


EN7000 Technical Manual
Welding control for 50/60 Hz spot, projection, roll-spot, seam and multi-welding applications

EN7000 Technical Manual
2
EN7000 Technical Manual
Copyright © 2019 BF ENTRON Ltd. and/or its affiliates. All rights reserved.
The information in this manual is subject to change.
BF ENTRON assumes no responsibility for any errors that may appear in this manual.
BF ENTRON assumes no responsibility for any injury, loss or damage caused by improper installation,
use or application of the EN7000 welding control
The reproduction, transmission or use of this document or contents is not permitted without express
authority from BF ENTRON
BF ENTRON's trademarks and trade dress may not be used in connection with any product or service
that is not BF ENTRON's, in any manner that is likely to cause confusion among customers or in any
manner that disparages or discredits BF ENTRON. All other trademarks not owned by BF ENTRON are
the property of their respective owners, who may or may not be affiliated with, connected to, or
sponsored by BF ENTRON.
BF ENTRON Ltd.
Building 80 Bay 1
First Avenue
The Pensnett Estate
Kingswinford
West Midlands DY6 7FQ
Phone +44 (0)1384 455401 • Fax +44 (0)1384 455551
www.entroncontrols.com
Issue
Date
Comment
1.00
27/02/17
Added parameter descriptions and % conduction parameter.
1.02
23/05/17
Increased weld programs from 128 to 256. New options for SCR select and CT calibration.
New options for valves. New tutorial (resetting faults). Issue number corresponds to
EN7000 firmware.
1.04
26/09/17
Updated issue number.
1.05
30/11/17
Added seam welding features.
1.07
09/04/18
Models 5 and 6 discontinued. Seam welding features added to Models 3 and 4.
1.08
12/09/18
Added note to reset stepper/counter inputs. Updated status codes.
1.09
15/01/19
Revised description of force control.
1.10
12/02/19
Data log contains 6000 records
1.11
27/02/19
Models 1 and 2 discontinued. Model 3 is referred to as EN7000 and model 4 as EN7000TS. EN7000 and EN7000-TS can emulate the functionality of Models 1 and 2.
EN7000 Technical Manual
3
IMPORTANT SAFETY INSTRUCTIONS
READ ALL INSTRUCTIONS BEFORE USING THE EN7000
WARNING
DO NOT DISASSEMBLE, REPAIR, OR MODIFY THE EN7000. These actions can cause electric shock and fire.
Use only as described in this manual. Use only BF ENTRON recommended accessories and
replacement parts.
Stop operation if any problems occur. If the equipment is not working as it should, has been dropped,
damaged, left outdoors, or been in contact with water, contact BF ENTRON.
Only apply the specified power. Application of a voltage or current beyond the specified range can
cause electric shock or fire.
Do not use damaged plugs or connecting cables.
Keep water and water containers away from the EN7000. Water ingress can cause a short circuit,
electric shock, or fire.
Do not insert objects into openings. Do not use with any opening blocked; keep free of dust and debris.
Do not install the EN7000 in any of the following environments
o damp environments where humidity is 90% or higher.
o dusty environments.
o environments where chemicals are handled.
o environments near a high-frequency noise source.
o hot or cold environments where temperatures are above 40°C or below 0°C, or environments
where water will condense.

EN7000 Technical Manual
4
Contents
Section 1
Introduction…………………………………………………………………………………………...…5
Section 2
Mounting…………………………………………………………………………………..………………15
Section 3
Inputs and outputs…………………….…....……………………………………………………17
Section 4
Discrete i/o……………………………..…….…………………………………………………….……19
Section 5
MODBUS i/o…………………..…….………………………………………………………….….…...24
Section 6
Weld control…………………..…….………………………………………………………………....30
Section 7
Electrode management…………………..…….…………………………………….………38
Section 8
Status information…………………………………………………………………….………….44
Section 9
History log…………………..…….…………………………………………………………………..…47
Section 10
Multiwelding…………………..…….……………………………………………………..…………..48
Section 11
Seam welding………………..…….……………………………………………………..…………..52
Section 12
Configuration…………………..…….……………………………………………….………………59
Section 13
Programming…………………..…….………………………………………………………….……61
Section 14
Tutorials…………………..…….………………………………………………………………………...80
Section 15
Appendix…………………..…….……………………………………………………………….…….…91
Section 16
Terminology……………..…….…………………………………………………………………….…95
Section 1 Introduction
5
Introduction
The EN7000 is a SINGLE PHASE AC and 3-PHASE DC constant current and proportional force
controller for 50/60 Hz spot, projection and seam welding applications..
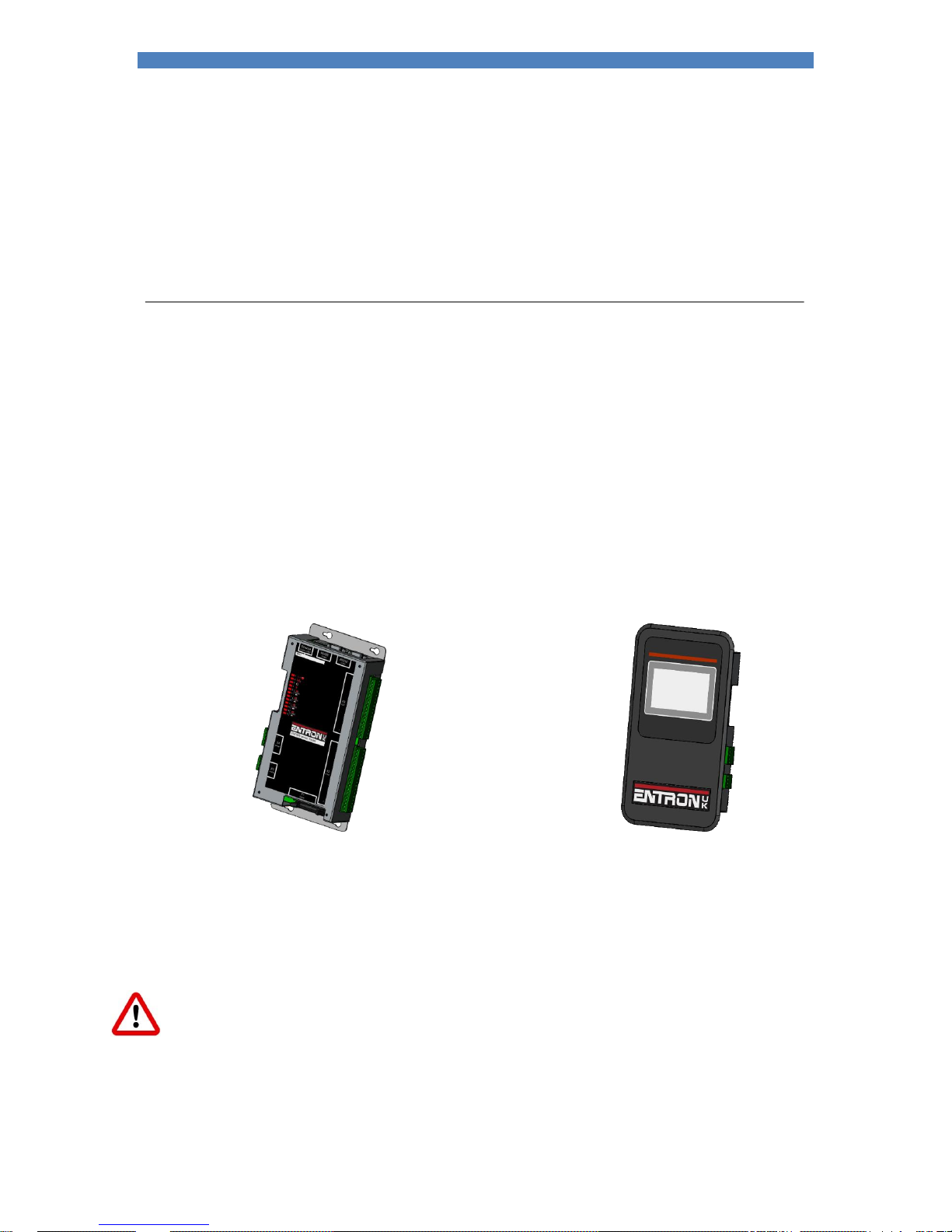
The controller is available in two formats:
EN7000: core welding control with single air-valve, electrode manager and expansion port.
Pre-heat and main heat intervals. Extended features include post-heat interval, force
profile, multi-gun, multi-air valve, multi electrode manager and seam welding. Gear-plate
mounted.
EN7000-TS: as EN7000, plus built-in touch screen display. Front panel mounted.
EN7000
EN7000-TS
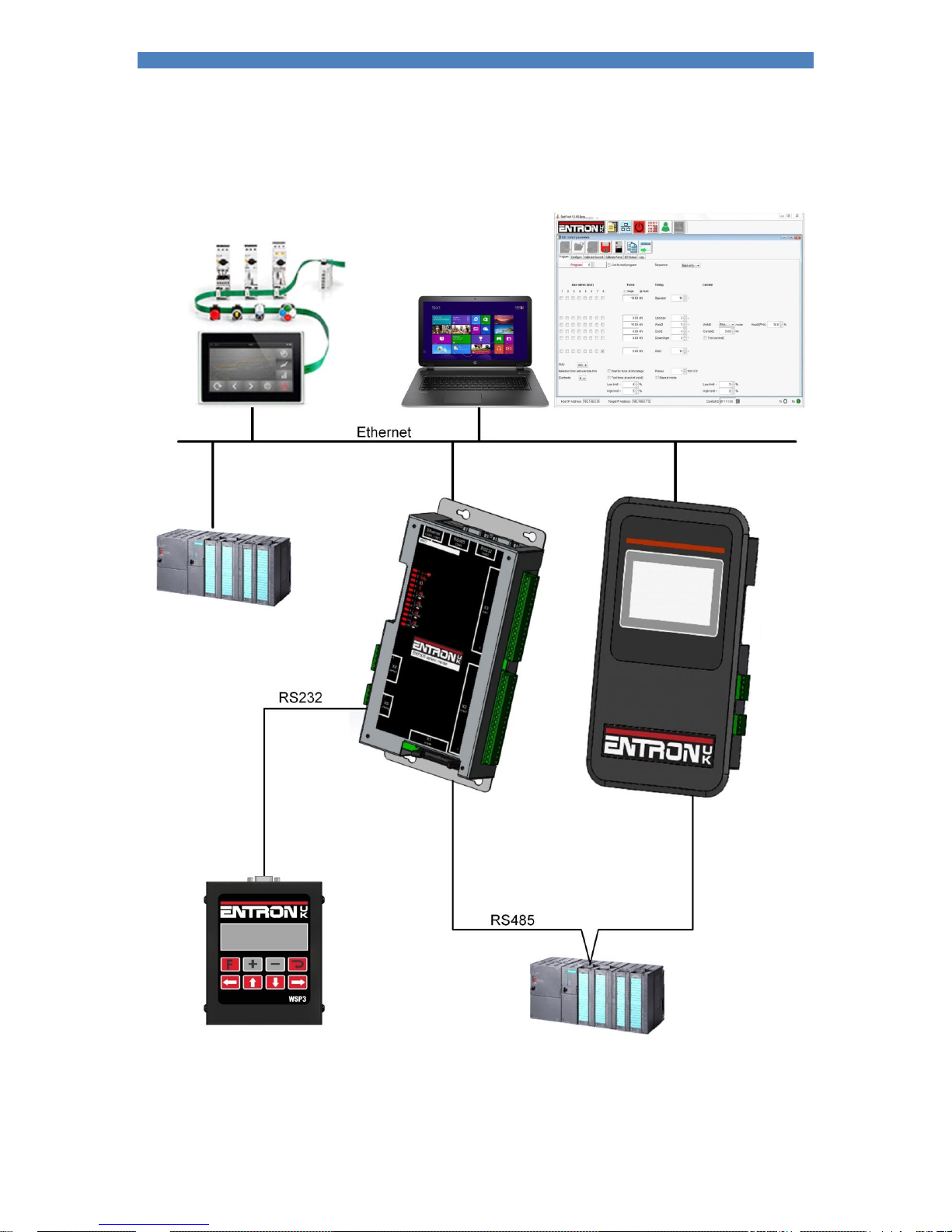
Multiple communication and control options are supported by a number of programming methods. The
Ethernet port supports simultaneous programming and control connection via a single physical cable.
Short-circuit proof outputs and a guided-contact pilot relay provides enhanced safety. Connection to the
power system is via a single ribbon cable. Analog inputs and outputs can be used to drive a proportional
air regulator valve for force control.
Operation in Standard mode provides a basic set of features for simple applications. Extended mode
adds advanced features for more demanding applications. Choose between Standard or Extended
features (Section 12 Configuration). EN7000 must be restarted after changing this setting.

Section 1 Introduction
6
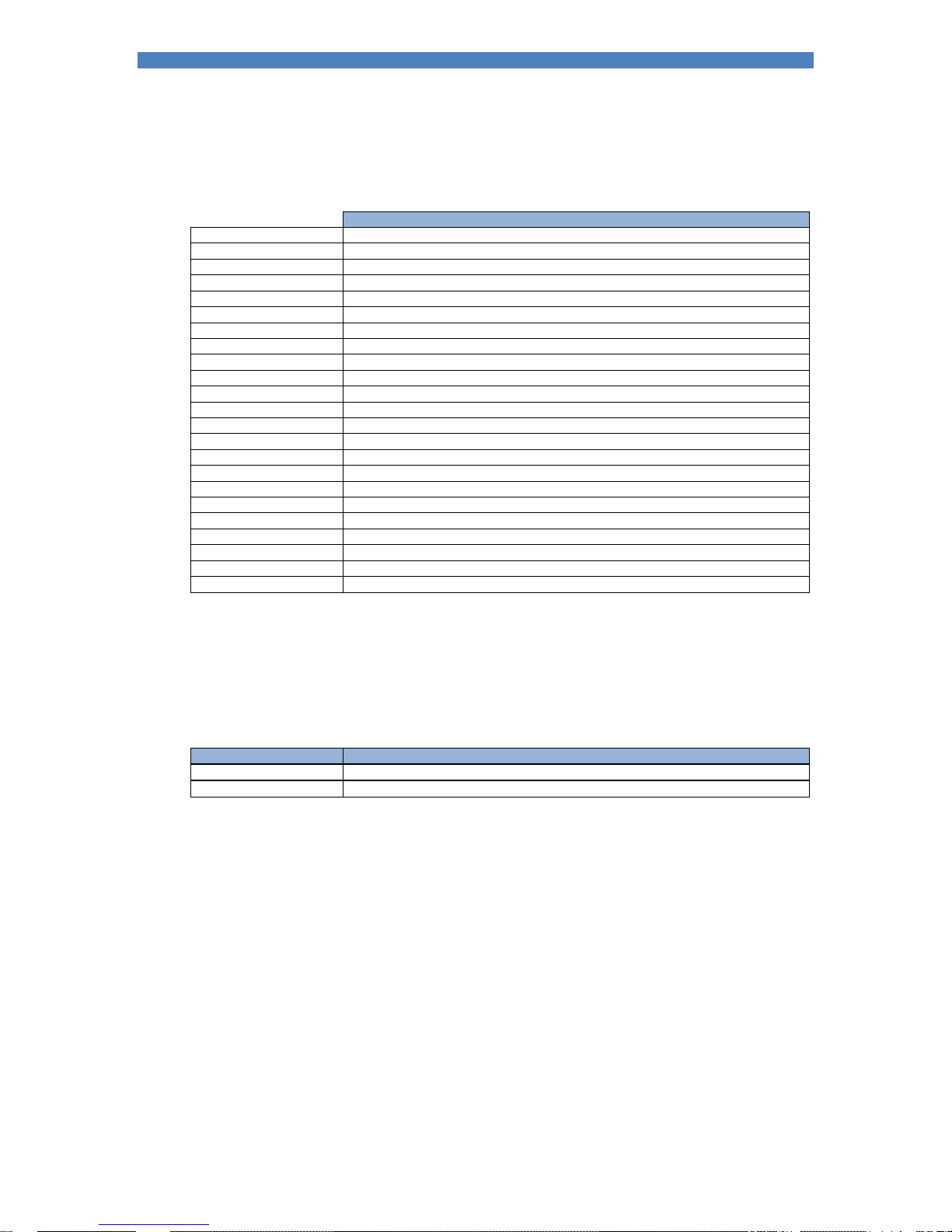
Features
Model
EN7000
EN7000-TS
Netflash programming
WSP3 programming
Built-in programmer 1
Panel mounting
Gear-plate mounting
Ethernet 2
RS232
RS485
MODBUS TCP/IP
MODBUS RTU
Analogue inputs 3 1 1
Analogue outputs 3 1 1
Discrete inputs
16
16
Discrete outputs 4
16
16
Weld programmes
256
256
Pre-heat
Main heat
Post-heat 5
Slope
Constant current
Power factor adjust
Cascade/Mux 5 8 8
Multi air valve
5, 6
8 8
Aux valves
7
7
Force profile 5
Electrodes/SCRs 5 8 8
Real-time clock
Data log (spot welds)
6000
6000
Expansion
Seam weld sequence 5
1
Colour touch-screen display
2
Two simultaneous connections
3
0 to 10 V
4
24 V dc, short-circuit proof, monitored
5
Extended feature
6
Guided contact safety relay, monitored
The extended features can be enabled for greater flexibility or more demanding applications.
Section 1 Introduction
7
Weld parameters
EN7000/EN7000-TS
Presqueeze
Squeeze
Pre-heat
Cool1
Upslope
Main heat
Cool2
Downslope
Pulses
Post-heat 1
Hold
Off WAV selection 1
Aux valve control
Retract/Hi-lift
Electrode selection 1
Force profile 1
SCR selection 1
Current monitor
Force monitor
Spot weld
Roll-spot weld 1
Seam weld 1
1
Extended feature
Part numbers
Model
Part number
EN7000
01-07-03
EN7000-TS
01-07-04

Section 1 Introduction
8
Programming options
NetFlash
This PC-compatible program displays and allows editing of all
welding parameters and status information.
In addition to programming, NetFlash provides backup/restore
functions for control data, live data logging to a file and a utility for
updating the firmware in the EN7000.
WSP3 Pendant
EN7000s work with the same WSP3 pendant that is used with
iPAK and WS2003. Access to all parameters is provided, plus
diagnostic indication.
MODBUS
A PLC or HMI MODBUS master can be used to program, control
and monitor EN7000s. All parameters are directly mapped to
MODBUS registers for easy access. Both MODBUS-TCP/IP
(Ethernet) and MODBUS-RTU (RS485) protocols are supported.
Built-in touch screen
EN7000-TS has a touch screen panel which provides easy
access to all parameters and indications.
Section 1 Introduction
9
Communications
Section 1 Introduction
10
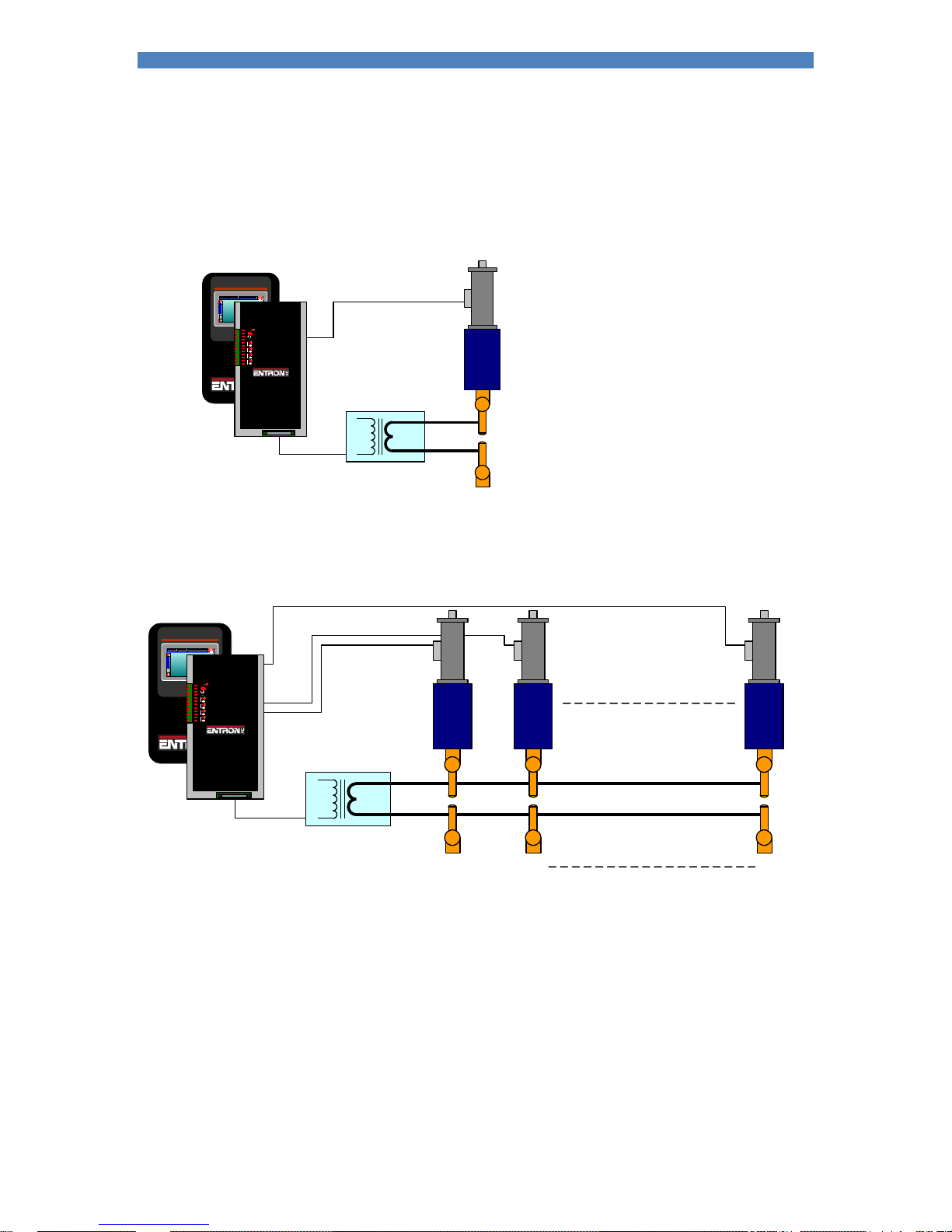
Applications
Standard machines, portable/manual guns, robot guns, multi-welders and seam welders.
Standard machine.
Multi-head machine. Up to eight cylinders. Cascade or independent firing.
Program 1
I1 = 17.0kA H1 = 23.5% PHA
PSQ = 0 ~ SQZ = 10 ~
W1 = 12 ~ C1 = 0 ~
W2 = 12 ~ C2 = 0 ~
HLD = 10 ~
Edit Program
12.5 kA Prog 01 Low cu rrent W2
BF701 V1.01
Program 1
I1 = 17.0kA H1 = 23 .5% PHA
PSQ = 0 ~ SQZ = 10 ~
W1 = 12 ~ C1 = 0 ~
W2 = 12 ~ C2 = 0 ~
HLD = 10 ~
Edit Program
12.5 kA Prog 01 Low current W2
BF701 V1.01
1 2 8
Section 1 Introduction
11
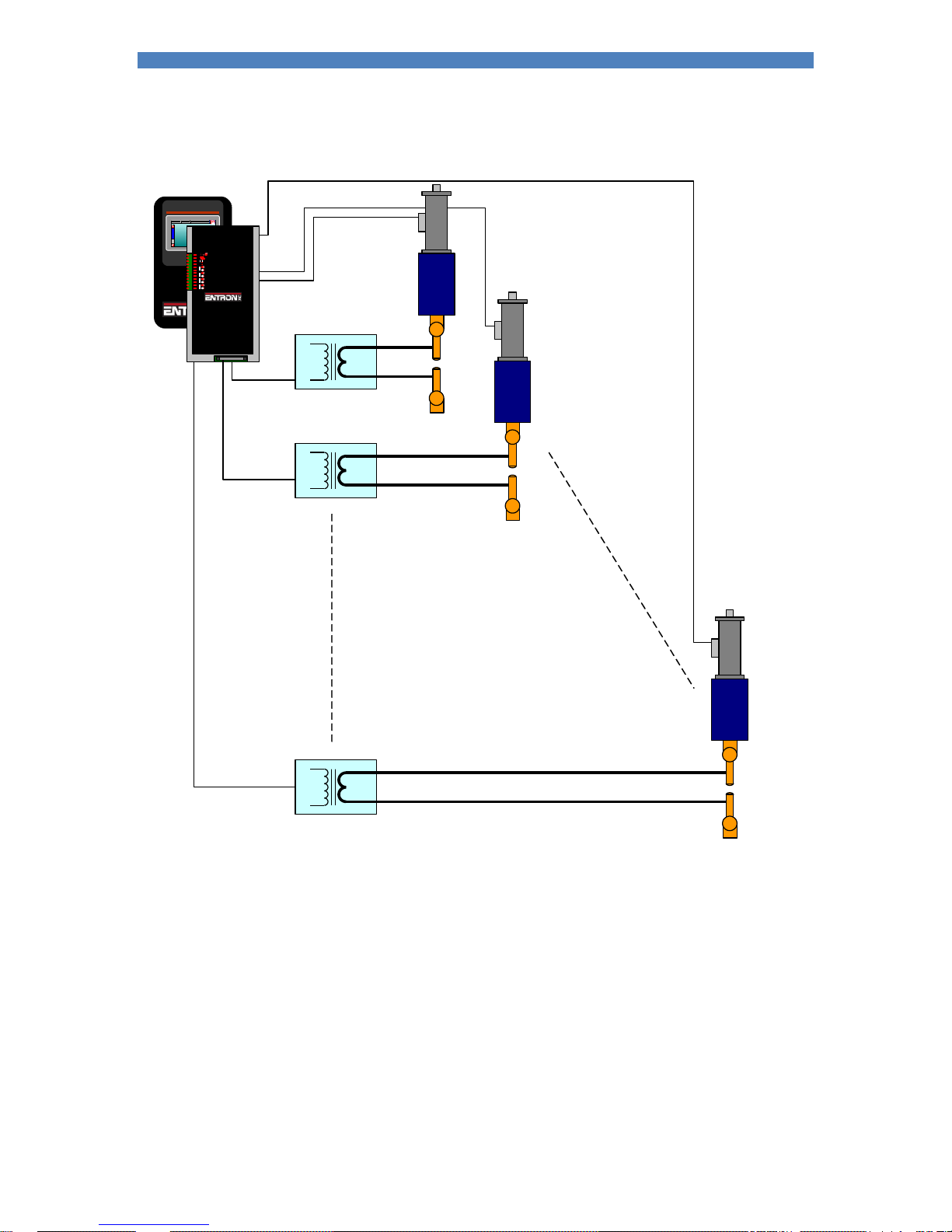
Multi-welder. Up to 8 transformers and cylinders. Cascade or independent firing.
Program 1
I1 = 17.0kA H1 = 23. 5% PHA
PSQ = 0 ~ SQZ = 10 ~
W1 = 12 ~ C1 = 0 ~
W2 = 12 ~ C2 = 0 ~
HLD = 10 ~
Edit Program
12.5 kA Prog 01 Low current W2
BF701 V1.01
1
2
8
8
2
1
Section 1 Introduction
12
Program 1
I1 = 17.0 kA H1 = 23.5% PHA
PSQ = 0 ~ SQZ = 10 ~
W1 = 12 ~ C1 = 0 ~
W2 = 12 ~ C2 = 0 ~
HLD = 10 ~
Edit Program
12.5 kA Prog 01 Low current W2
BF701 V1.01
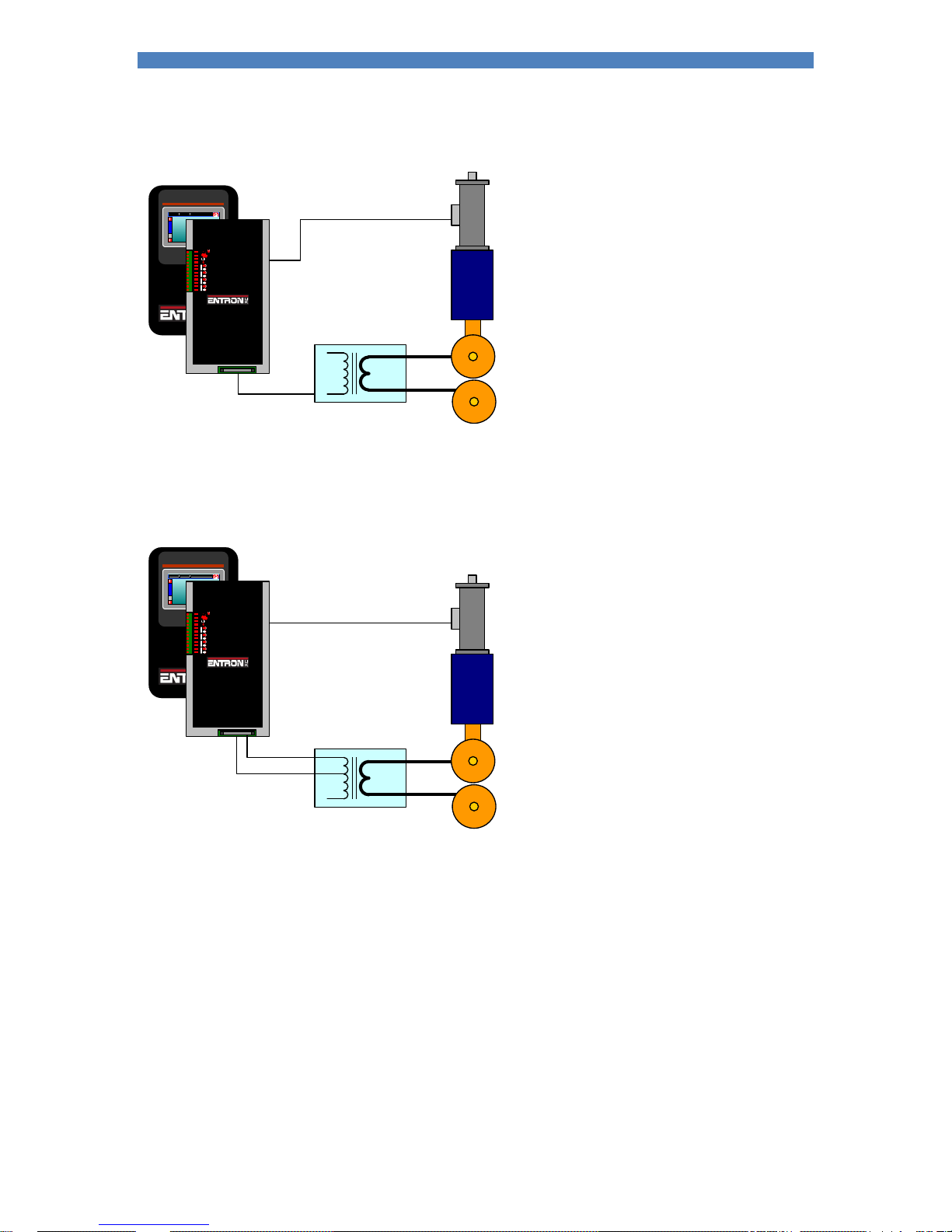
Seam welder with one transformer.
Program 1
I1 = 17.0 kA H1 = 23.5% PHA
PSQ = 0 ~ SQZ = 10 ~
W1 = 12 ~ C1 = 0 ~
W2 = 12 ~ C2 = 0 ~
HLD = 10 ~
Edit Program
12.5 kA Prog 01 Low current W 2
BF701 V1.01
Seam welder with a multi-tap transformer.

Section 1 Introduction
13
Getting started
Section 2 Mounting: Ensure the EN7000 is securely mounted.
Section 3 Inputs and outputs: connect the essential services and inputs/outputs depending on
the application.
Make sure that you have sufficient air pressure and cooling water where necessary.
Section 13 Programming: switch on then use the ‘Initialise all data’ function to clear the
EN7000’s memory.
Section 12 Configuration: set the Configuration parameters appropriately for the application.
Section 7 Electrode management: edit the calibration file.
Section 13 Programming: edit program 0 to set up a basic weld sequence e.g. Squeeze = 10,
Main heat = 10, Hold = 10, Pulses=1, and Main mode = PHA.
Section 13 Programming: a welding operation should be possible at this stage. Begin by using
the gun short-circuit. The EN7000 should report the measured current on the diagnostic
display.
Section 7 Electrode management: perform the calibration operation for the toroid sensitivity.
Observe the current with an external meter. Set the program heat to give a typical value of
welding current on the meter. Adjust the sensor sensitivity until the EN7000 measurement
corresponds with the meter.
Make any other adjustments which may be required and set up other programmes for welding.

Section 1 Introduction
14
This page intentionally left blank
Section 2 Mounting
15
Mounting
EN7000 is gear-plate mounted and EN7000-TS is front panel mounted.
If you have purchased a complete system the EN7000 will already be mounted in the case. If you have
purchased a timer only kit you will need to mount the EN7000 to the rest of your equipment.
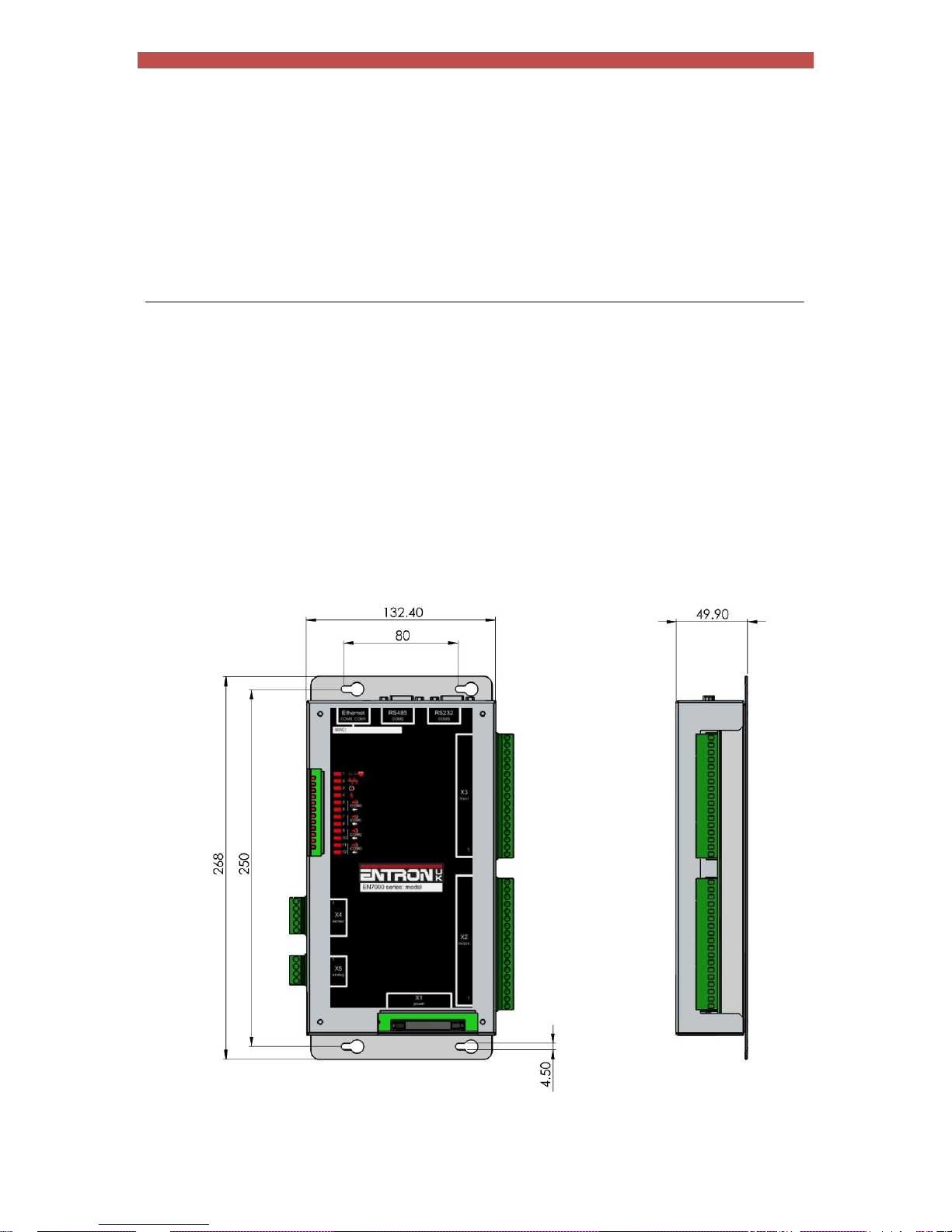
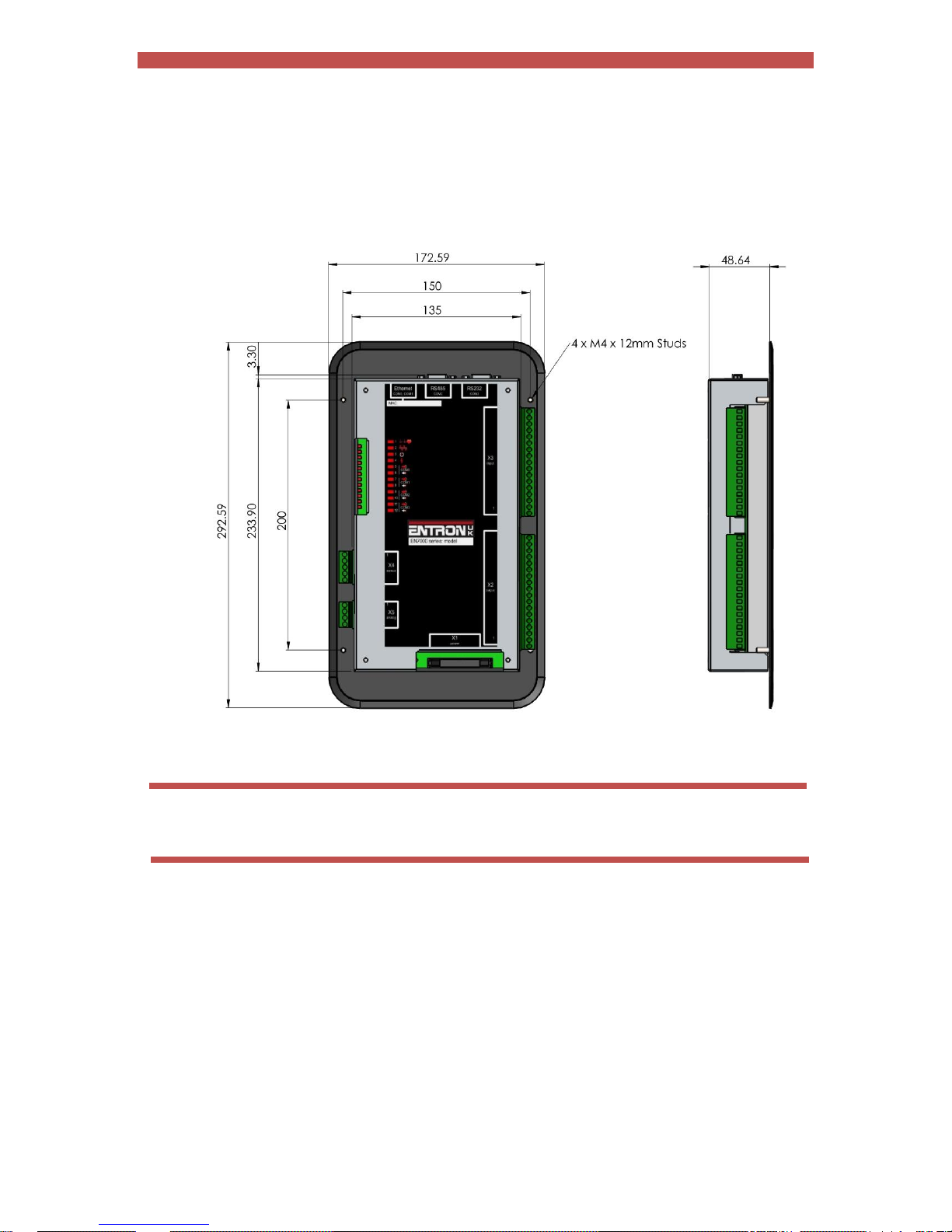
Gear plate mounting
The mounting arrangements for EN7000 are shown below. All dimensions are in mm.
Section 2 Mounting
16
Front panel mounting
The mounting arrangements for EN7000-TS are shown below. All dimensions are in mm.
Allow space for the connectors when mounting EN7000 or EN7000-TS

Section 3 Inputs and outputs
17
Inputs and outputs
EN7000 uses a number of inputs and outputs to control and monitor the weld sequence.
Inputs
Input
AWS designation
Description
Start
FS1
When this input is activated a weld sequence begins. If the input is
removed during the Squeeze interval the sequence is aborted. If the input
is maintained through the Squeeze interval but switched off subsequently,
the sequence terminates normally.
Weld on
NW1
This input enables the weld current. If this input is inactive a weld
sequence will not produce any current.
Stop
ES1
Sequencing is inhibited or aborted if this input is not active.
Thermal
TT1
This input is usually connected to a normally closed thermal contact
attached to the weld transformer. Sequencing is inhibited if this input is not
active.
2nd stage
PS1
If enabled, EN7000 checks that the 2nd Stage signal is present before
proceeding to weld. The checking is programmable to take place either
before or after the Squeeze interval. If the signal is not present EN7000
waits for the signal before it proceeds. If the Start signal is removed while
waiting, the sequence is aborted.
Retract
RT1
This input is used to control the Retract function.
Reset fault
FR1
This input resets the Fault output and clears the status messages. Only
momentary application is required (minimum time 40ms).
Reset
counter/tip
dress
acknowledge1
Used to reset the counter(s) or acknowledge a tip dress request.
Reset
stepper2
SR1
Used to reset the stepper(s).
P1
BP1
Program select inputs. Weld program selection is made by applying the
binary code for the required program. Programs 0 to 127 can be selected
(programs 128 to 255 can be selected internally or via the fieldbus).
P2
BP2
P4
BP4
P8
BP8
P16
BP16
P32
BP32
P64
BP64
CT Input for the current transformer.
Toroid
Input for the toroid.
Analog
0 to 10 V analog input. Can be used to monitor a proportional air regulator
valve output or other sensor for force control and monitoring.
Section 3 Inputs and outputs
18
Outputs
Output
AWS designation
Description
EOS
EH1
This output switches on to indicate the end of the weld sequence.
HAV
RV1
Used in conjunction with the Retract input to control the welding head.
Fault
FT1
This output indicates a fault condition.
Ready
This output is active if EN7000 is ready to weld. The output switches off
under some fault conditions.
Contactor
MC1
This output can be used to control an isolation contactor.
Counter/tip
dress request
This output indicates that the counter has reached its limit or that a tip
dressing operation is required.
Stepper
This output indicates that the stepper has reached its limit.
Pre-warn
This output indicates that the stepper is close to its limit.
AV1
Additional outputs that can be used during the weld sequence.
AV2
AV3 AV4 AV5 AV6
AV7
AV8
Analog
0 to 10 V analog output. Can be used to drive a proportional air regulator
valve for force control
1
Momentary operation will reset all expired counters. If maintained for more than 5 seconds all counters will be
reset, regardless of status.
2
Momentary operation will reset all expired steppers. If maintained for more than 5 seconds all steppers will be
reset, regardless of status.
Section 4 Discrete i/o
19
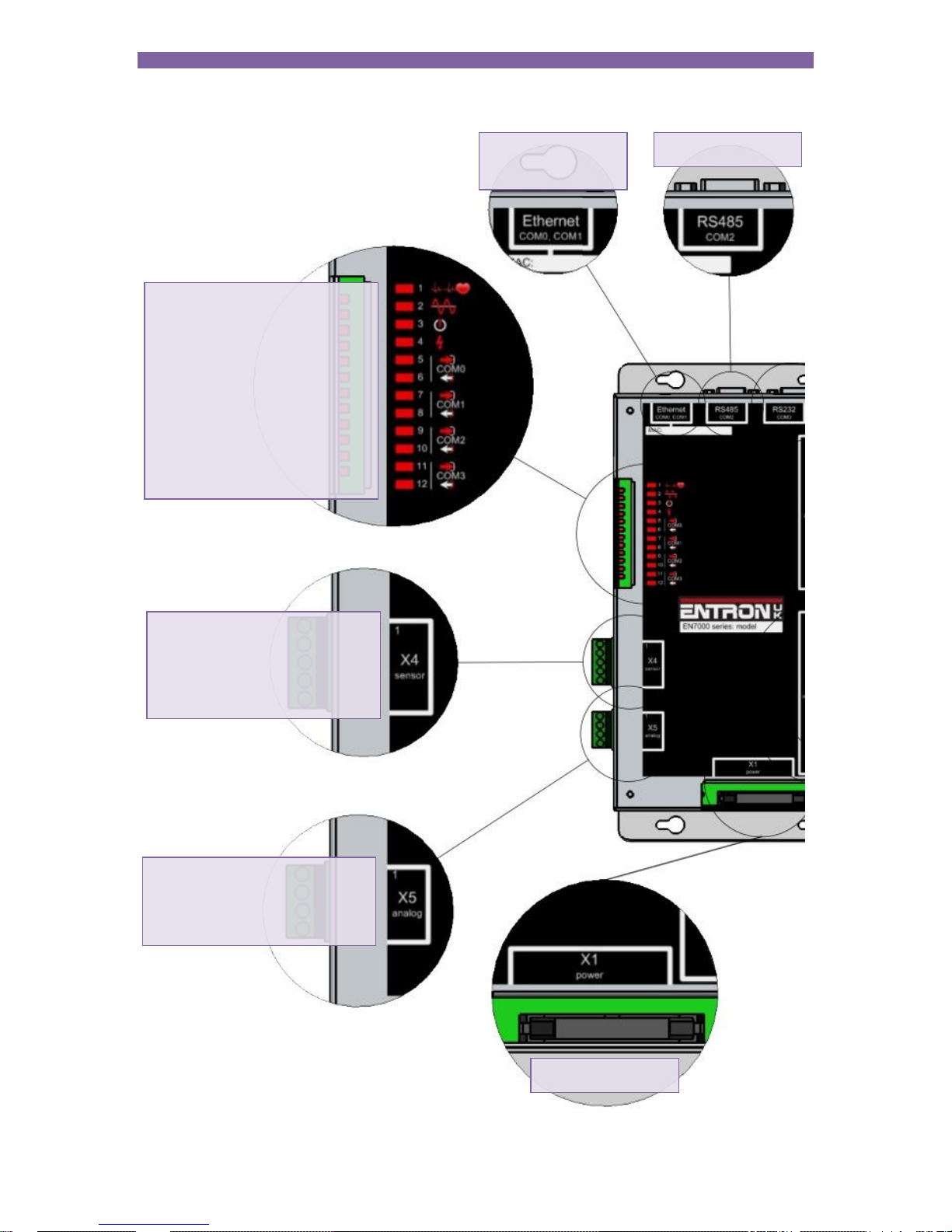
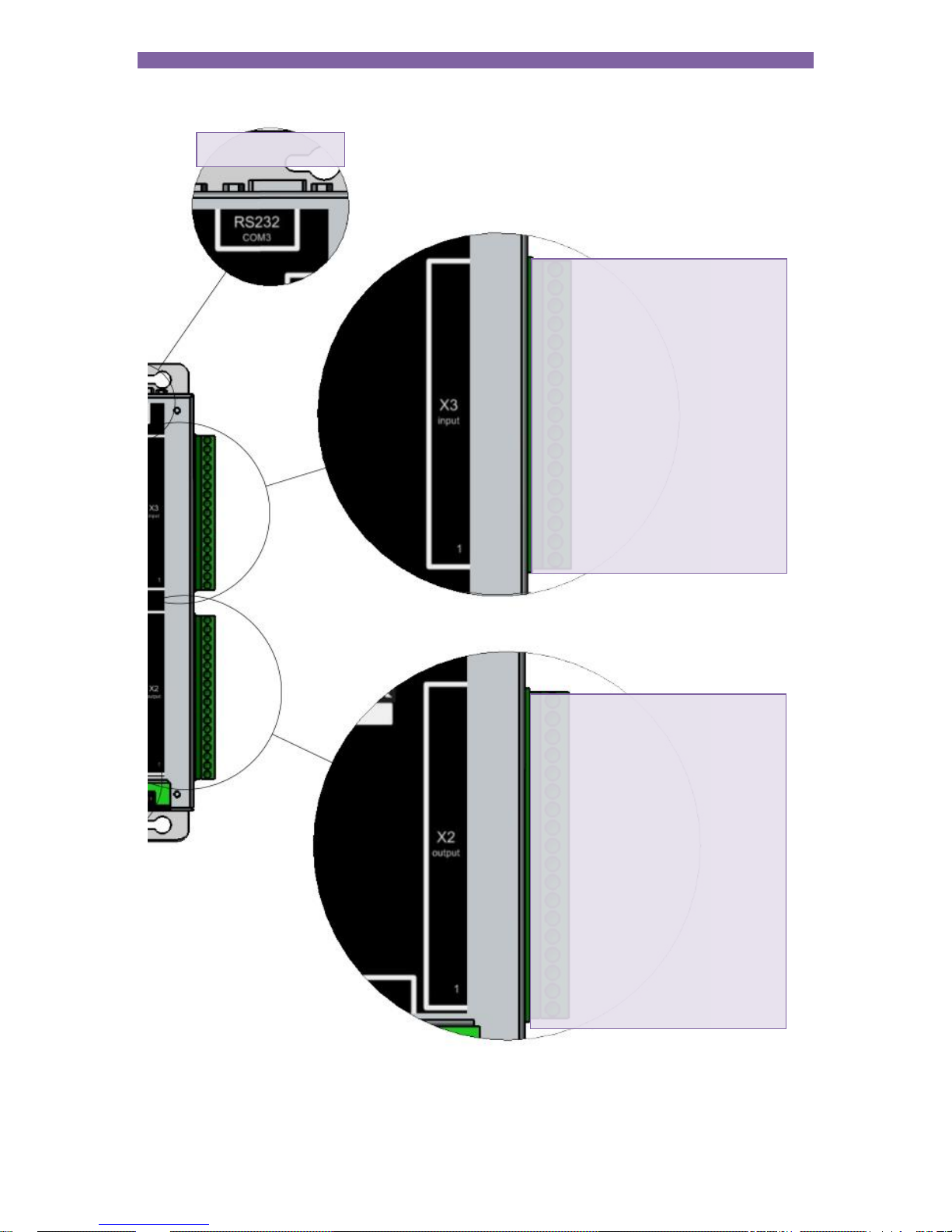
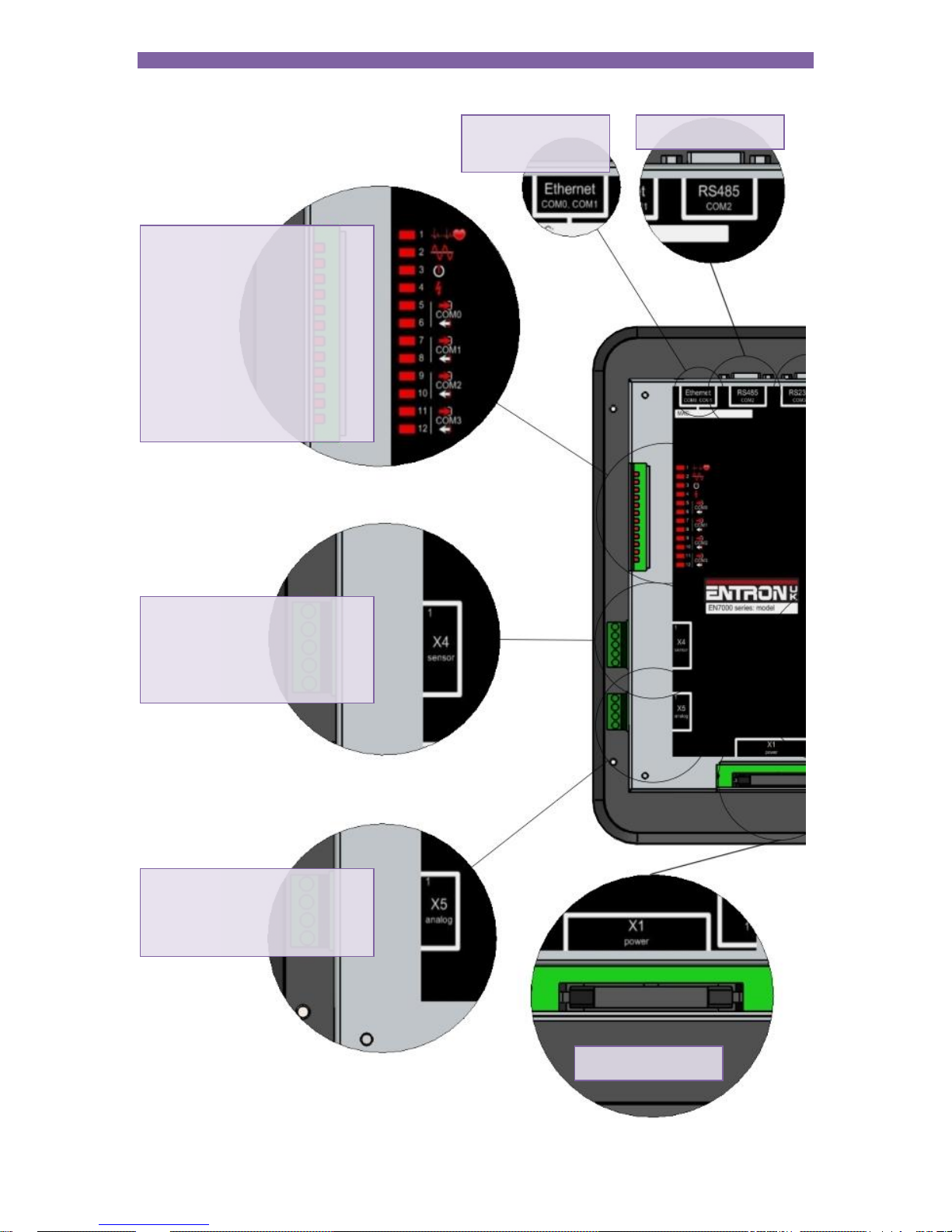
Discrete i/o
The inputs and outputs are accessible via connectors X2, X3, X4 and X5. The connectors are two-part
terminals for use with wires up to 1 mm
2
If the EN7000 is supplied fitted into a case some connections will have been pre-wired by BF ENTRON.
See the case wiring diagram for details.
Section 4 Discrete i/o
20
EN7000
Outputs are rated 500 mA @24 V dc
AWS designations in parenthesis
1
inputs must be linked if not required
1. Heartbeat
2. Synchronised to ac mains
3. Sequence initiated
4. Weld current
5. Data receive COM0
6. Data send COM0
7. Data receive COM1
8. Data send COM1
9. Data receive COM2
10. Data send COM2
11. Data receive COM3
12. Data send COM3
1. CT input
2. CT input
3. Toroid input
4. Toroid input
5. Gnd
1. 0 V
2. Output (0 to 10 V)
3. Input (0 to 10 V)
4. Gnd
MODBUS-RTU
NetFlash
MODBUS-TCP/IP
Power
Section 4 Discrete i/o
21
i/o bit
17. 24 V (24 VDC) 1
16. 15 P64 (BP64)
15. 14 P32 (BP32)
14. 13 P16 (BP16)
13. 12 P8 (BP8)
12. 11 P4 (BP4)
11. 10 P2 (BP2)
10. 9 P1 (BP1)
9. 8 Reset stepper (SR1)
8. 7 Reset counter/tip dress ack
7. 6 Reset fault (FR1)
6. 5 Retract (RT1)
5. 4 2nd stage (PS1)
4. 3 Transformer thermal (TT1) 1
3. 2 Stop (ES1) 1
2. 1 Weld on (NW1) 1
1. 0 Start (FS1)
i/o bit
18. 0 V (SVC)
17. Do not connect
16. 15 AV1 (SV1)
15. 14 AV2 (SV2)
14. 13 AV3 (SV3)
13. 12 AV4 (SV4)
12. 11 AV5 (SV5)
11. 10 AV6 (SV6)
10. 9 AV7 (SV7)
9. 8 AV8 (SV8)
8. 7 Prewarn
7. 6 Stepper
6. 5 Counter/Tip dress request
5. 4 Contactor (MC1)
4. 3 Ready
3. 2 Fault (FT1)
2. 1 HAV (RV1)
1. 0 EOS (EH1)
WSP3
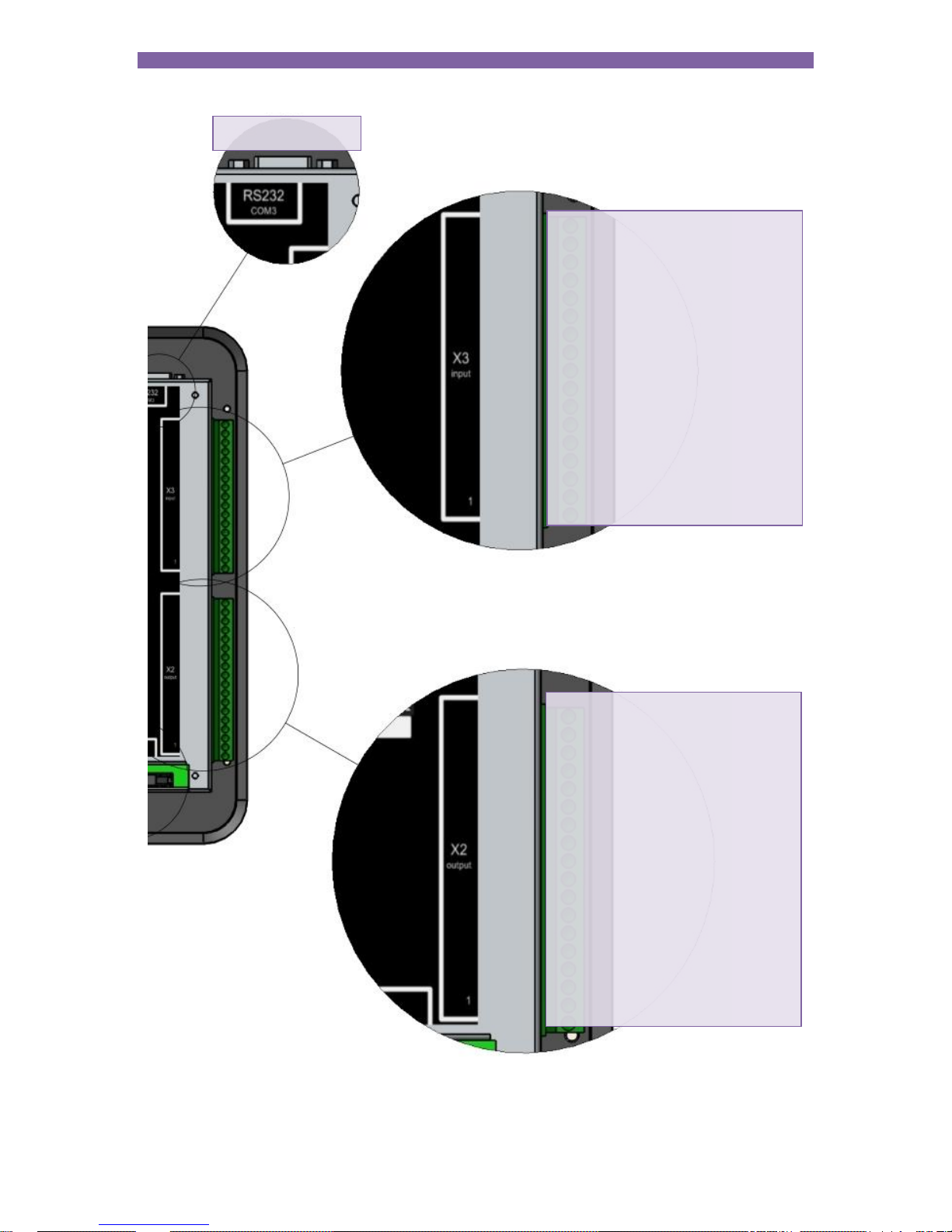
Section 4 Discrete i/o
22
EN7000-TS
Outputs are rated 500 mA @24 V dc
AWS designations in parenthesis
1
inputs must be linked if not required
1. Heartbeat
2. Synchronised to ac mains
3. Sequence initiated
4. Weld current
5. Data receive COM0
6. Data send COM0
7. Data receive COM1
8. Data send COM1
9. Data receive COM2
10. Data send COM2
11. Data receive COM3
12. Data send COM3
1. CT input
2. CT input
3. Toroid input
4. Toroid input
5. Gnd
1. 0 V
2. Output (0 to 10 V)
3. Input (0 to 10 V)
4. Gnd
NetFlash
MODBUS-TCP/IP
MODBUS-RTU
Power
Section 4 Discrete i/o
23
i/o bit
17. 24 V DC out 1
16. 15 P64 (BP64)
15. 14 P32 (BP32)
14. 13 P16 (BP16)
13. 12 P8 (BP8)
12. 11 P4 (BP4)
11. 10 P2 (BP2)
10. 9 P1 (BP1)
9. 8 Reset stepper (SR1)
8. 7 Reset counter/tip-dress ack
7. 6 Reset fault (FR1)
6. 5 Retract (RT1)
5. 4 2nd stage (PS1)
4. 3 Transformer thermal(TT1) 1
3. 2 Stop (ES1) 1
2. 1 Weld on (NW1) 1
1. 0 Start (FS1)
i/o bit
18. 0 V (SVC)
17. do not connect
16. 15 AV1 (SV1)
15. 14 AV2 (SV2)
14. 13 AV3 (SV3)
13. 12 AV4 (SV4)
12. 11 AV5 (SV5)
11. 10 AV6 (SV6)
10. 9 AV7 (SV7)
9. 8 AV8 (SV8)
8. 7 Prewarn
7. 6 Stepper
6. 5 Counter/tip-dress request
5. 4 Contactor (MC1)
4. 3 Ready
3. 2 Fault (FT1)
2. 1 HAV (RV1)
1. 0 EOS (EH1)
WSP3
Section 5 MODBUS i/o
24
MODBUS i/o
EN7000 can be operated via MODBUS instead of using the discrete inputs and outputs.
Both MODBUS TCP/IP (Ethernet) and MODBUS RTU (RS485) protocols are supported.
Write the inputs using MODBUS function 16
Read the outputs using MODBUS function 3
MODBUS access types
Write inputs
Type
Value
Description
Function code
UINT
16
Write multiple registers
Read offset
UINT
0
Read length
UINT
0
Write offset
UINT
16#8000 (= 32768)
Write length
UINT
2
Read outputs
Type
Value
Description
Function code
UINT
3
Read holding registers
Read offset
UINT
16#9000 (= 36864)
Read length
UINT
24 Write offset
UINT
0 Write length
UINT
0
Section 5 MODBUS i/o
25
MODBUS mapping (inputs to EN7000)
Variable
Channel
Address
Type
Description
Write inputs
%QW0
WORD ARRAY [0..1]
Write multiple registers
Write inputs [0]
%QW0
WORD
WRITE 16#8000 (= 32768)
Start
Bit 0
%QX0.0
BOOL
Weld on
Bit 1
%QX0.1
BOOL
Stop
Bit 2
%QX0.2
BOOL
Transformer t’stat
Bit 3
%QX0.3
BOOL
2nd stage
Bit 4
%QX0.4
BOOL
Retract
Bit 5
%QX0.5
BOOL
Reset fault
Bit 6
%QX0.6
BOOL
Reset counter
Bit 7
%QX0.7
BOOL
Reset stepper
Bit 8
%QX1.0
BOOL
Reserved
Bit 9
%QX1.1
BOOL
Reserved
Bit 10
%QX1.2
BOOL
Reserved
Bit 11
%QX1.3
BOOL
Reserved
Bit 12
%QX1.4
BOOL
Reserved
Bit 13
%QX1.5
BOOL
Reserved
Bit 14
%QX1.6
BOOL
Reserved
Bit 15
%QX1.7
BOOL
Write inputs [1]
%QW2
WORD
WRITE 16#8001 (= 32769)
P1
Bit 0
%QX2.0
BOOL
P2
Bit 1
%QX2.1
BOOL
P4
Bit 2
%QX2.2
BOOL
P8
Bit 3
%QX2.3
BOOL
P16
Bit 4
%QX2.4
BOOL
P32
Bit 5
%QX2.5
BOOL
P64
Bit 6
%QX2.6
BOOL
P128
Bit 7
%QX2.7
BOOL
Reserved
Bit 8
%QX3.0
BOOL
Reserved
Bit 9
%QX3.1
BOOL
Reserved
Bit 10
%QX3.2
BOOL
Reserved
Bit 11
%QX3.3
BOOL
Reserved
Bit 12
%QX3.4
BOOL
Reserved
Bit 13
%QX3.5
BOOL
Reserved
Bit 14
%QX3.6
BOOL
Reserved
Bit 15
%QX3.7
BOOL

Section 5 MODBUS i/o
26
MODBUS mapping (outputs from EN7000)
Variable
Channel
Address
Type
Description
Read outputs
%IW0
WORD ARRAY [0..23]
Read holding registers
Read outputs [0]
%IW0
WORD
READ 16#9000 (= 36864)
EOS
Bit 0
%IX0.0
BOOL
HAV
Bit 1
%IX0.1
BOOL
Fault
Bit 2
%IX0.2
BOOL
Ready
Bit 3
%IX0.3
BOOL
Contactor
Bit 4
%IX0.4
BOOL
Counter
Bit 5
%IX0.5
BOOL
Stepper
Bit 6
%IX0.6
BOOL
Pre-warn
Bit 7
%IX0.7
BOOL
AV8
Bit 8
%IX1.0
BOOL
AV7
Bit 9
%IX1.1
BOOL
AV6
Bit 10
%IX1.2
BOOL
AV5
Bit 11
%IX1.3
BOOL
AV4
Bit 12
%IX1.4
BOOL
AV3
Bit 13
%IX1.5
BOOL
AV2
Bit 14
%IX1.6
BOOL
AV1
Bit 15
%IX1.7
BOOL
Read outputs [1]
%IW2
WORD
READ 16#9001 (= 36865)
Start
Bit 0
%IX2.0
BOOL
≘ %QX0.0
Weld on
Bit 1
%IX2.1
BOOL
≘ %QX0.1
Stop
Bit 2
%IX2.2
BOOL
≘ %QX0.2
Transformer t’stat
Bit 3
%IX2.3
BOOL
≘%QX0.3
2nd stage
Bit 4
%IX2.4
BOOL
≘ %QX0.4
Retract
Bit 5
%IX2.5
BOOL
≘ %QX0.5
Reset fault
Bit 6
%IX2.6
BOOL
≘ %QX0.6
Reset counter
Bit 7
%IX2.7
BOOL
≘ %QX0.7
Reset stepper
Bit 8
%IX3.0
BOOL
≘ %QX1.0
P1
Bit 9
%IX3.1
BOOL
≘ discrete input P1
P2
Bit 10
%IX3.2
BOOL
≘ discrete input P2
P4
Bit 11
%IX3.3
BOOL
≘ discrete input P4
P8
Bit 12
%IX3.4
BOOL
≘ discrete input P8
P16
Bit 13
%IX3.5
BOOL
≘ discrete input P16
P32
Bit 14
%IX3.6
BOOL
≘ discrete input P32
P64
Bit 15
%IX3.7
BOOL
≘ discrete input P64
Read outputs [2]
%IW4
WORD
READ 16#9002 (= 36866)
Start
Bit 0
%IX4.0
BOOL
≘ discrete input Start
Weld on
Bit 1
%IX4.1
BOOL
≘ discrete input Weld on
Stop
Bit 2
%IX4.2
BOOL
≘ discrete input Stop
Thermal
Bit 3
%IX4.3
BOOL
≘ discrete input Thermal
2nd stage
Bit 4
%IX4.4
BOOL
≘ discrete input 2nd stage
Retract
Bit 5
%IX4.5
BOOL
≘ discrete input Retract
Reset fault
Bit 6
%IX4.6
BOOL
≘ discrete input Reset fault
Reset counter
Bit 7
%IX4.7
BOOL
≘ discrete input Reset counter
Reset stepper
Bit 8
%IX5.0
BOOL
≘ discrete input Reset stepper
P1
Bit 9
%IX5.1
BOOL
≘ discrete input P1
P2
Bit 10
%IX5.2
BOOL
≘ discrete input P2
P4
Bit 11
%IX5.3
BOOL
≘ discrete input P4
P8
Bit 12
%IX5.4
BOOL
≘ discrete input P8
P16
Bit 13
%IX5.5
BOOL
≘ discrete input P16
P32
Bit 14
%IX5.6
BOOL
≘ discrete input P32
P64
Bit 15
%IX5.7
BOOL
≘ discrete input P64
Section 5 MODBUS i/o
27
Variable
Channel
Address
Type
Description
Analog input (mV)
Read outputs [3]
%IW6
WORD
READ 16#9003 (= 36867)
Analog output (mV)
Read outputs [4]
%IW8
WORD
READ 16#9004 (= 36868)
% conduction
Read outputs [5]
%IW10
WORD
READ 16#9005 (= 36869)
Reserved
Read outputs [6]
%IW12
WORD
READ 16#9006 (= 36870)
Reserved
Read outputs [7]
%IW14
WORD
READ 16#9007 (= 36871)
Status register 0
Read outputs [8]
%IW16
WORD
READ 16#9008 (= 36872)
Stop
Bit 0
%IX16.0
BOOL
Bit 0
Sync. error
Bit 1
%IX16.1
BOOL
Bit 1
Retract not ready
Bit 2
%IX16.2
BOOL
Bit 2
SCR hot
Bit 3
%IX16.3
BOOL
Bit 3
Transformer hot
Bit 4
%IX16.4
BOOL
Bit 4
Pilot fault
Bit 5
%IX16.5
BOOL
Bit 5
Restart required
Bit 6
%IX16.6
BOOL
Bit 6
Reserved
Bit 7
%IX16.7
BOOL
Reserved
Bit 8
%IX17.0
BOOL
Reserved
Bit 9
%IX17.1
BOOL
Reserved
Bit 10
%IX17.2
BOOL
Reserved
Bit 11
%IX17.3
BOOL
Reserved
Bit 12
%IX17.4
BOOL
Reserved
Bit 13
%IX17.5
BOOL
Reserved
Bit 14
%IX17.6
BOOL
Reserved
Bit 15
%IX17.7
BOOL
Status register 1
Read outputs [9]
%IW18
WORD
READ 16#9009 (= 36873)
Start on
Bit 0
%IX18.0
BOOL
Bit 16
Weld off
Bit 1
%IX18.1
BOOL
Bit 17
No 2nd stage
Bit 2
%IX18.2
BOOL
Bit 18
Output fault
Bit 3
%IX18.3
BOOL
Bit 19
No force
Bit 4
%IX18.4
BOOL
Bit 20
Too many links
Bit 5
%IX18.5
BOOL
Bit 21
Bad link
Bit 6
%IX18.6
BOOL
Bit 22
Reserved
Bit 7
%IX18.7
BOOL
Reserved
Bit 8
%IX19.0
BOOL
Reserved
Bit 9
%IX19.1
BOOL
Reserved
Bit 10
%IX19.2
BOOL
Reserved
Bit 11
%IX19.3
BOOL
Reserved
Bit 12
%IX19.4
BOOL
Reserved
Bit 13
%IX19.5
BOOL
Reserved
Bit 14
%IX19.6
BOOL
Reserved
Bit 15
%IX19.7
BOOL
Status register 2
Read outputs [10]
%IW20
WORD
READ 16#900A (= 36874)
Low force
Bit 0
%IX20.0
BOOL
Bit 32
High force
Bit 1
%IX20.1
BOOL
Bit 33
Low pre-current
Bit 2
%IX20.2
BOOL
Bit 34
High pre-current
Bit 3
%IX20.3
BOOL
Bit 35
Low main current
Bit 4
%IX20.4
BOOL
Bit 36
High main current
Bit 5
%IX20.5
BOOL
Bit 37
Low post-current
Bit 6
%IX20.6
BOOL
Bit 38
High post-current
Bit 7
%IX20.7
BOOL
Bit 39
Reserved
Bit 8
%IX21.0
BOOL
Reserved
Bit 9
%IX21.1
BOOL
Reserved
Bit 10
%IX21.2
BOOL
Reserved
Bit 11
%IX21.3
BOOL
Reserved
Bit 12
%IX21.4
BOOL
Reserved
Bit 13
%IX21.5
BOOL
Reserved
Bit 14
%IX21.6
BOOL
Reserved
Bit 15
%IX21.7
BOOL

Section 5 MODBUS i/o
28
Variable
Channel
Address
Type
Description
Status register 3
Read outputs [11]
%IW22
WORD
READ 16#900B (= 36875)
End of count 0
Bit 0
%IX22.0
BOOL
Bit 48
End of count 1
Bit 1
%IX22.1
BOOL
Bit 49
End of count 2
Bit 2
%IX22.2
BOOL
Bit 50
End of count 3
Bit 3
%IX22.3
BOOL
Bit 51
End of count 4
Bit 4
%IX22.4
BOOL
Bit 52
End of count 5
Bit 5
%IX22.5
BOOL
Bit 53
End of count 6
Bit 6
%IX22.6
BOOL
Bit 54
End of count 7
Bit 7
%IX22.7
BOOL
Bit 55
Reserved
Bit 8
%IX23.0
BOOL
Reserved
Bit 9
%IX23.1
BOOL
Reserved
Bit 10
%IX23.2
BOOL
Reserved
Bit 11
%IX23.3
BOOL
Reserved
Bit 12
%IX23.4
BOOL
Reserved
Bit 13
%IX23.5
BOOL
Reserved
Bit 14
%IX23.6
BOOL
Reserved
Bit 15
%IX23.7
BOOL
Status register 4
Read outputs [12]
%IW24
WORD
READ 16#900C (= 36876)
End of electrode 0
Bit 0
%IX24.0
BOOL
Bit 64
End of electrode 1
Bit 1
%IX24.1
BOOL
Bit 65
End of electrode 2
Bit 2
%IX24.2
BOOL
Bit 66
End of electrode 3
Bit 3
%IX24.3
BOOL
Bit 67
End of electrode 4
Bit 4
%IX24.4
BOOL
Bit 68
End of electrode 5
Bit 5
%IX24.5
BOOL
Bit 69
End of electrode 6
Bit 6
%IX24.6
BOOL
Bit 70
End of electrode 7
Bit 7
%IX24.7
BOOL
Bit 71
Reserved
Bit 8
%IX25.0
BOOL
Reserved
Bit 9
%IX25.1
BOOL
Reserved
Bit 10
%IX25.2
BOOL
Reserved
Bit 11
%IX25.3
BOOL
Reserved
Bit 12
%IX25.4
BOOL
Reserved
Bit 13
%IX25.5
BOOL
Reserved
Bit 14
%IX25.6
BOOL
Reserved
Bit 15
%IX25.7
BOOL
Status register 5
Read outputs [13]
%IW26
WORD
READ 16#900D (= 36877)
Tip dress 0
Bit 0
%IX26.0
BOOL
Bit 80
Tip dress 1
Bit 1
%IX26.1
BOOL
Bit 81
Tip dress 2
Bit 2
%IX26.2
BOOL
Bit 82
Tip dress 3
Bit 3
%IX26.3
BOOL
Bit 83
Tip dress 4
Bit 4
%IX26.4
BOOL
Bit 84
Tip dress 5
Bit 5
%IX26.5
BOOL
Bit 85
Tip dress 6
Bit 6
%IX26.6
BOOL
Bit 86
Tip dress 7
Bit 7
%IX26.7
BOOL
Bit 87
Reserved
Bit 8
%IX27.0
BOOL
Reserved
Bit 9
%IX27.1
BOOL
Reserved
Bit 10
%IX27.2
BOOL
Reserved
Bit 11
%IX27.3
BOOL
Reserved
Bit 12
%IX27.4
BOOL
Reserved
Bit 13
%IX27.5
BOOL
Reserved
Bit 14
%IX27.6
BOOL
Reserved
Bit 15
%IX27.7
BOOL
Section 5 MODBUS i/o
29
Variable
Channel
Address
Type
Description
Status register 6
Read outputs [14]
%IW28
WORD
READ 16#900E (= 36878)
Prewarn 0
Bit 0
%IX28.0
BOOL
Bit 96
Prewarn 1
Bit 1
%IX28.1
BOOL
Bit 97
Prewarn 2
Bit 2
%IX28.2
BOOL
Bit 98
Prewarn 3
Bit 3
%IX28.3
BOOL
Bit 99
Prewarn 4
Bit 4
%IX28.4
BOOL
Bit 100
Prewarn 5
Bit 5
%IX28.5
BOOL
Bit 101
Prewarn 6
Bit 6
%IX28.6
BOOL
Bit 102
Prewarn 7
Bit 7
%IX28.7
BOOL
Bit 103
Reserved
Bit 8
%IX29.0
BOOL
Reserved
Bit 9
%IX29.1
BOOL
Reserved
Bit 10
%IX29.2
BOOL
Reserved
Bit 11
%IX29.3
BOOL
Reserved
Bit 12
%IX29.4
BOOL
Reserved
Bit 13
%IX29.5
BOOL
Reserved
Bit 14
%IX29.6
BOOL
Reserved
Bit 15
%IX29.7
BOOL
Status register 7
Read outputs [15]
%IW30
WORD
READ 16#900F (= 36879)
Reserved
Bit 0
%IX30.0
BOOL
Reserved
Bit 1
%IX30.1
BOOL
Reserved
Bit 2
%IX30.2
BOOL
Reserved
Bit 3
%IX30.3
BOOL
Reserved
Bit 4
%IX30.4
BOOL
Reserved
Bit 5
%IX30.5
BOOL
Reserved
Bit 6
%IX30.6
BOOL
Reserved
Bit 7
%IX30.7
BOOL
Reserved
Bit 8
%IX31.0
BOOL
Reserved
Bit 9
%IX31.1
BOOL
Reserved
Bit 10
%IX31.2
BOOL
Reserved
Bit 11
%IX31.3
BOOL
Reserved
Bit 12
%IX31.4
BOOL
Reserved
Bit 13
%IX31.5
BOOL
Reserved
Bit 14
%IX31.6
BOOL
Reserved
Bit 15
%IX31.7
BOOL
Pre-heat current (A)
Read outputs [16]
%IW32
DWORD
READ 16#9010 (= 36880)
Main current (A)
Read outputs [18]
%IW36
DWORD
READ 16#9012 (= 36882)
Post-heat current (A)
Read outputs [20]
%IW40
DWORD
READ 16#9014 (= 36884)
Program number
Read outputs [22]
%IW44
WORD
READ 16#9016 (= 36886)
Force1
Read outputs [23]
%IW46
WORD
READ 16#9017 (= 36887)
1
value is multiplied by the scale factor (898.88 for kN or 4 for lbf)

Section 6 Weld control
30
Weld control
EN7000 controls the weld sequence by using the i/o in conjunction with the welding parameters. The parameters
are stored in programs so that different materials and machine sequences can be used. There are 256 weld
programs.

Section 6 Weld control
31
Spot sequence timing
The weld programs contain the following timing parameters.
Parameter
Units
Range
Description
Squeeze
cycles
0 - 99
The time between the initial application of the electrode force and
the first application of welding current
Pre-heat1
cycles
0 - 99
The pre-heat welding current is applied
Cool11
cycles
0 - 99
The material is allowed to cool with electrode force applied
Upslope
cycles
0 - 99
Welding current is increased during this time
Main heat
cycles
0 - 99
The main welding current is applied
Cool22
cycles
0 - 99
The material is allowed to cool with electrode force applied
Downslope
cycles
0 - 99
Welding current is decreased during this time
Post-heat3
cycles
0 - 99
The post-heat welding current is applied
Hold
cycles
0 - 99
Electrode force continues after the welding current has finished
Off4
cycles
0 - 99
Electrode force is released until the next sequence begins
1
Pre-heat program option must be enabled to use this feature
2
Pulsations program option must be greater than 1 to use this feature
3
Post-heat program option must be enabled to use this extended feature
4
Repeat mode program option must be enabled to use this feature
The diagram shows how the parameters control the sequence. The Cool2 interval is not shown.
Start input
EOS output
WAV output
Force
Current
Interval
Squeeze
Pre-heat
Cool1
Upslope
Main heat
Downslope
Post heat
Hold
Off
Upslope can be used on hard, irregular shaped, oxidized and aluminium materials
Downslope can be used to reduce marking and embrittlement

Section 6 Weld control
32
Seam sequence timing (extended feature)
The weld programs contain the following timing parameters. All parameters can be adjusted during the
sequence.
Parameter
Units
Range
Description
Squeeze
cycles
0 - 99
The time between the initial application of the electrode force and
the first application of welding current
Pre-heat1
cycles
0 - 99
The pre-heat welding current is applied
Cool11
cycles
0 - 99
The material is allowed to cool with electrode force applied
Upslope
cycles
0 - 99
Welding current is increased during this time
Main heat
cycles
0 - 99
The main welding current is applied
Downslope
cycles
0 - 99
Welding current is decreased during this time
Post-heat2
cycles
0 - 99
The post-heat welding current is applied
Cool2
cycles
0 - 99
The material is allowed to cool with electrode force applied
Hold
cycles
0 - 99
Electrode force continues after the welding current has finished
1
Pre-heat program option must be enabled to use this feature
2
Post-heat program option must be enabled to use this feature
The diagram shows how the parameters control the sequence.
Start input1
EOS output
WAV output
Motor output2
Force
Current
Interval
Squeeze
Pre-heat
Cool1
Upslope
Main heat
Downslope
Post-heat
Cool2
Upslope
Main heat
Downslope
Post-heat
Cool2
Upslope
Main heat
Downslope
Post-heat
Cool2
Hold
1
The intervals from Upslope to Cool2 repeat until the Start input is removed.
2
The operation of the motor output is determined by the 2nd stage test (Section 12 Configuration).

Section 6 Weld control
33
Spot current control
The weld programs contain the following current control parameters.
Parameter
Units
Range
Description
Pre-mode1
PHA/CCR
Operating mode of the Pre-heat interval
Pre-heat1
%
0.0 – 99.9
The % heat used during the Pre-heat interval in PHA mode
Pre-current1
kA
0 – 500
The current used during the Pre-heat interval in CCR mode
Main mode
PHA/CCR
Operating mode of the Main heat interval
Main heat
%
0.0 – 99.9
The % heat used during the Main heat interval in PHA mode
Main current
kA
0 – 500
The current used during the Main heat interval in CCR mode
Post mode2
PHA/CCR
Operating mode of the Post-heat interval
Post heat2
%
0.0 – 99.9
The % heat used during the Post-heat interval in PHA mode
Post current2
kA
0 – 500
The current used during the Post-heat interval in CCR mode
Test current
on/off
Each current can be tested between limits
High limit
%
0 - 99
Current high limit
Low limit
%
0 - 99
Current low limit
3-Phase trim3
%
+/- 99
Balances the current in each phase
1
Pre-heat program option must be enabled to use this feature
2
Post-heat program option must be enabled to use this extended feature.
3
3-phase configuration must be selected to use this feature
PHA (Phase Angle) mode. The current and heat parameters are independently adjustable. No current
regulation takes place.
CCR (Constant Current) mode. The current parameter is adjustable but the heat is automatically
determined by the EN7000 to regulate the current.
The diagram shows how the parameters control the welding current. The Cool2 interval is not shown.
Start input
EOS output
WAV output
Force
Pre-heat/current
Main heat/current
Post-heat/current
Current
Interval
Squeeze
Pre-heat
Cool1
Upslope
Main heat
Downslope
Post-heat
Hold
Off
Pre-heat and Post-heat can be used on hard or heat resistant metals

Section 6 Weld control
34
Seam current control (extended feature)
The weld programs contain the following current control parameters.
Parameter
Units
Range
Description
Pre-mode1
PHA/CCR
Operating mode of the Pre-heat interval
Pre-heat1
%
0.0 – 99.9
The % heat used during the Pre-heat interval in PHA mode
Pre-current1
kA
0 – 500
The current used during the Pre-heat interval in CCR mode
Pre-monitoring1
on/off
The current can be tested between limits
Main mode
PHA/CCR
Operating mode of the Main heat interval
Main heat
%
0.0 – 99.9
The % heat used during the Main heat interval in PHA mode
Main current
kA
0 – 500
The current used during the Main heat interval in CCR mode
Main monitoring
on/off
The current can be tested between limits
Post mode2
PHA/CCR
Operating mode of the Post-heat interval
Post heat2
%
0.0 – 99.9
The % heat used during the Post-heat interval in PHA mode
Post current2
kA
0 – 500
The current used during the Post-heat interval in CCR mode
Post monitoring2
on/off
The current can be tested between limits
Low limit
%
0 - 99
Current low limit
High limit
%
0 - 99
Current high limit
Balance
%
0.0 – 10.0
Balances the current during pulsed seam welding
3-Phase trim3
%
+/- 99
Balances the current in each phase
1
Pre-heat program option must be enabled to use this feature
2
Post-heat program option must be enabled to use this feature
3
3-phase configuration must be selected to use this feature
PHA (Phase Angle) mode. The current and heat parameters are independently adjustable. No current
regulation takes place.
CCR (Constant Current) mode. The current parameter is adjustable but the heat is automatically
determined by the EN7000 to regulate the current.
The diagram shows how the parameters control the welding current.
Start input
EOS output
WAV output
Force
Pre-heat/current
Main heat/current
Post-heat/current
Current
Interval
Squeeze
Pre-heat
Cool1
Upslope
Main heat
Downslope
Post-heat
Cool2
Hold

Section 6 Weld control
35
Force control
The weld programs contain the following force control parameters.
Parameter
Units
Range
Description
Squeeze1
kN/lbf
variable
Force used from the start of the Squeeze interval
Pre-heat1
kN/lbf
variable
Force used from the start the Pre-heat interval
Cool11
kN/lbf
variable
Force used from the start the Cool1 interval
Upslope1
kN/lbf
variable
Force used from the start the Upslope interval
Main heat
kN/lbf
variable
Force used from the start of the Main heat interval
Cool2
kN/lbf
variable
Force used from the start of the Cool2 interval
Downslope1
kN/lbf
variable
Force used from the start of the Downslope interval
Post-heat1
kN/lbf
variable
Force used from the start the Post-heat interval
Hold1
kN/lbf
variable
Force used from the start the Hold interval
Wait for force2
on/off
Wait until the applied force has been reached
Test force
on/off
Test the applied force at the end of the Main interval
High limit
%
0 - 99
Force high limit
Low limit
%
0 - 99
Force low limit
1
Force profile program option must be enabled to use this extended feature. If the force profile option is
disabled the Main heat force is used for the duration of the weld.
2
Occurs at the same time as 2nd stage. If Wait for force is required without 2nd stage, select 2nd stage
Before or After Squeeze (Section 12 Configuration) and permanently assert the 2nd stage input
The diagram shows how the force profile can control the welding force. The Cool2 interval is not shown.
Start input
EOS output
WAV output
Force
Current
Interval
Squeeze
Pre-heat
Cool1
Upslope
Main heat
Downslope
Post-heat
Hold
Off

Section 6 Weld control
36
Valves
EN7000 has eight digital outputs or valves (AV1 – AV8) that can be operated independently during a
weld sequence. The valves are categorised as WAV, motor1 or AUX valves.
A WAV valve turns on at start of sequence and turns off at the end of the Hold interval.
The operation of a motor valve is determined by the 2nd stage test (Section 12 Configuration).
An AUX valve may be programmed to come on during any interval of the weld sequence,
including the Off time in repeat mode.
EN7000 features
Configuration
WAV function
Motor function
Description
Standard
All
AV1
n/a
AV1 is automatically
selected
Extended (spot)
Single electrode
AV1
n/a
AV1 is automatically
selected
Multi-electrode
AV1 – AV8
n/a
Any combination of AV1 to
AV8 may be selected
Extended (seam)
Single electrode
AV1
AV2
AV1 and AV2 are
automatically selected
Multi-electrode
AV1 – AV8
AV1 – AV8
Any combination of AV1 to
AV8 may be selected
Valves not being used for the WAV or motor function may be used as AUX valves. WAV/motor settings
always override any corresponding AUX settings.
The weld programs contain the following valve control parameters.
Parameter
Units
Range
Description
WAV
AV1 – AV8
WAV output
Motor1
AV1 – AV8
Motor output
Squeeze
AV1 – AV8
on/off
Valve states during the Squeeze interval
Pre-heat
AV1 – AV8
on/off
Valve states during the Pre-heat interval
Cool1
AV1 – AV8
on/off
Valve states during the Cool1 interval
Upslope
AV1 – AV8
on/off
Valve states during the Upslope interval
Main heat
AV1 – AV8
on/off
Valve states during the Main heat interval
Cool2
AV1 – AV8
on/off
Valve states during the Cool2 interval
Downslope
AV1 – AV8
on/off
Valve states during the Downslope interval
Post-heat
AV1 – AV8
on/off
Valve states during the Post-heat interval
Hold
AV1 – AV8
on/off
Valve states during the Hold interval
Off2
AV1 – AV8
on/off
Valve states during the Off interval
1
Seam mode only.
2
Repeat mode program option must be enabled to use this feature.

Section 6 Weld control
37
Options
Each weld program has a number of optional features.
Parameter
Range
Description
Pre-heat
on/off
Enables or disables the Pre-heat parameters
Post-heat
on/off
Enables or disables the Post-heat parameters
Pulsations
1 - 99
The number of times the Main heat – Cool2 interval is repeated
Link
on/off
The next welding program will be started automatically if the input signals
are maintained
Repeat
on/off
The welding program will be repeated if the input signals are maintained
Force profile
on/off
Use multiple force values during the weld
Pulsations can be used to temper the material, control nugget growth and reduce electrode wear.
The Start signal must be maintained for the full duration of the sequence if pulsations are set to 10 or
more, otherwise the sequence will terminate after 10 pulses.
Program selection
The program that will be used for welding can be selected in one of two ways
Section 12 Configuration: by using the Program Select inputs (external)
Section 13 Programming: by using the Use Program parameter (internal)
If the external method is used, inputs P1 – P64 correspond to the binary value of the program that will
be used. If the internal method is used, the Use Program parameter determines the weld program that
will be used. The program number may be changed during a seam weld sequence.
Multi-electrode operation
The extended features allow each welding program to be assigned an electrode.
Parameter
Units
Range
Description
Electrode
0 - 7
The electrode number
When a program is used, EN7000 will automatically trigger the correct transformer by referencing the
electrode/transformer assignment as described below. In addition, the electrode number is also used to
access the appropriate stepper, counter and calibration information

Section 7 Electrode management
38
Electrode management
Electrode management is provided via a combination of stepper and counter functions.
The stepper provides a means of gradually increasing the current to compensate for electrode wear. The counter
counts the number of welds that the electrode has done and allows the electrode to be dressed a number of
times before it is replaced. The extended features provide eight steppers and counters that can be assigned to up
to eight transformers or SCRs.

Section 7 Electrode management
39
Step 0 Step 1 Step 2 Step 3 Step 4 Step 5 Step 6 Step 7 Step 8 Step 9
Spots
Current or Heat
dH0/dI
0
dH1/dI
1
dH2/dI
2
dH3/dI
3
dH4/dI
4
dH9/dI
9
Steppers
A stepper is programmed by means of a curve which will provide values of heat and current increments
related to the number of spots done. The curve is defined by a set of 10 points.
Parameter
Units
Range
Description
Step 0 - 9
The step number
Spots
welds
0 - 9999
The number of welds in the step
+Heat
%
0.0 - 50.0
The increase in heat during the step
+Current
%
0.0 - 50.0
The increase in current during the step
Preset
1 - 5
Apply predefined values to the stepper curve
Enable stepper
on/off
Enables or disables the stepper
Stop at end
on/off
EN7000 can inhibit welding at the end of the last step
Spots done
welds
0 - 99999
The number of welds that have been done since the last reset
PHA mode will make use of both the +Heat and +Current parameters. CC mode uses only the +Current
parameters.
The Stepper output is active at the end of the last step. The Prewarn output is active during the last
step.
To get started enter the values for Step 9 then select a Preset to load the intermediate values

Section 7 Electrode management
40
Count up to
Spots
Current
or Heat
Count up to-n
Tip-dress (Counter)
output
Reset counter input
Pre-warn output
End of stepper output
Reset stepper input
@reset,stepper=n
n
0 1 2 3 4 0
Dressings done
max. dressings=4
Count up to-n Count up to-n
Count up to-n
Tip-dress Tip-dress Tip-dress Tip-dress Replace electrodes
See note 1
Counters
A counter is programmed by entering values related to the electrode maintenance and lifetime.
Parameter
Units
Range
Description
Enable counter
on/off
Enables or disables the counter
Count
welds
0 - 9999
The number of welds that have been done since the last reset
End count
welds
0 - 99999
The maximum number of welds that can be done
Stop at end
on/off
EN7000 can inhibit welding until the counter is reset
Enable tip dress
on/off
Enables or disables the tip dressing feature
Dressings done
0 - 9999
The number of times the electrodes have been dressed
Max dressings
0 - 9999
The maximum number of times the electrodes can be dressed
Reset to
welds
0 - 9999
The weld count following a tip dress operation
If tip dressing is enabled EN7000 will activate the Tip Dress Request output when the Count value is
reached.

Section 7 Electrode management
41
Current calibration
The welding current can be measured by a Current Transformer (CT) or by a coil (toroid) on the primary
or secondary circuit. If the sensor is measuring the primary current EN7000 can display secondary
current when the relationship between primary and secondary current has been calibrated.
Parameter
Units
Range
Description
Power factor
Cos (Φ)
0 - 0.86
The power factor of the welding transformer1
Toroid
mV/kA
100 - 60000
The sensitivity of the toroid
CT
mV/kA
100 - 60000
The sensitivity of the CT
Point 1 (primary)
kA
0 - 32.0
The measured value of primary current at a low heat (Ip1)
Point 1 (secondary)
kA
0 - 500.0
The measured value of secondary current at a low heat (Is1)
Point 2 (primary)
kA
0 - 32.0
The measured value of primary current at a high heat (Ip2)
Point 2 (secondary)
kA
0 - 500.0
The measured value of secondary current at a high heat
(Is2)
Apply conversion
off/points/ratio
Use the conversion to display secondary current (CT only)
Turns ratio
1 - 999
The turns ratio of the welding transformer (CT only)
CCR gain2
1 - 10
The CCR gain. Set to 5 as a starting point
1
Section 14 Tutorials: Setting the power factor.
2
Seam mode only.
If using a CT the turns ratio of the transformer can be used to scale the current. Alternatively the scaling
can be determined by measuring the values of primary and secondary current at two different heat
levels.
Produce a short circuit weld at a low heat in PHA mode and measure the primary current (Ip1)
and secondary current (Is1) using an external weld current meter.
Repeat the short circuit weld at a higher heat and measure the primary current (Ip2) and
secondary current (Is2) using an external weld current meter.
.
Enter the measured values into the Point 1/Point 2 parameters. Select the appropriate conversion
method.
The current can be calibrated for each electrode
Calibration is not required if a toroid is being used for secondary feedback. In this situation only the
toroid sensitivity is required.
I
p
I
s1
I
s
I
p2
I
p1
I
s2

Section 7 Electrode management
42
Force calibration
The analog input and analog output can be used for force control in terms of kN or lbf when they have
been calibrated.
Parameter
Units
Range
Description
OUT Point 1
mV
0 - 10000
Analog output (point 1)
OUT Point 1
kN/lbf
Measured output force (point 1)
OUT Point 2
mV
0 - 10000
Analog output (point 2)
OUT Point 2
kN/lbf
Measured output force (point 2)
IN Point 1
mV
0 - 10000
Analog input (point 1)
IN Point 1
kN/lbf
Measured input force (point 1)
IN Point 2
mV
0 - 10000
Analog input (point 2)
IN Point 2
kN/lbf
Measured input force (point 2)
The relationship between the analog input and output and the electrode force can be determined by
measuring the values at two points. The values define a linear relationship between mV and kN/lbf.
The force can be calibrated for each electrode.

Section 7 Electrode management
43
Multi-electrode operation (extended feature)
This extended mode feature allows the assignment of an electrode to a transformer or SCR.
Parameter
Units
Range
Description
Electrode
0 - 7
The electrode number
Transformer/SCR
0 - 7
The transformer or SCR that the electrode is connected to
The diagram shows how the electrodes can be assigned to transformers/SCRs
Electrodes 0 and 1 are assigned to transformer/SCR 0
T0
Electrodes 2 and 3 are assigned to transformer/SCR 1
T1
Electrodes 4 and 5 are assigned to transformer/SCR 2
T2
Electrodes 6 and 7 are assigned to transformer/SCR 3
T3
The electrodes are assigned to weld programs in the same way.
E0
E1
E2
E3
E4
E5
E6
E7

Section 8 Status
44
Status information
EN7000 reports a number of conditions to assist with diagnostics, quality control and maintenance. Each
condition corresponds to a code which is accessible via MODBUS.
Code
Condition
Action
0
Normal
1
Stop
Check the Stop input
2
Sync. error
Check 27 V ac sync signal and/or the Frequency parameter in Configuration
3
Retract not ready
Operate the Retract input
4
SCR hot
Check SCR cooling
5
Transformer hot
Check weld transformer cooling
6
Pilot fault
Safety relay fault. Do not use the EN7000 and return it for service.
7
Restart required
Restart the EN7000
8
Headlocked
The welding head is locked because of a fault condition
9
Reserved
10
Reserved
11
Reserved
12
Reserved
13
Reserved
14
Reserved
15
Reserved
15
Reserved
17
Start on
The Start input is on following a weld sequence or stop/power-up condition
18
Weld off
Check the Weld On input
19
Reserved
20
Output fault
One or more outputs have failed
21
Reserved
22
Too many links
Too many weld programs are linked together
23
Bad link
A link has been made to a weld program that cannot be used
24
Reserved
25
Reserved
26
Reserved
27
Reserved
28
Reserved
29
Reserved
30
Reserved
31
Reserved
32
Reserved
33
Low force
Check the analog input and output circuits and/or adjust force parameters
34
High force
Check the analog input and output circuits and/or adjust force parameters
35
Low pre-current
Check CT/toroid feedback and/or adjust Pre-heat parameters
36
High pre-current
Check CT/toroid feedback and/or adjust Pre-heat parameters
37
Low main current
Check CT/toroid feedback and/or adjust Main heat parameters
38
High main current
Check CT/toroid feedback and/or adjust Main heat parameters
39
Low post-current
Check CT/toroid feedback and/or adjust Post-heat parameters
40
High post-current
Check CT/toroid feedback and/or adjust Post-heat parameters
41
No 2nd stage
Check the 2nd Stage input
42
No force
Check analog input circuit

Section 8 Status
45
43
Reserved
44
Reserved
45
Reserved
46
Reserved
47
Reserved
48
Reserved
49
End of count 0
Reset counter 0
50
End of count 1
Reset counter 1
51
End of count 2
Reset counter 2
52
End of count 3
Reset counter 3
53
End of count 4
Reset counter 4
54
End of count 5
Reset counter 5
55
End of count 6
Reset counter 6
56
End of count 7
Reset counter 8
57
Reserved
58
Reserved
59
Reserved
60
Reserved
61
Reserved
62
Reserved
63
Reserved
64
Reserved
65
End of electrode 0
Reset stepper 0
66
End of electrode 1
Reset stepper 1
67
End of electrode 2
Reset stepper 2
68
End of electrode 3
Reset stepper 3
69
End of electrode 4
Reset stepper 4
70
End of electrode 5
Reset stepper 5
71
End of electrode 6
Reset stepper 6
72
End of electrode 7
Reset stepper 7
73
Reserved
74
Reserved
75
Reserved
76
Reserved
77
Reserved
78
Reserved
79
Reserved
80
Reserved
81
Tip dress 0
Dress the electrodes and then reset counter 0
82
Tip dress 1
Dress the electrodes and then reset counter 1
83
Tip dress 2
Dress the electrodes and then reset counter 2
84
Tip dress 3
Dress the electrodes and then reset counter 3
85
Tip dress 4
Dress the electrodes and then reset counter 4
86
Tip dress 5
Dress the electrodes and then reset counter 5
87
Tip dress 6
Dress the electrodes and then reset counter 6
88
Tip dress 7
Dress the electrodes and then reset counter 7
89
Reserved
90
Reserved
91
Reserved
92
Reserved
93
Reserved
94
Reserved
95
Reserved
96
Reserved
97
Prewarn 0
Stepper 0 has completed its 9th step
98
Prewarn 1
Stepper 1 has completed its 9th step
99
Prewarn 2
Stepper 2 has completed its 9th step
100
Prewarn 3
Stepper 3 has completed its 9th step
101
Prewarn 4
Stepper 4 has completed its 9th step
102
Prewarn 5
Stepper 5 has completed its 9th step
103
Prewarn 6
Stepper 6 has completed its 9th step
104
Prewarn 7
Stepper 7 has completed its 9th step
105
Reserved
106
Reserved

Section 8 Status
46
107
Reserved
108
Reserved
109
Reserved
110
Reserved
111
Reserved
112
Reserved
113
Reserved
114
Reserved
115
Reserved
116
Reserved
117
Reserved
118
Reserved
119
Reserved
120
Reserved
121
Reserved
122
Reserved
123
Reserved
124
Reserved
125
Reserved
126
Reserved
127
Reserved
128
Reserved

Section 9 History log
47
History log
EN7000 stores the results of the last 6000 spot welds in a history log. Each record contains the following
information:
Parameter
Units
Range
Description
Time and date
The time and date when the entry was recorded
Program
0 - 255
The weld program used
Pre-current
kA
0 – 500
The current recorded during the Pre-heat interval
Main current
kA
0 – 500
The current recorded during the Main heat interval
Post-current
kA
0 – 500
The current recorded during the Post-heat interval
Force
kN/lbf
Variable
The force recorded during the weld
The log can be viewed or reset as required.

Section 10 Multiwelding
48
Multiwelding (extended feature)
The extended features allow up to four transformers/SCRs to be directly connected or up to eight when used with
a decoder.
Up to 8 electrodes can be assigned
to the welding transformers
The electrode number is determined by the weld program:
Parameter
Units
Range
Description
Electrode
0 - 7
The electrode number
The weld programs can be linked together.
The electrode is assigned to a transformer:
Parameter
Units
Range
Description
Electrode
0 - 7
The electrode number
SCR/Transformer
0 - 7
The transformer or SCR that the electrode is connected to

Section 10 Multiwelding
49
The diagram shows how the electrodes can be assigned to transformers/SCRs
Electrodes 0 and 1 are assigned to transformer/SCR 0
T0
Electrodes 2 and 3 are assigned to transformer/SCR 1
T1
Electrodes 4 and 5 are assigned to transformer/SCR 2
T2
Electrodes 6 and 7 are assigned to transformer/SCR 3
T3
There are two methods available for multiwelding.
Multi-gun operation allows each welding program to be triggered independently but allows for selection
of a transformer and electrode.
Multi-gun cascade operation allows up to eight welding programs to be linked together and triggered
from a single start command. The programs then ripple through with minimal time between them,
selecting transformers and electrodes on the fly. The linked programs are known as a cascade.
E2
E3
E4
E5
E6
E7
E0
E1

Section 10 Multiwelding
50
Multi-gun operation
Each welding program is started independently but different electrodes and transformers can be
selected.
The WAV output can be a separate output for each program
Start input
EOS output
WAV output
Program
select
Current
(transformer 0)
Current
(transformer 1)
Current
(transformer 2)
Current
(transformer 3)

Section 10 Multiwelding
51
Multi-gun cascade operation
Different electrodes and transformers can still be selected but the welding programs are linked together
and started by a single Start command
In multi-gun cascade operation the program select inputs select the first program in the cascade.
Start input
EOS output
WAV output
Program
First
program #
select
Current
(transformer 0)
Current
(transformer 1)
Current
(transformer 2)
Current
(transformer 3)

Section 11 Seam welding
52
Seam welding (extended feature)
EN7000 can be used for seam welding applications. The seam program parameters provide a flexible sequence
that works in conjunction with the inputs and outputs to produce many different types of seam weld e.g.
continuous seam
seam pulsation
seam modulation
seam pre-heat
roll-spot
The parameters are described in Section 6 Weld control and can be adjusted during the weld. Intervals that are
not required may be set to 0.

Section 11 Seam welding
53
Continuous seam
A continuous seam weld maintains a set current for the duration of the weld. The following example shows how
this type of sequence may be implemented.
Parameter
Setting
Description
Sequence timing
Squeeze
cycles
The time between the initial application of the electrode force and
the first application of welding current
Main heat
cycles
The main welding current is applied
Hold
cycles
Electrode force continues after the welding current has finished
Current control
Main mode
PHA/CCR
Operating mode of the Main heat interval
Main heat
%
The % heat used during the Main heat interval in PHA mode
Main current
kA
The current used during the Main heat interval in CCR mode
Main monitoring1
on/off
The current can be tested between limits
Low limit1
%
Current low limit
High limit1
%
Current high limit
Options
Pre-heat
off
Disable the Pre-heat parameters
Post-heat
off
Disable the Post-heat parameters
1
optional
Start input1
EOS output
WAV output
Force
Current
Interval
Squeeze
Man
heat
Hold
1
The Main heat interval is repeated until the Start input is removed.

Section 11 Seam welding
54
Seam pulsation
Seam pulsation can be used in applications where a continuous weld is not required. The Main heat and the
Cool2 intervals are repeated for the duration of the weld. The following example shows how this type of sequence
may be implemented.
Parameter
Setting
Description
Sequence timing
Squeeze
cycles
The time between the initial application of the electrode force and
the first application of welding current
Main heat
cycles
The main welding current is applied
Cool2
cycles
The material is allowed to cool with electrode force applied
Hold
cycles
Electrode force continues after the welding current has finished
Current control
Main mode
PHA/CCR
Operating mode of the Main heat interval
Main heat
%
The % heat used during the Main heat interval in PHA mode
Main current
kA
The current used during the Main heat interval in CCR mode
Main monitoring1
on/off
The current can be tested between limits
Low limit1
%
Current low limit
High limit1
%
Current high limit
Options
Pre-heat
off
Disable the Pre-heat parameters
Post-heat
off
Disable the Post-heat parameters
Balance
%
Allows the current to be balanced when using pulsed seam welding
1
optional
Start input1
EOS output
WAV output
Force
Current
Interval
Squeeze
Main
heat
Cool2
Main
heat
Cool2
Main
heat
Cool2
Main
heat
Cool2
Hold
1
The Main heat – Cool2 intervals are repeated until the Start input is removed.

Section 11 Seam welding
55
Seam modulation
Seam modulation can be used in applications where a change in current is required. Two Heat intervals are
repeated for the duration of the weld. The following example shows how this type of sequence may be
implemented.
Parameter
Setting
Description
Sequence timing
Squeeze
cycles
The time between the initial application of the electrode force and
the first application of welding current
Main heat
cycles
The main welding current is applied
Post-heat
cycles
The post-heat welding current is applied
Hold
cycles
Electrode force continues after the welding current has finished
Current control
Main mode
PHA/CCR
Operating mode of the Main heat interval
Main heat
%
The % heat used during the Main heat interval in PHA mode
Main current
kA
The current used during the Main heat interval in CCR mode
Main monitoring1
on/off
The current can be tested between limits
Post mode
PHA/CCR
Operating mode of the Post-heat interval
Post heat
%
The % heat used during the Post-heat interval in PHA mode
Post current
kA
The current used during the Post-heat interval in CCR mode
Post monitoring1
The current can be tested between limits
Low limit1
%
Current low limit
High limit1
%
Current high limit
Options
Pre-heat
off
Disable the Pre-Heat parameters
Post-heat
on
Enable the Post-heat parameters
1
optional
Start input1
EOS output
WAV output
Force
Current
Interval
Squeeze
Main
heat
Post-
heat
Main
heat
Post-
heat
Main
heat
Post-
heat
Main
heat
Post-
heat
Hold
1
The Main heat – Post-heat intervals are repeated until the Start input is removed.

Section 11 Seam welding
56
Seam pre-heat
Pre-heat can be used in applications where the initial current needs to be different to the main current. The
following example shows a continuous seam weld with a pre-heat.
Parameter
Setting
Description
Sequence timing
Squeeze
cycles
The time between the initial application of the electrode force and
the first application of welding current
Pre-heat
cycles
The pre-heat welding current is applied
Main heat
cycles
The main welding current is applied
Hold
cycles
Electrode force continues after the welding current has finished
Current control
Pre-mode
PHA/CCR
Operating mode of the Pre-heat interval
Pre-heat
%
The % heat used during the Pre-heat interval in PHA mode
Pre-current
kA
The current used during the Pre-heat interval in CCR mode
Pre-monitoring1
The current can be tested between limits
Main mode
PHA/CCR
Operating mode of the Main heat interval
Main heat
%
The % heat used during the Main heat interval in PHA mode
Main current
kA
The current used during the Main heat interval in CCR mode
Main monitoring1
on/off
The current can be tested between limits
Low limit1
%
Current low limit
High limit1
%
Current high limit
Options
Pre-heat
on
Enable the Pre-heat parameters
Post-heat
off
Disable the Post-heat parameters
1
optional
Start input1
EOS output
WAV output
Force
Current
Interval
Squeeze
Pre-heat
Main
heat
Hold
1
The Main heat interval is repeated until the Start input is removed.

Section 11 Seam welding
57
Seam pre-heat only
Pre-heat can be used in situations when a spot weld is required. The following example shows how to use the
pre-heat to produce a spot weld.
Parameter
Setting
Description
Sequence timing
Squeeze
cycles
The time between the initial application of the electrode force and
the first application of welding current
Pre-heat
cycles
The pre-heat welding current is applied
Main heat
0
The main welding current is not used
Hold
cycles
Electrode force continues after the welding current has finished
Current control
Pre-mode
PHA/CCR
Operating mode of the Pre-heat interval
Pre-heat
%
The % heat used during the Pre-heat interval in PHA mode
Pre-current
kA
The current used during the Pre-heat interval in CCR mode
Pre-monitoring1
The current can be tested between limits
Low limit1
%
Current low limit
High limit1
%
Current high limit
Options
Pre-heat
on
Enable the Pre-heat parameters
Post-heat
off
Disable the Post-heat parameters
1
optional
Start input1
EOS output
WAV output
Force
Current
Interval
Squeeze
Pre-heat
Hold
1
The Pre-heat interval is interlocked.

Section 11 Seam welding
58
Roll-spot
Roll-spot welds can be used in applications where a motor drive output is required between welds. The following
example shows how this type of sequence may be implemented.
Parameter
Setting
Description
Sequence timing
Repeat
on
Sets roll-spot mode when configured for seam welding
Squeeze
cycles
The time between the initial application of the electrode force and
the first application of welding current
Main heat
cycles
The main welding current is applied
Hold
cycles
Electrode force continues after the welding current has finished
Off
cycles
The time during which the motor drive operates
Current control
Main mode
PHA/CCR
Operating mode of the Main heat interval
Main heat
%
The % heat used during the Main heat interval in PHA mode
Main current
kA
The current used during the Main heat interval in CCR mode
Main monitoring1
on/off
The current can be tested between limits
Low limit1
%
Current low limit
High limit1
%
Current high limit
Valves
AVn
Off time
Connect the motor drive to the valve that is activated during Off time
1
optional
Start input1
EOS output
WAV output
AVn output
Force
Current
Interval
Squeeze
Main
heat
Hold
Off
Squeeze
Main
heat
Hold
Off
Squeeze
Main
heat
Hold
Off
1
The weld sequence is repeated until the Start input is removed.
The examples show how the seam weld parameters can be used in any combination to implement several
different types of weld sequence.

Section 12 Configuration
59
Configuration
The Configuration parameters affect the operation of the EN7000.
Parameter
Value
Description
Features
Standard
Use standard features
Extended
Use extended features
Weld type
Spot
Use spot welding features
Seam
Use seam welding features
Sensor
CT
Use a Current Transformer (CT) for primary current monitoring
Toroid
Use a measuring coil (Toroid) for secondary current monitoring
Frequency
50 Hz
The frequency of the electrical mains is 50 Hz
60 Hz
The frequency of the electrical mains is 60 Hz
Units
Metric
Measure force in KN
Imperial
Measure force in lbf
Program select
External
The Program Select inputs select the weld program
Internal
The Use Program parameter selects the weld program
Electrodes
Single
Use one electrode for the weld programs
Multi
Use up to 8 electrodes for the weld programs
SCR select
Direct
Control up to 4 SCRs directly
Coded
Control up to 8 SCRs via a decoder
3-phase
Controls the SCRs in 3-phase applications
2nd stage
Off
The 2nd stage input is not used. The motor output is not used 1.
Start input
2nd stage input
Motor output
Sequence
begins
Squeeze
Before Squeeze
The 2nd stage input is checked before the Squeeze interval. The
motor output is activated when the 2nd stage input is confirmed 1.
Start input
2nd stage input
Motor output
Sequence begins
Squeeze

Section 12 Configuration
60
After Squeeze
The 2nd stage input is checked after the Squeeze interval. The
motor output is activated when the 2nd stage input is confirmed 1.
Start input
2nd stage input
Motor output
Sequence
begins
Squeeze
Sequence
continues
Retract
Simple
Hilift +
Hilift -
Maintained
Stop on fault
No
In the event of a fault the Stop output will not be activated and
further welds will be permitted
Yes
In the event of a fault the Stop output will be activated and further
welds will not be permitted
EOS on fault
No
In the event of a fault the EOS output will not be activated
Yes
In the event of a fault the EOS output will be activated
Headlock on fault
No
In the event of a fault the welding head will not be locked
Yes
In the event of a fault the welding head will be locked
I/O source
Discrete
Use the discrete inputs and outputs
COM0
Use MODBUS TCP/IP (Ethernet) on COM0
COM1
Use MODBUS TCP/IP (Ethernet) on COM1
COM2
Use MODBUS RTU (RS485) on COM2
COM3
Use RS232 on COM3
Analog output
Force
The analog output is used to control force
Current
The analog output corresponds to the measured weld current
Waveform
10V = 0 – 500kA
The analog output scaling
Contactor
0 – 99 seconds
The contactor output is sustained for this time following a weld
1
Seam mode only

Section 13 Programming
61
Programming
EN7000 is supported by several programming methods:
NetFlash PC program (Ethernet)
WSP3 pendant (RS232)
Built-in touch screen (EN7000-TS only)
MODBUS (Ethernet or RS485)
NetFlash
NetFlash is a PC-compatible program which provides a graphical user interface to program and monitor
one or more EN7000s. In addition NetFlash provides backup/restore functions for control data, live data
logging to a file and a utility for updating the firmware in the EN7000.
System requirements
NetFlash is a Microsoft Windows compatible PC program. It requires the latest Java Runtime
Environment which is available from https://java.com/download. The minimum screen resolution is 1280
x 1024.
Installation
NetFlash does not need to be installed. Copy the NetFlash folder and its contents from the supplied
media to the PC and run the NetFlash.exe program.
Removal
NetFlash does not need to be uninstalled. To remove NetFlash delete the NetFlash folder and its
contents from the PC.

Section 13 Programming
62
Connection
NetFlash uses 10/100 Base-T Ethernet to communicate with the EN7000. Ensure that the PC has an
appropriate Ethernet adapter and that a network connection is in place. Use COM0/1 to connect the
EN7000 to the network
If no network is available the PC can be connected directly to the EN7000:
Set the IP address in the EN7000 (Section 15 Appendix). Set the IP address in the PC (contact your
system administrator). For example:
IP address
Subnet mask
PC
192.168.0.100
255.255.255.0
Welding control
192.168.0.101
255.255.255.0
PC + NetFlash
EN7000
PC + NetFlash
EN7000
Ethernet enabled device
Ethernet enabled device
Hub or switch

Section 13 Programming
63
Initialisation
Run the NetFlash.exe program. The home screen is shown:
Displays ENTRON UK contact details
Edit EN7000 parameters. Allows access to the EN7000
parameters via the network or from a file.
Network configuration. Locates welding controls on the network
Flash programming tool. Allows the firmware in the EN7000 to
be updated
Restart weld control. Restarts the EN7000 following a change
to an application-specific parameter
Security features
Control type
Shows the PC’s IP address
Shows the IP address of the target EN7000
Shows communication activity on the network

Section 13 Programming
64
Select Network Configuration . The following screen is shown:
Edit timer location. Welding controls that have been detected on the network can be
assigned descriptive names and locations. This function allows the names and locations to
be edited.
Add a welding control to the network
Remove a welding control from the network
Scan for welding controls on the network
Use the selected welding control as the target welding control when editing
Perform a low-level communications test on the selected welding control

Section 13 Programming
65
Select Scan network for timers. NetFlash will show the compatible welding controls on the
network:
Select an IP address and then select OK. NetFlash will ask if the address should be used as the target
welding control for editing:
If Set as target IP address is selected the IP address will be shown as the target IP address:
Alternatively, the target address can be set by using the Edit button:
To add a descriptive name and/or location for the welding control, use the Add welding control function.
It is not necessary to do this if only one welding control is being used.
When a welding control has been selected as the target the parameters can be changed.

Section 13 Programming
66
Parameters
Caution: when parameters are changed in NetFlash they are changed immediately in the EN7000.
Select the Edit weld parameters function from the home screen.
Select Load from timer. Data will be loaded from the target welding control:
The Program screen is shown. This screen contains the parameters that control the weld sequence for
the selected weld program
NetFlash uses tabs to navigate the parameter categories. Select the appropriate tab to edit the
parameters:
Other functions are provided:
Show associated parameters in a different category
Save the parameters in a file
Open or close the metrics window. NetFlash shows the results of the last weld and the
status messages
Copy programs
Export the parameters to a CSV file

Section 13 Programming
67
WSP3
Caution: when parameters are changed with the WSP3 they are changed immediately in the EN7000.
The WSP3 is a hand-held programming pendant with a 20x4 character display and a sealed keypad.
The WSP3 can be used to access diagnostic information in addition to all parameters.
Ready
-- 0 a prog 7
- - 11.7 ka 5.66 kn
-- 0 a ~30.5%
The WSP3 uses RS232 to communicate with the EN7000 and should be connected to COM3:
WSP3

Section 13 Programming
68
Keypad
Return to the previous screen or move
between menu screens.
Select a different function or parameter.
The selected function or parameter will
flash and the visible window will scroll if
required.
Access the selected function.
Alter the selected parameter. Press both
keys together to set the parameter to 0 or
to its minimum value.
Diagnostic screen
Status
ready
Measured Pre-current
-- 0 a prog 7
Program used
Measured Main current
- - 11.7 ka 5.66 kn
Measured force
Measured Post-current
-- 0 a ~30.5 %
If more than one status message is present they are shown sequentially.

Section 13 Programming
69
Menus
The functions of the EN7000 are arranged into a set of menus and screens as follows:
Diagnostic screen
Ready
-- 0 a prog 7
- - 11.7 ka 5.66 kn
-- 0 a ~30.5 %
<<< MAIN MENU >>>
<<< configure >>>
USE program 7
01 sep 2016 12.00.00
Edit program
2nd stage:off
Edit electrode
Sensor:ct
Select the first or the last line
of the Main Menu…
Press and
hold…
…then
press
<< main menu >>
Use program
<< program menu >>
Edit program
Edit time
Edit electrode
Edit current
History log
Edit force
Discrete i/o status
Edit valves
Bus i/o status
Edit options
Analog i/o status
ELECtrode
System info.
Link to program
Edit configuration
<< configure menu >>
COPy program
[Configuration parameters]
Start program
Backup to wsp3
Restore from wsp3
<< electrode menu >>
Initialise data
SCR/transformer
Restart system
Edit counter
Touchscreen security
Edit stepper
Calibrate current
Calibrate force
Copy electrode
<< history log >>
View log
Clear log

Section 13 Programming
70
Backup/Restore
The WSP3 allows the data in one EN7000 to be transferred to another by using the Backup and Restore
functions.
Use the Backup function to make a copy of all the EN7000’s settings. The copy is held
within the WSP3. The data in the EN7000 is unchanged. Note that only one backup
can be stored in the WSP3 and that this is overwritten each time the backup function
is used.
Use the Restore function to restore all of the settings in the EN7000 from a backup
stored in the WSP3 pendant. Note that this operation will overwrite all data which was
previously stored in the EN7000. After the restore operation the backup remains in the
WSP3.
Initialise data
The Initialise function sets all of the parameters in the EN7000 to predefined values.
The Initialise function will overwrite all previously stored data in the EN7000. After an initialise operation,
review the configuration and calibration settings and ensure they are appropriate for the application.
Also review the welding programs that will be used.
The initialise function can be used when first setting up an EN7000.
Touchscreen security
The touch screen can be secured by using Personal Identification Numbers. If the security features are
enabled a PIN is required before any parameters can be changed.

Section 13 Programming
71
Touch screen
EN7000-TS models have a touch screen display that can be used to access all parameters and
diagnostic information.
The touch screen uses a number of elements to navigate and edit the parameters. Tap the element to
access the function.
Go back to the previous menu.
Parameter group. Tap to access the parameters in the group.
Editable parameter. Tap the window to edit the parameter.
On or off. Tap the check box to enable or disable the function.
Option. Tap to change the selection.
Title bar. Tap the centre to access the status and monitoring
information.
Status and monitoring information.
Numeric entry dialog. Tap the numeric keys to enter a value then tap
to confirm or tap to cancel. Tap to edit.
Scroll bar. Tap to scroll up, tap to scroll down.

Section 13 Programming
72
Menus
The menus of the EN7000 are arranged as follows:
Main menu
Use program
Discrete I/O
0
Program
Bus I/O
Electrode
Analog I/O
History log
System
Configure
Program menu
Program
Link to program
0
5
Electrode
Time
0
Current
Force
Valves
Options
Copy
START
Electrode menu
Electrode
SCR/Transformer
0
2
Counter
Stepper
Current cal.
Force cal.
Copy
History log menu
Records in log
View log
87
Clear log
Configuration
[Configuration parameters]
COM0
COM1
COM2
COM3
Initialise
Restart
Security
Status
Ready
Pre-heat
0 A
Program
0
Main heat
10.1 kA
Force
5.8 kN
Post-heat
0 A
Conduction
30.5 %
The Status information can be accessed
by tapping the centre of any title bar.

Section 13 Programming
73
Main menu
The Main menu allows access to all other menus, the input/output
status and system information.
Use program
Discrete I/O
0
Program
Bus I/O
Electrode
Analog I/O
History log
System
Configure
Status
The Status menu shows diagnostic information and the results of
the last weld.
Ready
Pre-heat
0 A
Program
0
Main heat
10.1 kA
Force
5.8 kN
Post-heat
0 A
Conduction
30.5 %
Program menu
The Program menu contains the parameters for a weld program.
Time, Current and Force parameters are accessible and there are
settings for the Valves and program Options. Weld programs can
also be copied. The START function simulates the Start input.
Program
Link to program
0
5
Electrode
Time
0
Current
Force
Valves
Options
Copy
START
Electrode menu
The Electrode menu contains the parameters for an Electrode.
Counter and Stepper parameters are accessible and the Current
and Force can be calibrated. Electrodes can also be copied.
Electrode
SCR/Transformer
0
2
Counter
Stepper
Current cal.
Force cal.
Copy
History log menu
The History log menu allows the welding log to be viewed or
cleared.
Records in log
View log
87
Clear log
Configuration
The Configuration menu contains the parameters that affect the
operation of the EN7000. The settings for the COM ports are also
shown. The Initialise function sets all of the parameters to
predefined values and the EN7000 can be restarted if required.
The Security features control access via the touch screen.
[Configuration parameters]
COM0
COM1
COM2
COM3
Initialise
Restart
Security

Section 13 Programming
74
MODBUS
A PLC or HMI MODBUS master can be used to program EN7000. All parameters are directly mapped to
MODBUS registers for easy access. Both MODBUS-TCP/IP (Ethernet) and MODBUS-RTU (RS485)
protocols are supported.
Write the data using MODBUS function 16
Read the data using MODBUS function 3
MODBUS access types
Write data
Type
Value
Description
Function code
UINT
16
Write multiple registers
Read offset
UINT
0
Read length
UINT
0
Write offset
UINT
variable
Write length
UINT
1 Read data
Type
Value
Description
Function code
UINT
3
Read holding registers
Read offset
UINT
variable
Read length
UINT
64 Write offset
UINT
0
Write length
UINT
0

Section 13 Programming
75
MODBUS mapping
Variable
Address
Type
Description
Weld programs
256 x 64 WORDS
Weld program 0
16#0000 (= 0)
WORD ARRAY [0..63]
Weld program 1
16#0040 (= 64)
WORD ARRAY [0..63]
Weld program 2
16#0080 (= 128)
WORD ARRAY [0..63]
Weld program 3
16#00C0 (= 192)
WORD ARRAY [0..63]
… … … Weld program 254
16#3F80 (= 16256)
WORD ARRAY [0..63]
Weld program 255
16#3FC0 (= 16320)
WORD ARRAY [0..63]
Electrodes
8 x 64 WORDS
Electrode 0
16#4000 (= 16384)
WORD ARRAY [0..63]
Electrode 1
16#4040 (= 16448)
WORD ARRAY [0..63]
Electrode 2
16#4080 (= 16512)
WORD ARRAY [0..63]
Electrode 3
16#40C0 (= 16576)
WORD ARRAY [0..63]
Electrode 4
16#4100 (= 16640)
WORD ARRAY [0..63]
Electrode 5
16#4140 (= 16704)
WORD ARRAY [0..63]
Electrode 6
16#4180 (= 16768)
WORD ARRAY [0..63]
Electrode 7
16#41C0 (= 16834)
WORD ARRAY [0..63]
Calibration
8 x 64 WORDS
Calibration 0
16#5000 (= 20480)
WORD ARRAY [0..63]
Calibration 1
16#5040 (= 20544)
WORD ARRAY [0..63]
Calibration 2
16#5080 (= 20608)
WORD ARRAY [0..63]
Calibration 3
16#50C0 (= 20672)
WORD ARRAY [0..63]
Calibration 4
16#5100 (= 20736)
WORD ARRAY [0..63]
Calibration 5
16#5140 (= 20800)
WORD ARRAY [0..63]
Calibration 6
16#5180 (= 20864)
WORD ARRAY [0..63]
Calibration 7
16#51C0 (= 20928)
WORD ARRAY [0..63]
Configuration
1 x 64 WORDS
Configuration
16#6000 (= 24576)
WORD ARRAY [0..63]

Section 13 Programming
76
Weld program parameters
Variable
Channel
Address offset
Type
Description
Weld program
%IW0
WORD ARRAY [0..63]
Attributes
Weld program [0]
%IW0
WORD
Pre heat
Bit 0
%IX0.0
BOOL
0 = off, 1 = on
Post heat
Bit 1
%IX0.1
BOOL
0 = off, 1 = on
Pre-mode
Bit 2
%IX0.2
BOOL
00 = PHA mode
01 = CCR mode
Bit 3
%IX0.3
BOOL
Main mode
Bit 4
%IX0.4
BOOL
00 = PHA mode
01 = CCR mode
Bit 5
%IX0.5
BOOL
Post-mode
Bit 6
%IX0.6
BOOL
00 = PHA mode
01 = CCR mode
Bit 7
%IX0.7
BOOL
Link mode
Bit 8
%IX1.0
BOOL
0 = off, 1 = on
Repeat mode
Bit 9
%IX1.1
BOOL
0 = off, 1 = on
Wait force
Bit 10
%IX1.2
BOOL
0 = off, 1 = on
Force profile
Bit 11
%IX1.3
BOOL
0 = off, 1 = on
Test force
Bit 12
%IX1.4
BOOL
0 = off, 1 = on
Test pre-current
Bit 13
%IX1.5
BOOL
0 = off, 1 = on
Test main current
Bit 14
%IX1.6
BOOL
0 = off, 1 = on
Test post-current
Bit 15
%IX1.7
BOOL
0 = off, 1 = on
Presqueeze time
Weld program [1]
%IW1
WORD
0 – 99
Squeeze time
Weld program [2]
%IW2
WORD
0 – 99
Pre-heat time
Weld program [3]
%IW3
WORD
0 – 99
Pre-heat (PHA)
Weld program [4]
%IW4
WORD
0 – 999 (x10)
Pre-heat (CCR)
Weld program [5]
%IW5
WORD
0 – 999 (x10)
Pre-current
Weld program [6]
%IW6
DWORD
0 – 500000
Cool1 time
Weld program [8]
%IW8
WORD
0 – 99
Main heat time
Weld program [9]
%IW9
WORD
0 – 99
Main heat (PHA)
Weld program [10]
%IW10
WORD
0 – 999 (x10)
Main heat (CCR)
Weld program [11]
%IW11
WORD
0 – 999 (x10)
Main current
Weld program [12]
%IW12
DWORD
0 – 500000
Cool2 time
Weld program [14]
%IW14
WORD
0 – 99
Pulsations
Weld program [15]
%IW15
WORD
1 – 99
Post-heat time
Weld program [16]
%IW16
WORD
0 – 99
Post-heat (PHA)
Weld program [17]
%IW17
WORD
0 – 999 (x10)
Post-heat (CCR)
Weld program [18]
%IW18
WORD
0 – 999 (x10)
Post-current
Weld program [19]
%IW19
DWORD
0 – 500000
Hold time
Weld program [21]
%IW21
WORD
0 – 99
Off time
Weld program [22]
%IW22
WORD
0 – 99
Upslope time
Weld program [23]
%IW23
WORD
0 – 99
Downslope time
Weld program [24]
%IW24
WORD
0 – 99
Squeeze valves1
Weld program [25]
%IW25
WORD
Pre-heat valves1
Weld program [26]
%IW26
WORD
Cool1 valves1
Weld program [27]
%IW27
WORD
Upslope valves1
Weld program [28]
%IW28
WORD
Main heat valves1
Weld program [29]
%IW29
WORD
Cool2 valves1
Weld program [30]
%IW30
WORD
Downslope valves1
Weld program [31]
%IW31
WORD
Post-heat valves1
Weld program [32]
%IW32
WORD
Hold valves1
Weld program [33]
%IW33
WORD
Off valves1
Weld program [34]
%IW34
WORD
1
Weld program [nn]
%IXnn.0.0
BOOL
AV1 state 1 = ON
Weld program [nn]
%IXnn.0.1
BOOL
AV2 state 1 = ON
Weld program [nn]
%IXnn.0.2
BOOL
AV3 state 1 = ON
Weld program [nn]
%IXnn.0.3
BOOL
AV4 state 1 = ON
Weld program [nn]
%IXnn.0.4
BOOL
AV5 state 1 = ON
Weld program [nn]
%IXnn.0.5
BOOL
AV6 state 1 = ON
Weld program [nn]
%IXnn.0.6
BOOL
AV7 state 1 = ON
Weld program [nn]
%IXnn.0.7
BOOL
AV8 state 1 = ON

Section 13 Programming
77
Weld program parameters (continued)
Variable
Channel
Address offset
Type
Description
Squeeze force
Weld program [35]
%IW35
WORD
0 – 327672
Pre-heat force
Weld program [36]
%IW36
WORD
0 – 327672
Cool1 force
Weld program [37]
%IW37
WORD
0 – 327672
Upslope force
Weld program [38]
%IW38
WORD
0 – 327672
Main heat force
Weld program [39]
%IW39
WORD
0 – 327672
Cool2 force
Weld program [40]
%IW40
WORD
0 – 327672
Downslope force
Weld program [41]
%IW41
WORD
0 – 327672
Post-heat force
Weld program [42]
%IW42
WORD
0 – 327672
Hold force
Weld program [43]
%IW43
WORD
0 – 327672
Off force
Weld program [44]
%IW44
WORD
0 – 327672
Force low limit
Weld program [45]
%IW45
WORD
0 – 99
Force high limit
Weld program [46]
%IW46
WORD
0 – 99
Selected WAV
Weld program [47]
%IW47
WORD
0 – 7
Current low limit
Weld program [48]
%IW48
WORD
0 – 99
Current low limit
Weld program [49]
%IW49
WORD
0 – 99
Selected electrode
Weld program [50]
%IW50
WORD
0 – 7
Linked program
Weld program [51]
%IW51
WORD
0 – 255
Reserved
Weld program [52]
%IW52
WORD
Reserved
Weld program [53]
%IW53
WORD
Reserved
Weld program [54]
%IW54
WORD
Reserved
Weld program [55]
%IW55
WORD
Reserved
Weld program [56]
%IW56
WORD
Reserved
Weld program [57]
%IW57
WORD
Reserved
Weld program [58]
%IW58
WORD
Reserved
Weld program [59]
%IW59
WORD
Reserved
Weld program [60]
%IW60
WORD
Reserved
Weld program [61]
%IW61
WORD
Motor valves1
Weld program [62]
%IW62
WORD
Seam balance
Weld program [63]
%IW63
WORD
0 – 200 (0 – 20.0%)
2
Divide value by 898.99 for kN. Divide value by 4 for lbf.
Electrode parameters
Variable
Channel
Address offset
Type
Description
Electrode
%IW0
WORD ARRAY [0..63]
Attributes
Electrode [0]
%IW0
WORD
Enable counter
Bit 0
%IX0.0
BOOL
0 = off, 1 = on
Enable tipdress
Bit 1
%IX0.1
BOOL
0 = off, 1 = on
Enable stepper
Bit 2
%IX0.2
BOOL
0 = off, 1 = on
Stop at endcount
Bit 3
%IX0.3
BOOL
0 = off, 1 = on
Stop at endstep
Bit 4
%IX0.4
BOOL
0 = off, 1 = on
Transformer
Electrode [1]
%IW1
WORD
0 – 7
Counter
Electrode [2]
%IW2
WORD
0 – 9999
Endcount
Electrode [3]
%IW3
WORD
0 – 9999
Dressings done
Electrode [4]
%IW4
WORD
0 – 9999
Max dressings
Electrode [5]
%IW5
WORD
0 – 9999
Stepper spots done
Electrode [6]
%IW6
DWORD
Read only
Stepper % done
Electrode [8]
%IW8
WORD
Read only
Stepper reset to
Electrode [9]
%IW9
WORD
0 – 9999
Stepper spots
Electrode [10..19]
%IW10..19
WORD
0 – 9999
Stepper delta H
Electrode [20..29]
%IW20..29
WORD
0 – 500 (% x 10)
Stepper delta I
Electrode [30..39]
%IW30..39
WORD
0 – 500 (% x 10)

Section 13 Programming
78
Calibration parameters
Variable
Channel
Address offset
Type
Description
Calibration
%IW0
WORD ARRAY [0..63]
Power factor
Calibration [0]
%IW0
WORD
0 – 86 (x100)
A out X1
Calibration [1]
%IW1
WORD
0 – 10000 mV
A out Y1
Calibration [2]
%IW2
WORD
0 – 32767
A out X2
Calibration [3]
%IW3
WORD
0 – 10000 mV
A out Y2
Calibration [4]
%IW4
WORD
0 – 32767
A in X1
Calibration [5]
%IW5
WORD
0 – 10000 mV
A in Y1
Calibration [6]
%IW6
WORD
0 – 32767
A in X2
Calibration [7]
%IW7
WORD
0 – 10000 mV
A in Y2
Calibration [8]
%IW8
WORD
0 – 32767
CT sensitivity
Calibration [9]
%IW9
WORD
1 – 60000 mV/kA
Toroid sensitivity
Calibration [10]
%IW10
WORD
1 – 60000 mV/kA
Convert CT
Calibration [11]
%IW11
WORD
0 = off
1 = use 2-points
2 = use turns ratio
CT X1
Calibration [12]
%IW12
DWORD
0 – 32000
CT Y1
Calibration [14]
%IW14
DWORD
0 – 500000
CT X2
Calibration [16]
%IW16
DWORD
0 – 32000
CT Y2
Calibration [18]
%IW18
DWORD
0 – 500000
CT max
Calibration [20]
%IW20
DWORD
Read only
Turns ratio
Calibration [22]
%IW22
WORD
1 – 999
CCR gain
Calibration [23]
%IW23
WORD
1 – 10
Phase B adjust
Calibration [24]
%IW24
WORD
-99 – 99%
Phase C adjust
Calibration [25]
%IW25
WORD
-99 – 99%

Section 13 Programming
79
Configuration parameters
Variable
Channel
Address offset
Type
Description
Configuration
%IW0
WORD ARRAY [0..63]
Weld type
Configuration[0]
%IW0
WORD
0 = spot
1 = seam
Second stage
Configuration[1]
%IW1
WORD
0 = none
1 = before Squeeze
2 = after Squeeze
Retract
Configuration[2]
%IW2
WORD
0 = simple
1 = hilift plus
2 = hilift minus
3 = maintained
Sensor
Configuration[3]
%IW3
WORD
0 = CT
1 = toroid
Frequency
Configuration[4]
%IW4
WORD
0 = 50 Hz
1 = 60 Hz
Units
Configuration[5]
%IW5
WORD
0 = metric
1 = imperial
Electrodes
Configuration[6]
%IW6
WORD
0 = single
1 = multi
Fault
Configuration[7]
%IW7
WORD
Stop
Bit 0
%IX7.0
BOOL
1 = stop on fault
EOS
Bit 1
%IX7.1
BOOL
1 = EOS on fault
Headlock
Bit 2
%IX7.1
BOOL
1 = headlock on fault
Contactor
Configuration[8]
%IW8
WORD
1 - 99 seconds. 0 = off
Program select
Configuration[9]
%IW9
WORD
0 = external
1 = internal
Internal prog
Configuration[10]
%IW10
WORD
0 - 255
I/O source
Configuration[11]
%IW11
WORD
0 = discrete
1 = MODBUS COM0
2 = MODBUS COM1
3 = MODBUS COM2
4 = MODBUS COM3
SCR select
Configuration[12]
%IW12
WORD
0 = direct (1 - 4 SCRs)
1 = encoded (5 - 8 SCRs)
2 = 3-phase
COM2 address
Configuration[13]
%IW13
WORD
1 - 247
COM2 baud
code
Configuration[14]
%IW14
WORD
0 = 9600
1 = 19200
2 = 38400
3 = 57600
Display
Configuration[15]
%IW15
WORD
0 = fitted
1 = not fitted
Adapter code
Configuration[16]
%IW16
WORD
Analog output
function
Configuration[17]
%IW17
WORD
0 = force
1 = waveform
Analog output
scale (10 V =)
Configuration[18]
%IW18
DWORD
0 – 500 kA
Touch screen
security
Configuration[20]
%IW20
WORD
0 = off
1 = on
Security timeout
Configuration[21]
%IW21
WORD
0 – 10 minutes
Security PIN0
Configuration[22]
%IW22
WORD
1000 - 9999
Security PIN1
Configuration[23]
%IW23
WORD
1000 - 9999
Security PIN2
Configuration[24]
%IW24
WORD
1000 - 9999
Security PIN3
Configuration[25]
%IW25
WORD
1000 - 9999
Security PIN4
Configuration[26]
%IW26
WORD
1000 - 9999
Reserved
Configuration[27]-[38]
Features
Configuration[39]
%IW39
WORD
0 = standard
1 = extended

Section 14 Tutorials
80
Tutorials
EN7000 has a number of features that can improve weld quality, diagnostics and maintenance. Before each
tutorial:
Section 12 Configuration: ensure the Configuration parameters are set appropriately for the
application.
Section 7 Electrode management: if a CT is being used to measure current, ensure the Calibration
parameters are set.
01 Setting up a constant current weld
Phase Angle (PHA) heat control sets the heat of a weld by specifying a fixed conduction angle. The minimum and
maximum conduction angles are termed 0% and 100% Heat respectively. This method of control is open loop
which means there is no feedback process involved to compensate for changes in the system.
If a weld uses Constant Current (CCR) control, a current demand is read from the weld program and a
conduction angle is read from memory. The first cycle of weld is carried out and the current is measured. If the
measured current is not the same as the demand current an adjustment is made to the conduction angle ready
for the next cycle of weld. The next cycle is then done and the comparison is repeated. This process continues
throughout the weld. At the end of the weld, the conduction angle is stored in memory for when the weld program
is used again. This method of control is closed loop and compensates for changes in the system such as
changes in mains voltage, changes in secondary resistance and inductance.
The parameters that control a constant current weld are described in Section 13 Programming.
1. Set the weld program parameters to produce an acceptable weld in PHA mode. Adjust the Heat
parameter to achieve the best results.
2. Change the welding mode from PHA to CCR. The Heat parameter will show the heat or conduction
angle that will be used as the starting point of the next CCR weld. Caution: ensure the Heat parameter
corresponds to the Heat used in step 1.
3. Set the Current to the value that produced the acceptable weld in PHA mode.
4. Run the program and check the results. Adjust the current if required to produce consistent welds.

Section 14 Tutorials
81
02 Testing the weld current
The current for each weld can be tested against upper and lower limits.
1. In the weld program, enable the Test current option for each weld to be tested.
2. Set the Low limit and High limits appropriately. The limits correspond to a percentage of the
required current.
If the weld current falls outside the limits, EN7000 will signal a weld fault.
Current
Pass
Fault
Pass
Fault
High limit
Target
Low limit
Spots
03 Changing the force during a weld
EN7000 can change the force during a weld when the force profile option is enabled. The force can be changed
at the beginning of any interval. The force output corresponds to the analog output on connector X5.
Parameter
Units
Range
Description
Squeeze1
kN/lbf
variable
Force used from the start of the Squeeze interval
Pre-heat1
kN/lbf
variable
Force used from the start the Pre-heat interval
Cool11
kN/lbf
variable
Force used from the start the Cool1 interval
Upslope1
kN/lbf
variable
Force used from the start the Upslope interval
Main heat
kN/lbf
variable
Force used from the start of the Main heat interval
Cool2
kN/lbf
variable
Force used from the start of the Cool2 interval
Downslope1
kN/lbf
variable
Force used from the start of the Downslope interval
Post-heat1
kN/lbf
variable
Force used from the start the Post-heat interval
Hold1
kN/lbf
variable
Force used from the start the Hold interval
1
If the force profile option is disabled the Main heat force is used for the duration of the weld.
1. In the weld program, enable the force profile option.
2. In the Force parameters, set the values for each interval. The change takes place at the start of
each interval and the force for each interval can be tested against limits.

Section 14 Tutorials
82
04 Using the Retract functions
The Retract function allows the welding head to open in two stages.
The fully open position allows the work piece to be positioned between the electrodes.
The middle position allows the electrodes to close onto the work piece in order to weld.
EN7000 has four Retract modes that can be used depending on the application. The mode is selected in the
Configuration settings.
Simple
When the Retract Input is switched off, the High Lift Air Valve switches off and the electrodes close to
the mid position. Welding can proceed in this case.
When the Retract Input is switched on, the High Lift Air Valve switches on and the electrodes open fully.
Welding will not proceed in this case.
Hi-lift +
A pulse on the Retract Input causes the High Lift Air Valve to switch on and close the electrodes to the
mid position. Welding can proceed in this case.
Whilst the High Lift Air Valve is on, a pulse on the Retract Input causes the valve to switch off and the
electrodes go to the fully open position. Welding will not proceed in this case.
Retract input
HAV output
Start input
WAV output
Retract input
HAV output
Start input
WAV output

Section 14 Tutorials
83
Hi-lift -
A pulse on the Retract Input causes the High Lift Air Valve to switch off and close the electrodes to the
mid position. Welding can proceed in this case.
Whilst the High Lift Air Valve is off, a pulse on the Retract Input causes the valve to switch on and the
electrodes go to the fully open position. Welding will not proceed in this case.
Maintained
When the Retract Input is switched on, the High Lift Air Valve switches on and the electrodes close to
the mid position. Welding can proceed in this case.
When the Retract Input is switched off, the High Lift Air Valve switches off and the electrodes open fully.
Welding will not proceed in this case.
Retract input
HAV output
Start input
WAV output
Retract input
HAV output
Start input
WAV output

Section 14 Tutorials
84
05 Using the valves to control a multi-head machine
EN7000 can be used with welding machines that have multiple welding heads. By assigning one of the EN7000s
AV outputs, each head can be operated individually.
The weld air valve or WAV output is determined by the weld program.
1. In the weld program, use the Valve parameters to select an output that will be used as the WAV
2. The WAV will become active when the Start input is active and will remain active until the end of the
weld sequence unless programmed otherwise.
For example:
Program
WAV
Description
0
AV1
Program 0 uses AV1 as the WAV
1
AV2
Program 1 uses AV2 as the WAV
2
AV3
Program 2 uses AV3 as the WAV
3
AV4
Program 3 uses AV4 as the WAV
Program 1
I1 = 17.0kA H1 = 23 .5% PHA
PSQ = 0 ~ SQZ = 10 ~
W1 = 12 ~ C1 = 0 ~
W2 = 12 ~ C2 = 0 ~
HLD = 10 ~
Edit Program
12.5 kA Prog 01 Low current W2
BF701 V1.01
1 2 8

Section 14 Tutorials
85
The diagram shows the operation in multi-gun mode:
Start input
EOS output
AV1 output
AV2 output
AV3 output
AV4 output
Program
#0
#1
#2
#3
select
Current
(Program 0)
Current
(Program 1)
Current
(Program 2)
Current
(Program 3)

Section 14 Tutorials
86
The operation is similar when the programs are linked together in multi-gun cascade mode:
The program select inputs select the first program in the cascade (0 in this example).
Start input
EOS output
AV1 output
AV2 output
AV3 output
AV4 output
Program
First
program #
select
Current
( Program 0)
Current
( Program 1)
Current
( Program 2)
Current
( Program 3)

Section 14 Tutorials
87
06 Controlling a multiwelder
A multiwelder can use different transformers for each welding head.
The welding heads can be controlled as described in the previous tutorial.
1. Choose the transformers that will be assigned to the electrodes. The procedure is described in Section
10 Multiwelding.
2. Choose the weld programs that will be using the electrodes.
Program 1
I1 = 17.0kA H1 = 23. 5% PHA
PSQ = 0 ~ SQZ = 10 ~
W1 = 12 ~ C1 = 0 ~
W2 = 12 ~ C2 = 0 ~
HLD = 10 ~
Edit Program
12.5 kA Prog 01 Low current W2
BF701 V1.01
1
2
8
8
2
1
0
1
7
0
1
7
Section 14 Tutorials
88
For example:
Electrode
SCR/Transformer
Description
0
0
Electrodes 0, 1 and 2 are assigned to transformer 0
1
0
2
0
3
1
Electrodes 3 and 4 are assigned to transformer 1
4 1 5 2 Electrode 5 is assigned to transformer 2
6
3
Electrodes 6 and 7 are assigned to transformer 3
7
3
The electrodes can then be assigned to weld programs:
Weld program
Electrode
Description
0
0
Weld programs 0 and 1 are assigned to Electrode 0
1 0 2
1
Weld programs 2 and 3 are assigned to Electrode 1
3 1 4
2
Weld programs 4 and 5 are assigned to Electrode 2
5
2
6
3
Weld programs 6 and 7 are assigned to Electrode 3
7 3 8
4
Weld programs 8 and 9 are assigned to Electrode 4
9
4
10
5
Weld programs 10 and 11 are assigned to Electrode 5
11 5 12
6
Weld programs 12 and 13 are assigned to Electrode 6
13 6 14
7
Weld programs 14 and 15 are assigned to Electrode 7
15
7
By implication the transformers are used as follows:
SCR/Transformer
Weld programs
Description
0
0, 1, 2, 3, 4, 5
Transformer 0 is used by weld programs 0, 1, 2, 3, 4, and 5
1
6, 7, 8, 9
Transformer 1 is used by weld programs 6, 7, 8 and 9
2
10, 11
Transformer 2 is used by weld programs 10 and 11
3
12, 13, 14,15
Transformer 3 is used by weld programs 12, 13, 14 and 15

Section 14 Tutorials
89
07 Setting the power factor
An AC welding machine will have a power factor which is determined by the physical properties and geometry of
the electrical system. Linear control of the machine over the full heat/current range can be achieved by
programming the correct value for the power factor.
The following procedure involves running the machine at maximum output. Make sure that the mains supply and
the secondary circuit are able to handle this power. Make sure that any cooling system is active. The machine
must be cycled short circuit with no component.
1. Prepare a weld program with 5 cycles of main heat plus Squeeze and Hold time as appropriate. Set
PHA mode, 0 %heat. Connect this program to the electrode to be calibrated.
2. Select the connected electrode program and enter Power factor = 0.
3. Cycle the machine and check that a current is measured.
4. Set 99.9 %heat in the weld program.
5. Cycle the machine then check the status. When the message MAX CURRENT is displayed or when the
conduction is close to 100% then the process is complete. Otherwise increase the power factor and
repeat this step.
Repeat the procedure for each electrode program to be used.
08 Resetting faults
Fault conditions and error messages can be reset in several ways.
Touch screen
Status
Tap the centre of any title bar to access the Status menu
then tap the error message
LOW MAIN CURRENT
Pre-heat
0 A
Program
0
Main heat
10.1 kA
Force
5.8 kN
Post-heat
0 A
Conduction
30.5 %
WSP3
LOW MAIN CURRENT
From the Status screen press
-- 0 a prog 0
- - 10.1 ka 5.80 kn
-- 0 a ~30.5%

Section 14 Tutorials
90
NetFlash
Use to select the Metrics window then select the
reset button
Discrete input
Input
Pin number
Description
Reset fault
X3.7
This input resets the Fault output and clears the status
messages. Only momentary application is required
(minimum time 40ms).
The discrete i/o is described in Section 4 Discrete i/o.
Bus input
Input
Channel
Address
Description
Reset fault
Bit 6
%QX0.6
This input resets the Fault output and clears the status
messages. Only momentary application is required
(minimum time 40ms).
The bus i/o is described in Section 5 MODBUS i/o.

Section 15 Appendix
91
Appendix
Updating the firmware
The functionality of EN7000 is determined by firmware stored in reprogrammable memory. EN7000 has three
memories:
Memory
Description
A
Memory A
B
Memory B
BIOS
BIOS memory
The firmware can be transferred to one or more of the memories and then activated when EN7000 starts. In this
way it is possible to retain different firmwares and activate them without having to reprogram EN7000. When
new features become available NetFlash is used to update the firmware.
Initialise NetFlash and select the target EN7000 as described in Section 13 Programming.
Select the Flash Programming tool . The following screen is shown:
Connect to the EN7000
Start transfer to the EN7000
Change the active memory
Select the flash file

Section 15 Appendix
92
Select the flash file . This will be a file with a .hex extension supplied by ENTRON UK.
Select connect to the EN7000 . NetFlash will connect to the target control and report the
current firmware status.
Select start transfer to the EN7000 . Select a memory to re-program and NetFlash will
transfer the flash file to the EN7000.
If required, select change the active memory . NetFlash will flag the selected memory as
active when EN7000 restarts.
Setting the IP address
EN7000 uses a device server for Ethernet communications on COM0 and COM1. The device server is an xPort
AR and is manufactured by Lantronix www.lantronix.com
To set the IP address of the EN7000 use Lantronix’s Device Installer software
www.lantronix.com/products/deviceinstaller/
Download the documentation and Device Installer software. Install the software.
Follow the instructions in the documentation to search for all Lantronix devices on your network. Device
Installer will show the EN7000 device server in the device list. The example shows an EN7000/xPort AR
with a hardware address of 00-20-4A-D5-FB-7B:

Section 15 Appendix
93
Select the EN7000/xPort AR device then select Assign IP:
The IP address can be set manually or automatically. Select the most appropriate method for your
network. To set the address manually, select Assign a specific IP address and then select Next:

Section 15 Appendix
94
Enter the IP address, subnet mask and gateway then select Next:
Select Assign to complete the assignment. Device Installer will show the progress of the operation:
Select Finish to return to the main screen.

Section 16 Terminology
95
Terminology
Term
Description
CCR
Constant current regulation. See Constant Current.
Conduction
The % of the mains waveform during which current is flowing.
Constant current
Closed loop control of weld current resulting in the weld current being regulated to a
programmed value.
CT
See Current transformer.
Current transformer
A coil of wire wound on a circular core. This is used to measure the current in a cable
passing through the circular core. EN7000 can use a CT to measure primary current.
Cool time
The time between weld pulses.
Downslope
A linear decrease in current from the Main heat value to a final value.
Downslope time
Time taken for the welding current to decrease from the Main heat value to a final
value. Expressed in mains cycles.
End of sequence
An output that switches on as the electrodes open on completion of a weld. The
output indicates the end of the weld sequence.
EOS
See End of sequence.
HAV
Hi-lift Air Valve. See also Retract.
Heat
A measure of power put into a phase angle controlled (non- constant current) weld.
The Heat relates directly to the firing angle on the mains voltage waveform.
Expressed as a percentage.
Hold
The time between the last application of current and the electrodes opening. This
interval allows the molten material created by the weld process to solidify.
Hold time
The time period following the last weld pulse prior to the electrodes opening. This
period allows the molten material to solidify. Expressed in mains cycles.
IP address
Internet Protocol address. A unique address used by devices on an Ethernet network.
Initiation signal
The signal that starts the weld sequence. See also Start signal
kA
Kilo amp (1000 amps).
kVA
Unit of power (1000 volt amps).
mA
Milliamp (1/1000 amp).
mV
Millivolt (1/1000 volt).
Off time
In a Repeated weld sequence this is the time between sequences. Expressed in
mains cycles.
PHA
See Phase angle control.
Phase angle control
Open loop control of weld current using Heat setting. The welding current is not
regulated and can be influenced by external parameters such as mains voltage and
cable lengths.
Post-heat
The application of current to prevent the weld cooling too quickly.
Pre-heat
The application of current prior to welding for the purpose of burning through plating
or surface contamination.
Presqueeze
The time interval in a weld sequence for the electrodes to close onto the work piece.
Presqueeze time
The time allowed for the welding electrodes to close onto the components to be
welded. Expressed in mains cycles.
Primary current
The current in the primary winding of the weld transformer which is the current drawn
from the mains whilst welding.
Program select
A group of inputs representing the binary value of the weld program to be used.
Proportional valve
A device for regulating air-line pressure. Controlled by 0 to10 V dc signal.
Pulsations
The number of times the Main heat interval is repeated during the sequence.
Successive applications of Main heat are separated by Cool2 time.
Retract
The electrodes have two open positions: fully open to move the weld gun to and from

Section 16 Terminology
96
the work piece, and a working position for welding.
Retract air valve
For use on a gun where the electrodes can be opened and closed in two stages. This
is an electrically operated valve for admitting air to the air cylinder that controls the
electrode movement.
2nd stage
A signal required to allow the weld sequence to proceed.
SCR
See Thyristor.
Secondary current
The current in the secondary winding of the weld transformer which is the weld
current.
Squeeze
The time interval in a weld sequence for the electrodes to exert full welding force on
the work piece.
Squeeze time
The time allowed for the welding electrodes to build up full pressure on the
components to be welded. Expressed in mains cycles.
Start signal
The signal that starts the weld sequence.
Stepper
A program of parameters required for stepping.
Stepping
A technique of progressively increasing the weld current over the course of a large
number of welds in order to compensate for the effects of electrode wear.
Synchronisation
EN7000 is synchronised to the zero voltage crossing points of the mains supply.
Thermostat
A switch device that operates at a certain temperature.
Thyristor
High power switch used for switching the mains supply to the weld transformer.
Tip dress acknowledge
An input to acknowledge that the electrodes have been dressed.
Tip dress request
An output to indicate that the electrodes require dressing.
Tip dressing
Filing or machining worn electrodes to restore their original shape and dimensions.
Toroid
A device used for sensing current in a cable. The current carrying cable must pass
through the toroid.
Upslope
A linear increase in current from an initial value to the Main heat value.
Upslope time
Time taken for current to increase from an initial value to the Main heat value.
Expressed in mains cycles.
VA
Volt amp
WAV
See Weld air valve.
Weld air valve
Electrically controlled valve for admitting air to the air cylinder responsible for forcing
the weld electrodes together.
Weld current
High current passed from one electrode to the other, through the components being
welded. The current must be large enough to generate sufficient heat to melt the
metal and produce a weld.
Weld transformer
Electrical component for converting mains voltage input to low voltage, high current
output.
 Loading...
Loading...