


ES
A2, A6
PEK Control panel
Instrucciones de uso
Valid from program version 1.000460 949 078 ES 100127

1 INTRODUCCIÓN 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1 Panel de control 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1.1 Teclas y mandos 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2 Primer paso 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2.1 Elección del idioma 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2.2 Unidades de medida 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3 Pantalla 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3.1 Símbolos de la pantalla 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4 Información general sobre los ajustes 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4.1 Ajuste de valores numéricos 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4.2 Ajuste con listas de opciones 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.5 SALIR y ENTER 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 MENÚS 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1 Menú principal 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.1 Menú de configuración 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.2 Menú de herramientas 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.3 Menú de ajuste de datos de soldadura 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.4 Menú de medidas 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.5 Menú de memoria de datos de soldadura 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.6 Menú de modo rápido 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 SOLDADURA POR ARCO SUMERGIDO 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Ajustes para soldadura SAW 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 SOLDADURA POR ARCO METÁLICO CON GAS 18. . . . . . . . . . . . . . . . . . . . . .
4.1 Ajustes para soldadura GMAW 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 RESANADO 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Ajustes para resanado 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 INFORMACIÓN SOBRE LOS PARÁMETROS 20. . . . . . . . . . . . . . . . . . . . . . . . .
6.1 CA, corriente de soldadura constante 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 CW, alimentación de hilo constante 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.3 Diámetro de hilo / electrodo 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.4 Tensión de arco 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.5 Velocidad de alimentación de hilo 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.6 Velocidad de desplazamiento 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.7 Dirección de soldadura 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.8 Preflujo de flux 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.9 Preflujo de gas 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.10 Preflujo de aire 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.11 Tipo de arranque 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.12 Arranque suave del hilo 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.13 Fases de arranque 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.14 Tensión de circuito abierto máxima (OCV) 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.15 Postflujo de flux 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.16 Postflujo de gas 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.17 Postflujo de aire 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.18 Relleno de cráteres 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.19 Tiempo de postquemado 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.20 Fases de parada 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.21 Regulación dinámica 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.22 Límites 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.23 Límites de medida 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Reservado el derecho de cambiar las especificaciones sin previo aviso.
TOCc
- 2 -

7 GESTIÓN DE LA MEMORIA 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1 Método de funcionamiento del panel de control 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.2 Guardar 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.3 Recuperar 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.4 Borrar 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.5 Copiar 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.6 Nombrar 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.7 Editar 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 MENÚ CONFIGURACIÓN 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.1 Función de bloqueo 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.1.1 Estado de bloqueo 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.1.2 Definir/cambiar el código de bloqueo 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2 Configuración general 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2.1 Teclas de modo rápido 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2.2 Listado de calidad a archivo 34. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2.3 Asociar funciones a teclado 34. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2.4 Modo de autoguardado 36. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3 Configuración máquina 36. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.1 Código de producto 37. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.2 Eje de alimentación de hilo 38. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.3 Eje de velocidad de desplazamiento 38. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.4 Eje externo 39. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.5 Tándem 39. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.4 Longitudes de cable 43. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.5 Mantenimiento 43. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.6 Configuración de red 44. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.6.1 Descripción del sistema 44. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 HERRAMIENTAS 45. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1 Listado de errores 45. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1.1 Unidades 46. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1.2 Descripción de los códigos de gestión de errores 46. . . . . . . . . . . . . . . . . . . . . . . . . .
9.2 Exportar/Importar 47. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3 Administrador de archivos 48. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.1 Borrar un archivo o carpeta 49. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.2 Renombrar un archivo o carpeta 49. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.3 Crear una carpeta nueva 49. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.4 Copiar y pegar archivos 50. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.4 Edición de límites 50. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.5 Límites de medida 51. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.6 Estadísticas de producción 52. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.7 Funciones de calidad 53. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.7.1 Guardar datos de calidad 54. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.8 Calendario 54. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.9 Cuentas de usuario 55. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.10 Información de la unidad 56. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ESTRUCTURA DE LOS MENÚS 57. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
DIÁMETRO DEL HILO 61. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
REFERENCIA DE PEDIDO 62. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Reservado el derecho de cambiar las especificaciones sin previo aviso.
TOCc
- 3 -

ES
1 INTRODUCCIÓN
Para sacar el máximo partido de su equipo de soldadura, es recomendable que lea
este manual de instrucciones.
Si desea información general sobre el funcionamiento, consulte el manual de
instrucciones de la unidad de control, el equipo de soldadura automática, la columna
y la pluma, o la fuente de corriente.
El texto que se presenta en pantalla está disponible en los siguientes idiomas:
Inglés, sueco, finlandés, noruego, danés, alemán, francés, italiano, neerlandés,
español, portugués, húngaro, polaco, inglés americano, checo, chino y ruso.
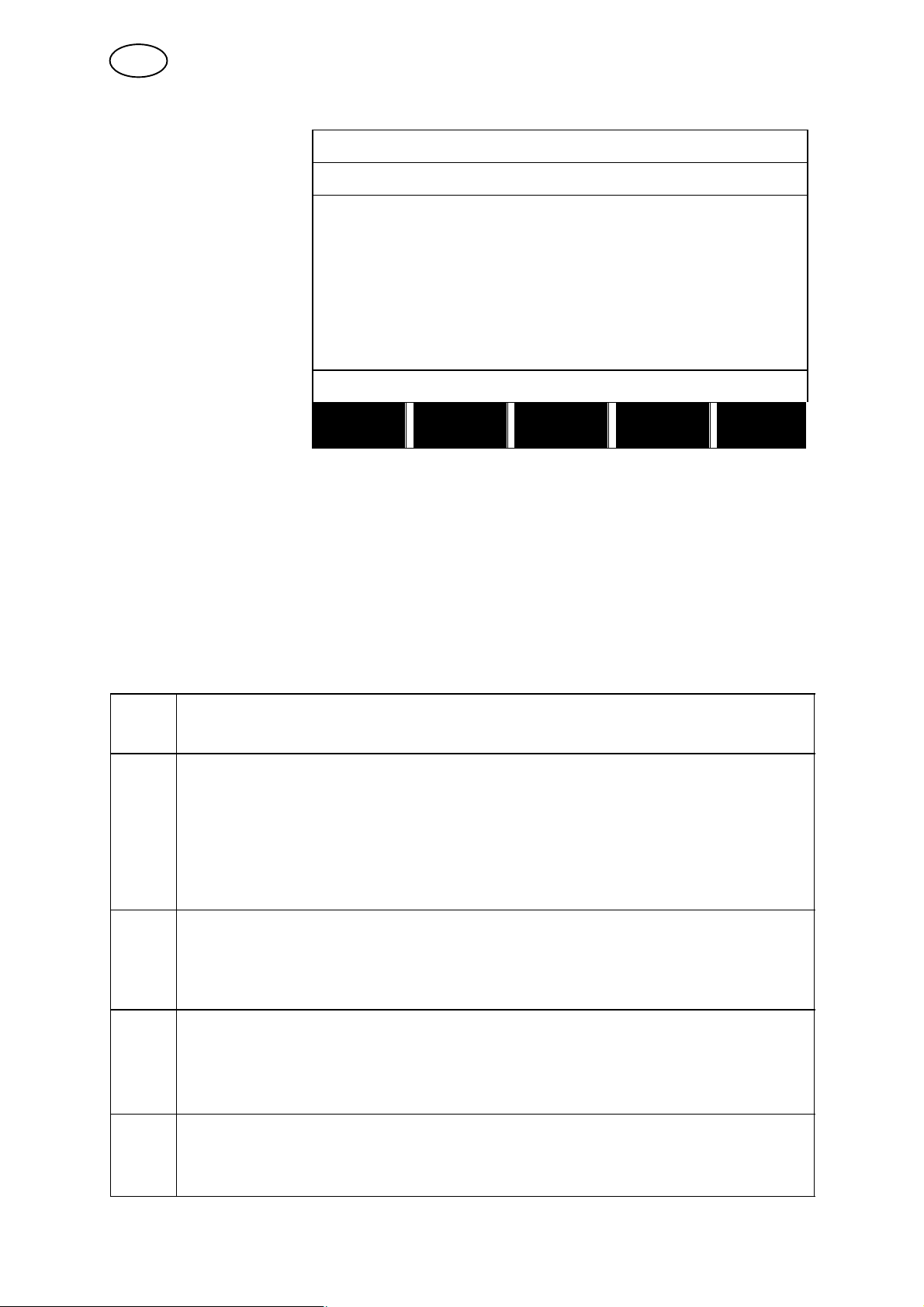
1.1 Panel de control
1 Menú
2 Mando para mover el
cursor (mando
posicionador)
3 ENTER
4 Piloto verde; se enciende
cuando la función está
activa
5 Inicio de la soldadura
6 Fin de la soldadura
7 Mando para ajustar la velocidad de
desplazamiento en el menú de medidas y, en otros menús, para aumentar o
reducir los valores definidos (mando de ajuste)
8 Desplazamiento manual
9 Alimentación manual de hilo abajo
10 Mando para ajustar la tensión de arco en el menú de medidas y, en otros menús,
para aumentar o reducir los valores definidos (mando de ajuste)
11 Avance rápido
12 Desplazamiento manual
13 Mando para ajustar la corriente de soldadura / velocidad de alimentación de hilo
en el menú de medidas y, en otros menús, para aumentar o reducir los valores
definidos (mando de ajuste)
bi24d1ca
- 4 -
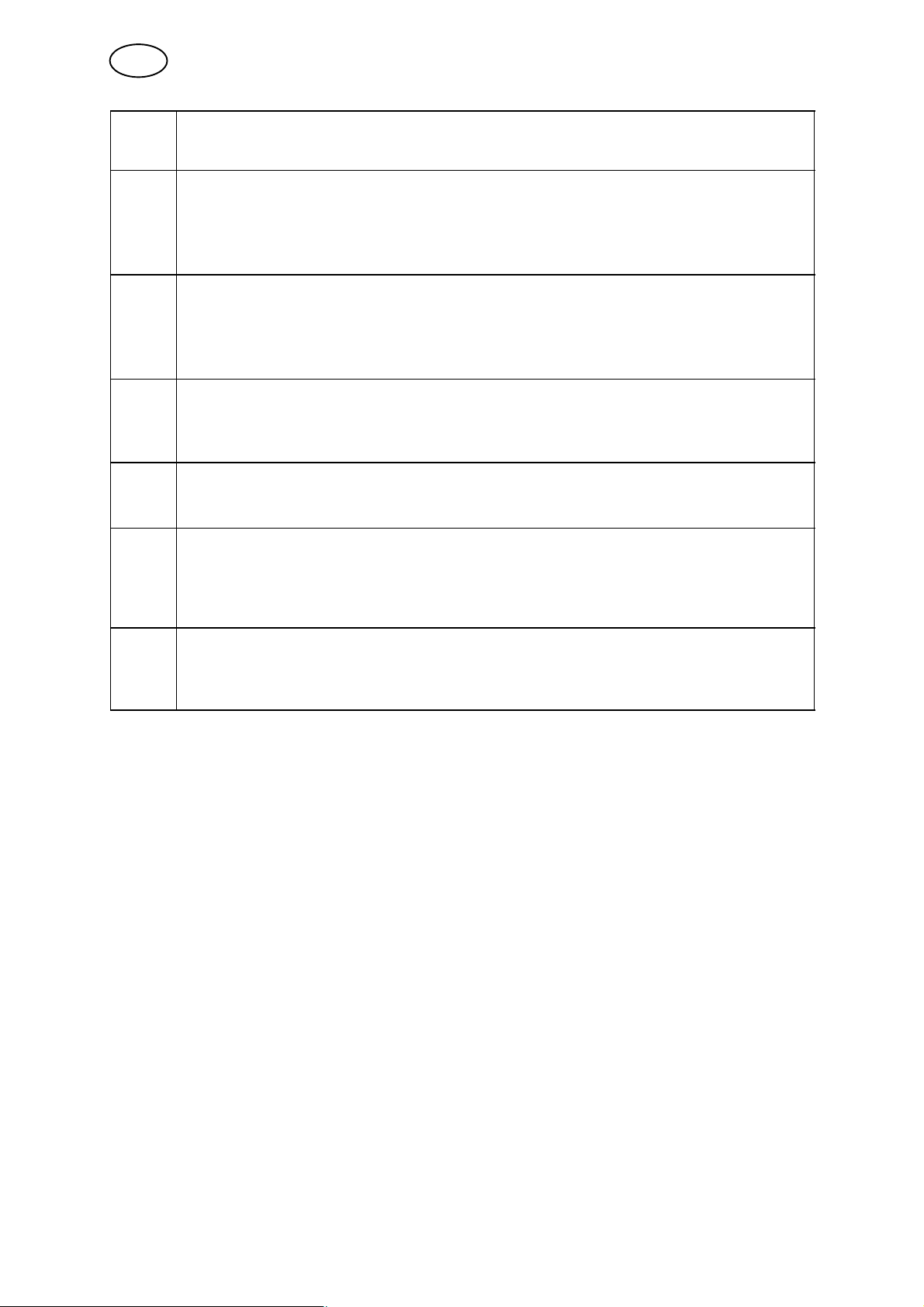
ES
14 Parada de emergencia
15 Alimentación manual de hilo arriba
16 Teclas dinámicas
17 Pantalla
1.1.1 Teclas y mandos
Menú
La tecla Menú le devuelve siempre al menú principal del procedimiento de soldadura
correspondiente:
SAW
PROCESS SAW
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
FAST
SET MEASURE MEMORY
MODE
ENTER
La tecla ENTER confirma una selección.
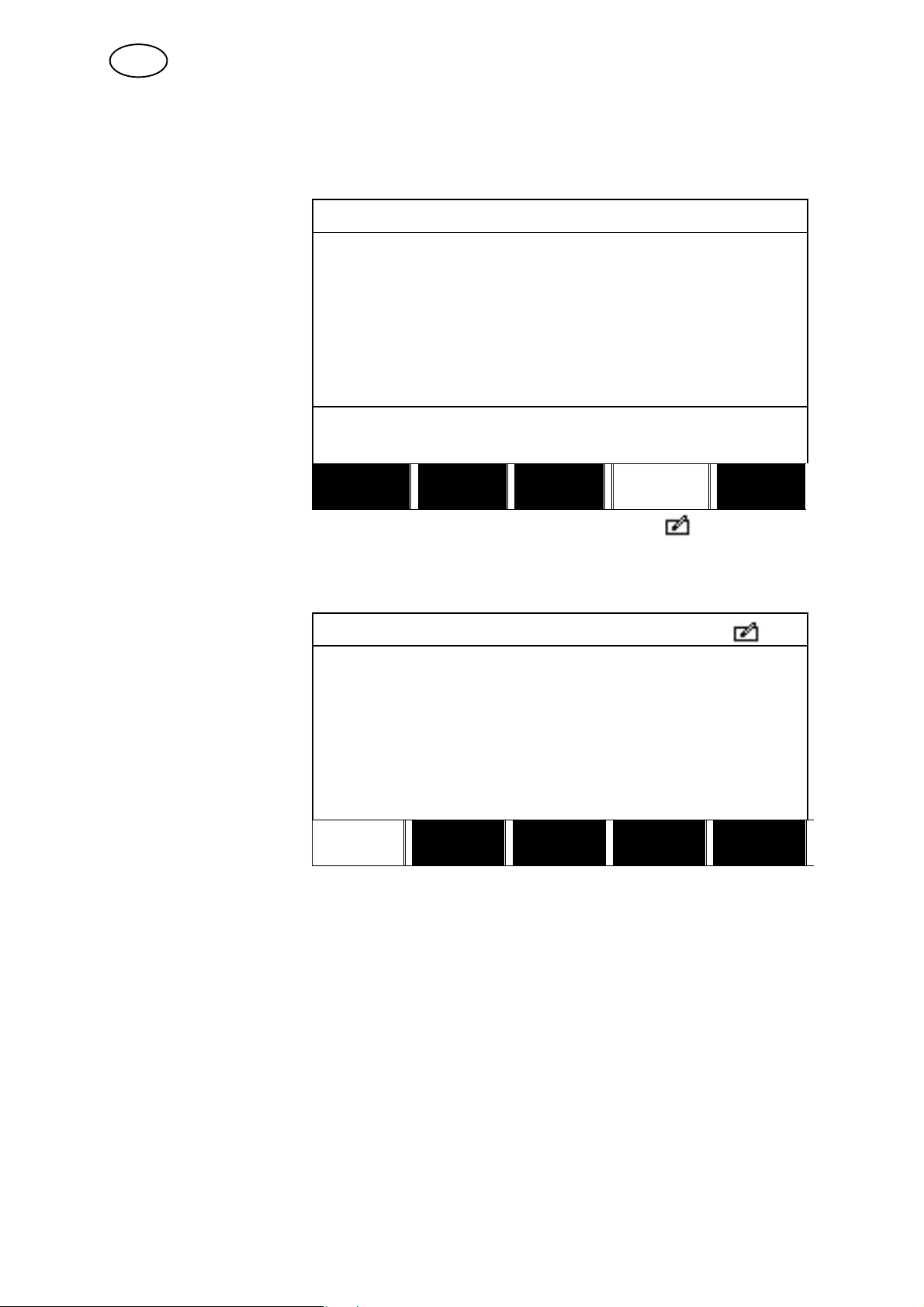
Teclas dinámicas
La cinco teclas (S1 - S5) situadas debajo de la pantalla tienen diferentes funciones.
Son teclas «dinámicas», lo que significa que pueden tener funciones diferentes
según el menú en el que se esté. La función asignada en cada momento aparece
indicada en el texto que se muestra en la línea inferior de la pantalla. Cuando la
función está activa, el cuadro de texto de la pantalla se pone en blanco.
Alimentación de hilo arriba
Esta tecla permite enrollar el hilo sin tensión de arco, por ejemplo, para cambiar la
bobina. El hilo se desplaza mientras se mantiene pulsada la tecla.
Alimentación de hilo abajo
Esta tecla permite desenrollar hilo sin tensión de arco. El hilo se desplaza mientras
se mantiene pulsada la tecla.
bi24d1ca
- 5 -

ES
Desplazamiento
Tecla para desplazamiento en la dirección de soldadura que indica el símbolo del
equipo de soldadura. Para detener el desplazamiento, pulse , o .
El LED se ilumina durante el desplazamiento.
Desplazamiento
Tecla para desplazamiento en la dirección de soldadura que indica el símbolo del
equipo de soldadura. Para detener el desplazamiento, pulse , o .
El LED se ilumina durante el desplazamiento.
Desplazamiento rápido
Tecla de avance rápido tanto para alimentación de hilo como para desplazamiento.
El LED se ilumina durante el avance rápido.
Inicio de la soldadura
Esta tecla permite iniciar la soldadura.
Fin de la soldadura
Esta tecla detiene la soldadura sean cuales sean el desplazamiento y el motor
seleccionados.
Mando posicionador
El mando situado arriba a la derecha se denomina “mando posicionador” en el
manual de instrucciones y se usa para situar el cursor en el punto de la pantalla
deseado.
Mando de ajuste
Los tres mandos situados en la parte inferior del panel se denominan “mandos de
ajuste” en el manual de instrucciones y se usan para modificar los valores definidos
en el panel.
bi24d1ca
- 6 -

ES
1.2 Primer paso
1.2.1 Elección del idioma
Cuando se enciende el equipo por primera vez, se muestra el menú siguiente:
SAW: CA
|
A 450 Amp
V 30.0 Volt
|
|
|
|
|
50 cm/min
GAS /
NONE NONE
A la entrega, el panel de control tiene seleccionado el idioma inglés. Siga estas
instrucciones para cambiar el idioma:
Pulse la tecla Menú para acceder al menú principal.
Coloque el cursor en la
línea CONFIGURA
CIÓN (CONFIGURA
TION) con el mando
posicionador.
Pulse ENTER para confirmar.
FLUX NONE
SAW
PROCESS SAW
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
SET MEASURE MEMORY
2ND
FUNCT
FAST
MODE
bi24d1ca
- 7 -
ES
Coloque el cursor en la
línea IDIOMA (LAN
GUAGE). Pulse EN
TER para acceder a
una lista de los idiomas
disponibles en el panel
de control.
CONFIGURATION
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
Coloque el cursor en la línea correspondiente a su
idioma y pulse ENTER.
1.2.2 Unidades de medida
NORSK
POLSKI
PORTUGUES
SUOMI
SVENSKA
CHINESE
QUIT
|
|
|
A la entrega, el panel de control tiene seleccionado el sistema métrico. Siga estas
instrucciones para seleccionar otro:
Pulse la tecla Menú para acceder al menú principal.
Coloque el cursor en la
línea CONFIGURA
CIÓN (CONFIGURA
TION) con el mando
posicionador.
SAW
PROCESS SAW
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
FAST
SET MEASURE MEMORY
MODE
Pulse ENTER para confirmar.
bi24d1ca
- 8 -

ES
Coloque el cursor en la
línea CONFIGURA
CIÓN GENERAL (GE
NERAL CONFIGURA
TION).
CONFIGURATION
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
Pulse ENTER para confirmar.
Coloque el cursor en la
línea UNIDADES (UNIT
OF LENGTH). Pulse
ENTER para acceder a
una lista de las unida
des de medida disponi
bles en el panel de
GENERAL CONFIGURATION
FAST MODE SOFT BUTTONS 1
QUALITY DATA LOG TO FILE ON
SOFT KEYS SETUP"
AUTO SAVE MODE OFF
UNIT OF LENGTH METRIC
control.
QUIT
Coloque el cursor en la línea correspondiente a las unidades
adecuadas y pulse ENTER.
1.3 Pantalla
SAW
PROCESS SAW
REGULATION TYPE CW
WIRE TYPE Fe SOLID
WIRE DIMENSION 0.8 mm
CONFIGURATION"
TOOLS"
QUIT
METRIC
INCH.
bi24d1ca
SET MEASURE MEMORY
- 9 -
FAST
MODE
ES
Cursor
El cursor del panel de control se muestra como un campo negro que rodea el texto
seleccionado, que aparece en color blanco. En el manual de instrucciones, el cursor
se muestra en negrita.
Cuadros de texto
En la parte inferior de la pantalla hay cinco cuadros de texto que describen la
función activa de las cinco teclas dinámicas situadas inmediatamente debajo de
ellos.
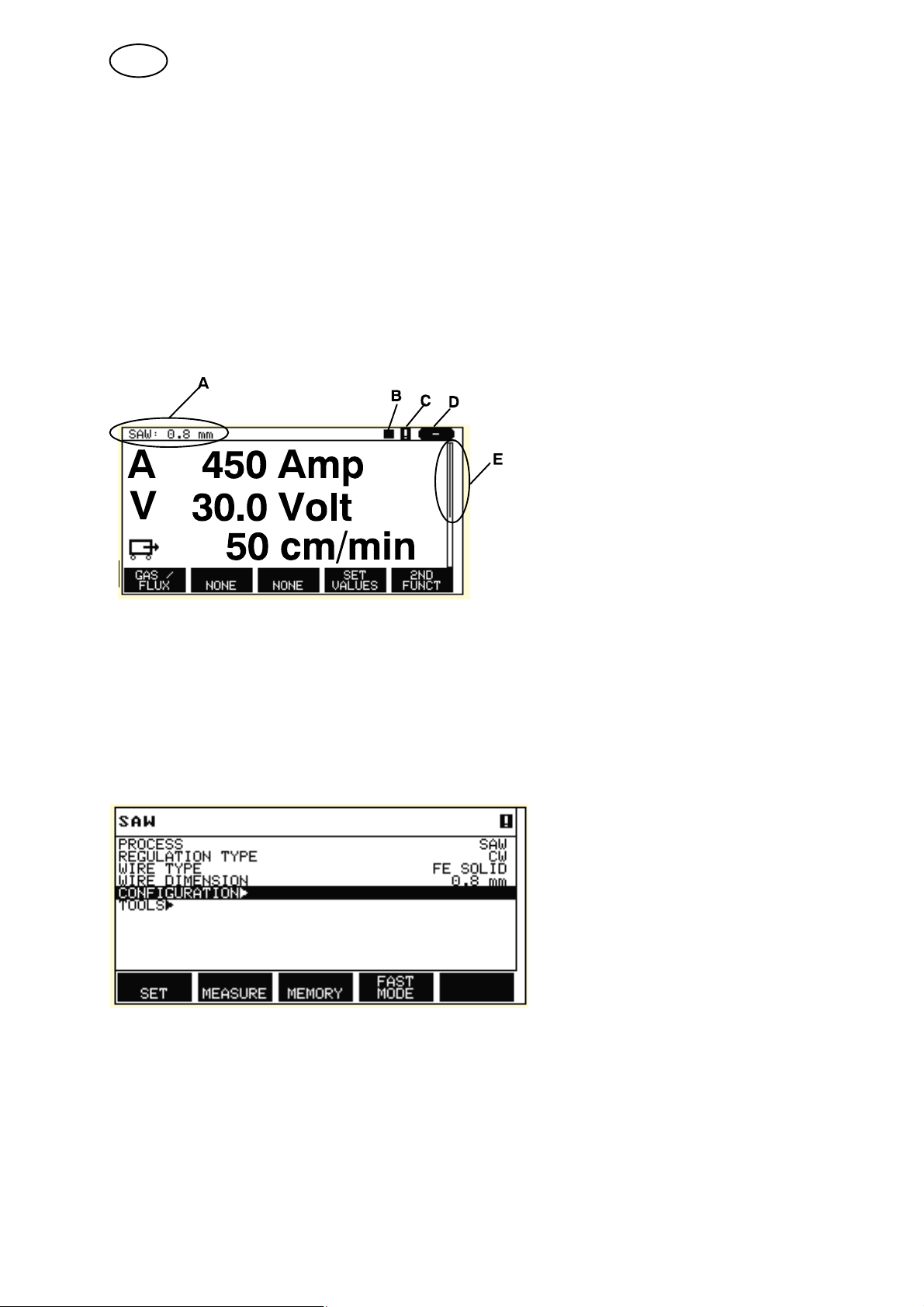
1.3.1 Símbolos de la pantalla
A Juego de datos de soldadura
seleccionado
B Dirección de soldadura
C Indicación de fallo. Consulte el
apartado 9.1
D Número de la posición de memoria
recuperada
E Barra de desplazamiento. Indica
que el menú incluye más
información
Flechas
Cuando una línea incluye más información de la que aparece en pantalla, se indica
con una flecha negra " a la derecha del texto.
1.4 Información general sobre los ajustes
Existen tres tipos de ajustes:
S Ajuste de valores numéricos
S Ajuste con listas de opciones
S Ajuste ON/OFF
bi24d1ca
- 10 -

ES
1.4.1 Ajuste de valores numéricos
Los mandos de ajuste permiten aumentar o reducir los valores definidos cuando
éstos son numéricos. En el menú de medidas, se usan los mandos de corriente de
soldadura / velocidad de alimentación de hilo, tensión de arco o velocidad de
desplazamiento.
1.4.2 Ajuste con listas de opciones
Algunos ajustes se hacen seleccionando una opción en una lista.
A continuación se muestra un ejemplo de lista:
SAW
GMAW
GOUGING
El cursor está situado en la línea SAW. Si pulsa ENTER en esta línea, se
seleccionará la opción SAW. Si desea seleccionar otra opción, coloque el cursor en
la línea correspondiente subiendo o bajando por la lista con el mando posicionador.
Luego pulse ENTER. Para salir de la lista sin seleccionar ninguna de sus opciones,
pulse SALIR (QUIT).
1.5 SALIR y ENTER
La tecla “dinámica” situada más a la derecha se usa principalmente para SALIR
(QUIT), aunque ocasionalmente tiene asignadas otras funciones.
S SALIR devuelve al menú o la imagen anterior.
S ENTER ejecuta la opción seleccionada en un menú o una lista.
La tecla se denomina ENTER en este manual.
2 MENÚS
El panel de control incluye varios menús:
S Menú principal
S Menú de configuración
S Menú de herramientas
S Menú de ajuste de datos de soldadura
S Menú de medidas
S Menú de memoria de datos de soldadura
S Menú de modo rápido
En la página 57 y siguientes puede consultar toda la estructura de menús. Durante
el arranque, se muestra durante unos instantes una pantalla inicial con información
sobre la versión de programa instalada.
bi24d1ca
- 11 -

ES
Pantalla inicial
2.1 Menú principal
En el MENÚ PRINCI
PAL puede modificar el
procedimiento de sol
dadura, el tipo de hilo,
el método de control,
etc.
Este menú también le
da acceso a otros sub
SAW
PROCESS SAW
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 0.8 mm
CONFIGURATION"
TOOLS"
menús.
SET MEASURE MEMORY
2.1.1 Menú de configuración
Menú principal Configuración
En el menú CONFIGU
RACIÓN (CONFIGU
RATION) puede
cambiar el idioma, la
contraseña, la
configuración general,
la configuración de la
máquina, etc.
CONFIGURATION
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
FAST
MODE
bi24d1ca
QUIT
- 12 -
ES
2.1.2 Menú de herramientas
Menú principal Herramientas
Desde el menú
HERRAMIENTAS
(TOOLS) puede
transferir archivos, ver
estadísticas de calidad
y producción, listados
de errores, etc.
TOOLS
ERROR LOG"
EXPORT / IMPORT"
FILE MANAGER"
SETTING LIMIT EDITOR"
MEASURE LIMIT EDITOR"
PRODUCTION STATISTICS"
QUALITY FUNCTIONS"
CALENDAR"
USER ACCOUNTS"
UNIT INFORMATION"
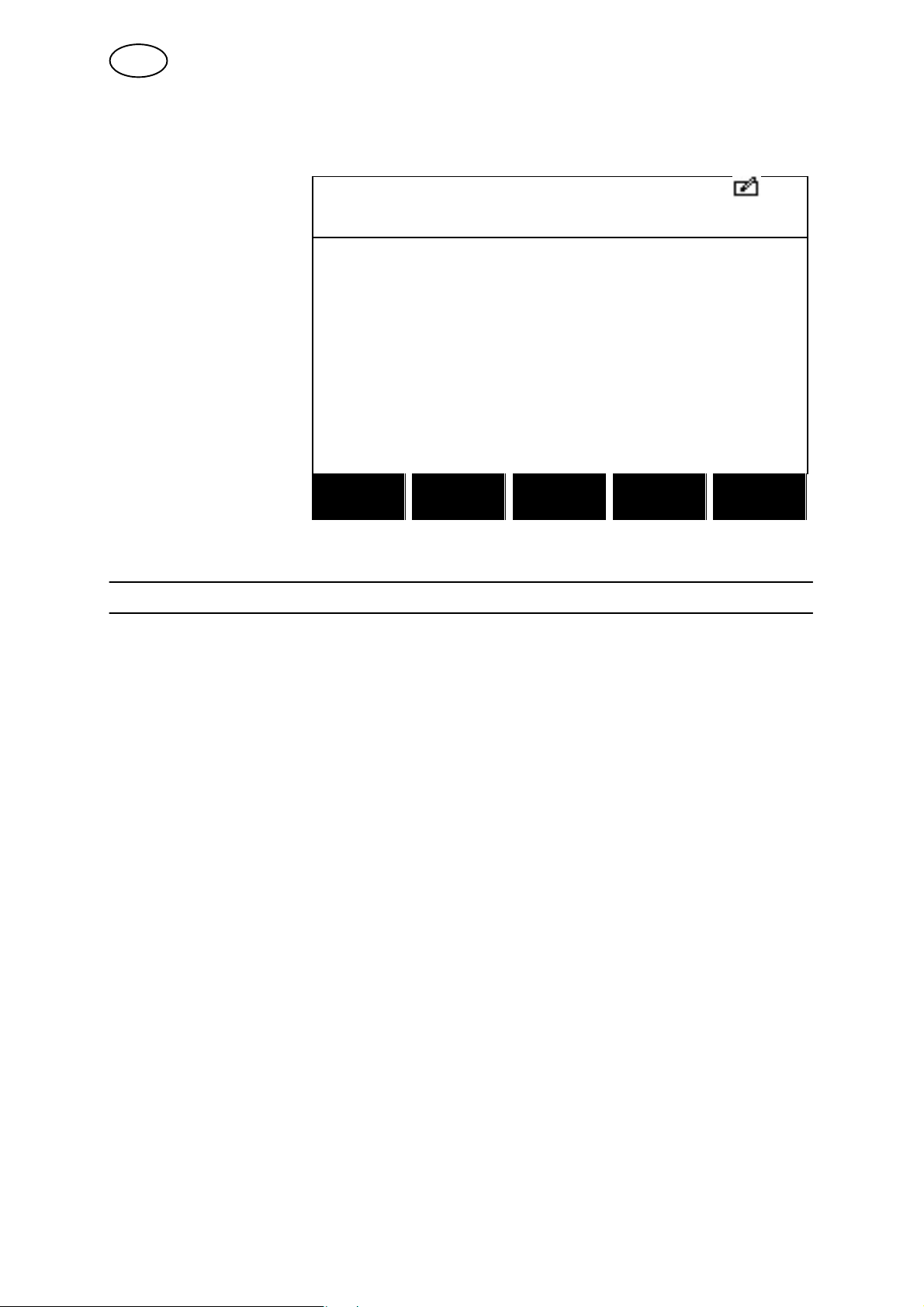
2.1.3 Menú de ajuste de datos de soldadura
Menú principal
El menú de datos de
SAW WELD DATA SETTING
soldadura, al que se
accede pulsando la
tecla AJUSTE (SET),
puede modificar
distintos parámetros de
soldadura. El menú
presenta diferentes
aspectos según el
procedimiento de
soldadura selecciona
do.
VOLTAGE 20.5 V
CURRENT 395 A
TRAVEL SPEED 0 cm/min
DIRECTION J
START DATA"
STOP DATA"
DYNAMIC REGULATION AUTO
SETTING LIMITS"
MEASURE LIMITS"
QUIT
bi24d1ca
QUIT
- 13 -

ES
2.1.4 Menú de medidas
Menú principal
En MEDIDA (MEASURE) puede ver valores medidos de varios parámetros de
soldadura mientras realiza la soldadura.
A 450 AMP
Corriente de soldadura
medida
30.0 Volt
Tensión de arco
medida
50 cm/min
Velocidad de desplaza
miento medida
300 cm/min
Velocidad de alimenta
ción de hilo medida
30 kJ/cm
SAW: CW
A 450 Amp
V 30.0 Volt
50 cm/min
GAS /
NONE NONE
SAW: CW
FLUX NONE
FUNCT
50 cm/min
|
|
|
|
|
|
2ND
Medida de la energía
por unidad de longitud.
Se obtiene a partir de
los valores selecciona
dos de corriente de
soldadura, tensión de
arco y velocidad de
desplazamiento
Los valores medidos permanecen en pantalla incluso una vez terminada la
soldadura.
Además, puede pasar a otros menús sin que se pierdan.
Los mandos de ajuste le permiten modificar los parámetros de soldadura de la
pantalla de medidas.
Si modifica el valor definido mientras no se está soldando, el valor medido cambia a
cero.
300 cm/min
30.0 kJ/cm
GAS /
NONE NONE
FLUX NONE
2ND
FUNCT
|
|
|
|
|
|
bi24d1ca
- 14 -
ES
En la pantalla Medida también se pueden ver los valores definidos si está activada
la tecla VALORES DEFINID. Para activar esta tecla, consulte el apartado ”Asociar
funciones a teclas” 8.2.3 .
300 cm/min
Velocidad de alimenta
ción de hilo definida
20.0 Volt
Tensión de arco
definida
30 cm/min
Velocidad de desplaza
miento definida
2.1.5 Menú de memoria de datos de soldadura
Menú principal
En el menú MEMORIA
DE DATOS (WELD
DATA MEMORY)
puede guardar,
recuperar, borrar y
copiar varios juegos de
datos. Los juegos de
datos pueden almace
narse en 255 posicio
nes de memoria
diferentes.
SAW: CW
300 cm/min
V 20.0 Volt
30 cm/min
NONE NONE
WELD DATA MEMORY
1 (SAW)
7 (GMAW)
SET
VALUES NONE
|
|
|
|
|
|
2ND
FUNCT
2ND
STORE
Si desea más información, consulte el apartado 7 «Gestión de la memoria».
- 15 -
bi24d1ca
FUNCT QUIT

ES
2.1.6 Menú de modo rápido
Menú principal
En el menú MODO
RÁPIDO (FAST MODE)
puede «asociar» teclas
a posiciones de la
memoria de datos.
Estos ajustes se
realizan en el menú
Configuración. El
número de la posición
de memoria seleccio
nada se muestra en la
esquina superior
derecha.
Si desea más información, consulte el apartado 8.2.1 «Teclas de modo rápido».
A 450 Amp
V 30.0 Volt
50 cm/min
WELD
DATA 1
WELD
DATA 2
WELD
DATA 3
WELD
DATA 4
2ND
FUNCT
16
bi24d1ca
- 16 -

ES
3 SOLDADURA POR ARCO SUMERGIDO
Menú principal Procedimiento soldadura
En la soldadura por arco sumergido (SAW), el arco funde un hilo de aportación
continua. El baño de soldadura se protege con flux.
En el procedimiento SAW puede elegir entre dos métodos de control seleccionando
TIPO DE REGULACIÓN (REGULATION TYPE) con el mando posicionador y
pulsando ENTER. Las opciones disponibles son corriente de soldadura constante
CA o alimentación de hilo constante CW. Encontrará una explicación en los
apartados 6.1 y 6.2.
3.1 Ajustes para soldadura SAW
Parámetro Rango de ajuste En pasos de Valor tras
reset
Tensión de arco* 14 - 50 V 0,1 V (1V) 30 V
Corriente de soldadura* (CA) 0 - 3200 A 1 A 400 A
Velocidad de alim. hilo* (CW) 0 - 2500 cm/min 1 cm/min 300 cm/min
Velocidad de desplazamiento* 0 - 200 cm/min 1 cm/min 50 cm/min
Dirección de soldadura Y - J - J
Datos iniciales
Preflujo de flux 0 - 99,0 s 0,1 s 0 s
Tipo de arranque Directo o Raspado - Directo
Arranque suave del hilo Velocidad auto o definida - Auto
Vel. de arranque suave del hilo 0 - 1000 cm/min 1 cm/min 20 cm/min
Fases de arranque ON u OFF - OFF
Tensión de circuito abierto ON u OFF - OFF
Tensión de circuito abierto
máxima
Datos finales
Postflujo de flux 0 - 99,0 s 0,1 s 0 s
Relleno de cráteres ON u OFF - OFF
Tiempo de relleno de cráteres 0 - 10 s 0,01 s 1 s
Tiempo de postquemado 0 - 10 s 0,01 s 1 s
Fases de parada ON u OFF - OFF
Regulación dinámica Auto u Valores def - Auto
Límites - - Límites de medida - - -
5 - 60 V 0,1 V 50 V
*) El rango de ajuste depende del producto utilizado.
bi24d1ca
- 17 -

ES
4 SOLDADURA POR ARCO METÁLICO CON GAS
Menú principal Procedimiento soldadura
En la soldadura por arco metálico con gas (GMAW), el arco funde un hilo de
aportación continua. El baño de soldadura se protege con gas.
En el procedimiento GMAW puede elegir entre dos métodos de control
seleccionando TIPO DE REGULACIÓN (REGULATION TYPE) con el mando
posicionador y pulsando ENTER. Las opciones disponibles son corriente de
soldadura constante CA o alimentación de hilo constante CW. Encontrará una
explicación en los apartados 6.1 y 6.2.
4.1 Ajustes para soldadura GMAW
Parámetro Rango de ajuste En pasos de Valor tras
reset
Tensión de arco* 14 - 50 V 0,1 V (1V) 30 V
Corriente de soldadura* (CA) 0 - 3200 A 1 A 400 A
Velocidad de alim. hilo* (CW) 0 - 2500 cm/min 1 cm/min 300 cm/min
Velocidad de desplazamiento* 0 - 200 cm/min 1 cm/min 50 cm/min
Dirección de soldadura Y - J - J
Datos iniciales
Preflujo de gas 0 - 99,0 s 0,1 s 2,0 s
Tipo de arranque Directo o Raspado - Directo
Arranque suave del hilo Velocidad auto o definida - Auto
Vel. de arranque suave del hilo 0 - 1000 cm/min 1 cm/min 20 cm/min
Fases de arranque ON u OFF - OFF
Tensión de circuito abierto ON u OFF - OFF
Tensión de circuito abierto
máxima
Datos finales
Postflujo de gas 0 - 99,0 s 0,1 s 2,0 s
Relleno de cráteres ON u OFF - OFF
Tiempo de relleno de cráteres 0 - 10 s 0,01 s 1 s
Tiempo de postquemado 0 - 10 s 0,01 s 1 s
Fases de parada ON u OFF - OFF
Regulación dinámica Auto u Valores def - Auto
Límites - - Límites de medida - - -
5 - 60 V 0,1 V 50 V
*) El rango de ajuste depende del producto utilizado.
bi24d1ca
- 18 -

ES
5 RESANADO
Menú principal Procedimiento soldadura
En el resanado por arco-aire (GOUGING) se usa un electrodo especial formado por
una varilla de carbono recubierta de cobre.
Se forma un arco entre la varilla de carbono y la pieza a soldar, que funde el
material. Se aporta aire para eliminar el material fundido.
En el procedimiento GOUGING puede elegir entre dos métodos de control
seleccionando TIPO DE REGULACIÓN (REGULATION TYPE) con el mando
posicionador y pulsando ENTER. Las opciones disponibles son corriente de
soldadura constante CA o alimentación de hilo constante CW. Encontrará una
explicación en los apartados 6.1 y 6.2.
5.1 Ajustes para resanado
Parámetro Rango de ajuste En pasos de Valor tras
reset
Tensión de arco* 14 - 50 V 0,1 V (1V) 30 V
Corriente de soldadura* (CA) 0 - 3200 A 1 A 400 A
Velocidad de alim. hilo* (CW) 0 - 2500 cm/min 1 cm/min 300 cm/min
Velocidad de desplazamiento* 0 - 200 cm/min 1 cm/min 40 cm/min
Dirección de soldadura Y - J - J
Datos iniciales
Preflujo de aire 0 - 99,0 s 0,1 s 0 s
Tipo de arranque Directo o Raspado - Directo
Arranque suave del hilo Velocidad auto o definida - Auto
Vel. de arranque suave del hilo 0 - 1000 cm/min 1 cm/min 20 cm/min
Fases de arranque ON u OFF - OFF
Tensión de circuito abierto ON u OFF - OFF
Tensión de circuito abierto
máxima
Datos finales
Postflujo de aire 0 - 99,0 s 0,1 s 0 s
Relleno de cráteres ON u OFF - OFF
Tiempo de relleno de cráteres 0 - 10 s 0,01 s 1 s
Tiempo de postquemado 0 - 10 s 0,01 s 1 s
Fases de parada ON u OFF - OFF
Regulación dinámica Auto u Valores def - Auto
Límites - - Límites de medida - - -
5 - 60 V 0,1 V 50 V
*) El rango de ajuste depende del producto utilizado.
bi24d1ca
- 19 -

ES
6 INFORMACIÓN SOBRE LOS PARÁMETROS
6.1 CA, corriente de soldadura constante
La fuente de corriente controla la velocidad de alimentación de hilo, de modo que la
corriente de soldadura pueda ser constante.
- El valor de corriente constante se puede seleccionar en el menú principal.
6.2 CW, alimentación de hilo constante
La corriente de soldadura es el resultado de la velocidad de alimentación de hilo
seleccionada.
- El valor de alimentación de hilo constante se puede seleccionar en el menú
principal.
6.3 Diámetro de hilo / electrodo
La tabla de la página 61 indica los diámetros de hilo / electrodo que se pueden
seleccionar.
Los diámetros seleccionados son determinantes para el procedimiento de arranque
y el relleno de cráteres. Si utiliza diámetros distintos de los indicados en la tabla,
selecciónelos de modo que sean lo más parecidos posible a los de la tabla.
- El diámetro de hilo / electrodo se puede seleccionar en el menú principal.
6.4 Tensión de arco
Cuanto mayor es la tensión de arco, mayor es la longitud del arco, más ancho el
baño de soldadura y más elevada la temperatura a la que se realiza.
La tensión de arco se puede ajustar en la pantalla Medida, el menú de ajuste de
datos de soldadura , o el menú de modo rápido.
6.5 Velocidad de alimentación de hilo
Permite definir la velocidad de alimentación de hilo en cm/minuto.
- La velocidad de alimentación de hilo se puede ajustar en la pantalla Medida, el
menú de ajuste de datos de soldadura , o el menú de modo rápido.
6.6 Velocidad de desplazamiento
La velocidad de desplazamiento indica la velocidad (en cm/min) a la cual deben
desplazarse el sistema de columna y pluma o el carro.
- La velocidad de desplazamiento se puede ajustar en la pantalla Medida, el menú
de ajuste de datos de soldadura , o el menú de modo rápido.
6.7 Dirección de soldadura
Es el desplazamiento en la dirección que indica el símbolo.
- La dirección de desplazamiento se selecciona en el menú de ajuste de datos de
soldadura.
bi24d1ca
- 20 -

ES
6.8 Preflujo de flux
Controla el tiempo durante el cual fluye flux antes de que se forme el arco.
- El preflujo de flux se define en el menú de ajuste de datos de soldadura, en Datos
iniciales.
6.9 Preflujo de gas
Controla el tiempo durante el cual fluye gas de protección antes de que se forme el
arco.
- El preflujo de gas se define en el menú de ajuste de datos de soldadura, en Datos
iniciales.
6.10 Preflujo de aire
Controla el tiempo durante el cual fluye aire antes de que se forme el arco.
- El preflujo de aire se define en el menú de ajuste de datos de soldadura, en Datos
iniciales.
6.11 Tipo de arranque
Hay dos opciones de tipo de arranque:
S Arranque directo, en el que la velocidad de desplazamiento se activa cuando se
forma el arco.
S Arranque raspado, en el que la velocidad de desplazamiento se activa cuando
comienza la alimentación de hilo.
- El tipo de arranque se selecciona en el menú de ajuste de datos de soldadura, en
Datos iniciales.
6.12 Arranque suave del hilo
El arranque suave del hilo se utiliza para ajustar la velocidad del motor del electrodo
en el arranque.
Si, por ejemplo, se introduce 50 en el menú, se define una velocidad de arrastre
suave de 50 cm/min.
El valor predeterminado —”AUTO”— establece una velocidad de arrastre suave
calculada sobre la base de los valores definidos.
- La velocidad de arrastre suave del hilo se define en el menú de ajuste de datos de
soldadura, en Datos iniciales.
bi24d1ca
- 21 -

ES
6.13 Fases de arranque
En las soldaduras con un hilo o un material especial, es posible que tenga que
definir su propia secuencia de arranque. La secuencia de arranque puede influir en
el aspecto del baño de soldadura.
Al activar (ON) la fase de arranque 1,
puede ajustar lo siguiente
S Tiempo (s)
Tiempo de soldadura en fase 1.
S Tensión de arco (%)
Porcentaje de la tensión definida
S Alimentación de hilo (%)
Porcentaje de la velocidad de
alimentación de hilo definida
S Corriente de soldadura (%)
Porcentaje de la corriente de
soldadura definida
S Velocidad de desplazamiento (%)
Porcentaje de la velocidad de
desplazamiento definida
- Las fases de arranque se definen en el menú de ajuste de datos de soldadura, en
Datos iniciales.
Al activar (ON) la fase de arranque 2,
puede ajustar lo siguiente
S Tiempo (s)
Tiempo de soldadura en fase 2.
S Tensión de arco (%)
Porcentaje de la tensión definida
S Alimentación de hilo (%)
Porcentaje de la velocidad de
alimentación de hilo definida
S Corriente de soldadura (%)
Porcentaje de la corriente de
soldadura definida
S Velocidad de desplazamiento (%)
Porcentaje de la velocidad de
desplazamiento definida
6.14 Tensión de circuito abierto máxima (OCV)
ON indica que se puede definir la tensión de circuito abierto.
OFF indica que la tensión de circuito abierto está ajustada al valor de corriente de
soldadura definido.
- La tensión de circuito abierto se define en el menú de ajuste de datos de
soldadura, en Datos iniciales.
6.15 Postflujo de flux
Controla el tiempo durante el cual fluye flux después de que se extinga el arco.
- El postflujo de flux se define en el menú de ajuste de datos de soldadura, en Datos
finales.
6.16 Postflujo de gas
Controla el tiempo durante el cual fluye gas de protección después de que se
extinga el arco.
- El postflujo de gas se define en el menú de ajuste de datos de soldadura, en Datos
finales.
bi24d1ca
- 22 -

ES
6.17 Postflujo de aire
Controla el tiempo durante el cual fluye aire después de que se extinga el arco.
- El postflujo de aire se define en el menú de ajuste de datos de soldadura, en Datos
finales.
6.18 Relleno de cráteres
El relleno de cráteres produce una reducción controlada del calor y el tamaño del
baño de soldadura al final de la soldadura. Así contribuye a evitar que se formen
poros, fisuras térmicas o cráteres en la junta de soldadura.
- El relleno de cráteres se define en el menú de ajuste de datos de soldadura, en
Datos finales.
6.19 Tiempo de postquemado
El tiempo de postquemado es el tiempo que transcurre desde que la velocidad de
alimentación del hilo empieza a disminuir hasta que la fuente de corriente
interrumpe la tensión de arco. Si este periodo de tiempo es demasiado breve, queda
demasiado hilo al terminar la soldadura y existe el riesgo de que el hilo quede
atrapado en el baño de soldadura al solidificarse éste. En cambio, si el tiempo de
postquemado es excesivo, sobra menos hilo, pero aumenta el riesgo de que el arco
salte a la punta de contacto del hilo.
- El tiempo de postquemado se define en el menú de ajuste de datos de soldadura,
en Datos finales.
6.20 Fases de parada
Las fases de parada se utilizan principalmente para configurar el relleno de cráteres.
Al activar (ON) la fase de parada 1,
puede ajustar lo siguiente
S Tiempo (s)
Tiempo de soldadura en fase 1.
S Tensión de arco (%)
Porcentaje de la tensión definida
S Alimentación de hilo (%)
Porcentaje de la velocidad de
alimentación de hilo definida
S Corriente de soldadura (%)
Porcentaje de la corriente de
soldadura definida
Al activar (ON) la fase de parada 2,
puede ajustar lo siguiente
S Tiempo (s)
Tiempo de soldadura en fase 2.
S Tensión de arco (%)
Porcentaje de la tensión definida
S Alimentación de hilo (%)
Porcentaje de la velocidad de
alimentación de hilo definida
S Corriente de soldadura (%)
Porcentaje de la corriente de
soldadura definida
S Velocidad de desplazamiento (%)
Porcentaje de la velocidad de
desplazamiento definida
- Las fases de parada se definen en el menú de ajuste de datos de soldadura, en
Datos finales.
bi24d1ca
S Velocidad de desplazamiento (%)
Porcentaje de la velocidad de
desplazamiento definida
- 23 -

ES
6.21 Regulación dinámica
La función de regulación dinámica ha sido desarrollada para la soldadura con
electrodo múltiple y modifica las caracteristicas de la fuente de corriente. Las
características de la fuente de corriente se calculan a partir de los datos de hilo
definidos.
- La regulación dinámica se selecciona en el menú de ajuste de datos de soldadura.
6.22 Límites
Si desea información sobre los límites, consulte el apartado 9.4 ”Edición de
parámetros”
6.23 Límites de medida
Si desea información sobre los límites de medida, consulte el apartado 9.5 ”Edición
de parámetros de medida”
7 GESTIÓN DE LA MEMORIA
7.1 Método de funcionamiento del panel de control
Se puede decir que el panel de control comprende dos unidades: la memoria de
trabajo y la memoria de datos.
Guardar
Memoria de trabajo Memoria de datos de soldadura
Recuperar
En la memoria de trabajo se crea un juego de datos de soldadura que se puede
almacenar en la memoria de datos.
Durante la soldadura, el contenido de la memoria de trabajo controla siempre el
procedimiento, pero siempre es posible recuperar un juego de datos de la memoria
de datos y transferirlo a la memoria de trabajo.
Tenga en cuenta que la memoria de trabajo siempre contiene los parámetros del
juego de datos más reciente. Estos parámetros se pueden recuperar de la memoria
de datos o se pueden modificar de forma individual. Dicho de otro modo, la
memoria de trabajo nunca está vacía ni “a cero”.
Menú principal MEMORIA Memoria de datos
WELD DATA MEMORY
bi24d1ca
STORE
2ND
FUNCT QUIT
- 24 -

ES
En el panel de control se pueden guardar hasta 255 juegos de datos de soldadura.
Cada juego recibe un número del 1 al 255.
También es posible borrar, copiar, modificar y nombrar juegos de datos, así como
recuperar un juego de datos en la memoria de trabajo.
7.2 Guardar
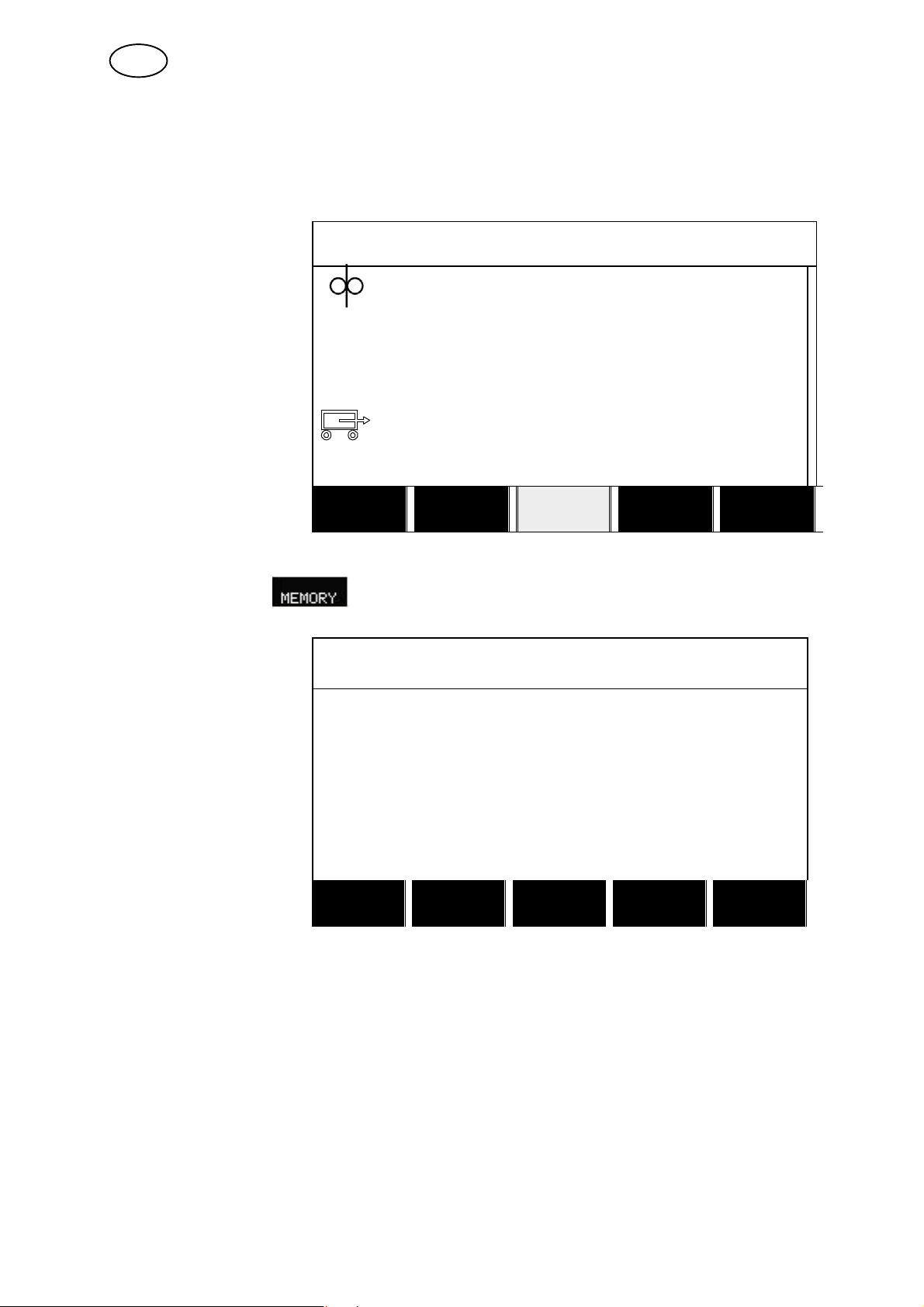
Si la memoria de datos está vacía, aparece la siguiente pantalla.
Para guardar un juego
WELD DATA MEMORY
de datos (en la posición
de memoria 5): Pulse
GUARDAR (STORE).
Se muestra la posición
1. Gire uno de los man
dos de ajuste hasta
que aparezca la
posición 5. Pulse
GUARDAR (STORE).
STORE
Aparece la siguiente pantalla.
El juego de datos se ha
guardado como núme
ro 5.
WELD DATA MEMORY
5 - (SAW)
2ND
FUNCT QUIT
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
DELETE
2ND
FUNCT QUIT
En la parte inferior de la pantalla se muestra parte del contenido del juego de datos
número 5.
bi24d1ca
- 25 -
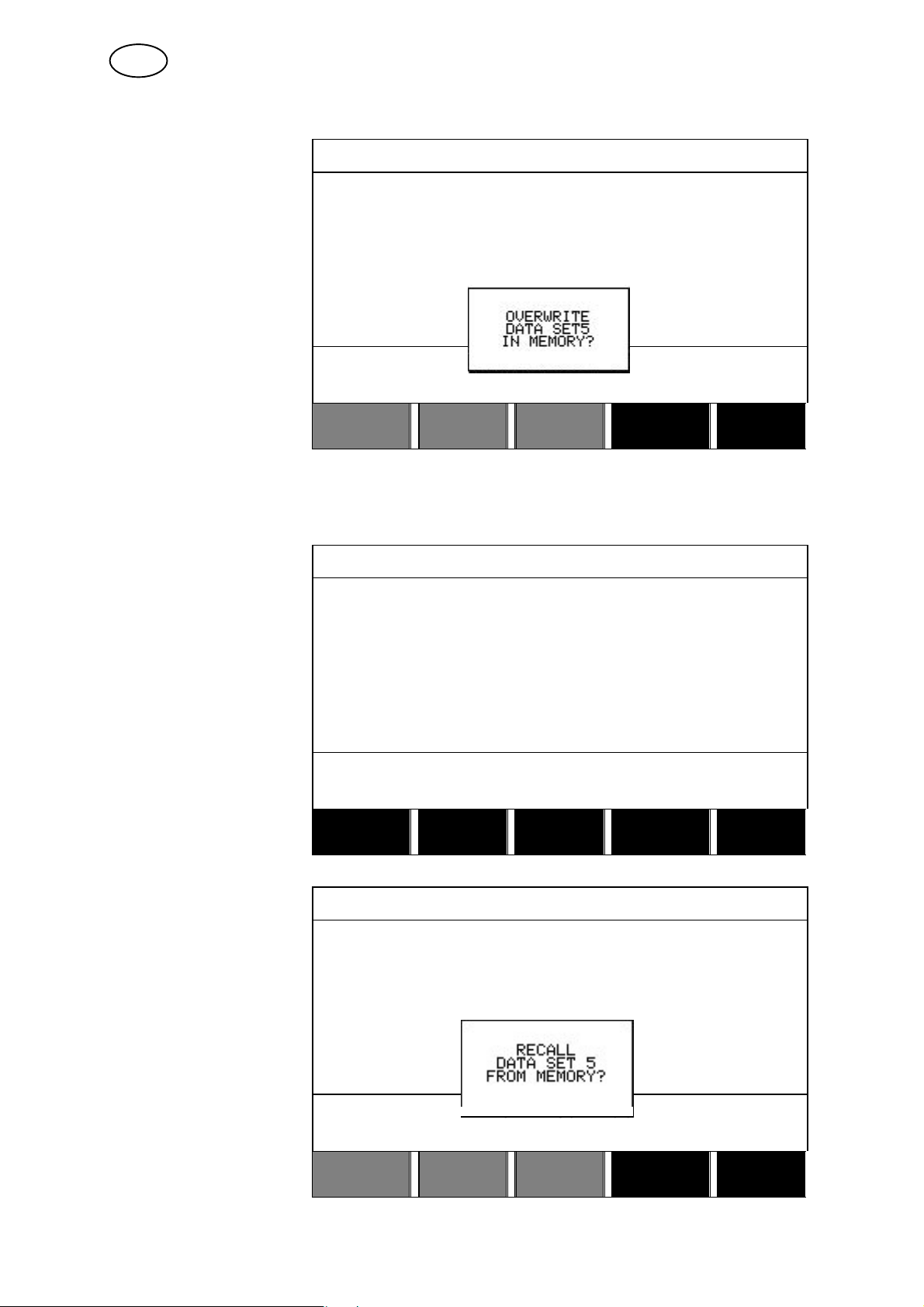
ES
Si ya hay un juego de
datos guardado en la
ubicación selecciona
WELD DATA MEMORY
5 - (SAW)
da, se le preguntará si
desea sobreescribirlo o
no: SÍ (YES), NO (NO).
SAW: CA: FE SOLID: 3.0 mm
Vuelva al menú Memoria pulsando NO (NO).
7.3 Recuperar
Vamos a recuperar un
juego de datos
guardado:
WELD DATA MEMORY
5 - (SAW)
30.0 V: 450 A: 50 cm/min
NO YES
Seleccione la línea con
el mando posicionador.
Pulse RECUPERAR
(RECALL).
Presione SÍ (YES) para
confirmar que desea
recuperar el juego de
datos número 5.
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
WELD DATA MEMORY
5 - (SAW)
DELETE
2ND
FUNCT QUIT
bi24d1ca
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
NO YES
- 26 -
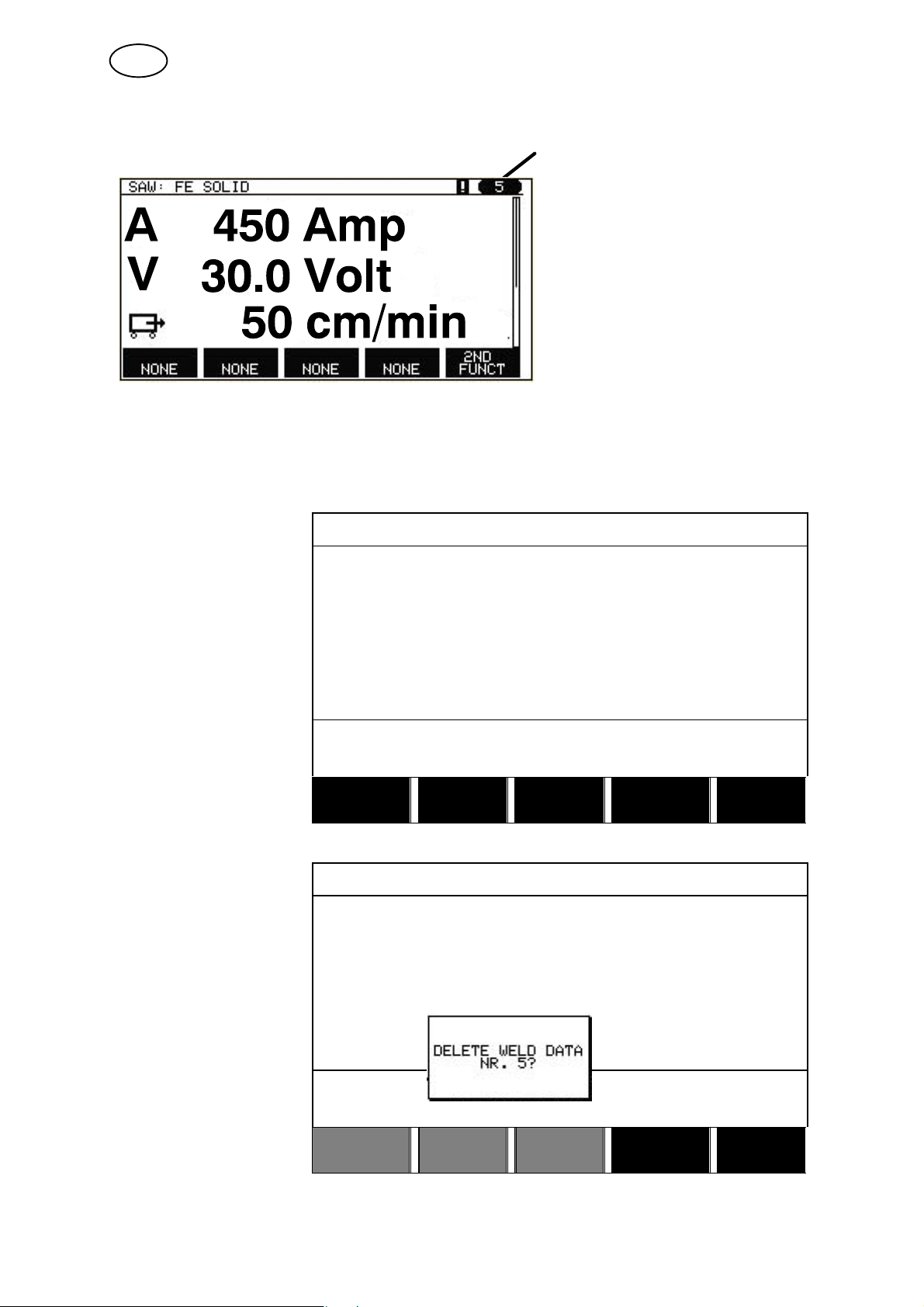
ES
Este icono de la pantalla Medida indica la
posición de memoria que se ha recuperado.
7.4 Borrar
Si desea borrar uno o más juegos de datos, puede hacerlo desde el menú Memoria.
Para borrar un juego de
datos:
Seleccione el juego de
datos. Pulse BORRAR
(DELETE).
Pulse SÍ (YES) para
confirmar que desea
borrar el juego de da
tos.
WELD DATA MEMORY
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
WELD DATA MEMORY
5 - (SAW)
DELETE
2ND
FUNCT QUIT
bi24d1ca
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
NO YES
- 27 -

ES
7.5 Copiar
Para copiar el contenido de un juego de datos en otra posición de la memoria, siga
estos pasos:
Pulse 2A FUNCIÓN
(2ND FUNCT).
Seleccione la posición
de memoria que desee
copiar y pulse COPIAR
(COPY).
WELD DATA MEMORY
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
WELD DATA MEMORY
5 - (SAW)
DELETE
2ND
FUNCT QUIT
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPY RENAME
EDIT
2ND
FUNCT QUIT
bi24d1ca
- 28 -
ES
Vamos a copiar el contenido de la posición de memoria 5 en la posición 50.
Seleccione la posición
de memoria 5 y des
plácese con uno de los
mandos de ajuste
WELD DATA MEMORY
1 -
5 - (SAW)
hasta la posición de
memoria seleccionada,
en este caso, la
posición 50.Pulse SÍ
(YES).
COPY
DATA SET 5 TO POSITION: 50
NO YES
El juego de datos número 5 se ha copiado en la posición de memoria número 50.
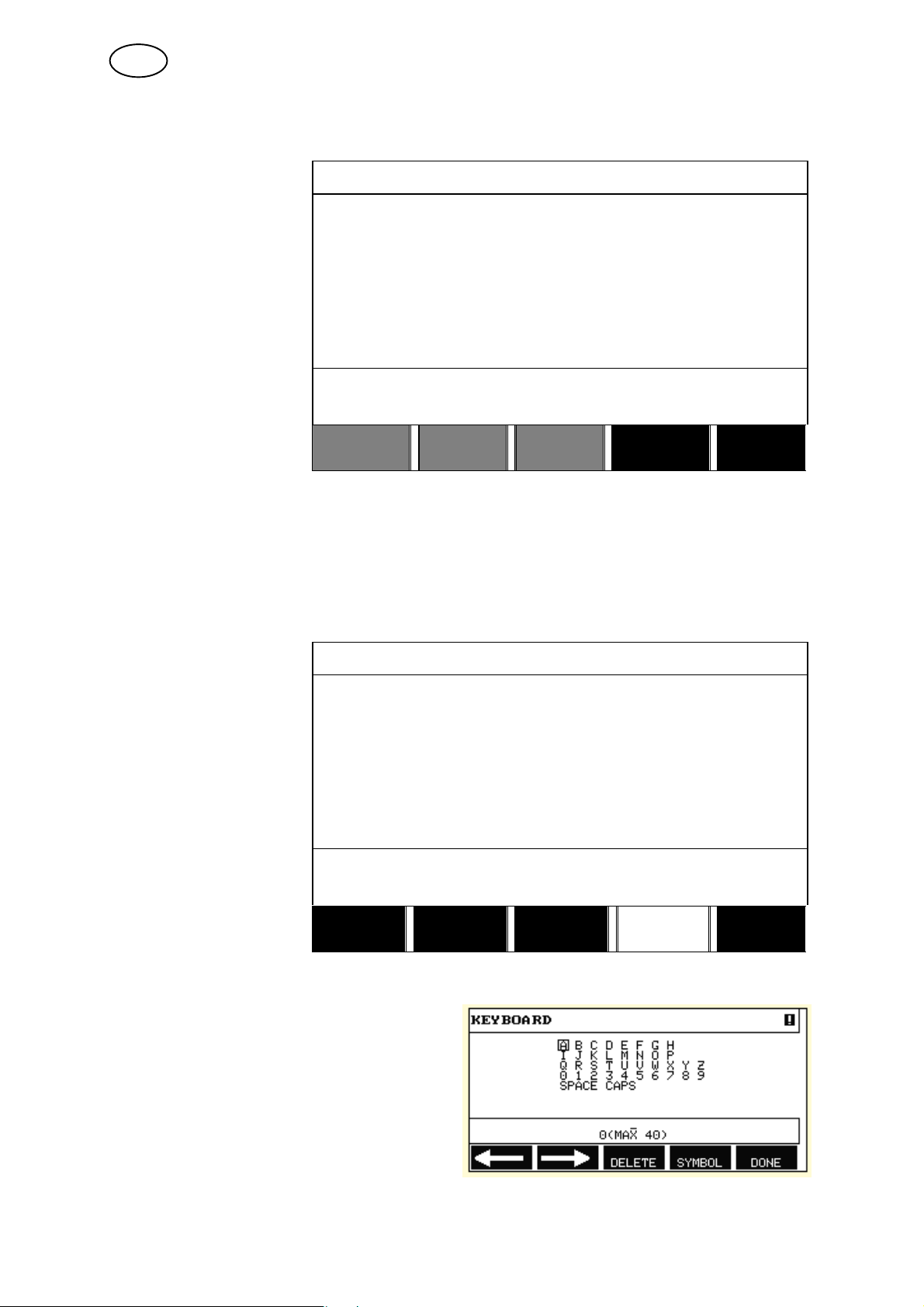
7.6 Nombrar
Para asignar un nombre a un juego de datos, siga estos pasos:
Pulse 2A FUNCIÓN
(2ND FUNCT). Selec
cione la posición de
memoria a la que
WELD DATA MEMORY
5 - (SAW)
50 -
desee cambiar el nom
bre y pulse
RENOMBRAR
(RENAME).
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPY RENAME
EDIT
2ND
FUNCT QUIT
Aparece entonces un teclado que se usa de la manera siguiente:
S Coloque el cursor sobre el carácter
deseado con las teclas de flecha y el
mando posicionador. Pulse LISTO
(DONE). Introduzca una cadena de
texto completa de hasta 40
caracteres del mismo modo.
S Pulse LISTO (DONE) para guardarla.
El nombre guardado aparece en la
lista.
bi24d1ca
- 29 -
ES
7.7 Editar
Para editar el contenido de un juego de datos, siga estos pasos:
Pulse 2A FUNCIÓN
(2ND FUNCT). Selec
cione la posición de
WELD DATA MEMORY
5 - (SAW)
memoria que desee
editar y pulse EDITAR
(EDIT).
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPY
EDIT
2ND
FUNCT QUIT
Aparece en pantalla parte del menú principal, junto con el símbolo , que indica
que está en modo edición.
Pulse AJUSTE (SET) y
realice los cambios
necesarios.
SAW
REGULATION TYPE CA
WIRE TYPE SS FLUX CORED
WIRE DIMENSION 2.0 mm
bi24d1ca
SET QUIT
- 30 -
ES
Aparecerá el siguiente menú:
A modo de ejemplo
SAW WELD DATA SETTING
cambiamos la corriente
de soldadura de 400 A
a 500 A.
Seleccione la corriente
de soldadura
(CORRIENTE) y
desplácese hasta 500
con uno de los mandos
de ajuste.
Pulse SALIR (QUIT)
VOLTAGE 20.0 V
CURRENT 500 A
TRAVEL SPEED 0 cm/min
DIRECTION J
START DATA"
STOP DATA"
DYNAMIC REGULATION AUTO
SETTING LIMITS"
MEASURE LIMITS"
dos veces.
Los parámetros del juego de datos 5 ya están modificados y guardados.
8 MENÚ CONFIGURACIÓN
QUIT
Menú principal Menú configuración
Este menú contiene los siguientes submenús:
S Idioma, consulte el apartado 1.2.1 ”Elección del idioma”
S Función de bloqueo, consulte el apartado 8.1
S Configuración general, consulte el apartado 8.2
S Configuración máquina, consulte el apartado 8.3
S Longitudes de cable, consulte el apartado 8.4
S Mantenimiento, consulte el apartado 8.5.
S Configuración de red, consulte el apartado 8.6
bi24d1ca
- 31 -

ES
8.1 Función de bloqueo
Menú principal Menú Configuración Función de bloqueo
Si la función de bloqueo está activada, para salir de la pantalla Medidas o del menú
Modo rápido debe introducir una contraseña (código de bloqueo).
CODE LOCK
LOCK STATUS OFF
SET / CHANGE LOCK CODE
QUIT
La función de bloqueo se activa en el menú Configuración.
8.1.1 Estado de bloqueo
La función de bloqueo se puede activar/desactivar en Estado de bloqueo. Si
desactiva la función, el código de bloqueo existente no se borra. Si no hay ningún
código de bloqueo guardado e intenta activar la función de bloqueo, aparece un
teclado que le permite introducir un código de bloqueo nuevo.
Para salir del estado de bloqueo
Si la función de bloqueo está desactivada y está en la pantalla Medida, o en el
menú Modo rápido, puede salir con sólo pulsar SALIR (QUIT) o la tecla MENÚ para
ir al menú principal.
Si la función está activada y trata de salir, aparecerá la siguiente pantalla para
avisarle de que existe una protección con código de bloqueo.
PULSE ENTER PARA CÓDIGO DE BLOQUEO
PRESS ENTER FOR
LOCK CODE...
Puede seleccionar SALIR (QUIT) para cancelar y volver al menú anterior, o seguir
adelante pulsando ENTER e introducir el código de bloqueo.
En este segundo caso aparecerá un teclado para que introduzca el código. Pulse
ENTER después de cada carácter y confirme el código pulsando otra vez ENTER.
bi24d1ca
- 32 -

ES
Aparecerá el siguiente cuadro de texto:
¡UNIDAD DESBLOQUEADA!
Si el código es incorrecto, aparecerá un mensaje de error que le permitirá volver a
intentarlo o regresar al menú original, es decir, la pantalla Medida o el menú Modo
rápido.
Si el código es correcto, todos los bloqueos a otros menús se cancelarán, aunque la
función de bloqueo seguirá activada. Esto significa que puede salir de la pantalla
Medida y el menú Modo rápido temporalmente, y conservar el estado de bloqueo
cuando vuelva a ellos.
8.1.2 Definir/cambiar el código de bloqueo
En DEFINIR/CAMBIAR COD BLOQU puede editar un código de bloqueo ya
existente o introducir uno nuevo. El código de bloqueo puede tener hasta 16
caracteres, entre letras y números.
UNIT UNLOCKED!
8.2 Configuración general
Menú principal Menú Configuración Configuración general
En este menú puede definir los parámetros siguientes:
S Teclas de modo rápido, consulte el apartado 8.2.1
S Listado de calidad a archivo, consulte el apartado 8.2.2
S Asociar funciones a teclas, consulte el apartado 8.2.3
S Modo de autoguardado, consulte el apartado 8.2.4
S Unidades, consulte el apartado 1.2.2 ”Unidades de medida”
8.2.1 Teclas de modo rápido
El menú Modo rápido muestra las teclas dinámicas DATOS SOLDAD 1 (WELD
DATA 1) a DATOS SOLDAD 4 (WELD DATA 4) incluida.
SAW: CA 16
A 450 Amp
V 30.0 Volt
bi24d1ca
50 cm/min
WELD
DATA 1
WELD
DATA 2
- 33 -
WELD
DATA 3
WELD
DATA 4
2ND
FUNCT

ES
Se configuran de la siguiente forma:
Coloque el cursor en la
línea NÚMERO DE TE
CLA (SOFT KEY NUM
BER).
FAST MODE SOFT KEYS
SOFT KEY NUMBER 1
ASSOCIATED WELD DATA 5
SAW: CA: FE SOLID: 0.8 mm
20.0 V: 500 A: 0 cm/min
STORE
DELETE QUIT
Las teclas están numeradas del 1 al 4, de izquierda a derecha. Seleccione la tecla
que desee indicando su número con los mandos de ajuste.
A continuación baje a la línea siguiente, DATOS SOLDADURA ASOCIADOS
(ASSOCIATED WELD DATA). Desde esta línea puede desplazarse por los distintos
juegos de datos de soldadura almacenados en la memoria de datos. Seleccione el
número del juego datos que desee con los mandos de ajuste. Pulse GUARDAR
(STORE) para guardar. Si desea borrar un juego guardado, pulse BORRAR
(DELETE).
8.2.2 Listado de calidad a archivo
La opción LISTADO
CALIDAD A ARCHIVO
(QUALITY DATA LOG
TO FILE) puede acti
varse seleccionando
ON (ON).
GENERAL CONFIGURATION
FAST MODE SOFT BUTTONS 1
QUALITY DATA LOG TO FILE ON
SOFT KEYS SETUP"
AUTO SAVE MODE OFF
UNIT OF LENGTH METRIC
QUIT
Encontrará más información sobre la función de calidad en el apartado 9.7.
8.2.3 Asociar funciones a teclado
Las teclas «dinámicas» del panel de control ya se han descrito en otra parte de este
manual. En la soldadura por arco sumergido (SAW) y en la soldadura por arco
metálico con gas (GMAW), puede definir la función de estas teclas seleccionándola
en una lista de opciones definidas. Hay ocho teclas dinámicas a las que se les
puede asignar una función.
bi24d1ca
- 34 -

ES
Las opciones posibles son las siguientes:
S Ninguna
S Purga de gas / Válvula de flux
S Valores definidos
Se muestran los valores de referencia definidos en lugar de los valores medidos
en la pantalla Medidas.
S Rel 1
Configura la salida de relé nº 1 de la tarjeta de motor, que el usuario puede usar
para cualquier función.
S Dirección Y - J.
S E/S remotas
Se utiliza cuando se desea controlar el módulo PEK y una fuente de corriente de
soldadura desde una unidad de E/S externa.
S Eje externo
Debe activarse cuando se utiliza una unidad de E/S externa para controlar un
virador, por ejemplo.
La pantalla presenta
dos columnas: una con
la TECLA (SOFT
KEYS) y otra con la
FUNCIÓN (FUNC
TION).
SOFT KEYS SETUP
SOFT KEYS FUNCTION
S1 NONE
S2 NONE
S3 NONE
S4 NONE
S1 2ND FUNCT NONE
S2 2ND FUNCT NONE
S3 2ND FUNCT NONE
S4 2ND FUNCT NONE
QUIT
Al asignar funciones a estas teclas, éstas se van numerando desde la izquierda de
la siguiente manera:
2ND
S1 S2 S3 S4
S1 2ND
FUNCT
S2 2ND
FUNCT
S3 2ND
FUNCT
S4 2ND
FUNCT
FUNCT
2ND
FUNCT
bi24d1ca
- 35 -

ES
Para asignar otra función a una tecla, siga estos pasos:
Coloque el cursor en la
línea que tenga el nú
mero de tecla dinámica
deseado y pulse EN
TER. Aparecerá un me
nú desplegable con las
funciones disponibles.
Seleccione una con el
mando posicionador y
pulse ENTER.
SOFT KEYS SETUP
SOFT KEYS FUNCTION
S1 NONE
S2 NONE
S3 NONE
S4 NONE
S1 2ND FUNCT NONE
S2 2ND FUNCT NONE
S3 2ND FUNCT NONE
S4 2ND FUNCT NONE
QUIT
Puede asignar nuevas funciones a las otras teclas del mismo modo, emparejando
un número de tecla de la columna izquierda con una función de la columna derecha.
8.2.4 Modo de autoguardado
Cuando se recupera un juego de datos de soldadura de una posición de la memoria
de datos de soldadura y se modifican los ajustes, los cambios se guardan
automáticamente en la memoria de trabajo cuando se detiene la soldadura, en la
última posición de memoria recuperada.
Si guarda datos de soldadura manualmente en una posición de memoria, el modo
de autoguardado se desactiva.
La posición de memoria en la que está guardado el juego de datos se muestra en la
esquina superior derecha de la pantalla Medida.
8.3 Configuración máquina
Menú principal Menú configuración Configuración máquina
En este menú puede definir los parámetros siguientes:
S Código de producto, consulte el apartado 8.3.1
S Eje de alimentación de hilo, consulte el apartado 8.3.2.
S Eje de velocidad de desplazamiento, consulte el apartado 8.3.3
S Eje externo, consulte el apartado 8.3.4
S Tándem, consulte el apartado 8.3.5.
bi24d1ca
- 36 -

ES
8.3.1 Código de producto
En el menú CÓDIGO
MACHINE CONFIGURATION
DE PRODUCTO (PRO
DUCT CODE) puede
seleccionar la máquina
de soldadura automáti
ca, la columna con plu
PRODUCT CODE A2TFJ1
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM OFF
ma, el virador o el posi
cionador que vaya a
utilizar.
QUIT
Al seleccionar el código de producto, se seleccionan automáticamente el tipo de
motor y la relación de transmisión correctos del producto.
Las opciones disponibles son las siguientes:
S A2TFJ1
Equipo de soldadura automática con carro motorizado A2 para soldadura por
arco sumergido (SAW)
S A2TGJ1
Equipo de soldadura automática con carro motorizado A2 para soldadura por
arco metálico con gas (GMAW)
S A6TFF1
Equipo de soldadura automática con carro motorizado A6 para soldadura por
arco sumergido (SAW)
S FREE 2 AXIS
Configuración opcional para conectar 2 motores a la tarjeta de servomotor, uno
para alimentación de hilo y otro para desplazamiento.
S FREE 3 AXIS
Configuración opcional para conectar viradores, posicionadores o lineales, así
como 2 motores, a la tarjeta de servomotor, uno para alimentación de hilo y otro
para desplazamiento.
bi24d1ca
- 37 -

ES
8.3.2 Eje de alimentación de hilo
El motor de alimentación de hilo se configura automáticamente con arreglo a las
tablas siguientes.
A2TFJ1 A2TGJ1 A6TFF1
Motor 5035 38 RPM 5035 68 RPM VEC4000
Relación transm 1 49:1 49:1 156:1
Relación transm 2 1:1 1:1 1:1
Diam rodillo alim 49 mm 49 mm 49 mm
Pulsos codificad 28 ppr 28 ppr 32 ppr
Vel manual baja 150 cm/min 150 cm/min 150 cm/min
Vel manual alta 300 cm/min 300 cm/min 300 cm/min
FREE 2 AXIS FREE 3 AXIS
Motor VEC 4000 VEC 4000
Relación transm 1 156:1 156:1
Relación transm 2 1:1 1:1
Diam rodillo alim 49 mm 49 mm
Pulsos codificad 32 ppr 32 ppr
Vel manual baja 150 cm/min 150 cm/min
Vel manual alta 300 cm/min 300 cm/min
8.3.3 Eje de velocidad de desplazamiento
El motor de desplazamiento se configura automáticamente con arreglo a las tablas
siguientes.
A2TFJ1 A2TGJ1 A6TFF1
Motor 4030-350 4030-350 FHP258
Relación transm 1 375:10 375:10 24:1
Relación transm 2 51:1 51:1 51:1
Diámetro de rueda 158 mm 158 mm 180 mm
Pulsos codificad 60 ppr 60 ppr 28 ppr
Vel manual alta 200 cm/min 200 cm/min 200 cm/min
FREE 2 AXIS FREE 3 AXIS
Motor VEC 4000 VEC 4000
Relación transm 1 312:1 312:1
Relación transm 2 1:1 1:1
Diámetro de rueda 65 mm 65 mm
Pulsos codificad 32 ppr 32 ppr
Vel manual alta 200 cm/min 200 cm/min
bi24d1ca
- 38 -

ES
8.3.4 Eje externo
Cuando se conecta un virador, un posicionador o un lineal externos, es preciso
seleccionar FREE 3 AXIS.
Cuando se selecciona FREE 3 AXIS, el motor se configura automáticamente con
arreglo a las tablas siguientes.
Virador Lineal Posicionador
Relación transm 1 560:1 560:1 560:1
Relación transm 2 111:22 111:22 111:22
Relación transm 3 1:1 1:1 1:1
Diámetro de rueda 160 mm 160 mm 160 mm
Pulsos codificad 30 ppr 30 ppr 30 ppr
Vel manual alta 200 cm/min 200 cm/min 200 cm/min
Rel frecuencia 85:50 85:50 85:50
Motor 2000 rpm 2000 rpm 2000 rpm
Diámetro soldadura 1000 mm - 1000 mm
Diámetro rodill 1000 mm - -
8.3.5 Tándem
Se usa cuando se suelda con dos cabezales de soldeo.
Coloque el cursor en la
MACHINE CONFIGURATION
línea TÁNDEM (TAN
DEM) y pulse ENTER.
Seleccione ON (ON)
con el mando posicio
nador y pulse ENTER.
PRODUCT CODE A2TFX
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM ON
b WELDING HEAD HEAD
b WELD HEAD OFFSET 20 mm
b WITH I/O ON
QUIT
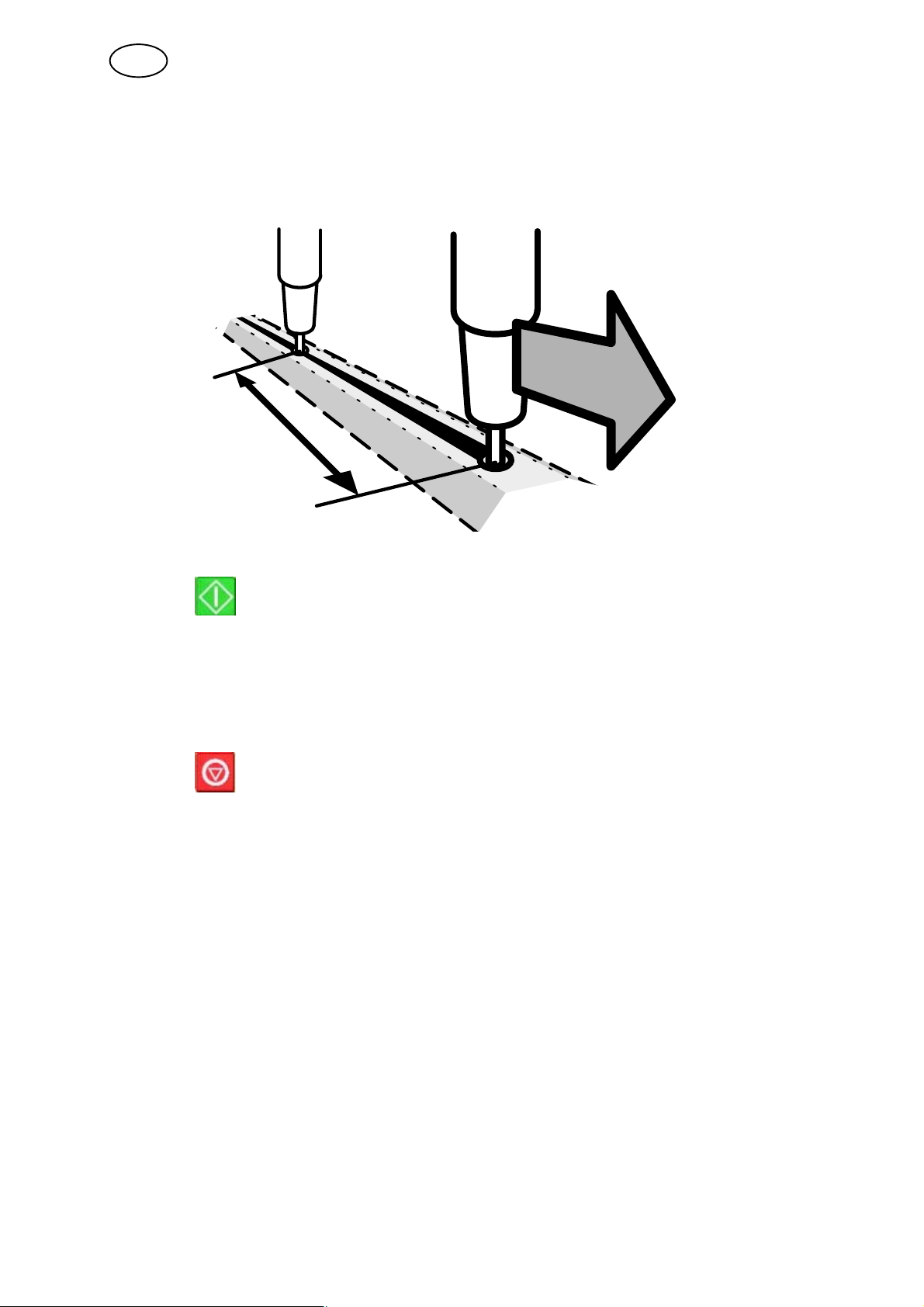
Para soldar con dos cabezales, es preciso definir la función DISTANCIA
CABEZALES (WELD HEAD OFFSET).
DISTANCIA CABEZALES (WELD HEAD OFFSET) es la distancia en milímetros
entre los cabezales de soldeo.
Cuando especifica la distancia entre el cabezal de soldeo 1 —CABEZA (HEAD)— y
el cabezal de soldeo 2 —COLA (TAIL)—, la unidad de control vuelve a calcular el
valor de tiempo entre el momento en que empieza a soldar el cabezal 1 y el
momento en que lo hace el cabezal 2.
El tiempo que puede calcular la unidad de control para la distancia entre el arranque
y la parada de las fuentes de corriente de soldadura es de 65 segundos como
máximo. Por tanto, si se especifica 50 cm/min, el valor máximo que se puede
introducir para DISTANCIA CABEZALES (WELD HEAD OFFSET) es de 2000 mm.
De lo contrario, el tiempo expiraría antes de que el cabezal de soldeo 2 llegara al
punto de inicio.
bi24d1ca
- 39 -

ES
WELD HEAD OFFSET
TAIL HEAD
NOTA:
Asegúrese de que ambas unidades de control tengan definidos los mismos valores
en DISTANCIA CABEZALES (WELD HEAD OFFSET) y de establecer la misma
velocidad de desplazamiento. La unidad de control «maestra» debe definirse como
CABEZA (HEAD) y la «esclava» como COLA (TAIL). El desplazamiento se controla
siempre desde la «maestra».
Especifique los valores para soldar con dos cabezales de la manera siguiente:
Coloque el cursor en la
MACHINE CONFIGURATION
línea CABEZAL DE
SOLDEO (WELDING
HEAD).
Indique si la unidad de
control actuará como
«maestra», CABEZA
(HEAD), o como «es
clava», COLA (TAIL).
PRODUCT CODE A2TFX
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM ON
b WELDING HEAD HEAD
b WELD HEAD OFFSET 20 mm
b WITH I/O ON
QUIT
S Coloque el cursor en la línea DISTANCIA CABEZALES (WELD HEAD OFFSET)
e introduzca la distancia entre los dos cabezales de soldeo.
bi24d1ca
- 40 -

ES
Ejemplo, I/O ON
Cabezal de soldeo 2,
(esclavo)
TAIL HEAD
WELD HEAD OFFSET
Cabezal de soldeo 1,
(maestro)
S Pulse Inicio, para el cabezal de soldeo 1.
S El cabezal de soldeo 1 empieza a soldar.
S El cabezal de soldeo 2 empezará a soldar cuando llegue a la posición de inicio
del cabezal de soldeo 1 (la DISTANCIA CABEZALES (WELD HEAD OFFSET)
definida).
S Pulse Parada, para el cabezal de soldeo 1.
S El cabezal de soldeo 1 deja de soldar pero sigue desplazándose.
S El cabezal de soldeo 2 dejará de soldar cuando llegue al punto en que el
cabezal de soldeo 1 dejó de hacerlo (la DISTANCIA CABEZALES (WELD HEAD
OFFSET) definida).
S La soldadura finaliza.
bi24d1ca
- 41 -
ES
Ejemplo, I/O OFF
Cabezal de soldeo 2,
(esclavo)
TAIL HEAD
WELD HEAD OFFSET
Cabezal de soldeo 1,
(maestro)
S Pulse Inicio, para el cabezal de soldeo 1 y el cabezal de soldeo 2 al mismo
tiempo.
S El cabezal de soldeo 1 empieza a soldar.
S El cabezal de soldeo 2 empezará a soldar cuando llegue a la posición de inicio
del cabezal de soldeo 1 (la DISTANCIA CABEZALES (WELD HEAD OFFSET)
definida).
S Pulse Fin, para el cabezal de soldeo 1 y el cabezal de soldeo 2 al mismo
tiempo.
S El cabezal de soldeo 1 deja de soldar pero sigue desplazándose.
S El cabezal de soldeo 2 dejará de soldar cuando llegue al punto en que el
cabezal de soldeo 1 dejó de hacerlo (la DISTANCIA CABEZALES (WELD HEAD
OFFSET) definida).
S La soldadura finaliza.
bi24d1ca
- 42 -
ES
8.4 Longitudes de cable
La tensión de arco se ve afectada por la impedancia de los cables de soldeo. A su
vez, la impedancia depende de la longitud y la sección de los cables, y también de
la manera en que estén colocados, sobre todo en el caso de la soldadura CA.
La compensación de la caída de tensión en los cables largos se mantiene si se
especifica la longitud real de los cables.
Es preciso indicar la longitud total del cable (cable y conector).
Nota: si usa dos cables, sume la sección de ambos.
Esta función se activa durante el proceso de arranque, antes de que la fuente de
corriente reciba un valor de medida al que se pueda regular.
La opción ”OCV MAX.” desactiva esta función.
8.5 Mantenimiento
Menú principal Menú Configuración Mantenimiento
En este menú puede definir la frecuencia con que debe cambiarse la punta de
contacto. Especifique el número de inicios de soldadura tras el cual será preciso
cambiar la punta de contacto seleccionando la línea INTERV CAMBIO PUNTA
CONTACTO (CONTACT TIP CHANGE INTERVAL) y pulsando ENTER. Modifique el
valor con los mandos de ajuste. Cuando el intervalo definido haya transcurrido, en el
listado de errores se mostrará el código de error 54. Reinicie pulsando RESET
(RESET).
Si selecciona LIMITE TIEMPO FUNCIONAM TOTAL (TOTAL RUNNING TIME
LIMIT) en lugar del número de inicios, se avisa a un técnico autorizado de ESAB.
MAINTENANCE
CONTACT TIP CHANGE INTERVAL 0 Welds
b WELD COUNT 0 Welds
TOTAL RUNNING TIME LIMIT 0d00:00:00
b TOTAL RUNNING TIME 0d00:00:00
RESET
QUIT
bi24d1ca
- 43 -

ES
8.6 Configuración de red
Menú principal Menú configuración Configuración de red
Este menú le permite conectarse a una herramienta administrativa de una red local.
Si desea más información sobre la herramienta administrativa, consulte del manual
de instrucciones del software WELDPOINT. El manual se puede descargar de
www.esab.com.
NETWORK SETTINGS
DHCP ON
IP ADDRESS 172.20.125.74
SUBNET MASK 0.0.0.0.
DEFAULT GATEWAY 0.0.0.0.
HOSTNAME ESAB_W82
QUIT
8.6.1 Descripción del sistema
1 Fuente de corriente de soldadura 4 Herramienta administrativa (Weldpoint)
2 Unidad de alimentación de hilo / Equipo de
soldadura automática
3 Unidad de datos de soldadura, PEK 6 Memoria USB
bi24d1ca
5 Conexión de red
- 44 -

ES
9 HERRAMIENTAS
Menú principal Herramientas
Este menú contiene los siguientes submenús:
S Listado de errores, consulte el apartado 9.1
S Exportar/importar, consulte el apartado 9.2
S Administrador de archivos, consulte el apartado 9.3
S Editor de límites, consulte el apartado 9.4
S Editor de límites de medida, consulte el apartado 9.5
S Estadísticas de producción, consulte el apartado 9.6
S Funciones de calidad, consulte el apartado 9.7
S Calendario, consulte el apartado 9.8
S Cuentas de usuario, consulte el apartado 9.9
S Información de la unidad, consulte el apartado 9.10
9.1 Listado de errores
Menú principal Herramientas Listado de errores
Los códigos de gestión de errores se utilizan para indicar la existencia de un error
en el proceso de soldadura. Se muestran en pantalla mediante un menú
desplegable y un signo de exclamación que aparece en la esquina superior
derecha de la pantalla.
Nota: el desaparece de la pantalla en cuanto se accede al menú de listado de
errores.
Todos los errores que surgen al utilizar el equipo de soldadura se registran como
mensajes de error en el listado de errores. El listado tiene capacidad para 99
mensajes de error. Cuando está lleno, es decir, cuando se han guardado 99
mensajes, el más antiguo se borra automáticamente al producirse el error número
100.
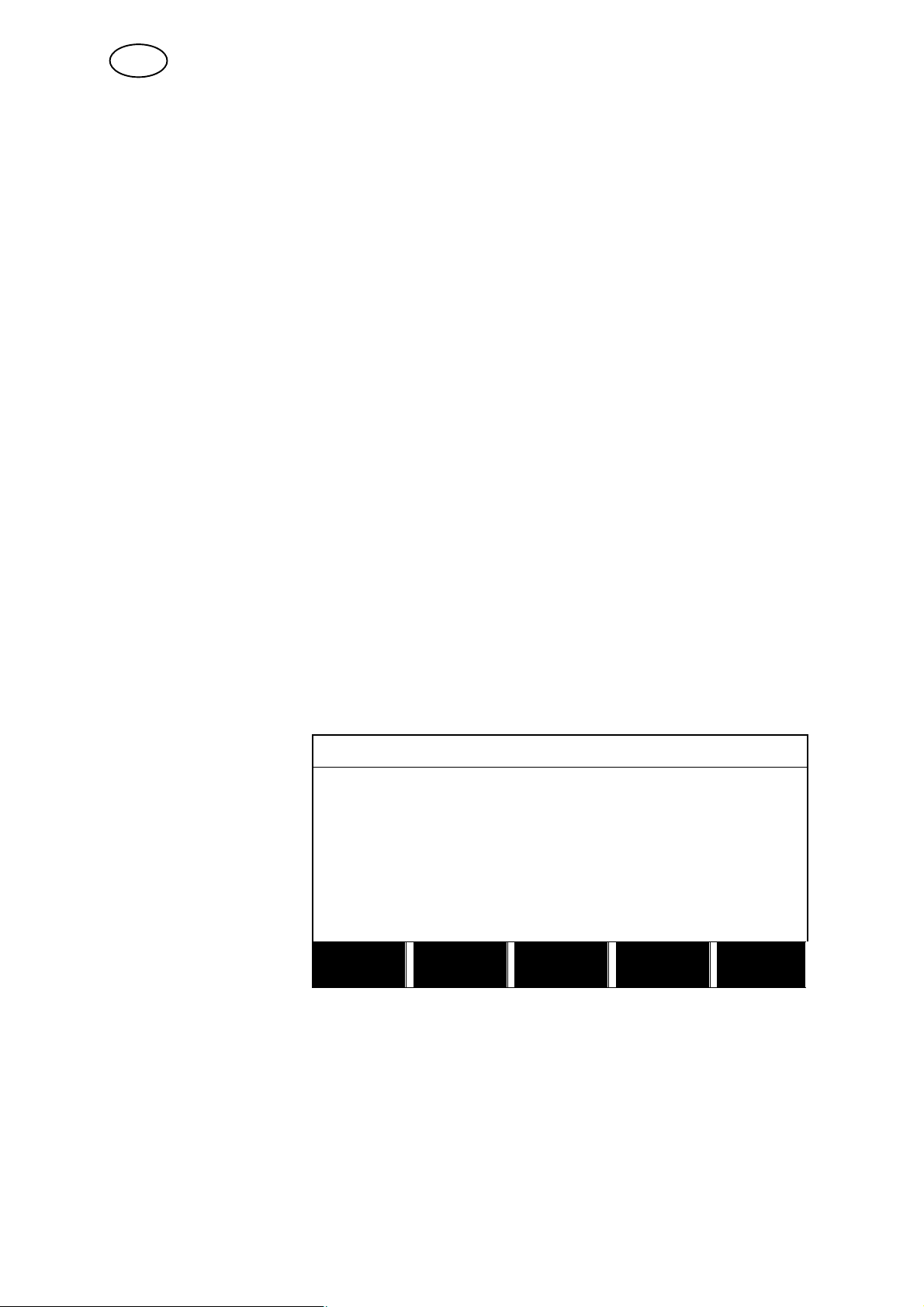
El menú de listado de errores contiene la información siguiente:
S Número de error
S Fecha en la que se ha producido el error
S Hora a la que se ha producido el error
S Unidad en la que se ha producido el error
S Código de gestión del error
bi24d1ca
- 45 -
ES
ERROR LOG
Index Date Time Unit Error
1 081120 11:24:13 8 19
2 081120 10:24:18 8 18
3 081121 13:24:18 8 17
Error in battery-driven memory
DELETE
ALL
QUIT
9.1.1 Unidades
2 = Fuente de corriente
6 = Alimentación de hilo y desplazamiento (tarjeta de motor)
8 = Panel de control
9.1.2 Descripción de los códigos de gestión de errores
A continuación se muestran los códigos de gestión de errores que el usuario puede
corregir por sí mismo. Si aparece un código diferente, reinicie la máquina y, si
persiste, avise a un técnico.
Códi
go de
error
11 Error de velocidad en un motor, (motor de alimentación de hilo o de desplazamiento)
Descripción
6 Alta temperatura
La fuente de corriente se ha sobrecalentado y ha interrumpido la soldadura. Podrá
reanudar la soldadura cuando la temperatura baje hasta un valor inferior al del parámetro
de temperatura máxima.
Acción: asegúrese de que las entradas y salidas de aire de refrigeración no estén
bloqueadas ni obstruidas. Compruebe el ciclo de trabajo que está utilizando para
asegurarse de que el equipo no esté en sobrecarga.
Si el error no desaparece, avise a un técnico.
7 Corriente de soldadura baja
El arco se ha interrumpido debido a una corriente de soldadura demasiado baja durante el
proceso de soldadura.
Acción: desconecte la alimentación de red para reiniciar la unidad. Si el error no
desaparece, avise a un técnico.
8 Tensión de la batería baja
La tensión de la batería es demasiado baja. Si no cambia la batería se perderán todos los
datos almacenados.
Este error no desactiva ninguna función.
Acción: Avise a un técnico para que cambie la batería.
Un motor no puede mantener su velocidad. La soldadura se detiene.
Acción: compruebe que el alimentador de hilo no se haya atascado o su velocidad sea
excesiva. Si el error no desaparece, avise a un técnico.
bi24d1ca
- 46 -
ES
Códi
go de
error
12 Error de comunicación interna (advertencia)
14 Error de comunicación
17 Pérdida de contacto con la unidad
32 No hay flujo de gas
43 Corriente de soldadura alta
44 Arranque de la corriente de soldadura en pausa
Descripción
La carga del bus CAN del sistema es demasiado elevada temporalmente.
La fuente de corriente puede haber perdido el contacto con la unidad de control.
Acción: asegúrese de que todo el equipo esté correctamente conectado. Si el error no
desaparece, avise a un técnico.
El bus CAN del sistema ha dejado de funcionar temporalmente debido a una sobrecarga.
El proceso de soldadura se detiene.
Acción: asegúrese de que todo el equipo esté correctamente conectado. Desconecte la
alimentación de red para reiniciar la unidad. Si el error no desaparece, avise a un técnico.
Se ha perdido el contacto con una unidad.
Acción: compruebe el cable y el conector entre la unidad de control y la fuente de
corriente. Si el error no desaparece, avise a un técnico.
No es posible iniciar la soldadura
Acción: compruebe la válvula, las tuberías y los conectores del gas.
La fuente de corriente ha interrumpido el proceso de soldadura porque la corriente ha
superado el valor de corriente máxima de la fuente de corriente.
Acción: desconecte la alimentación de red para reiniciar la unidad. Si el error no
desaparece, avise a un técnico.
El proceso de soldadura se ha detenido porque no ha avanzado en 10 segundos.
Acción: desconecte la alimentación de red para reiniciar la unidad. Si el error no
desaparece, avise a un técnico.
9.2 Exportar/Importar
Menú principal Herramientas Exportar/Importar
Desde el menú Exportar/Importar se puede transferir información de y al panel de
control mediante una memoria USB.
La información que se puede transferir es la siguiente:
S Juegos de datos de soldadura Exportar/Importar
S Configuración del sistema Exportar / Importar
S Límites Exportar / Importar
S Límites de medida Exportar / Importar
S Listado de errores Exportar
S Listado de funciones de calidad Exportar
S Estadísticas de producción Exportar
El procedimiento para guardar datos en una memoria USB es el siguiente:
Inserte la memoria USB en la unidad de control.
bi24d1ca
- 47 -

ES
Seleccione la línea con
la información que
desee transferir. Pulse
EXPORT. (EXPORT) o
IMPORT. (IMPORT),
según desee exportar o
importar la información.
EXPORT/IMPORT
WELD DATA SETS
SYSTEM SETTINGS
SETTING LIMITS
MEASURE LIMITS
ERROR LOG
QUALITY FUNCTION LOG
PRODUCTION STATISTICS
EXPORT IMPORT
QUIT
9.3 Administrador de archivos
Menú principal Herramientas Administrador de archivos
El administrador de archivos le permite gestionar la información de una memoria
USB (C:\). El administrador de archivos permite borrar y copiar manualmente datos
de soldadura y datos de calidad.
Al insertar la memoria USB, la pantalla muestra la carpeta predeterminada de la
memoria, a menos que se haya seleccionado otra previamente.
El panel de control recuerda la ruta que siguió la última vez que utilizó el
administrador de archivos y le devuelve al mismo punto de la estructura de archivos.
FILE MANAGER
..
NEW FOLDER
QData.xml
INFO UPDATE
ALT. QUIT
S Para saber cuánto espacio libre queda en la memoria, utilice la función INFO
(INFO).
S Actualice la información pulsando ACTUALI (UPDATE).
S Si desea borrar, renombrar, crear una carpeta nueva, copiar o pegar, pulse ALT.
(ALT.). Aparecerá una lista con las opciones disponibles. Si selecciona (..),
solamente podrá crear una carpeta nueva o pegar un archivo previamente
copiado. Si selecciona un archivo, se activarán las opciones RENOMBRAR
(RENAME) y COPIAR (COPY), así como PEGAR (PASTE) si previamente copió
un archivo.
bi24d1ca
- 48 -

ES
Seleccione una carpeta
FILE MANAGER
o un archivo y pulse
ALT. (ALT.).
Aparecerá la lista siguiente cuando pulse ALT. (ALT.).
..
WeldData
NEW FOLDER
ErrorLog.xml
QData.xml
XWeldoffice.dat
INFO UPDATE
ALT. QUIT
COPY
PASTE
DELETE
RENAME
NEW FOLDER
9.3.1 Borrar un archivo o carpeta
Seleccione el archivo o la carpeta que desee borrar y pulse ALT. (ALT.).
Seleccione BORRAR (DELETE) y pulse ENTER.
DELETE
RENAME
NEW FOLDER
El archivo o la carpeta se borrará. Sólo se pueden borrar carpetas vacías, por lo que
antes deberá borrar todos los archivos que contenga.
9.3.2 Renombrar un archivo o carpeta
Seleccione el archivo o la carpeta que desee renombrar y pulse ALT. (ALT.).
Seleccione RENOMBRAR (RENAME) y pulse ENTER.
DELETE
RENAME
NEW FOLDER
Aparecerá un teclado. Use el mando posicionador para cambiar de línea y las teclas
de flecha para desplazase a la derecha y a la izquierda. Seleccione el
carácter/función que desee usar y pulse ENTER.
9.3.3 Crear una carpeta nueva
Seleccione la ubicación de la carpeta nueva y pulse ALT. (ALT.).
Seleccione NUEVA CARPETA (NEW FOLDER) y pulse
ENTER.
DELETE
RENAME
NEW FOLDER
Aparecerá un teclado. Use el mando posicionador para cambiar de línea y las teclas
de flecha para desplazase a la derecha y a la izquierda. Seleccione el
carácter/función que desee usar y pulse ENTER.
bi24d1ca
- 49 -

ES
9.3.4 Copiar y pegar archivos
Seleccione el archivo que desee copiar y pulse ALT.
Seleccione COPIAR (COPY) y pulse ENTER.
(ALT.).
COPY
PASTE
DELETE
RENAME
NEW FOLDER
Coloque el cursor en la carpeta en la que desee copiar el archivo y pulse ALT.
(ALT.).
Seleccione PEGAR (PASTE) y pulse ENTER.
COPY
PASTE
DELETE
RENAME
NEW FOLDER
La copia se guardará con el nombre original precedido de las palabras «Cop. de»
(Cop. de WeldData.awd).
9.4 Edición de límites
Menú principal Herramientas Editor de límites
En este menú puede definir los valores máximo y mínimo de varios procedimientos
de soldadura. Los límites no pueden estar por encima ni por debajo de los valores
para los cuales esté dimensionada la fuente de corriente. Hay 50 puntos de
almacenamiento. Seleccione la línea de un punto de almacenamiento vacío y pulse
ENTER. Seleccione PROCEDIMIENTO DE SOLDADURA pulsando ENTER y elija la
opción adecuada con el mando posicionador; luego pulse ENTER.
Puede seleccionar valores máximos y mínimos de tensión de arco, velocidad de
alimentación de hilo, velocidad de desplazamiento y corriente de soldadura para
todos los procedimientos.
EDIT LIMITS
PROCESS SAW
VOLTAGE MIN 17.0
VOLTAGE MAX 47.0
WIRE SPEED MIN 50
WIRE SPEED MAX 970
TRAVEL SPEED MIN 100
TRAVEL SPEED MAX 2400
CURRENT MIN 70
CURRENT MAX 1500
bi24d1ca
STORE
DELETE QUIT
- 50 -

ES
Cuando haya ajustado los valores, pulse GUARDAR (STORE). El panel de control le
preguntará si desea guardar el límite en el punto de almacenamiento seleccionado.
Pulse NO (NO) o SÍ (YES). Los valores de los puntos de almacenamiento se
muestran en la parte inferior de la pantalla.
Si pulsa la tecla dinámica AUTO (AUTO), los parámetros se definirán
automáticamente con arreglo a los últimos parámetros utilizados.
El panel de control le preguntará si desea que los límites se definan automáticamen
te. Pulse NO (NO) o SÍ (YES) seguido de GUARDAR (STORE) si desea conservar la
configuración.
9.5 Límites de medida
Menú principal Herramientas Límites de medida
En este menú puede definir sus propios valores de medición para varios
procedimientos de soldadura. Hay 50 puntos de almacenamiento. Seleccione la
línea de un punto de almacenamiento vacío y pulse ENTER. Seleccione
PROCEDIMIENTO DE SOLDADURA pulsando ENTER y elija la opción adecuada
con el mando posicionador; luego pulse ENTER.
Puede seleccionar los valores siguientes:
S Tensión del arco: mín, máx
S Velocidad de alimentación de hilo: mín, máx
S Corriente de soldadura: mín, máx
S Velocidad de desplazamiento: mín, máx
S Energía por unidad de longitud: mín, máx
Defina el valor deseado con los mandos de ajuste y pulse GUARDAR (STORE).
Un cuadro de diálogo le preguntará si desea guardar el punto de almacenamiento
seleccionado. Pulse SÍ (YES) para guardarlo. Los valores de los puntos de
almacenamiento se muestran en la parte inferior de la pantalla.
bi24d1ca
- 51 -

ES
MEASURE LIMITS
1 - SAW
2 - GMAW
3 4 5 6 7 -
0.0 - 46.9 Volt , 0 - 2495 cm/min
3 - 994 cm/min , 3 - 990 Amp
5 - 500 kJ/min
QUIT
Si pulsa la tecla dinámica AUTO (AUTO), los parámetros se definirán
automáticamente con arreglo a los últimos valores de medición utilizados.
Un cuadro de diálogo le preguntará si desea que los límites de medida se definan
automáticamente. Pulse NO (NO) o SÍ (YES) seguido de GUARDAR (STORE) si
desea conservar el ajuste.
9.6 Estadísticas de producción
Menú principal Herramientas Estadísticas de producción
Las estadísticas de producción hacen un seguimiento de la duración total del arco,
la cantidad total de material utilizado y el número de soldaduras efectuadas desde el
último reset. También pueden hacer el seguimiento de la duración del arco y de la
cantidad de material utilizado en la última soldadura. Con fines informativos, también
se muestra la cantidad calculada de material fundido por unidad de longitud y la
fecha del último reset.
PRODUCTION STATISTICS
LAST WELD TOTAL
ARCTIME 0s 0s
CONSUMED WIRE 0g 0g
BASED ON 1g/m
NUMBER OF WELDS 0
bi24d1ca
LAST RESET 081114 08:38:03
RESET UPDATE
- 52 -
QUIT
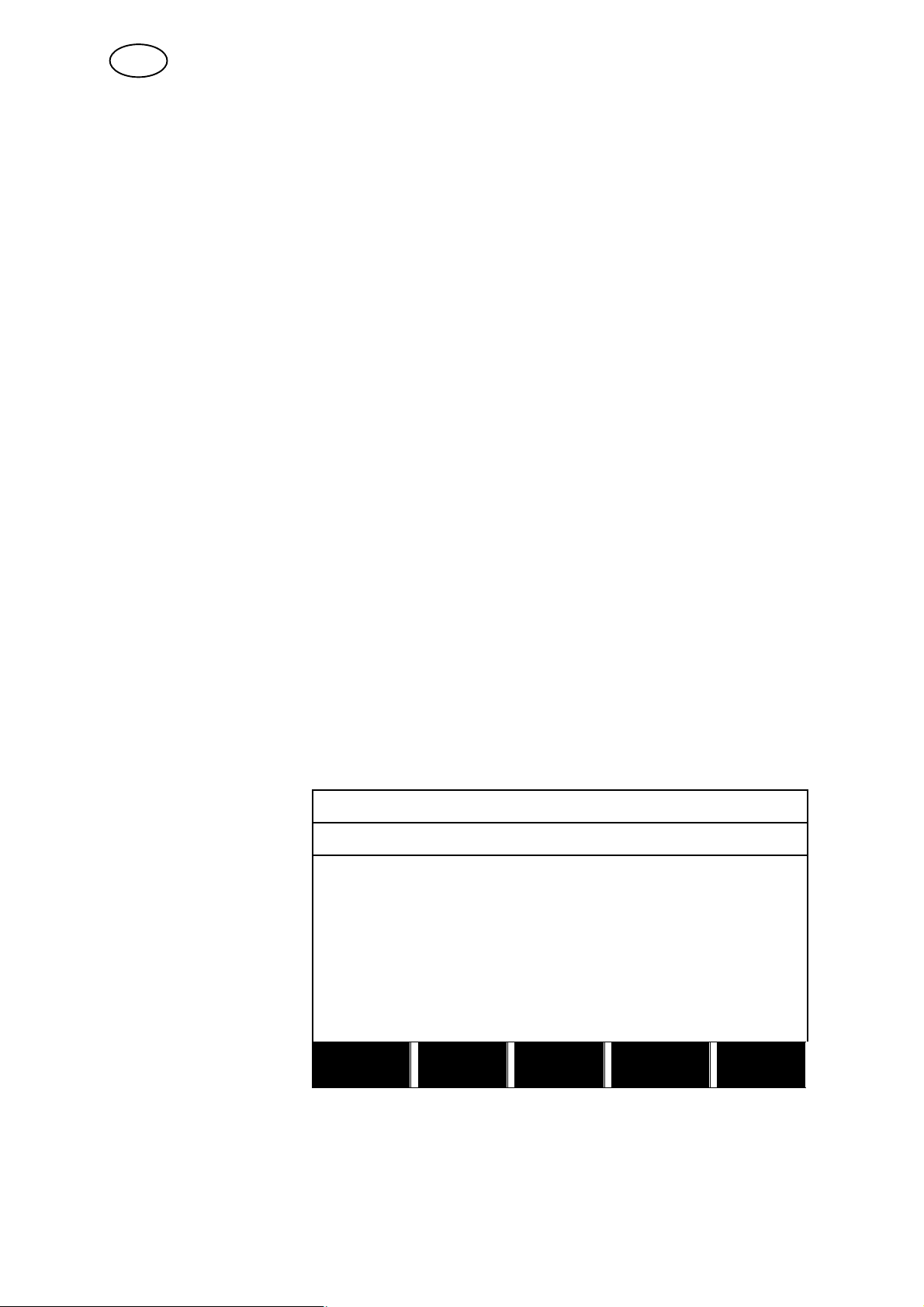
ES
Al pulsar RESET (RESET), todos los contadores se ponen a cero. La fecha y la hora
se corresponden con el último reset efectuado.
Si no pone a cero los contadores, éstos lo harán automáticamente cuando uno de
ellos alcance su valor máximo.
Valores máximos de los contadores
Tiempo 999 horas, 59 minutos, 59 segundos
Peso 13350000 gramos
Cantidad 65535
9.7 Funciones de calidad
Menú principal Herramientas Funciones de calidad
Las funciones de calidad registran varios datos de soldadura útiles de cada
soldadura.
Los datos son los siguientes:
S Hora de inicio de la soldadura.
S Duración de la soldadura.
S Corriente máxima, mínima y media durante la soldadura.
S Tensión máxima, mínima y media durante la soldadura.
S Energía por unidad de longitud máxima, mínima y media durante la soldadura.
El número de soldaduras desde el último reset se muestra en la línea de la parte
inferior de la pantalla. Se puede guardar información de 100 soldaduras como
máximo. Cuando se llega a la 101, se sobreescribe la primera.
En la pantalla se muestra la última soldadura registrada, aunque también se puede
navegar por las otras soldaduras registradas. Todos los listados se borran al pulsar
RESET (RESET).
QUALITY FUNCTIONS
#WELD: 1 / 4
START 20090107 15:59:14
WELD TIME 00:00:20 WELD DATA:
HEAT INPUT: 3.12 kJ/mm
MAX MIN AVE.
I (Amp) 293.00 243.00 289.00
U (V) 41.50 16.20 39.40
Q (kJ/min) 7.00 0.00 2.00
NUMBER OF WELDS SINCE RESET: 4
bi24d1ca
RESET UPDATE
- 53 -
QUIT

ES
9.7.1 Guardar datos de calidad
Menú principal Herramientas Exportar/Importar
Los archivos que se crean en el panel de control se guardan como archivos xml.
Para que la memoria USB funcione, es necesario darle formato FAT32.
Inserte una memoria USB en el panel de control. Consulte el apartado 9.3
«Administrador de archivos».
Seleccione LISTADO
FUNCIONES DE CALI
DAD (QUALITY FUNC
TION LOG) y pulse EX
PORT. (EXPORT).
EXPORT/IMPORT
WELD DATA SETS
SYSTEM SETTINGS
SETTING LIMITS
MEASURE LIMITS
ERROR LOG
QUALITY FUNCTION LOG
PRODUCTION STATISTICS
EXPORT
QUIT
Todo el juego de datos de calidad (que contiene información sobre las últimas 100
soldaduras) guardado en el panel de control se graba en la memoria USB.
El archivo se guarda en una carpeta llamada QData que se crea automáticamente
cuando se inserta una memoria USB.
9.8 Calendario
Menú principal ! Herramientas ! Calendario
Aquí se configuran la fecha y la hora.
Seleccione la fila que
desee configurar: año,
mes, día, hora,
minutos, segundos.
Introduzca el valor
correcto con uno de los
mandos de ajuste.
Pulse AJUSTE (SET).
DATE & TIME
YEAR 2008
MONTH NOV
DAY 21
HOUR 10
MINUTES 45
SECONDS 55
20100115 10:48:59
SET QUIT
bi24d1ca
- 54 -

ES
9.9 Cuentas de usuario
Menú principal ! Herramientas ! Cuentas de usuario
A veces es muy importante desde el punto de vista de la calidad que ninguna
persona no autorizada pueda usar el producto.
En este menú se definen el nombre de usuario, el nivel de acceso y la contraseña.
Seleccione NOMBRE
USER ACCOUNTS
DE USUARIO (USER
NAME) y pulse ENTER.
Baje a una línea vacía
y pulse ENTER. Escri
ba un nombre de usua
USER NAME ADMINISTRATOR
b ACCOUNT LEVEL ADMIN
b PASSWORD
USER ACCOUNTS OFF
rio nuevo con el tecla
do, utilizando el mando
posicionador, las teclas
de flecha y ENTER.
STORE DELETE
QUIT
Hay espacio para 16 cuentas de usuario. En los archivos de datos de calidad
quedará registrado qué usuario ha realizado cada soldadura.
En NIVEL DE ACCESO (ACCOUNT LEVEL) elija entre:
S Administrador
Acceso total (puede definir nuevos usuarios)
S Usuario avanzado
Puede acceder a todo, menos a lo siguiente:
S Configuración de máquina
S Cuentas de usuario
S Configuración de red
S Usuario normal
Puede acceder a lo siguiente:
S En el menú de configuración:
S Mantenimiento
S En el menú de herramientas:
S Información de la unidad
S En el menú de ajustes:
S Tensión
S Corriente / alimentación de hilo
S Velocidad de desplazamiento
S Dirección de soldadura
En la línea CONTRASEÑA (PASSWORD), escriba una contraseña con ayuda del
teclado. Al encender la fuente de corriente y activar el panel de control, el sistema le
indicará que introduzca su contraseña.
Si decide no utilizar esta función y que todos los usuarios puedan utilizar la fuente
de corriente y el panel de control, seleccione OFF (OFF) en CUENTAS DE
USUARIO (USER ACCOUNTS).
bi24d1ca
- 55 -

ES
9.10 Información de la unidad
Menú principal ! Herramientas ! Información de la unidad
En este menú puede consultar la información siguiente:
S ID máquina
S ID nodo
2 = fuente de corriente
6 = alimentación de hilo y desplazamiento (tarjeta de motor)
8 = panel de control
S Versión de software
UNIT INFORMATION
Machine ID Node ID Software Version
44 8 1.00A
23 2 2.00A
5 6 1.18A
SETTING WELD DATA UNIT
QUIT
bi24d1ca
- 56 -

PEK Control panel
Estructura de los menús
NO TAG57
- Process
- Regulation type
- Wire type
- Wire dimension
- Configuration,
see page 60
- Tools, see page 60
SAW (CA)
Voltage
Current
Travel speed
Direction
Start data
- flux preflow
- start type
- wire creep start
- start phases
- max OCV
Stop data
- flux postflow
- crater fill
- burn-back time
- stop phases
Dynamic regulation
Setting limits
Measure limits
bi24menu
- 57 Edition 100127

PEK Control panel
- Process
- Regulation type
- Wire type
- Wire dimension
- Configuration,
see page 60
- Tools, see page 60
GMAW (CA)
Voltage
Current
Travel speed
Direction
Start data
- gas preflow
- start type
- wire creep start
- start phases
- max OCV
Stop data
- gas postflow
- crater fill
- burn-back time
- stop phases
Dynamic regulation
Setting limits
Measure limits
bi24menu
- 58 Edition 100127

PEK Control panel
- Process
- Regulation type
- Electrode dimension
- Configuration,
see page 60
- Tools, see page 60
GOUGING (CA)
Voltage
Current
Travel speed
Direction
Start data
- air preflow
- start type
- wire creep start
- start phases
- max OCV
Stop data
- air postflow
- crater fill
- burn-back time
- stop phases
Dynamic regulation
Setting limits
Measure limits
bi24menu
- 59 Edition 100127

PEK Control panel
NO TAG
SAW, GMAW, GOUGING
Configuration Tools
Language
Code lock
General configuration
- fast mode soft buttons
- quality data log to file
- soft keys setup
- auto save mode
- unit of length
Machine configuration
- product code
- wire axis
- travel axis
- tandem
Cable lengths
- cable lengths
- cable area
Maintenance
- Contact tip change interval
- Total running time limit
Network setting
Error log
Export / Import
File manager
Setting limit editor
Measure limit editor
Production statistics
Quality functions
Calendar
User accounts
Unit information
bi24menu
- 60 Edition 100127
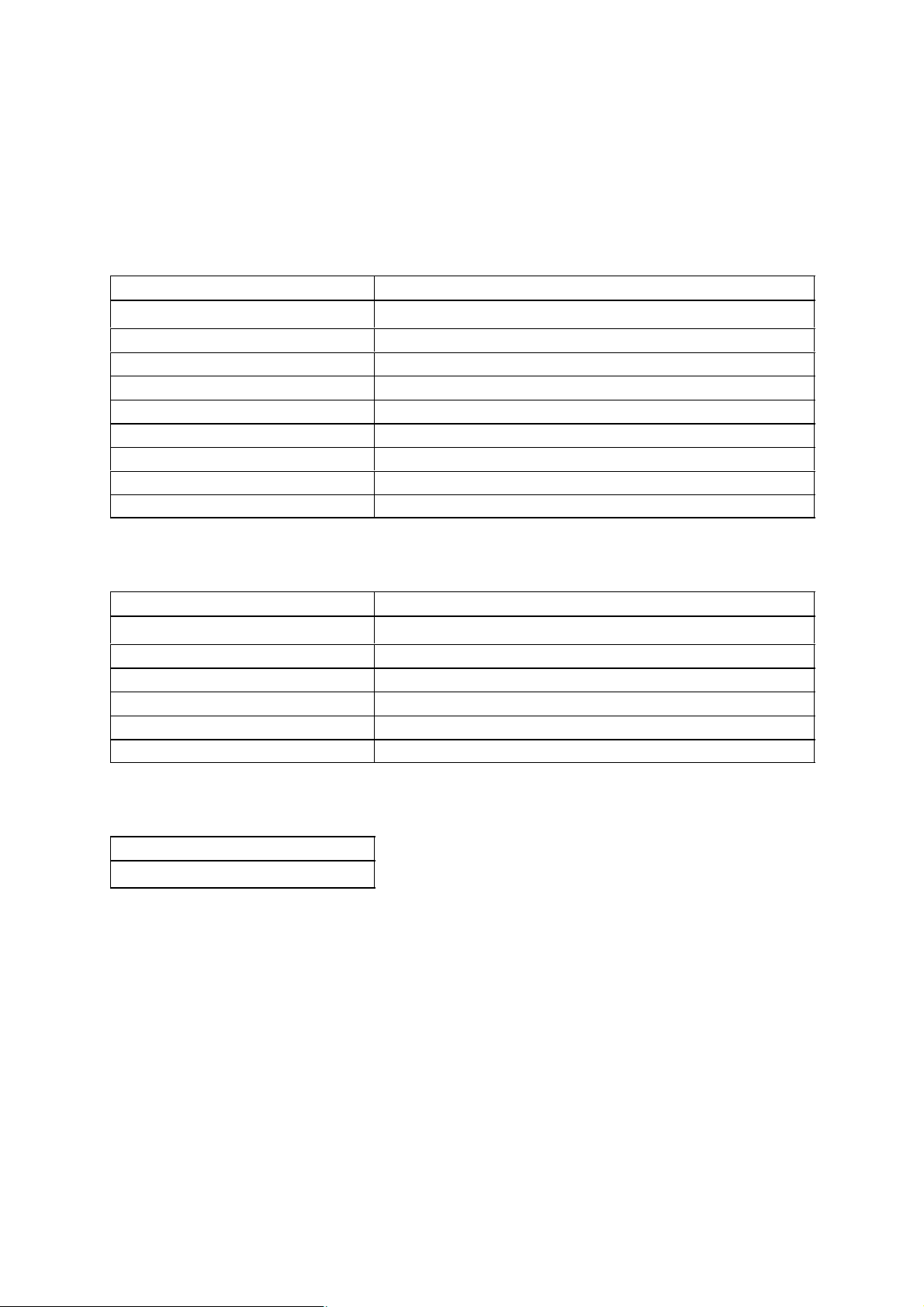
Diámetro del hilo
Submerged arc welding with constant ampere (SAW CA)
Wire type
Fe Solid 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
Fe Solid Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x4.0 2x5.0
Fe Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0
Fe Flux Cored Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x4.0
SS Solid 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
SS Solid Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x3.2 2x4.0
SS Strip 30 x 0.5 60 x 0.5 90 x 0.5
SS Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
SS Flux Cored Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x3.2 2x4.0
Wire diameter (mm)
MIG/MAG welding with constant ampere (GMAW CA)
Wire type
Fe Solid 0.8 1.0 1.2 1.6 2.0 2.4
Fe Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
SS Solid 0.8 1.0 1.2 1.6 2.0 2.4
SS Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
Al Solid 0.8 1.0 1.2 1.6 2.0 2.4
Al Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
Wire diameter (mm)
Gouging with constant ampere (CA)
Electrode dimension (mm)
8.0 9.5 13.0
bi24wire
- 61 -
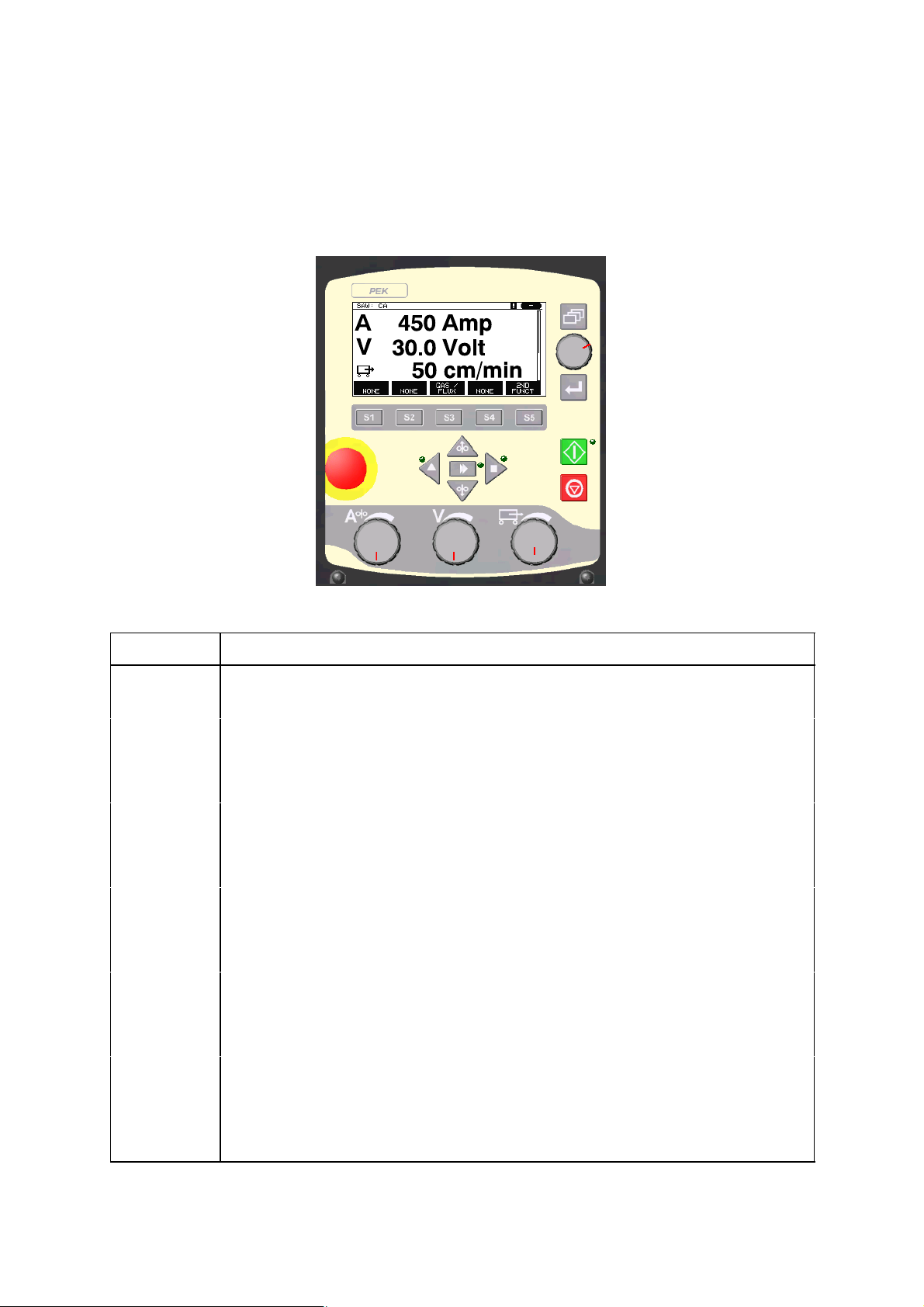
PEK Control panel
Referencia de pedido
Ordering no. Denomination
0460 504 880 Control unit PEK
0460 949 070 Instruction manual SE
0460 949 071 Instruction manual DK
0460 949 072 Instruction manual NO
0460 949 073 Instruction manual FI
0460 949 074 Instruction manual GB
0460 949 075 Instruction manual DE
0460 949 076 Instruction manual FR
0460 949 077 Instruction manual NL
0460 949 078 Instruction manual ES
0460 949 079 Instruction manual IT
0460 949 080 Instruction manual PT
0460 949 081 Instruction manual GR
0460 949 082 Instruction manual PL
0460 949 083 Instruction manual HU
0460 949 084 Instruction manual CZ
0460 949 085 Instruction manual SK
0460 949 086 Instruction manual RU
0460 949 089 Instruction manual EE
0460 949 090 Instruction manual LV
0460 949 091 Instruction manual SI
0460 949 092 Instruction manual LT
0460 949 093 Instruction manual CN
Instruction manuals are available on the Internet at www.esab.com
- 62 -
bi24o
Edition 100127

NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
notes
- 63 -

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel: +39 02 97 96 81
Fax: +39 02 97 28 91 81
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA
LLC ESAB
Moscow
Tel: +7 095 543 9281
Fax: +7 095 543 9280
LLC ESAB
St Petersburg
Tel: +7 812 336 7080
Fax: +7 812 336 7060
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE-695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
081016
 Loading...
Loading...