
Här anges datum och tid.
Markera den rad som ska ställas in; år, månad, dag, timme, minuter eller sekunder. Ställ in
det rätta värdet med hjälp av någon av inställningsrattarna. Tryck på STÄLL IN.
9.9 Användarkonton
Huvudmeny → Verktyg → Användarkonton
Ibland är det extra viktigt ur kvalitetssynpunkt att produkten inte kan användas av obehöriga.
På den här menyn registreras användarnamn, behörighet och lösenord.
Markera ANVÄNDARNAMN och tryck på ENTER. Stega ner till en tom rad och tryck på
ENTER. Knappa in ett nytt användarnamn på tangentbordet med hjälp av
positioneringsratten och pilarna samt ENTER.
Det finns plats för 16 användarkonton. I kvalitetsdatafilerna anges vilka användare som har
utfört en specifik svetsning.
0460 949 270
- 67 -
© ESAB AB 2015

9 VERKTYG
På raden BEHÖRIGHETSNIVÅ väljer man mellan:
• Administratör
fullständig åtkomst (kan lägga till nya användare)
• Senioranvändare
kommer åt allt utom :
○ maskinkonfiguration
○ användarkonton
○ nätverksinställningar
• Normalanvändare
kommer åt:
○ På konfigurationsmenyn:
– Underhåll
○ På verktygsmenyn:
– Enhetsinformation
○ På inställningsmenyn:
– Spänning
– Ström/trådmatning
– Åkhastighet
– Svetsriktning
På raden LÖSENORD anges ett lösenord med hjälp av tangentbordet. När strömkällan slås
på och inställningspanelen aktiveras visas en uppmaning på displayen om att ange ett
lösenord.
Vill man inte använda den här funktionen utan vill att strömkällan och inställningspanelen ska
vara upplåsta för alla användare väljer man ANVÄNDARKONTON AV.
0460 949 270
- 68 -
© ESAB AB 2015

9 VERKTYG
9.10 Enhetsinformation
Huvudmeny → Verktyg → Enhetsinformation
På den här menyn visas följande information:
• Maskin-ID
• Nod-ID (angående nod-ID som anges nedan, se ”Enhets-ID”, sid.57)
2 = strömkälla
6= trådmatning och åkrörelse (motorkort)
8 = inställningspanel
• Programvaruversion
0460 949 270
- 69 -
© ESAB AB 2015

MENYSTRUKTUR
MENYSTRUKTUR
SAW
1) The setting range is dependent on the product used.
2) The menu shows the settings that belong to the selected regulation type.
0460 949 270
- 70 -
© ESAB AB 2015

MENYSTRUKTUR
GMAW
* The setting range is dependent on the product used.
0460 949 270
- 71 -
© ESAB AB 2015

MENYSTRUKTUR
GOUGING
* The setting range is dependent on the product used.
0460 949 270
- 72 -
© ESAB AB 2015

MENYSTRUKTUR
Configuration
Language
Code lock
CONFIGURATION
General configuration
• fast mode soft buttons
• quality data log to file
• soft keys setup
• auto save mode
• unit of length
Machine configuration
• product code
• wire feed axis
• ice wire feed axis
• travel axis
• outer axis
• tandem
• parallel power sources
• ice wire feed
• polarity
• node ID settings
• system information
Cable lengths
Maintenance
• contact tip change interval
• total running time limit
Measure–values filter factor
0460 949 270
- 73 -
© ESAB AB 2015

MENYSTRUKTUR
Tools
Event handling
• Event log
• Active errors
TOOLS
Export/import
• weld data sets
• system settings
• setting limits
• measure limits
• error log
• quality function log
• production statistics
File manager
Setting limit editor
Measure limit editor
Production statistics
Quality functions
Calendar
User accounts
Unit information
0460 949 270
- 74 -
© ESAB AB 2015

TRÅDDIAMETER
TRÅDDIAMETER
Submerged arc welding with constant ampere (SAW CA)
Wire type Wire diameter (mm)
Fe Solid 0,8; 1,0; 1,2; 1,6; 2,0; 2,4; 3,0; 3,2; 4,0; 5,0; 6,0
Fe Solid Twin 2x0,8; 2x1,0; 2x1,2; 2x1,6; 2x2,0; 2x2,4; 2x3,0; 2x4,0; 2x5,0
Fe Flux Cored 0,8; 1,0; 1,2; 1,6; 2,0; 2,4; 3,0; 3,2; 4,0
Fe Flux Cored Twin 2x0,8; 2x1,0; 2x1,2; 2x1,6; 2x2,0; 2x2,4; 2x3,0; 2x4,0
SS Solid 0,8; 1,0; 1,2; 1,6; 2,0; 2,4; 3,0; 3,2; 4,0; 5,0; 6,0
SS Solid Twin 2x0,8; 2x1,0; 2x1,2; 2x1,6; 2x2,0; 2x2,4; 2x3,0; 2x3,2; 2x4,0
SS Strip 30 x 0,5, 60 x 0,5; 90 x 0,5
SS Flux Cored 0,8; 1,0; 1,2; 1,6; 2,0; 2,4; 3,0; 3,2; 4,0; 5,0; 6,0
SS Flux Cored Twin 2x0,8; 2x1,0; 2x1,2; 2x1,6; 2x2,0; 2x2,4; 2x3,0; 2x3,2; 2x4,0
MIG/MAG welding with constant ampere (GMAW CA)
Wire type Wire diameter (mm)
Fe Solid 0,8; 1,0; 1,2; 1,6; 2,0; 2,4
Fe Flux Cored 0,8; 1,0; 1,2; 1,6; 2,0; 2,4
SS Solid 0,8; 1,0; 1,2; 1,6; 2,0; 2,4
SS Flux Cored 0,8; 1,0; 1,2; 1,6; 2,0; 2,4
Al Solid 0,8; 1,0; 1,2; 1,6; 2,0; 2,4
Al Flux Cored 0,8; 1,0; 1,2; 1,6; 2,0; 2,4
Gouging with constant ampere (CA)
Electrode dimension (mm)
8.0 9.5 13.0
0460 949 270
- 75 -
© ESAB AB 2015

BESTÄLLNINGSNUMMER
BESTÄLLNINGSNUMMER
Ordering no. Denomination
0460 504 880
0460 949 270
0460 949 271
0460 949 272
0460 949 273
0460 949 274
0460 949 275
0460 949 276
0460 949 277
0460 949 278
0460 949 279
0460 949 280
0460 949 281
0460 949 282
0460 949 283
Control unit PEK
Instruction manual SE
Instruction manual DK
Instruction manual NO
Instruction manual FI
Instruction manual GB
Instruction manual DE
Instruction manual FR
Instruction manual NL
Instruction manual ES
Instruction manual IT
Instruction manual PT
Instruction manual GR
Instruction manual PL
Instruction manual HU
0460 949 284
0460 949 285
0460 949 286
0460 949 289
0460 949 290
0460 949 291
0460 949 292
0460 949 293
Instruction manual CZ
Instruction manual SK
Instruction manual RU
Instruction manual EE
Instruction manual LV
Instruction manual SI
Instruction manual LT
Instruction manual CN
Instruction manuals are available on the Internet at www.esab.com
0460 949 270
- 76 -
© ESAB AB 2015

BESTÄLLNINGSNUMMER
0460 949 270
- 77 -
© ESAB AB 2015

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Heist-op-den-Berg
Tel: +32 15 25 79 30
Fax: +32 15 25 79 44
BULGARIA
ESAB Kft Representative Office
Sofia
Tel: +359 2 974 42 88
Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB International AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting
Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting
Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
www.esab.com
 Loading...
Loading...