


DE
A2, A6
PEK Control panel
Betriebsanweisung
Valid from program version 1.000460 949 075 DE 100127

1 EINFÜHRUNG 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1 Bedienkonsole 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1.1 Tasten und Wählräder 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2 Erster Schritt 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2.1 Sprachauswahl 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2.2 Auswahl der Längeneinheit 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3 Display 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3.1 Symbole auf dem Display 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4 Allgemeine Hinweise zu Einstellungen 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4.1 Einstellung von Zahlenwerten 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4.2 Einstellung vorhandener Optionen 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.5 ENDE und ENTER 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 MENÜS 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1 Hauptmenü 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.1 Konfigurationsmenü 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.2 Werkzeugmenü 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.3 Schweißdateneinstellungsmenü 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.4 Messmenü 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.5 Schweißdatenspeichermenü 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.6 Schnellmodusmenü 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 UP-SCHWEISSEN 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Einstellungen für das UP-Schweißen 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 MIG/MAG-SCHWEISSEN 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1 Einstellungen für das MIG/MAG-Schweißen 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 FUGENHOBELN 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Einstellungen für das Fugenhobeln 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 FUNKTIONSERKLÄRUNGEN 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 CA, konstanter Schweißstrom 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 CW, konstanter Drahtvorschub 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.3 Draht-/Elektrodendurchmesser 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.4 Lichtbogenspannung 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.5 Drahtvorschubgeschwindigkeit 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.6 Fahrgeschwindigkeit 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.7 Schweißrichtung 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.8 Pulvervorströmung 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.9 Gasvorströmung 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.10 Luftvorströmung 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.11 Startart 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.12 Drahtanschleichen 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.13 Startphasen 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.14 Maximale Leerlaufspannung (OCV, Open Circuit Voltage) 22. . . . . . . . . . . . . . . . . . . . . . .
6.15 Pulvernachströmung 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.16 Gasnachströmung 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.17 Luftnachströmung 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.18 Kraterfüllen 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.19 Drahtrückbrandzeit 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.20 Stoppphasen 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.21 Dynamische Regelung 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.22 Grenzwerte 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.23 Messgrenzwerte 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Änderungen vorbehalten.
TOCg
- 2 -

7 SPEICHERVERWALTUNG 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1 Funktionsweise der Bedienkonsole 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.2 Speichern 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.3 Aufrufen 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.4 Löschen 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.5 Kopieren 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.6 Umbenennen 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.7 Ändern 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 KONFIGURATIONSMENÜ 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.1 Sicherheitscode 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.1.1 Sicherheitscodemodus 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.1.2 Zugangscode eingeben 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2 Grundeinstellungen 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2.1 Schnellmodus Funktionstasten 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2.2 Qualitätsdaten in Datei 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2.3 Funktionen zuweisen 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2.4 Automatisches Speichern 35. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3 Maschineneinstellungen 35. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.1 Produktcode 36. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.2 Drahtvorschubwelle 36. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.3 Bewegungswelle 37. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.4 Externe Welle 37. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.5 Tandem 38. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.4 Kabellänge 41. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.5 Wartung 41. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.6 Netzwerkeinstellungen 42. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.6.1 Systemübersicht 42. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 WERKZEUGE 43. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1 Fehlerprotokoll 43. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1.1 Enheitenbezeichnungen 44. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1.2 Beschreibung der Fehlercodes 44. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.2 Export/Import 45. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3 Dateimanager 46. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.1 Datei/Verzeichnis löschen 47. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.2 Datei-/Verzeichnisnamen ändern 47. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.3 Neues Verzeichnis erstellen 48. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.4 Dateien kopieren und einfügen 48. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.4 Editor für Grenzwerteinst. 48. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.5 Editor für Messgrenzwerte 49. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.6 Produktionsstatistik 50. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.7 Dokumentationsfunktion 51. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.7.1 Qualitätsdaten speichern 52. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.8 Kalender 53. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.9 Benutzerberechtigung 53. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.10 Einheiteninfo 55. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
MENÜSTRUKTUR 56. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
DRAHTABMESSUNGEN 60. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
BESTELLNUMMER 61. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Änderungen vorbehalten.
TOCg
- 3 -

DE
1 EINFÜHRUNG
Damit Sie Ihre Schweißausrüstung optimal nutzen können, empfehlen wir Ihnen die
Lektüre dieser Betriebsanweisung.
Allgemeine Informationen zum Betrieb entnehmen Sie der Betriebsanweisung für
Steuereinheit, Automat oder Kran.
Für das Display der Bedienkonsole stehen folgende Menüsprachen zur Verfügung:
Englisch, Schwedisch, Finnisch, Norwegisch, Dänisch, Deutsch, Französisch,
Italienisch, Niederländisch, Spanisch, Portugiesisch, Ungarisch, Polnisch,
amerikanisches Englisch, Tschechisch, Chinesisch und Russisch.
1.1 Bedienkonsole
1 Menü
2 Wählrad zur Positionierung
des Cursors
(Positionierrad)
3 ENTER
4 Grüne Anzeigelampe,
leuchtet bei aktiver
Funktion
5 Schweißstart
6 Schweißstopp
7 Wählrad zur Festlegung
der Fahrgeschwindigkeit im Messmenü, in anderen Menüs zur Erhöhung oder
Verringerung eingestellter Werte (Einstellrad)
8 Manuelle Fahrbewegung
9 Manueller Drahtvorschub nach unten
10 Wählrad zur Festlegung der Lichtbogenspannung im Messmenü, in anderen
Menüs zur Erhöhung oder Verringerung eingestellter Werte (Einstellrad)
11 Schnellbewegung
12 Manuelle Fahrbewegung
13 Wählrad zur Festlegung von Schweißstrom/Drahtvorschubgeschwindigkeit im
Messmenü, in anderen Menüs zur Erhöhung oder Verringerung eingestellter
Werte (Einstellrad)
bi24d1ga
- 4 -

DE
14 Notabschaltung
15 Manueller Drahtvorschub nach oben
16 Funktionstasten
17 Display
1.1.1 Tasten und Wählräder
Menü
Per Menütaste gelangen Sie stets zurück zum Hauptmenü im jeweiligen Verfahren.
SAW
PROCESS SAW
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
FAST
SET MEASURE MEMORY
MODE
ENTER
Mit ENTER (Eingabetaste) wird eine Auswahl bestätigt.
Funktionstasten
Die Funktion der fünf Tasten (S1-S5) unter dem Display ist kontextabhängig. Es sind
so genannte Funktionstasten, deren Bedeutung sich nach dem jeweils gewählten
Menü richtet. Die aktuelle Tastenfunktion geht aus dem Text in der untersten
Displayzeile hervor. Eine aktive Funktion wird durch ein weißes Textfeld
gekennzeichnet.
Drahtvorschub nach oben
Taste zum Zurückbewegen des Drahts ohne Aktivierung der Lichtbogenspannung,
z.B. beim Drahtspulenwechsel. Der Draht wird so lange vorgeschoben, wie die Taste
gedrückt wird.
Drahtvorschub nach unten
Taste zum Vorbewegen des Drahts ohne Aktivierung der Lichtbogenspannung. Der
Draht wird so lange vorgeschoben, wie die Taste gedrückt wird.
bi24d1ga
- 5 -
DE
Fahrbewegung
Taste für Fahrbewegung in die Schweißrichtung, die per Symbol auf der
Schweißausrüstung angezeigt wird. Um die Fahrbewegung zu stoppen, drücken Sie
, oder .
Die LED leuchtet, während die Fahrbewegung ausgeführt wird.
Fahrbewegung
Taste für Fahrbewegung in die Schweißrichtung, die per Symbol auf der
Schweißausrüstung angezeigt wird. Um die Fahrbewegung zu stoppen, drücken Sie
, oder .
Die LED leuchtet, während die Fahrbewegung ausgeführt wird.
Schnellbewegung
Taste für Schnellbewegung von Drahtvorschub oder Fahrbewegung.
Die LED leuchtet, während die Schnellbewegung ausgeführt wird.
Schweißstart
Taste für den Schweißstart.
Schweißstopp
Taste für den Schweißstopp für alle Fahrbewegungen und Motoren.
Positionierrad
Das Wählrad rechts oben wird in der Betriebsanweisung als Positionierrad
bezeichnet und verwendet, um den Cursor zu positionieren.
Einstellräder
Die drei Wählräder unter der Bedienkonsole werden in der Betriebsanweisung als
Einstellrad bezeichnet und verwendet, um eingestellte Werte zu ändern.
bi24d1ga
- 6 -

DE
1.2 Erster Schritt
1.2.1 Sprachauswahl
Beim ersten Start der Maschine erscheint folgendes Menü:
SAW: CA
A 450 Amp
V 30.0 Volt
50 cm/min
|
|
|
|
|
|
GAS /
NONE NONE
Im Lieferzustand ist als Bedienkonsolensprache Englisch eingestellt. So wählen Sie
Ihre Sprache aus:
Drücken Sie auf Menü , um das Hauptmenü aufzurufen.
Bewegen Sie den Cur
sor mithilfe des Positio
nierrads zur Zeile CON
FIGURATION (KONFI
GURATION).
Drücken Sie ENTER , um die Auswahl zu bestätigen.
FLUX NONE
SAW
PROCESS SAW
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
SET MEASURE MEMORY
2ND
FUNCT
FAST
MODE
bi24d1ga
- 7 -

DE
Bewegen Sie den Cur
CONFIGURATION
sor zur Zeile LANGUA
GE (SPRACHE). Drük
ken Sie ENTER, um ei
ne Liste mit verfügba
ren Sprachen für die
Bedienkonsole aufzuru
fen.
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
Bewegen Sie den Cursor zur Zeile mit der
gewünschten Sprache und drücken Sie ENTER.
1.2.2 Auswahl der Längeneinheit
NORSK
POLSKI
PORTUGUES
SUOMI
SVENSKA
CHINESE
QUIT
|
|
|
Im Lieferzustand ist die Bedienkonsole auf metrische Längeneinheiten eingestellt.
So wählen Sie eine andere Längeneinheit aus:
Drücken Sie auf Menü , um das Hauptmenü aufzurufen.
Bewegen Sie den Cur
SAW
sor mithilfe des Positio
nierrads zur Zeile KON
FIGURATION (CONFI
GURATION).
PROCESS SAW
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
FAST
SET MEASURE MEMORY
MODE
Drücken Sie ENTER , um die Auswahl zu bestätigen.
bi24d1ga
- 8 -

DE
Bewegen Sie den Cur
CONFIGURATION
sor zur Zeile ALLGE
MEINE EINST. (GENE
RAL CONFIGURA
TION).
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
Drücken Sie ENTER , um die Auswahl zu bestätigen.
Bewegen Sie den Cur
sor zur Zeile LÄNGE
NEINHEIT (UNIT OF
LENGTH). Drücken Sie
ENTER, um eine Liste
mit verfügbaren Länge
neinheiten für die Be
GENERAL CONFIGURATION
FAST MODE SOFT BUTTONS
QUALITY DATA LOG TO FILE OFF
SOFT KEYS SETUP"
AUTO SAVE MODE OFF
UNIT OF LENGTH METRIC
dienkonsole aufzuru
fen.
QUIT
Bewegen Sie den Cursor zur Zeile mit der gewünschten
Längeneinheit und drücken Sie ENTER.
1.3 Display
SAW
PROCESS SAW
REGULATION TYPE CW
WIRE TYPE Fe SOLID
WIRE DIMENSION 0.8 mm
CONFIGURATION"
TOOLS"
QUIT
METRIC
INCH.
bi24d1ga
SET MEASURE MEMORY
- 9 -
FAST
MODE

DE
Cursor
Der Cursor der Bedienkonsole ist als schwarzes Feld um den Text sichtbar, wodurch
die Farbe für den gewählten Text zu weiß wechselt. Der Cursor wird in der
Betriebsanweisung fettgedruckt dargestellt.
Textfelder
Am unteren Displayrand befinden sich fünf Textfelder, die die jeweilige Funktion für
die fünf darunter befindlichen Funktionstasten beschreiben.
1.3.1 Symbole auf dem Display
A Gewählter Schweißdatensatz
B Schweißrichtung
C Es ist ein Fehler aufgetreten. Siehe
Kapitel 9.1
D Aufgerufene
Speicherpositionsnummer
E Bildlaufleiste. Dieses Menü enthält
weitere Informationen.
Pfeile
Wenn im am Anschluss an eine Zeile weitere Informationen vorhanden sind, wird
dies durch einen schwarzen Pfeil " neben dem Text signalisiert.
1.4 Allgemeine Hinweise zu Einstellungen
Es kommen drei Einstellungstypen zur Anwendung:
S Einstellung von Zahlenwerten
S Einstellung vorhandener Optionen
S Einstellung von EIN/AUS
bi24d1ga
- 10 -

DE
1.4.1 Einstellung von Zahlenwerten
Bei der Einstellung von Zahlenwerten werden die Einstellräder verwendet, um die
eingestellten Werte zu erhöhen oder zu verringern. Im Messmenü werden die
Wählräder für Schweißstrom/Drahtvorschubgeschwindigkeit, Lichtbogenspannung
oder Fahrbewegung verwendet.
1.4.2 Einstellung vorhandener Optionen
Zum Vornehmen bestimmter Einstellungen wird eine Option in einer Liste
ausgewählt.
Diese kann folgendermaßen aussehen:
SAW
GMAW
GOUGING
Bewegen Sie den Cursor zur Zeile SAW. Wenn Sie in dieser Ansicht ENTER
drücken, wird die Option SAW ausgewählt. Um stattdessen eine andere Option
auszuwählen, bewegen Sie den Cursor mithilfe des Positionierrads zur gewünschten
Zeile. Drücken Sie anschließend ENTER. Um die Liste zu verlassen, ohne eine
Auswahl zu treffen, drücken Sie ENDE (QUIT).
1.5 ENDE und ENTER
Die rechte Funktionstaste wird meist für ENDE (QUIT) genutzt, bisweilen ist sie
jedoch mit anderen Funktionen belegt.
S Durch Drücken von ENDE kehren Sie zum vorherigen Menü oder zur vorherigen
Anzeige zurück.
S Durch Drücken von ENTER wird eine ausgewählte Option in einem Menü oder
einer Liste bestätigt bzw. ausgeführt.
Taste wird in diesem Handbuch als ENTER bezeichnet.
bi24d1ga
- 11 -
DE
2 MENÜS
Die Bedienkonsole wird über mehrere Menüs gesteuert:
S Hauptmenü
S Konfigurationsmenü
S Werkzeugmenü
S Schweißdateneinstellungsmenü
S Messmenü
S Schweißdatenspeichermenü
S Schnellmodusmenü
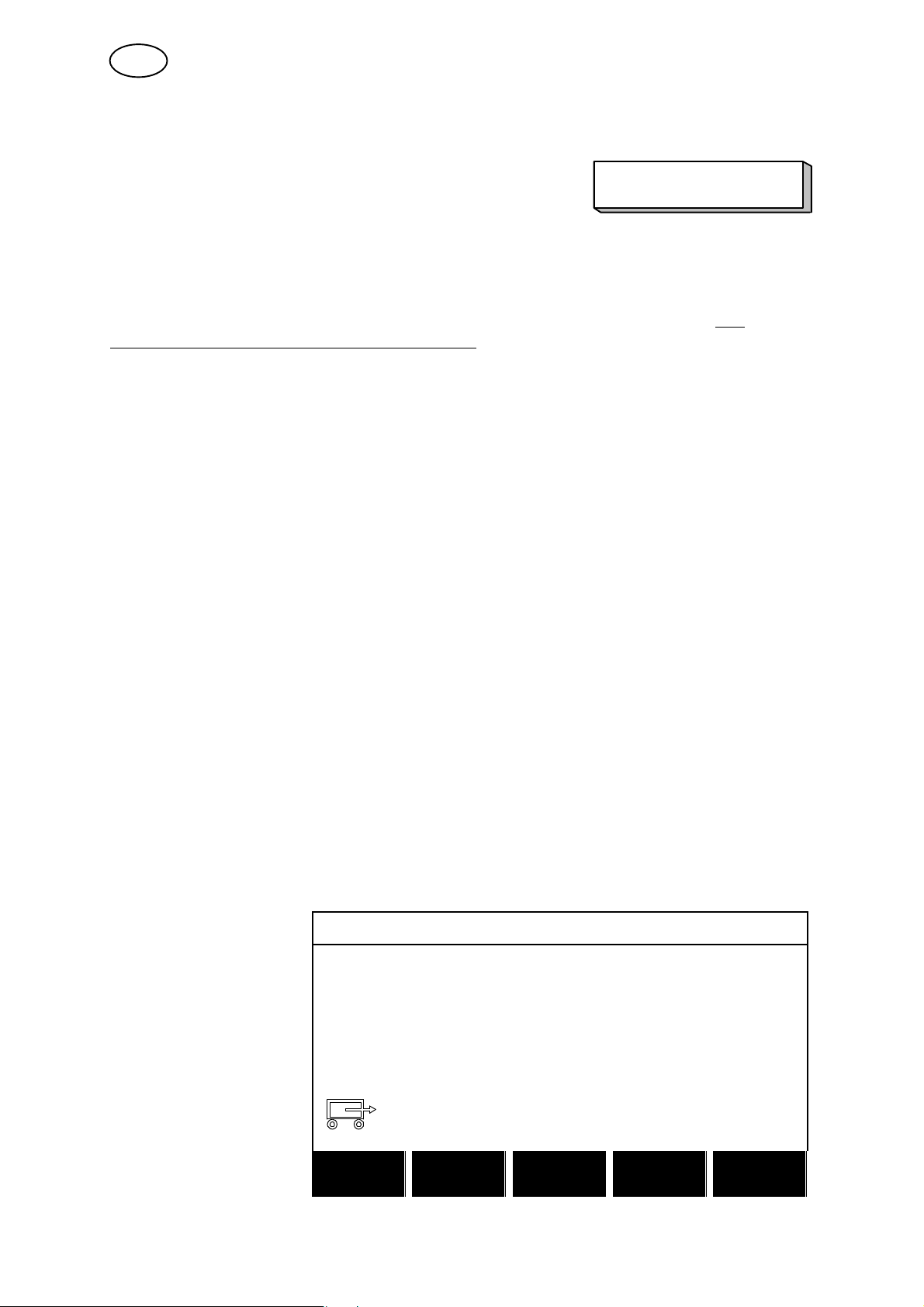
Die Menüstrukturen werden ab Seite 56 dargestellt. Während des Starts erscheint
kurz ein Eröffnungsbildschirm mit Informationen zur aktuellen Programmversion.
Eröffnungsbildschirm
2.1 Hauptmenü
Im HAUPTMENÜ kön
nen Schweißverfahren,
Zusatzwerkstoff, Rege
lungsmethode, Draht
durchmesser usw. ge
ändert werden.
Von diesem Menü aus
gelangen Sie zu allen
Untermenüs.
SAW
PROCESS SAW
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 0.8 mm
CONFIGURATION"
TOOLS"
bi24d1ga
SET MEASURE MEMORY
- 12 -
FAST
MODE
DE
2.1.1 Konfigurationsmenü
Hauptmenü Konfiguration
Im Menü KONFIGURA
CONFIGURATION
TION (CONFIGURA
TION) können Sie eine
Sprache auswählen,
das Passwort ändern,
Grund- und Maschine
neinstellungen
vornehmen u.a.
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
2.1.2 Werkzeugmenü
Hauptmenü Werkzeuge
Im Menü WERKZEUGE
TOOLS
(TOOLS) können
Dateien übertragen
sowie Qualitäts- und
Produktionsstatistik,
Fehlerprotokoll usw.
angezeigt werden
ERROR LOG"
EXPORT/IMPORT"
FILE MANAGER"
SETTING LIMIT EDITOR"
MEASURE LIMIT EDITOR"
PRODUCTION STATISTICS"
QUALITY FUNCTIONS"
CALENDAR"
USER ACCOUNTS"
UNIT INFORMATION"
QUIT
2.1.3 Schweißdateneinstellungsmenü
Hauptmenü
Im Schweißdatenein
SAW WELD DATA SETTING
stellungsmenü EINST.
(SET) können
verschiedene Schweiß
parameter geändert
werden. Das Erschei
nungsbild des Menüs
richtet sich nach dem
gewähltem Schweiß
verfahren.
bi24d1ga
VOLTAGE 20,5 V
CURRENT 395 A
TRAVEL SPEED 0 cm/min
DIRECTION J
START DATA"
STOP DATA"
DYNAMIC REGULATION AUTO
SETTING LIMITS"
MEASURE LIMITS"
QUIT
QUIT
- 13 -

DE
2.1.4 Messmenü
Hauptmenü
Im Menü MESSEN (MEASURE) werden während des Schweißvorgangs die
Messwerte für verschiedene Schweißparameter angezeigt.
A 450 AMP
Gemessener Schweiß
strom
30,0 Volt
Gemessene Lichtbo
genspannung
50 cm/min
Gemessene Fahrge
schwindigkeit
300 cm/min
Gemessene Drahtvor
schubgeschwindigkeit
30 kJ/cm
Gibt die Wärmezufuhr
an, die sich aus den
gewählten Werten für
Schweißstrom,
Lichtbogenspannung
und Fahrgeschwindig
keit ergibt.
SAW: CW
A 450 Amp
V 30.0 Volt
50 cm/min
GAS /
NONE NONE
SAW: CW
FLUX NONE
FUNCT
50 cm/min
300 cm/min
30.0 kJ/cm
|
|
|
|
|
|
2ND
|
|
|
|
|
|
GAS /
NONE NONE
Die gemessenen Werte bleiben auch nach Abschluss des Schweißvorgangs auf
dem Display erhalten.
Andere Menüs können aufgerufen werden, ohne dass die Messwerte verloren
gehen.
Die Schweißparameter im Messmenü können über die Einstellräder geändert
werden.
Wird der eingestellte Wert geändert, wenn kein Schweißvorgang stattfindet, wird der
Messwert auf 0 gesetzt.
- 14 -
bi24d1ga
FLUX NONE
2ND
FUNCT

DE
Im Messmenü lassen sich ebenfalls eingestellte Werte anzeigen, wenn die
Funktionstaste SET VALUES (SOLLWERTE) aktiviert ist. Hinweise zur Aktivierung
entnehmen Sie dem Kapitel ”Schnellmodus Funktionstasten” 8.2.3 .
300 cm/min
Eingestellte Drahtvor
schubgeschwindigkeit
20.0 Volt
Eingestellte Lichtbo
genspannung
30 cm/min
Eingestellte
Fahrgeschwindigkeit
2.1.5 Schweißdatenspeichermenü
Hauptmenü
Im Menü SCHWEISS
DATENSPEICHER
(WELD DATA
MEMORY) lassen sich
verschiedene einge
stellte Schweißdaten
speichern, abrufen,
löschen und kopieren.
Zum Sichern der
Schweißdatensätze
stehen 255 Speicher
positionen zur
Verfügung.
SAW: CW
300 cm/min
V 20.0 Volt
30 cm/min
NONE NONE
WELD DATA MEMORY
1 (SAW)
7 (GMAW)
SET
VALUES NONE
|
|
|
|
|
|
2ND
FUNCT
2ND
STORE
Weitere Informationen entnehmen Sie dem Kapitel 7 ”Speicherverwaltung”.
- 15 -
bi24d1ga
FUNCT QUIT

DE
2.1.6 Schnellmodusmenü
Hauptmenü
Im Menü SCHNELL
MODUS (FAST MODE)
können Sie Funktions
tasten mit Schweißda
tenspeicherplätzen
verknüpfen. Die
Konfiguration wird im
Einstellungsmenü
vorgenommen. Die
Zahl der gewählten
Speicherposition
erscheint rechts oben.
Weitere Informationen entnehmen Sie dem Kapitel 8.2.1 ”Schnellmodus
Funktionstasten”.
A 450 Amp
V 30.0 Volt
50 cm/min
WELD
DATA 1
WELD
DATA 2
WELD
DATA 3
WELD
DATA 4
16
2ND
FUNCT
bi24d1ga
- 16 -
DE
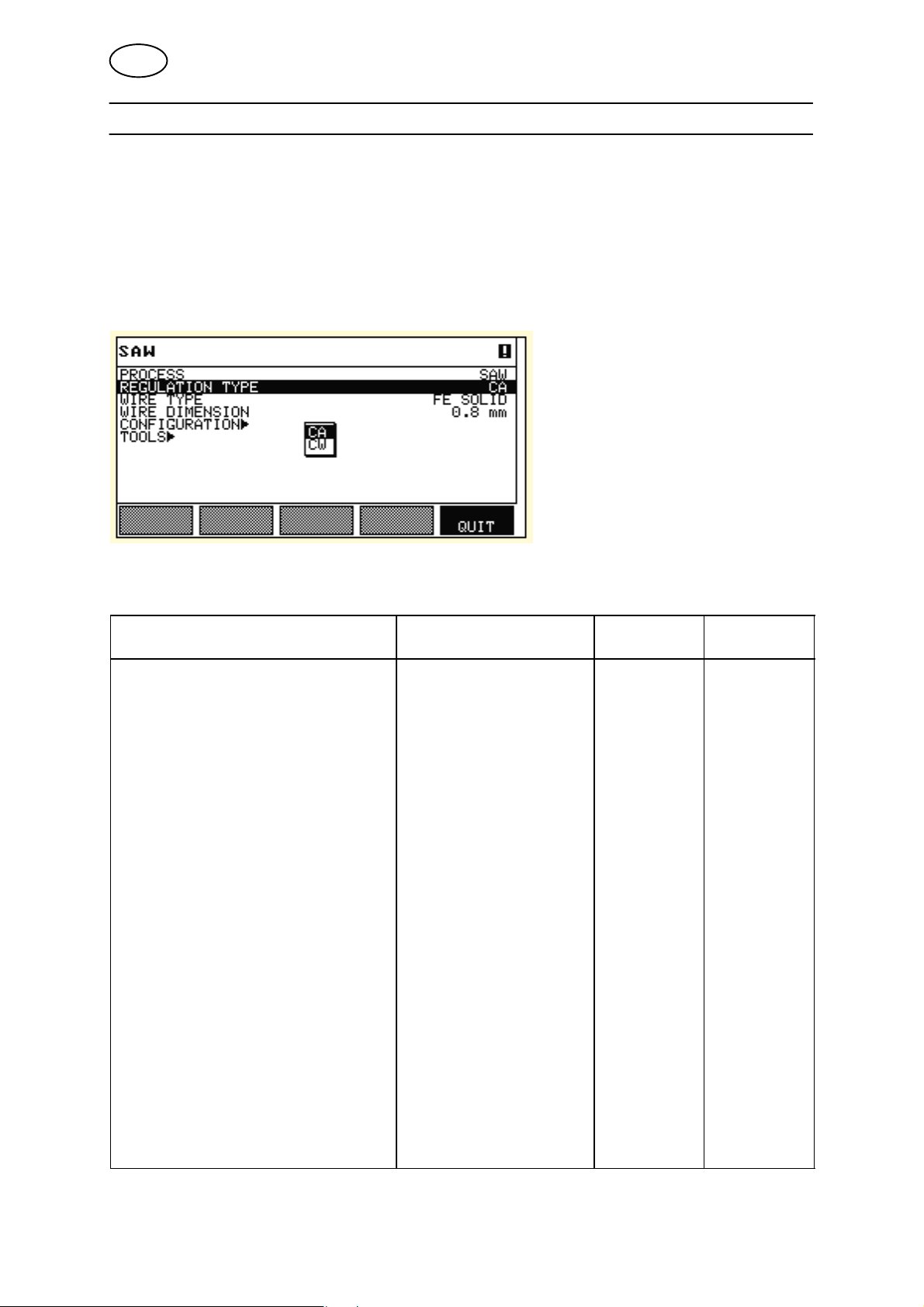
3 UP-SCHWEISSEN
Hauptmenü Schweißverfahren
Beim UP-Schweißen schmilzt ein Lichtbogen einen kontinuierlich vorgeschobenen
Draht. Die Schmelze kann durch Schweißpulver geschützt werden.
Bei Auswahl des Schweißverfahrens SAW sind zwei Regelungsmethoden verfügbar.
Markieren Sie dazu mit dem Positionierrad REGELUNGSMETHODE (REGULATION
TYPE) und drücken Sie ENTER. Wählen Sie zwischen konstantem Schweißstrom
(CA) oder konstantem Drahtvorschub (CW), siehe Erklärung in Kapitel 6.1 und 6.2.
3.1 Einstellungen für das UP-Schweißen
Einstellungen Einstellbereich Einstel
lungsstufe
Lichtbogenspannung* 14-50 V 0,1 V (1 V) 30 V
Schweißstrom* (CA) 0-3200 A 1 A 400 A
Drahtvorschubgeschwindigkeit* (CW) 0-2500 cm/min 1 cm/min 300 cm/min
Fahrgeschwindigkeit* 0-200 cm/min 1 cm/min 50 cm/min
Schweißrichtung Y - J - J
Startwerte
Pulvervorströmung 0-99,0 s 0,1 s 0 s
Startart Direkt oder Kratz - Direkt
Drahtanschleichen Auto oder Geschw. einst. - Auto
Drahtanschleichgeschwindigkeit 0-1000 cm/min 1 cm/min 20 cm/min
Startphasen AUS oder EIN - AUS
Leerlaufspannung AUS oder EIN - AUS
Maximale Leerlaufspannung 5-60 V 0,1 V 50 V
Stoppwerte
Pulvernachströmung 0-99,0 s 0,1 s 0 s
Kraterfüllen AUS oder EIN - AUS
Kraterfülldauer 0-10 s 0,01 s 1 s
Drahtrückbrandzeit 0-10 s 0,01 s 1 s
Stoppphasen AUS oder EIN - AUS
Dynamische Regelung Auto oder Sollwerte - Auto
Grenzwerte - - Messgrenzwerte - - -
Wert nach
Reset
*) Der Einstellbereich hängt vom verwendeten Produkt ab.
bi24d1ga
- 17 -

DE
4 MIG/MAG-SCHWEISSEN
Hauptmenü Schweißverfahren
Beim MIG/MAG-Schweißen schmilzt ein Lichtbogen einen kontinuierlich
vorgeschobenen Draht. Die Schmelze wird mithilfe von Schutzgas geschützt
Bei Auswahl des Schweißverfahrens GMAW sind zwei Regelungsmethoden
verfügbar. Markieren Sie dazu mit dem Positionierrad REGELUNGSMETHODE
(REGULATION TYPE) und drücken Sie ENTER. Wählen Sie zwischen konstantem
Schweißstrom (CA) oder konstantem Drahtvorschub (CW), siehe Erklärung in
Kapitel 6.1 und 6.2.
4.1 Einstellungen für das MIG/MAG-Schweißen
Einstellungen Einstellbereich Einstel
lungsstufe
Lichtbogenspannung* 14-50 V 0,1 V (1 V) 30 V
Schweißstrom* (CA) 0-3200 A 1 A 400 A
Drahtvorschubgeschwindigkeit* (CW) 0-2500 cm/min 1 cm/min 300 cm/min
Fahrgeschwindigkeit* 0-200 cm/min 1 cm/min 50 cm/min
Schweißrichtung Y - J - J
Startwerte
Gasvorströmung 0-99,0 s 0,1 s 2,0 s
Startart Direkt oder Kratz - Direkt
Drahtanschleichen Auto oder Geschw. einst. - Auto
Drahtanschleichgeschwindigkeit 0-1000 cm/min 1 cm/min 20 cm/min
Startphasen AUS oder EIN - AUS
Leerlaufspannung AUS oder EIN - AUS
Maximale Leerlaufspannung 5-60 V 0,1 V 50 V
Stoppwerte
Gasnachströmung 0-99,0 s 0,1 s 2,0 s
Kraterfüllen AUS oder EIN - AUS
Kraterfülldauer 0-10 s 0,01 s 1 s
Drahtrückbrandzeit 0-10 s 0,01 s 1 s
Stoppphasen AUS oder EIN - AUS
Dynamische Regelung Auto oder Sollwerte - Auto
Grenzwerte - - Messgrenzwerte - - -
Wert nach
Reset
*) Der Einstellbereich hängt vom verwendeten Produkt ab.
bi24d1ga
- 18 -

DE
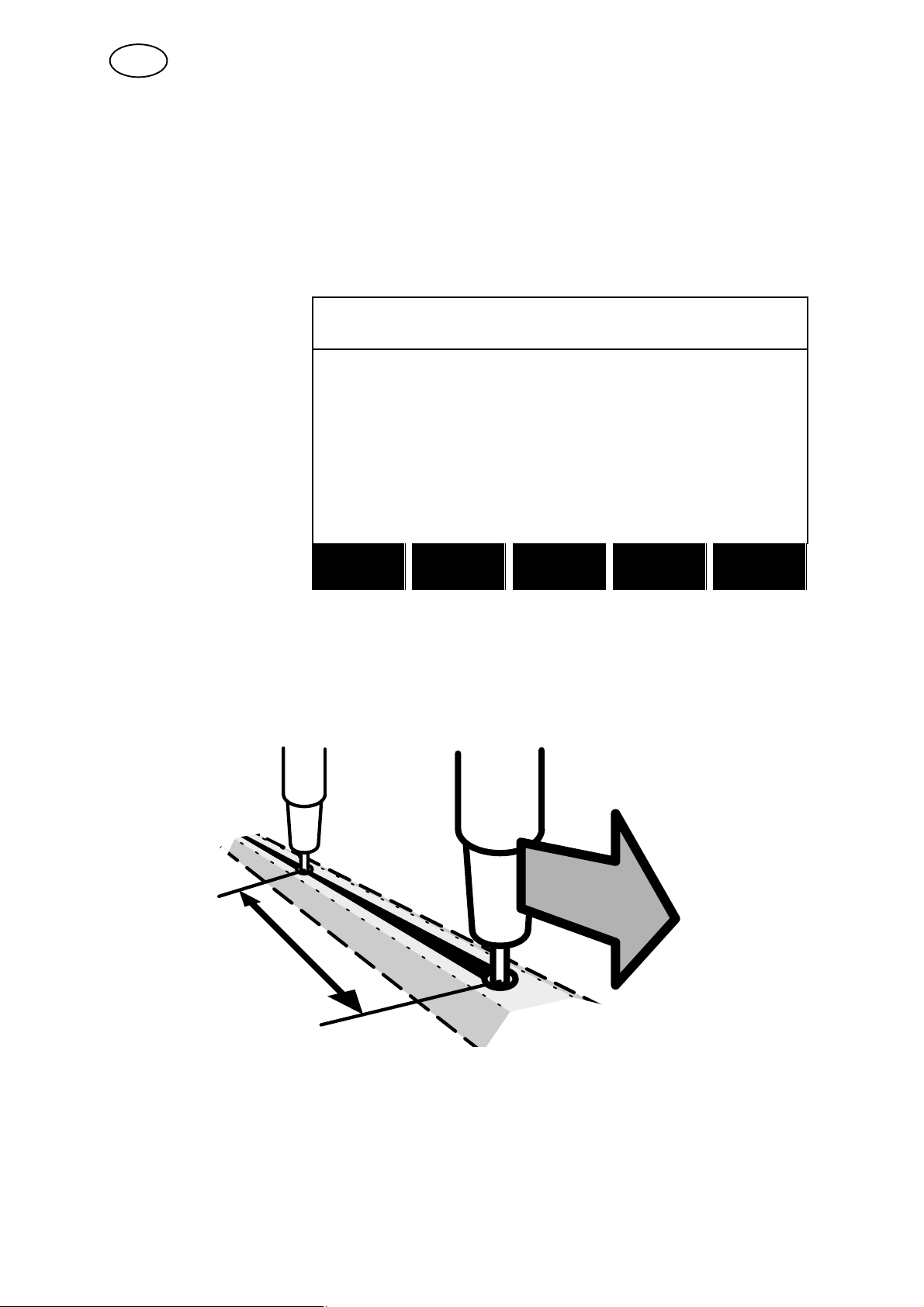
5 FUGENHOBELN
Hauptmenü Schweißverfahren
Beim Fugenhobeln kommt eine spezielle Elektrode zum Einsatz, die aus einem
kupferumhüllten Kohlestab besteht.
Zwischen Kohlestab und Werkstück bildet sich ein Lichtbogen, der das Material
schmilzt. Luft wird zugeführt, um das geschmolzene Material wegzublasen.
Bei Auswahl des Schweißverfahrens GOUGING sind zwei Regelungsmethoden
verfügbar. Markieren Sie dazu mit dem Positionierrad REGELUNGSMETHODE
(REGULATION TYPE) und drücken Sie ENTER. Wählen Sie zwischen konstantem
Schweißstrom (CA) oder konstantem Drahtvorschub (CW), siehe Erklärung in
Kapitel 6.1 und 6.2.
5.1 Einstellungen für das Fugenhobeln
Einstellungen Einstellbereich Einstel
lungsstufe
Lichtbogenspannung* 14-50 V 0,1 V (1 V) 30 V
Schweißstrom* (CA) 0-3200 A 1 A 400 A
Drahtvorschubgeschwindigkeit* (CW) 0-2500 cm/min 1 cm/min 300 cm/min
Fahrgeschwindigkeit* 0-200 cm/min 1 cm/min 40 cm/min
Schweißrichtung Y - J - J
Startwerte
Luftvorströmung 0-99,0 s 0,1 s 0 s
Startart Direkt oder Kratz - Direkt
Drahtanschleichen Auto oder Geschw. einst. - Auto
Drahtanschleichgeschwindigkeit 0-1000 cm/min 1 cm/min 20 cm/min
Startphasen AUS oder EIN - AUS
Leerlaufspannung AUS oder EIN - AUS
Maximale Leerlaufspannung 5-60 V 0,1 V 50 V
Stoppwerte
Luftnachströmung 0-99,0 s 0,1 s 0 s
Kraterfüllen AUS oder EIN - AUS
Kraterfülldauer 0-10 s 0,01 s 1 s
Drahtrückbrandzeit 0-10 s 0,01 s 1 s
Stoppphasen AUS oder EIN - AUS
Dynamische Regelung Auto oder Sollwerte - Auto
Grenzwerte - - Messgrenzwerte - - -
*) Der Einstellbereich hängt vom verwendeten Produkt ab.
Wert nach
Reset
bi24d1ga
- 19 -

DE
6 FUNKTIONSERKLÄRUNGEN
6.1 CA, konstanter Schweißstrom
Der Drahtvorschub wird per Stromquelle gesteuert, damit ein konstanter
Schweißstrom angelegt werden kann.
- Die Auswahl der konstanten Stromstärke erfolgt im Hauptmenü.
6.2 CW, konstanter Drahtvorschub
Der Schweißstrom richtet sich nach der gewählten Drahtvorschubgeschwindigkeit.
- Die Auswahl des konstanten Drahtvorschubs erfolgt im Hauptmenü.
6.3 Draht-/Elektrodendurchmesser
In der Tabelle auf Seite 60 werden die verfügbaren Draht-/Elektrodendurchmesser
aufgeführt.
Der gewählte Durchmesser wirkt sich maßgeblich auf den Startverlauf und das
Kraterfüllen aus. Beim Schweißen mit anderen Drahtdurchmessern als denen in der
Tabelle wählen Sie einen Wert aus, der den aufgeführten Angaben am nächsten
liegt.
- Die Auswahl des Draht-/Elektrodendurchmessers erfolgt im Hauptmenü.
6.4 Lichtbogenspannung
Eine höhere Lichtbogenspannung vergrößert die Lichtbogenlänge und sorgt für
einen wärmeren und breiteren Strang.
- Die Einstellung der Lichtbogenspannung wird im Mess-, Schweißdateneinstellungsoder Schnellmodusmenü ausgeführt.
6.5 Drahtvorschubgeschwindigkeit
Als Drahtvorschubgeschwindigkeit wird die Vorschubgeschwindigkeit (cm/min) für
den Draht bezeichnet.
- Die Einstellung der Drahtvorschubgeschwindigkeit wird im Mess-, Schweißdate
neinstellungs- oder Schnellmodusmenü ausgeführt.
6.6 Fahrgeschwindigkeit
Als Fahrgeschwindigkeit wird die Bewegungsgeschwindigkeit (cm/min) für einen
Kran oder Wagen angegeben.
- Die Einstellung der Fahrgeschwindigkeit wird im Mess-, Schweißdateneinstellungsoder Schnellmodusmenü ausgeführt.
6.7 Schweißrichtung
Fahrbewegung in die Richtung, die per Symbol angezeigt wird.
- Die Auswahl der Schweißrichtung erfolgt im Schweißdateneinstellungsmenü.
bi24d1ga
- 20 -

DE
6.8 Pulvervorströmung
Mithilfe der Pulvervorströmung wird angegeben, wie viel Zeit zwischen der Ausgabe
des Schweißpulvers und dem Zünden des Lichtbogens vergehen soll.
- Die Einstellung der Pulvervorströmung erfolgt im Schweißdateneinstellungsmenü
unter Startwerte.
6.9 Gasvorströmung
Mithilfe der Gasvorströmung wird angegeben, wie viel Zeit zwischen dem
Ausströmen des Schutzgases und dem Zünden des Lichtbogens vergehen soll.
- Die Einstellung der Gasvorströmung erfolgt im Schweißdateneinstellungsmenü
unter Startwerte.
6.10 Luftvorströmung
Mithilfe der Luftvorströmung wird angegeben, wie viel Zeit zwischen dem
Ausströmen der Luft und dem Zünden des Lichtbogens vergehen soll.
- Die Einstellung der Luftvorströmung erfolgt im Schweißdateneinstellungsmenü
unter Startwerte.
6.11 Startart
Es stehen zwei Startarten zur Auswahl:
S Bei einem Direktstart wird die Fahrgeschwindigkeit aktiviert, wenn der
Lichtbogen gezündet wurde.
S Bei einem Kratzstart wird die Fahrgeschwindigkeit gemeinsam mit dem
Drahtvorschub aktiviert.
- Die Auswahl der Startart erfolgt im Schweißdateneinstellungsmenü unter
Startwerte.
6.12 Drahtanschleichen
Beim Drahtanschleichen wird die gewünschte Anschleichgeschwindigkeit für den
Elektrodenmotor beim Start festgelegt.
Wenn Sie z.B. im Menü den Wert 50 eingeben, erhalten Sie eine Anschleichge
schwindigkeit von 50 cm/min.
Beim voreingestellten Wert ”AUTO” wird die Anschleichgeschwindigkeit anhand der
eingestellten Wert berechnet.
- Die Einstellung des Drahtanschleichens erfolgt im Schweißdateneinstellungsmenü
unter Startwerte.
6.13 Startphasen
Beim Schweißen mit speziellem Draht oder Material kann eine angepasste
Startsequenz erforderlich sein. Die Startsequenz kann sich auf das Aussehen des
Strangs auswirken.
bi24d1ga
- 21 -

DE
Für Startphase 1 EIN sind folgende
Einstellungen möglich:
S Zeit s
Schweißdauer für Phase 1
S Lichtbogenspannung %
Prozentsatz der eingestellten
Spannung
S Drahtvorschub %
Prozentsatz des eingestellten
Drahtvorschubs
S Schweißstrom %
Prozentsatz des eingestellten
Schweißstroms
S Fahrgeschwindigkeit %
Prozentsatz der eingestellten
Fahrgeschwindigkeit
- Die Einstellung der Startphasen erfolgt im Schweißdateneinstellungsmenü unter
Startwerte.
Für Startphase 2 EIN sind folgende
Einstellungen möglich:
S Zeit s
Schweißdauer für Phase 2
S Lichtbogenspannung %
Prozentsatz der eingestellten
Spannung
S Drahtvorschub %
Prozentsatz des eingestellten
Drahtvorschubs
S Schweißstrom %
Prozentsatz des eingestellten
Schweißstroms
S Fahrgeschwindigkeit %
Prozentsatz der eingestellten
Fahrgeschwindigkeit
6.14 Maximale Leerlaufspannung (OCV, Open Circuit Voltage)
EIN: Die Leerlaufspannung kann geregelt werden.
AUS: Die Leerlaufspannung entspricht dem eingestellten Wert für die
Schweißspannung.
- Die Einstellung der Leerlaufspannung erfolgt im Schweißdateneinstellungsmenü
unter Startwerte.
6.15 Pulvernachströmung
Mithilfe der Pulvernachströmung wird angegeben, wie lange nach dem Ausschalten
des Lichtbogens Schweißpulver ausgegeben werden soll.
- Die Einstellung der Pulvernachströmung erfolgt im Schweißdateneinstellungsmenü
unter Stoppwerte.
6.16 Gasnachströmung
Mithilfe der Gasnachströmung wird angegeben, wie lange nach Ausschalten des
Lichtbogens Schutzgas ausströmen soll.
- Die Einstellung der Gasnachströmung erfolgt im Schweißdateneinstellungsmenü
unter Stoppwerte.
6.17 Luftnachströmung
Mithilfe der Luftnachströmung wird angegeben, wie lange nach Ausschalten des
Lichtbogens Luft ausströmen soll.
- Die Einstellung der Luftnachströmung erfolgt im Schweißdateneinstellungsmenü
unter Stoppwerte.
bi24d1ga
- 22 -

DE
6.18 Kraterfüllen
Durch das Kraterfüllen können Wärme und Größe des Schweißbads beim
Schweißende kontrolliert gesenkt werden. So lassen sich Poren, Risse und
Kraterbildung an der Schweißnaht leichter vermeiden.
- Die Einstellung des Kraterfüllens erfolgt im Schweißdateneinstellungsmenü unter
Stoppwerte.
6.19 Drahtrückbrandzeit
Als Drahtrückbrandzeit wird die Zeitspanne bezeichnet, die zwischen dem
Bremsbeginn des Drahts und dem Abschalten der Lichtbogenspannung durch die
Stromquelle liegt. Eine zu kurze Drahtrückbrandzeit führt zu einem langen
Drahtvorsprung nach abgeschlossenem Schweißvorgang. Dabei besteht das Risiko,
dass der Draht an der Schmelze festfriert. Eine lange Drahtrückbrandzeit führt zu
einem kürzeren Vorsprung. Dadurch erhöht sich das Risiko, dass der Lichtbogen im
Kontaktmundstück brennt.
- Die Einstellung der Drahtrückbrandzeit erfolgt im Schweißdateneinstellungsmenü
unter Stoppwerte.
6.20 Stoppphasen
Stoppphasen werden hauptsächlich zur Einstellung des Kraterfüllens genutzt.
Für Stoppphase 1 EIN sind folgende
Einstellungen möglich:
S Zeit s
Schweißdauer für Phase 1
S Lichtbogenspannung %
Prozentsatz der eingestellten
Spannung
S Drahtvorschub %
Prozentsatz des eingestellten
Drahtvorschubs
Für Stoppphase 2 EIN sind folgende
Einstellungen möglich:
S Zeit s
Schweißdauer für Phase 2
S Lichtbogenspannung %
Prozentsatz der eingestellten
Spannung
S Drahtvorschub %
Prozentsatz des eingestellten
Drahtvorschubs
S Schweißstrom %
Prozentsatz des eingestellten
Schweißstroms
S Fahrgeschwindigkeit %
Prozentsatz der eingestellten
Fahrgeschwindigkeit
- Die Einstellung der Stoppphasen erfolgt im Schweißdateneinstellungsmenü unter
Stoppwerte.
bi24d1ga
S Schweißstrom %
Prozentsatz des eingestellten
Schweißstroms
S Fahrgeschwindigkeit %
Prozentsatz der eingestellten
Fahrgeschwindigkeit
- 23 -

DE
6.21 Dynamische Regelung
Die Funktion dynamische Regelung wurde für das Schweißen mit mehreren
Elektroden entwickelt und ändert die Stromquellencharakteristik. Die
Stromquellencharakteristik wird anhand der eingestellten Drahtdaten berechnet.
- Die Auswahl der dynamischen Regelung erfolgt im Schweißdateneinstellungs menü.
6.22 Grenzwerte
Informationen zu Grenzwerten entnehmen Sie dem Kapitel 9.4 ”Editor für
Grenzwerteinst.”.
6.23 Messgrenzwerte
Informationen zu Messgrenzwerten entnehmen Sie dem Kapitel 9.5 ”Editor für
Messgrenzwerte”.
7 SPEICHERVERWALTUNG
7.1 Funktionsweise der Bedienkonsole
Die Bedienkonsole setzt sich aus zwei Komponenten zusammen: Arbeitsspeicher
und Schweißdatenspeicher.
Speichern
Arbeitsspeicher Schweißdatenspeicher
Aufrufen
Im Arbeitsspeicher wird ein kompletter Satz mit Schweißdateneinstellungen erstellt,
der im Schweißdatenspeicher abgelegt werden kann.
Schweißverfahren werden stets durch den Inhalt des Arbeitsspeichers gesteuert.
Daher ist es ebenfalls möglich, eine Schweißdatenkonfiguration vom Schweißdatenin den Arbeitsspeicher zu übertragen.
Beachten Sie, dass der Arbeitsspeicher stets die zuletzt eingegebenen
Schweißdateneinstellungen enthält. Dabei kann es sich um Daten handeln, die aus
dem Schweißdatenspeicher abgerufen oder individuell geändert wurden. Der
Arbeitsspeicher wird demnach niemals geleert oder zurückgesetzt.
Hauptmenü SPEICHER Schweißdatenspeicher
WELD DATA MEMORY
bi24d1ga
STORE
2ND
FUNCT QUIT
- 24 -
DE
In der Bedienkonsole können bis zu 255 Schweißdatensätze abgelegt werden.
Jedem Datensatz wird eine Zahl von 1 bis 255 zugewiesen.
Datensätze können ebenfalls gelöscht, kopiert, geändert und umbenannt oder aus
dem Arbeitsspeicher aufgerufen werden.
7.2 Speichern
Bei einem leeren Schweißdatenspeicher erscheint folgende Anzeige auf dem
Display.
Wir wollen eingegebene
Schweißdaten speichern.
Sie sollen Speicherplatz
5 erhalten. Drücken Sie
auf SPEICHERN
(STORE). Position 1 wird
angezeigt. Drehen Sie an
einem der Drehknöpfe bis
Position 5 angezeigt wird.
Drücken Sie auf
SPEICHERN (STORE).
WELD DATA MEMORY
STORE
Folgende Anzeige erscheint auf dem Display.
Der Schweißdatensatz
wurde nun an Position
5 gespeichert.
WELD DATA MEMORY
5 - (SAW)
2ND
FUNCT QUIT
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
DELETE
2ND
FUNCT QUIT
Ganz unten auf dem Display werden Teile des Inhalts von Schweißdatensatz 5
angezeigt.
bi24d1ga
- 25 -

DE
Wenn an der gewählten
Speicherposition ber
eits ein Datensatz
WELD DATA MEMORY
5 - (SAW)
abgelegt ist, werden
Sie gefragt, ob dieser
überschrieben werden
soll. Antworten Sie mit
JA (YES) oder NEIN
(NO).
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
Mit NEIN (NO) gelangen Sie zurück zum Speichermenü.
7.3 Aufrufen
Nun soll ein gespei
cherter Datensatz
aufgerufen werden.
WELD DATA MEMORY
5 - (SAW)
NO YES
Markieren Sie die Zeile
mit dem Positionierrad.
Drücken Sie ABRUFEN
(RECALL).
Drücken Sie JA (YES),
um das Abrufen von
Datensatz 5 zu
bestätigen.
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
WELD DATA MEMORY
5 - (SAW)
DELETE
2ND
FUNCT QUIT
bi24d1ga
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
NO YES
- 26 -

DE
Dieses Symbol im Messmenü zeigt die
aufgerufene Speicherpositionsnummer an.
7.4 Löschen
Im Speichermenü können Sie einen oder mehrere Datensätze löschen.
Nun soll ein Datensatz
gelöscht werden.
Markieren Sie den Da
tensatz. Drücken Sie
LÖSCHEN (DELETE).
Drücken Sie JA (YES),
um den Löschvorgang
zu bestätigen.
WELD DATA MEMORY
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
WELD DATA MEMORY
5 - (SAW)
DELETE
2ND
FUNCT QUIT
bi24d1ga
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
NO YES
- 27 -
DE
7.5 Kopieren
So kopieren Sie den Inhalt eines Schweißdatensatzes in eine neue Speicherposition:
Drücken Sie auf 2.
FUNKTION (2ND
FUNCT).
Markieren Sie die Spei
cherposition, die Sie
kopieren möchten und
drücken Sie auf
KOPIEREN (COPY).
WELD DATA MEMORY
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
WELD DATA MEMORY
1 2 3 4 -
5 - (SAW)
6 7 -
DELETE
2ND
FUNCT QUIT
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPY RENAME
EDIT
2ND
FUNCT QUIT
Nun soll der Inhalt von Speicherposition 5 in Position 50 kopiert werden.
Markerieren Sie die
Speicherposition 1 und
gehen Sie mit einem
der Drehknöpfe bis zur
WELD DATA MEMORY
1 -
5 - (SAW)
gewählten Speicherpo
sition weiter, in diesem
Fall zur Position
50.Drücken Sie JA
(YES).
COPY
DATA SET 5 TO POSITION: 50
NO YES
bi24d1ga
- 28 -

DE
Damit wurde Schweißdatensatz 5 in Speicherposition 50 kopiert.
7.6 Umbenennen
So weisen Sie einem gespeicherten Schweißdatensatz einen Namen zu:
Drücken Sie auf 2.
FUNKTION (2ND
FUNCT). Markieren Sie
die Speicherposition,
WELD DATA MEMORY
5 - (SAW)
50 -
die Sie umbenennen
möchten und drücken
Sie auf UMBENENNEN
(RENAME).
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPY RENAME
EDIT
2ND
FUNCT QUIT
Hier kann eine Tastatur aufgerufen werden, die sich wie folgt bedienen lässt:
S Bewegen Sie den Cursor mithilfe der
Pfeile und des Positionierrads zum
gewünschten Tastaturzeichen.
Drücken Sie ENTER. Auf diese
Weise können Sie eine komplette
Zeichenfolge mit maximal 40 Zeichen
eingeben.
S Drücken Sie zum Speichern FERTIG
(DONE). Der selbst vergebene Name
erscheint nun in der Liste.
7.7 Ändern
So ändern Sie den Inhalt eines Schweißdatensatzes:
Drücken Sie auf 2.
FUNKTION (2ND
FUNCT). Markieren Sie
die Speicherposition,
die Sie ändern möchten
und drücken Sie da
nach auf ÄNDERN
(EDIT).
WELD DATA MEMORY
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPY
EDIT
2ND
FUNCT QUIT
bi24d1ga
- 29 -

DE
Es erscheint ein Teil des Hauptmenüs sowie das Symbol , das den
Bearbeitungsmodus kennzeichnet.
Drücken Sie EINST.
(SET) und nehmen Sie
die gewünschten
Änderungen vor.
SAW
REGULATION TYPE CA
WIRE TYP SS FLUX CORED
WIRE DIMENSION 2.0 mm
SET QUIT
Es erscheint folgendes Menü:
In diesem Beispiel wird
SAW WELD DATA SETTING
der Schweißstrom von
400 zu 500 A geändert.
Markieren Sie den
Schweißstrom
(CURRENT) und gehen
Sie mit einem der
Drehknöpfe weiter bis
500.
Drücken Sie zweimal
VOLTAGE 20,0 V
CURRENT 500 A
TRAVEL SPEED 0 cm/min
DIRECTION J
START DATA"
STOP DATA"
DYNAMIC REGULATION AUTO
SETTING LIMITS"
MEASURE LIMITS"
ENDE (QUIT).
Die Einstellungen für Schweißdatensatz 5 wurden geändert und gespeichert.
8 KONFIGURATIONSMENÜ
Hauptmenü Konfigurationsmenü
Dieses Menü enthält folgende Untermenüs:
S Sprache, siehe Kapitel 1.2.1 „Sprachauswahl“
S Sicherheitscode, siehe Kapitel 8.1
S Grundeinstellungen, siehe Kapitel 8.2
S Maschineneinstellungen, siehe Kapitel 8.3
S Kabellänge, siehe Kapitel 8.4
S Wartung, siehe Kapitel 8.5
S Netzwerkeinstellungen, siehe Kapitel 8.6
- 30 -
bi24d1ga
QUIT

DE
8.1 Sicherheitscode
Hauptmenü Konfigurationsmenü Sicherheitscode
Wenn Sie sich bei aktiviertem Sicherheitscode im Messmenü oder Schnellmodusme
nü befinden, ist ein Passwort erforderlich, um das jeweilige Menü verlassen zu
können.
CODE LOCK
LOCK STATUS OFF
SET/CHANGE LOCK CODE
QUIT
Der Sicherheitscode wird im Konfigurationsmenü aktiviert.
8.1.1 Sicherheitscodemodus
Im Sicherheitscodemodus kann die Sicherheitsfunktion aktiviert/deaktiviert werden,
ohne dass bei einer Deaktivierung das vorhandene Passwort geändert werden
muss. Wenn kein Sicherheitscode gespeichert ist und Sie versuchen, die
Sicherheitsfunktion zu aktivieren, erscheint die Tastatur zur Eingabe eines neuen
Sicherheitscodes.
Zugangsschutz verlassen
Wenn Sie sich im Mess- oder Schnellmodusmenü befinden und der Sicherheitscode
deaktiviert ist, können Sie die Menüs ungehindert verlassen, indem Sie ENDE
(QUIT) oder MENÜ drücken und somit das Hauptmenü aufrufen.
Wenn Sie versuchen, das Menü bei aktiviertem Zugangsschutz zu verlassen,
erscheint folgende Anzeige, die vor der Sicherheitsfunktion warnt.
FÜR ZUGANGSCODE ENTER DRÜCKEN
PRESS ENTER TO
LOCK CODE...
Durch Drücken von ENDE (QUIT) gelangen Sie zurück zum vorherigen Menü. Durch
Drücken von ENTER gelangen Sie zur Passworteingabe.
Hier steht Ihnen eine Tastatur zur Verfügung, mit der Sie den Zugangscode
eintragen können. Drücken Sie nach jeder Eingabe ENTER und bestätigen Sie den
Code durch erneutes Drücken von ENTER.
bi24d1ga
- 31 -
DE
Daraufhin erscheint folgendes Textfeld:
EINHEIT ENTRIEGELT!
Bei Eingabe eines falschen Codes erscheint eine Fehlermeldung, die die
Möglichkeiten bietet, den Versuch zu wiederholen oder zum ursprünglichen Menü
zurückzukehren (also zum Mess- oder Schnellmodusmenü).
Bei korrektem Code werden alle Sperren für andere Menüs aufgehoben. Der
Sicherheitscode ist jedoch weiterhin aktiviert. Dadurch kann der Benutzer das Messoder Schnellmodusmenü vorübergehend verlassen, ohne beim erneuten Aufrufen
der Menüs den Zustand der Sicherheitsfunktion zu ändern.
8.1.2 Zugangscode eingeben
Unter ZUGANGSCODE EINGEBEN können Sie einen vorhandenen Zugangscode
ändern oder einen neuen eintragen. Ein Zugangscode kann bis zu 16 beliebige
Buchstaben oder Zahlen enthalten.
UNIT UNLOCKED!
8.2 Grundeinstellungen
Hauptmenü Konfigurationsmenü Grundeinstellungen
In diesem Menü sind folgende Einstellungen möglich:
S Schnellmodus Funktionstasten, siehe Kapitel 8.2.1
S Qualitätsdaten in Datei, siehe Kapitel 8.2.2
S Schnellmodus Funktionstasten, siehe Kapitel 8.2.3
S Automatisches Speichern, siehe Kapitel 8.2.4
S Längeneinheit, siehe Kapitel 1.2.2 ”Auswahl der Längeneinheit”
8.2.1 Schnellmodus Funktionstasten
Die Funktionstasten SCHWEISSDATEN 1 (WELD DATA 1) bis SCHWEISSDATEN 4
(WELD DATA 4) werden im Schnellmodusmenü angezeigt.
SAW: CA 16
A 450 Amp
V 30.0 Volt
bi24d1ga
50 cm/min
WELD
DATA 1
WELD
DATA 2
- 32 -
WELD
DATA 3
WELD
DATA 4
2ND
FUNCT

DE
Die Konfiguration läuft folgendermaßen ab:
Bewegen Sie den Cur
sor zur Zeile mit FUNK
TIONSTASTENR.
(SOFT KEY NUMBER).
FAST MODE SOFT BUTTONS
SOFT KEY NUMBER 1
ASSOCIATED WELD DATA 5
SAW: CA: FE SOLID: 0.8 mm
20.0 V: 500 A: 0 cm/min
STORE
DELETE QUIT
Die Tasten sind von links nach rechts mit 1-4 beschriftet. Um die gewünschte Taste
auszuwählen, geben Sie deren Nummer mithilfe der Einstellräder an.
Bewegen Sie anschließend den Cursor zur nächsten Zeile ZUGEWIESENE
SCHWEISSDATEN (ASSOCIATED WELD DATA). Hier können Sie unter den
Schweißdatensätzen wählen, die im Speicher abgelegt sind. Wählen Sie die
gewünschte Datensatznummer mithilfe der Einstellräder an. Drücken Sie zum
Sichern SPEICH. (STORE). Drücken Sie zum Entfernen des gespeicherten
Datensatzes LÖSCHEN (DELETE).
8.2.2 Qualitätsdaten in Datei
Im Menü QUALITÄTS
DATEN IN DATEI
(QUALITY DATA LOG
TO FILE) aktivieren Sie
die Funktion mit EIN
(ON).
GENERAL CONFIGURATION
FAST MODE SOFT BUTTONS 1
QUALITY DATA LOG TO FILE ON
SOFT KEYS SETUP"
AUTO SAVE MODE OFF
UNIT OF LENGTH METRIC
QUIT
Näheres zu den Einstellungen für die Dokumentationsfunktion entnehmen Sie dem
Kapitel 9.7.
8.2.3 Funktionen zuweisen
Die Funktionstasten an der Bedienkonsole wurden bereits erwähnt. Beim
UP-Schweißen (SAW) und MIG/MAG-Schweißen (GMAW) kann der Bediener die
Funktionen für diese Tasten selbst festlegen. Dafür steht ihm eine Liste mit
vorgegebenen Optionen zur Auswahl. Insgesamt acht Funktionstasten kann eine
Funktion zugeordnet werden.
bi24d1ga
- 33 -

DE
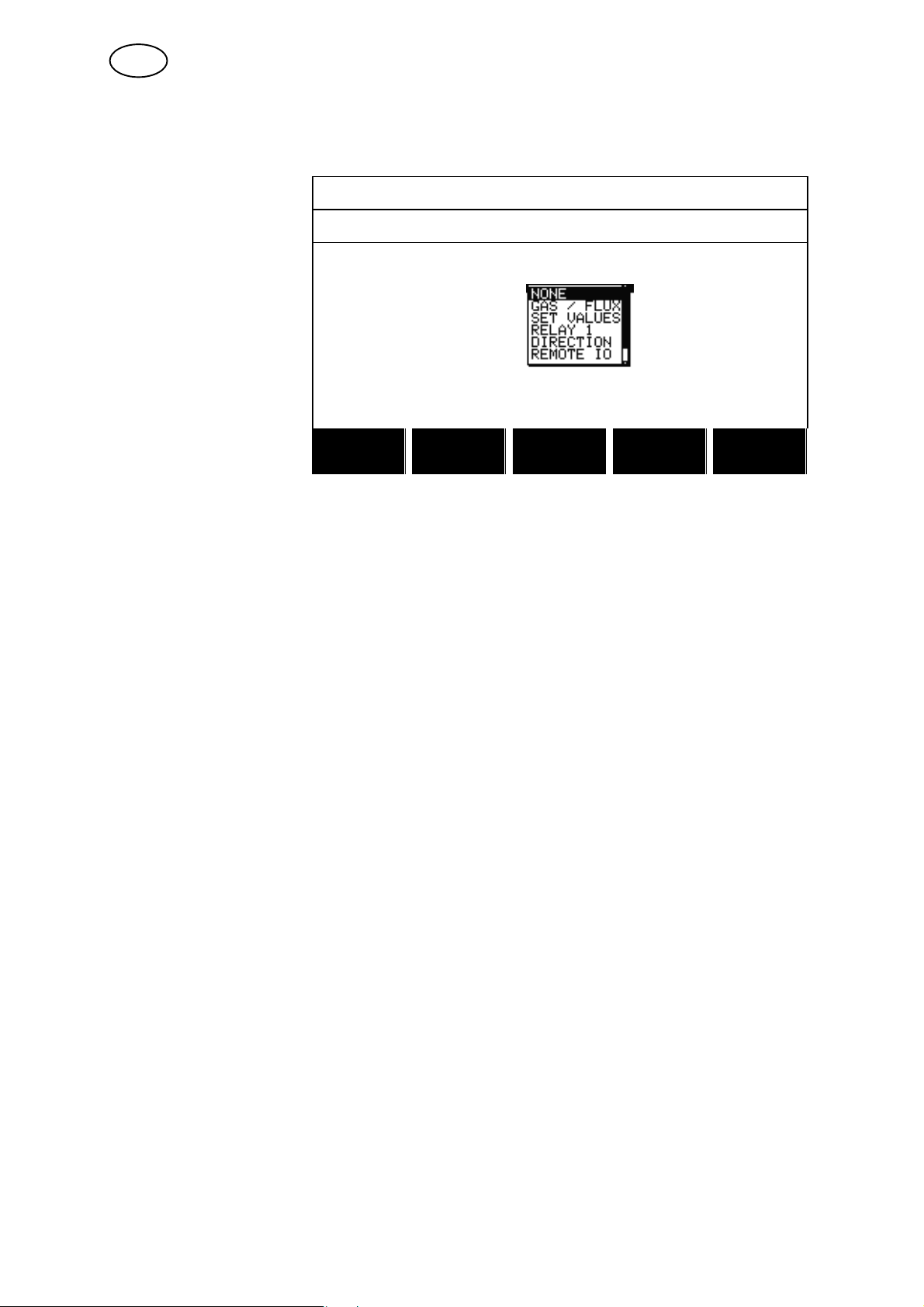
Folgende Optionen sind verfügbar:
S Keine
S Gasspülung/Pulverventil
S Eingestellte Werte
Die eingestellten Sollwerte werden an Stelle der Messwerte im Messmenü
angezeigt.
S Relais 1
Steuert Relaisnr. 1 auf der Motorkarte, die vom Kunden mit einer beliebigen
Funktion belegt werden kann.
S Richtung Y - J.
S Fern I/O
Wird verwendet, wenn man PEK und Schweißstromquelle über eine externe
I/O-Einheit steuern möchte.
S Externe Achse
Wird aktiviert, wenn man eine externe I/O-Einheit für die Steuerung,
beispielsweise eines Rollenblocks, verwendet.
Das Display enthält
zwei Spalten: eine für
Funktionstasten (SOFT
KEYS) und eine für
FUNKTION (FUNC
TION).
SOFT KEYS SETUP
SOFT KEYS FUNCTION
S1 NONE
S2 NONE
S3 NONE
S4 NONE
S1 2ND FUNCT NONE
S2 2ND FUNCT NONE
S3 2ND FUNCT NONE
S4 2ND FUNCT NONE
QUIT
Beim Zuweisen der Tastenfunktionen werden die Tasten von links aus gesehen wie
folgt nummeriert:
2ND
S1 S2 S3 S4
S1 2ND
FUNCT
S2 2ND
FUNCT
S3 2ND
FUNCT
S4 2ND
FUNCT
FUNCT
2ND
FUNCT
bi24d1ga
- 34 -
DE
So belegen Sie eine Funktionstaste mit einer neuen Funktion:
Bewegen Sie den Cur
sor zur Zeile mit der ge
wünschten Funktionsta
stennummer und drük
ken Sie ENTER. Ein
Popup-Menü zeigt die
Funktionsauswahl an.
Treffen Sie Ihre Aus
wahl per Positionierrad
und drücken Sie EN
TER.
SOFT KEYS SETUP
SOFT KEYS FUNCTION
S1 NONE
S2 NONE
S3 NONE
S4 NONE
S1 2ND FUNCT NONE
S2 2ND FUNCT NONE
S3 2ND FUNCT NONE
S4 2ND FUNCT NONE
QUIT
Den anderen Tasten kann auf dieselbe Weise eine neue Funktion zugewiesen
werden. Ordnen Sie dazu einfach einer Tastennummer in der linken Spalte eine
Funktion in der rechten Spalte zu.
8.2.4 Automatisches Speichern
Wenn ein Schweißdatensatz von einer Speicherposition im Schweißdatenspeicher
abgerufen wurde und die Einstellungen modifiziert wurden, erfolgt eine automatische
Speicherung der Einstellungen im Arbeitsspeicher beim Schweißstopp an der zuletzt
abgerufenen Speicherposition.
Durch manuelles Ablegen von Schweißdaten an einer Speicherposition wird die
nächste automatische Speicherung gesperrt.
Die Speicherposition, an der der Schweißdatensatz abgelegt ist, erscheint in der
rechten oberen Ecke des Messmenüs.
8.3 Maschineneinstellungen
Hauptmenü Konfigurationsmenü Maschineneinstellungen
In diesem Menü sind folgende Einstellungen möglich:
S Produktcode, siehe Kapitel 8.3.1
S Drahtvorschubachse, siehe Kapitel 8.3.2
S Bewegungsachse, siehe Kapitel 8.3.3
S Externe Achse, siehe Kapitel 8.3.4.
S Tandem, siehe Kapitel 8.3.5
bi24d1ga
- 35 -

DE
8.3.1 Produktcode
Im Menü PRODUKT
MACHINE CONFIGURATION
CODE (PRODUCT CO
DE) legen Sie fest, wel
cher Automat, Kran,
Rollenbock oder Dreh
tisch zum Einsatz kom
PRODUCT CODE A2TFJ1
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM OFF
men soll.
QUIT
Durch die Auswahl des Produktcodes wird automatisch der richtige Motortyp und die
Einstellung der korrekten Übersetzung für das Getriebe im jeweiligen Produkt
festgelegt.
Folgende Optionen stehen zur Auswahl:
S A2TFJ1
A2 Traktorautomat für UP-Schweißen (SAW)
S A2TGJ1
A2 Traktorautomat für MIG/MAG-Schweißen (GMAW)
S A6TFF1
A6 Traktorautomat für UP-Schweißen (SAW)
S FREE 2 AXIS
Beliebige Konfiguration zum Anschluss von 2 Motoren an eine Antriebskarte: ein
Motor für den Drahtvorschub und einer für die Fahrbewegung.
S FREE 3 AXIS
Beliebige Konfiguration zum Anschluss eines externen Rollenbocks, Drehtisches
oder einer Linearachse sowie für von 2 Motoren an eine Antriebskarte: ein Motor
für den Drahtvorschub und einer für die Fahrbewegung.
8.3.2 Drahtvorschubwelle
Der Drahtvorschubmotor wird automatisch gemäß den folgenden Tabellen
eingestellt.
A2TFJ1 A2TGJ1 A6TFF1
Motor 5035 38 RPM 5035 68 RPM VEC4000
1. Getriebe 49:1 49:1 156:1
2. Getriebe 1:1 1:1 1:1
Vorschubwalzen-DM 49 mm 49 mm 49 mm
Impulsgeber 32 ppr 28 ppr 32 ppr
Manuell langsam 150 cm/min 150 cm/min 150 cm/min
Manuell schnell 300 cm/min 300 cm/min 300 cm/min
bi24d1ga
- 36 -

DE
FREE 2 AXIS FREE 3 AXIS
Motor VEC 4000 VEC 4000
1. Getriebe 156:1 156:1
2. Getriebe 1:1 1:1
Vorschubwalzen-DM 49 mm 49 mm
Impulsgeber 32 ppr 32 ppr
Manuell langsam 150 cm/min 150 cm/min
Manuell schnell 300 cm/min 300 cm/min
8.3.3 Bewegungswelle
Der Fahrmotor wird automatisch gemäß den folgenden Tabellen eingestellt.
A2TFJ1 A2TGJ1 A6TFF1
Motor 4030-350 4030-350 FHP258
1. Getriebe 375:10 375:10 24:1
2. Getriebe 51:1 51:1 51:1
Raddurchmesser 158 mm 158 mm 180 mm
Impulsgeber 60 ppr 60 ppr 28 ppr
Manuell schnell 200 cm/min 200 cm/min 200 cm/min
FREE 2 AXIS FREE 3 AXIS
Motor VEC 4000 VEC 4000
1. Getriebe 312:1 312:1
2. Getriebe 1:1 1:1
Raddurchmesser 65 mm 65 mm
Impulsgeber 32 ppr 32 ppr
Manuell schnell 200 cm/min 200 cm/min
8.3.4 Externe Welle
Bei Anschluss eines externen Rollenbocks, Drehtisches oder einer Linearachse
muss FREE 3 AXIS ausgewählt werden.
Durch Auswahl von FREE 3 AXIS wird der Motor wird automatisch gemäß den
folgenden Tabellen eingestellt.
Rollenbock Linear Positionsgeber
1. Getriebe 560:1 560:1 560:1
2. Getriebe 111:22 111:22 111:22
3. Getriebe 1:1 1:1 1:1
Raddurchmesser 160 mm 160 mm 160 mm
Impulsgeber 30 ppr 30 ppr 30 ppr
Manuell schnell 200 cm/min 200 cm/min 200 cm/min
Frequenzverh. 85:50 85:50 85:50
Motor 2000 U/min 2000 U/min 2000 U/min
Schweißdurchm. 1000 mm - 1000 mm
Auflagedurchm. 1000 mm - -
bi24d1ga
- 37 -

DE
8.3.5 Tandem
Wird beim Schweißen mit zwei Schweißköpfen verwendet.
Bewegen Sie den Cur
MACHINE CONFIGURATION
sor zur Zeile TANDEM
und drücken Sie EN
TER.
Wählen Sie per Positio
nierrad EIN und drük
ken Sie ENTER.
PRODUCT CODE A2TFX
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM ON
b WELDING HEAD HEAD
b WELD HEAD OFFSET 20 mm
b WITH I/O ON
QUIT
Um mit zwei Schweißköpfen schweißen zu können, muss die Funktion
SCHWEISSKOPF-OFFSET (WELD HEAD OFFSET) eingestellt werden.
Als SCHWEISSKOPF-OFFSET (WELD HEAD OFFSET) gilt der Abstand zwischen
den Schweißköpfen in mm.
Wenn Sie den Abstand zwischen Schweißkopf 1 VORN (HEAD) und Schweißkopf 2
HINTEN (TAIL) angeben, wird der Wert von der Steuereinheit in eine Zeitspanne
umgerechnet, die zwischen dem Start von Schweißkopf 1 und Schweißkopf 2 liegt.
Die maximale Zeitspanne, die die Steuereinheit zwischen Start und Stopp der
Schweißstromquellen einstellen kann, beträgt 65 s. Wird also z.B. eine
Schweißgeschwindigkeit von 50 cm/min angegeben, sind für den SCHWEISSKOPFOFFSET (WELD HEAD OFFSET) maximal 2000 mm möglich. Auf diese Weise wird
verhindert, dass zu viel Zeit verstreicht, bevor Schweißkopf 2 den Startpunkt
erreicht.
TAIL HEAD
WELD HEAD OFFSET
bi24d1ga
- 38 -
DE
HINWEIS:
Stellen Sie sicher, dass für beide Steuereinheiten derselbe SCHWEISSKOPF-OFF
SET (WELD HEAD OFFSET) und dieselbe Fahrgeschwindigkeit vorliegt. Die
Steuereinheit, die als ”Master” fungiert, stellt Schweißkopf 1 dar, also VORN
(HEAD). Die Steuereinheit, die als ”Slave” fungiert, stellt Schweißkopf 2 dar, also
HINTEN (TAIL). Die Fahrbewegung wird stets vom ”Master” gesteuert.
So geben Sie die Werte für das Schweißen mit zwei Schweißköpfen an:
Bewegen Sie den Cur
MACHINE CONFIGURATION
sor zur Zeile
SCHWEISSKOPF
(WELDING HEAD).
Legen Sie fest, ob die
Einstellung für die ”Ma
ster”-Steuereinheit
VORN (HEAD) oder die
”Slave”-Steuereinheit
HINTEN (TAIL) gelten
PRODUCT CODE A2TFX
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM ON
b WELDING HEAD HEAD
b WELD HEAD OFFSET 20 mm
b WITH I/O ON
soll.
QUIT
S Bewegen Sie den Cursor zur Zeile SCHWEISSKOPF-OFFSET (WELD HEAD
OFFSET) und geben Sie den Abstand zwischen den beiden Schweißköpfen an.
Beispiel, I/O ON
Schweißkopf 2 (Slave) Schweißkopf 1 (Master)
TAIL HEAD
WELD HEAD OFFSET
bi24d1ga
- 39 -

DE
S Drücken Sie auf Start, für Schweißkopf 1.
S Schweißkopf 1 beginnt zu schweißen.
S Schweißkopf 2 beginnt zu schweißen, wenn die Ausgangslage für Schweißkopf
1 erreicht ist (der Abstand, der in SCHWEISSKOPFOFFSET (WELD HEAD
OFFSET) VERZEICHNET IST).
S Drücken Sie auf Stopp, für Schweißkopf 1.
S Schweißkopf 1 beendet das Schweißen, aber der Vorschub geht weiter.
S Schweißkopf 2 beendet das Schweißen, wenn er den Punkt erreicht hat, an dem
die Ausrüstung 1 das Schweißen beendet hat (der Abstand, der in
SCHWEISSKOPFOFFSET (WELD HEAD OFFSET) verzeichnet ist).
S Der Schweißvorgang ist beendet.
Beispiel, I/O OFF
Schweißkopf 2 (Slave) Schweißkopf 1 (Master)
TAIL HEAD
WELD HEAD OFFSET
S Drücken Sie gleichzeitig Start für Schweißkopf 1 und 2.
S Schweißkopf 1 beginnt mit dem Schweißen.
S Schweißkopf 2 beginnt erst mit dem Schweißen, wenn die Ausgangsstellung für
Schweißkopf 1 erreicht wurde, also der unter SCHWEISSKOPF-OFFSET
(WELD HEAD OFFSET) definierte Abstand.
S Drücken Sie gleichzeitig Stopp für Schweißkopf 1 und 2.
S Schweißkopf 1 beendet den Schweißvorgang, während die Fahrbewegung
weiter ausgeführt wird.
S Schweißkopf 2 beendet den Schweißvorgang erst, wenn er die Position erreicht
hat, an der Ausrüstung 1 das Schweißen abgeschlossen hat. Es gilt also der
unter SCHWEISSKOPF-OFFSET (WELD HEAD OFFSET) definierte Abstand.
S Der Schweißvorgang ist damit beendet.
bi24d1ga
- 40 -

DE
8.4 Kabellänge
Die Lichtbogenspannung richtet sich nach der Impedanz in den Schweißkabeln. Die
Impedanz hängt u.a. von Kabellänge, Kabelquerschnitt und Kabelverlauf ab. Diese
Abhängigkeit kommt besonders beim WS-Schweißen zum Tragen.
Um den Spannungsabfall durch lange Kabel auszugleichen, muss die Kabellänge
angegeben werden.
Dabei ist die gesamte Kabellänge (Schweißkabel und Rückleiter) zu berücksichtigen.
Hinweis: Wenn zwei Kabel verwendet werden, sind die Querschnitte für beide Kabel
zu addieren.
Diese Funktion ist beim Start aktiv, bevor die Stromquelle Messwerte für eine
Regelung empfangen hat.
Bei Auswahl von ”Max. LLS” sind diese Funktionen inaktiv.
8.5 Wartung
Hauptmenü Konfigurationsmenü Wartung
In diesem Menü legen Sie fest, wie oft die Kontaktspitze gewechselt werden soll.
Geben Sie an, nach wie vielen Schweißstarts ein Wechsel erfolgen soll, indem Sie
die Zeile KONTAKTSP.-WECHSELINTERVALL (CONTACT TIP CHANGE
INTERVAL) markieren und ENTER drücken. Verwenden Sie die Einstellräder, um
den Wert zu ändern. Nach Ablauf des Intervalls erscheint Fehlercode 54 im
Fehlerprotokoll. Drücken Sie zum Zurücksetzen RESET (RESET).
Wenn VERBLEIBENDE GESAMTBETR.ZEIT (TOTAL RUNNING TIME LIMIT)
anstelle von Startanzahl ausgewählt wird, wenden Sie sich an einen autorisierten
ESAB-Servicetechniker.
MAINTENANCE
CONTACT TIP CHANGE INTERVAL 0 Welds
b WELD COUNT 0 Welds
TOTAL RUNNING TIME LIMIT 0d00:00:00
b TOTAL RUNNING TIME 0d00:00:00
bi24d1ga
RESET
- 41 -
QUIT

DE
8.6 Netzwerkeinstellungen
Hauptmenü Konfigurationsmenü Netzwerkeinstellungen
In diesem Menü kann man sich mit einem Administrationswerkzeug in einem lokalen
Netzwerk verbinden.
Weitere Informationen über das Administrationswerkzeug finden Sie in der
Betriebsanleitung für WELDPOINT. Das Handbuch kann von der Website
www.esab.com heruntergeladen werden.
NETWORK SETTINGS
DHCP ON
IP ADDRESS 172.20.125.74
SUBNET MASK 0.0.0.0.
DEFAULT GATEWAY 0.0.0.0.
HOSTNAME ESAB_W82
QUIT
8.6.1 Systemübersicht
1 Schweißstromquelle 4 Administrationswerkzeug, Weldpoint
2 Drahtvorschubeinheit / Schweißautomat 5 Anschluss an Netzwerk
3 Schweißdateneinheit, PEK 6 USB-Speicher
bi24d1ga
- 42 -
DE
9 WERKZEUGE
Hauptmenü Werkzeuge
Dieses Menü enthält folgende Untermenüs:
S Fehlerprotokoll, siehe Kapitel 9.1
S Export/Import, siehe Kapitel 9.2
S Dateimanager, siehe Kapitel 9.3
S Editor für Grenzwerteinst., siehe Kapitel 9.4
S Editor für Messgrenzwerte, siehe Kapitel 9.5
S Produktionsstatistik, siehe Kapitel 9.6
S Dokumentationsfunktion, siehe Kapitel 9.7
S Kalender, siehe Kapitel 9.8
S Benutzerberechtigung, siehe Kapitel 9.9
S Einheiteninfo, siehe Kapitel 9.10
9.1 Fehlerprotokoll
Hauptmenü Werkzeuge Fehlerprotokoll
Fehlercodes geben Auskunft darüber, ob ein Fehler beim Schweißvorgang
aufgetreten ist. Der Code erscheint auf dem Display in einem Popup-Menü.
Außerdem wird rechts oben ein Ausrufezeichen eingeblendet.
Hinweis: wird durch Aufrufen des Fehleraufzeichnungsmenüs ausgeblendet.
Alle Fehler, die bei der Nutzung der Schweißausrüstung aufgetreten sind, werden
als Fehlermeldungen im Fehlerprotokoll eingetragen. Es können bis zu 99
Fehlermeldungen gespeichert werden. Ist das Fehlerprotokoll voll (wurden also 99
Fehlermeldungen gespeichert), wird beim Auftreten des nächsten Fehlers
automatisch die älteste Meldung gelöscht.
Das Fehlerprotokoll enthält folgende Informationen:
S Fehlernummer
S Datum
S Uhrzeit
S Betroffene Einheit
S Fehlercode
bi24d1ga
- 43 -
DE
ERROR LOG
Index Date Time Unit Error
1 081120 11:24:13 8 19
2 081120 10:24:18 8 18
3 081121 13:24:18 8 17
Error in battery-drivin memory
DELETE
ALL
QUIT
9.1.1 Enheitenbezeichnungen
2 = Stromquelle
6 = Drahtvorschub und Fahrbewegung (Motorkarte)
8 = Bedienkonsole
9.1.2 Beschreibung der Fehlercodes
Im Folgenden werden Fehlercodes beschrieben, bei denen der Benutzer selbst tätig
werden kann. Wenn ein anderer Code erscheint, starten Sie die Maschine neu.
Wenn der Fehler weiterhin besteht, wenden Sie sich an einen Servicetechniker.
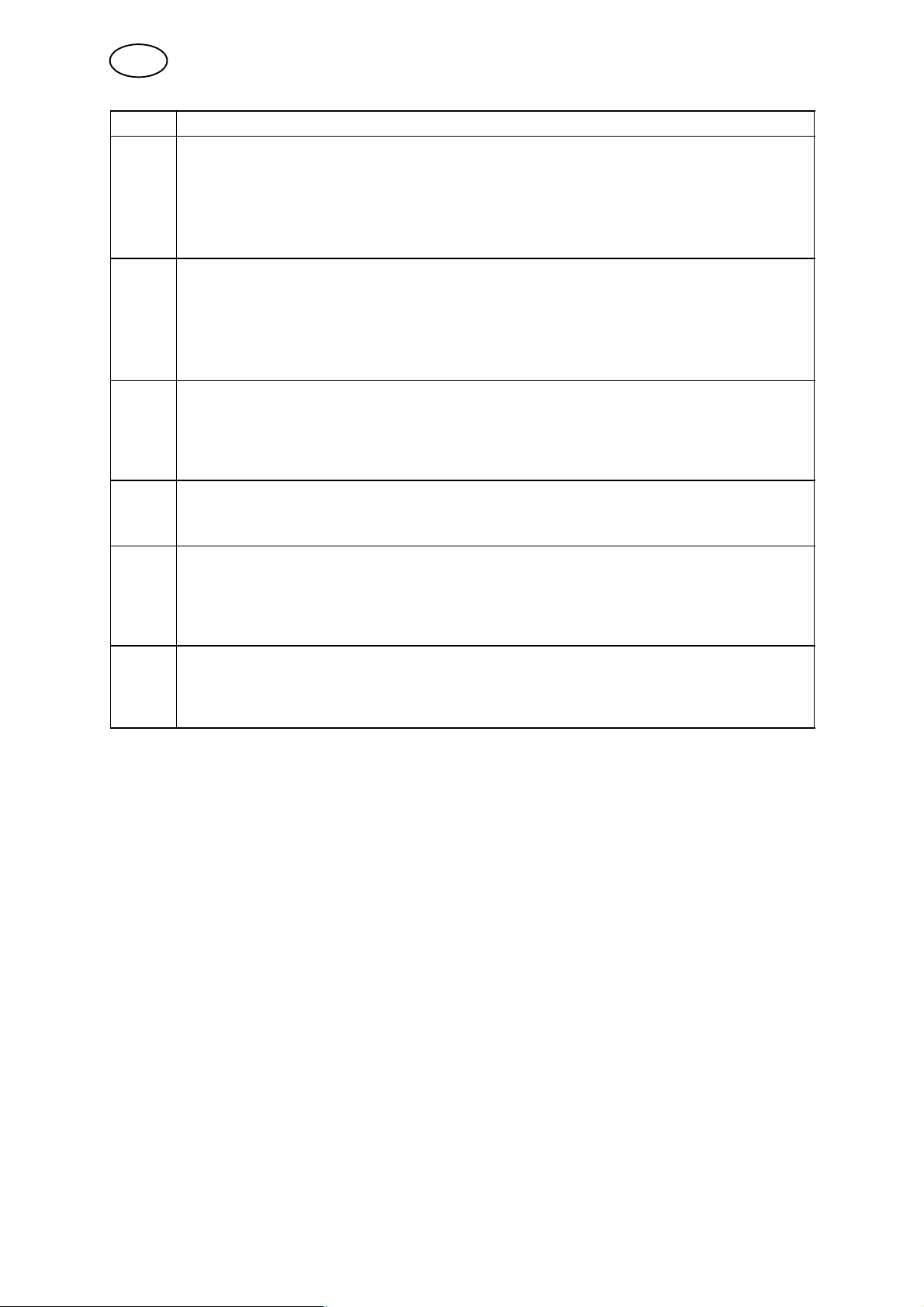
Fehler Beschreibung
6 Temperatur zu hoch
Die Stromquelle ist überhitzt und unterbricht den Schweißvorgang. Wenn die Temperatur
unter den maximalen Grenzwert sinkt, ist ein Schweißen wieder möglich.
Maßnahme: Vergewissern Sie sich, dass der Ein- bzw. Auslass für Kühlluft nicht blockiert
oder verschmutzt ist. Kontrollieren Sie ebenfalls den Arbeitszyklus. Die Nennwerte dürfen
nicht überschritten werden.
Wenn der Fehler weiterhin besteht, wenden Sie sich an einen Servicetechniker.
7 Zu niedriger Schweißstrom
Der Lichtbogen wurde ausgeschaltet, da beim Schweißen ein zu niedriger Schweißstrom
vorlag.
Maßnahme: Trennen Sie zum Zurücksetzen die Spannungszufuhr. Wenn der Fehler
weiterhin besteht, setzen Sie sich mit Wartungspersonal in Verbindung.
8 Niedrige Batteriespannung
Zu niedrige Batteriespannung. Wenn die Batterie nicht gewechselt wird, gehen alle
gespeicherten Daten verloren.
Durch diesen Fehler werden keine Funktionen gesperrt.
Maßnahme: Beauftragen Sie das Wartungspersonal mit dem Batteriewechsel.
11 Geschwindigkeitsfehler an einem Motor (Drahtvorschub, Fahrmotor)
Ein Motor kann seine Geschwindigkeit nicht aufrechterhalten. Der Schweißvorgang wird
angehalten.
Maßnahme: Stellen Sie sicher, dass der Drahtvorschub weder blockiert noch
schwergängig ist. Wenn der Fehler weiterhin besteht, wenden Sie sich an einen
Servicetechniker.
bi24d1ga
- 44 -
DE
Fehler Beschreibung
12 Interner Kommunikationsfehler (Warnung)
Die Auslastung des CAN-Systembusses ist vorübergehend zu hoch.
Die Verbindung zwischen Stromquelle und Steuereinheit ist möglicherweise unterbrochen.
Maßnahme: Kontrollieren Sie die Ausrüstung. Alle Anschlüsse müssen korrekt
vorgenommen worden sein. Wenn der Fehler weiterhin besteht, wenden Sie sich an einen
Servicetechniker.
14 Kommunikationsfehler
Der CAN-Systembus ist durch Überlastung vorübergehend außer Betrieb.
Der laufende Schweißvorgang wird angehalten.
Maßnahme: Kontrollieren Sie die Ausrüstung. Alle Anschlüsse müssen korrekt
vorgenommen worden sein. Trennen Sie zum Zurücksetzen die Spannungszufuhr. Wenn
der Fehler weiterhin besteht, wenden Sie sich an einen Servicetechniker.
17 Verbindung zur Einheit unterbrochen
Die Verbindung zu einer Einheit wurde unterbrochen.
Maßnahme: Überprüfen Sie die Verkabelung und den Kontakt zwischen Steuereinheit und
Stromquelle. Wenn der Fehler weiterhin besteht, wenden Sie sich an einen
Servicetechniker.
32 Kein Gasfluss
Der Start wird blockiert.
Maßnahme: Überprüfen Sie Gasventil, Schläuche und Anschlüsse.
43 Zu hoher Schweißstrom
Stromquellen haben den Schweißvorgang unterbrochen, da der Strom den maximalen
Grenzwert für die Stromquelle überschritten hat.
Maßnahme: Trennen Sie zum Zurücksetzen die Spannungszufuhr. Wenn der Fehler
weiterhin besteht, setzen Sie sich mit Wartungspersonal in Verbindung.
44 Startpause Schweißstrom
Der Schweißvorgang wurde angehalten, da er nicht innerhalb von 10 s begonnen hat.
Maßnahme: Trennen Sie zum Zurücksetzen die Spannungszufuhr. Wenn der Fehler
weiterhin besteht, setzen Sie sich mit Wartungspersonal in Verbindung.
9.2 Export/Import
Hauptmenü Werkzeuge Export/Import
Mithilfe des Menüs Export/Import lassen sich per USB-Speicher Informationen von
der und zur Bedienkonsole übertragen.
Folgende Informationen können übertragen werden:
S Schweißdatensätze Export/Import
S Systemeinstellungen Export/Import
S Grenzwerte Export/Import
S Messgrenzwerte Export/Import
S Fehlerprotokoll Export
S Protokoll für Qualitätsfunktion Export
S Produktionsstatistik Export
So legen Sie Daten auf einem USB-Speicher ab:
Verbinden Sie einen USB-Speicher mit der Steuereinheit.
bi24d1ga
- 45 -
DE
Markieren Sie die Zeile
mit den zu
übertragenden
Informationen. Drücken
Sie EXPORT oder
IMPORT – je nachdem,
ob Informationen exoder importiert werden
sollen.
EXPORT / IMPORT
WELD DATA SETS
SYSTEM SETTINGS
SETTING LIMITS
MEASURE LIMITS
ERROR LOG
QUALITY FUNCTION LOG
PRODUCTION STATISTICS
EXPORT IMPORT
QUIT
9.3 Dateimanager
Hauptmenü Werkzeuge Dateimanager
Der Dateimanager ermöglicht die Verwaltung von Daten auf einem USB-Speicher
(C:\). Per Dateimanager können Schweiß- und Qualitätsdaten manuell gelöscht und
kopiert werden.
Bei angeschlossenem USB-Speicher zeigt das Display das Stammverzeichnis an,
sofern zuvor kein anderes Verzeichnis gewählt wurde.
Die Bedienkonsole speichert den letzten Zustand des Dateimanagers. Dadurch kann
die Arbeit an derselben Position in der Dateistruktur wieder aufgenommen werden.
FILE MANAGER
..
NEW FOLDER
QData.xml
INFO UPDATE
ALT. QUIT
S Um Angaben zur verbleibenden Kapazität des Speichers abzurufen, wird die
Funktion INFO verwendet.
S Durch Drücken von AKTUAL. (UPDATE) wird die Anzeige der Informationen
aktualisiert.
S Drücken Sie ALT., um Dateien zu löschen, Namen zu ändern, neue
Verzeichnisse zu erstellen, Dateien zu kopieren oder einzufügen. Es erscheint
eine Auswahlliste. Wenn (..) oder ein Verzeichnis markiert ist, können Sie
lediglich ein neues Verzeichnis erstellen oder eine bereits kopierte Datei
einfügen. Wenn Sie eine Datei markiert haben, erscheinen die Optionen
UMBENENNEN (RENAME), KOPIEREN (COPY) und EINFÜGEN (PASTE),
sofern zuvor eine Datei kopiert wurde.
bi24d1ga
- 46 -

DE
Markieren Sie ein Ver
FILE MANAGER
zeichnis oder eine Da
tei und drücken Sie
ALT.
Diese Liste erscheint durch Drücken von ALT.
..
WeldData
NEW FOLDER
ErrorLog.xml
QData.xml
XWeldoffice.dat
INFO UPDATE
ALT. QUIT
COPY
PASTE
DELETE
RENAME
NEW FOLDER
9.3.1 Datei/Verzeichnis löschen
Markieren Sie die zu löschende Datei oder den zu löschenden Ordner und drücken
Sie ALT.
Markieren Sie LÖSCHEN (DELETE) und drücken Sie
ENTER.
DELETE
RENAME
NEW FOLDER
Die Datei bzw. das Verzeichnis wurde somit gelöscht. Um ein Verzeichnis löschen
zu können, muss dieses leer sein. Löschen Sie daher zuerst die Dateien, die sich im
Verzeichnis befinden.
9.3.2 Datei-/Verzeichnisnamen ändern
Markieren Sie die Datei oder den Ordner, der umbenannt werden soll und drücken
Sie ALT.
Wählen Sie UMBENENNEN aus und drücken Sie
ENTER.
DELETE
RENAME
NEW FOLDER
Daraufhin erscheint eine Tastatur auf dem Display. Wechseln Sie mit dem
Positionierrad die Zeile und bewegen Sie den Cursor mit den Pfeilen nach links und
rechts. Markieren Sie das gewünschte Zeichen bzw. die auszuführende Funktion
und drücken Sie ENTER.
bi24d1ga
- 47 -
DE
9.3.3 Neues Verzeichnis erstellen
Markieren Sie die Zielposition für das neue Verzeichnis und drücken Sie ALT.
Markieren Sie NEUES VERZEICHNIS (NEW FOLDER)
und drücken Sie ENTER.
DELETE
RENAME
NEW FOLDER
Daraufhin erscheint eine Tastatur auf dem Display. Wechseln Sie mit dem
Positionierrad die Zeile und bewegen Sie den Cursor mit den Pfeilen nach links und
rechts. Markieren Sie das gewünschte Zeichen bzw. die auszuführende Funktion
und drücken Sie ENTER.
9.3.4 Dateien kopieren und einfügen
Markieren Sie die zu kopierende Datei und drücken Sie ALT.
Markieren Sie KOPIEREN (COPY) und drücken Sie
ENTER.
COPY
PASTE
DELETE
RENAME
NEW FOLDER
Platzieren Sie den Cursor im gewünschten Zielverzeichnis für die kopierte Datei und
drücken Sie ALT.
Wählen Sie EINFÜGEN (PASTE) aus und drücken Sie
ENTER.
COPY
PASTE
DELETE
RENAME
NEW FOLDER
Die Dateikopie wird unter dem Namen ”Copy of [ursprünglicher Name]” gespeichert,
z.B. Copy of WeldData.awd.
9.4 Editor für Grenzwerteinst.
Hauptmenü Werkzeuge Editor für Grenzwerteinst.
In diesem Menü werden eigene Maximal- und Minimalwerte für verschiedene
Schweißverfahrensvarianten festgelegt. Die Grenzwerte können nicht über bzw.
unter den Nennwerten für die Stromquelle liegen. Es stehen 50 Speicherplätze zur
Verfügung. Markieren Sie die Zeile für einen leeren Speicherplatz und drücken Sie
ENTER. Zur Verfahrensauswahl drücken Sie ENTER. Wählen Sie das
Schweißverfahren per Positionierrad aus und drücken Sie ENTER.
Bei allen Schweißverfahren können die Maximal- und Minimalwerte für
Lichtbogenspannung, Drahtvorschubgeschwindigkeit, Fahrgeschwindigkeit und
Schweißstrom gewählt werden.
bi24d1ga
- 48 -

DE
EDIT LIMITS
PROCESS SAW
VOLTAGE MIN 17.0
VOLTAGE MAX 47.0
WIRE SPEED MIN 50
WIRE SPEED MAX 970
TRAVEL SPEED MIN 100
TRAVEL SPEED MAX 2400
CURRENT MIN 70
CURRENT MAX 1500
STORE
DELETE QUIT
Drücken Sie nach dem Anpassen der Werte SPEICH. (STORE). Beantworten Sie
die Frage, ob der Grenzwert an der gewählten Speicherposition gesichert werden
soll, mit NEIN (NO) oder JA (YES). Die Werte für die Speicherposition werden unter
dem unteren Strich aufgeführt.
Mit der Funktionstaste AUTO werden die Grenzwerte automatisch anhand der
zuletzt verwendeten Grenzwerte eingestellt.
Beantworten Sie die Frage, ob die Grenzwerte automatisch eingestellt werden
sollen, mit NEIN (NO) oder JA (YES). Drücken Sie danach SPEICH. (STORE), wenn
die Einstellung beibehalten werden soll.
9.5 Editor für Messgrenzwerte
Hauptmenü Werkzeuge Editor für Messgrenzwerte
In diesem Menü werden eigene Messwerte für verschiedene Schweißverfahrensva
rianten festgelegt. Es stehen 50 Speicherplätze zur Verfügung. Markieren Sie die
Zeile für einen leeren Speicherplatz und drücken Sie ENTER. Zur Verfahrensaus
wahl drücken Sie ENTER. Wählen Sie das Schweißverfahren per Positionierrad aus
und drücken Sie ENTER.
Folgende Werte stehen zur Auswahl:
S Lichtbogenspannung: min, max
S Drahtvorschubgeschwindigkeit: min, max
S Schweißstrom: min, max
S Fahrgeschwindigkeit: min, max
S Wärmezufuhr: min, max
bi24d1ga
- 49 -

DE
Stellen Sie mit einem der Einstellräder den gewünschten Wert ein und drücken Sie
SPEICH. (STORE).
Im Dialogfeld werden Sie gefragt, ob Sie die gewählte Speicherposition sichern
wollen. Drücken Sie JA (YES), um den Wert zu sichern. Die Werte für die
Speicherposition werden unter dem unteren Strich aufgeführt.
MEASURE LIMITS
1 - SAW
2 - GMAW
3 4 5 6 7 -
0.0 - 46.9 Volt , 0 - 2495 cm/min
3 - 994 cm/min , 3 - 990 Amp
5 - 500 kJ/min
QUIT
Mit der Funktionstaste AUTO werden die Grenzwerte automatisch anhand der
zuletzt verwendeten Messwerte eingestellt.
Beantworten Sie die Frage, ob die Messwerte automatisch eingestellt werden sollen,
mit NEIN (NO) oder JA (YES). Drücken Sie danach SPEICH. (STORE), wenn die
Einstellung beibehalten werden soll.
9.6 Produktionsstatistik
Hauptmenü Werkzeuge Produktionsstatistik
Per Produktionsstatistik wird die Gesamtlichtbogenzeit, Gesamtmaterialmenge und
Anzahl der Schweißvorgänge seit dem letzten Reset protokolliert. Außerdem werden
Lichtbogenzeit und Materialmenge für den letzten Schweißvorgang erfasst. Zu
Informationszwecken wird das berechnete geschmolzene Zusatzwerkstoffmaterial
per Längeneinheit seit dem letzten Reset angezeigt.
bi24d1ga
- 50 -

DE
PRODUCTION STATISTICS
LAST WELD TOTAL
ARCTIME 0s 0s
CONSUMED WIRE 0g 0g
BASED ON 1g/m
NUMBER OF WELDS 0
LAST RESET 081114 08:38:03
RESET UPDATE
QUIT
Durch Drücken von RESET (RESET) werden alle Zähler zurückgesetzt. Der letzte
Reset wird mit Datum und Uhrzeit angezeigt.
Wenn kein manueller Zähler-Reset erfolgt, werden die Zähler beim Erreichen ihres
Maximalwerts automatisch auf Null gestellt.
Maximalwerte der Zähler
Zeit 999 h, 59 min, 59 s
Gewicht 13350000 g
Anzahl 65535 Stück
9.7 Dokumentationsfunktion
Hauptmenü Werkzeuge Dokumentationsfunktion
Mit Dokumentationsfunktionen lassen sich mehrere aufschlussreiche Schweißdaten
für einzelne Schweißvorgänge protokollieren.
Zu diesen Funktionen zählen:
S Schweißstartzeit
S Dauer des Schweißvorgangs
S Maximaler, minimaler und mittlerer Strom während des Schweißvorgangs
S Maximale, minimale und mittlere Spannung während des Schweißvorgangs
S Maximale, minimale und mittlere Wärmezufuhr während des Schweißvorgangs.
In der untersten Zeile wird die Anzahl der Schweißvorgänge seit dem letzten Reset
angezeigt. Es lassen sich maximal Informationen zu 100 Schweißvorgängen
speichern. Bei mehr als 100 Schweißvorgängen werden die ersten Einträge
überschrieben.
Der zuletzt erfasste Schweißvorgang erscheint auf dem Display. Ein Blättern
zwischen anderen erfassten Vorgängen ist ebenfalls möglich. Durch Drücken von
RESET (RESET) werden alle Protokolle gelöscht.
bi24d1ga
- 51 -

DE
QUALITY FUNCTIONS
#WELD: 1 / 4
START 20090107 15:59:14
WELD TIME 00:00:20 WELD DATA:
HEAT INPUT: 3.12 kJ/mm
MAX MIN AVE.
I (Amp) 293.00 243.00 289.00
U (V) 41.50 16.20 39.40
Q (kJ/min) 7.00 0.00 2.00
NUMBER OF WELDS SINCE RESET: 4
RESET UPDATE
9.7.1 Qualitätsdaten speichern
Hauptmenü Werkzeuge Export/Import
In der Bedienkonsole erstellte Dateien werden im XML-Format abgelegt. Der
USB-Speicher muss mit dem Dateisystem FAT32 formatiert werden.
Verbinden Sie einen USB-Speicher mit der Bedienkonsole, siehe Kapitel 9.3
„Dateimanager“.
Markieren Sie PROTO
KOLL FÜR QUALI
TÄTSFUNKTION
(QUALITY FUNCTION
LOG) und drücken Sie
EXPORT (EXPORT).
EXPORT/IMPORT
WELD DATA SETS
SYSTEM SETTINGS
SETTING LIMITS
MEASURE LIMITS
ERROR LOG
QUALITY FUNCTION LOG
PRODUCTION STATISTICS
QUIT
EXPORT
QUIT
Alle in der Bedienkonsole abgelegten Qualitätsdatensätze (Informationen zu den
letzten 100 Schweißvorgängen) sind nun auf dem USB-Speicher abgelegt.
Die Datei liegt in einem Verzeichnis mit der Bezeichnung QData. QData wird beim
Anschließen eines USB-Speichers automatisch erstellt.
bi24d1ga
- 52 -

DE
9.8 Kalender
Hauptmenü ! Werkzeuge ! Kalender
Hier werden Datum und Uhrzeit eingestellt.
Markieren Sie die
einzustellende Zeile:
Jahr, Monat, Tag,
Stunde, Minuten oder
Sekunden. Geben Sie
mit einem der Einstell
räder den korrekten
Wert ein. Drücken Sie
DATE & TIME
YEAR 2008
MONTY NOV
DAY 21
HOUR 10
MINUTES 45
SECONDS 55
EINST. (SET).
20100115 10:48:59
SET QUIT
9.9 Benutzerberechtigung
Hauptmenü ! Werkzeuge ! Benutzerberechtigung
In bestimmten Fällen ist es aus Qualitätsperspektive entscheidend, dass das
Produkt nicht von Unbefugten genutzt werden kann.
In diesem Menü werden Benutzername, Berechtigung und Passwort erfasst.
Markieren Sie BENUT
USER ACCOUNTS
ZERNAME (USER NA
ME) und drücken Sie
ENTER. Bewegen Sie
den Cursor zu einer
leeren Zeile und drük
ken Sie ENTER. Geben
USER NAME ADMINISTRATOR
b ACCOUNT LEVEL ADMIN
b PASSWORD
USER ACCOUNTS OFF
Sie per Tastatur einen
neuen Benutzernamen
ein. Benutzen Sie dazu
Positionierrad, Pfeile
und ENTER.
STORE DELETE
QUIT
Es können bis zu 16 Benutzerkonten angelegt werden. Aus den Qualitätsdatendatei
en geht hervor, welche Benutzer einen bestimmten Schweißvorgang ausgeführt
haben.
bi24d1ga
- 53 -

DE
Auf der Zeile ZUGANGSNIVEAU (ACCOUNT LEVEL) wählt man zwischen:
S Administrator
alles ist offen (neue Anwender können hinzugefügt werden)
S Senioranwender
man erreicht alle Funktionen außer
S Maschinenkonfiguration
S Anwenderniveau
S Netzwerkeinstellungen
S Normalanwender
Zugang zu:
S Im Konfigurationsmenü:
S Wartung
S Im Werkzeugmenü:
S Einheitsinformation
S Im Einstellungsmenü:
S Spannung
S Strom / Drahtvorschub
S Vorschubgeschwindigkeit
S Schweißrichtung
In der Zeile PASSWORT (PASSWORD) geben Sie per Tastatur ein Passwort ein.
Wenn die Stromquelle eingeschaltet und die Bedienkonsole aktiviert wird, erscheint
auf dem Display eine Aufforderung zur Passworteingabe.
Wenn diese Funktion nicht verwendet und Stromquelle sowie Bedienkonsole für alle
Benutzer zugänglich sein sollen, wählen Sie BENUTZERBERECHTIGUNG AUS
(USER ACCOUNTS OFF) aus.
bi24d1ga
- 54 -

DE
9.10 Einheiteninfo
Hauptmenü ! Werkzeuge ! Einheiteninfo
Dieses Menü enthält folgende Informationen:
S Maschinen-ID
S Knoten-ID
2 = Stromquelle
6 = Drahtvorschub und Fahrbewegung (Motorkarte)
8 = Bedienkonsole
S Softwareversion
UNIT INFORMATION
Machine ID Node ID Software Version
44 8 1.00A
23 2 2.00A
5 6 1.18A
SETTING WELD DATA UNIT
QUIT
bi24d1ga
- 55 -

PEK Control panel
Menüstruktur
NO TAG56
- Process
- Regulation type
- Wire type
- Wire dimension
- Configuration,
see page 59
- Tools, see page 59
SAW (CA)
Voltage
Current
Travel speed
Direction
Start data
- flux preflow
- start type
- wire creep start
- start phases
- max OCV
Stop data
- flux postflow
- crater fill
- burn-back time
- stop phases
Dynamic regulation
Setting limits
Measure limits
bi24menu
- 56 Edition 100127

PEK Control panel
- Process
- Regulation type
- Wire type
- Wire dimension
- Configuration,
see page 59
- Tools, see page 59
GMAW (CA)
Voltage
Current
Travel speed
Direction
Start data
- gas preflow
- start type
- wire creep start
- start phases
- max OCV
Stop data
- gas postflow
- crater fill
- burn-back time
- stop phases
Dynamic regulation
Setting limits
Measure limits
bi24menu
- 57 Edition 100127

PEK Control panel
- Process
- Regulation type
- Electrode dimension
- Configuration,
see page 59
- Tools, see page 59
GOUGING (CA)
Voltage
Current
Travel speed
Direction
Start data
- air preflow
- start type
- wire creep start
- start phases
- max OCV
Stop data
- air postflow
- crater fill
- burn-back time
- stop phases
Dynamic regulation
Setting limits
Measure limits
bi24menu
- 58 Edition 100127

PEK Control panel
NO TAG
SAW, GMAW, GOUGING
Configuration Tools
Language
Code lock
General configuration
- fast mode soft buttons
- quality data log to file
- soft keys setup
- auto save mode
- unit of length
Machine configuration
- product code
- wire axis
- travel axis
- tandem
Cable lengths
- cable lengths
- cable area
Maintenance
- Contact tip change interval
- Total running time limit
Network setting
Error log
Export / Import
File manager
Setting limit editor
Measure limit editor
Production statistics
Quality functions
Calendar
User accounts
Unit information
bi24menu
- 59 Edition 100127
Drahtabmessungen
Submerged arc welding with constant ampere (SAW CA)
Wire type
Fe Solid 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
Fe Solid Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x4.0 2x5.0
Fe Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0
Fe Flux Cored Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x4.0
SS Solid 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
SS Solid Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x3.2 2x4.0
SS Strip 30 x 0.5 60 x 0.5 90 x 0.5
SS Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
SS Flux Cored Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x3.2 2x4.0
Wire diameter (mm)
MIG/MAG welding with constant ampere (GMAW CA)
Wire type
Fe Solid 0.8 1.0 1.2 1.6 2.0 2.4
Fe Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
SS Solid 0.8 1.0 1.2 1.6 2.0 2.4
SS Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
Al Solid 0.8 1.0 1.2 1.6 2.0 2.4
Al Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
Wire diameter (mm)
Gouging with constant ampere (CA)
Electrode dimension (mm)
8.0 9.5 13.0
bi24wire
- 60 -
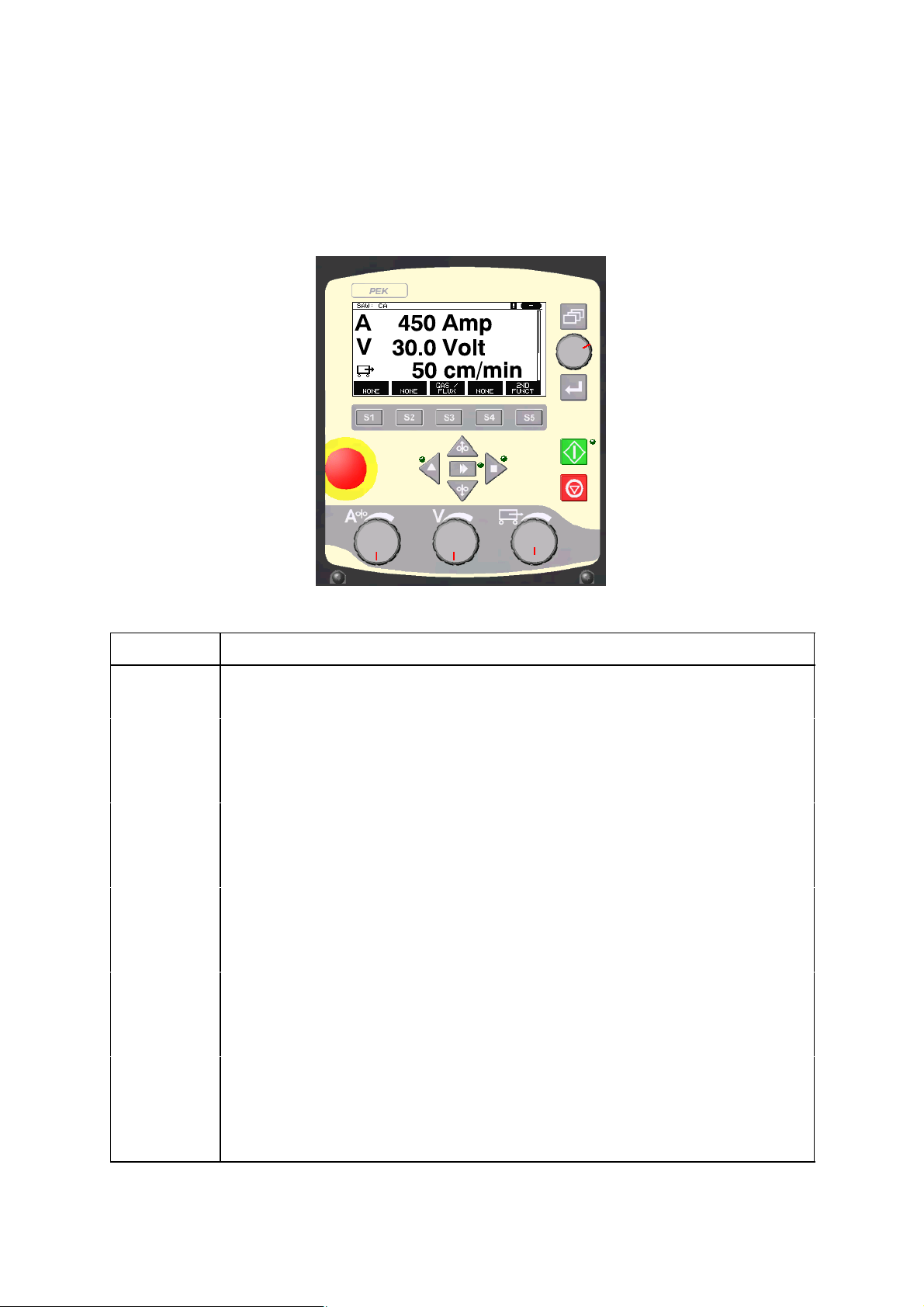
PEK Control panel
Bestellnummer
Ordering no. Denomination
0460 504 880 Control unit PEK
0460 949 070 Instruction manual SE
0460 949 071 Instruction manual DK
0460 949 072 Instruction manual NO
0460 949 073 Instruction manual FI
0460 949 074 Instruction manual GB
0460 949 075 Instruction manual DE
0460 949 076 Instruction manual FR
0460 949 077 Instruction manual NL
0460 949 078 Instruction manual ES
0460 949 079 Instruction manual IT
0460 949 080 Instruction manual PT
0460 949 081 Instruction manual GR
0460 949 082 Instruction manual PL
0460 949 083 Instruction manual HU
0460 949 084 Instruction manual CZ
0460 949 085 Instruction manual SK
0460 949 086 Instruction manual RU
0460 949 089 Instruction manual EE
0460 949 090 Instruction manual LV
0460 949 091 Instruction manual SI
0460 949 092 Instruction manual LT
0460 949 093 Instruction manual CN
Instruction manuals are available on the Internet at www.esab.com
- 61 -
bi24o
Edition 100127

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel: +39 02 97 96 81
Fax: +39 02 97 28 91 81
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA
LLC ESAB
Moscow
Tel: +7 095 543 9281
Fax: +7 095 543 9280
LLC ESAB
St Petersburg
Tel: +7 812 336 7080
Fax: +7 812 336 7060
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE-695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
081016
 Loading...
Loading...