

Entron EN7000-TS, EN7000 Technical Manual

EN7000 Technical Manual
Welding control for 50/60 Hz spot, projection, roll-spot, seam and multi-welding applications

EN7000 Technical Manual
2
EN7000 Technical Manual
Copyright © 2019 BF ENTRON Ltd. and/or its affiliates. All rights reserved.
The information in this manual is subject to change.
BF ENTRON assumes no responsibility for any errors that may appear in this manual.
BF ENTRON assumes no responsibility for any injury, loss or damage caused by improper installation,
use or application of the EN7000 welding control
The reproduction, transmission or use of this document or contents is not permitted without express
authority from BF ENTRON
BF ENTRON's trademarks and trade dress may not be used in connection with any product or service
that is not BF ENTRON's, in any manner that is likely to cause confusion among customers or in any
manner that disparages or discredits BF ENTRON. All other trademarks not owned by BF ENTRON are
the property of their respective owners, who may or may not be affiliated with, connected to, or
sponsored by BF ENTRON.
BF ENTRON Ltd.
Building 80 Bay 1
First Avenue
The Pensnett Estate
Kingswinford
West Midlands DY6 7FQ
Phone +44 (0)1384 455401 • Fax +44 (0)1384 455551
www.entroncontrols.com
Issue
Date
Comment
1.00
27/02/17
Added parameter descriptions and % conduction parameter.
1.02
23/05/17
Increased weld programs from 128 to 256. New options for SCR select and CT calibration.
New options for valves. New tutorial (resetting faults). Issue number corresponds to
EN7000 firmware.
1.04
26/09/17
Updated issue number.
1.05
30/11/17
Added seam welding features.
1.07
09/04/18
Models 5 and 6 discontinued. Seam welding features added to Models 3 and 4.
1.08
12/09/18
Added note to reset stepper/counter inputs. Updated status codes.
1.09
15/01/19
Revised description of force control.
1.10
12/02/19
Data log contains 6000 records
1.11
27/02/19
Models 1 and 2 discontinued. Model 3 is referred to as EN7000 and model 4 as EN7000TS. EN7000 and EN7000-TS can emulate the functionality of Models 1 and 2.
EN7000 Technical Manual
3
IMPORTANT SAFETY INSTRUCTIONS
READ ALL INSTRUCTIONS BEFORE USING THE EN7000
WARNING
DO NOT DISASSEMBLE, REPAIR, OR MODIFY THE EN7000. These actions can cause electric shock and fire.
Use only as described in this manual. Use only BF ENTRON recommended accessories and
replacement parts.
Stop operation if any problems occur. If the equipment is not working as it should, has been dropped,
damaged, left outdoors, or been in contact with water, contact BF ENTRON.
Only apply the specified power. Application of a voltage or current beyond the specified range can
cause electric shock or fire.
Do not use damaged plugs or connecting cables.
Keep water and water containers away from the EN7000. Water ingress can cause a short circuit,
electric shock, or fire.
Do not insert objects into openings. Do not use with any opening blocked; keep free of dust and debris.
Do not install the EN7000 in any of the following environments
o damp environments where humidity is 90% or higher.
o dusty environments.
o environments where chemicals are handled.
o environments near a high-frequency noise source.
o hot or cold environments where temperatures are above 40°C or below 0°C, or environments
where water will condense.

EN7000 Technical Manual
4
Contents
Section 1
Introduction…………………………………………………………………………………………...…5
Section 2
Mounting…………………………………………………………………………………..………………15
Section 3
Inputs and outputs…………………….…....……………………………………………………17
Section 4
Discrete i/o……………………………..…….…………………………………………………….……19
Section 5
MODBUS i/o…………………..…….………………………………………………………….….…...24
Section 6
Weld control…………………..…….………………………………………………………………....30
Section 7
Electrode management…………………..…….…………………………………….………38
Section 8
Status information…………………………………………………………………….………….44
Section 9
History log…………………..…….…………………………………………………………………..…47
Section 10
Multiwelding…………………..…….……………………………………………………..…………..48
Section 11
Seam welding………………..…….……………………………………………………..…………..52
Section 12
Configuration…………………..…….……………………………………………….………………59
Section 13
Programming…………………..…….………………………………………………………….……61
Section 14
Tutorials…………………..…….………………………………………………………………………...80
Section 15
Appendix…………………..…….……………………………………………………………….…….…91
Section 16
Terminology……………..…….…………………………………………………………………….…95
Section 1 Introduction
5
Introduction
The EN7000 is a SINGLE PHASE AC and 3-PHASE DC constant current and proportional force
controller for 50/60 Hz spot, projection and seam welding applications..
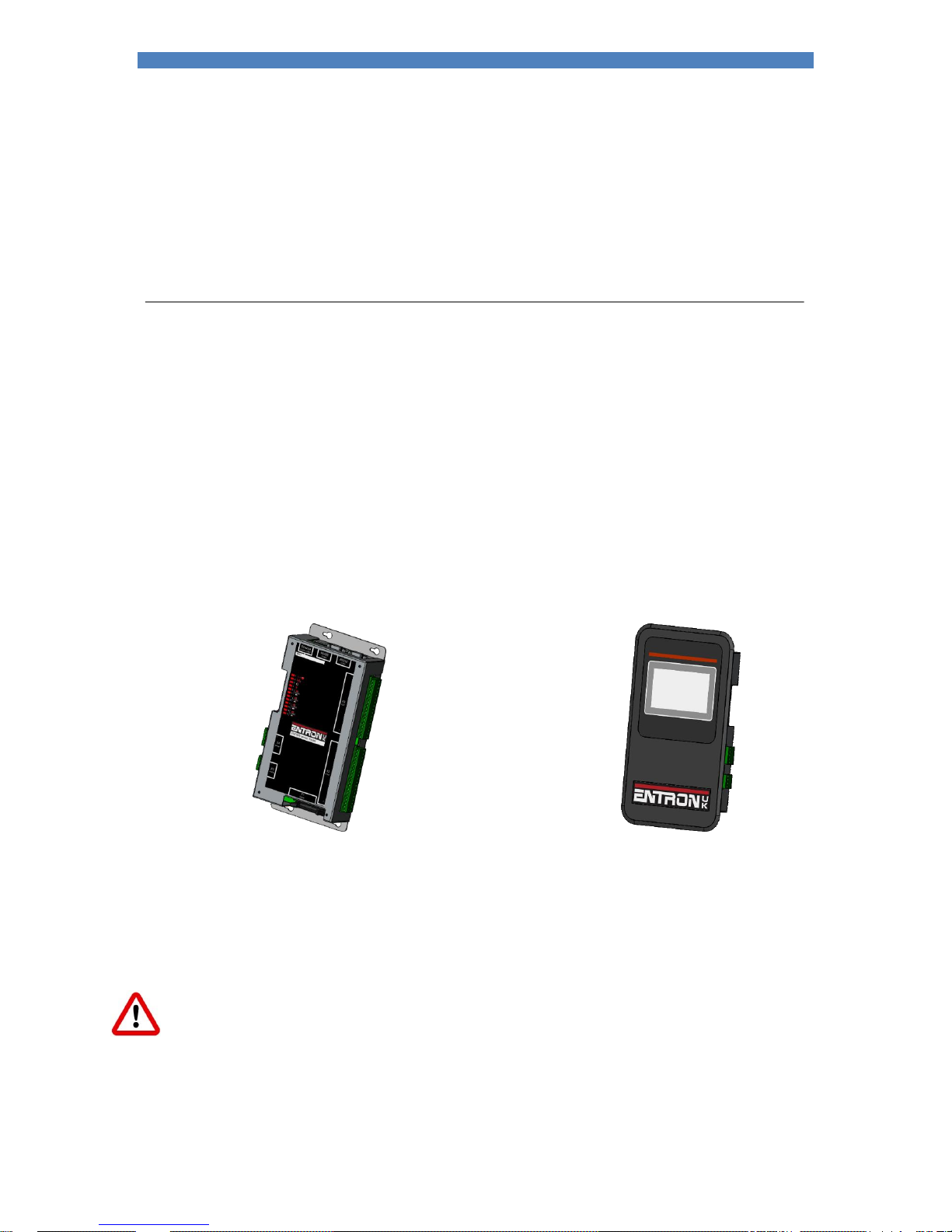
The controller is available in two formats:
EN7000: core welding control with single air-valve, electrode manager and expansion port.
Pre-heat and main heat intervals. Extended features include post-heat interval, force
profile, multi-gun, multi-air valve, multi electrode manager and seam welding. Gear-plate
mounted.
EN7000-TS: as EN7000, plus built-in touch screen display. Front panel mounted.
EN7000
EN7000-TS
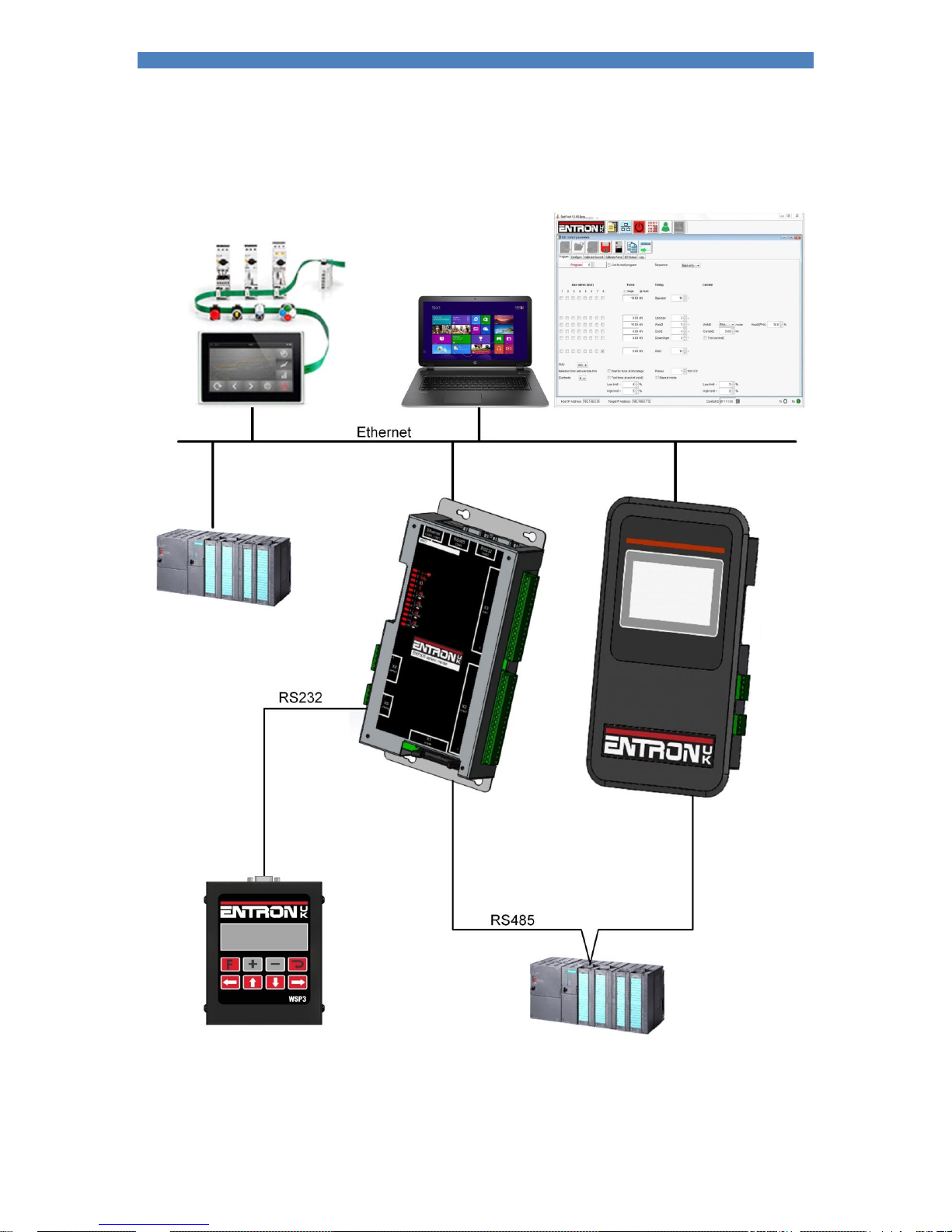
Multiple communication and control options are supported by a number of programming methods. The
Ethernet port supports simultaneous programming and control connection via a single physical cable.
Short-circuit proof outputs and a guided-contact pilot relay provides enhanced safety. Connection to the
power system is via a single ribbon cable. Analog inputs and outputs can be used to drive a proportional
air regulator valve for force control.
Operation in Standard mode provides a basic set of features for simple applications. Extended mode
adds advanced features for more demanding applications. Choose between Standard or Extended
features (Section 12 Configuration). EN7000 must be restarted after changing this setting.

Section 1 Introduction
6
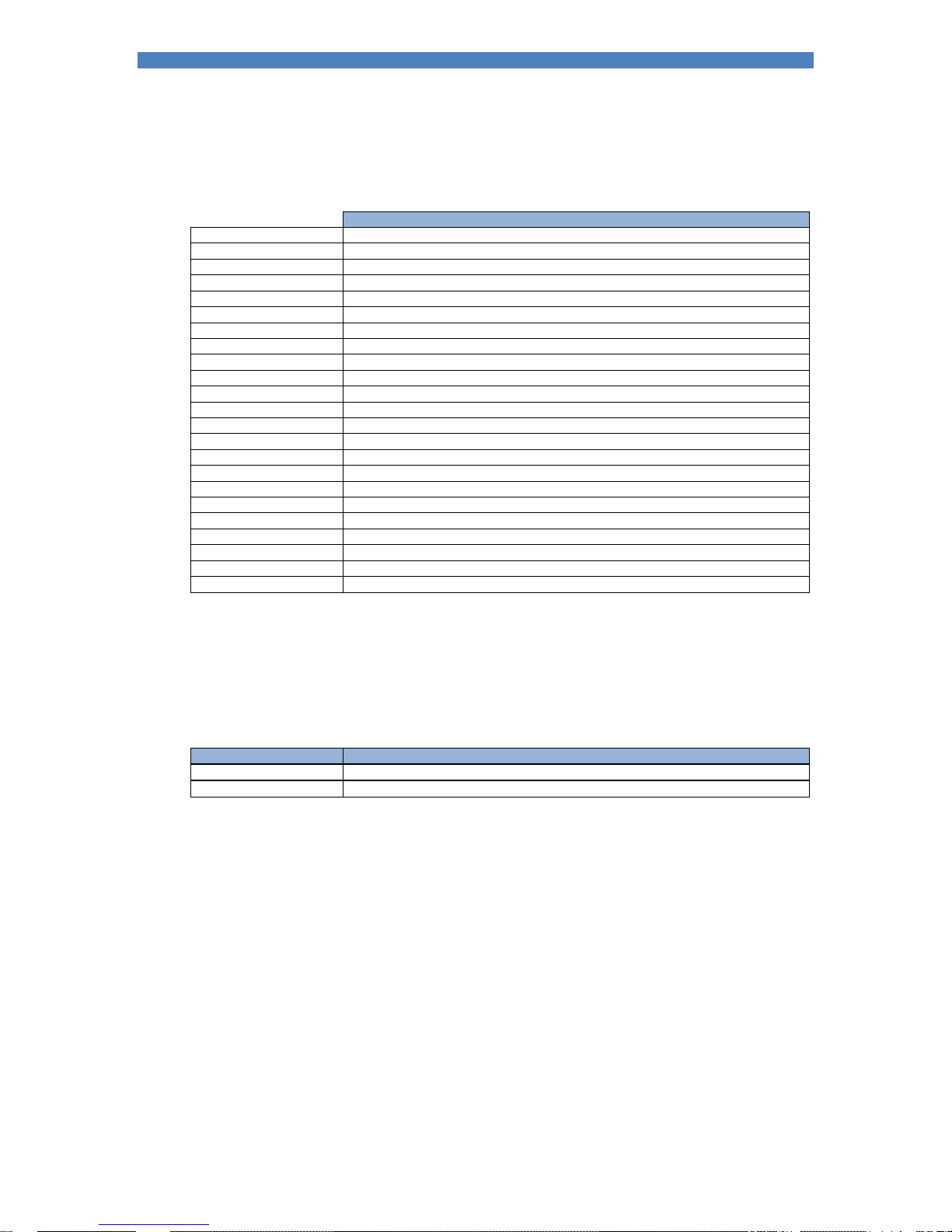
Features
Model
EN7000
EN7000-TS
Netflash programming
WSP3 programming
Built-in programmer 1
Panel mounting
Gear-plate mounting
Ethernet 2
RS232
RS485
MODBUS TCP/IP
MODBUS RTU
Analogue inputs 3 1 1
Analogue outputs 3 1 1
Discrete inputs
16
16
Discrete outputs 4
16
16
Weld programmes
256
256
Pre-heat
Main heat
Post-heat 5
Slope
Constant current
Power factor adjust
Cascade/Mux 5 8 8
Multi air valve
5, 6
8 8
Aux valves
7
7
Force profile 5
Electrodes/SCRs 5 8 8
Real-time clock
Data log (spot welds)
6000
6000
Expansion
Seam weld sequence 5
1
Colour touch-screen display
2
Two simultaneous connections
3
0 to 10 V
4
24 V dc, short-circuit proof, monitored
5
Extended feature
6
Guided contact safety relay, monitored
The extended features can be enabled for greater flexibility or more demanding applications.
Section 1 Introduction
7
Weld parameters
EN7000/EN7000-TS
Presqueeze
Squeeze
Pre-heat
Cool1
Upslope
Main heat
Cool2
Downslope
Pulses
Post-heat 1
Hold
Off WAV selection 1
Aux valve control
Retract/Hi-lift
Electrode selection 1
Force profile 1
SCR selection 1
Current monitor
Force monitor
Spot weld
Roll-spot weld 1
Seam weld 1
1
Extended feature
Part numbers
Model
Part number
EN7000
01-07-03
EN7000-TS
01-07-04

Section 1 Introduction
8
Programming options
NetFlash
This PC-compatible program displays and allows editing of all
welding parameters and status information.
In addition to programming, NetFlash provides backup/restore
functions for control data, live data logging to a file and a utility for
updating the firmware in the EN7000.
WSP3 Pendant
EN7000s work with the same WSP3 pendant that is used with
iPAK and WS2003. Access to all parameters is provided, plus
diagnostic indication.
MODBUS
A PLC or HMI MODBUS master can be used to program, control
and monitor EN7000s. All parameters are directly mapped to
MODBUS registers for easy access. Both MODBUS-TCP/IP
(Ethernet) and MODBUS-RTU (RS485) protocols are supported.
Built-in touch screen
EN7000-TS has a touch screen panel which provides easy
access to all parameters and indications.
Section 1 Introduction
9
Communications
Section 1 Introduction
10
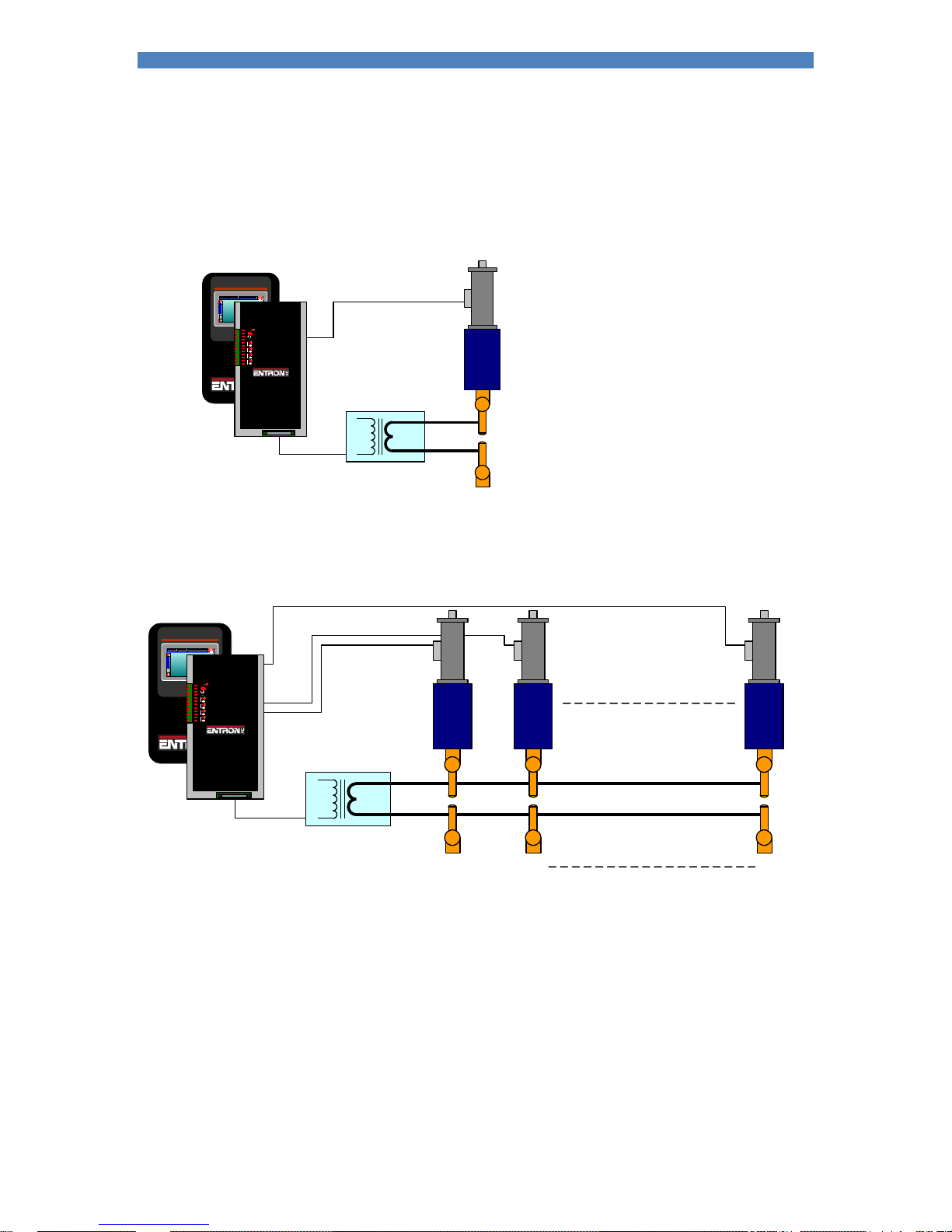
Applications
Standard machines, portable/manual guns, robot guns, multi-welders and seam welders.
Standard machine.
Multi-head machine. Up to eight cylinders. Cascade or independent firing.
Program 1
I1 = 17.0kA H1 = 23.5% PHA
PSQ = 0 ~ SQZ = 10 ~
W1 = 12 ~ C1 = 0 ~
W2 = 12 ~ C2 = 0 ~
HLD = 10 ~
Edit Program
12.5 kA Prog 01 Low cu rrent W2
BF701 V1.01
Program 1
I1 = 17.0kA H1 = 23 .5% PHA
PSQ = 0 ~ SQZ = 10 ~
W1 = 12 ~ C1 = 0 ~
W2 = 12 ~ C2 = 0 ~
HLD = 10 ~
Edit Program
12.5 kA Prog 01 Low current W2
BF701 V1.01
1 2 8
Section 1 Introduction
11
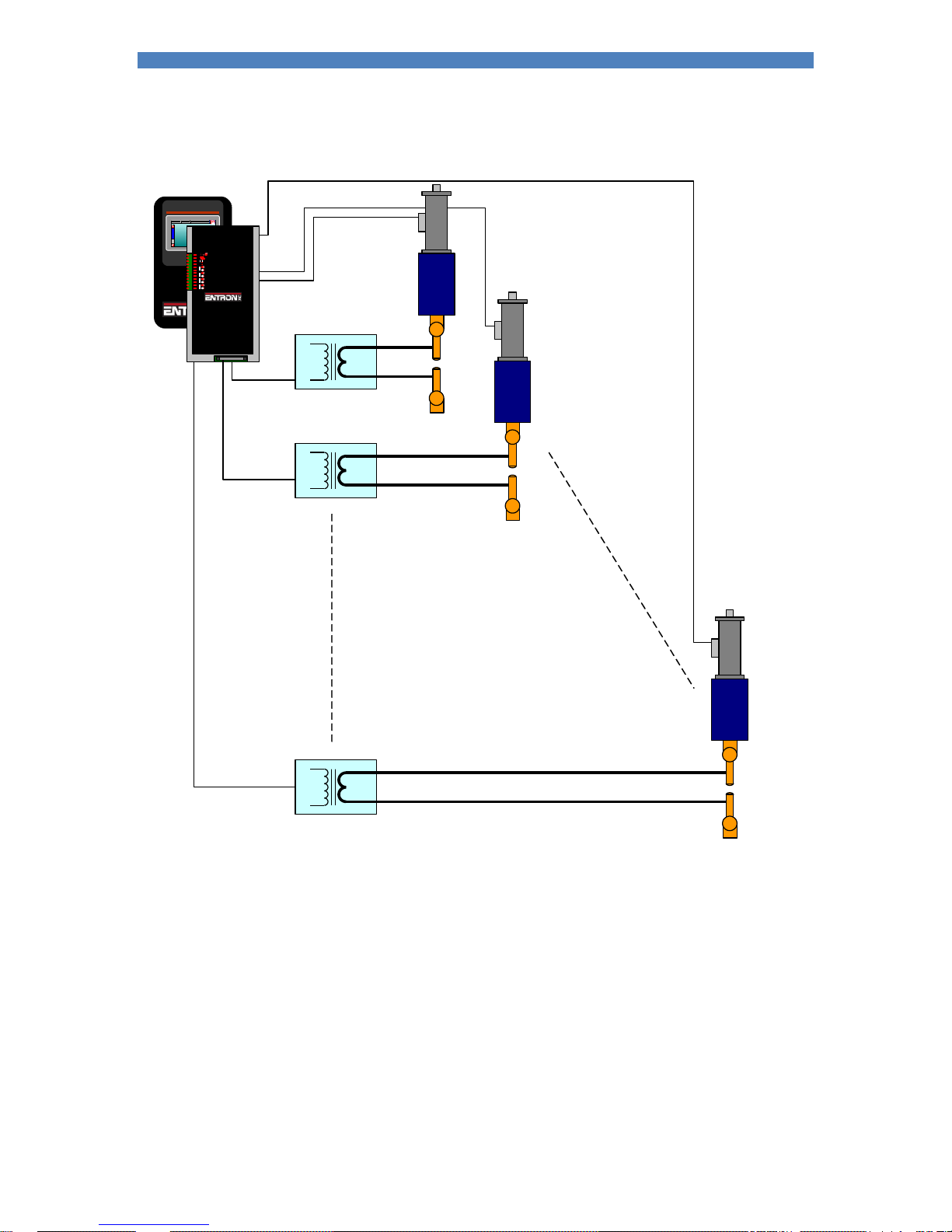
Multi-welder. Up to 8 transformers and cylinders. Cascade or independent firing.
Program 1
I1 = 17.0kA H1 = 23. 5% PHA
PSQ = 0 ~ SQZ = 10 ~
W1 = 12 ~ C1 = 0 ~
W2 = 12 ~ C2 = 0 ~
HLD = 10 ~
Edit Program
12.5 kA Prog 01 Low current W2
BF701 V1.01
1
2
8
8
2
1
Section 1 Introduction
12
Program 1
I1 = 17.0 kA H1 = 23.5% PHA
PSQ = 0 ~ SQZ = 10 ~
W1 = 12 ~ C1 = 0 ~
W2 = 12 ~ C2 = 0 ~
HLD = 10 ~
Edit Program
12.5 kA Prog 01 Low current W2
BF701 V1.01
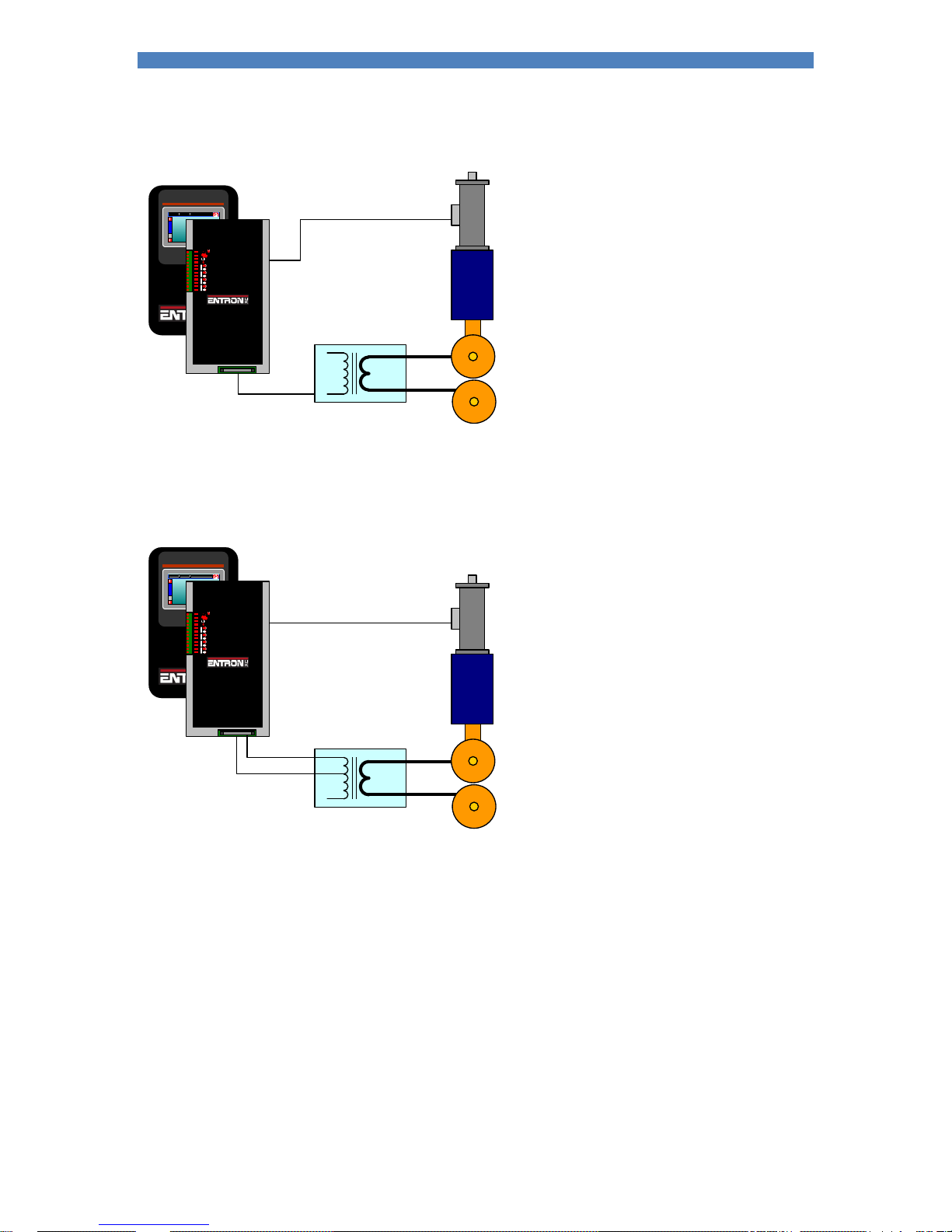
Seam welder with one transformer.
Program 1
I1 = 17.0 kA H1 = 23.5% PHA
PSQ = 0 ~ SQZ = 10 ~
W1 = 12 ~ C1 = 0 ~
W2 = 12 ~ C2 = 0 ~
HLD = 10 ~
Edit Program
12.5 kA Prog 01 Low current W 2
BF701 V1.01
Seam welder with a multi-tap transformer.

Section 1 Introduction
13
Getting started
Section 2 Mounting: Ensure the EN7000 is securely mounted.
Section 3 Inputs and outputs: connect the essential services and inputs/outputs depending on
the application.
Make sure that you have sufficient air pressure and cooling water where necessary.
Section 13 Programming: switch on then use the ‘Initialise all data’ function to clear the
EN7000’s memory.
Section 12 Configuration: set the Configuration parameters appropriately for the application.
Section 7 Electrode management: edit the calibration file.
Section 13 Programming: edit program 0 to set up a basic weld sequence e.g. Squeeze = 10,
Main heat = 10, Hold = 10, Pulses=1, and Main mode = PHA.
Section 13 Programming: a welding operation should be possible at this stage. Begin by using
the gun short-circuit. The EN7000 should report the measured current on the diagnostic
display.
Section 7 Electrode management: perform the calibration operation for the toroid sensitivity.
Observe the current with an external meter. Set the program heat to give a typical value of
welding current on the meter. Adjust the sensor sensitivity until the EN7000 measurement
corresponds with the meter.
Make any other adjustments which may be required and set up other programmes for welding.

Section 1 Introduction
14
This page intentionally left blank
Section 2 Mounting
15
Mounting
EN7000 is gear-plate mounted and EN7000-TS is front panel mounted.
If you have purchased a complete system the EN7000 will already be mounted in the case. If you have
purchased a timer only kit you will need to mount the EN7000 to the rest of your equipment.
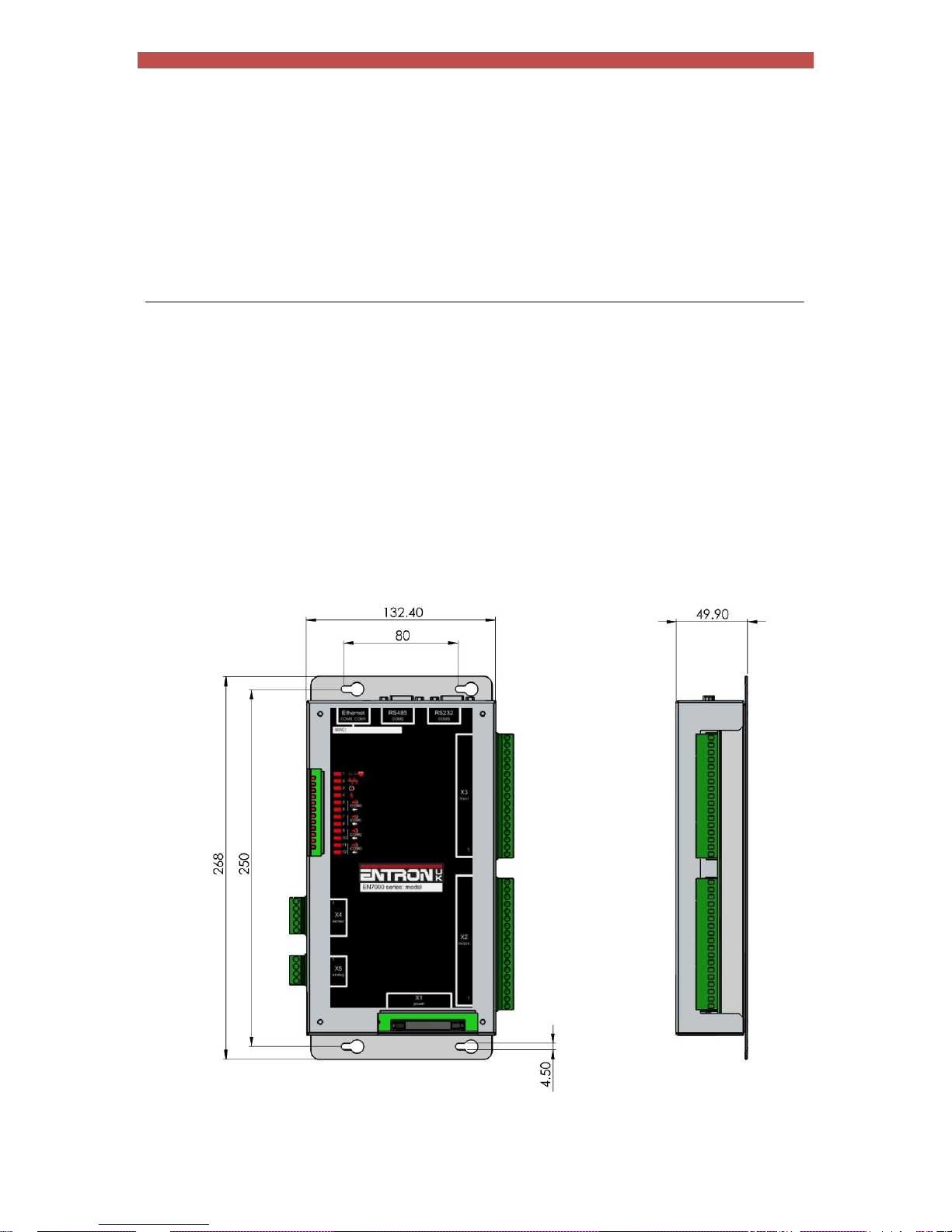
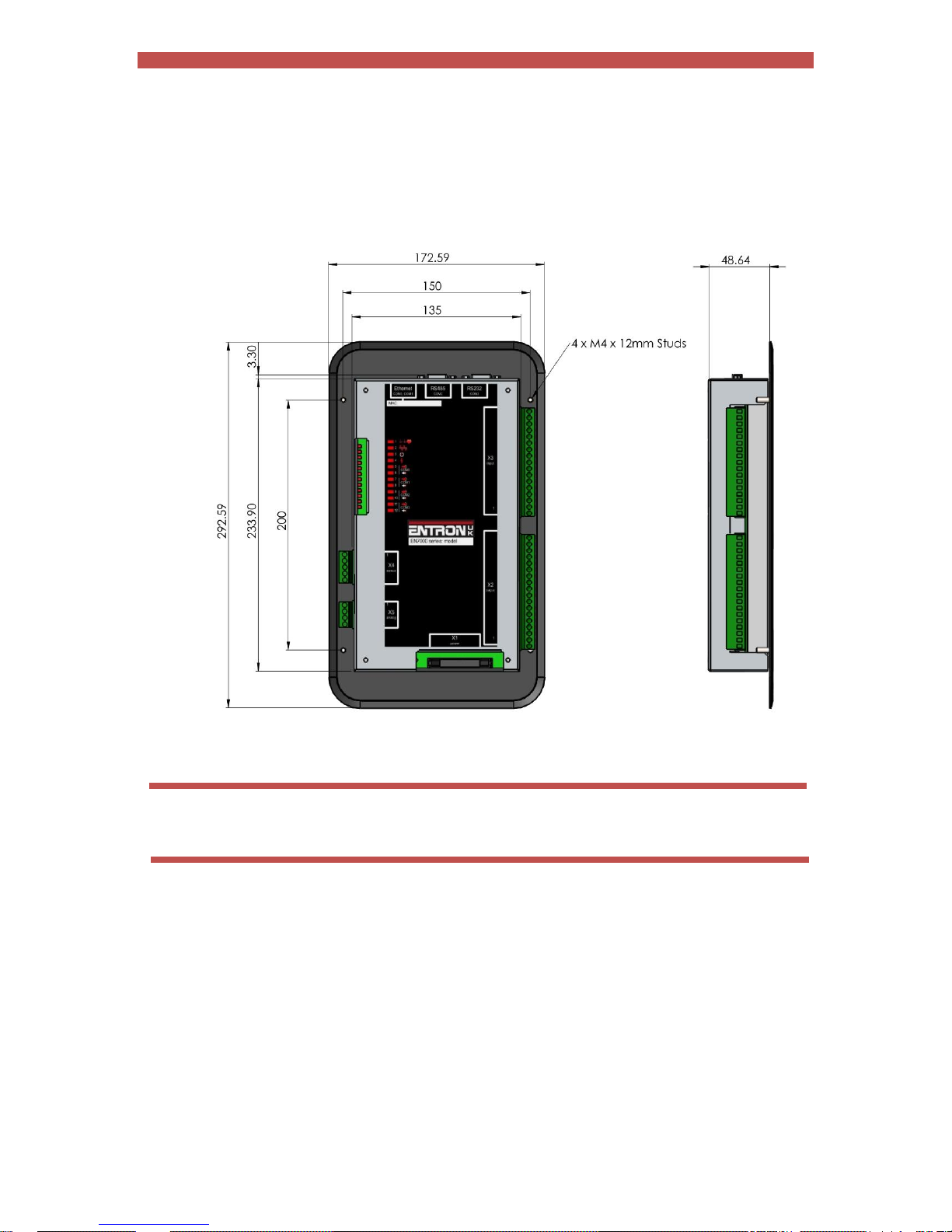
Gear plate mounting
The mounting arrangements for EN7000 are shown below. All dimensions are in mm.
Section 2 Mounting
16
Front panel mounting
The mounting arrangements for EN7000-TS are shown below. All dimensions are in mm.
Allow space for the connectors when mounting EN7000 or EN7000-TS

Section 3 Inputs and outputs
17
Inputs and outputs
EN7000 uses a number of inputs and outputs to control and monitor the weld sequence.
Inputs
Input
AWS designation
Description
Start
FS1
When this input is activated a weld sequence begins. If the input is
removed during the Squeeze interval the sequence is aborted. If the input
is maintained through the Squeeze interval but switched off subsequently,
the sequence terminates normally.
Weld on
NW1
This input enables the weld current. If this input is inactive a weld
sequence will not produce any current.
Stop
ES1
Sequencing is inhibited or aborted if this input is not active.
Thermal
TT1
This input is usually connected to a normally closed thermal contact
attached to the weld transformer. Sequencing is inhibited if this input is not
active.
2nd stage
PS1
If enabled, EN7000 checks that the 2nd Stage signal is present before
proceeding to weld. The checking is programmable to take place either
before or after the Squeeze interval. If the signal is not present EN7000
waits for the signal before it proceeds. If the Start signal is removed while
waiting, the sequence is aborted.
Retract
RT1
This input is used to control the Retract function.
Reset fault
FR1
This input resets the Fault output and clears the status messages. Only
momentary application is required (minimum time 40ms).
Reset
counter/tip
dress
acknowledge1
Used to reset the counter(s) or acknowledge a tip dress request.
Reset
stepper2
SR1
Used to reset the stepper(s).
P1
BP1
Program select inputs. Weld program selection is made by applying the
binary code for the required program. Programs 0 to 127 can be selected
(programs 128 to 255 can be selected internally or via the fieldbus).
P2
BP2
P4
BP4
P8
BP8
P16
BP16
P32
BP32
P64
BP64
CT Input for the current transformer.
Toroid
Input for the toroid.
Analog
0 to 10 V analog input. Can be used to monitor a proportional air regulator
valve output or other sensor for force control and monitoring.
Section 3 Inputs and outputs
18
Outputs
Output
AWS designation
Description
EOS
EH1
This output switches on to indicate the end of the weld sequence.
HAV
RV1
Used in conjunction with the Retract input to control the welding head.
Fault
FT1
This output indicates a fault condition.
Ready
This output is active if EN7000 is ready to weld. The output switches off
under some fault conditions.
Contactor
MC1
This output can be used to control an isolation contactor.
Counter/tip
dress request
This output indicates that the counter has reached its limit or that a tip
dressing operation is required.
Stepper
This output indicates that the stepper has reached its limit.
Pre-warn
This output indicates that the stepper is close to its limit.
AV1
Additional outputs that can be used during the weld sequence.
AV2
AV3 AV4 AV5 AV6
AV7
AV8
Analog
0 to 10 V analog output. Can be used to drive a proportional air regulator
valve for force control
1
Momentary operation will reset all expired counters. If maintained for more than 5 seconds all counters will be
reset, regardless of status.
2
Momentary operation will reset all expired steppers. If maintained for more than 5 seconds all steppers will be
reset, regardless of status.
Section 4 Discrete i/o
19
Discrete i/o
The inputs and outputs are accessible via connectors X2, X3, X4 and X5. The connectors are two-part
terminals for use with wires up to 1 mm
2
If the EN7000 is supplied fitted into a case some connections will have been pre-wired by BF ENTRON.
See the case wiring diagram for details.
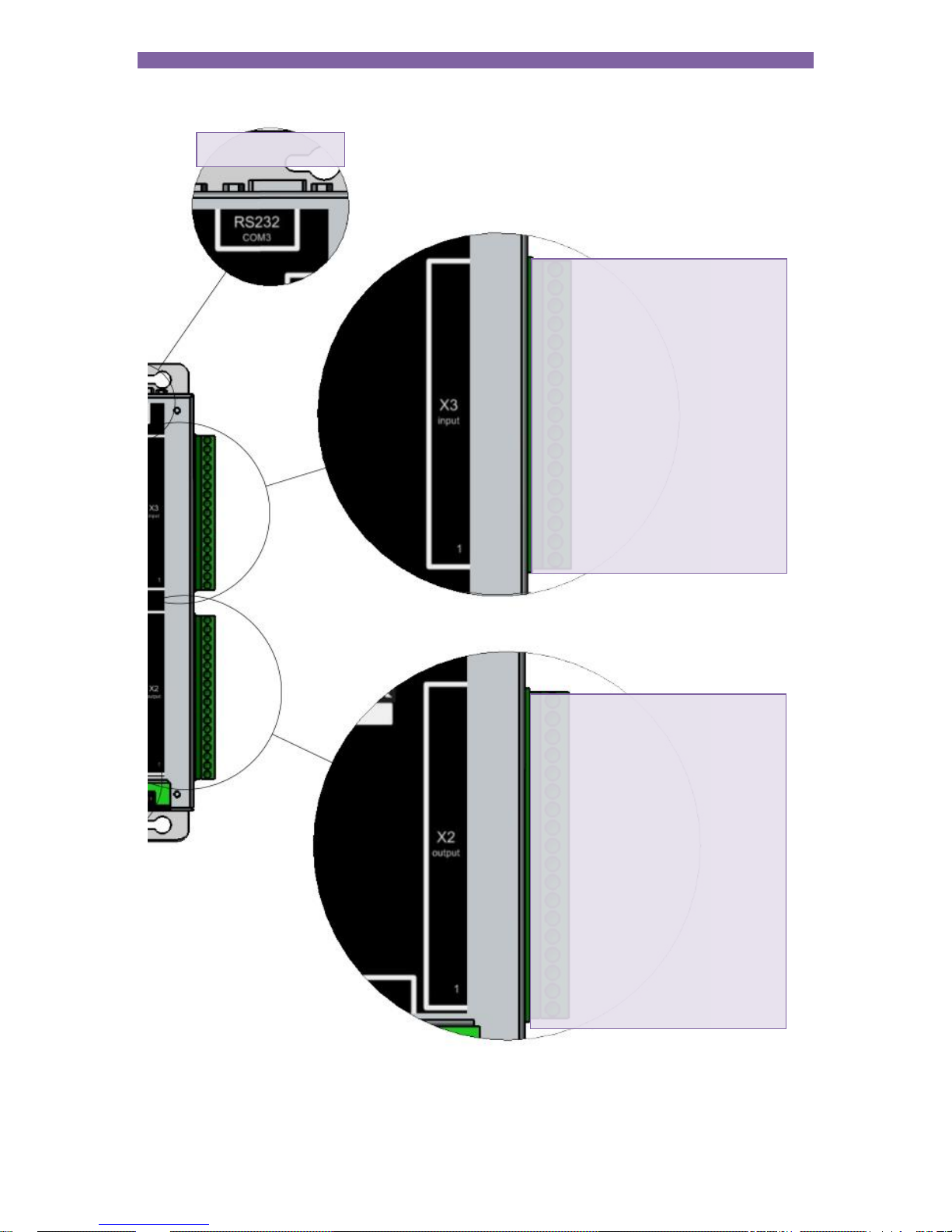
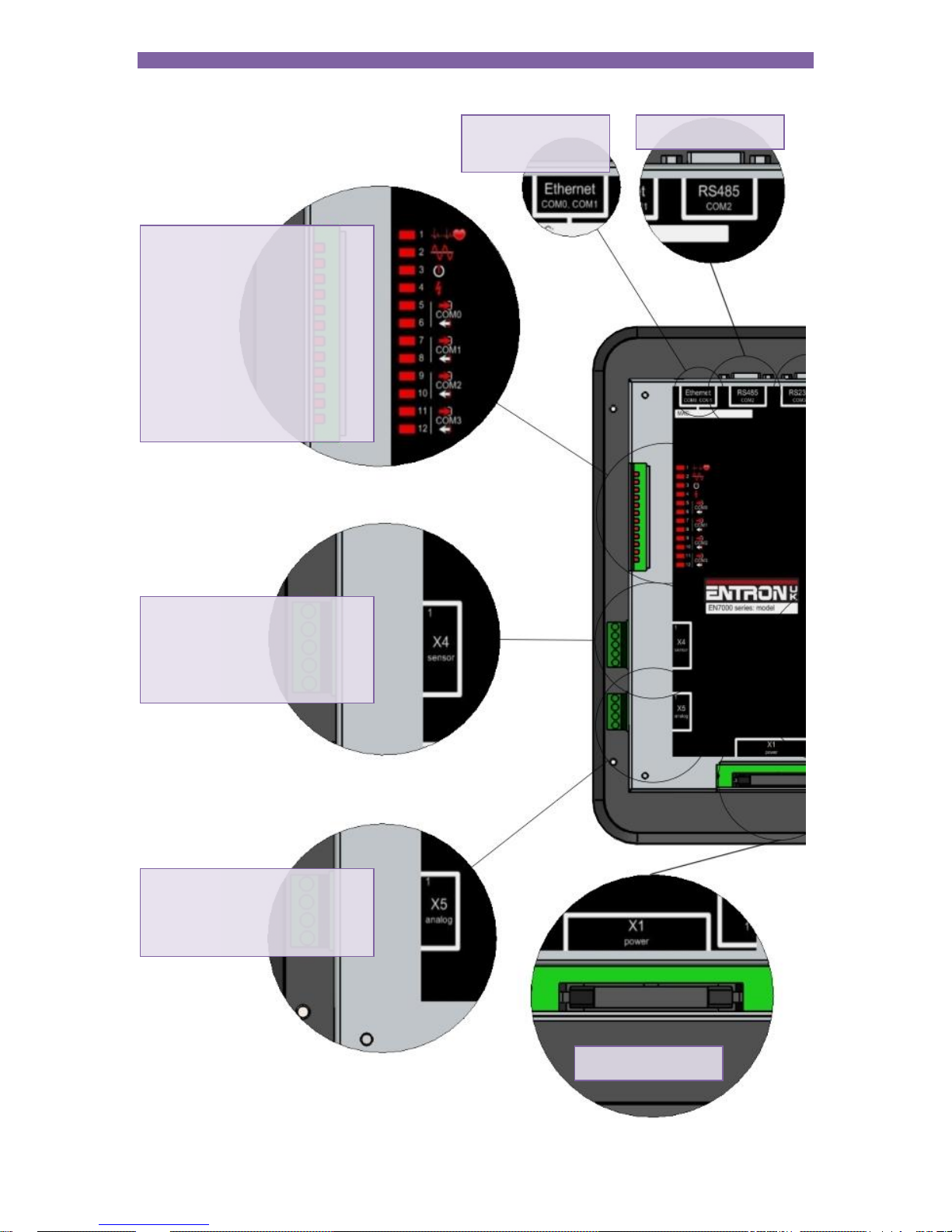
Section 4 Discrete i/o
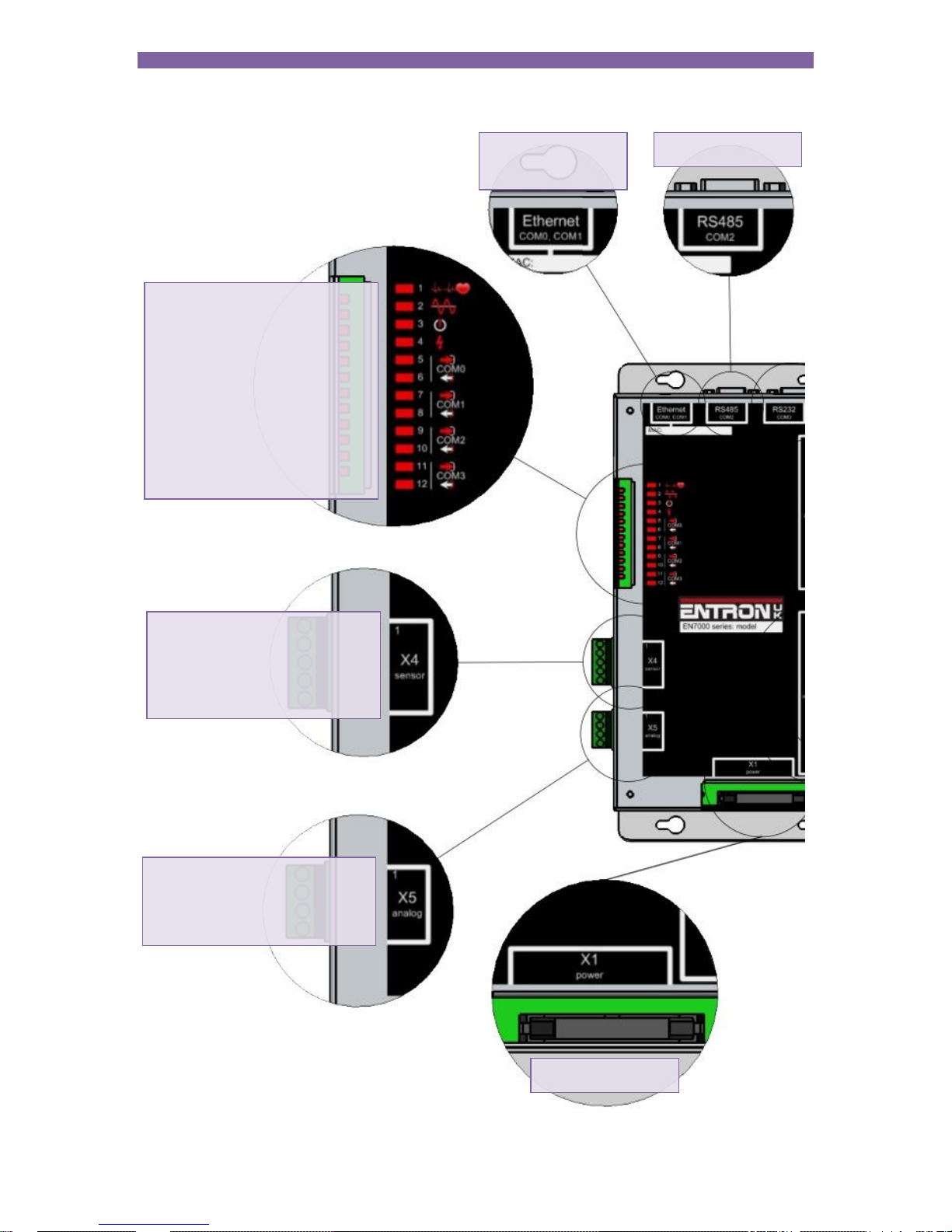
20
EN7000
Outputs are rated 500 mA @24 V dc
AWS designations in parenthesis
1
inputs must be linked if not required
1. Heartbeat
2. Synchronised to ac mains
3. Sequence initiated
4. Weld current
5. Data receive COM0
6. Data send COM0
7. Data receive COM1
8. Data send COM1
9. Data receive COM2
10. Data send COM2
11. Data receive COM3
12. Data send COM3
1. CT input
2. CT input
3. Toroid input
4. Toroid input
5. Gnd
1. 0 V
2. Output (0 to 10 V)
3. Input (0 to 10 V)
4. Gnd
MODBUS-RTU
NetFlash
MODBUS-TCP/IP
Power
Section 4 Discrete i/o
21
i/o bit
17. 24 V (24 VDC) 1
16. 15 P64 (BP64)
15. 14 P32 (BP32)
14. 13 P16 (BP16)
13. 12 P8 (BP8)
12. 11 P4 (BP4)
11. 10 P2 (BP2)
10. 9 P1 (BP1)
9. 8 Reset stepper (SR1)
8. 7 Reset counter/tip dress ack
7. 6 Reset fault (FR1)
6. 5 Retract (RT1)
5. 4 2nd stage (PS1)
4. 3 Transformer thermal (TT1) 1
3. 2 Stop (ES1) 1
2. 1 Weld on (NW1) 1
1. 0 Start (FS1)
i/o bit
18. 0 V (SVC)
17. Do not connect
16. 15 AV1 (SV1)
15. 14 AV2 (SV2)
14. 13 AV3 (SV3)
13. 12 AV4 (SV4)
12. 11 AV5 (SV5)
11. 10 AV6 (SV6)
10. 9 AV7 (SV7)
9. 8 AV8 (SV8)
8. 7 Prewarn
7. 6 Stepper
6. 5 Counter/Tip dress request
5. 4 Contactor (MC1)
4. 3 Ready
3. 2 Fault (FT1)
2. 1 HAV (RV1)
1. 0 EOS (EH1)
WSP3
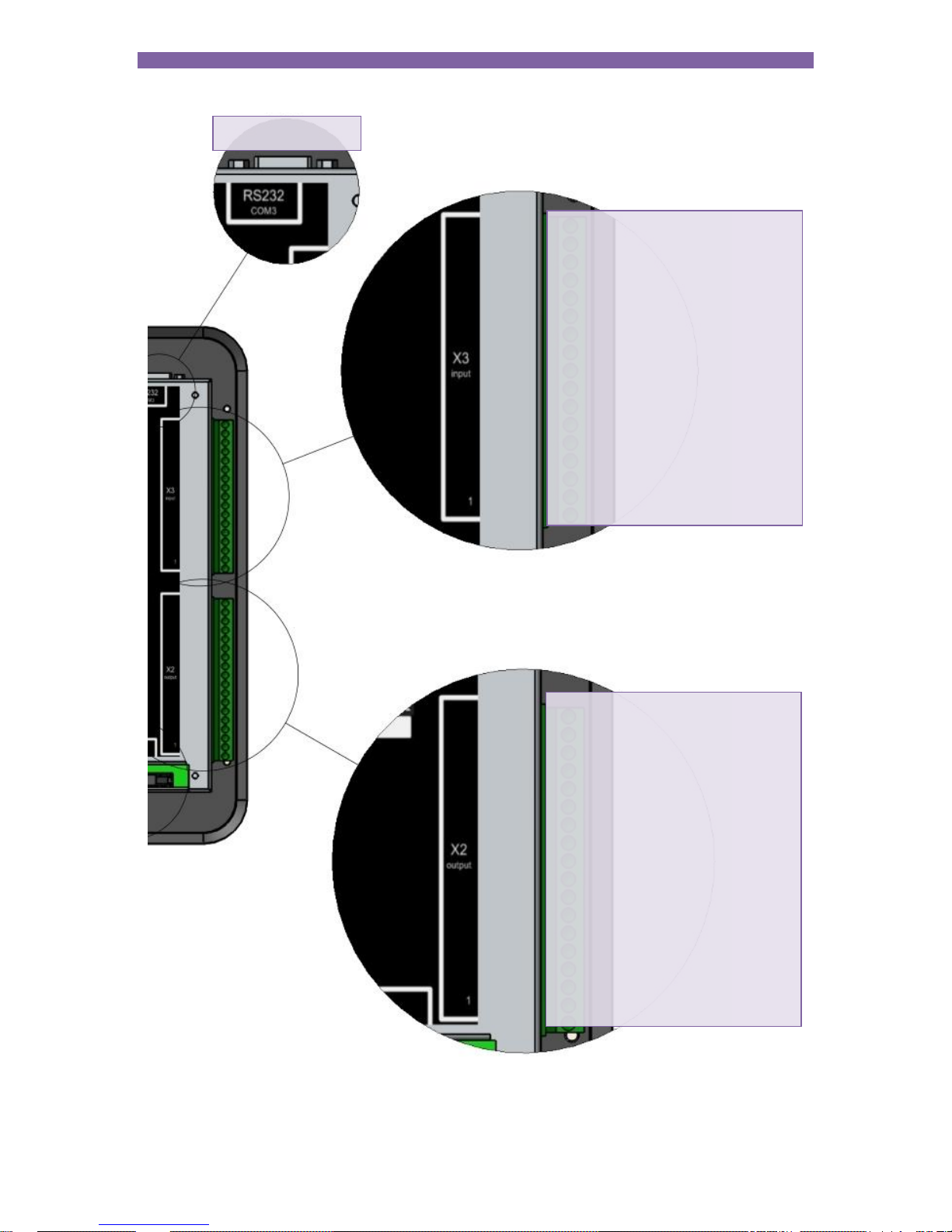
Section 4 Discrete i/o
22
EN7000-TS
Outputs are rated 500 mA @24 V dc
AWS designations in parenthesis
1
inputs must be linked if not required
1. Heartbeat
2. Synchronised to ac mains
3. Sequence initiated
4. Weld current
5. Data receive COM0
6. Data send COM0
7. Data receive COM1
8. Data send COM1
9. Data receive COM2
10. Data send COM2
11. Data receive COM3
12. Data send COM3
1. CT input
2. CT input
3. Toroid input
4. Toroid input
5. Gnd
1. 0 V
2. Output (0 to 10 V)
3. Input (0 to 10 V)
4. Gnd
NetFlash
MODBUS-TCP/IP
MODBUS-RTU
Power
Section 4 Discrete i/o
23
i/o bit
17. 24 V DC out 1
16. 15 P64 (BP64)
15. 14 P32 (BP32)
14. 13 P16 (BP16)
13. 12 P8 (BP8)
12. 11 P4 (BP4)
11. 10 P2 (BP2)
10. 9 P1 (BP1)
9. 8 Reset stepper (SR1)
8. 7 Reset counter/tip-dress ack
7. 6 Reset fault (FR1)
6. 5 Retract (RT1)
5. 4 2nd stage (PS1)
4. 3 Transformer thermal(TT1) 1
3. 2 Stop (ES1) 1
2. 1 Weld on (NW1) 1
1. 0 Start (FS1)
i/o bit
18. 0 V (SVC)
17. do not connect
16. 15 AV1 (SV1)
15. 14 AV2 (SV2)
14. 13 AV3 (SV3)
13. 12 AV4 (SV4)
12. 11 AV5 (SV5)
11. 10 AV6 (SV6)
10. 9 AV7 (SV7)
9. 8 AV8 (SV8)
8. 7 Prewarn
7. 6 Stepper
6. 5 Counter/tip-dress request
5. 4 Contactor (MC1)
4. 3 Ready
3. 2 Fault (FT1)
2. 1 HAV (RV1)
1. 0 EOS (EH1)
WSP3
Section 5 MODBUS i/o
24
MODBUS i/o
EN7000 can be operated via MODBUS instead of using the discrete inputs and outputs.
Both MODBUS TCP/IP (Ethernet) and MODBUS RTU (RS485) protocols are supported.
Write the inputs using MODBUS function 16
Read the outputs using MODBUS function 3
MODBUS access types
Write inputs
Type
Value
Description
Function code
UINT
16
Write multiple registers
Read offset
UINT
0
Read length
UINT
0
Write offset
UINT
16#8000 (= 32768)
Write length
UINT
2
Read outputs
Type
Value
Description
Function code
UINT
3
Read holding registers
Read offset
UINT
16#9000 (= 36864)
Read length
UINT
24 Write offset
UINT
0 Write length
UINT
0
Section 5 MODBUS i/o
25
MODBUS mapping (inputs to EN7000)
Variable
Channel
Address
Type
Description
Write inputs
%QW0
WORD ARRAY [0..1]
Write multiple registers
Write inputs [0]
%QW0
WORD
WRITE 16#8000 (= 32768)
Start
Bit 0
%QX0.0
BOOL
Weld on
Bit 1
%QX0.1
BOOL
Stop
Bit 2
%QX0.2
BOOL
Transformer t’stat
Bit 3
%QX0.3
BOOL
2nd stage
Bit 4
%QX0.4
BOOL
Retract
Bit 5
%QX0.5
BOOL
Reset fault
Bit 6
%QX0.6
BOOL
Reset counter
Bit 7
%QX0.7
BOOL
Reset stepper
Bit 8
%QX1.0
BOOL
Reserved
Bit 9
%QX1.1
BOOL
Reserved
Bit 10
%QX1.2
BOOL
Reserved
Bit 11
%QX1.3
BOOL
Reserved
Bit 12
%QX1.4
BOOL
Reserved
Bit 13
%QX1.5
BOOL
Reserved
Bit 14
%QX1.6
BOOL
Reserved
Bit 15
%QX1.7
BOOL
Write inputs [1]
%QW2
WORD
WRITE 16#8001 (= 32769)
P1
Bit 0
%QX2.0
BOOL
P2
Bit 1
%QX2.1
BOOL
P4
Bit 2
%QX2.2
BOOL
P8
Bit 3
%QX2.3
BOOL
P16
Bit 4
%QX2.4
BOOL
P32
Bit 5
%QX2.5
BOOL
P64
Bit 6
%QX2.6
BOOL
P128
Bit 7
%QX2.7
BOOL
Reserved
Bit 8
%QX3.0
BOOL
Reserved
Bit 9
%QX3.1
BOOL
Reserved
Bit 10
%QX3.2
BOOL
Reserved
Bit 11
%QX3.3
BOOL
Reserved
Bit 12
%QX3.4
BOOL
Reserved
Bit 13
%QX3.5
BOOL
Reserved
Bit 14
%QX3.6
BOOL
Reserved
Bit 15
%QX3.7
BOOL

Section 5 MODBUS i/o
26
MODBUS mapping (outputs from EN7000)
Variable
Channel
Address
Type
Description
Read outputs
%IW0
WORD ARRAY [0..23]
Read holding registers
Read outputs [0]
%IW0
WORD
READ 16#9000 (= 36864)
EOS
Bit 0
%IX0.0
BOOL
HAV
Bit 1
%IX0.1
BOOL
Fault
Bit 2
%IX0.2
BOOL
Ready
Bit 3
%IX0.3
BOOL
Contactor
Bit 4
%IX0.4
BOOL
Counter
Bit 5
%IX0.5
BOOL
Stepper
Bit 6
%IX0.6
BOOL
Pre-warn
Bit 7
%IX0.7
BOOL
AV8
Bit 8
%IX1.0
BOOL
AV7
Bit 9
%IX1.1
BOOL
AV6
Bit 10
%IX1.2
BOOL
AV5
Bit 11
%IX1.3
BOOL
AV4
Bit 12
%IX1.4
BOOL
AV3
Bit 13
%IX1.5
BOOL
AV2
Bit 14
%IX1.6
BOOL
AV1
Bit 15
%IX1.7
BOOL
Read outputs [1]
%IW2
WORD
READ 16#9001 (= 36865)
Start
Bit 0
%IX2.0
BOOL
≘ %QX0.0
Weld on
Bit 1
%IX2.1
BOOL
≘ %QX0.1
Stop
Bit 2
%IX2.2
BOOL
≘ %QX0.2
Transformer t’stat
Bit 3
%IX2.3
BOOL
≘%QX0.3
2nd stage
Bit 4
%IX2.4
BOOL
≘ %QX0.4
Retract
Bit 5
%IX2.5
BOOL
≘ %QX0.5
Reset fault
Bit 6
%IX2.6
BOOL
≘ %QX0.6
Reset counter
Bit 7
%IX2.7
BOOL
≘ %QX0.7
Reset stepper
Bit 8
%IX3.0
BOOL
≘ %QX1.0
P1
Bit 9
%IX3.1
BOOL
≘ discrete input P1
P2
Bit 10
%IX3.2
BOOL
≘ discrete input P2
P4
Bit 11
%IX3.3
BOOL
≘ discrete input P4
P8
Bit 12
%IX3.4
BOOL
≘ discrete input P8
P16
Bit 13
%IX3.5
BOOL
≘ discrete input P16
P32
Bit 14
%IX3.6
BOOL
≘ discrete input P32
P64
Bit 15
%IX3.7
BOOL
≘ discrete input P64
Read outputs [2]
%IW4
WORD
READ 16#9002 (= 36866)
Start
Bit 0
%IX4.0
BOOL
≘ discrete input Start
Weld on
Bit 1
%IX4.1
BOOL
≘ discrete input Weld on
Stop
Bit 2
%IX4.2
BOOL
≘ discrete input Stop
Thermal
Bit 3
%IX4.3
BOOL
≘ discrete input Thermal
2nd stage
Bit 4
%IX4.4
BOOL
≘ discrete input 2nd stage
Retract
Bit 5
%IX4.5
BOOL
≘ discrete input Retract
Reset fault
Bit 6
%IX4.6
BOOL
≘ discrete input Reset fault
Reset counter
Bit 7
%IX4.7
BOOL
≘ discrete input Reset counter
Reset stepper
Bit 8
%IX5.0
BOOL
≘ discrete input Reset stepper
P1
Bit 9
%IX5.1
BOOL
≘ discrete input P1
P2
Bit 10
%IX5.2
BOOL
≘ discrete input P2
P4
Bit 11
%IX5.3
BOOL
≘ discrete input P4
P8
Bit 12
%IX5.4
BOOL
≘ discrete input P8
P16
Bit 13
%IX5.5
BOOL
≘ discrete input P16
P32
Bit 14
%IX5.6
BOOL
≘ discrete input P32
P64
Bit 15
%IX5.7
BOOL
≘ discrete input P64
Section 5 MODBUS i/o
27
Variable
Channel
Address
Type
Description
Analog input (mV)
Read outputs [3]
%IW6
WORD
READ 16#9003 (= 36867)
Analog output (mV)
Read outputs [4]
%IW8
WORD
READ 16#9004 (= 36868)
% conduction
Read outputs [5]
%IW10
WORD
READ 16#9005 (= 36869)
Reserved
Read outputs [6]
%IW12
WORD
READ 16#9006 (= 36870)
Reserved
Read outputs [7]
%IW14
WORD
READ 16#9007 (= 36871)
Status register 0
Read outputs [8]
%IW16
WORD
READ 16#9008 (= 36872)
Stop
Bit 0
%IX16.0
BOOL
Bit 0
Sync. error
Bit 1
%IX16.1
BOOL
Bit 1
Retract not ready
Bit 2
%IX16.2
BOOL
Bit 2
SCR hot
Bit 3
%IX16.3
BOOL
Bit 3
Transformer hot
Bit 4
%IX16.4
BOOL
Bit 4
Pilot fault
Bit 5
%IX16.5
BOOL
Bit 5
Restart required
Bit 6
%IX16.6
BOOL
Bit 6
Reserved
Bit 7
%IX16.7
BOOL
Reserved
Bit 8
%IX17.0
BOOL
Reserved
Bit 9
%IX17.1
BOOL
Reserved
Bit 10
%IX17.2
BOOL
Reserved
Bit 11
%IX17.3
BOOL
Reserved
Bit 12
%IX17.4
BOOL
Reserved
Bit 13
%IX17.5
BOOL
Reserved
Bit 14
%IX17.6
BOOL
Reserved
Bit 15
%IX17.7
BOOL
Status register 1
Read outputs [9]
%IW18
WORD
READ 16#9009 (= 36873)
Start on
Bit 0
%IX18.0
BOOL
Bit 16
Weld off
Bit 1
%IX18.1
BOOL
Bit 17
No 2nd stage
Bit 2
%IX18.2
BOOL
Bit 18
Output fault
Bit 3
%IX18.3
BOOL
Bit 19
No force
Bit 4
%IX18.4
BOOL
Bit 20
Too many links
Bit 5
%IX18.5
BOOL
Bit 21
Bad link
Bit 6
%IX18.6
BOOL
Bit 22
Reserved
Bit 7
%IX18.7
BOOL
Reserved
Bit 8
%IX19.0
BOOL
Reserved
Bit 9
%IX19.1
BOOL
Reserved
Bit 10
%IX19.2
BOOL
Reserved
Bit 11
%IX19.3
BOOL
Reserved
Bit 12
%IX19.4
BOOL
Reserved
Bit 13
%IX19.5
BOOL
Reserved
Bit 14
%IX19.6
BOOL
Reserved
Bit 15
%IX19.7
BOOL
Status register 2
Read outputs [10]
%IW20
WORD
READ 16#900A (= 36874)
Low force
Bit 0
%IX20.0
BOOL
Bit 32
High force
Bit 1
%IX20.1
BOOL
Bit 33
Low pre-current
Bit 2
%IX20.2
BOOL
Bit 34
High pre-current
Bit 3
%IX20.3
BOOL
Bit 35
Low main current
Bit 4
%IX20.4
BOOL
Bit 36
High main current
Bit 5
%IX20.5
BOOL
Bit 37
Low post-current
Bit 6
%IX20.6
BOOL
Bit 38
High post-current
Bit 7
%IX20.7
BOOL
Bit 39
Reserved
Bit 8
%IX21.0
BOOL
Reserved
Bit 9
%IX21.1
BOOL
Reserved
Bit 10
%IX21.2
BOOL
Reserved
Bit 11
%IX21.3
BOOL
Reserved
Bit 12
%IX21.4
BOOL
Reserved
Bit 13
%IX21.5
BOOL
Reserved
Bit 14
%IX21.6
BOOL
Reserved
Bit 15
%IX21.7
BOOL

Section 5 MODBUS i/o
28
Variable
Channel
Address
Type
Description
Status register 3
Read outputs [11]
%IW22
WORD
READ 16#900B (= 36875)
End of count 0
Bit 0
%IX22.0
BOOL
Bit 48
End of count 1
Bit 1
%IX22.1
BOOL
Bit 49
End of count 2
Bit 2
%IX22.2
BOOL
Bit 50
End of count 3
Bit 3
%IX22.3
BOOL
Bit 51
End of count 4
Bit 4
%IX22.4
BOOL
Bit 52
End of count 5
Bit 5
%IX22.5
BOOL
Bit 53
End of count 6
Bit 6
%IX22.6
BOOL
Bit 54
End of count 7
Bit 7
%IX22.7
BOOL
Bit 55
Reserved
Bit 8
%IX23.0
BOOL
Reserved
Bit 9
%IX23.1
BOOL
Reserved
Bit 10
%IX23.2
BOOL
Reserved
Bit 11
%IX23.3
BOOL
Reserved
Bit 12
%IX23.4
BOOL
Reserved
Bit 13
%IX23.5
BOOL
Reserved
Bit 14
%IX23.6
BOOL
Reserved
Bit 15
%IX23.7
BOOL
Status register 4
Read outputs [12]
%IW24
WORD
READ 16#900C (= 36876)
End of electrode 0
Bit 0
%IX24.0
BOOL
Bit 64
End of electrode 1
Bit 1
%IX24.1
BOOL
Bit 65
End of electrode 2
Bit 2
%IX24.2
BOOL
Bit 66
End of electrode 3
Bit 3
%IX24.3
BOOL
Bit 67
End of electrode 4
Bit 4
%IX24.4
BOOL
Bit 68
End of electrode 5
Bit 5
%IX24.5
BOOL
Bit 69
End of electrode 6
Bit 6
%IX24.6
BOOL
Bit 70
End of electrode 7
Bit 7
%IX24.7
BOOL
Bit 71
Reserved
Bit 8
%IX25.0
BOOL
Reserved
Bit 9
%IX25.1
BOOL
Reserved
Bit 10
%IX25.2
BOOL
Reserved
Bit 11
%IX25.3
BOOL
Reserved
Bit 12
%IX25.4
BOOL
Reserved
Bit 13
%IX25.5
BOOL
Reserved
Bit 14
%IX25.6
BOOL
Reserved
Bit 15
%IX25.7
BOOL
Status register 5
Read outputs [13]
%IW26
WORD
READ 16#900D (= 36877)
Tip dress 0
Bit 0
%IX26.0
BOOL
Bit 80
Tip dress 1
Bit 1
%IX26.1
BOOL
Bit 81
Tip dress 2
Bit 2
%IX26.2
BOOL
Bit 82
Tip dress 3
Bit 3
%IX26.3
BOOL
Bit 83
Tip dress 4
Bit 4
%IX26.4
BOOL
Bit 84
Tip dress 5
Bit 5
%IX26.5
BOOL
Bit 85
Tip dress 6
Bit 6
%IX26.6
BOOL
Bit 86
Tip dress 7
Bit 7
%IX26.7
BOOL
Bit 87
Reserved
Bit 8
%IX27.0
BOOL
Reserved
Bit 9
%IX27.1
BOOL
Reserved
Bit 10
%IX27.2
BOOL
Reserved
Bit 11
%IX27.3
BOOL
Reserved
Bit 12
%IX27.4
BOOL
Reserved
Bit 13
%IX27.5
BOOL
Reserved
Bit 14
%IX27.6
BOOL
Reserved
Bit 15
%IX27.7
BOOL
Section 5 MODBUS i/o
29
Variable
Channel
Address
Type
Description
Status register 6
Read outputs [14]
%IW28
WORD
READ 16#900E (= 36878)
Prewarn 0
Bit 0
%IX28.0
BOOL
Bit 96
Prewarn 1
Bit 1
%IX28.1
BOOL
Bit 97
Prewarn 2
Bit 2
%IX28.2
BOOL
Bit 98
Prewarn 3
Bit 3
%IX28.3
BOOL
Bit 99
Prewarn 4
Bit 4
%IX28.4
BOOL
Bit 100
Prewarn 5
Bit 5
%IX28.5
BOOL
Bit 101
Prewarn 6
Bit 6
%IX28.6
BOOL
Bit 102
Prewarn 7
Bit 7
%IX28.7
BOOL
Bit 103
Reserved
Bit 8
%IX29.0
BOOL
Reserved
Bit 9
%IX29.1
BOOL
Reserved
Bit 10
%IX29.2
BOOL
Reserved
Bit 11
%IX29.3
BOOL
Reserved
Bit 12
%IX29.4
BOOL
Reserved
Bit 13
%IX29.5
BOOL
Reserved
Bit 14
%IX29.6
BOOL
Reserved
Bit 15
%IX29.7
BOOL
Status register 7
Read outputs [15]
%IW30
WORD
READ 16#900F (= 36879)
Reserved
Bit 0
%IX30.0
BOOL
Reserved
Bit 1
%IX30.1
BOOL
Reserved
Bit 2
%IX30.2
BOOL
Reserved
Bit 3
%IX30.3
BOOL
Reserved
Bit 4
%IX30.4
BOOL
Reserved
Bit 5
%IX30.5
BOOL
Reserved
Bit 6
%IX30.6
BOOL
Reserved
Bit 7
%IX30.7
BOOL
Reserved
Bit 8
%IX31.0
BOOL
Reserved
Bit 9
%IX31.1
BOOL
Reserved
Bit 10
%IX31.2
BOOL
Reserved
Bit 11
%IX31.3
BOOL
Reserved
Bit 12
%IX31.4
BOOL
Reserved
Bit 13
%IX31.5
BOOL
Reserved
Bit 14
%IX31.6
BOOL
Reserved
Bit 15
%IX31.7
BOOL
Pre-heat current (A)
Read outputs [16]
%IW32
DWORD
READ 16#9010 (= 36880)
Main current (A)
Read outputs [18]
%IW36
DWORD
READ 16#9012 (= 36882)
Post-heat current (A)
Read outputs [20]
%IW40
DWORD
READ 16#9014 (= 36884)
Program number
Read outputs [22]
%IW44
WORD
READ 16#9016 (= 36886)
Force1
Read outputs [23]
%IW46
WORD
READ 16#9017 (= 36887)
1
value is multiplied by the scale factor (898.88 for kN or 4 for lbf)
 Loading...
Loading...