


PL
A2, A6
PEK Control panel
Instrukcja obsługi
Valid from program version 1.000460 949 082 PL 100127

1 WPROWADZENIE 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1 Panel sterowania 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1.1 Klawisze i pokrętła 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2 Pierwszy krok 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2.1 Wybór języka 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2.2 Jednostka miary 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3 Wyświetlacz 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3.1 Symbole na wyświetlaczu 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4 Informacje ogólne na temat ustawień 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4.1 Ustawianie wartości numerycznych 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4.2 Ustawienie o określonych opcjach 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.5 KONIEC (QUIT) i ENTER 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 MENU 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1 Menu główne 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.1 Menu Konfiguracja 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.2 Menu Narzędzia 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.3 Menu Ustawianie danych spawania 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.4 Menu Parametry 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.5 Menu Pamięć danych spawania 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.6 Menu Tryb szybki 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 SPAWANIE ŁUKIEM KRYTYM 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Ustawienia spawania łukiem krytym 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 SPAWANIE ŁUKOWE ELEKTRODĄ METALOWĄ 19. . . . . . . . . . . . . . . . . . . . .
4.1 Ustawienia dla spawania łukowego elektrodą metalową 19. . . . . . . . . . . . . . . . . . . . . . . . .
5 GOUGING 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Ustawienia dla żłobienia 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 OBJAŚNIENIE FUNKCJI 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 CA, stały prąd spawania 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 CW, stałe podawanie drutu 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.3 Średnica drutu/ elektrody 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.4 Napięcie łuku 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.5 Prędkość podawania drutu 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.6 Prędkość ruchu 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.7 Kierunek spawania 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.8 Przedwypływ topnika 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.9 Przedwypływ gazu 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.10 Przedwypływ powietrza 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.11 Rodzaj startu 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.12 Początkowe pełzanie drutu 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.13 Fazy startowe 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.14 Maks. napięcie obwodu otwartego (OCV) 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.15 Powypływ topnika 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.16 Powypływ gazu 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.17 Powypływ powietrza 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.18 Wypełnianie krateru 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.19 Czas wygaszania łuku 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.20 Fazy końcowe 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.21 Regulacja dynamiczna 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.22 Limity konfiguracji 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.23 Limity parametrów 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Zastrzegamy sobie prawo do wprowadzenia zmian.
TOCo
- 2 -

7 ZARZĄDZANIE PAMIĘCIĄ 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1 Metoda pracy panelu sterowania 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.2 Zapisz 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.3 Pobierz 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.4 Usuń 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.5 Kopiuj 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.6 Nazwa 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.7 Edytuj 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 MENU KONFIGURACJA 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.1 Blokada 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.1.1 Stan blokady 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.1.2 Ustal/zmień hasło blokady 34. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2 Ustawienia ogólne 34. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2.1 Klawisze funkcyjne trybu szybkiego 34. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2.2 Dziennik danych spawania do pliku 35. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2.3 Konfiguracja klawiszy funkcyjnych 36. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2.4 Tryb auto. zapisu 37. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3 Ustawienia urządzenia 37. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.1 Kod produktu 38. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.2 Oś podawania drutu 38. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.3 Oś ruchu 39. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.4 Oś zewnętrzna 40. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.5 Tandem 40. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.4 Długość kabli 44. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.5 Konserwacja 44. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.6 Ustawienia sieciowe 45. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.6.1 Opis systemu 45. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 NARZĘDZIA 46. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1 Dziennik błędów 46. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1.1 Urządzenia 47. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1.2 Opis kodów zarządzania usterkami 47. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.2 Eksport / Import 48. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3 Menedżer plików 49. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.1 Usuwanie pliku/ folderu 50. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.2 Zmiana nazwy pliku/ folderu 50. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.3 Tworzenie nowego folderu 51. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.4 Kopiowanie i wklejanie plików 51. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.4 Edytor limitów konfiguracji 52. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.5 Edytor limitów parametrów 53. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.6 Statystyka produkcji 54. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.7 Funkcje dokumentacyjne 54. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.7.1 Zapis danych dokumentacyjnych 55. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.8 Kalendarz 56. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.9 Konta użytkowników 56. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.10 Informacje o urządzeniu 58. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
STRUKTURA MENU 59. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
WYMIARY DRUTU 63. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Zastrzegamy sobie prawo do wprowadzenia zmian.
TOCo
- 3 -

NUMER ZAMÓWIENIOWY 64. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Zastrzegamy sobie prawo do wprowadzenia zmian.
TOCo
- 4 -

PL
1 WPROWADZENIE
Aby osiągnąć maksymalne korzyści z posiadanego sprzętu spawalniczego zalecamy
przeczytanie niniejszej instrukcji obsługi.
Informacje ogólne na temat obsługi znajdują się w instrukcji obsługi sterowania,
automatu spawalniczego, słupowysięgnika spawalniczego lub źródła prądu.
Tekst wyświetlany na wyświetlaczu dostępny jest w następujących językach:
angielski, szwedzki, fiński, norweski, duński, niemiecki, francuski, włoski,
holenderski, hiszpański, portugalski, węgierski, polski, amerykański angielski, czeski,
chiński i rosyjski.
1.1 Panel sterowania
1 Menu
2 Pokrętło do przesuwania
kursora (pokrętło
pozycjonowania)
3 ENTER
4 Zielona kontrolka, świeci,
kiedy dana funkcja jest
aktywna
5 Rozpoczęcie spawania
6 Zatrzymanie spawania
7 Pokrętło do ustawiania prędkości
ruchu w menu parametrów oraz do
zwiększania lub zmniejszania wartości zadanych w innych menu (pokrętło
nastawcze)
8 Przesuw ręczny
9 Ręczne podawanie drutu w dół
10 Pokrętło do ustawiania napięcia łuku w menu parametrów oraz do zwiększania
lub zmniejszania wartości zadanych w innych menu (pokrętło nastawcze)
11 Szybki ruch
12 Przesuw ręczny
bi24d1oa - 5 -

PL
13 Pokrętło do ustawiania prądu spawania / prędkości podawania drutu w menu
parametrów oraz do zwiększania lub zmniejszania wartości zadanych w innych
menu (pokrętło nastawcze)
14 Wyłącznik awaryjny
15 Ręczne podawanie drutu w górę
16 Klawisze funkcyjne
17 Wyświetlacz
1.1.1 Klawisze i pokrętła
Menu
Naciśnięcie klawisza Menu zawsze spowoduje powrót do głównego menu w
powiązanym procesie:
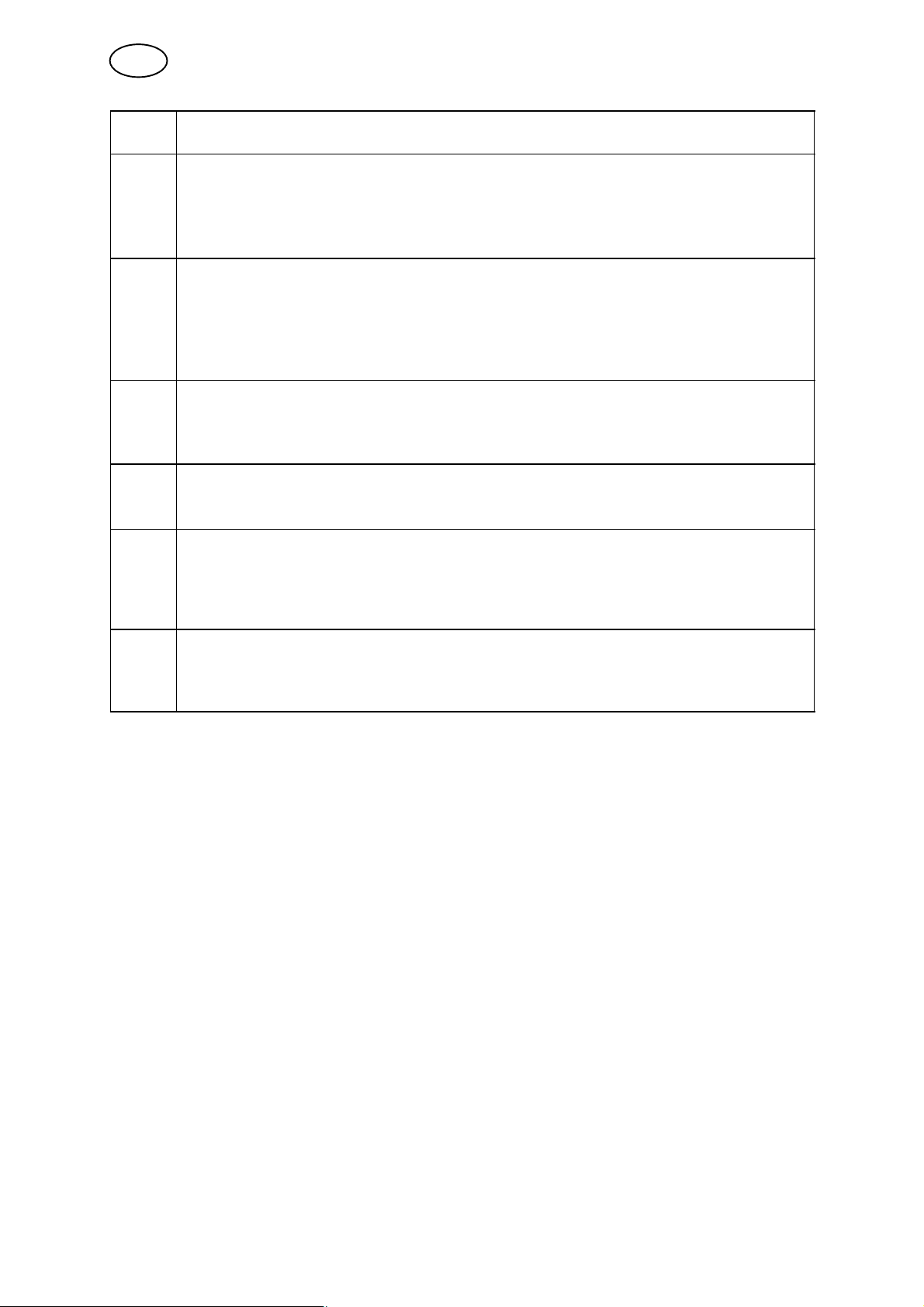
SAW
PROCESS SAW
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
FAST
SET MEASURE MEMORY
MODE
ENTER
Naciśnięcie klawisza ENTER potwierdza wybór.
Klawisze funkcyjne
Pięć klawiszy (S1 - S5) pod wyświetlaczem posiada różne funkcje. Są to klawisze
"funkcyjne", tj. mogą mieć różne funkcje w zależności od aktualnie używanego
menu. Bieżące funkcje tych klawiszy są opisane za pomocą tekstu w dolnym
wierszu wyświetlacza. Kiedy dana funkcja jest aktywna, informuje o tym białe tło
opisu klawisza:
Podawanie drutu w górę
Klawisz do cofania drutu bez napięcia łuku, np. podczas wymiany szpuli. Drut jest
podawany tak długo, jak wciskany jest przycisk.
Podawanie drutu w dół
Klawisz do podawania drutu bez napięcia łuku. Drut jest podawany tak długo, jak
wciskany jest przycisk.
bi24d1oa - 6 -

PL
Przesuw
Klawisz do przesuwania w kierunku spawania, gdzie symbol jest wyświetlany na
sprzęcie spawalniczym. Aby zatrzymać przesuw, naciśnij , lub .
Podczas przesuwu świeci dioda LED.
Przesuw
Klawisz do przesuwania w kierunku spawania, gdzie symbol jest wyświetlany na
sprzęcie spawalniczym. Aby zatrzymać przesuw, naciśnij , lub .
Podczas przesuwu świeci dioda LED.
Szybki ruch
Klawisz do szybkiego podawania lub przesuwania drutu.
Podczas szybkiego ruchu świeci dioda LED.
Rozpoczęcie spawania
Klawisz do rozpoczynania spawania.
Zatrzymanie spawania
Klawisz do zatrzymywania spawania obejmujący cały przesuw i wszystkie silniki.
Pokrętło pozycjonowania
Najwyżej położone prawe pokrętło jest nazywane w instrukcji obsługi pokrętłem
pozycjonowania i służy do ustawiania kursora.
Pokrętło nastawcze
Trzy pokrętła pod panelem są nazywane w instrukcji obsługi pokrętłami nastawczymi
i służą do zmiany wartości zadanych w panelu.
bi24d1oa - 7 -

PL
1.2 Pierwszy krok
1.2.1 Wybór języka
To menu pojawia się przy pierwszym uruchomieniu urządzenia:
SAW: CA
|
A 450 Amp
V 30.0 Volt
|
|
|
|
|
50 cm/min
GAS /
NONE NONE
W panelu sterowania fabrycznie ustawiono język angielski. Aby wybrać własny język,
postępuj następująco:
Naciśnij klawisz Menu , aby wyświetlić menu główne.
Ustaw kursor w wierszu
KONFIGURACJA
(CONFIGURATION)
używając pokrętła po
zycjonowania.
Naciśnij klawisz ENTER , aby potwierdzić wybór.
FLUX NONE
SAW
PROCESS SAW
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
SET MEASURE MEMORY
2ND
FUNCT
FAST
MODE
bi24d1oa - 8 -

PL
Ustaw kursor w wierszu
CONFIGURATION
JĘZYK (LANGUAGE).
Naciśnij ENTER, aby
wyświetlić listę języków
dostępnych w panelu
sterowania.
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
Ustaw kursor w wierszu z żądanym językiem i
naciśnij ENTER.
1.2.2 Jednostka miary
NORSK
POLSKI
PORTUGUES
SUOMI
SVENSKA
CHINESE
QUIT
|
|
|
W panelu sterowania fabrycznie ustawiono jednostkę miary. Aby wybrać inną
jednostkę miary, postępuj następująco:
Naciśnij klawisz Menu , aby wyświetlić menu główne.
Ustaw kursor w wierszu
SAW
KONFIGURACJA
(CONFIGURATION)
używając pokrętła po
zycjonowania.
PROCESS SAW
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
FAST
SET MEASURE MEMORY
MODE
Naciśnij klawisz ENTER , aby potwierdzić wybór.
bi24d1oa - 9 -

PL
Ustaw kursor w wierszu
CONFIGURATION
OGÓLNA
KONFIGURACJA
(GENERAL
CONFIGURATION).
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
Naciśnij klawisz ENTER , aby potwierdzić wybór.
Ustaw kursor w wierszu
JEDNOSTKA
DŁUGOŚCI (UNIT OF
LENGTH). Naciśnij
ENTER, aby wyświetlić
listę jednostek miary
dostępnych w panelu
GENERAL CONFIGURATION
FAST MODE SOFT BUTTONS 1
QUALITY DATA LOG TO FILE ON
SOFT KEYS SETUP"
AUTO SAVE MODE OFF
UNIT OF LENGTH METRIC
sterowania.
QUIT
Ustaw kursor w wierszu z żądaną jednostką miary i naciśnij ENTER.
1.3 Wyświetlacz
SAW
PROCESS SAW
REGULATION TYPE CW
WIRE TYPE Fe SOLID
WIRE DIMENSION 0.8 mm
CONFIGURATION"
TOOLS"
QUIT
METRIC
INCH.
SET MEASURE MEMORY
bi24d1oa - 10 -
FAST
MODE

PL
Kursor
Kursor panelu sterowania jest przedstawiany jako czarne pole wokół tekstu, który po
zaznaczeniu zmienia kolor na biały. Kursor jest przedstawiany w instrukcji obsługi
pogrubioną czcionką.
Pola tekstowe
W dolnej części wyświetlacza znajduje się pięć pól zawierających tekst, który
objaśnia bieżące funkcje pięciu umieszczonych poniżej klawiszy funkcyjnych.
1.3.1 Symbole na wyświetlaczu
A Wybrany zestaw danych spawania
B Kierunek spawania
C Wystąpiła usterka. Patrz rozdział
9.1
D Przywołany numer komórki pamięci
E Pasek przewijania. Dodatkowe
informacje można znaleźć w tym
menu
Strzałki
Jeśli dany wiersz zawiera więcej informacji, informuje o tym czarna strzałka " za
tekstem.
bi24d1oa - 11 -
PL
1.4 Informacje ogólne na temat ustawień
Występują trzy typy ustawień:
S Ustawianie wartości numerycznych
S Ustawianie określonych opcji
S Ustawienie trybu WŁ./WYŁ.
1.4.1 Ustawianie wartości numerycznych
Pokrętła nastawcze służą do zwiększania lub zmniejszania wartości zadanych
podczas ustawiania wartości numerycznych. W menu parametrów używane są
pokrętła do regulacji prądu spawania/ prędkości podawania drutu, napięcia łuku lub
przesuwu.
1.4.2 Ustawienie o określonych opcjach
Niektórych ustawień dokonuje się, wybierając opcję z listy.
Oto przykładowa lista:
SAW
GMAW
GOUGING
Kursor znajduje się w wierszu dotyczącym spawania SAW. Naciśnięcie klawisza
ENTER w tym położeniu spowoduje wybranie opcji SAW. Aby wybrać inną opcję,
ustaw kursor w odpowiednim wierszu, kręcąc w górę lub w dół pokrętłem
pozycjonowania. Następnie naciśnij ENTER. Aby opuścić listę nie dokonując
wyboru, naciśnij klawisz KONIEC (QUIT).
1.5 KONIEC (QUIT) i ENTER
Klawisz funkcyjny pierwszy od prawej spełnia głównie funkcję KONIEC (QUIT), choć
czasami ma inne zadania.
S Naciśnięcie klawisza KONIEC (QUIT) spowoduje powrót do poprzedniego menu
lub ekranu.
S Naciśnięcie klawisza ENTER spowoduje wykonanie opcji zaznaczonej w menu
lub na liście.
Klawisz jest nazywany klawiszem ENTER w tej instrukcji.
bi24d1oa - 12 -
PL
2 MENU
Panel sterowania wykorzystuje wiele różnych menu:
S Menu główne
S Menu Konfiguracja
S Menu Narzędzia
S Menu Ustawianie danych spawania
S Menu Parametry
S Menu Pamięć danych spawania
S Menu Tryb szybki
Drzewa menu są wyświetlane na stronie 59 i następnych. Podczas rozruchu na
krótko wyświetlany jest ekran startowy, który zawiera informacje o wersji używanego
programu.
Ekran startowy
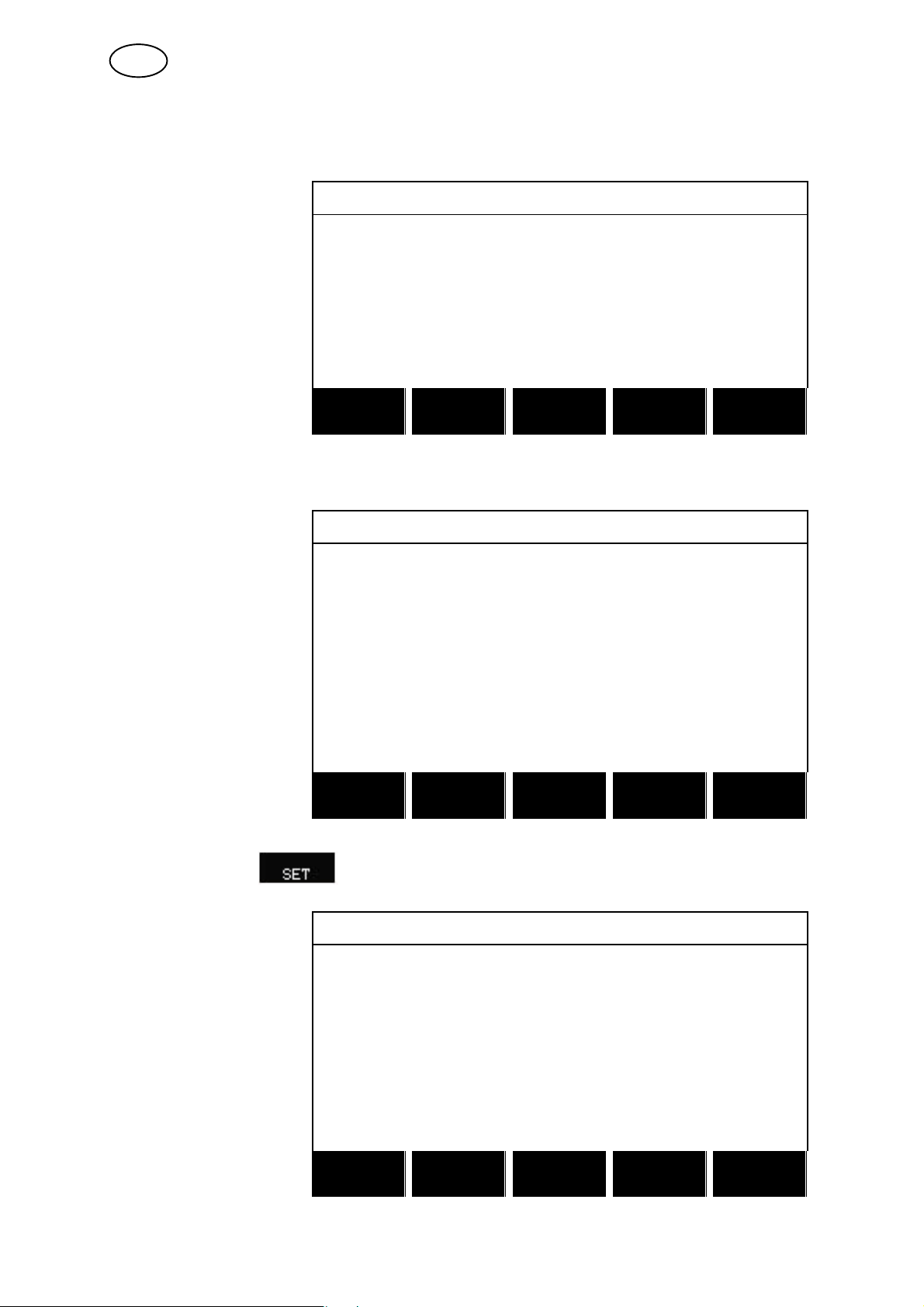
2.1 Menu główne
W MENU GŁÓWNYM
można zmienić proces
spawania, typ drutu,
metodę sterowania,
średnicę drutu itp.
Można z niego prze
chodzić do pozostałych
podmenu.
SAW
PROCESS SAW
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 0.8 mm
CONFIGURATION"
TOOLS"
SET MEASURE MEMORY
bi24d1oa - 13 -
FAST
MODE
PL
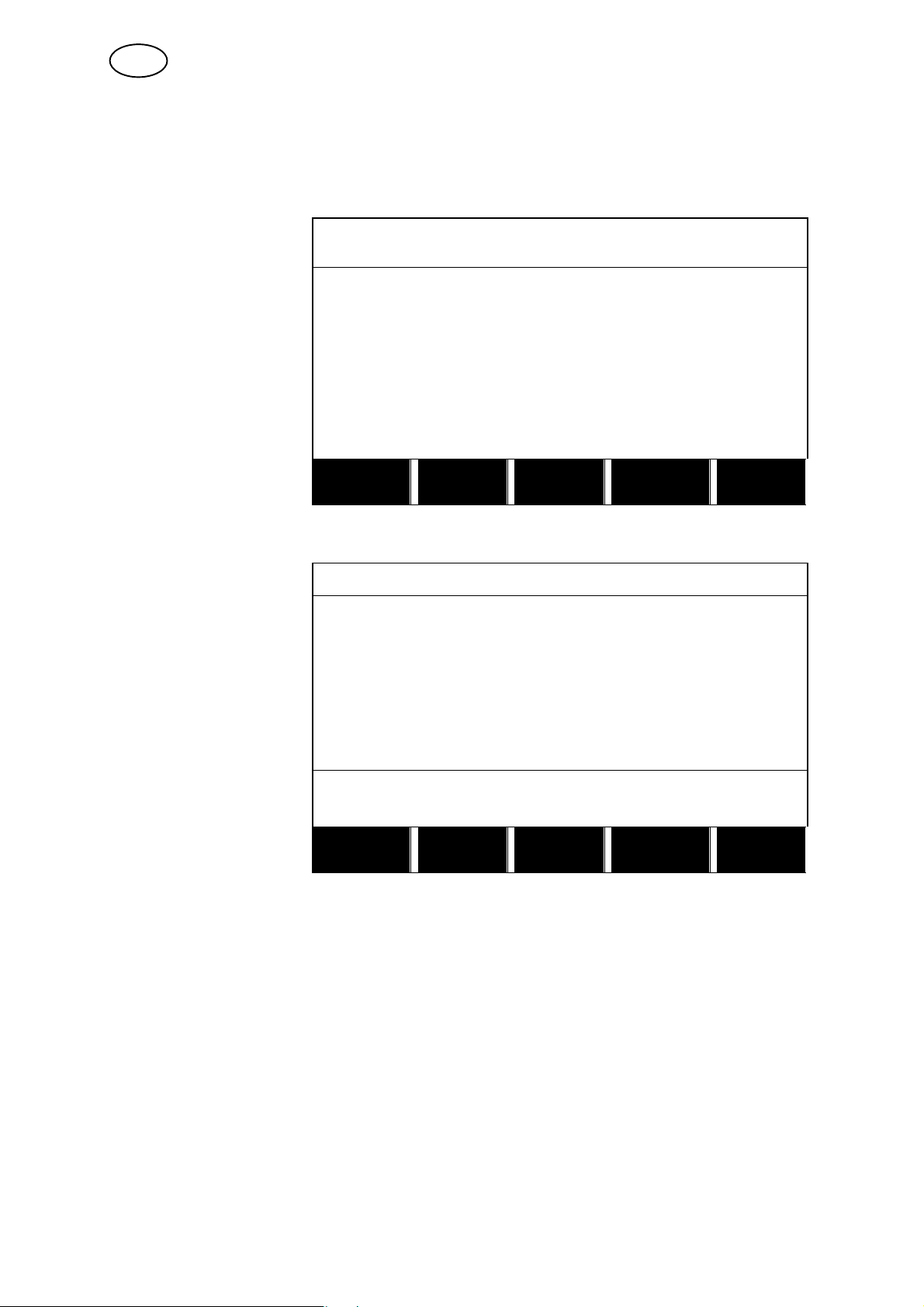
2.1.1 Menu Konfiguracja
Menu główne Konfiguracja
W menu
CONFIGURATION
KONFIGURACJA
(CONFIGURATION)
można zmienić język,
hasło, ustawienia
ogólne, regulować
urządzenie itp.
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
2.1.2 Menu Narzędzia
Menu główne Narzędzia
W menu NARZĘDZIA
TOOLS
(TOOLS) można
przesyłać pliki,
wyświetlać statystyki
jakości i produkcji,
dzienniki błędów itp.
ERROR LOG"
EXPORT / IMPORT"
FILE MANAGER"
SETTING LIMIT EDITOR"
MEASURE LIMIT EDITOR"
PRODUCTION STATISTICS"
QUALITY FUNCTIONS"
CALENDAR"
USER ACCOUNTS"
INFORMACJE O URZ¡DZENIU"
QUIT
2.1.3 Menu Ustawianie danych spawania
Menu główne
W menu ustawiania
SAW WELD DATA SETTING
danych spawania,
USTAW (SET), można
zmieniać różne
parametry spawania.
To menu zmienia
wygląd w zależności od
wybranego procesu
spawania.
VOLTAGE 20.5 V
CURRENT 395 A
TRAVEL SPEED 0 cm/min
DIRECTION J
START DATA"
STOP DATA"
DYNAMIC REGULATION AUTO
SETTING LIMITS"
MEASURE LIMITS"
QUIT
QUIT
bi24d1oa - 14 -

PL
2.1.4 Menu Parametry
Menu główne
W menu PARAMETRY (MEASURE) można przeglądać zmierzone wartości różnych
parametrów spawania w jego trakcie.
A 450 AMP
Zmierzony prąd
spawania
30,0 V
Zmierzone napięcie
łuku
50 cm/min.
Zmierzona prędkość
ruchu
300 cm/min.
Zmierzona prędkości
podawania drutu
SAW: CW
A 450 Amp
V 30.0 Volt
50 cm/min
GAS /
NONE NONE
SAW: CW
FLUX NONE
FUNCT
|
|
|
|
|
|
2ND
30 kJ/cm
Podaje energię na
jednostkę długości,
jaką otrzymuje się przy
użyciu wartości
wybranych dla prądu
spawania, napięcia
łuku i prędkości ruchu.
Wartości pomiarów będą wyświetlane nawet po zakończeniu spawania.
Można przechodzić do innych menu bez utraty wartości pomiarów.
Pokrętła nastawcze mogą być używane do zmiany parametrów spawania w menu
parametrów.
Jeśli ustawiona wartość ulegnie zmianie poza procesem spawania, wartość
parametru zostanie zmieniona na zero.
50 cm/min
300 cm/min
30.0 kJ/cm
GAS /
NONE NONE
FLUX NONE
2ND
FUNCT
|
|
|
|
|
|
bi24d1oa - 15 -

PL
W ekranie parametrów można także wyświetlić wartości zadane, naciskając klawisz
funkcyjny WAR. ZADANE. Aktywacja, patrz rozdział "Ustawianie klawiszy
funkcyjnych" 8.2.3 .
300 cm/min.
Zadana prędkość
podawania drutu
20,0 V
Zadane napięcie łuku
30 cm/min.
Zadana prędkość ruchu
2.1.5 Menu Pamięć danych spawania
Menu główne
W menu PAMIĘĆ
DANYCH SPAWANIA
(WELD DATA
MEMORY) można
zapisywać, pobierać,
usuwać i kopiować
różne zestawy danych
spawania. Zestawy
danych spawania
można zapisać w 255
różnych komórkach
pamięci.
SAW: CW
300 cm/min
V 20.0 Volt
30 cm/min
NONE NONE
WELD DATA MEMORY
WAR.
ZADANE NONE
|
|
|
|
|
|
2ND
FUNCT
2ND
STORE
Dodatkowe informacje znajdują się w rozdziale 7 "Zarządzanie pamięcią".
bi24d1oa - 16 -
FUNCT QUIT

PL
2.1.6 Menu Tryb szybki
Menu główne
W menu TRYB SZYBKI
(FAST MODE) można
powiązać klawisze
funkcyjne z komórkami
pamięci danych
spawania. Ustawienia
te przeprowadza się w
menu Konfiguracja.
Numer wybranej
komórki pamięci jest
wyświetlany w prawym
górnym rogu.
Dodatkowe informacje znajdują się w rozdziale 8.2.1 "Klawisze funkcyjne trybu
szybkiego".
A 450 Amp
V 30.0 Volt
50 cm/min
WELD
DATA 1
WELD
DATA 2
WELD
DATA 3
WELD
DATA 4
FUNCT
16
2ND
bi24d1oa - 17 -

PL
3 SPAWANIE ŁUKIEM KRYTYM
Menu główne Proces
Podczas spawania łukiem krytym (SAW), łuk topi stale podawany drut. Jeziorko
spawalnicze zabezpieczane jest przez topnik.
Po wybraniu procesu spawania łukiem krytym, można wybrać jedną z dwóch metod
sterowania, zaznaczając TYP REGULACJI (REGULATION TYPE) pokrętłem
pozycjonowania i naciskając ENTER. Wybierz między stałym prądem spawania CA
lub stałym podawaniem drutu CW - patrz wyjaśnienie w rozdziałach 6.1 i 6.2.
3.1 Ustawienia spawania łukiem krytym
Ustawienia Zakres ustawień W stopniach Wartość po
wyzerowaniu
Napięcie łuku* 14 - 50 V 0,1 V (1 V) 30 V
Prąd spawania* (CA) 0 - 3200 A 1 A 400 A
Prędkość podawania drutu* (CW) 0 - 2500 cm/min. 1 cm/min. 300 cm/min.
Prędkość ruchu* 0 - 200 cm/min. 1 cm/min. 50 cm/min.
Kierunek spawania Y - J - J
Wartości startowe
Przedwypływ topnika 0 - 99,0 s 0,1 s 0 s
Rodzaj startu Bezpośrednio lub Pocieranie - Bezpośrednio
Początkowe pełzanie drutu Auto lub Prędkość zadana - Auto
Prędkość początkowego
pełzania drutu
Fazy startowe WYŁ. lub WŁ. - WYŁ.
Napięcie obwodu otwartego WYŁ. lub WŁ. - WYŁ.
Maksymalne napięcie obwodu
otwartego
Wartości końcowe
Powypływ topnika 0 - 99,0 s 0,1 s 0 s
Wypełnianie krateru WYŁ. lub WŁ. - WYŁ.
Czas wypełniania krateru 0 - 10 s 0,01 s 1 s
Czas wygaszania łuku 0 - 10 s 0,01 s 1 s
Fazy końcowe WYŁ. lub WŁ. - WYŁ.
Regulacja dynamiczna Auto lub Wart. nast - Auto
Limity konfiguracji - - Limity parametrów - - -
0 - 1000 cm/min. 1 cm/min. 20 cm/min.
5 - 60 V 0,1 V 50 V
*) Zakres ustawień zależy od używanego urządzenia.
bi24d1oa - 18 -

PL
4 SPAWANIE ŁUKOWE ELEKTRODĄ METALOWĄ
Menu główne Proces
Podczas spawania łukowego elektrodą metalową (GMAW), łuk topi stale podawany
drut. Jeziorko spawalnicze zabezpieczane jest przez gaz osłonowy.
Po wybraniu procesu spawania łukowego elektrodą metalową (GMAW), można
wybrać jedną z dwóch metod sterowania, zaznaczając TYP REGULACJI
(REGULATION TYPE) pokrętłem pozycjonowania i naciskając ENTER. Wybierz
między stałym prądem spawania CA lub stałym podawaniem drutu CW - patrz
wyjaśnienie w rozdziałach 6.1 i 6.2.
4.1 Ustawienia dla spawania łukowego elektrodą metalową
Ustawienia Zakres ustawień W stopniach Wartość po
wyzerowaniu
Napięcie łuku* 14 - 50 V 0,1 V (1 V) 30 V
Prąd spawania* (CA) 0 - 3200 A 1 A 400 A
Prędkość podawania drutu* (CW) 0 - 2500 cm/min. 1 cm/min. 300 cm/min.
Prędkość ruchu* 0 - 200 cm/min. 1 cm/min. 50 cm/min.
Kierunek spawania Y - J - J
Wartości startowe
Przedwypływ gazu 0 - 99,0 s 0,1 s 2,0 s
Rodzaj startu Bezpośrednio lub Pocieranie - Bezpośrednio
Początkowe pełzanie drutu Auto lub Prędkość zadana - Auto
Prędkość początkowego
pełzania drutu
Fazy startowe WYŁ. lub WŁ. - WYŁ.
Napięcie obwodu otwartego WYŁ. lub WŁ. - WYŁ.
Maksymalne napięcie obwodu
otwartego
Wartości końcowe
Powypływ gazu 0 - 99,0 s 0,1 s 2,0 s
Wypełnianie krateru WYŁ. lub WŁ. - WYŁ.
Czas wypełniania krateru 0 - 10 s 0,01 s 1 s
Czas wygaszania łuku 0 - 10 s 0,01 s 1 s
Fazy końcowe WYŁ. lub WŁ. - WYŁ.
Regulacja dynamiczna Auto lub Wart. nast - Auto
Limity konfiguracji - - Limity parametrów - - -
0 - 1000 cm/min. 1 cm/min. 20 cm/min.
5 - 60 V 0,1 V 50 V
*) Zakres ustawień zależy od używanego urządzenia.
bi24d1oa - 19 -

PL
5 GOUGING
Menu główne Proces
Do żłobienia łukowego używa się specjalnych elektrod wykonanych z węglowego
pręta w miedzianej otulinie.
Łuk powstaje między prętem węglowym i przedmiotem obrabianym, powodując
topienie materiału. Powietrze doprowadza się w celu zdmuchnięcia stopionego
materiału.
Po wybraniu procesu GOUGING, można wybrać jedną z dwóch metod sterowania,
zaznaczając TYP REGULACJI (REGULATION TYPE) pokrętłem pozycjonowania i
naciskając ENTER. Wybierz między stałym prądem spawania CA lub stałym
podawaniem drutu CW - patrz wyjaśnienie w rozdziałach 6.1 i 6.2.
5.1 Ustawienia dla żłobienia
Ustawienia Zakres ustawień W stopniach Wartość po
wyzerowaniu
Napięcie łuku* 14 - 50 V 0,1 V (1 V) 30 V
Prąd spawania* (CA) 0 - 3200 A 1 A 400 A
Prędkość podawania drutu* (CW) 0 - 2500 cm/min. 1 cm/min. 300 cm/min.
Prędkość ruchu* 0 - 200 cm/min. 1 cm/min. 40 cm/min.
Kierunek spawania Y - J - J
Wartości startowe
Przedwypływ powietrza 0 - 99,0 s 0,1 s 0 s
Rodzaj startu Bezpośrednio lub Pocieranie - Bezpośrednio
Początkowe pełzanie drutu Auto lub Prędkość zadana - Auto
Prędkość początkowego
pełzania drutu
Fazy startowe WYŁ. lub WŁ. - WYŁ.
Napięcie obwodu otwartego WYŁ. lub WŁ. - WYŁ.
Maksymalne napięcie obwodu
otwartego
Wartości końcowe
Powypływ powietrza 0 - 99,0 s 0,1 s 0 s
Wypełnianie krateru WYŁ. lub WŁ. - WYŁ.
Czas wypełniania krateru 0 - 10 s 0,01 s 1 s
Czas wygaszania łuku 0 - 10 s 0,01 s 1 s
Fazy końcowe WYŁ. lub WŁ. - WYŁ.
Regulacja dynamiczna Auto lub Wart. nast - Auto
0 - 1000 cm/min. 1 cm/min. 20 cm/min.
5 - 60 V 0,1 V 50 V
bi24d1oa - 20 -

PL
Ustawienia Wartość po
Limity konfiguracji - - Limity parametrów - - -
*) Zakres ustawień zależy od używanego urządzenia.
W stopniachZakres ustawień
wyzerowaniu
6 OBJAŚNIENIE FUNKCJI
6.1 CA, stały prąd spawania
Podawaniem drutu steruje źródło prądu, aby możliwe było uzyskanie stałego prądu
spawania.
- Stałą wartość prądu można wybrać w menu głównym.
6.2 CW, stałe podawanie drutu
Prąd spawania jest wynikiem wybranej prędkości podawania drutu.
- Stałe podawanie drutu można wybrać w menu głównym.
6.3 Średnica drutu/ elektrody
Tabela na stronie 63 przedstawia średnice drutu/ elektrod, które można stosować.
Wybrane średnice mają duży wpływ na procedurę startową i wypełnianie krateru. W
przypadku spawania drutem o innej średnicy, niż podane w tabeli, należy wybrać
średnicę najbardziej zbliżoną do wymienionej na liście.
- Średnicę drutu/ elektrody można wybrać w menu głównym.
6.4 Napięcie łuku
Wyższe napięcie łuku wydłuża go i wytwarza bardziej gorące, szersze jeziorko
spawalnicze.
- Napięcie łuku ustawia się w ekranie parametrów, w menu ustawiania danych
spawania, lub w menu trybu szybkiego.
6.5 Prędkość podawania drutu
Służy do ustawiania wymaganej prędkości podawania drutu spawalniczego w
centymetrach na minutę.
- Prędkość podawania drutu ustawia się w ekranie parametrów, w menu ustawiania
danych spawania lub w menu trybu szybkiego.
6.6 Prędkość ruchu
Prędkość ruchu wskazuje wymaganą prędkość (cm/min), z jaką powinien poruszać
się słupowysięgnik lub wózek.
- Prędkość ruchu ustawia się w ekranie parametrów, w menu ustawiania danych
spawania lub w menu trybu szybkiego.
bi24d1oa - 21 -

PL
6.7 Kierunek spawania
Przesuw w kierunku wskazywanym przez symbol.
- Kierunek spawania wybiera się w menu ustawiania danych spawania.
6.8 Przedwypływ topnika
Kontrola czasu, w którym wypływa topnik, zanim łuk zostanie zajarzony.
- Przedwypływ topnika ustawia się w wartościach startowych w menu ustawiania
danych spawania.
6.9 Przedwypływ gazu
Kontrola czasu, w którym wypływa gaz ochronny, zanim łuk zostanie zajarzony.
- Przedwypływ gazu ustawia się w wartościach startowych w menu ustawiania
danych spawania.
6.10 Przedwypływ powietrza
Kontrola czasu, w którym wypływa powietrze, zanim łuk zostanie zajarzony.
- Przedwypływ powietrza ustawia się w wartościach startowych w menu ustawiania
danych spawania.
6.11 Rodzaj startu
Występują dwa rodzaje startu:
S Start bezpośredni oznacza, że ruch rozpoczyna się w chwili zajarzenia łuku.
S Start przez pocieranie oznacza, że ruch rozpoczyna się równocześnie z
podawaniem drutu.
- Rodzaj startu wybiera się w wartościach startowych w menu ustawiania danych
spawania.
6.12 Początkowe pełzanie drutu
Początkowe pełzanie drutu służy do ustawiania żądanej prędkości pełzania w silniku
elektrody po uruchomieniu.
Na przykład, ustawienie wartości 50 w menu zapewni prędkość pełzania 50 cm/min.
Wartość fabryczna "AUTO" zapewnia prędkość pełzania obliczoną na podstawie
wartości zadanych.
- Prędkość pełzania drutu ustawia się w wartościach startowych w menu ustawiania
danych spawania.
bi24d1oa - 22 -

PL
6.13 Fazy startowe
Podczas spawania specjalnego drutu lub materiału może być konieczne utworzenie
własnej sekwencji startowej. Sekwencja startowa może wpływać na wygląd jeziorka
spawalniczego.
Po włączeniu 1. fazy startowej można
ustawić:
S Czas s
Czas spawania w fazie 1.
S Napięcie łuku %
W procentach zadanego napięcia
S Podawanie drutu %
W procentach zadanego podawania
drutu
S Prąd spawania %
W procentach zadanego prądu
spawania
S Prędkość ruchu %
W procentach zadanej prędkości
ruchu
- Fazy startowe ustawia się w wartościach startowych w menu ustawiania danych
spawania.
Po włączeniu 2. fazy startowej można
ustawić:
S Czas s
Czas spawania w fazie 2.
S Napięcie łuku %
W procentach zadanego napięcia
S Podawanie drutu %
W procentach zadanego podawania
drutu
S Prąd spawania %
W procentach zadanego prądu
spawania
S Prędkość ruchu %
W procentach zadanej prędkości
ruchu
6.14 Maks. napięcie obwodu otwartego (OCV)
WŁ. oznacza, że można ustawić OCV.
WYŁ. oznacza, że OCV przyjmuje wartość zadaną dla napięcia spawania.
- OCV ustawia się w wartościach startowych w menu ustawiania danych spawania.
6.15 Powypływ topnika
Kontrola czasu, w którym topnik wypływa po wygaszeniu łuku.
- Powypływ topnika ustawia się w wartościach końcowych w menu ustawiania
danych spawania.
6.16 Powypływ gazu
Kontrola czasu, w którym gaz ochronny wypływa po wygaszeniu łuku.
- Powypływ gazu ustawia się w wartościach końcowych w menu ustawiania danych
spawania.
6.17 Powypływ powietrza
Kontrola czasu, w którym powietrze wypływa po wygaszeniu łuku.
- Powypływ powietrza ustawia się w wartościach końcowych w menu ustawiania
danych spawania.
bi24d1oa - 23 -

PL
6.18 Wypełnianie krateru
Wypełnianie krateru umożliwia kontrolowaną redukcję ciepła i wielkości jeziorka
spawalniczego podczas kończenia spoiny. Ułatwia to uniknięcie porów, pęknięć
cieplnych i tworzenia się krateru w spoinie.
- Wypełnianie krateru ustawia się w wartościach końcowych w menu ustawiania
danych spawania.
6.19 Czas wygaszania łuku
Czas wygaszania łuku to opóźnienie między rozpoczęciem hamowania drutu, a
wyłączeniem napięcia łuku przez źródło prądu. Zbyt krótki czas wygaszania sprawia,
że po zakończeniu spawania pozostaje długi odcinek drutu do spawania, co grozi
dostaniem się drutu do krzepnącego jeziorka spawalniczego. Zbyt długi czas
wygaszania łuku sprawi, że końcówka drutu do spawania będzie krótsza, co grozi
ponownym zajarzeniem przez drut końcówki kontaktowej.
- Czas wygaszania łuku ustawia się w wartościach końcowych w menu ustawiania
danych spawania.
6.20 Fazy końcowe
Fazy końcowe służą głównie do ustawiania wypełniania krateru.
Po włączeniu 1. fazy końcowej można
ustawić:
S Czas s
Czas spawania w fazie 1.
S Napięcie łuku %
W procentach zadanego napięcia
S Podawanie drutu %
W procentach zadanego podawania
drutu
S Prąd spawania %
W procentach zadanego prądu
spawania
S Prędkość ruchu %
W procentach zadanej prędkości
ruchu
Po włączeniu 2. fazy końcowej można
ustawić:
S Czas s
Czas spawania w fazie 2.
S Napięcie łuku %
W procentach zadanego napięcia
S Podawanie drutu %
W procentach zadanego podawania
drutu
S Prąd spawania %
W procentach zadanego prądu
spawania
S Prędkość ruchu %
W procentach zadanej prędkości
ruchu
- Fazy końcowe ustawia się w wartościach końcowych w menu ustawiania danych
spawania.
6.21 Regulacja dynamiczna
Funkcja regulacji dynamicznej jest przeznaczona dla spawania wieloma elektrodami
i zmienia charakterystykę źródła prądu, obliczaną na podstawie zadanych
parametrów drutu.
- Regulację dynamiczną spawania wybiera się w menu ustawiania danych spawania.
bi24d1oa - 24 -

PL
6.22 Limity konfiguracji
Informacje o limitach ustawień zawiera rozdział 9.4 "Edytor limitów konfiguracji"
6.23 Limity parametrów
Informacje o parametrach pomiarów zawiera rozdział 9.5 "Edytor limitów pomiarów"
7 ZARZĄDZANIE PAMIĘCIĄ
7.1 Metoda pracy panelu sterowania
Panel sterowania składa się z dwóch urządzeń: pamięci roboczej i pamięci danych
spawania.
Zapisz
Pamięć robocza Pamięć danych spawania
Pobierz
W pamięci roboczej tworzony jest kompletny zestaw danych spawania, który można
zapisać w pamięci danych spawania.
Podczas spawania to zawsze zawartość pamięci roboczej steruje procesem. Dlatego
też jest również możliwe pobranie zestawu danych spawania z pamięci danych
spawania do pamięci roboczej.
Należy zwrócić uwagę, że pamięć robocza zawsze zawiera najbardziej aktualny
zestaw danych spawania. Można go pobrać z pamięci danych spawania lub z
ustawień zmienionych ręcznie. Innymi słowy, pamięć robocza nigdy nie jest pusta
ani "wyzerowana".
Menu główne PAMIĘĆ Pamięć danych spawania
WELD DATA MEMORY
2ND
STORE
FUNCT QUIT
W panelu sterowania można zapisać maksymalnie 255 zestawów danych spawania.
Każdy zestaw posiada numer od 1 do 255.
Można także usuwać, kopiować, zmieniać i nazywać zestawy danych oraz pobrać
dowolny zestaw danych spawania do pamięci roboczej.
bi24d1oa - 25 -
PL
7.2 Zapisz
Jeśli pamięć danych spawania jest pusta, na wyświetlaczu pojawi się następujący
ekran.
Zapisywanie zestawu
WELD DATA MEMORY
danych spawania.
Umieścimy go w 5
komórce pamięci. Naci
śnij ZAPISZ (STORE).
Zostanie wyświetlona
komórka 1. Obracaj
jednym z pokręteł
ustawień, aż osiągniesz
komórkę 5. Naciśnij
ZAPISZ (STORE).
STORE
Na wyświetlaczu pojawi się następujący ekran.
Zestaw danych spawa
nia został zapisany jako
numer 5.
WELD DATA MEMORY
5 - (SAW)
2ND
FUNCT QUIT
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
DELETE
2ND
FUNCT QUIT
W dolnej części wyświetlacza widać elementy zawartości zestawu danych numer 5.
bi24d1oa - 26 -
PL
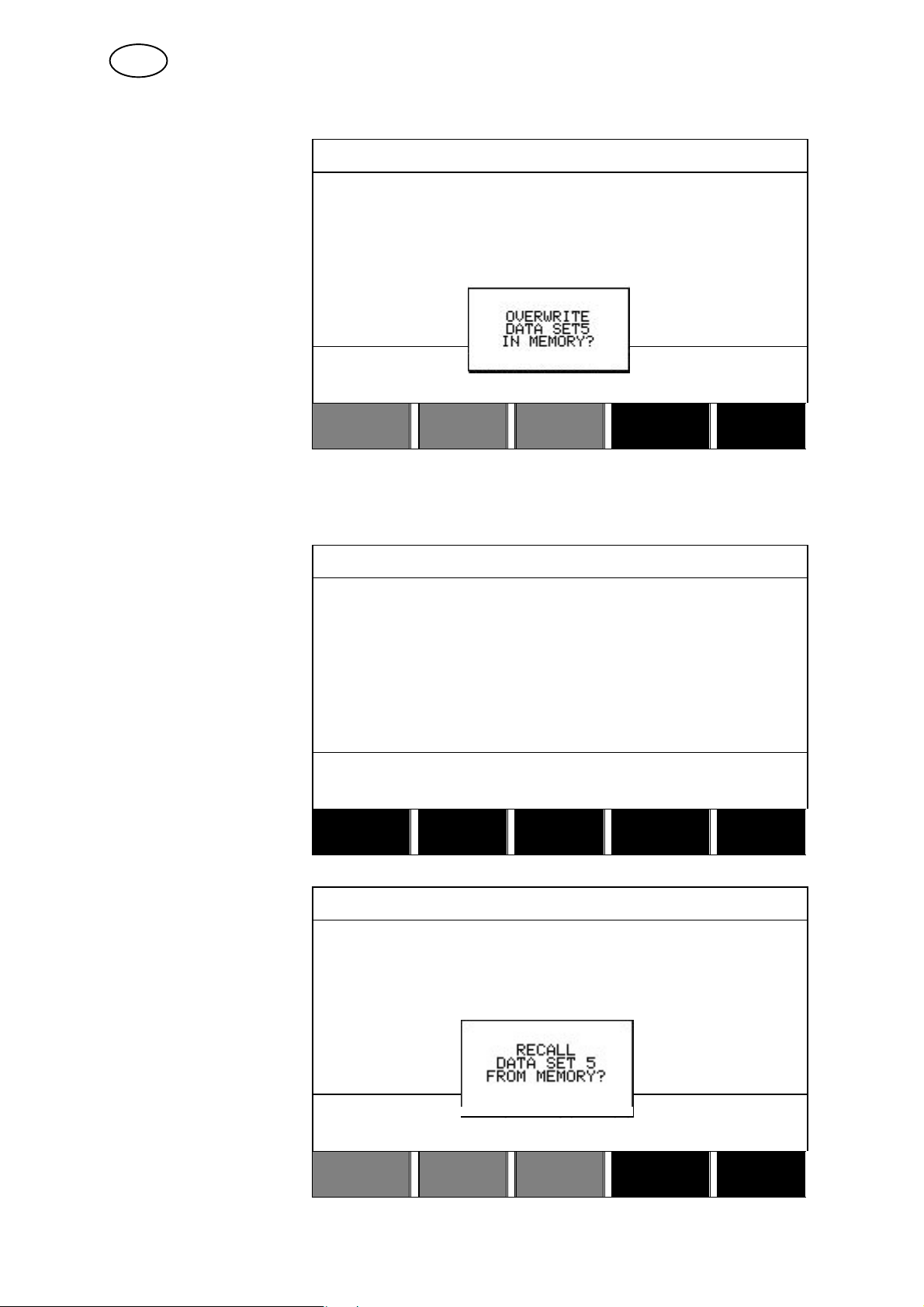
Jeśli jakiś zestaw dany
ch jest już zapisany w
wybranej komórce,
WELD DATA MEMORY
5 - (SAW)
pojawi się pytanie, czy
chcesz zastąpić tamten
zestaw, TAK (YES) lub
NIE (NO).
SAW: CA: FE SOLID: 3.0 mm
Wróć do menu pamięci, wybierając NIE (NO).
7.3 Pobierz
Pobierzemy teraz
zapisany zestaw
danych:
WELD DATA MEMORY
5 - (SAW)
30.0 V: 450 A: 50 cm/min
NO YES
Zaznacz wiersz za po
mocą pokrętła po
zycjonowania. Naciśnij
klawisz POBIERZ
(RECALL).
Naciśnij klawisz TAK
(YES), aby potwierdzić,
że chcesz pobrać ze
staw danych numer 5.
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
WELD DATA MEMORY
5 - (SAW)
DELETE
2ND
FUNCT QUIT
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
bi24d1oa - 27 -
NO YES

PL
Ta ikona na ekranie parametrów informuje,
która komórka pamięci została pobrana.
7.4 Usuń
Można usunąć jeden lub więcej zestawów danych w menu pamięci.
Usuwanie zestawu
danych.
Wybierz zestaw dany
ch. Naciśnij klawisz
USUŃ (DELETE).
Naciśnij TAK (YES),
aby potwierdzić
usuwanie.
WELD DATA MEMORY
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
WELD DATA MEMORY
5 - (SAW)
DELETE
2ND
FUNCT QUIT
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
bi24d1oa - 28 -
NO YES
PL
7.5 Kopiuj
Aby skopiować zawartość zestawu danych spawania do nowej komórki pamięci,
postępuj następująco:
Naciśnij 2. FUNKCJA
(2ND FUNCT).
Wybierz komórkę pami
ęci, którą chcesz
skopiowa– i naciśnij
klawisz KOPIUJ
(COPY).
WELD DATA MEMORY
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
WELD DATA MEMORY
5 - (SAW)
DELETE
2ND
FUNCT QUIT
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPY RENAME
EDIT
2ND
FUNCT QUIT
bi24d1oa - 29 -
PL
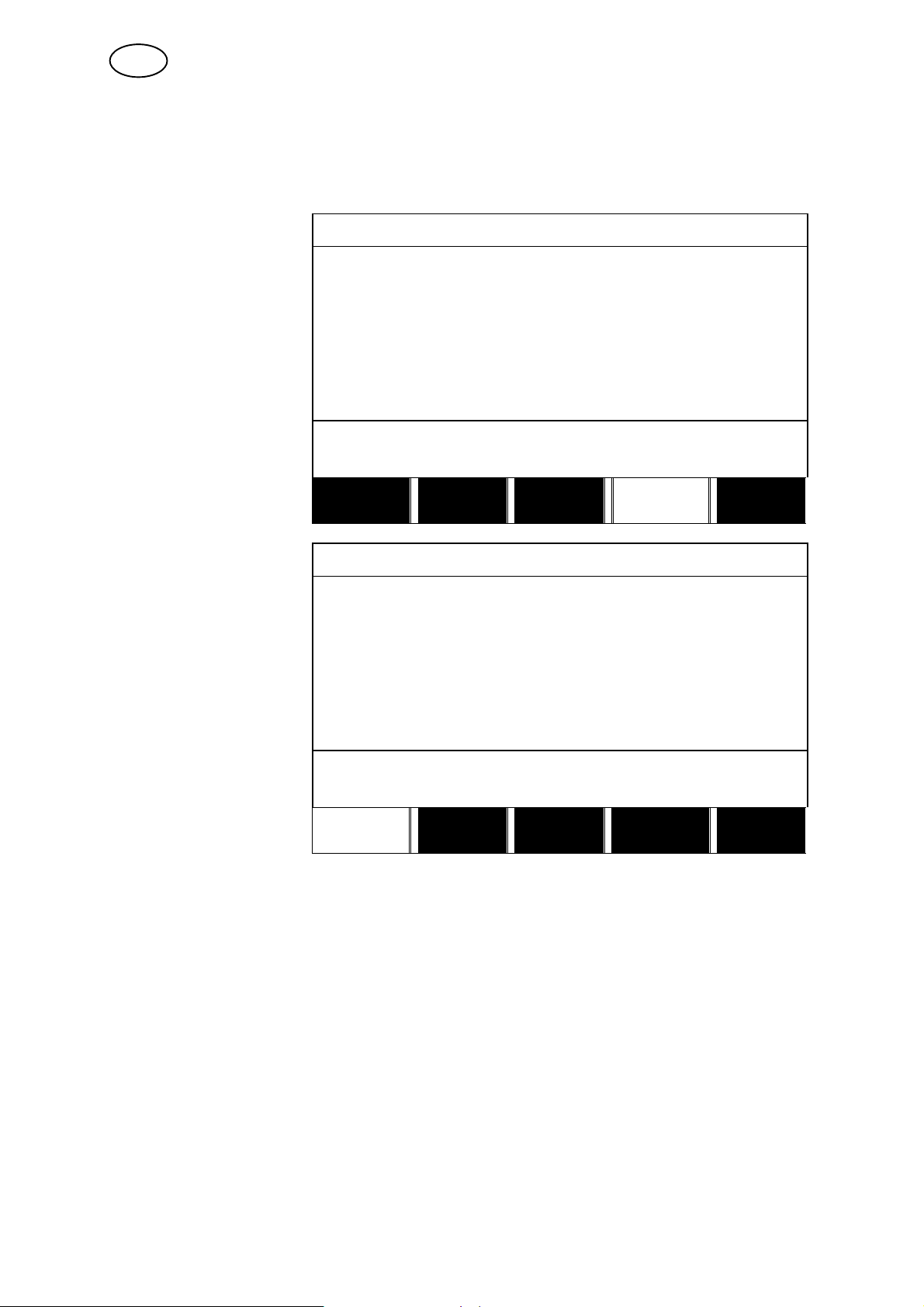
Skopiujemy teraz zawartość 5 komórki pamięci do komórki 50.
Naciśnij klawisz TAK
(YES).
WELD DATA MEMORY
1 -
5 - (SAW)
COPY
DATA SET 5 TO POSITION: 50
NO YES
Dane spawania numer 5 zostały skopiowane do 50 komórki pamięci.
7.6 Nazwa
Aby nadać własną nazwę zapisanemu zestawowi danych spawania, postępuj
następująco:
Wybierz komórkę pami
ęci 1 i używając jed
nego z pokręteł
ustawień przejdź do
WELD DATA MEMORY
5 - (SAW)
50 -
wybranej komórki; w
tym przypadku do
komórki 50.Naciśnij
klawisz TAK (YES).
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPY RENAME
EDIT
2ND
FUNCT QUIT
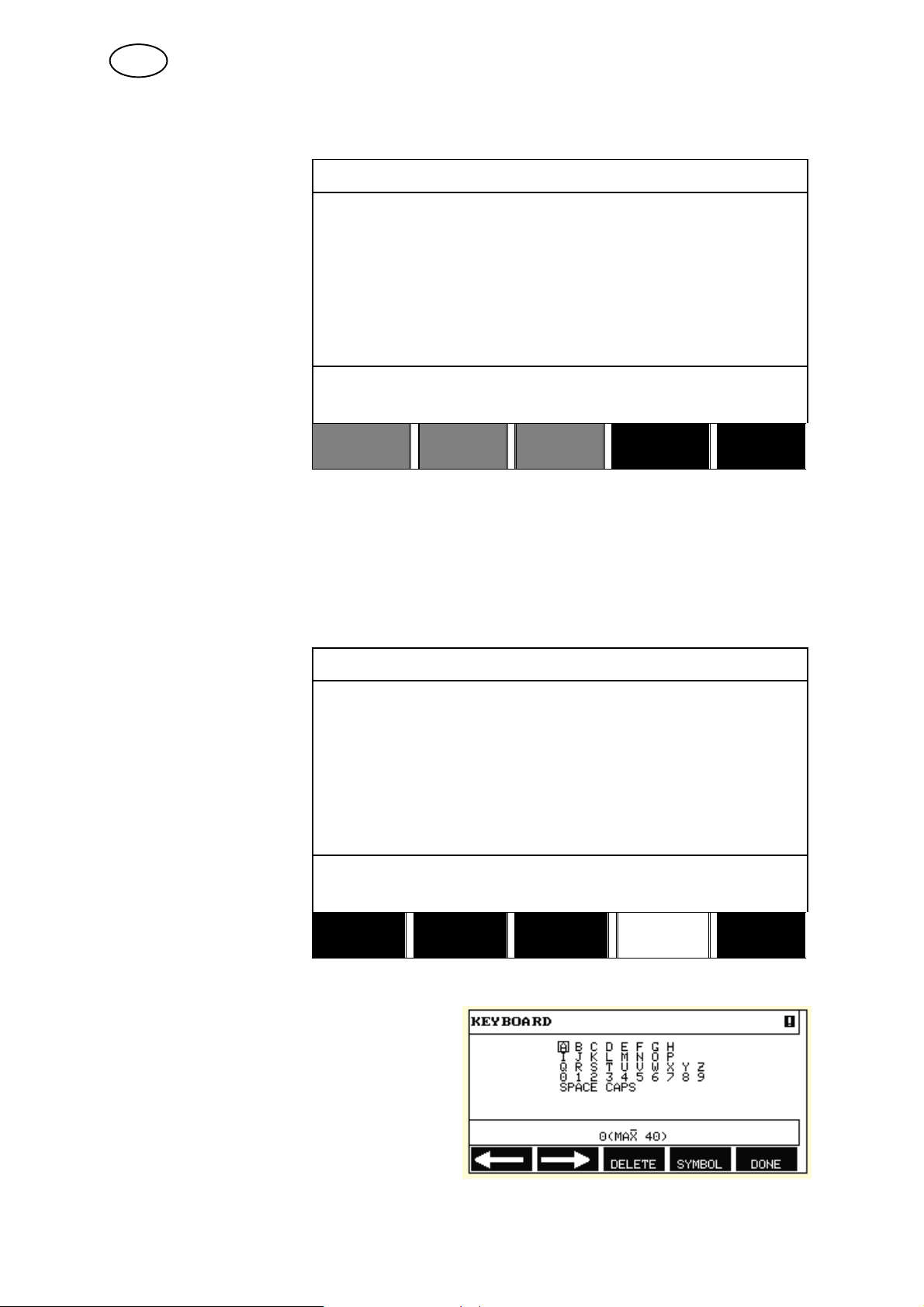
Tutaj masz dostęp do klawiatury, której używa się w następujący sposób:
S Ustaw kursor na żądanym znaku
klawiatury, używając strzałek i
pokrętła pozycjonowania. Naciśnij
GOTOWE (DONE). Wpisz w ten
sposób pełny tekst, składający się
maksymalnie z 40 znaków.
S Naciśnij klawisz GOTOWE (DONE),
aby zapisać. Nazwa opcji będzie
widoczna na liście.
bi24d1oa - 30 -
PL
7.7 Edytuj
Aby edytować zawartość zestawu danych spawania, postępuj następująco:
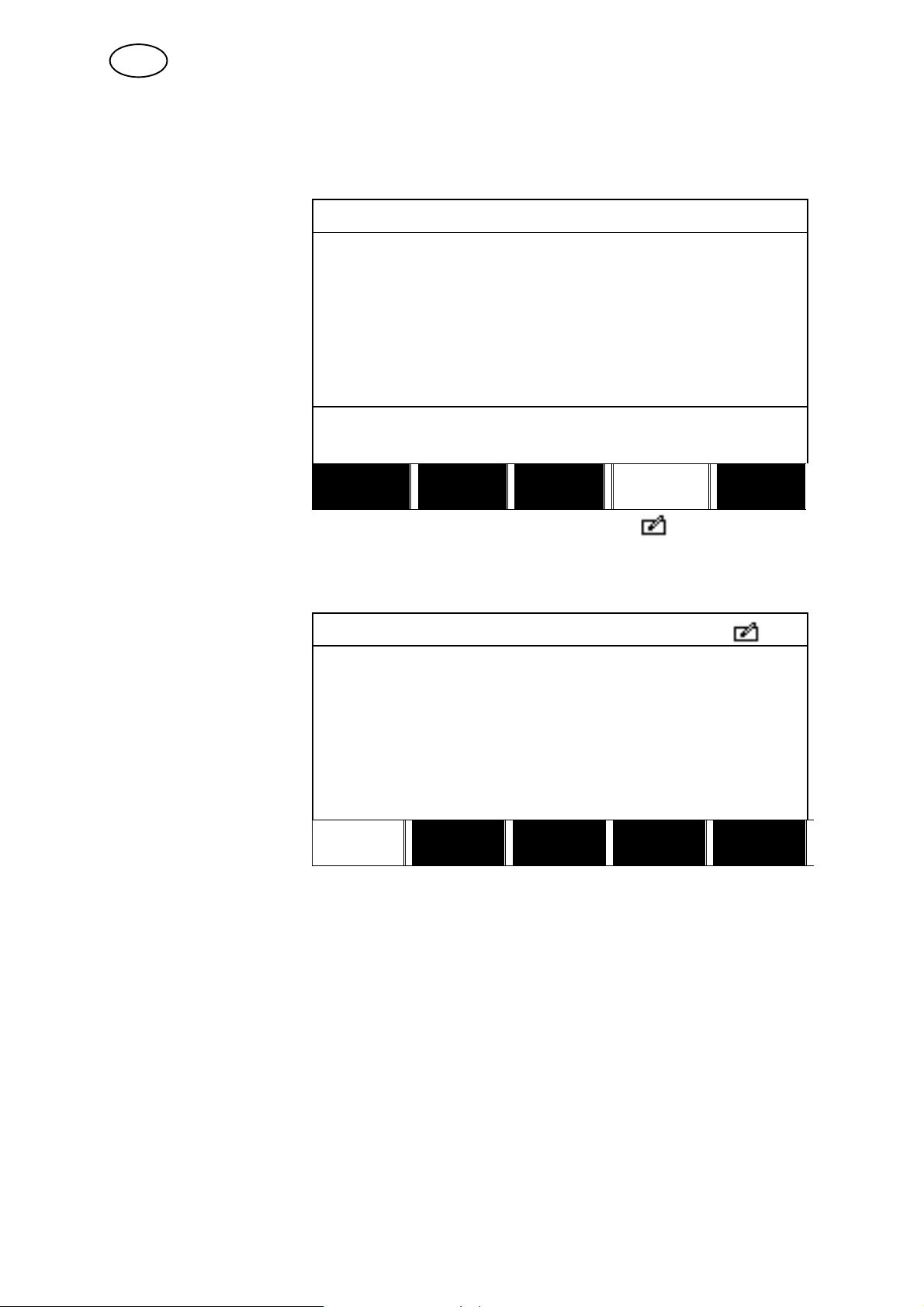
Naciśnij 2. FUNKCJA
(2ND FUNCT). Wybierz
komórkę pamięci, którą
WELD DATA MEMORY
5 - (SAW)
chcesz edytowa– i na
ciśnij EDYTUJ (EDIT).
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPY
EDIT
2ND
FUNCT QUIT
Wyświetlana jest część głównego menu i menu zawiera symbol , co oznacza, że
znajdujesz się w trybie edycji.
Naciśnij USTAW (SET)
i wprowadź żądane
zmiany.
SAW
REGULATION TYPE CA
WIRE TYPE SS FLUX CORED
WIRE DIMENSION 2.0 mm
SET QUIT
bi24d1oa - 31 -

PL
Pojawi się następujące menu:
W tym przykładzie
SAW WELD DATA SETTING
zmienimy prąd
spawania z 400 A na
500 A.
Wybierz prąd spawania
(CURRENT) i przejdź
do wartości 500,
używając jednego z
pokręteł ustawień.
Naciśnij dwukrotnie
VOLTAGE 20.0 V
CURRENT 500 A
TRAVEL SPEED 0 cm/min
DIRECTION J
START DATA"
STOP DATA"
DYNAMIC REGULATION AUTO
SETTING LIMITS"
MEASURE LIMITS"
KONIEC (QUIT).
Ustawienie danych spawania numer 5 zostało edytowane i zapisane.
8 MENU KONFIGURACJA
Menu główne Menu Konfiguracja
QUIT
To menu zawiera następujące podmenu:
S Język, patrz rozdział 1.2.1 "Wybór języka"
S Blokada, patrz rozdział 8.1
S Ustawienia ogólne, patrz rozdział 8.2
S Ustawienia urządzenia, patrz rozdział 8.3
S Długość kabli, patrz rozdział 8.4
S Konserwacja, patrz rozdział 8.5
S Ustawienia sieciowe, patrz rozdział 8.6
bi24d1oa - 32 -

PL
8.1 Blokada
Menu główne Menu Konfiguracja Blokada
Włączenie funkcji blokady wymusza podanie hasła (kodu) przy opuszczaniu menu
parametrów lub trybu szybkiego.
CODE LOCK
LOCK STATUS OFF
SET / CHANGE LOCK CODE
QUIT
Blokadę włącza się w menu konfiguracji.
8.1.1 Stan blokady
W stanie blokady można włączać/ wyłączać funkcję blokady, nie usuwając
istniejącego hasła w przypadku wyłączenia tej funkcji. Próba włączenia blokady, gdy
nie zapisano hasła, spowoduje wyświetlenie klawiatury w celu wpisania nowego
hasła.
Opuszczanie stanu blokady.
Znajdując się w menu parametrów lub trybu szybkiego, kiedy blokada jest
wyłączona, można bez problemu je opuścić, naciskając klawisz KONIEC (QUIT) lub
MENU, aby przejść do menu głównego.
Jeśli blokada jest włączona, przy próbie wyjścia pojawi się następujący komunikat,
ostrzegający użytkownika o blokadzie.
NACIŚNIJ ENTER, ABY WPISAĆ HASŁO...
PRESS ENTER FOR
LOCK CODE...
Tutaj można wybrać KONIEC (QUIT), aby wrócić do poprzedniego menu, lub
kontynuować, naciskając klawisz ENTER i wpisując hasło.
Zostanie wyświetlone menu z klawiaturą, gdzie można wpisać hasło. Naciskaj
klawisz ENTER po każdym znaku i potwierdź hasło, ponownie naciskając ENTER.
bi24d1oa - 33 -

PL
Pojawi się następujący komunikat:
MODUŁ ODBLOKOWANY!
Jeśli hasło jest nieprawidłowe, pojawi się komunikat o błędzie, oferujący
użytkownikowi opcję ponownego wpisania hasła lub powrotu do pierwotnego menu,
tj. menu parametrów lub trybu szybkiego.
Jeśli hasło jest prawidłowe, zostaną usunięte wszystkie blokady pozostałych menu,
choć blokada pozostanie włączona
menu parametrów i trybu szybkiego, zachowując stan blokady przy powrocie do tych
menu.
8.1.2 Ustal/zmień hasło blokady
W menu Ustal/zmień hasło blokady można edytować istniejące lub wprowadzić nowe
hasło. Hasło może się składać maksymalnie z 16 liter lub cyfr.
. Oznacza to, że możesz tymczasowo opuścić
UNIT UNLOCKED!
8.2 Ustawienia ogólne
Menu główne Menu Konfiguracja Ustawienia ogólne
W tym menu można ustawić:
S Klawisze funkcyjne trybu szybkiego, patrz rozdział 8.2.1
S Dziennik danych spawania do pliku, patrz rozdział 8.2.2
S Ustawianie klawiszy funkcyjnych, patrz rozdział 8.2.3
S Automatyczne zapisywanie danych spawania, patrz rozdział 8.2.4
S Jednostka długości, patrz rozdział 1.2.2 "Jednostka miary"
8.2.1 Klawisze funkcyjne trybu szybkiego
Klawisze funkcyjne DANE SPAWANIA 1 (WELD DATA 1) włącznie z DANE
SPAWANIA 4 (WELD DATA 4) są wyświetlane w menu trybu szybkiego.
SAW: CA 16
A 450 Amp
V 30.0 Volt
50 cm/min
WELD
DATA 1
bi24d1oa - 34 -
WELD
DATA 2
WELD
DATA 3
WELD
DATA 4
2ND
FUNCT

PL
Konfiguruje się je w następujący sposób:
Ustaw kursor w wierszu
KLAWISZ FUNKCYJNY
NR (SOFT KEY
NUMBER).
FAST MODE SOFT KEYS
SOFT KEY NUMBER 1
ASSOCIATED WELD DATA 5
SAW: CA: FE SOLID: 0.8 mm
20.0 V: 500 A: 0 cm/min
STORE
DELETE QUIT
Klawisze są ponumerowane od 1 do 4, od lewej do prawej. Wybierz żądany klawisz,
podając jego numer za pomocą pokręteł nastawczych.
Następnie przejdź do następnego wiersza PRZYPISANE DANE SPAWANIA
(ASSOCIATED WELD DATA). Tutaj możesz przejrzeć zestawy danych spawania,
zapisane w pamięci danych spawania. Wybrano żądany numer danych spawania za
pomocą pokręteł nastawczych. Naciśnij ZAPISZ (STORE), aby zapisać. Aby usunąć
zapisany zestaw, naciśnij USUŃ (DELETE).
8.2.2 Dziennik danych spawania do pliku
W menu DZ. DANYCH
SPAW. DO PLIKU
(QUALITY DATA LOG
TO FILE) można
włączyć tę funkcję wy
bierając wartość WŁ.
(ON).
GENERAL CONFIGURATION
FAST MODE SOFT BUTTONS 1
QUALITY DATA LOG TO FILE ON
SOFT KEYS SETUP"
AUTO SAVE MODE OFF
UNIT OF LENGTH METRIC
QUIT
Dodatkowe informacje na temat ustawień funkcji dokumentacyjnej można znaleźć w
rozdziale 9.7.
bi24d1oa - 35 -

PL
8.2.3 Konfiguracja klawiszy funkcyjnych
Klawisze funkcyjne zostały opisane wyżej. W przypadku spawania łukiem krytym
(SAW) i spawania łukowego elektrodą metalową (GMAW), użytkownik ma możliwość
ustawienia funkcji tych klawiszy, wybierając je z listy opcji. Ośmiu klawiszom
funkcyjnym można przypisać różne funkcje.
Dostępne są następujące opcje:
S Brak
S Test gazu / Zawór topnika
S Wartości zadane
Referencyjne wartości zadane są wyświetlane w menu parametrów zamiast
wartości zmierzonych.
S Przekaźnik 1
Ustawia wyjście nr 1 przekaźnika na karcie silnika, które można zostać dowolnie
wykorzystane przez klienta.
S Kierunek Y - J.
S We/Wy przystawki zdalnego sterowania
Służy do sterowania PEK i źródłem prądu spawania za pomocą zewnętrznego
modułu We/Wy.
S Oś zewnętrzna
Uruchamiana w przypadku obecności zewnętrznego modułu We/Wy do
sterowania np. obrotnikiem rolkowym.
Na ekranie wyświetlane
są dwie kolumny:
KLAWISZE FUNKC.
(SOFT KEYS) i
FUNKCJA
(FUNCTION).
SOFT KEYS SETUP
SOFT KEYS FUNCTION
S1 NONE
S2 NONE
S3 NONE
S4 NONE
S1 2ND FUNCT NONE
S2 2ND FUNCT NONE
S3 2ND FUNCT NONE
S4 2ND FUNCT NONE
QUIT
Podczas przypisywania klawiszom funkcji są one numerowane od lewej w
następujący sposób:
S1 S2 S3 S4
S1 2ND
FUNCT
bi24d1oa - 36 -
S2 2ND
FUNCT
S3 2ND
FUNCT
S4 2ND
FUNCT
2ND
FUNCT
2ND
FUNCT

PL
Aby przypisać nową funkcję danemu klawiszowi, postępuj następująco:
Ustaw kursor w wierszu
o numerze klawisza
funkcyjnego, którego
chcesz użyć i naciśnij
ENTER. Pojawi się
menu kontekstowe z
wybranymi funkcjami.
Wybierz za pomocą po
krętła pozycjonowania i
naciśnij ENTER.
SOFT KEYS SETUP
SOFT KEYS FUNCTION
S1 NONE
S2 NONE
S3 NONE
S4 NONE
S1 2ND FUNCT NONE
S2 2ND FUNCT NONE
S3 2ND FUNCT NONE
S4 2ND FUNCT NONE
QUIT
Pozostałym klawiszom można przypisać nowe funkcje w ten sam sposób, łącząc w
pary numer klawisza z lewej kolumny z jedną z funkcji z prawej kolumny.
8.2.4 Tryb auto. zapisu
Po pobraniu zestawu danych spawania z komórki pamięci w pamięci danych
spawania i zmianie ustawień, zmiany zostaną zapisane w pamięci roboczej po
zakończeniu spawania w ostatnio pobieranej komórce pamięci.
Ręczne zapisywanie danych spawania w komórce pamięci blokuje kolejny
automatyczny zapis.
Komórka pamięci, w której zapisano dane, wyświetlana jest w prawym górnym rogu
na ekranie parametrów.
8.3 Ustawienia urządzenia
Menu główne Menu Konfiguracja Ustawienia urządzenia
W tym menu można ustawić:
S Kod produktu, patrz rozdział 8.3.1
S Oś podawania drutu, patrz rozdział 8.3.2
S Oś ruchu, patrz rozdział 8.3.3
S Oś zewnętrzną, patrz rozdział 8.3.4
S Tandem, patrz rozdział 8.3.5
bi24d1oa - 37 -

PL
8.3.1 Kod produktu
W menu KOD
MACHINE CONFIGURATION
PRODUKTU
(PRODUCT CODE)
można wybrać żądany
automat spawalniczy,
słupowysięgnik spawa
PRODUCT CODE A2TFX
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM OFF
lniczy, obrotnik rolkowy
lub pozycjoner.
QUIT
Po wybraniu kodu produktu, prawidłowy typ silnika i przełożenie używanej przekładni
w określonym produkcie zostają wybrane automatycznie.
Można wybrać następujące opcje:
S A2TFJ1
Automat spawalniczy z traktorem A2 do spawania łukiem krytym (SAW)
S A2TGJ1
Automat spawalniczy z traktorem A2 do spawania łukowego elektrodą metalową
(SAW)
S A6TFF1
Automat spawalniczy z traktorem A6 do spawania łukiem krytym (SAW)
S FREE 2 AXIS
Opcjonalna konfiguracja do podłączenia 2 silników do tablicy sterowniczej.
Jeden do podawania drutu i drugi do przesuwu.
S FREE 3 AXIS
Opcjonalna konfiguracja do podłączenia zewnętrznych obrotników rolkowych,
pozycjonerów lub osi liniowych, a także 2 silników do tablicy sterowniczej. Jeden
do podawania drutu i drugi do przesuwu.
8.3.2 Oś podawania drutu
Silnik podawania drutu jest ustawiany automatycznie zgodnie z poniższymi tabelami.
A2TFJ1 A2TGJ1 A6TFF1
Silnik 5035 38 RPM 5035 68 RPM VEC4000
Bieg 1 49:1 49:1 156:1
Bieg 2 1:1 1:1 1:1
Średnica rolek
podających
Czujnik impulsów 28 ppr 28 ppr 32 ppr
Niska prędkość ręczna 150 cm/min. 150 cm/min. 150 cm/min.
Wysoka prędkość
ręczna
49 mm 49 mm 49 mm
300 cm/min. 300 cm/min. 300 cm/min.
bi24d1oa - 38 -
PL
FREE 2 AXIS FREE 3 AXIS
Silnik VEC 4000 VEC 4000
Bieg 1 156:1 156:1
Bieg 2 1:1 1:1
Średnica rolek
podających
Czujnik impulsów 32 ppr 32 ppr
Niska prędkość ręczna 150 cm/min. 150 cm/min.
Wysoka prędkość
ręczna
8.3.3 Oś ruchu
Silnik napędowy jest ustawiany automatycznie zgodnie z poniższymi tabelami.
Silnik 4030-350 4030-350 FHP258
Bieg 1 375:10 375:10 24:1
Bieg 2 51:1 51:1 51:1
Średnica koła 158 mm 158 mm 180 mm
Czujnik impulsów 60 ppr 60 ppr 28 ppr
Wysoka prędkość
ręczna
49 mm 49 mm
300 cm/min. 300 cm/min.
A2TFJ1 A2TGJ1 A6TFF1
200 cm/min. 200 cm/min. 200 cm/min.
FREE 2 AXIS FREE 3 AXIS
Silnik VEC 4000 VEC 4000
Bieg 1 312:1 312:1
Bieg 2 1:1 1:1
Średnica koła 65 mm 65 mm
Czujnik impulsów 32 ppr 32 ppr
Wysoka prędkość
ręczna
200 cm/min. 200 cm/min.
bi24d1oa - 39 -

PL
8.3.4 Oś zewnętrzna
Podłączając zewnętrzny obrotnik rolkowy, pozycjoner lub oś liniową, należy wybrać
FREE 3 AXIS.
Po wybraniu FREE 3 AXIS, silnik jest ustawiany automatycznie zgodnie z poniższymi
tabelami.
Obrotnik rolkowy Liniowy Obrotnik spawalniczy
Bieg 1 560:1 560:1 560:1
Bieg 2 111:22 111:22 111:22
Bieg 3 1:1 1:1 1:1
Średnica koła 160 mm 160 mm 160 mm
Czujnik impulsów 30 ppr 30 ppr 30 ppr
Wysoka prędkość
ręczna
Stosunek
częstotliwości
Silnik 2 000 obr/min. 2 000 obr/min. 2 000 obr/min.
Średnica spoiny 1000 mm - 1000 mm
Średnica rolki 1000 mm - -
200 cm/min. 200 cm/min. 200 cm/min.
85:50 85:50 85:50
8.3.5 Tandem
Używany przy spawaniu za pomocą dwóch głowic spawalniczych.
Ustaw kursor w wierszu
MACHINE CONFIGURATION
TANDEM (TANDEM) i
naciśnij ENTER.
Wybierz WŁ. (ON) za
pomocą pokrętła po
zycjonowania i naciśnij
ENTER.
PRODUCT CODE A2TFX
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM ON
b WELDING HEAD HEAD
b WELD HEAD OFFSET 20 mm
b WITH I/O ON
QUIT
Aby spawać za pomocą dwóch głowic spawalniczych, należy skonfigurować funkcję
PRZES. GŁOW. SPAW. (WELD HEAD OFFSET).
PRZES. GŁOW. SPAW. (WELD HEAD OFFSET) to odległość w milimetrach między
głowicami spawalniczymi.
Po podaniu odległości między 1. głowicą spawalniczą PRZÓD (HEAD) i 2. głowicą
spawalniczą TYŁ (TAIL), wartość jest przeliczana przez sterowanie na czas między
uruchomieniem 1. głowicy spawalniczej i 2. głowicy spawalniczej.
Czas, który może zostać obliczony przez sterowanie dla odległości między
uruchomieniem i wyłączeniem źródeł prądu spawania wynosi maksymalnie 65
sekund. Oznacza to, że jeśli na przykład zostanie podane 50 cm/min., jako
maksymalne PRZES. GŁOW. SPAW. (WELD HEAD OFFSET) można podać 2000
mm. Robi się to, aby czas nie upłynął, zanim 2. głowica spawalnicza osiągnie punkt
początkowy.
bi24d1oa - 40 -
PL
WELD HEAD OFFSET
TAIL HEAD
UWAGA!
Należy upewnić się, że obydwa sterowania mają te same ustawienia dla PRZES.
GŁOW. SPAW. (WELD HEAD OFFSET) i podać tę samą prędkość ruchu.
Sterowanie "główne" powinno pozycjonować PRZÓD (HEAD), a sterowanie
"podrzędne" TYŁ (TAIL). Przesuw jest zawsze kontrolowany przez sterowanie
"główne".
Podaj następujące wartości spawania za pomocą dwóch głowic spawalniczych:
Ustaw kursor w wierszu
MACHINE CONFIGURATION
GŁOWICA
SPAWALNICZA
(WELDING HEAD).
Wybierz, czy ustawie
nie ma dotyczyć
sterowania "głównego"
PRZÓD (HEAD), czy
sterowania "podrzęd
PRODUCT CODE A2TFX
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM ON
b G£OWICA SPAWALNICZA G£OWICA
b WELD HEAD OFFSET 20 mm
b WITH I/O ON
nego" TYŁ (TAIL).
QUIT
S Ustaw kursor w wierszu PRZES. GŁOW. SPAW. (WELD HEAD OFFSET) i podaj
odległość między dwiema głowicami spawalniczymi.
bi24d1oa - 41 -
PL
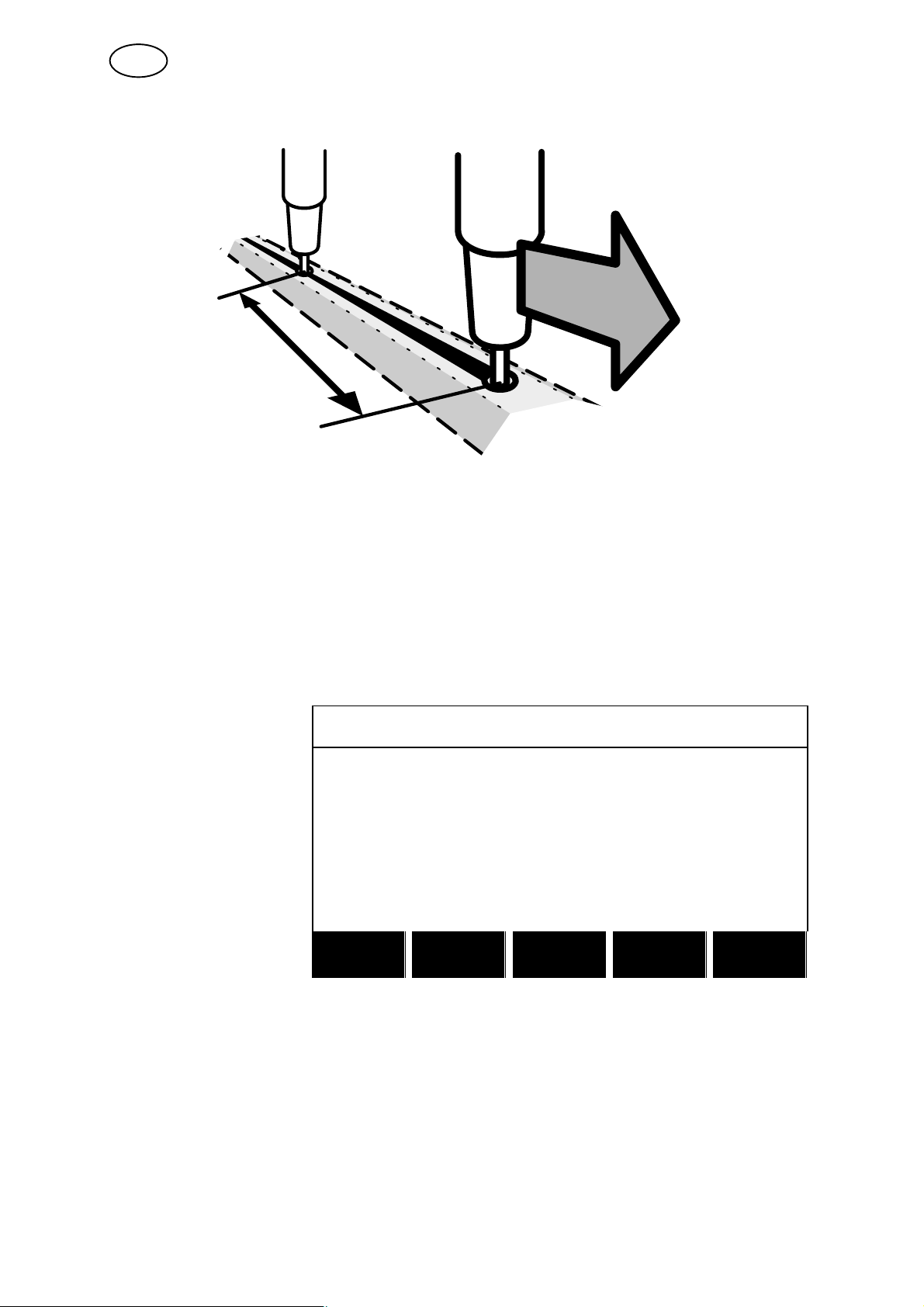
Przykład, We/Wy WŁ.
Głowica spawalnicza 2,
WELD HEAD OFFSET
S NY TEXT 42
Głowica spawalnicza 1,
(podrzędna)
TAIL HEAD
(główna)
S Naciśnij Start dla głowicy spawalniczej 1.
S Głowica spawalnicza 1 rozpocznie spawanie.
S Głowica spawalnicza 2 rozpocznie spawanie dopiero po osiągnięciu pozycji
początkowej głowicy spawalniczej 1 (odległoś– podana w PRZES. GŁOW.
SPAW. (WELD HEAD OFFSET)).
S Naciśnij Stop dla głowicy spawalniczej 1.
S Głowica spawalnicza 1 przerwie spawanie, ale nadal będzie się przesuwa–.
S Głowica spawalnicza 2 przerwie spawanie po osiągnięciu punktu, w którym
urządzenie 1 przerwało spawanie (odległoś– podana w PRZES. GŁOW. SPAW.
(WELD HEAD OFFSET)).
S Spawanie zostanie zakończone.
bi24d1oa - 42 -
PL
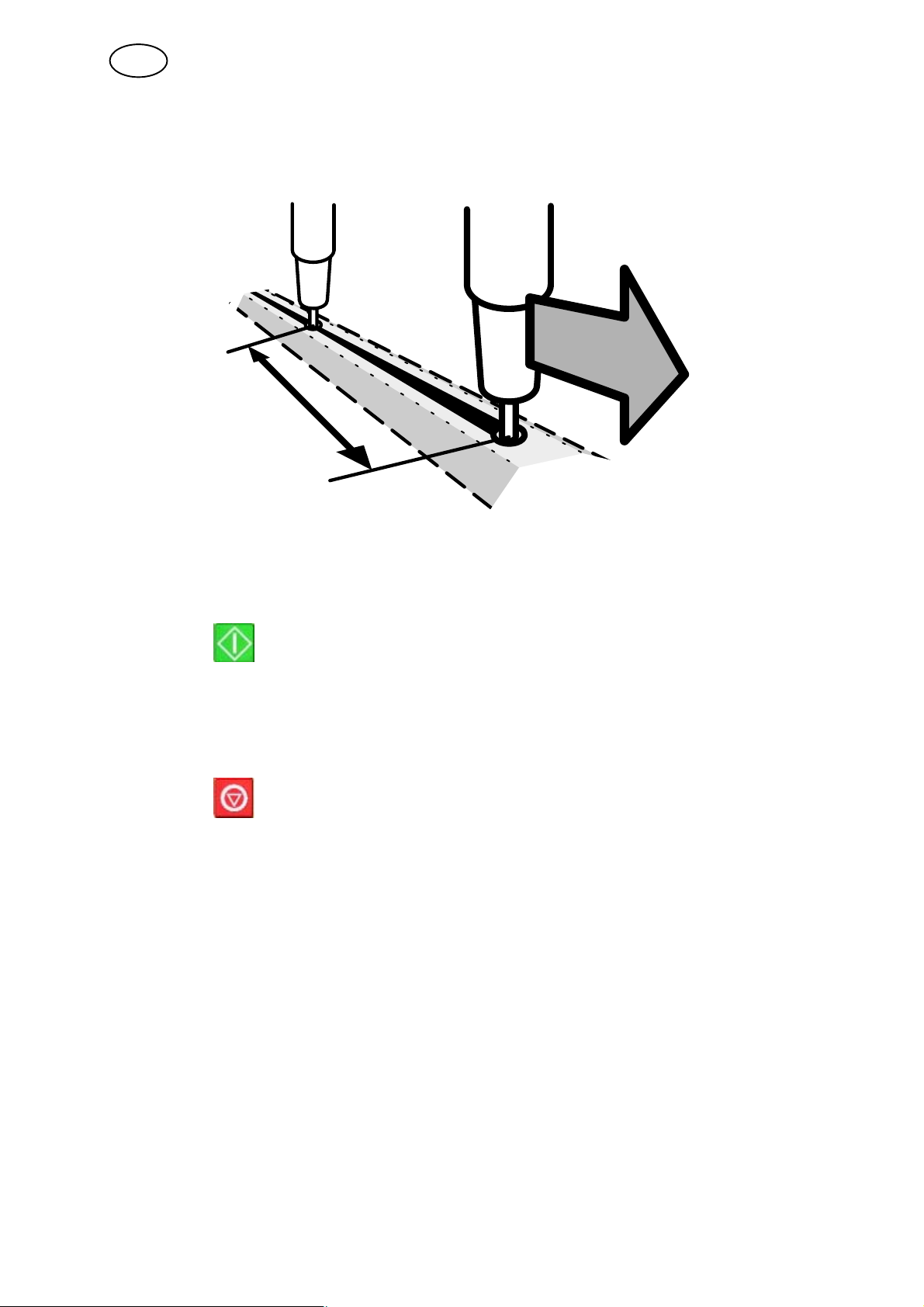
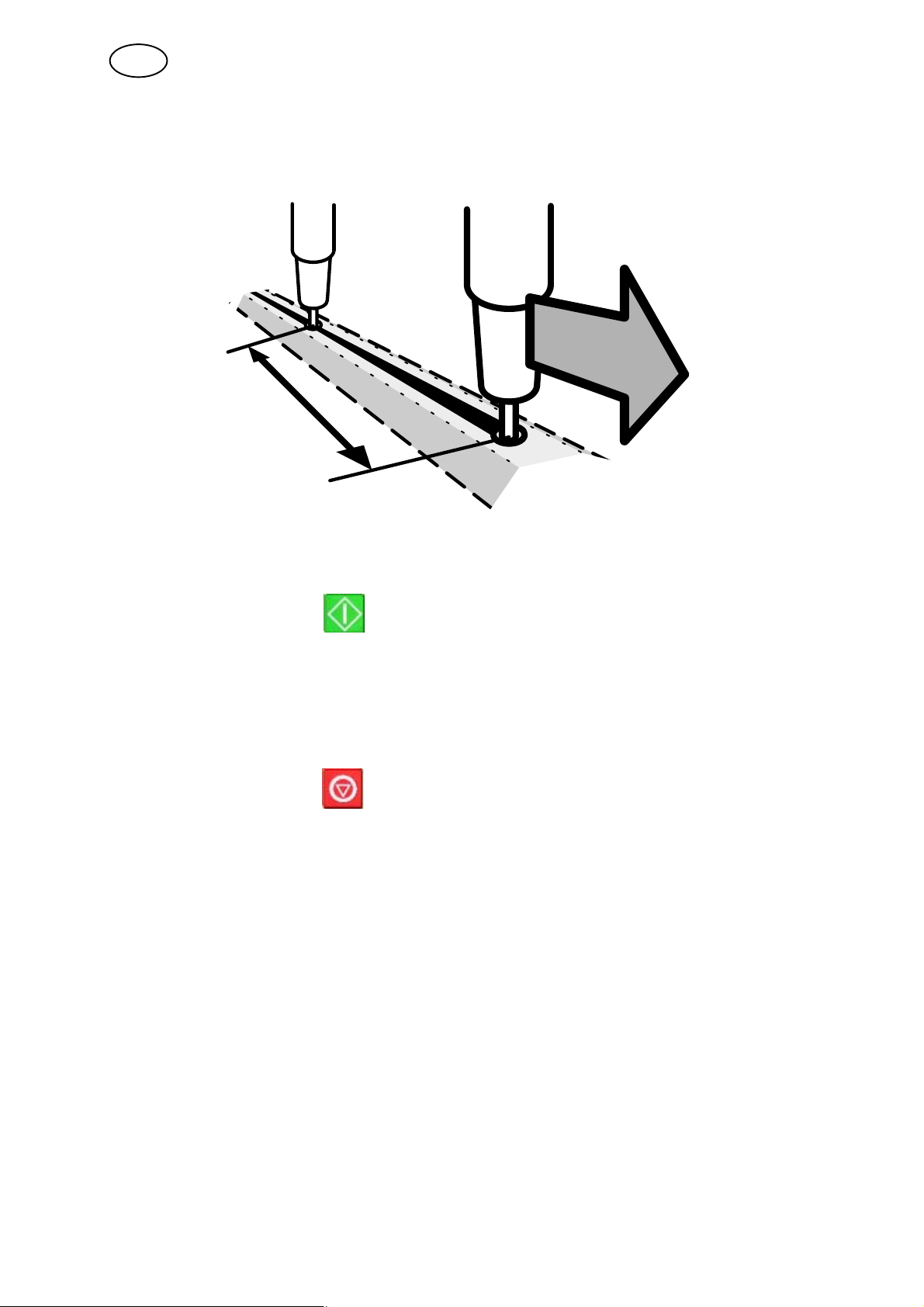
Przykład, We/Wy WYŁ.
Głowica spawalnicza 2,
(podrzędna)
TAIL HEAD
WELD HEAD OFFSET
Głowica spawalnicza 1,
(główna)
S Naciśnij klawisz Start dla głowicy spawalniczej 1 i głowicy spawalniczej 2
jednocześnie.
S Głowica spawalnicza 1 rozpocznie spawanie.
S Głowica spawalnicza 2 rozpocznie spawanie pierwsza po osiągnięciu pozycji
początkowej głowicy spawalniczej 1 (odległość podana w PRZES. GŁOW.
SPAW. (WELD HEAD OFFSET).
S Naciśnij klawisz Stop dla głowicy spawalniczej 1 i głowicy spawalniczej 2
jednocześnie.
S Głowica spawalnicza 1 przerwie spawanie, ale nadal będzie się przesuwać.
S Głowica spawalnicza 2 przerwie spawanie po osiągnięciu punktu, w którym
urządzenie 1 przerwało spawanie (odległość podana w PRZES. GŁOW. SPAW.
(WELD HEAD OFFSET).
S Spawanie zostanie zakończone.
bi24d1oa - 43 -

PL
8.4 Długość kabli
Napięcie łuku jest uzależnione od impedancji w kablach spawania. Natomiast na
impedancję wpływają długość i przekrój kabli, a także sposób ich poprowadzenia. To
szczególnie widoczne podczas spawania AC.
Kompensacja spadku napięcia w długich kablach zostaje utrzymana, jeśli podano ich
rzeczywistą długość.
Należy podać całkowitą długość kabli (kabla spawania ze złączem).
Uwaga! W przypadku dwóch kabli należy połączyć ich przekroje.
Funkcja ta jest aktywna podczas procesu uruchamiania, zanim źródło prądu otrzyma
służącą do regulacji wartość parametru.
Funkcja będzie nieaktywna, jeśli wybrano opcję "Maks. OCV".
8.5 Konserwacja
Menu główne Menu Konfiguracja Konserwacja
W tym menu usatwia się częstotliwość wymiany końcówki kontaktowej. Określ liczbę
startów spawania, po której należy wymienić końcówkę, zaznaczając wiersz CZĘST.
WYMIANY KOŃCÓWKI KONT. (CONTACT TIP CHANGE INTERVAL) i naciskając
ENTER. Zmień wartość używając pokręteł nastawczych. Kiedy minie termin
przeglądu, w dzienniku błędów zostanie wyświetlony kod usterki 54. Skasuj
naciskając WYZERUJ (RESET).
Kiedy zamiast liczby startów jest wybrany LIMIT ŁĄCZNEGO CZASU PRACY
(TOTAL RUNNING TIME LIMIT), zostanie wezwany technik autoryzowanego
serwisu firmy ESAB.
MAINTENANCE
CONTACT TIP CHANGE INTERVAL 0 Welds
b WELD COUNT 0 Welds
TOTAL RUNNING TIME LIMIT 0d00:00:00
b TOTAL RUNNING TIME 0d00:00:00
RESET
QUIT
bi24d1oa - 44 -
PL
8.6 Ustawienia sieciowe
Menu główne Menu Konfiguracja Ustawienia sieciowe
To menu umożliwia połączenie z narzędziem administracyjnym w sieci lokalnej.
Dodatkowe informacje o narzędziu administracyjnym można znaleź– w instrukcji
obsługi pod hasłem WELDPOINT do pobrania z witryny www.esab.com.
NETWORK SETTINGS
DHCP ON
IP ADDRESS 172.20.125.74
SUBNET MASK 0.0.0.0.
DEFAULT GATEWAY 0.0.0.0.
HOSTNAME ESAB_W82
QUIT
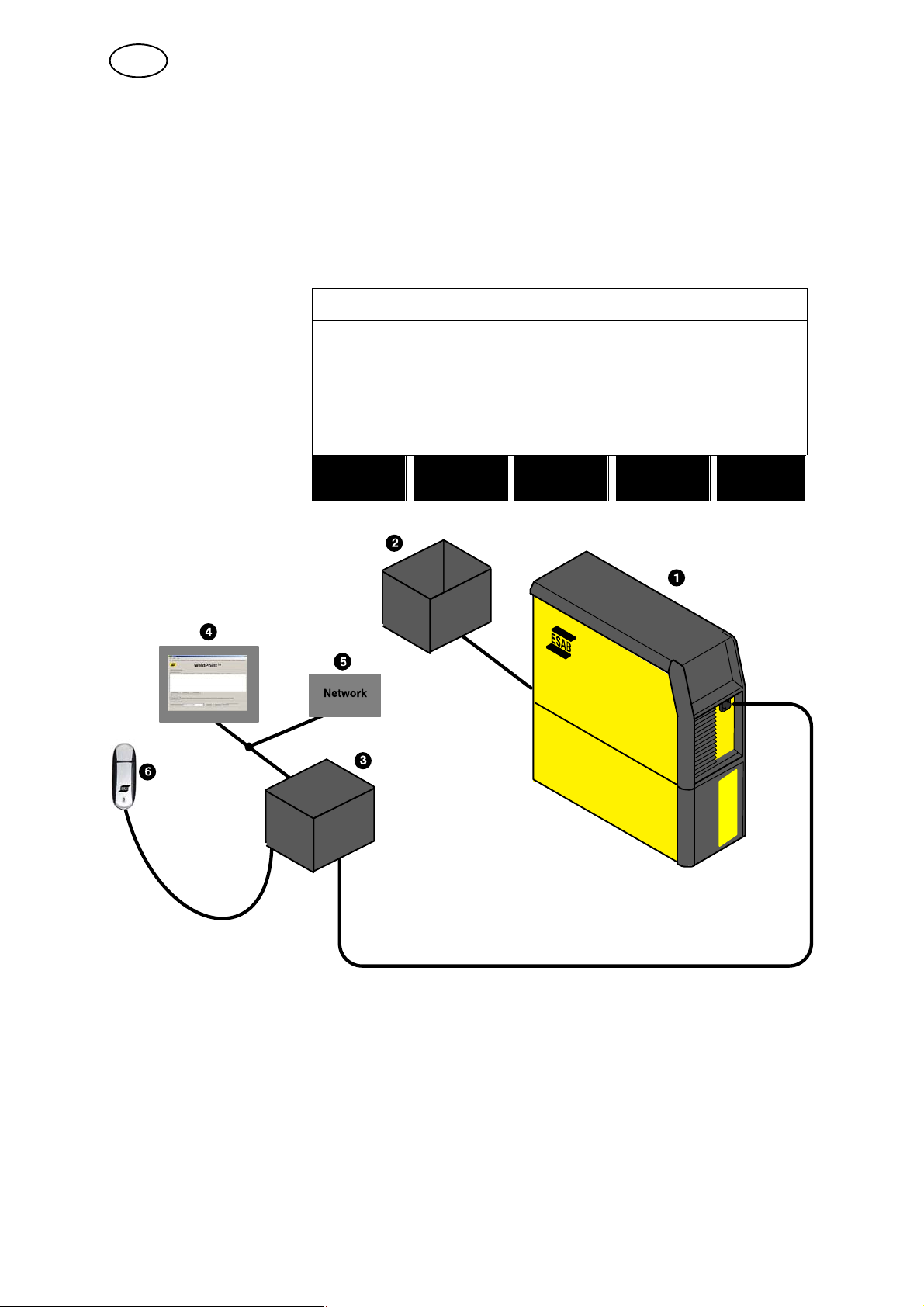
8.6.1 Opis systemu
1 Źródło prądu spawania 4 Narzędzie administracyjne, Weldpoint
2 Podajnik drutu / Automat spawalniczy 5 Przyłącze sieciowe
3 Moduł danych spawania, PEK 6
bi24d1oa - 45 -
Pamię– USB

PL
9 NARZĘDZIA
Menu główne Narzędzia
To menu zawiera następujące podmenu:
S Dziennik błędów, patrz rozdział 9.1
S Eksport / Import, patrz rozdział 9.2
S Menedżer plików, patrz rozdział 9.3
S Edycja limitów konfiguracji, patrz rozdział 9.4
S Edycja limitów parametrów, patrz rozdział 9.5
S Statystyka produkcji, patrz rozdział 9.6
S Funkcje dokumentacyjne, patrz rozdział 9.7
S Kalendarz, patrz rozdział 9.8
S Konta użytkowników, patrz rozdział 9.9
S Informacje o urządzeniu, patrz rozdział 9.10
9.1 Dziennik błędów
Menu główne Narzędzia Dziennik błędów
Kody do zarządzania usterkami służą do informowania o usterkach w procesie
spawania. Kody są wyświetlane w menu wyskakującym, a w prawym górnym rogu
ekranu pojawia się wykrzyknik .
Uwaga! Wykrzyknik znika z wyświetlacza zaraz po przejściu do menu dziennika
błędów.
Wszystkie błędy, które wystąpiły podczas używania urządzeń spawalniczych, są
dokumentowane jako komunikaty o błędach w dzienniku błędów. Można zapisać
maksymalnie 99 komunikatów o błędach. Jeśli dziennik błędów zapełni się, tj.
zostanie zapisanych 99 komunikatów o błędach, kolejna usterka spowoduje
automatyczne usunięcie najstarszego komunikatu.
Menu dziennika błędów zawiera następujące informacje:
S Numer błędu
S Data wystąpienia błędu
S Godzina wystąpienia błędu
S Urządzenie, w którym wystąpił błąd
S Kod zarządzania błędem
bi24d1oa - 46 -

PL
ERROR LOG
Indeks Data Godzina Urz±dzenie B³±d
1 081120 11:24:13 8 19
2 081120 10:24:18 8 18
3 081121 13:24:18 8 17
Error in battery-driven memory
DELETE
ALL
QUIT
9.1.1 Urządzenia
2 = Źródło prądu
6 = Podajnik drutu i przesuw (tablica silnika)
8 = panel sterowania
9.1.2 Opis kodów zarządzania usterkami
Poniżej podano kody zarządzania usterkami, które użytkownicy mogą naprawiać
samodzielnie. Jeśli pojawi się inny kod, uruchom urządzenie ponownie, a jeśli błąd
występuje nadal, wezwij technika serwisu.
Kod
błędu
11 Błąd prędkości silnika, (podawanie drutu, silnik napędowy)
Opis
6 Wysoka temperatura
Źródło prądu przegrzało się i anuluje spawanie. Spawanie zostanie wznowione, kiedy
temperatura spadnie poniżej parametru temperatury maksymalnej.
Działanie: Sprawdź, czy wloty lub wyloty powietrza chłodzącego nie są zablokowane lub
zatkane brudem. Sprawdź używany cykl pracy, aby upewnić się, że urządzenie nie jest
przeciążane.
Jeśli błąd występuje nadal, wezwij technika serwisu.
7 Niski prąd spawania
Łuk spawalniczy został wyłączony z powodu zbyt niskiego prądu spawania podczas
procesu spawania.
Działanie:Wyłącz zasilanie sieciowe, aby zresetować urządzenie. Jeśli błąd występuje
nadal, wezwij technika serwisu.
8 Niskie napięcie akumulatora
Napięcie akumulatora jest zbyt niskie. Jeśli akumulator nie zostanie wymieniony, wszystkie
zapisane dane zostaną utracone.
Ten błąd nie wyłącza żadnej funkcji.
Działanie: Wezwij technika serwisu, aby wymienił akumulator.
Silnik nie może utrzymać prędkości. Spawanie zostaje przerwane.
Działanie: Sprawdź, czy drut nie zablokował się lub nie jest podawany zbyt szybko. Jeśli
błąd występuje nadal, wezwij technika serwisu.
bi24d1oa - 47 -
PL
Kod
błędu
12 Wewnętrzny błąd komunikacji (ostrzeżenie)
14 Błąd komunikacji
17 Brak komunikacji z urządzeniem
32 Brak przepływu gazu
43 Wysoki prąd spawania
44 Początek przerwy prądu spawania
Opis
Obciążenie magistrali systemowej CAN jest chwilowo zbyt wysokie.
Źródło prądu mogło utracić kontakt z panelem sterowania.
Działanie: Sprawdź, czy wszystkie urządzenia są prawidłowo połączone. Jeśli błąd
występuje nadal, wezwij technika serwisu.
Magistrala systemowa CAN chwilowo nie działa z powodu zbyt dużego obciążenia.
Bieżący proces spawania zostaje zatrzymany.
Działanie: Sprawdź, czy wszystkie urządzenia są prawidłowo połączone. Wyłącz
zasilanie sieciowe, aby zresetować urządzenie. Jeśli błąd występuje nadal, wezwij
technika serwisu.
Brak komunikacji z urządzeniem.
Działanie: Sprawdź okablowanie i złącze między sterowaniem i źródłem prądu. Jeśli błąd
występuje nadal, wezwij technika serwisu.
Start jest niemożliwy.
Działanie: Sprawdź zawór gazu, węże i złączki.
Źródło prądu wyłączyło proces spawania, ponieważ prąd przekroczył maksymalny
parametr prądu dla źródła prądu.
Działanie: Wyłącz zasilanie sieciowe, aby zresetować urządzenie. Jeśli błąd występuje
nadal, wezwij technika serwisu.
Proces spawania został przerwany z powodu 10-sekundowej przerwy.
Działanie: Wyłącz zasilanie sieciowe, aby zresetować urządzenie. Jeśli błąd występuje
nadal, wezwij technika serwisu.
9.2 Eksport / Import
Menu główne Narzędzia Eksport / Import
W menu Eksport / Import można przesyłać informacje do i z panelu sterowania za
pomocą pamięci USB.
Można przesyłać następujące informacje:
S Zestawy danych spawania Eksport / Import
S Ustawienia systemowe Eksport / Import
S Limity konfiguracji Eksport / Import
S Limity pomiarów Eksport / Import
S Dziennik błędów Eksport
S Dziennik funkcji dokumentacyjnych Eksport
S Statystyka produkcji Eksport
Zapisywanie danych w pamięci USB:
Włóż pamięć USB do sterowania.
bi24d1oa - 48 -

PL
Wybierz wiersz
EXPORT/IMPORT
zawierający informacje,
które chcesz przesłać.
Naciśnij EKSPORT
(EXPORT) lub IMPORT
(IMPORT), w
zależności od tego, czy
informacje mają być
eksportowane czy
WELD DATA SETS
SYSTEM SETTINGS
SETTING LIMITS
MEASURE LIMITS
ERROR LOG
QUALITY FUNCTION LOG
PRODUCTION STATISTICS
importowane.
EXPORT IMPORT
QUIT
9.3 Menedżer plików
Menu główne Narzędzia Menedżer plików
W menedżerze plików można zarządzać informacjami na pamięci USB (C:).
Menedżer plików umożliwia ręczne usuwanie i kopiowanie danych spawania i
danych dokumentacyjnych.
Po podłączeniu pamięci USB zostaje wyświetlony jej domyślny folder, jeśli żaden nie
został wcześniej wybrany.
Panel sterowania zapamiętuje miejsce ostatniego używania menedżera plików, więc
wraca się w to samo miejsce w strukturze plików.
FILE MANAGER
..
NEW FOLDER
QData.xml
INFO UPDATE
ALT. QUIT
S Funkcja INFO (INFO) służy do sprawdzania dostępnej ilości miejsca w pamięci.
S Informacje aktualizuje się naciskając klawisz AKTUAL. (UPDATE).
S Aby usunąć, zmienić nazwę, utworzyć nowy folder, skopiować lub wkleić,
naciśnij klawisz ZMIEŃ (ALT.). Pojawi się lista dostępnych opcji. Jeśli zostanie
wybrane (..) lub folder, można tylko utworzyć nowy folder lub wkleić uprzednio
skopiowany plik. Po zaznaczeniu pliku zostaną dodane opcje ZMIEŃ NAZWĘ
(RENAME), KOPIUJ (COPY) lub WKLEJ (PASTE), jeśli wcześniej skopiowano
plik.
bi24d1oa - 49 -

PL
Wybierz folder lub plik i
FILE MANAGER
naciśnij ZMIEŃ (ALT).
(ZMIEŃ)
Ta lista pojawia się po naciśnięciu klawisza ZMIEŃ
(ALT.).
..
WeldData
NEW FOLDER
ErrorLog.xml
QData.xml
XWeldoffice.dat
INFO UPDATE
ALT. QUIT
COPY
PASTE
DELETE
RENAME
NEW FOLDER
9.3.1 Usuwanie pliku/ folderu
Zaznacz plik lub folder, który chcesz usunąć i naciśnij ZMIEŃ (ALT). (ZMIEŃ)
Zaznacz USUŃ (DELETE) i naciśnij ENTER.
DELETE
RENAME
NEW FOLDER
Plik/ folder został usunięty. Przed usunięciem folderu należy go opróżnić, tzn.
usunąć zawarte w nim pliki.
9.3.2 Zmiana nazwy pliku/ folderu
Zaznacz plik lub folder, którego nazwę chcesz zmienić i naciśnij ZMIEŃ (ALT).
(ZMIEŃ)
Zaznacz ZMIEŃ NAZWĘ (RENAME) i naciśnij ENTER.
DELETE
RENAME
NEW FOLDER
Na wyświetlaczu pojawi się klawiatura. Użyj pokrętła pozycjonowania do zmiany
wiersza i klawiszy strzałek do poruszania się w lewo i w prawo. Zaznacz znak/
funkcję, których chcesz użyć i naciśnij ENTER.
bi24d1oa - 50 -

PL
9.3.3 Tworzenie nowego folderu
Zaznacz, gdzie chcesz utworzyć nowy folder i naciśnij ZMIEŃ (ALT). (ZMIEŃ)
Zaznacz NOWY FOLDER (NEW FOLDER) i naciśnij
ENTER.
DELETE
RENAME
NEW FOLDER
Na wyświetlaczu pojawi się klawiatura. Użyj pokrętła pozycjonowania do zmiany
wiersza i klawiszy strzałek do poruszania się w lewo i w prawo. Zaznacz znak/
funkcję, których chcesz użyć i naciśnij ENTER.
9.3.4 Kopiowanie i wklejanie plików
Zaznacz plik, który chcesz skopiować i naciśnij ZMIEŃ (ALT). (ZMIEŃ)
Zaznacz KOPIUJ (COPY) i naciśnij ENTER.
COPY
PASTE
DELETE
RENAME
NEW FOLDER
Ustaw kursor w folderze, do którego chcesz skopiować plik i naciśnij ZMIEŃ (ALT.).
Zaznacz WKLEJ (PASTE) i naciśnij ENTER.
COPY
PASTE
DELETE
RENAME
NEW FOLDER
Kopia zostaje zapisana jako Copy of + oryginalna nazwa, np. Copy of
WeldData.awd.
bi24d1oa - 51 -

PL
9.4 Edytor limitów konfiguracji
Menu główne Narzędzia Edytor limitów konfiguracji
W tym menu ustawia się własne maks. i min. wartości różnych metod spawania.
Limity nie mogą być wyższe ani niższe od wartości, dla których zwymiarowano
źródło prądu. Istnieje 50 miejsc zapisu. Zaznacz wiersz pustego miejsca zapisu i
naciśnij ENTER. Wybierz proces, naciskając ENTER i wybierz proces spawania za
pomocą pokrętła pozycjonowania, po czym naciśnij ENTER.
Dla wszystkich procesów można wybrać maksymalne i minimalne wartości napięcia
łuku, prędkości podawania drutu, prędkości ruchu i prądu spawania.
EDIT LIMITS
PROCESS SAW
VOLTAGE MIN 17.0
VOLTAGE MAX 47.0
WIRE SPEED MIN 50
WIRE SPEED MAX 970
TRAVEL SPEED MIN 100
TRAVEL SPEED MAX 2400
CURRENT MIN 70
CURRENT MAX 1500
STORE
DELETE QUIT
Kiedy wartości wymagają regulacji, naciśnij ZAPISZ (STORE). Kiedy pojawi się
pytanie, czy wartość limitu ma zostać zapisana w wybranym miejscu zapisu, naciśnij
NIE (NO) lub TAK (YES). Wartości miejsca zapisu można zobaczyć pod linią u dołu
ekranu.
Klawisz funkcyjny AUTO (AUTO) umożliwia automatyczne ustawianie parametrów
odpowiednio do ostatnio używanych wartości.
Kiedy pojawi się pytanie, czy limity konfiguracji mają zostać ustawione
automatycznie, naciśnij NIE (NO) lub TAK (YES), a następnie ZAPISZ (STORE), jeśli
chcesz zachować ustawienie.
bi24d1oa - 52 -

PL
9.5 Edytor limitów parametrów
Menu główne Narzędzia Edytor limitów parametrów
W tym menu ustawia się własne wartości parametrów dla różnych metod spawania.
Istnieje 50 miejsc zapisu. Zaznacz wiersz pustego miejsca zapisu i naciśnij ENTER.
Wybierz proces, naciskając ENTER i wybierz proces spawania za pomocą pokrętła
pozycjonowania, po czym naciśnij ENTER.
Można wybrać następujące wartości:
S napięcie łuku: min., maks.
S prędkość podawania drutu: min., maks.
S prąd spawania: min., maks.
S prędkość ruchu: min., maks.
S energia na jednostkę długości: min., maks.
Ustaw żądaną wartość używając pokręteł nastawczych i naciśnij ZAPISZ (STORE).
W oknie dialogowym pojawi się pytanie, czy chcesz zapisać wybrane miejsce zapisu.
Naciśnij TAK (YES), aby zapisać wartość. Wartości miejsca zapisu można zobaczyć
pod linią u dołu ekranu.
MEASURE LIMITS
1 - SAW
2 - GMAW
3 4 5 6 7 -
0.0 - 46.9 Volt , 0 - 2495 cm/min
3 - 994 cm/min , 3 - 990 Amp
5 - 500 kJ/min
QUIT
Klawisz funkcyjny AUTO (AUTO) umożliwia automatyczne ustawianie parametrów
odpowiednio do ostatnio używanych wartości.
Kiedy pojawi się pytanie, czy wartości parametrów mają zostać ustawione
automatycznie, naciśnij NIE (NO) lub TAK (YES), a następnie ZAPISZ (STORE), jeśli
chcesz zachować ustawienie.
bi24d1oa - 53 -

PL
9.6 Statystyka produkcji
Menu główne Narzędzia Statystyka produkcji
Statystyka produkcji służy do śledzenia całkowitego czasu jarzenia się łuku,
całkowitej ilości zużytych materiałów i liczby spawań od ostatniego zerowania. Śledzi
ona również czas jarzenia się łuku i ilość materiałów zużytych w ostatnim spawaniu.
W celach informacyjnych wyświetlana jest także obliczona długość stopionego drutu
oraz godzina ostatniego zerowania.
PRODUCTION STATISTICS
OST. SPOINA RAZEM
ARCTIME 0s 0s
CONSUMED WIRE 0g 0g
BASED ON 1g/m
NUMBER OF WELDS 0
LAST RESET 081114 08:38:03
RESET UPDATE
QUIT
Naciśnięcie klawisza WYZERUJ (RESET) spowoduje wyzerowanie wszystkich
liczników. Data i godzina podają ostatnie zerowanie.
Jeśli nie wyzerujesz liczników, wszystkie zostaną wyzerowane automatycznie, kiedy
jeden z nich osiągnie wartość maksymalną.
Maksymalne wartości liczników
Czas 999 godzin, 59 minut, 59 sekund
Waga 13 350 000 gramów
Ilość 65 535
9.7 Funkcje dokumentacyjne
Menu główne Narzędzia Funkcje dokumentacyjne
Funkcje dokumentacyjne śledzą różne ciekawe dane spawania dla poszczególnych
spawań.
Są to:
S Czas rozpoczęcia spawania.
S Czas trwania spawania.
S Maksymalne, minimalne i średnie natężenie prądu podczas spawania.
S Maksymalne, minimalne i średnie napięcie podczas spawania.
S Maksymalna, minimalna i średnia energia na jednostkę długości podczas
spawania.
W wierszu u dołu ekranu wyświetlana jest liczba spawań od ostatniego zerowania.
Można zapisać informacje dotyczące maksymalnie 100 spawań. W razie
przekroczenia 100 spawań, pierwsze zostaje zastąpione.
bi24d1oa - 54 -
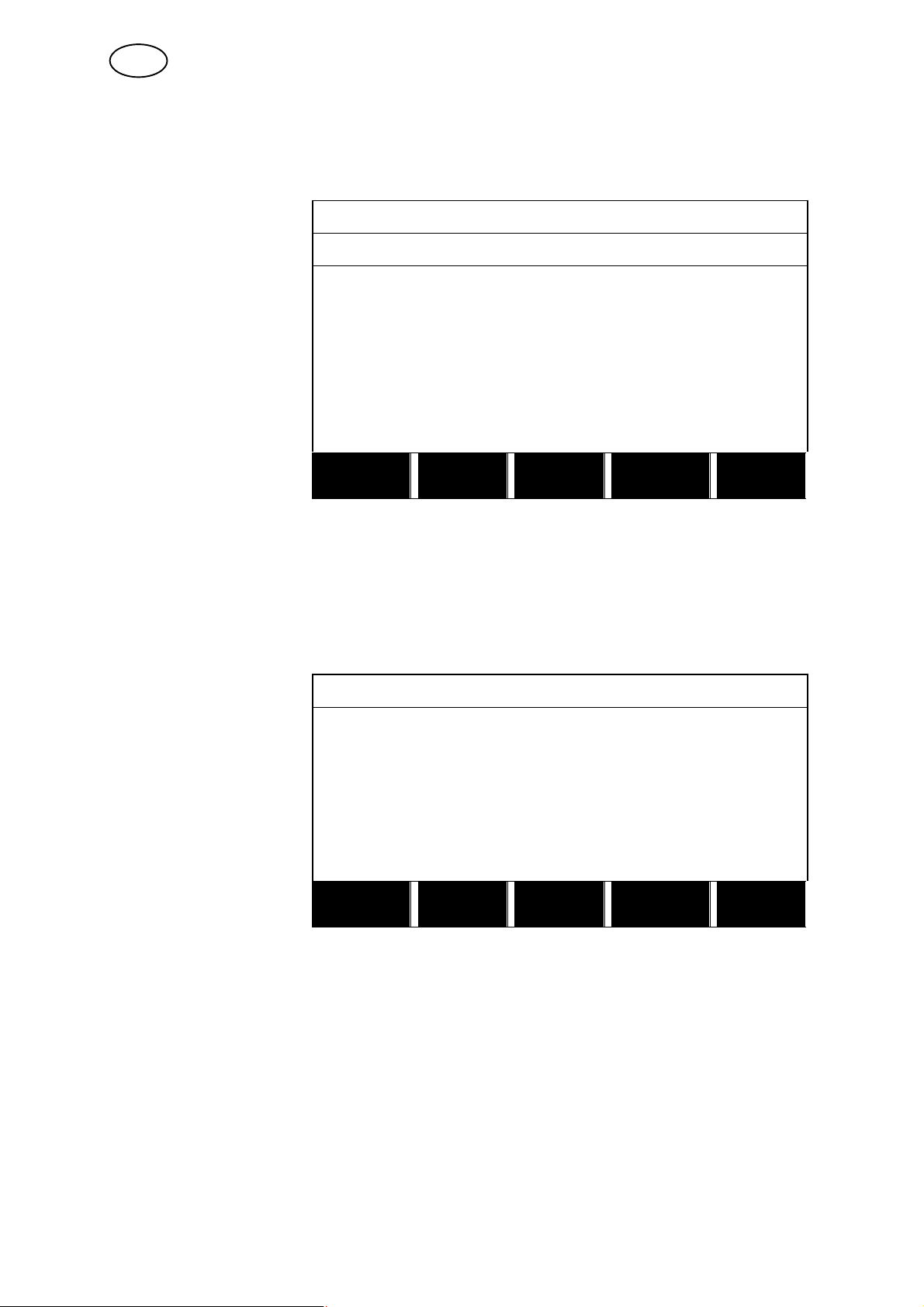
PL
Ostatnie zarejestrowane spawanie jest wyświetlane na ekranie, choć można również
przeglądać inne zarejestrowane spawania. Wszystkie dzienniki zostają usunięte,
kiedy naciśniesz klawisz WYZERUJ (RESET).
QUALITY FUNCTIONS
#WELD: 1 / 4
START 20090107 15:59:14
WELD TIME 00:00:20 WELD DATA:
HEAT INPUT: 3.12 kJ/mm
MAX MIN AVE.
I (Amp) 293.00 243.00 289.00
U (V) 41.50 16.20 39.40
Q (kJ/min) 7.00 0.00 2.00
NUMBER OF WELDS SINCE RESET: 4
RESET UPDATE
QUIT
9.7.1 Zapis danych dokumentacyjnych
Menu główne Narzędzia Eksport / Import
Pliki tworzone w panelu sterowania są zapisywane w formacie xml. Aby można było
korzystać z pamięci USB, należy ją sformatować jako FAT32.
Umieść pamięć USB w panelu sterowania, patrz rozdział 9.3 "Menedżer plików".
Wybierz DZIENNIK
DANYCH SPAWANIA
(QUALITY FUNCTION
LOG), naciśnij
EKSPORT (EXPORT).
EXPORT/IMPORT
WELD DATA SETS
SYSTEM SETTINGS
SETTING LIMITS
MEASURE LIMITS
ERROR LOG
QUALITY FUNCTION LOG
PRODUCTION STATISTICS
EXPORT
QUIT
Cały zestaw danych dokumentacyjnych (informacje o 100 ostatnich spawaniach),
które są zapisane w panelu sterowania, zostaną zapisane w pamięci USB.
Plik znajduje się w folderze QData. Folder QData tworzony jest automatycznie przy
podłączaniu pamięci USB.
bi24d1oa - 55 -

PL
9.8 Kalendarz
Menu główne ! Narzędzia ! Kalendarz
Tutaj ustawia się datę i godzinę.
Wybierz wiersz, który
chcesz ustawić: rok,
miesiąc, dzień,
godzina, minuty i
sekundy. Ustaw
prawidłową wartość za
pomocą pokręteł
nastawczych. Naciśnij
DATE & TIME
YEAR 2008
MONTH NOV
DAY 21
HOUR 10
MINUTES 45
SECONDS 55
USTAW. (SET).
20100115 10:48:59
SET QUIT
9.9 Konta użytkowników
Menu główne ! Narzędzia ! Konta użytkowników
Może się zdarzyć, że ze względu na jakość będzie nam zależało, aby urządzenie nie
mogło być używane przez osoby nieupoważnione.
W tym menu rejestruje się nazwę użytkownika, poziom dostępu i hasło.
Wybierz NAZWA
USER ACCOUNTS
UŻYTKOWNIKA
(USER NAME) i na
ciśnij ENTER. Przewiń
do pustego wiersza i
naciśnij ENTER. Wpisz
nową nazwę użytkow
USER NAME ADMINISTRATOR
bPOZIOM DOSTÊPU ADMINISTRATOR
b PASSWORD
USER ACCOUNTS OFF
nika na klawiaturze za
pomocą pokrętła po
zycjonowania, klawiszy
strzałek i klawisza
ENTER.
STORE DELETE
QUIT
Maksymalnie można utworzyć 16 kont użytkowników. W plikach danych
dokumentacyjnych będzie widać, którzy użytkownicy wykonali określone spawanie.
bi24d1oa - 56 -

PL
W menu POZIOM DOST„PU (ACCOUNT LEVEL) wybierz:
S Administrator
pełny dostęp (możliwoś– dodawania nowych użytkowników)
S Starszy użytk.
dostęp do wszystkiego oprócz:
S Konfiguracja urządzenia
S Konta użytkowników
S Ustawienia sieciowe
S Zwykły użytk.
dostęp do:
S W menu Konfiguracja:
S Konserwacja
S W menu Narzędzia:
S Informacje o urządzeniu
S W menu Ustawienia:
S Napięcie
S Prąd / podawanie drutu
S Prędkoś– ruchu
S Kierunek spawania
W wierszu HASŁO (PASSWORD) wpisz hasło za pomocą klawiatury. Po włączeniu
źródła prądu i panelu sterowania zostaniesz poproszony o wpisanie swojego hasła.
Jeśli zrezygnujesz z tej funkcji i zdecydujesz się udostępnić źródło prądu i panel
sterowania wszystkim użytkownikom, wybierz WYŁ. KONTA UŻYTKOWNIKÓW
(USER ACCOUNTS OFF).
bi24d1oa - 57 -
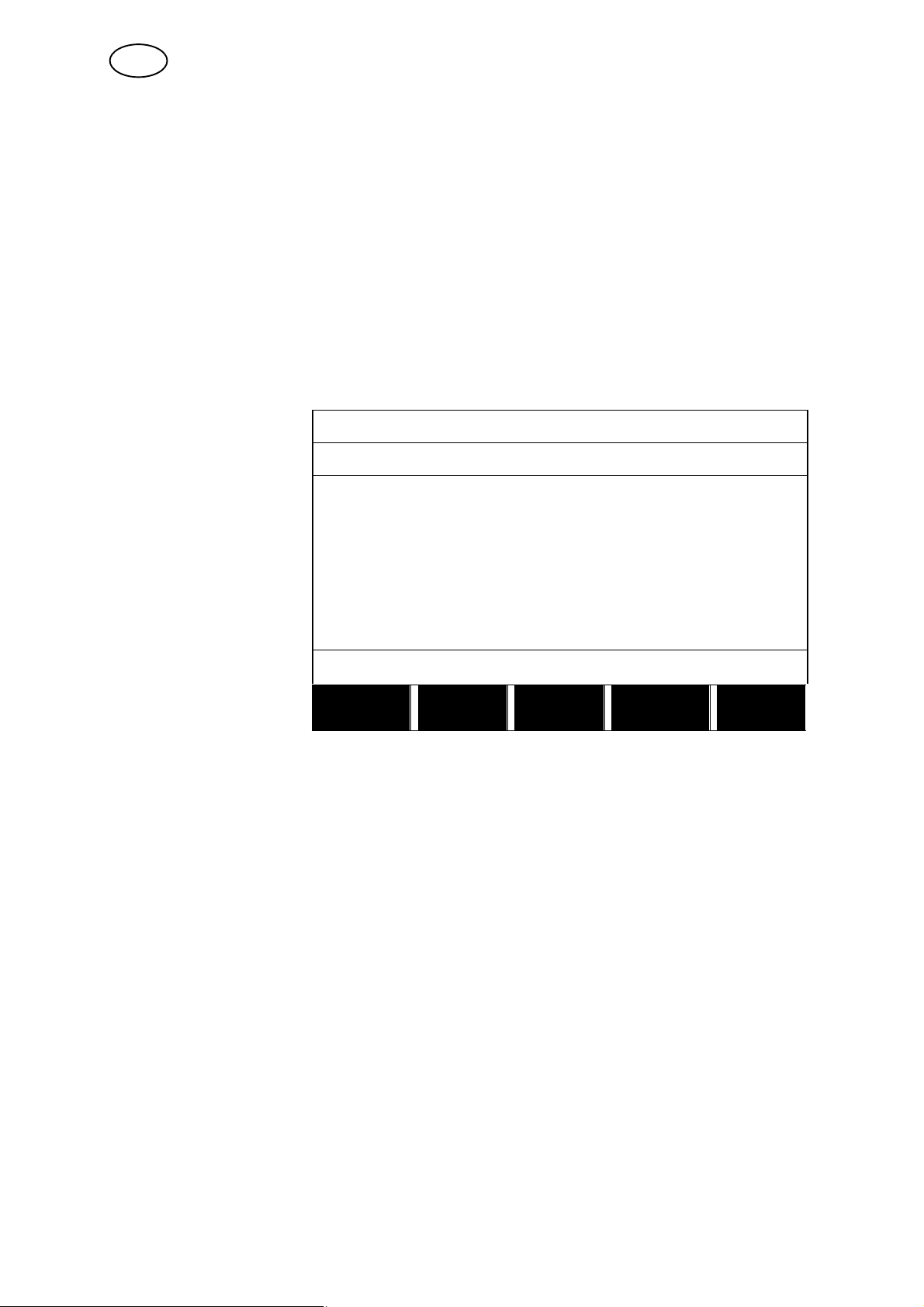
PL
9.10 Informacje o urządzeniu
Menu główne ! Narzędzia ! Informacje o urządzeniu
W tym menu można przeglądać następujące informacje:
S ID urządz.
S ID węzła
2 = źródło prądu
6 = podajnik drutu i przesuw (tablica silnika)
8 = panel sterowania
S Wersja oprogramowania
UNIT INFORMATION
Machine ID Node ID Software Version
44 8 1.00A
23 2 2.00A
5 6 1.18A
SETTING WELD DATA UNIT
QUIT
bi24d1oa - 58 -

PEK Control panel
Struktura menu
NO TAG59
- Process
- Regulation type
- Wire type
- Wire dimension
- Configuration,
see page 62
- Tools, see page 62
SAW (CA)
Voltage
Current
Travel speed
Direction
Start data
- flux preflow
- start type
- wire creep start
- start phases
- max OCV
Stop data
- flux postflow
- crater fill
- burn-back time
- stop phases
Dynamic regulation
Setting limits
Measure limits
bi24menu - 59 -
Edition 100127

PEK Control panel
- Process
- Regulation type
- Wire type
- Wire dimension
- Configuration,
see page 62
- Tools, see page 62
GMAW (CA)
Voltage
Current
Travel speed
Direction
Start data
- gas preflow
- start type
- wire creep start
- start phases
- max OCV
Stop data
- gas postflow
- crater fill
- burn-back time
- stop phases
Dynamic regulation
Setting limits
Measure limits
bi24menu - 60 -
Edition 100127

PEK Control panel
- Process
- Regulation type
- Electrode dimension
- Configuration,
see page 62
- Tools, see page 62
GOUGING (CA)
Voltage
Current
Travel speed
Direction
Start data
- air preflow
- start type
- wire creep start
- start phases
- max OCV
Stop data
- air postflow
- crater fill
- burn-back time
- stop phases
Dynamic regulation
Setting limits
Measure limits
bi24menu - 61 -
Edition 100127
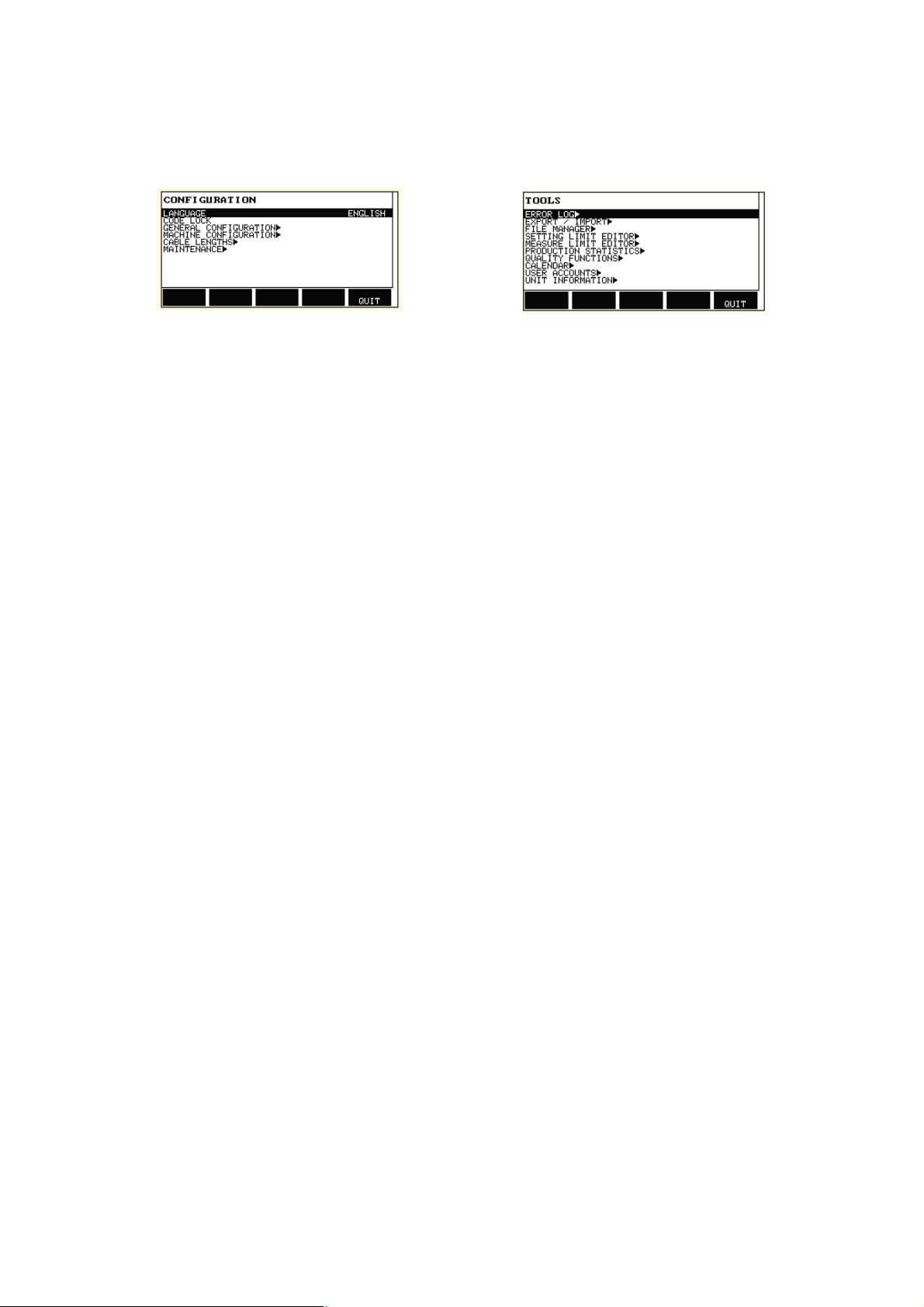
PEK Control panel
NO TAG
SAW, GMAW, GOUGING
Configuration Tools
Language
Code lock
General configuration
- fast mode soft buttons
- quality data log to file
- soft keys setup
- auto save mode
- unit of length
Machine configuration
- product code
- wire axis
- travel axis
- tandem
Cable lengths
- cable lengths
- cable area
Maintenance
- Contact tip change interval
- Total running time limit
Network setting
Error log
Export / Import
File manager
Setting limit editor
Measure limit editor
Production statistics
Quality functions
Calendar
User accounts
Unit information
bi24menu - 62 -
Edition 100127
Wymiary drutu
Submerged arc welding with constant ampere (SAW CA)
Wire type
Fe Solid 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
Fe Solid Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x4.0 2x5.0
Fe Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0
Fe Flux Cored Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x4.0
SS Solid 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
SS Solid Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x3.2 2x4.0
SS Strip 30 x 0.5 60 x 0.5 90 x 0.5
SS Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
SS Flux Cored Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x3.2 2x4.0
Wire diameter (mm)
MIG/MAG welding with constant ampere (GMAW CA)
Wire type
Fe Solid 0.8 1.0 1.2 1.6 2.0 2.4
Fe Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
SS Solid 0.8 1.0 1.2 1.6 2.0 2.4
SS Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
Al Solid 0.8 1.0 1.2 1.6 2.0 2.4
Al Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
Wire diameter (mm)
Gouging with constant ampere (CA)
Electrode dimension (mm)
8.0 9.5 13.0
bi24wire - 63 -
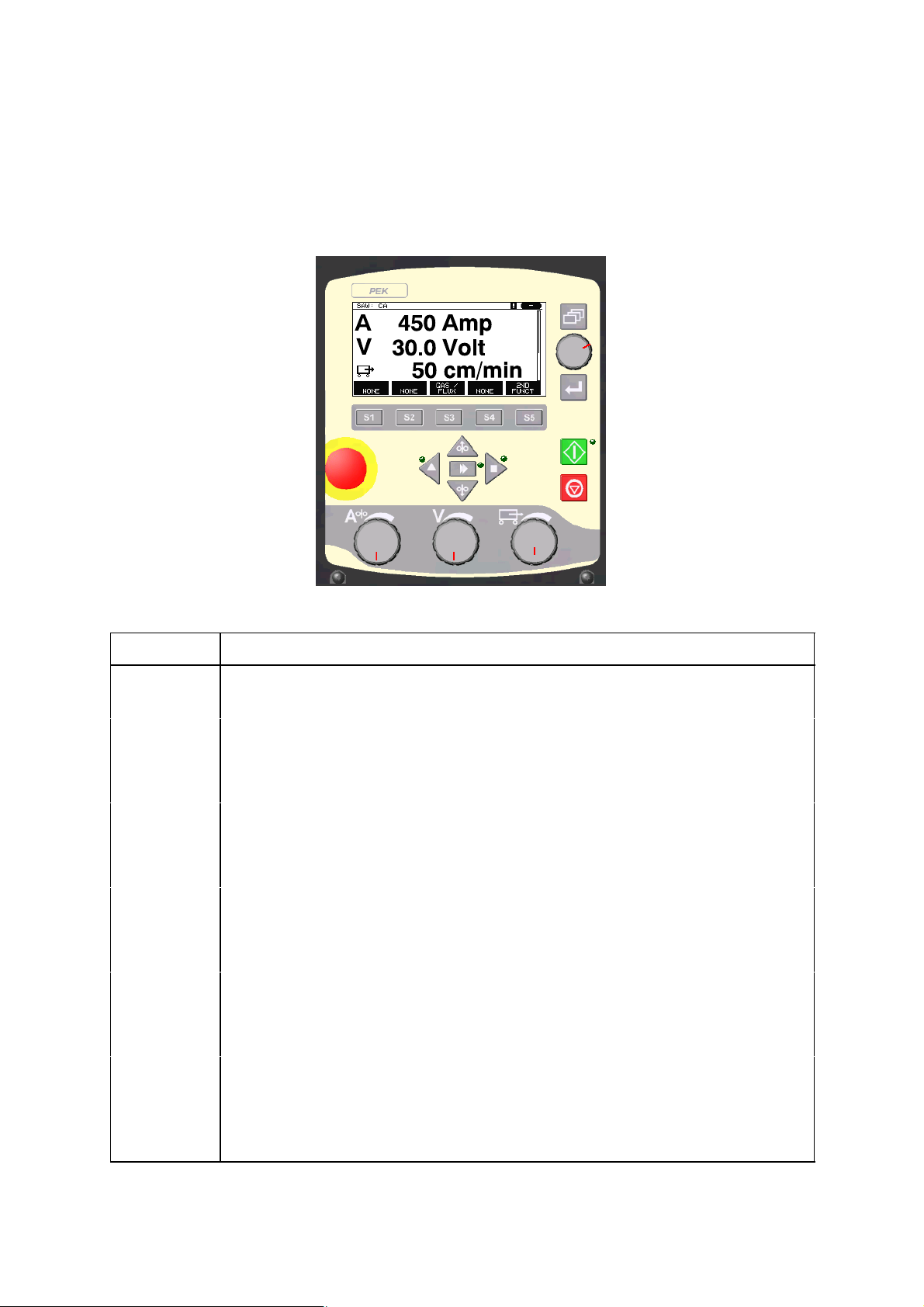
PEK Control panel
Numer zamówieniowy
Ordering no. Denomination
0460 504 880 Control unit PEK
0460 949 070 Instruction manual SE
0460 949 071 Instruction manual DK
0460 949 072 Instruction manual NO
0460 949 073 Instruction manual FI
0460 949 074 Instruction manual GB
0460 949 075 Instruction manual DE
0460 949 076 Instruction manual FR
0460 949 077 Instruction manual NL
0460 949 078 Instruction manual ES
0460 949 079 Instruction manual IT
0460 949 080 Instruction manual PT
0460 949 081 Instruction manual GR
0460 949 082 Instruction manual PL
0460 949 083 Instruction manual HU
0460 949 084 Instruction manual CZ
0460 949 085 Instruction manual SK
0460 949 086 Instruction manual RU
0460 949 089 Instruction manual EE
0460 949 090 Instruction manual LV
0460 949 091 Instruction manual SI
0460 949 092 Instruction manual LT
0460 949 093 Instruction manual CN
Instruction manuals are available on the Internet at www.esab.com
bi24o - 64 -
Edition 100127

NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
notes - 65 -
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel: +39 02 97 96 81
Fax: +39 02 97 28 91 81
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA
LLC ESAB
Moscow
Tel: +7 095 543 9281
Fax: +7 095 543 9280
LLC ESAB
St Petersburg
Tel: +7 812 336 7080
Fax: +7 812 336 7060
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE-695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
081016
 Loading...
Loading...