


A2, A6 PEK Control Panel
Navod na pouitie
0460 949 285 SK 20151222 Valid for: from program version 4.10A

OBSAH
1 ÚVOD .................................................................................................................... 5
1.1 Ovládací panel......................................................................................................5
1.1.1 Klávesy a gombíky ............................................................................................. 6
1.2 Prvý krok...............................................................................................................7
1.2.1 Výber jazyka....................................................................................................... 7
1.2.2 Jednotky merania...............................................................................................9
1.3 Displej .................................................................................................................10
1.3.1 Symboly zobrazované na displeji..................................................................... 11
1.4 Všeobecné informácie o nastaveniach ............................................................ 11
1.4.1 Nastavenie číselných hodnôt ........................................................................... 11
1.4.2 Nastavenie so zadanými alternatívami ............................................................ 11
1.5 QUIT a ENTER .................................................................................................... 12
2 PONUKY ............................................................................................................. 13
2.1 Hlavná ponuka....................................................................................................13
2.1.1 Ponuka Konfigurácia (Configuration) ...............................................................14
2.1.2 Ponuka Nástroje............................................................................................... 14
2.1.3 Ponuka nastavenia zváracích údajov............................................................... 15
2.1.4 Ponuka Merania ............................................................................................... 16
2.1.5 Ponuka Pamäť zváracích údajov (Weld data memory).................................... 17
2.1.6 Ponuka Rýchly režim .......................................................................................18
3 OBLÚKOVÉ ZVÁRANIE POD TAVIVOM...........................................................19
3.1 Nastavenia pre oblúkové zváranie pod tavivom .............................................19
4 OBLÚKOVÉ ZVÁRANIE TAVIACOU SA ELEKTRÓDOU VPLYNE .................21
4.1 Nastavenia pre oblúkové zváranie taviacou sa elektródou vplyne ..............21
5 DRÁŽKOVANIE .................................................................................................. 23
5.1 Nastavenia pre drážkovanie ..............................................................................23
6 VYSVETLENIE FUNKCIÍ .................................................................................... 25
6.1 CA, konštantný prúd .......................................................................................... 25
6.2 CW, konštantný posuv drôtu ............................................................................25
6.3 CC, konštantný prúd .......................................................................................... 25
6.4 Rozmer drôtu / elektródy...................................................................................25
6.5 Napätie oblúka....................................................................................................25
6.6 Rýchlosť podávania drôtu ................................................................................25
6.7 Rýchlosť posuvu studeného drôtu (ICE) .........................................................25
6.8 Oneskorenie štartu studeného drôtu (ICE)......................................................25
6.9 Rýchlosť chodu..................................................................................................26
6.10 Smer zvárania.....................................................................................................26
6.11 Frekvencia AC .................................................................................................... 26
6.12 Vyváženie AC......................................................................................................26
0460 949 285 © ESAB AB 2015

OBSAH
6.13 Posunutie AC......................................................................................................26
6.14 Úvodné prúdenie taviva (SAW).........................................................................26
6.15 Úvodné prúdenie plynu (GMAW) ......................................................................26
6.16 Úvodné prúdenie vzduchu (drážkovanie) ........................................................26
6.17 Typ spúšťania.....................................................................................................26
6.18 Plazivé spúšťanie drôtu ....................................................................................27
6.19 Štartovacie fázy..................................................................................................27
6.20 Max. napätie na svorkách (OCV) ......................................................................27
6.21 Záverečné prúdenie taviva (SAW) ....................................................................27
6.22 Záverečné prúdenie plynu (GMAW)..................................................................28
6.23 Záverečné prúdenie vzduchu (drážkovanie) ...................................................28
6.24 Vyplňovanie kráterov .........................................................................................28
6.25 Doba odhorenia..................................................................................................28
6.26 Zastavovacie fázy............................................................................................... 28
6.27 Dynamická regulácia ......................................................................................... 29
6.28 Ovládacie parametre..........................................................................................29
6.29 Nastavovacie limity............................................................................................29
6.30 Meracie limity ..................................................................................................... 29
7 SPRÁVA PAMÄTE.............................................................................................. 30
7.1 Pracovná metóda ovládacieho panelu.............................................................30
7.2 Uložiť (Store) ......................................................................................................31
7.3 Vyvolať................................................................................................................32
7.4 Odstrániť............................................................................................................. 33
7.5 Kopírovať............................................................................................................34
7.6 Názov................................................................................................................... 36
7.7 Upraviť ................................................................................................................ 37
8 PONUKA KONFIGURÁCIA ................................................................................39
8.1 Kódová zámka .................................................................................................... 39
8.1.1 Stav režimu uzamknutia...................................................................................39
8.1.2 Špecifikovať/upraviť kód zámky ....................................................................... 40
8.2 Všeobecná konfigurácia (General configuration) ...........................................40
8.2.1 Softvérové klávesy rýchleho režimu................................................................. 41
8.2.2 Protokolovanie údajov kvality do súboru..........................................................42
8.2.3 Konfigurácia softvérového klávesu ..................................................................42
8.2.4 Režim Automatické uloženie............................................................................44
8.3 Konfigurácie stroja ............................................................................................ 44
8.3.1 Kód výrobku .....................................................................................................44
8.3.2 Os posuvu drôtu...............................................................................................45
8.3.3 Os studeného drôtu (ICE) ................................................................................46
0460 949 285 © ESAB AB 2015

OBSAH
8.3.4 Os chodu..........................................................................................................46
8.3.5 Vonkajšia os.....................................................................................................46
8.3.6 Tandem pre zváracie zdroje LAF aTAF...........................................................47
8.3.7 Zvárací zdroj Tandem pre Aristo 1000 .............................................................50
8.3.8 Paralelne zapojené zváracie zdroje (platí len pre zváracie zdroje
Aristo1000) .................................................................................................. 51
8.3.9 Posuv studeného drôtu ....................................................................................52
8.3.10 Polarita (platí len pre zvárací zdroj Aristo1000) ..............................................54
8.3.11 Nastavenia ID uzla (platí len pre zváracie zdroje Aristo1000) ........................ 54
8.3.12 Systémové informácie (platí len pre zvárací zdroj Aristo1000) ....................... 54
8.4 Dĺžky káblov (platí len pre zváracie zdroje LAF aTAF) ..................................54
8.5 Údržba ................................................................................................................. 55
8.6 Činiteľ filtra nameraných hodnôt (Measure–values filter factor)...................55
9 NÁSTROJE......................................................................................................... 56
9.1 Spracovanie udalostí (Event handling)............................................................56
9.1.1 Protokol udalostí (Event log) ............................................................................ 56
9.1.2 Aktívne chyby (Active errors) ...........................................................................57
9.1.3 ID jednotiek ......................................................................................................58
9.1.4 Popis kódov správy porúch .............................................................................. 58
9.2 Export/Import...................................................................................................... 60
9.3 Správca súborov ................................................................................................ 60
9.3.1 Odstrániť súbor/priečinok.................................................................................61
9.3.2 Premenovať súbor/priečinok ............................................................................ 62
9.3.3 Vytvoriť nový priečinok.....................................................................................62
9.3.4 Kopírovať a prilepovať súbory.......................................................................... 62
9.4 Editor nastavovacích limitov (Setting limit editor) .........................................63
9.5 Editor meracích limitov (Measure limit editor) ................................................64
9.6 Výrobná štatistika .............................................................................................. 65
9.7 Funkcie kvality ................................................................................................... 66
9.7.1 Uložiť údaje o kvalite........................................................................................66
9.8 Kalendár..............................................................................................................67
9.9 Účty používateľa ................................................................................................ 67
9.10 Informácie o jednotke ........................................................................................69
ŠTRUKTÚRA PONÚK ............................................................................................... 70
ROZMERY DRÔTOV ................................................................................................. 75
OBJEDNÁVACIE ČÍSLA ...........................................................................................76
Práva na zmenu technických údajov bez upozornenia vyhradené.
0460 949 285 © ESAB AB 2015

1 ÚVOD
1 ÚVOD
Aby ste mohli maximálne využiť vaše zváracie zariadenie, odporúčame vám preštudovať si
tento návod na obsluhu.
Všeobecné informácie o prevádzke sa uvádzajú v návode na používanie riadiacej jednotky,
automatického zváracieho stroja, stĺpu, výložníka alebo napájacieho zdroja.
Text zobrazovaný na paneli displeja je dostupný v nasledujúcich jazykoch: angličtina,
švédčina, fínčina, nórčina, dánčina, nemčina, francúzština, taliančina, holandčina,
španielčina, portugalčina, maďarčina, poľština, americká angličtina, čeština, čínština
aruština.
1.1 Ovládací panel
1 Ponuka
2 Gombík pohybu kurzora
(polohovací gombík)
3 ENTER
4 Zelený indikátor, rozsvieti sa, keď je
funkcia aktívna
5 Spustenie zvárania
6 Zastavenie zvárania
7 Gombík na nastavenie rýchlosti
chodu vponukách meraní,
vostatných ponukách na zvýšenie
alebo zníženie nastavených hodnôt
(nastavovací gombík)
8 Manuálne ovládanie chodu
9 Manuálny posuv drôtu nadol
10 Gombík na nastavenie napätia oblúka vponukách merania, vostatných ponukách na
zvýšenie alebo zníženie nastavených hodnôt (nastavovací gombík)
11 Rýchly pohyb
12 Manuálne ovládanie chodu
13 Gombík na nastavenie zváracieho prúdu/rýchlosti posuvu drôtu vponukách meraní,
vostatných ponukách na zvýšenie alebo zníženie nastavených hodnôt (nastavovací
gombík)
14 Núdzové zastavenie
0460 949 285
- 5 -
© ESAB AB 2015
1 ÚVOD
15 Manuálny posuv drôtu nahor
16 Softvérové klávesy
17 Displej
1.1.1 Klávesy a gombíky
Ponuka
Klávesom Ponuka sa vždy vrátite späť do hlavnej ponuky v príslušnom procese:
ENTER
Klávesom ENTER potvrdíte výber.
Softvérové klávesy
Päť klávesov (S1 – S5) pod displejom má rôzne funkcie. Nazývajú sa softvérové klávesy, t. j.
môžu mať rôzne funkcie vzávislosti od ponuky, vktorej sa práve nachádzate. Aktuálnu
funkciu týchto tlačidiel označuje text vspodnom riadku displeja. Keď je táto funkcia aktívna,
indikuje to zmena farby poľa s textovým rámčekom na bielu.
Posuv drôtu nahor
Tlačidlo obráteného posuvu drôtu bez napätia oblúka, napríklad pri výmene cievky s drôtom.
Drôt sa podáva tak dlho, kým je stlačené tlačidlo.
Posuv drôtu nadol
Tlačidlo posuvu drôtu bez napätia oblúka. Drôt sa podáva tak dlho, kým je stlačené tlačidlo.
Pohyb chodu
Tlačidlo pohybu chodu v smere zvárania, pričom symbol sa indikuje na zváracom zariadení.
Ak chcete zastaviť pohyb chodu, stlačte tlačidlo , alebo .
0460 949 285
- 6 -
© ESAB AB 2015

1 ÚVOD
Počas pohybu chodu LED svieti.
Pohyb chodu
Tlačidlo pohybu chodu v smere zvárania, pričom symbol sa indikuje na zváracom zariadení.
Ak chcete zastaviť pohyb chodu, stlačte tlačidlo , alebo .
Počas pohybu chodu LED svieti.
Spustenie zvárania
Kláves spustenia zvárania.
Zastavenie zvárania
Kláves zastavenia zvárania pre všetky pohyby pojazdu a všetky motory.
Polohovací gombík
Úplne horný pravý gombík sa v návode na obsluhu nazýva polohovací gombík a slúži na
zmenu polohy kurzora.
Gombík Nastavenia
Tri gombíky pod panelom sa v návode na obsluhu nazývajú nastavovacie gombíky a
používajú sa na zmenu nastavených hodnôt na paneli.
1.2 Prvý krok
1.2.1 Výber jazyka
Táto ponuka sa objaví pri prvom zapnutí stroja:
Po dodaní je ovládací panel nastavený na anglický jazyk. Pri výbere jazyka postupujte takto:
Stlačením tlačidla Ponuka sa otvorí hlavná ponuka.
0460 949 285
- 7 -
© ESAB AB 2015

1 ÚVOD
Pomocou polohovacieho gombíka umiestnite kurzor na riadok KONFIGURÁCIA
(CONFIGURATION).
Výber sa potvrdí stlačením klávesu ENTER .
Nastavte kurzor na riadok JAZYK. Stlačením Enter sa zobrazí zoznam jazykov, ktoré sú k
dispozícii v Ovládacom paneli.
Nastavte kurzor na riadok s vaším jazykom a stlačte ENTER.
0460 949 285
- 8 -
© ESAB AB 2015

1 ÚVOD
1.2.2 Jednotky merania
Po dodaní je ovládací panel nastavený na metrické jednotky merania. Pri výbere iných
meracích jednotiek postupujte takto:
Stlačením tlačidla Ponuka sa otvorí hlavná ponuka.
Pomocou polohovacieho gombíka umiestnite kurzor na riadok KONFIGURÁCIA
(CONFIGURATION).
Výber sa potvrdí stlačením klávesu ENTER .
Nastavte kurzor na riadok VŠEOBECNÁ KONFIGURÁCIA (GENERAL CONFIGURATION).
Výber sa potvrdí stlačením klávesu ENTER .
0460 949 285
- 9 -
© ESAB AB 2015

1 ÚVOD
Nastavte kurzor na riadok DĹŽKOVÁ JEDNOTKA (UNIT OF LENGTH). Stlačením ENTER
sa zobrazí zoznam meracích jednotiek, ktoré sú k dispozícii v ovládacom paneli.
Nastavte kurzor na riadok so správnymi
meracími jednotkami a stlačte ENTER.
1.3 Displej
Kurzor
Kurzor ovládacieho panela sa zobrazuje ako čierne pole okolo textu s vybraným textom
zobrazeným bielou farbou. Kurzor je vnávode na obsluhu zobrazený tučným textom.
Textové polia
V spodnej časti displeja je päť polí obsahujúcich text popisujúci aktuálnu funkciu piatich
softvérových tlačidiel pod displejom.
0460 949 285
- 10 -
© ESAB AB 2015

1 ÚVOD
1.3.1 Symboly zobrazované na displeji
A Vyskúšajte vybraný záznam
zváracích údajov
B Smer zvárania
C Došlo kporuche, pozrite si
“Spracovanie udalostí (Event
handling)”, str.56.
D Číslo vyvolanej pamäťovej
pozície
E Posúvacia lišta. Ďalšie
informácie nájdete v tejto
ponuke
Šípky
Čierna šípka za textom označuje, že za riadkom sa nachádzajú ďalšie informácie.
1.4 Všeobecné informácie o nastaveniach
Existujú tri typy nastavení:
• Nastavenie číselných hodnôt
• Nastavenie daných alternatív
• Nastavenie režimu ZAP/VYP
1.4.1 Nastavenie číselných hodnôt
Gombíky nastavenia slúžia na zvýšenie alebo zníženie nastavených hodnôt pri nastavovaní
číselných hodnôt. V ponuke meraní sa používajú gombíky zváracieho prúdu / rýchlosti
posuvu drôtu, napätia oblúka alebo pohybu chodu.
1.4.2 Nastavenie so zadanými alternatívami
Niektoré nastavenia sa uskutočňujú výberom možnosti zo zoznamu. Tu uvádzame príklad
zoznamu:
Kurzor sa nastaví na riadok pre SAW. Stlačením ENTER v tejto polohe bude vybraná
možnosť SAW. Ak si namiesto nej chcete vybrať inú možnosť, nastavte kurzor na správny
riadok prechádzaním nahor alebo nadol polohovacím gombíkom. Potom stlačte ENTER. Ak
0460 949 285
- 11 -
© ESAB AB 2015

1 ÚVOD
chcete ukončiť zobrazenie zoznamu bez uskutočnenia výberu, stlačte kláves SKONČIŤ
(QUIT).
1.5 QUIT a ENTER
Softvérový kláves úplne vpravo sa používa predovšetkým na funkciu SKONČIŤ (QUIT), hoci
v niektorých prípadoch sa používa aj na iné funkcie.
• Po výbere SKONČIŤ sa vrátite do predchádzajúcej ponuky alebo na predchádzajúci
obrázok.
• Po stlačení ENTER sa vykoná vybraná možnosť v ponuke alebo v zozname.
Kláves sa vtomto návode nazýva kláves ENTER.
0460 949 285
- 12 -
© ESAB AB 2015
2 PONUKY
2 PONUKY
The control panel uses several different menus:
• Main menu
• Configuration menu
• Tools menu
• Weld data setting menu
• Measurements menu
• Weld data memory menu
• Fast mode menu
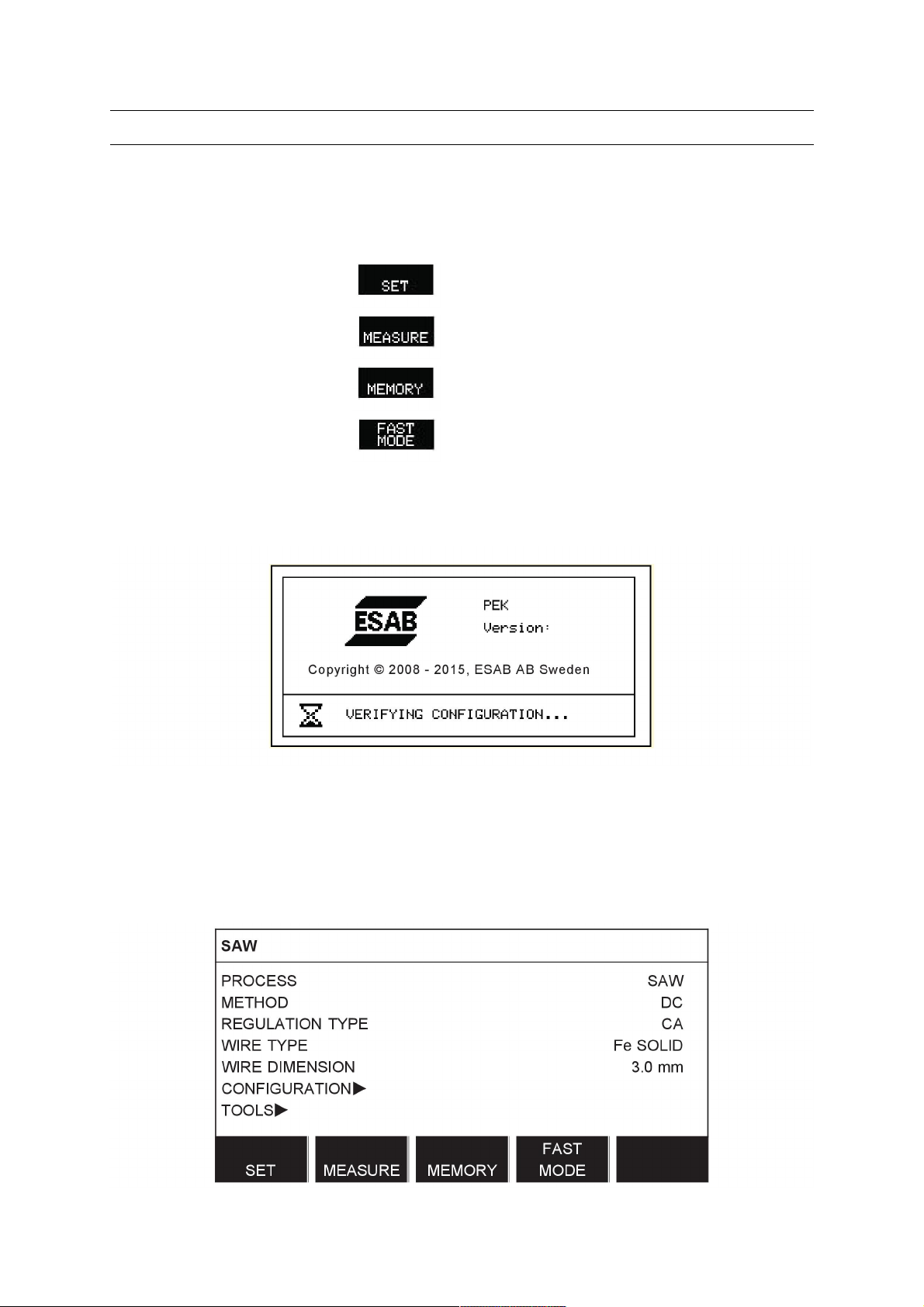
The menu trees are displayed in the "MENU STRUCTURE" appendix to this manual. During
start-up, a start-up screen containing information about the current program version is
displayed briefly.
Start-up screen
2.1 Hlavná ponuka
V HLAVNEJ PONUKE môžete zmeniť zvárací postup, metódu, druh drôtu, metódu
ovládania, rozmer drôtu atď.
Z tejto ponuky môžete vstúpiť do iných podponúk.
0460 949 285
- 13 -
© ESAB AB 2015
2 PONUKY
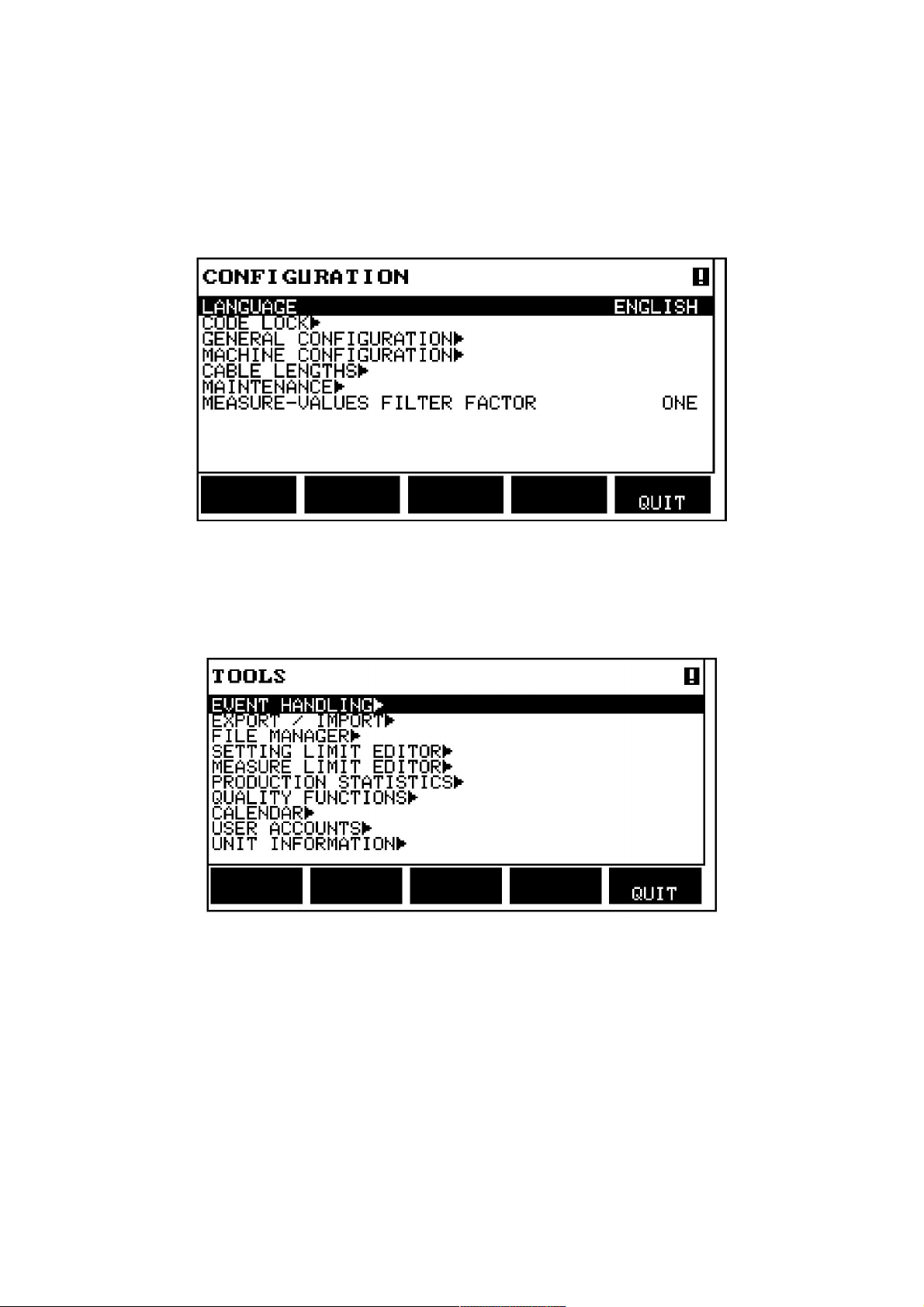
2.1.1 Ponuka Konfigurácia (Configuration)
Hlavná ponuka ponuka Konfigurácia (Configuration)
Ponuka KONFIGURÁCIA (CONFIGURATION) umožňuje zmeniť jazyk, vytvoriť Všeobecnú
konfiguráciu (General configuration), upraviť nastavenia zariadenia atď. Ponuka má rôzny
vzhľad vzávislosti od výberu zváracieho zdroja vponuke Konfigurácia stroja (Machine
configuration).
2.1.2 Ponuka Nástroje
Hlavná ponuka Nástroje
Ponuka NÁSTROJE (TOOLS) umožňuje prenášať súbory, zobraziť štatistické údaje
okvalite avýrobe, chybové protokoly atď.
0460 949 285
- 14 -
© ESAB AB 2015

2 PONUKY
2.1.3 Ponuka nastavenia zváracích údajov
Hlavná ponuka →
Ponuka nastavení zváracích údajov NASTAVENIE (SET) umožňuje nastaviť rôzne
parametre zvárania. Ponuka má rôzny vzhľad v závislosti od zváracieho postupu, ktorý je
vybraný.
Ďalší príklad ponuky:
0460 949 285
- 15 -
© ESAB AB 2015
2 PONUKY
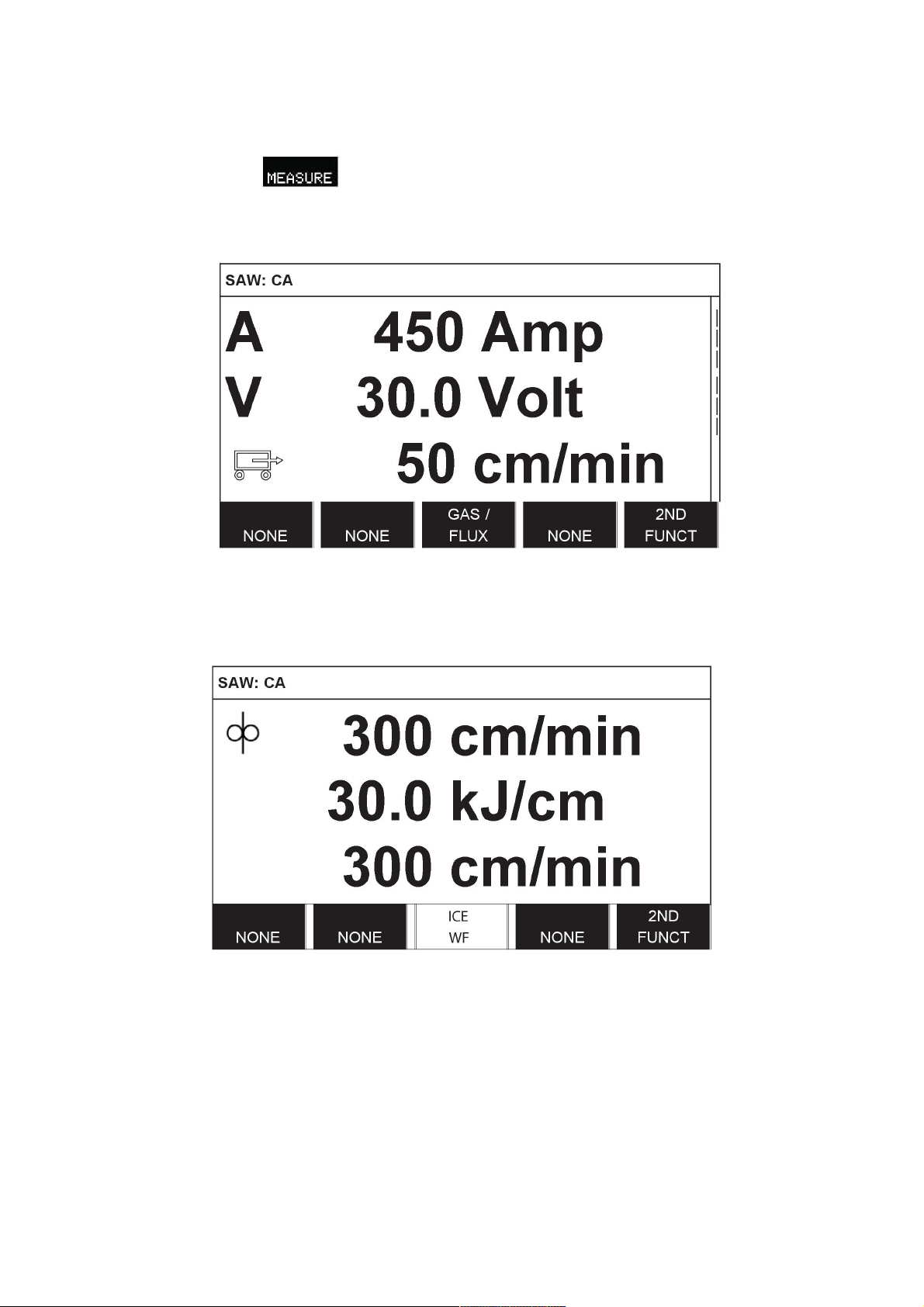
2.1.4 Ponuka Merania
Hlavná ponuka →
Na obrazovke MERANIE vidíte namerané hodnoty rôznych zváracích parametrov v
priebehu zvárania.
• A 450 AMP – odmeraný zvárací prúd
• 30,0 Volt – odmerané napätie oblúka
• 50 cm/min – odmeraná rýchlosť chodu
• 300 cm/min – odmeraná rýchlosť posuvu drôtu
• 30 kJ/cm – energia na jednotku dĺžky, ktorá sa získa použitím vybratej hodnoty
zváracieho prúdu, napätia oblúka arýchlosti chodu
• 300 cm/min – odmeraná rýchlosť posuvu studeného drôtu
Namerané hodnoty zostávajú na displeji aj po skončení zvárania.
Môžte vstúpiť do ostatných ponúk bez straty nameraných hodnôt.
Nastavovacie gombíky možno použiť na zmenu zváracích parametrov na displeji merania.
Ak sa nastavená hodnota zmení v priebehu zvárania, meraná hodnota sa zmení na nulu.
0460 949 285
- 16 -
© ESAB AB 2015

2 PONUKY
Pri aktivácii posuvu studeného drôtu sa aktivuje softvérový kláves ICE WF, pozrite si
“Konfigurácia softvérového klávesu”, str.42. Po stlačení tlačidla sa rýchlosť studeného
drôtu zmení ľavým nastavovacím gombíkom A. Ak tento programovateľný kláves nie je
stlačený, nastavenie gombíka ovplyvňuje prúd A.
Keď je aktivovaný softvérový kláves NASTAVENÉ HODNOTY (SET VALUES), na
obrazovke merania sa zobrazujú aj nastavené hodnoty. Ak sú aktivované oba softvérové
klávesy, ICE WF aNASTAVENÉ HODNOTY (SET VALUES), nastavená rýchlosť posuvu
studeného drôtu sa môže zmeniť. Postup aktivovania nájdete v “Konfigurácia softvérového
klávesu”, str.42.
• 300 cm/min – nastavená rýchlosť posuvu studeného drôtu
• 20,0 Volt – nastavené napätie oblúka
• 30 cm/min – nastavená rýchlosť chodu
2.1.5 Ponuka Pamäť zváracích údajov (Weld data memory)
Hlavná ponuka →
V ponuke PAMÄŤ ZVÁRACÍCH ÚDAJOV (WELD DATA MEMORY) môžete uložiť, vyvolať,
odstrániť a kopírovať rôzne nastavené zváracie údaje. Záznamy zváracích údajov možno
ukladať do 255 rôznych pamäťových pozícií.
Ďalšie informácie nájdete v “SPRÁVA PAMÄTE”, str.30.
0460 949 285
- 17 -
© ESAB AB 2015

2 PONUKY
2.1.6 Ponuka Rýchly režim
Hlavná ponuka →
V ponuke RÝCHLY REŽIM (FAST MODE) môžete „prepojiť“ softvérové klávesy s
jednotlivými pozíciami pamäte zváracích údajov. Tieto nastavenia možno vykonávať v
ponuke Konfigurácia. Počet vybraných pamäťových pozícií sa zobrazí v hornom pravom
rohu.
Ďalšie informácie nájdete v “Softvérové klávesy rýchleho režimu”, str.41.
0460 949 285
- 18 -
© ESAB AB 2015

3 OBLÚKOVÉ ZVÁRANIE POD TAVIVOM
3 OBLÚKOVÉ ZVÁRANIE POD TAVIVOM
Hlavná ponuka -> Proces (Process)
Počas oblúkového zvárania pod tavidlom (SAW) oblúk roztavuje kontinuálne podávaný
vodič. Tavný kúpeľ je chránený tavidlom.
Keď je vybratý postup SAW, po označení riadka METÓDA (METHOD) môžete pomocou
polohovacieho gombíka vybrať zdvoch metód, potom stlačte tlačidlo ENTER. Vyberte si z
možností AC alebo DC.
Keď je vybratý postup SAW, po označení riadka DRUH REGULÁCIE (REGULATION TYPE)
môžete pomocou pohovacieho gombíka vybrať ztroch metód regulácie, potom stlačte
tlačidlo ENTER. Môžete vybrať metódu konštantného prúdu zvárania CA, konštantného
posuvu drôtu CW alebo konštantného prúdu CC (metóda CCplatí len pre zariadenie
Aristo1000), pozrite si vysvetlenie v “CA, konštantný prúd”, str.25, “CW, konštantný
posuv drôtu”, str.25 a “CC, konštantný prúd”, str.25.
Ak je vybratá rýchlosť posuvu studeného drôtu, pozrite si “Posuv studeného drôtu”, str.
52, môže sa vybrať len druh regulácie CW.
3.1 Nastavenia pre oblúkové zváranie pod tavivom
Nastavenia Rozsah nastavenia Vkrokoch po Hodnota po
inicializácii
Napätie oblúka
1
Zvárací prúd1(CA)
Rýchlosť podávania drôtu1(CW)
Konštantný prúd
1) 3)
(CC)
Rýchlosť posuvu studeného
drôtu1(CW)
Oneskorenie štartu studeného
drôtu1(CW)
14 – 50 V 0,1V (1V) 30 V
0 – 3200 A 1 A 400 A
0 – 2500 cm/min 1 cm/min 300 cm/min
0 – 3200 A 1 A 400 A
0 – 2500 cm/min 1 cm/min 300 cm/min
0 – 99,0 s 0,1 s 2,5 s
Rýchlosť chodu* 0 – 200 cm/min 1 cm/min 50 cm/min
Smer zvárania ▲-■ - ■
Frekvencia AC 10 – 100 Hz 1 50 Hz
Vyváženie AC 25 – 75% 1 50%
Posunutie AC -300 - +300 A/-10 - +10 V 1 A / 0,1 V 0
Spustiť údaje
2
Úvodné prúdenie tavidla 0 – 99,0 s 0,1 s 0 s
0460 949 285
- 19 -
© ESAB AB 2015

3 OBLÚKOVÉ ZVÁRANIE POD TAVIVOM
Nastavenia Rozsah nastavenia Vkrokoch po Hodnota po
inicializácii
Typ spúšťania Priamo alebo škrtnutie - Priamy
Plazivé spúšťanie drôtu Auto alebo Nastavená
- Auto
rýchlosť
Rýchlosť plazivého spúšťania
0 – 1000 cm/min 1 cm/min 20 cm/min
drôtu
Štartovacie fázy VYP. alebo ZAP. - VYP.
Napätie na svorkách VYP. alebo ZAP. - VYP.
Maximálne napätie na
5 – 60 V 0,1 V 50 V
svorkách
Zastaviť údaje
2
Záverečné prúdenie taviva 0 – 99,0 s 0,1 s 0 s
Vyplňovanie kráterov VYP. alebo ZAP. - VYP.
Čas vyplňovania kráterov 0 – 10 s 0,01 s 1 s
Doba odhorenia 0 – 10 s 0,01 s 1 s
Zastavovacie fázy VYP. alebo ZAP. - VYP.
Ovládacie parametre
Dynamické Hodnoty Auto alebo Set
- Auto
(Nastavené)
Induktancia Hodnoty Auto alebo Set
- Auto
(Nastavené)
Nastavovacie limity - - Meracie limity - - -
1
Rozsah nastavenia závisí od použitého výrobku.
2
Vponuke sa zobrazujú nastavenia, ktoré zodpovedajú vybratému druhu regulácie.
3
Platí len pre zváracie zdroje Aristo1000
0460 949 285
- 20 -
© ESAB AB 2015

4 OBLÚKOVÉ ZVÁRANIE TAVIACOU SA ELEKTRÓDOU VPLYNE
4 OBLÚKOVÉ ZVÁRANIE TAVIACOU SA
ELEKTRÓDOU VPLYNE
Tento postup je k dispozícii u určitých typov strojov.
Hlavná ponuka → Proces
Pri oblúkovom zváraní taviacou sa elektródou v plyne (GMAW) zvárania oblúk roztavuje
kontinuálne podávaný vodič. Zvarový kúpeľ je chránený ochranným plynom.
Keď je vybratý proces oblúkového zvárania taviacou sa elektródou vplyne (GMAW), po
označení riadka DRUH REGULÁCIE (REGULATION TYPE) môžete pomocou pohovacieho
gombíka vybrať zdvoch metód regulácie, potom stlačte tlačidlo ENTER. Môžete vybrať
metódu konštantného prúdu CA alebo metódu konštantného posuvu drôtu CW, pozrite si
vysvetlenie v “CA, konštantný prúd”, str.25 a “CW, konštantný posuv drôtu”, str.25.
4.1 Nastavenia pre oblúkové zváranie taviacou sa elektródou
vplyne
Nastavenia Rozsah nastavenia Vkrokoch po Hodnota po
inicializácii
Napätie oblúka* 14 – 50 V 0,1V (1V) 30 V
Zvárací prúd* (CA) 0 – 3200 A 1 A 400 A
Rýchlosť posuvu drôtu* (CW) 0 – 2500 cm/min 1 cm/min 300 cm/min
Rýchlosť chodu* 0 – 200 cm/min 1 cm/min 50 cm/min
Smer zvárania ▲-■ - ■
Spustiť údaje
Predfuk plynu 0 – 99,0 s 0,1 s 2,0 s
Typ spúšťania Priamo alebo škrtnutie - Priamy
Plazivé spúšťanie drôtu Auto alebo Nastavená
(Set) rýchlosť
Rýchlosť plazivého spúšťania
drôtu
Štartovacie fázy VYP. alebo ZAP. - VYP.
Napätie na svorkách VYP. alebo ZAP. - VYP.
0 – 1000 cm/min 1 cm/min 20 cm/min
- Auto
Maximálne napätie na
svorkách
Zastaviť údaje
Dofuk plynu 0 – 99,0 s 0,1 s 2,0 s
0460 949 285
5 – 60 V 0,1 V 50 V
- 21 -
© ESAB AB 2015
4 OBLÚKOVÉ ZVÁRANIE TAVIACOU SA ELEKTRÓDOU VPLYNE
Nastavenia Rozsah nastavenia Vkrokoch po Hodnota po
inicializácii
Vyplňovanie kráterov VYP. alebo ZAP. - VYP.
Čas vyplňovania kráterov 0 – 10 s 0,01 s 1 s
Doba odhorenia 0 – 10 s 0,01 s 1 s
Zastavovacie fázy VYP. alebo ZAP. - VYP.
Dynamická regulácia Hodnota Auto alebo
- Auto
Nastavenie (Set)
Nastavovacie limity - - Meracie limity - - -
*) Nastavovací rozsah závisí od použitého výrobku.
0460 949 285
- 22 -
© ESAB AB 2015

5 DRÁŽKOVANIE
5 DRÁŽKOVANIE
Tento postup je k dispozícii u určitých typov strojov.
Hlavná ponuka → Proces
Pri oblúkovom vzduchovom drážkovaní sa používa špeciálna elektróda tvorená uhlíkovou
tyčkou smedeným obalom.
Vytvorí sa oblúk medzi uhlíkovou tyčkou azvarencom, ktorý roztaví materiál. Vzduch sa
privádza tak, aby sa roztavený materiál odfukoval preč.
Keď je vybratý postup DRÁŽKOVANIE (GOUGING), po označení riadka DRUH REGULÁCIE
(REGULATION TYPE) môžete pomocou pohovacieho gombíka vybrať zdvoch metód
regulácie, potom stlačte tlačidlo ENTER. Môžete vybrať metódu konštantného prúdu CA
alebo metódu konštantného posuvu drôtu CW, pozrite si vysvetlenie v “CA, konštantný prúd”,
str.25 a “CW, konštantný posuv drôtu”, str.25.
5.1 Nastavenia pre drážkovanie
Nastavenia Rozsah nastavenia Vkrokoch po Hodnota po
inicializácii
Napätie oblúka* 14 – 50 V 0,1V (1V) 30 V
Zvárací prúd* (CA) 0 – 3200 A 1 A 400 A
Rýchlosť posuvu drôtu* (CW) 0 – 2500 cm/min 1 cm/min 300 cm/min
Rýchlosť chodu* 0 – 200 cm/min 1 cm/min 40 cm/min
Smer zvárania ▲-■ - ■
Spustiť údaje
Úvodné prúdenie plynu 0 – 99,0 s 0,1 s 0 s
Typ spúšťania Priamo alebo škrtnutie - Priamy
Plazivé spúšťanie drôtu Auto alebo Nastavená
(Set) rýchlosť
Rýchlosť plazivého spúšťania
drôtu
Štartovacie fázy VYP. alebo ZAP. - VYP.
Napätie na svorkách VYP. alebo ZAP. - VYP.
Maximálne napätie na
svorkách
0 – 1000 cm/min 1 cm/min 20 cm/min
5 – 60 V 0,1 V 50 V
- Auto
Zastaviť údaje
Následné prúdenie vzduchu 0 – 99,0 s 0,1 s 0 s
0460 949 285
- 23 -
© ESAB AB 2015

5 DRÁŽKOVANIE
Nastavenia Rozsah nastavenia Vkrokoch po Hodnota po
inicializácii
Vyplňovanie kráterov VYP. alebo ZAP. - VYP.
Čas vyplňovania kráterov 0 – 10 s 0,01 s 1 s
Doba odhorenia 0 – 10 s 0,01 s 1 s
Zastavovacie fázy VYP. alebo ZAP. - VYP.
Dynamická regulácia Hodnota Auto alebo
- Auto
Nastavenie (Set)
Nastavovacie limity - - Meracie limity - - -
*) Nastavovací rozsah závisí od použitého výrobku.
0460 949 285
- 24 -
© ESAB AB 2015

6 VYSVETLENIE FUNKCIÍ
6 VYSVETLENIE FUNKCIÍ
6.1 CA, konštantný prúd
Zvárací zdroj reguluje posuv drôtu tak, aby sa dal dosiahnuť konštantný prúd.
• Hodnota konštantného prúdu sa môže vybrať vhlavnej ponuke.
6.2 CW, konštantný posuv drôtu
Zvárací prúd je určovaný v závislosti od vybranej rýchlosti podávania drôtu.
• Konštantný posuv drôtu sa môže vybrať vhlavnej ponuke.
6.3 CC, konštantný prúd
(platí len pre zváracie zdroje Aristo1000)
Napätie sa mení tak, aby mohol byť udržiavaný konštantný zvárací prúd.
• Hodnota konštantného prúdu sa môže vybrať vhlavnej ponuke.
Zvýšenie rýchlosti posuvu drôtu spôsobí zvýšenie zváracieho prúdu.
6.4 Rozmer drôtu / elektródy
Vtabuľke na strane68 sú uvedené rozmery drôtov aelektród, ktoré sa môžu vybrať.
Vybrané rozmery majú veľký vplyv na priebeh štartu a na vyplňovanie kráterov. Pri výbere
zvárania s rozmermi drôtu odlišnými od hodnôt, ktoré sa uvádzajú v tabuľke, si vyberte také
rozmery, ktoré sú najbližšie k hodnotám v tabuľke.
• Rozmer drôtu aelektródy sa môže vybrať vhlavnej ponuke.
6.5 Napätie oblúka
Zvýšením napätia oblúka sa zväčšuje dĺžka oblúka avzniká teplejší, širší tavný kúpeľ.
• Napätie oblúka sa nastavuje na obrazovke merania, vponuke nastavenia zváracích
údajov alebo vponuke rýchleho režimu.
6.6 Rýchlosť podávania drôtu
Určuje požadovanú rýchlosť podávania prídavného drôtu vcentimetroch za minútu. Zvýšenie
rýchlosti posuvu drôtu spôsobí zvýšenie zváracieho prúdu.
• Rýchlosť posuvu drôtu sa nastavuje na obrazovke merania, vponuke nastavenia
zváracích údajov alebo vponuke rýchleho režimu.
6.7 Rýchlosť posuvu studeného drôtu (ICE)
Rýchlosť posuvu studeného drôtu sa používa na nastavenie rýchlosti posuvu (cm/min)
studeného drôtu.
• Rýchlosť posuvu studeného drôtu sa nastavuje na obrazovke merania, vponuke
nastavenia zváracích údajov alebo vponuke rýchleho režimu.
6.8 Oneskorenie štartu studeného drôtu (ICE)
Oneskorenie štartu studeného drôtu sa používa na určenie času (v sekundách), po ktorom
sa môže spustiť posuv studeného drôtu.
• Oneskorenie štartu studeného drôtu sa nastavuje vponuke nastavenia zváracích údajov.
0460 949 285
- 25 -
© ESAB AB 2015

6 VYSVETLENIE FUNKCIÍ
6.9 Rýchlosť chodu
Rýchlosť pojazdu indikuje požadovanú rýchlosť (cm/min), ktorou sa stĺp a výložník alebo
vozík má presúvať.
• Rýchlosť chodu sa nastavuje na obrazovke merania, vponuke nastavenia zváracích
údajov alebo vponuke rýchleho režimu.
6.10 Smer zvárania
Pohyb chodu v smere, ktorý indikuje symbol.
• Smer zvárania sa vyberá vponuke nastavenia zváracích údajov.
6.11 Frekvencia AC
(platí len pre zváracie zdroje Aristo1000)
Frekvencia AC znamená počet kmitov za sekundu cez nulovú úroveň.
• Frekvencia striedavého prúdu (AC) sa vyberá vponuke nastavenia zváracích údajov.
6.12 Vyváženie AC
(platí len pre zváracie zdroje Aristo1000)
Vyváženie AC je vzťah medzi kladnými (+) a zápornými (-) pulzmi. Nastavená hodnota
označuje percentuálnu veľkosť periódy, ktorá je v kladnej časti.
• Vyváženie AC sa vyberá vponuke nastavenia zváracích údajov.
6.13 Posunutie AC
(platí len pre zváracie zdroje Aristo1000)
Pomocou Posunutia AC sa striedavá úroveň presúva v kladnom alebo zápornom smere
vzhľadom k nulovej úrovni.
• Posunutie AC sa vyberá vponuke nastavenia zváracích údajov.
6.14 Úvodné prúdenie taviva (SAW)
Slúži na ovládanie času, počas ktorého prúdi tavidlo pred zapálením oblúka.
• Úvodné prúdenie taviva sa nastavuje vponuke nastavenia zváracích údajov vskupine
štartovacích údajov.
6.15 Úvodné prúdenie plynu (GMAW)
Toto nastavenie reguluje čas, počas ktorého prúdi ochranný plyn pred zapálením oblúka.
• Úvodné prúdenie plynu sa nastavuje vponuke zváracích údajov vskupine štartovacích
údajov.
6.16 Úvodné prúdenie vzduchu (drážkovanie)
Slúži na ovládanie času, počas ktorého prúdi vzduch pred zapálením oblúka.
• Úvodné prúdenie vzduchu sa nastavuje vponuke nastavenia zváracích údajov vskupine
štartovacích údajov.
6.17 Typ spúšťania
Existujú dve alternatívy typu spustenia:
0460 949 285
- 26 -
© ESAB AB 2015

6 VYSVETLENIE FUNKCIÍ
• Priamy štart, čo znamená, že rýchlosť chodu sa aktivuje preskočením oblúka.
• Štart škrtnutím, čo znamená, že rýchlosť chodu sa aktivuje preskočením oblúka.
• Typ štartu sa vyberá vponuke nastavenia zváracích údajov vskupine štartovacích
údajov.
6.18 Plazivé spúšťanie drôtu
Plazivé spúšťanie drôtu sa používa na nastavenie požadovanej plazivej rýchlosti motora
elektródy pri štarte.
Ak je v ponuke nastavené napríklad 50, použije sa plazivá rýchlosť 50 cm/min.
Vopred nastavená hodnota AUTO (AUTO) aktivuje plazivú rýchlosť vypočítanú
znastavených hodnôt.
• Plazivá rýchlosť drôtu sa nastavuje vponuke nastavenia zváracích údajov vskupine
štartovacích údajov.
6.19 Štartovacie fázy
Pri zváraní špeciálnym drôtom alebo materiálom môže by potrebná vlastná štartovacia
sekvencia. Štartovacia sekvencia môže ovplyvňovať vzhľad tavného kúpeľa.
Pre Štartovacie fázy 1 ZAP možno
nastaviť nasledujúce parametre
• Čas s
Čas na zváranie vo fáze 1.
• Napätie oblúka %
V percentách nastaveného napätia
• Posuv drôtu %
V percentách nastaveného posuvu drôtu
• Zvárací prúd %
V percentách nastaveného zváracieho
prúdu
• Rýchlosť chodu %
V percentách nastavenej rýchlosti chodu
• Štartovacie fázy sa nastavujú vponuke nastavenia zváracích údajov vskupine
štartovacích údajov.
Pre Štartovacie fázy 2 ZAP možno
nastaviť nasledujúce parametre
• Čas s
Čas na zváranie vo fáze 2.
• Napätie oblúka %
V percentách nastaveného napätia
• Posuv drôtu %
V percentách nastaveného posuvu drôtu
• Zvárací prúd %
V percentách nastaveného zváracieho
prúdu
• Rýchlosť chodu %
V percentách nastavenej rýchlosti chodu
6.20 Max. napätie na svorkách (OCV)
ON znamená, že OCV sa dá nastaviť.
OFF znamená, že OCV sa nastaví na nastavovaciu hodnotu zváracieho napätia.
• Parameter OCV sa nastavuje vponuke nastavenia zváracích údajov vskupine
štartovacích údajov.
6.21 Záverečné prúdenie taviva (SAW)
Slúži na ovládanie času, počas ktorého tavidlo prúdi po zhasnutí oblúka.
• Záverečné prúdenie taviva sa nastavuje vponuke nastavenia zváracích údajov vskupine
údajov zastavenia.
0460 949 285
- 27 -
© ESAB AB 2015

6 VYSVETLENIE FUNKCIÍ
6.22 Záverečné prúdenie plynu (GMAW)
Toto nastavenie reguluje čas prúdenia ochranného plynu po zhasnutí oblúka.
• Záverečné prúdenie plynu sa nastavuje vponuke nastavenia zváracích údajov vskupine
údajov zastavenia.
6.23 Záverečné prúdenie vzduchu (drážkovanie)
Slúži na ovládanie času, počas ktorého vzduch prúdi po zhasnutí oblúka.
• Záverečné prúdenie vzduchu sa nastavuje vponuke nastavenia zváracích údajov
vskupine údajov zastavenia.
6.24 Vyplňovanie kráterov
Vyplňovanie kráterov umožňuje regulované znižovanie tepla a rozmerov tavného kúpeľa pri
dokončovaní zvaru. Uľahčuje to predchádzanie vzniku pórov, tepelných prasklín a tvorby
kráterov v zvarovom spoji.
• Vyplňovanie kráterov sa nastavuje vponuke nastavenia zváracích údajov vskupine
údajov zastavenia.
6.25 Doba odhorenia
Dopaľovací čas je zdržanie od okamihu, keď sa drôt začína pribrzďovať, do času, keď
zvárací zdroj vypína oblúkové napätie. Príliš krátky čas spätného horenia má za následok
vysunutie dlhšieho kusu drôtu po dokončení zvárania, čo znamená riziko, že sa drôt zachytí
v tuhnúcom tavnom kúpeli. Príliš dlhý čas spätného horenia má za následok vysunutie
kratšieho kusa drôtu so zvýšeným rizikom, že sa na kontaktnej špičke znova zapáli oblúk.
• Doba odhorenia sa nastavuje vponuke nastavenia zváracích údajov vskupine údajov
zastavenia.
6.26 Zastavovacie fázy
Zastavovacie fázy sa používajú hlavne na nastavenie vyplňovania kráterov.
Pre Zastavenie fázy 1 ZAP možno nastaviť
nasledujúce parametre
• Čas s
Čas na zváranie vo fáze 1.
• Napätie oblúka %
V percentách nastaveného napätia
• Posuv drôtu %
V percentách nastaveného posuvu drôtu
• Zvárací prúd %
V percentách nastaveného zváracieho
prúdu
• Rýchlosť chodu %
V percentách nastavenej rýchlosti chodu
Pre Zastavenie fázy 2 ZAP možno nastaviť
nasledujúce parametre
• Čas s
Čas na zváranie vo fáze 2.
• Napätie oblúka %
V percentách nastaveného napätia
• Posuv drôtu %
V percentách nastaveného posuvu drôtu
• Zvárací prúd %
V percentách nastaveného zváracieho
prúdu
• Rýchlosť chodu %
V percentách nastavenej rýchlosti chodu
• Zastavovacie fázy sa nastavujú vponuke nastavenia zváracích údajov vskupine údajov
zastavenia.
0460 949 285
- 28 -
© ESAB AB 2015

6 VYSVETLENIE FUNKCIÍ
6.27 Dynamická regulácia
Funkcia dynamickej regulácie bola navrhnutá na zváranie viacerými elektródami a upravuje
charakteristiky zváracieho zdroja. Charakteristiky zváracieho zdroja sa vypočítajú z
nastavených údajov drôtu.
• Funkcia dynamickej regulácie sa vyberá vponuke nastavenia zváracích údajov.
6.28 Ovládacie parametre
Vniektorých aplikáciách sa namiesto funkcie dynamickej regulácie zobrazuje funkcia
ovládacích parametrov. Pod Ovládacími parametrami je potrebné zvoliť dve nastavenia:
• Dynamika – určuje dynamické charakteristiky
• Induktancia – vyššie hodnoty majú za následok širší tavný kúpeľ a menej odstrekov.
Nižšie hodnoty zabezpečujú stabilný, koncentrovaný oblúk a spôsobujú drsnejší zvuk.
• Funkcia ovládacích parametrov sa vyberá vponuke nastavenia zváracích údajov.
6.29 Nastavovacie limity
Informácie onastavovacích limitoch nájdete v “Editor nastavovacích limitov (Setting limit
editor)”, str.63.
6.30 Meracie limity
Informácie oparametroch merania nájdete v “Editor meracích limitov (Measure limit editor)”,
str.64.
0460 949 285
- 29 -
© ESAB AB 2015

7 SPRÁVA PAMÄTE
7 SPRÁVA PAMÄTE
7.1 Pracovná metóda ovládacieho panelu
Ovládací panel sa vpodstate skladá zdvoch jednotiek: pracovnej pamäte apamäte
zváracích údajov.
Uložiť
Pracovná pamäť
V pracovnej pamäti sa vytvorí úplný súbor zváracích údajov, ktoré si možno uložiť do pamäte
zváracích údajov.
Pri zváraní vždy práve obsah pracovnej pamäte ovláda proces. Preto je tiež možné vyvolať
zváracie údaje zpamäte zváracích údajov do pracovnej pamäte.
Pripomíname, že pracovná pamäť vždy obsahuje najnovší súbor nastavených zváracích
parametrov. Tie si možno vyvolať z pamäte zváracích údajov alebo individuálne si ich
pozmeniť. Inými slovami, pracovná pamäť nie je nikdy prázdna ani „vynulovaná“.
Hlavná ponuka → PAMÄŤ (MEMORY) → Pamäť zváracích údajov (Weld data memory)
Vyvolať
Pamäť zváracích údajov
Na ovládacom paneli možno uložiť až 255záznamov zváracích údajov. Každý záznam
dostáva číslo od 1 do 255.
Môžete tiež odstraňovať, kopírovať, meniť a pomenovávať údajové záznamy a vyvolávať
záznam zváracích údajov do pracovnej pamäte.
0460 949 285
- 30 -
© ESAB AB 2015

7 SPRÁVA PAMÄTE
7.2 Uložiť (Store)
Ak je pamäť zváracích údajov prázdna, na displeji sa objaví nasledujúca obrazovka.
Uloženie záznamu zváracích údajov. Záznam sa uloží vpamäťovom mieste 5. Stlačte
kláves ULOŽIŤ (STORE).
Zobrazí sa pozícia 1. Otáčajte jeden z gombíkov nastavenia, kým nedosiahnete polohu 5.
Stlačte kláves ULOŽIŤ (STORE).
Na displeji sa objaví nasledujúce obrazovka.
Záznam zváracích údajov sa teraz uloží ako číslo 5.
Časti obsahu údajového záznamu číslo 5 sú zobrazované v spodnej časti displeja.
0460 949 285
- 31 -
© ESAB AB 2015

7 SPRÁVA PAMÄTE
Ak je vo vybratej polohe už uložený údajový záznam, zobrazí sa otázka, či chcete existujúci
záznam prepísať, alebo nie, ÁNO (YES) aNIE (NO).
Pomocou klávesu NIE (NO) sa vrátite do ponuky pamäte.
7.3 Vyvolať
Ideme vyvolať uložený údajový záznam:
Označte riadok pomocou polohovacieho gombíka. Stlačte tlačidlo VYVOLAŤ (RECALL).
0460 949 285
- 32 -
© ESAB AB 2015

7 SPRÁVA PAMÄTE
Stlačením klávesu ÁNO (YES) potvrďte, že chcete vyvolať záznam údajov číslo 5.
Ikona v pravom hornom rohu obrazovky merania ukazuje číslo pamäte, ktorá sa vyvolalo.
7.4 Odstrániť
Možné je odstránenie jedného alebo viacerých záznamov údajov z ponuky pamäte.
Odstraňuje sa údajový záznam. Vybrať dátový záznam. Stlačte tlačidlo ODSTRÁNIŤ
(DELETE).
0460 949 285
- 33 -
© ESAB AB 2015

7 SPRÁVA PAMÄTE
Stlačením klávesu ÁNO (YES) potvrďte, že chcete záznam odstrániť.
7.5 Kopírovať
Pri kopírovaní obsahu záznamu zváracích údajov na nové pamäťové miesto postupujte
nasledovne:
Stlačte najprv 2. FUNKCIA
0460 949 285
- 34 -
© ESAB AB 2015

7 SPRÁVA PAMÄTE
Ak chcete kopírovať, vyberte pamäťové miesto astlačte kláves KOPÍROVAŤ (COPY).
Teraz si prekopírujeme obsah pamäťového miesta 5 do pamäťového miesta 50.
Vyberte pamäťové miesto 1 ajedným znastavovacích gombíkov prejdite na vybraté
pamäťové miesto, vtomto prípade na miesto 50. Stlačte kláves ÁNO (YES).
Zváracie údaje číslo 5 sa teraz prekopírovali do pamäťového miesta 50.
0460 949 285
- 35 -
© ESAB AB 2015

7 SPRÁVA PAMÄTE
7.6 Názov
Pri zadávaní vlastného mena záznamu zváracích údajov postupujte nasledovne:
Stlačte kláves 2. FUNKCIA (2ND FUNCT.). Vyberte pamäťové miesto, ktorého názov chcete
premenovať, astlačte kláves PREMENOVAŤ (RENAME).
Tu sa sprístupní klávesnica, ktorá sa používa nasledovne:
• Nastavte kurzor na požadovaný znak klávesnice pomocou šípok apolohovacieho
gombíka. Stlačte kláves HOTOVO (DONE). Zadajte takýmto spôsobom celý textový
reťazec s maximálne 40 znakmi.
• Stlačením klávesu HOTOVO (DONE) hodnoty uložíte. Alternatíva, ktorú ste práve
pomenovali, sa zobrazí v zozname.
0460 949 285
- 36 -
© ESAB AB 2015

7 SPRÁVA PAMÄTE
7.7 Upraviť
Pri úprave obsahu záznamu zváracích údajov postupujte nasledovne:
Stlačte kláves 2. FUNKCIA (2ND FUNCT.). Vyberte pamäťové miesto, ktoré chcete upraviť,
astlačte kláves UPRAVIŤ (EDIT).
Zobrazí sa časť hlavnej ponuky so symbolom , ktorý znamená, že ste vrežime
upravovania.
Stlačte kláves NASTAVIŤ (SET) avykonajte príslušné zmeny. 7
0460 949 285
- 37 -
© ESAB AB 2015

7 SPRÁVA PAMÄTE
Objaví sa nasledujúca ponuka:
V tomto príklade zmeníme zvárací prúd zo 400 A na 500 A.
Vyberte zvárací prúd ajedným znastavovacích gombíkov sa posuňte na položku 500.
Dvakrát stlačte kláves SKONČIŤ (QUIT).
Zváracie údaje číslo 5 boli teraz upravené a uložené.
0460 949 285
- 38 -
© ESAB AB 2015

8 PONUKA KONFIGURÁCIA
8 PONUKA KONFIGURÁCIA
Hlavná ponuka Ponuka Konfigurácia
Táto ponuka obsahuje nasledujúce podponuky:
• Jazyk (Language), pozrite si “Výber jazyka”, str.7.
• Kódová zámka (Code lock), pozrite si “Kódová zámka”, str.39.
• Všeobecná konfigurácia (General configuration), pozrite si “Všeobecná konfigurácia
(General configuration)”, str.40.
• Konfigurácia stroja (Machine configuration), pozrite si “Konfigurácie stroja”, str.44.
• Dĺžky káblov (Cable lengths), pozrite si “Dĺžky káblov (platí len pre zváracie zdroje LAF
aTAF)”, str.54.
• Údržba (Maintenance), pozrite si “Údržba”, str.55.
• Činiteľ filtra nameraných hodnôt (Measure–values filter factor), pozrite si “Činiteľ filtra
nameraných hodnôt (Measure–values filter factor)”, str.55.
8.1 Kódová zámka
Hlavná ponuka Ponuka Konfigurácia Kódová zámka
Keď je aktivovaná funkcia zámky a ste na obrazovke merania alebo v ponuke rýchleho
režimu, na ukončenie týchto ponúk je potrebné heslo (kód zámky).
Kódová zámka sa aktivuje v konfiguračnej ponuke.
8.1.1 Stav režimu uzamknutia
V stave uzamknutia na kód môžete aktivovať/deaktivovať funkciu zámky bez odstránenia
existujúceho kódu zámky v prípade, ak deaktivujete jeho funkciu. Ak nie je uložený žiadny
kód zámky a pokúsite sa aktivovať kódovú zámku, zobrazí sa klávesnica na zadávanie
nového kódu zámky.
Ukončiť zablokovaný stav.
0460 949 285
- 39 -
© ESAB AB 2015

8 PONUKA KONFIGURÁCIA
Ak sa nachádzate na obrazovke merania alebo vponuke rýchleho režimu akódová zámka je
vypnutá, tieto ponuky môžete ukončiť bez obmedzenia stlačením klávesu SKONČIŤ (QUIT)
alebo pomocou klávesu PONUKA (MENU) prejsť do hlavnej ponuky.
Ak je kódová zámka aktivovaná apokúsite sa skončiť, zobrazí sa nasledujúca obrazovka
upozorňujúca používateľa na ochranu zámkou.
STLAČTE ENTER A ZADAJTE KÓD ZÁMKY...
Tu si možno vybrať možnosť SKONČIŤ (QUIT) a zrušiť akciu, pričom sa vrátite do
predchádzajúcej ponuky, alebo postupovať ďalej stlačením klávesu ENTER na zadávanie
kódu zámky.
Potom prejdete na ponuku sklávesnicou, kde môžete zadať kód. Stlačte ENTER po každom
znaku a kód potvrďte opätovným stlačením ENTER.
Objaví sa nasledujúce textové pole:
JEDNOTKA ODBLOKOVANÁ!
Ak kód nie je správny, zobrazí sa chybové hlásenie s ponukou možnosti ďalšieho pokusu
alebo návratu na pôvodnú ponuku, t. j. na obrazovku merania alebo na ponuku rýchleho
režimu.
Ak je kód správny, všetky blokovania ostatných ponúk sa zrušia, aj keď kódová zámka
zostáva aktivovaná. Znamená to, že môžete dočasne opustiť obrazovku merania a ponuku
rýchly režim, pritom však naďalej zachovať uzamknutý stav po návrate do týchto ponúk.
8.1.2 Špecifikovať/upraviť kód zámky
Pod špecifikovať/upraviť kód zámky možno upravovať aktuálny kód zámky alebo zadať nový
kód. Kód zámky môže obsahovať najviac 16 ľubovoľných písmen alebo číslic.
8.2 Všeobecná konfigurácia (General configuration)
Hlavná ponuka → ponuka Konfigurácia (Configuration) → Všeobecná konfigurácia
(General configuration)
V tejto ponuke si možno nastaviť:
• Softvérové klávesy rýchleho režimu, pozrite si “Softvérové klávesy rýchleho režimu”, str.
41
• Protokolovanie údajov kvality do súboru, pozrite si “Protokolovanie údajov kvality do
súboru”, str.42
• Softvérové klávesy, pozrite si “Konfigurácia softvérového klávesu”, str.42
• Automatické uloženie zváracích údajov, pozrite si “Režim Automatické uloženie”, str.
44
• Jednotku dĺžky, pozrite si “Jednotky merania”, str.9
0460 949 285
- 40 -
© ESAB AB 2015

8 PONUKA KONFIGURÁCIA
8.2.1 Softvérové klávesy rýchleho režimu
Vponuke rýchleho režimu sa zobrazujú softvérové klávesy ZVÁRACIE ÚDAJE1 (WELD
DATA1) až ZVÁRACIE ÚDAJE4 (WELD DATA4).
Sú nakonfigurované nasledovne:
Nastavte kurzor na riadok ČÍSLO SOFTVÉROVÉHO KLÁVESU (SOFT KEY NUMBER).
Klávesy sú očíslované od 1 do 4 zľava doprava. Vyberte požadované tlačidlo zadaním jeho
čísla pomocou nastavovacích gombíkov.
Potom sa posuňte na nasledujúci riadok PRIRADENÉ ZVÁRACIE ÚDAJE (ASSOCIATED
WELD DATA). Tu môžete prechádzať po záznamoch zváracích údajov uložených v pamäti
zváracích údajov. Vyberte si požadované číslo zváracích údajov použitím nastavovacích
gombíkov. Na uloženie stlačte kláves ULOŽIŤ (STORE). Na odstránenie uloženého záznamu
stlačte kláves ODSTRÁNIŤ (DELETE).
0460 949 285
- 41 -
© ESAB AB 2015

8 PONUKA KONFIGURÁCIA
8.2.2 Protokolovanie údajov kvality do súboru
Táto funkcia sa aktivuje nastavením možnosti ZAP (ON) vponuke PROTOKOLOVANIE
ÚDAJOV KVALITY DO SÚBORU (QUALITY DATA LOG TO FILE).
Ďalšie informácie onastaveniach funkcie kvality nájdete v “Funkcie kvality”, str.66.
8.2.3 Konfigurácia softvérového klávesu
V predchádzajúcich častiach dokumentu boli popísané „softvérové“ klávesy ovládacieho
panelu. Pre oblúkové zváranie pod tavidlom (SAW) a pre oblúkové zváranie taviacou sa
elektródou v plyne (GMAW) si používateľ môže nastaviť funkcie týchto tlačidiel výberom zo
zoznamu nastavených možností. Je tu osem softvérových klávesov, ktoré možno priradiť
funkcii.
Možno si vybrať z nasledujúcich možností:
• Žiadne
• Plyn/tavivo
• Nastavenie hodnôt
Namiesto nameraných hodnôt v ponuke merania sú zobrazované nastavené referenčné
hodnoty.
• Relé 2
Nastavenie spínacieho výstupu č.2 na doske obvodov motora, ktorý môže zákazník
využiť na akýkoľvek účel.
• Smer
• Diaľkový vstup/výstup
Používa sa, keď PEK a zdroj zváracieho prúdu chcete regulovať cez jednotku diaľkového
vstupu/výstupu.
• Externá os
Má sa aktivovať, a je k dispozícii jednotka externého vstupu/výstupu regulujúca napríklad
valčekový dopravník.
• Tandem
Používa sa pri zváraní s dvoma zváracími hlavami.
• Studený drôt (ICE)
Používa sa, keď sa do tavného kúpeľa privádza drôt, ktorý nie je pod napätím, a rýchlosť
studeného drôtu sa má zobrazovať na displeji.
0460 949 285
- 42 -
© ESAB AB 2015

8 PONUKA KONFIGURÁCIA
Na obrazovke displeja sa nachádzajú dva stĺpce; jeden pre SOFTVÉROVÉ KLÁVESY
(SOFT KEYS) ajeden pre FUNKCIU (FUNCTION).
Keď priradíte funkcie týmto klávesom, sú očíslované zľava nasledovne:
Pri priraďovaní novej funkcie softvérovému klávesu postupujte nasledovne:
Nastavte kurzor na riadok s číslom softvérového klávesu, ktorý chcete použiť, a stlačte
ENTER. Kontextová ponuka zobrazuje funkcie na výber. Pomocou polohovacieho gombíka
si vyberte a stlačte ENTER.
Rovnakým spôsobom možno priradiť nové funkcie iným tlačidlám spárovaním čísla klávesu v
ľavom stĺpci s funkciou v pravom stĺpci.
0460 949 285
- 43 -
© ESAB AB 2015

8 PONUKA KONFIGURÁCIA
8.2.4 Režim Automatické uloženie
Po vyvolaní záznamu zváracích údajov z pamäťového miesta pamäte zváracích údajov a
zmene nastavení sa zmeny automaticky uložia do pracovnej pamäte pri zastavení zvárania,
a to do naposledy vyvolaného pamäťového miesta.
Ručné ukladanie zváracích údajov na pamäťové miesto deaktivuje ďalšie automatické
ukladanie.
Pamäťové miesto, v ktorom je uložený záznam zváracích údajov, je zobrazené v hornom
pravom rohu obrazovky merania.
8.3 Konfigurácie stroja
Hlavná ponuka → ponuka Konfigurácia (Configuration) → Konfigurácia stroja
(Machine configuration)
V tejto ponuke si možno nastaviť:
• Kód výrobku, pozrite si “Kód výrobku”, str.44
• Os posuvu drôtu, pozrite si “Os posuvu drôtu”, str.45
• Os posuvu studeného drôtu, pozrite si “Os studeného drôtu (ICE)”, str.46
• Os chodu, pozrite si “Os chodu”, str.46
• Vonkajšiu os, pozrite si “Vonkajšia os”, str.46
• Tandem, pozrite si “Tandem pre zváracie zdroje LAF aTAF”, str.47 a “Zvárací zdroj
Tandem pre Aristo 1000”, str.50
• Paralelne zapojené zváracie zdroje, pozrite si “Paralelne zapojené zváracie zdroje (platí
len pre zváracie zdroje Aristo1000)”, str.51
• Posuv studeného drôtu, pozrite si “Posuv studeného drôtu”, str.52
• Polaritu, pozrite si “Polarita (platí len pre zvárací zdroj Aristo1000)”, str.54
• Nastavenia ID uzla, pozrite si “Nastavenia ID uzla (platí len pre zváracie zdroje
Aristo1000)”, str.54
• Systémové informácie, pozrite si “Systémové informácie (platí len pre zvárací zdroj
Aristo1000)”, str.54
8.3.1 Kód výrobku
Vponuke KÓD VÝROBKU (PRODUCT CODE) sa môže vybrať používaný automatický
zvárací stroj, stĺp avýložník, valčekový dopravník alebo polohovač.
Pri výbere kódu výrobku sa automaticky vyberie správny typ motora a prevodový pomer
použitej prevodovky v príslušnom výrobku.
0460 949 285
- 44 -
© ESAB AB 2015

8 PONUKA KONFIGURÁCIA
Vybrať možno nasledujúce možnosti:
• A2TFJ1
Traktorový automatický zvárací stroj A2 pre oblúkové zváranie pod tavidlom (SAW)
• A2TGJ1
Traktorový automatický zvárací stroj A2 pre oblúkové zváranie taviacou sa elektródou v
ochrannej plynovej atmosfére (GMAW)
• A6TFF1
Traktorový automatický zvárací stroj A6 pre oblúkové zváranie taviacou sa elektródou
pod tavidlom (GMAW)
• MTW600
Traktorový automatický zvárací stroj A6 pre oblúkové zváranie taviacou sa elektródou
pod tavidlom (GMAW)
• VOĽNÁ OS 2
Voliteľná konfigurácia na pripojenie 2 motorov k doske akčnej jednotky. Jeden pre posuv
drôtu a jeden pre pohyb chodu.
• VOĽNÁ OS 3 (FREE 3 AXIS)
Voliteľná konfigurácia na pripojenie externých valčekových dopravníkov, polohovačov
alebo lineárnej osi ako 2 motorov k doske akčnej jednotky. Jeden pre posuv drôtu a
jeden pre pohyb chodu.
8.3.2 Os posuvu drôtu
Motor posuvu drôtu sa nastavuje automaticky podľa nasledujúcej tabuľky.
A2TFJ1 A2TGJ1 A6TFF1 MTW600
Motor 5035 38 RPM 5035 68 RPM VEC4000 FHP258
1. rýchlosť 49:1 49:1 156:1 24:1
2. rýchlosť 1:1 1:1 1:1 1:1
Priemer podávacích
kladiek
Impulzný snímač 28 ppr 28 ppr 32 ppr 28 ppr
Nízka manuálna
rýchlosť
Vysoká manuálna
rýchlosť
Motor VEC 4000 VEC 4000
1. rýchlosť 156:1 156:1
2. rýchlosť 1:1 1:1
49 mm 49 mm 49 mm 30 mm
150 cm/min 150 cm/min 150 cm/min 150 cm/min
300 cm/min 300 cm/min 300 cm/min 300 cm/min
VOĽNÁ OS 2 (FREE 2 AXIS) VOĽNÁ OS 3 (FREE 3 AXIS)
Priemer podávacích kladiek 49 mm 49 mm
Impulzný snímač 32 ppr 32 ppr
Nízka manuálna rýchlosť 150 cm/min 150 cm/min
Vysoká manuálna rýchlosť 300 cm/min 300 cm/min
0460 949 285
- 45 -
© ESAB AB 2015

8 PONUKA KONFIGURÁCIA
8.3.3 Os studeného drôtu (ICE)
VOĽNÁ OS 2 (FREE 2 AXIS) VOĽNÁ OS 3 (FREE 3 AXIS)
Motor VEC 4000 VEC 4000
1. rýchlosť 156:1 156:1
2. rýchlosť 1:1 1:1
Priemer podávacích kladiek 49 mm 49 mm
Impulzný snímač 32 ppr 32 ppr
Nízka manuálna rýchlosť 150 cm/min 150 cm/min
Vysoká manuálna rýchlosť 300 cm/min 300 cm/min
8.3.4 Os chodu
Motor chodu sa nastavuje automaticky podľa nasledujúcej tabuľky.
A2TFJ1 A2TGJ1 A6TFF1 MTW600
Motor 4030-350 4030-350 FHP258 FHP258
1. rýchlosť 375:10 375:10 24:1 75:2
2. rýchlosť 51:1 51:1 51:1 51:1
Priemer kolesa 158 mm 158 mm 180 mm 158 mm
Impulzný snímač 60 ppr 60 ppr 28 ppr 60 ppr
Vysoká manuálna
200 cm/min 200 cm/min 200 cm/min 200 cm/min
rýchlosť
VOĽNÁ OS 2 (FREE 2 AXIS) VOĽNÁ OS 3 (FREE 3 AXIS)
Motor VEC 4000 VEC 4000
1. rýchlosť 312:1 312:1
2. rýchlosť 1:1 1:1
Priemer kolesa 65 mm 65 mm
Impulzný snímač 32 ppr 32 ppr
Vysoká manuálna rýchlosť 200 cm/min 200 cm/min
8.3.5 Vonkajšia os
Pri pripojovaní externého valčekového dopravníka, polohovača alebo lineárnej osi sa musí
vybrať VOĽNÁ OS 3.
Pri výbere VOĽNÁ OS 3 sa motor automaticky nastaví podľa ďalej uvedených tabuliek.
Valčekový
dopravník
Lineárny polohovač
1. rýchlosť 560:1 560:1 560:1
2. rýchlosť 111:22 111:22 111:22
3. rýchlosť 1:1 1:1 1:1
Priemer kolesa 160 mm 160 mm 160 mm
Impulzný snímač 30 ppr 30 ppr 30 ppr
Vysoká manuálna rýchlosť 200 cm/min 200 cm/min 200 cm/min
Frekvenčný pomer 85:50 85:50 85:50
Motor 2000 ot/min 2000 ot/min 2000 ot/min
0460 949 285
- 46 -
© ESAB AB 2015

8 PONUKA KONFIGURÁCIA
Priemer zvaru 1000 mm - 1000 mm
Priemer kladky 1000 mm - -
8.3.6 Tandem pre zváracie zdroje LAF aTAF
Používa sa pri zváraní s dvoma zváracími hlavami.
Nastavte kurzor na riadok TANDEM astlačte kláves ENTER. Pomocou polohovacieho
gombíka vyberte možnosť ZAP (ON) astlačte kláves ENTER.
Pred zváraním dvoma zváracími hlavami sa musí nastaviť funkcia POSUNUTIE ZVÁRACEJ
HLAVY (WELD HEAD OFFSET).
POSUNUTIE ZVÁRACEJ HLAVY (WELD HEAD OFFSET) je vzdialenosť medzi zváracími
hlavami vmilimetroch.
Pri zadávaní vzdialenosti medzi zváracou hlavou 1 ČELO (HEAD) azváracou hlavou 2
CHVOST (TAIL) riadiaca jednotka hodnotu prepočíta na čas medzi štartom zváracej hlavy 1
aštartom zváracej hlavy 2.
Čas, ktorý môže riadiaca jednotka vypočítať pre vzdialenosť medzi štartom a zastavením
zváracích zdrojov, je maximálne 65 sekúnd. To znamená, že ak sa zadá napríklad
50cm/min, ako maximálne POSUNUTIE ZVÁRACEJ HLAVY (WELD HEAD OFFSET)
možno zadať 2000mm. Je to tak, že čas neuplynie skôr, ako hlava 2 dosiahne štartovací
bod.
CHVOST HLAVA
POSUNUTIE ZVÁRACEJ HLAVY
0460 949 285
- 47 -
© ESAB AB 2015

8 PONUKA KONFIGURÁCIA
POZNÁMKA!Obe riadiace jednotky musia mať rovnaké nastavenia POSUNUTIA
ZVÁRACEJ HLAVY (WELD HEAD OFFSET) amusí sa zadať rovnaká rýchlosť chodu.
Hlavná riadiaca jednotka musí byť priradená hlave ČELO (HEAD) apodriadená riadiaca
jednotka hlave CHVOST (TAIL). Pohyb vždy ovláda hlavná riadiaca jednotka.
Hodnoty zvárania dvoma zváracími hlavami špecifikujte nasledovne:
Nastavte kurzor na riadok ZVÁRACIA HLAVA (WELDING HEAD). Vyberte, či nastavenie má
platiť pre hlavnú riadiacu jednotku ČELO (HEAD) alebo pre podriadenú riadiacu jednotku
CHVOST (TAIL).
• Nastavte kurzor na riadok POSUNUTIE ZVÁRACEJ HLAVY (WELD HEAD OFFSET)
azadajte vzdialenosť medzi oboma zváracími hlavami.
Príklad, VSTUP/VÝSTUP ZAP
Zváracia hlava 2 (podriadená)
CHVOST
Zváracia hlava 1
(hlavná)
HLAVA
POSUNUTIE ZVÁRACEJ HLAVY
•
Stlačte tlačidlo Štart pre zváraciu hlavu1.
• Zváracia hlava 1 začne zvárať.
• Zváracia hlava 2 začne zvárať až vtedy, keď sa dosiahne štartovacia poloha zváracej
hlavy 1 (táto vzdialenosť je zadaná ako POSUNUTIE ZVÁRACEJ HLAVY (WELD HEAD
OFFSET)).
0460 949 285
- 48 -
© ESAB AB 2015

8 PONUKA KONFIGURÁCIA
•
Stlačte tlačidlo Stop pre zváraciu hlavu1.
• Zváracia hlava 1 zastaví zváranie, naďalej sa však pohybuje.
• Zváracia hlava 2 zastaví zváranie, keď dosiahne bod, vktorom zariadenie1 zastavilo
zváranie (táto vzdialenosť je zadaná ako POSUNUTIE ZVÁRACEJ HLAVY (WELD HEAD
OFFSET)).
• Zváranie je dokončené.
Príklad , VSTUP/VÝSTUP VYP
Zváracia hlava 2 (podriadená)
CHVOST
Zváracia hlava 1
(hlavná)
HLAVA
POSUNUTIE ZVÁRACEJ HLAVY
•
Stlačte tlačidlo Štart súčasne pre zváraciu hlavu1 azváraciu hlavu2.
• Zváracia hlava 1 začne zvárať.
• Zváracia hlava 2 začne zvárať až vtedy, keď sa dosiahne štartovacia poloha zváracej
hlavy 1 (táto vzdialenosť je zadaná ako POSUNUTIE ZVÁRACEJ HLAVY (WELD HEAD
OFFSET)).
•
Stlačte tlačidlo Stop súčasne pre zváraciu hlavu1 azváraciu hlavu2.
• Zváracia hlava 1 zastaví zváranie, naďalej sa však pohybuje.
• Zváracia hlava2 zastaví zváranie, keď dosiahne bod, vktorom zariadenie 1 zastavilo
zváranie (táto vzdialenosť je zadaná ako POSUNUTIE ZVÁRACEJ HLAVY (WELD HEAD
OFFSET).
• Zváranie je dokončené.
0460 949 285
- 49 -
© ESAB AB 2015

8 PONUKA KONFIGURÁCIA
8.3.7 Zvárací zdroj Tandem pre Aristo 1000
Používa sa pri zváraní s dvoma a viacerými zváracími hlavami. Každá zváracia hlava je
regulovaná vlastnou riadiacou jednotkou (PEK).
Nastavte kurzor na riadok TANDEM astlačte kláves ENTER. Pomocou polohovacieho
gombíka vyberte možnosť ZAP (ON) astlačte kláves ENTER.
Vybratá je predná zváracia hlava.
Vybratá je zadná zváracia hlava.
ZVÁRACIA HLAVA (WELDING HEAD)
Vyberte si, ktorá zváracia hlava má ovládať pojazd – predná (HLAVA - HEAD) alebo zadná
(CHVOST - TAIL).
HLAVNÝ ZDROJ STRIEDAVEJ SYNCHRONIZÁCIE (AC SYNC MASTER)
Jeden zdroj vtandemovom systéme musí byť nastavený ako hlavný zdroj striedavej
synchronizácie ak je použité synchronizované striedavé zváranie. Pokiaľ je to možné, ako
hlavný zdroj striedavej synchronizácie zvoľte prvý zdroj striedavého zvárania.
OVLÁDANIE CHODU (TRAVEL CONTROL)
Vyberte, či má zváracia hlava ovládať pojazd. Pojazd môže predná i zadná zváracia hlava,
avšak naraz vždy len jedna z nich.
SYNCHRONIZOVANÉ SPUSTENIE ZVÁRANIA (SYNCRONIZED WELD START)
Výber možnosti ON (ZAP) znamená, že riadiacu jednotku stačí spustiť pre prednú zváraciu
hlavu. Zadná sa spustí automaticky. Ak sa vyberie možnosť VYP (OFF), všetky zváracie
hlavy sa musia spustiť pomocou príslušnej riadiacej jednotky.
0460 949 285
- 50 -
© ESAB AB 2015

8 PONUKA KONFIGURÁCIA
SYNCHRONIZOVANÉ ZVÁRANIE STRIEDAVÝM PRÚDOM (SYNCRONIZED AC
WELDING)
Synchronizované striedavé zváranie znamená, že frekvencia a vyváženie, striedavé impulzy
sú synchronizované na rovnaké hodnoty pre všetky zváracie hlavy v tandemovom systéme.
POSUNUTIE ZVÁRACEJ HLAVY
POSUNUTIE ZVÁRACEJ HLAVY (WELD HEAD OFFSET) je vzdialenosť medzi zváracími
hlavami vmilimetroch. Posunutie zváracej hlavy sa nastavuje vždy bez ohľadu na to, či je
alebo nie je vybraté synchronizované spustenie zvárania. Ak je vybraté nesynchronizované
spustenie zvárania, posunutie sa použije na výpočet oneskorenia spustenia zvárania
zváracou hlavou CHVOST (TAIL).
CHVOST HLAVA
POSUNUTIE ZVÁRACEJ HLAVY
FÁZOVÝ POSUN (PHASE SHIFT) (platí len pre zváranie striedavým prúdom)
Fázový posun označuje posun fázy vzhľadom k prednej zváracej hlave. Jednotky sú stupne.
8.3.8 Paralelne zapojené zváracie zdroje (platí len pre zváracie zdroje
Aristo1000)
Aby bolo možné paralelne nastaviť dva zdroje, mali by byť zapojené abyť na zbernici CAN
2 aktívne iba tie dva zdroje, ktoré sa majú spojiť.
0460 949 285
- 51 -
© ESAB AB 2015

8 PONUKA KONFIGURÁCIA
Nastavenie paralelného zapojenia zváracích zdrojov preveďte nasledovne:
1. Nastavte funkciu PARALELNE ZAPOJENÉ ZVÁRACIE ZDROJE (PARALLEL
POWERSOURCES) do polohy ON (ZAP)
2. Nastavte ID paralelne zapojenej dvojice (Parallel couple ID). Prvá paralelne zapojená
dvojica je nastavená do polohy 1, ďalšia paralelná dvojica do polohy 2 atď.
3. Vyberte zponuky riadok Spojiť spodriadeným (Connect with slave) astlačte klávesu
Enter.
Objaví sa správa „Spojiť“ (Connect).
4. Znovu stlačte klávesu Enter.
Keď sú hlavný apodradený zdroj spojené, objaví sa text „Spojené“ (Connected)
8.3.9 Posuv studeného drôtu
Možnosť POSUV STUDENÉHO DRÔTU (ZAP) (ICE WIRE FEED (ON)) možno vybrať
vhlavnej konfiguračnej ponuke zariadenia. Ak je vybratý posuv studeného drôtu, zobrazí sa
možnosť OS POSUVU STUDENÉHO DRÔTU (ICE WIRE FEED AXIS).
0460 949 285
- 52 -
© ESAB AB 2015

8 PONUKA KONFIGURÁCIA
Nastavenia osi posuvu studeného drôtu musia byť zhodné sosou posuvu drôtu.
• Motor sa vyberá z rozbaľovacieho zoznamu s nasledujúcimi možnosťami:
• Možnosť PREVOD1 (GEAR1) musí byť nastavená na hodnotu ZAP (ON). Možnosť VYP
(OFF) sa nemôže nastaviť.
• Možnosť PREVOD2 (GEAR2) spravidla musí byť nastavená na hodnotu ZAP (ON), ale
môže sa vybrať aj možnosť VYP (OFF).
• Hodnoty N1 a N2 pod Prevod 1 a 2 sú nastavené jedným z troch nastavovacích
gombíkov v spodnej časti panelu. Intervaly pre N1 a N2 závisia od vybraného motora.
• Priemer podávacích kladiek (FEED ROLLER DIAM) sa vyberá spolu s nastavením
gombíka. Interval závisí od vybraného motora.
• Spolu s každým gombíkom nastavení sa vyberá kodér pre impulzy (ENCODER
PULSES). Interval sa pohybuje od 1 do 9998 PPR (PPR = impulzov na otáčku).
• NÍZKA MANUÁLNA RÝCHLOSŤ (LOW MANUAL SPEED) sa vyberá ktorýmkoľvek
znastavovacích gombíkov. Interval je od 1 do 1000 cm/min.
• VYSOKÁ MANUÁLNA RÝCHLOSŤ (HIGH MANUAL SPEED) sa vyberá ktorýmkoľvek
znastavovacích gombíkov. Interval je od 1 do 5000 cm/min.
0460 949 285
- 53 -
© ESAB AB 2015

8 PONUKA KONFIGURÁCIA
8.3.10 Polarita (platí len pre zvárací zdroj Aristo1000)
Vponuke POLARITA (POLARITY) sa môže nastaviť polarita zvárania.
• Ak chcete zvárať skladnou polaritou zváracieho drôtu azápornou polaritou obrobku,
vyberte kladnú polaritu.
• Ak chcete zvárať so zápornou polaritou zváracieho drôtu akladnou polaritou obrobku,
vyberte zápornú polaritu.
8.3.11 Nastavenia ID uzla (platí len pre zváracie zdroje Aristo1000)
Ak sú v systéme vstupno-výstupné uzly, tu sa zadávajú ich identifikačné čísla.
8.3.12 Systémové informácie (platí len pre zvárací zdroj Aristo1000)
Vponuke SYSTÉMOVÉ INFORMÁCIE (SYSTEM INFORMATION) sa zobrazujú aktívne
zváracie zdroje spojené prostredníctvom zbernice CAN2 ak sú zdroje
vparalelnom/tandemovom režime aak sú nakonfigurované ako hlavný apodradený.
8.4 Dĺžky káblov (platí len pre zváracie zdroje LAF aTAF)
Napätie oblúka je ovplyvnené impedanciou zváracích káblov. Impedanciu ovplyvňuje dĺžka a
plocha káblov, a takisto to, ako sú vedené. Najviac sa to prejavuje pri zváraní striedavým
prúdom.
Ak zadáte skutočnú dĺžku kábla, zabezpečuje sa kompenzácia poklesu napätia v dlhých
kábloch.
Musí byť zadaná celková dĺžka kábla (spoločne zvárací kábel a konektor).
Poznámka! Pri použití dvoch káblov sa musia skombinovať plochy oboch.
Táto funkcia je aktívna počas procesu spúšťania, kým zvárací zdroj prijme nameranú
hodnotu, podľa ktorej sa môže nastaviť.
0460 949 285
- 54 -
© ESAB AB 2015

8 PONUKA KONFIGURÁCIA
Ak sa vyberie možnosť Max OCV, táto funkcia nie je aktivovaná.
8.5 Údržba
Hlavná ponuka Ponuka Konfigurácia Údržba (Maintenance)
V tejto ponuke si možno nastaviť, ako často sa má meniť kontaktný hrot. Špecifikujte počet
spustených zvarov, po ktorom je potrebné vymeniť hrot, výberom položky INTERVAL
VÝMENY KONTAKTNÉHO HROTU (CONTACT TIP CHANGE INTERVAL) a stlačením
klávesu ENTER. Zmeňte hodnotu pomocou nastavovacích gombíkov. Po uplynutí intervalu
sa v chybovom protokole zobrazí chybový kód 54.
V prípade výberu položky LIMIT CELKOVÉHO ČASU CHODU (TOTAL RUNNING TIME
LIMIT) ako limitu namiesto počtu spustení bude kontaktovaný autorizovaný servisný technik
spoločnosti ESAB.
8.6 Činiteľ filtra nameraných hodnôt (Measure–values filter factor)
Hlavná ponuka → ponuka Konfigurácia (Configuration) → Činiteľ filtra nameraných
hodnôt (Measure–values filter factor)
Táto ponuka poskytuje činiteľ filtra nameraných hodnôt zváracieho prúdu. Čím vyššia
hodnota činiteľa filtra sa vyberie, tým stabilnejšia odmeraná hodnota zváracieho prúdu sa
získa. Môžete vybrať činitele filtra 1, 2 alebo 4.
Nastavte kurzor na riadok ČINITEĽ FILTRA NAMERANÝCH HODNÔT
(MEASURE–VALUES FILTER FACTOR) astlačte kláves ENTER. Vkontextovej ponuke sa
zobrazia činitele filtra JEDEN (ONE), DVA (TWO) aŠTYRI (FOUR). Pomocou
nastavovacieho gombíka vyberte požadovaný činiteľ filtra astlačte kláves ENTER.
0460 949 285
- 55 -
© ESAB AB 2015

9 NÁSTROJE
9 NÁSTROJE
Hlavná ponuka Nástroje
Táto ponuka obsahuje nasledujúce podponuky:
• Spracovanie udalostí (Event handling), pozrite si “Spracovanie udalostí (Event handling)”,
str.56.
• Export/Import, pozrite si “Export/Import”, str.60.
• Správca súborov (File manager), pozrite si “Správca súborov”, str.60.
• Upraviť nastavovacie limity (Edit setting limits), pozrite si “Editor nastavovacích limitov
(Setting limit editor)”, str.63.
• Upraviť meracie limity (Edit measure limits), pozrite si “Editor meracích limitov (Measure
limit editor)”, str.64.
• Výrobná štatistika (Production statistics), pozrite si “Výrobná štatistika”, str.65.
• Funkcie kvality (Quality functions), pozrite si “Funkcie kvality”, str.66.
• Kalendár (Calendar), pozrite si “Kalendár”, str.67.
• Účty používateľa (User accounts), pozrite si “Účty používateľa”, str.67.
• Informácie ojednotke (Unit information), pozrite si “Informácie o jednotke”, str.69.
9.1 Spracovanie udalostí (Event handling)
Hlavná ponuka → Nástroje (Tools) → Spracovanie udalostí (Event handling)
Riadiace kódy poruchy slúžia na indikáciu, že pri zváracom postupe došlo k poruche.
Zobrazujú sa vkontextovej ponuke avpravom hornom rohu displeja sa zobrazí výkričník .
Poznámka! Po otvorení ponuky protokolu udalostí sa výkričník prestane na obrazovke
zobrazovať.
Ponuka Spracovanie udalostí (Event handling) obsahuje dve vedľajšie ponuky, Protokol
udalostí (Event log) (pozrite si “Protokol udalostí (Event log)”, str.56) aAktívne chyby
(Active errors) (pozrite si “Aktívne chyby (Active errors)”, str.57).
9.1.1 Protokol udalostí (Event log)
Hlavná ponuka → Nástroje (Tools) → Spracovanie udalostí (Event handling) →
Protokol udalostí (Event log)
Všetky chyby, ku ktorým bude dochádza počas používania zváracieho zariadenia sú
dokumentované ako chybové správy v chybovom protokole. Zadať možno až 99 chybových
správ. Ak sa chybový protokol naplní, t. j. keď bolo uložených 99 chybových správ, stará
správa sa automaticky odstráni, keď sa vyskytne ďalšia porucha.
0460 949 285
- 56 -
© ESAB AB 2015

9 NÁSTROJE
Vchybovom protokole sú nasledujúce informácie:
• Chybové číslo chyby
• Deň, keď sa chyba vyskytla
• Čas, keď sa chyba vyskytla
• Jednotka, vktorej sa chyby vyskytla (pozrite si “ID jednotiek”, str.58)
• Kód riešenia chyby (pozrite si “Popis kódov správy porúch”, str.58)
9.1.2 Aktívne chyby (Active errors)
Hlavná ponuka → Nástroje (Tools) → Spracovanie udalostí (Event handling) →
Aktívne chyby (Active errors)
V ponuke Aktívne chyby (Active errors) sa zobrazujú len chyby, ktoré sú vdanom momente
aktívne.
0460 949 285
- 57 -
© ESAB AB 2015

9 NÁSTROJE
9.1.3 ID jednotiek
Vysvetlenie ID jednotiek pre zváracie zdroje LAF aTAF:
2= zvárací zdroj
6= posuv drôtu apohyb chodu (motorová doska)
8= ovládací panel
Poznámka! ID jednotiek uvedené vyššie platia pre zváracie zdroje LAF aTAF asú
príkladom čísiel ID jednotky Aristo1000, pretože uzly vaplikácii Aristo1000 môžu mať
rôzne čísla ID vzávislosti od konfigurácie zariadenia.
9.1.4 Popis kódov správy porúch
Dolu uvádzame riadiace kódy porúch, ktoré si používatelia môžu opraviť svojpomocne. Ak sa
objaví iný kód, reštartujte stroj a ak porucha pretrváva, obráťte sa na servisného technika.
Chybový kód Opis
LAF, TAF Aristo 1000
6 4201 4202
4203
Vysoká teplota
Zvárací zdroj sa prehrial a vypol zváranie. Zváranie bude znova
umožnené, keď teplota klesne pod parameter maximálna teplota.
Postup: Skontrolujte, či nečistotami nie sú upchané prívodné a
odvádzacie vetracie otvory. Skontrolujte používaný zvárací
cyklus auistite sa, že zariadenie nie je preťažované. Ak porucha
pretrváva, obráťte sa na servisného technika.
7 Nízky zvárací prúd
Zvárací oblúk je vypnutý, pretože zvárací prúd počas zváracieho
postupu bol príliš nízky.
Postup: Resetuje sa pri nasledujúcom spustení zvárania. Ak
porucha pretrváva, obráťte sa na servisného technika.
8 Nízke napätie akumulátora
Príliš nízke napätie akumulátora. Ak sa batéria nevymení, všetky
uložené údaje budú stratené. Táto chyba nepotlačí žiadne
funkcie.
Postup: Obráťte sa na servisného technika apožiadajte ho, aby
vymenil batériu.
11 8411,
vedľajší
kód 0
Chyba otáčok motora, (posuv drôtu, motor chodu)
Motor nedokáže udržať svoju rýchlosť. Zváranie zastavuje.
Postup: Skontrolujte, či podávanie drôtu nie je zakliesnené alebo
či nebeží príliš rýchlo. Ak porucha pretrváva, obráťte sa na
servisného technika.
12 Interná chyba komunikácie (varovanie)
Okamžité zaťaženie systémovej zbernice CAN je príliš vysoké.
Zvárací zdroj možno stratil kontakt s riadiacou jednotkou.
Postup: Skontrolujte, či sú všetky zariadenia správne pripojené.
Ak porucha pretrváva, obráťte sa na servisného technika.
0460 949 285
- 58 -
© ESAB AB 2015

9 NÁSTROJE
14 Komunikačná chyba
Systémová zbernica CAN dočasne prestala fungovať, pretože
zaťaženie je príliš vysoké. Aktuálny zvárací postup sa zastaví.
Postup: Skontrolujte, či sú všetky zariadenia správne pripojené.
Vypnite sieťové napájanie, aby sa jednotka znova iniciovala. Ak
porucha pretrváva, obráťte sa na servisného technika.
17 8117 Stratený kontakt sjednotkou
Stratený kontakt s jednotkou.
Postup: Skontrolujte zapojenie a konektor medzi riadiacou
jednotkou a zváracím zdrojom. Ak porucha pretrváva, obráťte sa
na servisného technika.
Chybový kód Opis
LAF, TAF Aristo 1000
32 Nepreteká žiadny plyn
Spúšťanie je zablokované.
Postup: Skontrolujte plynový ventil, hadice aprípojky.
43 Vysoký zvárací prúd
Zvárací zdroj vypol zvárací postup, pretože prúd prekročil
parameter maximálneho prúdu pre zvárací zdroj.
Postup: Resetuje sa pri nasledujúcom spustení zvárania. Ak
porucha pretrváva, obráťte sa na servisného technika.
44 Štart prerušil zvárací prúd
Zvárací postup sa zastavil, pretože nepokročil ďalej v priebehu
10 sekúnd.
Postup: Resetuje sa pri nasledujúcom spustení zvárania. Ak
porucha pretrváva, obráťte sa na servisného technika.
168 169 8411,
vedľajší
kód 1
Motor sa zastavil.
Impulzový prevodník motora nedodáva impulzy.
Pre zdroje LAF aTAF: 168=motorM1(motor posuvu drôtu),
169=motorM2(motor chodu)
Postup: Skontrolujte káble motora. Vymeňte impulzový
prevodník.
0460 949 285
2310 Nasýtenie prúdu servomotora
Zvárací zdroj dočasne dodáva maximálny prúd.
Postup: Ak chyba pretrváva, skúste nastaviť nižšie zváracie
údaje.
- 59 -
© ESAB AB 2015

9 NÁSTROJE
3205 Vysoké napätie jednosmerného prúdu
Postup: Skontrolujte, či sieťové napätie nie je príliš nízke alebo
príliš vysoké.
5010 Vysoká induktancia
Induktancia je príliš vysoká vzávislosti od dĺžky zváracích káblov
avysokých zváracích údajov.
Postup: Skúste upraviť zváracie údaje.
9.2 Export/Import
Hlavná ponuka Tools (Nástroje) Export/Import
V ponuke Export/Import je možné prenášať informácie do a z ovládacieho panelu cez pamäť
USB.
Prenášať možno nasledujúce informácie:
• Záznamy zváracích údajov Export/Import
• Nastavenie systému Export/Import
• Nastavovacie limity Export/Import
• Meracie limity Export/Import
• Chybový protokol Export
• Protokol funkcií kvality Export
• Výrobná štatistika Export
Pri ukladaní na pamäť USB postupujte takto:
Zasuňte pamäť USB do riadiacej jednotky.
Vyberte riadok s informáciami, ktoré sa majú preniesť. Stlačte kláves EXPORT alebo
IMPORT podľa toho, či sa informácie majú exportovať alebo importovať.
9.3 Správca súborov
Hlavná ponuka Nástroje Správca súborov
Informácie na pamäti USB (C:\) možno spravovať v správcovi súborov. Správca súborov
umožňuje manuálne odstrániť a prekopírovať zváracie údaje a údaje o kvalite.
Po pripojení pamäte USB sa na displeji zobrazí predvolený priečinok pamäte, ak bol predtým
vybraný predvolený priečinok.
0460 949 285
- 60 -
© ESAB AB 2015

9 NÁSTROJE
Ovládací panel si pamätá, kde ste boli, keď ste naposledy používali správcu súborov, aby ste
sa po návrate vrátili na to isté miesto v súborovej štruktúre.
• Veľkosť zvyšného pamäťového priestoru zistíte pomocou funkcie INFO.
• Informácie aktualizujte stlačením klávesu AKTUALIZOVAŤ (UPDATE).
• Keď chcete súbor odstrániť, zmeniť názov, vytvoriť nový priečinok, kopírovať alebo
prilepiť, stlačte ALT. Objaví sa zoznam, z ktorého si môžete vybrať niektorú možnosť. Pri
výbere (..) alebo priečinka môžete vytvoriť len nový priečinok alebo prilepiť súbor, ktorý
ste predtým skopírovali. Ak ste vybrali súbor a predtým ste prekopírovali súbor, budú
pridané možnosti PREMENOVAŤ (RENAME), KOPÍROVAŤ (COPY) a PRILEPIŤ
(PASTE).
Vyberte si priečinok alebo súbor a stlačte ALT.
Tento zoznam sa zobrazí po stlačení ALT.
9.3.1 Odstrániť súbor/priečinok
Vyberte si súbor alebo priečinok, ktorý sa má odstrániť, a stlačte ALT.
Vyberte možnosť ODSTRÁNIŤ (DELETE) a stlačte kláves ENTER.
0460 949 285
- 61 -
© ESAB AB 2015

9 NÁSTROJE
Súbor/priečinok bol teraz odstránený. Aby sa priečinok dal odstrániť, musí byť prázdny, t. j.
najprv odstráňte súbory z priečinka.
9.3.2 Premenovať súbor/priečinok
Vyberte si súbor alebo priečinok, ktorý sa má premenovať, a stlačte ALT.
Vyberte možnosť PREMENOVAŤ (RENAME) a stlačte kláves ENTER.
Na displeji sa objaví klávesnica. Polohovací gombík slúži na zmenu riadku a šípky na pohyb
doľava a doprava. Vyberte znak/funkciu, ktoré sa majú použiť, a stlačte ENTER.
9.3.3 Vytvoriť nový priečinok
Vyberte si, kde sa má nachádzať nový priečinok, a stlačte ALT.
Vyberte možnosť NOVÝ PRIEČINOK (NEW FOLDER) a stlačte kláves ENTER.
Na displeji sa potom objaví klávesnica. Polohovací gombík slúži na zmenu riadka a šípky na
pohyb doľava a doprava. Vyberte znak/funkciu, ktoré sa majú použiť, a stlačte ENTER.
9.3.4 Kopírovať a prilepovať súbory
Vyberte si súbor, ktorý sa má prekopírovať, a stlačte ALT.
Vyberte možnosť KOPÍROVAŤ (COPY) a stlačte kláves ENTER.
0460 949 285
- 62 -
© ESAB AB 2015

9 NÁSTROJE
Nastavte kurzor na priečinok, v ktorom sa má nachádzať prekopírovaný súbor a stlačte ALT.
Vyberte možnosť PRILEPIŤ (PASTE). a stlačte kláves ENTER.
Kópia sa uloží pod názvom Copy of plus pôvodný názov, napr. Copy of WeldData.awd.
9.4 Editor nastavovacích limitov (Setting limit editor)
Hlavná ponuka → Tools (Nástroje) → Editor nastavovacích limitov (Setting limit
editor)
V tejto ponuke si možno nastaviť vlastné maximálne a minimálne hodnoty pre rôzne
zváracie metódy. Limity nemôžu byť vyššie ani nižšie ako hodnoty, pre ktoré je dimenzovaný
zvárací zdroj. Kdispozícii je 50 miest v pamäti. Vyberte si riadok pre prázdne úložné miesto
a stlačte ENTER. Vyberte proces stlačením ENTER, vyberte zvárací postup pomocou
polohovacieho gombíka a stlačte ENTER.
Pre všetky procesy možno vybrať maximálne a minimálne hodnoty napätia oblúka, rýchlosti
podávania drôtu, rýchlosti chodu a zváracieho prúdu.
0460 949 285
- 63 -
© ESAB AB 2015

9 NÁSTROJE
Po úprave hodnôt stlačte kláves ULOŽIŤ (STORE). Keď sa zariadenie opýta, či sa má
hodnota limitu uložiť na vybrané pamäťové miesto, stlačte kláves NIE (NO) alebo ÁNO
(YES). Hodnoty pamäťového miesta si možno pozrieť pod čiarou dolu.
Pomocou softvérového klávesu AUTO sa parametre nastavujú automaticky podľa naposledy
použitých parametrov.
Po zobrazení otázky, či sa hodnoty limitov majú nastaviť automaticky, stlačte kláves NIE
(NO) alebo ÁNO (YES) apotom kláves ULOŽIŤ (STORE), ak sa nastavenie má zachovať.
9.5 Editor meracích limitov (Measure limit editor)
Hlavná ponuka → Tools (Nástroje) → Editor meracích limitov (Measure limit editor)
V tejto ponuke si možno nastaviť vlastné merané hodnoty pre rôzne zváracie metódy.
Kdispozícii je 50 miest v pamäti. Vyberte si riadok pre prázdne úložné miesto a stlačte
ENTER. Vyberte proces stlačením klávesu ENTER, vyberte zvárací postup pomocou
polohovacieho gombíka a stlačte ENTER.
Vybrať možno nasledujúce hodnoty:
• napätie oblúka: min, max
• rýchlosť posuvu drôtu: min, max
• zvárací prúd: min, max
• rýchlosť chodu: min, max
• energia na jednotku dĺžky: min, max
Nastavte požadovanú hodnotu pomocou nastavovacích gombíkov astlačte kláves ULOŽIŤ
(STORE).
0460 949 285
- 64 -
© ESAB AB 2015

9 NÁSTROJE
V dialógovom okne dostanete otázku, či chcete uložiť vybrané pamäťové miesto. Stlačením
klávesu ÁNO (YES) hodnotu uložíte. Hodnoty pamäťového miesta si možno pozrieť pod
čiarou dolu.
Pomocou softvérového klávesu AUTO sa parametre nastavujú automaticky podľa naposledy
použitých odmeraných hodnôt.
Po zobrazení otázky, či sa odmerané hodnoty majú nastaviť automaticky, stlačte kláves NIE
(NO) alebo ÁNO (YES) apotom kláves ULOŽIŤ (STORE), ak sa nastavenie má zachovať.
9.6 Výrobná štatistika
Hlavná ponuka Nástroje Výrobná štatistika
Výrobná štatistika bude sledovať celkový čas horenia oblúka, celkové množstvo materiálu a
počet zvarov od ostatnej inicializácie. Bude monitorovať aj čas horenia oblúka a množstvo
použitých materiálov v ostatnom zvare. Na informačné účely sa vypočíta a zobrazí aj
množstvo roztaveného materiálu na jednotku dĺžky a kedy došlo k ostatnej inicializácii.
Stlačením klávesu VYNULOVAŤ (RESET) vynulujete všetky počítadlá. Dátum ačas
zodpovedajú úplne poslednej inicializácii.
0460 949 285
- 65 -
© ESAB AB 2015

9 NÁSTROJE
Ak nevynulujete počítadlá, všetky sa automaticky inicializujú, ak niektoré z nich dosiahnu
svoju maximálnu hodnotu.
Maximálne hodnoty počítadiel
Čas 999 hodín, 59 minút, 59 sekúnd
Hmotnosť 13350000 gramov
Množstvo 65535
9.7 Funkcie kvality
Hlavná ponuka Nástroje Funkcie kvality
Funkcie kvality sledujú rôzne zaujímavé zváracie údaje pre jednotlivé zvary.
Sú to tieto funkcie:
• Čas začiatku zvárania.
• Dĺžka trvania zvárania.
• Maximálny, minimálny a priemerný prúd počas zvárania.
• Maximálne, minimálne a priemerné napätie počas zvárania.
• Maximálna, minimálna a priemerná energia na jednotku dĺžky počas zvárania.
V riadku v spodnej časti sa zobrazí počet zvarov od poslednej inicializácie. Možno uložiť
informácie pribl. o maximálne 100 zvaroch. Ak už máte viac ako 100 zvarov, prvý zvar bude
prepísaný.
Na displeji bude zobrazený naposledy zaznamenaný zvar, hoci je možné prechádzať aj
medzi ostatnými zaznamenanými zvarmi. Všetky protokoly môžete odstrániť stlačením
klávesu VYNULOVAŤ (RESET).
9.7.1 Uložiť údaje o kvalite
Hlavná ponuka Tools (Nástroje) Export/Import
Súbory, ktoré sú vytvorené v ovládacom paneli, sú uložené ako súbory xml. Pamäť USB
musí byť naformátovaná ako FAT 32, aby správne fungovala.
Zasuňte pamäťové zariadenie USB do ovládacieho panela, pozrite si “Správca súborov”,
str.60.
Vyberte možnosť PROTOKOL FUNKCIÍ KVALITY a stlačte kláves EXPORT.
0460 949 285
- 66 -
© ESAB AB 2015

9 NÁSTROJE
Celý záznam s údajmi o kvalite (informácia o 100 najnovších vykonaných zvaroch), ktorý je
uložený v ovládacom paneli, sa teraz ukladá na pamäť USB.
Súbor je v priečinku nazývanom QData. QData sa vytvorí automaticky po zasunutí pamäte
USB.
9.8 Kalendár
Hlavná ponuka Nástroje Kalendár
Dátum a čas sa nastavujú tu.
Vyberte riadok, ktorý chcete nastaviť: Year (Rok), Month (Mesiac), Day (Deň), Hour
(Hodina), Minutes (Minúty) a Seconds (Sekundy). Nastavte správnu hodnotu jedným z
nastavovacích gombíkov. Stlačte kláves NASTAVIŤ (SET).
9.9 Účty používateľa
Hlavná ponuka Nástroje Účty používateľov
Príležitostne je dôležité, predovšetkým z pohľadu kvality, aby výrobok nemohli používať
neoprávnené osoby.
V tejto ponuke sa registruje meno používateľa, úroveň účtu a heslo.
0460 949 285
- 67 -
© ESAB AB 2015

9 NÁSTROJE
Vyberte položku MENO POUŽÍVATEĽA (USER NAME) a stlačte kláves ENTER. Prejdite
nadol na prázdny riadok a stlačte ENTER. Zadajte nové meno používateľa na klávesnici
pomocou polohovacieho gombíka, šípiek a ENTER.
Je tu priestor na 16 účtov používateľa. V súboroch s údajmi o kvalite bude evidentné, ktorí
používatelia zhotovili príslušný zvar.
V položke ÚROVEŇ ÚČTU (ACCOUNT LEVEL) vyberte niektorú z týchto možností:
• Správca
úplný prístup (môže pridávať nových používateľov)
• Pokročilý používateľ
má prístup ku všetkému, okrem:
○ konfigurácie stroja
○ účtov používateľa
○ sieťových nastavení
• Normálny používateľ
Má prístup:
○ V ponuke Konfigurácia:
– Údržba
○ v ponuke Nástroje:
– Informácie o jednotke
○ V ponuka Nastavenia:
– Napätie
– Prúd/Posuv drôtu
– Rýchlosť chodu
– Smer zvárania
V riadku HESLO (PASSWORD) zadajte heslo pomocou klávesnice. Keď je zvárací zdroj
zapnutý a ovládací panel je aktivovaný, na displeji sa objaví žiadosť o zadanie vásho hesla.
Ak sa rozhodnete, že túto funkciu nechcete používať a chcete odblokovať napájací zdroj a
ovládací panel pre všetkých používateľov, vyberte možnosť VYPNÚŤ ÚČTY
POUŽÍVATEĽOV (USER ACCOUNTS OFF).
0460 949 285
- 68 -
© ESAB AB 2015

9 NÁSTROJE
9.10 Informácie o jednotke
Hlavná ponuka Nástroje Informácie o jednotke
V tejto ponuke nájdete nasledujúce informácie:
• ID stroja (Machine ID)
• ID uzla (Node ID) (týka sa čísel ID uzlov uvedených nižšie, pozrite si “ID jednotiek”, str.
58)
2 = zvárací zdroj
6 = posuv drôtu apohyb chodu (motorová doska)
8 = ovládací panel
• Verzia softvéru
0460 949 285
- 69 -
© ESAB AB 2015

ŠTRUKTÚRA PONÚK
ŠTRUKTÚRA PONÚK
SAW
1) The setting range is dependent on the product used.
2) The menu shows the settings that belong to the selected regulation type.
0460 949 285
- 70 -
© ESAB AB 2015

ŠTRUKTÚRA PONÚK
GMAW
* The setting range is dependent on the product used.
0460 949 285
- 71 -
© ESAB AB 2015

ŠTRUKTÚRA PONÚK
GOUGING
* The setting range is dependent on the product used.
0460 949 285
- 72 -
© ESAB AB 2015

ŠTRUKTÚRA PONÚK
Configuration
Language
Code lock
CONFIGURATION
General configuration
• fast mode soft buttons
• quality data log to file
• soft keys setup
• auto save mode
• unit of length
Machine configuration
• product code
• wire feed axis
• ice wire feed axis
• travel axis
• outer axis
• tandem
• parallel power sources
• ice wire feed
• polarity
• node ID settings
• system information
Cable lengths
Maintenance
• contact tip change interval
• total running time limit
Measure–values filter factor
0460 949 285
- 73 -
© ESAB AB 2015

ŠTRUKTÚRA PONÚK
Tools
Event handling
• Event log
• Active errors
TOOLS
Export/import
• weld data sets
• system settings
• setting limits
• measure limits
• error log
• quality function log
• production statistics
File manager
Setting limit editor
Measure limit editor
Production statistics
Quality functions
Calendar
User accounts
Unit information
0460 949 285
- 74 -
© ESAB AB 2015

ROZMERY DRÔTOV
ROZMERY DRÔTOV
Submerged arc welding with constant ampere (SAW CA)
Wire type Wire diameter (mm)
Fe Solid 0,8 1,0 1,2 1,6 2,0 2,4 3,0 3,2 4,0 5,0 6,0
Fe Solid Twin 2 x 0,8 2 x 1,0 2 x 1,2 2 x 1,6 2 x 2,0 2 x 2,4 2 x 3,0 2 x 4,0 2 x
5,0
Fe Flux Cored 0,8 1,0 1,2 1,6 2,0 2,4 3,0 3,2 4,0
Fe Flux Cored Twin 2 x 0,8 2 x 1,0 2 x 1,2 2 x 1,6 2 x 2,0 2 x 2,4 2 x 3,0 2 x 4,0
SS Solid 0,8 1,0 1,2 1,6 2,0 2,4 3,0 3,2 4,0 5,0 6,0
SS Solid Twin 2 x 0,8 2 x 1,0 2 x 1,2 2 x 1,6 2 x 2,0 2 x 2,4 2 x 3,0 2 x 3,2 2 x
4,0
SS Strip 30 x 0,5 60 x 0,5 90 x 0,5
SS Flux Cored 0,8 1,0 1,2 1,6 2,0 2,4 3,0 3,2 4,0 5,0 6,0
SS Flux Cored Twin 2 x 0,8 2 x 1,0 2 x 1,2 2 x 1,6 2 x 2,0 2 x 2,4 2 x 3,0 2 x 3,2 2 x
4,0
MIG/MAG welding with constant ampere (GMAW CA)
Wire type Wire diameter (mm)
Fe Solid 0,8 1,0 1,2 1,6 2,0 2,4
Fe Flux Cored 0,8 1,0 1,2 1,6 2,0 2,4
SS Solid 0,8 1,0 1,2 1,6 2,0 2,4
SS Flux Cored 0,8 1,0 1,2 1,6 2,0 2,4
Al Solid 0,8 1,0 1,2 1,6 2,0 2,4
Al Flux Cored 0,8 1,0 1,2 1,6 2,0 2,4
Gouging with constant ampere (CA)
Electrode dimension (mm)
8.0 9.5 13.0
0460 949 285
- 75 -
© ESAB AB 2015

OBJEDNÁVACIE ČÍSLA
OBJEDNÁVACIE ČÍSLA
Ordering no. Denomination
0460 504 880
0460 949 270
0460 949 271
0460 949 272
0460 949 273
0460 949 274
0460 949 275
0460 949 276
0460 949 277
0460 949 278
0460 949 279
0460 949 280
0460 949 281
0460 949 282
0460 949 283
Control unit PEK
Instruction manual SE
Instruction manual DK
Instruction manual NO
Instruction manual FI
Instruction manual GB
Instruction manual DE
Instruction manual FR
Instruction manual NL
Instruction manual ES
Instruction manual IT
Instruction manual PT
Instruction manual GR
Instruction manual PL
Instruction manual HU
0460 949 284
0460 949 285
0460 949 286
0460 949 289
0460 949 290
0460 949 291
0460 949 292
0460 949 293
Instruction manual CZ
Instruction manual SK
Instruction manual RU
Instruction manual EE
Instruction manual LV
Instruction manual SI
Instruction manual LT
Instruction manual CN
Instruction manuals are available on the Internet at www.esab.com
0460 949 285
- 76 -
© ESAB AB 2015

OBJEDNÁVACIE ČÍSLA
0460 949 285
- 77 -
© ESAB AB 2015

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Heist-op-den-Berg
Tel: +32 15 25 79 30
Fax: +32 15 25 79 44
BULGARIA
ESAB Kft Representative Office
Sofia
Tel: +359 2 974 42 88
Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB International AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting
Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting
Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
www.esab.com
 Loading...
Loading...