


SI
A2, A6
PEK Control panel
Priročnik z navodili
Valid from program version 1.000460 949 091 SI 100127

1 UVOD 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1 Nadzorna plošča 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1.1 Tipke in gumbi 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2 Prvi korak 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2.1 Izbira jezika 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2.2 Merske enote 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3 Zaslon 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3.1 Simboli na zaslonu 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4 Splošno o nastavljanju in nastavitvah 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4.1 Nastavljanje številskih vrednosti 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4.2 Nastavljanje/izbira med ponujenimi alternativami 11. . . . . . . . . . . . . . . . . . . . . . . . . .
1.5 PREKLIČI (QUIT) in ENTER 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 MENIJI 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1 Glavni meni (Main) 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.1 Meni konfiguracije (Configuration) 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.2 Meni orodja (Tools) 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.3 Meni nastavljanja varilnih parametrov (Weld data setting) 13. . . . . . . . . . . . . . . . . . .
2.1.4 Merilni meni (Measurements) 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.5 Meni pomnilnika varilnih parametrov (Weld data memory) 15. . . . . . . . . . . . . . . . . .
2.1.6 Meni hitrega režima (Fast mode) 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 VARJENJE Z ZAKRITIM OBLOKOM 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Nastavitve pri varjenju z zakritim oblokom 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 VARJENJE MIG 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1 Nastavitve pri varjenju MIG 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 ŽLEBLJENJE 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Nastavitve pri žlebljenju 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 RAZLAGA FUNKCIJ 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 CA, konstantni varilni tok 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 CW, konstantno podajanje žice 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.3 Mere žice/elektrode 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.4 Napetost obloka 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.5 Hitrost podajanja žice 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.6 Hitrost hodov 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.7 Smer varjenja 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.8 Predtok talila 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.9 Predtok plina 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.10 Predtok zraka 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.11 Tip zagona 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.12 Počasni zagon žice 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.13 Faze zagona 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.14 Najvišja napetost odprtega tokokroga (OCV) 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.15 Tok talila po koncu 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.16 Tok plina po koncu 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.17 Tok zraka po koncu 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.18 Polnjenje kraterja 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.19 Čas odgorevanja 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.20 Faze ustavitve 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.21 Dinamična regulacija 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.22 Meje nastavitev 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.23 Meje merjenja 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
TOCv
- 2 -

7 UPRAVLJANJE POMNILNIKA 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1 Postopek dela z nadzorno ploščo 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.2 Shranjevanje 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.3 Priklic 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.4 Brisanje 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.5 Kopiranje 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.6 Ime 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.7 Urejanje 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 MENI KONFIGURACIJE (CONFIGURATION) 31. . . . . . . . . . . . . . . . . . . . . . . . . .
8.1 Zaklepanje s kodo (Code lock) 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.1.1 Stanje zaklepanja s kodo 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.1.2 Vnos/urejanje gesla (Specify/edit lock code) 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2 Splošne nastavitve 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2.1 Programske tipke v hitrem režimu 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2.2 Zapisovanje dnevnika kakovosti v datoteko 34. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2.3 Konfiguracija programskih tipk 35. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2.4 Samodejno shranjevanje 36. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3 Nastavitve stroja 36. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.1 Koda proizvoda 37. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.2 Os podajanja žice 37. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.3 Os hoda 38. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.4 Zunanja os 38. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.5 Tandem 39. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.4 Dolžina kablov 42. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.5 Vzdrževanje 42. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.6 Omrežne nastavitve 43. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.6.1 Pregled sistema 43. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 ORODJA 44. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1 Dnevnik napak 44. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1.1 Enote 45. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1.2 Opis kod upravljanja napak 45. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.2 Izvoz/uvoz 46. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3 Upravitelj datotek 47. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.1 Brisanje datoteke/mape (Delete) 48. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.2 Preimenovanje datoteke/mape (Rename) 48. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.3 Ustvarjanje nove mape (Create) 48. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.4 Kopiranje in lepljenje datotek (Copy, Paste) 48. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.4 Urejanje mej nastavitev 49. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.5 Meje merjenja 50. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.6 Proizvodna statistika 51. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.7 Funkcije kakovosti 51. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.7.1 Shranjevanje podatkov kakovosti 52. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.8 Koledar 53. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.9 Uporabniški računi (User accounts) 53. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.10 Podatki o enoti 55. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
MENIJI 56. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
MERE ŽICE 60. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
TOCv
- 3 -

ŠTEVILKA ZA NAROČANJE 61. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
TOCv
- 4 -

SI
1 UVOD
Da vam bo vaša varilna oprema čim bolje služila, vam priporočamo, da preberete ta
navodila.
Splošna navodila za upravljanje najdete v priročnikih za krmilno enoto, avtomatski
varilnik, steber in nosilec oziroma varilni transformator.
Zaslonski prikazi besedil so na voljo v naslednjih jezikih: angleškem, švedskem,
finskem, norveškem, danskem, nemškem, francoskem, italijanskem, nizozemskem,
španskem, portugalskem, madarskem, poljskem, eškem, kitajskem in ruskem.
1.1 Nadzorna plošča
1 Meni
2 Gumb za premikanje
kazalca (pozicioniranje)
3 ENTER
4 Zelena signalna lučka,
sveti, kadar je funkcija
aktivna
5 Začetek varjenja
6 Ustavitev varjenja
7 Gumb za nastavljanje hitrosti hoda
v merilnem meniju, oziroma za
povečevanje ali zmanjševanje nastavljene vrednosti v drugih menijih (gumb za
nastavljanje)
8 Ročni hod
9 Ročno podajanje žice navzdol
10 Gumb za nastavljanje napetosti obloka v merilnem meniju, oziroma za
povečevanje ali zmanjševanje nastavljene vrednosti v drugih menijih (gumb za
nastavljanje)
11 Hitri hod
12 Ročni hod
13 Gumb za nastavljanje varilnega toka/hitrosti podajanja žice v merilnem meniju,
oziroma za povečevanje ali zmanjševanje nastavljene vrednosti v drugih menijih
(gumb za nastavljanje)
bi24d1va
- 5 -

SI
14 Ustavitev v sili
15 Ročno podajanje žice navzgor
16 Programske tipke
17 Zaslon
1.1.1 Tipke in gumbi
Meni
S tipko Meni se lahko od koderkoli vrnete v glavni meni trenutnega procesa:
SAW
PROCESS SAW
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
FAST
SET MEASURE MEMORY
MODE
ENTER
S tipko ENTER potrdite izbiro.
Programske tipke
Pet tipk (S1 do S5) pod zaslonom ima različne funkcije. Imenujemo jih ťprogramske
tipkeŤ, ker so njihove funkcije lahko različne, odvisno od trenutnega menija.
Trenutna funkcija vsake programske tipke je opisana na dnu zaslona. Kadar je
funkcija aktivna, je polje z njenim opisom na zaslonu obarvano belo.
Podajanje žice navzgor
Tipka za vračanje žice brez obloka, npr. pri menjavi tuljave z žico. Žica se pomika,
dokler je gumb pritisnjen.
Podajanje žice navzdol
Tipka za podajanje žice brez obloka. Žica se pomika, dokler je gumb pritisnjen.
Hod
Tipka za premikanje v smeri varjenja po simbolu na varilni opremi. Za ustavitev hoda
pritisnite , ali .
Med gibanjem sveti dioda LED.
bi24d1va
- 6 -

SI
Hod
Tipka za premikanje v smeri varjenja po simbolu na varilni opremi. Za ustavitev hoda
pritisnite , ali .
Med gibanjem sveti dioda LED.
Hitri hod
Tipka za hitro podajanje žice ali hitri hod.
Med hitrim gibanjem sveti dioda LED.
Začetek varjenja
Tipka za proženje varjenja.
Ustavitev varjenja
Tipka za ustavitev varjenja in vseh hodov ter vseh motorjev.
Gumb za premikanje kazalca
V tem priročniku desni zgornji gumb imenujemo gumb za premikanje kazalca na
zaslonu.
Gumb za nastavljanje
V tem priročniku tri gumbe pod ploščo imenujemo gumbe za nastavljanje,
uporabljamo pa jih za spreminjanje nastavitev nadzorne plošče.
1.2 Prvi korak
1.2.1 Izbira jezika
Ta meni se odpre ob prvem zagonu stroja.
SAW: CA
|
A 450 Amp
|
|
|
V 30.0 Volt
|
|
50 cm/min
GAS /
NONE NONE
Nadzorna plošča je tovarniško nastavljena na angleški jezik. Postopek izbire
drugega jezika je naslednji:
bi24d1va
FLUX NONE
- 7 -
2ND
FUNCT
SI
Pritisnite tipko Meni za vstop v glavni meni.
Z gumbom za
SAW
premikanje kazalca
postavite kazalec na
vrstico
KONFIGURACIJA
(CONFIGURATION).
PROCESS SAW
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
SET MEASURE MEMORY
S tipko ENTER potrdite izbiro.
Pomaknite kazalec na
CONFIGURATION
vrstico JEZIK
(LANGUAGE). Ob
pritisku na ENTER se
na zaslonu prikaže
seznam jezikov, ki so
na voljo za nadzorno
ploščo.
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
FAST
MODE
QUIT
Postavite kazalec na vrstico z izbranim jezikom in
pritisnite ENTER.
NORSK
POLSKI
PORTUGUES
SUOMI
SVENSKA
CHINESE
1.2.2 Merske enote
Nadzorna plošča je tovarniško nastavljena na metrične merske enote. Postopek
izbire drugih merskih enot je naslednji:
|
|
|
bi24d1va
- 8 -

SI
Pritisnite tipko Meni za vstop v glavni meni.
Z gumbom za
SAW
premikanje kazalca
postavite kazalec na
vrstico
KONFIGURACIJA
(CONFIGURATION).
PROCESS SAW
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
SET MEASURE MEMORY
S tipko ENTER potrdite izbiro.
Postavite kazalec na
CONFIGURATION
vrstico SPLOŠNA
KONFIGURACIJA
(GENERAL
CONFIGURATION).
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
FAST
MODE
S tipko ENTER potrdite izbiro.
Postavite kazalec na
vrstico ENOTA
DOLŽINE (UNIT OF
LENGTH). Ob pritisku
na ENTER se na
zaslonu prikaže
seznam merskih enot,
GENERAL CONFIGURATION
FAST MODE SOFT BUTTONS 1
QUALITY DATA LOG TO FILE ON
SOFT KEYS SETUP"
AUTO SAVE MODE OFF
UNIT OF LENGTH METRIC
ki so na voljo za
nadzorno ploščo.
Postavite kazalec na vrstico z želeno mersko enoto in pritisnite
ENTER.
QUIT
QUIT
METRIC
INCH.
bi24d1va
- 9 -
SI
1.3 Zaslon
SAW
PROCESS SAW
REGULATION TYPE CW
WIRE TYPE Fe SOLID
WIRE DIMENSION 0.8 mm
CONFIGURATION
TOOLS"
SET MEASURE MEMORY
Kazalec
Kazalec je na zaslonu prikazan kot črno polje okoli besedila, ki je prikazano v beli
barvi, ko je kazalec na njem. V priročniku je kazalec prikazan v krepki pisavi.
Besedilna okenca
"
FAST
MODE
Na dnu zaslona je pet besedilnih okenc z opisi trenutnih funkcij petih programskih
tipk, razporejenih pod zaslonom.
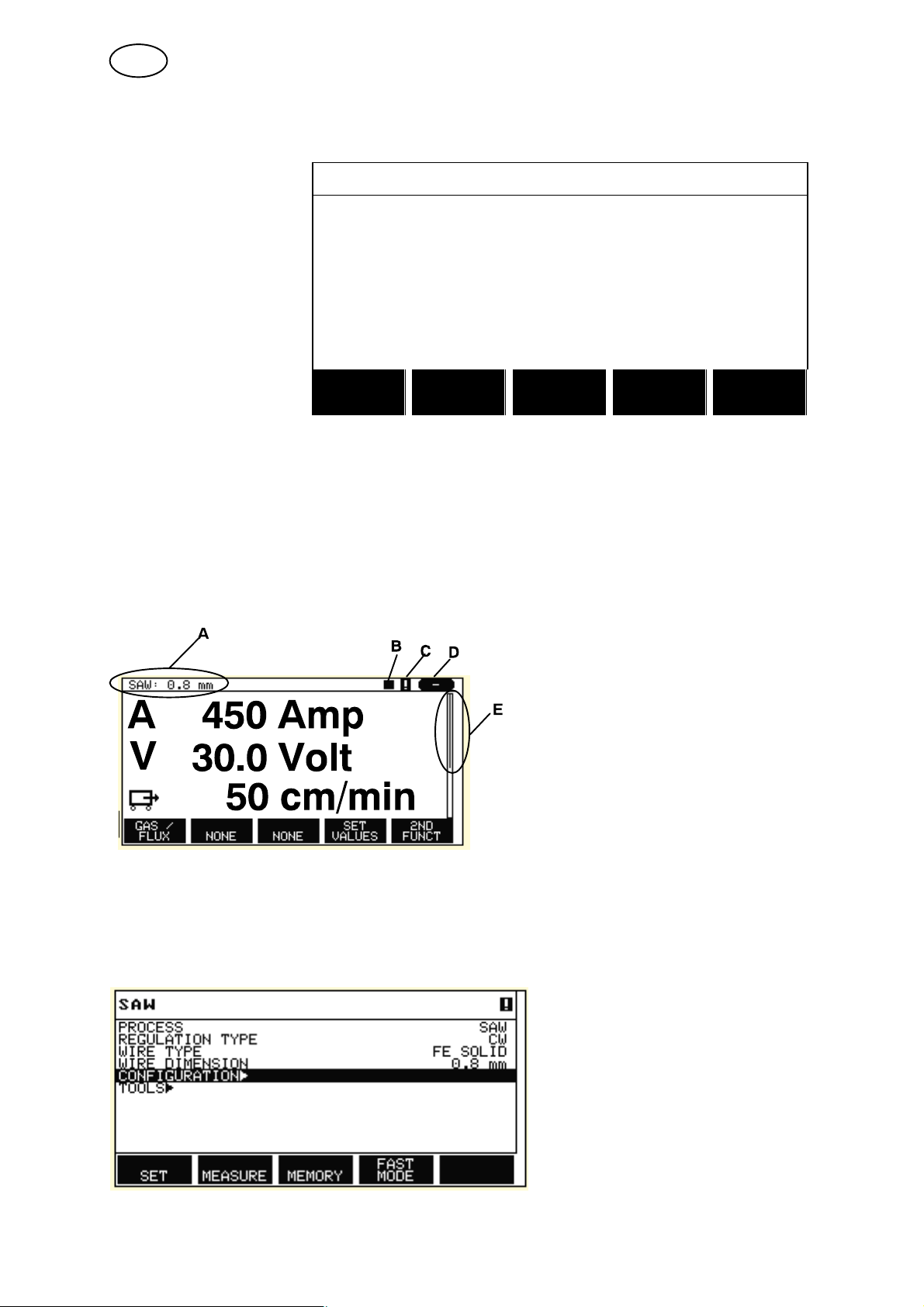
1.3.1 Simboli na zaslonu
A Izbrani nabor varilnih parametrov
B Smer varjenja
C Prišlo je do napake. Glejte poglavje
9.1
D Številka priklicanega mesta iz
pomnilnika
E Drsnik. V tem meniju je več
podatkov, kot jih je prikazanih na
zaslonu.
Puščice
Če besedilo v vrstici sega čez rob zaslona, na to opozarja črna puščica " na koncu
besedila.
bi24d1va
- 10 -

SI
1.4 Splošno o nastavljanju in nastavitvah
Pri delu z nadzorno ploščo se srečate s tremi vrstami nastavljanja:
S Nastavljanje številskih vrednosti
S Nastavljanje/izbira med ponujenimi alternativami
S Nastavljanje ć vklop oziroma izklop režima.
1.4.1 Nastavljanje številskih vrednosti
Pri nastavljanju številskih vrednosti z gumboma za nastavljanje povečujete oziroma
zmanjšujete vrednost. V merilnem meniju uporabljate gumbe za varilni tok/hitrost
podajanja žice, napetost obloka oziroma hode.
1.4.2 Nastavljanje/izbira med ponujenimi alternativami
Pri nekaterih nastavitvah lahko izbirate med alternativami na seznamu.
Primer seznama:
SAW
GMAW
GOUGING
Kazalec stoji na vrstici SAW. Če zdaj pritisnete tipko ENTER, izberete možnost
SAW. Če želite izbrati kako drugo možnost, z gumbom za premikanje kazalca
pomaknite kazalec navzgor oziroma navzdol na želeno vrstico. Nato pritisnite
ENTER. Če želite izstopiti iz seznama, ne da bi izbrali katero od alternativ, pritisnite
PREKLIČI (QUIT).
1.5 PREKLIČI (QUIT) in ENTER
Desna ťprogramskaŤ tipka deluje večinoma kot tipka PREKLIČI (QUIT), občasno pa
ima druge funkcije.
S Tipka PREKLIČI (QUIT) vas vrne v prejšnji meni oziroma prejšnjo zaslonsko
sliko.
S S pritiskom tipke ENTER uveljavite izbrano možnost na meniju ali seznamu.
V tem priročniku se tipka imenuje ENTER.
bi24d1va
- 11 -

SI
2 MENIJI
Nadzorna plošča uporablja več različnih menijev:
S Glavni meni (Main)
S Meni konfiguracije (Configuration)
S Meni orodja (Tools)
S Meni nastavljanja varilnih parametrov (Weld data setting)
S Merilni meni (Measurements)
S Meni pomnilnika varilnih parametrov (Weld data memory)
S Meni hitrega režima (Fast mode)
Drevesa menijev so prikazana na strani 56 in naslednjih. Med zagonom je kratek čas
prikazan zagonski zaslon s podatki o različici programa.
Zagonski zaslon
2.1 Glavni meni (Main)
V glavnem meniju
(MAIN) lahko
spreminjate proces
varjenja, vrsto žice,
postopek krmiljenja,
mere žice ipd.
Iz tega menija lahko
dosežete druge
podmenije.
SAW
PROCESS SAW
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 0.8 mm
CONFIGURATION"
TOOLS"
bi24d1va
SET MEASURE MEMORY
- 12 -
FAST
MODE

SI
2.1.1 Meni konfiguracije (Configuration)
Glavni meni (Main) Konfiguracija (Configuration)
V meniju
CONFIGURATION
KONFIGURACIJA
(CONFIGURATION)
lahko spreminjate jezik,
spreminjate geslo,
spreminjate splošne
nastavitve in nastavitve
stroja ipd.
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
2.1.2 Meni orodja (Tools)
Glavni meni (Main) Orodja (Tools)
V meniju ORODJA
TOOLS
(TOOLS) lahko
prenašate datoteke,
prikazujete statistiko
kakovosti in
proizvodnih podatkov,
pregledujete dnevnike
napak ipd.
ERROR LOG"
EXPORT/IMPORT"
FILE MANAGER"
SETTING LIMIT EDITOR"
MEASURE LIMIT EDITOR"
PRODUCTION STATISTICS"
QUALITY FUNCTIONS"
CALENDAR"
USER ACCOUNTS"
UNIT INFORMATIONI"
QUIT
2.1.3 Meni nastavljanja varilnih parametrov (Weld data setting)
Glavni meni (Main)
V meniju nastavljanja
SAW WELD DATA SETTING
varilnih parametrov
NASTAVITVE (SET) je
mogoče spreminjati
različne varilne
parametre. Oblika
menija je odvisna od
izbranega procesa
varjenja.
bi24d1va
VOLTAGE 20.5 V
CURRENT 395 A
TRAVEL SPEED 0 cm/min
DIRECTION J
START DATA"
STOP DATA"
DYNAMIC REGULATION AUTO
SETTING LIMITS"
MEASURE LIMITS"
- 13 -
QUIT
QUIT
SI
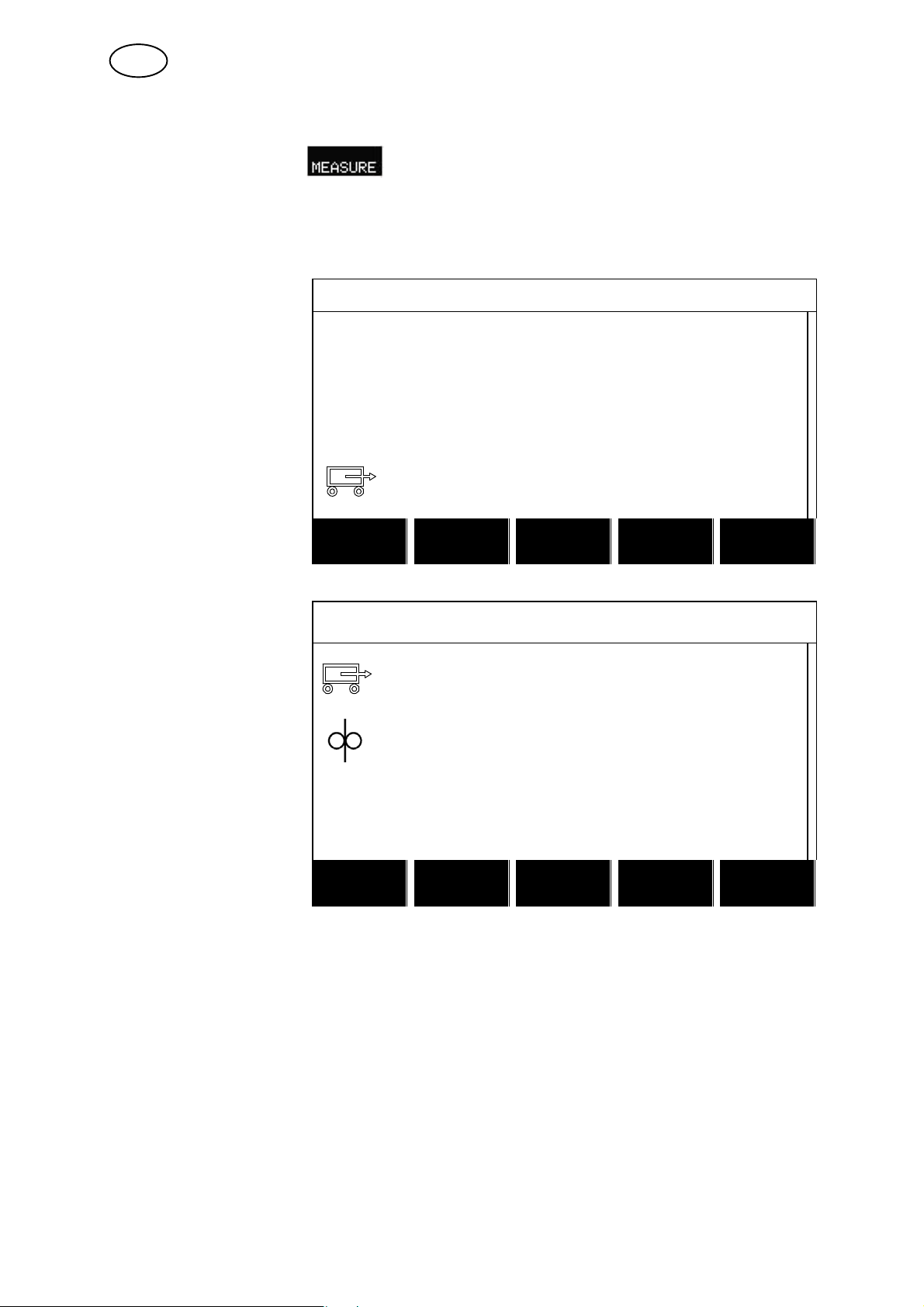
2.1.4 Merilni meni (Measurements)
Glavni meni (Main)
V meniju MERJENJA (MEASURE) lahko med samim varjenjem opazujete merjene
vrednosti različnih varilnih parametrov.
A 450 AMP
Izmerjeni varilni tok
30,0 voltov
Izmerjena napetost
obloka
50 cm/min
Izmerjena hitrost hoda
300 cm/min
Izmerjena hitrost
podajanja žice
30 kJ/cm
Prikazuje energijo na
enoto dolžine,
izračunano iz podatkov
o varilnem toku,
napetosti obloka in
hitrosti hoda.
SAW: CW
A 450 Amp
V 30.0 Volt
50 cm/min
GAS /
NONE NONE
SAW: CW
FLUX NONE
FUNCT
50 cm/min
300 cm/min
30.0 kJ/cm
|
|
|
|
|
|
2ND
|
|
|
|
|
|
GAS /
NONE NONE
Merjene vrednosti ostanejo prikazane na zaslonu tudi po koncu varjenja.
Ne izgubijo se niti ob vašem preklopu na kak drug meni.
V meniju merjenja lahko z gumbi za nastavljanje spreminjate varilne parametre.
Če nastavitev spremenite, ko se varjenje ne izvaja, se izmerjena vrednost spremeni
v vrednost nič.
- 14 -
bi24d1va
FLUX NONE
2ND
FUNCT

SI
Na prikazu merjenih vrednosti lahko vidite tudi nastavljene vrednosti, e je aktivna
programska tipka NASTAVI VREDNOSTI (SET VALUES). Navodila za aktiviranje
najdete v toki “Nastavljanje programskih tipk" 8.2.3 .
300 cm/min
Nastavitev hitrosti
podajanja ice
SAW: CW
300 cm/min
20,0 voltov
Nastavitev napetosti
obloka
30 cm/min
Nastavitev hitrosti hoda
2.1.5 Meni pomnilnika varilnih parametrov (Weld data memory)
Glavni meni (Main)
V meniju POMNILNIK
VARILNIH
PARAMETROV (WELD
DATA MEMORY) lahko
shranite, prikličete iz
pomnilnika, izbrišete ali
kopirate nabore varilnih
parametrov. Za
shranjevanje naborov
varilnih parametrov je v
pomnilniku na voljo 255
mest.
V 20.0 Volt
30 cm/min
SET
NONE NONE
WELD DATA MEMORY
1 (SAW)
7 (GMAW)
VALUES NONE
|
|
|
|
|
|
2ND
FUNCT
2ND
STORE
Za podrobnejša navodila glejte poglavje 7 ťUpravljanje pomnilnikaŤ.
- 15 -
bi24d1va
FUNCT QUIT

SI
2.1.6 Meni hitrega režima (Fast mode)
Glavni meni (Main)
V režimu HITRI REŽIM
(FAST MODE) lahko
ťpovežeteŤ
programske tipke z
mesti varilnih
parametrov v
pomnilniku. To lahko
naredite v meniju
Konfiguracija. Številka
izbranega mesta v
pomnilniku je prikazana
v desnem zgornjem
kotu.
Za podrobnejša navodila glejte poglavje 8.2.1 ťProgramske tipke hitrega režimaŤ.
A 450 Amp
V 30.0 Volt
50 cm/min
WELD
DATA 1
WELD
DATA 2
WELD
DATA 3
WELD
DATA 4
2ND
FUNCT
16
bi24d1va
- 16 -

SI
3 VARJENJE Z ZAKRITIM OBLOKOM
Glavni meni (Main) Proces (Process)
Pri varjenju z zakritim oblokom (SAW) oblok tali žico, ki se zvezno dodaja. Kopel
taline je zaščitena s talilom.
Ko ste izbrali proces varjenja z zakritim oblokom, lahko izbirate med dvema
postopkoma krmiljenja: z gumbom za premikanje kazalca postavite kazalec na
vrstico TIP REGULACIJE (REGULATION TYPE) in pritisnite ENTER. Izbirate lahko
med konstantnim varilnim tokom CA ali konstantnim podajanjem žice CW; glejte
razlago v poglavju 6.1 in 6.2.
3.1 Nastavitve pri varjenju z zakritim oblokom
Nastavitve Območje nastavitev V korakih
po
Napetost obloka* 14-50 V 0,1 V (1 V) 30 V
Varilni tok* (CA) 0-3200 A 1 A 400 A
Hitrost podajanja žice* (CW) 0-2500 cm/min 1 cm/min 300 cm/min
Hitrost hoda* 0-200 cm/min 1 cm/min 50 cm/min
Smer varjenja Y - J - J
Podatki zagona
Predtok talila 0-99,0 s 0,1 s 0 s
Tip zagona Neposredni ali s podrsanjem - Neposredni
Počasni zagon žice Samodejno ali z nastavljeno
hitrostjo
Hitrost počasnega zagona žice 0-1000 cm/min 1 cm/min 20 cm/min
Faze zagona IZKL (OFF) ali VKL (ON) - IZKL (OFF)
Napetost odprtega tokokroga IZKL (OFF) ali VKL (ON) - IZKL (OFF)
Najvišja napetost odprtega tokokroga 5-60 V 0,1 V 50 V
Podatki ustavitve
Tok talila po koncu 0-99,0 s 0,1 s 0 s
Zapolnjevanje kraterja IZKL (OFF) ali VKL (ON) - IZKL (OFF)
Čas zapolnjevanja kraterja 0-10 s 0,01 s 1 s
Čas odgorevanja 0-10 s 0,01 s 1 s
Faze ustavitve IZKL (OFF) ali VKL (ON) - IZKL (OFF)
Dinamična regulacija Auto ali Set value - Auto
Meje nastavitev - - Meje merjenja - - -
- Samodejno
Vrednost po
ponastavitvi
*) Območje nastavitve je odvisno od modela, s katerim delate.
bi24d1va
- 17 -

SI
4 VARJENJE MIG
Glavni meni (Main) Proces (Process)
Pri varjenju MIG (GMAW) oblok tali žico, ki se zvezno dodaja. Kopel taline je
zaščitena z zaščitnim plinom.
Ko ste izbrali proces varjenja MIG (GMAW), lahko izbirate med dvema postopkoma
krmiljenja: z gumbom za premikanje kazalca postavite kazalec na vrstico TIP
REGULACIJE (REGULATION TYPE) in pritisnite ENTER. Izbirate lahko med
konstantnim varilnim tokom CA ali konstantnim podajanjem žice CW; glejte razlago v
poglavju 6.1 in 6.2.
4.1 Nastavitve pri varjenju MIG
Nastavitve Območje nastavitev V korakih
po
Napetost obloka* 14-50 V 0,1 V (1 V) 30 V
Varilni tok* (CA) 0-3200 A 1 A 400 A
Hitrost podajanja žice* (CW) 0-2500 cm/min 1 cm/min 300 cm/min
Hitrost hoda* 0-200 cm/min 1 cm/min 50 cm/min
Smer varjenja Y - J - J
Podatki zagona
Predtok plina 0-99,0 s 0,1 s 2,0 s
Tip zagona Neposredni ali s podrsanjem - Neposredni
Počasni zagon žice Samodejno ali z nastavljeno
hitrostjo
Hitrost počasnega zagona žice 0-1000 cm/min 1 cm/min 20 cm/min
Faze zagona IZKL (OFF) ali VKL (ON) - IZKL (OFF)
Napetost odprtega tokokroga IZKL (OFF) ali VKL (ON) - IZKL (OFF)
Najvišja napetost odprtega tokokroga 5-60 V 0,1 V 50 V
Podatki ustavitve
Tok plina po koncu 0-99,0 s 0,1 s 2,0 s
Zapolnjevanje kraterja IZKL (OFF) ali VKL (ON) - IZKL (OFF)
Čas zapolnjevanja kraterja 0-10 s 0,01 s 1 s
Čas odgorevanja 0-10 s 0,01 s 1 s
Faze ustavitve IZKL (OFF) ali VKL (ON) - IZKL (OFF)
Dinamična regulacija Auto ali Set value - Auto
Meje nastavitev - - Meje merjenja - - -
- Samodejno
Vrednost po
ponastavitvi
*) Območje nastavitve je odvisno od modela, s katerim delate.
bi24d1va
- 18 -

SI
5 ŽLEBLJENJE
Glavni meni (Main) Proces (Process)
Pri žlebljenju (GOUGING) po postopku oblok-zrak uporabljate posebno elektrodo z
grafitno palico in bakrenim plaščem.
Med grafitno palico in obdelovancem se vzpostavi oblok, ki tali material. Curek zraka
odpihuje staljeni material.
Ko ste izbrali proces žlebljenja (GOUGING), lahko izbirate med dvema postopkoma
krmiljenja: z gumbom za premikanje kazalca postavite kazalec na vrstico TIP
REGULACIJE (REGULATION TYPE) in pritisnite ENTER. Izbirate lahko med
konstantnim varilnim tokom CA ali konstantnim podajanjem žice CW; glejte razlago v
poglavju 6.1 in 6.2.
5.1 Nastavitve pri žlebljenju
Nastavitve Območje nastavitev V korakih
po
Napetost obloka* 14-50 V 0,1 V (1 V) 30 V
Varilni tok* (CA) 0-3200 A 1 A 400 A
Hitrost podajanja žice* (CW) 0-2500 cm/min 1 cm/min 300 cm/min
Hitrost hoda* 0-200 cm/min 1 cm/min 40 cm/min
Smer varjenja Y - J - J
Podatki zagona
Predtok zraka 0-99,0 s 0,1 s 0 s
Tip zagona Neposredni ali s podrsanjem - Neposredni
Počasni zagon žice Samodejno ali z nastavljeno
hitrostjo
Hitrost počasnega zagona žice 0-1000 cm/min 1 cm/min 20 cm/min
Faze zagona IZKL (OFF) ali VKL (ON) - IZKL (OFF)
Napetost odprtega tokokroga IZKL (OFF) ali VKL (ON) - IZKL (OFF)
Najvišja napetost odprtega tokokroga 5-60 V 0,1 V 50 V
Podatki ustavitve
Tok zraka po koncu 0-99,0 s 0,1 s 0 s
Zapolnjevanje kraterja IZKL (OFF) ali VKL (ON) - IZKL (OFF)
Čas zapolnjevanja kraterja 0-10 s 0,01 s 1 s
Čas odgorevanja 0-10 s 0,01 s 1 s
Faze ustavitve IZKL (OFF) ali VKL (ON) - IZKL (OFF)
Dinamična regulacija Auto ali Set value - Auto
Meje nastavitev - - Meje merjenja - - -
- Samodejno
Vrednost po
ponastavitvi
*) Območje nastavitve je odvisno od modela, s katerim delate.
bi24d1va
- 19 -

SI
6 RAZLAGA FUNKCIJ
6.1 CA, konstantni varilni tok
Podajanje žice krmili varilni transformator tako, da lahko vzdržuje konstantni varilni
tok.
- Vrednost konstantnega toka lahko izberete v glavnem meniju.
6.2 CW, konstantno podajanje žice
Varilni tok je določen na osnovi izbrane hitrosti podajanja žice.
- Vrednost konstantne hitrosti podajanja žice lahko izberete v glavnem meniju.
6.3 Mere žice/elektrode
Tabela na strani 60 našteva mere žice/elektrode, med katerimi lahko izbirate.
Izbira mer močno vpliva na postopek zagona in zapolnjevanje kraterja. Če varite z
žico velikosti, ki ni navedena v tabeli, izberite žico, katere mere so kolikor mogoče
blizu mer, naštetih v tabeli.
- Mere žice/elektrode lahko izberete v glavnem meniju.
6.4 Napetost obloka
Ko napetost obloka višate, se dolžina varilnega obloka povečuje, kopel zvarne taline
pa je bolj vroča in širša.
- Napetost obloka nastavljate v meniju merjenja, meniju nastavljanja varilnih
parametrov ali v meniju hitrega režima.
6.5 Hitrost podajanja žice
Tu nastavite zahtevano hitrost podajanja žice v centimetrih na minuto.
- Hitrost podajanja žice nastavljate v meniju merjenja, meniju nastavljanja varilnih
parametrov ali v meniju hitrega režima.
6.6 Hitrost hodov
Hitrost hodov pomeni zahtevano hitrost (cm/min) gibanja stebra in nosilca oziroma
vozika.
- Hitrost hodov nastavljate v meniju merjenja, meniju nastavljanja varilnih parametrov
ali v meniju hitrega režima.
6.7 Smer varjenja
Hod v smeri, ki jo kaže simbol.
- Smer varjenja nastavljate v meniju nastavljanja varilnih parametrov.
bi24d1va
- 20 -

SI
6.8 Predtok talila
S tem nastavljate čas, v katerem teče talilo, preden se vzpostavi oblok.
- Predtok talila nastavljate v meniju nastavljanja varilnih parametrov v meniju
podatkov zagona.
6.9 Predtok plina
S tem nastavljate čas, v katerem teče zaščitni plin, preden se vzpostavi oblok.
- Predtok plina nastavljate v meniju nastavljanja varilnih parametrov v meniju
podatkov zagona.
6.10 Predtok zraka
S tem nastavljate čas, v katerem teče zrak, preden se vzpostavi oblok.
- Predtok zraka nastavljate v meniju nastavljanja varilnih parametrov v meniju
podatkov zagona.
6.11 Tip zagona
Možna sta dva tipa zagona:
S Neposredni zagon - hitrost hoda se vzpostavi ob vzpostavitvi obloka.
S Zagon s podrsanjem - hitrost hoda se vzpostavi ob zagonu podajanja žice.
- Tip zagona izbirate v meniju nastavljanja varilnih parametrov v meniju podatkov
zagona.
6.12 Počasni zagon žice
Ta funkcija omogoča nastavitev počasnega podajanja žice ob zagonu motorja
elektrode.
Če npr. v meniju nastavite vrednost 50, je hitrost počasnega podajanja žice 50
cm/min.
Ob prednastavljeni nastavitvi ťAUTOŤ se hitrost počasnega podajanja izračuna iz
nastavljenih vrednosti.
- Hitrost počasnega podajanja žice nastavljate v meniju nastavljanja varilnih
parametrov v meniju podatkov zagona.
bi24d1va
- 21 -

SI
6.13 Faze zagona
Pri varjenju s posebno žico ali varjenju posebnega materiala morate včasih uporabiti
posebno zaporedje zagona, ki ga sestavite sami. Zaporedje zagona vpliva na videz
kopeli taline.
Za fazo zagona 1 VKL (ON) lahko
nastavite naslednje parametre
S Čas, s
Čas varjenja v fazi 1
S Napetost obloka, %
V odstotkih nastavljene napetosti
S Podajanje žice, %
V odstotkih nastavljenega podajanja
žice
S Varilni tok, %
V odstotkih nastavljenega varilnega
toka
S Hitrost hodov, %
V odstotkih nastavljene hitrosti
hodov
- Faze zagona nastavljate v meniju nastavljanja varilnih parametrov v meniju
podatkov zagona.
Za fazo zagona 2 VKL (ON) lahko
nastavite naslednje parametre
S Čas, s
Čas varjenja v fazi 2
S Napetost obloka, %
V odstotkih nastavljene napetosti
S Podajanje žice, %
V odstotkih nastavljenega podajanja
žice
S Varilni tok, %
V odstotkih nastavljenega varilnega
toka
S Hitrost hodov, %
V odstotkih nastavljene hitrosti
hodov
6.14 Najvišja napetost odprtega tokokroga (OCV)
Nastavitev VKL (ON) pomeni, da lahko OCV nastavite.
Nastavitev IZKL (OFF) pomeni, da se OCV nastavlja glede na nastavljeno varilno
napetost.
- OCV nastavljate v meniju nastavljanja varilnih parametrov v meniju podatkov
zagona.
6.15 Tok talila po koncu
S tem nastavljate čas, v katerem teče talilo še po izklopu obloka.
- Tok talila po koncu nastavljate v meniju nastavljanja varilnih parametrov v meniju
podatkov ustavitve.
6.16 Tok plina po koncu
S tem nastavljate čas, v katerem teče zaščitni plin še po izklopu obloka.
- Tok plina po koncu nastavljate v meniju nastavljanja varilnih parametrov v meniju
podatkov ustavitve.
6.17 Tok zraka po koncu
S tem nastavljate čas, v katerem teče zrak še po izklopu obloka.
- Tok zraka po koncu nastavljate v meniju nastavljanja varilnih parametrov v meniju
podatkov ustavitve.
bi24d1va
- 22 -

SI
6.18 Polnjenje kraterja
Funkcija polnjenja kraterja omogoča nadzorovano zmanjšanje toplote in velikosti
kopeli zvarne taline ob zaključku vara. Tako zmanjšate nevarnost por, toplotnih
razpok in nastajanja kraterja na varu.
- Polnjenje kraterja nastavljate v meniju nastavljanja varilnih parametrov v meniju
podatkov ustavitve.
6.19 Čas odgorevanja
Čas odgorevanja je čas, ki preteče od trenutka, ko se žica začne ustavljati, do
trenutka, ko varilni transformator izklopi napetost obloka. Če je ta čas prekratek, bo
po koncu varjenja preostanek žice daljši, zato se lahko prej ujame v strjujočo se
zvarno talino. Če je ta čas predolg, bo preostanek žice krajši, kar pomeni, da lahko
oblok udari nazaj v kontaktno točko.
- Čas odgorevanja nastavljate v meniju za nastavljanje varilnih parametrov v meniju
podatkov ustavitve.
6.20 Faze ustavitve
Faze ustavitve se uporabljajo predvsem za nastavljanje polnjenja kraterja.
Za fazo ustavitve 1 VKL (ON) lahko
nastavite naslednje parametre
S Čas, s
Čas varjenja v fazi 1
S Napetost obloka, %
V odstotkih nastavljene napetosti
S Podajanje žice, %
V odstotkih nastavljenega podajanja
žice
S Varilni tok, %
V odstotkih nastavljenega varilnega
toka
S Hitrost hodov, %
V odstotkih nastavljene hitrosti
hodov
Za fazo ustavitve 2 VKL (ON) lahko
nastavite naslednje parametre
S Čas, s
Čas varjenja v fazi 2
S Napetost obloka, %
V odstotkih nastavljene napetosti
S Podajanje žice, %
V odstotkih nastavljenega podajanja
žice
S Varilni tok, %
V odstotkih nastavljenega varilnega
toka
S Hitrost hodov, %
V odstotkih nastavljene hitrosti
hodov
- Faze ustavitve nastavljate v meniju nastavljanja varilnih parametrov v meniju
podatkov ustavitve.
6.21 Dinamična regulacija
Funkcija dinamične regulacije se uporablja pri varjenju z več elektrodami, in sicer za
spreminjanje karakteristik varilnega transformatorja. Karakteristike varilnega
transformatorja se izračunajo iz nastavljenih podatkov žice.
- Dinamično regulacijo nastavljate v meniju nastavljanja varilnih parametrov.
bi24d1va
- 23 -

SI
6.22 Meje nastavitev
Podatke o mejah nastavitev najdete v poglavju 9.4 ťUrejanje parametrovŤ.
6.23 Meje merjenja
Podatke o parametrih merjenja najdete v poglavju 9.5 ťUrejanje parametrov
merjenjaŤ.
7 UPRAVLJANJE POMNILNIKA
7.1 Postopek dela z nadzorno ploščo
Nadzorno ploščo sestavljata dve enoti: delovni pomnilnik in pomnilnik varilnih
parametrov.
Shranjevanje
Delovni pomnilnik Pomnilnik varilnih parametrov
Priklic
V delovnem pomnilniku ustvarite popoln nabor nastavitev varilnih parametrov, ki ga
lahko nato shranite v pomnilnik varilnih parametrov.
Med varjenjem proces upravlja nabor vrednosti v delovnem pomnilniku. Zaradi tega
je mogoče nabor varilnih parametrov priklicati iz pomnilnika varilnih parametrov v
delovni pomnilnik.
Delovni pomnilnik vedno vsebuje najnovejše nastavitve varilnih parametrov.
Prikličete jih lahko tudi iz pomnilnika varilnih parametrov ali njihove nastavitve
spremenite posamično. To pomeni, da delovni pomnilnik nikoli ni prazen in nikoli ne
vsebuje ťničelŤ.
Glavni meni (Main) POMNILNIK (MEMORY) Pomnilnik varilnih parametrov
(Weld data memory)
WELD DATA MEMORY
2ND
STORE
FUNCT QUIT
Nadzorna plošča ima prostora za shranitev do 255 naborov varilnih parametrov.
Vsak nabor je oštevilčen (z oznako 1 do 255).
V pomnilniku varilnih parametrov lahko tudi spreminjate, brišete in kopirate nabore
parametrov in jih prikličete v delovni pomnilnik.
bi24d1va
- 24 -

SI
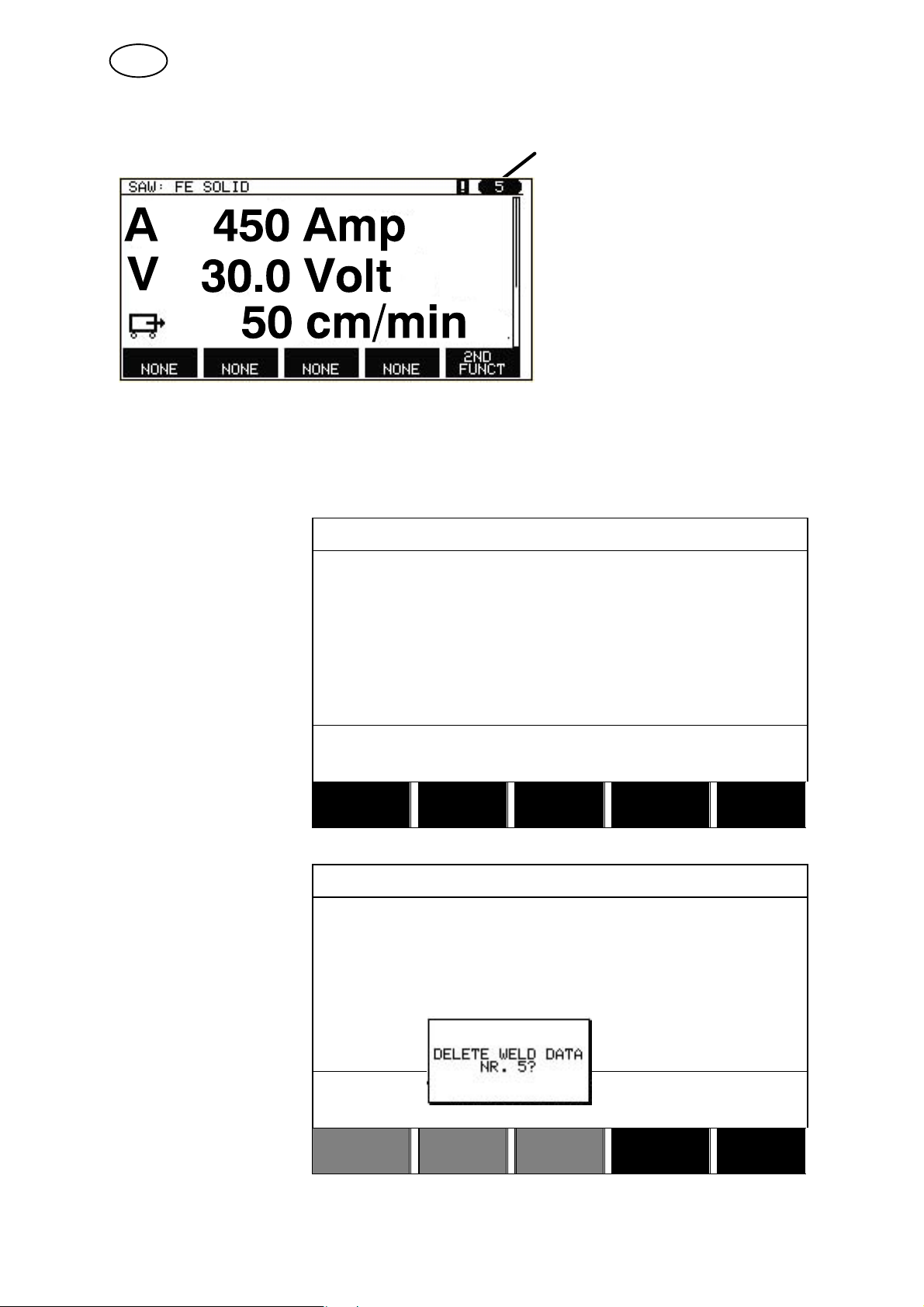
7.2 Shranjevanje
Če je pomnilnik varilnih parametrov prazen, je na zaslonu naslednja slika.
Shranitev nabora
WELD DATA MEMORY
varilnih parametrov.
Shranijo naj se na
mestu 5 v pomnilniku.
Pritisnite tipko SHRANI
(STORE). Prikaže se
mesto 1. S sukanjem
enega od gumbov za
nastavljanje se
pomaknite na mesto 5.
Pritisnite tipko SHRANI
(STORE).
STORE
Na zaslonu se prikaže naslednja slika.
Nabor varilnih podatkov
je zdaj shranjen na
mestu 5.
WELD DATA MEMORY
5 - (SAW)
2ND
FUNCT QUIT
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
DELETE
2ND
FUNCT QUIT
Deli nabora varilnih podatkov na mestu 5 so zdaj prikazani na dnu zaslona.
bi24d1va
- 25 -
SI
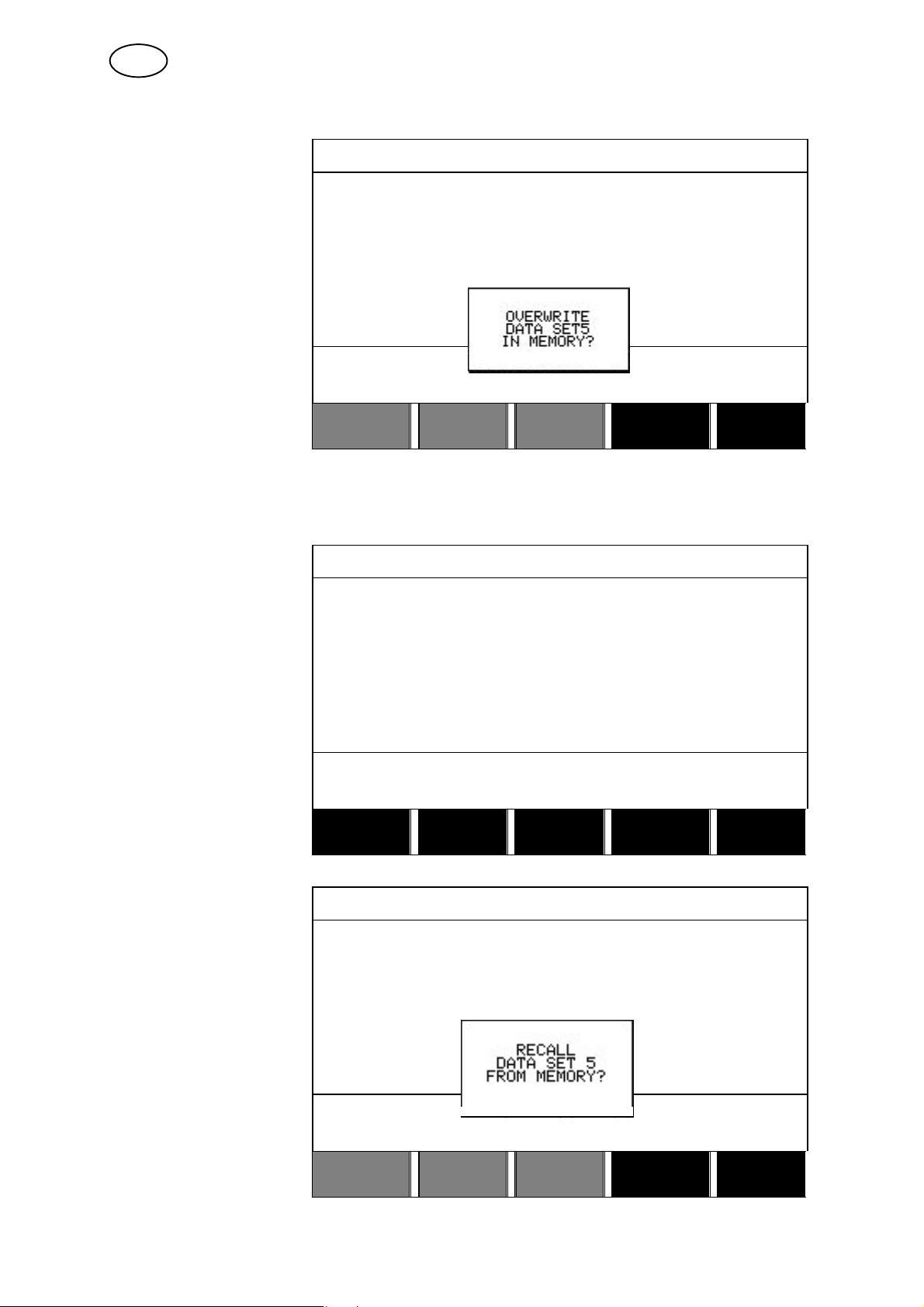
Če je na izbranem
mestu že shranjen
nabor parametrov, vas
WELD DATA MEMORY
5 - (SAW)
sistem vpraša, ali želite
že shranjeni nabor
prepisati z novim - DA
(YES) ali NE (NO).
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
Z izbiro NE (NO) se vrnete v meni pomnilnika.
7.3 Priklic
Priklicali bomo shranjen
nabor parametrov.
Z gumbom za
premikanje kazalca
označite vrstico.
Pritisnite tipko
PRIKLIČI (RECALL).
WELD DATA MEMORY
5 - (SAW)
NO YES
S tipko DA (YES)
potrdite, da želite
priklicati nabor
parametrov št. 5.
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
WELD DATA MEMORY
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
DELETE
2ND
FUNCT QUIT
NO YES
bi24d1va
- 26 -
SI
Ta ikona na zaslonu merjenja kaže, s
katerega mesta v pomnilniku je bil priklican
nabor parametrov.
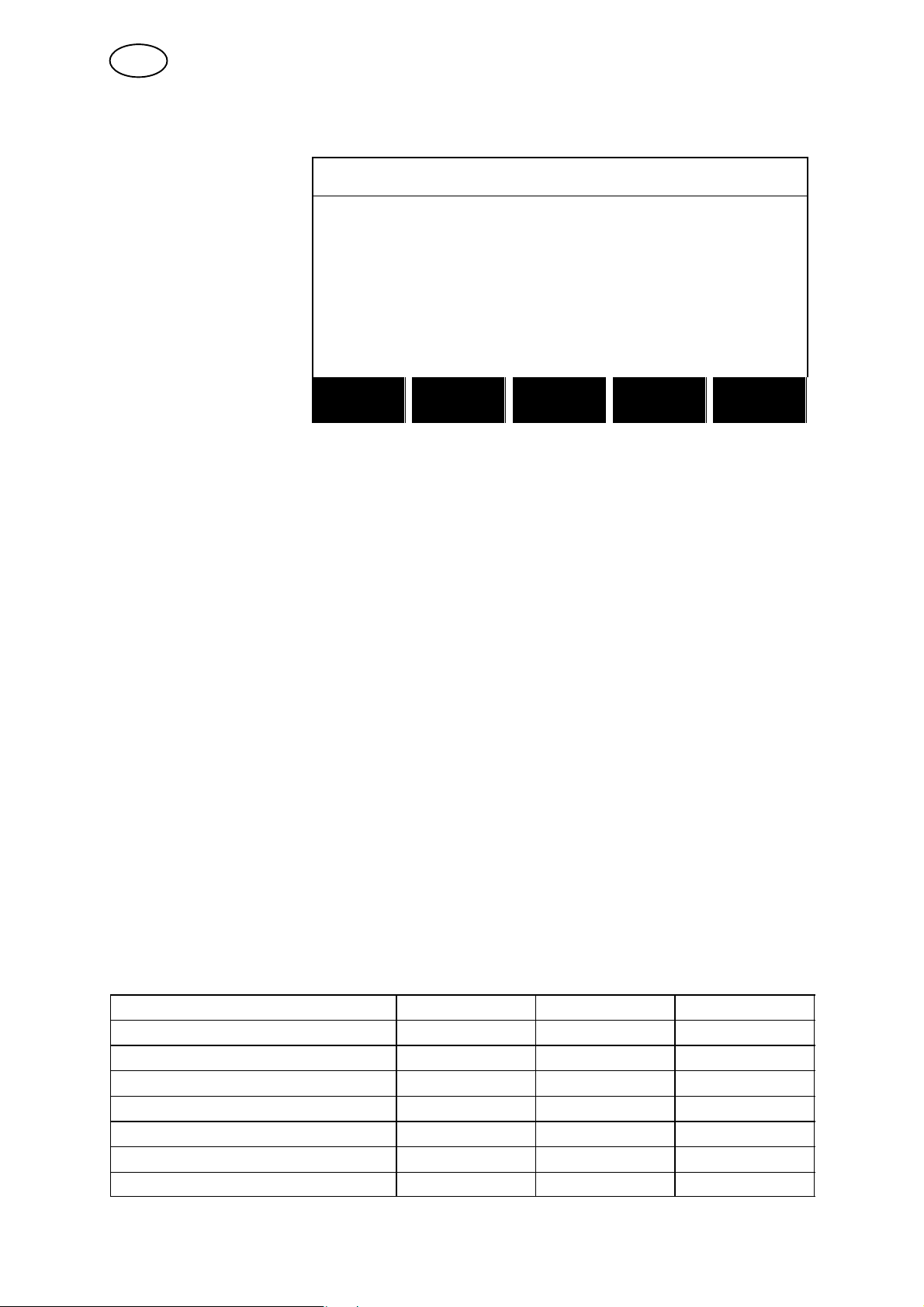
7.4 Brisanje
V meniju pomnilnika je mogoče tudi izbrisati enega ali več naborov parametrov.
Brisanje nabora
parametrov.
Izberite nabor
parametrov. Pritisnite
BRIŠI (DELETE).
S tipko DA (YES)
potrdite, da želite nabor
izbrisati.
WELD DATA MEMORY
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
WELD DATA MEMORY
5 - (SAW)
DELETE
2ND
FUNCT QUIT
bi24d1va
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
NO YES
- 27 -

SI
7.5 Kopiranje
Postopek kopiranja nabora varilnih parametrov na drugo mesto v pomnilniku je
naslednji:
Pritisnite tipko 2.
FUNKCIJA (2ND
FUNCT).
Izberite mesto v
pomnilniku, ki ga želite
kopirati, in pritisnite
tipko KOPIRAJ
(COPY).
WELD DATA MEMORY
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
WELD DATA MEMORY
5 - (SAW)
DELETE
2ND
FUNCT QUIT
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPY RENAME
EDIT
2ND
FUNCT QUIT
bi24d1va
- 28 -

SI
Kopirali bomo vsebino mesta 5 na mesto 50.
Z gumbov za premikanje kazalca se pomaknite na želeno mesto v pomnilniku - v
našem primeru na mesto 50.
Izberite mesto 1 v
pomnilniku in se z enim
od gumbov za
nastavljanje pomaknite
WELD DATA MEMORY
1 -
5 - (SAW)
na želeno mesto
pomnilnika, v našem
primeru na mesto
50.Pritisnite tipko DA
(YES).
COPY
DATA SET 5 TO POSITION: 50
NO YES
Nabor parametrov, shranjen na mestu 5, se je kopiral na mesto 50.
7.6 Ime
Postopek, s katerim dodelite shranjenemu naboru parametrov ime, je naslednji:
Pritisnite tipko 2.
FUNKCIJA (2ND
FUNCT). Izberite mesto
v pomnilniku, ki ga
želite preimenovati, in
pritisnite tipko
PREIMENUJ
(RENAME).
WELD DATA MEMORY
5 - (SAW)
50 -
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPY RENAME
Zdaj lahko uporabite tipkovnico na naslednji način:
S S puščicami in gumbom za
premikanje kazalca postavite kazalec
na želeni znak na tipkovnici. Pritisnite
tipko ZAKLJUČI (DONE). Na ta način
lahko vnesete celotni niz znakov
dolžine do 40 znakov.
S Niz shranite s pritiskom tipke
ZAKLJUČI (DONE). Različica, ki ste ji
dodelili ime, je zdaj prikazana na
seznamu.
- 29 -
bi24d1va
EDIT
2ND
FUNCT QUIT

SI
7.7 Urejanje
Postopek urejanja nabora varilnih parametrov je naslednji:
Pritisnite tipko 2.
FUNKCIJA (2ND
FUNCT). Pomaknite se
WELD DATA MEMORY
5 - (SAW)
na mesto pomnilnika, ki
ga želite urediti, in
pritisnite tipko UREDI
(EDIT).
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPY
EDIT
2ND
FUNCT QUIT
Prikaže se del glavnega menija s simbolom , ki pomeni, da delate v načinu
urejanja.
Pritisnite tipko
NASTAVI (SET) in
opravite potrebne
spremembe.
SAW
REGULATION TYPE CA
WIRE TYPE SS FLUX CORED
WIRE DIMENSION 2.0 mm
bi24d1va
SET QUIT
- 30 -

SI
Prikaže se naslednji meni:
V tem primeru
SAW WELD DATA SETTING
spremenimo varilni tok
s 400 A na 500 A.
Izberite varilni tok
(CURRENT) in z enim
od gumbov za
nastavljanje povečajte
vrednost na 500.
Dvakrat pritisnite tipko
PREKLIČI (QUIT).
VOLTAGE 20.0 V
CURRENT 500 A
TRAVEL SPEED 0 cm/min
DIRECTION J
START DATA"
STOP DATA"
DYNAMIC REGULATION AUTO
SETTING LIMITS"
MEASURE LIMITS"
QUIT
Tako ste uredili in shranili nastavitve nabora varilnih parametrov, shranjen na mestu
5 v pomnilniku.
8 MENI KONFIGURACIJE (CONFIGURATION)
Glavni meni (Main) Meni konfiguracije (Configuration)
Ta meni vsebuje naslednje podmenije:
S Jezik (Language), glejte poglavje 1.2.1 ťIzbira jezikaŤ
S Zaklepanje s kodo (Code lock), glejte poglavje 8.1
S Splošne nastavitve (General settings), glejte poglavje 8.2
S Nastavitve stroja (Machine settings), glejte poglavje 8.3
S Dolžina kablov (Cable length), glejte poglavje 8.4
S Vzdrževanje (Maintenance), glejte poglavje 8.5
S Omrežne nastavitve, glejte poglavje NO TAG
bi24d1va
- 31 -

SI
8.1 Zaklepanje s kodo (Code lock)
Glavni meni (Main) Meni konfiguracije (Configuration) Zaklepanje s kodo
(Code lock)
Pri aktiviranem zaklepanju morate za preklop z zaslona merjenja ali iz menija hitrega
režima v kak drug meni uporabiti geslo (kodo).
CODE LOCK
LOCK STATUS OFF
SET / CHANGE LOCK CODE
QUIT
Zaklepanje s kodo aktivirate v meniju konfiguracije.
8.1.1 Stanje zaklepanja s kodo
S stanjem zaklepanja s kodo lahko funkcijo zaklepanja aktivirate/deaktivirate, ne da
bi (pri deaktiviranju) nastavljeno kodo izbrisali. Če koda ni nastavljena, se pri
aktiviranju prikaže tipkovnica, s katero vpišete novo kodo.
Izstop iz funkcije stanja zaklepanja s kodo.
Pri deaktiviranem zaklepanju s kodo lahko iz zaslona merjenja ali menija hitrega
režima izstopite brez omejitev s tipko PREKLIČI (QUIT) oziroma MENI (MENU), če
želite vstopiti v glavni meni.
Pri aktiviranem zaklepanju s kodo pa se prikaže naslednja zaslonska slika kot
opozorilo na zaklepanje s kodo.
PRITISNITE ENTER ZA KODO ... (PRESS ENTER FOR
LOCK CODE...)
PRESS ENTER FOR
LOCK CODE...
Če zdaj pritisnete tipko PREKLIČI (QUIT), se vrnete v dosedanji meni; s pritiskom na
tipko ENTER pa preidete v korak, v katerem morate vnesti geslo.
Zdaj morate vstopiti v meni s tipkovnico, v katerem lahko vnesete geslo. Za vsakim
znakom pritisnite tipko ENTER, celotno geslo pa potrdite s še enim pritiskom tipke
ENTER.
bi24d1va
- 32 -

SI
Odpre se naslednje besedilno okence:
ENOTA ODKLENJENA (UNIT UNLOCKED)!
Če ste vnesli napačno geslo, se prikaže obvestilo o napaki, nato pa lahko izberete,
ali želite geslo vnesti še enkrat ali pa se vrniti v prvotni meni (zaslon merjenja ali
meni hitrega režima).
Če ste vnesli pravilno geslo, se sprosti prehod v drug meni, zaklepanje s kodo pa
ostane aktivirano. To pomeni, da lahko začasno zapustite zaslon merjenja oziroma
meni hitrega režima; ko se boste vrnili v enega od teh menijev, pa bo zaklepanje s
kodo spet veljalo.
8.1.2 Vnos/urejanje gesla (Specify/edit lock code)
V meniju vnosa/urejanja gesla (Specify/edit lock code) lahko spremenite obstoječe
geslo ali vnesete novega. Geslo ima lahko do 16 znakov (črk in številk).
UNIT UNLOCKED!
8.2 Splošne nastavitve
Glavni meni (Main) Meni konfiguracije (Configuration) Splošne nastavitve
(General settings)
V tem meniju lahko nastavite:
S Programske tipke hitrega režima; glejte poglavje 8.2.1
S Zapisovanje podatkov kakovosti v datoteko, glejte poglavje 8.2.2
S Nastavitve programskih tipk, glejte poglavje 8.2.3
S Samodejno shranjevanje varilnih parametrov; glejte poglavje 8.2.4
S Enoto dolžine, glejte poglavje 1.2.2 ťMerske enoteŤ
8.2.1 Programske tipke v hitrem režimu
V hitrem režimu delujejo programske tipke VARILNI PARAMETRI 1 (WELD DATA 1)
do vključno VARILNI PARAMETRI 4 (WELD DATA 4).
SAW: CA 16
A 450 Amp
V 30.0 Volt
bi24d1va
50 cm/min
WELD
DATA 1
WELD
DATA 2
- 33 -
WELD
DATA 3
WELD
DATA 4
2ND
FUNCT

SI
Postopek njihovega konfiguriranja je naslednji:
Postavite kazalec na
vrstico ŠTEVILKA
PROGRAMSKE TIPKE
(SOFT KEY NUMBER).
FAST MODE SOFT KEYS
SOFT KEY NUMBER 1
ASSOCIATED WELD DATA 5
SAW: CA: FE SOLID: 0.8 mm
20.0 V: 500 A: 0 cm/min
STORE
DELETE QUIT
Tipke so oštevilčene z 1 do 4 od leve proti desni. Z gumbi za nastavitve izberite
številko tipke.
Nato pomaknite kazalec na naslednjo vrstico, VARILNI PARAMETRI ASS
(ASSOCIATED WELD DATA). Tu lahko listate po naborih varilnih parametrov,
shranjenih v pomnilniku varilnih parametrov. Z gumbi za nastavitev izberite številko
mesta želenega nabora parametrov. Pritisnite tipko SHRANI (STORE). Če želite
shranjeni nabor izbrisati, pritisnite tipko IZBRIŠI (DELETE).
8.2.2 Zapisovanje dnevnika kakovosti v datoteko
Zapisovanje lahko
aktivirate v meniju
ZAPISOVANJE
PODATKOV
KAKOVOSTI V
DATOTEKO (QUALITY
DATA LOG TO FILE) z
GENERAL CONFIGURATION
FAST MODE SOFT BUTTONS 1
QUALITY DATA LOG TO FILE ON
SOFT KEYS SETUP"
AUTO SAVE MODE OFF
UNIT OF LENGTH METRIC
izbiro VKL (ON).
Več informacij o nastavitvah za funkcije kakovosti najdete v poglavju 9.7.
QUIT
bi24d1va
- 34 -

SI
8.2.3 Konfiguracija programskih tipk
Pomene programskih tipk nadzorne plošče smo že opisali. Pri varjenju z zakritim
oblokom (SAW) in varjenju MIG (GMAW) lahko funkcije teh tipk izberete s seznama
možnih funkcij. Funkcije je mogoče dodeliti osmim programskim tipkam.
Izbirate lahko med naslednjimi možnostmi:
S Brez funkcije (None)
S Prepihovanje s plinom (Gas purge) / Ventil talila (Flux valve)
S Nastavljene vrednosti
V meniju merjenja so namesto izmerjenih vrednosti prikazane nastavljene
referenčne vrednosti.
S Rele 1
Nastavlja izhod št. 1 na tiskanem vezju motorja, ki lahko slui za poljubno
uporabnikovo funkcijo.
S Smer Y - J.
S Daljinski V/I
Uporablja se, kadar želite upravljati PEK in varilni transformator prek zunanje
enote V/I.
S Zunanja os
To možnost aktivirate, kadar uporabljate zunanjo enoto V/I za krmiljenje npr.
valjčne proge.
Na zaslonu sta dva
stolpca: eden za
PROGRAMSKE TIPKE
(SOFT KEYS), drugi pa
za FUNKCIJE
(FUNCTION).
SOFT KEYS SETUP
SOFT KEYS FUNCTION
S1 NONE
S2 NONE
S3 NONE
S4 NONE
S1 2ND FUNCT NONE
S2 2ND FUNCT NONE
S3 2ND FUNCT NONE
S4 2ND FUNCT NONE
QUIT
Pri dodeljevanju funkcij tem tipkam velja oštevilčenje tipk od leve proti desni na
naslednji način:
2ND
bi24d1va
S1 S2 S3 S4
S1 2ND
FUNCT
S2 2ND
FUNCT
- 35 -
S3 2ND
FUNCT
S4 2ND
FUNCT
FUNCT
2ND
FUNCT

SI
Postopek dodelitve nove funkcije programski tipki je naslednji:
Postavite kazalec na
vrstico s programsko
tipko, ki ji želite dodeliti
funkcijo, in pritisnite
ENTER. Odpre se meni
z možnimi funkcijami. Z
gumbom za premikanje
kazalca izberite funkcijo
in pritisnite ENTER.
SOFT KEYS SETUP
SOFT KEYS FUNCTION
S1 NONE
S2 NONE
S3 NONE
S4 NONE
S1 2ND FUNCT NONE
S2 2ND FUNCT NONE
S3 2ND FUNCT NONE
S4 2ND FUNCT NONE
QUIT
Na enak način lahko dodelite funkcije tudi drugim tipkam, tako da vsaki tipki v levem
stolpcu dodelite funkcijo v desnem stolpcu.
8.2.4 Samodejno shranjevanje
Če katero od nastavitev parametrov iz nabora, priklicanega z mesta v pomnilniku
varilnih parametrov, spremenite, se po zaključku varjenja sprememba samodejno
shrani na mesto v pomnilniku varilnih podatkov, s katerega ste nazadnje priklicali
nabor.
Če varilne parametre ročno shranite na mesto v pomnilniku, onemogočite naslednje
samodejno shranjevanje.
Mesto v pomnilniku, na katerem je shranjen nabor varilnih parametrov, je prikazano
v desnem zgornjem kotu zaslona merjenja.
8.3 Nastavitve stroja
Glavni meni (Main) Meni konfiguracije (Configuration) Nastavitve stroja
(Machine settings)
V tem meniju lahko nastavite:
S Kodo proizvoda (Product code), glejte poglavje 8.3.1
S Os podajanja žice (Wire feed axis), glejte poglavje 8.3.2
S Os hoda (Travel axis), glejte poglavje 8.3.3
S Zunanjo os (Outer axis), glejte poglavje 8.3.4
S Tandem (Tandem); glejte poglavje 8.3.5
bi24d1va
- 36 -
SI
8.3.1 Koda proizvoda
V meniju KODA
MACHINE CONFIGURATION
PROIZVODA
(PRODUCT CODE)
lahko izberete
samodejni varilnik,
steber in nosilec,
PRODUCT CODE A2TFJ1
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM OFF
valjčno progo oziroma
pozicionirni
manipulator, ki jih
uporabljate.
Ko izberete kodo proizvoda, se samodejno izbereta pravi tip motorja in pravo
prestavno razmerje prenosa za ta proizvod.
Izbirate lahko med naslednjimi možnostmi:
S A2TFJ1
Samodejni varilnik s pomikom A2 za varjenje z zakritim oblokom (SAW)
S A2TGJ1
QUIT
Samodejni varilnik s pomikom A2 za varjenje MIG (GMAW)
S A6TFF1
Samodejni varilnik s pomikom A6 za varjenje z zakritim oblokom (SAW)
S FREE 2 AXIS
Opcijska konfiguracija za priključitev dveh motorjev na ploščo pomika: enega za
podajanje žice, drugega za varilni hod.
S FREE 3 AXIS
Opcijska konfiguracija za priključitev zunanjih valjčnih prog, pozicionirnih
manipulatorjev ali linearnih osi, pa tudi dveh motorjev na ploščo pomika: enega
za podajanje žice, drugega za varilni hod.
8.3.2 Os podajanja žice
Motor za podajanje žice se nastavi samodejno, po naslednjih tabelah.
A2TFJ1 A2TGJ1 A6TFF1
Motor 5035 38 RPM 5035 68 RPM VEC4000
Prestava 1 49 : 1 49 : 1 156 : 1
Prestava 2 1 : 1 1 : 1 1 : 1
Premer podajalnih valjev 49 mm 49 mm 49 mm
Tipalo impulzov 28 imp/vrt. 28 imp/vrt. 32 imp/vrt.
Nizka ročna hitrost 150 cm/min 150 cm/min 150 cm/min
Visoka ročna hitrost 300 cm/min 300 cm/min 300 cm/min
bi24d1va
- 37 -

SI
FREE 2 AXIS FREE 3 AXIS
Motor VEC 4000 VEC 4000
Prestava 1 156: 1 156: 1
Prestava 2 1:1 1:1
Premer podajalnih valjev 49 mm 49 mm
Tipalo impulzov 32 imp/vrt. 32 imp/vrt.
Nizka ročna hitrost 150 cm/min 150 cm/min
Visoka ročna hitrost 300 cm/min 300 cm/min
8.3.3 Os hoda
Motor hoda se nastavi samodejno, po naslednjih tabelah.
A2TFJ1 A2TGJ1 A6TFF1
Motor 4030-350 4030-350 FHP258
Prestava 1 375 : 10 375 : 10 24 : 1
Prestava 2 51 : 1 51 : 1 51 : 1
Premer kolesa 158 mm 158 mm 180 mm
Tipalo impulzov 60 imp/vrt. 60 imp/vrt. 28 imp/vrt.
Visoka ročna hitrost 200 cm/min 200 cm/min 200 cm/min
FREE 2 AXIS FREE 3 AXIS
Motor VEC 4000 VEC 4000
Prestava 1 312: 1 312 : 1
Prestava 2 1 : 1 1 : 1
Premer kolesa 65 mm 65 mm
Tipalo impulzov 32 imp/vrt. 32 imp/vrt.
Visoka ročna hitrost 200 cm/min 200 cm/min
8.3.4 Zunanja os
Pri priključitvi zunanje valjčne proge, pozicionirnega manipulatorja ali linearne osi
morate izbrati možnost FREE 3 AXIS.
Pri izbrani možnosti FREE 3 AXIS se motor nastavi samodejno po naslednjih
tabelah.
Valjčna proga Linearno Pozicioniranje
Prestava 1 560 : 1 560 : 1 560 : 1
Prestava 2 111 : 22 111 : 22 111 : 22
Prestava 3 1 : 1 1 : 1 1 : 1
Premer kolesa 160 mm 160 mm 160 mm
Tipalo impulzov 30 imp/vrt. 30 imp/vrt. 30 imp/vrt.
Visoka ročna hitrost 200 cm/min 200 cm/min 200 cm/min
Frekvenčno razmerje 85 : 50 85 : 50 85 : 50
Motor 2000 vrt/min 2000 vrt/min 2000 vrt/min
Premer varjenja 1000 mm - 1000 mm
Premer valja 1000 mm - -
bi24d1va
- 38 -
SI
8.3.5 Tandem
Uporablja se pri varjenju z dvema varilnima glavama.
Postavite kazalec na
MACHINE CONFIGURATION
vrstico TANDEM
(TANDEM) in pritisnite
ENTER.
Z gumbom za
premikanje kazalca
izberite možnost VKL
(ON) in pritisnite
ENTER.
PRODUCT CODE A2TFX
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM ON
b WELDING HEAD HEAD
b WELD HEAD OFFSET 20 mm
b WITH I/O ON
QUIT
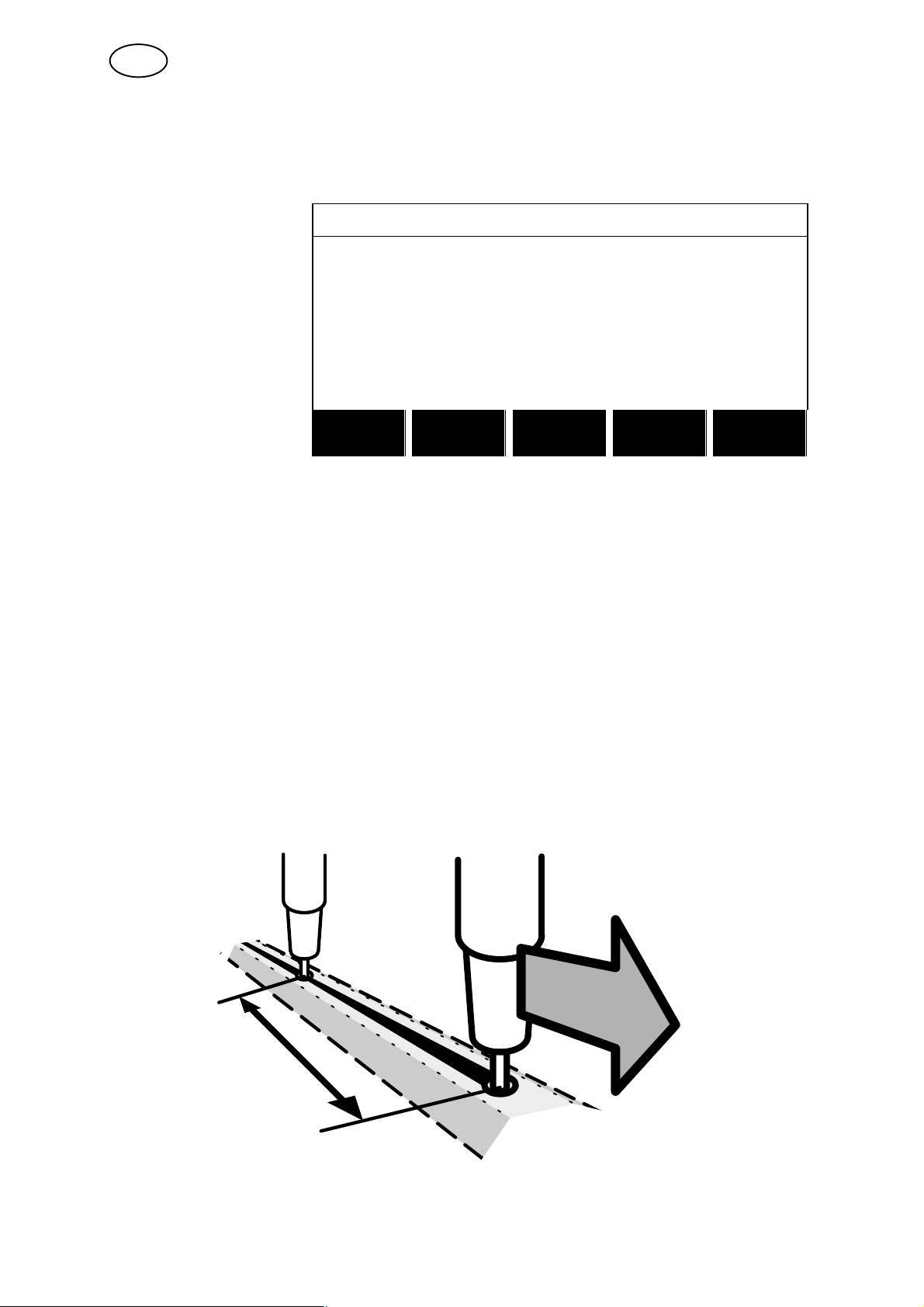
Za varjenje z dvema varilnima glavama mora biti nastavljena funkcija ZAMIK
VARILNIH GLAV (WELD HEAD OFFSET).
ZAMIK VARILNIH GLAV (WELD HEAD OFFSET) je razdalja med varilnima glavama
v milimetrih.
Ko nastavite razdaljo med varilno glavo 1, VODILNA (HEAD), in varilno glavo 2,
SLEDILNA (TAIL), krmilna enota izračuna čas med začetkom varjenja s prvo glavo
in začetkom varjenja z drugo glavo.
Računski časovni presledek med vklopoma oziroma izklopoma varilnih
transformatorjev lahko znaša največ 65 sekund. To pomeni, da pri nastavljeni hitrosti
npr. 50 cm/min lahko vnesete ZAMIK VARILNIH GLAV (WELD HEAD OFFSET)
največ 2000 mm. Ta omejitev zagotavlja, da se čas ne bo iztekel, preden varilna
glava 2 doseže začetno točko.
TAIL HEAD
WELD HEAD OFFSET
bi24d1va
- 39 -

SI
OPOMBA!
Poskrbite, da imata obe krmilni enoti enako nastavitev parametra ZAMIK VARILNIH
GLAV (WELD HEAD OFFSET) in enako nastavitev hitrosti hoda. ťGlavnaŤ krmilna
enota krmili VODILNO (HEAD) varilno glavo, ťpodrejenaŤ krmilna enota pa
SLEDILNO (TAIL) varilno glavo. Hitrost hoda vedno krmili ťglavnaŤ krmilna enota.
Postopek nastavitve varilnih parametrov za varjenje z dvema glavama je naslednji:
Postavite kazalec na
MACHINE CONFIGURATION
vrstico VARILNA
GLAVA (WELDING
HEAD).
Izberite, ali naj
nastavitev velja za
ťglavnoŤ krmilno enoto
za VODILNO glavo
(HEAD) ali za
ťpodrejenoŤ krmilno
PRODUCT CODE A2TFX
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM ON
b WELDING HEAD HEAD
b WELD HEAD OFFSET 20 mm
b WITH I/O ON
enoto za SLEDILNO
glavo (TAIL).
QUIT
S Postavite kazalec na vrstico ZAMIK VARILNIH GLAV (WELD HEAD OFFSET) in
nastavite razdaljo med varilnima glavama.
Primer, V/I VKL
Varilna glava 2
(podrejena)
TAIL HEAD
Varilna glava 1 (glavna)
WELD HEAD OFFSET
S S pritiskom na Start aktivirajte varilno glavo 1.
S Varilna glava 1 začne variti.
bi24d1va
- 40 -

SI
S Varilna glava 2 začne variti šele takrat, ko je dosežen začetni položaj za varilno
glavo 1 (razdalja je določena s parametrom ZAMIK VARILNIH GLAV (WELD
HEAD OFFSET)).
S S pritiskom na Stop deaktivirajte varilno glavo 1.
S Varilna glava 1 preneha variti, a se še pomika naprej.
S Varilna glava 2 preneha variti, ko doseže položaj za ustavitev varilne opreme 1
(razdalja je določena s parametrom ZAMIK VARILNIH GLAV (WELD HEAD
OFFSET)).
S S tem je varjenje zaključeno.
Primer, V/I IZKL
Varilna glava 2
(podrejena)
TAIL HEAD
WELD HEAD OFFSET
Varilna glava 1 (glavna)
S Pritisnite Start za varilno glavo 1 in varilno glavo 2 hkrati.
S Varilna glava 1 začne variti.
S Varilna glava 2 začne variti, ko doseže točko začetka varjenja varilne glave 1, tj.,
ko se premakne za razdaljo ZAMIK VARILNIH GLAV (WELD HEAD OFFSET).
S Pritisnite stop za varilno glavo 1 in varilno glavo 2 hkrati.
S Varilna glava 1 preneha variti, hod pa se nadaljuje.
S Varilna glava 2 preneha variti, ko doseže točko, kjer je prenehala variti varilna
glava 1, tj. ko se premakne še za razdaljo ZAMIK VARILNIH GLAV (WELD
HEAD OFFSET).
S S tem je varjenje zaključeno.
bi24d1va
- 41 -
SI
8.4 Dolžina kablov
Na napetost obloka vpliva tudi impedanca varilnih kablov. Impedanca je odvisna od
dolžine, prereza in položitve kablov. To je še zlasti pomembno pri varjenju s
postopkom AC.
Če pri dolgih kablih vnesete podatek o dejanski dolžini, lahko naprava kompenzira
padec napetosti v kablih.
Vnesite skupno dolžino kablov (varilnega kabla in priključka).
Opomba! Če uporabljate dva kabla, upoštevajte prereza obeh.
Ta funkcija je aktivna v zaetni fazi, dokler varilni transformator ne prejme merjene
vrednosti, s katero lahko zane regulacijo.
e je izbrana monost "Max OCV", ta funkcija ni aktivna.
8.5 Vzdrževanje
Glavni meni (Main) Meni konfiguracije (Configuration) Vzdrževanje
(Maintenance)
V tem meniju nastavite, kako pogosto naj se menja kontaktna konica. Za nastavitev,
po kolikšnem številu začetkov zvarov naj se zamenja konica, izberite vrstico
INTERVAL MENJAVE KONTAKTNE KONICE (CONTACT TIP CHANGE INTERVAL)
in pritisnite tipko ENTER. Vrednost lahko spremenite z gumbi za nastavitve. Ko
predpisani interval poteče, se v dnevnik napak vpiše koda napake 54. Napako
ponastavite s tipko PONASTAVI (RESET).
Če je namesto števila začetkov zvarov za interval nastavljena MEJA SKUPNEGA
ČASA DELOVANJA (TOTAL RUNNING TIME LIMIT), sledi klic pooblaščenega
serviserja ESAB.
MAINTENANCE
CONTACT TIP CHANGE INTERVAL 0 Welds
b WELD COUNT 0 Welds
TOTAL RUNNING TIME LIMIT 0d00:00:00
b TOTAL RUNNING TIME 0d00:00:00
RESET
QUIT
bi24d1va
- 42 -

SI
8.6 Omrežne nastavitve
Glavni meni (Main) Meni konfiguracije (Configuration) Omrežne
nastavitve (Network settings)
Ta meni vam omogoča priključitev na sistem za vodenje ali na lokalno omrežje.
Podrobnejše informacije o sistemu za vodenje najdete v priročniku za WELDPOINT.
Priročnik si lahko prenesete v računalnik s spletnega mesta www.esab.com.
NETWORK SETTINGS
DHCP ON
IP ADDRESS 172.20.125.74
SUBNET MASK 0.0.0.0.
DEFAULT GATEWAY 0.0.0.0.
HOSTNAME ESAB_W82
QUIT
8.6.1 Pregled sistema
1 Varilni transformator 4 Sistem za vodenje, Weldpoint
2 Podajalnik žice / Samodejni varilnik 5 Omrežni priključek
3 Enota varilnih parametrov, PEK 6 Pomnilnik USB
bi24d1va
- 43 -

SI
9 ORODJA
Glavni meni (Main) Orodja (Tools)
Ta meni vsebuje naslednje podmenije:
S Dnevnik napak (Error log), glejte poglavje 9.1
S Izvoz/uvoz (Export/Import); glejte poglavje 9.2.
S Upravitelj datotek (File manager), glejte poglavje 9.3.
S Urejanje nastavitev mej (Edit limit settings); glejte poglavje 9.4.
S Urejanje nastavitev mej (Edit limit settings); glejte poglavje 9.5.
S Statistika proizvodnje (Production statistics); glejte poglavje 9.6.
S Funkcije kakovosti (Quality functions); glejte poglavje 9.7
S Koledar (Calendar); glejte poglavje 9.8
S Uporabniški računi (User accounts); glejte poglavje 9.9.
S Podatki o enoti (Unit information); glejte poglavje 9.10
9.1 Dnevnik napak
Glavni meni (Main) Orodja (Tools) Dnevnik napak (Error log)
Kode napak kažejo, da je pri varjenju prišlo do napake. Na zaslonu se prikažejo na
dvižnem meniju, v zgornjem desnem kotu zaslona pa je prikazan klicaj .
Opomba! izgine, kakor hitro vstopite v meni dnevnika napak.
Vse napake, do katerih pride pri uporabi opreme, se dokumentirajo kot sporočila o
napakah v dnevniku napak. V dnevniku je lahko shranjenih do 99 sporočil o
napakah. Ko se dnevnik napak napolni, tj., ko je v njem 99 sporočil o napakah, se ob
naslednjem sporočilu o napaki samodejno izbriše najstarejše dosedanje sporočilo.
V meniju dnevnika napak lahko preberete naslednje podatke:
S Številka napake
S Datum nastopa napake
S Čas nastopa napake
S Enota, na kateri je prišlo do napake
S Koda upravljanja napake
ERROR LOG
Index Date Time Unit Error
1 081120 11:24:13 8 19
2 081120 10:24:18 8 18
3 081121 13:24:18 8 17
bi24d1va
Error in battery-driven memory
DELETE
ALL
- 44 -
QUIT

SI
9.1.1 Enote
2 = Varilni transformator
6 = Podajanje žice in hod (motorna plošča)
8 = Nadzorna plošča
9.1.2 Opis kod upravljanja napak
Spodaj so opisane kode napak, ki jih lahko odpravi uporabnik. Če je prikazana kaka
druga koda napake, ponovno zaženite stroj, in če napake ne morete odpraviti,
pokličite serviserja.
Koda
napake
11 Napaka hitrosti na motorju (motor podajanja žice, motor hoda)
12 Napaka v notranji komunikaciji (opozorilo)
14 Napaka v komunikaciji
17 Izgubljen stik z enoto
32 Ni pretoka plina
Opis
6 Visoka temperatura
Varilni transformator se je pregrel in je prekinil varjenje. Varjenje je spet mogoče, ko
temperatura pade pod predpisano najvišjo dovoljeno temperaturo.
Ukrep: Preverite, ali so dovodne odprtine za hladilni zrak zastavljene ali zamašene z
umazanijo. Preverite uporabljeno razmerje vklopa in se prepričajte, da oprema ni
preobremenjena.
Če se napaka še naprej pojavlja, pokličite serviserja.
7 Nizek varilni tok
Varilni oblok se je izklopil zaradi prenizkega varilnega toka med varjenjem.
Ukrep:Izklopite glavno napajanje, da ponastavite enoto. Če se napaka še naprej pojavlja,
pokličite serviserja.
8 Nizka napetost baterije
Napetost baterije je nizka. Če baterije ne zamenjate, boste izgubili vse shranjene podatke
in varilne parametre.
Ta napaka ne onemogoči nobene funkcije.
Ukrep: Pokličite serviserja, da zamenja baterijo.
Motor ne more vzdrževati nastavljene hitrosti. Varjenje se prekine.
Ukrep:Preverite, da ni zastoja na podajalniku žice oziroma da žica ne teče prehitro. Če se
napaka še naprej pojavlja, pokličite serviserja.
Trenutno je obremenitev sistemskega vodila CAN prevelika.
Lahko je prišlo do prekinitve stika med varilnim transformatorjem in krmilno enoto.
Ukrep: Preverite, ali je oprema pravilno povezana. Če se napaka še naprej pojavlja,
pokličite serviserja.
Sistemsko vodilo CAN trenutno ne deluje, ker je preobremenjeno.
Trenutni postopek varjenja se zaustavi.
Ukrep: Preverite, ali je oprema pravilno povezana. Izklopite omrežni napajalnik, da
ponastavite enoto. Če se napaka še naprej pojavlja, pokličite serviserja.
Izgubljen stik z eno od enot.
Ukrep: Preverite kable in konektorje med krmilno enoto in varilnim transformatorjem. Če
se napaka še naprej pojavlja, pokličite serviserja.
Ni mogoč zagon.
Ukrep: Preverite plinski ventil, gibke cevi in spojke.
bi24d1va
- 45 -
SI
Koda
napake
43 Visok varilni tok
44 Začetni zastoj varilnega toka
Opis
Varilni transformator je prekinil varjenje, ker je varilni tok presegel najvišjo dovoljeno
vrednost, nastavljeno na transformatorju.
Ukrep: Izklopite glavno napajanje, da ponastavite enoto. Če se napaka še naprej pojavlja,
pokličite serviserja.
Varjenje je bilo prekinjeno, ker se varilni tok ni povečal v 10 sekundah.
Ukrep: Izklopite glavno napajanje, da ponastavite enoto. Če se napaka še naprej pojavlja,
pokličite serviserja.
9.2 Izvoz/uvoz
Glavni meni (Main) Orodja (Tools) Izvoz/uvoz (Export/Import)
V meniju izvoza/uvoza lahko prenašate podatke iz nadzorne plošče in vanjo prek
kartice USB.
Prenašate lahko naslednje podatke:
S Nabore varilnih parametrov izvoz/uvoz
S Sistemske nastavitve izvoz/uvoz
S Meje nastavitev izvoz/uvoz
S Meje merjenja izvoz/uvoz
S Dnevnik napak izvoz
S Dnevnik funkcij kakovosti izvoz
S Proizvodno statistiko izvoz
Postopek shranitve na kartico USB je naslednji:
Vstavite pomnilniško kartico USB v krmilno enoto.
Izberite vrstico s
podatki, ki jih želite
prenesti. Pritisnite tipko
IZVOZ (EXPORT)
oziroma UVOZ
(IMPORT) - glede na
to, ali želite podatke
izvoziti ali uvoziti.
EXPORT/IMPORT
WELD DATA SETS
SYSTEM SETTINGS
SETTING LIMITS
MEASURE LIMITS
ERROR LOG
QUALITY FUNCTION LOG
PRODUCTION STATISTICS
EXPORT IMPORT
QUIT
bi24d1va
- 46 -
SI
9.3 Upravitelj datotek
Glavni meni (Main) Orodja (Tools) Upravitelj datotek (File manager)
Z upraviteljem datotek lahko upravljate s podatki na kartici USB (C:\). Z upraviteljem
datotek lahko ročno brišete in kopirate varilne parametre in podatke kakovosti.
Ko priključite kartico USB, se na zaslonu prikaže privzeta mapa kartice, če niste prej
izbrali kake druge mape.
Upravitelj datotek si zapomni, v kateri mapi ste ga uporabljali nazadnje, tako da se
naslednjič vrnete na isto mesto v strukturi datotek.
FILE MANAGER
..
NEW FOLDER
QData.xml
INFO UPDATE
ALT. QUIT
S Koliko pomnilnika je še prostega, lahko preverite s tipko INFO (INFO).
S Podatke lahko posodobite s tipko POSODOBI (UPDATE).
S Za dostop do funkcij brisanja, spreminjanja imena, ustvarjanja nove mape,
kopiranja ali lepljenja pritisnite tipko ALT (ALT). Prikaže se seznam možnosti. Ko
je izbran (..) ali mapa, lahko v njej samo ustvarite novo mapo ali prilepite vanjo
prej kopirano datoteko. Če ste kopirali datoteko in je izbrana datoteka, se na
seznamu prikažejo še možnosti PREIMENUJ (RENAME), KOPIRAJ (COPY) in
PRILEPI (PASTE).
FILE MANAGER
Izberite mapo ali
datoteko in pritisnite
tipko ALT (ALT).
..
WeldData
NEW FOLDER
ErrorLog.xml
QData.xml
XWeldoffice.dat
INFO UPDATE
Po pritisku na tipko ALT (ALT) se prikaže naslednji seznam:
- 47 -
bi24d1va
ALT. QUIT
COPY
PASTE
DELETE
RENAME
NEW FOLDER

SI
9.3.1 Brisanje datoteke/mape (Delete)
Izberite datoteko ali mapo, ki jo želite izbrisati, in pritisnite tipko ALT (ALT).
Izberite možnost IZBRIŠI (DELETE) in pritisnite
ENTER.
DELETE
RENAME
NEW FOLDER
Sistem odstrani izbrano datoteko oziroma mapo. Izbrišete lahko samo prazno mapo
ć najprej morate izbrisati datoteke v mapi, šele nato mapo.
9.3.2 Preimenovanje datoteke/mape (Rename)
Izberite datoteko ali mapo, ki jo želite preimenovati, in pritisnite tipko ALT (ALT).
Izberite možnost PREIMENUJ (RENAME) in pritisnite
ENTER.
DELETE
RENAME
NEW FOLDER
Na zaslonu se prikaže tipkovnica. Z gumbom za premikanje kazalca se premikate
med vrsticami, s smernima puščicama pa v levo in desno. Izberite želeni
znak/funkcijo in pritisnite ENTER.
9.3.3 Ustvarjanje nove mape (Create)
Izberite mesto, kjer želite ustvariti novo mapo, in pritisnite tipko ALT (ALT).
Izberite možnost NOVA MAPA (NEW FOLDER) in
pritisnite ENTER.
DELETE
RENAME
NEW FOLDER
Na zaslonu se prikaže tipkovnica. Z gumbom za premikanje kazalca se premikate
med vrsticami, s smernima puščicama pa v levo in desno. Izberite želeni
znak/funkcijo in pritisnite ENTER.
9.3.4 Kopiranje in lepljenje datotek (Copy, Paste)
Izberite datoteko ali mapo, ki jo želite kopirati, in pritisnite tipko ALT (ALT).
Izberite možnost KOPIRAJ (COPY) in pritisnite ENTER.
COPY
PASTE
DELETE
RENAME
NEW FOLDER
Premaknite kazalec na mapo, v katero želite kopirati datoteko, in pritisnite tipko ALT
(ALT).
Izberite možnost PRILEPI (PASTE) in pritisnite ENTER.
COPY
PASTE
DELETE
RENAME
NEW FOLDER
Ime kopije ima pred izvirnim imenom še predpono ťCopy ofŤ, npr. ťCopy of
WeldData.awdŤ.
bi24d1va
- 48 -

SI
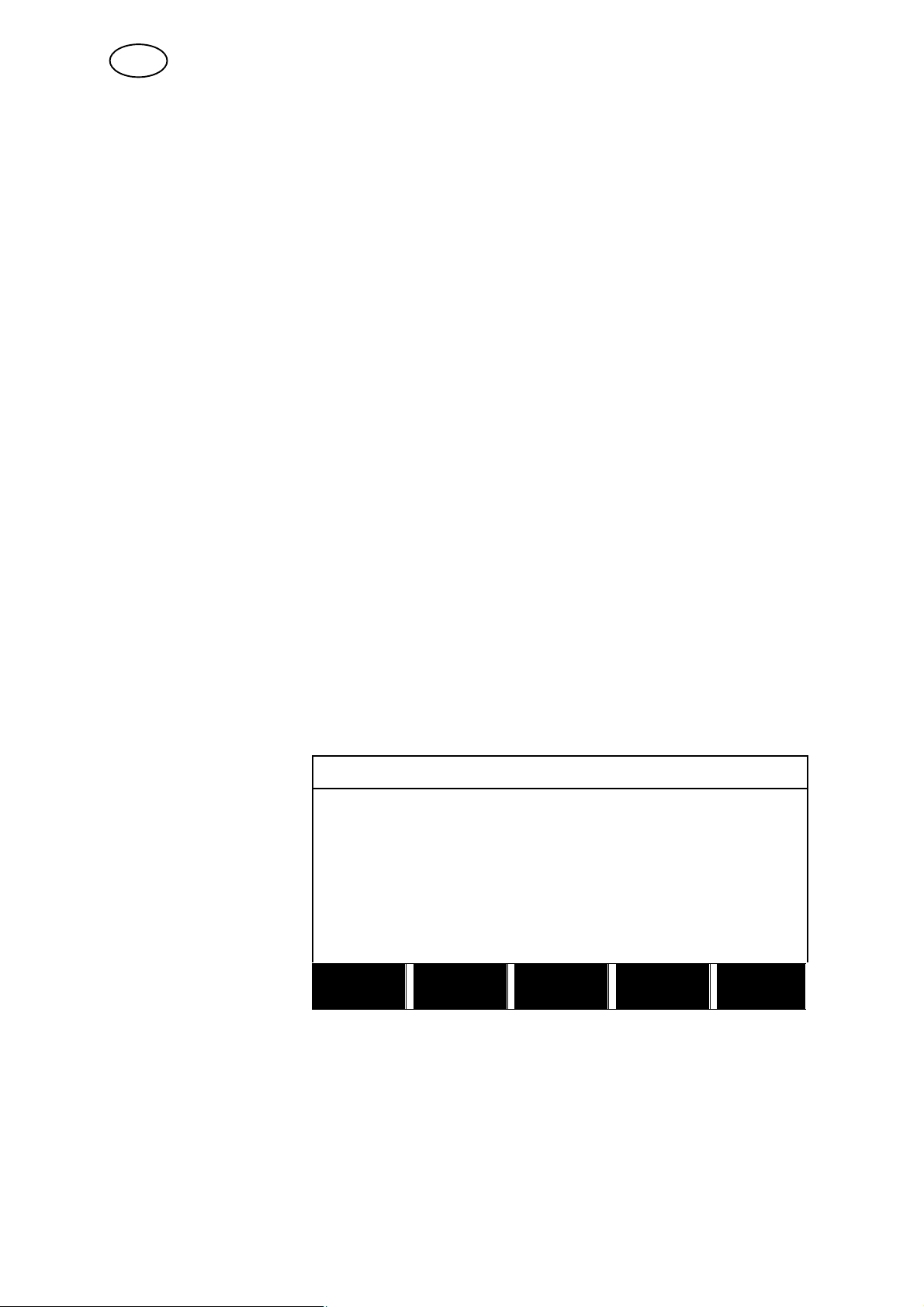
9.4 Urejanje mej nastavitev
Glavni meni (Main) Orodja (Tools) Urejanje mej nastavitev (Edit setting
limits)
V tem meniju lahko nastavite spodnje in zgornje meje vrednosti za različne postopke
varjenja. Te meje ne smejo presegati mejnih vrednosti, za katere je dimenzioniran
varilni transformator. Na voljo imate 50 mest za shranjevanje. Izberite vrstico
praznega mesta in pritisnite tipko ENTER. S tipko ENTER izberite proces, nato z
gumbom za premikanje kazalca izberite varilni proces ter pritisnite ENTER.
Pri vseh procesih lahko izberete največje in najmanjše vrednosti napetosti obloka,
hitrosti podajanja žice, hitrosti hoda in varilnega toka.
EDIT LIMITS
PROCESS SAW
VOLTAGE MIN 17.0
VOLTAGE MAX 47.0
WIRE SPEED MIN 50
WIRE SPEED MAX 970
TRAVEL SPEED MIN 100
TRAVEL SPEED MAX 2400
CURRENT MIN 70
CURRENT MAX 1500
STORE
DELETE QUIT
Po nastavitvi vrednosti pritisnite tipko SHRANI (STORE). Na vprašanje, ali naj se
nastavljena mejna vrednost shrani na izbrano mesto, pritisnite tipko NE (NO)
oziroma DA (YES). Vrednost, shranjena na mestu, je prikazana v vrstici na dnu
zaslona.
Programska tipka AVTO (AUTO) služi za samodejno nastavitev parametrov na
nazadnje uporabljene vrednosti.
Na vprašanje, ali naj se meje nastavitev nastavijo samodejno, pritisnite NE (NO)
oziroma DA (YES), nato pa še tipko SHRANI (STORE), če naj sistem ohrani
nastavitve.
bi24d1va
- 49 -

SI
9.5 Meje merjenja
Glavni meni (Main) Orodja (Tools) Meje merjenja (Measure limits)
V tem meniju lahko nastavite lastne meje merjenja za različne postopke varjenja. Na
voljo imate 50 mest za shranjevanje. Izberite vrstico praznega mesta in pritisnite
tipko ENTER. S tipko ENTER izberite proces, nato z gumbom za premikanje kazalca
izberite varilni proces ter pritisnite ENTER.
Nastavljate lahko naslednje vrednosti:
S napetost obloka: min., maks.
S hitrost podajanja žice: min., maks.
S varilni tok: min., maks.
S hitrost hodov: min., maks.
S energija na enoto dolžine: min., maks.
Želeno vrednost nastavite z gumbi za nastavitve, nato pritisnite SHRANI (STORE).
V pogovornem okencu se prikaže vprašanje, ali res želite shraniti vrednost na
izbrano mesto. Vrednost shranite s pritiskom na tipko DA (YES). Vrednost,
shranjena na mestu, je prikazana v vrstici na dnu zaslona.
MEASURE LIMITS
1 - SAW
2 - GMAW
3 4 5 6 7 -
0.0 - 46.9 Volt , 0 - 2495 cm/min
3 - 994 cm/min , 3 - 990 Amp
5 - 500 kJ/min
Programska tipka AVTO (AUTO) služi za samodejno nastavitev parametrov na
nazadnje uporabljene merilne vrednosti.
Na vprašanje, ali naj se meje merjenja nastavijo samodejno, pritisnite NE (NO)
oziroma DA (YES), nato pa še tipko SHRANI (STORE), če naj sistem ohrani
nastavitve.
QUIT
bi24d1va
- 50 -

SI
9.6 Proizvodna statistika
Glavni meni (Main) Orodja (Tools) Proizvodna statistika (Production
statistics)
Med podatke proizvodne statistike spadajo skupni čas obloka, skupna količina
materiala in število zvarov od zadnje ponastavitve. Poleg tega sistem hrani tudi
podatka o času obloka in količini porabljenega materiala pri zadnjem zvaru. V
informacijo sistem izračuna tudi količino staljene žice na enoto dolžine in hrani čas
zadnje ponastavitve.
PRODUCTION STATISTICS
LAST WELD TOTAL
ARCTIME 0s 0s
CONSUMED WIRE 0g 0g
BASED ON 1g/m
NUMBER OF WELDS 0
LAST RESET 081114 08:38:03
RESET UPDATE
QUIT
S tipko PONASTAVI (RESET) ponastavite vse števce. Sistem hrani podatek o
datumu in času zadnje ponastavitve.
Če števcev ne ponastavljate, se vsi števci ponastavijo samodejno, ko eden od njih
doseže svojo zgornjo mejo.
Zgornje meje vrednosti števcev
Čas 999 ur, 59 minut, 59 sekund
Masa 13350000 gramov
Število 65535
9.7 Funkcije kakovosti
Glavni meni Orodja Funkcije kakovosti (Quality functions)
Funkcije kakovosti hranijo podatke o nekaterih pomembnih varilnih podatkih
posameznih zvarov.
Med te funkcije spadajo:
S Čas začetka zvara
S Trajanje varjenja
S Največji, najmanjši in povprečni tok med varjenjem
S Največja, najmanjša in povprečna napetost med varjenjem
S Najveja, najmanjša in povprena energija na enoto doline med varjenjem.
V vrstici na dnu je prikazano število zvarov od zadnje ponastavitve. Shranite lahko
podatke za največ 100 zvarov. Ko število zvarov s shranjenimi podatki preseže 100,
bi24d1va
- 51 -

SI
se začnejo najstarejši podatki prepisovati. Sistem zabeleži samo podatke za
varjenja, ki trajajo več kot deset sekund.
Na zaslonu so prikazani podatki za najnovejši zabeleženi zvar, lahko pa listate tudi
po podatkih drugih zvarov. S tipko PONASTAVI (RESET) izbrišete vse podatke iz
tega dnevnika.
QUALITY FUNCTIONS
#WELD: 1 / 4
START 20090107 15:59:14
WELD TIME 00:00:20 WELD DATA:
HEAT INPUT: 3.12 kJ/mm
MAX MIN AVE.
I (Amp) 293.00 243.00 289.00
U (V) 41.50 16.20 39.40
Q (kJ/min) 7.00 0.00 2.00
NUMBER OF WELDS SINCE RESET: 4
RESET UPDATE
QUIT
9.7.1 Shranjevanje podatkov kakovosti
Glavni meni (Main) Orodja (Tools) Izvoz/uvoz (Export/Import)
Datoteke, ki jih ustvarjate v nadzorni plošči, so shranjene kot datoteke vrste xml.
Kartico USB morate za uporabo formatirati kot enoto FAT32.
Vstavite kartico USB; glejte poglavje 9.3 ťUpravitelj datotekŤ.
Izberite možnost
DNEVNIK FUNKCIJ
KAKOVOSTI
(QUALITY FUNCTION
LOG) in pritisnite tipko
IZVOZ (EXPORT).
EXPORT/IMPORT
WELD DATA SETS
SYSTEM SETTINGS
SETTING LIMITS
MEASURE LIMITS
ERROR LOG
QUALITY FUNCTION LOG
PRODUCTION STATISTICS
EXPORT
QUIT
Vsi podatki kakovosti (podatki o 100 zadnjih zvarih), ki jih hrani nadzorna plošča, se
shranijo na kartico USB.
Datoteka se shrani v mapo z imenom QData. Mapa QData se ustvari samodejno, ko
vstavite kartico USB.
bi24d1va
- 52 -

SI
9.8 Koledar
Glavni meni (Main) ! Orodja (Tools) ! Koledar (Calendar)
Tu nastavljate datum in uro.
Izberite vrstico, ki jo
želite nastaviti: leto,
mesec, dan, uro,
minute ali sekunde. Z
enim od gumbov za
nastavitve nastavite
vrednost. Pritisnite
tipko NASTAVI (SET).
DATE & TIME
YEAR 2008
MONTH NOV
DAY 21
HOUR 10
MINUTES 45
SECONDS 55
20100115 10:48:59
SET QUIT
9.9 Uporabniški računi (User accounts)
Glavni meni (Main) ! Orodja (Tools) ! Uporabniški računi (User accounts)
Včasih je za zaščito podatkov kakovosti nujno omejiti poseganje nepooblaščenih
oseb v napravo.
V tem meniju vnesete uporabniško ime, raven uporabniškega računa in dostopno
geslo.
Izberite možnost
USER ACCOUNTS
UPORABNIŠKO IME
(USER NAME) in
pritisnite ENTER.
Pomaknite se navzdol
na prazno vrstico in
pritisnite ENTER. S
USER NAME ADMINISTRATOR
b ACCOUNT LEVEL ADMIN
b PASSWORD
USER ACCOUNTS OFF
tipkovnico s pomočjo
gumba za premikanje
kazalca in smernih tipk
vnesite uporabniško
ime in pritisnite ENTER.
STORE DELETE
QUIT
Možnih je skupaj 16 uporabniških računov. V datotekah podatkov kakovosti je
navedeno, kateri uporabnik je napravil kateri zvar.
bi24d1va
- 53 -

SI
Iz seznama RAVEN RAČUNA (ACCOUNT LEVEL) izberite eno od možnosti:
S Administrator
poln dostop (lahko dodaja nove uporabnike)
S Višji uporabnik (Senior user)
ima dostop do vsega, razen do:
S konfiguracije stroja
S uporabniških računov
S omrežnih nastavitev
S Običajni uporabnik (Normal user)
ima dostop do naslednjih funkcij:
S v meniju Konfiguracija (Configuration):
S Vzdrževanje (Maintenance)
S v meniju Orodja (Tools):
S Podatki o enoti (Unit information)
S v meniju Nastavitve (Settings):
S Napetost (Voltage)
S Tok/podajanje žice (Current / wire feed)
S Hitrost hodov (Travel speed)
S Smer varjenja (Welding direction)
V vrstici GESLO (PASSWORD) lahko s tipkovnico vnesete dostopno geslo. Ko
vklopite varilni transformator in aktivirate nadzorno ploščo, sistem zahteva vnos
dostopnega gesla.
Če se odločite, da te zaščite dostopa ne boste uporabljali, pač pa naj bosta varilni
transformator in nadzorna plošča prosto dostopna vsem uporabnikom, izberite
možnost IZKL UPORABNIŠKIH RAČUNOV (USER ACCOUNTS OFF).
bi24d1va
- 54 -

SI
9.10 Podatki o enoti
Glavni meni (Main) ! Orodja (Tools) ! Podatki o enoti (Unit information)
V tem meniju lahko prikažete naslednje podatke:
S ID stroja (Machine ID)
S ID vozlišča (Node ID)
2 = varilni transformator
6 = podajanje žice in hodi (motorna plošča)
8 = nadzorna plošča
S Različica programske opreme
UNIT INFORMATION
Machine ID Node ID Software Version
44 8 1.00A
23 2 2.00A
5 6 1.18A
SETTING WELD DATA UNIT
QUIT
bi24d1va
- 55 -

PEK Control panel
Meniji
NO TAG56
- Process
- Regulation type
- Wire type
- Wire dimension
- Configuration,
see page 59
- Tools, see page 59
SAW (CA)
Voltage
Current
Travel speed
Direction
Start data
- flux preflow
- start type
- wire creep start
- start phases
- max OCV
Stop data
- flux postflow
- crater fill
- burn-back time
- stop phases
Dynamic regulation
Setting limits
Measure limits
bi24menu
- 56 Edition 100127

PEK Control panel
- Process
- Regulation type
- Wire type
- Wire dimension
- Configuration,
see page 59
- Tools, see page 59
GMAW (CA)
Voltage
Current
Travel speed
Direction
Start data
- gas preflow
- start type
- wire creep start
- start phases
- max OCV
Stop data
- gas postflow
- crater fill
- burn-back time
- stop phases
Dynamic regulation
Setting limits
Measure limits
bi24menu
- 57 Edition 100127

PEK Control panel
- Process
- Regulation type
- Electrode dimension
- Configuration,
see page 59
- Tools, see page 59
GOUGING (CA)
Voltage
Current
Travel speed
Direction
Start data
- air preflow
- start type
- wire creep start
- start phases
- max OCV
Stop data
- air postflow
- crater fill
- burn-back time
- stop phases
Dynamic regulation
Setting limits
Measure limits
bi24menu
- 58 Edition 100127

PEK Control panel
NO TAG
SAW, GMAW, GOUGING
Configuration Tools
Language
Code lock
General configuration
- fast mode soft buttons
- quality data log to file
- soft keys setup
- auto save mode
- unit of length
Machine configuration
- product code
- wire axis
- travel axis
- tandem
Cable lengths
- cable lengths
- cable area
Maintenance
- Contact tip change interval
- Total running time limit
Network setting
Error log
Export / Import
File manager
Setting limit editor
Measure limit editor
Production statistics
Quality functions
Calendar
User accounts
Unit information
bi24menu
- 59 Edition 100127

Mere žice
Submerged arc welding with constant ampere (SAW CA)
Wire type
Fe Solid 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
Fe Solid Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x4.0 2x5.0
Fe Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0
Fe Flux Cored Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x4.0
SS Solid 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
SS Solid Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x3.2 2x4.0
SS Strip 30 x 0.5 60 x 0.5 90 x 0.5
SS Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
SS Flux Cored Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x3.2 2x4.0
Wire diameter (mm)
MIG/MAG welding with constant ampere (GMAW CA)
Wire type
Fe Solid 0.8 1.0 1.2 1.6 2.0 2.4
Fe Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
SS Solid 0.8 1.0 1.2 1.6 2.0 2.4
SS Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
Al Solid 0.8 1.0 1.2 1.6 2.0 2.4
Al Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
Wire diameter (mm)
Gouging with constant ampere (CA)
Electrode dimension (mm)
8.0 9.5 13.0
bi24wire
- 60 -
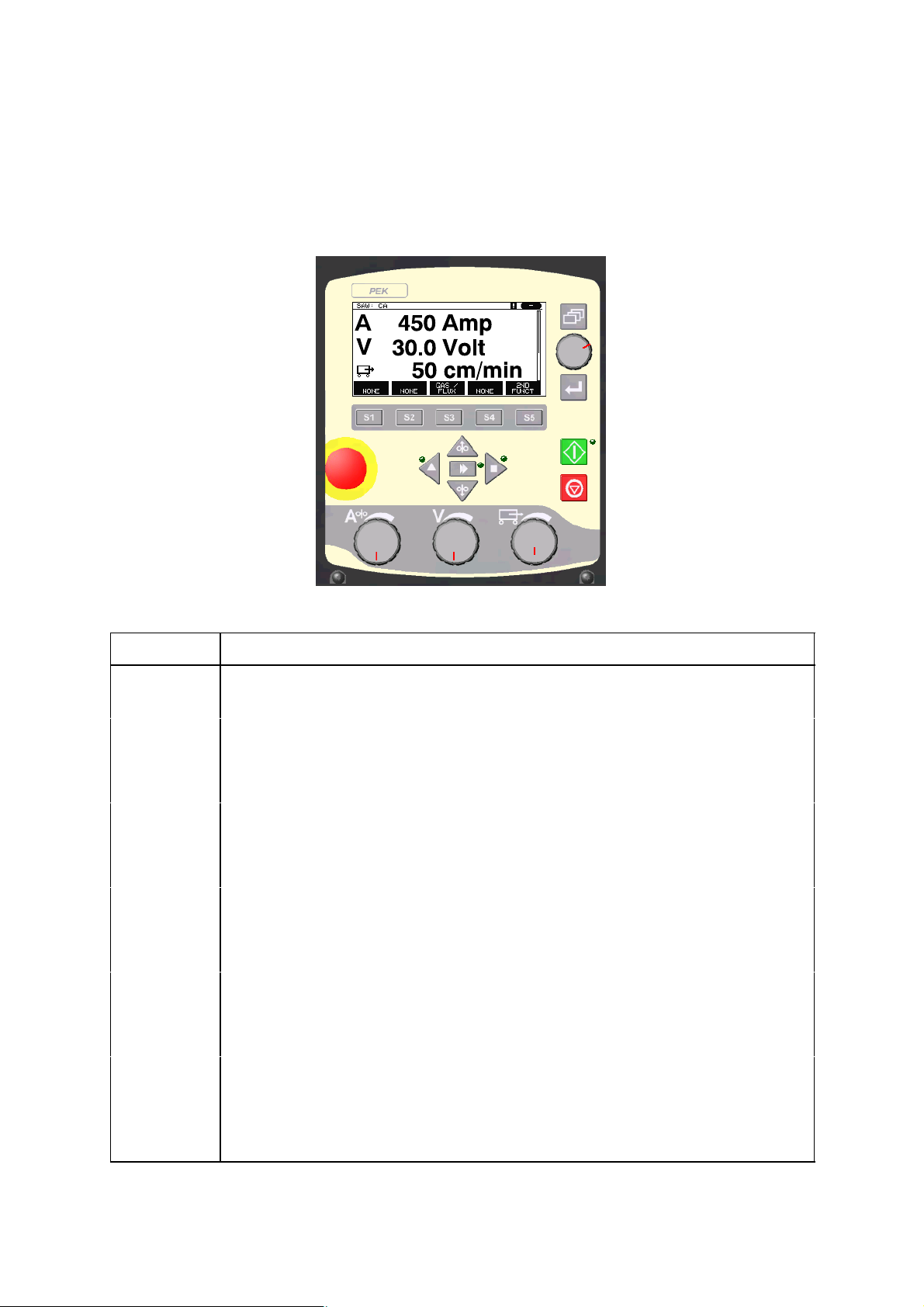
PEK Control panel
Številka za naročanje
Ordering no. Denomination
0460 504 880 Control unit PEK
0460 949 070 Instruction manual SE
0460 949 071 Instruction manual DK
0460 949 072 Instruction manual NO
0460 949 073 Instruction manual FI
0460 949 074 Instruction manual GB
0460 949 075 Instruction manual DE
0460 949 076 Instruction manual FR
0460 949 077 Instruction manual NL
0460 949 078 Instruction manual ES
0460 949 079 Instruction manual IT
0460 949 080 Instruction manual PT
0460 949 081 Instruction manual GR
0460 949 082 Instruction manual PL
0460 949 083 Instruction manual HU
0460 949 084 Instruction manual CZ
0460 949 085 Instruction manual SK
0460 949 086 Instruction manual RU
0460 949 089 Instruction manual EE
0460 949 090 Instruction manual LV
0460 949 091 Instruction manual SI
0460 949 092 Instruction manual LT
0460 949 093 Instruction manual CN
Instruction manuals are available on the Internet at www.esab.com
- 61 -
bi24o
Edition 100127

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel: +39 02 97 96 81
Fax: +39 02 97 28 91 81
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA
LLC ESAB
Moscow
Tel: +7 095 543 9281
Fax: +7 095 543 9280
LLC ESAB
St Petersburg
Tel: +7 812 336 7080
Fax: +7 812 336 7060
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE-695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
081016
 Loading...
Loading...