


CZ
A2, A6
PEK Control panel
Návod k používání
Valid from program version 2.000460 949 184 CZ 111222

1 ÚVOD 5.............................................................
1.1 Ovládací panel 5............................................................
1.1.1 Tlačítka a otočné ovladače 6.............................................
1.2 První krok 8................................................................
1.2.1 Volba jazyka 8.........................................................
1.2.2 Mĕrné jednotky 9.......................................................
1.3 Displej 10...................................................................
1.3.1 Symboly na displeji 11....................................................
1.4 Všeobecné informace o nastavování 11.........................................
1.4.1 Nastavení číselných hodnot 11............................................
1.4.2 Nastavení s danými možnostmi 12.........................................
1.5 KONEC a ENTER 12.........................................................
2 MENU 12.............................................................
2.1 Hlavní menu 13..............................................................
2.1.1 Konfigurační menu 13....................................................
2.1.2 Menu nástrojů 14........................................................
2.1.3 Menu nastavení svařovacích dat 14........................................
2.1.4 Menu mĕření 15.........................................................
2.1.5 Menu pamĕti svařovacích dat 16...........................................
2.1.6 Menu rychlé volby 17.....................................................
3 SVAŘOVÁNÍ POD TAVIDLEM 17.......................................
3.1 Nastavení pro svařování pod tavidlem 18........................................
4 OBLOUKOVÉ SVAŘOVÁNÍ TAVÍCÍ SE ELEKTRODOU V PLYNU 19.......
4.1 Nastavení pro obloukové svařování tavící se elektrodou v plynu 19.................
5 UHLÍKOVÝ OBLOUK SE VZDUCHEM 20................................
5.1 Nastavení pro uhlíkový oblouk se vzduchem 20..................................
Výrobce si vyhrazuje právo na zmĕnu údajű bez předcházejiciho upozomĕni.
TOCj
- 2 -

6 VYSVĔTLENÍ FUNKCÍ 21..............................................
6.1 CA, konstantní svařovací proud 21.............................................
6.2 CW, konstantní podávání drátu 21..............................................
6.3 CC, konstantní proud 21......................................................
6.4 Průmĕr drátu/elektrody 21.....................................................
6.5 Napĕtí oblouku 21............................................................
6.6 Rychlost podávání drátu 21....................................................
6.7 Rychlost podávání studeného drátu (ICE) 21.....................................
6.8 Prodleva spuštění studeného drátu (ICE) 22.....................................
6.9 Rychlost posunu 22..........................................................
6.10 Smĕr svařování 22...........................................................
6.11 Frekvence stř. proudu 22......................................................
6.12 Vyvážení stř. proudu 22.......................................................
6.13 Odchylka stř. proudu 22.......................................................
6.14 Proud tavidla před zapálením (SAW) 22.........................................
6.15 Proud plynu před zapálením (GMAW) 22........................................
6.16 Proud vzduchu před zapálením (Gouging) 23....................................
6.17 Typ spouštĕní 23.............................................................
6.18 Pomalé spuštĕní drátu 23.....................................................
6.19 Fáze spouštĕní 23............................................................
6.20 Max. napĕtí naprázdno (OCV) 24...............................................
6.21 Proud tavidla po zhasnutí (SAW) 24............................................
6.22 Proud plynu po zhasnutí (GMAW) 24...........................................
6.23 Proud vzduchu po zhasnutí (Gouging) 24........................................
6.24 Vyplňování kráteru 24.........................................................
6.25 Doba zpĕtného hoření 24......................................................
6.26 Fáze zastavování 25..........................................................
6.27 Dynamická regulace 25.......................................................
6.28 Řídicí parametry 25...........................................................
6.29 Limity nastavení 25...........................................................
6.30 Limity mĕření 25.............................................................
7 SPRÁVA PAMĔTI 26..................................................
7.1 Princip činnosti ovládacího panelu 26...........................................
7.2 Uložení 27..................................................................
7.3 Vyvolání 28..................................................................
7.4 Odstranĕní 29...............................................................
7.5 Kopírování 30................................................................
7.6 Název 31....................................................................
7.7 Úpravy 32...................................................................
Výrobce si vyhrazuje právo na zmĕnu údajű bez předcházejiciho upozomĕni.
TOCj
- 3 -

8 KONFIGURAČNÍ MENU 33.............................................
8.1 Funkce zámku 34............................................................
8.1.1 Stav funkce zámku 34....................................................
8.1.2 Zadání/úprava kódu zámku 35............................................
8.2 Základní nastavení 35........................................................
8.2.1 Programová tlačítka rychlé volby 35........................................
8.2.2 Protokolování dat kvality do souboru 36....................................
8.2.3 Konfigurace programových tlačítek 37......................................
8.2.4 Režim automatického ukládání 38.........................................
8.3 Nastavení stroje 39...........................................................
8.3.1 Kód výrobku 39.........................................................
8.3.2 Osa podávání drátu 40...................................................
8.3.3 Osa podávání studeného drátu (ICE) 40....................................
8.3.4 Osa posunu 41..........................................................
8.3.5 Vnĕjší osa 41...........................................................
8.3.6 Tandem pro LAF a TAF 42................................................
8.3.7 Tandem pro napájecí zdroj Aristo 1000 45..................................
8.3.8 Paralelní napájecí zdroje 46...............................................
8.3.9 Podávání studeného drátu (ICE) 47........................................
8.3.10 Nastavení identifikátoru uzlu 48............................................
8.4 Délka kabelu 48..............................................................
8.5 Údržba 49...................................................................
8.6 Nastavení sítě 49............................................................
8.6.1 Přehled systému 50......................................................
9 NÁSTROJE 51........................................................
9.1 Seznam chyb 51.............................................................
9.1.1 Jednotky 52.............................................................
9.1.2 Popis chybových kódů 52.................................................
9.2 Export/import 53.............................................................
9.3 Správce souborů 54..........................................................
9.3.1 Odstranĕní souboru/složky 55.............................................
9.3.2 Přejmenování souboru/složky 55..........................................
9.3.3 Vytvoření nové složky 55.................................................
9.3.4 Kopírování a vkládání souborů 56..........................................
9.4 Editor limitů nastavení 56......................................................
9.5 Editor limitů mĕření 57........................................................
9.6 Dokumentační funkce 58......................................................
9.7 Funkce kvality 59.............................................................
9.7.1 Uložení dat o kvalitĕ 60...................................................
9.8 Kalendář 60.................................................................
9.9 Uživatelské účty 61...........................................................
9.10 Informace o jednotce 62.......................................................
STRUKTURA MENU 63...................................................
ROZMĔR DRÁTU 68.....................................................
OBJEDNACÍ ČÍSLO 69...................................................
Výrobce si vyhrazuje právo na zmĕnu údajű bez předcházejiciho upozomĕni.
TOCj
- 4 -
CZ
1 ÚVOD
Abyste získali maximální užitek ze svého svařovacího zařízení, doporučujeme vám
přečíst si tento návod k použití.
Všeobecné informace o obsluze naleznete v návodu k použití ovládací jednotky,
automatického svařovacího stroje, sloupu a výložníku nebo napájecího zdroje.
Text zobrazovaný na displeji je k dispozici v následujících jazycích:
angličtina, švédština, finština, norština, dánština, nĕmčina, francouzština, italština,
holandština, španĕlština, portugalština, maďarština, polština, americká angličtina,
čeština, čínština a ruština.
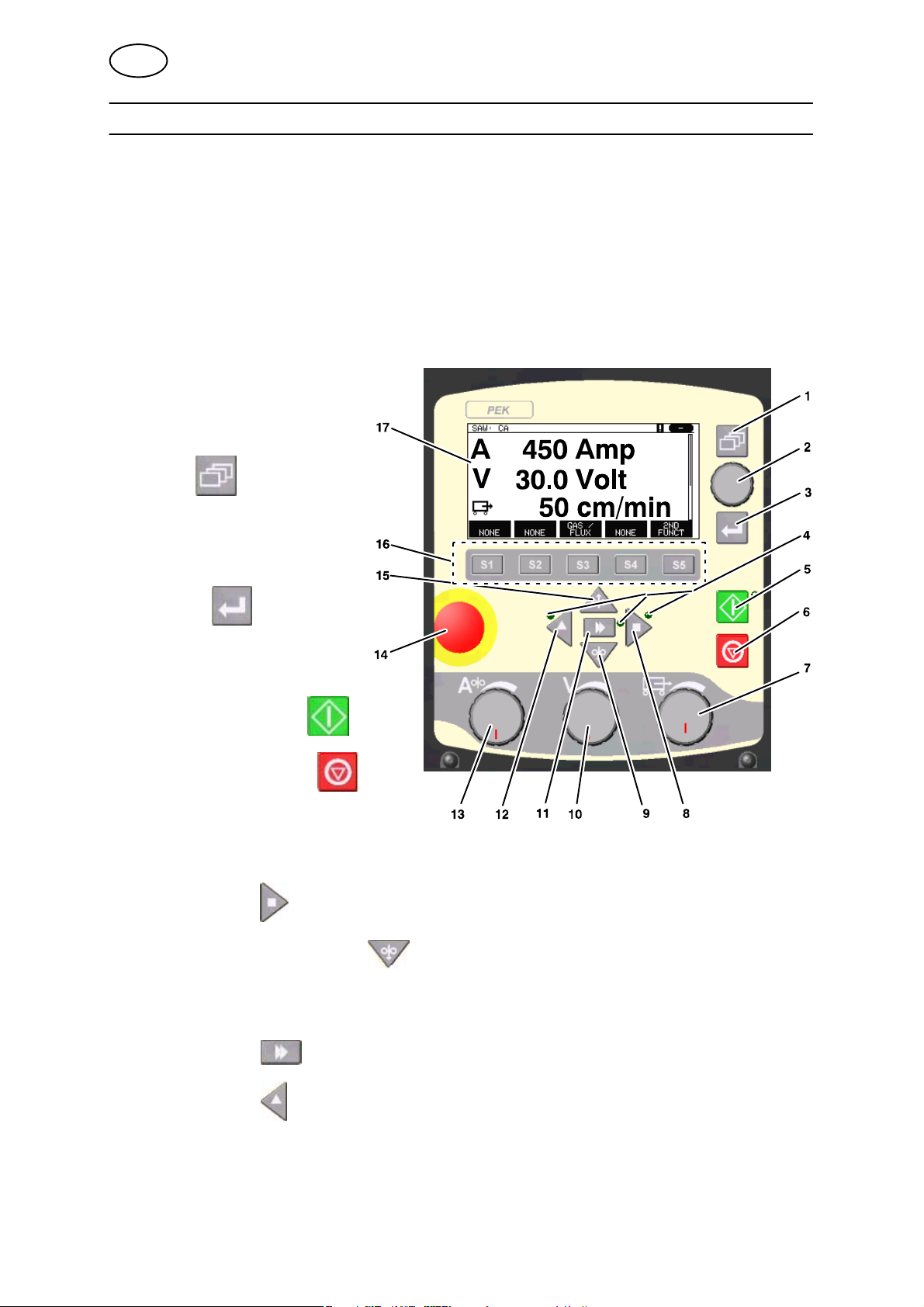
1.1 Ovládací panel
1 Menu
2 Otočný ovladač pro
přesunování kurzoru
(polohovací ovladač)
3 ENTER
4 Zelená kontrolka, svítí,
když je funkce aktivní
5 Zahájení svařování
6 Zastavení svařování
7 Otočný ovladač pro nastavování
rychlosti posunu v menu mĕření a zvyšování nebo snižování nastavených hodnot
v ostatních menu (nastavovací ovladač)
8 Ruční posun
9 Ruční podávání drátu dolů
10 Otočný ovladač pro nastavování napĕtí oblouku v menu mĕření a zvyšování nebo
snižování nastavených hodnot v ostatních menu (nastavovací ovladač)
11 Rychlý pohyb
12 Ruční posun
13 Otočný ovladač pro nastavování svařovacího proudu/rychlosti podávání drátu v
menu mĕření a zvyšování nebo snižování nastavených hodnot v ostatních menu
(nastavovací ovladač)
bi24d1ja
- 5 -
© ESAB AB 2009
CZ
14 Nouzový vypínač
15 Ruční podávání drátu nahoru
16 Programová tlačítka
17 Displej
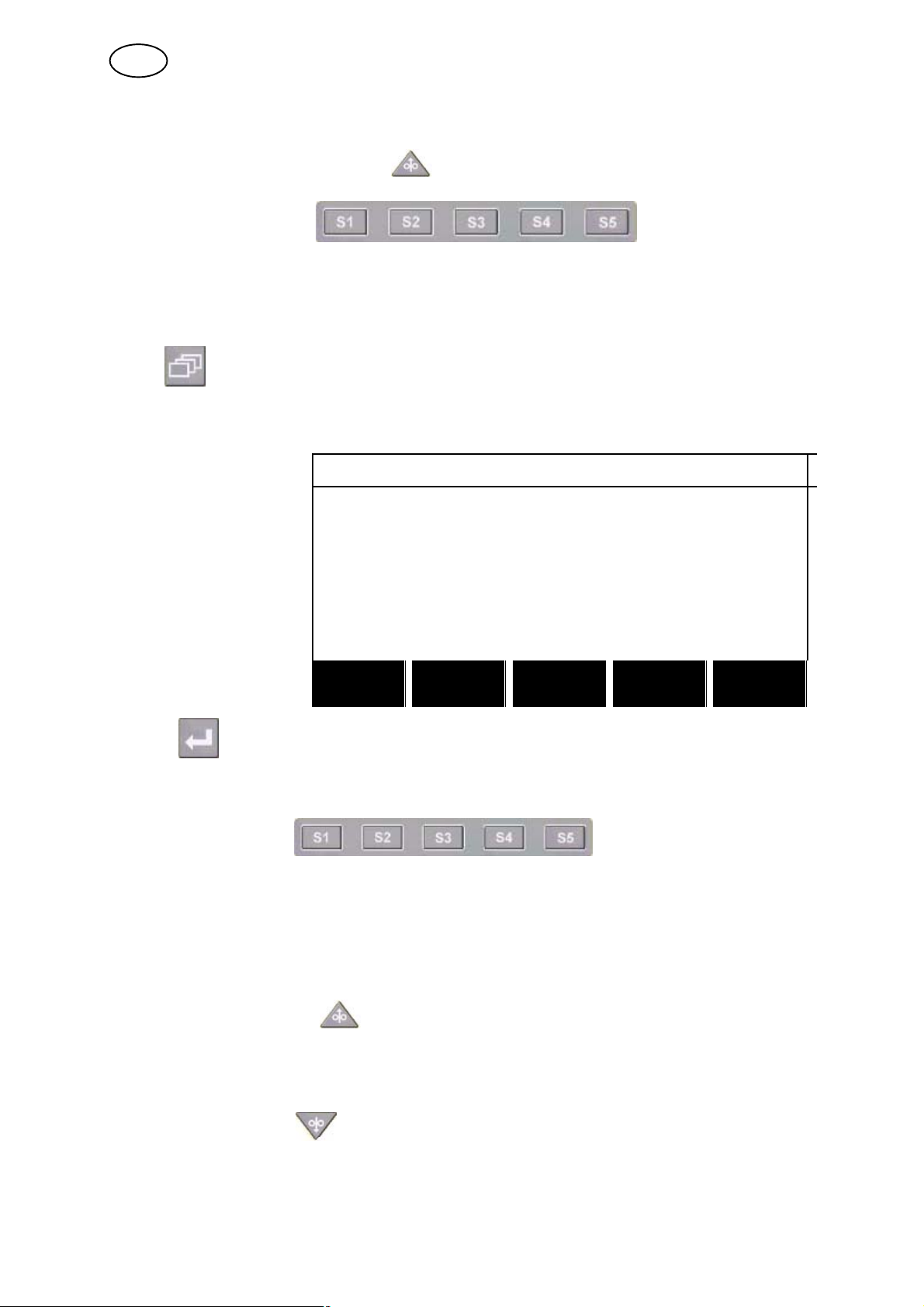
1.1.1 Tlačítka a otočné ovladače
Menu
Tlačítko Menu vás vždy přesune do hlavního menu v příslušném postupu:
SAW
PROCESS SAW
METHOD DC
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
FAST
SET MEASURE MEMORY
MODE
ENTER
Tlačítkem ENTER potvrďte volbu.
Programová tlačítka
Pĕt tlačítek (S1 - S5) pod displejem má různé funkce. Nazývají se "programová
tlačítka", což znamená, že mohou mít různé funkce v závislosti na tom, v jakém jste
menu. Aktuální funkce tĕchto tlačítek se zobrazuje jako text na spodním řádku
displeje. Když je funkce aktivní, tento stav je signalizován zmĕnou barvy textového
pole na bílou.
Podávání drátu nahoru
Tlačítko pro obrácení drátu bez napĕtí oblouku, například při výmĕnĕ cívky drátu.
Drát se podává tak dlouho, dokud je stisknuto tlačítko.
Podávání drátu dolů
Tlačítko pro podávání drátu bez napĕtí oblouku. Drát se podává tak dlouho, dokud je
stisknuto tlačítko.
bi24d1ja
- 6 -
© ESAB AB 2009
CZ
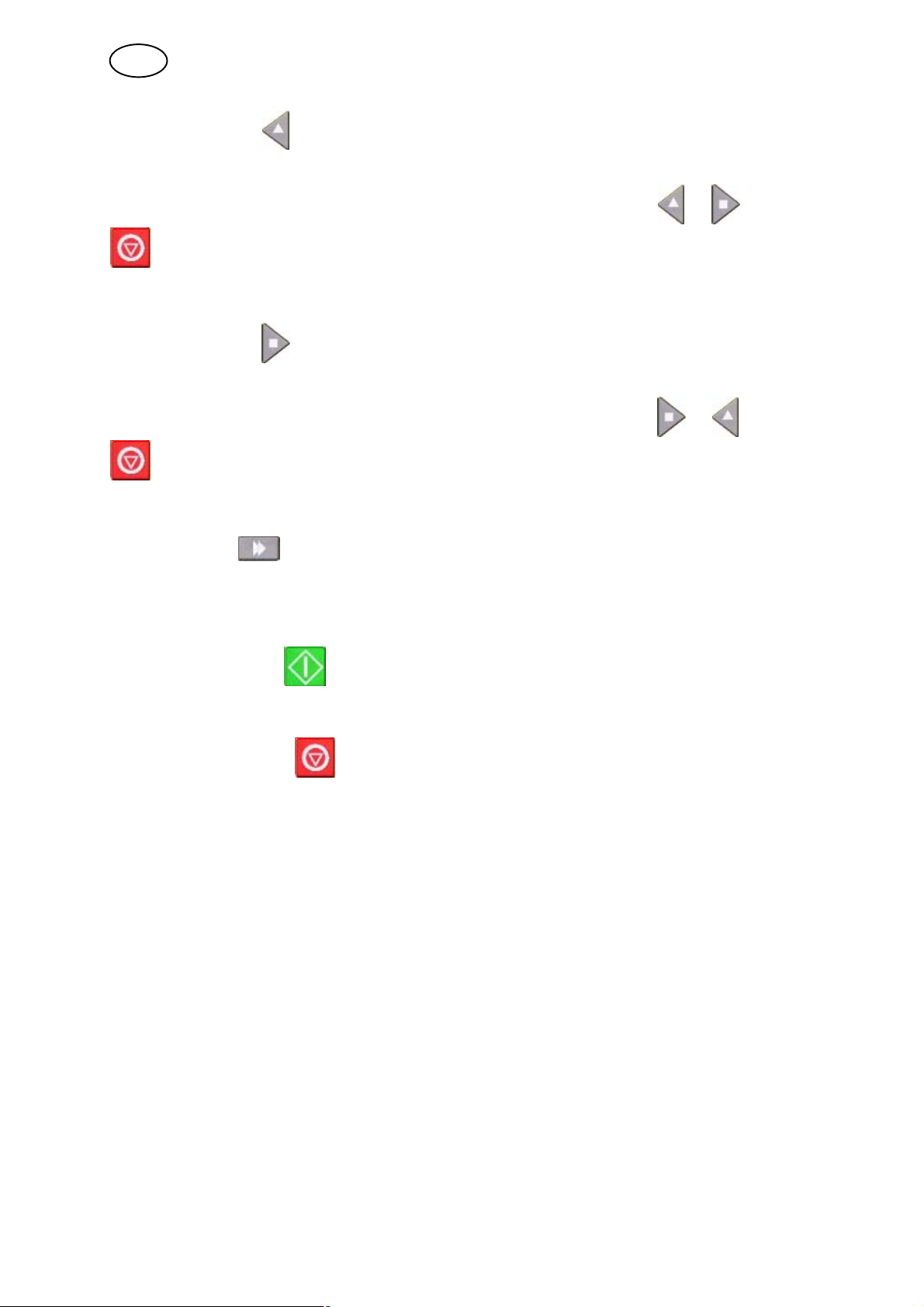
Posuvný pohyb
Tlačítko pro posuvný pohyb ve smĕru svařování, jehož symbol je vyznačen na
svařovacím zařízení. Chcete-li zastavit posuvný pohyb, stisknĕte , nebo
.
Bĕhem posuvného pohybu svítí indikátor LED.
Posuvný pohyb
Tlačítko pro posuvný pohyb ve smĕru svařování, jehož symbol je vyznačen na
svařovacím zařízení. Chcete-li zastavit posuvný pohyb, stisknĕte , nebo
.
Bĕhem posuvného pohybu svítí indikátor LED.
Rychlý pohyb
Tlačítko pro rychlé podávání drátu nebo rychlý posuvný pohyb.
Bĕhem rychlého pohybu svítí indikátor LED.
Zahájení svařování
Tlačítko pro zahájení svařování.
Zastavení svařování
Tlačítko pro zastavení svařování, všech posuvných pohybů a všech motorů.
Polohovací ovladač
Otočný ovladač vpravo nahoře se v tomto návodu k použití nazývá polohovací
ovladač a používá se k ovládání kurzoru.
Nastavovací ovladač
Tři ovladače pod panelem se v tomto návodu k použití nazývají nastavovací
ovladače a používají se ke zmĕnĕ nastavených hodnot v panelu.
bi24d1ja
- 7 -
© ESAB AB 2009

CZ
1.2 První krok
1.2.1 Volba jazyka
Při prvním zařízení stroje se zobrazí toto menu:
SAW: CA
A 450 Amp
V 30.0 Volt
50 cm/min
|
|
|
|
|
|
GAS /
NONE NONE
Po dodání je ovládací panel nastaven na angličtinu. Chcete-li vybrat svůj jazyk,
posupujte následujícím způsobem:
Stisknutím tlačítka Menu vstupte do hlavního menu.
Polohovacím ovlada
čem umístĕte kurzor na
řádek
CONFIGURATION.
Stisknutím tlačítka ENTER potvrďte volbu.
FLUX NONE
SAW
PROCESS SAW
METHOD DC
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
SET MEASURE MEMORY
2ND
FUNCT
FAST
MODE
bi24d1ja
- 8 -
© ESAB AB 2009

CZ
Umístĕte kurzor na řá
CONFIGURATION
dek LANGUAGE.
Stisknutím tlačítka
ENTER vyvolejte se
znam jazyků na
bízených ovládacím
panelem.
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
Umístĕte kurzor na řádek s vaším jazykem a
stisknĕte tlačítko ENTER.
1.2.2 Mĕrné jednotky
NORSK
POLSKI
PORTUGUES
SUOMI
SVENSKA
CHINESE
QUIT
|
|
|
Po dodání je ovládací panel nastaven na metrické jednotky. Chcete-li vybrat jiné
jednotky, posupujte následujícím způsobem:
Stisknutím tlačítka Menu vstupte do hlavního menu.
Polohovacím ovlada
čem umístĕte kurzor na
řádek KONFIGURACE
(CONFIGURATION).
SAW
PROCESS SAW
METHOD DC
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
FAST
SET MEASURE MEMORY
MODE
Stisknutím tlačítka ENTER potvrďte volbu.
bi24d1ja
- 9 -
© ESAB AB 2009

CZ
Umístĕte kurzor na řá
CONFIGURATION
dek ZÁKLADNÍ
KONFIGURACE
(GENERAL
CONFIGURATION).
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
Stisknutím tlačítka ENTER potvrďte volbu.
Umístĕte kurzor na řá
dek JEDNOTKY
DÉLKY (UNIT OF
LENGTH). Stisknutím
tlačítka ENTER vyvolej
te seznam jednotek na
bízených ovládacím
GENERAL CONFIGURATION
FAST MODE SOFT BUTTONS 1
QUALITY DATA LOG TO FILE ON
SOFT KEYS SETUP"
AUTO SAVE MODE OFF
UNIT OF LENGTH METRIC
panelem.
QUIT
Umístĕte kurzor na řádek se správnými jednotkami a stisknĕte
tlačítko ENTER.
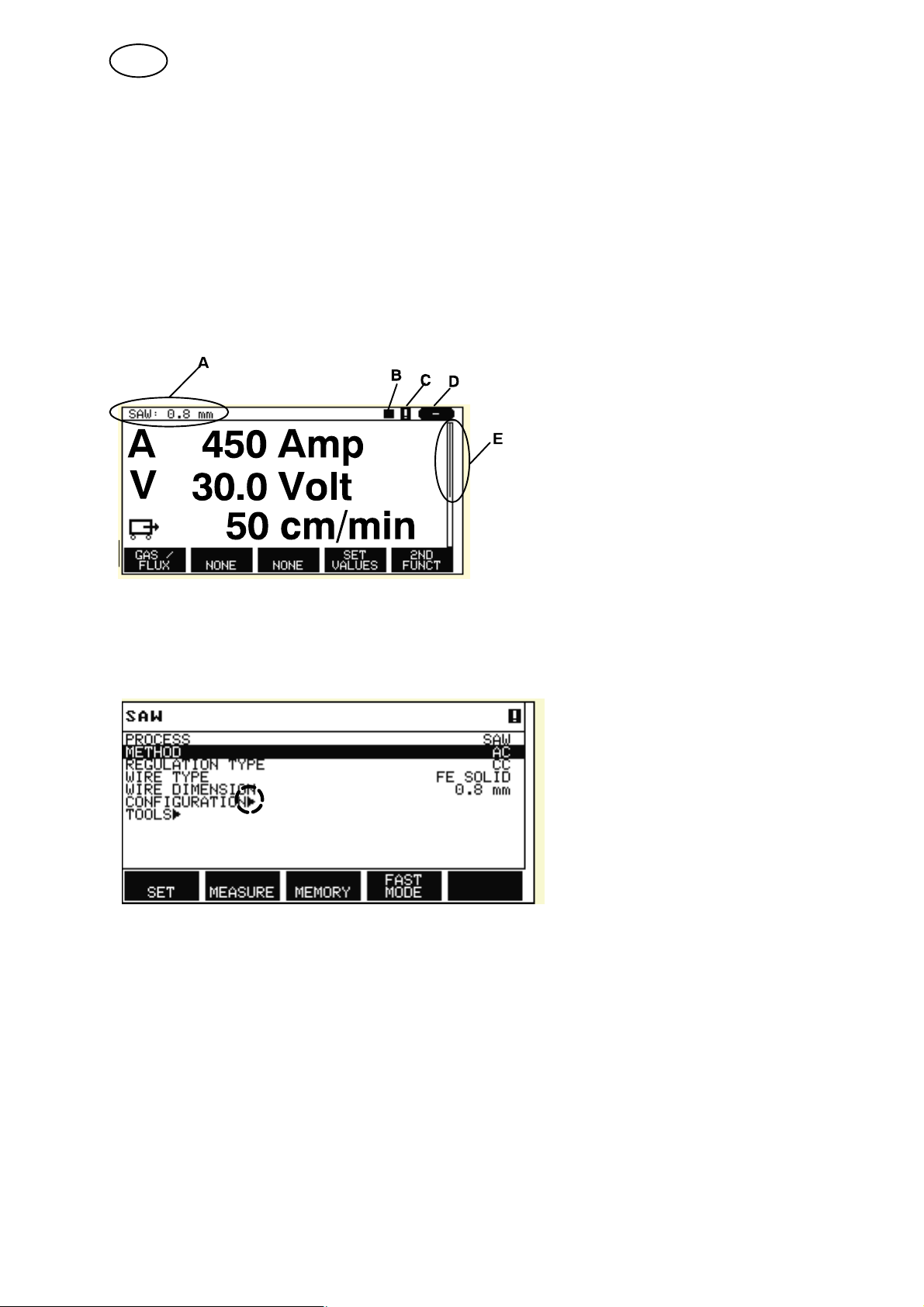
1.3 Displej
SAW
PROCESS SAW
METHOD DC
REGULATION TYPE CW
WIRE TYPE Fe SOLID
WIRE DIMENSION 0.8 mm
CONFIGURATION"
TOOLS"
QUIT
METRIC
INCH.
bi24d1ja
SET MEASURE MEMORY
- 10 -
FAST
MODE
© ESAB AB 2009
CZ
Kurzor
Kurzor ovládacího panelu se zobrazuje jako černé pole kolem textu, které mĕní
barvu vybraného textu na bílou. V tomto návodu k použití je kurzor označován
tučným textem.
Textová pole
Ve spodní části displeje je pĕt polí s textem, který popisuje aktuální funkce pĕti
programových tlačítek pod displejem.
1.3.1 Symboly na displeji
A Vybraný soubor svařovacích dat
B Smĕr svařování
C Došlo k poruše. Viz kapitola 9.1
D Číslo vyvolané pamĕťové pozice
E Posuvník. Další informace najdete v
tomto menu.
Šipky
Když řádek skrývá další informace, za textem je zobrazena černá šipka ".
1.4 Všeobecné informace o nastavování
Existují tři typy nastavení:
S Nastavení číselných hodnot
S Nastavení daných možností
S Nastavení režimu ZAPNUTO/VYPNUTO
1.4.1 Nastavení číselných hodnot
Ke zvyšování nebo snižování nastavených hodnot při zmĕnĕ číselných nastavení se
používají nastavovací ovladače. V menu mĕření se používají otočné ovladače pro
svařovací proud/rychlost podávání drátu, napĕtí oblouku nebo posuvný pohyb.
bi24d1ja
- 11 -
© ESAB AB 2009

CZ
1.4.2 Nastavení s danými možnostmi
Nĕkterá nastavení se mĕní volbou určité možnosti ze seznamu.
Toto je příklad seznamu:
SAW
GMAW
GOUGING
Kurzor je umístĕn na řádku SAW. Stisknutím tlačítka ENTER v této poloze se vybere
volba SAW. Chcete-li místo toho vybrat jinou volbu, otáčením polohovacího
ovladače nahoru nebo dolů umístĕte kurzor na správný řádek. Potom stisknĕte
tlačítko ENTER . Chcete-li opustit seznam, aniž cokoliv vyberete, stisknĕte tlačítko
KONEC (QUIT).
1.5 KONEC a ENTER
"Programové" tlačítko úplnĕ vpravo se používá zejména jako KONEC (QUIT),
ačkoliv občas může mít jinou funkci.
S KONEC vás vrátí do předchozího menu nebo na předchozí obraz.
S Stisknutí tlačítka ENTER má za následek provedení vybrané volby v menu nebo
seznamu.
Tlačítko se v této příručce nazývá ENTER.
2 MENU
Ovládací panel používá nĕkolik různých menu:
S Hlavní menu
S Konfigurační menu
S Menu nástrojů
S Menu nastavení svařovacích dat
S Menu mĕření
S Menu pamĕti svařovacích dat
S Menu rychlé volby
bi24d1ja
- 12 -
© ESAB AB 2009

CZ
Na str. 63 a dalších stranách je zobrazena stromová struktura menu. Bĕhem
spouštĕní se krátce zobrazuje spouštĕcí obrazovka s informacemi o aktuální verzi
programu.
Spouštĕcí obrazovka
2.1 Hlavní menu
V HLAVNÍM MENU mů
žete mĕnit svařovací
postup, metodu sva
řování, typ drátu, meto
du ovládání, průmĕr
drátu atd.
Z tohoto menu můžete
vstupovat do dalších
dílčích menu.
SAW
PROCESS SAW
METHOD DC
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 0.8 mm
CONFIGURATION"
TOOLS"
2.1.1 Konfigurační menu
Hlavní menu Konfigurace
V menu
CONFIGURATION
KONFIGURACE
(CONFIGURATION) je
možné mĕnit jazyk,
mĕnit heslo, mĕnit
základní nastavení,
nastavovat parametry
stroje atd. Toto menu
mění vzhled v závislosti
na tom, jaký typ
napájecího zdroje je
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
vybrán pod položkou
Konfigurace zařízení.
SET MEASURE MEMORY
FAST
MODE
bi24d1ja
QUIT
- 13 -
© ESAB AB 2009

CZ
2.1.2 Menu nástrojů
Hlavní menu Nástroje
V menu NÁSTROJE
TOOLS
(TOOLS) můžete
přenášet soubory,
zobrazovat funkce
kvality a dokumentační
funkce, prohlížet
seznamy chyb atd.
ERROR LOG"
EXPORT / IMPORT"
FILE MANAGER"
SETTING LIMIT EDITOR"
MEASURE LIMIT EDITOR"
PRODUCTION STATISTICS"
QUALITY FUNCTIONS"
CALENDAR"
USER ACCOUNTS"
INFORMACE O JEDNOTCE"
2.1.3 Menu nastavení svařovacích dat
Hlavní menu
V menu nastavení
SAW WELD DATA SETTING
svařovacích dat
NASTAV (SET) lze
mĕnit různé svařovací
parametry. Toto menu
mĕní vzhled v závislosti
na vybraném svařova
cím postupu.
VOLTAGE 20.5 V
CURRENT 395 A
TRAVEL SPEED 0 cm/min
DIRECTION J
START DATA"
STOP DATA"
DYNAMIC REGULATION AUTO
SETTING LIMITS"
MEASURE LIMITS"
QUIT
Další příklad menu:
bi24d1ja
QUIT
SAW WELD DATA SETTING
VOLTAGE 24,0 V
CURRENT 3200 A
TRAVEL SPEED 30 cm/min
DIRECTION J
AC FREQUENCY 50 HZ
AC BALANCE 50%
AC OFFSET 0 A
START DATA"
STOP DATA"
REGULATION PAR."
QUIT
- 14 -
© ESAB AB 2009
I
I
I
I
I
I
CZ
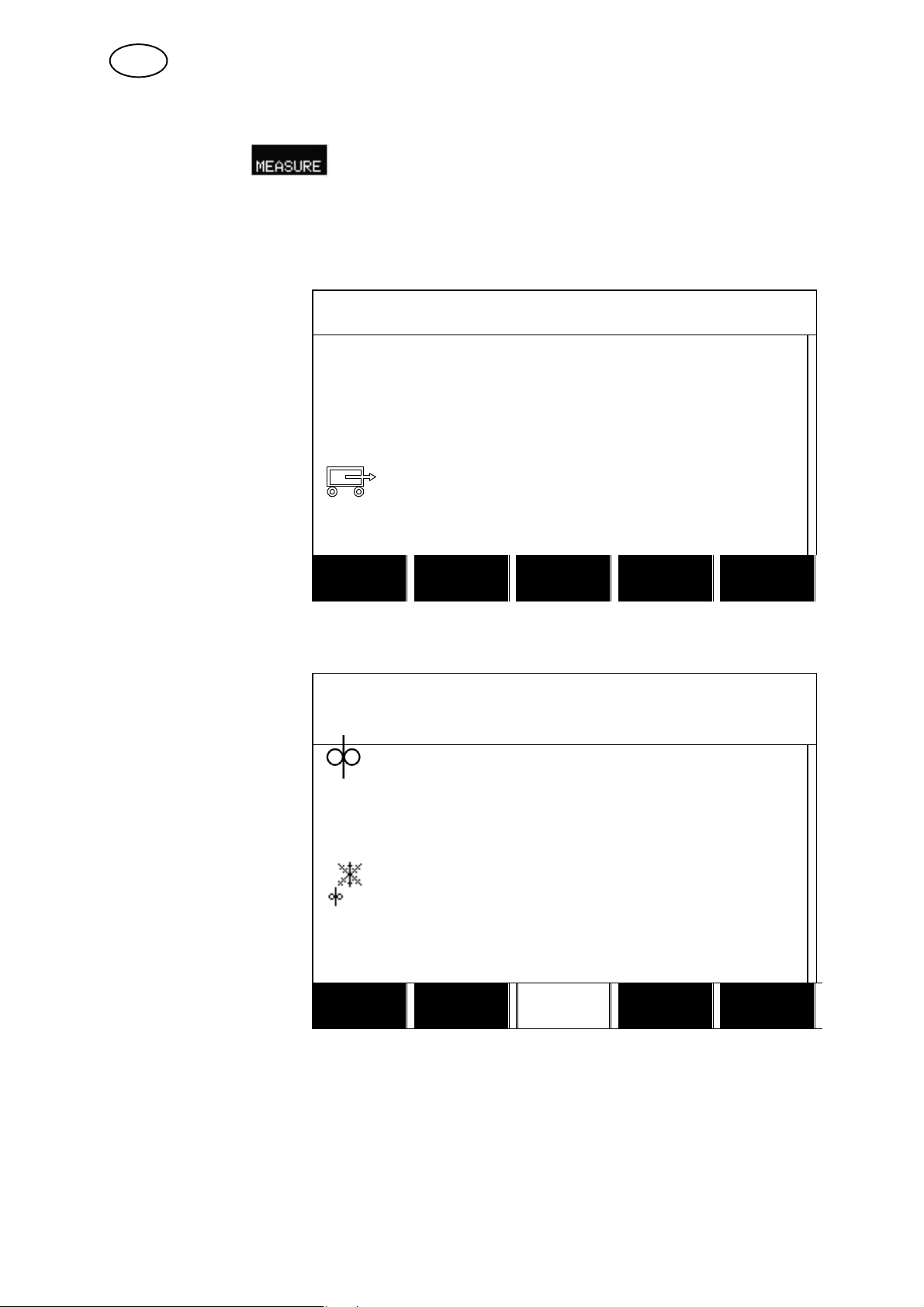
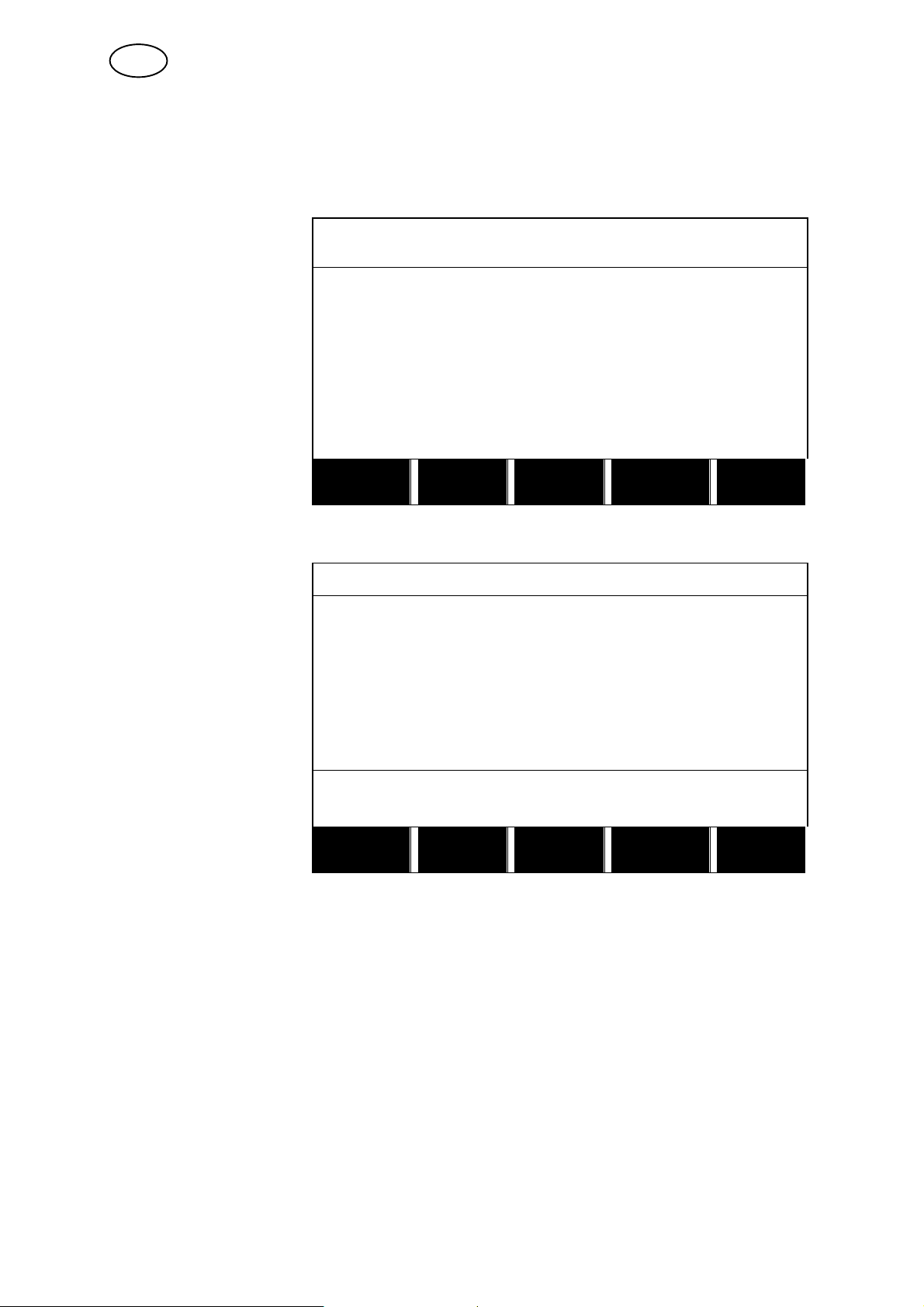
2.1.4 Menu mĕření
Hlavní menu
V menu MĔŘENÍ (MEASURE) můžete sledovat namĕřené hodnoty různých
svařovacích parametrů v průbĕhu svařování.
A 450 A
Namĕřený svařovací
proud
30,0 V
Namĕřené napĕtí
oblouku
50 cm/min
Namĕřená rychlost
posunu
300 cm/min
Namĕřená rychlosti
podávání
30 kJ/cm
Udává energii na
jednotku délky, která se
získává ze zvolených
hodnot svařovacího
proudu, napĕtí oblouku
a rychlosti posunu.
300 cm/min
Naměřená rychlosti
podávání studeného
drátu
SAW: CA
A 450 Amp
V 30.0 Volt
50 cm/min
GAS /
NONE NONE
SAW: CA
FLUX NONE
FUNCT
300 cm/min
30.0 kJ/cm
300 cm/min
|
|
|
|
|
|
2ND
|
|
|
|
|
|
ICE
NONE NONE
Namĕřené hodnoty zůstanou na displeji i po skončení svařování.
Můžete přecházet do jiných menu, aniž přijdete o namĕřené hodnoty.
Ke zmĕnĕ svařovacích parametrů v zobrazení mĕření lze použít nastavovací
ovladače.
Pokud se zmĕní nastavená hodnota, když neprobíhá svařování, namĕřená hodnota
se vynuluje.
bi24d1ja
- 15 -
WF NONE
2ND
FUNCT
© ESAB AB 2009
CZ
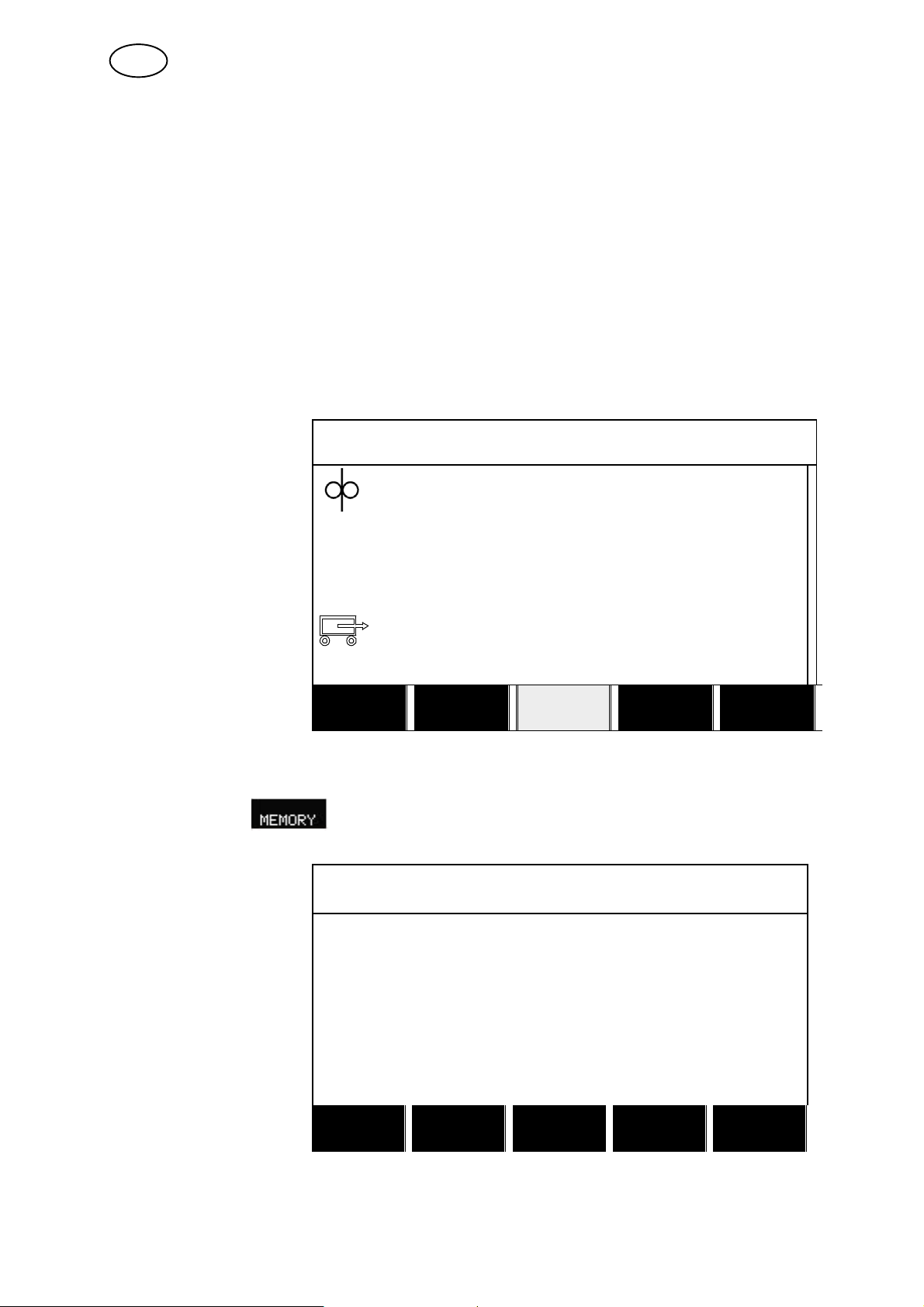
K aktivaci slouží programové tlačítko PODÁVÁNÍ STUDENÉHO DRÁTU (ICE WF),
viz kapitola "Nastavení programových tlačítek” 8.2.3. Po stisknutí tlačítka se rychlost
podávání studeného drátu mění levým nastavovacím ovladačem A. Pokud se
tlačítko nestiskne, nastavovací ovladač ovlivňuje proud A.
Pokud je aktivováno programové tlačítko NAST. HODNOTY (SET VALUES), v
zobrazení mĕření se mohou zobrazovat také nastavené hodnoty. Pokud jsou
aktivována obě programová tlačítka PODÁVÁNÍ STUDENÉHO DRÁTU (ICE WF) a
NAST. HODNOTY (SET VALUES), lze změnit nastavenou rychlost podávání
studeného drátu. Aktivace je popsána v kapitole "Nastavení programových tlačítek"
8.2.3 .
300 cm/min
Nastavená rychlost
podávání drátu:
20,0 V
Nastavené napĕtí
oblouku
30 cm/min
Nastavená rychlost
posunu
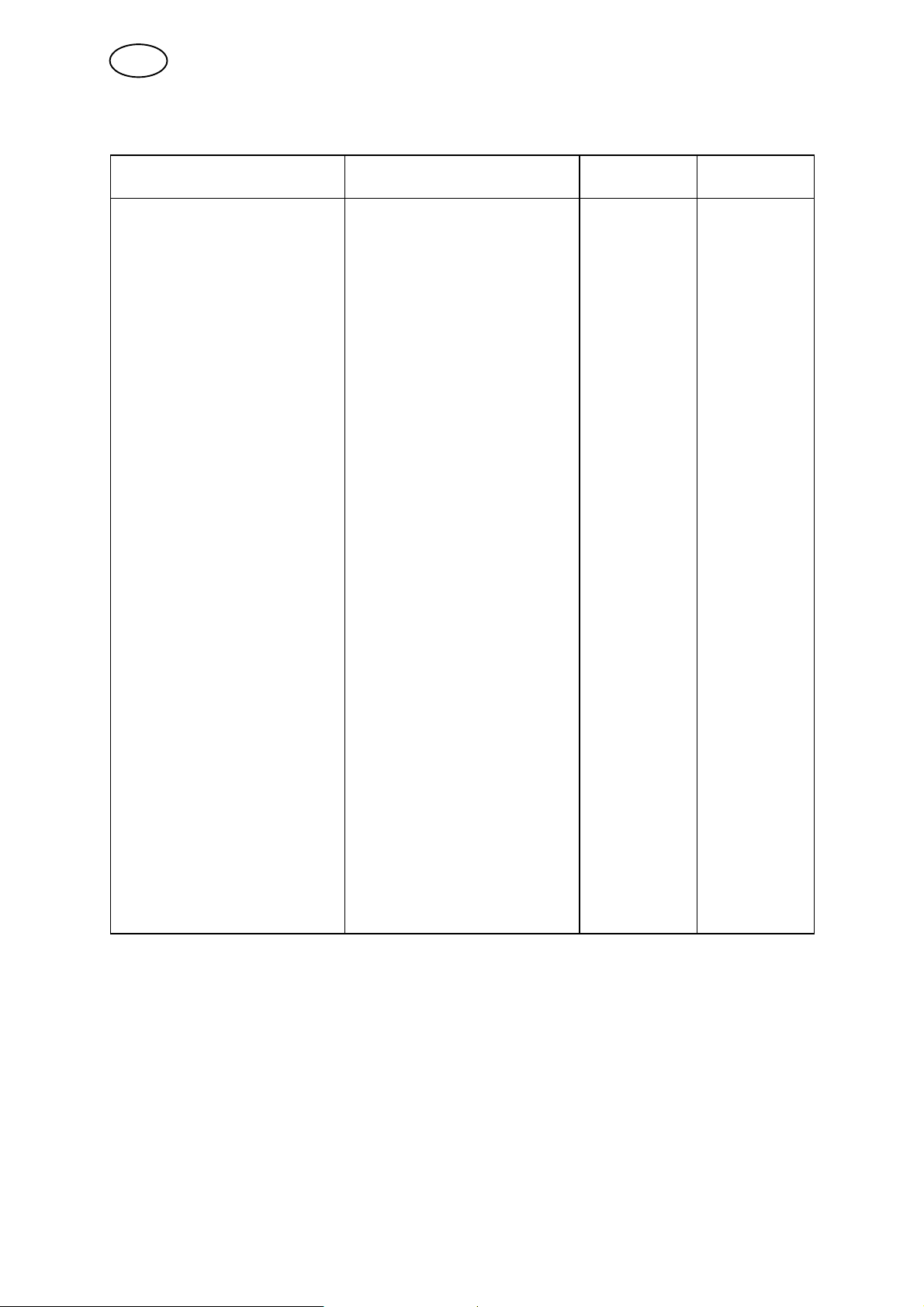
2.1.5 Menu pamĕti svařovacích dat
Hlavní menu
V menu DO PAMĔTI
(WELD DATA
MEMORY) můžete
ukládat, vyvolávat,
odstraňovat a kopírovat
různá nastavená
svařovací data.
Soubory svařovacích
dat lze ukládat do 255
různých pamĕťových
pozic.
SAW: CW
300 cm/min
V 20.0 Volt
30 cm/min
NONE NONE
WELD DATA MEMORY
1 (SAW)
7 (GMAW)
SET
VALUES NONE
|
|
|
|
|
|
2ND
FUNCT
STORE
Další informace najdete v kapitole 7 "Správa pamĕti".
bi24d1ja
- 16 -
2ND
FUNCT QUIT
© ESAB AB 2009

CZ
2.1.6 Menu rychlé volby
Hlavní menu
V menu RYCHLÁ
VOLBA (FAST MODE)
můžete "propojit"
programová tlačítka s
pozicemi pamĕti
svařovacích dat. Toto
nastavení se provádí v
menu Konfigurace. V
pravém horním rohu se
zobrazuje číslo vybrané
pamĕťové pozice.
Další informace najdete v kapitole 8.2.1 "Programová tlačítka rychlé volby".
A 450 Amp
V 30.0 Volt
50 cm/min
WELD
DATA 1
WELD
DATA 2
WELD
DATA 3
WELD
DATA 4
3 SVAŘOVÁNÍ POD TAVIDLEM
Hlavní menu Proces
Bĕhem svařování pod tavidlem (SAW) oblouk nepřetržitĕ taví podávaný drát.
Svarová lázeň je chránĕna tavidlem.
16
2ND
FUNCT
Když je vybrán postup SAW, můžete si vybrat jednu ze dvou metod tak, že
polohovacím tlačítkem označíte METODA (METHOD) a stisknete tlačítko ENTER.
Lze volit mezi střídavým proudem AC nebo stejnosměrným proudem DC.
Když je vybrán postup SAW, můžete si vybrat jednu ze tří metod ovládání tak, že
polohovacím tlačítkem označíte TYP REGULACE (REGULATION TYPE) a stisknete
tlačítko ENTER. Zvolte konstantní svařovací proud CA, konstantní podávání drátu
CW nebo konstantní proud CC, viz vysvětlení v kapitolách 6.1, 6.2 a 6.3.
Je-li vybráno podávání studeného drátu (viz kapitola 8.3.9), lze zvolit pouze typ
regulace CW.
bi24d1ja
- 17 -
© ESAB AB 2009
CZ
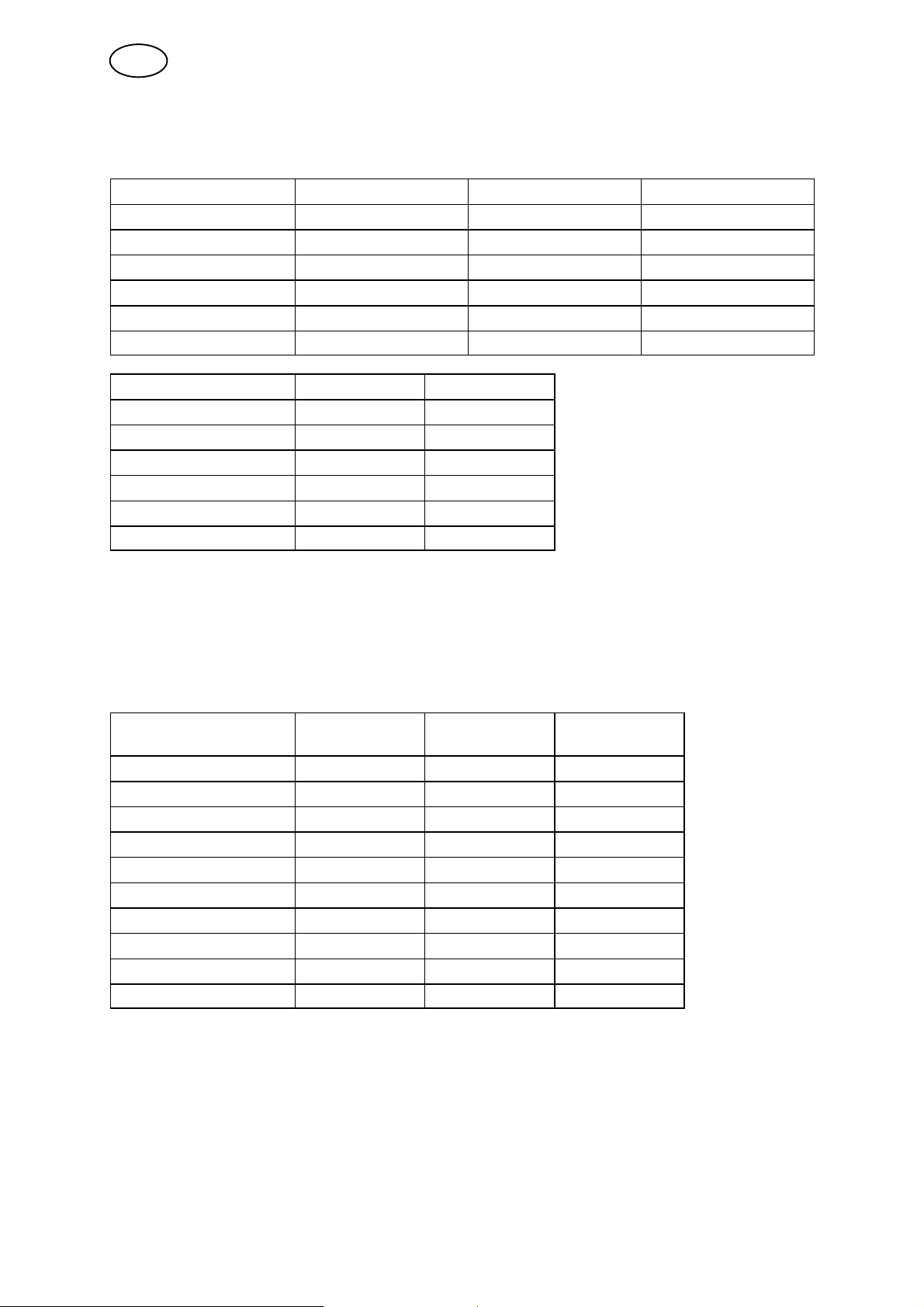
3.1 Nastavení pro svařování pod tavidlem
Nastavení Rozsah nastavení V krocích po Hodnota po
vynulování
Napĕtí oblouku
Svařovací proud1) (CA) 0 - 3200 A 1 A 400 A
Rychlost podávání drátu1)(CW) 0 - 2500 cm/min 1 cm/min 300 cm/min
Konstantní proud1) (CC) 0 - 3200 A 1 A 400 A
Rychlost podávání studeného
drátu1)(CW)
Prodleva spuštění studeného
drátu1) (CW)
Rychlost posunu
Smĕr svařování Y - J - J
Frekvence stř. proudu 10 - 100 Hz 1 50 Hz
Vyvážení stř. proudu 25 - 75 % 1 50 %
Odchylka stř. proudu -300 - +300 A/-10 - +10 V 1 A/0,1 V 0
Počáteční parametry
Proud tavidla před zapálením 0 - 99.0 s 0,1 s 0 s
Typ spouštĕní Přímé nebo dotykové - Přímé
Pomalé spuštĕní drátu Automatické nebo nastavená
Rychlost pomalého spuštĕní
drátu
Fáze spouštĕní VYPNUTO nebo ZAPNUTO - VYPNUTO
Napĕtí naprázdno VYPNUTO nebo ZAPNUTO - VYPNUTO
Maximální napĕtí naprázdno 5 - 60 V 0.1 V 50 V
Konečné parametry
Proud tavidla po zhasnutí 0 - 99.0 s 0,1 s 0 s
Vyplňování kráteru VYPNUTO nebo ZAPNUTO - VYPNUTO
Doba vyplňování kráteru 0 - 10 s 0.01 s 1 s
Doba zpĕtného hoření 0 - 10 s 0.01 s 1 s
Fáze zastavování VYPNUTO nebo ZAPNUTO - VYPNUTO
Řídicí parametry
Dynamická regulace Auto nebo Wart. nast - Auto
Indukční odpor Auto nebo Wart. nast - Auto
Limity nastavení - - Limity mĕření - - -
1)
14 - 50 V 0,1 V (1 V) 30 V
0 - 2500 cm/min 1 cm/min 300 cm/min
0 - 99,0 s 0,1 s 2,5 s
1)
2)
0 - 200 cm/min 1 cm/min 50 cm/min
- Automatické
rychlost
0 - 1000 cm/min 1 cm/min 20 cm/min
2)
1)
Rozsah nastavení je závislý na použitém výrobku.
2)
Nabídka ukazuje nastavení, které patří zvolenému typu regulace.
bi24d1ja
- 18 -
© ESAB AB 2009

CZ
4 OBLOUKOVÉ SVAŘOVÁNÍ TAVÍCÍ SE ELEKTRODOU V PLYNU
Tento postup je k dispozici pro určité typy zařízení.
Hlavní menu Proces
Bĕhem obloukové svařování tavící se elektrodou v plynu (GMAW) oblouk nepřetržitĕ
taví podávaný drát. Svarová lázeň je chránĕna ochranným plynem.
Když je vybrán postup obloukové svařování tavící se elektrodou v plynu (GMAW),
můžete si vybrat jednu ze dvou metod ovládání tak, že polohovacím tlačítkem
označíte TYP REGULACE (REGULATION TYPE) a stisknete tlačítko ENTER. Zvolte
konstantní svařovací proud CA nebo konstantní podávání drátu CW, viz vysvĕtlení v
kapitolách 6.1 a 6.2.
4.1 Nastavení pro obloukové svařování tavící se elektrodou v plynu
Nastavení Rozsah nastavení V krocích po Hodnota po
vynulování
Napĕtí oblouku* 14 - 50 V 0,1 V (1 V) 30 V
Svařovací proud* (CA) 0 - 3200 A 1 A 400 A
Rychlost podávání drátu* (CW) 0 - 2500 cm/min 1 cm/min 300 cm/min
Rychlost posunu* 0 - 200 cm/min 1 cm/min 50 cm/min
Smĕr svařování Y - J - J
Počáteční parametry
Proud plynu před zapálením 0 - 99.0 s 0,1 s 2.0 s
Typ spouštĕní Přímé nebo dotykové - Přímé
Pomalé spuštĕní drátu Automatické nebo nastavená
rychlost
Rychlost pomalého spuštĕní
drátu
Fáze spouštĕní VYPNUTO nebo ZAPNUTO - VYPNUTO
Napĕtí naprázdno VYPNUTO nebo ZAPNUTO - VYPNUTO
Maximální napĕtí naprázdno 5 - 60 V 0.1 V 50 V
Konečné parametry
Proud plynu po zhasnutí 0 - 99.0 s 0,1 s 2.0 s
Vyplňování kráteru VYPNUTO nebo ZAPNUTO - VYPNUTO
Doba vyplňování kráteru 0 - 10 s 0.01 s 1 s
Doba zpĕtného hoření 0 - 10 s 0.01 s 1 s
Fáze zastavování VYPNUTO nebo ZAPNUTO - VYPNUTO
Dynamická regulace Auto nebo Wart. nast - Auto
Limity nastavení - - Limity mĕření - - -
*) Rozsah nastavení je závislý na použitém výrobku.
0 - 1000 cm/min 1 cm/min 20 cm/min
- Automatické
bi24d1ja
- 19 -
© ESAB AB 2009

CZ
5 UHLÍKOVÝ OBLOUK SE VZDUCHEM
Tento postup je k dispozici pro určité typy zařízení.
Hlavní menu Proces
Při uhlíkovém oblouku se vzduchem se používá speciální elektroda tvořená
uhlíkovou tyčí s mĕdĕným obalem.
Mezi uhlíkovou tyčí a obrobkem vzniká oblouk, který taví materiál. Vzduch se přivádí
proto, aby odfukoval roztavený materiál.
Když je vybrán postup GOUGING, můžete si vybrat jednu ze dvou metod ovládání
tak, že polohovacím tlačítkem označíte TYP REGULACE (REGULATION TYPE) a
stisknete tlačítko ENTER. Zvolte konstantní svařovací proud CA nebo konstantní
podávání drátu CW, viz vysvĕtlení v kapitolách 6.1 a 6.2.
5.1 Nastavení pro uhlíkový oblouk se vzduchem
Nastavení Rozsah nastavení V krocích po Hodnota po
vynulování
Napĕtí oblouku* 14 - 50 V 0,1 V (1 V) 30 V
Svařovací proud* (CA) 0 - 3200 A 1 A 400 A
Rychlost podávání drátu* (CW) 0 - 2500 cm/min 1 cm/min 300 cm/min
Rychlost posunu* 0 - 200 cm/min 1 cm/min 40 cm/min
Smĕr svařování Y - J - J
Počáteční parametry
Proud vzduchu před
zapálením
Typ spouštĕní Přímé nebo dotykové - Přímé
Pomalé spuštĕní drátu Automatické nebo nastavená
Rychlost pomalého spuštĕní
drátu
Fáze spouštĕní VYPNUTO nebo ZAPNUTO - VYPNUTO
Napĕtí naprázdno VYPNUTO nebo ZAPNUTO - VYPNUTO
Maximální napĕtí naprázdno 5 - 60 V 0.1 V 50 V
Konečné parametry
Proud vzduchu po zhasnutí 0 - 99.0 s 0,1 s 0 s
Vyplňování kráteru VYPNUTO nebo ZAPNUTO - VYPNUTO
Doba vyplňování kráteru 0 - 10 s 0.01 s 1 s
Doba zpĕtného hoření 0 - 10 s 0.01 s 1 s
Fáze zastavování VYPNUTO nebo ZAPNUTO - VYPNUTO
Dynamická regulace Auto nebo Wart. nast - Auto
Limity nastavení - - Limity mĕření - - -
*) Rozsah nastavení je závislý na použitém výrobku.
0 - 99.0 s 0,1 s 0 s
- Automatické
rychlost
0 - 1000 cm/min 1 cm/min 20 cm/min
bi24d1ja
- 20 -
© ESAB AB 2009

CZ
6 VYSVĔTLENÍ FUNKCÍ
6.1 CA, konstantní svařovací proud
Podávání drátu je ovládáno napájecím zdrojem, takže lze dosáhnout konstantního
svařovacího proudu.
- Hodnotu konstantního proudu lze zvolit v hlavní nabídce.
6.2 CW, konstantní podávání drátu
Svařovací proud je výsledkem zvolené rychlosti podávání drátu.
- Konstantní podávání drátu lze zvolit v hlavní nabídce.
6.3 CC, konstantní proud
Napětí je proměnné, takže lze dosáhnout konstantního svařovacího proudu.
- Hodnotu konstantního proudu lze zvolit v hlavním menu.
6.4 Průmĕr drátu/elektrody
V tabulce na str. 68 jsou uvedeny průmĕry drátů/elektrod, které lze vybrat pro
svařování.
Vybrané průmĕry mají značný vliv na postup spouštĕní a vyplňování kráteru. Když
svařujete s jinými dráty, než jsou uvedené v tabulce, vyberte takový, jehož průmĕr se
blíží jednomu v seznamu.
- Průmĕr drátu/elektrody lze zvolit v hlavní nabídce.
6.5 Napĕtí oblouku
Vyšší napĕtí zvĕtšuje délku oblouku a vytváří teplejší, širší svarovou lázeň.
- Napĕtí oblouku se nastavuje v zobrazení mĕření, v menu nastavení svařovacích
dat nebo v menu rychlé volby.
6.6 Rychlost podávání drátu
Tento parametr nastavuje požadovanou rychlost podávání trubičky v cm/min. Vyšší
rychlost drátu má za následek vyšší svařovací proud.
- Rychlost podávání drátu se nastavuje v zobrazení mĕření, v menu nastavení
svařovacích dat nebo v menu rychlé volby.
6.7 Rychlost podávání studeného drátu (ICE)
Rychlost podávání studeného drátu se používá k nastavení rychlosti podávání
(cm/min) pro studený drát.
- Rychlost podávání studeného drátu se nastavuje v zobrazení měření, v menu
nastavení svařovacích dat nebo v menu rychlé volby.
bi24d1ja
- 21 -
© ESAB AB 2009

CZ
6.8 Prodleva spuštění studeného drátu (ICE)
Prodleva spuštění studeného drátu oznamuje, za jak dlouho (s) po zahájení
svařování lze spustit podávání studeného drátu.
- Prodleva spuštění studeného drátu se nastavuje v menu nastavení svařovacích
dat.
6.9 Rychlost posunu
Rychlost posunu znamená požadovanou rychlost (v cm/min), jakou se má pohybovat
sloup a výložník nebo vozík.
- Rychlost posunu se nastavuje v zobrazení mĕření, v menu nastavení svařovacích
dat nebo v menu rychlé volby.
6.10 Smĕr svařování
Posuvný pohyb ve smĕru, jaký ukazuje symbol.
- Smĕr svařování se vybírá v menu nastavení svařovacích dat.
6.11 Frekvence stř. proudu
Frekvence stř. proudu znamená počet oscilací za sekundu kolem nulové úrovně.
- Frekvence stř. proudu se vybírá v menu nastavení svařovacích dat.
6.12 Vyvážení stř. proudu
Vyvážení stř. proudu je vztah mezi kladnými (+) a zápornými (-) impulsy.
Nastavovaná hodnota znamená procentní velikost úseku, který představuje kladnou
část.
- Vyvážení stř. proudu se vybírá v menu nastavení svařovacích dat.
6.13 Odchylka stř. proudu
Pomocí odchylky stř. proudu se posunuje proud v kladném nebo záporném směru
vzhledem k nulové úrovni.
- Odchylka stř. proudu se vybírá v menu nastavení svařovacích dat.
6.14 Proud tavidla před zapálením (SAW)
Tímto se reguluje doba, po kterou proudí tavidlo před zapálením oblouku.
- Proud tavidla před zapálením se nastavuje v menu nastavení svařovacích dat pod
počátečními parametry.
6.15 Proud plynu před zapálením (GMAW)
Tímto se reguluje doba, po kterou proudí ochranný plyn před zapálením oblouku.
- Proud plynu před zapálením se nastavuje v menu nastavení svařovacích dat pod
počátečními parametry.
bi24d1ja
- 22 -
© ESAB AB 2009

CZ
6.16 Proud vzduchu před zapálením (Gouging)
Tímto se reguluje doba, po kterou proudí vzduch před zapálením oblouku.
- Proud vzduchu před zapálením se nastavuje v menu nastavení svařovacích dat
pod počátečními parametry.
6.17 Typ spouštĕní
Existují dvĕ možnosti typu spouštĕní:
S Přímé spouštĕní znamená, že rychlost posunu se spouští po zapálení oblouku.
S Dotykové spouštĕní znamená, že rychlost posunu se spouští současnĕ s
podáváním drátu.
- Typ spouštĕní se vybírá v menu nastavení svařovacích dat pod počátečními
parametry.
6.18 Pomalé spuštĕní drátu
Pomalé spouštĕní drátu se používá k nastavení požadované nízké rychlosti motoru
elektrody po spuštĕní.
Pokud se v menu nastaví například 50, dosáhne se nízké rychlosti 50 cm/min.
Předvolená hodnota "AUTO" vytváří nízkou rychlost vypočítanou z nastavených
hodnot.
- Nízká rychlost drátu se nastavuje v menu nastavení svařovacích dat pod
počátečními parametry.
6.19 Fáze spouštĕní
Při svařování speciálního drátu nebo materálu bude možná nutné vytvořit vlastní
posloupnost spouštĕní. Posloupnost spouštĕní může ovlivnit vzhled svarové láznĕ.
Pro zapnutou fázi spouštĕní 1 lze
nastavit následující parametry
S Čas s
Čas na svařování ve fázi 1.
S Napĕtí oblouku %
V procentech nastaveného napĕtí
S Podávání drátu %
V procentech nastaveného podávání
drátu
Pro zapnutou fázi spouštĕní 2 lze
nastavit následující parametry
S Čas s
Čas na svařování ve fázi 2.
S Napĕtí oblouku %
V procentech nastaveného napĕtí
S Podávání drátu %
V procentech nastaveného podávání
drátu
S Svařovací proud %
V procentech nastaveného
svařovacího proudu
S Rychlost posunu %
V procentech nastavené rychlosti
posunu
- Fáze spouštĕní se nastavují v menu nastavení svařovacích dat pod počátečními
parametry.
bi24d1ja
S Svařovací proud %
V procentech nastaveného
svařovacího proudu
S Rychlost posunu %
V procentech nastavené rychlosti
posunu
- 23 -
© ESAB AB 2009

CZ
6.20 Max. napĕtí naprázdno (OCV)
ZAPNUTO znamená, že lze nastavit OCV.
VYPNUTO znamená, že OCV je nastaveno na hodnotu pro svařovací napĕtí.
- OCV se nastavuje v menu nastavení svařovacích dat pod počátečními parametry.
6.21 Proud tavidla po zhasnutí (SAW)
Tímto se reguluje doba proudĕní tavidla po zhasnutí oblouku.
- Proud tavidla po zhasnutí se nastavuje v menu nastavení svařovacích dat pod
konečnými parametry.
6.22 Proud plynu po zhasnutí (GMAW)
Tímto se reguluje doba proudĕní ochranného plynu po zhasnutí oblouku.
- Proud plynu po zhasnutí se nastavuje v menu nastavení svařovacích dat pod
konečnými parametry.
6.23 Proud vzduchu po zhasnutí (Gouging)
Tímto se reguluje doba proudĕní vzduchu po zhasnutí oblouku.
- Proud vzduchu po zhasnutí se nastavuje v menu nastavení svařovacích dat pod
konečnými parametry.
6.24 Vyplňování kráteru
Vyplňování kráteru umožňuje regulovat omezování tepla a velikosti svarové láznĕ při
dokončování svaru. Takto lze snadnĕji zabránit vzniku pórů, tepelnému popraskání a
vytváření kráterů ve svarovém spoji.
- Vyplňování kráteru se nastavuje v menu nastavení svařovacích dat pod konečnými
parametry.
6.25 Doba zpĕtného hoření
Doba zpĕtného hoření je prodleva mezi časem, kdy se začne lámat drát, a časem,
kdy napájecí zdroj vypne napĕtí oblouku. Příliš krátká doba zpĕtného hoření má za
následek vysunutí delšího kusu drátu po dokončení svařování, což znamená riziko,
že se drát zachytí v tuhnoucí svarové lázni. Příliš dlouhá doba zpĕtného má za
následek vysunutí kratšího kusu drátu se zvýšeným rizikem, že se na kontaktní
špičce znovu zapálí oblouk.
- Doba zpĕtného hoření se nastavuje v menu nastavení svařovacích dat pod
konečnými parametry.
bi24d1ja
- 24 -
© ESAB AB 2009

CZ
6.26 Fáze zastavování
Fáze zastavování se používají zejména k nastavení vyplňování kráteru.
Pro zapnutou fázi zastavování 1 lze
nastavit následující parametry
S Čas s
Čas na svařování ve fázi 1.
S Napĕtí oblouku %
V procentech nastaveného napĕtí
S Podávání drátu %
V procentech nastaveného podávání
drátu
S Svařovací proud %
V procentech nastaveného
svařovacího proudu
S Rychlost posunu %
V procentech nastavené rychlosti
posunu
- Fáze zastavování se nastavují v menu nastavení svařovacích dat pod konečnými
parametry.
Pro zapnutou fázi zastavování 2 lze
nastavit následující parametry
S Čas s
Čas na svařování ve fázi 2.
S Napĕtí oblouku %
V procentech nastaveného napĕtí
S Podávání drátu %
V procentech nastaveného podávání
drátu
S Svařovací proud %
V procentech nastaveného
svařovacího proudu
S Rychlost posunu %
V procentech nastavené rychlosti
posunu
6.27 Dynamická regulace
Funkce dynamické regulace je určena pro svařování s více elektrodami a mĕní
charakteristiky napájecího zdroje. Charakteristiky napájecího zdroje se počítají z
nastavených parametrů drátu.
- Dynamická regulace se vybírá v menu nastavení svařovacích dat.
6.28 Řídicí parametry
V některých aplikacích se zobrazuje funkce ŘÍDICÍ PARAMETRY (CONTROL
PARAMETERS) místo funkce DYNAMICKÉ ŘÍZENÍ (DYNAMIC CONTROL). V menu
Řídicí parametry jsou dvě možnosti nastavení:
S Dynamika - ovlivňuje dynamické charakteristiky.
S indukční odpor - vyšší hodnota má za následek širší svarovou lázeň a menší
rozstřik. Nižší hodnoty mají za následek stabilní, soustředěný oblouk a ostřejší
zvuk.
- Řídicí parametry se vybírají v menu nastavení svařovacích dat.
6.29 Limity nastavení
Informace o limitech nastavení najdete v kapitole 9.4 "Editor limitů nastavení"
6.30 Limity mĕření
Informace o parametrech mĕření najdete v kapitole 9.5 "Editor limitů mĕření"
bi24d1ja
- 25 -
© ESAB AB 2009
CZ
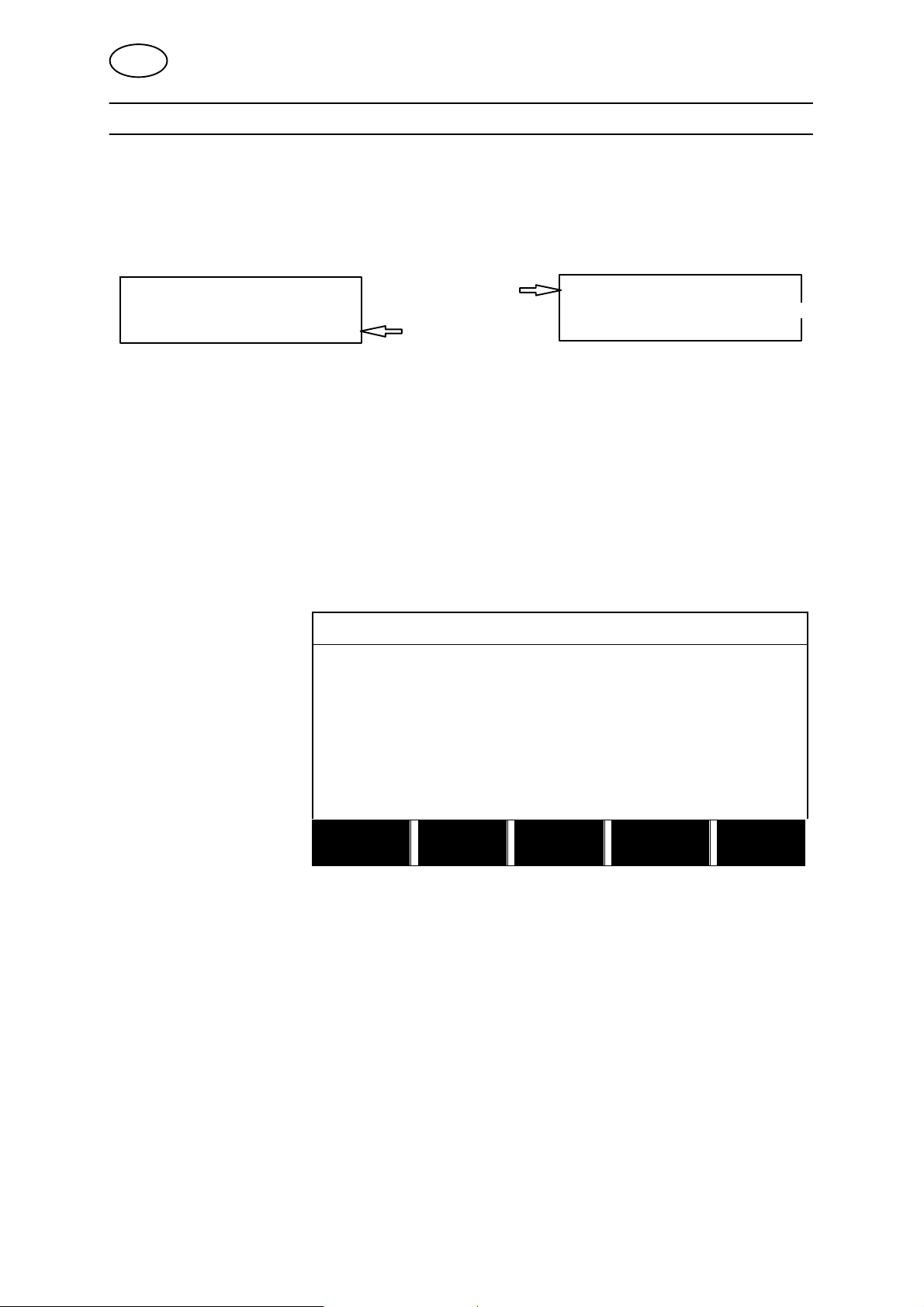
7 SPRÁVA PAMĔTI
7.1 Princip činnosti ovládacího panelu
Ovládací panel je v podstatĕ tvořen dvĕma jednotkami: pracovní pamĕtí a pamĕtí
svařovacích dat.
Uložení
Pracovní pamĕť Pamĕť svařovacích dat
Vyvolání
V pracovní pamĕti se vytvoří úplný soubor nastavení svařovacích dat, který lze uložit
do pamĕti svařovacích dat.
Bĕhem svařování je postup vždy řízen obsahem pracovní pamĕti. Proto lze také
vyvolat nastavená svařovací data z pamĕti svařovacích dat do pracovní pamĕti.
Zapamatujte si, že pracovní pamĕť vždy obsahuje nejnovĕjší nastavení svařovacích
dat. Data lze vyvolat z pamĕti svařovacích dat nebo z jednotlivĕ upravených
nastavení. Jinými slovy, pracovní pamĕť není nikdy prázdná nebo "vynulovaná".
Hlavní menu PAMĔŤ Do pamĕti
WELD DATA MEMORY
2ND
STORE
FUNCT QUIT
Do ovládacího panelu lze uložit až 255 souborů svařovacích dat. Každému souboru
je přiřazeno číslo od 1 do 255.
Soubory dat můžete také odstraňovat, kopírovat, můžete mĕnit jejich název a dále
můžete vyvolat určitý soubor svařovacích dat do pracovní pamĕti.
bi24d1ja
- 26 -
© ESAB AB 2009
CZ
7.2 Uložení
Pokud je pamĕť svařovacích dat prázdná, na displeji se zobrazí následující
obrazovka.
Ukládání souboru sva
WELD DATA MEMORY
řovacích dat. Dostane
paměťovou pozici 5.
Stiskněte ULOŽ
(STORE). Zobrazí se
pozice 1. Otáčejte
jedním z nastavovacích
ovladačů, dokud nedo
sáhnete pozice 5.
Stiskněte ULOŽ
(STORE).
STORE
Na displeji se zobrazí následující obrazovka.
Soubor svařovacích dat
je nyní uložen pod čís
lem 5.
WELD DATA MEMORY
5 - (SAW)
2ND
FUNCT QUIT
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
DELETE
2ND
FUNCT QUIT
Ve spodní části displeje se zobrazuje část obsahu souboru svařovacích dat číslo 5.
bi24d1ja
- 27 -
© ESAB AB 2009

CZ
Pokud je již na zvolené
pozici uložen nĕjaký
soubor dat, zobrazí se
WELD DATA MEMORY
5 - (SAW)
dotaz, zda ho chcete
přepsat: ANO (YES)
nebo NE (NO).
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
Stisknutím tlačítka NE se vraťte do menu pamĕti.
7.3 Vyvolání
Nyní vyvoláme uložený
soubor dat:
Polohovacím ovlada
čem označte řádek.
Stisknĕte VYVOLEJ
(RECALL).
WELD DATA MEMORY
5 - (SAW)
NO YES
Stisknutím tlačítka ANO
(YES) potvrďte, že
chcete vyvolat soubor
dat číslo 5.
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
WELD DATA MEMORY
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
DELETE
2ND
FUNCT QUIT
NO YES
bi24d1ja
- 28 -
© ESAB AB 2009
CZ
Tato ikona na obrazovce mĕření ukazuje,
jaké číslo pamĕťové pozice bylo vyvoláno.
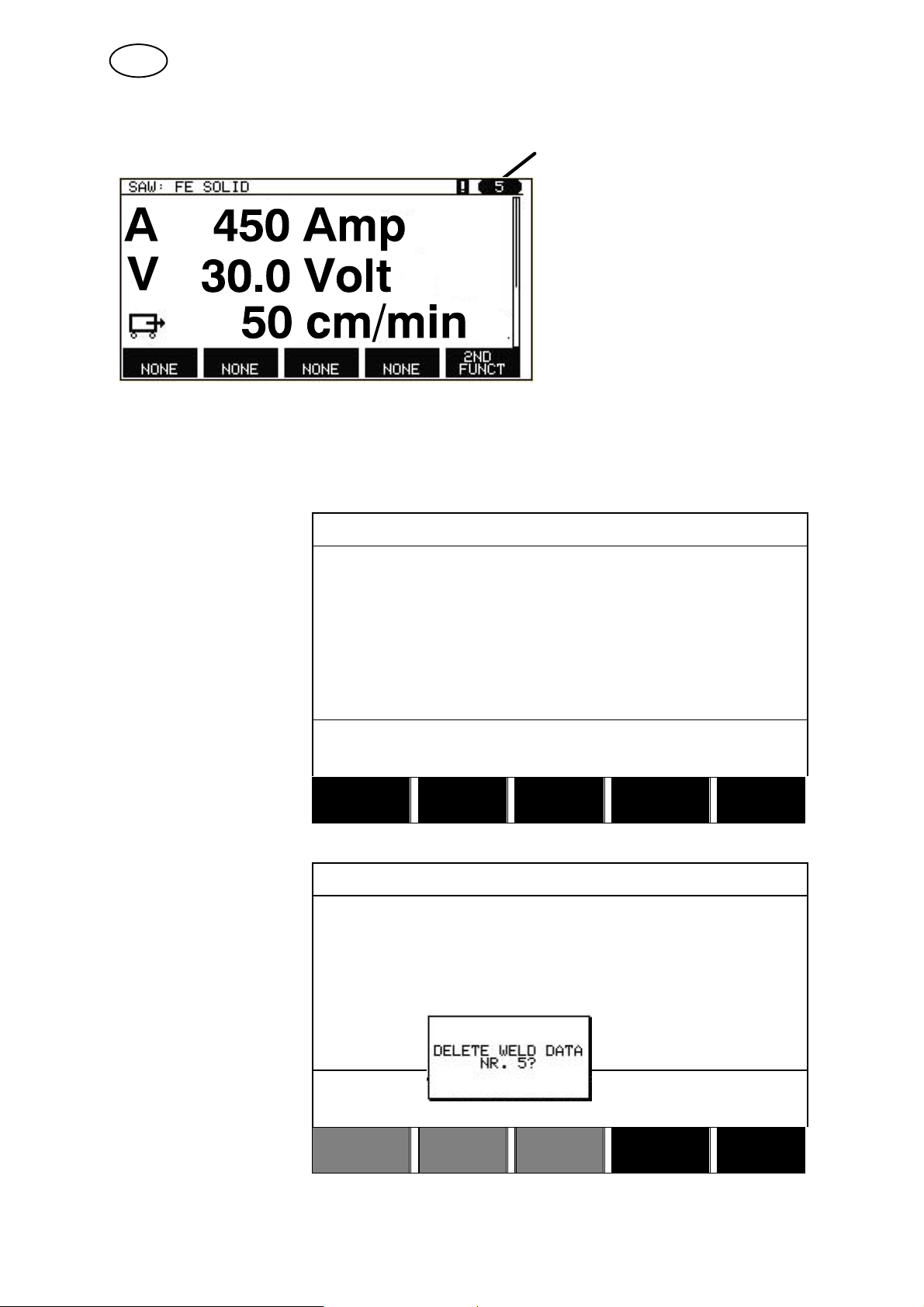
7.4 Odstranĕní
V menu pamĕti lze odstranit jeden nebo více souborů dat.
Odstranĕní souboru dat
Vyberte soubor dat.
Stisknĕte VYMAŽ
(DELETE).
Stisknutím tlačítka ANO
(YES) potvrďte od
stranĕní.
WELD DATA MEMORY
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
WELD DATA MEMORY
5 - (SAW)
DELETE
2ND
FUNCT QUIT
bi24d1ja
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
NO YES
- 29 -
© ESAB AB 2009
CZ
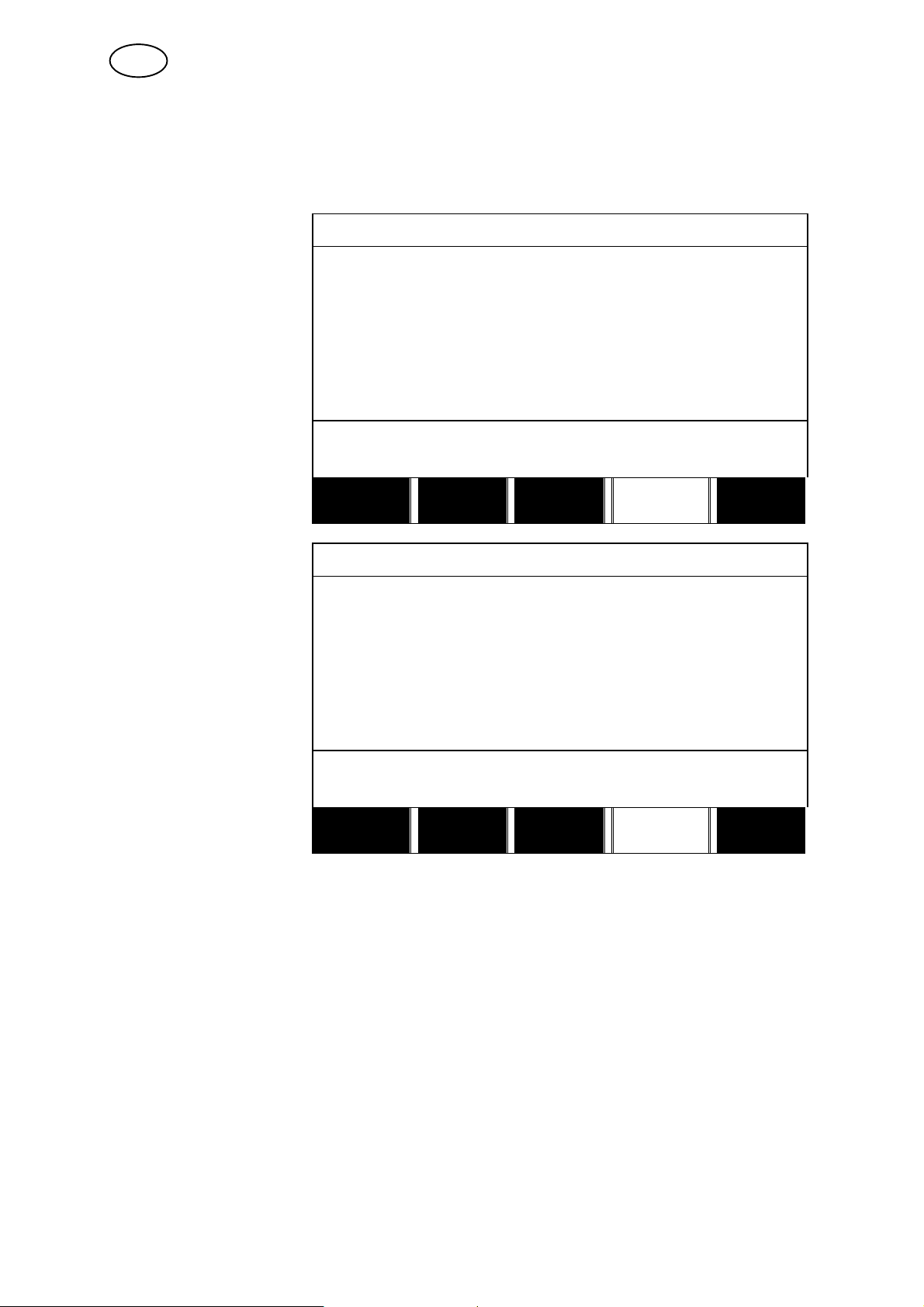
7.5 Kopírování
Chcete-li zkopírovat obsah souboru svařovacích dat do nové pamĕťové pozice,
postupujte takto:
Stiskněte 2. FUNKCE
(2ND FUNCT).
Vyberte paměťovou po
zici, kterou chcete
zkopírovat, a stiskněte
tlačítko ZKOPÍRUJ
(COPY).
WELD DATA MEMORY
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
WELD DATA MEMORY
5 - (SAW)
DELETE
2ND
FUNCT QUIT
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPY RENAME
EDIT
2ND
FUNCT QUIT
bi24d1ja
- 30 -
© ESAB AB 2009
CZ
Nyní zkopírujeme obsah pamĕťové pozice 5 do pozice 50.
Vyberte paměťovou po
zici 1 a jedním z na
stavovacích ovladačů
přejděte na vybranou
WELD DATA MEMORY
1 -
5 - (SAW)
paměťovou pozici, v
tomto případě na pozici
50.Stiskněte ANO
(YES).
COPY
DATA SET 5 TO POSITION: 50
NO YES
Nyní jsou svařovací data z čísla 5 zkopírována do pamĕťové pozice 50.
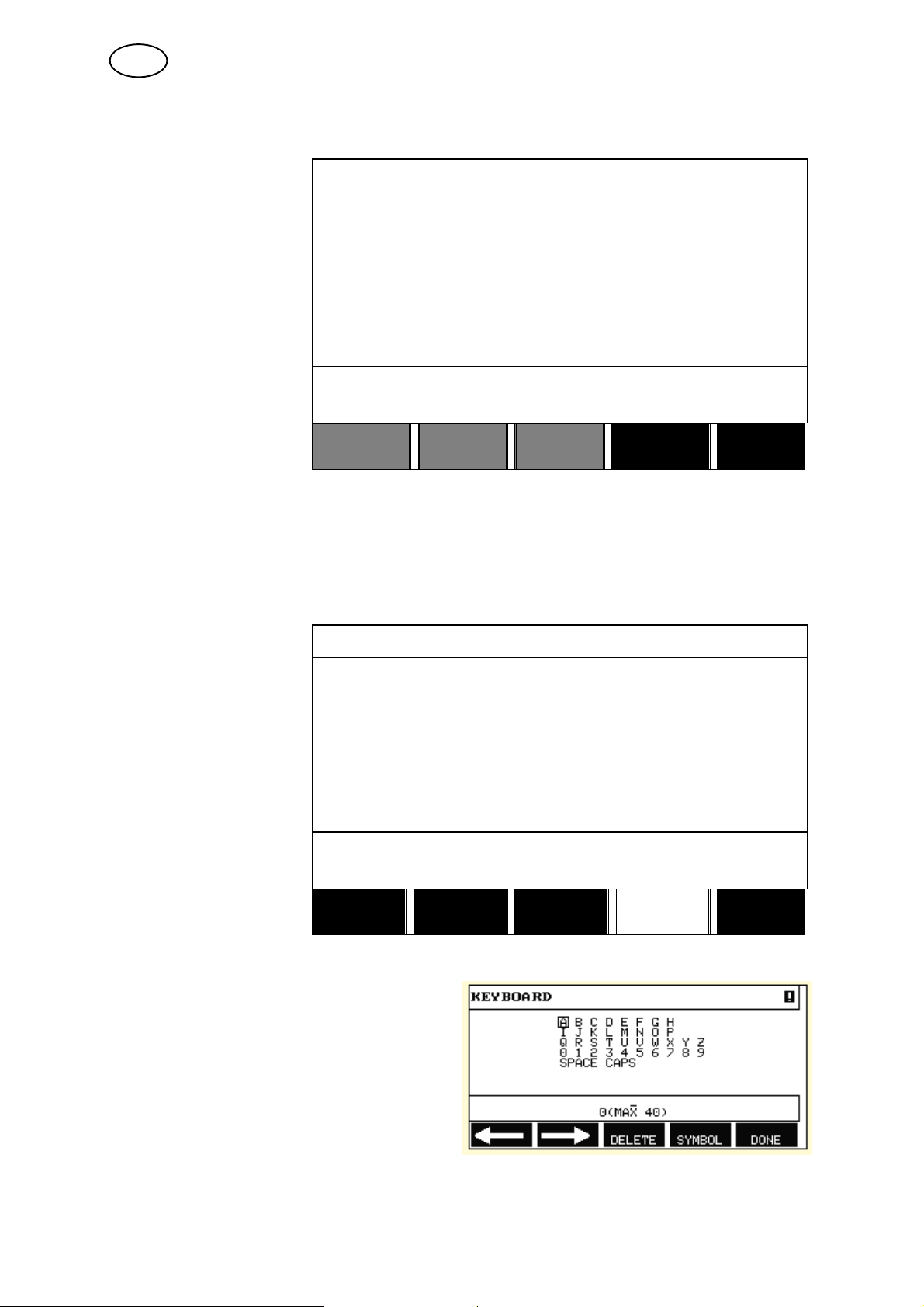
7.6 Název
Chcete-li přidĕlit uloženému souboru svařovacích dat vlastní název, postupujte takto:
Stiskněte 2. FUNKCE
(2ND FUNCT). Vyberte
paměťovou pozici, kte
rou chcete přej
WELD DATA MEMORY
5 - (SAW)
50 -
menovat, a stiskněte
tlačítko
PŘEJMENOVAT
(RENAME).
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPY RENAME
EDIT
Zde získáte přístup ke klávesnici, která se používá takto:
S Pomocišípek a polohovacího
ovladače umístĕte kurzor na
požadovaný znak klávesnice.
Stisknĕte tlačítko HOTOVO (DONE).
Tímto způsobem zadejte celý textový
řetĕzec o maximální délce 40 znaků.
2ND
FUNCT QUIT
S Uložte ho stisknutím tlačítka
HOTOVO (DONE). Nyní je
pojmenovaná alternativa zobrazena v
seznamu.
bi24d1ja
- 31 -
© ESAB AB 2009

CZ
7.7 Úpravy
Chcete-li upravit obsah souboru svařovacích dat, postupujte takto:
Stiskněte 2. FUNKCE
(2ND FUNCT). Vyberte
paměťovou pozici, kte
rou chcete upravit, a
potom stiskněte tlačítko
UPRAVIT (EDIT).
WELD DATA MEMORY
1 2 3 4 -
5 - (SAW)
6 7 -
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPY
EDIT
2ND
FUNCT QUIT
Zobrazí se část hlavního menu a v nĕm se objeví symbol , který znamená, že
nyní jste v režimu úprav.
Stisknĕte NASTAV
(SET) a proveďte
příslušné zmĕny.
SAW
REGULATION TYPE CA
WIRE TYPE SS FLUX CORED
WIRE DIMENSION 2.0 mm
bi24d1ja
SET QUIT
- 32 -
© ESAB AB 2009

CZ
Zobrazí se následující menu:
V tomto příkladu
SAW WELD DATA SETTING
zmĕníme svařovací
proud ze 400 A na 500
A.
Vyberte svařovací
proud (CURRENT) a
jedním z nastavovacích
ovladačů přejděte na
500.
Dvakrát stisknĕte
VOLTAGE 20.0 V
CURRENT 500 A
TRAVEL SPEED 0 cm/min
DIRECTION J
START DATA"
STOP DATA"
DYNAMIC REGULATION AUTO
SETTING LIMITS"
MEASURE LIMITS"
KONEC (QUIT).
Nyní je upraveno a uloženo nastavení svařovacích dat číslo 5.
8 KONFIGURAČNÍ MENU
Hlavní menu Menu Konfigurace
QUIT
Toto menu obsahuje následující dílčí menu:
S Jazyk, viz kapitola 1.2.1 "Volba jazyka"
S Funkce zámku, viz kapitola 8.1
S Základní nastavení, viz kapitola 8.2
S Nastavení stroje, viz kapitola 8.3
S Délka kabelu, viz kapitola 8.4
S Servis, viz kapitola 8.5
S Nastavení sítě, viz kapitola 8.6
bi24d1ja
- 33 -
© ESAB AB 2009

CZ
8.1 Funkce zámku
Hlavní menu Menu Konfigurace Funkce zámku
Když je aktivována funkce zámku a nacházíte se na obrazovce měření nebo v menu
rychlé volby, musíte zadat heslo (kód zámku), abyste mohli tato menu opustit.
CODE LOCK
LOCK STATUS OFF
SET / CHANGE LOCK CODE
QUIT
Funkce zámku se aktivuje v konfiguračním menu.
8.1.1 Stav funkce zámku
Ve stavu funkce zámku můžete aktivovat/deaktivovat funkci zámku, aniž by se
stávající kód zámku smazal v případĕ, že funkci zakážete. Jestliže není uložen
žádný kód a pokusíte se aktivovat funkci zámku, zobrazí se klávesnice pro zadání
nového kódu zámku.
Opuštĕní funkce zámku
Pokud jste na obrazovce mĕření nebo v menu rychlé volby a funkce zámku je
deaktivována, můžete tato menu opustit bez jakéhokoliv omezení tak, že stisknete
tlačítko KONEC (QUIT) nebo MENU v případĕ, že chcete přejít do hlavního menu.
Pokud je funkce aktivována a pokusíte se opustit menu, zobrazí se následující
obrazovka upozorňující uživatele na ochranu ve formĕ zámku.
PRESS ENTER FOR LOCK CODE...
PRESS ENTER FOR
LOCK CODE...
Zde můžete vybrat KONEC (QUIT) pro zrušení a návrat do předchozího menu nebo
stisknutím tlačítka ENTER pokračovat k zadání kód zámku.
Potom přejdete do menu s klávesnicí, kde můžete zadat kód zámku. Po každém
znaku stisknĕte tlačítko ENTER a potvrďte kód dalším stisknutím tlačítka ENTER.
bi24d1ja
- 34 -
© ESAB AB 2009

CZ
Zobrazí se následující textové pole:
UNIT UNLOCKED!
Pokud je kód nesprávný, zobrazí se chybové hlášení nabízející možnost znovu
zadat kód nebo se vrátit do původního menu, tj. na obrazovku mĕření nebo do menu
rychlé volby.
Pokud je kód správný, zruší se blokování všech ostatních menu, ačkoliv funkce
zámku zůstane aktivována. To znamená, že můžete dočasnĕ opustit obrazovku
mĕření a menu rychlé volby, avšak po návratu do tĕchto menu zůstane zachován
stav zámku.
8.1.2 Zadání/úprava kódu zámku
V menu pro zadání/úpravu kódu zámku můžete upravit stávající kód zámku nebo
zadat nový. Kód zámku může být tvořen maximálnĕ šestnácti volitelnými písmeny
nebo číslicemi.
UNIT UNLOCKED!
8.2 Základní nastavení
Hlavní menu Menu Konfigurace Základní nastavení
V tomto menu můžete nastavovat:
S Programová tlačítka rychlé volby, viz kapitola 8.2.1
S Protokolování dat kvality do souboru, viz kapitola 8.2.2
S Nastavení programových tlačítek, viz kapitola 8.2.3
S Automatické ukládání svařovacích dat, viz kapitola 8.2.4
S Jednotky délky, viz kapitola 1.2.2 "Mĕrné jednotky"
8.2.1 Programová tlačítka rychlé volby
V menu rychlé volby jsou zobrazena programová tlačítka SVAŘOVACÍ DATA 1
(WELD DATA 1) až SVAŘOVACÍ DATA 4 (WELD DATA 4).
SAW: CA 16
A 450 Amp
V 30.0 Volt
bi24d1ja
50 cm/min
WELD
DATA 1
WELD
DATA 2
- 35 -
WELD
DATA 3
WELD
DATA 4
© ESAB AB 2009
2ND
FUNCT

CZ
Konfigurují se následujícím způsobem:
Umístĕte kurzor na řá
dek ČÍSLO TLAČÍTKA
(SOFT KEY NUMBER).
FAST MODE SOFT KEYS
SOFT KEY NUMBER 1
ASSOCIATED WELD DATA 5
SAW: CA: FE SOLID: 0.8 mm
20.0 V: 500 A: 0 cm/min
STORE
DELETE QUIT
Tlačítka jsou očíslována zleva doprava od 1 do 4. Požadované programové tlačítko
vyberte tak, že pomocí nastavovacích ovladačů zadáte jeho číslo.
Potom přejdĕte na další řádek PŘIŘAZENÍ TLAČÍTEK PARAMETRŮM
(ASSOCIATED WELD DATA). Zde můžete procházet mezi soubory svařovacích dat,
které jsou uloženy v pamĕti svařovacích dat. Pomocí nastavovacích ovladačů
vyberte požadované číslo svařovacích dat. Uložte ho stisknutím tlačítka ULOŽ
(STORE). Chcete-li odstranit uložený soubor, stisknĕte tlačítko VYMAŽ (DELETE).
8.2.2 Protokolování dat kvality do souboru
V menu PROTOKOL
KVALITY DO SOUB.
(QUALITY DATA LOG
TO FILE) je možné ak
tivovat protokolování
volbou ZAPNUTO
(ON).
GENERAL CONFIGURATION
FAST MODE SOFT BUTTONS 1
QUALITY DATA LOG TO FILE ON
SOFT KEYS SETUP"
AUTO SAVE MODE OFF
UNIT OF LENGTH METRIC
Více informací o nastavení funkcí kvality najdete v kapitole 9.7.
QUIT
bi24d1ja
- 36 -
© ESAB AB 2009

CZ
8.2.3 Konfigurace programových tlačítek
Již jsme popsali "programová" tlačítka na ovládacím panelu. Při svařování pod
tavidlem (SAW) a obloukovém svařování tavící se elektrodou v plynu (GMAW) má
uživatel možnost nastavit funkce tĕchto tlačítek volbou ze seznamu daných
možností. K dispozici je osm programových tlačítek, kterým lze přiřadit nĕjakou
funkci.
Lze volit mezi následujícími možnostmi:
S Prázdný
S Plyn/tavidlo
S Nastavené hodnoty
V menu měření se místo naměřených hodnot zobrazují nastavené referenční
hodnoty.
S Relé 2
Nastavuje výstup relé č. 2 na desce motoru, který může zákazník použít pro
jakoukoliv funkci.
S Směr Y - J.
S Dálkové I/O
Používá se v případě, že chcete ovládat PEK a napájecí zdroj pro svařování
prostřednictvím externí jednotky I/O.
S Externí osa
Musí se aktivovat v případě, že se používá externí jednotka I/O například k
ovládání válcového dopravníku.
S Tandem
Používá se při svařování se dvěma svařovacími hlavami.
S Studený drát (ICE)
Používá se v případě, že do svarové lázně se podává drát bez napětí a na
displeji se má zobrazovat rychlost studeného drátu.
Na displeji jsou dva
sloupce, jeden pro
PROGR. TLAČ. (SOFT
KEYS) a jeden pro
FUNKCI (FUNCTION).
SOFT KEYS SETUP
SOFT KEYS FUNCTION
S1 NONE
S2 NONE
S3 NONE
S4 NONE
S1 2ND FUNCT NONE
S2 2ND FUNCT NONE
S3 2ND FUNCT NONE
S4 2ND FUNCT NONE
bi24d1ja
QUIT
- 37 -
© ESAB AB 2009

CZ
Když přiřadíte tĕmto tlačítkům funkce, budou očíslována zleva doprava následujícím
způsobem:
2ND
S1 S2 S3 S4
FUNCT
S1 2ND
FUNCT
S2 2ND
FUNCT
S3 2ND
FUNCT
S4 2ND
FUNCT
Chcete-li přiřadit programovému tlačítku novou funkci, postupujte takto:
Umístĕte kurzor na řá
dek s číslem
programového tlačítka,
které chcete použít, a
stisknĕte tlačítko
ENTER. Zobrazí se
překryvné menu s vol
bami funkcí. Vyberte
jednu polohovacím
ovladačem a stisknĕte
tlačítko ENTER.
SOFT KEYS SETUP
SOFT KEYS FUNCTION
S1 NONE
S2 NONE
S3 NONE
S4 NONE
S1 2ND FUNCT NONE
S2 2ND FUNCT NONE
S3 2ND FUNCT NONE
S4 2ND FUNCT NONE
2ND
FUNCT
QUIT
Stejným způsobem můžete přiřadit nové funkce ostatním tlačítkům tak, že spárujete
čísla tlačítek v levém sloupci s funkcemi v pravém sloupci.
8.2.4 Režim automatického ukládání
Když je soubor svařovacích dat vyvolán z pamĕťové pozice v pamĕti svařovacích
dat a zmĕníte nastavení, tyto zmĕny se po zastavení svařování automaticky uloží do
naposled vyvolané pamĕťové pozice v pracovní pamĕti.
Ruční ukládání svařovacích dat do pamĕťové pozice blokuje následující automatické
uložení.
V horním pravém oknĕ obrazovky mĕření je zobrazena pamĕťová pozice, do které
jsou uložena svařovací data.
bi24d1ja
- 38 -
© ESAB AB 2009
CZ
8.3 Nastavení stroje
Hlavní menu Menu Konfigurace Nastavení stroje
V tomto menu můžete nastavovat:
S Kód výrobku, viz kapitola 8.3.1
S Osa podávání drátu, viz kapitola 8.3.2
S Osa podávání studeného drátu 8.3.3
S Osa posunu, viz kapitola 8.3.4
S Vnĕjší osa, viz kapitola 8.3.5
S Tandem, viz kapitola 8.3.6 a 8.3.7
S Paralelní napájecí zdroje 8.3.8
S Podávání studeného drátu 8.3.9
S Nastavení ID UZLU, viz kapitola 8.3.10
8.3.1 Kód výrobku
V menu KÓD
MACHINE CONFIGURATION
VÝROBKU (PRODUCT
CODE) je možné vybrat
automatický svařovací
stroj, sloup a výložník,
válcový dopravník nebo
PRODUCT CODE A2TFX
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM OFF
polohovač, který se má
použít.
QUIT
Při volbĕ kódu výrobku se automaticky vybere správný typ motoru a převodový
pomĕr pro použitou převodovku v příslušném výrobku.
Lze vybírat následující volby:
S A2TFJ1
Tažný automatický svařovací stroj A2 pro svařování pod tavidlem (SAW)
S A2TGJ1
Tažný automatický svařovací stroj A2 pro obloukové svařování tavící se
elektrodou v plynu (GMAW)
S A6TFF1
Tažný automatický svařovací stroj A6 pro svařování pod tavidlem (SAW)
S FREE 2 AXIS
Volitelná konfigurace pro připojení dvou motorů k desce pohonu. Jeden je určen
pro podávání drátu a jeden pro posuvný pohyb.
S FREE 3 AXIS
Doplňková konfigurace pro připojení externích válcových dopravníků,
polohovačů nebo lineární osy a rovnĕž dvou motorů k desce pohonu. Jeden je
určen pro podávání drátu a jeden pro posuvný pohyb.
bi24d1ja
- 39 -
© ESAB AB 2009

CZ
8.3.2 Osa podávání drátu
Motor podavače drátu se nastavuje automaticky podle níže uvedených tabulek.
A2TFJ1 A2TGJ1 A6TFF1
Motor 5035 38 OT./MIN 5035 68 OT./MIN VEC4000
Převod 1 49:1 49:1 156:1
Převod 2 1:1 1:1 1:1
Průmĕr podávacích
kladek
Snímač impulsů 28 ppr 28 ppr 32 ppr
Nízká ruční rychlost 150 cm/min 150 cm/min 150 cm/min
Vysoká ruční rychlost 300 cm/min 300 cm/min 300 cm/min
Motor VEC 4000 VEC 4000
Převod 1 156:1 156:1
Převod 2 1:1 1:1
Průmĕr podávacích
kladek
Snímač impulsů 32 ppr 32 ppr
Nízká ruční rychlost 150 cm/min 150 cm/min
Vysoká ruční rychlost 300 cm/min 300 cm/min
49 mm 49 mm 49 mm
FREE 2 AXIS FREE 3 AXIS
49 mm 49 mm
8.3.3 Osa podávání studeného drátu (ICE)
FREE 2 AXIS FREE 3 AXIS
Motor VEC 4000 VEC 4000
Převod 1 156:1 156:1
Převod 2 1:1 1:1
Průmĕr podávacích
kladek
Snímač impulsů 32 ppr 32 ppr
Nízká ruční rychlost 150 cm/min 150 cm/min
Vysoká ruční rychlost 300 cm/min 300 cm/min
49 mm 49 mm
bi24d1ja
- 40 -
© ESAB AB 2009
CZ
8.3.4 Osa posunu
Motor posunu se nastavuje automaticky podle níže uvedených tabulek.
A2TFJ1 A2TGJ1 A6TFF1
Motor 4030-350 4030-350 FHP258
Převod 1 375:10 375:10 24:1
Převod 2 51:1 51:1 51:1
Průmĕr kola 158 mm 158 mm 180 mm
Snímač impulsů 60 ppr 60 ppr 28 ppr
Vysoká ruční rychlost 200 cm/min 200 cm/min 200 cm/min
FREE 2 AXIS FREE 3 AXIS
Motor VEC 4000 VEC 4000
Převod 1 312:1 312:1
Převod 2 1:1 1:1
Průmĕr kola 65 mm 65 mm
Snímač impulsů 32 ppr 32 ppr
Vysoká ruční rychlost 200 cm/min 200 cm/min
8.3.5 Vnĕjší osa
Při připojení externího válcového dopravníku, polohovače nebo lineární osy se musí
zvolit FREE 3 AXIS.
Když je zvolen FREE 3 AXIS, motor se automaticky nastaví podle níže uvedených
tabulek.
Válcový do
pravník
Převod 1 560:1 560:1 560:1
Převod 2 111:22 111:22 111:22
Převod 3 1:1 1:1 1:1
Průmĕr kola 160 mm 160 mm 160 mm
Snímač impulsů 30 ppr 30 ppr 30 ppr
Vysoká ruční rychlost 200 cm/min 200 cm/min 200 cm/min
Pomĕr frekvencí 85:50 85:50 85:50
Motor 2000 ot./min 2000 ot./min 2000 ot./min
Průmĕr svaru 1000 mm - 1000 mm
Průmĕr válce 1000 mm - -
Lineární Polohovač
bi24d1ja
- 41 -
© ESAB AB 2009

CZ
8.3.6 Tandem pro LAF a TAF
Používá se při svařování se dvĕma svařovacími hlavami.
Umístĕte kurzor na řá
MACHINE CONFIGURATION
dek TANDEM
(TANDEM) a stisknĕte
tlačítko ENTER.
Polohovacím ovlada
čem vyberte ZAPNUTO
(ON) a stisknĕte tlačít
ko ENTER.
PRODUCT CODE A2TFX
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM ON
b WELDING HEAD HEAD
b WELD HEAD OFFSET 20 mm
b WITH I/O ON
QUIT
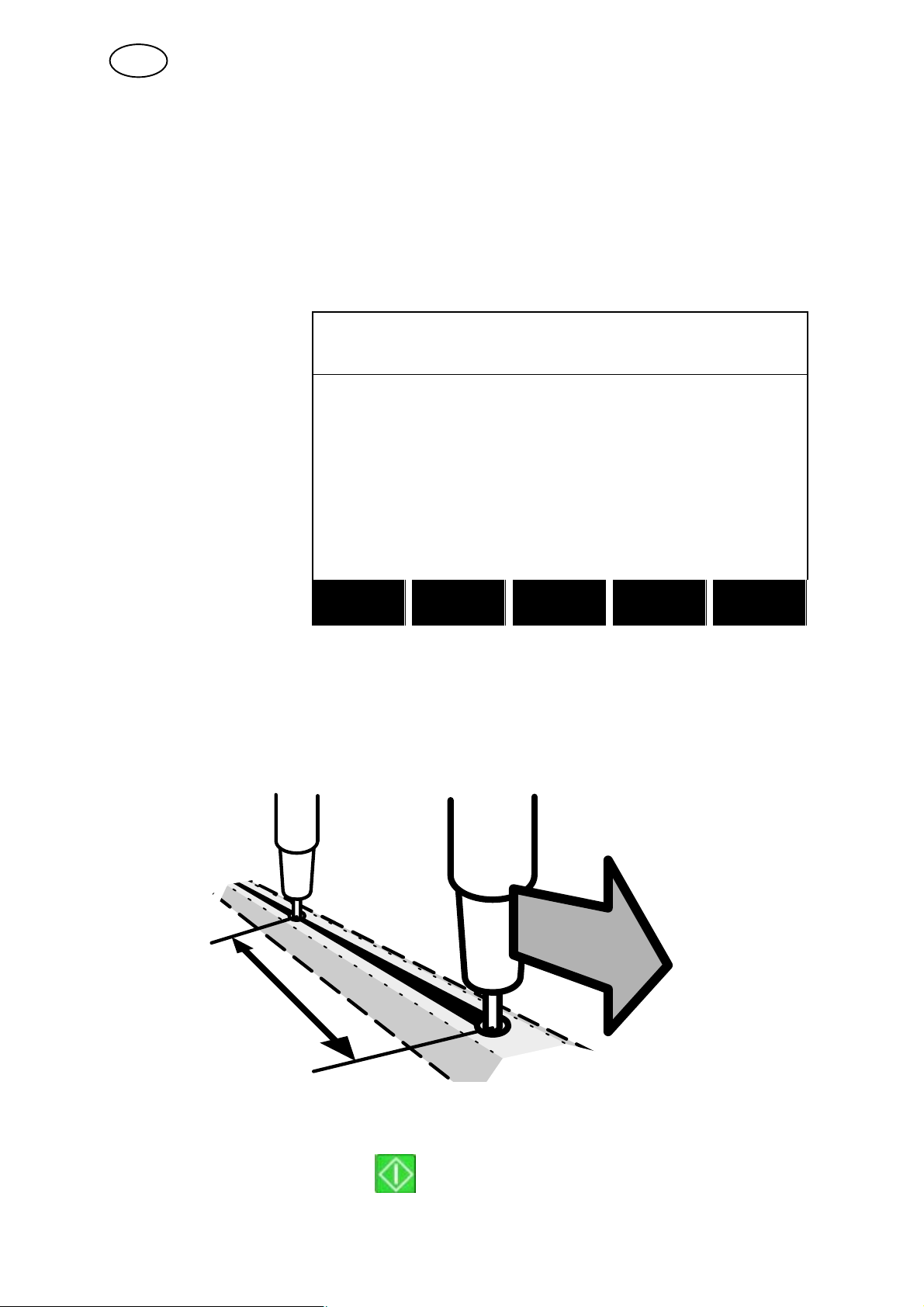
Chcete-li svařovat se dvĕma svařovacími hlavami, musí být zvolena funkce POSUN
SVAŘ. HLAVY (WELD HEAD OFFSET).
POSUN SVAŘ. HLAVY (WELD HEAD OFFSET) je vzdálenost mezi svařovacími
hlavami v milimetrech.
Když specifikujete vzdálenost mezi svařovací hlavou 1 HLAVA (HEAD) a svařovací
hlavou 2 SPODEK (TAIL), ovládací jednotka přepočítá hodnotu na čas mezi
spuštĕním svařovací hlavy 1 a okamžikem, kdy se má spustit svařovací hlava 2.
Ovládací jednotka může vypočítat čas mezi spouštĕním a zastavováním napájecích
zdrojů pro danou vzdálenost v maximální délce 65 sekund. To znamená, že pokud je
specifikováno například 50 cm/min, lze zadat 2000 mm jako maximální hodnotu
POSUN SVAŘ. HLAVY (WELD HEAD OFFSET). To proto, aby čas nevypršel dříve,
než svařovací hlava 2 dosáhne počátečního bodu.
TAIL HEAD
WELD HEAD OFFSET
bi24d1ja
- 42 -
© ESAB AB 2009
CZ
POZOR!
Ujistĕte se, že obĕ ovládací jednotky mají nastavené stejné hodnoty POSUN SVAŘ.
HLAVY (WELD HEAD OFFSET), a specifikujte stejnou rychlost posunu. "Hlavní"
ovládací jednotka musí mít přiřazen parametr HLAVA (HEAD) a "podřízená"
ovládací jednotka parametr SPODEK (TAIL). Posuvný pohyb je vždy ovládán
"hlavní" jednotkou.
Specifikujte hodnoty pro svařování se dvĕma svařovacími hlavami následujícím
způsobem:
Umístĕte kurzor na řá
MACHINE CONFIGURATION
dek SVAŘOVACÍ
HLAVA (WELDING
HEAD).
Zvolte, zda se má na
stavení vztahovat na
"hlavní" ovládací
jednotku HLAVA
(HEAD) nebo na "pod
řízenou" ovládací
PRODUCT CODE A2TFX
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM ON
b SVAØOVACÍ HLAVA HLAVA
b WELD HEAD OFFSET 20 mm
b WITH I/O ON
jednotku SPODEK
(TAIL).
QUIT
S Umístĕte kurzor na řádek POSUN SVAŘ. HLAVY a specifikujte vzdálenost mezi
obĕma svařovacími hlavami.
Příklad, I/O ZAPNUTO
Svařovací hlava 2
(podřízená)
TAIL HEAD
Svařovací hlava 1 (hlavní)
WELD HEAD OFFSET
S Stiskněte spouštěcí tlačítko pro svařovací hlavu 1.
bi24d1ja
- 43 -
© ESAB AB 2009

CZ
S Svařovací hlava 1 začne svařovat.
S Svařovací hlava 2 začne svařovat pouze tehdy, pokud se dosáhne výchozí
polohy pro svařovací hlavu 1 (vzdálenosti dané parametrem POSUN SVAŘ.
HLAVY (WELD HEAD OFFSET)).
S Stiskněte zastavovací tlačítko pro svařovací hlavu 1.
S Svařovací hlava 1 přestane svařovat, ale bude se dále pohybovat.
S Svařovací hlava 2 přestane svařovat, jakmile dosáhne bodu, ve kterém přestalo
svařovat zařízení 1 (ve vzdálenosti dané parametrem POSUN SVAŘ. HLAVY
(WELD HEAD OFFSET)).
S Svařování je dokončeno.
Příklad, I/O VYPNUTO
Svařovací hlava 2
(podřízená)
TAIL HEAD
WELD HEAD OFFSET
Svařovací hlava 1 (hlavní)
S Současnĕ stisknĕte spouštĕcí tlačítka pro svařovací hlavu 1 a svařovací
hlavu 2.
S Svařovací hlava 1 začne svařovat.
S Svařovací hlava 2 začne poprvé svařovat, až dosáhne výchozí polohy pro
svařovací hlavu 1 (vzdálenosti dané parametrem POSUN SVAŘ. HLAVY (WELD
HEAD OFFSET)).
S Současnĕ stisknĕte zastavovací tlačítka pro svařovací hlavu 1 a svařovací
hlavu 2.
S Svařovací hlava 1 přestane svařovat, ale posuvný pohyb bude pokračovat.
S Svařovací hlava 2 se zastaví, až dosáhne bodu, ve kterém přestalo svařovat
zařízení 1 (ve vzdálenosti dané parametrem POSUN SVAŘ. HLAVY (WELD
HEAD OFFSET).
S Svařování je dokončeno.
bi24d1ja
- 44 -
© ESAB AB 2009

CZ
8.3.7 Tandem pro napájecí zdroj Aristo 1000
Používá se při svařování se dvěma nebo více svařovacími hlavami. Každá svařovací
hlava je ovládána vlastní ovládací jednotkou (PEK).
Umístěte kurzor na řá
dek TANDEM
(TANDEM) a stiskněte
tlačítko ENTER.
Polohovacím ovlada
čem vyberte ZAPNUTO
(ON) a stiskněte tlačít
ko ENTER.
Vybere se přední sva
řovací hlava.
Vybere se zadní sva
řovací hlava.
TANDEM
TANDEM ON
b WELDING HEAD HEAD
b TRAVEL CONTROL ON
b SYNCRONIZED WELD START ON
b SYNCRONIZED AC WELDING ON
TANDEM INFORMATION"
KONEC
TANDEM
TANDEM ON
b WELDING HEAD TAIL
b TRAVEL CONTROL ON
b SYNCRONIZED WELD START ON
b WELD HEAD OFFSET 20 mm
b SYNCRONIZED AC WELDING ON
b PHASE SHIFT 0
QUIT
SVAŘOVACÍ HLAVA (WELDING HEAD)
Vyberte, zda se má použít přední (HEAD) nebo zadní (TAIL) svařovací hlava.
ŘÍZENÍ POSUNU (TRAVEL CONTROL)
Vyberte, zda má svařovací hlava řídit posun. Posun lze řídit jak přední, tak zadní
svařovací hlavou, ale vždy pouze jednou z nich.
SYNCHR. SPUŠŤ. SVAŘ. (SYNCRONIZED WELD START)
Je-li zvoleno ZAPNUTO, znamená to, že je třeba spustit pouze ovládací jednotku pro
přední svařovací hlavu. Zadní hlava se spustí automaticky. Je-li zvoleno VYPNUTO
(OFF), všechny svařovací hlavy se musí spouštět pomocí příslušné ovládací
jednotky.
SYNCHR. SVAŘ. STŘ. PR. (SYNCRONIZED AC WELDING)
Synchronizované svařování střídavým proudem znamená, že frekvence a vyvážení
střídavých impulsů ve všech svařovacích hlavách tandemového systému jsou
synchronizovány na stejné hodnoty.
bi24d1ja
- 45 -
© ESAB AB 2009

CZ
INF. O TANDEMU (TANDEM INFORMATION)
Na ovládací jednotce pro přední svařovací hlavu se zobrazují informace o tom, jaké
napájecí zdroje jsou v systému, i o zadní svařovací hlavě.
POSUN SVAŘ. HLAVY (WELD HEAD OFFSET)
POSUN SVAŘ. HLAVY (WELD HEAD OFFSET) je vzdálenost mezi svařovacími
hlavami v milimetrech. Toto nastavení má význam pouze v případě, že je zvoleno
synchronizované spouštění svařování.
SPODEK HLAVA
POSUN SVAŘ. HLAVY
FÁZOVÝ POSUN (PHASE SHIFT)
Fázový posun znamená odchylku fáze vzhledem k přední svařovací hlavě. Hodnota
je ve stupních.
8.3.8 Paralelní napájecí zdroje
Pokud se používají pa
MACHINE CONFIGURATION
ralelně zapojené
zdroje, ze se nastavují
identifikátory.
Umístěte kurzor na řá
dek ID PODŘÍZENÉHO
UZLU (SLAVE NODE
ID)a vyberte jeden z
nastavovacích ovlada
čů.
PRODUCT CODE A2TFX
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM"
PARALLEL POWER SOURCES ON
b SLAVE NODE ID 10
COLD WIRE FEED OFF
NODE ID SETTINGS"
bi24d1ja
QUIT
- 46 -
© ESAB AB 2009

CZ
8.3.9 Podávání studeného drátu (ICE)
Volbu Podávání stu
deného drátu (ON) lze
vybrat v menu konfigu
race zařízení.
Je-li zvolena volba Po
dávání studeného drá
tu, zobrazí se položka
Osa podávání stu
deného drátu.
Nastavení osy po
dávání studeného drátu
musí být stejné jako na
stavení osy podávání
drátu.
MACHINE CONFIGURATION
PRODUCT CODE FREE 2 AXIS
WIRE FEED AXIS"
ICE WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM OFF
ICE WIRE FEED ON
NODE ID SETTINGS"
QUIT
ICE WIRE FEED AXIS
MOTOR 5035 38RPM
GEAR 1" ON
b N 1 156
b N 2 1
GEAR 2" ON
b N 1 1
b N 2 1
FEED ROLLER DIAM 49 mm
ENCODER PULSES 32 ppr
LOW MANUAL SPEED 150 cm/min
QUIT
S Motor se vybírá z rozevíracího seznamu s následujícími volbami:
5035 38RPM
5035 68RPM
FHP 258
VEC8000
VEC4000
DUNKER1
DUNKER2
MET3B
VEC4000Par
4030-350
S PŘEVOD 1 (GEAR 1) musí být nastaven na ZAPNUTO (ON). Hodnota nesmí být
VYPNUTO (OFF).
S PŘEVOD 2 (GEAR 2) musí být normálně nastaven na ZAPNUTO (ON), lze však
zvolit VYPNUTO (OFF).
S Hodnoty N1 a N2 pod položkami Převod 1 a 2 se nastavují jedním ze tří
nastavovacích ovladačů v dolní části panelu. Interval pro N1 a N2 je závislý na
zvoleném motoru.
bi24d1ja
- 47 -
© ESAB AB 2009
CZ
S Průměr podávacích kladek (FEED ROLLER DIAM) se vybírá kterýmkoliv
nastavovacím ovladačem. Interval je závislý na zvoleném motoru.
S Kodér pro impulsy (ENCODER-PULSES) se vybírá kterýmkoliv nastavovacím
ovladačem. Interval je v rozsahu 1 - 9998 ppr (ppr = impulsy na otáčku).
S NÍZKÁ RUČNÍ RYCHLOST (LOW MANUAL SPEED) se vybírá kterýmkoliv
nastavovacím ovladačem. Interval je 1 - 1000 cm/min.
S VYSOKÁ RUČNÍ RYCHLOST (HIGH MANUAL SPEED) se vybírá kterýmkoliv
nastavovacím ovladačem. Interval je 1 - 5000 cm/min.
8.3.10 Nastavení identifikátoru uzlu
Pokud jsou v systému vstupní/výstupní uzly, zde jsou uvedena identifikační čísla.
Během tandemového provozu se může hodnota CAN 2 ID lišit od všech ovládacích
jednotek (PEK) v systému. Je vhodné nastavit svařovací hlavu 1 na CAN 2 ID = 1,
svařovací hlavu 2 na CAN 2 ID = 2 atd.
NODE ID SETTINGS
POWER SOURCE CAN 2 ID 1
I/O NODE 1 ID 17
I/O NODE 2 ID 25
QUIT
8.4 Délka kabelu
Napĕtí oblouku je ovlivňováno impedancí svařovacích kabelů. Impedance je
ovlivňována délkou a průřezem kabelů a rovnĕž tím, jak jsou vedené. To se
projevuje zejména při svařování střídavým proudem.
Je-li stanovena aktuální délka kabelů, provádí se kompenzace poklesu napĕtí v
dlouhých kabelech.
Musí být vložena celková délka kabelu (svařovacího kabelu včetnĕ konektoru).
Pozor! Při použití dvou kabelů se musí sečíst průřezy všech kabelů.
Tato funkce je aktivní bĕhem spouštĕní dříve, než napájecí zdroj obdrží namĕřenou
hodnotu, kterou může regulovat.
Pokud bylo zvoleno "Max. OCV", tato funkce je neaktivní.
bi24d1ja
- 48 -
© ESAB AB 2009

CZ
8.5 Údržba
Hlavní menu Menu Konfigurace Servis
V tomto menu se nastavuje, jak často se má mĕnit kontaktní špička. Na řádku
INTERVAL VÝMĔNY KONT. ŠPIČKY (CONTACT TIP CHANGE INTERVAL)
stanovte počet zahájených svarů, po jakém se má vymĕnit špička, a stisknĕte
tlačítko ENTER. Nastavovacími ovladači zmĕňte hodnotu. Po uplynutí daného
intervalu se v seznamu chyb zobrazí chybový kód 54.
Když je místo počtu spuštĕní zvolen LIMIT CELKOVÉ DOBY CHODU (TOTAL
RUNNING TIME LIMIT), kontaktuje se autorizovaný servisní technik ESAB.
MAINTENANCE
CONTACT TIP CHANGE INTERVAL 0 Welds
b WELD COUNT 0 Welds
TOTAL RUNNING TIME LIMIT 0d00:00:00
b TOTAL RUNNING TIME 0d00:00:00
QUIT
8.6 Nastavení sítě
Hlavní menu Menu Konfigurace Nastavení sítě
Tato nabídka umožňuje připojit nástroj pro správu k místní síti.
Více informací o nástroji pro správu najdete v návodu k použití k přístroji
WELDPOINT. Tento návod si můžete stáhnout ze stránek www.esab.com.
NETWORK SETTINGS
DHCP ON
IP ADDRESS 172.20.125.74
SUBNET MASK 0.0.0.0.
DEFAULT GATEWAY 0.0.0.0.
HOSTNAME ESAB_W82
QUIT
bi24d1ja
- 49 -
© ESAB AB 2009

CZ
8.6.1 Přehled systému
1 Napájecí zdroj pro svařování 4 Nástroj pro správu, Weldpoint
2 Podavač drátu/automatický svařovací stroj 5 Připojení k síti
3 Jednotka svařovacích dat, PEK 6 Paměť USB
bi24d1ja
- 50 -
© ESAB AB 2009

CZ
9 NÁSTROJE
Hlavní menu Nástroje
Toto menu obsahuje následující dílčí menu:
S Seznam chyb, viz kapitola 9.1
S Export/import, viz kapitola 9.2
S Správce souborů, viz kapitola 9.3
S Úprava limitů nastavení, viz kapitola 9.4
S Úprava limitů mĕření, viz kapitola 9.5
S Dokumentační funkce, viz kapitola 9.6
S Funkce kvality, viz kapitola 9.7
S Kalendář, viz kapitola 9.8
S Uživatelské účty, viz kapitola 9.9
S Informace o jednotce, viz kapitola 9.10
9.1 Seznam chyb
Hlavní menu Nástroje Seznam chyb
Chybové kódy se používají k signalizaci vzniku poruchy při svařování. Na displeji
jsou signalizovány překryvným menu a zobrazením vykřičníku v pravém horním
rohu.
Pozor! zmizí z displeje, jakmile vstoupíte do menu seznamu chyb.
Všechny chyby, k nimž dojde při používání svařovacího zařízení, jsou
dokumentovány jako chybová hlášení v seznamu chyb. Lze uložit až 99 chyb. Pokud
se seznam chyb zaplní, tj. pokud bylo uloženo 99 chybových hlášení, při výskytu
další chyby se automaticky smaže nejstarší hlášení.
V menu seznamu chyb lze najít následující informace:
S Číslo chyby
S Datum výskytu chyby
S Čas výskytu chyby
S Zařízení, v nĕmž se vyskytla chyba
S Kód chyby
bi24d1ja
- 51 -
© ESAB AB 2009

CZ
ERROR LOG
Index Datum Time Unit Error
1 081120 11:24:13 8 19
2 081120 10:24:18 8 18
3 081121 13:24:18 8 17
Error in battery-driven memory
DELETE
ALL
QUIT
9.1.1 Jednotky
2 = napájecí zdroj
6 = podávání drátu a posuvný pohyb (deska motoru)
8 = ovládací panel
9.1.2 Popis chybových kódů
Následuje popis kódů chyb, které může uživatel opravit vlastními silami. Pokud se
objeví jiný kód, restartujte stroj, a pokud chyba přetrvává, kontaktujte servisního
technika.
Chy
bový
kód
11 Chyba rychlosti motoru (podávání drátu, motor posunu)
Popis
6 Vysoká teplota
Napájecí zdroj se přehřál a přerušil svařování. Až teplota klesne pod maximální hodnotu,
bude možné pokračovat ve svařování.
Zákrok: Zkontrolujte, zda není vstup nebo výstup chladicího vzduchu zakrytý nebo ucpaný
nečistotami. Zkontrolujte používaný pracovní cyklus, aby bylo jisté, že se zařízení
nepřetĕžuje.
Pokud chyba přetrvává, vyžádejte si pomoc servisního technika.
7 Nízký svařovací proud
V důsledku příliš nízkého svařovacího proudu bĕhem svařování došlo ke zhasnutí
svařovacího oblouku.
Zákrok:Resetuje se při zahájení dalšího svařování. Pokud chyba přetrvává, vyžádejte
si pomoc servisního technika.
8 Nízké napĕtí baterie
Příliš nízké napĕtí baterie. Pokud baterii nevymĕníte, přijdete o všechna uložená data.
Tato chyba nevyřadí žádné funkce.
Zákrok: Vyžádejte si výmĕnu baterie servisním technikem.
Motor nemůže udržet rychlost. Svařování se zastaví.
Zákrok: Zkontrolujte, zda se podavač drátu nezablokoval nebo nebĕží příliš rychle. Pokud
chyba přetrvává, vyžádejte si pomoc servisního technika.
bi24d1ja
- 52 -
© ESAB AB 2009

CZ
Chy
bový
kód
12 Interní chyba při komunikaci (varování)
14 Chyba při komunikaci
17 Ztráta kontaktu s jednotkou
32 Neproudí plyn
43 Vysoký svařovací proud
44 Prodleva spuštĕní svařovacího proudu
Popis
Zatížení systémové sbĕrnice CAN je přechodnĕ příliš vysoké.
Napájecí zdroj nejspíš ztratil kontakt s ovládací jednotkou.
Zákrok: Zkontrolujte, zda je veškeré vybavení správnĕ připojeno. Pokud chyba přetrvává,
vyžádejte si pomoc servisního technika.
Systémová sbĕrnice CAN přestala dočasnĕ fungovat kvůli příliš vysokému zatížení.
Aktuální svařování se zastaví.
Zákrok: Zkontrolujte, zda je veškeré vybavení správnĕ připojeno. Vypnĕte napájení ze
sítĕ, abyste vynulovali jednotku. Pokud chyba přetrvává, vyžádejte si pomoc servisního
technika.
Ztráta kontaktu s jednotkou.
Zákrok: Zkontrolujte zapojení a konektor mezi ovládací jednotkou a napájecím zdrojem.
Pokud chyba přetrvává, vyžádejte si pomoc servisního technika.
Zabrání se spuštĕní.
Zákrok: Zkontrolujte plynový ventil, hadice a přípojky.
Napájecí zdroj vypnul svařování, protože proud překročil maximální hodnotu pro daný typ
zdroje.
Zákrok: Resetuje se při zahájení dalšího svařování. Pokud chyba přetrvává, vyžádejte si
pomoc servisního technika.
Svařování se zastavilo, protože bĕhem deseti sekund nepokročilo.
Zákrok: Resetuje se při zahájení dalšího svařování. Pokud chyba přetrvává, vyžádejte si
pomoc servisního technika.
9.2 Export/import
Hlavní menu Nástroje Export/import
V menu Export/import je možné přenášet informace mezi ovládacím panelem a
pamĕtí USB.
Lze přenášet následující informace:
S Soubory svařovacích dat Export/import
S Nastavení systému Export/import
S Limity nastavení Export/import
S Limity mĕření Export/import
S Seznam chyb Export
S Protokol funkce kvality Export
S Dokumentační funkce Export
Při ukládání do pamĕti USB postupujte takto:
Vložte pamĕť USB do ovládací jednotky.
bi24d1ja
- 53 -
© ESAB AB 2009

CZ
Vyberte řádek s
EXPORT/IMPORT
informacemi, které
chcete přenést.
Stisknĕte tlačítko
EXPORT (EXPORT)
nebo IMPORT
(IMPORT) podle toho,
zda chcete exportovat
nebo importovat
WELD DATA SETS
SYSTEM SETTINGS
SETTING LIMITS
MEASURE LIMITS
ERROR LOG
QUALITY FUNCTION LOG
PRODUCTION STATISTICS
informace.
EXPORT IMPORT
QUIT
9.3 Správce souborů
Hlavní menu Nástroje Správce souborů
Ve správci souborů lze spravovat informace v pamĕti USB (C:). Správce souborů
umožňuje ručnĕ odstraňovat a kopírovat svařovací data a data o kvalitĕ.
Po připojení pamĕti USB se na displeji zobrazí výchozí složka, pokud dříve nebyla
vybrána jiná složka.
Ovládací panel si pamatuje, kde jste byli při posledním použití správce souboru,
takže příštĕ se vrátíte na stejné místo ve struktuře souborů.
FILE MANAGER
..
NEW FOLDER
QData.xml
INFO UPDATE
ALT. QUIT
S Chcete-li zjistit, kolik volného místa zbývá v pamĕti, použijte funkci INFORMACE
(INFO).
S Aktualizujte informace stisknutím tlačítka AKTUAL. (UPDATE).
S Když chcete odstraňovat, zmĕnit název, vytvořit novou složku, kopírovat nebo
vkládat, stisknĕte tlačítko ALT. (ALT.). Zobrazí se seznam, z nĕhož můžete
vybírat. Pokud je vybrána položka (..) nebo složka, můžete pouze vytvořit novou
složku nebo vložit dříve zkopírovaný soubor. Pokud jste vybrali soubor, přibudou
volby PŘEJMENOVAT (RENAME), KOPÍROVAT (COPY) nebo VLOŽIT (PASTE)
v případĕ, že jste předtím zkopírovali nĕjaký soubor.
bi24d1ja
- 54 -
© ESAB AB 2009

CZ
Vyberte složku nebo
FILE MANAGER
soubor a stisknĕte tlačí
tko ALT. (ALT.).
Tento seznam se zobrazí po stisknutí tlačítka ALT.
(ALT.).
..
WeldData
NEW FOLDER
ErrorLog.xml
QData.xml
XWeldoffice.dat
INFO UPDATE
ALT. QUIT
COPY
PASTE
DELETE
RENAME
NEW FOLDER
9.3.1 Odstranĕní souboru/složky
Vyberte soubor nebo složku, kterou chcete odstranit, a stisknĕte ALT. (ALT.).
Vyberte ODSTRANIT (DELETE) a stisknĕte tlačítko
ENTER.
DELETE
RENAME
NEW FOLDER
Nyní se soubor/složka odstraní. Abyste mohli odstranit složku, musí být prázdná,
tzn. nejprve odstraňte soubory v této složce.
9.3.2 Přejmenování souboru/složky
Vyberte soubor nebo složku, kterou chcete přejmenovat, a stisknĕte ALT. (ALT.).
Vyberte PŘEJMENOVAT (RENAME) a stisknĕte
tlačítko ENTER.
DELETE
RENAME
NEW FOLDER
Na displeji se zobrazí klávesnice. Polohovacím ovladačem zmĕňte řádek a šipkami
se pohybujte doleva a doprava. Vyberte znak nebo funkci, kterou chcete použít, a
stisknĕte tlačítko ENTER.
9.3.3 Vytvoření nové složky
Vyberte místo, kam chcete umístit novou složku, a stisknĕte ALT. (ALT.).
Vyberte NOVÁ SLOŽKA (NEW FOLDER) a stisknĕte
tlačítko ENTER.
DELETE
RENAME
NEW FOLDER
Poté se na displeji zobrazí klávesnice. Polohovacím ovladačem zmĕňte řádek a
šipkami se pohybujte doleva a doprava. Vyberte znak nebo funkci, kterou chcete
použít, a stisknĕte tlačítko ENTER.
bi24d1ja
- 55 -
© ESAB AB 2009

CZ
9.3.4 Kopírování a vkládání souborů
Vyberte soubor, který chcete zkopírovat, a stisknĕte ALT. (ALT.).
Vyberte KOPÍROVAT (COPY) a stisknĕte tlačítko
ENTER.
COPY
PASTE
DELETE
RENAME
NEW FOLDER
Umístĕte kurzor do složky, do které chcete umístit kopírovaný soubor, a stisknĕte
ALT. (ALT. ).
Vyberte VLOŽIT (PASTE) a stisknĕte tlačítko ENTER.
COPY
PASTE
DELETE
RENAME
NEW FOLDER
Kopie se uloží jako Copy of plus původní název, např. Copy of WeldData.awd.
9.4 Editor limitů nastavení
Hlavní menu Nástroje Editor limitů nastavení
V tomto menu se nastavují vlastní max. a min. hodnoty pro různé metody svařování.
Limity nesmí být vĕtší nebo menší než hodnoty, na jaké je dimenzován napájecí
zdroj. K dispozici je 50 pamĕťových míst. Vyberte řádek pro prázdné pamĕťové
místo a stisknĕte tlačítko ENTER. Tlačítkem ENTER vyberte postup, polohovacím
ovladačem vyberte svařovací postup a stisknĕte tlačítko ENTER.
Pro všechny postupy lze zvolit maximální a minimální hodnoty napĕtí oblouku,
rychlosti podávání drátu, rychlosti posunu a svařovacího proudu.
EDIT LIMITS
PROCESS SAW
VOLTAGE MIN 17.0
VOLTAGE MAX 47.0
WIRE SPEED MIN 50
WIRE SPEED MAX 970
TRAVEL SPEED MIN 100
TRAVEL SPEED MAX 2400
CURRENT MIN 70
CURRENT MAX 1500
bi24d1ja
STORE
DELETE QUIT
- 56 -
© ESAB AB 2009

CZ
Až upravíte hodnoty, stisknĕte tlačítko ULOŽ (STORE). Při zobrazení dotazu, zda se
má hodnota limitu uložit na vybrané pamĕťové místo, stisknĕte NE (NO) nebo ANO
(YES). Hodnoty pamĕťových míst se zobrazují pod čárou ve spodní části.
Programovým tlačítkem AUTO (AUTO) se automaticky nastaví parametry podle
naposledy použitých parametrů.
Při zobrazení dotazu, zda se mají limity nastavit automaticky, stisknĕte NE (NO)
nebo ANO (YES) a potom ULOŽ (STORE), má-li být nastavení uchováno.
9.5 Editor limitů mĕření
Hlavní menu Nástroje Editor limitů mĕření
V tomto menu se nastavují vlastní namĕřené hodnoty pro různé metody svařování. K
dispozici je 50 pamĕťových míst. Vyberte řádek pro prázdné pamĕťové místo a
stisknĕte tlačítko ENTER. Tlačítkem ENTER vyberte postup, polohovacím
ovladačem vyberte svařovací postup a stisknĕte tlačítko ENTER.
Lze vybírat následující hodnoty:
S napĕtí oblouku: min., max.
S rychlost podávání drátu: min., max.
S svařovací proud: min., max.
S rychlost posunu: min., max.
S energie na jednotku délky: min., max.
Nastavovacími ovladači nastavte požadovanou hodnotu a stisknĕte tlačítko ULOŽ
(STORE).
Zobrazí se dialogové okno s dotazem, zda chcete uložit vybrané pamĕťové místo.
Chcete-li uložit hodnotu, stisknĕte tlačítko ANO. Hodnoty pamĕťových míst se
zobrazují pod čárou ve spodní části.
bi24d1ja
- 57 -
© ESAB AB 2009
CZ
MEASURE LIMITS
1 - SAW
2 - GMAW
3 4 5 6 7 -
0.0 - 46.9 Volt , 0 - 2495 cm/min
3 - 994 cm/min , 3 - 990 Amp
5 - 500 kJ/min
QUIT
Programovým tlačítkem AUTO (AUTO) se automaticky nastaví parametry podle
naposledy použitých namĕřených hodnot.
Při zobrazení dotazu, zda se mají namĕřené hodnoty nastavit automaticky, stisknĕte
NE (NO) nebo ANO (YES) a potom ULOŽ (STORE), má-li být nastavení uchováno.
9.6 Dokumentační funkce
Hlavní menu Nástroje Dokumentační funkce
Dokumentační funkce budou sledovat celkovou dobu oblouku, celkové množství
materiálu a počtu svarů od posledního vynulování. Také budou sledovat dobu
oblouku a množství materiálu použitého při posledním svaru. Pro informaci se
zobrazují také vypočítané množství roztaveného materiálu drátu na jednotku délky a
čas posledního nulování.
PRODUCTION STATISTICS
POSLEDNÍ SVAR CELKEM
ARCTIME 0s 0s
CONSUMED WIRE 0g 0g
BASED ON 1g/m
NUMBER OF WELDS 0
LAST RESET 081114 08:38:03
RESET UPDATE
QUIT
Když stisknete tlačítko VYMAŽ (RESET), všechny čítače se vynulují. Zobrazuje se
datum a čas posledního nulování.
Pokud nevynulujete čítače, vynulují se automaticky, až jeden z nich dosáhne
maximální hodnoty.
bi24d1ja
- 58 -
© ESAB AB 2009
CZ
Maximální hodnoty čítačů
Čas 999 hodin, 59 minut, 59 sekund
Hmotnost 13350000 gramů
Množství 65535
9.7 Funkce kvality
Hlavní menu Nástroje Funkce kvality
Funkce kvality sledují různá zajímavá svařovací data pro jednotlivé svary.
Jedná se o následující funkce:
S Čas zahájení svaru
S Délka svařování
S Maximální, minimální a průmĕrný proud bĕhem svařování
S Maximální, minimální a průmĕrné napĕtí bĕhem svařování
S Maximální, minimální a průmĕrná energie na jednotku délky bĕhem svařování.
Na řádku ve spodní části se zobrazuje počet svarů od posledního vynulování. Lze
uložit informace o maximálnĕ 100 svarech. Při více než 100 svarech se první
přepíše.
Na displeji se zobrazuje naposled zaznamenaný svar, nicménĕ lze procházet také
ostatní zaznamenané svary. Po stisknutí tlačítka VYMAŽ (RESET) se odstraní
všechny záznamy.
QUALITY FUNCTIONS
#WELD: 1 / 4
START 20090107 15:59:14
WELD TIME 00:00:20 WELD DATA:
HEAT INPUT: 3.12 kJ/mm
MAX MIN AVE.
I (Amp) 293.00 243.00 289.00
U (V) 41.50 16.20 39.40
Q (kJ/min) 7.00 0.00 2.00
NUMBER OF WELDS SINCE RESET: 4
RESET UPDATE
QUIT
bi24d1ja
- 59 -
© ESAB AB 2009

CZ
9.7.1 Uložení dat o kvalitĕ
Hlavní menu Nástroje Export/import
Soubory vytvářené ovládacím panelem se ukládají ve formátu xml. Pamĕť USB musí
být naformátována se systémem FAT32, jinak nebude fungovat.
Vložte do ovládacího panelu pamĕť USB, viz kapitola 9.3 "Správce souborů".
Vyberte PROTOKOL
FUNKCE KVALITY
(QUALITY FUNCTION
LOG), stisknĕte
EXPORT (EXPORT).
EXPORT/IMPORT
WELD DATA SETS
SYSTEM SETTINGS
SETTING LIMITS
MEASURE LIMITS
ERROR LOG
QUALITY FUNCTION LOG
PRODUCTION STATISTICS
EXPORT
QUIT
Nyní se do pamĕti USB uloží celý soubor dat o kvalitĕ (informace o 100 posledních
svarech), který je uložen v ovládacím panelu.
Tento soubor je ve složce s názvem QData. Složka QData se vytvoří automaticky po
vložení pamĕti USB.
9.8 Kalendář
Hlavní menu ! Nástroje ! Kalendář
Zde se nastavují datum a čas.
Vyberte řádek, který
chcete nastavit: rok,
mĕsíc, den, hodiny,
minuty nebo sekundy.
Jedním z nastavova
cích ovladačů nastavte
správnou hodnotu.
Stisknĕte tlačítko
DATE & TIME
YEAR 2008
MONTH NOV
DAY 21
HOUR 10
MINUTES 45
SECONDS 55
NASTAV (SET).
20100115 10:48:59
SET QUIT
bi24d1ja
- 60 -
© ESAB AB 2009

CZ
9.9 Uživatelské účty
Hlavní menu ! Nástroje ! Uživatelské účty
Nĕkdy je s ohledem na kvalitu důležité zabránit neoprávnĕným osobám v používání
výrobku.
V tomto menu se registrují jméno uživatele, úroveň účtu a heslo.
Vyberte UŽIVATELSKÉ
USER ACCOUNTS
JMÉNO (USER NAME)
a stisknĕte tlačítko
ENTER. Přejdĕte dolů
na prázdný řádek a
stisknĕte tlačítko
ENTER. Pomocí polo
USER NAME ADMINISTRATOR
b ÚROVEć ÚÈTU SPRÁVCE
b PASSWORD
USER ACCOUNTS OFF
hovacího ovladače,
šipek a tlačítka ENTER
zadejte na klávesnici
nové jméno uživatele.
STORE DELETE
QUIT
K dispozici je místo na šestnáct uživatelských účtů. V souborech dat o kvalitĕ bude
zřejmé, kteří uživatelé vytvořili konkrétní svary.
Pod ÚROVEŇ ÚČTU (ACCOUNT LEVEL) vyberte jednu z možností:
S Správce
úplný přístup (může přidávat nové uživatele)
S Nadřízený uživatel
má přístup ke všemu kromě položek:
S konfigurace stroje
S uživatelské účty
S nastavení sítě
S Normální uživatel
má přístup k položkám:
S V menu Konfigurace:
S Údržba
S V menu Nástroje:
S Informace o jednotce
S V menu Nastavení:
S Napětí
S Proud/podávání drátu
S Rychlost posunu
S Směr svařování
bi24d1ja
- 61 -
© ESAB AB 2009
CZ
Pomocí klávesnice zadejte heslo na řádku HESLO (PASSWORD). Po zapnutí
napájecího zdroje a aktivaci ovládacího panelu vás displej vyzve k zadání hesla.
Pokud se rozhodnete tuto funkci nepoužívat, ale chcete odblokovat napájecí zdroj a
ovládací panel pro všechny uživatele, vyberte UŽIVATELSKÉ ÚČTY VYPNUTO
(USER ACCOUNTS OFF).
9.10 Informace o jednotce
Hlavní menu ! Nástroje ! Informace o jednotce
V tomto menu můžete zjistit následující informace:
S ID stroje
S ID uzlu
2 = napájecí zdroj
6 = podávání drátu a posuvný pohyb (deska motoru)
8 = ovládací panel
S Verze softwaru
UNIT INFORMATION
Machine ID Node ID Software Version
44 8 1.00A
23 2 2.00A
5 6 1.18A
SETTING WELD DATA UNIT
QUIT
bi24d1ja
- 62 -
© ESAB AB 2009
PEK Control panel
Struktura menu
NO TAG63
SAW
PROCESS SAW
METHOD DC
REGULATION TYPE CA
WIRE TYPE FE SOLID
WIRE DIMENSION 0.8 MM
CONFIGURATION "
TOOLS"
SET MEASURE MEMORY
SAW
FAST
MODE
SET
Voltage
Welding current1) (CA)
Wire feed speed1) (CW)
Constant current1) (CC)
Ice wire feed speed
Ice wire start delay
Travel speed
1)
(CW)
1)
1)
(CW)
Direction
AC frequency
AC balance
AC offset
Start data
2)
- flux pre-flow
- start type
- wire creep start
- wire creep start speed
- start phases
- OCV
- max OCV
Stop data
2)
- flux post-flow
- crater filling
- crater filling time
- burnback time
- stop phases
Regulation parameters
- dynamics
- inductance
Setting limits
Measure limits
1) The setting range is dependent on the product used.
2) The menu shows the settings that belong to the selected regulation type.
bi24menu2
- 63 Edition 111222

PEK Control panel
GMAW
PROCESS GMAW
REGULATION TYPE CA
WIRE TYPE FE SOLID
WIRE DIMENTION 0.8 MM
CONFIGURATION "
TOOLS"
SET MEASURE MEMORY
SET
Arc voltage*
Welding current* (CA)
Wire feed speed* (CW)
Travel speed*
Direction
Start data
- gas pre-flow
- start type
- wire creep start
- wire creep start speed
- start phases
- OCV
- max OCV
Stop data
- gas post-flow
- crater filling
- crater filling time
- burnback time
- stop phases
Dynamic regulation
Setting limits
Measure limits
GMAW
FAST
MODE
* The setting range is dependent on the product used.
bi24menu2
- 64 Edition 111222

PEK Control panel
GOUGING
PROCESS GOUGING
REGULATION TYPE CA
ELECTRODE DIMENSION 8.0 MM
CONFIGURATION "
TOOLS"
SET MEASURE MEMORY
SET
Arc voltage*
Welding current* (CA)
Wire feed speed* (CW)
Travel speed*
Direction
Start data
- air pre-flow
- start type
- wire creep start
- wire creep start speed
- start phases
- OCV
- max OCV
Stop data
- air post-flow
- crater filling
- crater filling time
- burnback time
- stop phases
Dynamic regulation
Setting limits
Measure limits
GOUGING
FAST
MODE
* The setting range is dependent on the product used.
bi24menu2
- 65 Edition 111222
PEK Control panel
CONFIGURATION
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION
MACHINE CONFIGURATION
MAINTENANCE
CONFIGURATION
Configuration
QUIT
Language
Code lock
General configuration
- fast mode soft buttons
- quality data log to file
- soft keys setup
- auto save mode
- unit of length
Machine configuration
- product code
- wire feed axis
- ice wire feed axis
- travel axis
- parallel power sources
- ice wire feed
- node ID settings
Maintenance
- contact tip change interval
- total running time limit
bi24menu2
- 66 Edition 111222

PEK Control panel
TOOLS
ERROR LOG
EXPORT / IMPORT
QUALITY FUNCTIONS"
CALENDAR"
USER ACCOUNTS"
UNIT INFORMATION"
Tools
Error log
Export/import
-weld data sets
-system settings
-setting limits
-measure limits
-error log
-quality function log
-production statistics
Quality functions
Calendar
User accounts
Unit information
TOOLS
"
QUIT
bi24menu2
- 67 Edition 111222

Rozmĕr drátu
Submerged arc welding with constant ampere (SAW CA)
Wire type
Fe Solid 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
Fe Solid Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x4.0 2x5.0
Fe Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0
Fe Flux Cored Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x4.0
SS Solid 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
SS Solid Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x3.2 2x4.0
SS Strip 30 x 0.5 60 x 0.5 90 x 0.5
SS Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
SS Flux Cored Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x3.2 2x4.0
Wire diameter (mm)
MIG/MAG welding with constant ampere (GMAW CA)
Wire type
Fe Solid 0.8 1.0 1.2 1.6 2.0 2.4
Fe Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
SS Solid 0.8 1.0 1.2 1.6 2.0 2.4
SS Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
Al Solid 0.8 1.0 1.2 1.6 2.0 2.4
Al Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
Wire diameter (mm)
Gouging with constant ampere (CA)
Electrode dimension (mm)
8.0 9.5 13.0
bi24wire
- 68 -
© ESAB AB 2009

PEK Control panel
Objednací číslo
Ordering no. Denomination
0460 504 880 Control unit PEK
0460 949 170 Instruction manual SE
0460 949 171 Instruction manual DK
0460 949 172 Instruction manual NO
0460 949 173 Instruction manual FI
0460 949 174 Instruction manual GB
0460 949 175 Instruction manual DE
0460 949 176 Instruction manual FR
0460 949 177 Instruction manual NL
0460 949 178 Instruction manual ES
0460 949 179 Instruction manual IT
0460 949 180 Instruction manual PT
0460 949 181 Instruction manual GR
0460 949 182 Instruction manual PL
0460 949 183 Instruction manual HU
0460 949 184 Instruction manual CZ
0460 949 185 Instruction manual SK
0460 949 186 Instruction manual RU
0460 949 189 Instruction manual EE
0460 949 190 Instruction manual LV
0460 949 191 Instruction manual SI
0460 949 192 Instruction manual LT
0460 949 193 Instruction manual CN
Instruction manuals are available on the Internet at www.esab.com
bi24o
- 69 -
© ESAB AB 2009

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
www.esab.com
110915© ESAB AB
 Loading...
Loading...