


NL
A2, A6
PEK Control panel
Gebruiksaanwijzing
Valid from program version 1.000460 949 077 NL 100127

1 INLEIDING 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1 Bedieningspaneel 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1.1 Toetsen en knoppen 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2 Eerste stap 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2.1 Taal kiezen 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2.2 Maateenheden 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3 Display 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3.1 Symbolen op het display 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4 Algemene informatie over instellingen 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4.1 Instelling van numerieke waarden 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4.2 Instelling met gegeven opties 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.5 TERUG en ENTER 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 MENU'S 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1 Hoofdmenu 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.1 Configuratiemenu 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.2 Menu Tools 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.3 Lasdata-instelmenu 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.4 Metingenmenu 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.5 Lasdatageheugenmenu 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.6 Snelkeuzemenu 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 ONDER POEDERDEK LASSEN 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Instellingen voor onder poederdek lassen 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 GASBOOGLASSEN MET METALEN ELEKTRODE 18. . . . . . . . . . . . . . . . . . . .
4.1 Instellingen voor gasbooglassen met metalen elektrode 18. . . . . . . . . . . . . . . . . . . . . . . . .
5 ELEKTRISCH GUTSEN 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Instellingen voor elektrisch gutsen 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 UITLEG VAN DE VERSCHILLENDE FUNCTIES 20. . . . . . . . . . . . . . . . . . . . . . .
6.1 CA, constante lasstroom 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 CW, constante draadaanvoersnelheid 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.3 Draad-/elektrodediameter 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.4 Boogspanning 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.5 Draadaanvoersnelheid 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.6 Transportsnelheid 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.7 Lasrichting 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.8 Poedervoorstroomtijd 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.9 Gasvoorstroomtijd 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.10 Luchtvoorstroomtijd 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.11 Starttype 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.12 Start draadaanvoer 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.13 Startfases 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.14 Max. open spanning (Open Circuit Voltage, OCV) 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.15 Poedernastroomtijd 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.16 Gasnastroom 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.17 Luchtnastroomtijd 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.18 Kratervulling 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.19 Nabrandtijd 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.20 Stopfases 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.21 Dynamische regeling 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.22 Instelgrenswaarden 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.23 Meetgrenswaarden 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Recht op wijzigingen zonder voorafgaande mededeling voorbehouden.
TOCh
- 2 -

7 GEHEUGENBEHEER 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1 Werking bedieningspaneel 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.2 Opslaan 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.3 Oproepen 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.4 Verwijderen 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.5 Kopiëren 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.6 Naam 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.7 Bewerken 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 CONFIGURATIEMENU 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.1 Blokkeringscode 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.1.1 Status blokkeringscode 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.1.2 Blokkeringscode instellen/wijzigen 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2 Algemene instellingen 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2.1 Snelkeuzetoetsen 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2.2 Kwaliteitsgegevens loggen naar bestand 34. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2.3 Functietoetsconfiguratie 34. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2.4 Automatisch opslaan 35. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3 Machine-instellingen 36. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.1 Productcode 36. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.2 Draadaanvoeras 37. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.3 Transportas 37. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.4 Buitenste as 38. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.5 Tandem 38. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.4 Kabellengte 41. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.5 Onderhoud 42. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.6 Netwerkinstellingen 42. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.6.1 Systeemoverzicht 43. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 TOOLS 43. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1 Foutlog 44. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1.1 Eenheden 44. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1.2 Beschrijving van foutbeheercodes 45. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.2 Export/Import 46. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3 Bestandsmanager 47. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.1 Bestand/map verwijderen 48. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.2 Bestand/map hernoemen 48. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.3 Nieuwe map maken 48. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.4 Bestanden kopiëren en plakken 48. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.4 Instelgrenswaarden bewerken 49. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.5 Meetgrenswaarden 50. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.6 Productiestatistieken 51. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.7 Kwaliteitsfuncties 51. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.7.1 Kwaliteitsgegevens opslaan 52. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.8 Kalender 53. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.9 Gebruikersaccounts 53. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.10 Eenheidsinformatie 55. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
MENUSTRUCTUUR 56. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
DIAMETER DRAAD 60. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
BESTELNUMMER 61. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Recht op wijzigingen zonder voorafgaande mededeling voorbehouden.
TOCh
- 3 -
NL
1 INLEIDING
Om het maximale uit uw lasapparatuur te halen, raden wij u aan deze
gebruikershandleiding te lezen.
Algemene informatie over het gebruik vindt u in de instructiehandleiding van de
bedieningseenheid, automatische lasmachine, kolom en statief of de voeding.
De tekst in het display is beschikbaar in de volgende talen: Engels, Zweeds, Fins,
Noors, Deens, Duits, Frans, Italiaans, Nederlands, Spaans, Portugees, Hongaars,
Pools, Amerikaans Engels en Tsjechisch, Chinees en Russisch.
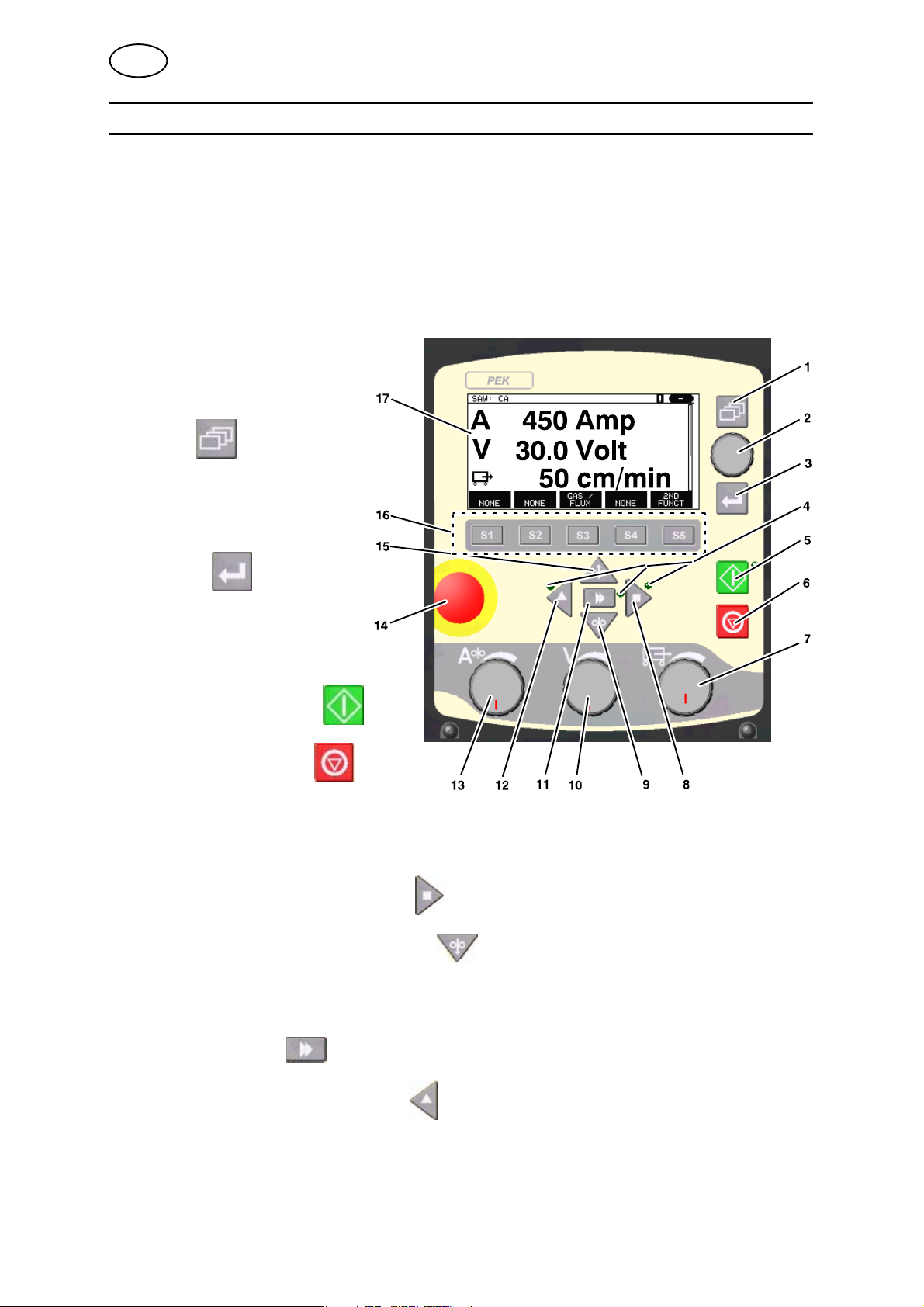
1.1 Bedieningspaneel
1 Menu
2 Knop voor het verplaatsen
van de cursor
(positioneringsknop)
3 ENTER
4 Groene indicatielampje,
gaat branden als de functie
actief is
5 Beginnen met lassen
6 Stoppen met lassen
7 Knop voor het instellen van de
transportsnelheid in het metingenmenu, in andere menu's voor het verhogen of
verlagen van de instelwaarden (instelknop)
8 Handmatige transportbeweging
9 Handmatige draadaanvoer omlaag
10 Knop voor het instellen van de boogspanning in het metingenmenu, in andere
menu's voor het verhogen of verlagen van de instelwaarden (instelknop)
11 Snelle beweging
12 Handmatige transportbeweging
13 Knop voor het instellen van de lasstroom / draadaanvoersnelheid in het
metingenmenu, in andere menu's voor het verhogen of verlagen van de
instelwaarden (instelknop)
bi24d1ha
- 4 -

NL
14 Noodstop
15 Handmatige draadaanvoer omhoog
16 Functietoetsen
17 Display
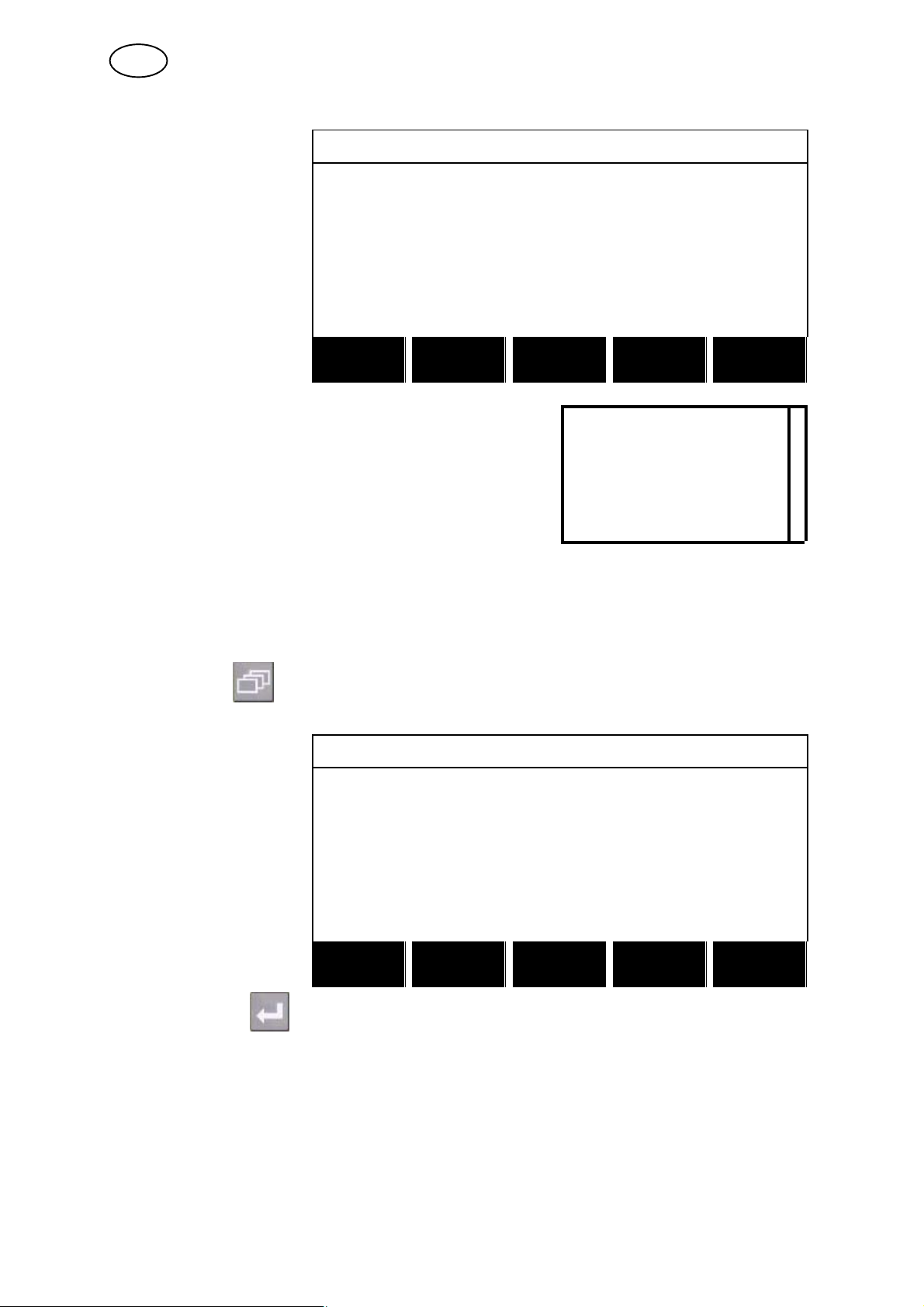
1.1.1 Toetsen en knoppen
Menu
Het gebruik van de toets Menu brengt u altijd terug in het hoofdmenu in het
betreffende proces:
SAW
PROCESS SAW
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
FAST
SET MEASURE MEMORY
MODE
ENTER
De toets ENTER wordt gebruikt om menukeuzes te bevestigen.
Functietoetsen
De vijf toetsen (S1 - S5) onder het display hebben verschillende functies. Het zijn
functietoetsen, wat betekent dat ze verschillende functies kunnen hebben afhankelijk
van het menu waarin u werkt. De huidige functie van deze toetsen wordt
aangegeven door de tekst in de onderste regel van het display. Als de functie actief
is, verandert de kleur van het veld met het tekstvak in wit.
Draadaanvoer omhoog
Toets voor het omkeren van de draadinvoer zonder boogspanning, bijvoorbeeld bij
het vervangen van de draadspoel. Zolang de toets wordt ingedrukt, wordt er draad
aangevoerd.
Draadaanvoer omlaag
Toets voor draadaanvoer zonder boogspanning. Zolang de toets wordt ingedrukt,
wordt er draad aangevoerd.
bi24d1ha
- 5 -

NL
Transportbeweging
Toets voor transportbeweging in de lasrichting die wordt aangegeven door het
symbool op de lasapparatuur. Druk om de transportbeweging te stoppen op ,
of .
De LED brandt tijdens de transportbeweging.
Transportbeweging
Toets voor transportbeweging in de lasrichting die wordt aangegeven door het
symbool op de lasapparatuur. Druk om de transportbeweging te stoppen op ,
of .
De LED brandt tijdens de transportbeweging.
Snelle beweging
Toets voor snelle beweging van draadaanvoer of transportbeweging.
De LED gaat branden tijdens snelle beweging.
Beginnen met lassen
Toets voor het starten van het lasproces.
Stoppen met lassen
Toets voor stoppen van het lassen, alle transportbewegingen en alle motoren.
Positioneringsknop
De bovenste knop rechts wordt in de instructiehandleiding de positioneringsknop
genoemd en wordt gebruikt voor het verplaatsen van de cursor.
Instelknop
De drie knoppen onder het paneel worden in de instructiehandleiding instelknoppen
genoemd en worden gebruikt voor het wijzigen van de instelwaarden in het paneel.
bi24d1ha
- 6 -

NL
1.2 Eerste stap
1.2.1 Taal kiezen
Dit menu verschijnt als de machine voor het eerst wordt ingeschakeld:
SAW: CA
|
A 450 Amp
V 30.0 Volt
|
|
|
|
|
50 cm/min
GAS /
NONE NONE
Het bedieningspaneel is af fabriek ingesteld op Engels. Ga verder als volgt om uw
taal te selecteren:
Druk op Menu om het hoofdmenu te openen.
Plaats de cursor met de
positioneringsknop in
de regel CONFIGURA
TIE (CONFIGURA
TION).
Druk op ENTER om uw keuze te bevestigen.
FLUX NONE
SAW
PROCESS SAW
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
SET MEASURE MEMORY
2ND
FUNCT
FAST
MODE
bi24d1ha
- 7 -
NL
Plaats de cursor op de
regel TAAL (LANGUA
GE). Druk op ENTER
voor een lijst met talen
die beschikbaar zijn in
het bedieningspaneel.
CONFIGURATION
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
Plaats de cursor op de regel met de taal van uw
keuze en druk op ENTER.
1.2.2 Maateenheden
NORSK
POLSKI
PORTUGUES
SUOMI
SVENSKA
CHINESE
QUIT
|
|
|
Het bedieningspaneel is af fabriek ingesteld op metrisch. Ga verder als volgt om een
andere meeteenheid te selecteren:
Druk op Menu om het hoofdmenu te openen.
Plaats de cursor met de
positioneringsknop op
de regel CONFIGURA
TIE (CONFIGURA
TION).
SAW
PROCESS SAW
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
FAST
SET MEASURE MEMORY
MODE
Druk op ENTER om uw keuze te bevestigen.
bi24d1ha
- 8 -

NL
Plaats de cursor op de
regel ALGEMENE
CONFIGURATIE (GE
NERAL CONFIGURA
TION).
CONFIGURATION
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
Druk op ENTER om uw keuze te bevestigen.
Plaats de cursor op de
regel LENGTE MEE
TEENHEID (UNIT OF
LENGTH). Druk op EN
TER voor een lijst met
de meeteenheden die
beschikbaar zijn in het
GENERAL CONFIGURATION
FAST MODE SOFT BUTTONS 1
QUALITY DATA LOG TO FILE ON
SOFT KEYS SETUP"
AUTO SAVE MODE OFF
UNIT OF LENGTH METRIC
bedieningspaneel.
QUIT
Plaats de cursor op de regel met de gewenste meeteenheid en druk
op ENTER.
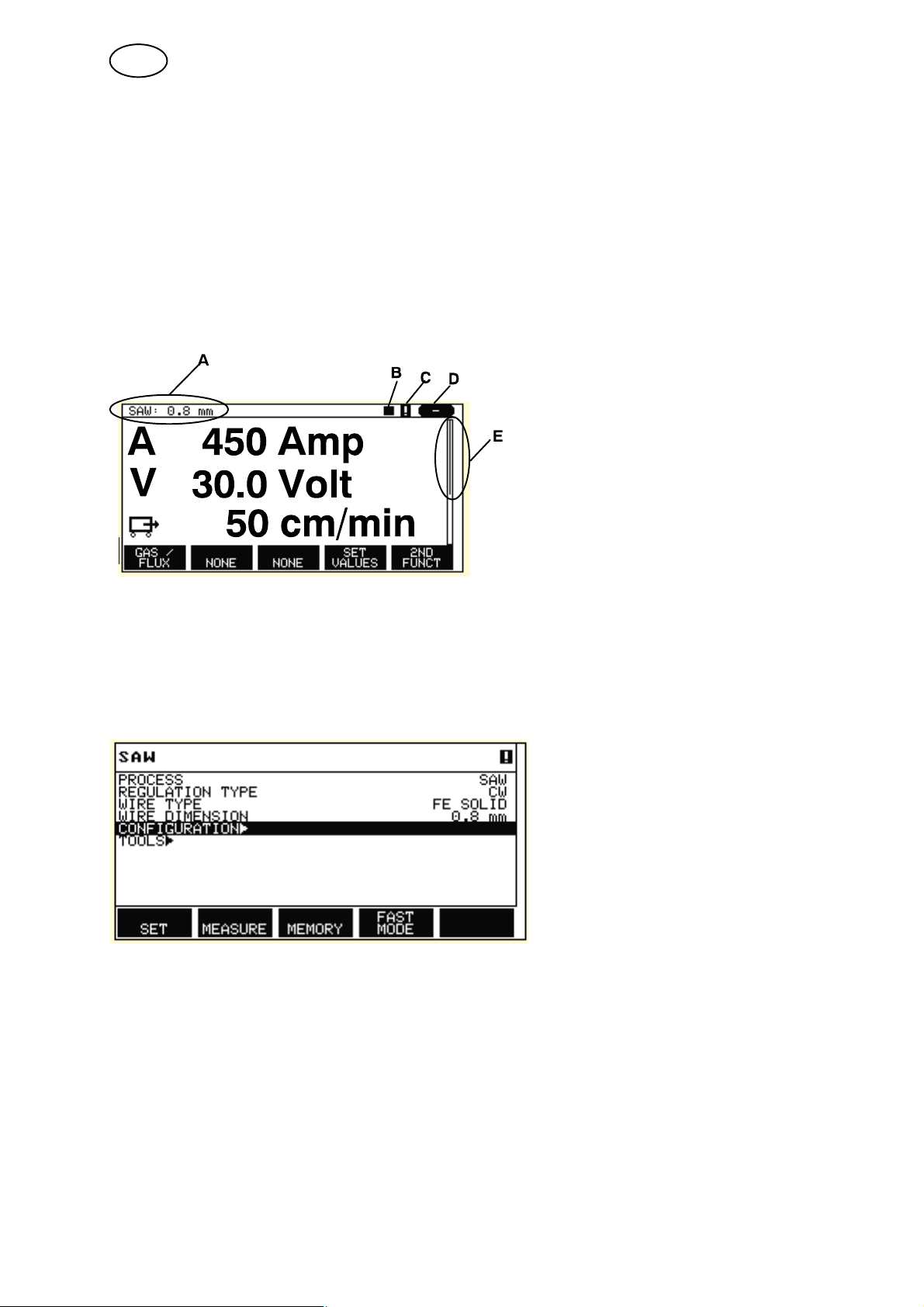
1.3 Display
SAW
PROCESS SAW
REGULATION TYPE CW
WIRE TYPE Fe SOLID
WIRE DIMENSION 0.8 mm
CONFIGURATION"
TOOLS"
QUIT
METRIC
INCH.
bi24d1ha
SET MEASURE MEMORY
- 9 -
FAST
MODE
NL
Cursor
De cursor van het bedieningspaneel heeft de vorm van een zwart veld rond de tekst,
en de geselecteerde tekst zelf wordt wit. De cursor wordt in de instructiehandleiding
vet gedrukt weergegeven.
Tekstkaders
Onder in het display ziet u vijf kaders waarin de huidige functies van de vijf
functietoetsen onder het display worden beschreven.
1.3.1 Symbolen op het display
A De geselecteerde lasgegevens
B Lasrichting
C Er heeft zich een fout voorgedaan.
Zie hoofdstuk 9.1
D Opgeroepen
geheugenpositienummer
E Schuifbalk. Dit menu bevat meer
informatie
Pijltjes
Wanneer zich achter een regel meer informatie bevindt, wordt dit aangegeven met
een zwarte pijl " achter de tekst.
1.4 Algemene informatie over instellingen
Er zijn drie typen instellingen:
S Instelling van numerieke waarden
S Instelling met gegeven opties
S Instelling van modus AAN/UIT
bi24d1ha
- 10 -

NL
1.4.1 Instelling van numerieke waarden
Bij het instellen van numerieke waarden worden de instelknoppen gebruikt om de
instelwaarden te verhogen of verlagen. In het metingenmenu worden de knoppen
voor lasstroom / draadaanvoersnelheid, boogspanning of transportbeweging
gebruikt.
1.4.2 Instelling met gegeven opties
Bepaalde instellingen worden uitgevoerd door een optie uit een lijst te selecteren.
Dit is een voorbeeld van de lijst:
SAW
GMAW
GOUGING
Plaats de cursor op de regel voor SAW. Druk in deze positie op ENTER om de optie
SAW te selecteren. Als u in plaats daarvan een andere optie wilt selecteren, plaats
de cursor dan op de juiste regel door deze met de positioneringsknop omhoog of
omlaag te bewegen. Druk vervolgens op ENTER. Als u de lijst wilt verlaten zonder
een optie te kiezen, druk dan op TERUG (QUIT).
1.5 TERUG en ENTER
De meest rechtse functietoets wordt hoofdzakelijk gebruikt voor TERUG (QUIT),
hoewel deze af en toe ook voor andere functies wordt gebruikt.
S Met TERUG keert u terug naar het vorige menu of de vorige afbeelding.
S Druk op ENTER om een geselecteerde optie in een menu of lijst uit te voeren.
De toets wordt in deze handleiding ENTER genoemd.
2 MENU'S
Het bedieningspaneel heeft verschillende menu's:
S Hoofdmenu
S Configuratiemenu
S Menu Tools
S Lasdata-instelmenu
S Metingenmenu
S Lasdatageheugenmenu
S Snelkeuzemenu
De menustructuren zijn weergegeven op pagina 56 en verder. Tijdens het opstarten
verschijnt ook kort een opstartscherm met informatie over de gebruikte
programmaversie.
bi24d1ha
- 11 -

NL
Opstartscherm
2.1 Hoofdmenu
In het HOOFDMENU
kunt u het lasproces,
het draadtype, de be
dieningsmethode,
draaddiameter etc. wij
zigen.
U kunt vanuit dit menu
andere submenu's ope
SAW
PROCESS SAW
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 0.8 mm
CONFIGURATION"
TOOLS"
nen.
2.1.1 Configuratiemenu
Hoofdmenu Configuratie
In het menu CONFIGU
RATIE (CONFIGURA
TION) kunt u de taal
wijzigen, het wacht
woord wijzigen,
algemene instellingen
uitvoeren, machineaan
passingen verrichten
etc.
CONFIGURATION
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
SET MEASURE MEMORY
FAST
MODE
bi24d1ha
QUIT
- 12 -

NL
2.1.2 Menu Tools
Hoofdmenu Tools
In het menu TOOLS
(TOOLS) kunt u
bestanden overbrengen
en kwaliteits- en
productiestatistieken en
foutenlogs etc.
bekijken.
TOOLS
ERROR LOG"
EXPORT / IMPORT"
FILE MANAGER"
SETTING LIMIT EDITOR"
MEASURE LIMIT EDITOR"
PRODUCTION STATISTICS"
QUALITY FUNCTIONS"
CALENDAR"
USER ACCOUNTS"
UNIT INFORMATION"
2.1.3 Lasdata-instelmenu
Hoofdmenu
In het lasdata-instelme
nu INSTELLING (SET)
kunt u verschillende
lasparameters wijzigen.
Het uiterlijk van het
menu varieert
afhankelijk van het
geselecteerde
lasproces.
SAW WELD DATA SETTING
VOLTAGE 20.5 V
CURRENT 395 A
TRAVEL SPEED 0 cm/min
DIRECTION J
START DATA"
STOP DATA"
DYNAMIC REGULATION AUTO
SETTING LIMITS"
MEASURE LIMITS"
QUIT
bi24d1ha
QUIT
- 13 -

NL
2.1.4 Metingenmenu
Hoofdmenu
In het menu METING (MEASURE) kunt u tijdens het lassen gemeten waarden voor
uiteenlopende lasparameters bekijken.
A 450 AMP
Gemeten lasstroom
30,0 volt
Gemeten boogspan
ning
50 cm/min
Gemeten transportsnel
heid
300 cm/min
Gemeten draadaan
voersnelheid
30 kJ/cm
SAW: CW
A 450 Amp
V 30.0 Volt
50 cm/min
GAS /
NONE NONE
SAW: CW
FLUX NONE
FUNCT
50 cm/min
|
|
|
|
|
|
2ND
Geeft energie per
lengte-eenheid aan, die
wordt berekend op
basis van de geselec
teerde waarden voor de
lasstroom, boogspan
ning en transportsnel
heid.
De gemeten waarden blijven zichtbaar op het display, ook als u stopt met lassen.
U krijgt toegang tot andere menu's zonder de gemeten waarden te verliezen.
De instelknoppen kunnen worden gebruikt om de lasparameters te wijzigen in het
meetdisplay.
Als de instelwaarde wordt gewijzigd als er niet wordt gelast, wordt de gemeten
waarde gewijzigd naar nul.
300 cm/min
30.0 kJ/cm
GAS /
NONE NONE
FLUX NONE
2ND
FUNCT
|
|
|
|
|
|
bi24d1ha
- 14 -

NL
Als de functietoets INSTELWAARDEN is geactiveerd, toont het meetdisplay ook de
ingestelde waarden. Zie het hoofdstuk ”Snelkeuzetoetsen instellen” 8.2.3 .
300 cm/min
Draadaanvoersnelheid
instellen
SAW: CW
300 cm/min
20.0 volt
Boogspanning instellen
30 cm/min
Transportsnelheid
instellen
2.1.5 Lasdatageheugenmenu
Hoofdmenu
In het menu LASGE
GEVENSGEHEUGEN
(WELD DATA
MEMORY) kunt u
diverse ingestelde
lasgegevens opslaan,
oproepen, verwijderen
en kopiëren. De
lasgegevens kunnen in
255 verschillende
geheugenposities
worden opgeslagen.
V 20.0 Volt
30 cm/min
NONE NONE
WELD DATA MEMORY
1 (SAW)
7 (GMAW)
SET
VALUES NONE
|
|
|
|
|
|
2ND
FUNCT
STORE
Zie voor meer informatie hoofdstuk 7 ”Geheugenbeheer”.
- 15 -
bi24d1ha
2ND
FUNCT QUIT

NL
2.1.6 Snelkeuzemenu
Hoofdmenu
In het menu SNELLE
MODUS (FAST MODE)
kunt u sneltoetsen
toewijzen aan
geheugenposities voor
lasgegevens. Deze
instellingen worden
verricht in het configu
ratiemenu. Het nummer
van de geselecteerde
geheugenpositie wordt
weergegeven in de
rechter bovenhoek.
Zie voor meer informatie het hoofdstuk 8.2.1 ”Snelkeuzemenu, functietoetsen”.
A 450 Amp
V 30.0 Volt
50 cm/min
WELD
DATA 1
WELD
DATA 2
WELD
DATA 3
WELD
DATA 4
2ND
FUNCT
16
bi24d1ha
- 16 -

NL
3 ONDER POEDERDEK LASSEN
Hoofdmenu Proces
Bij onder poederdek lassen (Submerged Arc Welding, SAW) smelt een boog een
continu aangevoerde draad. Het lasbad wordt beschermd door laspoeder.
Als het proces voor onder poederdek lassen wordt geselecteerd, kunt u kiezen
tussen twee bedieningsmethoden door REGELTYPE (REGULATION TYPE) te
selecteren met de positioneringsknop en op ENTER te drukken. Kies tussen
constante lasstroom CA of constante draadaanvoer CW, zie de uitleg in hoofdstuk
6.1 en 6.2.
3.1 Instellingen voor onder poederdek lassen
Instellingen Instelbereik In stappen
van
Boogspanning* 14 - 50 V 0,1 V (1V) 30 V
Lasstroom* (CA) 0 - 3200 A 1 A 400 A
Draadaanvoersnelheid* (CW) 0 - 2500 cm/min 1 cm/min 300 cm/min
Transportsnelheid* 0 - 200 cm/min 1 cm/min 50 cm/min
Lasrichting Y - J - J
Startinformatie
Poedervoorstroomtijd 0 - 99,0 s 0,1 s 0 s
Starttype Direct of kruipstart - Direct
Start draadaanvoer Auto of ingestelde snelheid - Auto
Snelheid start draadaanvoer 0 - 1000 cm/min 1 cm/min 20 cm/min
Startfases UIT of AAN - UIT
Open spanning UIT of AAN - UIT
Maximale open spanning 5 - 60 V 0,1 V 50 V
Stopinformatie
Poedernastroomtijd 0 - 99,0 s 0,1 s 0 s
Kratervulling UIT of AAN - UIT
Kratervultijd 0 - 10 s 0,01 s 1 s
Nabrandtijd 0 - 10 s 0,01 s 1 s
Stopfases UIT of AAN - UIT
Dynamische regeling Auto of Instellwaardes - Auto
Instelgrenswaarden - - Meetgrenswaarden - - -
Waarde na
resetten
*) Het instelbereik is afhankelijk van het gebruikte product.
bi24d1ha
- 17 -
NL
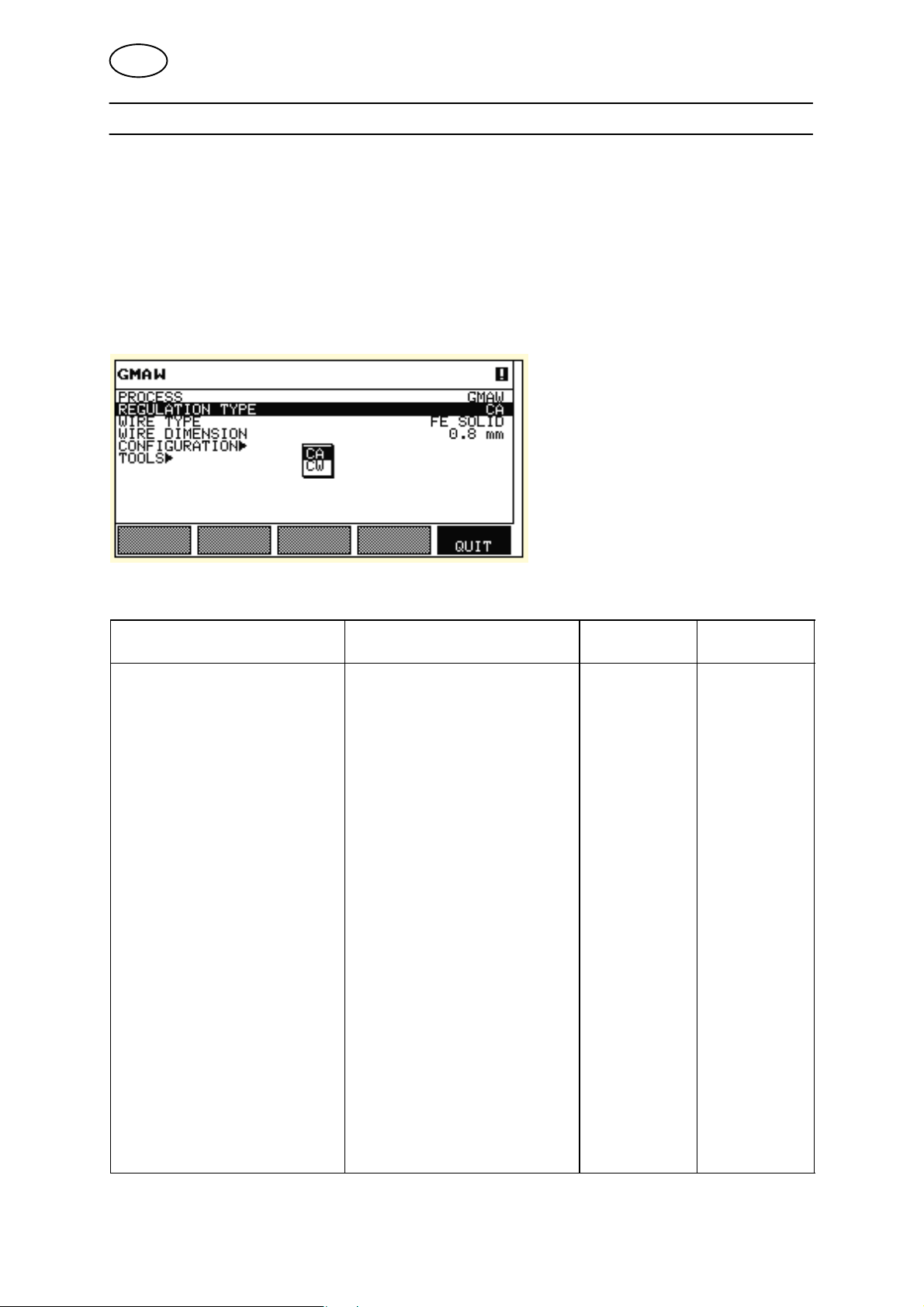
4 GASBOOGLASSEN MET METALEN ELEKTRODE
Hoofdmenu Proces
Bij gasbooglassen met metalen elektrode (Gas Metal Arc Welding, GMAW) smelt
een boog een continu aangevoerde draad. Het lasbad wordt beschermd door
beschermgas.
Als het proces voor gasbooglassen met metalen elektrode wordt geselecteerd, kunt
u kiezen tussen twee bedieningsmethoden door REGELTYPE (REGULATION
TYPE) te selecteren met de positioneringsknop en op ENTER te drukken. Kies
tussen constante lasstroom CA of constante draadaanvoer CW, zie de uitleg in
hoofdstuk 6.1 en 6.2.
4.1 Instellingen voor gasbooglassen met metalen elektrode
Instellingen Instelbereik In stappen
van
Boogspanning* 14 - 50 V 0,1 V (1V) 30 V
Lasstroom* (CA) 0 - 3200 A 1 A 400 A
Draadaanvoersnelheid* (CW) 0 - 2500 cm/min 1 cm/min 300 cm/min
Transportsnelheid* 0 - 200 cm/min 1 cm/min 50 cm/min
Lasrichting Y - J - J
Startinformatie
Gasvoorstroomtijd 0 - 99,0 s 0,1 s 2,0 s
Starttype Direct of kruipstart - Direct
Start draadaanvoer Auto of ingestelde snelheid - Auto
Snelheid start draadaanvoer 0 - 1000 cm/min 1 cm/min 20 cm/min
Startfases UIT of AAN - UIT
Open spanning UIT of AAN - UIT
Maximale open spanning 5 - 60 V 0,1 V 50 V
Stopinformatie
Gasnastroomtijd 0 - 99,0 s 0,1 s 2,0 s
Kratervulling UIT of AAN - UIT
Kratervultijd 0 - 10 s 0,01 s 1 s
Nabrandtijd 0 - 10 s 0,01 s 1 s
Stopfases UIT of AAN - UIT
Dynamische regeling Auto of Instellwaardes - Auto
Instelgrenswaarden - - Meetgrenswaarden - - -
Waarde na
resetten
*) Het instelbereik is afhankelijk van het gebruikte product.
bi24d1ha
- 18 -

NL
5 ELEKTRISCH GUTSEN
Hoofdmenu Proces
Voor elektrisch gutsen (GOUGING) wordt een speciale elektrode gebruikt die
bestaat uit een koolstofstaaf met een koperen omhulsel.
Er wordt een boog gevormd tussen de koolstofstaaf en het werkstuk die het
materiaal smelt. Er wordt lucht aangevoerd om het gesmolten materiaal weg te
blazen.
Als het proces voor GOUGING wordt geselecteerd, kunt u kiezen tussen twee
bedieningsmethoden door REGELTYPE (REGULATION TYPE) te selecteren met de
positioneringsknop en op ENTER te drukken. Kies tussen constante lasstroom CA of
constante draadaanvoer CW, zie de uitleg in hoofdstuk 6.1 en 6.2.
5.1 Instellingen voor elektrisch gutsen
Instellingen Instelbereik In stappen
van
Boogspanning* 14 - 50 V 0,1 V (1V) 30 V
Lasstroom* (CA) 0 - 3200 A 1 A 400 A
Draadaanvoersnelheid* (CW) 0 - 2500 cm/min 1 cm/min 300 cm/min
Transportsnelheid* 0 - 200 cm/min 1 cm/min 40 cm/min
Lasrichting Y - J - J
Startinformatie
Luchtvoorstroomtijd 0 - 99,0 s 0,1 s 0 s
Starttype Direct of kruipstart - Direct
Start draadaanvoer Auto of ingestelde snelheid - Auto
Snelheid start draadaanvoer 0 - 1000 cm/min 1 cm/min 20 cm/min
Startfases UIT of AAN - UIT
Open spanning UIT of AAN - UIT
Maximale open spanning 5 - 60 V 0,1 V 50 V
Stopinformatie
Luchtnastroomtijd 0 - 99,0 s 0,1 s 0 s
Kratervulling UIT of AAN - UIT
Kratervultijd 0 - 10 s 0,01 s 1 s
Nabrandtijd 0 - 10 s 0,01 s 1 s
Stopfases UIT of AAN - UIT
Dynamische regeling Auto of Instellwaardes - Auto
Instelgrenswaarden - - Meetgrenswaarden - - -
Waarde na
resetten
*) Het instelbereik is afhankelijk van het gebruikte product.
bi24d1ha
- 19 -

NL
6 UITLEG VAN DE VERSCHILLENDE FUNCTIES
6.1 CA, constante lasstroom
De draadaanvoer wordt geregeld door de stroombron zodat een constante lasstroom
wordt verkregen.
- Constante stroomwaarde kan worden geselecteerd in het hoofdmenu.
6.2 CW, constante draadaanvoersnelheid
De lasstroom is een resultaat van de geselecteerde draadaanvoersnelheid.
- Constante draadaanvoer kan worden geselecteerd in het hoofdmenu.
6.3 Draad-/elektrodediameter
De tabel op pagina 60 toont de draad-/elektrodediameters die kunnen worden
geselecteerd.
De gekozen diameter heeft een grote invloed op de startprocedure en op
kratervulling. Als u een andere draaddiameter moet gebruiken dan vermeld in de
tabel, kies dan een draaddiameter die dicht bij een in de tabel vermelde waarde ligt.
- Draad-/elektrodediameter kan worden geselecteerd in het hoofdmenu.
6.4 Boogspanning
Een hogere boogspanning zorgt voor een langere boog en produceert een heter en
breder lasbad.
- De boogspanning wordt ingesteld in het meetdisplay, het lasdata-instelmenu, of het
snelkeuzemenu.
6.5 Draadaanvoersnelheid
Voor instelling van de gewenste draadaanvoersnelheid in cm/minuut.
- De draadaanvoersnelheid wordt ingesteld in het meetdisplay, het lasdata-instelme
nu, of het snelkeuzemenu.
6.6 Transportsnelheid
De transportsnelheid geeft een vereiste snelheid (cm/min) aan waarmee de kolom
en het statief of het wagentje moeten bewegen.
- De transportsnelheid wordt ingesteld in het meetdisplay, het lasdata-instelmenu, of
het snelkeuzemenu.
6.7 Lasrichting
Transportbeweging in de richting die het symbool aangeeft.
- De lasrichting wordt ingesteld in het lasdata-instelmenu.
bi24d1ha
- 20 -

NL
6.8 Poedervoorstroomtijd
Deze waarde reguleert de tijd waarin het poeder stroomt voordat de boog wordt
ontstoken.
- De gasvoorstroomtijd wordt ingesteld in het lasdata-instelmenu onder
Startinformatie.
6.9 Gasvoorstroomtijd
Deze waarde reguleert de tijd waarin het beschermgas stroomt voordat de boog
wordt ontstoken.
- De gasvoorstroomtijd wordt ingesteld in het lasdata-instelmenu onder
Startinformatie.
6.10 Luchtvoorstroomtijd
Deze waarde reguleert de tijd waarin het poeder stroomt voordat de boog wordt
ontstoken.
- De luchtvoorstroomtijd wordt ingesteld in het lasdata-instelmenu onder
Startinformatie.
6.11 Starttype
Er zijn twee opties voor het starttype:
S Direct starten betekent dat de transportsnelheid start als de boog wordt
ontstoken.
S Kruipstart betekent dat de transportsnelheid op hetzelfde moment wordt gestart
als de draadaanvoer.
- Het starttype wordt geselecteerd in het lasdata-instelmenu onder Startinformatie.
6.12 Start draadaanvoer
Start draadaanvoer wordt gebruikt om de gewenste kruipsnelheid van de
elektrodemotor bij het starten in te stellen.
Als bijvoorbeeld 50 wordt ingesteld in het menu wordt een kruipsnelheid van 50
cm/min gehanteerd.
De vooraf ingestelde waarde ”AUTO” biedt een kruipsnelheid die is gebaseerd op de
instelwaarden.
- De snelheid start draadaanvoer wordt ingesteld in het lasdata-instelmenu onder
Startinformatie.
6.13 Startfases
Bij het lassen van speciale materialen of draad kan het nodig zijn om een eigen
startsequentie te maken. De startsequentie kan het uiterlijk van het lasbad
beïnvloeden.
bi24d1ha
- 21 -

NL
Het volgende kan worden ingesteld
voor Startfase 1 AAN
S Tijd (s)
Tijd voor lassen in fase 1.
S Boogspanning %
In procenten van ingestelde
spanning
S Draadaanvoer %
In procenten van ingestelde
draadaanvoer
S Lasstroom %
In procenten van ingestelde
lasstroom
S Transportsnelheid %
In procenten van ingestelde
transportsnelheid
- Startfases worden ingesteld in het lasdata-instelmenu onder Startinformatie.
Het volgende kan worden ingesteld
voor Startfase 2 AAN
S Tijd (s)
Tijd voor lassen in fase 2.
S Boogspanning %
In procenten van ingestelde
spanning
S Draadaanvoer %
In procenten van ingestelde
draadaanvoer
S Lasstroom %
In procenten van ingestelde
lasstroom
S Transportsnelheid %
In procenten van ingestelde
transportsnelheid
6.14 Max. open spanning (Open Circuit Voltage, OCV)
AAN betekent dat OCV kan worden ingesteld.
UIT betekent dat OCV is ingesteld op de instelwaarde voor de lasspanning.
- OCV wordt ingesteld in het lasdata-instelmenu onder Startinformatie.
6.15 Poedernastroomtijd
Deze waarde reguleert de tijd waarin het poeder stroomt nadat de boog is gedoofd.
- De poedernastroomtijd wordt ingesteld in het lasdata-instelmenu onder
Stopinformatie.
6.16 Gasnastroom
Deze waarde reguleert de tijd waarin het beschermgas stroomt nadat de boog is
gedoofd.
- De gasnastroomtijd wordt ingesteld in het lasdata-instelmenu onder Stopinformatie.
6.17 Luchtnastroomtijd
Deze waarde reguleert de tijd waarin de lucht stroomt nadat de boog is gedoofd.
- De luchtnastroomtijd wordt ingesteld in het lasdata-instelmenu onder
Stopinformatie.
6.18 Kratervulling
Kratervulling maakt een gecontroleerde reductie in hitte en omvang van het lasbad
mogelijk als de las wordt afgerond. Dit maakt het makkelijker poriën, hittescheuren
en kraters in de lasnaad te voorkomen.
- De kratervulling wordt ingesteld in het lasdata-instelmenu onder Stopinformatie.
bi24d1ha
- 22 -

NL
6.19 Nabrandtijd
Nabrandtijd is een vertraging tussen het moment waarop de lasdraad begint met
remmen tot het moment waarop de stroombron de boogspanning uitschakelt. Een te
korte nabrandtijd resulteert na het lassen in een langere ”draadpeuk”. Er bestaat dan
een kans dat de draad in het stollende lasbad blijft steken. Een te lange nabrandtijd
resulteert in een kortere ”draadpeuk”, waarbij de kans bestaat dat de lasboog in het
lasmondstuk slaat.
- De nabrandtijd wordt ingesteld in het lasdata-instelmenu onder Stopinformatie.
6.20 Stopfases
Stopfases worden hoofdzakelijk gebruikt voor het instellen van de kratervulling.
Het volgende kan worden ingesteld
voor Stopfase 1 AAN
S Tijd (s)
Tijd voor lassen in fase 1.
S Boogspanning %
In procenten van ingestelde
spanning
S Draadaanvoer %
In procenten van ingestelde
draadaanvoer
S Lasstroom %
In procenten van ingestelde
lasstroom
S Transportsnelheid %
In procenten van ingestelde
transportsnelheid
- Stopfases worden ingesteld in het lasdata-instelmenu onder Stopinformatie.
Het volgende kan worden
geselecteerd voor Stopfase 2 AAN
S Tijd (s)
Tijd voor lassen in fase 2.
S Boogspanning %
In procenten van ingestelde
spanning
S Draadaanvoer %
In procenten van ingestelde
draadaanvoer
S Lasstroom %
In procenten van ingestelde
lasstroom
S Transportsnelheid %
In procenten van ingestelde
transportsnelheid
6.21 Dynamische regeling
De functie Dynamische regeling is ontwikkeld voor lassen met meerdere elektrodes
en verandert de karakteristieken van de stroombron. De karakteristieken van de
stroombron worden berekend op basis van de ingestelde draadgegevens.
- Dynamische regeling wordt geselecteerd in het lasdata-instelmenu.
6.22 Instelgrenswaarden
Zie voor informatie over instelgrenswaarden hoofdstuk 9.4 ”Parameters bewerken”
6.23 Meetgrenswaarden
Zie voor informatie over meetparameters hoofdstuk 9.5 ”Meetparameters bewerken”
bi24d1ha
- 23 -

NL
7 GEHEUGENBEHEER
7.1 Werking bedieningspaneel
Het bedieningspaneel bestaat in feite uit twee eenheden: het werkgeheugen en het
lasdatageheugen.
Opslaan
Werkgeheugen Lasdatageheugen
Oproepen
In het werkgeheugen wordt een volledige set lasgegevens aangemaakt die kan
worden opgeslagen in het lasdatageheugen.
Tijdens het lassen bestuurt de inhoud van het werkgeheugen het lasproces. Het is
daarom ook mogelijk om een set lasgegevens uit het lasdatageheugen op te roepen
naar het werkgeheugen.
Het werkgeheugen bevat altijd de meest recente set lasgegevens. Dit kunnen
instellingen uit het lasdatageheugen zijn of instellingen die u zelf hebt aangepast.
Het werkgeheugen is dus nooit leeg en wordt nooit gereset.
Hoofdemenu GEHEUGEN Lasdatageheugen
WELD DATA MEMORY
2ND
STORE
FUNCT QUIT
Er kunnen maximaal 255 sets lasgegevens in het bedieningspaneel worden
opgeslagen. Iedere set krijgt een nummer van 1 tot en met 255.
U kunt ook gegevenssets verwijderen en kopiëren en gegevenssets oproepen in het
werkgeheugen.
7.2 Opslaan
Als het lasdatageheugen leeg is, verschijnt het volgende scherm in het display.
bi24d1ha
- 24 -

NL
Een set lasdata op
WELD DATA MEMORY
slaan. Deze krijgt ge
heugenpositie 5. Druk
op STORE
(OPSLAAN). Positie 1
wordt weergegeven.
Draai één van de instel
knoppen totdat u posi
tie 5 bereikt. Druk op
STORE (OPSLAAN).
STORE
Het volgende scherm verschijnt in het display.
De lasgegevens zijn nu
opgeslagen als num
mer 5.
WELD DATA MEMORY
5 - (SAW)
2ND
FUNCT QUIT
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
DELETE
2ND
FUNCT QUIT
Onderdelen van de inhoud van lasgegevensset nummer 5 worden onder in het
display weergegeven.
Als er al een gegevens
set is opgeslagen op de
geselecteerde locatie,
WELD DATA MEMORY
5 - (SAW)
wordt u gevraagd of u
die gegevens wilt over
schrijven. Selecteer JA
(YES) of NEE (NO).
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
Ga terug naar het geheugenmenu door op NEE (NO) te drukken.
- 25 -
bi24d1ha
NO YES

NL
7.3 Oproepen
We gaan nu een
opgeslagen gegevens
set oproepen:
Markeer de regel met
de positioneringsknop.
Druk op OPROEPEN
(RECALL).
Druk op JA (YES) om
te bevestigen dat u ge
gevensset nummer 5
wilt oproepen.
WELD DATA MEMORY
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
WELD DATA MEMORY
5 - (SAW)
DELETE
2ND
FUNCT QUIT
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
NO YES
Dit pictogram in het meetdisplay toont welke
geheugenpositie is opgeroepen.
bi24d1ha
- 26 -

NL
7.4 Verwijderen
Het is mogelijk om een of meer gegevenssets te verwijderen via het geheugenmenu.
Een gegevensset
verwijderen.
Selecteer de gegevens
set. Druk op WISSEN
(DELETE).
Druk op JA (YES) om
te bevestigen dat u de
gegevensset wilt verwij
deren.
WELD DATA MEMORY
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
WELD DATA MEMORY
5 - (SAW)
DELETE
2ND
FUNCT QUIT
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
NO YES
7.5 Kopiëren
Ga verder als volgt om een lasgegevensset te kopiëren naar een nieuwe
geheugenpositie:
bi24d1ha
- 27 -

NL
Druk op 2ND FUNCT
(2E FUNCT).
Selecteer de ge
heugenpositie die u wilt
kopiëren en druk op
COPY (KOPIËREN).
WELD DATA MEMORY
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
WELD DATA MEMORY
5 - (SAW)
DELETE
2ND
FUNCT QUIT
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPY RENAME
EDIT
2ND
FUNCT QUIT
We gaan nu de inhoud van geheugenpositie 5 kopiëren naar positie 50.
Selecteer geheugenpo
sitie 1 en scrol verder
met één van de instel
knoppen naar de gese
WELD DATA MEMORY
1 -
5 - (SAW)
lecteerde geheugenpo
sitie; in dit geval positie
50.Druk op YES (JA).
COPY
DATA SET 5 TO POSITION: 50
NO YES
Gegevensset nr. 5 is nu gekopieerd naar geheugenpositie 50.
bi24d1ha
- 28 -

NL
7.6 Naam
Ga verder als volgt om een opgeslagen gegevensset een eigen naam te geven:
Druk op 2ND FUNCT
(2E FUNCT). Selecteer
de geheugenpositie die
u wilt hernoemen en
WELD DATA MEMORY
5 - (SAW)
50 -
druk op RENAME
(HERNOEMEN).
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPY RENAME
EDIT
2ND
FUNCT QUIT
U hebt nu toegang tot een toetsenbord dat als volgt wordt gebruikt:
S Plaats de cursor op het gewenste
teken op het toetsenbord met de
pijltoetsen en de positioneringsknop.
Druk op UITGEVOERD (DONE).
Voer op deze manier een complete
tekststring van maximaal 40 tekens
in.
S Druk op UITGEVOERD (DONE) om de tekst op te slaan. De gegevensset heeft
nu de door u toegewezen naam in de lijst.
7.7 Bewerken
Ga verder als volgt te om de inhoud van een gegevensset te bewerken:
Druk op 2ND FUNCT
(2E FUNCT). Selecteer
de geheugenpositie die
u wilt bewerken en druk
vervolgens op EDIT
(BEWERKEN).
WELD DATA MEMORY
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPY
EDIT
2ND
FUNCT QUIT
bi24d1ha
- 29 -

NL
Een deel van het hoofdmenu wordt weergegeven en in het menu is het symbool
zichtbaar, wat betekent dat het systeem in de bewerkingsmodus is.
Druk op STEL IN (SET)
en breng de gewenste
wijzigingen aan.
SAW
REGULATION TYPE CA
WIRE TYPE SS FLUX CORED
WIRE DIMENSION 2.0 mm
SET QUIT
Het volgende menu verschijnt:
In dit voorbeeld
SAW WELD DATA SETTING
veranderen we de
lasstroom van 400 A
naar 500 A.
Selecteer de lasstroom
(STROOM) en scrol
verder naar 500 met
één van de instelknop
pen.
Druk tweemaal op
VOLTAGE 20.0 V
CURRENT 500 A
TRAVEL SPEED 0 cm/min
DIRECTION J
START DATA"
STOP DATA"
DYNAMIC REGULATION AUTO
SETTING LIMITS"
MEASURE LIMITS"
TERUG (QUIT).
De instelling voor gegevensset nummer 5 is nu bewerkt en opgeslagen.
- 30 -
bi24d1ha
QUIT

NL
8 CONFIGURATIEMENU
Hoofdmenu Configuratiemenu
Dit menu bevat de volgende submenu's:
S Taal, zie hoofdstuk 1.2.1 ”Taal kiezen”
S Blokkeringscode, zie hoofdstuk 8.1
S Algemene instellingen, zie hoofdstuk 8.2
S Machine-instellingen, zie hoofdstuk 8.3
S Kabellengte, zie hoofdstuk 8.4
S Onderhoud, zie hoofdstuk 8.5
S Netwerkinstellingen, zie hoofdstuk 8.6
8.1 Blokkeringscode
Hoofdmenu Configuratiemenu Blokkeringscode
Als de blokkeringsfunctie is geactiveerd en het meetdisplay, de afstandbedienings
modus of het snelkeuzemenu actief is, is een wachtwoord (blokkeringscode) vereist
om deze menu's te verlaten.
CODE LOCK
LOCK STATUS OFF
SET / CHANGE LOCK CODE
QUIT
De blokkeringscode wordt geactiveerd in het configuratiemenu.
8.1.1 Status blokkeringscode
In de blokkeringscodemodus kunt u de blokkeringsfunctie activeren/deactiveren. De
bestaande blokkeringscode wordt niet verwijderd bij deactivering van de functie. Als
er geen blokkeringscode is opgeslagen en u probeert om de blokkeringscode te
activeren, wordt het toetsenbord weergegeven voor het invoeren van een nieuwe
blokkeringscode.
bi24d1ha
- 31 -

NL
Om blokkeringscodemodus te verlaten:
Als het meetdisplay of snelkeuzemenu actief is en de blokkeringscode wordt
gedeactiveerd, kunt u deze menu's zonder beperkingen verlaten door op TERUG
(QUIT) of MENU te drukken om naar het hoofdmenu te gaan.
Als de code echter is geactiveerd en u probeert de menu's te verlaten, verschijnt
het volgende scherm om de gebruiker te wijzen op de blokkering.
DRUK OP ENTER VOOR BLOKKERINGSCODE...
PRESS ENTER FOR
LOCK CODE...
Hier kunt u TERUG (QUIT) selecteren om terug te gaan naar het vorige menu of
verdergaan door op ENTER te drukken om de blokkeringscode in te voeren.
Vervolgens verschijnt het menu met het toetsenbord, waarin u de code kunt
invoeren. Druk na elk teken op ENTER en bevestig de code door op opnieuw op
ENTER te drukken.
Het volgende tekstkader verschijnt:
NIET-GEBLOKKEERDE EENHEID! (UNIT UNLOCKED!)
UNIT UNLOCKED!
Als de blokkeringscode onjuist is, verschijnt een foutmelding die de gebruiker de
optie biedt het nogmaals te proberen of terug te gaan naar het vorige menu, d.w.z.
het meetdisplay of het snelkeuzemenu.
Als de blokkeringscode juist is, worden alle blokkeringen naar andere menu's
verwijderd, hoewel de blokkeringscode actief blijft. Dit betekent dat u het meetdisplay
en snelkeuzemenu tijdelijk kunt verlaten, maar de blokkeringsmodus nog steeds
actief is als u naar deze menu's terugkeert.
8.1.2 Blokkeringscode instellen/wijzigen
In de modus blokkeringscode instellen/wijzigen kunt u een bestaande
blokkeringscode aanpassen of een nieuwe code ingeven. Een blokkeringscode kan
bestaan uit maximaal 16 optionele letters of cijfers.
8.2 Algemene instellingen
Hoofdmenu Configuratiemenu Algemene instellingen
In dit menu kunt u de volgende functies instellen:
S Snelkeuzetoetsen, zie hoofdstuk 8.2.1
S Kwaliteitsgegevens loggen naar bestand, zie hoofdstuk 8.2.2
S Snelkeuzetoetsen instellen, zie hoofdstuk 8.2.3
S Automatische opslag van lasgegevens, zie hoofdstuk 8.2.4
S Lengte-eenheid, zie hoofdstuk 1.2.2 ”Maateenheid”
bi24d1ha
- 32 -

NL
8.2.1 Snelkeuzetoetsen
De snelkeuzetoetsen LASDATA 1 (WELD DATA 1) tot en met LASDATA 4 (WELD
DATA 4) worden weergegeven in het snelkeuzemenu.
SAW: CA 16
A 450 Amp
V 30.0 Volt
50 cm/min
WELD
DATA 1
Deze zijn als volgt geconfigureerd:
Plaats de cursor op de
regel voor SOFT
TOETS NUMMER
(SOFT KEY NUMBER).
De toetsen zijn genummerd 1-4, van links naar rechts. Selecteer de gewenste toets
door het nummer in te geven met de instelknoppen.
FAST MODE SOFT KEYS
SOFT KEY NUMBER 1
ASSOCIATED WELD DATA 5
STORE
WELD
DATA 2
SAW: CA: FE SOLID: 0.8 mm
20.0 V: 500 A: 0 cm/min
WELD
DATA 3
DELETE QUIT
WELD
DATA 4
2ND
FUNCT
Ga dan naar de volgende regel, GEKOPPELDE LASDATA (ASSOCIATED WELD
DATA). Hier kunt u door de lasgegevens bladeren die zijn opgeslagen in het
lasdatageheugen. Selecteer het gewenste lasdatanummer met de instelknoppen.
Druk op OPSLAAN (STORE) om op te slaan. Druk om de opgeslagen gegevensset
te verwijderen op ANNULEER (DELETE).
bi24d1ha
- 33 -

NL
8.2.2 Kwaliteitsgegevens loggen naar bestand
In het menu KWALI
TEIT DATA LOGB OP
SLAAN (QUALITY DA
TA LOG TO FILE) kan
de functie worden ge
activeerd door AAN
(ON) te selecteren.
GENERAL CONFIGURATION
FAST MODE SOFT BUTTONS 1
QUALITY DATA LOG TO FILE ON
SOFT KEYS SETUP"
AUTO SAVE MODE OFF
UNIT OF LENGTH METRIC
QUIT
Zie voor meer informatie over de instellingen van de kwaliteitsfunctie hoofdstuk 9.7.
8.2.3 Functietoetsconfiguratie
We hebben eerder een beschrijving gegeven van de functietoetsen van het
bedieningspaneel. Voor onder poederdek lassen (Submerged Arc Welding, SAW) en
voor gasbooglassen met metalen elektrode (Gas Metal Arc Welding, GMAW) kan de
gebruiker de functie van deze toetsen instellen door te kiezen uit een lijst met vooraf
ingestelde opties. Er zijn acht functietoetsen waaraan een functie kan worden
toegewezen.
U kunt kiezen uit de volgende opties:
S Geen
S Gas / Flux
S Instelwaarden
In het metingenmenu worden de ingestelde referentiewaarden weergegeven in
plaats van de gemeten waarden.
S Relais 1
Stelt relaisuitgang 1 op de print van de motor in, die door de gebruiker voor elke
functie kan worden gebruikt.
S Richting Y - J.
S Remote I/O
Wordt gebruikt als u PEK en een lasstroombron via een externe I/O-eenheid wilt
regelen.
S Externe as
Moet worden geactiveerd als er een externe I/O-eenheid is om bijvoorbeeld een
rollenbaan te regelen.
bi24d1ha
- 34 -

NL
Op het display worden
twee kolommen weer
gegeven, een voor
SOFT TOETS (SOFT
KEYS) en een voor
FUNCTIE (FUNC
TION).
SOFT KEYS SETUP
SOFT KEYS FUNCTION
S1 NONE
S2 NONE
S3 NONE
S4 NONE
S1 2ND FUNCT NONE
S2 2ND FUNCT NONE
S3 2ND FUNCT NONE
S4 2ND FUNCT NONE
QUIT
Als aan deze toetsen functies worden toegewezen, worden deze van links naar
rechts als volgt genummerd:
2ND
S1 S2 S3 S4
S1 2ND
FUNCT
S2 2ND
FUNCT
S3 2ND
FUNCT
S4 2ND
FUNCT
FUNCT
2ND
FUNCT
Ga verder als volgt om een nieuwe functie aan een functietoets toe te wijzen:
Plaats de cursor op de
regel met het functie
toetsnummer dat u wilt
gebruiken en druk op
ENTER. Er verschijnt
een pop-upmenu met
de mogelijke functies.
Selecteer de gewenste
functie met de positio
neringsknop en druk op
ENTER.
SOFT KEYS SETUP
SOFT KEYS FUNCTION
S1 NONE
S2 NONE
S3 NONE
S4 NONE
S1 2ND FUNCT NONE
S2 2ND FUNCT NONE
S3 2ND FUNCT NONE
S4 2ND FUNCT NONE
QUIT
Voor de andere toetsen kunt u op dezelfde manier een nieuwe functie toewijzen.
Combineer hiervoor een toetsnummer in de linkerkolom met een van de functies in
de rechterkolom.
8.2.4 Automatisch opslaan
Als een lasgegevensset is opgeroepen vanaf een geheugenpositie in het
lasdatageheugen en u de instellingen wijzigt, worden de wijzigingen bij de lasstop
opgeslagen in het werkgeheugen op de laatst opgeroepen geheugenpositie.
Handmatig opslaan van lasgegevens in een geheugenpositie blokkeert de volgende
automatische opslagactie.
bi24d1ha
- 35 -

NL
De geheugenpositie waarin de gegevensset wordt opgeslagen wordt weergegeven
in de rechter bovenhoek van het meetdisplay.
8.3 Machine-instellingen
Hoofdmenu Configuratiemenu Machine-instellingen
In dit menu kunt u de volgende functies instellen:
S Productcode, zie hoofdstuk 8.3.1
S Draadaanvoeras, zie hoofdstuk 8.3.2
S Transportas, zie hoofdstuk 8.3.3
S Buitenste as, zie hoofdstuk 8.3.4
S Tandem, zie hoofdstuk 8.3.5
8.3.1 Productcode
In het menu PRO
MACHINE CONFIGURATION
DUCTCODE (PRO
DUCT CODE) kunnen
de te gebruiken auto
matische lasmachine,
kolom en statief, rolstel
PRODUCT CODE A2TFJ1
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM OFF
ling of positionneur
worden geselecteerd.
QUIT
Bij het selecteren van de productcode worden het juiste motortype en de
tandwielverhouding voor de gebruikte tandwielkast in het toepasselijke product
automatisch geselecteerd.
De volgende opties kunnen worden geselecteerd:
S A2TFJ1
A2-tractor automatische lasmachine voor onder poederdek lassen (Submerged
Arc Welding, SAW)
S A2TGJ1
A2-tractor automatische lasmachine voor gasbooglassen met metalen elektrode
(Gas-Shielded Metal Arc Welding, GMAW)
S A6TFF1
A6-tractor automatische lasmachine voor onder poederdek lassen (Submerged
Arc Welding, SAW)
S FREE 2 AXIS
Optionele configuratie voor het aansluiten van twee motoren op het
motorenpaneel. Een voor de draadaanvoer en een voor de transportbeweging.
S FREE 3 AXIS
Optionele configuratie voor het aansluiten van externe rolstellingen,
positionneurs of lineaire assen, evenals voor twee motoren op het
motorenpaneel. Een voor de draadaanvoer en een voor de transportbeweging.
bi24d1ha
- 36 -

NL
8.3.2 Draadaanvoeras
De draadaanvoermotor wordt automatisch ingesteld volgens de onderstaande
tabellen.
A2TFJ1 A2TGJ1 A6TFF1
Motor 5035 38 RPM 5035 68 RPM VEC4000
Reductie 1 49:1 49:1 156:1
Reductie 2 1:1 1:1 1:1
Diameter draadaanvoerrollen 49 mm 49 mm 49 mm
Pulssensor 28 ppr 28 ppr 32 ppr
Lage manuele snelheid 150 cm/min 150 cm/min 150 cm/min
Hoge manuele snelheid 300 cm/min 300 cm/min 300 cm/min
FREE 2 AXIS FREE 3 AXIS
Motor VEC 4000 VEC 4000
Reductie 1 156:1 156:1
Reductie 2 1:1 1:1
Diameter draadaanvoerrollen 49 mm 49 mm
Pulssensor 32 ppr 32 ppr
Lage manuele snelheid 150 cm/min 150 cm/min
Hoge manuele snelheid 300 cm/min 300 cm/min
8.3.3 Transportas
De transportmotor wordt automatisch ingesteld volgende de onderstaande tabellen.
A2TFJ1 A2TGJ1 A6TFF1
Motor 4030-350 4030-350 FHP258
Reductie 1 375:10 375:10 24:1
Reductie 2 51:1 51:1 51:1
Wieldiameter 158 mm 158 mm 180 mm
Pulssensor 60 ppr 60 ppr 28 ppr
Hoge manuele snelheid 200 cm/min 200 cm/min 200 cm/min
FREE 2 AXIS FREE 3 AXIS
Motor VEC 4000 VEC 4000
Reductie 1 312:1 312:1
Reductie 2 1:1 1:1
Wieldiameter 65 mm 65 mm
Pulssensor 32 ppr 32 ppr
Hoge manuele snelheid 200 cm/min 200 cm/min
bi24d1ha
- 37 -

NL
8.3.4 Buitenste as
Bij aansluiting van een externe rolstelling, positionneur of lineaire as moet FREE 3
AXIS worden geselecteerd.
Als FREE 3 AXIS wordt geselecteerd, wordt de motor automatisch ingesteld volgens
de onderstaande tabellen.
Rolstelling Lineair Positioneereenheid
Reductie 1 560:1 560:1 560:1
Reductie 2 111:22 111:22 111:22
Reductie 3 1:1 1:1 1:1
Wieldiameter 160 mm 160 mm 160 mm
Pulssensor 30 ppr 30 ppr 30 ppr
Hoge manuele snelheid 200 cm/min 200 cm/min 200 cm/min
Frequentieverhouding 85:50 85:50 85:50
Motor 2000 tpm 2000 tpm 2000 tpm
Lasdiameter 1000 mm - 1000 mm
Roldiameter 1000 mm - -
8.3.5 Tandem
Gebruikt bij lassen met twee laskoppen.
Plaats de cursor op de
MACHINE CONFIGURATION
regel TANDEM (TAN
DEM) en druk op EN
TER.
Selecteer AAN (ON)
met de positionerings
knop en druk op EN
TER.
PRODUCT CODE A2TFX
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM ON
b WELDING HEAD HEAD
b WELD HEAD OFFSET 20 mm
b WITH I/O ON
QUIT
Voor het lassen met twee laskoppen moet de functie OFFSET LASKOP (WELD
HEAD OFFSET) worden ingesteld.
OFFSET LASKOP (WELD HEAD OFFSET) is de afstand in millimeters tussen de
laskoppen.
Als u de afstand tussen laskop 1 KOP (HEAD) en laskop 2 STAART (TAIL)
specificeert, wordt de waarde door de bedieningseenheid herberekend naar een tijd
tussen de start van laskop 1 en de vereiste start van laskop 2.
De tijd die de bedieningseenheid kan berekenen voor de afstand tussen het starten
en stoppen van de lasstroombronnen bedraagt maximaal 65 seconden. Dit betekent
dat wanneer bijvoorbeeld 50 cm/min wordt gespecificeerd, 2000 mm kan worden
ingevoerd als de maximale OFFSET LASKOP (WELD HEAD OFFSET). Hierdoor
wordt voorkomen dat tijd verloopt voordat laskop 2 het startpunt bereikt.
bi24d1ha
- 38 -

NL
WELD HEAD OFFSET
TAIL HEAD
NB!
Zorg dat beide bedieningseenheden dezelfde instellingen hebben voor OFFSET
LASKOP (WELD HEAD OFFSET) en specificeer dezelfde transportsnelheid. De
”master”-bedieningseenheid moet de KOP (HEAD) aansturen en de ”slave”-bedie
ningseenheid de STAART (TAIL). De transportbeweging wordt altijd aangestuurd
door de ”master”.
Zo specificeert u de waarden voor lassen met twee laskoppen:
Plaats de cursor op de
MACHINE CONFIGURATION
regel LASKOP (WEL
DING HEAD).
Selecteer of de instel
ling moet gelden voor
de ”master”-bedie
ningseenheid KOP
(HEAD) of de ”sla
ve”-bedieningseenheid
PRODUCT CODE A2TFX
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM ON
b WELDING HEAD HEAD
b WELD HEAD OFFSET 20 mm
b WITH I/O ON
STAART (TAIL).
QUIT
S Plaats de cursor op de regel OFFSET LASKOP (WELD HEAD OFFSET) en
specificeer de afstand tussen de twee laskoppen.
bi24d1ha
- 39 -

NL
Voorbeeld, I/O AAN
Laskop 2 (slave) Laskop 1 (master)
WELD HEAD OFFSET
TAIL HEAD
S Druk op Start voor laskop1.
S Laskop1 begint te lassen.
S Laskop2 begint alleen te lassen als de startpositie voor laskop1 is bereikt (de
afstand in WELD HEAD OFFSET (COMPENSATIE LASKOP)).
S Druk op Stop voor laskop1.
S Laskop1 stopt met lassen, maar blijft lopen.
S Laskop2 stopt met lassen als deze het punt bereikt waar apparaat1 met lassen
is gestopt (de afstand in WELD HEAD OFFSET (COMPENSATIE LASKOP)).
S Het lassen is voltooid.
bi24d1ha
- 40 -

NL
Voorbeeld, I/O UIT
Laskop 2 (slave) Laskop 1 (master)
WELD HEAD OFFSET
TAIL HEAD
S Druk tegelijkertijd op Start voor laskop 1 en laskop 2.
S Laskop 1 begint te lassen.
S Laskop 2 begint begint te lassen zodra de startpositie van laskop 1 is bereikt (de
geselecteerde afstand voor OFFSET LASKOP (WELD HEAD OFFSET).
S Druk tegelijkertijd op Stop voor laskop 1 en laskop 2.
S Laskop 1 stopt met lassen maar de transportbeweging gaat door.
S Laskop 2 stopt met lassen zodra deze het punt heeft bereikt waarop apparaat 1
met lassen is gestopt (de geselecteerde afstand voor OFFSET LASKOP (WELD
HEAD OFFSET).
S Het lassen is voltooid.
8.4 Kabellengte
De boogspanning wordt beïnvloed door de impedantie in de laskabels. De
impedantie wordt beïnvloed door de lengte, diameter en ligging van de kabels. Dit is
met name een factor bij het lassen met wisselstroom.
Compensatie voor de spanningsval bij lange kabels vindt plaats wanneer de
werkelijke kabellengte wordt gespecificeerd.
De totale kabellengte (laskabel en stekker samen) moet worden ingevoerd.
NB! Bij gebruik van twee kabels moet de diameter van beide kabels worden
gecombineerd.
Deze functie is actief tijdens het starten, voordat de stroombron een meetwaarde
heeft ontvangen die op basis waarvan regeling mogelijk is.
Bij de instelling ”Max OCV” is deze functie niet actief.
bi24d1ha
- 41 -

NL
8.5 Onderhoud
Hoofdmenu Configuratiemenu Onderhoud
In dit menu stelt u in hoe vaak het mondstuk moet worden vervangen. Specificeer
het aantal lasstarts waarna het mondstuk moet worden vervangen door de regel
VERVANGINGSTERMIJN MONDSTUK (CONTACT TIP CHANGE INTERVAL) te
selecteren en op ENTER te drukken. Wijzig de waarde met de instelknoppen. Als de
interval is verstreken, wordt foutcode 54 opgenomen in het foutlog. Reset door op
RESET (RESET) te drukken.
Als LIMIET TOTAALTIJD (TOTAL RUNNING TIME LIMIT) wordt geselecteerd in
plaats van het aantal starts, wordt contact opgenomen met een erkende
ESAB-technicus.
MAINTENANCE
CONTACT TIP CHANGE INTERVAL 0 Welds
b WELD COUNT 0 Welds
TOTAL RUNNING TIME LIMIT 0d00:00:00
b TOTAL RUNNING TIME 0d00:00:00
RESET
QUIT
8.6 Netwerkinstellingen
Hoofdmenu Configuratiemenu Netwerkinstellingen
Dit menu stelt u in staat om verbinding te maken met een administratieve tool op een
lokaal netwerk.
Voor meer informatie over de administratieve tool, zie de instructiehandleiding voor
WELDPOINT. De handleiding kan worden gedownload op www.esab.com.
NETWORK SETTINGS
DHCP ON
IP ADDRESS 172.20.125.74
SUBNET MASK 0.0.0.0.
DEFAULT GATEWAY 0.0.0.0.
HOSTNAME ESAB_W82
QUIT
bi24d1ha
- 42 -

NL
8.6.1 Systeemoverzicht
1 Lasstroombron 4 Administratieve tool, Weldpoint
2 Draadaanvoereenheid / Automatische
lasser
3 Lasgegevens-eenheid, PEK 6 USB-geheugen
5 Netwerkverbinding
9 TOOLS
Hoofdmenu Tools
Dit menu bevat de volgende submenu's:
S Foutlog, zie hoofdstuk 9.1
S Export/Import, zie hoofdstuk 9.2
S Bestandsmanager, zie hoofdstuk 9.3
S Instelgrenswaarden bewerken, zie hoofdstuk 9.4
S Meetgrenswaarden bewerken, zie hoofdstuk 9.5
S Productiestatistieken, zie hoofdstuk 9.6
S Kwaliteitsfuncties, zie hoofdstuk 9.7
S Kalender, zie hoofdstuk 9.8
S Gebruikersaccounts, zie hoofdstuk 9.9
S Eenheidsinformatie, zie hoofdstuk 9.10
bi24d1ha
- 43 -

NL
9.1 Foutlog
Hoofdmenu Tools Foutlog
Foutcodes worden gebruikt om aan te geven dat er een fout is opgetreden in het
lasproces. Ze worden in het display weergegeven via een pop-upmenu en een
uitroepteken in de rechterbovenhoek van het display.
NB! verdwijnt van het display zodra u het foutlogmenu opent.
Alle fouten die zich tijdens het gebruik van de lasapparatuur voordoen, worden
opgeslagen als foutmeldingen in het foutlog. Er kunnen maximaal 99 foutmeldingen
worden bewaard. Als het foutlog vol is, d.w.z. als 99 foutmeldingen zijn opgeslagen,
wordt de oudste melding automatisch verwijderd wanneer de volgende fout optreedt.
In het foutlogmenu kan de volgende informatie worden afgelezen:
S Het foutnummer van de fout
S De dag waarop de fout is opgetreden
S De tijd waarop de fout is opgetreden
S De eenheid waarin de fout is opgetreden
S Het foutbeheernummer van de fout
ERROR LOG
Index Date Time Unit Error
1 081120 11:24:13 8 19
2 081120 10:24:18 8 18
3 081121 13:24:18 8 17
Error in battery-driven memory
DELETE
ALL
9.1.1 Eenheden
QUIT
2 = Stroombron
6 = Draadaanvoer en transportsnelheid (motorenpaneel)
8 = Bedieningspaneel
bi24d1ha
- 44 -

NL
9.1.2 Beschrijving van foutbeheercodes
Hieronder zijn de foutbeheercodes vermeld die de gebruiker zelf kan corrigeren. Als
een andere code verschijnt, start de machine dan opnieuw en neem contact op met
een reparateur als de fout blijft optreden.
Fout
code
11 Snelheidsfout van een motor, (draadaanvoer- of transportmotor)
12 Interne communicatiefout (waarschuwing)
14 Communicatiefout
17 Geen verbinding meer met eenheid
32 Geen gasstroom
Beschrijving
6 Hoge temperatuur
De stroombron is oververhit en heeft het lassen gestopt. Lassen wordt weer toegestaan
wanneer de temperatuur tot onder de parameter voor maximumtemperatuur daalt.
Oplossing: Controleer of de ventilatieopeningen geblokkeerd of vuil zijn. Controleer de
huidige inschakelduur om er zeker van te zijn dat de eenheid niet wordt overbelast.
Neem contact op met een reparateur als de fout zich blijft voordoen.
7 Lage lasstroom
De lasboog is uitgeschakeld als gevolg van een te lage lasstroom tijdens het lasproces.
Oplossing:Schakel de netspanning uit om de eenheid te resetten. Neem contact op met
een reparateur als de fout zich blijft voordoen.
8 Batterijspanning te laag
De batterijspanning is te laag. Als de batterij niet wordt vervangen, gaan alle opgeslagen
gegevens verloren.
Deze fout schakelt geen functies uit.
Oplossing: Laat de batterij vervangen door een reparateur.
Een motor kan zijn snelheid niet vasthouden. Het lasproces is gestopt.
Oplossing: Controleer of de draadaanvoer niet is geblokkeerd of te snel gaat. Neem
contact op met een reparateur als de fout zich blijft voordoen.
De CAN-bus van het systeem is tijdelijk overbelast.
De stroombron heeft mogelijk geen contact meer met de bedieningseenheid.
Oplossing: Controleer of alle apparatuur goed is aangesloten. Neem contact op met een
reparateur als de fout zich blijft voordoen.
Door overbelasting is de CAN-bus tijdelijk buiten werking gesteld.
Het huidige lasproces is gestopt.
Oplossing: Controleer of alle apparatuur goed is aangesloten. Schakel de netspanning
uit om de eenheid te resetten. Neem contact op met een reparateur als de fout zich blijft
voordoen.
Het contact met een eenheid is verbroken.
Oplossing: Controleer de bedrading en de aansluitingen tussen de bedieningseenheid en
de stroombron. Neem contact op met een reparateur als de fout zich blijft voordoen.
Geen herstart mogelijk.
Oplossing: Controleer de gaskraan, de slangen en de aansluitingen.
bi24d1ha
- 45 -

NL
Fout
code
43 Hoge lasstroom
44 Pauze bij starten lasstroom
Beschrijving
De stroombron heeft het lasproces gestopt omdat de stroom de parameter voor
maximumstroom heeft overschreden.
Oplossing: Schakel de netspanning uit om de eenheid te resetten. Neem contact op met
een reparateur als de fout zich blijft voordoen.
Het lasproces is gestopt omdat het niet binnen 10 seconden is gestart.
Oplossing: Schakel de netspanning uit om de eenheid te resetten. Neem contact op met
een reparateur als de fout zich blijft voordoen.
9.2 Export/Import
Hoofdmenu Tools Export/Import
In het menu Export/Import kan informatie naar en van het bedieningspaneel worden
overgebracht via een USB-geheugen.
De volgende informatie kan worden overgedragen:
S Inbrengen lasdata Export/Import
S Systeeminstelling Export/Import
S Instelgrenswaarden Export/Import
S Instelgrenswaarden Export/Import
S Foutlog Export
S Kwaliteitsfunctieslogboek Export
S Productiestatistieken Export
Ga verder als volgt voor opslag in een USB-geheugen:
Plaats het USB-geheugen in de bedieningseenheid.
Selecteer de regel met
de informatie die moet
worden overgebracht.
Druk op EXPORT
(EXPORT) of IMPORT
(IMPORT) naargelang
de informatie moet
worden geïmporteerd
of geëxporteerd.
EXPORT/IMPORT
WELD DATA SETS
SYSTEM SETTINGS
SETTING LIMITS
MEASURE LIMITS
ERROR LOG
QUALITY FUNCTION LOG
PRODUCTION STATISTICS
EXPORT IMPORT
QUIT
bi24d1ha
- 46 -

NL
9.3 Bestandsmanager
Hoofdmenu Tools Bestandsmanager
In de bestandsmanager kan informatie worden beheerd die is opgeslagen in een
USB-geheugen (C:\). Bestandsmanager biedt de mogelijkheid om lasgegevens en
kwaliteitsgegevens handmatig te kopiëren en te verwijderen.
Als een USB-geheugen is aangesloten, geeft het display de standaardmap weer
indien geen andere map is geselecteerd.
Het bedieningspaneel onthoudt waar u was toen u de bestandsmanager voor het
laatst gebruikte, zodat u naar dezelfde plaats in de bestandsstructuur terugkeert als
u het systeem weer gaat gebruiken.
FILE MANAGER
..
NEW FOLDER
QData.xml
INFO UPDATE
ALT. QUIT
S Via de functie INFO (INFO) kunt u controleren hoeveel opslagruimte er over is in
het geheugen.
S Werk de informatie bij door op UPDATE (UPDATE) te drukken.
S Druk op ALT. (ALT.) om gegevens verwijderen, een naam te wijzigen, een
nieuwe map te maken of om te kopiëren of plakken. Er verschijnt dan een lijst
waaruit u een keuze kunt maken. Als u (..) of een map selecteert, kunt u alleen
een nieuwe map maken of een eerder gekopieerd bestand plakken. Als u een
bestand hebt geselecteerd, worden de opties HERNOEMEN (RENAME),
KOPIËREN (COPY) of PLAKKEN (PASTE) toegevoegd als u eerder een
bestand hebt gekopieerd.
Selecteer een map of
FILE MANAGER
bestand en druk op
ALT. (ALT.).
..
WeldData
NEW FOLDER
ErrorLog.xml
QData.xml
XWeldoffice.dat
bi24d1ha
INFO UPDATE
- 47 -
ALT. QUIT

NL
Nadat u op ALT. (ALT.) hebt gedrukt, wordt de lijst
weergegeven.
COPY
PASTE
DELETE
RENAME
NEW FOLDER
9.3.1 Bestand/map verwijderen
Selecteer het bestand of de map die moet worden verwijderd en druk op ALT.
(ALT.).
Selecteer WISSEN (DELETE) en druk op ENTER.
DELETE
RENAME
NEW FOLDER
Het bestand/de map is nu verwijderd. Om een map te kunnen verwijderen moet
deze leeg zijn, d.w.z. eerst moeten de in de map opgeslagen bestanden worden
verwijderd.
9.3.2 Bestand/map hernoemen
Selecteer het bestand of de map die moet worden hernoemd en druk op ALT.
(ALT.).
Selecteer HERNOEMEN (RENAME) en druk op
ENTER.
DELETE
RENAME
NEW FOLDER
Er verschijnt een toetsenbord op het display. Gebruik de positioneringsknop om naar
een andere regel te gaan en de pijlen om naar links en rechts te bewegen. Selecteer
het gewenste teken/de gewenste functie en druk op ENTER.
9.3.3 Nieuwe map maken
Selecteer de locatie voor de nieuwe map en druk op ALT. (ALT.).
Selecteer NIEUWE MAP (NEW FOLDER) en druk op
ENTER.
DELETE
RENAME
NEW FOLDER
Er verschijnt een toetsenbord op het display. Gebruik de positioneringsknop om naar
een andere regel te gaan en de pijlen om naar links en rechts te bewegen. Selecteer
het gewenste teken/de gewenste functie en druk op ENTER.
9.3.4 Bestanden kopiëren en plakken
Selecteer het bestand dat u wilt kopiëren en druk op ALT. (ALT.).
Selecteer KOPIËREN (COPY) en druk op ENTER.
- 48 -
bi24d1ha
COPY
PASTE
DELETE
RENAME
NEW FOLDER

NL
Plaats de cursor in de map waarin het gekopieerde bestand moet worden geplaatst
en druk op ALT. (ALT.).
Selecteer PLAKKEN (PASTE) en druk op ENTER.
COPY
PASTE
DELETE
RENAME
NEW FOLDER
De kopie wordt opgeslagen als Kopie van en de oorspronkelijke naam, b.v. Kopie
van Lasgegevens.awd.
9.4 Instelgrenswaarden bewerken
Hoofdmenu Tools Instelgrenswaarden bewerken
In dit menu kunt u uw eigen minimum- en maximumwaarden instellen voor
uiteenlopende lasmethoden. De grenswaarden kunnen niet hoger of lager zijn dan
de waarden waarvoor de voeding is ontworpen. Er zijn 50 opslagpunten. Selecteer
de regel voor een leeg opslagpunt en druk op ENTER. Selecteer het proces door op
ENTER te drukken, selecteer het lasproces met de positioneringsknop en druk op
ENTER.
De maximum- en minimumwaarden voor boogspanning, draadaanvoersnelheid,
transportsnelheid en lasstroom kunnen voor alle processen worden geselecteerd.
EDIT LIMITS
PROCESS SAW
VOLTAGE MIN 17.0
VOLTAGE MAX 47.0
WIRE SPEED MIN 50
WIRE SPEED MAX 970
TRAVEL SPEED MIN 100
TRAVEL SPEED MAX 2400
CURRENT MIN 70
CURRENT MAX 1500
STORE
DELETE QUIT
Druk na het wijzigen van de waarden op OPSLAAN (STORE). Als het systeem
vraagt of de grenswaarde moet worden opgeslagen op het geselecteerde
opslagpunt, drukt u op NEE (NO) of JA (YES). De waarden voor het opslagpunt
worden weergegeven onder de lijn onder in het display.
bi24d1ha
- 49 -

NL
Met de functietoets AUTO (AUTO) kunnen de parameters automatisch worden
ingesteld op basis van de laatst gebruikte parameters.
Als het systeem vraagt of de instelgrenswaarden automatisch moeten worden
ingesteld, drukt u op NEE (NO) of JA (YES) en vervolgens op OPSLAAN (STORE)
als de instelling moet worden bewaard.
9.5 Meetgrenswaarden
Hoofdmenu Tools Meetgrenswaarden instellen
In dit menu kunt u uw eigen meetwaarden instellen voor uiteenlopende
lasmethoden. Er zijn 50 opslagpunten. Selecteer de regel voor een leeg opslagpunt
en druk op ENTER. Selecteer het proces door op ENTER te drukken, selecteer het
lasproces met de positioneringsknop en druk op ENTER.
De volgende waarden kunnen worden geselecteerd:
S boogspanning: min, max
S draadaanvoersnelheid: min, max
S lasstroom: min, max
S transportsnelheid: min, max
S energie per lengte-eenheid: min, max
Stel de gewenste waarde in met de instelknoppen en druk op OPSLAAN (STORE).
In het dialoogvenster wordt u gevraagd of u het geselecteerde opslagpunt wilt
opslaan. Druk op JA (YES) om de waarde op te slaan. De waarden voor het
opslagpunt worden weergegeven onder de lijn onder in het display.
MEASURE LIMITS
1 - SAW
2 - GMAW
3 4 5 6 7 -
0.0 - 46.9 Volt , 0 - 2495 cm/min
3 - 994 cm/min , 3 - 990 Amp
5 - 500 kJ/min
Met de functietoets AUTO (AUTO) kunnen de parameters automatisch worden
ingesteld op basis van de laatst gebruikte meetwaarden.
QUIT
Als het systeem vraagt of de grenswaarden automatisch moeten worden ingesteld,
drukt u op NEE (NO) of JA (YES) en vervolgens op OPSLAAN (STORE) als de
instelling moet worden bewaard.
bi24d1ha
- 50 -

NL
9.6 Productiestatistieken
Hoofdmenu Tools Productiestatistieken
De productiestatistieken worden gebruikt om de totale boogtijd, het totale volume
van gebruikt materiaal en het aantal lassen sinds de laatste reset bij te houden. In
deze statistieken worden ook de boogtijd en het gebruikte materiaal voor de laatste
las bijgehouden. Tevens toont het display het gebruikte draadmateriaal per
lengte-eenheid en laat het zien wanneer de laatste reset heeft plaatsgevonden.
PRODUCTION STATISTICS
LAST WELD TOTAL
ARCTIME 0s 0s
CONSUMED WIRE 0g 0g
BASED ON 1g/m
NUMBER OF WELDS 0
LAST RESET 081114 08:38:03
RESET UPDATE
QUIT
Als u op RESET (RESET) drukt, worden alle tellers op nul gezet. De datum en tijd
laten zien wanneer de laatste reset heeft plaatsgevonden.
Als u de tellers niet reset, worden deze automatisch gereset als een van de tellers
de maximale waarde heeft bereikt.
Maximale waarden tellers
Tijd 999 uur, 59 minuten, 59 seconden
Gewicht 13350000 gram
Hoeveelheid 65535
9.7 Kwaliteitsfuncties
Hoofdmenu Tools Kwaliteitsfuncties
Kwaliteitsfuncties houden een aantal nuttige lasgegevens bij van individuele lassen.
Deze gegevens zijn:
S Starttijd van het lasproces.
S Duur van het lasproces.
S Maximale, minimale en gemiddelde stroom tijdens het lassen.
S Maximale, minimale en gemiddelde spanning tijdens het lassen.
S Maximale, minimale en gemiddelde energie per eenheid tijdens het lassen.
Het aantal lassen sinds de laatste reset wordt weergegeven in de regel onder in het
display. Er kan informatie worden opgeslagen over maximaal 100 lassen. Als er
meer dan 100 lassen worden geregistreerd, wordt de eerste overschreven.
bi24d1ha
- 51 -

NL
De laatst geregistreerde las wordt in het scherm weergegeven, hoewel het ook
mogelijk is om door andere geregistreerde lassen te bladeren. Alle logs worden
verwijderd als u op RESET (RESET) drukt.
QUALITY FUNCTIONS
#WELD: 1 / 4
START 20090107 15:59:14
WELD TIME 00:00:20 WELD DATA:
HEAT INPUT: 3.12 kJ/mm
MAX MIN AVE.
I (Amp) 293.00 243.00 289.00
U (V) 41.50 16.20 39.40
Q (kJ/min) 7.00 0.00 2.00
NUMBER OF WELDS SINCE RESET: 4
RESET UPDATE
QUIT
9.7.1 Kwaliteitsgegevens opslaan
Hoofdmenu Tools Export/Import
De bestanden die in het bedieningspaneel worden gemaakt worden opgeslagen in
het xml-formaat. Het USB-geheugen moet voor het gebruik worden geformatteerd
als FAT32.
Sluit een USB-geheugen aan op het bedieningspaneel, zie hoofdstuk 9.3
”Bestandsmanager”.
Selecteer KWALI
TEITSFUNCTIESLOG
BOEK (QUALITY
FUNCTION LOG), druk
op EXPORT (EX
PORT).
EXPORT/IMPORT
WELD DATA SETS
SYSTEM SETTINGS
SETTING LIMITS
MEASURE LIMITS
ERROR LOG
QUALITY FUNCTION LOG
PRODUCTION STATISTICS
EXPORT
QUIT
De volledige set kwaliteitsgegevens (informatie over de 100 laatste lassen) die is
opgeslagen in het bedieningspaneel wordt nu opgeslagen in het USB-geheugen.
Het bestand staat in de map Qdata. Deze map wordt automatisch aangemaakt als u
een USB-geheugen plaatst.
bi24d1ha
- 52 -

NL
9.8 Kalender
Hoofdmenu ! Tools ! Kalender
Hier kunt u de datum en tijd instellen.
Selecteer de in te
stellen regel: jaar,
maand, dag, uur,
minuten en seconden.
Stel de juiste waarde in
met een van de
instelknoppen. Druk op
STEL IN (SET).
DATE & TIME
YEAR 2008
MONTH NOV
DAY 21
HOUR 10
MINUTES 45
SECONDS 55
20100115 10:48:59
SET QUIT
9.9 Gebruikersaccounts
Hoofdmenu ! Tools ! Gebruikersaccounts
Soms is het vanuit kwaliteitsoogpunt van belang dat het product niet door
onbevoegden kan worden gebruikt.
In dit menu worden de gebruikersnaam, het accountniveau en wachtwoord
geregistreerd.
Selecteer GEBRUI
USER ACCOUNTS
KERSNAAM (USER
NAME) en druk op EN
TER. Ga omlaag naar
een lege regel en druk
op ENTER. Toets een
nieuwe gebruikers
USER NAME ADMINISTRATOR
b ACCOUNT LEVEL ADMIN
b PASSWORD
USER ACCOUNTS OFF
naam in op het toetsen
bord met behulp van
positioneringsknop, de
pijltoetsen en ENTER.
STORE DELETE
QUIT
Er kunnen maximaal 16 gebruikersaccounts worden opgeslagen. In de bestanden
met kwaliteitsgegevens wordt geregistreerd welke gebruiker een bepaalde las heeft
uitgevoerd.
bi24d1ha
- 53 -

NL
Onder ACCOUNT LEVEL (ACCOUNTNIVEAU) kunt u kiezen uit:
S Beheerder
volledige toegang (kan nieuwe gebruikers toevoegen)
S Senior gebruiker
heeft overal toegang toe, behalve:
S machineconfiguratie
S gebruikersaccounts
S netwerkinstellingen
S Normale gebruiker
heeft toegang tot:
S In het Configuratiemenu:
S Onderhoud
S In het Gereedschapsmenu:
S Eenheidsinformatie
S In het Instelmenu:
S Spanning
S Stroom / draadaanvoer
S Transportsnelheid
S Lasrichting
Voer in de regel WACHTWOORD (PASSWORD) een wachtwoord in via het
toetsenbord. Als de voedingsbron wordt ingeschakeld en het bedieningspaneel
wordt geactiveerd, vraagt het systeem u om uw wachtwoord in te voeren.
Als u deze functie niet wilt inschakelen maar de voeding en het bedieningspaneel
toegankelijk wilt houden voor alle gebruikers, selecteer dan GEBRUIKERSAC
COUNTS UIT (USER ACCOUNTS OFF).
bi24d1ha
- 54 -

NL
9.10 Eenheidsinformatie
Hoofdmenu ! Tools ! Eenheidsinformatie
In dit menu kunt u de volgende informatie zien:
S Machine ID
S Klant ID
2 = stroombron
6 = draadaanvoer en transportbeweging (motorenpaneel)
8 = bedieningspaneel
S Softwareversie
UNIT INFORMATION
Machine ID Node ID Software Version
44 8 1.00A
23 2 2.00A
5 6 1.18A
SETTING WELD DATA UNIT
QUIT
bi24d1ha
- 55 -

PEK Control panel
Menustructuur
NO TAG56
- Process
- Regulation type
- Wire type
- Wire dimension
- Configuration,
see page 59
- Tools, see page 59
SAW (CA)
Voltage
Current
Travel speed
Direction
Start data
- flux preflow
- start type
- wire creep start
- start phases
- max OCV
Stop data
- flux postflow
- crater fill
- burn-back time
- stop phases
Dynamic regulation
Setting limits
Measure limits
bi24menu
- 56 Edition 100127

PEK Control panel
- Process
- Regulation type
- Wire type
- Wire dimension
- Configuration,
see page 59
- Tools, see page 59
GMAW (CA)
Voltage
Current
Travel speed
Direction
Start data
- gas preflow
- start type
- wire creep start
- start phases
- max OCV
Stop data
- gas postflow
- crater fill
- burn-back time
- stop phases
Dynamic regulation
Setting limits
Measure limits
bi24menu
- 57 Edition 100127

PEK Control panel
- Process
- Regulation type
- Electrode dimension
- Configuration,
see page 59
- Tools, see page 59
GOUGING (CA)
Voltage
Current
Travel speed
Direction
Start data
- air preflow
- start type
- wire creep start
- start phases
- max OCV
Stop data
- air postflow
- crater fill
- burn-back time
- stop phases
Dynamic regulation
Setting limits
Measure limits
bi24menu
- 58 Edition 100127

PEK Control panel
NO TAG
SAW, GMAW, GOUGING
Configuration Tools
Language
Code lock
General configuration
- fast mode soft buttons
- quality data log to file
- soft keys setup
- auto save mode
- unit of length
Machine configuration
- product code
- wire axis
- travel axis
- tandem
Cable lengths
- cable lengths
- cable area
Maintenance
- Contact tip change interval
- Total running time limit
Network setting
Error log
Export / Import
File manager
Setting limit editor
Measure limit editor
Production statistics
Quality functions
Calendar
User accounts
Unit information
bi24menu
- 59 Edition 100127

Diameter draad
Submerged arc welding with constant ampere (SAW CA)
Wire type
Fe Solid 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
Fe Solid Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x4.0 2x5.0
Fe Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0
Fe Flux Cored Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x4.0
SS Solid 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
SS Solid Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x3.2 2x4.0
SS Strip 30 x 0.5 60 x 0.5 90 x 0.5
SS Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
SS Flux Cored Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x3.2 2x4.0
Wire diameter (mm)
MIG/MAG welding with constant ampere (GMAW CA)
Wire type
Fe Solid 0.8 1.0 1.2 1.6 2.0 2.4
Fe Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
SS Solid 0.8 1.0 1.2 1.6 2.0 2.4
SS Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
Al Solid 0.8 1.0 1.2 1.6 2.0 2.4
Al Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
Wire diameter (mm)
Gouging with constant ampere (CA)
Electrode dimension (mm)
8.0 9.5 13.0
bi24wire
- 60 -

PEK Control panel
Bestelnummer
Ordering no. Denomination
0460 504 880 Control unit PEK
0460 949 070 Instruction manual SE
0460 949 071 Instruction manual DK
0460 949 072 Instruction manual NO
0460 949 073 Instruction manual FI
0460 949 074 Instruction manual GB
0460 949 075 Instruction manual DE
0460 949 076 Instruction manual FR
0460 949 077 Instruction manual NL
0460 949 078 Instruction manual ES
0460 949 079 Instruction manual IT
0460 949 080 Instruction manual PT
0460 949 081 Instruction manual GR
0460 949 082 Instruction manual PL
0460 949 083 Instruction manual HU
0460 949 084 Instruction manual CZ
0460 949 085 Instruction manual SK
0460 949 086 Instruction manual RU
0460 949 089 Instruction manual EE
0460 949 090 Instruction manual LV
0460 949 091 Instruction manual SI
0460 949 092 Instruction manual LT
0460 949 093 Instruction manual CN
Instruction manuals are available on the Internet at www.esab.com
- 61 -
bi24o
Edition 100127

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel: +39 02 97 96 81
Fax: +39 02 97 28 91 81
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA
LLC ESAB
Moscow
Tel: +7 095 543 9281
Fax: +7 095 543 9280
LLC ESAB
St Petersburg
Tel: +7 812 336 7080
Fax: +7 812 336 7060
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE-695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
081016
 Loading...
Loading...