


LV
A2, A6
PEK Control panel
Lietošanas pamācība
Valid from program version 1.000460 949 090 LV 100127

1 IEVADS 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1 Kontroles panelis 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1.1 Taustiņi un grozāmslēdži 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2 Pirmā darbība 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2.1 Valodas izvēle 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2.2 Mērvienība 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3 Displejs 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3.1 Simboli displejā 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4 Vispārīga informācija par iestatījumiem 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4.1 Skaitlisku vērtību iestatīšana 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4.2 Iestatīšana ar norādītajām alternatīvām 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.5 IZIET un ENTER 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 IZVĒLNES 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1 Galvenā izvēlne 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.1 Konfigurēšanas izvēlne 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.2 Instrumentu izvēlne 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.3 Metināšanas datu iestatījumu izvēlne 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.4 Mērījumu izvēlne 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.5 Metināšanas datu atmiņas izvēlne 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.6 Ātrā režīma izvēlne 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 LOKA METINĀŠANA AR KUŠŅIEM 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Iestatījumi loka metināšanai ar kušņiem 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 LOKA METINĀŠANA AR TĒRAUDA ELEKTRODU GĀZES VIDĒ 18. . . . . . . .
4.1 Iestatījumi loka metināšanai ar tērauda elektrodu gāzes vidē 18. . . . . . . . . . . . . . . . . . . .
5 GREBŠANA 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Iestatījumi grebšanai 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 FUNKCIJU SKAIDROJUMS 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 CA - nemainīga metināšanas strāva 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 CW - nemainīga stieples padeve 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.3 Stieples / elektroda izmēri 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.4 Loka spriegums 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.5 Stieples padeves ātrums 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.6 Elektroda padeves ātrums 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.7 Metināšanas virziens 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.8 Kausējuma priekšplūsma 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.9 Gāzes priekšplūsma 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.10 Gaisa priekšplūsma 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.11 Startēšanas tips 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.12 Stieples palēninātā startēšana 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.13 Sākuma fāzes 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.14 Maksimālais atvērtās ķēdes spriegums (OCV) 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.15 Kausējuma pēcplūsma 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.16 Gāzes pēcplūsma 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.17 Gaisa pēcplūsma 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.18 Krātera piepildīšana 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.19 Stieples atlaidināšanas laiks 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.20 Beigu fāzes 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.21 Dinamiskā regulēšana 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.22 Iestatījumu ierobežojumi 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.23 Mērījumu ierobežojumi 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
TOCl
- 2 -

7 ATMIŅAS PĀRVALDĪBA 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1 Kontroles paneļa darbības veids 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.2 Saglabāšana 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.3 Atsaukšana 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.4 Dzēšana 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.5 Kopēšana 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.6 Nosaukuma piešķiršana 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.7 Rediģēšana 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 KONFIGURĒŠANAS IZVĒLNE 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.1 Bloķēšana ar kodu 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.1.1 Bloķēšanas koda statuss 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.1.2 Bloķēšanas koda noteikšana/rediģēšana 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2 Vispārīgi iestatījumi 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2.1 Ātrā režīma izvēles taustiņi 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2.2 Kvalitātes datu žurnāls uz failu 34. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2.3 Izvēles taustiņu konfigurācija 34. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2.4 Automātiskas saglabāšanas režīms 35. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3 Iekārtas iestatījumi 36. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.1 Izstrādājuma kods 36. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.2 Stieples padeves ass 37. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.3 Elektroda padeves ass 37. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.4 Ārējā ass 38. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.5 Tandēms 38. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.4 Kabeļa garums 41. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.5 Apkope 42. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.6 Tīkla iestatījumi 42. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.6.1 Sistēmas pārskats 43. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 INSTRUMENTI 43. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1 Kļūdu žurnāls 44. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1.1 Ierīces 44. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1.2 Kļūmju pārvaldības kodu apraksts 44. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.2 Eksportēšana/importēšana 46. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3 Failu pārvaldnieks 46. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.1 Faila/mapes dzēšana 47. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.2 Faila/mapes pārdēvēšana 48. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.3 Jaunas mapes izveidošana 48. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.4 Failu kopēšana un ielīmēšana 48. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.4 Iestatījumu ierobežojumu rediģēšana 49. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.5 Mērījumu ierobežojumu rediģēšana 50. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.6 Ražošanas statistika 51. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.7 Kvalitātes funkcijas 51. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.7.1 Kvalitātes datu saglabāšana 52. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.8 Kalendārs 53. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.9 Lietotāja konti 53. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.10 Ierīces informācija 55. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
IZVĒLNES 56. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
VADA IZMĒRS 60. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
TOCl
- 3 -

PASŪTĪŠANAS NUMURS 61. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
TOCl
- 4 -

LV
1 IEVADS
Lai maksimāli efektīvi izmantotu metināšanas aprīkojumu, iesakām izlasīt šo
lietošanas rokasgrāmatu.
Lai uzzinātu vispārīgu informāciju par ekspluatāciju, skatiet kontroles ierīces,
automātiskās metināšanas iekārtas, kolonnu un izliču metināšanas iekārtas vai
barošanas avota lietošanas rokasgrāmatu.
Teksts displejā ir pieejams šādās valodās:
angļu, zviedru, somu, norvēģu, dāņu, vācu, franču, itāliešu, holandiešu, spāņu,
portugāļu, ungāru, poļu, amerikāņu angļu, čehu, ķīniešu un krievu valodā.
1.1 Kontroles panelis
1 Izvēlne
2 Grozāmslēdzis kursora
pārvietošanai
(novietošanas
grozāmslēdzis)
3 ENTER
4 Zaļa indikatora lampa -
izgaismojas, kad funkcija ir
aktīva
5 Metināšanas sākšana
6 Metināšanas pārtraukšana
7 Grozāmslēdzis elektroda padeves
ātruma iestatīšanai mērījumu
izvēlnē un iestatīto vērtību palielināšanai vai samazināšanai citās izvēlnēs
(iestatīšanas grozāmslēdzis)
8 Manuālās padeves kustība
9 Manuāla stieples padeve lejup
10 Grozāmslēdzis loka sprieguma iestatīšanai mērījumu izvēlnē un iestatīto vērtību
palielināšanai vai samazināšanai citās izvēlnēs (iestatīšanas grozāmslēdzis)
11 Ātra kustība
12 Manuālās padeves kustība
bi24d1la
- 5 -

LV
13 Grozāmslēdzis metināšanas strāvas / stieples padeves ātruma iestatīšanai
mērījumu izvēlnē un iestatīto vērtību palielināšanai vai samazināšanai citās
izvēlnēs (iestatīšanas grozāmslēdzis)
14 Avārijas slēdzis
15 Manuāla stieples padeve augšup
16 Izvēles taustiņi
17 Displejs
1.1.1 Taustiņi un grozāmslēdži
Izvēlne
Ar izvēlnes taustiņu vienmēr iespējams nokļūt attiecīgā procesa galvenajā izvēlnē:
SAW
PROCESS SAW
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
FAST
SET MEASURE MEMORY
MODE
ENTER
Izmantojiet taustiņu ENTER, lai apstiprinātu izvēli.
Izvēles taustiņi
Pieciem taustiņiem (S1 - S5), kas atrodas zem displeja, ir dažādas funkcijas. Tie ir
"izvēles" taustiņi, proti, tiem var būt dažādas funkcijas atkarībā no tā, kādā izvēlnē
šobrīd atrodaties. Šo taustiņu pašreizējo funkciju norāda teksts displeja apakšējā
rindā. Kad funkcija ir aktīva, taustiņa izvēlnes tekstlodziņš kļūst balts.
Stieples padeve augšup
Taustiņš stieples virziena maiņai bez loka sprieguma, piemēram, nomainot stieples
spoli. Stieple tiek padota, kamēr ir nospiesta poga.
Stieples padeve lejup
Taustiņš stieples padevei bez loka sprieguma. Stieple tiek padota, kamēr ir
nospiesta poga.
bi24d1la
- 6 -

LV
Padeves kustība
Taustiņš padeves kustībai metināšanai virzienā, kura simbols ir norādīts uz
metināšanas iekārtas. Lai apturētu padeves kustību, nospiediet , vai
.
Padeves kustības laikā izgaismojas gaismas diode.
Padeves kustība
Taustiņš padeves kustībai metināšanai virzienā, kura simbols ir norādīts uz
metināšanas iekārtas. Lai apturētu padeves kustību, nospiediet , vai
.
Padeves kustības laikā izgaismojas gaismas diode.
Ātra kustība
Taustiņš stieples padeves vai padeves kustības ātrai kustībai.
Ātrās kustības laikā izgaismojas gaismas diode.
Metināšanas sākšana
Taustiņš metināšanas sākšanai.
Metināšanas pārtraukšana
Taustiņš metināšanas pārtraukšanai visām padeves kustībām un motoriem.
Novietošanas grozāmslēdzis
Augšējo grozāmslēdzi labajā pusē šajā lietošanas rokasgrāmatā sauc par
novietošanas grozāmslēdzi, un to izmanto kursora novietošanai.
Iestatīšanas grozāmslēdzis
Trīs grozāmslēdžus, kas atrodas zem paneļa, šajā lietošanas rokasgrāmatā sauc
par iestatīšanas grozāmslēdžiem, un tos izmanto, lai panelī mainītu iestatītās
vērtības.
bi24d1la
- 7 -

LV
1.2 Pirmā darbība
1.2.1 Valodas izvēle
Pirmo reizi sākot iekārtas ekspluatāciju, parādās šāda izvēlne:
SAW: CA
|
A 450 Amp
V 30.0 Volt
|
|
|
|
|
50 cm/min
GAS /
NONE NONE
Piegādes laikā kontroles panelī ir iestatīta angļu valoda. Lai izvēlētos valodu,
rīkojieties šādi:
Nospiediet izvēlni , lai piekļūtu galvenajai izvēlnei.
Izmantojot
novietošanas
grozāmslēdzi,
novietojiet kursoru
rindā
CONFIGURATION.
Nospiediet ENTER , lai apstiprinātu izvēli.
FLUX NONE
SAW
PROCESS SAW
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
SET MEASURE MEMORY
2ND
FUNCT
FAST
MODE
bi24d1la
- 8 -

LV
Novietojiet kursoru
rindā VALODA
(LANGUAGE).
Nospiediet ENTER, lai
displejā attēlotu
kontroles panelī
pieejamo valodu
sarakstu.
CONFIGURATION
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
Novietojiet kursoru savas valodas rindā un
nospiediet ENTER.
1.2.2 Mērvienība
NORSK
POLSKI
PORTUGUES
SUOMI
SVENSKA
CHINESE
QUIT
|
|
|
Piegādes laikā kontroles panelī ir iestatīta metriskā mērvienība. Lai izvēlētos citu
mērvienību, rīkojieties šādi:
Nospiediet izvēlni , lai piekļūtu galvenajai izvēlnei.
Izmantojot
novietošanas
grozāmslēdzi,
novietojiet kursoru
rindā
KONFIGURĒŠANA
(CONFIGURATION).
SAW
PROCESS SAW
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
FAST
SET MEASURE MEMORY
MODE
Nospiediet ENTER , lai apstiprinātu izvēli.
bi24d1la
- 9 -

LV
Novietojiet kursoru
rindā VISPĀRĪGA
KONFIGURĒŠANA
(GENERAL
CONFIGURATION).
CONFIGURATION
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
Nospiediet ENTER , lai apstiprinātu izvēli.
Novietojiet kursoru
rindā GARUMA
MĒRVIENĪBA (UNIT
OF LENGTH).
Nospiediet ENTER, lai
displejā attēlotu
kontroles panelī
GENERAL CONFIGURATION
FAST MODE SOFT BUTTONS 1
QUALITY DATA LOG TO FILE ON
SOFT KEYS SETUP"
AUTO SAVE MODE OFF
UNIT OF LENGTH METRIC
pieejamo mērvienību
sarakstu.
QUIT
Novietojiet kursoru pareizās mērvienības rindā un nospiediet
ENTER.
1.3 Displejs
SAW
PROCESS SAW
REGULATION TYPE CW
WIRE TYPE Fe SOLID
WIRE DIMENSION 0.8 mm
CONFIGURATION"
TOOLS"
SET MEASURE MEMORY
QUIT
METRIC
INCH.
FAST
MODE
Kursors
Kontroles paneļa kursors redzams kā melns laukums ap tekstu, atlasītajam tekstam
paliekot baltam. Kursors lietošanas rokasgrāmatā ir attēlots treknrakstā.
bi24d1la
- 10 -

LV
Tekstlodziņi
Displeja apakšdaļā ir pieci lodziņi, kuros redzams teksts, kas norāda zem displeja
esošo piecu izvēles taustiņu attiecīgā brīža funkciju.
1.3.1 Simboli displejā
A Atlasītā metināšanas datu kopa
B Metināšanas virziens
C Radusies kļūme. Skatiet 9.1 nodaļu.
D Atsauktās atmiņas pozīcijas numurs
E Ritjosla - šajā izvēlnē iespējams
iegūt papildinformāciju.
Bultas
Ja rindai ir papildu informācija, to norāda melna bulta " aiz teksta.
1.4 Vispārīga informācija par iestatījumiem
Ir trīs iestatījumu veidi:
S Skaitlisku vērtību iestatīšana
S Iestatīšana, izmantojot norādītās alternatīvas
S IESLĒGŠANAS/IZSLĒGŠANAS režīma iestatīšana
1.4.1 Skaitlisku vērtību iestatīšana
Iestatīšanas grozāmslēdžus izmanto, lai palielinātu vai samazinātu iestatītās
vērtības, veicot skaitlisku vērtību iestatīšanu. Mērījumu izvēlnē izmanto
grozāmslēdžus metināšanas strāvai / stieples padeves ātrumam, loka spriegumam
vai padeves kustībai.
bi24d1la
- 11 -

LV
1.4.2 Iestatīšana ar norādītajām alternatīvām
Dažus iestatījumus var veikt, izvēloties opciju no saraksta.
Saraksta paraugs ir šāds:
SAW
GMAW
GOUGING
Kursors ir novietots rindā SAW. Šajā stāvoklī nospiežot ENTER, tiek atlasīta SAW
opcija. Ja tā vietā vēlaties citu opciju, novietojiet kursoru pareizajā rindā, ar
novietošanas grozāmslēdzi ritinot uz augšu vai uz leju. Pēc tam nospiediet ENTER.
Ja vēlaties iziet no saraksta, neveicot atlasīšanu, nospiediet IZIET (QUIT).
1.5 IZIET un ENTER
Izvēles taustiņu, kas atrodas vistālāk labajā pusē, galvenokārt izmanto funkcijai
IZIET (QUIT), lai gan dažkārt to izmanto arī citām funkcijām.
S Nospiežot IZIET (QUIT), atgriezīsities iepriekšējā izvēlnē vai attēlā.
S Nospiežot ENTER, iespējams veikt izvēlnē vai sarakstā atlasītās izvēles izpildi.
Šajā rokasgrāmatā taustiņš tiek dēvēts par ENTER.
2 IZVĒLNES
Kontroles panelī ir vairākas atšķirīgas izvēlnes:
S Galvenā izvēlne
S Konfigurēšanas izvēlne
S Instrumentu izvēlne
S Metināšanas datu iestatījumu izvēlne
S Mērījumu izvēlne
S Metināšanas datu atmiņas izvēlne
S Ātrā režīma izvēlne
Izvēlnes koki ir attēloti 56. lpp. un tālāk. Ieslēgšanas laikā īsu brīdi redzams
ieslēgšanas ekrāns, kurā sniegta informācija par programmas versiju.
Ieslēgšanas ekrāns
bi24d1la
- 12 -

LV
2.1 Galvenā izvēlne
GALVENAJĀ IZVĒLNĒ
iespējams mainīt
metināšanas procesu,
stieples tipu, vadības
metodi, stieples izmēru
u. c.
Šajā izvēlnē iespējams
piekļūt citām
SAW
PROCESS SAW
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 0.8 mm
CONFIGURATION"
TOOLS"
apakšizvēlnēm.
SET MEASURE MEMORY
2.1.1 Konfigurēšanas izvēlne
Galvenā izvēlne Konfigurēšana
Izvēlnē
KONFIGURĒŠANA
(CONFIGURATION)
iespējams mainīt
valodu, mainīt paroli,
veikt vispārīgus
iestatījumus, veikt
iekārtas regulēšanu
u.c.
CONFIGURATION
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
FAST
MODE
2.1.2 Instrumentu izvēlne
Galvenā izvēlne Instrumenti
Izvēlnē INSTRUMENTI
(TOOLS) iespējams
pārsūtīt failus, apskatīt
kvalitātes un ražošanas
statistiku, kļūdu
žurnālus u. c.
TOOLS
ERROR LOG"
EXPORT / IMPORT"
FILE MANAGER"
SETTING LIMIT EDITOR"
MEASURE LIMIT EDITOR"
PRODUCTION STATISTICS"
QUALITY FUNCTIONS"
CALENDAR"
USER ACCOUNTS"
UNIT INFORMATION"
QUIT
QUIT
bi24d1la
- 13 -

LV
2.1.3 Metināšanas datu iestatījumu izvēlne
Galvenā izvēlne
Metināšanas datu
iestatījumu izvēlnē
IESTATĪT (SET)
iespējams mainīt
dažādus metināšanas
parametrus. Izvēlnes
izskats mainās atkarībā
no izvēlētā
metināšanas procesa.
2.1.4 Mērījumu izvēlne
Galvenā izvēlne
Izvēlnē MĒRĪJUMI (MEASURE) metināšanas laikā iespējams apskatīt dažādu
metināšanas parametru mērījumu vērtības.
SAW WELD DATA SETTING
VOLTAGE 20.5 V
CURRENT 395 A
TRAVEL SPEED 0 cm/min
DIRECTION J
START DATA"
STOP DATA"
DYNAMIC REGULATION AUTO
SETTING LIMITS"
MEASURE LIMITS"
QUIT
A 450 AMP
Aprēķinātā
metināšanas strāva
30,0 volti
Aprēķinātais loka
spriegums
50 cm/min
Aprēķinātais elektroda
padeves ātrums
SAW: CW
A 450 Amp
V 30.0 Volt
50 cm/min
GAS /
NONE NONE
FLUX NONE
FUNCT
|
|
|
|
|
|
2ND
bi24d1la
- 14 -

LV
300 cm/min
Aprēķinātais stieples
padeves ātrums
30 kJ/cm
Attēlo enerģijas vērtību
uz vienības garumu,
kas iegūta, izmantojot
metināšanas strāvai,
loka spriegumam un
elektroda padeves
ātrumam atlasītās
vērtības
Mērījumu vērtības saglabājas ekrānā arī pēc metināšanas pabeigšanas.
Iespējams pārvietoties dažādās izvēlnēs, nezaudējot mērījumu vērtības.
Iestatīšanas grozāmslēdžus var izmantot, lai mainītu metināšanas parametrus
mērījumu displejā.
SAW: CW
50 cm/min
300 cm/min
30.0 kJ/cm
GAS /
NONE NONE
FLUX NONE
|
|
|
|
|
|
2ND
FUNCT
Ja iestatīto vērtību maina, neveicot metināšanu, mērījumu vērtība mainās uz nulli.
Mērījumu displejā var arī apskatīt iestatītās vērtības, ja ir aktivizēts izvēles taustiņš
IESTATĪTĀS VĒRTĪBAS. Lai uzzinātu par aktivizēšanu, skatiet nodaļu "Izvēles
taustiņu iestatīšana" 8.2.3 .
300 cm/min
Iestatiet stieples
padeves ātrumu
20,0 volti
Iestatiet loka spriegumu
30 cm/min
Iestatiet elektroda
padeves ātrumu
SAW: CW
300 cm/min
V 20.0 Volt
30 cm/min
IESTATĪT
NONE NONE
VĒRTĪBAS NONE
2ND
FUNCT
|
|
|
|
|
|
bi24d1la
- 15 -

LV
2.1.5 Metināšanas datu atmiņas izvēlne
Galvenā izvēlne
Izvēlnē METINĀŠANAS
DATU ATMIŅA (WELD
DATA MEMORY)
iespējams saglabāt,
atsaukt, dzēst un kopēt
dažādus iestatītus
metināšanas datus.
Metināšanas datu
kopas var glabāt 255
dažādās atmiņas
pozīcijās.
Papildinformāciju skatiet nodaļā 7 "Atmiņas pārvaldība".
2.1.6 Ātrā režīma izvēlne
Galvenā izvēlne
WELD DATA MEMORY
STORE
2ND
FUNCT QUIT
Izvēlnē ĀTRAIS
REŽĪMS (FAST MODE)
iespējams izvēlnes
taustiņus attiecināt uz
metināšanas datu
atmiņas pozīcijām. Šos
iestatījumus var veikt
konfigurēšanas izvēlnē.
Atlasītās atmiņas
pozīcijas numurs
redzams augšējā labajā
stūrī.
Papildinformāciju skatiet nodaļā 8.2.1 "Ātrā režīma izvēles taustiņi".
A 450 Amp
V 30.0 Volt
50 cm/min
WELD
DATA 1
WELD
DATA 2
WELD
DATA 3
WELD
DATA 4
16
2ND
FUNCT
bi24d1la
- 16 -

LV
3 LOKA METINĀŠANA AR KUŠŅIEM
Galvenā izvēlne Process
Loka metināšanas ar kušņiem (SAW) laikā loks kausē nepārtraukti padoto stiepli.
Metināšanas laukumu aizsargā kausējums.
Ja tiek atlasīts metināšanas process ar kušņiem, iespējams izvēlēties vienu no
divām vadības metodēm, ar novietošanas grozāmslēdzi atzīmējot REGULĒŠANAS
TIPS (REGULATION TYPE) un nospiežot ENTER. Izvēlieties nemainīgu
metināšanas strāvu CA vai nemainīgu stieples padevi CW; skatiet paskaidrojumu
6.1. un 6.2. nodaļā.
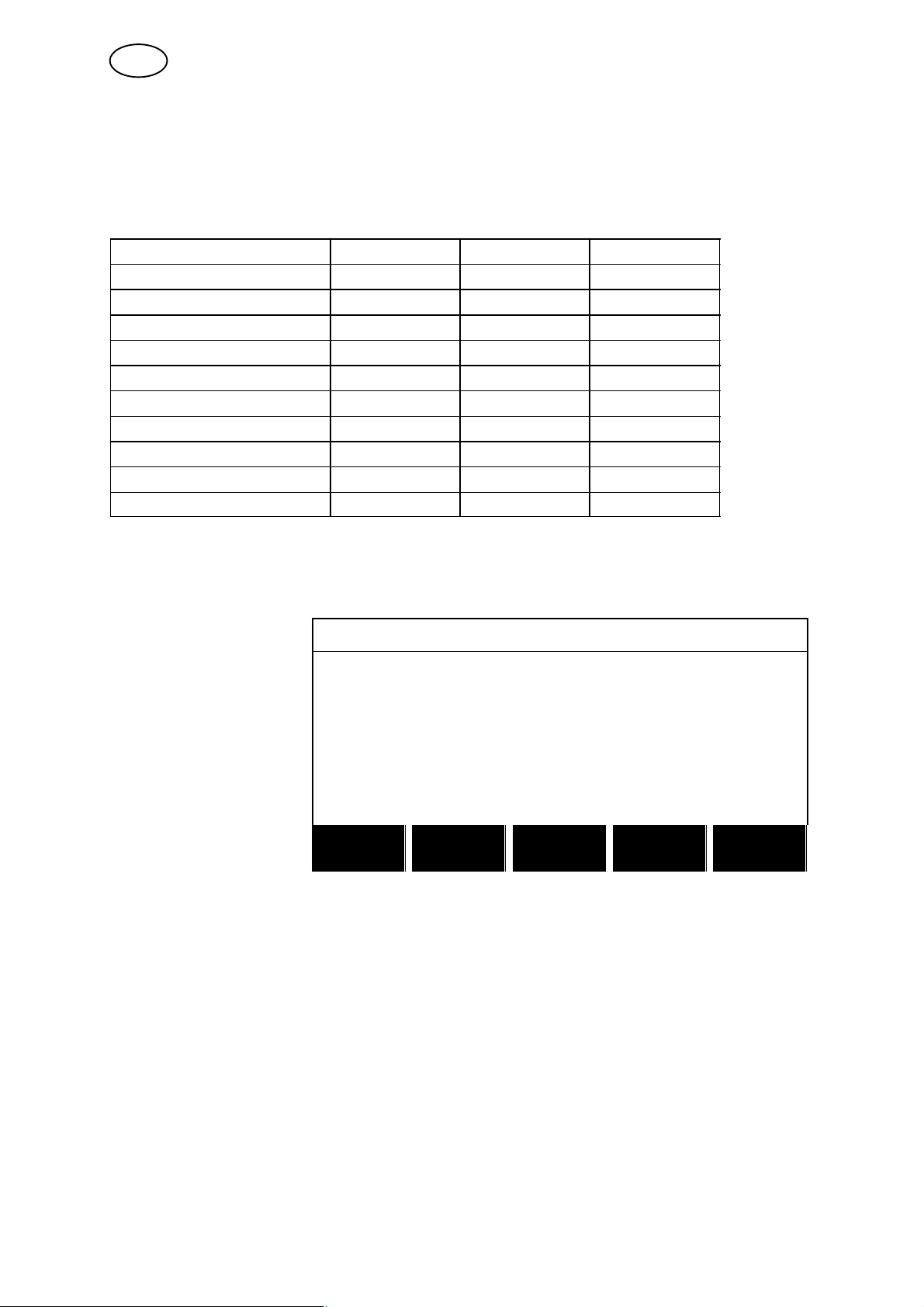
3.1 Iestatījumi loka metināšanai ar kušņiem
Iestatījumi Iestatījumu diapazons Soļos Vērtība pēc
atiestatīšanas
Loka spriegums* 14 - 50 V 0,1 V (1 V) 30 V
Metināšanas strāva* (CA) 0 - 3 200 A 1 A 400 A
Stieples padeves ātrums* (CW) 0 - 2 500 cm/min 1 cm/min 300 cm/min
Elektroda padeves ātrums* 0 - 200 cm/min 1 cm/min 50 cm/min
Metināšanas virziens Y - J - J
Startēšanas dati
Kausējuma priekšplūsma 0 - 99,0 s 0,1 s 0 s
Startēšanas tips Tiešā vai skrāpējošā - Tiešā
Stieples palēninātā startēšana Automātisks vai iestatīts ātrums - Automātisks
Stieples palēninātās
startēšanas ātrums
Sākuma fāzes IZSL. vai IESL. - IZSL.
Atvērtas ķēdes spriegums IZSL. vai IESL. - IZSL.
Maksimālais atvērtās ķēdes
spriegums
Beigu dati
Kausējuma pēcplūsma 0 - 99,0 s 0,1 s 0 s
Krātera piepildīšana IZSL. vai IESL. - IZSL.
Krātera piepildīšanas laiks 0 - 10 s 0,01 s 1 s
Stieples atlaidināšanas laiks 0 - 10 s 0,01 s 1 s
Beigu fāzes IZSL. vai IESL. - IZSL.
Dinamiskā regulēšana Auto. vai Set value - Auto
Iestatījumu ierobežojumi - - Mērījumu ierobežojumi - - -
0 - 1 000 cm/min 1 cm/min 20 cm/min
5 - 60 V 0,1 V 50 V
*) Iestatījumu diapazons ir atkarīgs no izmantotā izstrādājuma.
bi24d1la
- 17 -

LV
4 LOKA METINĀŠANA AR TĒRAUDA ELEKTRODU GĀZES VIDĒ
Galvenā izvēlne Process
Loka metināšanā ar tērauda elektrodu gāzes vidē (GMAW) loks kausē nepārtraukti
padoto stiepli. Metināšanas laukumu aizsargā ekranējošā gāze.
Ja tiek atlasīts loka metināšanas process ar tērauda elektrodu gāzes vidē, iespējams
izvēlēties vienu no divām vadības metodēm, ar novietošanas grozāmslēdzi atzīmējot
REGULĒŠANAS TIPS (REGULATION TYPE) un nospiežot ENTER. Izvēlieties
nemainīgu metināšanas strāvu CA vai nemainīgu stieples padevi CW; skatiet
paskaidrojumu 6.1. un 6.2. nodaļā.
4.1 Iestatījumi loka metināšanai ar tērauda elektrodu gāzes vidē
Iestatījumi Iestatījumu diapazons Soļos Vērtība pēc
atiestatīšanas
Loka spriegums* 14 - 50 V 0,1 V (1 V) 30 V
Metināšanas strāva* (CA) 0 - 3200 A 1 A 400 A
Stieples padeves ātrums* (CW) 0 - 2 500 cm/min 1 cm/min 300 cm/min
Elektroda padeves ātrums* 0 - 200 cm/min 1 cm/min 50 cm/min
Metināšanas virziens Y - J - J
Startēšanas dati
Gāzes priekšplūsma
Startēšanas tips Tiešā vai skrāpējošā - Tiešā
Stieples palēninātā startēšana Automātisks vai iestatīts ātrums - Automātisks
Stieples palēninātās
startēšanas ātrums
Sākuma fāzes IZSL. vai IESL. - IZSL.
Atvērtas ķēdes spriegums IZSL. vai IESL. - IZSL.
Maksimālais atvērtās ķēdes
spriegums
Beigu dati
Gāzes pēcplūsma 0 - 99,0 s 0,1 s 2,0 s
Krātera piepildīšana IZSL. vai IESL. - IZSL.
Krātera piepildīšanas laiks 0 - 10 s 0,01 s 1 s
Stieples atlaidināšanas laiks 0 - 10 s 0,01 s 1 s
Beigu fāzes IZSL. vai IESL. - IZSL.
Dinamiskā regulēšana Auto. vai Set value - Auto
Iestatījumu ierobežojumi - - Mērījumu ierobežojumi - - -
*) Iestatījumu diapazons ir atkarīgs no izmantotā izstrādājuma.
0 - 99,0 s
0 - 1 000 cm/min 1 cm/min 20 cm/min
5 - 60 V 0,1 V 50 V
0,1 s 2,0 s
bi24d1la
- 18 -

LV
5 GREBŠANA
Galvenā izvēlne Process
Lai veiktu loka-gaisa grebšanu, izmanto speciālu elektrodu, kas sastāv no oglekļa
stieņa ar vara apvalku.
Loks veidojas starp oglekļa stieni un sagatavi, izkausējot materiālu. Lai aizpūstu
izkusušo materiālu, tiek piegādāts gaiss.
Ja tiek atlasīts GOUGING process, iespējams izvēlēties vienu no divām vadības
metodēm, ar novietošanas grozāmslēdzi atzīmējot REGULĒŠANAS TIPS
(REGULATION TYPE) un nospiežot ENTER. Izvēlieties nemainīgu metināšanas
strāvu CA vai nemainīgu stieples padevi CW; skatiet paskaidrojumu 6.1. un 6.2.
nodaļā.
5.1 Iestatījumi grebšanai
Iestatījumi Iestatījumu diapazons Soļos Vērtība pēc
atiestatīšanas
Loka spriegums* 14 - 50 V 0,1 V (1 V) 30 V
Metināšanas strāva* (CA) 0 - 3200 A 1 A 400 A
Stieples padeves ātrums* (CW) 0 - 2 500 cm/min 1 cm/min 300 cm/min
Elektroda padeves ātrums* 0 - 200 cm/min 1 cm/min 40 cm/min
Metināšanas virziens Y - J - J
Startēšanas dati
Gaisa priekšplūsma 0 - 99,0 s 0,1 s 0 s
Startēšanas tips Tiešā vai skrāpējošā - Tiešā
Stieples palēninātā startēšana Automātisks vai iestatīts ātrums - Automātisks
Stieples palēninātās
startēšanas ātrums
Sākuma fāzes IZSL. vai IESL. - IZSL.
Atvērtas ķēdes spriegums IZSL. vai IESL. - IZSL.
Maksimālais atvērtās ķēdes
spriegums
Beigu dati
Gaisa pēcplūsma 0 - 99,0 s 0,1 s 0 s
Krātera piepildīšana IZSL. vai IESL. - IZSL.
Krātera piepildīšanas laiks 0 - 10 s 0,01 s 1 s
Stieples atlaidināšanas laiks 0 - 10 s 0,01 s 1 s
Beigu fāzes IZSL. vai IESL. - IZSL.
Dinamiskā regulēšana Auto. vai Set value - Auto
0 - 1 000 cm/min 1 cm/min 20 cm/min
5 - 60 V 0,1 V 50 V
bi24d1la
- 19 -

LV
Iestatījumi Vērtība pēc
Iestatījumu ierobežojumi - - Mērījumu ierobežojumi - - -
*) Iestatījumu diapazons ir atkarīgs no izmantotā izstrādājuma.
SoļosIestatījumu diapazons
atiestatīšanas
6 FUNKCIJU SKAIDROJUMS
6.1 CA - nemainīga metināšanas strāva
Stieples padevi kontrolē barošanas avots, nodrošinot nemainīgu metināšanas
strāvu.
- Nemainīgu strāvas vērtību var atlasīt galvenajā izvēlnē.
6.2 CW - nemainīga stieples padeve
Metināšanas strāvu rada atlasītais stieples padeves ātrums.
- Nemainīgu stieples padevi var atlasīt galvenajā izvēlnē.
6.3 Stieples / elektroda izmēri
Tabulā 60. lpp. redzami stieples / elektrodu izmēri, ko var izvēlēties metināšanai.
Atlasītajam izmēram ir liela nozīme startēšanas procedūrā un krātera piepildīšanā.
Ja metina ar tāda izmēra stiepli, kas nav norādīta tabulā, izvēlieties tādu, kuras
izmērs ir vistuvākais sarakstā norādītajam.
- Stieples / elektroda izmēru var atlasīt galvenajā izvēlnē.
6.4 Loka spriegums
Augstāks loka spriegums palielina elektriskā loka garumu un rada karstāku un
platāku metināšanas laukumu.
- Loka spriegumu var iestatīt mērījumu displejā, metināšanas datu iestatījumu
izvēlnē vai ātrā režīma izvēlnē.
6.5 Stieples padeves ātrums
Šeit var noregulēt nepieciešamo materiāla stieples padeves ātrumu centimetros
minūtē.
- Stieples padeves ātrumu var iestatīt mērījumu displejā, metināšanas datu
iestatījumu izvēlnē vai ātrā režīma izvēlnē.
6.6 Elektroda padeves ātrums
Elektroda padeves ātrums norāda nepieciešamo ātrumu (cm/min), kādā pārvietosies
kolonnu un izliču metināmās iekārtas vai ratiņi.
- Elektroda padeves ātrumu var iestatīt mērījumu displejā, metināšanas datu
iestatījumu izvēlnē vai ātrā režīma izvēlnē.
bi24d1la
- 20 -

LV
6.7 Metināšanas virziens
Padeves kustība tajā virzienā, kuru norāda simbols.
- Metināšanas virzienu var iestatīt metināšanas datu iestatījumu izvēlnē.
6.8 Kausējuma priekšplūsma
Kontrolē, cik ilgi pirms loka aizdegšanas plūst kausējums.
- Kausējuma priekšplūsmu var iestatīt metināšanas datu iestatījumu izvēlnē pie
startēšanas datiem.
6.9 Gāzes priekšplūsma
Kontrolē, cik ilgi pirms loka aizdegšanas plūst ekranējošā gāze.
- Gāzes priekšplūsmu var iestatīt metināšanas datu iestatījumu izvēlnē pie
startēšanas datiem.
6.10 Gaisa priekšplūsma
Kontrolē, cik ilgi pirms loka aizdegšanas plūst gaiss.
- Gaisa priekšplūsmu var iestatīt metināšanas datu iestatījumu izvēlnē pie
startēšanas datiem.
6.11 Startēšanas tips
Startēšanas tipam ir divas opcijas:
S Tiešā startēšana - elektroda padeves ātrums aktivizējas, kad loks aizdegas.
S Skrāpējošā startēšana - elektroda padeves ātrums aktivizējas tajā brīdī, kad
sākas stieples padeve.
- Startēšanas tipu var iestatīt metināšanas datu iestatījumu izvēlnē pie startēšanas
datiem.
6.12 Stieples palēninātā startēšana
Stieples palēnināto startēšanu izmanto, lai iestatītu vēlamo palēnināto ātrumu
elektroda padeves motoram startēšanas laikā.
Piemēram, ja izvēlnē ir iestatīts 50, iegūst palēnināto ātrumu 50 cm/min.
Iepriekšiestatīta vērtība "AUTO" iestata palēninātās startēšanas ātrumu, ko aprēķina
no iestatītajām vērtībām.
- Stieples palēninātās startēšanas ātrumu var iestatīt metināšanas datu iestatījumu
izvēlnē pie startēšanas datiem.
bi24d1la
- 21 -

LV
6.13 Sākuma fāzes
Metinot ar īpašu stiepli vai īpašu materiālu, var būt nepieciešams izveidot savu
startēšanas secību. Startēšanas secība var ietekmēt metināšanas laukuma izskatu.
Ja ir ieslēgta startēšanas 1. fāze (Start
phase1 ON), iespējams iestatīt šādas
vērtības
S Laiks - s
Metināšanas laiks 1. fāzē
S Loka spriegums - %
Iestatītā loka sprieguma procentuālā
attiecība
S Stieples padeve - %
Iestatītā stieples padeves ātruma
procentuālā attiecība
S Metināšanas strāva - %
Iestatītās metināšanas strāvas
procentuālā attiecība
S Elektroda padeves ātrums - %
Iestatītās elektroda padeves ātruma
procentuālā attiecība
- Sākuma fāzes var iestatīt metināšanas datu iestatījumu izvēlnē pie startēšanas
datiem.
Ja ir ieslēgta startēšanas 2. fāze (Start
phase2 ON), iespējams iestatīt šādas
vērtības
S Laiks - s
Metināšanas laiks 2. fāzē
S Loka spriegums - %
Iestatītā loka sprieguma procentuālā
attiecība
S Stieples padeve - %
Iestatītā stieples padeves ātruma
procentuālā attiecība
S Metināšanas strāva - %
Iestatītās metināšanas strāvas
procentuālā attiecība
S Elektroda padeves ātrums - %
Iestatītās elektroda padeves ātruma
procentuālā attiecība
6.14 Maksimālais atvērtās ķēdes spriegums (OCV)
IESL. (ON) nozīmē, ka var iestatīt OCV.
IZSL. (OFF) nozīmē, ka OCV ir iestatīts metināšanas spriegumam noteiktajā vērtībā.
- OCV var iestatīt metināšanas datu iestatījumu izvēlnē pie startēšanas datiem.
6.15 Kausējuma pēcplūsma
Kontrolē, cik ilgi kausējums plūst pēc loka nodzišanas.
- Kausējuma pēcplūsmu var iestatīt metināšanas datu iestatījumu izvēlnē pie beigu
datiem.
6.16 Gāzes pēcplūsma
Kontrolē, cik ilgi ekranējošā gāze plūst pēc loka nodzišanas.
- Gāzes pēcplūsmu var iestatīt metināšanas datu iestatījumu izvēlnē pie beigu
datiem.
6.17 Gaisa pēcplūsma
Kontrolē, cik ilgi gaiss plūst pēc loka nodzišanas.
- Gaisa pēcplūsmu var iestatīt metināšanas datu iestatījumu izvēlnē pie beigu
datiem.
bi24d1la
- 22 -

LV
6.18 Krātera piepildīšana
Krātera piepildīšanas funkcija, pabeidzot metināšanu, ļauj kontrolēti samazināt
metināšanas laukuma karstumu un izmēru. Tas ļauj vieglāk novērst poru, termālo
plaisu un krāteru veidošanos metināšanas šuvē.
- Krātera piepildīšanu var iestatīt metināšanas datu iestatījumu izvēlnē pie beigu
datiem.
6.19 Stieples atlaidināšanas laiks
Stieples atlaidināšanas laiks ir laika periods starp brīdi, kad sāk lūzt stieple, un brīdi,
kad barošanas avots izslēdz loka spriegumu. Pārāk īss stieples atlaidināšanas laiks
izraisa gara stieples gabala izvirzīšanos pēc metināšanas beigām, radot risku, ka
stieple var iesprūst atdzišanas laukumā. Pārāk ilgs stieples atlaidināšanas laiks rada
pārāk īsu stieples izvirzījumu, un tādējādi paaugstinās elektriskā loka izlādes risks
pa metināšanas uzgali.
- Atlaidināšanas laiku var iestatīt metināšanas datu iestatījumu izvēlnē pie beigu
datiem.
6.20 Beigu fāzes
Beigu fāzes galvenokārt izmanto, lai iestatītu krātera piepildīšanu.
Ja ir ieslēgta beigu 1. fāze (Stop
phase1 ON), iespējams iestatīt šādas
vērtības
S Laiks - s
Metināšanas laiks 1. fāzē
S Loka spriegums - %
Iestatītā loka sprieguma procentuālā
attiecība
S Stieples padeve - %
Iestatītā stieples padeves ātruma
procentuālā attiecība
S Metināšanas strāva - %
Iestatītās metināšanas strāvas
procentuālā attiecība
S Elektroda padeves ātrums - %
Ja ir ieslēgta beigu 2. fāze (Stop
phase2 ON), iespējams iestatīt šādas
vērtības
S Laiks - s
Metināšanas laiks 2. fāzē
S Loka spriegums - %
Iestatītā loka sprieguma procentuālā
attiecība
S Stieples padeve - %
Iestatītā stieples padeves ātruma
procentuālā attiecība
S Metināšanas strāva - %
Iestatītās metināšanas strāvas
procentuālā attiecība
S Elektroda padeves ātrums - %
Iestatītās elektroda padeves ātruma
procentuālā attiecība
- Beigu fāzes var iestatīt metināšanas datu iestatījumu izvēlnē pie beigu datiem.
Iestatītās elektroda padeves ātruma
procentuālā attiecība
6.21 Dinamiskā regulēšana
Dinamiskās regulēšanas funkcija ir paredzēta metināšanai ar vairākiem elektrodiem,
un ar to var mainīt barošanas avota raksturlielumus. Barošanas avota
raksturlielumus aprēķina, izmantojot iestatītos stieples datus.
- Dinamisko regulēšanu var iestatīt metināšanas datu iestatījumu izvēlnē.
bi24d1la
- 23 -

LV
6.22 Iestatījumu ierobežojumi
Informāciju par iestatījumu ierobežojumiem skatiet 9.4. nodaļā "Parametru
ierobežojumu rediģēšana"
6.23 Mērījumu ierobežojumi
Informāciju par mērījumu parametriem skatiet 9.5. nodaļā "Mērījumu parametru
ierobežojumu rediģēšana"
7 ATMIŅAS PĀRVALDĪBA
7.1 Kontroles paneļa darbības veids
Kontroles paneli veido divi elementi: darba atmiņa un metināšanas datu atmiņa.
Saglabāšana
Darba atmiņa Metināšanas datu atmiņa
Atsaukšana
Darba atmiņā tiek izveidota pilnīga metināšanas datu iestatījumu kopa, ko var
saglabāt metināšanas datu atmiņā.
Metināšanas laikā procesu vienmēr kontrolē darba atmiņas saturā esošā informācija.
Tādēļ ir iespējams atsaukt metināšanas datu kopu no metināšanas datu atmiņas uz
darba atmiņu.
Ievērojiet, ka darba atmiņā vienmēr ir pēdējie iestatītie metināšanas datu iestatījumi.
Tos var atsaukt no metināšanas datu atmiņas vai individuāli mainītajiem
iestatījumiem. Darba atmiņa nekad nav tukša vai atiestatīta.
Galvenā izvēlne ATMIŅA Metināšanas datu atmiņa
WELD DATA MEMORY
2ND
STORE
FUNCT QUIT
Kontroles panelī iespējams saglabāt līdz 255 metināšanas datu kopām. Katrai kopai
tiek piešķirts skaitlis no 1 līdz 255.
Datu kopas iespējams arī dzēst, kopēt, mainīt un piešķirt tām nosaukumu, kā arī
metināšanas datu kopu var atsaukt darba atmiņā.
bi24d1la
- 24 -

LV
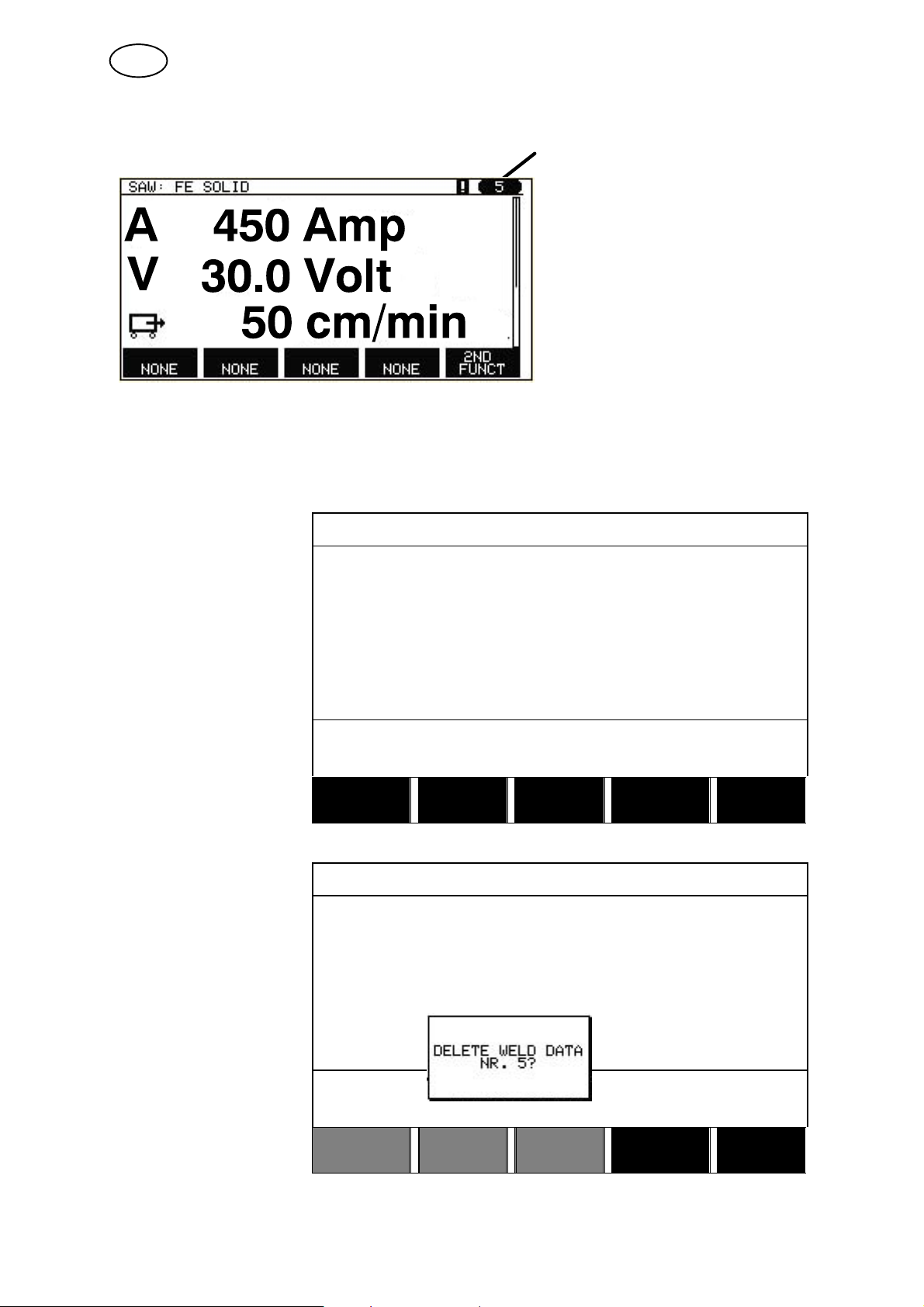
7.2 Saglabāšana
Ja metināšanas datu atmiņa ir tukša, displejā redzams šāds ekrāns.
Metināšanas datu
WELD DATA MEMORY
komplekta
saglabāšana. Tam tiks
piešķirta 5. atmiņas
pozīcija. Nospiediet
STORE (SAGLABĀT).
Tiek parādīta 1.
pozīcija. Pagrieziet
vienu no iestatīšanas
grozāmslēdžiem, līdz
sasniedzat 5. pozīciju.
Nospiediet STORE
(SAGLABĀT).
STORE
Displejā parādās šāds ekrāns.
Metināšanas datu kopa
ir saglabāta ar 5.
numuru.
WELD DATA MEMORY
5 - (SAW)
2ND
FUNCT QUIT
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
DELETE
FUNCT QUIT
Daļa no 5. datu kopas informācijas ir redzama displeja apakšdaļā.
bi24d1la
- 25 -
2ND

LV
Ja atlasītajā atrašanās
vietā jau ir saglabāta
datu kopa, jums lūgs
WELD DATA MEMORY
5 - (SAW)
norādīt, vai vēlaties
pārrakstīt šo kopu.
Nospiediet JĀ (YES)
vai NĒ (NO).
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
Izmantojot NĒ (NO), atgriezieties atmiņas izvēlnē.
7.3 Atsaukšana
Mēs atsauksim
saglabāto datu kopu:
Ar novietošanas
grozāmslēdzi atzīmējiet
rindu. Nospiediet
ATSAUKT (RECALL).
WELD DATA MEMORY
5 - (SAW)
NO YES
Nospiediet JĀ (YES),
lai apstiprinātu, ka
vēlaties atsaukt 5. datu
kopu.
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
WELD DATA MEMORY
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
DELETE
2ND
FUNCT QUIT
NO YES
bi24d1la
- 26 -
LV
Šī ikona mērījumu displejā attēlo atsauktās
atmiņas pozīcijas numuru.
7.4 Dzēšana
No atmiņas izvēlnes iespējams dzēst vienu vai vairākas datu kopas.
Datu kopas dzēšana.
Atlasiet datu kopu.
Nospiediet DZĒST
(DELETE).
Nospiediet JĀ (YES),
lai apstiprinātu, ka
vēlaties dzēst.
WELD DATA MEMORY
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
WELD DATA MEMORY
5 - (SAW)
DELETE
2ND
FUNCT QUIT
bi24d1la
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
NO YES
- 27 -

LV
7.5 Kopēšana
Lai pārkopētu metināšanas datu informāciju jaunā atmiņas pozīcijā, rīkojieties šādi.
Nospiediet 2ND
FUNCT (2. FUNKCIJA).
Atlasiet atmiņas
pozīciju, ko vēlaties
kopēt, un nospiediet
COPY (KOPĒT).
WELD DATA MEMORY
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
WELD DATA MEMORY
5 - (SAW)
DELETE
2ND
FUNCT QUIT
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPY RENAME
EDIT
2ND
FUNCT QUIT
Tagad mēs pārkopēsim 5. atmiņas pozīcijas informāciju 50. pozīcijā.
Atlasiet 1. atmiņas
pozīciju un, izmantojot
vienu no iestatīšanas
grozāmslēdžiem, ritiniet
WELD DATA MEMORY
1 -
5 - (SAW)
līdz izvēlētajai atmiņas
pozīcijai, šajā gadījumā
50. atmiņas
pozīcijai.Nospiediet
YES (JĀ).
COPY
DATA SET 5 TO POSITION: 50
NO YES
bi24d1la
- 28 -

LV
Metināšanas dati ar 5. numuru ir pārkopēti 50. atmiņas pozīcijā.
7.6 Nosaukuma piešķiršana
Lai saglabāto datu kopai piešķirtu nosaukumu, rīkojieties šādi.
Nospiediet 2ND
FUNCT (2.
FUNKCIJA).. Atlasiet
atmiņas pozīciju, ko
WELD DATA MEMORY
5 - (SAW)
50 -
vēlaties kopēt, un
nospiediet RENAME
(PĀRDĒVĒT).
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPY RENAME
Šeit iespējams piekļūt tastatūrai, ko izmanto šādi.
S Novietojiet kursoru uz vēlamās
tastatūras rakstzīmes, izmantojot
bultas un novietošanas grozāmslēdzi.
Nospiediet PABEIGT (DONE). Šādi
var ievadīt pilnu teksta virkni ar maks.
40 rakstzīmēm.
EDIT
2ND
FUNCT QUIT
S Nospiediet PABEIGT (DONE), lai
saglabātu. Jūsu nosaukto alternatīvu
tagad var redzēt sarakstā.
7.7 Rediģēšana
Lai rediģētu metināšanas datu informāciju, rīkojieties šādi.
Nospiediet 2ND
FUNCT (2. FUNKCIJA).
Atlasiet atmiņas
pozīciju, ko vēlaties
rediģēt, un nospiediet
izvēlni EDIT
(REDIĢĒT).
WELD DATA MEMORY
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPY
EDIT
2ND
FUNCT QUIT
bi24d1la
- 29 -

LV
Redzama daļa no galvenās izvēlnes, kā arī izvēlnē redzams simbols , kas
nozīmē, ka atrodaties rediģēšanas režīmā.
Nospiediet IESTATĪT
(SET) un veiciet
nepieciešamās
izmaiņas.
Parādās šāda izvēlne.
Šajā piemērā mēs
mainīsim metināšanas
strāvas stiprumu no
400 A uz 500 A.
Atlasiet metināšanas
strāvu (CURRENT) un
ritiniet līdz 500,
izmantojot vienu no
iestatīšanas
grozāmslēdžiem.
Divreiz nospiediet
IZIET (QUIT).
SAW
REGULATION TYPE CA
WIRE TYPE SS FLUX CORED
WIRE DIMENSION 2.0 mm
SET QUIT
SAW WELD DATA SETTING
VOLTAGE 20.0 V
CURRENT 500 A
TRAVEL SPEED 0 cm/min
DIRECTION J
START DATA"
STOP DATA"
DYNAMIC REGULATION AUTO
SETTING LIMITS"
MEASURE LIMITS"
Metināšanas dati ar 5. numuru ir rediģēti un saglabāti.
- 30 -
bi24d1la
QUIT

LV
8 KONFIGURĒŠANAS IZVĒLNE
Galvenā izvēlne Konfigurēšanas izvēlne
Šajā izvēlnē ir šādas apakšizvēlnes.
S Valoda; skatiet 1.2.1. nodaļu "Valodas izvēle".
S Bloķēšana ar kodu, skatiet 8.1. nodaļu.
S Vispārīgi iestatījumi; skatiet 8.2. nodaļu.
S Iekārtas iestatījumi; skatiet 8.3. nodaļu.
S Kabeļa garums; skatiet 8.4. nodaļu.
S Apkope; skatiet 8.5. nodaļu.
S Tīkla iestatījumi; skatiet 8.6. nodaļu.
8.1 Bloķēšana ar kodu
Galvenā izvēlne Konfigurēšanas izvēlne Bloķēšana ar kodu
Ja ir aktivizēta bloķēšanas funkcija un jūs naviģējat mērījumu ekrānā vai ātrā režīma
izvēlnē, lai izietu no šīm izvēlnēm, nepieciešama parole (bloķēšanas kods).
CODE LOCK
LOCK STATUS OFF
SET / CHANGE LOCK CODE
QUIT
Bloķēšanu ar kodu var aktivizēt konfigurēšanas izvēlnē.
8.1.1 Bloķēšanas koda statuss
Bloķēšanas koda statusa izvēlnē iespējams aktivizēt/deaktivizēt bloķēšanas funkciju,
neizdzēšot esošo bloķēšanas kodu, ja deaktivizējat funkciju. Ja nav saglabāts
bloķēšanas kods un jūs mēģināt aktivizēt bloķēšanu ar kodu, ir redzama tastatūra
jauna bloķēšanas koda ievadei.
Iziešana no bloķēšanas koda statusa
Ja atrodaties mērījumu ekrānā vai ātrā režīma izvēlnē un bloķēšana ar kodu ir
deaktivizēta, no šīm izvēlnēm iespējams iziet, nospiežot IZIET (QUIT) vai IZVĒLNE,
lai nokļūtu galvenajā izvēlnē.
bi24d1la
- 31 -

LV
Ja funkcija ir aktivizēta un jūs mēģināt iziet, parādās šāds ekrāns, kas lietotāju
brīdina par bloķēšanas aizsardzību.
BLOĶĒŠANAS KODAM NOSPIEDIET ENTER...
PRESS ENTER FOR
LOCK CODE...
Šeit iespējams atlasīt IZIET (QUIT), lai atsauktu darbību un atgrieztos iepriekšējā
izvēlnē, vai turpināt, nospiežot ENTER un ievadot bloķēšanas kodu.
Tiks atvērta izvēlne ar tastatūru, kur iespējams ievadīt kodu. Pēc katras rakstzīmes
nospiediet ENTER un apstipriniet kodu, vēlreiz nospiežot ENTER.
Parādās šāds tekstlodziņš:
VIENĪBA BLOĶĒTA!
UNIT UNLOCKED!
Ja kods nav pareizs, ir redzams kļūdas paziņojums, kas piedāvā iespēju mēģināt
vēlreiz vai atgriezties sākotnējā izvēlnē, t. i., mērījumu ekrānā vai ātrā režīma
izvēlnē.
Ja kods ir pareizs, tiks atbloķēta pieeja visām pārējām izvēlnēm, bet bloķēšana ar
kodu paliks aktivizēta. Tas nozīmē, kas iespējams īslaicīgi iziet no mērījumu ekrāna
vai ātrā režīma izvēlnes un saglabāt bloķēšanas koda statusu, atgriežoties šajās
izvēlnēs.
8.1.2 Bloķēšanas koda noteikšana/rediģēšana
Bloķēšanas koda noteikšanas/rediģēšanas izvēlnē iespējams rediģēt esošo
bloķēšanas kodu vai ievadīt jaunu. Bloķēšanas kodu var veidot maksimums 16
izvēles burti vai cipari.
8.2 Vispārīgi iestatījumi
Galvenā izvēlne Konfigurēšanas izvēlne Vispārīgi iestatījumi
Šajā izvēlnē iespējams iestatīt:
S Ātrā režīma izvēles taustiņi, skatiet 8.2.1. nodaļu.
S Kvalitātes datu žurnāls uz failu; skatiet 8.2.2. nodaļu.
S Izvēles taustiņu iestatīšana; skatiet 8.2.3. nodaļu.
S Automātiska metināšanas datu saglabāšana, skatiet 8.2.4. nodaļu.
S Garuma mērvienība, skatiet 1.2.2. nodaļu "Mērvienība".
bi24d1la
- 32 -

LV
8.2.1 Ātrā režīma izvēles taustiņi
Ātrā režīma izvēlnē redzami izvēles taustiņi, no METINĀŠANAS DATI 1 (WELD
DATA 1) līdz METINĀŠANAS DATI 4 (WELD DATA 4) ieskaitot.
SAW: CA 16
A 450 Amp
V 30.0 Volt
50 cm/min
WELD
DATA 1
Tos konfigurē šādi.
Novietojiet kursoru
rindā IZVĒLES
TAUSTIŅA NUMURS
(SOFT KEY NUMBER).
Taustiņi no kreisās uz labo pusi ir numurēti no 1 līdz 4. Atlasiet vajadzīgo taustiņu un
norādiet tā numuru, izmantojot iestatīšanas grozāmslēdžus.
FAST MODE SOFT KEYS
SOFT KEY NUMBER 1
ASSOCIATED WELD DATA 5
STORE
WELD
DATA 2
SAW: CA: FE SOLID: 0.8 mm
20.0 V: 500 A: 0 cm/min
WELD
DATA 3
DELETE QUIT
WELD
DATA 4
2ND
FUNCT
Pēc tam ritiniet uz nākamo rindu ĀTRIE METINĀŠANAS DATI (ASS WELD DATA).
Šeit iespējams pārlūkot metināšanas datu kopas, kas saglabātas metināšanas datu
atmiņā. Atlasiet vajadzīgo metināšanas datu numuru, izmantojot iestatīšanas
grozāmslēdžus. Nospiediet SAGLABĀT (STORE), lai saglabātu. Lai dzēstu
saglabāto kopu, nospiediet DZĒST (DELETE).
bi24d1la
- 33 -

LV
8.2.2 Kvalitātes datu žurnāls uz failu
To iespējams aktivizēt
izvēlnē KVALITĀTES
DATU ŽURNĀLS UZ
FAILU (QUALITY
DATA LOG TO FILE),
iestatot uz IESL. (ON).
GENERAL CONFIGURATION
FAST MODE SOFT BUTTONS 1
QUALITY DATA LOG TO FILE ON
SOFT KEYS SETUP"
AUTO SAVE MODE OFF
UNIT OF LENGTH METRIC
QUIT
Vairāk informācijas par kvalitātes funkcijas iestatījumiem skatiet 9.7. nodaļā.
8.2.3 Izvēles taustiņu konfigurācija
Kontroles paneļa izvēles taustiņi ir raksturoti iepriekš. Izmantojot loka metināšanu ar
kušņiem (SAW) un loka metināšanu ar tērauda elektrodu gāzes vidē (GMAW),
lietotājs var iestatīt šo taustiņu funkcijas, izvēloties no noteiktu opciju saraksta. Ir
astoņi izvēles taustiņi, kam var piešķirt funkciju.
Iespējams izvēlēties kādu no šīm opcijām:
S neviena;
S Gāzes izpūšana/ kausējuma vārsts
S Iestatītās vērtības
Mērījumu izvēlnē mērījumu vērtību vietā tiek parādītas iestatītās references
vērtības.
S 1. relejs
Iestatīt releja 1. izeju uz motora elektroshēmas, ko klients var izmantot jebkurai
funkcijai..
S Virziens Y - J.
S Tālvadības ievadizvades (I/O) ierīce
Tiek izmantota, kad vēlaties vadīt PEK un metināšanas strāvas avotu ar ārēju
ievadizvades ierīci.
S Ārējā ass
Tiek aktivizēta, kad tiek izmantota ārējā ievadizvades ierīce, piemēram, rullīšu
virsmas vadīšanai.
bi24d1la
- 34 -

LV
Displeja ekrānā ir divas
slejas: viena IZVĒLES
TAUSTIŅIEM (SOFT
KEYS) un otra
FUNKCIJAI
(FUNCTION).
SOFT KEYS SETUP
SOFT KEYS FUNCTION
S1 NONE
S2 NONE
S3 NONE
S4 NONE
S1 2ND FUNCT NONE
S2 2ND FUNCT NONE
S3 2ND FUNCT NONE
S4 2ND FUNCT NONE
Piešķirot funkcijas šiem taustiņiem, tie ir numurēti no kreisās puses šādi:
S1 S2 S3 S4
S1 2ND
FUNCT
S2 2ND
FUNCT
S3 2ND
FUNCT
S4 2ND
FUNCT
Lai izvēles taustiņam piešķirtu jaunu funkciju, rīkojieties šādi.
QUIT
2ND
FUNCT
2ND
FUNCT
Novietojiet kursoru
rindā ar numuru izvēles
taustiņam, ko vēlaties
izmantot, un nospiediet
ENTER. Uznirstošajā
izvēlnē redzama
funkciju izvēle. Atlasiet,
izmantojot
novietošanas
grozāmslēdzi, un
nospiediet ENTER.
SOFT KEYS SETUP
SOFT KEYS FUNCTION
S1 NONE
S2 NONE
S3 NONE
S4 NONE
S1 2ND FUNCT NONE
S2 2ND FUNCT NONE
S3 2ND FUNCT NONE
S4 2ND FUNCT NONE
QUIT
Tāpat var piešķirt jaunas funkcijas pārējiem taustiņiem – savienojot taustiņa numuru
kreisās puses slejā ar funkciju labās puses slejā.
8.2.4 Automātiskas saglabāšanas režīms
Kad metināšanas datu kopa ir atsaukta no atmiņas pozīcijas metināšanas datu
atmiņā un tiek veiktas izmaiņas iestatījumos, izmaiņas saglabājas darba atmiņā
pēdējā atsauktā atmiņas pozīcijā metināšanas pārtraukšanas brīdī.
Ja metināšanas datus manuāli saglabā atmiņas pozīcijā, nākamā automātiskā
saglabāšana tiek deaktivizēta.
Atmiņas pozīcija, kurā ir saglabāta metināšanas datu kopa, ir redzama mērījumu
ekrāna augšējā labajā stūrī.
bi24d1la
- 35 -

LV
8.3 Iekārtas iestatījumi
Galvenā izvēlne Konfigurēšanas izvēlne Iekārtas iestatījumi
Šajā izvēlnē iespējams iestatīt:
S Izstrādājuma kods; skatiet 8.3.1. nodaļu.
S Stieples padeves ass; skatiet 8.3.2. nodaļu.
S Elektroda padeves ass; skatiet 8.3.3. nodaļu.
S Ārējā ass; skatiet 8.3.4. nodaļu.
S Tandēms; skatiet 8.3.5. nodaļu.
8.3.1 Izstrādājuma kods
Izvēlnē
MACHINE CONFIGURATION
IZSTRĀDĀJUMA
KODS (PRODUCT
CODE) iespējams
atlasīt automātisko
metināšanas iekārtu,
kolonnu un izliču
PRODUCT CODE A2TFX
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM OFF
metināšanas iekārtu,
rullīšu virsmu vai
automāta
programmētāju, ko
vēlaties izmantot.
Izvēloties izstrādājuma kodu, automātiski tiek atlasīts pareizais motora tips un
pārnesuma skaitlis attiecīgā izstrādājuma izmantotajai pārnesumkārbai.
Iespējams atlasīt šādas opcijas:
S A2TFJ1
A2 pašgājēja automātiskā metināšanas iekārta loka metināšanai ar kušņiem
(SAW)
QUIT
S A2TGJ1
A2 pašgājēja automātiskā metināšanas iekārta loka metināšanai ar tērauda
elektrodu gāzes vidē (GMAW)
S A6TFF1
A6 pašgājēja automātiskā metināšanas iekārta loka metināšanai ar kušņiem
(SAW)
S FREE 2 AXIS
Izvēles konfigurācija 2 motoru pievienošanai pie palaidēja. Viens motors
paredzēts stieples padevei, otrs - padeves kustībai.
S FREE 3 AXIS
Izvēles konfigurācija ārējo rullīšu virsmu, automāta programmētāju vai lineārās
ass un 2 motoru pievienošanai pie palaidēja. Viens motors paredzēts stieples
padevei, otrs – padeves kustībai.
bi24d1la
- 36 -

LV
8.3.2 Stieples padeves ass
Stieples padeves motoru iestata automātiski atbilstoši redzamajām tabulām.
A2TFJ1 A2TGJ1 A6TFF1
Motors 5035 38 RPM 5035 68 RPM VEC4000
1. pārnesums 49:1 49:1 156:1
2. pārnesums 1:1 1:1 1:1
Diametra padeves rullīši 49 mm 49 mm 49 mm
Impulsu sensors 28 imp./apgr. 28 imp./apgr. 32 imp./apgr.
Mazs manuālais ātrums 150 cm/min 150 cm/min 150 cm/min
Liels manuālais ātrums 300 cm/min 300 cm/min 300 cm/min
FREE 2 AXIS FREE 3 AXIS
Motors VEC 4000 VEC 4000
1. pārnesums 156:1 156:1
2. pārnesums 1:1 1:1
Diametra padeves rullīši 49 mm 49 mm
Impulsu sensors 32 imp./apgr. 32imp./apgr.
Mazs manuālais ātrums 150 cm/min 150 cm/min
Liels manuālais ātrums 300 cm/min 300 cm/min
8.3.3 Elektroda padeves ass
Elektroda padeves motoru iestata automātiski atbilstoši redzamajām tabulām.
A2TFJ1 A2TGJ1 A6TFF1
Motors 4030-350 4030-350 FHP258
1. pārnesums 375:10 375:10 24:1
2. pārnesums 51:1 51:1 51:1
Ass diametrs 158 mm 158 mm 180 mm
Impulsu sensors 60 imp./apgr. 60 imp./apgr. 28 imp./apgr.
Liels manuālais ātrums 200 cm/min 200 cm/min 200 cm/min
FREE 2 AXIS FREE 3 AXIS
Motors VEC 4000 VEC 4000
1. pārnesums 312:1 312:1
2. pārnesums 1:1 1:1
Ass diametrs 65 mm 65 mm
Impulsu sensors 32 imp./apgr. 32 imp./apgr.
Liels manuālais ātrums 200 cm/min 200 cm/min
bi24d1la
- 37 -
LV
8.3.4 Ārējā ass
Pievienojot ārējo rullīšu virsmu, automāta programmētāju vai lineāro asi, jāatlasa
FREE 3 AXIS.
Atlasot FREE 3 AXIS, motoru iestata automātiski atbilstoši redzamajām tabulām.
Rullīšu virsma Lineāra Pozicionētājs
1. pārnesums 560:1 560:1 560:1
2. pārnesums 111:22 111:22 111:22
3. pārnesums 1:1 1:1 1:1
Ass diametrs 160 mm 160 mm 160 mm
Impulsu sensors 30 imp./apgr. 30 imp./apgr. 30 imp./apgr.
Liels manuālais ātrums 200 cm/min 200 cm/min 200 cm/min
Biežuma koeficients 85:50 85:50 85:50
Motors 2000 apgr./min 2000 apgr./min 2000 apgr./min
Metināšanas diametrs 1 000 mm - 1 000 mm
Rullīšu diametrs 1 000 mm - -
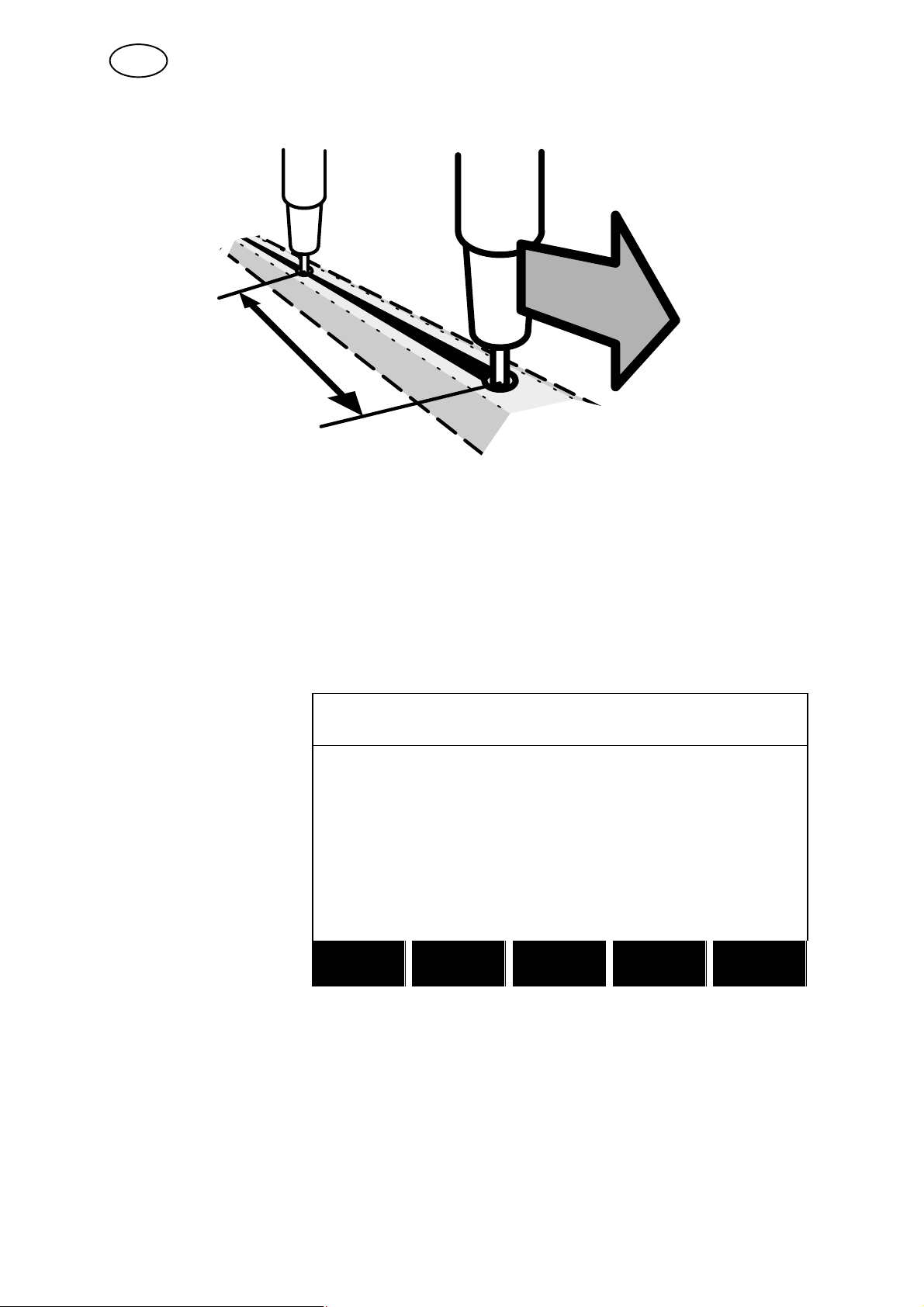
8.3.5 Tandēms
Izmanto, metinot ar divām metināšanas galvām.
Novietojiet kursoru
MACHINE CONFIGURATION
rindā TANDĒMS
(TANDEM) un
nospiediet ENTER.
Izmantojot
novietošanas
grozāmslēdzi, atlasiet
IESL. (ON) un
nospiediet ENTER.
PRODUCT CODE A2TFX
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM ON
b WELDING HEAD HEAD
b WELD HEAD OFFSET 20 mm
b WITH I/O ON
QUIT
Lai izmantotu divas metināšanas galvas, jāiestata funkcija METINĀŠANAS GALVAS
NOBĪDE (WELD HEAD OFFSET).
METINĀŠANAS GALVAS NOBĪDE (WELD HEAD OFFSET) ir attālums milimetros
starp metināšanas galvām.
Norādot attālumu starp 1. metināšanas galvu PRIEKŠPUSE (HEAD) un 2.
metināšanas galvu AIZMUGURE (TAIL), kontroles ierīce automātiski pārrēķina
vērtību laika vienībā starp 1. metināšanas galvas kustības sākšanu un 2.
metināšanas galvas kustības sākšanu.
Maksimālais laiks, ko kontroles ierīce var aprēķināt attālumam starp metināšanas
barošanas avotu startēšanu un apturēšanu, ir 65 sekundes. Tas nozīmē, ka,
piemēram, ja norāda 50 cm/min, kā maksimālo METINĀŠANAS GALVAS NOBĪDI
(WELD HEAD OFFSET) var ievadīt 2000 mm. Tādējādi laiks nebeidzas pirms 2.
metināšanas galva sasniedz sākuma punktu.
bi24d1la
- 38 -
LV
WELD HEAD OFFSET
TAIL HEAD
PIEZĪME.
Nodrošiniet, lai abām kontroles ierīcēm ir vienādi iestatījumi METINĀŠANAS
GALVAS NOBĪDEI (WELD HEAD OFFSET), un norādiet vienādu elektroda padeves
ātrumu. Primārajai kontroles ierīcei (Master) jāpiešķir PRIEKŠPUSE (HEAD) un
sekundārajai kontroles ierīcei (Slave) jāpiešķir AIZMUGURE (TAIL). Padeves kustību
vienmēr vada no primārās ierīces.
Vērtības metināšanai ar divām metināšanas galvām norādiet šādi.
Novietojiet kursoru
MACHINE CONFIGURATION
rindā METINĀŠANAS
GALVA (WELDING
HEAD).
Nosakiet, vai
iestatījums attiecas uz
primāro kontroles ierīci
PRIEKŠPUSI (HEAD)
vai sekundāro kontroles
ierīci AIZMUGURI
PRODUCT CODE A2TFX
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM ON
b METINÀ©ANAS GALVA GALVA
b WELD HEAD OFFSET 20 mm
b WITH I/O ON
(TAIL).
QUIT
S Novietojiet kursoru rindā METINĀŠANAS GALVAS NOBĪDE (WELD HEAD
OFFSET) un norādiet attālumu starp abām metināšanas galvām.
bi24d1la
- 39 -

LV
Piemēram, I/O IESLĒGTA
2. metināšanas galva
(sekundārā)
TAIL HEAD
WELD HEAD OFFSET
1. metināšanas galva
(primārā)
S Nospiediet Start (Sākt), lai ieslēgtu 1. metināšanas galvu.
S 1. metināšanas galva sāk metināšanu.
S 2. metināšanas galva sāk metināšanu, kad sasniedz 1. metināšanas galvas
sākuma stāvokli (attālums, kas norādīts izvēlnē WELD HEAD OFFSET
(METINĀŠANAS GALVAS NOBĪDE)).
S Nospiediet Stop (Apturēt), lai izslēgtu 1. metināšanas galvu.
S 1. metināšanas galva pārtrauc metināšanu, bet padeves kustība turpinās.
S 2. metināšanas galva pārtrauc metināšanu, kad sasniedz vietu, kur 1. iekārta
pārtrauca metināšanu (attālums, kas norādīts izvēlnē WELD HEAD OFFSET
(METINĀŠANAS GALVAS NOBĪDE)).
S Metināšana ir pabeigta.
bi24d1la
- 40 -

LV
Piemēram, I/O IZSLĒGTA
2. metināšanas galva
(sekundārā)
TAIL HEAD
WELD HEAD OFFSET
1. metināšanas galva
(primārā)
S Vienlaicīgi gan 1. metināšanas galvai, gan 2. metināšanas galvai nospiediet
uzsākšanas taustiņu .
S 1. metināšanas galva sāk metināšanu.
S 2. metināšanas galva sāk metināšanu, kad sasniedz 1. metināšanas galvas
sākuma stāvokli (attālums, kas norādīts izvēlnē METINĀŠANAS GALVAS
NOBĪDE (WELD HEAD OFFSET)).
S Vienlaicīgi gan 1. metināšanas galvai, gan 2. metināšanas galvai nospiediet
apturēšanas taustiņu .
S 1. metināšanas galva pārtrauc metināšanu, bet padeves kustība turpinās.
S 2. metināšanas galva pārtrauc metināšanu, kad sasniedz vietu, kur 1. iekārta
pārtrauca metināšanu (attālums, kas norādīts izvēlnē METINĀŠANAS GALVAS
NOBĪDE (WELD HEAD OFFSET)).
S Metināšana ir pabeigta.
8.4 Kabeļa garums
Loka spriegumu ietekmē pretestība metināšanas kabeļos. Pretestību ietekmē kabeļu
garums un laukums, kā arī to izkārtojums. Tas īpaši raksturīgi ir AC metināšanas
laikā.
Var nodrošināt sprieguma krituma kompensāciju gariem kabeļiem, ja norāda kabeļa
faktisko garumu.
Jāievada kabeļa kopējais garums (metināšanas kabeļa un savienotāja kopējais
garums).
Piezīme. Izmantojot divus kabeļus, laukums jānorāda abiem kabeļiem kopā.
bi24d1la
- 41 -

LV
Šī funkcija ir aktīva sākuma procesa laikā, pirms barošanas avots ir saņēmis
mērījumu vērtību, kuru tas izmanto darbībā.
Ja ir atlasīts iestatījums "Max OCV" (maks. atvērtās ķēdes spriegums), šī funkcija
nav aktīva.
8.5 Apkope
Galvenā izvēlne Konfigurēšanas izvēlne Apkope
Šajā izvēlnē iespējams iestatīt, cik bieži jāmaina metināšanas uzgalis. Norādiet sākto
metināšanu skaitu, pēc kurām jāmaina uzgalis - atlasiet rindu METINĀŠANAS
UZGAĻA MAIŅAS INTERVĀLS (CONTACT TIP CHANGE INTERVAL) un nospiediet
ENTER. Vērtību mainiet, izmantojot iestatīšanas grozāmslēdžus. Kad intervāls
beidzies, kļūdu žurnālā parādās 54. kļūdas kods. Veiciet atiestatīšanu, nospiežot
ATIESTATĪT (RESET).
Ja sākto metināšanas reižu skaita vietā atlasa parametru KOPĒJAIS
EKSPLUATĀCIJAS LAIKA IEROBEŽOJUMS (TOTAL RUNNING TIME LIMIT),
jāsazinās ar pilnvarotu ESAB apkopes tehniķi.
MAINTENANCE
CONTACT TIP CHANGE INTERVAL 0 Welds
b WELD COUNT 0 Welds
TOTAL RUNNING TIME LIMIT 0d00:00:00
b TOTAL RUNNING TIME 0d00:00:00
RESET
QUIT
8.6 Tīkla iestatījumi
Main menu (Galvenā izvēlne) Configuration menu (Konfigurēšanas izvēlne)
Network settings (Tīkla iestatījumi)
Šī izvēlne ļauj izveidot savienojumu ar administratīvu rīku lokālajā tīklā.
Papildinformāciju par administratīvo rīku skatiet WELDPOINT rokasgrāmatā.
Rokasgrāmatu var lejupielādēt vietnē www.esab.com.
bi24d1la
NETWORK SETTINGS
DHCP ON
IP ADDRESS 172.20.125.74
SUBNET MASK 0.0.0.0.
DEFAULT GATEWAY 0.0.0.0.
HOSTNAME ESAB_W82
- 42 -
QUIT

LV
8.6.1 Sistēmas pārskats
1 Metināšanas strāvas avots 4 Administratīvais rīks, Weldpoint
2 Vada padeves ierīce / Automātiskais
metinātājs
3 Metināšanas datu ierīce, PEK 6 USB atmiņa
5 Tīkla savienojums
9 INSTRUMENTI
Galvenā izvēlne Instrumenti
Šajā izvēlnē ir šādas apakšizvēlnes.
S Kļūdu žurnāls; skatiet 9.1. nodaļu.
S Eksportēšana/importēšana; skatiet 9.2. nodaļu.
S Failu pārvaldnieks; skatiet 9.3. nodaļu.
S Iestatījumu ierobežojumu rediģēšana; skatiet 9.4. nodaļu.
S Mērījumu ierobežojumu rediģēšana; skatiet 9.5. nodaļu.
S Ražošanas statistika; skatiet 9.6. nodaļu.
S Kvalitātes funkcijas, skatiet 9.7. nodaļu.
S Kalendārs; skatiet 9.8. nodaļu.
S Lietotāja konti; skatiet 9.9. nodaļu.
S Ierīces informācija; skatiet 9.10. nodaļu.
bi24d1la
- 43 -
LV
9.1 Kļūdu žurnāls
Galvenā izvēlne Instrumenti Kļūdu žurnāls
Kļūmju pārvaldības kodus izmanto, lai norādītu, ka metināšanas procesā radusies
kļūme. Displejā uz to norāda uznirstoša izvēlne un izsaukuma zīme , kas parādās
displeja augšējā labajā stūrī.
Piezīme. Zīme displejā vairs nav redzama, tiklīdz dodaties uz kļūdu žurnāla
izvēlni.
Visas kļūdas, kas rodas metināšanas aprīkojuma izmantošanas laikā, tiek reģistrētas
kļūdu žurnālā kā kļūdu paziņojumi. Var saglabāt ne vairāk kā 99 kļūdu paziņojumus.
Ja kļūdu žurnāls ir pilns, t. i., ir saglabāti 99 kļūdu paziņojumi, vecāko paziņojumu
automātiski izdzēš, kad rodas nākamā kļūme.
Kļūdu žurnāla izvēlnē redzama šāda informācija:
S kļūdas numurs;
S Diena, kurā kļūda radusies
S Kļūdas rašanās laiks
S ierīce, kurā kļūda radusies;
S kļūdas pārvaldības kods.
ERROR LOG
Kàrtas Nr. Datums Laiks Ierîce Kïûda
1 081120 11:24:13 8 19
2 081120 10:24:18 8 18
3 081121 13:24:18 8 17
Error in battery-driven memory
DELETE
ALL
QUIT
9.1.1 Ierīces
2 = barošanas avots
6 = stieples padeve un padeves kustība (motora shēma)
8 = kontroles panelis
9.1.2 Kļūmju pārvaldības kodu apraksts
Kļūmju, kuras lietotājs var novērst pats, pārvaldības kodi parādīti šeit. Ja parādās
cits kods, ieslēdziet iekārtu no jauna, un, ja kļūda netiek novērsta, sazinieties ar
apkopes tehniķi.
bi24d1la
- 44 -

LV
Kļūdas
kods
11 Motora ātruma kļūda (stieples padeve, padeves motors)
12 Iekšējo sakaru kļūda (brīdinājums)
14 Sakaru kļūda
17 Zudis kontakts ar ierīci
32 Neplūst gāze
43 Augsta metināšanas strāva
44 Metināšanas strāvas pārtraukums
Apraksts
6 Augsta temperatūra
Barošanas avots ir pārkarsis un pārtrauc metināšanu. Metināšanu var atkal sākt, kad
temperatūra ir mazāka par maksimālo temperatūras parametru.
Darbība: pārbaudiet, vai dzesēšanas gaisa ieplūde vai izplūde nav bloķēta vai aizsērējusi.
Pārbaudiet izmantoto noslodzes ciklu, lai pārliecinātos, vai aprīkojums nav pārslogots.
Ja kļūda netiek novērsta, vērsieties pie apkopes tehniķa.
7 Zema metināšanas strāva
Metināšanas loks ir izslēgts, jo metināšanas strāva metināšanas procesa laikā ir pārāk
zema.
Darbība: izslēdziet tīkla strāvas padevi, lai atiestatītu ierīci. Ja kļūda netiek novērsta,
vērsieties pie apkopes tehniķa.
8 Zems baterijas spriegums
Baterijas spriegums pārāk zems. Ja nenomainīsit bateriju, visi saglabātie dati tiks zaudēti.
Kļūda neatspējo nevienu funkciju.
Darbība: lai nomainītu bateriju, vērsieties pie apkopes tehniķa.
Motors nevar saglabāt ātrumu. Metināšana tiek pārtraukta.
Darbība: pārbaudiet, vai stieples padeve nav iesprūdusi un vai nav pārāk ātra. Ja kļūda
netiek novērsta, vērsieties pie apkopes tehniķa.
Sistēmas CAN kopnei īslaicīgi ir pārāk liela slodze.
Iespējams, ka barošanas avotam zaudēts kontakts ar kontroles ierīci.
Darbība: pārbaudiet, vai viss aprīkojums ir pieslēgts pareizi. Ja kļūda netiek novērsta,
vērsieties pie apkopes tehniķa.
Sistēmas CAN kopne ir īslaicīgi pārstājusi darboties, jo ir pārāk liela slodze.
Pašreizējais metināšanas process ir apturēts.
Darbība: pārbaudiet, vai viss aprīkojums ir pieslēgts pareizi. Izslēdziet tīkla strāvas
padevi, lai atiestatītu ierīci. Ja kļūda netiek novērsta, vērsieties pie apkopes tehniķa.
Zudis kontakts ar ierīci.
Darbība: pārbaudiet vadus un savienojumu starp kontroles ierīci un barošanas avotu. Ja
kļūda netiek novērsta, vērsieties pie apkopes tehniķa.
Startēšana nav iespējama.
Darbība: pārbaudiet gāzes vārstu, šļūtenes un savienotājus.
Barošanas avots ir pārtraucis metināšanas procesu, jo strāva ir pārsniegusi maksimālo
strāvas parametru barošanas avotam.
Darbība: izslēdziet tīkla strāvas padevi, lai atiestatītu ierīci. Ja kļūda netiek novērsta,
vērsieties pie apkopes tehniķa.
Metināšanas process ir pārtraukts, jo nav turpinājies 10 sekundes.
Darbība: izslēdziet tīkla strāvas padevi, lai atiestatītu ierīci. Ja kļūda netiek novērsta,
vērsieties pie apkopes tehniķa.
bi24d1la
- 45 -

LV
9.2 Eksportēšana/importēšana
Galvenā izvēlne Instrumenti Eksportēšana/importēšana
Izmantojot USB atmiņu, izvēlnē Eksportēšana/importēšana iespējams pārsūtīt
informāciju uz kontroles paneli un no tā.
Iespējams pārsūtīt šādu informāciju:
S Metināšanas datu kopas Eksportēt/importēt
S Sistēmas iestatījumus Eksportēt/importēt
S Iestatījumu ierobežojumus Eksportēt/importēt
S Mērījumu ierobežojumus Eksportēt/importēt
S Kļūdu žurnāls Eksportēt
S Kvalitātes funkciju žurnāls Eksportēt
S Ražošanas statistika Eksportēt
Lai saglabātu USB atmiņā, veiciet norādītās darbības.
Ievietojiet USB atmiņu kontroles ierīcē.
Atlasiet rindu ar
informāciju, kas
jāpārsūta. Nospiediet
EKSPORTĒT
(EXPORT) vai
IMPORTĒT (IMPORT)
- atkarībā no tā, vai
informāciju vēlaties
eksportēt vai importēt.
EXPORT/IMPORT
WELD DATA SETS
SYSTEM SETTINGS
SETTING LIMITS
MEASURE LIMITS
ERROR LOG
QUALITY FUNCTION LOG
PRODUCTION STATISTICS
EXPORT IMPORT
QUIT
9.3 Failu pārvaldnieks
Galvenā izvēlne Instrumenti Failu pārvaldnieks
Failu pārvaldniekā iespējams pārvaldīt informāciju USB atmiņā (C:). Failu
pārvaldnieks ļauj manuāli dzēst un kopēt metināšanas datus un kvalitātes datus.
Pēc USB atmiņas pievienošanas displejā redzama atmiņas noklusējuma mape, ja tā
nav jau iepriekš atlasīta.
Kontroles panelis atceras mapi, kurā strādājāt, kad pēdējo reizi izmantojāt failu
pārvaldnieku, tāpēc, kad atgriezīsities, nonāksit tajā pašā failu struktūras vietā.
bi24d1la
- 46 -

LV
FILE MANAGER
..
NEW FOLDER
QData.xml
INFO UPDATE
S Lai pārbaudītu, cik daudz vietas saglabāšanai ir atmiņā, izmantojiet funkciju
INFORMĀCIJA (INFO).
S Atjauniniet informāciju, nospiežot ATJAUNINĀT (UPDATE).
S Ja vēlaties dzēst, mainīt nosaukumu, izveidot jaunu mapi, kopēt vai ielīmēt,
nospiediet ALT. (ALT.). Redzams saraksts, no kura iespējams izvēlēties. Ja
atlasīsit (..) vai mapi, iespējams tikai izveidot jaunu mapi vai ielīmēt failu, ko
iepriekš nokopējāt. Ja atlasīsit failu, tiks pievienotas opcijas PĀRDĒVĒT
(RENAME), KOPĒT (COPY) vai IELĪMĒT (PASTE), ja iepriekš nokopējāt failu.
ALT. QUIT
Atlasiet mapi vai failu
FILE MANAGER
un nospiediet ALT.
(ALT.).
Blakus redzamais saraksts parādās, nospiežot ALT.
(ALT.).
..
WeldData
NEW FOLDER
ErrorLog.xml
QData.xml
XWeldoffice.dat
INFO UPDATE
COPY
PASTE
DELETE
RENAME
NEW FOLDER
9.3.1 Faila/mapes dzēšana
Atlasiet failu vai mapi, ko vēlaties dzēst, un nospiediet ALT. (ALT.).
ALT. QUIT
Atlasiet DZĒST (DELETE) un nospiediet ENTER.
DELETE
RENAME
NEW FOLDER
Fails/mape ir noņemta. Lai izdzēstu mapi, tai jābūt tukšai; tas nozīmē, ka vispirms
jāizdzēš visi faili mapē.
bi24d1la
- 47 -

LV
9.3.2 Faila/mapes pārdēvēšana
Atlasiet failu vai mapi, ko vēlaties pārdēvēt, un nospiediet ALT. (ALT.).
Atlasiet PĀRDĒVĒT (RENAME) un nospiediet ENTER.
DELETE
RENAME
NEW FOLDER
Displejā būs redzama tastatūra. Lai mainītu rindu, izmantojiet novietošanas
grozāmslēdzi, un, lai virzītos pa kreisi un pa labi, izmantojiet bultas. Atlasiet
rakstzīmi/funkciju, ko vēlaties izmantot un nospiediet ENTER.
9.3.3 Jaunas mapes izveidošana
Atlasiet jaunās mapes atrašanās vietu un nospiediet ALT. (ALT.).
Atlasiet JAUNA MAPE (NEW FOLDER) un nospiediet
ENTER.
DELETE
RENAME
NEW FOLDER
Displejā būs redzama tastatūra. Lai mainītu rindu, izmantojiet novietošanas
grozāmslēdzi, un, lai virzītos pa kreisi un pa labi, izmantojiet bultas. Atlasiet
rakstzīmi/funkciju, ko vēlaties izmantot un nospiediet ENTER.
9.3.4 Failu kopēšana un ielīmēšana
Atlasiet failu, ko vēlaties kopēt, un nospiediet ALT. (ALT.).
Atlasiet KOPĒT (COPY) un nospiediet ENTER.
COPY
PASTE
DELETE
RENAME
NEW FOLDER
Novietojiet kursoru mapē, kurā jānovieto kopētais fails, un nospiediet ALT. (ALT. ).
Atlasiet IELĪMĒT (PASTE) un nospiediet ENTER.
COPY
PASTE
DELETE
RENAME
NEW FOLDER
Kopiju tiks saglabāta ar nosaukumu "Copy of", kam pievienots oriģinālais
nosaukums, piemēram, Copy of WeldData.awd.
bi24d1la
- 48 -

LV
9.4 Iestatījumu ierobežojumu rediģēšana
Galvenā izvēlne Instrumenti Iestatījumu ierobežojumu rediģēšana
Šajā izvēlnē iespējams iestatīt savas maksimālas un minimālās vērtības dažādām
metināšanas metodēm. Ierobežojumi nedrīkst būt lielāki vai mazāki nekā vērtības,
kurām paredzēta barošanas avota jauda. Ir 50 saglabāšanas vietas. Atlasiet rindu,
kurā atrodas tukša saglabāšanas vieta, un nospiediet ENTER. Atlasiet procesu,
nospiežot ENTER, un ar novietošanas grozāmslēdzi atlasiet metināšanas procesu,
pēc tam nospiediet ENTER.
Visiem procesiem iespējams atlasīt maksimālās un minimālās vērtības loka
spriegumam, stieples padeves ātrumam, elektroda padeves ātrumam un
metināšanas strāvai.
EDIT LIMITS
PROCESS SAW
VOLTAGE MIN 17.0
VOLTAGE MAX 47.0
WIRE SPEED MIN 50
WIRE SPEED MAX 970
TRAVEL SPEED MIN 100
TRAVEL SPEED MAX 2400
CURRENT MIN 70
CURRENT MAX 1500
STORE
DELETE QUIT
Pēc vērtību noregulēšanas nospiediet SAGLABĀT (STORE). Atbildiet uz jautājumu,
vai robežvērtības saglabāt atlasītajā saglabāšanas vietā, nospiežot NĒ (NO) vai JĀ
(YES). Saglabāšanas vietas vērtības var redzēt zem līnijas ekrāna apakšdaļā.
Nospiežot izvēles taustiņu AUTOMĀTISKI (AUTO), parametri tiek iestatīti
automātiski saskaņā ar pēdējām izmantotajām parametru vērtībām.
Atbildot uz jautājumu, vai šos iestatījumu ierobežojumus iestatīt automātiski,
nospiediet NĒ (NO) vai JĀ (YES) un pēc tam nospiediet SAGLABĀT (STORE), ja
iestatījumus saglabāsit.
bi24d1la
- 49 -

LV
9.5 Mērījumu ierobežojumu rediģēšana
Galvenā izvēlne Instrumenti Mērījumu ierobežojumu rediģēšana
Šajā izvēlnē iespējams iestatīt savas mērījumu vērtības dažādām metināšanas
metodēm. Ir 50 saglabāšanas vietas. Atlasiet rindu, kurā atrodas tukša
saglabāšanas vieta, un nospiediet ENTER. Atlasiet procesu, nospiežot ENTER, un
ar novietošanas grozāmslēdzi atlasiet metināšanas procesu, pēc tam nospiediet
ENTER.
Iespējams atlasīt šādas vērtības.
S Loka spriegums: min., maks.
S Stieples padeves ātrums: min., maks.
S Metināšanas strāva: min., maks.
S Elektroda padeves ātrums: min., maks.
S Enerģija uz vienības garumu: min., maks.
Izmantojot iestatīšanas grozāmslēdžus, iestatiet vajadzīgo vērtību un nospiediet
SAGLABĀT (STORE).
Dialoga lodziņā parādās jautājums, vai vēlaties saglabāt atlasīto saglabāšanas vietu.
Nospiediet JĀ (YES), lai saglabātu vērtību. Saglabāšanas vietas vērtības var redzēt
zem līnijas ekrāna apakšdaļā.
MEASURE LIMITS
1 - SAW
2 - GMAW
3 4 5 6 7 -
0.0 - 46.9 Volt , 0 - 2495 cm/min
3 - 994 cm/min , 3 - 990 Amp
5 - 500 kJ/min
QUIT
Nospiežot izvēles taustiņu AUTOMĀTISKI (AUTO), parametri tiek iestatīti
automātiski saskaņā ar pēdējām izmantotajām mērījumu vērtībām.
Atbildot uz jautājumu, vai mērījumu vērtības iestatīt automātiski, nospiediet NĒ (NO)
vai JĀ (YES) un pēc tam nospiediet SAGLABĀT (STORE), ja iestatījumus saglabāsit.
bi24d1la
- 50 -

LV
9.6 Ražošanas statistika
Galvenā izvēlne Instrumenti Ražošanas statistika
Ražošanas statistikā ir reģistrēts loka kopējais laiks, materiāla kopējais daudzums
un metināšanu skaits kopš pēdējās atiestatīšanas reizes. Tajā arī reģistrēts pēdējās
metināšanas reizes loka laiks un izmantotā materiāla daudzums. Informācijai ir
attēlots arī izkausētā stieples materiāla aprēķinātais garums uz vienu garuma
mērvienību, kā arī redzams, kad notikusi pēdējā atiestatīšana.
PRODUCTION STATISTICS
LAST WELD TOTAL
ARCTIME 0s 0s
CONSUMED WIRE 0g 0g
BASED ON 1g/m
NUMBER OF WELDS 0
LAST RESET 081114 08:38:03
RESET UPDATE
QUIT
Nospiežot ATIESTATĪT (RESET), notiek visu skaitītāju atiestatīšana. Pēdējai
atiestatīšanas reizei ir norādīts datums un laiks.
Ja neveiksiet skaitītāju atiestatīšanu, tie tiks atiestatīti automātiski, kad kāds no tiem
sasniegs maksimālo vērtību.
Skaitītāju maksimālās vērtības
Laiks 999 stundas, 59 minūtes, 59 sekundes
Svars 13 350 000 grami
Daudzums 65 535
9.7 Kvalitātes funkcijas
Galvenā izvēlne Instrumenti Kvalitātes funkcijas
Kvalitātes funkcijās tiek reģistrēti dažādi nepieciešami metināšanas dati atsevišķām
metināšanas reizēm.
Šīs funkcijas ir:
S metināšanas sākuma laiks;
S metināšanas ilgums;
S maksimālais, minimālais un vidējais strāvas stiprums metināšanas laikā;
S maksimālais, minimālais un vidējais spriegums metināšanas laikā;
S Maksimālā, minimālā un vidējā enerģijas vērtība uz vienības garumu
metināšanas laikā.
Apakšējā rindā redzams metināšanas reižu skaits kopš pēdējās atiestatīšanas. Var
uzglabāt informāciju par maks. 100 metināšanas reizēm. Ja ir vairāk par 100
metināšanas reizēm, pirmā tiek pārrakstīta.
bi24d1la
- 51 -

LV
Displejā ir redzama pēdējā metināšanas reize, lai gan iespējams pārlūkot arī citas
reģistrētās metināšanas reizes. Visi žurnāli tiek dzēsti, ja nospiežat ATIESTATĪT
(RESET).
QUALITY FUNCTIONS
#WELD: 1 / 4
START 20090107 15:59:14
WELD TIME 00:00:20 WELD DATA:
HEAT INPUT: 3.12 kJ/mm
MAX MIN AVE.
I (Amp) 293.00 243.00 289.00
U (V) 41.50 16.20 39.40
Q (kJ/min) 7.00 0.00 2.00
NUMBER OF WELDS SINCE RESET: 4
RESET UPDATE
QUIT
9.7.1 Kvalitātes datu saglabāšana
Galvenā izvēlne Instrumenti Eksportēšana/importēšana
Kontroles panelī izveidotie faili tiek saglabāti kā xml faili. Lai USB atmiņa darbotos, tā
jāformatē kā FAT32.
Ievietojiet USB atmiņu kontroles panelī, sk. nodaļu 9.3 "Failu pārvaldnieks".
Atlasiet izvēlni
KVALITĀTES
FUNKCIJU ŽURNĀLS
(QUALITY FUNCTION
LOG), nospiediet
EKSPORTĒT
(EXPORT).
EXPORT/IMPORT
WELD DATA SETS
SYSTEM SETTINGS
SETTING LIMITS
MEASURE LIMITS
ERROR LOG
QUALITY FUNCTION LOG
PRODUCTION STATISTICS
EXPORT
QUIT
Visu kvalitātes datu kopa (informācija par pēdējām 100 metināšanas reizēm), kas ir
saglabāta kontroles panelī, tagad ir saglabāta USB atmiņā.
Fails atrodas mapē, ko sauc QData. Mape QData tiek izveidota automātiski, kad
ievietojat USB atmiņu.
bi24d1la
- 52 -

LV
9.8 Kalendārs
Galvenā izvēlne ! Instrumenti ! Kalendārs
Šeit var iestatīt datumu un laiku.
Atlasiet rindu, ko
vēlaties iestatīt: gads,
mēnesis, diena, stunda,
minūtes un sekundes.
Iestatiet pareizo
vērtību, izmantojot
iestatīšanas
grozāmslēdžus.
DATE & TIME
YEAR 2008
MONTH NOV
DAY 21
HOUR 10
MINUTES 45
SECONDS 55
Nospiediet IESTATĪT
(SET).
20100115 10:48:59
SET QUIT
9.9 Lietotāja konti
Galvenā izvēlne ! Instrumenti ! Lietotāja konti
Ņemot vērā kvalitātes aspektu, dažkārt ir ļoti svarīgi, lai izstrādājumu neizmantotu
nesankcionēti.
Šajā izvēlnē reģistrē vārdu, konta līmeni un paroli.
Atlasiet LIETOTĀJA
USER ACCOUNTS
VĀRDU (USER NAME)
un nospiediet ENTER.
Pārvietojieties uz tukšu
rindu un nospiediet
ENTER. Izmantojot
novietošanas
USER NAME ADMINISTRATOR
b KONTA LÎMENIS ADMIN.
b PASSWORD
USER ACCOUNTS OFF
grozāmslēdzi, kā arī
bultas, ar tastatūru
ierakstiet jaunu
lietotājvārdu un
nospiediet ENTER.
STORE DELETE
QUIT
Atmiņā ir vieta 16 lietotāju kontiem. Kvalitātes datu failos būs redzams, kurš lietotājs
ir veicis konkrēto metināšanu.
bi24d1la
- 53 -

LV
Izvēlnē ACCOUNT LEVEL (KONTA LĪMENIS) izvēlieties:
S Administrator (Administrators)
pilna piekļuve (var pievienot jaunus lietotājus)
S Senior user (Vecākais lietotājs)
var piekļūt visam, izņemot:
S iekārtas konfigurācija
S lietotāja konti
S tīkla iestatījumi
S Normal user (Parasts lietotājs)
var piekļūt:
S Izvēlnē Configuration (Konfigurēšana):
S Apkope
S Izvēlnē Tools (Rīki):
S Ierīces informācija
S Izvēlnē Settings (Iestatījumi):
S Spriegums
S Strāva / stieples padeve
S Elektroda padeves ātrums
S Metināšanas virziens
Rindā PAROLE (PASSWORD), izmantojot tastatūru, ierakstiet paroli. Pēc barošanas
avota ieslēgšanas un kontroles paneļa aktivizēšanas displejā būs redzams
pieprasījums ievadīt paroli.
Ja nevēlaties iestatīt šo funkciju, bet vēlaties, lai barošanas avots un kontroles
panelis būtu pieejams visiem lietotājiem, atlasiet LIETOTĀJA KONTI IZSLĒGTI
(USER ACCOUNTS OFF).
bi24d1la
- 54 -

LV
9.10 Ierīces informācija
Galvenā izvēlne ! Instrumenti ! Ierīces informācija
Šajā izvēlnē iespējams apskatīt šādu informāciju:
S Iekārtas ID
S Mezgla ID:
2 = barošanas avots
6 = stieples padeve un padeves kustība (motora shēma)
8 = kontroles panelis
S Programmatūras versija
UNIT INFORMATION
Machine ID Node ID Software Version
44 8 1.00A
23 2 2.00A
5 6 1.18A
SETTING WELD DATA UNIT
QUIT
bi24d1la
- 55 -

PEK Control panel
Izvēlnes
NO TAG56
- Process
- Regulation type
- Wire type
- Wire dimension
- Configuration,
see page 59
- Tools, see page 59
SAW (CA)
Voltage
Current
Travel speed
Direction
Start data
- flux preflow
- start type
- wire creep start
- start phases
- max OCV
Stop data
- flux postflow
- crater fill
- burn-back time
- stop phases
Dynamic regulation
Setting limits
Measure limits
bi24menu
- 56 Edition 100127

PEK Control panel
- Process
- Regulation type
- Wire type
- Wire dimension
- Configuration,
see page 59
- Tools, see page 59
GMAW (CA)
Voltage
Current
Travel speed
Direction
Start data
- gas preflow
- start type
- wire creep start
- start phases
- max OCV
Stop data
- gas postflow
- crater fill
- burn-back time
- stop phases
Dynamic regulation
Setting limits
Measure limits
bi24menu
- 57 Edition 100127

PEK Control panel
- Process
- Regulation type
- Electrode dimension
- Configuration,
see page 59
- Tools, see page 59
GOUGING (CA)
Voltage
Current
Travel speed
Direction
Start data
- air preflow
- start type
- wire creep start
- start phases
- max OCV
Stop data
- air postflow
- crater fill
- burn-back time
- stop phases
Dynamic regulation
Setting limits
Measure limits
bi24menu
- 58 Edition 100127

PEK Control panel
NO TAG
SAW, GMAW, GOUGING
Configuration Tools
Language
Code lock
General configuration
- fast mode soft buttons
- quality data log to file
- soft keys setup
- auto save mode
- unit of length
Machine configuration
- product code
- wire axis
- travel axis
- tandem
Cable lengths
- cable lengths
- cable area
Maintenance
- Contact tip change interval
- Total running time limit
Network setting
Error log
Export / Import
File manager
Setting limit editor
Measure limit editor
Production statistics
Quality functions
Calendar
User accounts
Unit information
bi24menu
- 59 Edition 100127

Vada izmērs
Submerged arc welding with constant ampere (SAW CA)
Wire type
Fe Solid 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
Fe Solid Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x4.0 2x5.0
Fe Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0
Fe Flux Cored Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x4.0
SS Solid 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
SS Solid Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x3.2 2x4.0
SS Strip 30 x 0.5 60 x 0.5 90 x 0.5
SS Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
SS Flux Cored Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x3.2 2x4.0
Wire diameter (mm)
MIG/MAG welding with constant ampere (GMAW CA)
Wire type
Fe Solid 0.8 1.0 1.2 1.6 2.0 2.4
Fe Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
SS Solid 0.8 1.0 1.2 1.6 2.0 2.4
SS Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
Al Solid 0.8 1.0 1.2 1.6 2.0 2.4
Al Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
Wire diameter (mm)
Gouging with constant ampere (CA)
Electrode dimension (mm)
8.0 9.5 13.0
bi24wire
- 60 -

PEK Control panel
Pasūtīšanas numurs
Ordering no. Denomination
0460 504 880 Control unit PEK
0460 949 070 Instruction manual SE
0460 949 071 Instruction manual DK
0460 949 072 Instruction manual NO
0460 949 073 Instruction manual FI
0460 949 074 Instruction manual GB
0460 949 075 Instruction manual DE
0460 949 076 Instruction manual FR
0460 949 077 Instruction manual NL
0460 949 078 Instruction manual ES
0460 949 079 Instruction manual IT
0460 949 080 Instruction manual PT
0460 949 081 Instruction manual GR
0460 949 082 Instruction manual PL
0460 949 083 Instruction manual HU
0460 949 084 Instruction manual CZ
0460 949 085 Instruction manual SK
0460 949 086 Instruction manual RU
0460 949 089 Instruction manual EE
0460 949 090 Instruction manual LV
0460 949 091 Instruction manual SI
0460 949 092 Instruction manual LT
0460 949 093 Instruction manual CN
Instruction manuals are available on the Internet at www.esab.com
- 61 -
bi24o
Edition 100127
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel: +39 02 97 96 81
Fax: +39 02 97 28 91 81
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA
LLC ESAB
Moscow
Tel: +7 095 543 9281
Fax: +7 095 543 9280
LLC ESAB
St Petersburg
Tel: +7 812 336 7080
Fax: +7 812 336 7060
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE-695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
081016
 Loading...
Loading...