


FI
A2, A6
PEK Control panel
Käyttöohjeet
Valid from program version 1.000460 949 073 FI 100127

1 JOHDANTO 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1 Ohjauspaneeli 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1.1 Painikkeet ja säätöpyörät 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2 Ensimmäinen vaihe 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2.1 Kielen valinta 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2.2 Mittayksikön valinta 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3 Näyttö 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3.1 Näytön symbolit 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4 Yleistä asetuksista 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4.1 Asetus numeroarvoilla 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4.2 Asetus valmiiden vaihtoehtojen avulla 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.5 PERUUTA (QUIT) ja ENTER 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 VALIKOT 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1 Päävalikko 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.1 Määrittelyvalikko 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.2 Työkaluvalikko 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.3 Hitsausarvojen asetus -valikko 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.4 Mittausvalikko 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.5 Hitsausarvomuistivalikko 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.6 Pikatoimintovalikko 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 UP-HITSAUS 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Asetukset UP-hitsaukselle vakiovirralla 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 MIG/MAG-HITSAUS 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1 Asetukset MIG/MAG-hitsaukselle vakiovirralla 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 HIILIKAARITALTTAUS 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Asetukset hiilikaaritalttaukselle vakiovirralla 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 TOIMINTOJEN SELITYKSET 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 CA, vakiohitsausvirta 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 CW, vakiolangansyöttönopeus 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.3 Langan / puikon koko 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.4 Kaarijännite 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.5 Langansyöttönopeus 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.6 Siirtonopeus 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.7 Hitsaussuunta 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.8 Jauheen esivirtaus 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.9 Kaasun esivirtaus 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.10 Ilman esivirtaus 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.11 Käynnistystyyppi 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.12 Langan ryömintäkäynnistys 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.13 Käynnistysvaiheet 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.14 Suurin tyhjäkäyntijännite (OCV, Open Circuit Voltage) 21. . . . . . . . . . . . . . . . . . . . . . . . . .
6.15 Jauheen jälkivirtaus 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.16 Kaasun jälkivirtaus 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.17 Ilman jälkivirtaus 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.18 Kraaterintäyttö 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.19 Jälkipaloaika 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.20 Lopetusvaiheet 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.21 Dynaaminen säätö 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.22 Asetusrajat 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.23 Mittausrajat 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Oikeudet muutoksiin pidätetään.
TOCx
- 2 -

7 MUISTIN HALLINTA 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1 Ohjauspaneelin toiminta 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.2 Talleta 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.3 Lataa 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.4 Poista 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.5 Kopioi 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.6 Nimeä 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.7 Muuta 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 KOKOONPANOVALIKKO 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.1 Koodilukko 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.1.1 Lukituksen tila 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.1.2 Aseta/vaihda lukituskoodi 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2 Yleiset perusasetukset 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2.1 Pikatoiminnot pikanäppäimille 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2.2 Laatutietojen tallennus tiedostoon 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2.3 Pikanäppäinten asetukset 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2.4 Automaattinen hitsausarvojen tallennus 34. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3 Koneen asetukset 34. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.1 Tuotekoodi 35. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.2 Langansyöttöakseli 35. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.3 Siirtoakseli 36. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.4 Ulkoinen akseli 37. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.5 Tandem 37. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.4 Kaapelin pituus 40. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.5 Huolto 40. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.6 Verkon asetukset 41. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.6.1 Järjestelmän yleiskuvaus 42. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 TYÖKALUT 42. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1 Virheloki 43. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1.1 Yksiköiden tunnukset 43. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1.2 Vikakoodien kuvaus 43. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.2 Vie/Tuo 45. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3 Tiedostonhallinta 45. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.1 Tiedoston/kansion poistaminen 46. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.2 Tiedoston/kansion nimen muuttaminen 47. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.3 Uuden kansion luominen 47. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.4 Tiedostojen kopioiminen ja liittäminen 47. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.4 Asetusrajojen muokkaus 48. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.5 Mittausrajojen muokkaus 49. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.6 Tuotantotiedot 49. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.7 Laatutoiminnot 50. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.7.1 Laatutietojen tallentaminen 51. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.8 Kalenteri 52. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.9 Käyttäjätilit 52. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.10 Yksikön tiedot 54. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
VALIKKORAKENNE 55. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
LANGAN HALKAISIJA 59. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
TILAUSNUMERO 60. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Oikeudet muutoksiin pidätetään.
TOCx
- 3 -
FI
1 JOHDANTO
Lue tämä käyttöohje huolella, jotta saat mahdollisimman suuren hyödyn
hitsauslaitteistostasi.
Käytön yleiskuvaukset löydät ohjausyksikön, automaatin, nosturin ja virtalähteen
käyttöohjeissa.
Valittavissa ovat seuraavat valikkokielet: englanti, ruotsi, suomi, norja, , tanska,
saksa, ranska, italia, hollanti, espanja, portugali, unkari, puola, amerikanenglanti,
tsekki, kiina ja venäjä.
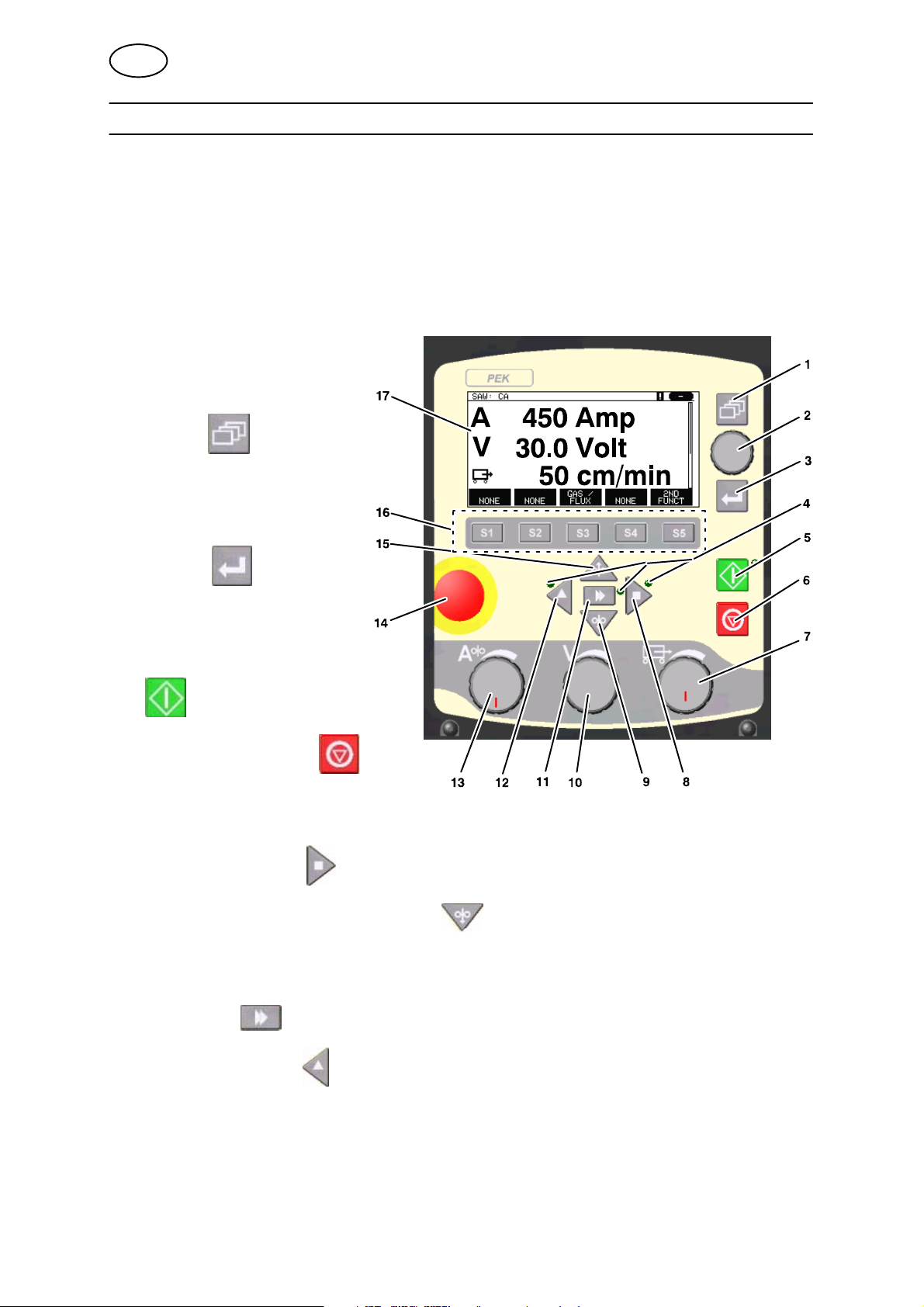
1.1 Ohjauspaneeli
1 Valikko
2 Säätöpyörä kohdistimen
siirtämistä varten
(kohdistuspyörä).
3 ENTER
4 Vihreä merkkivalo: palaa
kun toiminto on aktiivinen
5 Hitsauksen käynnistys
6 Hitsauksen pysäytys
7 Säätöpyörä siirtonopeuden säätöön mittausvalikossa, muissa valikoissa
asetettujen arvojen suurentamista ja pienentämistä varten (säätöpyörä)
8 Manuaalinen siirto
9 Manuaalinen langansyöttö alaspäin
10 Säätöpyörä kaarijännitteen säätöön mittausvalikossa, muissa valikoissa
asetettujen arvojen suurentamista ja pienentämistä varten (säätöpyörä)
11 Nopea liike
12 Manuaalinen siirto
13 Säätöpyörä hitsausvirran/langansyöttönopeuden säätöön mittausvalikossa,
muissa valikoissa asetettujen arvojen suurentamista ja pienentämistä varten
(säätöpyörä)
14 Hätäpysäytys
bi24d1xa
- 4 -

FI
15 Manuaalinen langansyöttö ylöspäin
16 Pikanäppäimet
17 Näyttö
1.1.1 Painikkeet ja säätöpyörät
Valikko
Valikkopainike palauttaa aina kyseisen menetelmän päävalikkoon.
SAW
PROCESS SAW
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
FAST
SET MEASURE MEMORY
MODE
ENTER
ENTER-painike vahvistaa valinnan.
Pikanäppäimet
Näytön alla olevien pikanäppäinten (S1 - S5) toiminnot vaihtelevat. Niiden ohjaamat
toiminnot vaihtelevat valikosta riippuen. Näppäinten toiminnot näytetään näytön
alareunassa. Kun toiminto on aktiivinen, tekstiruutu muuttuu valkoiseksi.
Langansyöttö ylöspäin
Syöttää lankaa taaksepäin ilman, että hitsausjännite kytkeytyy päälle, esim.
lankakelan vaihdon yhteydessä. Lankaa syötetään niin kauan kuin painiketta
pidetään painettuna.
Langansyöttö alaspäin
Syöttää lankaa eteenpäin ilman, että hitsausjännite kytkeytyy päälle. Lankaa
syötetään niin kauan kuin painiketta pidetään painettuna.
Siirtoliike
Käynnistää siirtoliikkeen hitsaussuuntaan, kun symboli näkyy hitsauslaitteistossa.
Siirtoliike pysäytetään painamalla , tai .
Merkkivalo syttyy siirtoliikkeen aikana.
bi24d1xa
- 5 -
FI
Siirtoliike
Käynnistää siirtoliikkeen hitsaussuuntaan, kun symboli näkyy hitsauslaitteistossa.
Siirtoliike pysäytetään painamalla , tai .
Merkkivalo syttyy siirtoliikkeen aikana.
Nopea liike
Painike langansyötön tai siirtoliikkeen nopeaa liikettä varten.
Merkkivalo palaa nopean liikkeen aikana.
Hitsauksen käynnistys
Hitsauksen käynnistyspainike.
Hitsauksen pysäytys
Hitsauksen pysäytyspainike, pysäyttää kaikki liikkeet ja moottorit.
Kohdistuspyörä
Oikeanpuoleista säätöpyörää kutsutaan käyttöohjeessa kohdistuspyöräksi ja sitä
käytetään kohdistimen siirtämiseen.
Säätöpyörät
Paneelin alla olevia kolmea säätöpyörää kutsutaan käyttöohjeessa säätöpyöriksi ja
niitä käytetään paneelin asetusten muuttamiseen.
1.2 Ensimmäinen vaihe
1.2.1 Kielen valinta
Tämä valikko tulee näyttöön, kun kone käynnistetään ensimmäisen kerran.
SAW: CA
|
A 450 Amp
|
|
|
V 30.0 Volt
|
|
50 cm/min
GAS /
NONE NONE
Toimitettaessa ohjauspaneelin kielenä on englanti. Kieli valitaan seuraavasti:
bi24d1xa
FLUX NONE
- 6 -
2ND
FUNCT

FI
Siirry päävalikkoon painamalla valikkopainiketta .
Siirrä kohdistin KO
KOONPANO –riville
(CONFIGURATION)
säätöpyörällä.
SAW
PROCESS SAW
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
SET MEASURE MEMORY
Vahvista painamalla ENTER .
Siirrä kohdistin KIELI-ri
vin (LANGUAGE) koh
dalle. Tuo näyttöön oh
jauspaneelin valittavis
sa olevat valikkokielet
painamalla ENTER.
CONFIGURATION
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
FAST
MODE
QUIT
Siirrä kohdistin haluamasi kielen kohdalle ja paina
ENTER.
NORSK
POLSKI
PORTUGUES
SUOMI
SVENSKA
CHINESE
1.2.2 Mittayksikön valinta
Toimitettaessa ohjauspaneelin mittayksikköinä ovat metriset yksiköt. Mittayksiköt
vaihdetaan seuraavasti:
|
|
|
bi24d1xa
- 7 -

FI
Siirry päävalikkoon painamalla valikkopainiketta .
Siirrä kohdistin KO
KOONPANO–riville
(CONFIGURATION)
säätöpyörällä.
SAW
PROCESS SAW
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
SET MEASURE MEMORY
Vahvista painamalla ENTER .
Siirrä osoitin YLEISET
ASETUKSET–rivin
(GENERAL CONFIGU
RATION) kohdalle.
CONFIGURATION
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
FAST
MODE
Vahvista painamalla ENTER .
Siirrä osoitin PITUU
SYKSIKKÖ–rivin (UNIT
OF LENGTH) kohdalle.
Tuo näyttöön ohjauspa
neelin valittavissa ole
vat mittayksiköt paina
malla ENTER.
GENERAL CONFIGURATION
FAST MODE SOFT BUTTONS
QUALITY DATA LOG TO FILE OFF
SOFT KEYS SETUP"
AUTO SAVE MODE OFF
UNIT OF LENGTH METRIC
Siirrä kohdistin haluamasi mittayksikön kohdalle ja paina ENTER.
QUIT
QUIT
METRIC
INCH.
bi24d1xa
- 8 -

FI
1.3 Näyttö
SAW
PROCESS SAW
REGULATION TYPE CW
WIRE TYPE Fe SOLID
WIRE DIMENSION 0.8 mm
CONFIGURATION"
TOOLS"
FAST
SET MEASURE MEMORY
Kohdistin
Ohjauspaneelissa kohdistin näkyy varjostettuna kenttänä tekstin ympärillä, jolloin
merkitty teksti näkyy valkoisena. Käyttöohjeessa kohdistin osoitetaan lihavoinnilla.
MODE
Tekstiruudut
Näytön alareunassa on viisi tekstiruutua, joissa kerrotaan niiden alla olevien viiden
pikanäppäimen kulloinenkin toiminto.
1.3.1 Näytön symbolit
A Valittu hitsausarvo
B Hitsaussuunta
C Vika on ilmennyt. Katso luku 9.1
D Kutsuttu muistipaikkanumero
E Rullauslista. Valikossa on enemmän
kohtia kuin näyttöön mahtuu
kerralla.
Nuolet
Jos rivin takana on lisää tietoa, se osoitetaan tekstin jäljessä olevalla mustalla
nuolella ".
bi24d1xa
- 9 -
FI
1.4 Yleistä asetuksista
Asetuksia on kolmea tyyppiä:
S Asetus numeroarvoilla
S Asetus valmiiden vaihtoehtojen avulla
S Tilojen PÄÄLLÄ/POIS-asetus
1.4.1 Asetus numeroarvoilla
Numeroarvoja asetettaessa asetusarvoja suurennetaan tai pienennetään
säätöpyörillä. Mittausvalikossa käytetään hitsausvirran/langansyöttönopeuden,
kaarijännitteen tai siirtoliikkeen säätöpyöriä.
1.4.2 Asetus valmiiden vaihtoehtojen avulla
Tietyt asetukset tehdään valitsemalla vaihtoehto luettelosta.
Vaihtoehtoluettelo voi näyttää tällaiselta:
SAW
GMAW
GOUGING
Kohdistin on rivin SAW kohdalla. SAW-vaihtoehto on valittu painamalla
ENTER-painiketta. Jos sen sijaan halutaan valita toinen vaihtoehto, kohdistin
siirretään halutulle riville kohdistuspyörällä. Paina sitten ENTER. Luettelosta voidaan
poistua tekemättä muutoksia painamalla PERUUTA (QUIT).
1.5 PERUUTA (QUIT) ja ENTER
Oikeanpuolimmaisen pikanäppäimen toiminto on pääasiassa PERUUTA (QUIT),
mutta joskus sitä käytetään myös muille toiminnoille.
S PERUUTA palauttaa edelliseen valikkoon tai näyttöön.
S ENTER vahvistaa valikossa tai luettelossa tehdyn valinnan.
Pikanäppäimestä käytetään tässä käyttöohjeessa nimitystä ENTER.
2 VALIKOT
Ohjauspaneelissa on useita erilaisia valikoita:
S Päävalikko
S Määrittelyvalikko
S Työkaluvalikko
S Hitsausarvojen asetus -valikko
S Mittausvalikko
S Hitsausarvomuistivalikko
bi24d1xa
- 10 -

FI
S Pikatoimintovalikko
Valikkorakenteet on näytetty sivulta 55 lähtien. Käynnistyksen aikana näytössä
näkyy aloitusikkuna, jossa näkyy asennettu ohjelmaversio.
Käynnistysikkuna
2.1 Päävalikko
PÄÄVALIKOSSA voi
daan vaihtaa hitsaus
menetelmä, lankatyyp
pi. ohjaustapa, langan
halkaisija jne.
Tästä valikosta pääs
tään muihin alivalikoi
hin.
SAW
PROCESS SAW
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 0.8 mm
CONFIGURATION"
TOOLS"
2.1.1 Määrittelyvalikko
Päävalikko Kokoonpano
KOKOONPANO-vali
kossa (CONFIGURATI
ON) voidaan vaihtaa
valikkokieli, muuttaa
salasana, määrittää
perusasetukset,
määrittää koneen
asetukset jne.
CONFIGURATION
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
SET MEASURE MEMORY
FAST
MODE
bi24d1xa
QUIT
- 11 -

FI
2.1.2 Työkaluvalikko
Päävalikko Työkalut
TYÖKALUT-valikossa
(TOOLS) voidaan
siirtää tiedostoja,
tarkastella laatu- ja
tuotantotietoja,
virhelokia ym.
TOOLS
ERROR LOG"
EXPORT/IMPORT"
FILE MANAGER"
SETTING LIMIT EDITOR"
MEASURE LIMIT EDITOR"
PRODUCTION STATISTICS"
QUALITY FUNCTIONS"
CALENDAR"
USER ACCOUNTS"
UNIT INFORMATION"
2.1.3 Hitsausarvojen asetus -valikko
Päävalikko
HITSAUSARVOJEN
ASETUS- valikossa
(SET) voidaan säätää
erilaisia hitsausparame
treja. Valikon rakenne
riippuu valitusta
hitsausmenetelmästä.
SAW WELD DATA SETTING
VOLTAGE 20,5 V
CURRENT 395 A
TRAVEL SPEED 0 cm/min
DIRECTION J
START DATA"
STOP DATA"
DYNAMIC REGULATION AUTO
SETTING LIMITS"
MEASURE LIMITS"
QUIT
bi24d1xa
QUIT
- 12 -

FI
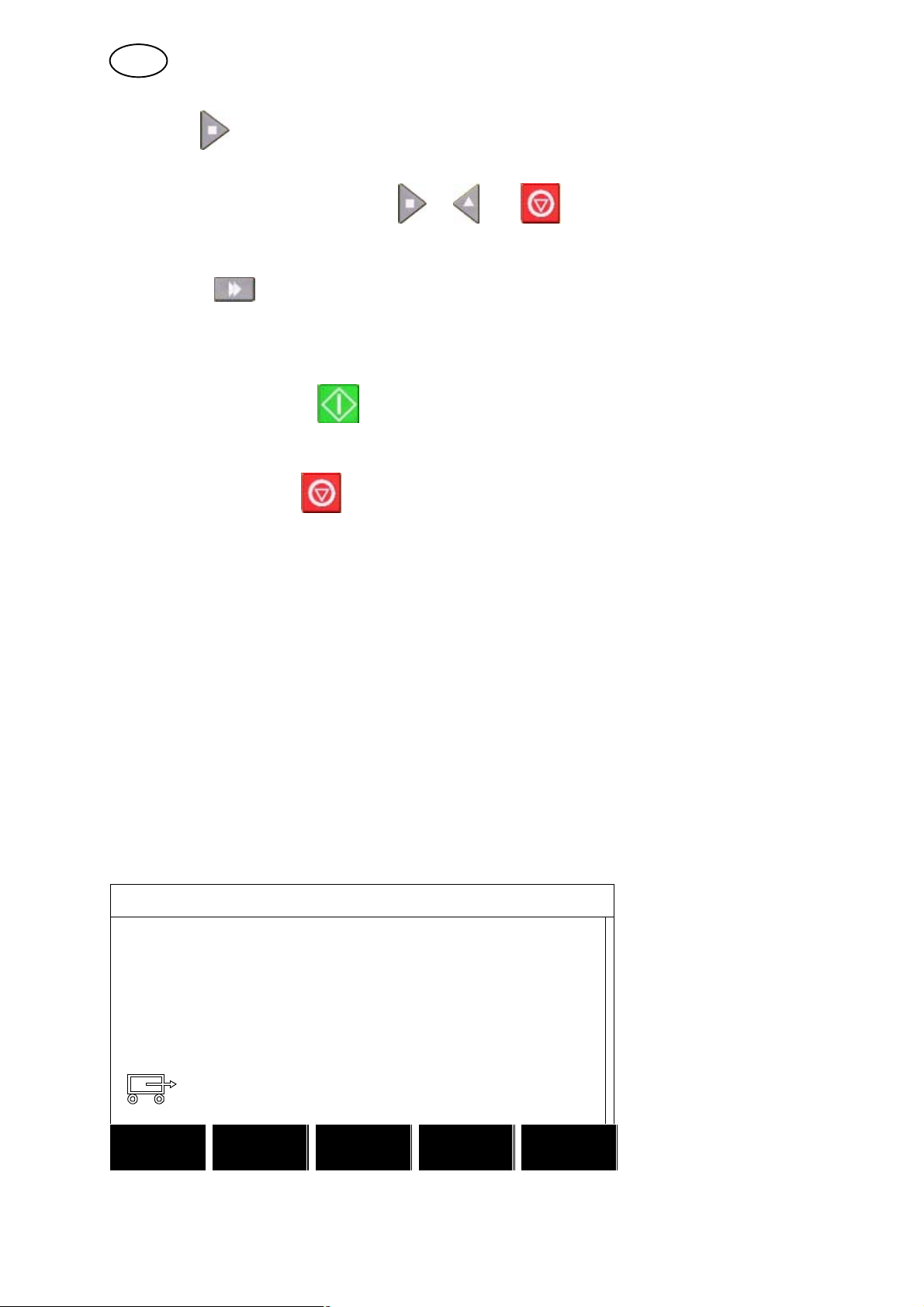
2.1.4 Mittausvalikko
Päävalikko
MITTAUSNÄYTÖSSÄ (MEASURE) voidaan tarkastella eri hitsausparametrien
mitattuja arvoja hitsauksen aikana.
A 450 AMP
Mitattu hitsausvirta
30.0 V
Mitattu kaarijännite
50 cm/min
Mitattu liikenopeus
300 cm/min
Mitattu langansyöttöno
peus
30 kJ/cm
Näyttää lämpöenergi
an, joka saadaan
hitsausvirralle,
kaarijännitteelle ja
liikenopeudelle valituilla
arvoilla
SAW: CW
A 450 Amp
V 30.0 Volt
50 cm/min
GAS /
NONE NONE
SAW: CW
FLUX NONE
FUNCT
50 cm/min
300 cm/min
30.0 kJ/cm
|
|
|
|
|
|
2ND
|
|
|
|
|
|
GAS /
NONE NONE
Mitatut arvot näkyvät näytössä myös hitsauksen lopetuksen jälkeen.
Muihin valikoihin voidaan siirtyä ilman, että mittausarvot kadotetaan.
Mittausnäytön parametreja voidaan muuttaa säätöpyörillä.
Jos asetettua arvoa on muutettu muulloin kuin hitsauksen aikana, mittausarvo
nollataan.
- 13 -
bi24d1xa
FLUX NONE
FUNCT
2ND
FI
Mittausnäytössä nähdään myös asetetut arvot, jos pikanäppäin ASETETUT ARVO
(SET VALUES) on aktivoitu. Aktivointi, katso luku ”Asetukset pikanäppäimille” 8.2.3.
300 cm/min
Asetettu
langansyöttönopeus
20.0 V
Asetettu kaarijännite
SAW: CW
300 cm/min
V 20.0 Volt
30 cm/min
Asetettu siirtonopeus
30 cm/min
NONE NONE
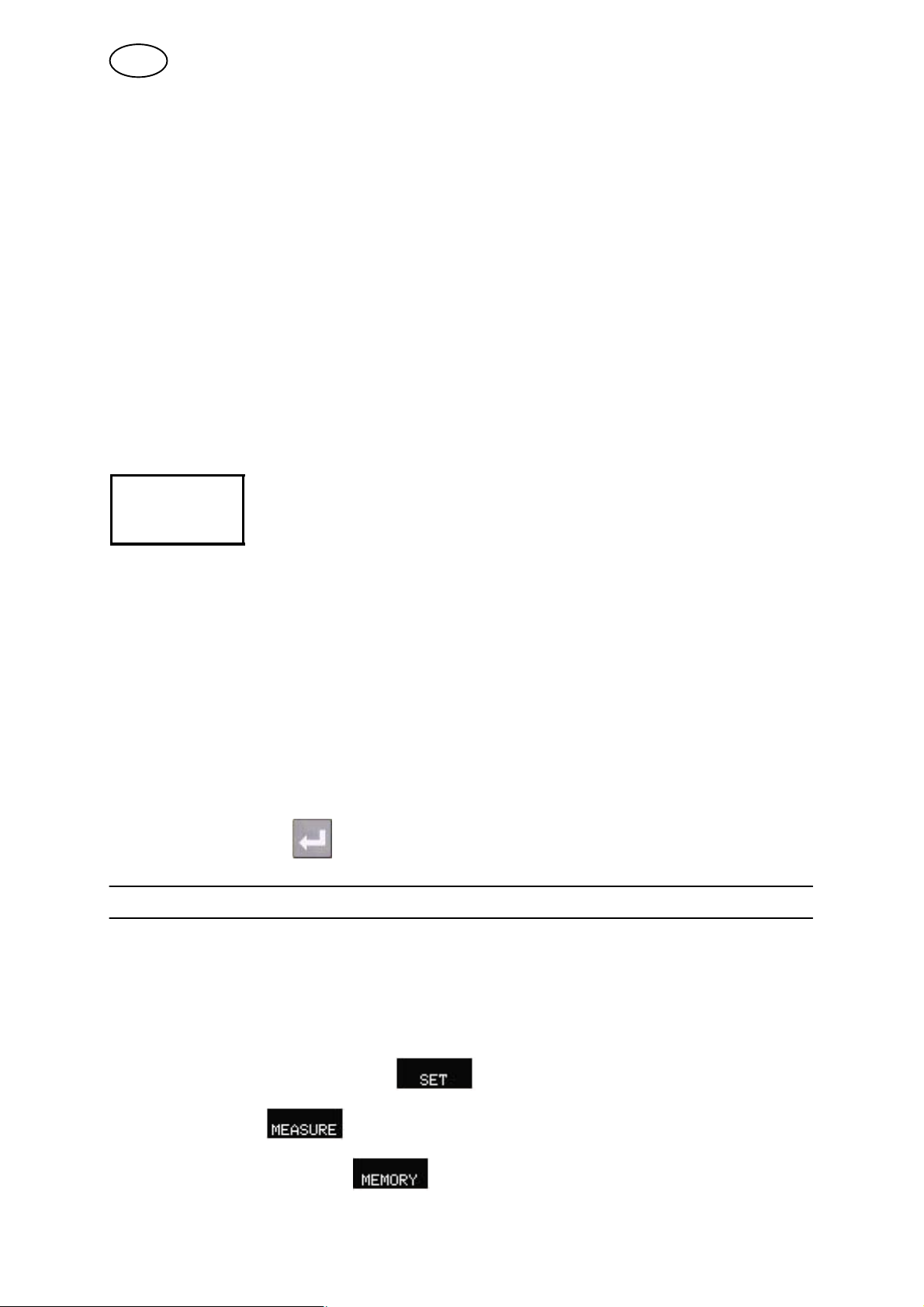
2.1.5 Hitsausarvomuistivalikko
Päävalikko
MUISTIVALIKOSSA
(WELD DATA
MEMORY) voidaan
tallentaa, ladata,
poistaa ja kopioida
ohjelmoituja hitsaustie
toja. Hitsausarvot
voidaan tallentaa 255
muistipaikkaan.
WELD DATA MEMORY
1 (SAW)
7 (GMAW)
SET
VALUES NONE
|
|
|
|
|
|
2ND
FUNCT
STORE
Lisätietoa on kappaleessa 7 ”Muistin hallinta”.
- 14 -
bi24d1xa
2ND
FUNCT QUIT

FI
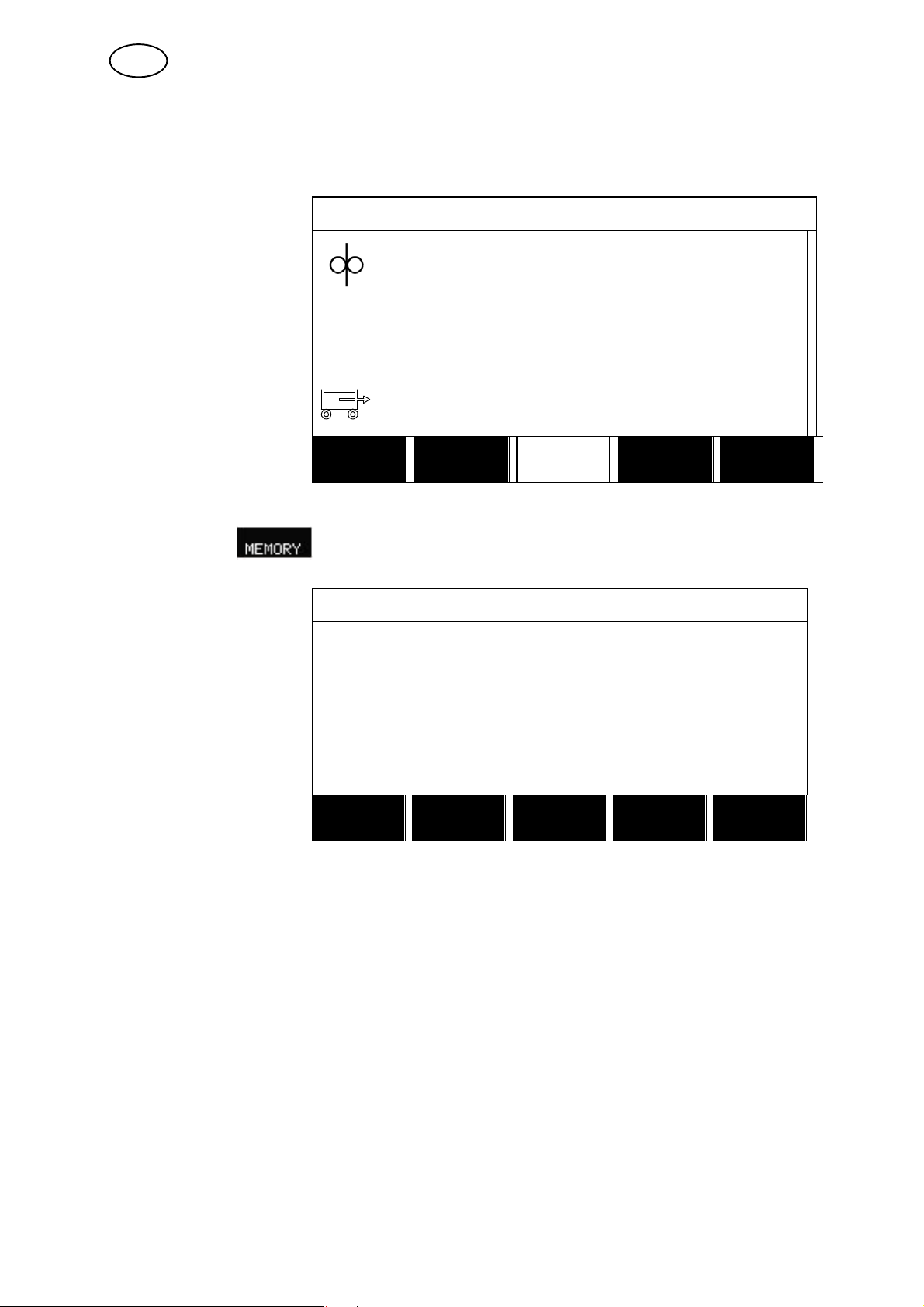
2.1.6 Pikatoimintovalikko
Päävalikko
PIKATOIMINTO-vali
kossa (FAST MODE)
voidaan liittää
pikanäppäimiä
hitsausarvomuistipaik
koihin. Tämä määrite
tään kokoonpanovali
kossa. Valitun
muistipaikan numero
näkyy näytön oikeassa
yläkulmassa.
Lisätietoa on kappaleessa 8.2.1 ”Pikatoiminto”.
A 450 Amp
V 30.0 Volt
50 cm/min
WELD
DATA 1
WELD
DATA 2
WELD
DATA 3
WELD
DATA 4
16
2ND
FUNCT
bi24d1xa
- 15 -

FI
3 UP-HITSAUS
Päävalikko Menetelmä
UP-hitsauksessa valokaari sulattaa jatkuvasti syötettyä lankaa. Sulate suojataan
jauheella.
Kun valittuna on SAW-menetelmä, voidaan valita säätötyyppi korostamalla
SÄÄTÖTYYPPI (REGULATION TYPE) kohdistuspyörällä ja painamalla ENTER.
Valitse vakiohitsausvirta CA tai vakiolangansyöttönopeus CW, katso kappaleet 6.1 ja
6.2.
3.1 Asetukset UP-hitsaukselle vakiovirralla
Asetukset Säätöalue Säätöaskel Arvo palau
tuksen jäl
keen
Kaarijännite* 14 - 50 V 0,1 V (1V) 30 V
Hitsausvirta* (CA) 0 - 3 200 A 1 A 400 A
Langansyöttönopeus* (CW) 0 - 2 500 cm/min 1 cm/min 300 cm/min
Siirtonopeus* 0 - 200 cm/min 1 cm/min 50 cm/min
Hitsaussuunta Y - J - J
Aloitusarvot
Jauheen esivirtaus 0 - 99,0 s 0,1 s 0 s
Käynnistystyyppi Suora tai Raapaisu - Suora
Langan ryömintäkäynnistys Auto tai Asetettu nopeus - Auto
Langan ryömintäkäynnistysnopeus 0 - 1 000 cm/min 1 cm/min 20 cm/min
Käynnistysvaiheet POIS tai PÄÄLLÄ - POIS
Tyhjäkäyntijännite POIS tai PÄÄLLÄ - POIS
Suurin tyhjäkäyntijännite 5 - 60 V 0,1 V 50 V
Lopetusarvot
Jauheen jälkivirtaus 0 - 99,0 s 0,1 s 0 s
Kraaterintäyttö POIS tai PÄÄLLÄ - POIS
Kraaterintäyttöaika 0 - 10 s 0,01 s 1 s
Jälkipaloaika 0 - 10 s 0,01 s 1 s
Lopetusvaiheet POIS tai PÄÄLLÄ - POIS
Dynaaminen säätö Auto tai Asetetut arvot - Auto
Raja-arvot - - Mittausraja-arvot - - -
*) Säätöalue riippuu käytettävästä tuotteesta.
bi24d1xa
- 16 -

FI
4 MIG/MAG-HITSAUS
Päävalikko Menetelmä
MIG/MAG-hitsauksessa valokaari sulattaa jatkuvasti syötettyä lankaa. Sulate
suojataan suojakaasulla.
Kun valittuna on GMAW-menetelmä, voidaan valita säätötyyppi korostamalla
SÄÄTÖTYYPPI (REGULATION TYPE) kohdistuspyörällä ja painamalla ENTER.
Valitse vakiohitsausvirta CA tai vakiolangansyöttönopeus CW, katso kappaleet 6.1 ja
6.2.
4.1 Asetukset MIG/MAG-hitsaukselle vakiovirralla
Asetukset Säätöalue Säätöaskel Arvo palau
tuksen jäl
keen
Kaarijännite* 14 - 50 V 0,1 V (1V) 30 V
Hitsausvirta* (CA) 0 - 3 200 A 1 A 400 A
Langansyöttönopeus* (CW) 0 - 2 500 cm/min 1 cm/min 300 cm/min
Siirtonopeus* 0 - 200 cm/min 1 cm/min 50 cm/min
Hitsaussuunta Y - J - J
Aloitusarvot
Kaasun esivirtaus 0 - 99,0 s 0,1 s 2,0 s
Käynnistystyyppi Suora tai Raapaisu - Suora
Langan ryömintäkäynnistys Auto tai Asetettu nopeus - Auto
Langan ryömintäkäynnistysnopeus 0 - 1 000 cm/min 1 cm/min 20 cm/min
Käynnistysvaiheet POIS tai PÄÄLLÄ - POIS
Tyhjäkäyntijännite POIS tai PÄÄLLÄ - POIS
Suurin tyhjäkäyntijännite 5 - 60 V 0,1 V 50 V
Lopetusarvot
Kaasun jälkisyöttö 0 - 99,0 s 0,1 s 2,0 s
Kraaterintäyttö POIS tai PÄÄLLÄ - POIS
Kraaterintäyttöaika 0 - 10 s 0,01 s 1 s
Jälkipaloaika 0 - 10 s 0,01 s 1 s
Lopetusvaiheet POIS tai PÄÄLLÄ - POIS
Dynaaminen säätö Auto tai Asetetut arvot - Auto
Raja-arvot - - Mittausraja-arvot - - -
*) Säätöalue riippuu käytettävästä tuotteesta.
bi24d1xa
- 17 -

FI
5 HIILIKAARITALTTAUS
Päävalikko Menetelmä
Hiilikaarileikkauksessa käytetään erikoiselektrodia, joka koostuu kuparikuoren sisällä
olevasta hiilipuikosta.
Hiilipuikon ja työkappaleen väliin syntyy valokaari, joka sulattaa materiaalin. Sulatettu
materiaali puhalletaan pois paineilmalla.
Kun valittuna on GOUGING-menetelmä, voidaan valita säätötyyppi korostamalla
SÄÄTÖTYYPPI (REGULATION TYPE) kohdistuspyörällä ja painamalla ENTER.
Valitse vakiohitsausvirta CA tai vakiolangansyöttönopeus CW, katso kappaleet 6.1 ja
6.2.
5.1 Asetukset hiilikaaritalttaukselle vakiovirralla
Asetukset Säätöalue Säätöaskel Arvo palau
tuksen jäl
keen
Kaarijännite* 14 - 50 V 0,1 V (1V) 30 V
Hitsausvirta* (CA) 0 - 3 200 A 1 A 400 A
Langansyöttönopeus* (CW) 0 - 2 500 cm/min 1 cm/min 300 cm/min
Siirtonopeus* 0 - 200 cm/min 1 cm/min 40 cm/min
Hitsaussuunta Y - J - J
Aloitusarvot
Ilman esivirtaus 0 - 99,0 s 0,1 s 0 s
Käynnistystyyppi Suora tai Raapaisu - Suora
Langan ryömintäkäynnistys Auto tai Asetettu nopeus - Auto
Langan ryömintäkäynnistysnopeus 0 - 1 000 cm/min 1 cm/min 20 cm/min
Käynnistysvaiheet POIS tai PÄÄLLÄ - POIS
Tyhjäkäyntijännite POIS tai PÄÄLLÄ - POIS
Suurin tyhjäkäyntijännite 5 - 60 V 0,1 V 50 V
Lopetusarvot
Ilman jälkivirtaus 0 - 99,0 s 0,1 s 0 s
Kraaterintäyttö POIS tai PÄÄLLÄ - POIS
Kraaterintäyttöaika 0 - 10 s 0,01 s 1 s
Jälkipaloaika 0 - 10 s 0,01 s 1 s
Lopetusvaiheet POIS tai PÄÄLLÄ - POIS
Dynaaminen säätö Auto tai Asetetut arvot - Auto
Raja-arvot - - Mittausraja-arvot - - -
*) Säätöalue riippuu käytettävästä tuotteesta.
bi24d1xa
- 18 -

FI
6 TOIMINTOJEN SELITYKSET
6.1 CA, vakiohitsausvirta
Virtalähde ohjaa langansyöttöä niin, että hitsausvirta pysyy vakiona.
- Vakiohitsausvirta valitaan päävalikossa.
6.2 CW, vakiolangansyöttönopeus
Hitsausvirta riippuu valitusta langansyöttönopeudesta.
- Vakiolangansyöttönopeus valitaan päävalikossa.
6.3 Langan / puikon koko
Sivun 59 taulukossa on esitetty valittavissa olevat lanka-/puikkokoot.
Valitulla koolla on suuri vaikutus käynnistysjaksoon ja kraaterintäyttöön. Kun
käytetään muita kuin taulukossa mainittuja lankakokoja, valitse koko, joka on lähellä
taulukossa annettua kokoa.
- Langan/puikon koko valitaan päävalikossa.
6.4 Kaarijännite
Suurempi kaarijännite kasvattaa valokaaren pituutta ja synnyttää kuumemman ja
leveämmän hitsauspalon.
- Kaarijännite asetetaan mittausnäytössä, hitsausarvojen asetus –valikossa tai
pikatoiminnot-valikossa.
6.5 Langansyöttönopeus
Langansyöttönopeus määrittää langan syöttönopeuden (cm/min).
- Langansyöttönopeus asetetaan mittausnäytössä, hitsausarvojen asetus –valikossa
tai pikatoiminnot-valikossa.
6.6 Siirtonopeus
Siirtonopeudella määritetään nosturin tai vaunun siirtonopeus (cm/min).
- Siirtonopeus asetetaan mittausnäytössä, hitsausarvojen asetus –valikossa tai
pikatoiminnot-valikossa.
6.7 Hitsaussuunta
Siirtoliike symbolin osoittamaan suuntaan.
- Hitsaussuunta asetetaan hitsausarvojen asetus -valikossa.
6.8 Jauheen esivirtaus
Jauheen esivirtauksella määritetään kuinka kauan hitsausjauhetta virtaa ennen
valokaaren sytytystä.
- Jauheen esivirtaus asetetaan hitsausarvojen asetus –valikossa kohdassa
aloitusarvot.
bi24d1xa
- 19 -

FI
6.9 Kaasun esivirtaus
Kaasun esivirtauksella määritetään kuinka kauan suojakaasua virtaa ennen
valokaaren sytytystä.
- Kaasun esivirtaus asetetaan hitsausarvojen asetus –valikossa kohdassa
aloitusarvot.
6.10 Ilman esivirtaus
Ilman esivirtauksella määritetään kuinka kauan ilmaa virtaa ennen valokaaren
sytytystä.
- Ilman esivirtaus asetetaan hitsausarvojen asetus –valikossa kohdassa aloitusarvot.
6.11 Käynnistystyyppi
Valittavana ovat seuraavat vaihtoehdot:
S Suorakäynnistys, liike alkaa kun valokaari on syttynyt.
S Raapaisukäynnistys, liike alkaa samaan aikaan langansyötön kanssa.
- Käynnistystyyppi asetetaan hitsausarvojen asetus –valikossa kohdassa
aloitusarvot.
6.12 Langan ryömintäkäynnistys
Langan ryömintäkäynnistyksellä asetetaan langansyöttömoottorin ryömintänopeus
käynnistyksen aikana.
Jos valikossa asetetaan arvo 50, ryömintänopeus on 50 cm/min.
AUTO-asetuksella ryömintänopeus lasketaan asetettujen arvojen perusteella.
- Langan ryömintäkäynnistys asetetaan hitsausarvojen asetus –valikossa kohdassa
aloitusarvot.
bi24d1xa
- 20 -

FI
6.13 Käynnistysvaiheet
Hitsattaessa erikoislangalla tai –materiaalilla voi olla tarpeen määrittää oma
käynnistysjakso. Käynnistysjakso voi vaikuttaa hitsauspalon ulkonäköön.
Aloitusvaihe1 PÄÄLLÄ voidaan
asettaa seuraavat
S Aika s
Hitsausaika vaiheella 1.
S Kaarijännite %
Prosentteina asetetusta jännitteestä
S Langansyöttö %
Prosentteina asetetusta
syöttönopeudesta
S Hitsausvirta &
Prosentteina asetetusta
hitsausvirrasta
S Siirtonopeus %
Prosentteina asetetusta
syöttönopeudesta
- Aloitusvaiheet asetetaan hitsausarvojen asetus –valikossa kohdassa aloitusarvot.
Aloitusvaihe2 PÄÄLLÄ voidaan
asettaa seuraavat
S Aika s
Hitsausaika vaiheella 2.
S Kaarijännite %
Prosentteina asetetusta jännitteestä
S Langansyöttö %
Prosentteina asetetusta
syöttönopeudesta
S Hitsausvirta &
Prosentteina asetetusta
hitsausvirrasta
S Siirtonopeus %
Prosentteina asetetusta
syöttönopeudesta
6.14 Suurin tyhjäkäyntijännite (OCV, Open Circuit Voltage)
Kun asetus on PÄÄLLÄ, tyhjäkäyntijännite voidaan asettaa.
Kun asetus on POIS, tyhjäkäyntijännite on hitsausjännitteelle asetettu arvo.
- Tyhjäkäyntijännite asetetaan hitsausarvojen asetus –valikossa kohdassa
aloitusarvot.
6.15 Jauheen jälkivirtaus
Jauheen jälkivirtauksella määritetään kuinka kauan hitsausjauhetta virtaa valokaaren
sammutuksen jälkeen.
- Jauheen jälkivirtaus asetetaan hitsausarvojen asetus –valikossa kohdassa
lopetusarvot.
6.16 Kaasun jälkivirtaus
Kaasun jälkivirtauksella määritetään kuinka kauan suojakaasua virtaa valokaaren
sammutuksen jälkeen.
- Kaasun jälkivirtaus asetetaan hitsausarvojen asetus –valikossa kohdassa
lopetusarvot.
6.17 Ilman jälkivirtaus
Ilman jälkivirtauksella määritetään kuinka kauan ilmaa virtaa valokaaren
sammutuksen jälkeen.
- Ilman jälkivirtaus asetetaan hitsausarvojen asetus –valikossa kohdassa
lopetusarvot.
bi24d1xa
- 21 -

FI
6.18 Kraaterintäyttö
Kraaterintäyttö mahdollistaa hallitun lämmön laskun ja hitsisulan koon pienennyksen
hitsauksen lopussa. Kraaterintäytön avulla voidaan välttää huokosten,
lämpöhalkeamien ja kraatereiden muodostuminen hitsisaumaan.
- Kraaterintäyttö asetetaan hitsausarvojen asetus –valikossa kohdassa lopetusarvot.
6.19 Jälkipaloaika
Jälkipaloaika määrittää viiveajan langan jarrutuksen aloitushetkestä siihen kun
virtalähde katkaisee hitsausjännitteen. Liian lyhyt jälkipaloaika aiheuttaa sen, että
elektrodia on liian paljon esillä hitsauksen loputtua ja elektrodi saattaa jäädä kiinni
sulatteeseen. Liian pitkä jälkipaloaika aiheuttaa sen, että elektrodia on vähän esillä
hitsauksen loputtua ja valokaari saattaa palaa suuttimeen.
- Jälkipaloaika asetetaan hitsausarvojen asetus –valikossa kohdassa lopetusarvot.
6.20 Lopetusvaiheet
Lopetusvaiheita käytetään pääasiassa kraaterintäytön määrittämiseen.
Lopetusvaihe1 PÄÄLLÄ voidaan
asettaa seuraavat
S Aika s
Hitsausaika vaiheella 1.
S Kaarijännite %
Prosentteina asetetusta jännitteestä
S Langansyöttö %
Prosentteina asetetusta
syöttönopeudesta
S Hitsausvirta &
Prosentteina asetetusta
hitsausvirrasta
S Siirtonopeus %
Prosentteina asetetusta
syöttönopeudesta
Lopetusvaihe2 PÄÄLLÄ voidaan
asettaa seuraavat
S Aika s
Hitsausaika vaiheella 2.
S Kaarijännite %
Prosentteina asetetusta jännitteestä
S Langansyöttö %
Prosentteina asetetusta
syöttönopeudesta
S Hitsausvirta &
Prosentteina asetetusta
hitsausvirrasta
S Siirtonopeus %
Prosentteina asetetusta
syöttönopeudesta
- Lopetusvaiheet asetetaan hitsausarvojen asetus –valikossa kohdassa lopetusarvot.
6.21 Dynaaminen säätö
Dynaaminen säätö on kehitetty hitsaukseen useammalla langalla ja se muuttaa
virtalähteen ominaisarvoja. Virtalähteen ominaisarvot lasketaan asetettujen
lanka-arvojen perusteella.
- Dynaaminen säätö asetetaan hitsausarvojen asetus –valikossa.
bi24d1xa
- 22 -

FI
6.22 Asetusrajat
Lisätietoa asetusrajoista on kappaleessa 9.4 ”Asetusrajojen muokkaus”.
6.23 Mittausrajat
Lisätietoa mittausrajoista on kappaleessa 9.5 ”Mittausrajojen muokkaus”.
7 MUISTIN HALLINTA
7.1 Ohjauspaneelin toiminta
Ohjauspaneeli koostuu kahdesta yksiköstä: työmuisti ja hitsausarvomuisti.
Talleta
Työmuisti Hitsausarvomuisti
Lataa
Työmuistiin luodaan täydellinen hitsausarvosarja, joka voidaan tallentaa
hitsausarvomuistiin.
Hitsatessa työmuistin sisältö ohjaa aina prosessia. Tämän ansiosta on mahdollista
myös ladata hitsausarvosarja hitsausarvomuistista työmuistiin.
Huomaa, että työmuisti sisältää aina viimeisimmät hitsausarvoasetukset. Ne voivat
olla hitsausarvomuistista haettuja tai yksitellen muutettuja asetuksia. Työmuisti ei
siis koskaan ole tyhjä tai nollattu.
Päävalikko MUISTI Hitsausarvomuisti
WELD DATA MEMORY
2ND
STORE
FUNCT QUIT
Ohjauspaneeliin voidaan tallentaa enintään 255 hitsausarvosarjaa. Jokaiselle sarjalle
annetaan numero 1 - 255.
Hitsausarvosarjoja voidaan myös poistaa, kopioida, muuttaa ja nimetä sekä ladata
työmuistiin.
bi24d1xa
- 23 -

FI
7.2 Talleta
Jos hitsausarvomuisti on tyhjä, näytössä näkyy seuraava kuva.
Haluat tallentaa hit
WELD DATA MEMORY
sausarvosarja muistiin.
Se tulee muistipaikkaan
5. Paina TALLETA
(STORE). Näytössä
näkyy muistipaikka 1.
Valitse muistipaikka 5
jotakin säätöpyörää
kiertämällä. Paina
TALLETA (STORE).
STORE
Näytössä näkyy seuraava kuva.
Hitsausarvosarja on nyt
tallennettu muistipaik
kaan 5.
WELD DATA MEMORY
5 - (SAW)
2ND
FUNCT QUIT
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
DELETE
Näytön alareunassa näkyy osa hitsausarvosarjan 5 sisällöstä.
2ND
FUNCT QUIT
bi24d1xa
- 24 -

FI
Jos merkittyyn paik
kaan on jo talletettu hit
sausarvosarja,
WELD DATA MEMORY
5 - (SAW)
näyttöön tulee kysymys
korvataanko muistipai
kassa olevat tiedot
(KYLLÄ (YES) tai EI
(NO)).
Palaa muistivalikkoon painamalla EI (NO).
7.3 Lataa
Seuraavassa esimer
kissä ladataan
tallennettu hitsausarvo
sarja.
WELD DATA MEMORY
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
NO YES
Siirrä kohdistin riville 5
kohdistuspyörällä. Pai
na LATAA (RECALL).
Vahvista hitsausarvo
sarjan 5 lataus paina
malla KYLLÄ (YES).
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
WELD DATA MEMORY
5 - (SAW)
DELETE
2ND
FUNCT QUIT
bi24d1xa
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
NO YES
- 25 -

FI
Tämä näyttökuvassa näkyvä kuvake osoittaa
ladatun muistipaikan.
7.4 Poista
Muistivalikossa voidaan poistaa yksi tai useampia hitsausarvosarjoja.
Seuraavassa esimer
kissä poistetaan
hitsausarvosarja.
Valitse hitsausarvosar
ja. Paina POISTA (DE
LETE).
Vahvista poisto paina
malla KYLLÄ (YES).
WELD DATA MEMORY
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
WELD DATA MEMORY
5 - (SAW)
DELETE
2ND
FUNCT QUIT
bi24d1xa
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
NO YES
- 26 -

FI
7.5 Kopioi
Hitsausarvosarja voidaan kopioida toiseen muistipaikkaan. Toimi seuraavasti:
Paina 2. TOIM (2ND
FUNCT).
Merkitse kopioitava
muistipaikka ja paina
KOPIOI (COPY).
WELD DATA MEMORY
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
WELD DATA MEMORY
5 - (SAW)
DELETE
2ND
FUNCT QUIT
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPY RENAME
EDIT
2ND
FUNCT QUIT
Seuraavassa esimerkissä kopioidaan muistipaikan 5 sisältö muistipaikkaan 50.
bi24d1xa
- 27 -

FI
Merkitse valittu muistipaikka kohdistuspyörällä, tässä tapauksessa paikka 50.
Merkitse muistipaikka 1
ja siirry säätöpyöriä
kiertämällä valittuun
muistipaikkaan, tässä
WELD DATA MEMORY
1 -
5 - (SAW)
tapauksessa paikka
50.Paina KYLLÄ (YES).
DATA SET 5 TO POSITION: 50
Hitsausarvosarja 5 on nyt kopioitu muistipaikkaan 50.
7.6 Nimeä
Tallennettu hitsausarvosarja nimetään seuraavasti:
COPY
NO YES
Paina 2. TOIM (2ND
FUNCT). Merkitse
nimettävä muistipaikka
ja paina VAIHDA NIMI
WELD DATA MEMORY
5 - (SAW)
50 -
(RENAME).
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPY RENAME
EDIT
Näyttöön tulee näppäimistö, jota käytetään seuraavasti:
S Siirrä kohdistin halutun merkin
kohdalle nuolinäppäimillä ja
kohdistuspyörällä. Paina ENTER. Voit
kirjoittaa tällä tavoin 40 merkin
pituisen tekstirivin.
2ND
FUNCT QUIT
S Tallenna teksti painamalla VALMIS
(DONE). Nimetty hitsausarvosarja
näkyy nyt luettelossa.
bi24d1xa
- 28 -

FI
7.7 Muuta
Hitsausarvosarjan sisältö muokataan seuraavasti:
Paina 2. TOIM (2ND
FUNCT). Merkitse
muokattava muistipaik
WELD DATA MEMORY
5 - (SAW)
ka ja paina MUOKKAA
(EDIT).
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPY
EDIT
2ND
FUNCT QUIT
Näytössä näkyy osa päävalikosta sekä symboli , joka osoittaa, että paneeli on
muokkaustilassa.
Paina ASETA (SET) ja
tee halutut muutokset.
SAW
REGULATION TYPE CA
WIRE TYP SS FLUX CORED
WIRE DIMENSION 2.0 mm
SET QUIT
Näyttöön tulee seuraava valikko:
Tässä esimerkissä
muutetaan hitsausvirta
400 A:sta 500 A:iin.
Valitse hitsausvirta
(CURRENT) ja vaihda
säätöpyörillä arvoksi
500.
Paina kaksi kertaa
PERUUTA (QUIT).
bi24d1xa
SAW WELD DATA SETTING
VOLTAGE 20,0 V
CURRENT 500 A
TRAVEL SPEED 0 cm/min
DIRECTION J
START DATA"
STOP DATA"
DYNAMIC REGULATION AUTO
SETTING LIMITS"
MEASURE LIMITS"
QUIT
- 29 -

FI
Hitsausarvosarjan 5 asetukset on nyt muutettu ja talletettu.
8 KOKOONPANOVALIKKO
Päävalikko Kokoonpanovalikko
Tässä valikossa on seuraavat alivalikot:
S Kieli, katso kappale 1.2.1 ”Kielen valinta”
S Koodilukko, katso kappale 8.1
S Yleiset asetukset, katso kappale 8.2
S Koneen asetukset, katso kappale 8.3
S Kaapelin pituus, katso kappale 8.4
S Huolto, katso kappale 8.5
S Verkon asetukset, katso kappale 8.6
8.1 Koodilukko
Päävalikko Kokoonpanovalikko Koodilukko
Kun lukitustoiminto on aktivoitu ja avattuna on mittausnäyttö tai pikatoimintovalikko,
vaaditaan salasana (lukituskoodi) näistä valikoista poistumiseksi.
CODE LOCK
LOCK STATUS OFF
SET/CHANGE LOCK CODE
QUIT
Lukitustoiminto aktivoidaan kokoonpanovalikossa.
8.1.1 Lukituksen tila
Lukituksen tila –valikossa voidaan aktivoida/deaktivoida lukitustoiminto. Nykyistä
lukituskoodia ei poisteta kun toiminto deaktivoidaan. Jos lukituskoodia ei ole
tallennettu ja lukitustoiminto yritetään aktivoida, näyttöön tulee näppäimistö uuden
lukituskoodin syöttöä varten.
bi24d1xa
- 30 -

FI
Lukitustilasta poistuminen
Kun avattuna on mittausnäyttö tai pikatoimintovalikko ja lukitustoiminto on
deaktivoitu, valikoista voidaan poistua esteettä painamalla PERUUTA (QUIT) tai
VALIKKO-painiketta päävalikkoon siirtymiseksi.
Jos lukitustoiminto on aktivoitu ja valikosta yritetään poistua, näyttöön tulee
seuraava ikkuna, jossa käyttäjää varoitetaan koodisuojauksesta.
PAINA ENTER LUKITUSKOODIA VARTEN...
PRESS ENTER TO
LOCK CODE...
Valitse nyt PERUUTA (QUIT), jos haluat palata edelliseen valikkoon tai siirry
lukituskoodin syöttöön painamalla ENTER.
Näyttöön tulee näppäimistö, jolla voidaan syöttää lukituskoodi. Paina jokaisen merkin
jälkeen ENTER ja vahvista koodi painamalla uudelleen ENTER-painiketta.
Näyttöön tulee seuraava tekstiruutu:
YKSIKKÖ LUKITSEMATTA!
UNIT UNLOCKED!
Ellei koodi ole oikein, näyttöön tulee virheilmoitus, joka antaa käyttäjälle
vaihtoehdoksi yrittää uudelleen tai palata takaisin alkuperäiseen valikkoon ts.
mittausnäyttöön tai pikatoimintovalikkoon.
Jos koodi on oikea, estot muihin valikoihin poistetaan, mutta lukitustila jää
aktiiviseksi. Tämä tarkoittaa, että mittausnäytöstä ja pikatoimintovalikosta voidaan
poistua tilapäisesti, mutta lukitustila jää päälle, kun näihin valikoihin palataan.
8.1.2 Aseta/vaihda lukituskoodi
Aseta/vaihda lukituskoodi –valikossa voidaan muokata nykyistä lukituskoodia tai
syöttää uusi koodi. Lukituskoodi voi koostua enintään 16 kirjaimesta tai numerosta.
8.2 Yleiset perusasetukset
Päävalikko Kokoonpanovalikko Yleiset asetukset
Tässä valikossa voidaan määrittää:
S Pikatoiminnot pikanäppäimille, katso 8.2.1
S Laatutietojen tallennus tiedostoon, katso 8.2.2
S Asetukset pikanäppäimille, katso 8.2.3
S Automaattinen hitsausarvojen tallennus, katso 8.2.4
S Mittayksiköt, katso 1.2.2 ”Pituusyksikön valinta”
bi24d1xa
- 31 -

FI
8.2.1 Pikatoiminnot pikanäppäimille
Pikanäppäimet ”1 ARVOT” - ”4 ARVOT” (WELD DATA 1-4) näkyvät pikatoimintovali
kossa.
SAW: CA 16
A 450 Amp
V 30.0 Volt
50 cm/min
WELD
DATA 1
Pikanäppäimet määritellään seuraavasti:
Siirrä osoitin PIKANÄP
PÄINNUMERO–rivin
(SOFT KEY NUMBER)
kohdalle.
Näppäimet on numeroitu 1-4 vasemmalta oikealle. Valitse haluttu näppäin antamalla
sen numero säätöpyörillä.
FAST MODE SOFT BUTTONS
SOFT KEY NUMBER 1
ASSOCIATED WELD DATA 5
STORE
WELD
DATA 2
SAW: CA: FE SOLID: 0.8 mm
20.0 V: 500 A: 0 cm/min
WELD
DATA 3
DELETE QUIT
WELD
DATA 4
2ND
FUNCT
Siirry sitten seuraavalle riville MUKAAN LIITTYVÄT HITSAUSARVOT
(ASSOCIATED WELD DATA). Tässä voit selata hitsausarvomuistiin tallennettuja
hitsausarvoja. Valitse haluttu hitsausarvosarja säätöpyörillä. Paina TALLETA
(STORE). Voit poistaa tallennetut hitsausarvosarjan painamalla POISTA (DELETE).
bi24d1xa
- 32 -

FI
8.2.2 Laatutietojen tallennus tiedostoon
Toiminto LAATUTIE
DOT LOKIIN (QUALITY
DATA LOG TO FILE)
aktivoidaan asettamalla
sen arvoksi PÄÄLLÄ
(ON).
GENERAL CONFIGURATION
FAST MODE SOFT BUTTONS 1
QUALITY DATA LOG TO FILE ON
SOFT KEYS SETUP"
AUTO SAVE MODE OFF
UNIT OF LENGTH METRIC
QUIT
Lisätietoa laatutoiminnon asetuksista on kappaleessa 9.7.
8.2.3 Pikanäppäinten asetukset
Edellä on mainittu ohjauspaneelin pikanäppäimet. UP-hitsauksessa (SAW) ja
MIG/MAG-hitsauksessa (GMAW) käyttäjä voi itse asettaa näiden näppäinten
toiminnon valitsemalla haluamansa toiminnon vaihtoehtoluettelosta. Kahdeksalle
pikanäppäimelle voidaan määrittää toiminto.
Valittavana ovat seuraavat vaihtoehdot:
S Ei mitään
S Kaasuhuuhtelu / Jauheventtiili
S Asetetut arvot
Näyttää asetusarvot mittausvalikon mittausarvojen sijaan.
S Rele 1
Asettaa moottorikortin relelähdön 1, jota asiakas voi käyttää haluamaansa
toimintoon.
S Suunta Y - J.
S Kauko-ohjaus
Käytetään kun PEK:ta ja hitsausvirtalähdettä halutaan ohjata kauko-ohjauksella.
S Ulkoinen akseli
Aktivoidaan, kun käytössä on kauko-ohjain esim. rullaston ohjaukseen.
Näytössä näkyy kaksi
saraketta: PIKANÄP
PÄIN (SOFT KEYS) ja
TOIMINTO (FUNCTI
ON).
SOFT KEYS SETUP
SOFT KEYS FUNCTION
S1 NONE
S2 NONE
S3 NONE
S4 NONE
S1 2ND FUNCT NONE
S2 2ND FUNCT NONE
S3 2ND FUNCT NONE
S4 2ND FUNCT NONE
bi24d1xa
QUIT
- 33 -

FI
Kun näppäimille määritellään toimintoja, ne numeroidaan vasemmalta lähtien
seuraavasti:
S1 S2 S3 S4
FUNCT
2ND
S1 2ND
FUNCT
S2 2ND
FUNCT
S3 2ND
FUNCT
Pikanäppäimelle määritetään uusi toiminto seuraavasti:
Siirrä kohdistin halua
masi pikanäppäimen
numeron rivin kohdalle
ja paina ENTER. Pon
nahdusvalikko näyttää
toimintovalinnan. Valit
se kohdistuspyörällä ja
paina ENTER.
SOFT KEYS SETUP
SOFT KEYS FUNCTION
S1 NONE
S2 NONE
S3 NONE
S4 NONE
S1 2ND FUNCT NONE
S2 2ND FUNCT NONE
S3 2ND FUNCT NONE
S4 2ND FUNCT NONE
S4 2ND
FUNCT
2ND
FUNCT
QUIT
Muille näppäimille voidaan samalla tavoin määrittää uudet toiminnot yhdistämällä
vasemman sarakkeen toiminto ja oikean sarakkeen näppäinnumero.
8.2.4 Automaattinen hitsausarvojen tallennus
Jos hitsausarvosarja on ladattu hitsausarvomuistin muistipaikasta ja asetuksia sitten
muutetaan, muutokset tallennetaan automaattisesti muistipaikkaan hitsauksen
lopetuksen yhteydessä.
Hitsausarvojen tallennus käsin estää seuraavan automaattisen tallennuksen.
Muistipaikka, johon hitsausarvosarja on tallennettu, näytetään näytön oikeassa
yläkulmassa.
8.3 Koneen asetukset
Päävalikko Kokoonpanovalikko Koneen asetukset
Tässä valikossa voidaan määrittää:
S Tuotekoodi, katso kappale 8.3.1
S Langansyöttöakseli, katso kappale 8.3.2
S Liikeakseli, katso kappale 8.3.3
S Ulompi akseli, katso kappale 8.3.4
S Tandem, katso kappale 8.3.5
bi24d1xa
- 34 -

FI
8.3.1 Tuotekoodi
TUOTOKOODI-valikos
MACHINE CONFIGURATION
sa (PRODUCT CODE)
valitaan käytettävä au
tomaatti, nosturi, rullas
to tai kääntölaite.
PRODUCT CODE A2TFX
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM OFF
Tuotekoodin avulla valitaan automaattisesti kyseisessä tuotteessa käytetty
moottorityyppi ja vaihteiston välityssuhde.
Valittavana ovat seuraavat vaihtoehdot:
S A2TFJ1
A2-automaatti UP-hitsaukseen (SAW)
S A2TGJ1
QUIT
A2-automaatti MIG/MAG-hitsaukseen (GMAW)
S A6TFF1
A6-automaatti UP-hitsaukseen (SAW)
S FREE 2 AXIS
Vapaa konfigurointi 2 moottorin liittämiselle käyttölaitekorttiin. Yksi langansyötölle
ja yksi siirtoliikkeelle.
S FREE 3 AXIS
Vapaa konfigurointi ulkoisen rullaston, kääntölaitteen tai lineaariakselin sekä 2
moottorin liittämiselle käyttölaitekorttiin. Yksi langansyötölle ja yksi siirtoliikkeelle.
8.3.2 Langansyöttöakseli
Langansyöttömoottori asetetaan automaattisesti alla olevien taulukoiden mukaan.
A2TFJ1 A2TGJ1 A6TFF1
Moottori 5035 38 RPM 5035 68 RPM VEC4000
Vaihde 1 49:1 49:1 156:1
Vaihde 2 1:1 1:1 1:1
Syöttörullien halkaisija 49 mm 49 mm 49 mm
Pulssianturi 28 ppr 28 ppr 32 ppr
Pieni manuaalinen
nopeus
Suuri manuaalinen
nopeus
150 cm/min 150 cm/min 150 cm/min
300 cm/min 300 cm/min 300 cm/min
bi24d1xa
- 35 -

FI
FREE 2 AXIS FREE 3 AXIS
Moottori VEC 4000 VEC 4000
Vaihde 1 156:1 156:1
Vaihde 2 1:1 1:1
Syöttörullien halkaisija 49 mm 49 mm
Pulssianturi 32 ppr 32 ppr
Pieni manuaalinen
nopeus
Suuri manuaalinen
nopeus
8.3.3 Siirtoakseli
Siirtomoottori asetetaan automaattisesti alla olevien taulukoiden mukaan.
Moottori 4030-350 4030-350 FHP258
Vaihde 1 375:10 375:10 24:1
Vaihde 2 51:1 51:1 51:1
Pyörän halkaisija 158 mm 158 mm 180 mm
Pulssianturi 60 ppr 60 ppr 28 ppr
Suuri manuaalinen
nopeus
150 cm/min 150 cm/min
300 cm/min 300 cm/min
A2TFJ1 A2TGJ1 A6TFF1
200 cm/min 200 cm/min 200 cm/min
FREE 2 AXIS FREE 3 AXIS
Moottori VEC 4000 VEC 4000
Vaihde 1 312:1 312:1
Vaihde 2 1:1 1:1
Pyörän halkaisija 65 mm 65 mm
Pulssianturi 32 ppr 32 ppr
Suuri manuaalinen
nopeus
200 cm/min 200 cm/min
bi24d1xa
- 36 -

FI
8.3.4 Ulkoinen akseli
Kytkettäessä ulkoinen rullasto, kääntölaite tai lineaariakseli, pitää valita FREE 3
AXIS.
Valittaessa FREE 3 AXIS moottori asetetaan automaattisesti alla olevien taulukoiden
mukaan.
Rullasto. Lineaarinen Kääntölaite
Vaihde 1 560:1 560:1 560:1
Vaihde 2 111:22 111:22 111:22
Vaihde 3 1:1 1:1 1:1
Pyörän halkaisija 160 mm 160 mm 160 mm
Pulssianturi 30 ppr 30 ppr 30 ppr
Suuri manuaalinen
nopeus
Taajuussuhde 85:50 85:50 85:50
Moottori 2000 r/min 2000 r/min 2000 r/min
Hitsin halkaisija 1 000 mm - 1 000 mm
Rullan halkaisija 1 000 mm - -
200 cm/min 200 cm/min 200 cm/min
8.3.5 Tandem
Käytetään hitsattaessa kahdella hitsauspäällä.
Siirrä kohdistin riville
MACHINE CONFIGURATION
TANDEM (TANDEM) ja
paina ENTER.
Valitse PÄÄLLÄ (ON)
kohdistuspyörällä ja
paina ENTER.
PRODUCT CODE A2TFX
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM ON
b WELDING HEAD HEAD
b WELD HEAD OFFSET 20 mm
QUIT
Kahdella hitsauspäällä hitsausta varten pitää määrittää toiminto HITSAUSPÄÄN
OFFSET (WELD HEAD OFFSET).
HITSAUSPÄÄN OFFSET (WELD HEAD OFFSET) määrittää hitsauspäiden välisen
etäisyyden millimetreinä.
Kun etäisyys hitsauspään 1 ETUMAINEN (HEAD) ja hitsauspään 2 TAEMPI (TAIL)
välillä on annettu, ohjausyksikkö muuntaa sen hitsauspään 1 ja hitsauspään 2
käynnistysväliksi.
Ohjausyksikkö pystyy laskemaan hitsausvirtalähteiden käynnistyksen ja pysäytyksen
väliseksi ajaksi enintään 65 sekuntia. Tämä tarkoittaa, että hitsausnopeudella 50
cm/min HITSAUSPÄÄN OFFSET –arvoksi (WELD HEAD OFFSET) voidaan asettaa
enintään 2000 mm. Muuten aika loppuu ennen kuin hitsauspää 2 ehtii
käynnistyskohtaan.
bi24d1xa
- 37 -

FI
WELD HEAD OFFSET
TAIL HEAD
HUOM!
Varmista, että molemmissa ohjausyksiköissä on samat HITSAUSPÄÄN OFFSET
–asetukset (WELD HEAD OFFSET) ja sama siirtonopeus. Isäntäohjausyksikön tulee
ohjata ETUMAISTA (HEAD) hitsauspäätä ja orjaohjausyksikön TAEMPAA (TAIL)
hitsauspäätä. Isäntäohjausyksikkö ohjaa aina siirtoliikettä.
Kahdella hitsauspäällä suoritettavan hitsauksen arvot määritetään seuraavasti:
Siirrä kohdistin rivin
MACHINE CONFIGURATION
HITSAUSPÄÄ (WEL
DING HEAD) kohdalle.
Valitse koskeeko ase
tus isäntäohjausyksik
köä ETUMAINEN (HE
AD) vai orjaohjausyk
sikköä TAEMPI (TAIL).
PRODUCT CODE A2TFX
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM ON
b WELDING HEAD HEAD
b WELD HEAD OFFSET 20 mm
QUIT
S Siirrä kohdistin rivin HITSAUSPÄÄN OFFSET (WELD HEAD OFFSET) kohdalle
ja aseta hitsauspäiden välinen etäisyys.
bi24d1xa
- 38 -

FI
Esimerkki, I/O ON
Sveisehode2, (slave) Sveisehode1, (master)
WELD HEAD OFFSET
TAIL HEAD
S Paina Käynnistys hitsauspäälle 1.
S Hitsauspää 1 alkaa hitsata.
S Hitsauspää 2 alkaa hitsata vasta kun hitsauspää 1 on saavuttanut alkuaseman
(kohdassa HITSAUSPÄÄN OFFSET (WELD HEAD OFFSET) asetettu etäisyys).
S Paina Seis hitsauspäälle 1.
S Hitsauspää 1 lopettaa hitsauksen, mutta siirtoliike jatkuu.
S Hitsauspää 2 lopettaa hitsauksen kun se on saavuttanut aseman, jossa
hitsauspää 1 lopetti hitsauksen (kohdassa HITSAUSPÄÄN OFFSET (WELD
HEAD OFFSET) asetettu etäisyys).
S Hitsaus on valmis.
Eksempel, I/O OFF
Hitsauspää 2 (orja) Hitsauspää 1 (isäntä)
TAIL HEAD
WELD HEAD OFFSET
bi24d1xa
- 39 -

FI
S Paina samaan aikaan Käynnistys hitsauspäälle 1 ja hitsauspäälle 2.
S Hitsauspää 1 alkaa hitsata.
S Hitsauspää 2 alkaa hitsata vasta kun hitsauspää 1 on saavuttanut alkuaseman
(kohdassa HITSAUSPÄÄN OFFSET (WELD HEAD OFFSET) asetettu etäisyys).
S Paina samaan aikaan Seis hitsauspäälle 1 ja hitsauspäälle 2.
S Hitsauspää 1 lopettaa hitsauksen, mutta siirtoliike jatkuu.
S Hitsauspää 2 lopettaa hitsauksen kun se on saavuttanut aseman, jossa
hitsauspää 1 lopetti hitsauksen (kohdassa HITSAUSPÄÄN OFFSET (WELD
HEAD OFFSET) asetettu etäisyys).
S Hitsaus on valmis.
8.4 Kaapelin pituus
Hitsauskaapelien impedanssi vaikuttaa kaarijännitteeseen. Impedanssi riippuu mm.
kaapelien pituudesta ja poikkileikkausalasta sekä sijainnista. Tämä on erityisen
merkityksellistä vaihtovirtahitsauksessa.
Pitkien kaapelien aiheuttamaa jännitehäviötä kompensoidaan, jos kaapelipituus
ilmoitetaan.
Syötä kaapelien yhteispituus (hitsaus- ja maadoituskaapelien yhteenlaskettu pituus).
Huom! Kahta kaapelia käytettäessä kaapelien poikkileikkausalat pitää laskea
yhteen.
Tämä toiminto on aktiivinen käynnistysvaiheen aikana, kunnes virtalähde on saanut
mittausarvot, joiden suhteen se voi säätää toimintaansa.
Tämä toiminto ei ole aktiivinen, jos valittuna on ”Max OCV”.
8.5 Huolto
Päävalikko Kokoonpanovalikko Huolto
Tässä valikossa määritetään kuinka usein suutin pitää vaihtaa. Määritä kuinka
monen käynnistyksen jälkeen suutin tulee vaihtaa valitsemalla rivi VIRTASUUT.
VAIHTOVÄLI (CONTACT TIP CHANGE INTERVAL ) ja paina ENTER. Muuta arvo
säätöpyörillä. Kun asetettu arvo on saavutettu, virhelokissa näkyy vikakoodi 54.
Nollaa painamalla NOLLAUS (RESET).
Kun valitaan KOKONAISKÄYTTÖAIKARAJA (TOTAL RUNNING TIME LIMIT)
käynnistysten lukumäärän sijaan, otetaan yhteys valtuutettuun ESAB-huoltoteknik
koon.
bi24d1xa
- 40 -

FI
MAINTENANCE
CONTACT TIP CHANGE INTERVAL 0 Welds
b WELD COUNT 0 Welds
TOTAL RUNNING TIME LIMIT 0d00:00:00
b TOTAL RUNNING TIME 0d00:00:00
RESET
8.6 Verkon asetukset
Päävalikko Kokoonpanovalikko Verkon asetukset
Tässä valikossa voidaan muodostaa yhteys lähiverkossa olevaan hallintatyökaluun.
QUIT
Lisätietoa hallintatyökalusta on WELDPOINT-käyttöohjeessa. Käyttöohjeen voi
ladata osoitteesta www.esab.com.
NETWORK SETTINGS
DHCP ON
IP ADDRESS 172.20.125.74
SUBNET MASK 0.0.0.0.
DEFAULT GATEWAY 0.0.0.0.
HOSTNAME ESAB_W82
QUIT
bi24d1xa
- 41 -

FI
8.6.1 Järjestelmän yleiskuvaus
1 Hitsausvirtalähde 4 Hallintatyökalu, Weldpoint
2 Langansyöttöyksikkö/hitsausautomaatti 5 Yhteys lähiverkkoon
3 Ohjausyksikkö, PEK 6 USB-muisti
9 TYÖKALUT
Päävalikko Työkalut
Tässä valikossa on seuraavat alivalikot:
S Virheloki, katso kappale 9.1
S Vienti / tuonti, katso kappale 9.2
S Tiedostonhallinta, katso kappale 9.3
S Asetusrajojen muokkaus, katso kappale 9.4.
S Mittausrajojen muokkaus, katso kappale 9.5
S Tuotantotiedot, katso kappale 9.6
S Laatutoiminnot, katso kappale 9.7
S Kalenteri, katso kappale 9.8
S Käyttäjätilit, katso kappale 9.9
S Yksikön tiedot, katso kappale 9.10
bi24d1xa
- 42 -

FI
9.1 Virheloki
Päävalikko Työkalut Virheloki
Vikakoodeilla osoitetaan, että hitsausprosessissa on ilmennyt vika. Tämä osoitetaan
näyttöön avautuvassa ponnahdusvalikossa sekä huutomerkillä , joka näytön
oikeassa yläkulmassa.
Huom! häviää näytöstä, kun siirrytään virhelokivalikkoon.
Kaikki hitsauslaitteiston käytön aikana ilmenneet viat tallennetaan virheilmoituksina
virhelokiin. 99 virheilmoitusta voidaan tallentaa. Jos virheloki täyttyy eli siihen on
tallennettu 99 virheilmoitusta, vanhin ilmoitus poistetaan automaattisesti seuraavan
vian ilmetessä.
Virhelokista voidaan lukea seuraavat tiedot:
S Vian vikanumero
S Vika ilmenemispäivä
S Vika ilmenemisaika
S Yksikkö, jossa vika ilmeni
S Vian vikakoodi
ERROR LOG
Index Date Time Unit Error
1 081120 11:24:13 8 19
2 081120 10:24:18 8 18
3 081121 13:24:18 8 17
Error in battery-drivin memory
DELETE
ALL
QUIT
9.1.1 Yksiköiden tunnukset
2 =Virtalähde
6 =Langansyöttö ja siirtoliike (moottorikortti)
8 =Ohjauspaneeli
9.1.2 Vikakoodien kuvaus
Alla on selostettu vikakoodit, joiden syyt käyttäjä voi itse poistaa. Jos jokin muu koodi
näkyy näytössä, käynnistä kone uudelleen. Ellei tämä poista vikaa, ota yhteys
huoltoon.
bi24d1xa
- 43 -

FI
Vika Kuvaus
6 Korkea lämpötila
Virtalähde on ylikuumentunut ja lopettaa hitsauksen. Hitsaus sallitaan vasta, kun lämpötila
laskee lämpötilarajan alapuolelle.
Toimenpide: Tarkasta, että jäähdytysilman tulo-/poistoaukot eivät ole tukossa tai likaiset.
Tarkasta myös työjakso ja ettei nimellisarvoja ylitetä.
Ellei vika häviä, ota yhteys huoltoon.
7 Alhainen hitsausvirta
Valokaari on sammutettu johtuen liian alhaisesta hitsausvirrasta hitsauksen aikana.
Toimenpide:Nollaa laitteisto katkaisemalla jännitteensyöttö. Jos vika ei häviä, ota yhteys
huoltoon.
8 Alhainen paristojännite
Liian alhainen paristojännite. Jos paristoja ei vaihdeta, tallennetut tiedot häviävät.
Tämä vika ei salpaa mitään toimintoja.
Toimenpide: Ota yhteys huoltoon paristojen vaihtoa varten.
11 Moottorin nopeusvirhe (langansyöttö, siirtomoottori)
Jokin moottori ei pysty pitämään nopeuttaan. Hitsaus keskeytetään.
Toimenpide:Tarkasta, että langansyöttöyksikkö ei ole juuttunut eikä liiku liian raskaasti.
Ellei vika häviä, ota yhteys huoltoon.
12 Sisäinen tiedonsiirtovika (varoitus)
Järjestelmän CAN-väylän kuormitus on hetkellisesti liian suuri.
Ohjausyksikön ja virtalähteen välinen yhteys katkennut.
Toimenpide: Tarkasta, että kaikki on oikein kytketty. Ellei vika häviä, ota yhteys huoltoon.
14 Tiedonsiirtovika
Järjestelmän CAN-väylä on lopettanut toimintansa liian suuren kuormituksen vuoksi.
Käynnissä oleva hitsausprosessi pysäytetään.
Toimenpide: Tarkasta, että kaikki on oikein kytketty. Nollaa laitteisto katkaisemalla
jännitteensyöttö. Ellei vika häviä, ota yhteys huoltoon.
17 Yhteys yksikköön katkennut
Yhteys johonkin yksikköön katkennut.
Toimenpide: Tarkasta kaapelit ja liitännät ohjausyksikön ja virtalähteen välillä. Ellei vika
häviä, ota yhteys huoltoon.
32 Ei kaasun virtausta
Käynnistys estetään.
Toimenpide: Tarkasta kaasuventtiili, letkut ja liitännät.
43 Korkea hitsausvirta
Virtalähde on lopettanut hitsauksen, koska virta on ylittänyt virtalähteen suurimman sallitun
virran.
Toimenpide:Nollaa laitteisto katkaisemalla jännitteensyöttö. Jos vika ei häviä, ota yhteys
huoltoon.
44 Käynnistystauko hitsausvirta
Hitsaus on pysäytetty, koska se ei käynnistynyt 10 sekunnin sisällä.
Toimenpide:Nollaa laitteisto katkaisemalla jännitteensyöttö. Jos vika ei häviä, ota yhteys
huoltoon.
bi24d1xa
- 44 -

FI
9.2 Vie/Tuo
Päävalikko Työkalut Vie/Tuo
Vie/Tuo-valikossa on mahdollista siirtää tietoja ohjauspaneeliin/ohjauspaneelista
USB-muistin avulla.
Seuraavat tiedot voidaan siirtää:
S Hitsausarvosarjat Vie/Tuo
S Järjestelmäasetukset Vie/Tuo
S Asetusrajat Vie/Tuo
S Mittausrajat Vie/Tuo
S Virheloki Vie
S Laatutoimintoloki Vie
S Tuotantotiedot Vie
Tiedot tallennetaan USB-muistiin seuraavasti:
Aseta USB-muisti ohjausyksikköön.
Siirrä kohdistin
siirrettävien tietojen
kohdalle. Paina VIE
(EXPORT) tai TUO
(IMPORT) riippuen
siitä, mitä tiedoille
tehdään.
EXPORT / IMPORT
WELD DATA SETS
SYSTEM SETTINGS
SETTING LIMITS
MEASURE LIMITS
ERROR LOG
QUALITY FUNCTION LOG
PRODUCTION STATISTICS
EXPORT IMPORT
QUIT
9.3 Tiedostonhallinta
Päävalikko Työkalut Tiedostonhallinta
Tiedostonhallinnassa voit käsitellä USB-muistiin (C:\) tallennettuja tietoja.
Tiedostonhallinnan avulla voidaan manuaalisesti poistaa ja kopioida hitsaus- ja
laatutietoja.
Kun USB-muisti on kytketty, näytössä näkyy muistin juurihakemisto, ellei muuta ole
valittu aikaisemmin.
Ohjauspaneeli tallentaa muistiin sijainnin tiedostonhallintaa käytettäessä, joten
tiedostonhallinta avautuu samaan paikkaan tiedostorakenteessa kun se avataan
seuraavan kerran.
bi24d1xa
- 45 -

FI
FILE MANAGER
..
NEW FOLDER
QData.xml
INFO UPDATE
S Tieto muistin vapaasta tilasta saadaan toiminnolla INFO (INFO).
S Tiedot päivitetään painamalla PÄIVITÄ (UPDATE).
S Kun haluat poistaa, nimetä, luoda, kopioida tai liittää, paina ALT. (ALT.).
Näyttöön tulee vaihtoehtoluettelo. Jos valittuna on (..) tai kansio, voit ainoastaan
luoda uuden kansion tai liittää aikaisemmin kopioidun tiedoston. Jos valittuna on
tiedosto, luettelossa näkyvät vaihtoehdot VAIHDA NIMI (RENAME), KOPIOI
(COPY) ja LIITÄ (PASTE), jos olet aikaisemmin kopioinut tiedoston.
ALT. QUIT
Merkitse kansio tai tie
FILE MANAGER
dosto ja paina ALT.
(ALT.).
..
WeldData
NEW FOLDER
ErrorLog.xml
QData.xml
XWeldoffice.dat
INFO UPDATE
Tämä luettelo näkyy, kun painat ALT. (ALT.).
9.3.1 Tiedoston/kansion poistaminen
Valitse poistettava tiedosto tai kansio ja paina ALT. (ALT.).
ALT. QUIT
COPY
PASTE
DELETE
RENAME
NEW FOLDER
Valitse POISTA (DELETE) ja paina ENTER.
DELETE
RENAME
NEW FOLDER
Tiedosto/kansio on nyt poistettu. Poistettavan kansion pitää olla tyhjä ts. sinun on
ensin poistettava kansiossa olevat tiedostot.
bi24d1xa
- 46 -

FI
9.3.2 Tiedoston/kansion nimen muuttaminen
Valitse uudelleennimettävä tiedosto tai kansio ja paina ALT. (ALT.).
Valitse VAIHDA NIMI (RENAME) ja paina ENTER.
DELETE
RENAME
NEW FOLDER
Näyttöön tulee näppäimistö. Valitse rivi kohdistuspyörällä ja siirry oikealle/vasemmal
le nuolinäppäimillä. Valitse käytettävä merkki/toiminto ja paina ENTER.
9.3.3 Uuden kansion luominen
Valitse mihin uusi kansio luodaan ja paina ALT. (ALT.).
Valitse UUSI KANSIO (NEW FOLDER) ja paina
ENTER.
DELETE
RENAME
NEW FOLDER
Näyttöön tulee näppäimistö. Valitse rivi kohdistuspyörällä ja siirry oikealle/vasemmal
le nuolinäppäimillä. Valitse käytettävä merkki/toiminto ja paina ENTER.
9.3.4 Tiedostojen kopioiminen ja liittäminen
Valitse kopioitava tiedosto ja paina ALT. (ALT.).
Valitse KOPIOI (COPY) ja paina ENTER.
COPY
PASTE
DELETE
RENAME
NEW FOLDER
Valitse kansio, johon tiedosto kopioidaan ja paina ALT. (ALT.).
Valitse LIITÄ (PASTE) ja paina ENTER.
COPY
PASTE
DELETE
RENAME
NEW FOLDER
Kopio tallennetaan nimellä Copy of plus alkuperäinen nimi esim. Copy of
WeldData.awd.
bi24d1xa
- 47 -

FI
9.4 Asetusrajojen muokkaus
Päävalikko Työkalut Asetusrajojen muokkaus
Tässä valikossa asetetaan maksimi- ja minimiarvot eri hitsausmenetelmille.
Raja-arvot eivät saa ylittää/alittaa virtalähteen mitoitusarvoja. Tallennuspisteitä on
50. Merkitse tyhjän tallennuspisteen rivi ja paina ENTER. Valitse menetelmä
kohdistuspyörällä ja paina ENTER.
Kaikille menetelmille voidaan asettaa minimi- ja maksimiarvot kaarijännitteelle,
langansyöttönopeudelle, liikenopeudelle ja hitsausvirralle.
EDIT LIMITS
PROCESS SAW
VOLTAGE MIN 17.0
VOLTAGE MAX 47.0
WIRE SPEED MIN 50
WIRE SPEED MAX 970
TRAVEL SPEED MIN 100
TRAVEL SPEED MAX 2400
CURRENT MIN 70
CURRENT MAX 1500
STORE
DELETE QUIT
Paina lopuksi TALLETA (STORE). Vastaa KYLLÄ (YES) tai EI (NO) kysymykseen
tallennetaanko raja-arvot. Tallennuspisteet arvot näkyvät viivan alla.
AUTO-pikanäppäimellä raja-arvot tallennetaan automaattisesti viimeksi käytettyjen
raja-arvojen jälkeen.
Vastaa KYLLÄ (YES) tai EI (NO) kysymykseen asetetaanko raja-arvot
automaattisesti ja paina sitten TALLETA (STORE), jos haluat säilyttää asetukset.
bi24d1xa
- 48 -

FI
9.5 Mittausrajojen muokkaus
Päävalikko Työkalut Mittausrajojen muokkaus
Tässä valikossa asetetaan mittausarvot eri hitsausmenetelmille. Tallennuspisteitä on
50. Merkitse tyhjän tallennuspisteen rivi ja paina ENTER. Valitse menetelmä
kohdistuspyörällä ja paina ENTER.
Valittavana ovat seuraavat arvot:
S kaarijännite: min, maks.
S langansyöttönopeus: min, maks.
S hitsausvirta: min, maks.
S siirtonopeus: min, maks.
S lämmöntuonti: min, maks.
Aseta arvo säätöpyörillä ja paina TALLETA (STORE).
Näyttöön tulee valintaruutu, jossa kysytään haluatko tallentaa valittuun
tallennuspisteeseen. Paina KYLLÄ (YES), jolloin arvo tallennetaan. Tallennuspisteet
arvot näkyvät viivan alla.
MEASURE LIMITS
1 - SAW
2 - GMAW
3 4 5 6 7 -
0.0 - 46.9 Volt , 0 - 2495 cm/min
3 - 994 cm/min , 3 - 990 Amp
5 - 500 kJ/min
QUIT
AUTO-pikanäppäimellä raja-arvot tallennetaan automaattisesti viimeksi käytettyjen
mittausarvojen jälkeen.
Vastaa KYLLÄ (YES) tai EI (NO) kysymykseen asetetaanko mittausarvot
automaattisesti ja paina sitten TALLETA (STORE), jos haluat säilyttää asetukset.
9.6 Tuotantotiedot
Päävalikko Työkalut Tuotantotiedot
Tuotantotiedoista nähdään kokonaiskaariaika, materiaalin kokonaismäärä sekä
hitsausten lukumäärä viimeisen nollauksen jälkeen. Lisäksi toiminto tallentaa tiedot
viimeisen hitsauksen kaariajasta ja materiaalimäärästä. Lisäksi näytetään myös
sulatettu lankamateriaali pituusyksikköä kohti.
bi24d1xa
- 49 -

FI
PRODUCTION STATISTICS
LAST WELD TOTAL
ARCTIME 0s 0s
CONSUMED WIRE 0g 0g
BASED ON 1g/m
NUMBER OF WELDS 0
LAST RESET 081114 08:38:03
RESET UPDATE
QUIT
Kaikki laskurit nollataan painamalla NOLLAUS (RESET). Päiväys ja aika osoittavat
viimeisen nollauksen.
Ellei laskureita nollata, kaikki nollataan automaattisesti kun joku niistä saavuttaa
maksimiarvon.
Laskurin maksimiarvo
Aika 999 tuntia, 59 minuuttia, 59 sekuntia
Paino 13350000 g
Määrä 65535 kpl
9.7 Laatutoiminnot
Päävalikko Työkalut Laatutoiminnot
Laatutoiminnoilla voidaan tarkastella yksittäisten hitsausten kiinnostavia
hitsausarvoja.
Toiminnot ovat:
S Hitsauksen aloitusaika.
S Hitsauksen kesto.
S Keskimääräinen, suurin ja pienin virta hitsauksen aikana.
S Keskimääräinen, suurin ja pienin jännite hitsauksen aikana.
S Suurin, pienin ja keskimääräinen lämmöntuonti hitsauksen aikana.
Valikossa nähdään myös hitsausten määrä viimeisen palautuksen jälkeen. Muistiin
voidaan tallentaa enintään 100 hitsin tiedot. Kun kaikki muistipaikat ovat täynnä,
hitsausarvojen tallennus aloitetaan uudelleen ensimmäisestä muistipaikasta.
Hitsauksen pitää kestää yli 10 sekunnin rekisteröityäkseen.
Viimeisen havaittu hitsaus näytetään näytössä, mutta voit myös helposti selata muita
havaittuja hitsauksia. Kaikki lokit nollataan painamalla NOLLAUS (RESET).
bi24d1xa
- 50 -

FI
QUALITY FUNCTIONS
#WELD: 1 / 4
START 20090107 15:59:14
WELD TIME 00:00:20 WELD DATA:
HEAT INPUT: 3.12 kJ/mm
MAX MIN AVE.
I (Amp) 293.00 243.00 289.00
U (V) 41.50 16.20 39.40
Q (kJ/min) 7.00 0.00 2.00
NUMBER OF WELDS SINCE RESET: 4
RESET UPDATE
QUIT
9.7.1 Laatutietojen tallentaminen
Päävalikko Työkalut Vie / Tuo
Ohjauspaneeli tallentaa tiedostot xml-tiedostoina. USB-muistin tiedostojärjestelmän
pitää olla FAT32.
Aseta USB-muisti ohjauspaneeliin, katso 9.3 Tiedostonhallinta.
Merkitse LAATUTOI
MINTOLOKI (QUALITY
FUNCTION LOG) ja
paina VIE (EXPORT).
EXPORT/IMPORT
WELD DATA SETS
SYSTEM SETTINGS
SETTING LIMITS
MEASURE LIMITS
ERROR LOG
QUALITY FUNCTION LOG
PRODUCTION STATISTICS
EXPORT
QUIT
Kaikki ohjauspaneeliin tallennetut laatutiedot (tiedot 100 viimeisestä hitsauksesta) on
nyt tallennettu USB-muistiin.
Tiedosto on kansiossa QData. QData luodaan automaattisesti, kun USB-muisti
asetetaan ohjauspaneeliin.
bi24d1xa
- 51 -

FI
9.8 Kalenteri
Päävalikko ! Työkalut! Kalenteri
Tässä asetetaan aika ja päiväys.
Valitse asetettavan
arvon rivi: vuosi,
kuukausi, päivä, tunnit,
minuutit tai sekunnit.
Aseta arvo säätöpyöril
lä ja paina ASETA
(SET).
DATE & TIME
YEAR 2008
MONTY NOV
DAY 21
HOUR 10
MINUTES 45
SECONDS 55
20100115 10:48:59
SET QUIT
9.9 Käyttäjätilit
Päävalikko ! Työkalut! Käyttäjätilit
Joskus on laadun kannalta tärkeää, etteivät asiattomat voi käyttää tuotetta.
Tässä valikossa määritetään käyttäjätunnus, käyttöoikeudet ja salasana.
Valitse KÄYTTÄJÄ
USER ACCOUNTS
TUNNUS (USER NA
ME) ja paina ENTER.
Siirry tyhjälle riville ja
paina ENTER. Syötä
uusi käyttäjätunnus
USER NAME ADMINISTRATOR
b ACCOUNT LEVEL ADMIN
b PASSWORD
USER ACCOUNTS OFF
näppäimistöllä nuoli
näppäimien ja kohdis
tuspyörän avulla ja pai
na ENTER.
STORE DELETE
QUIT
Ohjauspaneeliin voidaan määrittää 16 käyttäjätiliä. Laatutiedostoista ilmenee kuka
on tehnyt kunkin hitsin.
bi24d1xa
- 52 -

FI
Rivillä KÄYTTÖOIKEUSTASO (ACCOUNT LEVEL) valittavana ovat:
S ADMIN (ADMIN)
rajoittamaton käyttöoikeus (voidaan lisätä uusia käyttäjiä)
S VANHEMPI KÄYTTÄJÄ (SENIOR USER)
käyttöoikeus kaikkiin paitsi:
S koneen konfiguraatio
S käyttäjätilit
S verkon asetukset
S NORMAALI KÄYTTÄJÄ (NORMAL USER)
käyttöoikeus seuraaviin:
S Konfigurointivalikossa:
S Kunnossapito
S Työkaluvalikossa:
S Yksikön tiedot
S Asetusvalikossa:
S Jännite
S Virta / langansyöttö
S Siirtonopeus
S Hitsaussuunta
Syötä riville SALASANA (PASSWORD) salasana näppäimistöllä. Kun virtalähde
kytketään päälle ja ohjauspaneeli aktivoidaan, näytössä pyydetään syöttämään
salasana.
Ellei tätä toimintoa haluta aktivoida, vaan virtalähde ja ohjauspaneeli ovat kaikkien
käytettävissä, valitaan KÄYTTÄJÄTILIT POIS (USER ACCOUNTS OFF).
bi24d1xa
- 53 -

FI
9.10 Yksikön tiedot
Päävalikko ! Työkalut! Yksikön tiedot
Tässä valikossa näkyvät seuraavat tiedot:
S Koneen tunniste
S Solmun tunniste
2 = virtalähde
6 = langansyöttö ja siirtoliike (moottorikortti)
8 = ohjauspaneeli
S Ohjelmistoversio
UNIT INFORMATION
Machine ID Node ID Software Version
44 8 1.00A
23 2 2.00A
5 6 1.18A
SETTING WELD DATA UNIT
QUIT
bi24d1xa
- 54 -

PEK Control panel
Valikkorakenne
NO TAG55
- Process
- Regulation type
- Wire type
- Wire dimension
- Configuration,
see page 58
- Tools, see page 58
SAW (CA)
Voltage
Current
Travel speed
Direction
Start data
- flux preflow
- start type
- wire creep start
- start phases
- max OCV
Stop data
- flux postflow
- crater fill
- burn-back time
- stop phases
Dynamic regulation
Setting limits
Measure limits
bi24menu
- 55 Edition 100127

PEK Control panel
- Process
- Regulation type
- Wire type
- Wire dimension
- Configuration,
see page 58
- Tools, see page 58
GMAW (CA)
Voltage
Current
Travel speed
Direction
Start data
- gas preflow
- start type
- wire creep start
- start phases
- max OCV
Stop data
- gas postflow
- crater fill
- burn-back time
- stop phases
Dynamic regulation
Setting limits
Measure limits
bi24menu
- 56 Edition 100127

PEK Control panel
- Process
- Regulation type
- Electrode dimension
- Configuration,
see page 58
- Tools, see page 58
GOUGING (CA)
Voltage
Current
Travel speed
Direction
Start data
- air preflow
- start type
- wire creep start
- start phases
- max OCV
Stop data
- air postflow
- crater fill
- burn-back time
- stop phases
Dynamic regulation
Setting limits
Measure limits
bi24menu
- 57 Edition 100127

PEK Control panel
NO TAG
SAW, GMAW, GOUGING
Configuration Tools
Language
Code lock
General configuration
- fast mode soft buttons
- quality data log to file
- soft keys setup
- auto save mode
- unit of length
Machine configuration
- product code
- wire axis
- travel axis
- tandem
Cable lengths
- cable lengths
- cable area
Maintenance
- Contact tip change interval
- Total running time limit
Network setting
Error log
Export / Import
File manager
Setting limit editor
Measure limit editor
Production statistics
Quality functions
Calendar
User accounts
Unit information
bi24menu
- 58 Edition 100127

Langan halkaisija
Submerged arc welding with constant ampere (SAW CA)
Wire type
Fe Solid 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
Fe Solid Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x4.0 2x5.0
Fe Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0
Fe Flux Cored Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x4.0
SS Solid 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
SS Solid Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x3.2 2x4.0
SS Strip 30 x 0.5 60 x 0.5 90 x 0.5
SS Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
SS Flux Cored Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x3.2 2x4.0
Wire diameter (mm)
MIG/MAG welding with constant ampere (GMAW CA)
Wire type
Fe Solid 0.8 1.0 1.2 1.6 2.0 2.4
Fe Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
SS Solid 0.8 1.0 1.2 1.6 2.0 2.4
SS Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
Al Solid 0.8 1.0 1.2 1.6 2.0 2.4
Al Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
Wire diameter (mm)
Gouging with constant ampere (CA)
Electrode dimension (mm)
8.0 9.5 13.0
bi24wire
- 59 -

PEK Control panel
Tilausnumero
Ordering no. Denomination
0460 504 880 Control unit PEK
0460 949 070 Instruction manual SE
0460 949 071 Instruction manual DK
0460 949 072 Instruction manual NO
0460 949 073 Instruction manual FI
0460 949 074 Instruction manual GB
0460 949 075 Instruction manual DE
0460 949 076 Instruction manual FR
0460 949 077 Instruction manual NL
0460 949 078 Instruction manual ES
0460 949 079 Instruction manual IT
0460 949 080 Instruction manual PT
0460 949 081 Instruction manual GR
0460 949 082 Instruction manual PL
0460 949 083 Instruction manual HU
0460 949 084 Instruction manual CZ
0460 949 085 Instruction manual SK
0460 949 086 Instruction manual RU
0460 949 089 Instruction manual EE
0460 949 090 Instruction manual LV
0460 949 091 Instruction manual SI
0460 949 092 Instruction manual LT
0460 949 093 Instruction manual CN
Instruction manuals are available on the Internet at www.esab.com
- 60 -
bi24o
Edition 100127

NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
notes
- 61 -

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel: +39 02 97 96 81
Fax: +39 02 97 28 91 81
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA
LLC ESAB
Moscow
Tel: +7 095 543 9281
Fax: +7 095 543 9280
LLC ESAB
St Petersburg
Tel: +7 812 336 7080
Fax: +7 812 336 7060
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE-695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
081016
 Loading...
Loading...