


RU
A2, A6
PEK Control panel
Инструкция по эксплуатации
Valid from program version 1.000460 949 086 RU 100127

1 ВВЕДЕНИЕ 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1 Панель управления 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.1.1 Кнопки и ручки управления 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2 Первый этап 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2.1 Выбор языка 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.2.2 Единицы измерения 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3 Дисплей 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.3.1 Символы на дисплее 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4 Общая информация о параметрах 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1.4.1 Параметры с заданием числовых значений 11. . . . . . . . . . . . . . . . . . . . . . . . .
1.4.2 Параметры с набором альтернативных значений 11. . . . . . . . . . . . . . . . . . .
1.5 Кнопки ВЫХОД и ENTER 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 МЕНЮ 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1 Главное меню 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.1 Меню конфигурирования 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.2 Меню инструментария 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.3 Меню установки параметров сварки 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.4 Меню измерений 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.5 Меню памяти данных сварки 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.1.6 Меню быстрого режима 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Установки для дуговой сварки под флюсом 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 ДУГОВАЯ СВАРКА В СРЕДЕ ИНЕРТНОГО ГАЗА 17. . . . . . . . . . . . . . . . . . . .
4.1 Установки для дуговой сварки в среде инертного газа 18. . . . . . . . . . . . . . . . . . .
5 СТРОЖКА 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Установки для строжки 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 ОПИСАНИЯ ФУНКЦИЙ 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 CA, постоянный сварочный ток 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 CW, постоянная подача проволоки 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.3 Размер проволоки / электрода 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.4 Напряжение дуги 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.5 Скорость подачи проволоки 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.6 Скорость перемещения 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.7 Направление сварки 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.8 Подача флюса до возбуждения дуги 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.9 Предварительная подача газа 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.10 Подача воздуха до возбуждения дуги 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.11 Тип пуска 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.12 Запуск медленной подачи 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.13 Фазы пуска 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.14 Максимальное напряжение разомкнутой цепи (OCV) 22. . . . . . . . . . . . . . . . . . . . .
6.15 Подача флюса после гашения дуги 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.16 Подача газа после гашения дуги 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.17 Подача воздуха после гашения дуги 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.18 Заполнение кратера 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.19 Время отжига проволоки 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.20 Фазы останова 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.21 Динамическая регулировка 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.22 Предельные значения параметра 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.23 Пределы измерений 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Оставляем за собой право изменять спецификацию без предупреждения.
TOCr
- 2 -

7 УПРАВЛЕНИЕ ПАМЯТЬЮ 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1 Принцип работы панели управления 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.2 Сохранение 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.3 Вызов 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.4 Удалить 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.5 Копирование 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.6 Имя 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.7 Правка 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 МЕНЮ КОНФИГУРИРОВАНИЯ 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.1 ”Защитный код” 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.1.1 Состояние защитного кода 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.1.2 Задание/редактирование защитного кода 34. . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2 Общие настройки 34. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2.1 Программируемые кнопки быстрого режима 34. . . . . . . . . . . . . . . . . . . . . . . .
8.2.2 Запись журнала данных качества в файл 35. . . . . . . . . . . . . . . . . . . . . . . . . . .
8.2.3 Конфигурирование программируемых кнопок 36. . . . . . . . . . . . . . . . . . . . . .
8.2.4 Режим автоматического сохранения 37. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3 Установки машины 37. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.1 Код изделия 38. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.2 Ось подачи проволоки 39. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.3 Ось перемещения 39. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.4 Внешняя ось 40. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.3.5 Тандем 40. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.4 Длина кабеля 43. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.5 Обслуживание 44. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.6 Настройки сети 45. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.6.1 Обзор системы 45. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 ИНСТРУМЕНТАРИЙ 46. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1 Журнал неисправностей 46. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1.1 Единицы измерения 47. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.1.2 Описание кодов обработки неисправностей 47. . . . . . . . . . . . . . . . . . . . . . . .
9.2 Экспорт/импорт 49. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3 Управление файлами 49. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.1 Удаление файла/каталога 51. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.2 Переименование файла/каталога 51. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.3 Создание нового каталога 51. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.3.4 Копирование и вставка файлов 51. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.4 Редактирование предельных значений параметров 52. . . . . . . . . . . . . . . . . . . . . .
9.5 Пределы измерений 53. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.6 Статистика производительности 54. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.7 Функции обеспечения качества 55. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.7.1 Сохранение данных функций обеспечения качества 56. . . . . . . . . . . . . . . .
9.8 Календарь 56. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.9 Учетные записи пользователей 57. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9.10 Информация об устройстве 58. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
СТРУКТУРА МЕНЮ 59. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ДИАМЕТР ПРОВОЛОКИ 63. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
НОМЕР ЗАКАЗА 64. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Оставляем за собой право изменять спецификацию без предупреждения.
TOCr
- 3 -

RU
1 ВВЕДЕНИЕ
Чтобы наиболее полно использовать преимущества приобретенного
сварочного оборудования, рекомендуется прочесть данное руководство по
эксплуатации.
Общая информация относительно эксплуатации приведена в инструкции по
эксплуатации для блока управления, автоматической сварочной машины,
колонны и стрелы или источника питания.
Текст, отображаемый на дисплее, доступен на следующих языках: английский,
шведский, финский, норвежски, датский, немецкий, французский, итальянский,
голландский, испанский, португальский, венгерский, польский, американский
английский, чешский, китайский и русский.
1.1 Панель управления
1 Меню
2 Ручка для перемещения
курсора (ручка
позиционирования)
3 ENTER
4 Зеленый индикатор,
высвечивающийся при
активной функции
5 Кнопка запуска сварки
6 Кнопка останова сварки
7 Ручка для установки скорости перемещения в меню измерений. В других
меню предназначена для увеличения или уменьшения заданных значений
(ручка установки)
8 Кнопка ручного перемещения
9 Кнопка ручной подачи проволоки вниз
10 Ручка для установки напряжения дуги в меню измерений. В других меню
предназначена для увеличения или уменьшения заданных значений (ручка
установки)
11 Кнопка быстрого перемещения
12 Кнопка ручного перемещения
bi24d1ra - 4 -

RU
13 Ручка для установки сварочного тока / скорости подачи проволоки в меню
измерений. В других меню предназначена для увеличения или уменьшения
заданных значений (ручка установки)
14 Кнопка аварийного останова
15 Кнопка ручной подачи проволоки вверх
16 Программируемые кнопки
17 Дисплей
1.1.1 Кнопки и ручки управления
Кнопка меню
Кнопка меню всегда возвращает в главное меню соответствующего процесса:
SAW
PROCESS SAW
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
FAST
SET MEASURE MEMORY
MODE
Кнопка ENTER
Кнопка ENTER используется для подтверждения выбора.
Программируемые кнопки
Пять кнопок (S1 - S5) под дисплеем имеют различные функции. Они
называются ”программируемыми” кнопками, т. е. могут обладать различными
функциями в зависимости от меню, в котором в данный момент производятся
операции пользователем. Текущие функции, выполняемые этими кнопками,
отображаются в виде текста в нижней строке дисплея. Если функция активна,
это указывается переключением поля с текстовой строкой на белый цвет.
Подача проволоки вверх
Кнопка предназначена для обратного движения проволоки без напряжения
дуги, например, при замене бобины проволоки. Подача проволоки
производится до тех пор, пока кнопка нажата.
Подача проволоки вниз
Кнопка предназначена для подачи проволоки без напряжения дуги. Подача
проволоки производится до тех пор, пока кнопка нажата.
bi24d1ra - 5 -

RU
Перемещение
Кнопка предназначена для перемещения в том направлении сварки, в котором
указывает символ на сварочном оборудовании. Движение останавливается с
помощью кнопок
Во время перемещения загорается светодиод.
Перемещение
Кнопка предназначена для перемещения в том направлении сварки, в котором
указывает символ на сварочном оборудовании. Движение останавливается с
помощью кнопок , или .
Во время перемещения загорается светодиод.
Быстрое перемещение
Кнопка предназначена включения быстрого перемещения для подачи
проволоки или перемещения.
Во время быстрого перемещения загорается светодиод.
Запуск сварки
, или .
Кнопка предназначена для запуска сварки.
Останов сварки
Кнопка выполняет останов сварки для всех перемещений и всех двигателей.
Ручка позиционирования
Верхняя с правой стороны ручка в руководстве по эксплуатации называется
”ручкой позиционирования” и используется для определения положения
курсора.
Ручка установки
В руководстве по эксплуатации три ручки под панелью называются ”ручками
установки”. Они используются для изменения заданных значений в панели.
bi24d1ra - 6 -

RU
1.2 Первый этап
1.2.1 Выбор языка
Данное меню появляется после первого запуска машины:
SAW: CA
A 450 Amp
V 30.0 Volt
50 cm/min
|
|
|
|
|
|
GAS /
NONE NONE
При поставке панель управления настроена на английский язык. Чтобы
выбрать требуемый язык, выполните следующие действия:
Нажмите кнопку меню , чтобы открыть главное меню.
С помощью ручки по
зиционирования уста
новите курсор на
строке
КОНФИГУРИРОВАНИ
Е (CONFIGURATION).
Нажмите кнопку ENTER для подтверждения выбора.
FLUX NONE
SAW
PROCESS SAW
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
SET MEASURE MEMORY
2ND
FUNCT
FAST
MODE
bi24d1ra - 7 -

RU
Установите курсор на
CONFIGURATION
строку ЯЗЫК
(LANGUAGE). Нажми
те кнопку ENTER, что
бы вызвать список
языков, предусмот
ренных на панели
управления.
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
Установите курсор на строку соответствующего
языка и нажмите ENTER.
1.2.2 Единицы измерения
NORSK
POLSKI
PORTUGUES
SUOMI
SVENSKA
CHINESE
QUIT
|
|
|
При поставке панель управления настроена на метрическую систему
измерений. Для установки других единиц измерения выполните следующие
действия:
Нажмите кнопку меню , чтобы открыть главное меню.
С помощью ручки по
SAW
зиционирования уста
новите курсор на
строке
КОНФИГУРИРОВАНИ
Е (CONFIGURATION).
PROCESS SAW
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
FAST
SET MEASURE MEMORY
MODE
Нажмите кнопку ENTER для подтверждения выбора.
bi24d1ra - 8 -

RU
Установите курсор на
CONFIGURATION
строку ОБЩАЯ
КОНФИГУРАЦИЯ
(GENERAL
CONFIGURATION).
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
Нажмите кнопку ENTER для подтверждения выбора.
GENERAL CONFIGURATION
Установите курсор на
строку ЕДИНИЦЫ
ДЛИНЫ (UNIT OF
LENGTH). Нажмите
кнопку ENTER, чтобы
FAST MODE SOFT BUTTONS 1
QUALITY DATA LOG TO FILE ON
SOFT KEYS SETUP"
AUTO SAVE MODE OFF
UNIT OF LENGTH METRIC
вызвать список еди
ниц измерений,
предусмотренных на
панели управления.
QUIT
Установите курсор на строку соответствующей единицы
измерения и нажмите ENTER.
1.3 Дисплей
SAW
PROCESS SAW
REGULATION TYPE CW
WIRE TYPE Fe SOLID
WIRE DIMENSION 0.8 mm
CONFIGURATION"
TOOLS"
SET MEASURE MEMORY
QUIT
METRIC
INCH.
FAST
MODE
bi24d1ra - 9 -
RU
Курсор
Курсор панели управления отображается в виде черного поля вокруг текста с
изменением цвета шрифта выбранного текста на белый. Курсор в руководстве
по эксплуатации отображается в виде текста с полужирным начертанием.
Текстовые поля
В нижней части дисплея имеется пять полей, содержащих текст, указывающий
на текущую функцию пяти программируемых кнопок, расположенных
непосредственно под дисплеем.
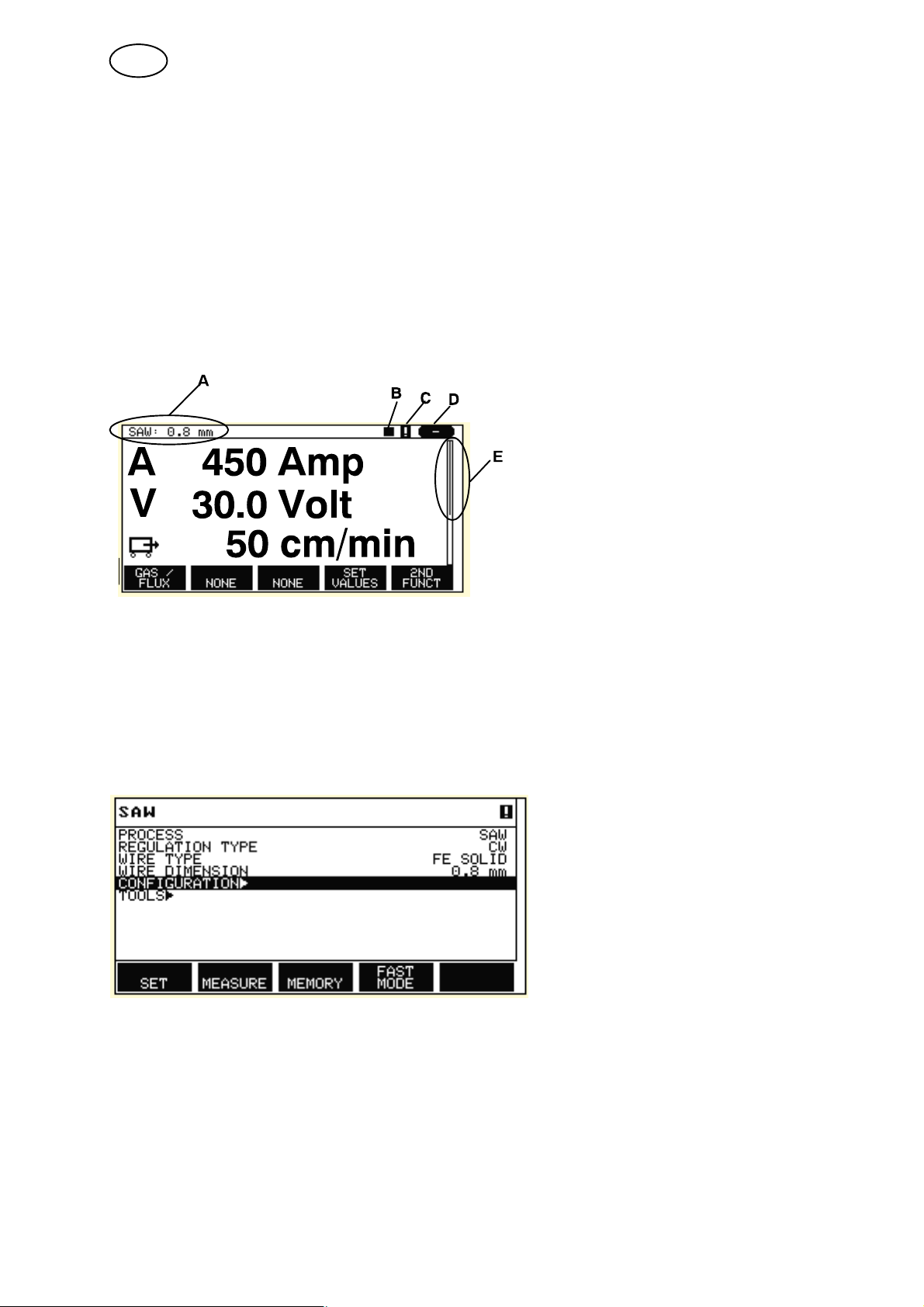
1.3.1 Символы на дисплее
A Выбранный комплект параметров
сварки
B Направление сварки
C Указание на возникшую
неисправность. См. раздел 9.1
D Номер ячейки памяти, к которой
выполнено обращение
E Полоса прокрутки. Предназначена
для отображения дальнейшей
информации в этом меню.
Стрелки
Наличие в этой строке дополнительной информации обозначается черной
стрелкой " после текста.
bi24d1ra - 10 -

RU
1.4 Общая информация о параметрах
В системе предусмотрены три типа параметров:
S Параметры с заданием числовых значений
S Параметры с набором альтернативных значений
S Параметры с заданием режима ВКЛ/ВЫКЛ
1.4.1 Параметры с заданием числовых значений
Ручки установки используются для увеличения или уменьшения значений при
установке числовых параметров. В меню измерений ручки используются для
регулировки сварочного тока / скорости подачи проволоки, напряжения дуги
или перемещения.
1.4.2 Параметры с набором альтернативных значений
Задание значений некоторых параметров осуществляется путем выбора из
списка.
Пример списка:
SAW
GMAW
GOUGING
Курсор устанавливается на строке SAW. В этом положении с помощью кнопки
ENTER выбирается параметр SAW. Если нужно выбрать другой параметр,
установите курсор на соответствующую строку, прокручивая с помощью ручки
позиционирования. После этого нажмите кнопку ENTER. Если требуется выйти
из списка без осуществления выбора, нажмите кнопку ВЫХОД (QUIT).
1.5 Кнопки ВЫХОД и ENTER
Основной функцией программируемой кнопки, расположенной в дальнем
правом углу дисплея, является ВЫХОД (QUIT), хотя в некоторых случаях она
используется для других функций.
S Кнопка ВЫХОД используется для возврата к предыдущему меню или
изображению.
S При нажатии кнопки ENTER происходит выбор выделенного пункта меню
или списка.
Кнопка в данном руководстве имеет название ENTER.
bi24d1ra - 11 -
RU
2 МЕНЮ
На панели управления используются несколько различных меню:
S Главное меню
S Меню конфигурирования
S Меню инструментария
S Меню установки параметров сварки
S Меню измерений
S Меню памяти данных сварки
S Меню быстрого режима
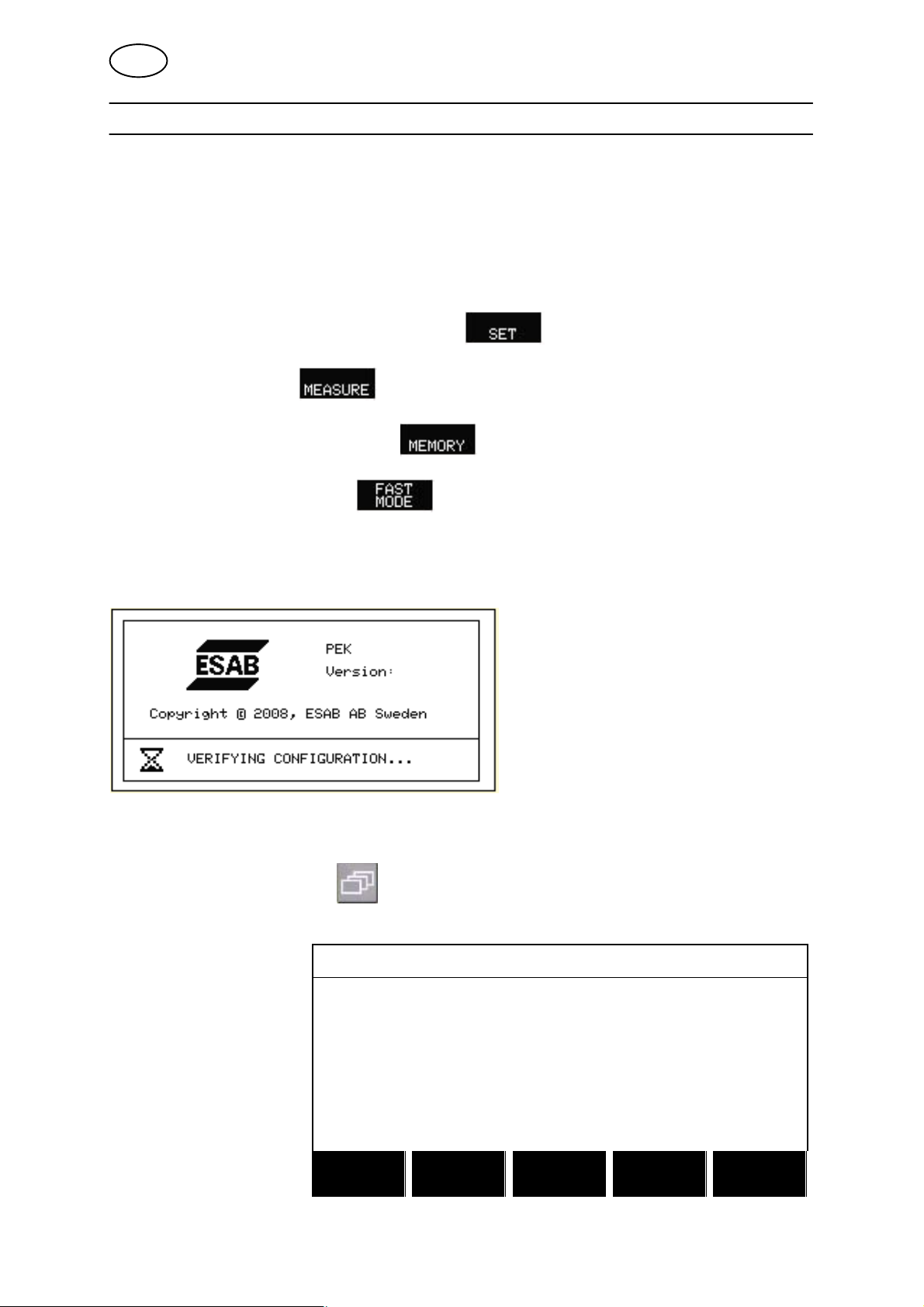
Дерево меню показано на стр. 59 и далее. В процессе запуска в течение
непродолжительного времени отображается стартовый экран, содержащий
информацию о текущей версии программы.
Стартовый экран
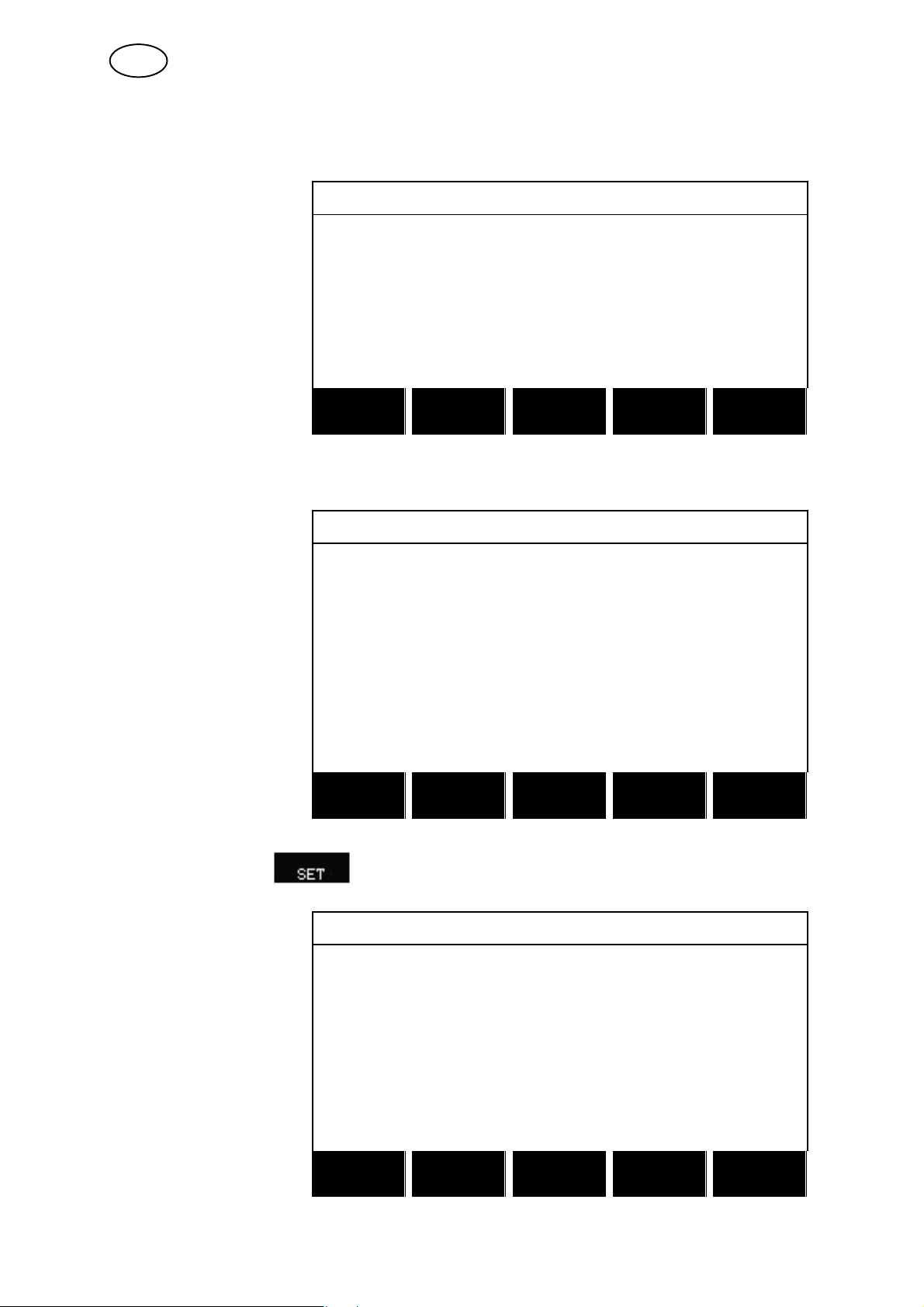
2.1 Главное меню
ГЛАВНОЕ МЕНЮ
обеспечивает возмож
ность изменения про
цесса сварки, типа
проволоки, метода
управления, размера
проволоки и т. д.
Из этого меню доступ
ны другие подменю.
SAW
PROCESS SAW
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 0.8 mm
CONFIGURATION"
TOOLS"
SET MEASURE MEMORY
bi24d1ra - 12 -
FAST
MODE
RU
2.1.1 Меню конфигурирования
Главное меню Конфигурирование
Меню
CONFIGURATION
КОНФИГУРИРОВАНИ
Е (CONFIGURATION)
позволяет изменить
язык или пароль,
выполнить основные
установки и регули
ровки машины и т. д.
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
2.1.2 Меню инструментария
Главное меню Инструментарий
В меню
TOOLS
ИНСТРУМЕНТАРИЙ
(TOOLS) предусмот
рены средства
передачи файлов,
просмотра статисти
ческих данных
качества и производи
тельности, журналов
неисправностей и др.
ERROR LOG"
EXPORT / IMPORT"
FILE MANAGER"
SETTING LIMIT EDITOR"
MEASURE LIMIT EDITOR"
PRODUCTION STATISTICS"
QUALITY FUNCTIONS"
CALENDAR"
USER ACCOUNTS"
UNIT INFORMATION"
QUIT
2.1.3 Меню установки параметров сварки
Главное меню
Меню установки
SAW WELD DATA SETTING
параметров сварки
ЗАДАТЬ (SET)
позволяет изменить
различные параметры
сварки. Вид данного
меню зависит от
выбранной техноло
гии сварки.
VOLTAGE 20.5 V
CURRENT 395 A
TRAVEL SPEED 0 cm/min
DIRECTION J
START DATA"
STOP DATA"
DYNAMIC REGULATION AUTO
SETTING LIMITS"
MEASURE LIMITS"
QUIT
QUIT
bi24d1ra - 13 -

RU
2.1.4 Меню измерений
Главное меню
В меню ИЗМЕРЕНИЯ (MEASURE) обеспечивается просмотр измеренных
значений для различных параметров сварки в процессе сварки.
A 450 АМП
Измеренный ток сварки
30,0 Вольт
Измеренное напряжение
дуги
50 см/мин
Измеренная скорость
перемещения
300 см/мин
Измеренная скорость
подачи проволоки
30 кДж/см
Указывается энергия на
единицу длины, которая
получается с помощью
значений, выбранных для
сварочного тока,
напряжения дуги и
скорости перемещения.
SAW: CW
A 450 Amp
V 30.0 Volt
50 cm/min
GAS /
NONE NONE
SAW: CW
FLUX NONE
FUNCT
50 cm/min
300 cm/min
30.0 kJ/cm
|
|
|
|
|
|
2ND
|
|
|
|
|
|
GAS /
NONE NONE
Отображение измеренных значений на дисплее продолжается даже после
завершения сварки.
Возможен переход к другим меню без потери значений измерений.
Ручка установки может использоваться для изменения параметров сварки на
дисплее измерений.
Если заданное значение изменяется не в процессе сварки, измеренное
значение изменяется на нулевое.
bi24d1ra - 14 -
FLUX NONE
2ND
FUNCT

RU
На дисплее измерений также отображаются заданные значения при нажатии
программируемой кнопки «SET VALUES» («ЗАДАТЬ ЗНАЧЕНИЯ»). Для
приведения ее в действие см. раздел «Настройка программируемых
кнопок8.2.3 .
300 см/ми
Заданная скорость
подачи проволок
20,0 воль
Заданное напряжение
дуг
30 см/ми
Заданная скорость
перемещени
2.1.5 Меню памяти данных сварки
Главное меню
В меню ПАМЯТЬ
ПАРАМЕТРОВ СВАРКИ
(WELD DATA MEMORY)
обеспечивается
сохранение, вызов,
удаление и копирование
различных наборов
данных параметров
сварки. Наборы данных
параметров сварки могут
сохраняться в 255
различных ячейках
памяти.
SAW: CW
300 cm/min
V 20.0 Volt
30 cm/min
NONE NONE
WELD DATA MEMORY
SET
VALUES NONE
|
|
|
|
|
|
2ND
FUNCT
2ND
STORE
Более подробная информация приведена в разделе 7 ”Управление памятью”.
bi24d1ra - 15 -
FUNCT QUIT

RU
2.1.6 Меню быстрого режима
Главное меню
В меню БЫСТРЫЙ
РЕЖИМ (FAST MODE)
обеспечивается
”сопоставление”
программируемых кнопок с
ячейками памяти
параметров сварки.
Настройка этих парамет
ров осуществляется в
меню конфигурирования.
Номер выбранной ячейки
памяти отображается в
верхнем правом углу
экрана.
Более подробная информация приведена в разделе 8.2.1 ”Программируемые
кнопки быстрого режима”.
A 450 Amp
V 30.0 Volt
50 cm/min
WELD
DATA 1
WELD
DATA 2
WELD
DATA 3
WELD
DATA 4
16
2ND
FUNCT
3 ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ
Главное меню Процесс
В процессе сварки методом дуговой сварки под флюсом (SAW) дуга
расплавляет постоянно подающуюся проволоку. Зона сварки защищается
флюсом.
При выборе процесса дуговой сварки под флюсом можно выбрать один из двух
методов управления с помощью пункта меню ТИП РЕГУЛЯТОРА (REGULATION
TYPE), воспользовавшись ручкой позиционирования и кнопкой ENTER. Можно
выбрать постоянный сварочный ток CA или постоянную подачу проволоки CW,
пояснение приведено в разделах 6.1 и 6.2.
bi24d1ra - 16 -

RU
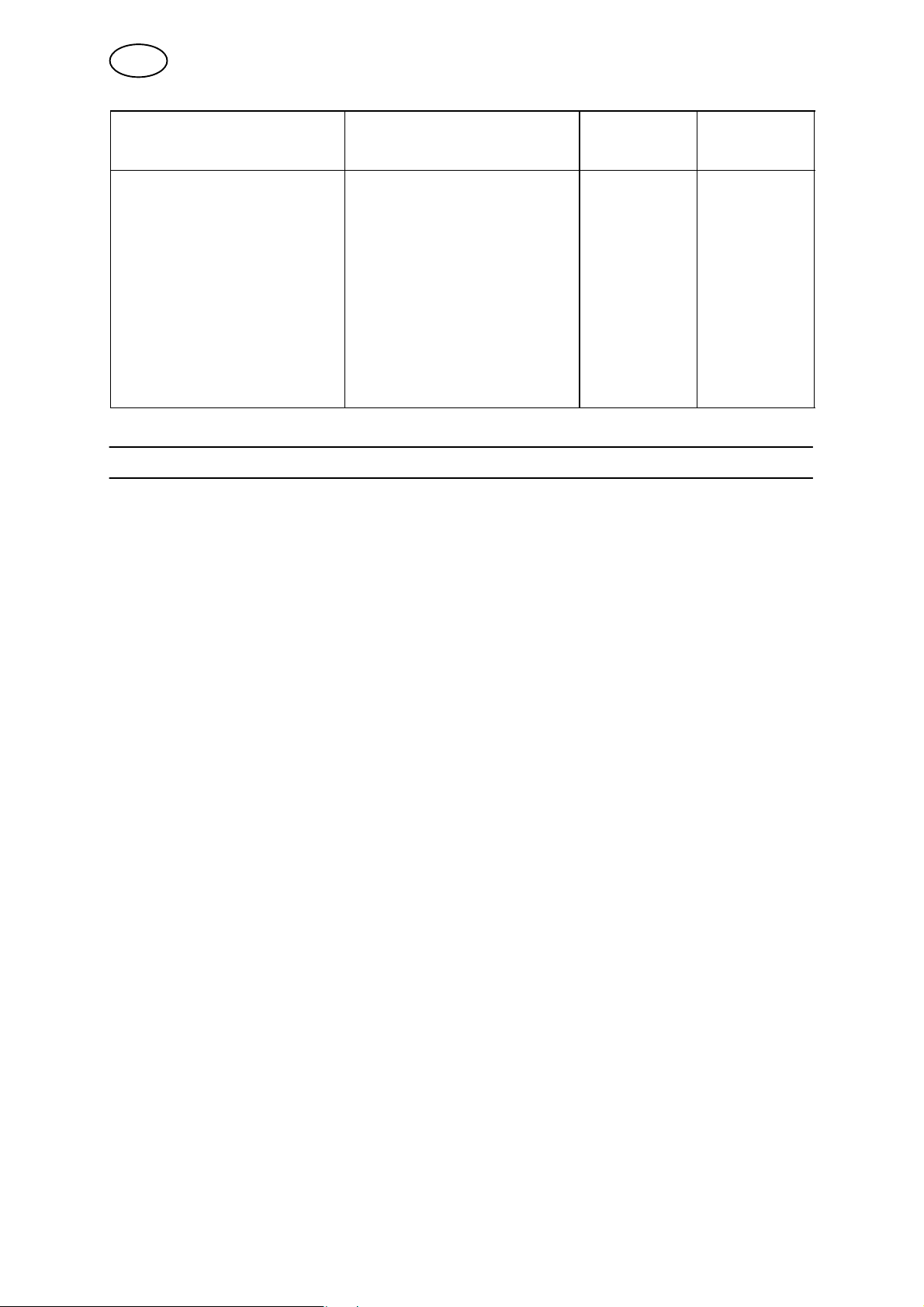
3.1 Установки для дуговой сварки под флюсом
Установки Диапазон установок Ступенями
по
Напряжение дуги* 14-50 В 0,1 В (1В) 30 В
Сварочный ток* (CA) 0-3200 A 1 A 400 A
Скорость подачи проволоки*
(CW)
Скорость перемещения* 0-200 см/мин 1 см/мин 50 см/мин
Направление сварки Y - J - J
Начальные данные
Подача флюса до
возбуждения дуги
Тип пуска Прямой или Scrape - Прямой
Запуск медленной подачи Автоматически или установка
Скорость запуска медленной
подачи
Фазы пуска ВЫКЛ или ВКЛ - ВЫКЛ
Напряжение холостого хода ВЫКЛ или ВКЛ - ВЫКЛ
Максимальное напряжение
холостого хода
Конечные данные
Подача флюса после
гашения дуги
Заполнение кратера ВЫКЛ или ВКЛ - ВЫКЛ
Время заполнения кратера 0-10 с 0,01 с 1 с
Время перехода дуги 0-10 с 0,01 с 1 с
Фазы останова ВЫКЛ или ВКЛ - ВЫКЛ
Динамическая регулировка Auto или Установка значений - Auto
Предельные значения
параметра
Пределы измерений - - -
0-2500 см/мин 1 см/мин 300 см/мин
0-99,0 с 0,1 с 0 с
- Автоматиче
скорости
0-1000 см/мин 1 см/мин 20 см/мин
5-60 В 0,1 В 50 В
0-99,0 с 0,1 с 0 с
- - -
Значение
после
сброса
ски
*) Диапазон значений данного параметра зависит от используемого изделия.
4 ДУГОВАЯ СВАРКА В СРЕДЕ ИНЕРТНОГО ГАЗА
Главное меню Процесс
В процессе сварки методом дуговой сварки в среде инертного газа (GMAW)
дуга расплавляет постоянно подающуюся проволоку. Зона сварки защищается
атмосферой из защитного газа.
При выборе процесса дуговой сварки в среде инертного газа (GMAW) можно
выбрать один из двух методов управления с помощью пункта меню ТИП
РЕГУЛЯТОРА (REGULATION TYPE), воспользовавшись ручкой позиционирова
ния и кнопкой ENTER. Можно выбрать постоянный сварочный ток CA или
постоянную подачу проволоки CW, пояснение приведено в разделах 6.1 и 6.2.
bi24d1ra - 17 -

RU
4.1 Установки для дуговой сварки в среде инертного газа
Установки Диапазон установок Ступенями
по
Напряжение дуги* 14-50 В 0,1 В (1В) 30 В
Сварочный ток* (CA) 0-3200 A 1 A 400 A
Скорость подачи проволоки*
(CW)
Скорость перемещения* 0-200 см/мин 1 см/мин 50 см/мин
Направление сварки Y - J - J
Начальные данные
Подача газа до возбужде
ния дуги
Тип пуска Прямой или Scrape - Прямой
Запуск медленной подачи Автоматически или установка
Скорость запуска медленной
подачи
Фазы пуска ВЫКЛ или ВКЛ - ВЫКЛ
Напряжение холостого хода ВЫКЛ или ВКЛ - ВЫКЛ
Максимальное напряжение
холостого хода
Конечные данные
Подача газа после гашения
дуги
Заполнение кратера ВЫКЛ или ВКЛ - ВЫКЛ
Время заполнения кратера 0-10 с 0,01 с 1 с
Время перехода дуги 0-10 с 0,01 с 1 с
Фазы останова ВЫКЛ или ВКЛ - ВЫКЛ
Динамическая регулировка Auto или Установка значений - Auto
Предельные значения
параметра
Пределы измерений - - -
0-2500 см/мин 1 см/мин 300 см/мин
0-99,0 с 0,1 с 2,0 с
- Автоматиче
скорости
0-1000 см/мин 1 см/мин 20 см/мин
5-60 В 0,1 В 50 В
0-99,0 с 0,1 с 2,0 с
- - -
Значение
после
сброса
ски
*) Диапазон значений данного параметра зависит от используемого изделия.
bi24d1ra - 18 -

RU
5 СТРОЖКА
Главное меню Процесс
При воздушно-дуговой строжке (GOUGING) используется специальный
электрод, состоящий из угольного стержня с медной оболочкой.
Между угольным стержнем и деталью возникает дуга, расплавляющая металл.
Для выдувания расплавленного металла обеспечивается подача воздуха.
При выборе процесса GOUGING можно выбрать один из двух методов
управления с помощью пункта меню ТИП РЕГУЛЯТОРА (REGULATION TYPE),
воспользовавшись ручкой позиционирования и кнопкой ENTER. Можно выбрать
постоянный сварочный ток CA или постоянную подачу проволоки CW,
пояснение приведено в разделах 6.1 и 6.2.
5.1 Установки для строжки
Установки Диапазон установок Ступенями
по
Напряжение дуги* 14-50 В 0,1 В (1В) 30 В
Сварочный ток* (CA) 0-3200 A 1 A 400 A
Скорость подачи проволоки*
(CW)
Скорость перемещения* 0-200 см/мин 1 см/мин 40 см/мин
Направление сварки Y - J - J
Начальные данные
Подача воздуха до
возбуждения дуги
Тип пуска Прямой или Scrape - Прямой
Запуск медленной подачи Автоматически или установка
Скорость запуска медленной
подачи
Фазы пуска ВЫКЛ или ВКЛ - ВЫКЛ
Напряжение холостого хода ВЫКЛ или ВКЛ - ВЫКЛ
Максимальное напряжение
холостого хода
Конечные данные
0-2500 см/мин 1 см/мин 300 см/мин
0-99,0 с 0,1 с 0 с
- Автоматиче
скорости
0-1000 см/мин 1 см/мин 20 см/мин
5-60 В 0,1 В 50 В
Значение
после
сброса
ски
bi24d1ra - 19 -
RU
Установки Значение
Подача воздуха после
гашения дуги
Заполнение кратера ВЫКЛ или ВКЛ - ВЫКЛ
Время заполнения кратера 0-10 с 0,01 с 1 с
Время перехода дуги 0-10 с 0,01 с 1 с
Фазы останова ВЫКЛ или ВКЛ - ВЫКЛ
Динамическая регулировка Auto или Установка значений - Auto
Предельные значения
параметра
Пределы измерений - - -
*) Диапазон значений данного параметра зависит от используемого изделия.
Диапазон установок
0-99,0 с 0,1 с 0 с
- - -
Ступенями
по
после
сброса
6 ОПИСАНИЯ ФУНКЦИЙ
6.1 CA, постоянный сварочный ток
Подача проволоки контролируется источником питания так, чтобы сварочный
ток оставался постоянным.
- Значение постоянного тока выбирается в главном меню.
6.2 CW, постоянная подача проволоки
Сварочный ток зависит от выбранной скорости подачи проволоки.
- Значение постоянной подачи проволоки выбирается в главном меню.
6.3 Размер проволоки / электрода
В таблице на стр. 63 приведены диаметры проволоки / электрода, которые
могут быть выбраны для сварки.
Выбранные размеры оказывают значительное влияние на начальную
процедуру и заполнение кратера. При сварке с диаметрами проволоки,
которые не указаны в таблице, выберите диаметр, который наиболее близок по
значению.
- Размер проволоки / электрода выбирается в главном меню.
6.4 Напряжение дуги
При более высоком напряжении дуги увеличивается длина дуги, а также
размер и температура зоны сварки.
- Напряжение дуги устанавливается на дисплее измерений, в меню параметров
сварки , или в меню быстрого режима.
6.5 Скорость подачи проволоки
Этот параметр определяет требуемую скорость подачи присадочной проволоки
в см/мин.
- Скорость подачи проволоки устанавливается на дисплее измерений, в меню
параметров сварки , или в меню быстрого режима.
bi24d1ra - 20 -

RU
6.6 Скорость перемещения
Скорость перемещения - это требуемая скорость (в см/мин), с которой
перемещаются колонна и стрела или тележка.
- Скорость перемещения устанавливается на дисплее измерений, в меню
параметров сварки , или в меню быстрого режима.
6.7 Направление сварки
Перемещение в направлении, указываемом символом.
- Направление сварки выбирается в меню установки параметров сварки.
6.8 Подача флюса до возбуждения дуги
Задание продолжительности предварительной подачи флюса до момента
зажигания дуги.
- Предварительная подача флюса устанавливается в пункте начальных данных
меню установки параметров сварки.
6.9 Предварительная подача газа
Задание продолжительности предварительной подачи защитного газа до
момента зажигания дуги.
- Предварительная подача газа устанавливается в пункте начальных данных
меню установки параметров сварки.
6.10 Подача воздуха до возбуждения дуги
Задание продолжительности предварительной подачи воздуха до момента
зажигания дуги.
- Предварительная подача воздуха устанавливается в пункте начальных
данных меню установки параметров сварки.
6.11 Тип пуска
Для типа пуска доступны два параметра:
S Непосредственный пуск, означающий, что перемещение начинается в
момент зажигания дуги.
S Пуск Scrape означает, что перемещение начинается одновременно с
подачей проволоки.
- Тип пуска выбирается в пункте начальных данных меню установки
параметров сварки.
6.12 Запуск медленной подачи
Запуск медленной подачи используется для установки нужной скорости
медленной подачи на двигателе электрода в момент запуска.
bi24d1ra - 21 -

RU
Если, например, в меню установлено 50, скорость медленной подачи будет 50
см/мин.
Предварительно установленное значение АВТО (AUTO) задает вычисление
скорости медленной подачи, исходя из установленных значений.
- Скорость медленного пуска устанавливается в пункте начальных данных
меню установки параметров сварки.
6.13 Фазы пуска
При сварке особой проволокой или особого материала может потребоваться
создать свою собственную начальную процедуру. Начальная процедура
оказывает влияние на вид зоны сварки.
Значение ВКЛ может быть задано
для следующих пунктов фазы
пуска 1
S Время, с
Время сварки в фазе 1.
S Напряжение дуги, %
В процентах от установленного
напряжения
S Подача проволоки, %
В процентах от установленной
подачи проволоки
S Сварочный ток, %
В процентах от установленного
сварочного тока
S Скорость перемещения, %
В процентах от установленной
скорости перемещения
Значение ВКЛ может быть задано
для следующих пунктов фазы
пуска 2
S Время, с
Время сварки в фазе 2.
S Напряжение дуги, %
В процентах от установленного
напряжения
S Подача проволоки, %
В процентах от установленной
подачи проволоки
S Сварочный ток, %
В процентах от установленного
сварочного тока
S Скорость перемещения, %
В процентах от установленной
скорости перемещения
- Фазы пуска устанавливаются в пункте начальных данных меню установки
параметров сварки.
6.14 Максимальное напряжение разомкнутой цепи (OCV)
Значение ВКЛ означает, что OCV может устанавливаться.
Значение ВЫКЛ означает, что OCV устанавливается в соответствии с
заданным значением напряжения сварки.
- OCV устанавливается в пункте начальных данных меню установки
параметров сварки.
6.15 Подача флюса после гашения дуги
Позволяет регулировать время подачи флюса после гашения дуги.
- Подача флюса после гашения дуги устанавливается в пункте конечных
данных меню установки параметров сварки.
bi24d1ra - 22 -

RU
6.16 Подача газа после гашения дуги
Регулировка времени подачи защитного газа после гашения дуги.
- Подача газа после гашения дуги устанавливается в пункте конечных данных
меню установки параметров сварки.
6.17 Подача воздуха после гашения дуги
Позволяет регулировать время подачи воздуха после гашения дуги.
- Подача воздуха после гашения дуги устанавливается в пункте конечных
данных меню установки параметров сварки.
6.18 Заполнение кратера
Функция заполнения кратера обеспечивает возможность управлемого
уменьшения степени нагрева и размера зоны сварки при завершении сварного
шва. Этим обеспечивается предотвращение образования пор, термического
растрескивания и образования кратера в сварном шве.
- Заполнение кратера устанавливается в пункте конечных данных меню
установки параметров сварки.
6.19 Время отжига проволоки
Время отжига проволоки ć это задержка между моментом, когда начинается
торможение проволоки, и моментом, когда источник питания отключает
напряжение дуги. Слишком короткое время отжига проволоки приводит к
образованию длинного выступающего конца присадочной проволоки после
сварки, в результате чего возникает опасность того, что проволока окажется
вплавлена в затвердевающий сварочный шов. Слишком продолжительное
время отжига проволоки приводит к образованию короткого выступающего
конца, в результате чего возникает опасность того, что дуга перекинется на
контактную кромку.
- Время отжига проволоки устанавливается в пункте конечных данных меню
установки параметров сварки.
bi24d1ra - 23 -

RU
6.20 Фазы останова
Фазы останова в основном используются для установки заполнения кратера.
Значение ВКЛ может быть задано
для следующих пунктов фазы
останова 1
S Время, с
Время сварки в фазе 1.
S Напряжение дуги, %
В процентах от установленного
напряжения
S Подача проволоки, %
В процентах от установленной
подачи проволоки
S Сварочный ток, %
В процентах от установленного
сварочного тока
S Скорость перемещения, %
В процентах от установленной
скорости перемещения
Значение ВКЛ может быть задано
для следующих пунктов фазы
останова 2
S Время, с
Время сварки в фазе 2.
S Напряжение дуги, %
В процентах от установленного
напряжения
S Подача проволоки, %
В процентах от установленной
подачи проволоки
S Сварочный ток, %
В процентах от установленного
сварочного тока
S Скорость перемещения, %
В процентах от установленной
скорости перемещения
- Фазы останова устанавливаются в пункте конечных данных меню установки
параметров сварки.
6.21 Динамическая регулировка
Функция динамической регулировки используется для сварки несколькими
электродами и позволяет изменять характеристики источника питания.
Характеристика источника питания вычисляется, исходя из установленных
данных проволоки.
- Динамическая регулировка выбирается в меню установки параметров сварки.
6.22 Предельные значения параметра
Информация о предельных значениях параметра приведена в разделе 9.4
”Редактирование параметров”
6.23 Пределы измерений
Информация по параметрам измерения приведена в разделе 9.5
”Редактирование параметров измерения”
bi24d1ra - 24 -

RU
7 УПРАВЛЕНИЕ ПАМЯТЬЮ
7.1 Принцип работы панели управления
На панели управления могут быть обозначены два блока: рабочая память и
память параметров сварки.
Сохранение
Рабочая память Память параметров сварки
Вызов
В рабочей памяти создается полный набор параметров сварки, который может
быть сохранен в памяти параметров сварки.
В процессе сварки управление всегда осуществляется содержимым рабочей
памяти. Вследствие этого существует возможность вызова набора данных
параметров сварки из памяти параметров сварки в рабочую память.
Обратите внимание на то, что рабочая память всегда содержит наиболее
поздние заданные значения параметров сварки. Они могут быть вызваны из
памяти параметров сварки или параметров, изменяемых по отдельности.
Иными словами, рабочая память никогда не опустошается и не обнуляется.
Главное меню ПАМЯТЬ Память параметров сварки
WELD DATA MEMORY
2ND
STORE
FUNCT QUIT
Панель управления обеспечивает сохранение до 255 наборов параметров
сварки. Каждому набору присваивается номер от 1 до 255.
Кроме того, обеспечивается возможность удаления и копирования наборов
данных, а также вызов набора данных параметров сварки в рабочую память.
bi24d1ra - 25 -

RU
7.2 Сохранение
Если память параметров сварки пуста, на дисплее отображается следующий
экран.
Сохранение набора
WELD DATA MEMORY
параметров сварки.
Ему будет выделена
ячейка памяти 5.
Нажмите
СОХРАНИТЬ
(STORE). Отобража
ется ячейка 1.
Поворачивайте одну
из ручек настройки до
тех пор, пока не будет
достигнута ячейка 5.
Нажмите
СОХРАНИТЬ
(STORE).
STORE
На дисплее отобразится следующий экран.
Набор параметров
данных сохранен в
ячейке под номером
WELD DATA MEMORY
5 - (SAW)
5.
2ND
FUNCT QUIT
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
DELETE
2ND
FUNCT QUIT
Компоненты содержимого набора параметров сварки в ячейке памяти 5
показываются в нижней части экрана.
bi24d1ra - 26 -

RU
Если в выбранной об
ласти памяти ранее
уже сохранен набор
WELD DATA MEMORY
5 - (SAW)
данных, будет отобра
жен запрос подтвер
ждения перезаписи
такого набора данных,
ДА (YES) или НЕТ
(NO).
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
NO YES
Выполните возврат к меню памяти с помощью кнопки НЕТ (NO).
7.3 Вызов
Выполним вызов
сохраненного набора
памяти:
WELD DATA MEMORY
5 - (SAW)
Выберите строку с по
мощью ручки позицио
нирования. Нажмите
кнопку ВЫЗВАТЬ
(RECALL).
Нажмите кнопку ДА
(YES), чтобы под
твердить операцию
вызова набора дан
ных под номером 5.
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
WELD DATA MEMORY
5 - (SAW)
DELETE
2ND
FUNCT QUIT
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
bi24d1ra - 27 -
NO YES

RU
Этот значок на дисплее измерений
указывает номер вызванной ячейки
памяти.
7.4 Удалить
В меню памяти предусмотрена возможность удаления одного или более
наборов данных.
Удаление набора
данных.
Выберите набор дан
ных. Нажмите кнопку
УДАЛИТЬ (DELETE).
Нажмите кнопку ДА
(YES), чтобы под
твердить операцию
удаления.
WELD DATA MEMORY
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
WELD DATA MEMORY
5 - (SAW)
DELETE
2ND
FUNCT QUIT
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
bi24d1ra - 28 -
NO YES

RU
7.5 Копирование
Чтобы выполнить копирование содержимого какого-либо набора данных сварки
в новую ячейку памяти, выполните следующие действия:
Нажмите 2АЯ ФУНКЦ
(2ND FUNCT).
Выберите ячейку па
мяти, которую требу
ется скопировать, и
нажмите
КОПИРОВАТЬ
(COPY).
WELD DATA MEMORY
5 - (SAW)
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
STORE RECALL
WELD DATA MEMORY
5 - (SAW)
DELETE
2ND
FUNCT QUIT
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPY RENAME
EDIT
2ND
FUNCT QUIT
bi24d1ra - 29 -

RU
Выполним копирование содержимого ячейки памяти 5 в ячейку памяти 50.
Выберите ячейку па
мяти 1 и с помощью
одной из ручек на
стройки выполните
WELD DATA MEMORY
1 -
5 - (SAW)
прокрутку до выбран
ной ячейки памяти; в
данном случае до
ячейки 50.Нажмите
ДА (YES).
COPY
DATA SET 5 TO POSITION: 50
NO YES
После этого набор данных сварки номер 5 копируется в ячейку памяти номер
50.
7.6 Имя
Чтобы присвоить сохраненному набору данных параметров сварки
собственное название, выполните следующие действия:
Нажмите 2АЯ ФУНКЦ
(2ND FUNCT). Выбе
рите ячейку памяти,
которую требуется
WELD DATA MEMORY
5 - (SAW)
50 -
переименовать, и на
жмите
ПЕРЕИМЕНОВАТЬ
(RENAME).
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPY RENAME
EDIT
2ND
FUNCT QUIT
На открывшемся экране отобразится клавиатура, которая используется
следующим образом:
S Установите курсор на требуемый
символ клавиатуры с помощью
стрелок и ручки позиционирования.
Нажмите кнопку ГОТОВО (DONE).
Используя указанный способ,
введите всю текстовую строку с
максимальным числом символов
40.
bi24d1ra - 30 -

RU
S Для сохранения нажмите кнопку ГОТОВО (DONE). Вариант, которому было
присвоено название, теперь отображается в списке.
7.7 Правка
Чтобы выполнить редактирование содержимого набора данных параметров
сварки, выполните следующие действия:
Нажмите 2АЯ ФУНКЦ
(2ND FUNCT). Выбе
рите ячейку памяти,
WELD DATA MEMORY
5 - (SAW)
которую требуется от
редактировать, и на
жмите
РЕДАКТИРОВАТЬ
(EDIT).
SAW: CA: FE SOLID: 3.0 mm
30.0 V: 450 A: 50 cm/min
COPY
EDIT
2ND
FUNCT QUIT
Отобразится пункт главного меню и символ , который означает нахождение
в режиме редактирования.
Нажмите кнопку
ЗАДАТЬ (SET) и
выполните необходи
мые изменения.
SAW
REGULATION TYPE CA
WIRE TYPE SS FLUX CORED
WIRE DIMENSION 2.0 mm
SET QUIT
Появится следующее меню:
bi24d1ra - 31 -

RU
В данном примере
SAW WELD DATA SETTING
изменяется свароч
ный ток с 400 A на 500
A.
Выберите сварочный
ток (CURRENT) и с
помощью одной из
ручек настройки
выполните прокрутку
до значения 500.
Дважды нажмите
VOLTAGE 20.0 V
CURRENT 500 A
TRAVEL SPEED 0 cm/min
DIRECTION J
START DATA"
STOP DATA"
DYNAMIC REGULATION AUTO
SETTING LIMITS"
MEASURE LIMITS"
ВЫХОД (QUIT)
Теперь параметр для набора данных сварки номер 5 отредактирован и
сохранен.
8 МЕНЮ КОНФИГУРИРОВАНИЯ
QUIT
Главное меню Меню конфигурирования
Данное меню содержит следующие подменю:
S ”Язык”, см. раздел 1.2.1 ”Выбор языка”
S ”Защитный код”, см. раздел 8.1
S ”Общие установки”, см. раздел 8.2
S ”Установки машины”, см. раздел 8.3
S ”Длина кабеля”, см. раздел 8.4
S ”Обслуживание”, см. раздел 8.5
S Настройки сети, см. главу 8.6
bi24d1ra - 32 -

RU
8.1 ”Защитный код”
Главное меню Меню конфигурирования Защитный код
Если активирована функция блокировки и открыт экран измерений или меню
быстрого режима, то для выхода из этих меню требуется пароль (защитный
код).
CODE LOCK
LOCK STATUS OFF
SET / CHANGE LOCK CODE
QUIT
Активизация функции кодовой блокировки выполняется в меню конфигурирова
ния.
8.1.1 Состояние защитного кода
В режиме включенного защитного кода предоставляется возможность
активизации/отключения функции блокировки без удаления текущего
защитного кода в случае отключения функции. В случае попытки активизации
защитного кода при отсутствии сохраненного кода отображается клавиатура
для ввода нового защитного кода.
Выход из режима блокировки.
При нахождении в меню измерений или меню быстрого режима и
отключенной кодовой блокировке возможен выход из этих меню в главное
меню без ограничений путем нажатия кнопки ВЫХОД (QUIT) или МЕНЮ.
В случае попытки выхода при активизированной блокировке для
предупреждения пользователя о защитной блокировке отображается
следующий экран.
НАЖМИТЕ ENTER ДЛЯ ВВОДА ЗАЩИТНОГО
КОДА...
PRESS ENTER FOR
LOCK CODE...
При этом возможен выбор кнопки ВЫХОД (QUIT) для отмены и возврата к
предшествующему меню либо продолжение путем нажатия кнопки ENTER для
ввода защитного кода.
bi24d1ra - 33 -

RU
После этого выполняется переход к меню с клавиатурой, в котором может быть
введен код. Нажимайте ENTER после каждого символа и подтвердите ввод
кода путем повторного нажатия кнопки ENTER.
Отобразится следующий текстовый экран:
УСТРОЙСТВО РАЗБЛОКИРОВАНО!
Если введен неверный код, отображается сообщение об ошибке,
предлагающее варианты повтора попытки или возврата к исходному меню, т. е.
к экрану измерений или меню быстрого режима.
Если код верен, блокировка всех остальных меню снимается, но защитный код
остается активизированным. Это означает, что предоставляется возможность
временного выхода из экрана измерений и меню быстрого режима с
сохранением состояния блокировки при возврате в эти меню.
8.1.2 Задание/редактирование защитного кода
В меню задания/редактирования защитного кода предоставляется возможность
редактирования текущего защитного кода или задания нового кода. Код может
содержать не более 16 букв или цифр по выбору пользователя.
UNIT UNLOCKED!
8.2 Общие настройки
Главное меню Меню конфигурирования Общие настройки
Из данного меню осуществляется задание следующих параметров:
S Программируемые кнопки быстрого режима, см. раздел 8.2.1
S Запись журнала данных качества в файл, см. раздел 8.2.2
S Настройка программируемых кнопок, см. раздел 8.2.3
S Автоматическое сохранение данных сварки, см. раздел 8.2.4
S Единица длины, см. раздел 1.2.2 ”Единица измерения”
8.2.1 Программируемые кнопки быстрого режима
В меню быстрого режима отображаются программируемые кнопки от
СВАРОЧНЫЕ ДАННЫЕ 1 (WELD DATA 1) до СВАРОЧНЫЕ ДАННЫЕ 4 (WELD
DATA 4) включительно.
SAW: CA 16
A 450 Amp
V 30.0 Volt
50 cm/min
WELD
DATA 1
bi24d1ra - 34 -
WELD
DATA 2
WELD
DATA 3
WELD
DATA 4
2ND
FUNCT

RU
Их конфигурирование выполняется следующим образом:
Установите курсор на
строку НОМЕР
ПРОГРАММИРУЕМО
Й КНОПКИ (SOFT
FAST MODE SOFT KEYS
SOFT KEY NUMBER 1
ASSOCIATED WELD DATA 5
KEY NUMBER).
SAW: CA: FE SOLID: 0.8 mm
20.0 V: 500 A: 0 cm/min
STORE
DELETE QUIT
Кнопки имеют номера 1-4 слева направо. Выберите нужную кнопку, указав
номер с помощью ручек установки.
Затем перейдите на следующую строку НАБОРЫ ПАРАМЕТРОВ СВАРКИ
(ASSOCIATED WELD DATA). При этом предоставляется возможность
просмотра наборов данных параметров сварки, сохраненных в памяти
параметров сварки. Выберите требуемый номер набора данных сварки с
помощью ручек установки. Для сохранения нажмите кнопку СОХРАНИТЬ
(STORE). Чтобы удалить сохраненный набор, нажмите кнопку УДАЛИТЬ
(DELETE).
8.2.2 Запись журнала данных качества в файл
В меню ЖУРНАЛ
QDATA В ФАЙЛ
(QUALITY DATA LOG
TO FILE) имеется воз
можность активизации
этой функции с помо
щью установки пара
GENERAL CONFIGURATION
FAST MODE SOFT BUTTONS 1
QUALITY DATA LOG TO FILE ON
SOFT KEYS SETUP"
AUTO SAVE MODE OFF
UNIT OF LENGTH METRIC
метра ВКЛ (ON).
Более подробная информация об установках для функции обеспечения
качества приведена в разделе 9.7.
QUIT
bi24d1ra - 35 -

RU
8.2.3 Конфигурирование программируемых кнопок
Выше в данном документе приведено описание программируемых кнопок
панели управления. Для дуговой сварки под флюсом (SAW) и дуговой сварки в
среде инертного газа (GMAW) пользователь может устанавливать функции
этих кнопок, выбрав их в списке параметров. Предусмотрены восемь
программируемых кнопок с возможностью присвоения функции.
Предоставляется выбор среди следующих вариантов:
S Отсутствует
S Клапан продувки газа / флюса
S Заданные величины
В меню измерений отображаются заданные номинальные значения вместо
измеренных значений.
S Реле 1
Обеспечивает настойку релейного выхода № 1 на печатной плате
двигателя, который может использоваться заказчиком для любых целей.
S Направление Y - J.
S Дистанционный ввод/вывод
Используется при необходимости управления PEK и источником сварочного
тока посредством внешнего блока ввода/вывода.
S Внешняя ось
Подлежит активации при наличии внешнего блока ввода/вывода, например,
для управления рольгангом.
На экране дисплея
имеются два столбца:
ПРОГРАММИРУЕМЫ
Е КНОПКИ (SOFT
KEYS) и ФУНКЦИЯ
(FUNCTION).
SOFT KEYS SETUP
SOFT KEYS FUNCTION
S1 NONE
S2 NONE
S3 NONE
S4 NONE
S1 2ND FUNCT NONE
S2 2ND FUNCT NONE
S3 2ND FUNCT NONE
S4 2ND FUNCT NONE
QUIT
При назначении функций этим кнопкам их нумерация выполняется слева
следующим образом:
S1 S2 S3 S4
S1 2ND
FUNCT
bi24d1ra - 36 -
S2 2ND
FUNCT
S3 2ND
FUNCT
S4 2ND
FUNCT
FUNCT
2ND
FUNCT
2ND

RU
Чтобы присвоить программируемой кнопке новую функцию, выполните
следующие действия:
Установите курсор на
SOFT KEYS SETUP
строке с нужным но
мером программируе
мой кнопки и нажмите
кнопку ENTER. Во
всплывающем меню
будут показаны функ
ции для выбора. Вы
берите функцию с по
мощью ручки позицио
нирования и нажмите
ENTER.
SOFT KEYS FUNCTION
S1 NONE
S2 NONE
S3 NONE
S4 NONE
S1 2ND FUNCT NONE
S2 2ND FUNCT NONE
S3 2ND FUNCT NONE
S4 2ND FUNCT NONE
QUIT
Аналогичным образом, путем сопоставления одной из функций в левом
столбце с номером кнопки в правом столбце, выполняется присвоение новых
функций другим кнопкам.
8.2.4 Режим автоматического сохранения
В случае вызова из ячейки памяти параметров сварки набора данных сварки и
изменения этих параметров такие изменения сохраняются в рабочей памяти
при останове сварки в последней вызываемой ячейке памяти.
При сохранении данных сварки в данную ячейку памяти вручную последующее
автоматическое сохранение не выполняется.
Номер ячейки памяти, в которую сохраняется набор данных сварки,
отображается в правом верхнем углу экрана измерений.
8.3 Установки машины
Главное меню Меню конфигурирования Установки машины
Из данного меню осуществляется задание следующих параметров:
S Код изделия, см. раздел 8.3.1
S Ось подачи проволоки, см. раздел 8.3.2
S Ось перемещения, см. раздел 8.3.3
S Внешняя ось, см. раздел 8.3.4
S Тандем, см. раздел 8.3.5
bi24d1ra - 37 -
RU
8.3.1 Код изделия
Меню КОД ИЗДЕЛИЯ
MACHINE CONFIGURATION
(PRODUCT CODE)
позволяет выбрать
используемую авто
матическую свароч
ную машину, колонну
PRODUCT CODE A2TFJ1
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM OFF
и стрелу, рольганг или
позиционер.
QUIT
При выборе кода изделия правильный тип двигателя и передаточное число для
соответствующего изделия устанавливаются автоматически.
Можно выбрать следующие параметры:
S A2TFJ1
A2 автоматическая сварочная машина на тракторе для дуговой сварки под
флюсом (SAW)
S A2TGJ1
A2 автоматическая сварочная машина на тракторе для дуговой сварки в
среде инертного газа (GMAW)
S A6TFF1
A6 автоматическая сварочная машина на тракторе для дуговой сварки под
флюсом (SAW)
S FREE 2 AXIS
Дополнительная конфигурация для подключения двух двигателей к плате
привода. Один используется для подачи проволоки, а другой ć для
перемещения.
S FREE 3 AXIS
Дополнительная конфигурация для подключения внешних рольгангов,
позиционеров или линейных осей, а также двух двигателей к палате
привода. Один используется для подачи проволоки, а другой ć для
перемещения.
bi24d1ra - 38 -
RU
8.3.2 Ось подачи проволоки
Двигатель подачи проволоки автоматически устанавливается в соответствии
со следующей таблицей.
A2TFJ1 A2TGJ1 A6TFF1
Электродвигатель 5035 38 RPM 5035 68 RPM VEC4000
Редуктор 1 49:1 49:1 156:1
Редуктор 2 1:1 1:1 1:1
Диаметры подающих
роликов
Датчик импульсов 28 ppr 28 ppr 32 ppr
Низкая ручная скорость 150 см/мин 150 см/мин 150 см/мин
Высокая ручная скорость 300 см/мин 300 см/мин 300 см/мин
Электродвигатель VEC 4000 VEC 4000
Редуктор 1 156:1 156:1
Редуктор 2 1:1 1:1
Диаметры подающих
роликов
Датчик импульсов 32 ppr 32 ppr
Низкая ручная скорость 150 см/мин 150 см/мин
Высокая ручная скорость 300 см/мин 300 см/мин
49 мм 49 мм 49 мм
FREE 2 AXIS FREE 3 AXIS
49 мм 49 мм
8.3.3 Ось перемещения
Двигатель перемещения автоматически устанавливается в соответствии со
следующей таблицей.
A2TFJ1 A2TGJ1 A6TFF1
Электродвигатель 4030-350 4030-350 FHP258
Редуктор 1 375:10 375:10 24:1
Редуктор 2 51:1 51:1 51:1
Диаметр ролика 158 мм 158 мм 180 мм
Датчик импульсов 60 ppr 60 ppr 28 ppr
Высокая ручная скорость 200 см/мин 200 см/мин 200 см/мин
FREE 2 AXIS FREE 3 AXIS
Электродвигатель VEC 4000 VEC 4000
Редуктор 1 312:1 312:1
Редуктор 2 1:1 1:1
Диаметр ролика 65 мм 65 мм
Датчик импульсов 32 ppr 32 ppr
Высокая ручная скорость 200 см/мин 200 см/мин
bi24d1ra - 39 -
RU
8.3.4 Внешняя ось
При подключении внешнего рольганга, позиционера или линейной оси должен
выбираться параметр FREE 3 AXIS.
При выборе параметра FREE 3 AXIS двигатель автоматически устанавливается
в соответствии со следующей таблицей.
Рольганг Линейная ось Позиционер
Редуктор 1 560:1 560:1 560:1
Редуктор 2 111:22 111:22 111:22
Редуктор 3 1:1 1:1 1:1
Диаметр ролика 160 мм 160 мм 160 мм
Датчик импульсов 30 ppr 30 ppr 30 ppr
Высокая ручная скорость 200 см/мин 200 см/мин 200 см/мин
Отношение частот 85:50 85:50 85:50
Электродвигатель 2000 об/мин 2000 об/мин 2000 об/мин
Диаметр шва 1000 мм - 1000 мм
Диаметр ролика 1000 мм - -
8.3.5 Тандем
Используется при выполнении сварки с двумя сварочными головками.
Установите курсор на
MACHINE CONFIGURATION
строку ТАНДЕМ
(TANDEM) и нажмите
ENTER.
Выберите ВКЛ (ON) с
помощью ручки пози
ционирования и на
жмите ENTER.
PRODUCT CODE A2TFX
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM ON
I WELDING HEAD HEAD
I WELD HEAD OFFSET 20 mm
b WITH I/O ON
QUIT
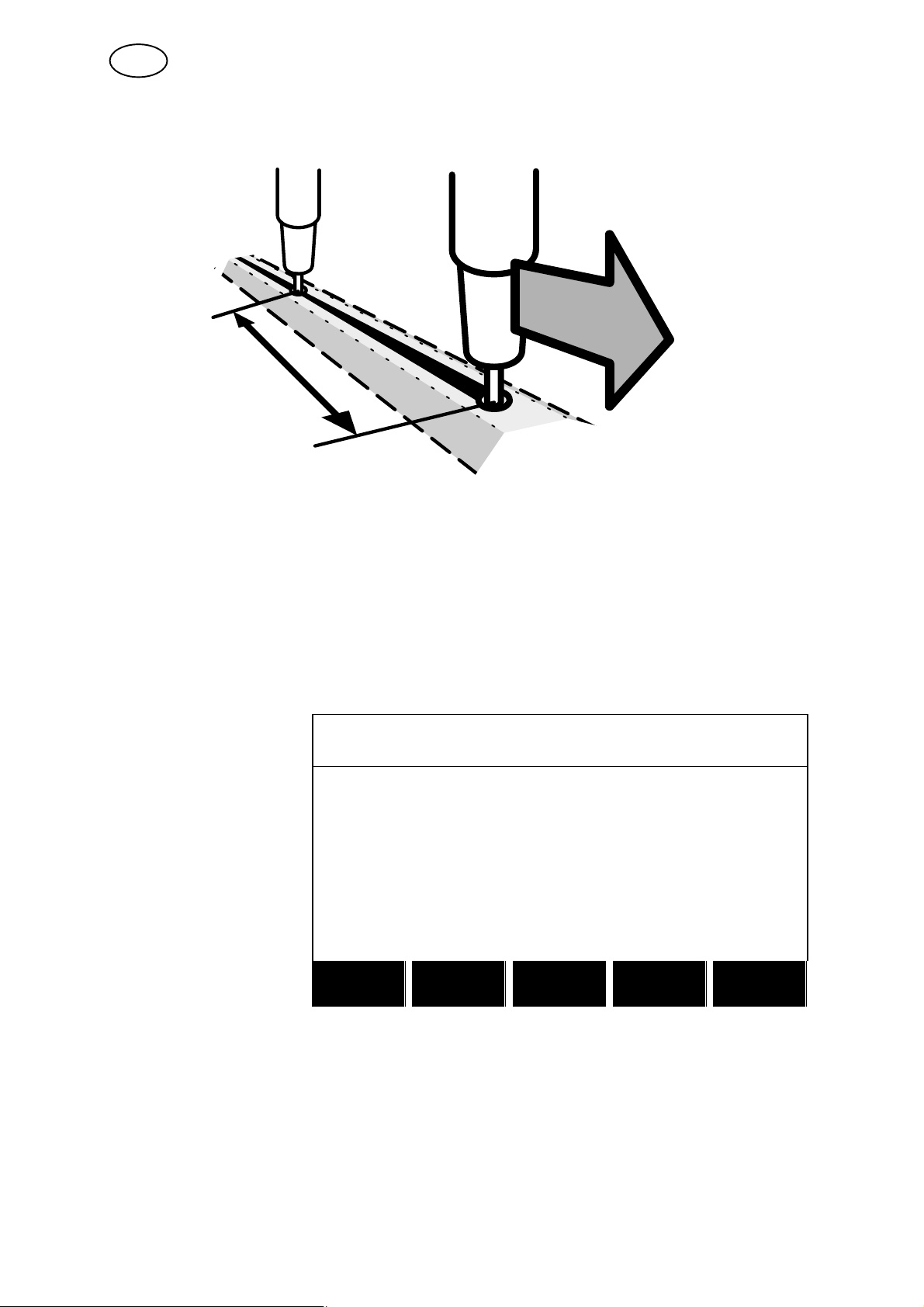
Для выполнения сварки с двумя сварочными головками должна быть
установлена функция СМЕЩЕНИЕ СВАР ГОЛОВ (WELD HEAD OFFSET).
Параметр СМЕЩЕНИЕ СВАР ГОЛОВ (WELD HEAD OFFSET) определяет
расстояние в миллиметрах между сварочными головками.
После установки расстояния между сварочной головкой 1 ГОЛОВКА (HEAD) и
сварочной головкой 2 РУКОЯТКА (TAIL) значение пересчитывается блоком
управления для определения времени между пуском сварочной головки 1 и
пуском сварочной головки 2.
Время, которое блок управления может рассчитать между моментом пуска и
моментом останова источника сварочного тока, ограничивается значением 65
секунд. Это означает, например, что если указана скорость 50 см/мин, в
качестве максимального значения для параметра СМЕЩЕНИЕ СВАР ГОЛОВ
(WELD HEAD OFFSET) можно ввести 2000 мм. Это делается с тем, чтобы
время не заканчивалось до того, как сварочная головка 2 достигнет отправной
точки.
bi24d1ra - 40 -
RU
WELD HEAD OFFSET
TAIL HEAD
ПРИМЕЧАНИЕ!
Оба блока управления должны иметь одни и те же установки СМЕЩЕНИЕ
СВАР ГОЛОВ (WELD HEAD OFFSET) и одну установленную скорость
перемещения. Ведущее устройство управления должно быть обозначено как
ГОЛОВКА (HEAD), а ведомое - как РУКОЯТКА (TAIL). Перемещение всегда
управляется ведущим устройством управления.
Укажите значения сварочного шва для двух сварочных головок следующим
образом:
Установите курсор на
MACHINE CONFIGURATION
строку СВАРОЧНАЯ
ГОЛОВКА (WELDING
HEAD)
Выберите, какому
устройству управле
ния назначаются уста
новки: ведущему
ГОЛОВКА (HEAD) или
ведомому РУКОЯТКА
PRODUCT CODE A2TFX
WIRE FEED AXIS"
TRAVEL AXIS"
TANDEM ON
I WELDING HEAD HEAD
I WELD HEAD OFFSET 20 mm
b WITH I/O ON
(TAIL).
S Установите курсор на строку СМЕЩЕНИЕ СВАР ГОЛОВ (WELD HEAD
OFFSET) и укажите расстояние между двумя сварочными головками.
bi24d1ra - 41 -
QUIT

RU
Пример, ввод/вывод ON (ВКЛ)
Сварочная головка 2
(ведомая)
TAIL HEAD
WELD HEAD OFFSET
Сварочная головка 1
(ведущая)
S Нажмите кнопку пуска для сварочной головки 1.
S Сварочная головка 1 начнет процесс сварки.
S Сварочная головка 2 начнет процесс сварки, только когда будет достигнуто
начальное положение для сварочной головки 1 (расстояние, указанное
параметром СМЕЩЕНИЕ СВАР ГОЛОВ (WELD HEAD OFFSET)).
S Нажмите кнопку останова для сварочной головки 1.
S Сварочная головка 1 остановит процесс сварки, но движение будет
продолжено.
S Сварочная головка 2 остановит процесс сварки, только когда будет
достигнута точка, в которой оборудование 1 остановило процесс сварки
(расстояние, указанное параметром СМЕЩЕНИЕ СВАР ГОЛОВ (WELD
HEAD OFFSET)).
S Процесс сварки завершен.
bi24d1ra - 42 -

RU
Пример, ввод/вывод ON (ВЫКЛ)
Сварочная головка 2
(ведомая)
TAIL HEAD
WELD HEAD OFFSET
Сварочная головка 1
(ведущая)
S Нажмите кнопку пуска для сварочной головки 1 и для сварочной
головки 2 одновременно.
S Сварочная головка 1 начнет процесс сварки.
S Сварочная головка 2 начнет процесс сварки, когда будет достигнуто
начальное положение для сварочной головки 1 (расстояние, указанное
параметром СМЕЩЕНИЕ СВАР ГОЛОВ (WELD HEAD OFFSET)).
S Нажмите кнопку останова для сварочной головки 1 и для сварочной
головки 2 одновременно.
S Сварочная головка 1 остановит процесс сварки, однако движение будет
продолжено.
S Сварочная головка 2 остановит процесс сварки, когда будет достигнута
точка, в которой оборудование 1 остановило процесс сварки (расстояние,
указанное параметром СМЕЩЕНИЕ СВАР ГОЛОВ (WELD HEAD OFFSET)).
S Процесс сварки завершен.
8.4 Длина кабеля
На напряжение дуги оказывает влияние сопротивление сварочных кабелей.
Сопротивление зависит от длины и сечения кабелей, а также от того, как они
проложены. Это влияние особенно заметно при сварке переменным током.
Если указана текущая длина кабеля, поддерживается функция компенсации
падения напряжения на длинных кабелях.
Необходимо ввести общую длину кабеля (сварочный кабель и соединитель
вместе).
bi24d1ra - 43 -
RU
римечание! При использовании двух кабелей сечения для обоих кабелей
должны объединяться.
Данная функция активна в процессе запуска перед получением источником
питания измеренного значения, по которому он может выполнять
регулирование.
Если выбрано «МАКС ЗНАЧ НАПР ХХ», данная функция не активна.
8.5 Обслуживание
Главное меню Меню конфигурирования Обслуживание
В данном меню задается частота замены контактной насадки. Укажите
количество запусков процесса сварки, после которого требуется замена
контактной насадки, выбрав строку ИНТЕРВАЛ ЗАМЕНЫ КОНТАКТНОЙ
НАСАДКИ (CONTACT TIP CHANGE INTERVAL) и нажав кнопку ENTER.
Измените значение с помощью ручек установки. По истечении интервала
обслуживания в журнале неисправностей отображается код неисправности 54.
Сброс выполняется с помощью кнопки СБРОС (RESET).
Если вместо количества запусков выбран параметр ПРЕДЕЛ ОБЩЕГО
ВРЕМЕНИ РАБОТЫ (TOTAL RUNNING TIME LIMIT), выполняется запрос к
уполномоченному специалисту по техническому обслуживанию компании
ESAB.
MAINTENANCE
CONTACT TIP CHANGE INTERVAL 0 Welds
b WELD COUNT 0 Welds
TOTAL RUNNING TIME LIMIT 0d00:00:00
b TOTAL RUNNING TIME 0d00:00:00
RESET
QUIT
bi24d1ra - 44 -
RU
8.6 Настройки сети
Главное меню Меню конфигурирования Настройки сети
Данное меню позволяет подключаться к инструментам администрирования в
локальной сети.
Более подробная информация об инструментах администрирования находится
в руководстве по эксплуатации программы WELDPOINT. Руководство можно
загрузить с веб-сайта www.esab.com.
NETWORK SETTINGS
DHCP ON
IP ADDRESS 172.20.125.74
SUBNET MASK 0.0.0.0.
DEFAULT GATEWAY 0.0.0.0.
HOSTNAME ESAB_W82
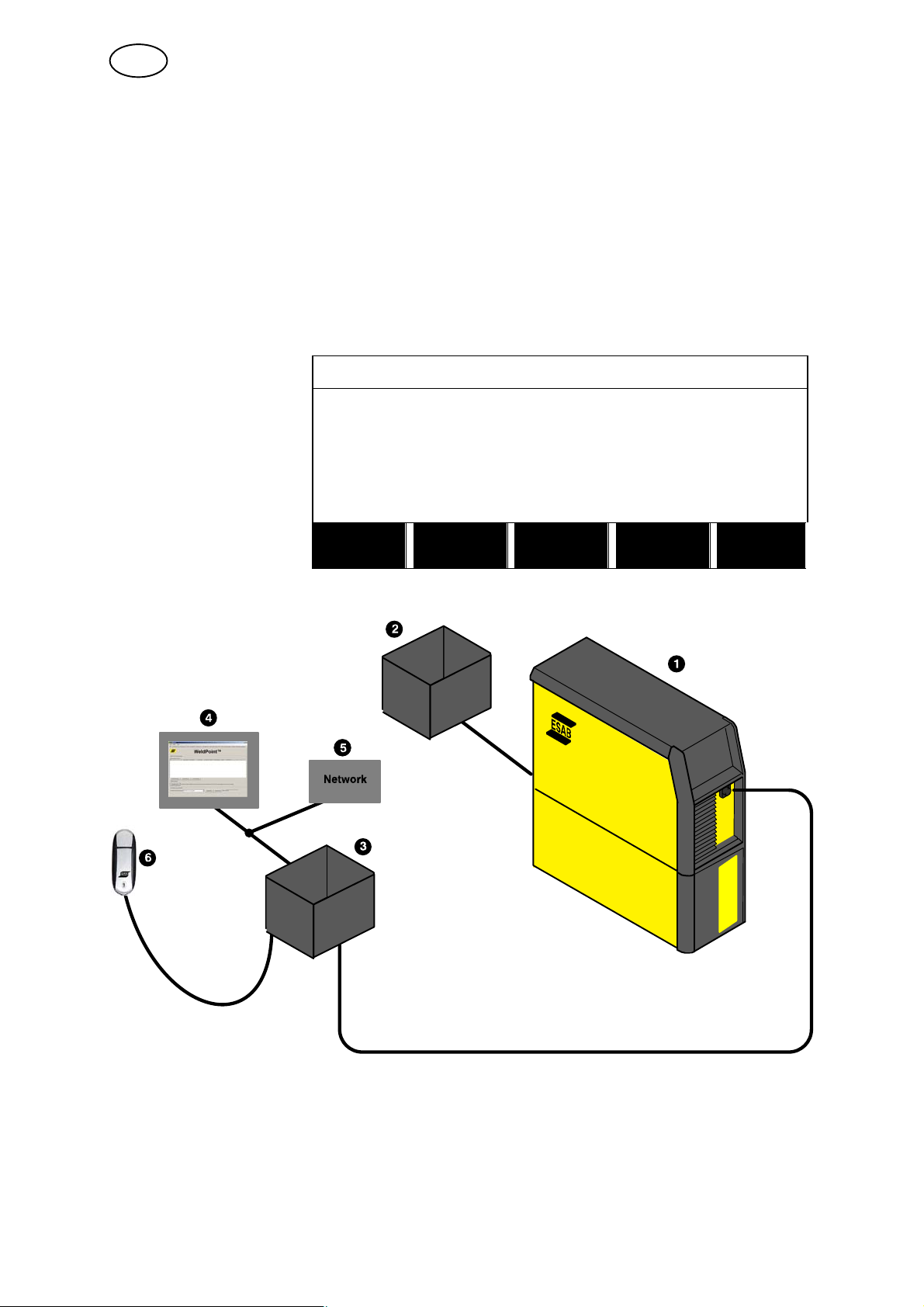
8.6.1 Обзор системы
QUIT
1 Источник сварочного тока 4 Инструменты администрирования,
программа Weldpoint
2 Блок подачи проволоки / Сварочный
автомат
3 Блок сварочных параметров, PEK 6 Устройство памяти USB
bi24d1ra - 45 -
5 Сетевое подключение
RU
9 ИНСТРУМЕНТАРИЙ
Главное меню Инструментарий
Данное меню содержит следующие подменю:
S Журнал неисправностей, см. раздел 9.1
S Экспорт/импорт, см. раздел 9.2
S Управление файлами, см. раздел 9.3
S Редактирование предельных значений, см. раздел 9.4
S Редактирование пределов измерений, см. раздел 9.5
S Статистика производительности, см. раздел 9.6
S Функции обеспечения качества, см. раздел 9.7
S Календарь, см. раздел 9.8
S Учетные записи пользователей, см. раздел 9.9
S Информация о единицах измерения, см. раздел 9.10
9.1 Журнал неисправностей
Главное меню Инструментарий Журнал неисправностей
Коды неисправностей используются для индикации возникновения
неисправности в процессе сварки. Они указываются во всплывающем меню
дисплея, а верхнем правом углу дисплея появляется восклицательный знак .
Примечание! исчезает с дисплея после перехода в меню журнала
неисправностей.
Все неисправности и ошибки, возникающие в процессе эксплуатации
сварочного оборудования, фиксируются в качестве сообщений о
неисправности в журнале неисправностей. Обеспечивается сохранение до 99
сообщений о неисправностях. В случае заполнения журнала, т.е. после
сохранение 99 сообщений о неисправностях, при возникновении следующей
неисправности выполняется автоматическое удаление наиболее раннего
сообщения.
В меню журнала неисправностей обеспечивается доступ к следующей
информации:
S Номер текущей неисправности
S День возникновения неисправности
S Время возникновения неисправности
S Блок, в котором возникла неисправность
S Код обработки неисправности для данной неисправности
bi24d1ra - 46 -
RU
ERROR LOG
Index Date Time Unit Error
1 081120 11:24:13 8 19
2 081120 10:24:18 8 18
3 081121 13:24:18 8 17
Error in battery-driven memory
DELETE
ALL
QUIT
9.1.1 Единицы измерения
2 = Источник питания
6 = Подача проволоки и перемещение (плата двигателя)
8 = Панель управления
9.1.2 Описание кодов обработки неисправностей
Коды обработки неисправностей, которые могут быть самостоятельно
исправлены пользователем, представлены ниже. Если появится другой код,
перезапустите машину. Если неисправность не устранена, обратитесь к
специалисту по техническому обслуживанию.
Код
неисп
равно
сти
Описание
6 Высокая температура
Источник питания перегрелся и прекратил сварку. Процесс сварки можно продолжить
после того, как температура опустится ниже заданной максимальной температуры.
Действие: Убедитесь, что отверстия для забора и выпуска охлаждающего воздуха
не перекрыты и не забиты грязью. Проверьте используемый рабочий цикл, чтобы
убедиться в отсутствии перегрузки оборудования.
Если ошибка не устраняется, вызовите специалиста по техническому обслуживанию.
7 Низкий сварочный ток
Дуговая сварка выключилась в процессе сварки из-за слишком низкого сварочного
тока.
Действие:Выключите сетевое питание, чтобы перевести устройство в исходное
состояние. Если ошибка не устраняется, вызовите специалиста по техническому
обслуживанию.
8 Низкое напряжение элемента питания
Напряжение аккумуляторной батареи слишком низкое. Если батарею не заменить,
все сохраненные данные будет потеряны.
Данная ошибка не препятствует выполнению каких-либо функций.
Действие: Вызовите специалиста по техническому обслуживанию для замены
источника питания.
bi24d1ra - 47 -

RU
Код
неисп
равно
сти
11 Ошибка скорости двигателя (двигатель подачи проволоки, перемещения)
12 Ошибка внутренней связи (предупреждение)
14 Ошибка связи
17 Отсутствие контакта с блоком
32 Отсутствие подачи газа
43 Высокий сварочный ток
44 Пауза пуска сварочного тока
Описание
Двигатель не может поддерживать скорость. Сварка останавливается.
Действие:Убедитесь, что проволоку не заклинило и она не двигается слишком
быстро. Если ошибка не устраняется, вызовите специалиста по техническому
обслуживанию.
Временное превышение нагрузки на шине системы CAN.
Отсутствие соединения между блоком питания и блоком управления.
Действие: Проверьте правильность соединения всего оборудования. Если ошибка
не устраняется, вызовите специалиста по техническому обслуживанию.
Шина системы CAN временно прекратила работу из-за слишком высокой загрузки.
Текущий процесс сварки прекращается.
Действие: Проверьте правильность соединения всего оборудования. Выключите
сетевое питание, чтобы перевести устройство в исходное состояние. Если ошибка не
устраняется, вызовите специалиста по техническому обслуживанию.
Отсутствие контакта с блоком.
Действие: Проверьте проводку и соединение между блоком управления и
источником питания. Если ошибка не устраняется, вызовите специалиста по
техническому обслуживанию.
Пуск заблокирован.
Действие: Проверьте газовый клапан, шланги и соединители.
Источник питания выключил процесс сварки, поскольку превышен параметр
максимального тока для источника питания.
Действие: Выключите сетевое питание, чтобы перевести устройство в исходное
состояние. Если ошибка не устраняется, вызовите специалиста по техническому
обслуживанию.
Процесс сварки остановлен, поскольку он не начался в течение 10 секунд.
Действие: Выключите сетевое питание, чтобы перевести устройство в исходное
состояние. Если ошибка не устраняется, вызовите специалиста по техническому
обслуживанию.
bi24d1ra - 48 -

RU
9.2 Экспорт/импорт
Главное меню Инструментарий Экспорт/импорт
В меню экспорта/импорта обеспечивается возможность передачи информации
на панель управления и от нее посредством носителя данных с интерфейсом
USB.
Обеспечивается передача следующей информации:
S Наборы данных сварки экспорт/импорт
S Системные настройки экспорт/импорт
S Предельные значения экспорт/импорт
S Пределы измерений экспорт/импорт
S Журнал неисправностей экспорт
S Журнал функции обеспечения качества экспорт
S Статистика производительности экспорт
Для сохранения данных на устройстве памяти USB выполните следующие
действия:
Вставьте устройство памяти USB в разъем USB.
Выберите строку с
информацией, которую
требуется передать.
Нажмите кнопку ЭКСПОРТ
(EXPORT) или ИМПОРТ
(IMPORT) в зависимости
от того, требуется ли
экспортировать или
импортировать
информацию.
EXPORT/IMPORT
WELD DATA SETS
SYSTEM SETTINGS
SETTING LIMITS
MEASURE LIMITS
ERROR LOG
QUALITY FUNCTION LOG
PRODUCTION STATISTICS
EXPORT IMPORT
QUIT
9.3 Управление файлами
Главное меню Инструментарий Управление файлами
В меню управления файлами можно управлять информацией на устройстве
памяти USB (C:\). Программа управления файлами позволяет удалять и
копировать данные сварки и обеспечения качества вручную.
При подключении устройства памяти USB на дисплее отображается папка
памяти по умолчанию, если она не была выбрана до этого.
Панель управления запоминает папку, которая использовалась в меню
управления файлами последний раз, и при повторном использовании памяти
позволяет вернуться в то же самое место файловой структуры.
bi24d1ra - 49 -
RU
FILE MANAGER
..
NEW FOLDER
QData.xml
INFO UPDATE
S Для определения доступного объема свободной памяти используйте
функцию ИНФО (INFO).
S Обновление информации выполняется путем нажатия кнопки ОБНОВИТЬ
(UPDATE).
S Если требуется удалить, изменить название, создать новый каталог,
скопировать или вставить данные, нажмите кнопку ALT (ALT.). После этого
отображается список для выбора действий. Если выбран пункт (..) или
каталог, предоставляется только возможность создания нового каталога
или вставки файла, который был ранее скопирован. Если выбран файл и
ранее был скопирован файл, к списку добавляются варианты
ПЕРЕИМЕНОВАТЬ (RENAME), КОПИРОВАТЬ (COPY) или ВСТАВИТЬ
(PASTE).
ALT. QUIT
Выберите папку или
FILE MANAGER
файл и нажмите ALT
(ALT.).
..
WeldData
NEW FOLDER
ErrorLog.xml
QData.xml
XWeldoffice.dat
INFO UPDATE
При нажатии кнопки ALT отображается следующий
список (ALT.).
ALT. QUIT
COPY
PASTE
DELETE
RENAME
NEW FOLDER
bi24d1ra - 50 -

RU
9.3.1 Удаление файла/каталога
Выберите файл или каталог, который требуется удалить, и нажмите кнопку ALT
(ALT.).
Выберите УДАЛИТЬ (DELETE) и нажмите ENTER.
DELETE
RENAME
NEW FOLDER
После этого будет выполнено удаление файла/каталога. Удаляемый каталог
должен быть пуст, т.е. в первую очередь следует удалить файлы,
содержащиеся в каталоге.
9.3.2 Переименование файла/каталога
Выберите файл или каталог, который требуется переименовать, и нажмите
кнопку ALT (ALT.).
Выберите функцию ПЕРЕИМЕНОВАТЬ (RENAME) и
нажмите кнопку ENTER.
DELETE
RENAME
NEW FOLDER
На дисплее будет отображена клавиатура. Используйте ручку позиционирова
ния для изменения строки и стрелки для перемещения влево и вправо.
Выберите символ/функцию, которую требуется использовать, и нажмите кнопку
ENTER.
9.3.3 Создание нового каталога
Выберите область, в которой должен располагаться новый каталог, и нажмите
кнопку ALT (ALT.).
Выберите функцию НОВЫЙ КАТАЛОГ (NEW
FOLDER) и нажмите кнопку ENTER.
DELETE
RENAME
NEW FOLDER
На дисплее будет отображена клавиатура. Используйте ручку позиционирова
ния для изменения строки и стрелки для перемещения влево и вправо.
Выберите символ/функцию, которую требуется использовать, и нажмите кнопку
ENTER.
9.3.4 Копирование и вставка файлов
Выберите файл, который требуется скопировать, и нажмите кнопку ALT (ALT.).
Выберите функцию КОПИРОВАТЬ (COPY) и
нажмите кнопку ENTER.
COPY
PASTE
DELETE
RENAME
NEW FOLDER
Установите курсор в каталог, в который будет скопирован файл, и нажмите
кнопку ALT (ALT.).
bi24d1ra - 51 -
RU
Выберите функцию ВСТАВИТЬ (PASTE) и нажмите
кнопку ENTER.
COPY
PASTE
DELETE
RENAME
NEW FOLDER
Копия сохраняется с названием ”Copy of...” плюс исходное название, например,
”Copy of WeldData.awd”.
9.4 Редактирование предельных значений параметров
Главное меню Инструментарий Редактирование предельных
значений параметров
В данном меню выполняется задание индивидуальных максимальных и
минимальных значений для различных методов сварки. Предельные значения
не должны быть больше или меньше значений, на которые рассчитан источник
питания. Предусмотрено 50 позиций памяти. Выберите строку пустой позиции и
нажмите кнопку ENTER. Выберите процесс с помощью кнопки ENTER,
выберите процесс сварки с помощью ручки позиционирования и нажмите
кнопку ENTER.
Для всех процессов можно выбрать максимальное и минимальное значение
напряжения дуги, скорости подачи проволоки и сварочного тока.
EDIT LIMITS
PROCESS SAW
VOLTAGE MIN 17.0
VOLTAGE MAX 47.0
WIRE SPEED MIN 50
WIRE SPEED MAX 970
TRAVEL SPEED MIN 100
TRAVEL SPEED MAX 2400
CURRENT MIN 70
CURRENT MAX 1500
STORE
DELETE QUIT
После регулировки значений нажмите кнопку СОХРАНИТЬ (STORE). На запрос
подтверждения сохранения предельного значения в выбранной позиции
памяти нажмите НЕТ (NO) или ДА (YES). Значения позиции памяти могут быть
просмотрены под линией в нижней части дисплея.
bi24d1ra - 52 -

RU
С помощью программируемой кнопки АВТО (AUTO) значения устанавливаются
автоматически в соответствии с последними использованными параметрами.
На запрос подтверждения автоматического задания предельных значений
параметра нажмите НЕТ (NO) или ДА (YES), после чего нажмите кнопку
СОХРАНИТЬ (STORE), если следует сохранить значения для параметра.
9.5 Пределы измерений
Главное меню Инструментарий Пределы измерений
В данном меню выполняется задание индивидуальных измеряемых значений
для различных методов сварки. Предусмотрено 50 позиций памяти. Выберите
строку пустой позиции и нажмите кнопку ENTER. Выберите процесс с помощью
кнопки ENTER, выберите процесс сварки с помощью ручки позиционирования и
нажмите кнопку ENTER.
Обеспечивается выбор следующих значений:
S напряжение дуги: мин., макс.
S скорость подачи проволоки: мин., макс.
S сварочный ток: мин., макс.
S скорость перемещения: мин., макс.
S энергия на единицу длины: мин., макс.
Установите нужное значение с помощью ручек установки и нажмите кнопку
СОХРАН (STORE).
Отобразится окно запроса подтверждения сохранения выбранной позиции
памяти. Чтобы сохранить значение, нажмите ДА (YES). Значения позиции
памяти могут быть просмотрены под линией в нижней части дисплея.
MEASURE LIMITS
1 - SAW
2 - GMAW
3 4 5 6 7 -
0.0 - 46.9 Volt , 0 - 2495 cm/min
3 - 994 cm/min , 3 - 990 Amp
5 - 500 kJ/min
QUIT
С помощью программируемой кнопки АВТО (AUTO) параметры устанавливают
ся автоматически в соответствии с последними измеренными значениями.
На запрос подтверждения автоматического задания значений измерения
нажмите НЕТ (NO) или ДА (YES), после чего нажмите кнопку СОХРАНИТЬ
(STORE), если следует сохранить значения для параметра.
bi24d1ra - 53 -

RU
9.6 Статистика производительности
Главное меню Инструментарий Статистика производительности
Функция статистики производительности обеспечивает учет общего времени
работы дуги, общего объема материала и количества сварных соединений с
момента последнего сброса. Кроме того, обеспечивается учет продолжитель
ности работы дуги и объема материала при выполнении последнего сварного
соединения. В информационных целях обеспечивается отображение
расчетного значения удельного объема расплавленного проволочного
материала на единицу длины и времени последнего сброса.
PRODUCTION STATISTICS
LAST WELD TOTAL
ARCTIME 0s 0s
CONSUMED WIRE 0g 0g
BASED ON 1g/m
NUMBER OF WELDS 0
LAST RESET 081114 08:38:03
RESET UPDATE
QUIT
При нажатии кнопки СБРОС (RESET) выполняется сброс всех счетчиков. Дата
и время относятся к последнему сбросу.
Если сброс счетчиков не выполняется пользователем, их сброс выполняется
автоматически при достижении каким-либо из них максимального значения.
Максимальные значения счетчиков
Время 999 ч 59 мин 59 с
Масса 13350000 г
Количество 65535
bi24d1ra - 54 -

RU
9.7 Функции обеспечения качества
Главное меню Инструментарий Функции обеспечения качества
Функции обеспечения качества учитывают различные полезные данные об
отдельных сварных соединениях.
К этим функциям относятся:
S Время начала сварки.
S Продолжительность сварки.
S Максимальное, минимальное и среднее значения тока в процессе сварки.
S Максимальное, минимальное и среднее значения напряжения в процессе
сварки.
S Максимальная, минимальная и средняя погонная энергия в процессе
сварки.
Количество сварных соединений с момента последнего сброса отображается в
нижней строке. Обеспечивается хранение информации о сварных соединениях
в количестве не более 100. В случае количества швов, превышающего 100,
производится перезапись первой позиции.
На дисплее отображаются данные о последнем зарегистрированном
соединении, но при этом обеспечивается просмотр и других зарегистрирован
ных соединений. При нажатии кнопки СБРОС (RESET) выполняется удаление
всех журналов.
QUALITY FUNCTIONS
#WELD: 1 / 4
START 20090107 15:59:14
WELD TIME 00:00:20 WELD DATA:
HEAT INPUT: 3.12 kJ/mm
MAX MIN AVE.
I (Amp) 293.00 243.00 289.00
U (V) 41.50 16.20 39.40
Q (kJ/min) 7.00 0.00 2.00
NUMBER OF WELDS SINCE RESET: 4
RESET UPDATE
QUIT
bi24d1ra - 55 -

RU
9.7.1 Сохранение данных функций обеспечения качества
Главное меню Инструментарий Экспорт/импорт
Файлы, создаваемые на панели управления, сохраняются в виде файлов ”xml”.
Для обеспечения надлежащего функционирования устройство памяти USB
должно быть отформатировано с файловой системой FAT32.
Установите устройство памяти USB в панель управления, см. раздел 9.3
”Управление файлами”.
Выберите ЖУРНАЛ
ФУНКЦИИ
ОБЕСПЕЧЕНИЯ
КАЧЕСТВА (QUALITY
FUNCTION LOG), на
жмите кнопку
ЭКСПОРТ (EXPORT).
EXPORT/IMPORT
WELD DATA SETS
SYSTEM SETTINGS
SETTING LIMITS
MEASURE LIMITS
ERROR LOG
QUALITY FUNCTION LOG
PRODUCTION STATISTICS
EXPORT
QUIT
Весь набор данных функции обеспечения качества (данные 100 последних
сварных соединений), сохраненных на панели управления, копируется на
устройство памяти USB.
Файл находится в каталоге под названием ”QData”. Каталог QData создается
автоматически при установке устройства памяти USB.
9.8 Календарь
Главное меню ! Инструментарий ! Календарь
Даная функция обеспечивает задание даты и времени.
Выберите строку, которую
следует задать: год,
месяц, день, час, минуты и
секунды. Задайте верное
значение с помощью
одной из правых ручек
установки. Нажмите кнопку
ЗАДАТЬ (SET).
bi24d1ra - 56 -
DATE & TIME
YEAR 2008
MONTH NOV
DAY 21
HOUR 10
MINUTES 45
SECONDS 55
20100115 10:48:59
SET QUIT

RU
9.9 Учетные записи пользователей
Главное меню ! Инструментарий ! Учетные записи пользователей
При определенных условиях особую важность с точки зрения обеспечения
качества приобретает возможность защиты изделия от эксплуатации
посторонними лицами.
В данном меню выполняется регистрация имени пользователя, уровня доступа
и пароля.
Выберите строку ИМЯ
USER ACCOUNTS
ПОЛЬЗОВАТЕЛЯ
(USER NAME) и на
жмите ENTER. Пе
рейдите в пустую
строку и нажмите
ENTER. Введите имя
USER NAME ADMINISTRATOR
l ACCOUNT LEVEL ADMIN
l PASSWORD
USER ACCOUNTS OFF
нового пользователя
на клавиатуре с помо
щью ручки позициони
рования, стрелок и
кнопки ENTER.
STORE DELETE
QUIT
Предусмотрено сохранение 16 учетных записей пользователей. В файлах
данных функций обеспечения качества в явной форме отражаются
пользователи, выполнившие определенные соединения.
В строке УРОВЕНЬ ДОСТУПА (ACCOUNT LEVEL) выберите:
S Администратор
полный доступ (может добавлять новых пользователей)
S Старший пользователь
имеет доступ ко всем параметрам, за исключением следующих:
S конфигурация аппарата
S учетные записи пользователей
S настройки сети
S Обычный пользователь
имеет доступ:
S В меню конфигурирования:
S Обслуживание
S В меню инструментов:
S Информация об устройстве
bi24d1ra - 57 -

RU
S В меню настроек:
S Напряжение
S Ток / подача проволоки
S Скорость перемещения
S Направление сварки
Введите пароль с помощью клавиатуры в строке ПАРОЛЬ (PASSWORD). При
включении источника питания и активизации панели управления на дисплее
отобразится запрос на ввод пароля.
Если требуется отключить данную функцию и разблокировать доступ к
источнику питания и панели управления для всех пользователей, выберите
вариант ВЫКЛ УЧЕТНЫХ ЗАПИСЕЙ (USER ACCOUNTS OFF).
9.10 Информация об устройстве
Главное меню ! Инструментарий ! Информация об устройстве
В этом меню отображается следующая информация:
S Идентификатор машины
S Идентификатор узла
2 = источник питания
6 = подача проволоки и перемещение (плата двигателя)
8 = панель управления
S Версия программного обеспечения
UNIT INFORMATION
Machine ID Node ID Software Version
44 8 1.00A
23 2 2.00A
5 6 1.18A
SETTING WELD DATA UNIT
bi24d1ra - 58 -
QUIT

PEK Control panel
Структура меню
NO TAG59
- Process
- Regulation type
- Wire type
- Wire dimension
- Configuration,
see page 62
- Tools, see page 62
SAW (CA)
Voltage
Current
Travel speed
Direction
Start data
- flux preflow
- start type
- wire creep start
- start phases
- max OCV
Stop data
- flux postflow
- crater fill
- burn-back time
- stop phases
Dynamic regulation
Setting limits
Measure limits
bi24menu - 59 -
Edition 100127

PEK Control panel
- Process
- Regulation type
- Wire type
- Wire dimension
- Configuration,
see page 62
- Tools, see page 62
GMAW (CA)
Voltage
Current
Travel speed
Direction
Start data
- gas preflow
- start type
- wire creep start
- start phases
- max OCV
Stop data
- gas postflow
- crater fill
- burn-back time
- stop phases
Dynamic regulation
Setting limits
Measure limits
bi24menu - 60 -
Edition 100127

PEK Control panel
- Process
- Regulation type
- Electrode dimension
- Configuration,
see page 62
- Tools, see page 62
GOUGING (CA)
Voltage
Current
Travel speed
Direction
Start data
- air preflow
- start type
- wire creep start
- start phases
- max OCV
Stop data
- air postflow
- crater fill
- burn-back time
- stop phases
Dynamic regulation
Setting limits
Measure limits
bi24menu - 61 -
Edition 100127

PEK Control panel
NO TAG
SAW, GMAW, GOUGING
Configuration Tools
Language
Code lock
General configuration
- fast mode soft buttons
- quality data log to file
- soft keys setup
- auto save mode
- unit of length
Machine configuration
- product code
- wire axis
- travel axis
- tandem
Cable lengths
- cable lengths
- cable area
Maintenance
- Contact tip change interval
- Total running time limit
Network setting
Error log
Export / Import
File manager
Setting limit editor
Measure limit editor
Production statistics
Quality functions
Calendar
User accounts
Unit information
bi24menu - 62 -
Edition 100127

Диаметр проволоки
Submerged arc welding with constant ampere (SAW CA)
Wire type
Fe Solid 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
Fe Solid Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x4.0 2x5.0
Fe Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0
Fe Flux Cored Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x4.0
SS Solid 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
SS Solid Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x3.2 2x4.0
SS Strip 30 x 0.5 60 x 0.5 90 x 0.5
SS Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4 3.0 3.2 4.0 5.0 6.0
SS Flux Cored Twin 2x0.8 2x1.0 2x1.2 2x1.6 2x2.0 2x2.4 2x3.0 2x3.2 2x4.0
Wire diameter (mm)
MIG/MAG welding with constant ampere (GMAW CA)
Wire type
Fe Solid 0.8 1.0 1.2 1.6 2.0 2.4
Fe Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
SS Solid 0.8 1.0 1.2 1.6 2.0 2.4
SS Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
Al Solid 0.8 1.0 1.2 1.6 2.0 2.4
Al Flux Cored 0.8 1.0 1.2 1.6 2.0 2.4
Wire diameter (mm)
Gouging with constant ampere (CA)
Electrode dimension (mm)
8.0 9.5 13.0
bi24wire - 63 -
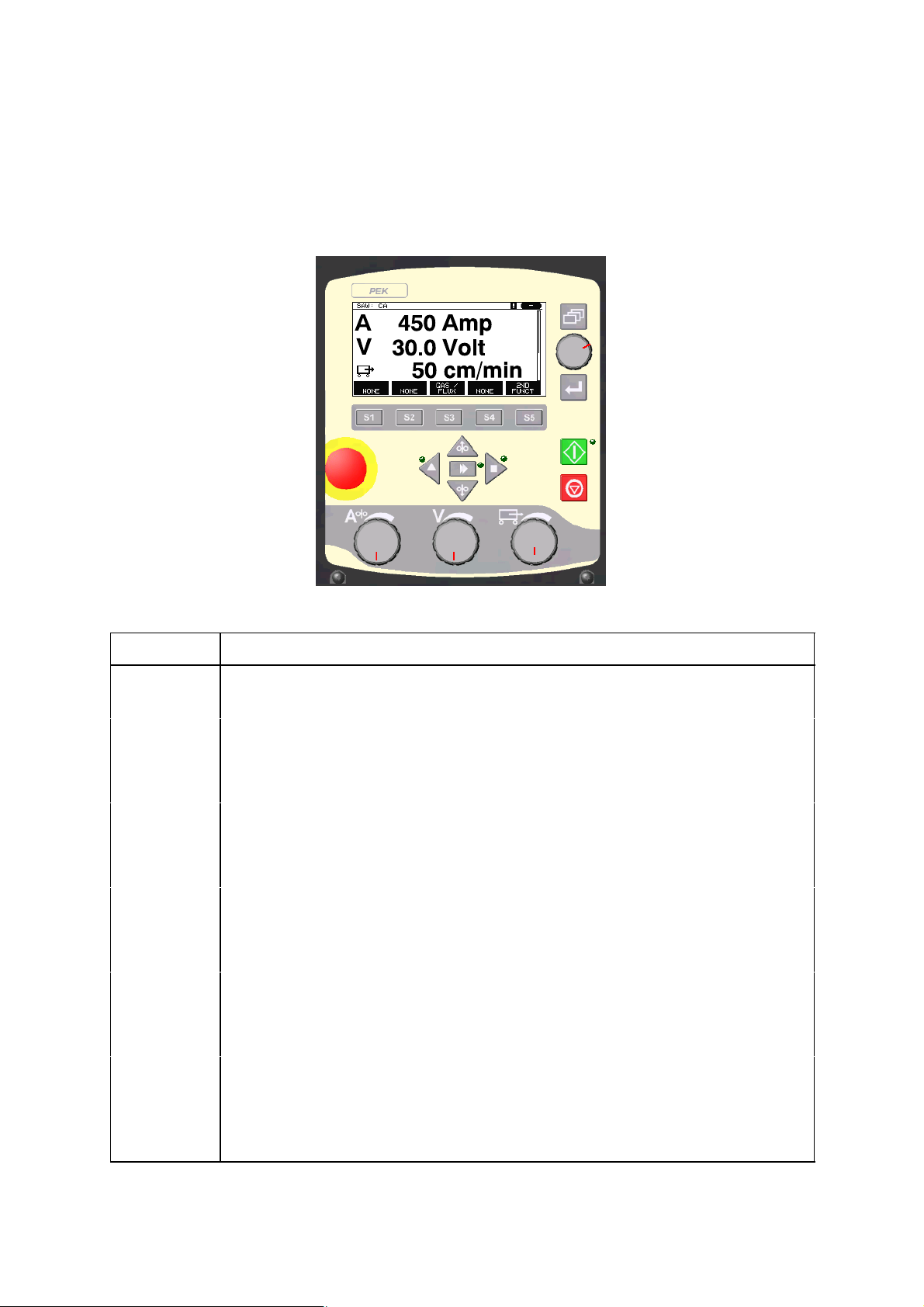
PEK Control panel
Номер заказа
Ordering no. Denomination
0460 504 880 Control unit PEK
0460 949 070 Instruction manual SE
0460 949 071 Instruction manual DK
0460 949 072 Instruction manual NO
0460 949 073 Instruction manual FI
0460 949 074 Instruction manual GB
0460 949 075 Instruction manual DE
0460 949 076 Instruction manual FR
0460 949 077 Instruction manual NL
0460 949 078 Instruction manual ES
0460 949 079 Instruction manual IT
0460 949 080 Instruction manual PT
0460 949 081 Instruction manual GR
0460 949 082 Instruction manual PL
0460 949 083 Instruction manual HU
0460 949 084 Instruction manual CZ
0460 949 085 Instruction manual SK
0460 949 086 Instruction manual RU
0460 949 089 Instruction manual EE
0460 949 090 Instruction manual LV
0460 949 091 Instruction manual SI
0460 949 092 Instruction manual LT
0460 949 093 Instruction manual CN
Instruction manuals are available on the Internet at www.esab.com
bi24o - 64 -
Edition 100127

NOTES
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
.............................................................................................................................................................
notes - 65 -

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel: +39 02 97 96 81
Fax: +39 02 97 28 91 81
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA
LLC ESAB
Moscow
Tel: +7 095 543 9281
Fax: +7 095 543 9280
LLC ESAB
St Petersburg
Tel: +7 812 336 7080
Fax: +7 812 336 7060
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
ESAB AB
SE-695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
081016
 Loading...
Loading...