

Erika D12000 Installation Manual

FORMATIC
D12,000
Instruction manual
Gibson Street, Leeds Road, Bradford
West Yorkshire, England. BD3 9TR
Telephone: +44 (0) 1274 668771 Fax: +44 (0) 1274 665214
ORIGINAL INSTRUCTIONS
FORMATIC D12,000
CONTENTS
1. Introduction
2. Technical Specification
3. Installation / Preparation for Production
4. Operating the machine
5. Cleaning
6. Safety
7. Maintenance
8. Fault Finding Guide
9. Recommended Spares List
10. Wiring Diagrams
11. Optional Extra’s
12. Water Chiller information
13. Declaration of Conformity
(1) INTRODUCTION
This booklet should be read before attempting to use the machine, training is also
recommended.
The Deighton Manufacturing Formatic D12,000 is specifically designed to meet the needs of
users who require a larger output than that supplied by Deighton’s standard range of Formatic
machines.
The Formatic D12,000 along with the other machines in the Formatic range guarantee
accurate forming and portioning of a wide variety of food mixtures and products.
Suited to a variety of mixtures, textures and consistencies, the Formatic D12,000 uses
synchronised paddles to gently press mixture into the required form shape in both drums of
the machine.
Assisted by the wire drum scrapers, the formed products are ejected onto the conveyors, and
thus presented for packaging or further processing.
The unit is controlled from the front, the controls situated on an angled face, controls
consisting of an ON button, Emergency stop, one Timer for altering the conveyor speed plus
one Timer for altering the drum speed.
Hygiene
The D12,000 assembly is of a stainless steel, anodised aluminium and Delrin construction
which lends itself to ease of cleaning. All controls and motors are sealed to at least IP55.
(2) TECHNICAL SPECIFICATION
Formatic D12,000
Weight (approx): 220kg
Total width: 880mm
Length: 1000mm
Unit Height: 2145mm
Electrical Supply: 220/240v 50hz AC
Power: 1760w
Product Envelope: (L)140mm x (W)135mm x (D)6mm to 24mm
6mm to 34mm special
Product Output: 12,000 per hour
Hopper Capacity: 200 Litres
Noise: Emissions do not exceed 70 dB at workstation position
This manual provides information on the Formatic D12,000 with instructions on
installation, operation, cleaning and maintenance.
(3) INSTALLATION
The Formatic D12,000 is delivered as a complete unit. Castors allow ease of mobility. Ensure
the unit is placed on a level floor and the brakes on the braked castors are locked on prior to
lowering the four stabilising feet. The feet should be lowered and locked in the desired
position. Ensure that the machine is level and stable.
Pre Operation Checks
Check the machine for transport damage and report any immediately to Deighton
Manufacturing Ltd.
Remove any packaging material.
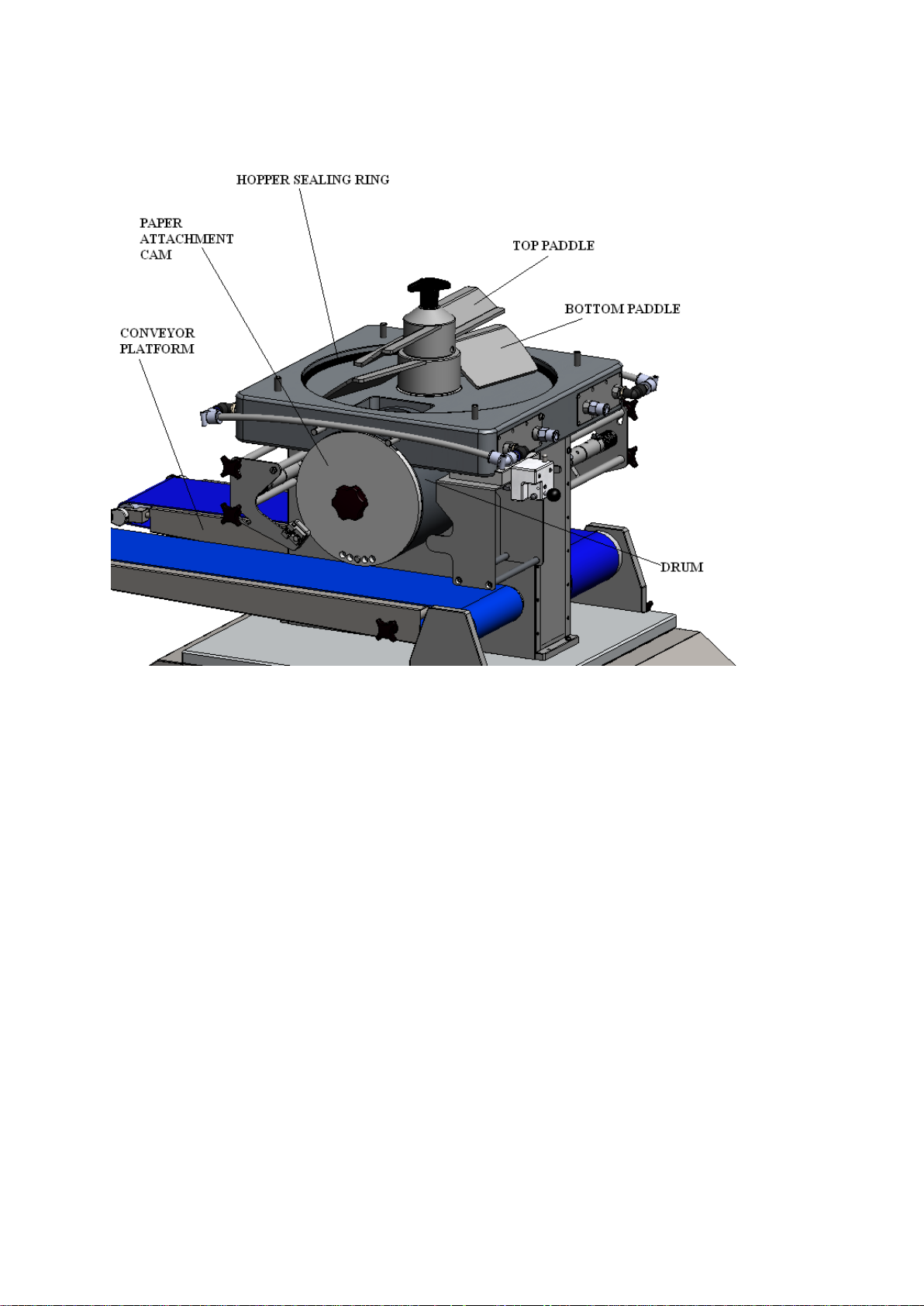
Position the selected drum onto the drum shaft ensuring that the keyways on the drum shaft
and the drum are aligned, push the drum completely home (if the forms are not fully extended
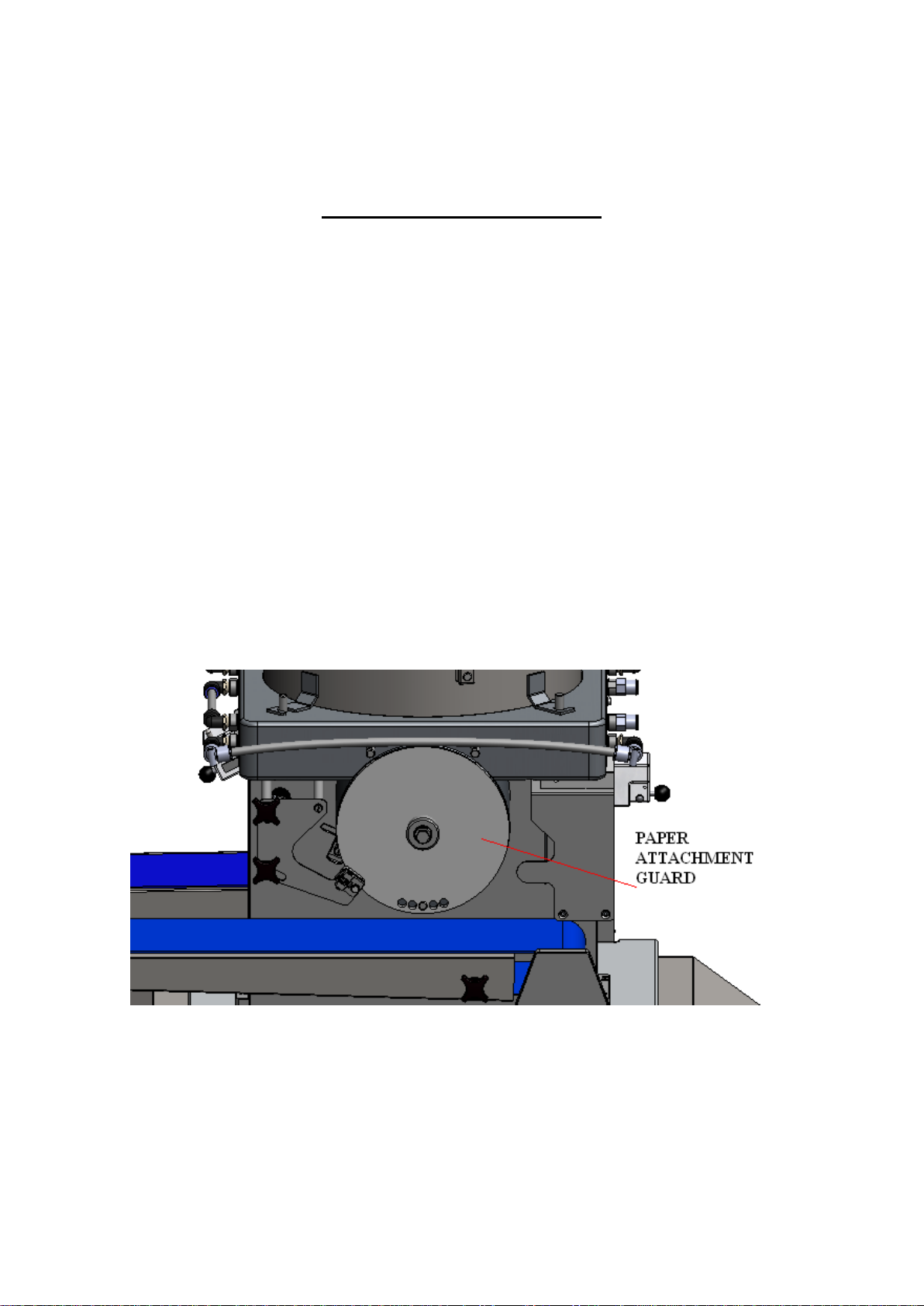
you will need to lift the ejector set over the cam). Fit the paper cam/guard over the drum on
the end of the shaft and secure with spanner.
Repeat the procedure for both drums.
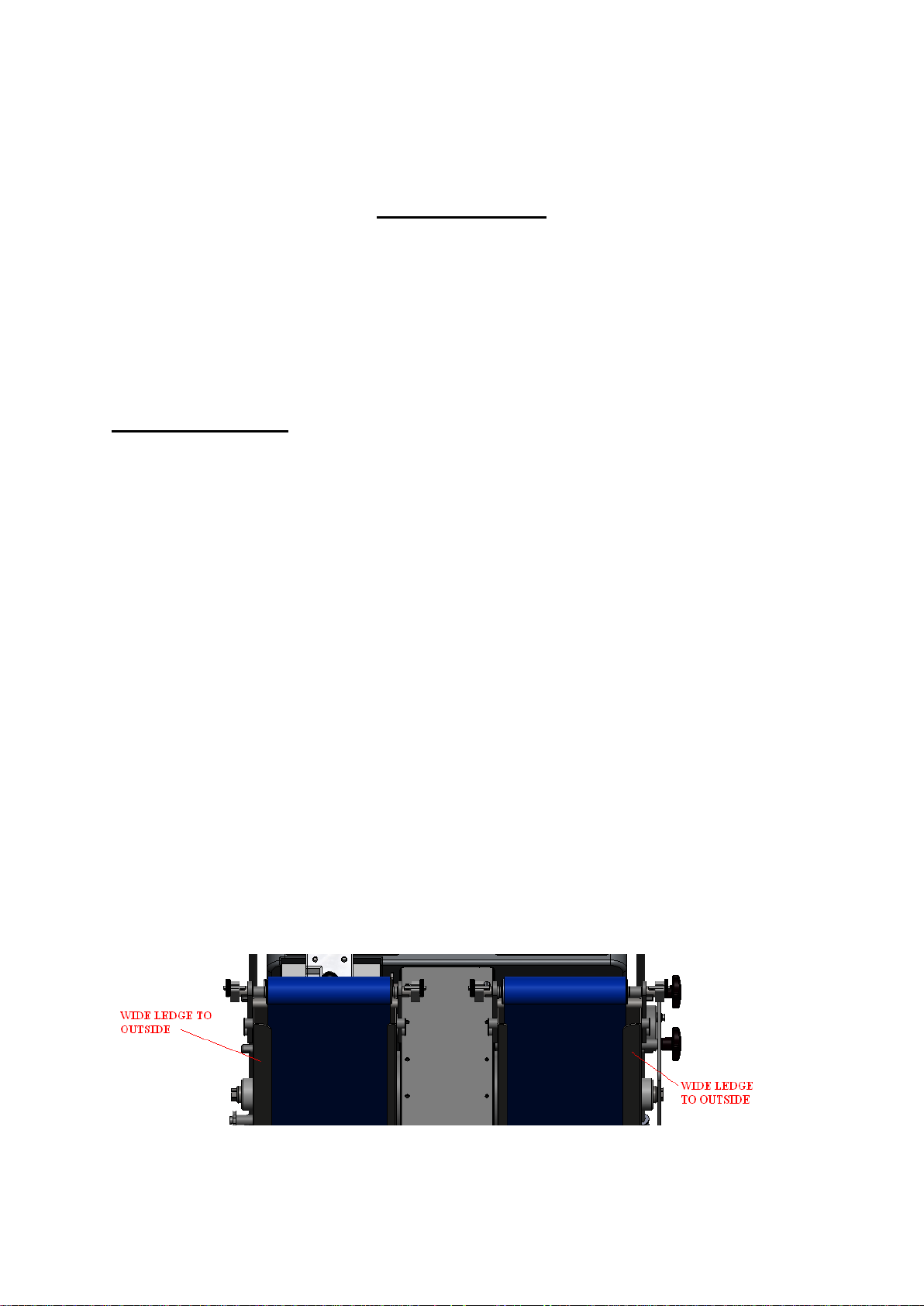
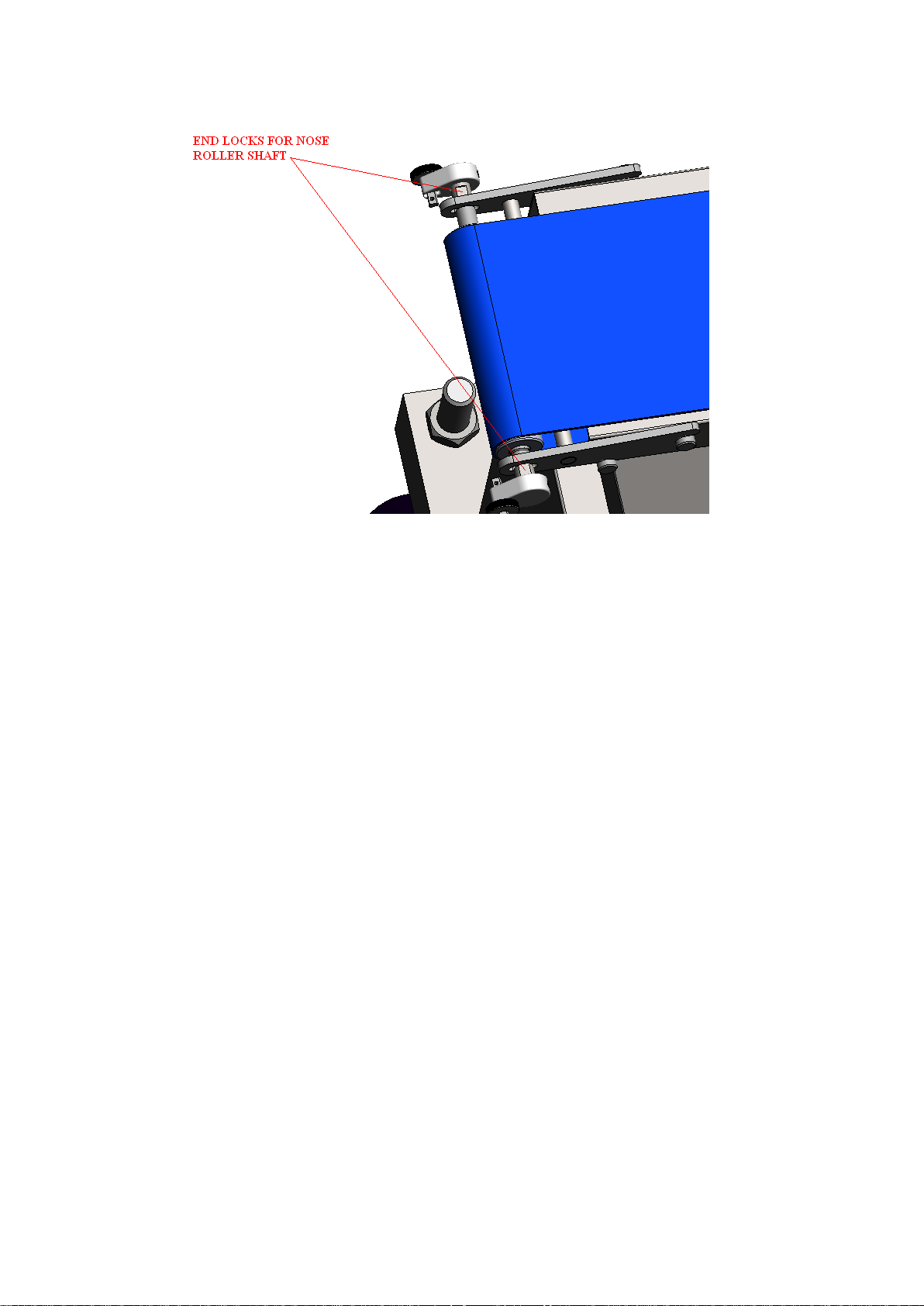
Locate the front conveyor platform (denoted by width of ledge on underside of platform),
onto the pivot shaft positioned to the bottom right of the drum (as shown over). With the
conveyor nose roller assembly rotated upwards slip the conveyor belt onto the nylon drive
roller and around the platform nose roller. Set the nose roller assembly down, lock in place
using the hand knob provided. The tension of the belt can be altered by moving the nose
roller shaft, use the shaft end locks, spanner required, this is to be done when the nose roller
assembly is in the raised position. Fit the scraper wire assembly into the support brackets on
the nose of the conveyor and adjust the tension.
Repeat the procedure for the back conveyor platform.
Position the chosen paddles onto the paddle shaft at the top of the machine, ensuring the
keyways are aligned, and secure in place with paddle knob.
Ensure the hopper sealing ring is pressed firmly into its retaining slot in the machine top.
Slacken the four hopper securing knobs on the top of the machine. Place the hopper into the
top machined recess on the hopper seal and rotate such that the hopper
securing lugs engage with the threaded studs.
NOTE - The hopper is handed to ensure correct positioning, one of the hopper lugs is longer
than the other three lugs, the threaded studs, (left hand stud as seen below) is set in a different
position to accommodate the longer lug.
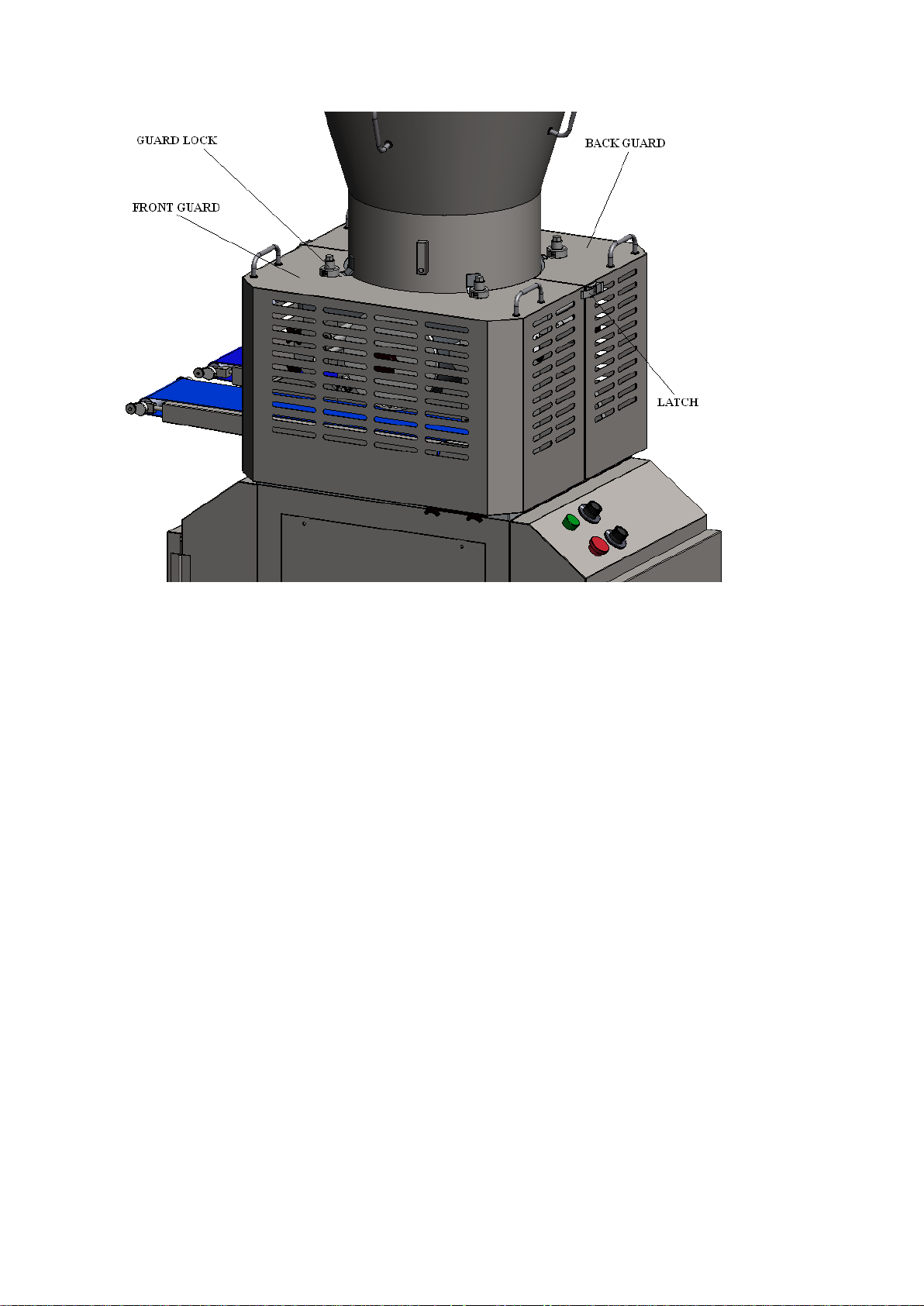
Once the hopper is in position fix the front and back guards, these are located by the threaded
studs protruding from the top plate. Lock the guards together with the latches on the sides of
the guards. Secure the hopper and guards in place by tightening the guard locks.
Ensure belts are positioned correctly and are not catching anywhere.
Turn the conveyor speed to minimum setting.
Turn the drum speed to minimum setting.
Connect the unit to the electrical supply.
The electrical supply can now be switched on.
Press the green start button.
Check for smooth operation of the paddles, drum and conveyors.
To stop the machine, press the red stop button.
The working position of the scraper, although factory set, can be adjusted manually by
loosening the two locking knobs and carefully moving the scraper guard. The tension of the
plastic scraper wire can be adjusted by rotating the scraper wire screw, unlocking the grub
screw, rotate the scraper wire screw then re-lock the grub screw.
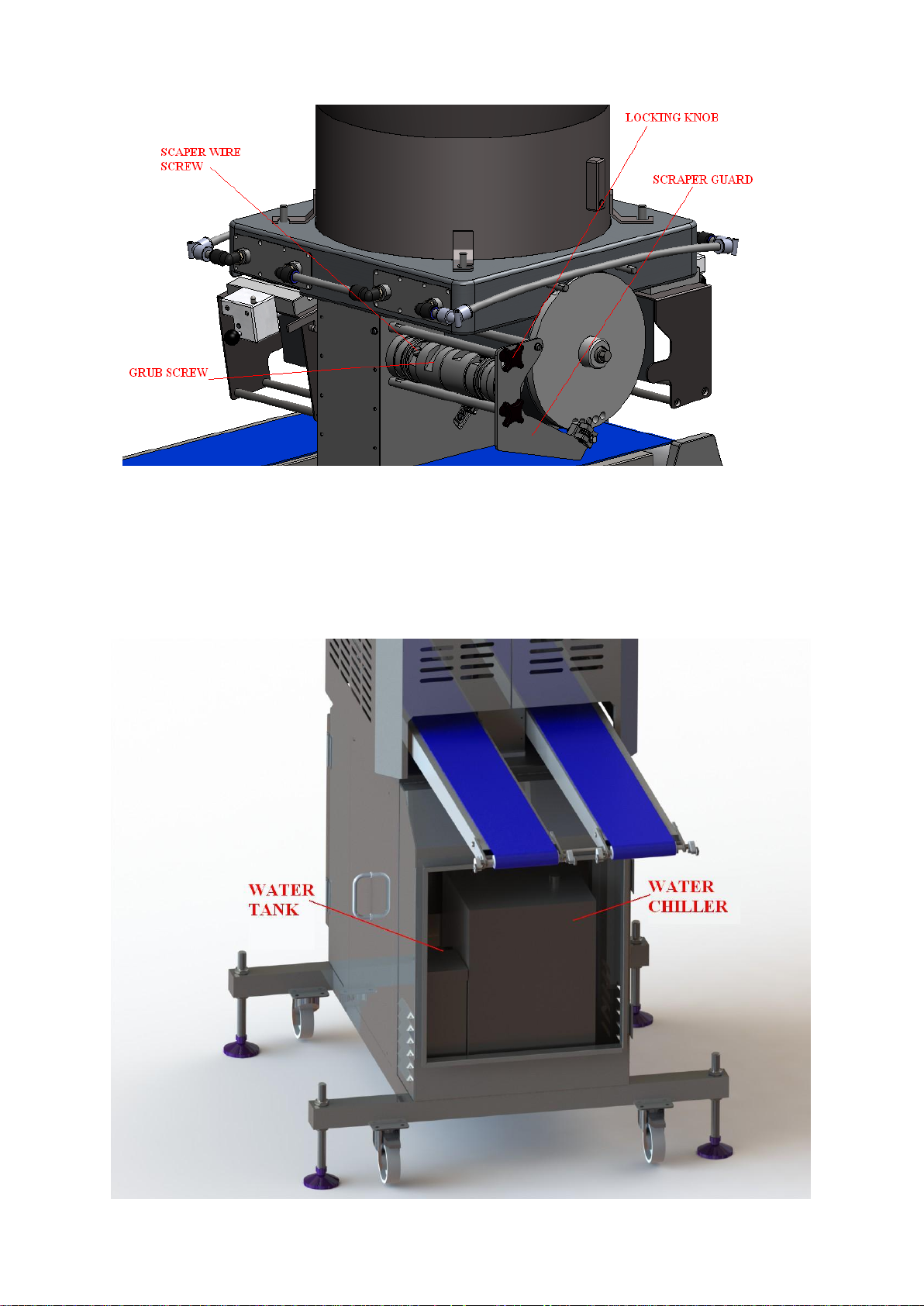
To fill the water tank remove the water pipe from the tank, the pipe is loose within the tank,
remove the water tank from within the cabinet, fill the water tank with 2 to 2 ½ litres of clean
water, replace the tank and water pipe.

Installation is now complete and the machine can now be sited ready for production.
The machine should now be cleaned ready for production (see Cleaning).
If the paddles, drum and conveyors do not begin moving check –
The power is connected and switched on.
The guards are correctly positioned, the guards contain interlocks that prevent the
machine from working unless they are situated correctly.
There are no obstructions preventing the rotation of the paddles or drums.
The stop button is not depressed.
If, after carrying out these checks no movement occurs when the start button is depressed,
contact your machine supplier or the manufacturer for further assistance.
(4) OPERATING THE MACHINE
Connect up to the supply and press the green start button. The form drums, conveyors and
hopper paddles should rotate smoothly and quietly and the belts should run smoothly.
If the guards are not positioned correctly the machine will not operate. Reposition the guards
and press the green start button to operate.
To adjust the thickness and weight of the finished product (the variation available being
between 6mm and 34mm) use the following routine.
Remove the guards.
Remove the paper attachment guards.
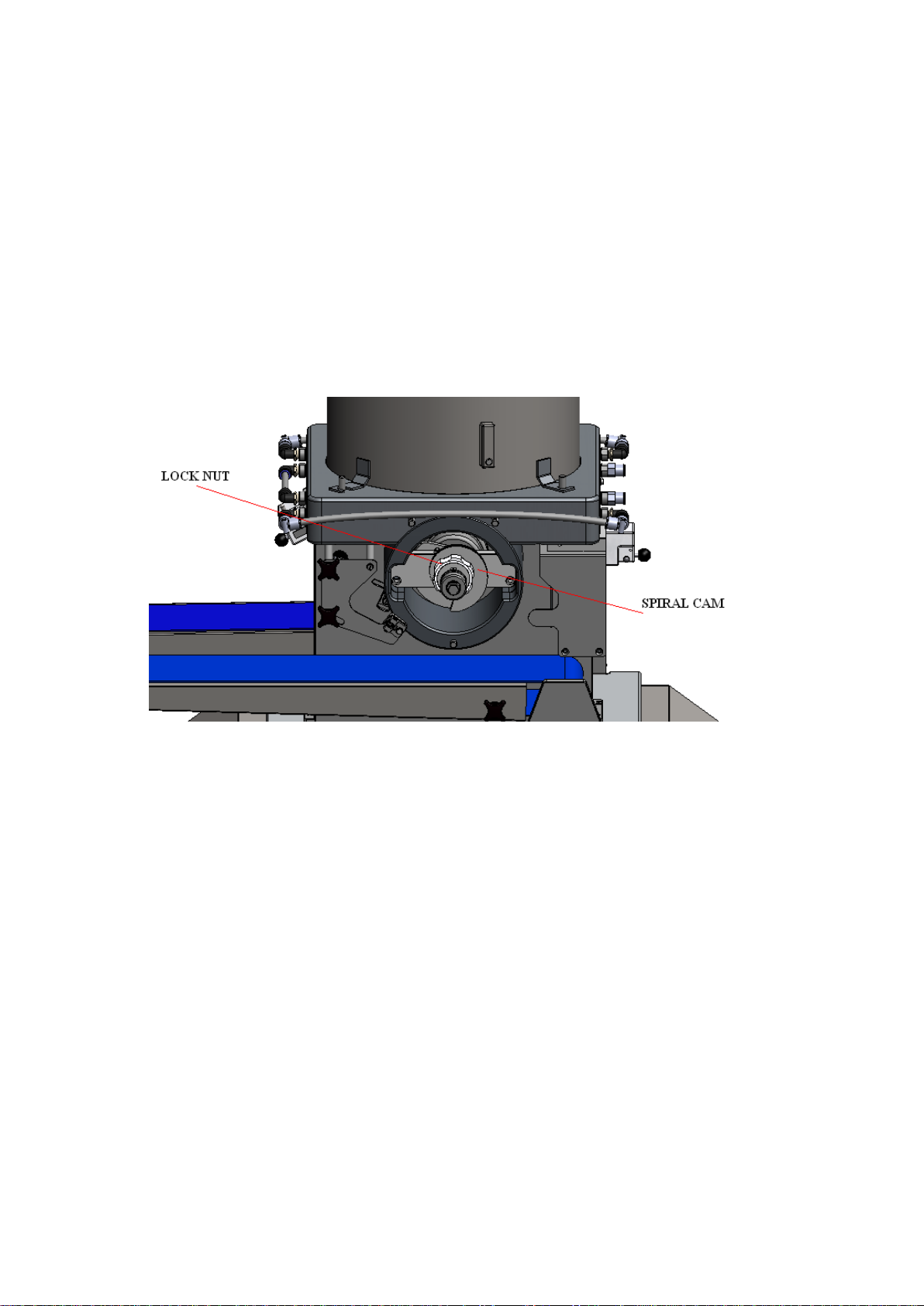
Release the lock nuts and rotate the spiral cams, lowering or raising the form cams to
approximately the desired thickness of form.
Re-lock the lock nuts and replace the paper attachment guards and machine guards.
Add approximately 10Kg of product.
Run the machine until two full forms are obtained per drum.
Weigh the fully formed products and either increase or decrease the thickness of form
until the correct weight is achieved. This is done by using the above mentioned
procedure.
Ensure there are no large, hard objects within the mix.
Once the required weight is achieved the machine is then ready to run.
The speed of the drums and conveyor can be changed using the dials on the angled face.
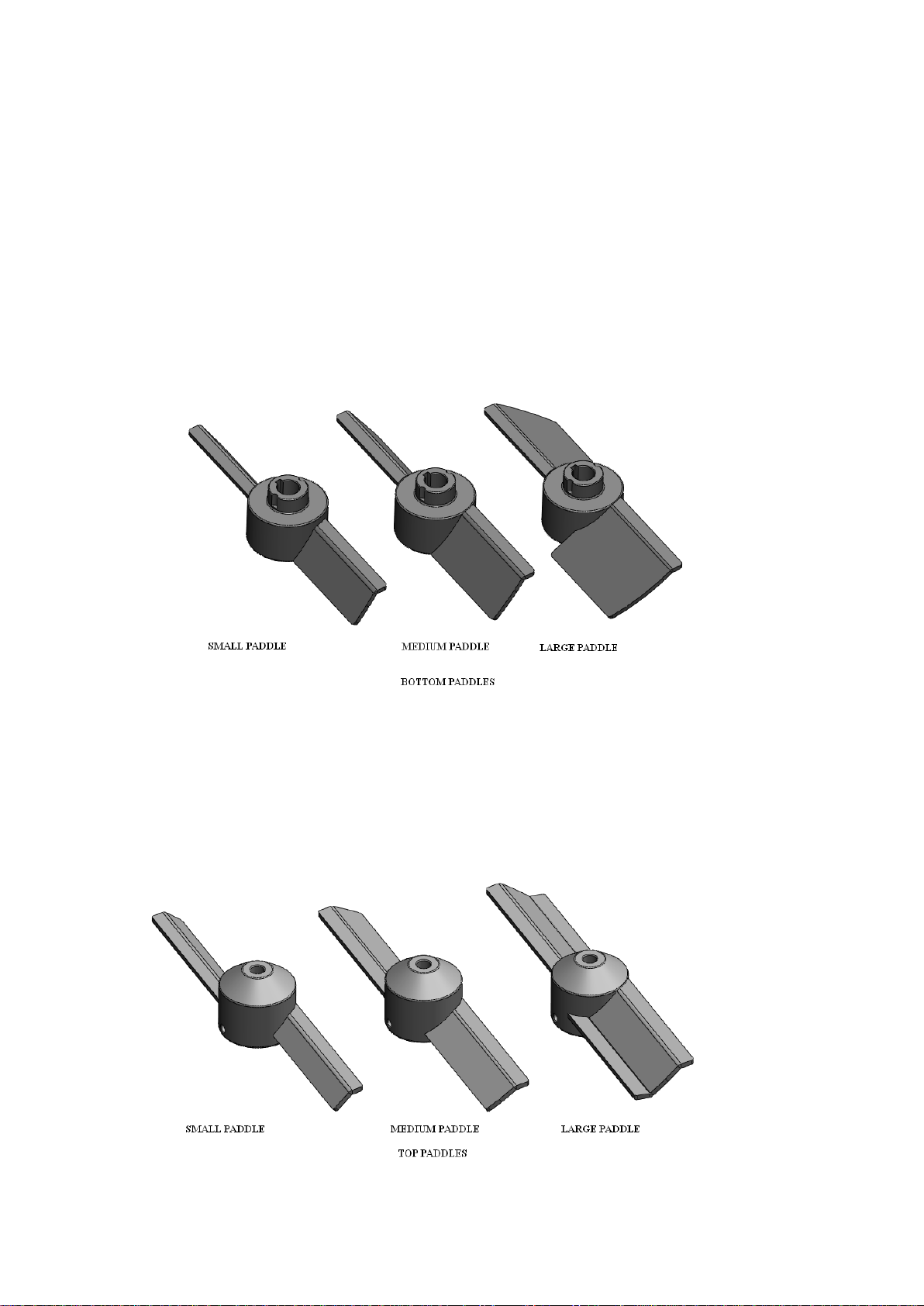
Generally the size of the paddles should balance with the size of the product being formed i.e.
small paddle combination for a small product.
Deighton Manufacturing will supply the machine with a series of paddles suitable for the mix
being used and the form sizes being created however you can obtain various sizes and
combinations if problems occur with those supplied
 Loading...
Loading...