

Page 1

A22 POC 12-60
Manual de instruções
0443 959 101 PT 20131217 Valid for: serial no. 730-xxx-xxxx
Page 2

Page 3

ÍNDICE
1 SEGURANÇA ....................................................................................................... 4
2 INTRODUÇÃO ...................................................................................................... 7
3 DADOS TÉCNICOS .............................................................................................. 8
4 INSTALAÇÃO ....................................................................................................... 9
5 FUNCIONAMENTO............................................................................................. 10
5.1 Ligações.............................................................................................................. 10
5.2 Ajustes ................................................................................................................ 11
5.3 Desligar a ferramenta de soldadura .................................................................12
6 MANUTENÇÃO................................................................................................... 13
6.1 Diariamente......................................................................................................... 13
6.2 Conforme necessário ........................................................................................ 13
6.3 Desmontar a ferramenta....................................................................................13
6.4 Redefinir a posição inicial.................................................................................13
6.5 Montar a ferramenta...........................................................................................13
6.6 Substituir e instalar peças de desgaste...........................................................14
7 ENCOMENDAR PEÇAS SOBRESSELENTES..................................................16
ESQUEMA DE DIMENSÕES.....................................................................................17
APLICAÇÕES............................................................................................................18
DIAGRAMA................................................................................................................20
NÚMEROS DE ENCOMENDA ..................................................................................22
ACESSÓRIOS ........................................................................................................... 23
Reservamo-nos o direito de alterar as especificações sem aviso prévio.
0443 959 101 © ESAB AB 2013
Page 4

1 SEGURANÇA
1 SEGURANÇA
São os utilizadores de equipamento ESAB a quem em última análise cabe a
responsabilidade de assegurar que qualquer pessoa que trabalhe no equipamento ou
próximo do mesmo observe todas as medidas de precaução de segurança pertinentes. As
medidas de precaução de segurança têm de satisfazer os requisitos que se aplicam a este
tipo de equipamento. Além dos regulamentos normais aplicáveis ao local de trabalho, devem
observar-se as seguintes recomendações.
Todo o trabalho deve ser executado por pessoal especializado, bem familiarizado com o
funcionamento do equipamento. A operação incorreta do equipamento pode resultar em
situações perigosas que podem dar origem a ferimentos no operador e danos no
equipamento.
1. Qualquer pessoa que utilize o equipamento tem de estar familiarizada com:
○ a operação do mesmo
○ a localização das paragens de emergência
○ o seu funcionamento
○ as medidas de precaução de segurança pertinentes
○ soldadura e corte ou outra operação aplicável do equipamento
2. O operador deve certificar-se de que:
○ dentro da área de funcionamento do equipamento, aquando da sua colocação em
funcionamento, apenas estão pessoas autorizadas
○ quando se forma o arco ou se inicia o trabalho com o equipamento, todas as
pessoas autorizadas se encontram devidamente protegidas
3. O local de trabalho deverá satisfazer os seguintes requisitos:
○ ser adequado ao fim a que se destina
○ não ter correntes de ar
4. Equipamento de segurança pessoal:
○ Use sempre o equipamento de segurança pessoal recomendado como, por
exemplo, óculos de segurança, vestuário à prova de chama, luvas de segurança
○ Não use artigos largos ou soltos como, por exemplo, lenços ou cachecóis, pulseiras,
anéis, etc., que possam ser apanhados pelo equipamento ou provocar queimaduras
5. Medidas gerais de precaução:
○ Certifique-se de que o cabo de retorno está bem ligado
○ O trabalho em equipamento de alta tensão só pode ser executado por um
eletricista qualificado
○ O equipamento de extinção de incêndios apropriado tem de estar claramente
identificado e em local próximo
○ A lubrificação e a manutenção nãopodem ser executadas no equipamento durante o
seu funcionamento
0443 959 101
CUIDADO!
Leia e compreenda o manual de instruções antes de
instalar ou utilizar a unidade.
- 4 -
© ESAB AB 2013
Page 5

1 SEGURANÇA
AVISO!
A soldadura por arco elétrico e o corte acarretam perigos, para si e para os
outros. Tome as precauções adequadas sempre que soldar e cortar. Peça as
práticas de segurança do seu empregador, as quais se devem basear nos dados
de perigo fornecidos pelos fabricantes.
CHOQUE ELÉTRICO – Pode matar
• Instale a unidade e ligue à terra de acordo com as normas aplicáveis
• Não toque em peças elétricas ou em elétrodos com carga com a pele
• Isole-se a si próprio, e à peça de trabalho, da terra
• Certifique-se de que a sua posição de trabalho é segura
FUMOS E GASES – Podem ser perigosos para a saúde
• Mantenha a cabeça afastada dos fumos
• Utilize ventilação ou extração no arco, ou ambos, para manter os fumos e os
RAIOS DO ARCO – Podem ferir os olhos e queimar a pele
desprotegida, com luvas molhadas ou roupas molhadas
gases longe da sua zona de respiração e da área em geral
• Proteja os olhos e o corpo. Utilize as proteções para soldadura e lentes de
filtro corretas e use vestuário de proteção
• Proteja as pessoas em volta com proteções ou cortinas adequadas
PERIGO DE INCÊNDIO
• As faíscas (fagulhas) podem provocar incêndios. Por isso, certifique-se de
que não existem materiais inflamáveis por perto
RUÍDO – O ruído excessivo pode provocar danos na audição
• Proteja os ouvidos. Utilize protetores auriculares ou outro tipo de proteção
auricular. Proteja os ouvidos. Utilize protetores auriculares ou outro tipo de
proteção auricular
• Avise as pessoas que estão próximas do risco
AVARIAS - Peça a assistência de um perito caso surja uma avaria.
Leia e compreenda o manual de instruções antes de instalar ou utilizar a
unidade.
PROTEJA-SE A SI E AOS OUTROS!
CUIDADO!
Este produto foi concebido exclusivamente para soldadura por arco elétrico.
CUIDADO!
O equipamento de Classe A não se destina a ser
utilizado em zonas residenciais onde a alimentação
elétrica seja fornecida pela rede pública de baixa tensão.
Poderá haver dificuldades em garantir a compatibilidade
eletromagnética de equipamento de Classe A nessas
zonas devido a perturbações conduzidas bem como a
perturbações radiadas.
A ESAB pode fornecer-lhe toda a proteção e acessórios de soldadura necessários.
0443 959 101
- 5 -
© ESAB AB 2013
Page 6

1 SEGURANÇA
NOTA!
Eliminação de equipamento eletrónico nas
instalações de reciclagem!
De acordo com a Diretiva Europeia 2002/96/CE relativa
a resíduos de equipamentos elétricos e eletrónicos e
respetiva implementação em conformidade com o direito
nacional, o equipamento elétrico e/ou eletrónico que
atingiu o fim da sua vida útil deve ser eliminado em
instalações de reciclagem.
Como responsável pelo equipamento, faz parte das suas
funções informar-se sobre estações de recolha
aprovadas.
Para mais informações, contacte o revendedor ESAB
mais perto de si.
0443 959 101
- 6 -
© ESAB AB 2013
Page 7

2 INTRODUÇÃO
2 INTRODUÇÃO
As POC 12-60 foram concebidas para soldadura TIG de tubos em chapas planas. Estas
ferramentas também podem ser utilizadas para processar a gama completa de cordões de
soldadura, apesar de, em determinadas situações, esta tarefa exigir a utilização de
equipamento adicional. Podem ser utilizadas com a fonte de alimentação MechTig.
As ferramentas de soldadura de tubos em chapa têm de ser utilizadas com o eixo e mandril
de centragem adequados, conforme indicado na tabela, no apêndice "APLICAÇÕES" deste
manual.
0443 959 101
- 7 -
© ESAB AB 2013
Page 8

3 DADOS TÉCNICOS
3 DADOS TÉCNICOS
Ferramenta de soldadura de tubos em
POC 12-60
chapa
Corrente máx. de soldadura contínua 180 A/60%
Corrente máx. de soldadura pulsada 200 A/60%
Intervalo de trabalho 12-60 mm
N.º máx. de rotações 1,5 voltas
Ângulo do eléctrodo para:
- soldadura de topo a topo paralelo ao eixo do tubo
- soldadura em ângulo interna 30° em relação ao eixo do tubo
Diâmetro do eléctrodo 1,6 e 2,4 mm
Velocidade de rotação 0,22-4,4 rpm
Velocidade de alimentação do fio 0,10-1,5 m/min
Diâmetro do fio 0,8 e 0,91 mm
Comprimento do cabo de soldadura 8 m
Peso:
- ferramenta 4,5 kg
- conjunto cabo/mangueira 4,5 kg
Nível de ruído contínuo ponderado em A 58 dB
Temperatura de funcionamento -10 a +40 °C
Temperatura de transporte -20 a +55 °C
0443 959 101
- 8 -
© ESAB AB 2013
Page 9

4 INSTALAÇÃO
4 INSTALAÇÃO
A instalação tem de ser efetuada por um profissional.
AVISO!
As peças rotativas podem provocar ferimentos; tenha
muito cuidado.
CUIDADO!
Este produto foi concebido para utilização industrial. Em ambientes domésticos
este produto pode provocar interferências de rádio. É da responsabilidade do
utilizador tomar as precauções adequadas.
CUIDADO!
Perigo de rebentamento da mangueira! Nunca utilize uma pressão superior a 3,5
bar nas mangueiras do líquido de refrigeração! Aplique ar comprimido para
retirar todo o produto de arrefecimento que está dentro do sistema para dentro
de um recipiente.
CUIDADO!
O líquido de refrigeração tem que ser manuseado como resíduo químico.
0443 959 101
- 9 -
© ESAB AB 2013
Page 10

5 FUNCIONAMENTO
5 FUNCIONAMENTO
Os regulamentos gerais de segurança para o manuseamento do equipamento
encontram-se no capítulo "SEGURANÇA" deste manual. Leia-os com atenção antes
de começar a utilizar o equipamento!
AVISO!
Perigo para a saúde! Evite respirar os vapores de soldadura!
AVISO!
Perigo de queimadura na peça de trabalho e na zona de soldadura da cabeça de
soldadura.
CUIDADO!
Para evitar danos na ferramenta de soldadura, verifique se o cabo de retorno
está ligado à peça de trabalho e se o eléctrodo de tungsténio está na posição de
arranque antes de a soldadura começar.
5.1 Ligações
A. Cabo do motor - rotação D. Refrigeração - mangueira de água,
entrada
B. Cabo do motor - alimentação do fio E. Cabo de soldadura
C. Refrigeração - mangueira de água, saída F. Mangueira de gás
0443 959 101
- 10 -
© ESAB AB 2013
Page 11

5 FUNCIONAMENTO
5.2 Ajustes
Ajustar o diâmetro da solda
• Desaperte o parafuso de fixação (8).
• Rode o dente de roda (7) no braço de
ligação (3) utilizando uma chave de
parafusos (5) para definir o diâmetro
correcto da solda.
• Desaperte o parafuso (4).
• Ajuste o ângulo do eléctrodo rodando o
respectivo suporte (6).
• Aperte os parafusos de fixação (4 e 8).
Ajustar o comprimento do arco
• Ajuste o comprimento do arco (distância
entre a ponta do eléctrodo e a peça de
trabalho) apertando o parafuso
espaçador (9).
• Fixe-o na devida posição com a porca
(10).
Alimentação do fio de adição
• Apare a extremidade se esta se
encontrar dobrada e lime a ponta de
modo a obter um formato arredondado.
• Insira o fio no bocal de entrada (1).
• Passe o fio pela ferramenta (accione
manualmente a unidade de alimentação
do fio).
0443 959 101
- 11 -
© ESAB AB 2013
Page 12

5 FUNCIONAMENTO
5.3 Desligar a ferramenta de soldadura
• Desligue a ferramenta de soldadura de
acordo com a ilustração. A posição inicial
é, então, 11,25° antes da posição das 12
horas.
Para redefinir a posição inicial, consulte
a secção "Redefinir a posição inicial" do
capítulo "MANUTENÇÃO".
A ferramenta pode ser equilibrada de modo a
minimizar o respectivo peso utilizando um
bloco de equilíbrio. Consulte o apêndice
"ACESSÓRIOS" deste manual.
0443 959 101
- 12 -
© ESAB AB 2013
Page 13

6 MANUTENÇÃO
6 MANUTENÇÃO
NOTA!
A manutenção regular é importante para o funcionamento seguro e fiável do
produto.
CUIDADO!
Todos os compromissos de garantia dados pelo fornecedor deixam de existir se
o cliente tentar executar qualquer trabalho no produto durante o período de
garantia para retificar quaisquer avarias.
6.1 Diariamente
• Certifique-se de que nenhum dos cabos e mangueiras se encontra danificado.
6.2 Conforme necessário
• Limpe e lubrifique todas as superfícies de deslizamento utilizando massa lubrificante.
Consulte o apêndice "ACESSÓRIOS" deste manual.
• Verifique regularmente os componentes de desgaste e, se necessário, substitua-os.
• Certifique-se de que o eléctrodo de tungsténio encaixado é o correcto e de que o
mesmo se encontra devidamente rectificado.
6.3 Desmontar a ferramenta
A ferramenta tem de ser desmontada para redefinir a posição inicial e reparar avarias.
Para os números entre parêntesis (1), consulte a ilustração abaixo.
• Desaperte os três parafusos (1) que suportam a placa de apoio (2).
• Remova os parafusos (4).
• Retire o tubo de apoio (3).
• Remova cuidadosamente a unidade interior (5) na íntegra, sem danificar o
microinterruptor (9).
6.4 Redefinir a posição inicial
Para os números entre parêntesis (1), consulte a ilustração abaixo.
• Remova os quatro parafusos (7).
• Retire a roda de coroa (8). Pode agora rodar o came que acciona o microinterruptor em
intervalos de 22,5°, começando 11,25° antes da posição das 12 horas.
6.5 Montar a ferramenta
Para os números entre parêntesis (1), consulte a ilustração abaixo.
• Insira a unidade interior (5) na caixa (6). Certifique-se de que o microinterruptor (9) não
toca no centro do came.
• Alinhe as peças de modo a que o dente de roda encaixe na roda de coroa (8).
• Volte a instalar o tubo de apoio (3) (lubrifique ligeiramente as superfícies de contacto do
anel de vedação utilizando massa lubrificante Barrierta ou equivalente) e a placa de
apoio (2) com parafusos (1).
• Por último, coloque os parafusos (4).
0443 959 101
- 13 -
© ESAB AB 2013
Page 14

6 MANUTENÇÃO
6.6 Substituir e instalar peças de desgaste
Eléctrodo de tungsténio
• Reduza o comprimento do eléctrodo de
tungsténio (4) para aproximadamente 45
mm e rectifique-o de modo a obter o
ângulo pretendido.
• Desaperte o invólucro de gás (3).
• Desaperte o bocal do eléctrodo (5) ou,
em alternativa, a lente de gás (2).
• Substitua o eléctrodo de tungsténio (4).
Caso pretenda instalar um eléctrodo de
diâmetro diferente, a ponta de contacto
(5) ou, em alternativa, a lente de gás (2)
e o colar (1) também devem ser
substituídos.
O ajuste do eléctrodo de tungsténio é importante para garantir resultados consistentes em
soldaduras subsequentes.
Utilize eléctrodos de tungsténio previamente rectificados e do mesmo comprimento e
encaixe-os na mesma posição
0443 959 101
- 14 -
© ESAB AB 2013
Page 15

6 MANUTENÇÃO
Ponta de contacto
• Solte a ponta de contacto (3) utilizando o
parafuso(5). A ponta de contacto está
aparafusada à conduta do fio (2).
Conduta do fio
• Desmonte a ferramenta. Para tal,
consulte a secção "Desmontar a
ferramenta" acima.
• Desaperte a ponta de contacto (3) da
conduta do fio (2) e retire a conduta do
fio da unidade de alimentação do fio (1).
• Aperte a extremidade internamente
biselada da nova conduta na unidade de
alimentação do fio.
• Aperte a ponta de contacto (3).
• Volte a montar a ferramenta.
0443 959 101
- 15 -
© ESAB AB 2013
Page 16

7 ENCOMENDAR PEÇAS SOBRESSELENTES
7 ENCOMENDAR PEÇAS SOBRESSELENTES
A POC 12-60 foi concebida e testada de acordo com as normas internacionais e
europeias EN 60204-1, 12100-2 e EN 60974-10. Compete ao serviço que efectuou o
trabalho de assistência ou reparação certificar-se de que o produto ainda obedece à
norma referida.
CUIDADO!
Os trabalhos de reparação e elétricos deverão ser efetuados por um técnico
autorizado ESAB. Utilize apenas peças sobresselentes e de desgaste originais
da ESAB.
As peças sobressalentes podem ser encomendadas através do seu revendedor ESAB mais
perto de si; consulte a contracapa deste documento. Quando fizer a encomenda, indique o
tipo de produto, o número de série, a designação e o número da peça sobressalente de
acordo com a lista de peças sobressalentes. Isto facilita o despacho e assegura uma
entrega correta.
0443 959 101
- 16 -
© ESAB AB 2013
Page 17

ESQUEMA DE DIMENSÕES
ESQUEMA DE DIMENSÕES
0443 959 101
- 17 -
© ESAB AB 2013
Page 18
APLICAÇÕES
APLICAÇÕES
0443 959 101
- 18 -
© ESAB AB 2013
Page 19

APLICAÇÕES
Min mm Max mm Ordering no. Ordering no.
Tube diameter Centering mandrel Spindle
10,0
10,5
11,0
11,5
12,0
12,5
12,8
13,8
14,8
15,8
16,8
17,8
18,8
19,8
22,0
24,5
10,5
11,0
11,5
12,0
12,5
13,0
14,0
15,0
16,0
17,0
18,0
19,0
20,5
22,5
25,0
27,0
0444 540 880
0444 540 881
0444 540 882
0444 540 883
0444 540 884
0444 540 885
0444 540 886
0444 541 881
0444 541 882
0444 541 883
0444 541 884
0444 541 885
0444 541 886
0444 541 887
0444 542 880
0444 542 881
0332 207 880
0332 208 880
0332 209 880
26,5
28,5
30,5
32,5
35,5
38,5
41,5
44,5
47,5
50,5
53,5
57,5
61,5
65,5
69,5
73,5
29,0
31,0
33,0
36,0
39,0
42,0
45,0
48,0
51,0
54,0
58,0
62,0
66,0
70,0
74,0
78,0
0444 542 882
0444 542 883
0444 542 884
0444 542 885
0444 542 886
0444 542 887
0444 543 880
0444 543 881
0444 543 882
0444 543 883
0444 543 884
0444 543 885
0444 543 886
0444 543 887
0444 543 888
0444 543 889
0332 210 880
0443 959 101
77,5
82,0
- 19 -
0444 543 890
© ESAB AB 2013
Page 20

DIAGRAMA
DIAGRAMA
0443 959 101
- 20 -
© ESAB AB 2013
Page 21

DIAGRAMA
12-pole Burndy
23-pole Burndy
0443 959 101
- 21 -
© ESAB AB 2013
Page 22

NÚMEROS DE ENCOMENDA
NÚMEROS DE ENCOMENDA
Ordering no. Denomination Type
0443 930 880 Tube plate welding tool A22 POC 12-60
0443 930 990 Spare parts list A22 POC 12-60
Os manuais de instruções e a lista de peças sobressalentes estão disponíveis na Internet
em: www.esab.com
0443 959 101
- 22 -
© ESAB AB 2013
Page 23

ACESSÓRIOS
ACESSÓRIOS
0444 044 001 Energrease BP-LS EP 00
0332 330 005 Balance block
0333 897 880 Accessory set for external fillet welding < 36 mm
0333 897 883 Accessory set for external fillet welding 36 - 93 mm
0441 000 880 Accessory set for titan welding
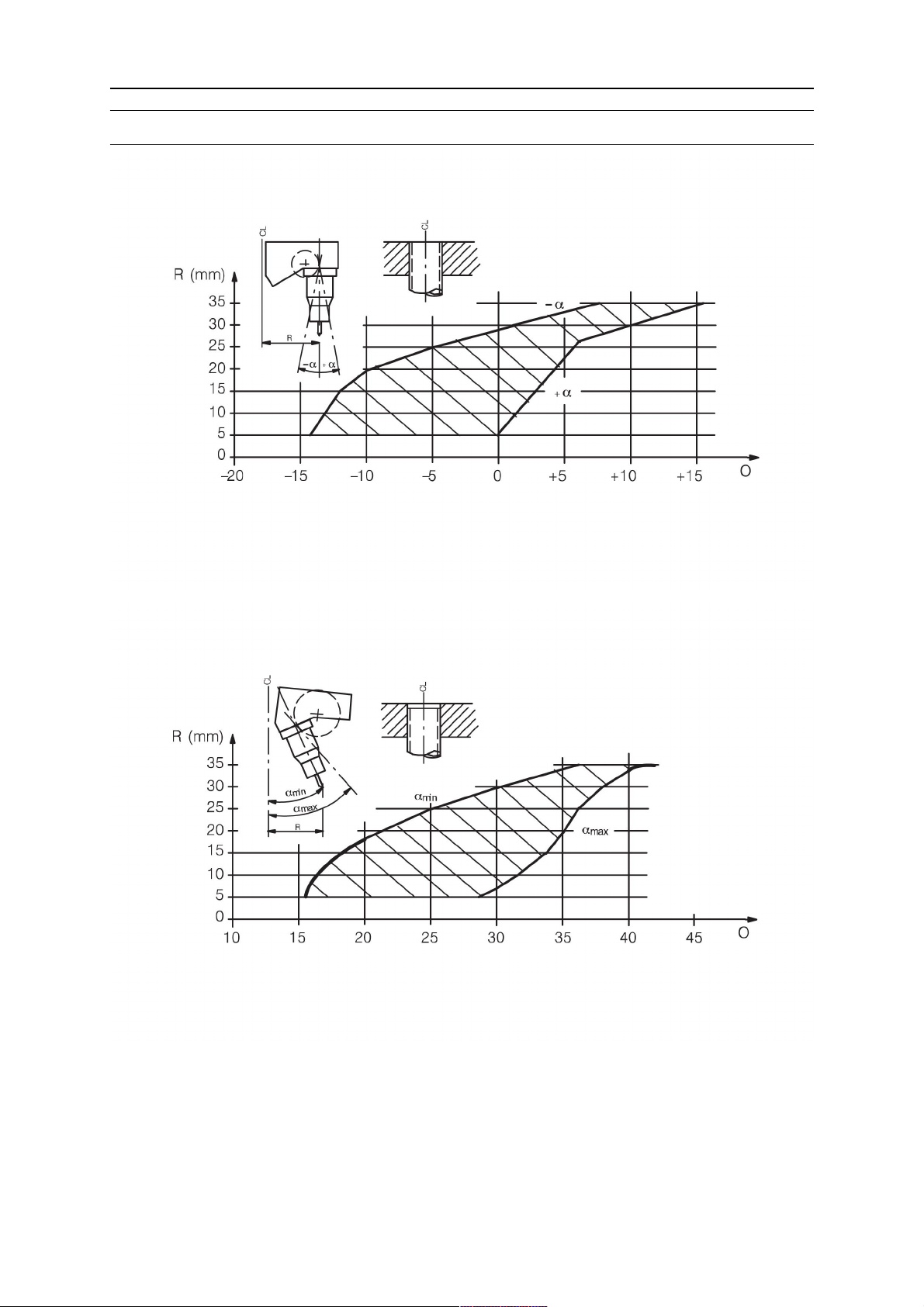
0441 131 880 Accessory set for internal
bore welding 9.5-15 mm
0441 132 880 Accessory set for internal
bore welding 15-20 mm
0441 133 880 Accessory set for internal
bore welding 20-30 mm
When ordering the internal welding kit, specify
the inner diameter of the tube, D, and the
distance of the weld from theoutside of
theplate,A.
0444 484 880 Contact spring complete
1. Screw 2. Spring 3. Spacer
0443 959 101
- 23 -
© ESAB AB 2013
Page 24

ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
BULGARIA
ESAB Kft Representative Office
Sofia
Tel: +359 2 974 42 88
Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB International AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting
Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting
Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
www.esab.com
 Loading...
Loading...