

Empire Pro-Finish 2636, Pro-Finish 6060, Pro-Finish 3648, Pro-Finish 60120, Pro-Finish 7272 Operating Instructions Manual
...Page 1
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
Operating Instructions
for the
Pro-Finish® Cabinet System
Pressure and Suction
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
2101 West Cabot Boulevard
Langhorne, PA 19047-1893
www.empire-airblast.com
Page 2
Empire Abrasive Equipment Company
Model Number: _______________________ Serial Number: ____________________________
Date of Purchase: ____________________ Date of Installation: _______________________
Distributor Purchased From:
Name: __________________________________________________________
Address: ________________________________________________________
Phone: _________________________________________________________
* * * * *
Manufactured by: EMPIRE ABRASIVE EQUIPMENT COMPANY
2101 West Cabot Boulevard
Langhorne, PA 19047-1893
Phone: 215-752-8800, Fax: 215-752-9373
Empire equipment should be properly maintained per the operating instructions. For
peak performance of your equipment, use only genuine Empire replacement parts;
accept no substitutes! The use of non-Empire parts will void the warranty.
PARTS AND SERVICE
1-800-497-4543
To order Empire replacement parts, contact your local authorized Empire distributor.
For the name of your local distributor, call Empire Customer Service, 1-800-497-4543,
or fax us at 215-752-9373, or e-mail us on our website www.empire-airblast.com and
we will call you back.
Never use silica-based abrasives
in Empire blast systems.
CAUTION
Page 2
Page 3

Empire Abrasive Equipment Company
Operating Instructions
for the
Pro-Finish® Cabinet System
Suction and Pressure
Empire Abrasive Equipment Company
3/24/08
Page 3
Page 4

Empire Abrasive Equipment Company
Table of Contents
Table of Contents ................................................................................................4
Introduction........................................................................................................5
1.0 Preparing for Installation ..............................................................................6
1.1 Hand Tools Required ........................................................................................ 6
1.2 Step-by-Step Procedure .................................................................................... 6
2.0 Installation .................................................................................................10
2.1 Installing the Optional Dust Collector ............................................................. 10
2.2 Installing the System...................................................................................... 11
2.3 Electrical Connections.................................................................................... 11
2.4 Installing the Compressed Air Supply ............................................................. 12
3.0 General Equipment Operation .....................................................................13
3.1 Media Selection and Use................................................................................. 13
3.2 Media Loading................................................................................................ 15
3.3 Pneumatic Controls........................................................................................ 15
3.4 Equipment Start-up ....................................................................................... 18
3.5 Equipment Shut-down ................................................................................... 19
3.6 Equipment Adjustments................................................................................. 20
3.7 Helpful Hints for More Efficient Blasting ......................................................... 23
4.0 Maintenance ...............................................................................................24
4.1 Daily Maintenance.......................................................................................... 24
4.2 Weekly Maintenance....................................................................................... 27
4.3 Storage or Temporary Non-Use ....................................................................... 28
5.0 Troubleshooting ..........................................................................................29
5.1 Troubleshooting Chart.................................................................................... 29
5.2 Troubleshooting the Pneumatic Control Circuit............................................... 32
6.0 Recommended Spare Parts ..........................................................................36
7.0 Options and Accessories..............................................................................37
®
8.0 Pro-Finish
8.1 Reclaimers ..................................................................................................... 39
8.2 Pressure Blast Systems .................................................................................. 40
8.3 Suction Blast Systems.................................................................................... 42
8.4 Dust Collectors............................................................................................... 44
8.5 Blowers (Fan & Motor) .................................................................................... 47
8.6 Ducting/Hoses ............................................................................................... 48
8.7 Pipe Strings.................................................................................................... 50
8.8 Pressure Blast Systems .................................................................................. 51
8.9 Basic Cabinet Assembly ................................................................................. 55
9.0 Warranty .....................................................................................................57
Parts .........................................................................................39
Page 4
Page 5
Empire Abrasive Equipment Company
Introduction
®
Congratulations on your selection of the Pro-Finish
Cabinet System from Empire
Abrasive Equipment Company. This manual is provided to assist you with the
®
unpacking, assembly, use, and maintenance of your Pro-Finish
Cabinet System.
Please read this manual carefully and keep it in the handy plastic pouch attached to
your system for future reference. If you have any questions about the operation or
maintenance of your equipment, contact your Empire distributor.
Empire: The leader in air-blast technology.
Empire specializes in the design and manufacture of air-blast equipment, and has
continued as an industry leader of more than 50 years. Today, Empire produces the
®
most extensive line of air-blast products in the world. In addition to Pro-Finish
systems, our product line includes ProFormer Cabinets, ECON-O-FINISH™ Cabinets,
Modified Systems, Automated Blast Systems, Blast Rooms, and SuperBlast™ Portable
Blasters.
Empire Abrasive Equipment Company’s reputation as a leader in air-blast technology
is the result of meeting our customer’s demand for quality equipment and systems
that deliver increased productivity. We support our equipment with training, service,
and testing programs. When you need advice, assistance, or equipment on short
notice, our national network of distributors assures that help is nearby.
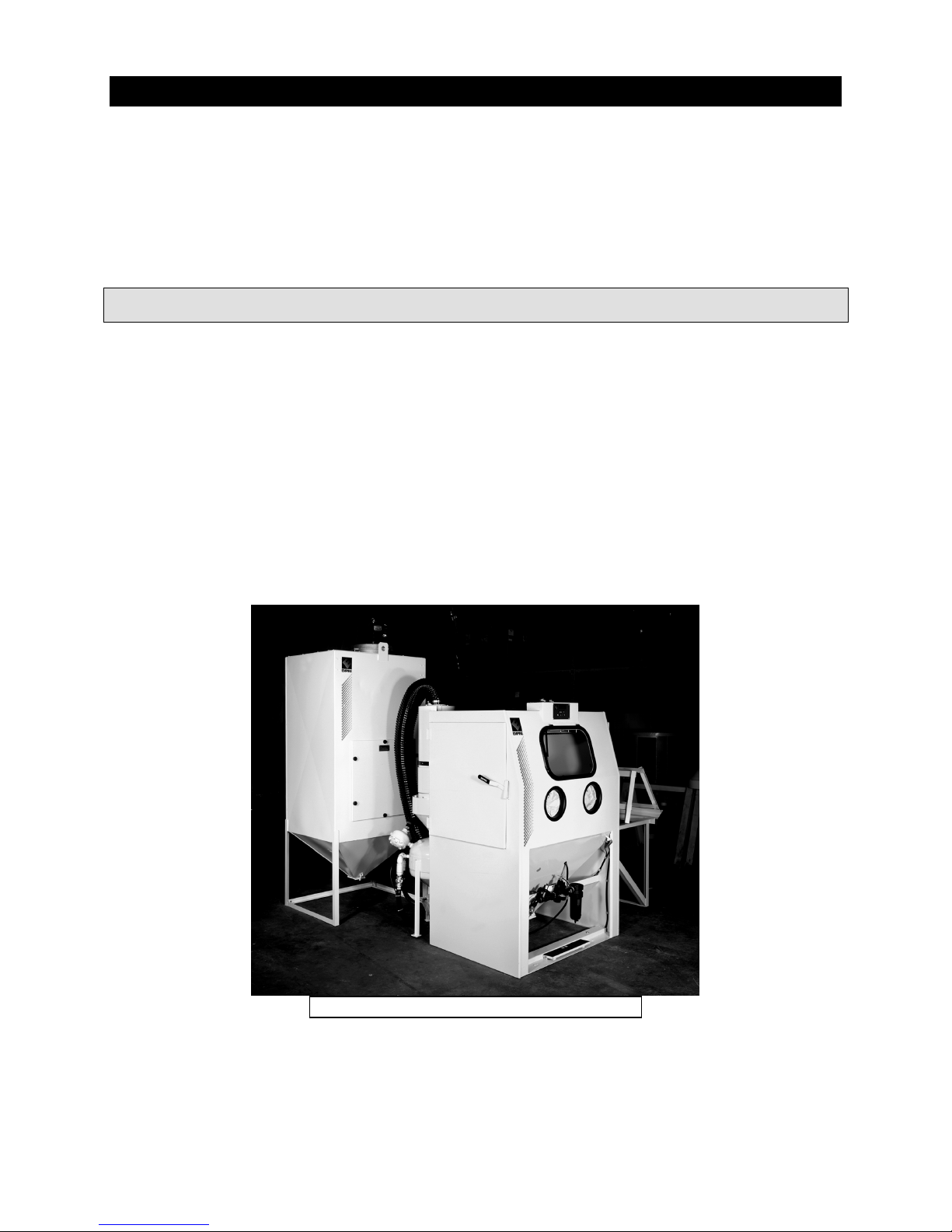
Figure 1. Pro-Finish
Page 5
®
Cabinet System
Page 6
Empire Abrasive Equipment Company
1.0 Preparing for Installation
1.1 Hand Tools Required
The following tools are recommended for the installation of your Pro-Finish
system:
• 7/16” wrench or socket
• 6” adjustable wrench
• 9/16” wrench or socket
• medium flat-blade screwdriver
• 14” Pipe wrenches
• medium Phillips head screwdriver
• Channel Lock Pliers
1.2 Step-by-Step Procedure
Step 1: Unwrap and remove cabinet
and the components from the pallet.
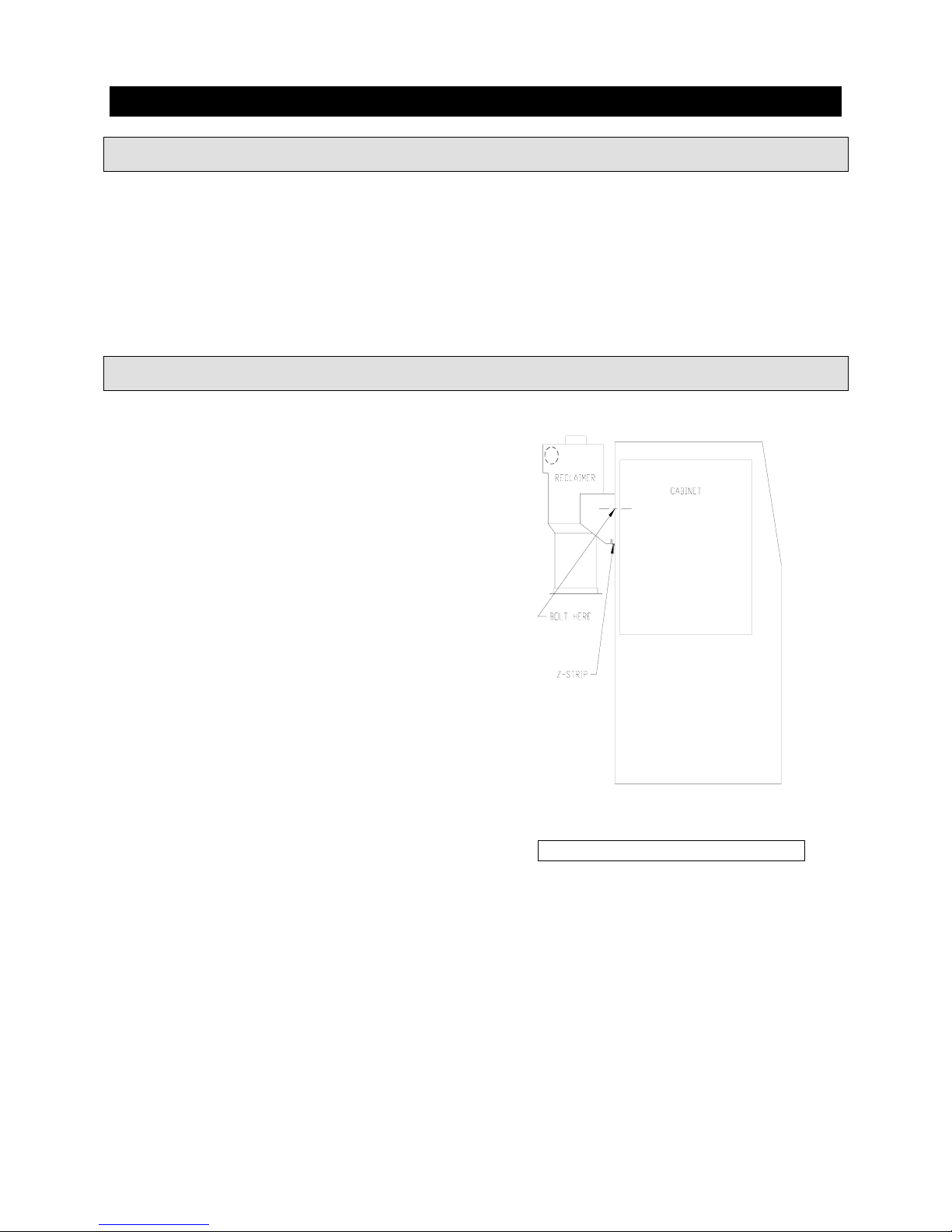
Step 2: Most cabinet systems are
shipped with the reclaimer mounted to
the cabinet. If your system was
shipped with the reclaimer NOT
installed, install the reclaimer as
follows:
a. Lift the reclaimer assembly and
set in place against the rear of
the cabinet so that the slots in
the reclaimer bracket set down
on the “Z-strip”.
b. Push the reclaimer assembly up
against the rear of the cabinet so
that the mounting bolts
protruding from the rear wall of
the cabinet are inserted into the
keyhole slots in the bracket. See
Figure 2.
Step 3: With the reclaimer in position,
tighten the bolts.
Figure 2. Reclaimer Mounting
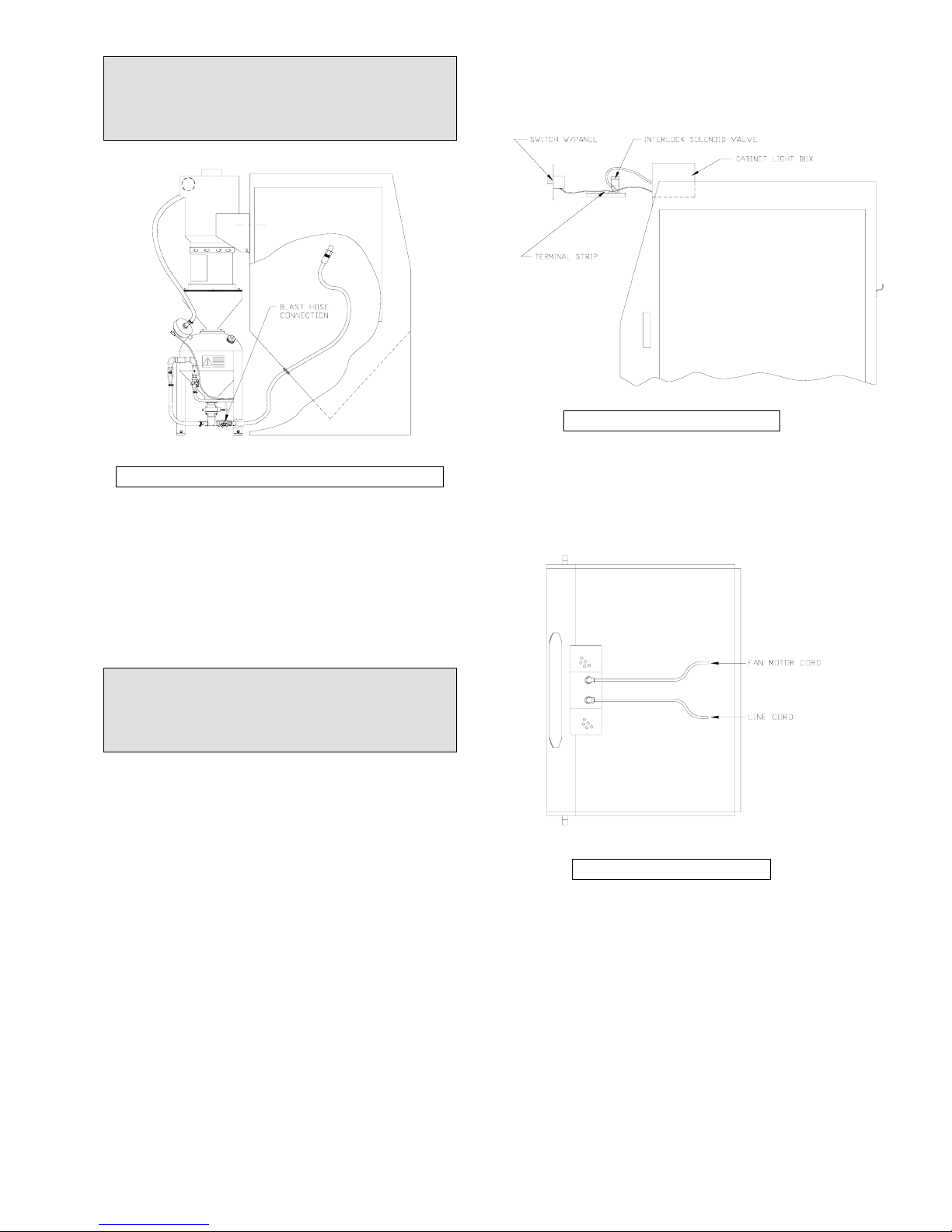
Step 4: Attach one end of the conveying
hose to the cabinet hose adapter.
Attach the other end of the hose to the
reclaimer inlet. See Figure 3. Use
supplied hose clamp to make
connections airtight.
®
Cabinet
Page 6
Page 7

Figure 3. Conveying Hose
Installation or Assembly
Steps 5 through 12 apply to pressure
systems only. (Suction systems are
not equipped with a pressure vessel.)
Step 5: Move the pressure vessel into
position as shown in Figure 4.
Figure 4. Pressure Vessel Installation
Step 6: Adjust the leveling bolts on the
pressure vessel legs so that the weight
of the assembly is evenly distributed on
the floor and the hopper flange mates
with the pressure vessel.
Step 7: Install and tighten the six bolts
connecting the storage hopper flange to
the top of the pressure vessel.
Step 8: Connect the quick coupling
ends of the air hose / tubing harness
and to the 1” pipe string on the front of
the cabinet and on the vessel. See
Figure 5.
Figure 5. Air Hose Assembly to Pipe
String Assembly
Step 9: Install the safety pin through
the holes in both halves of each quick
coupling. See Figure 5.
Step 10: Connect the harness ¼” O.D.
control tubing to the exhaust valve and
air valve fittings as shown in Figure 5.
Making sure the connection is tight.
Step 11: Connect the 1” exhaust hose
from the MG-78 exhaust valve to the
hose barb located at the reclaimer inlet.
Step 12: Connect the blast hose quick
coupling as shown in Figure 6 to the
tank coupling below the Sure-Flo Media
Regulator. Install the safety pin.
Page 8
WARNING
Be sure to insert the safety pins into
the two halves of each quick
coupling to lock them together.
Figure 6. Hose/Coupling Connection
Steps 13 and 18 apply to singlephase systems only.
If your system includes a dust collector,
make the electrical connection between
the fan motor and the cabinet electrical
control box as follows:
WARNING
Be sure that the cabinet supply cord
is disconnected before you start this
procedure.
Step 13: Remove the four screws from
the corners of the control box cover.
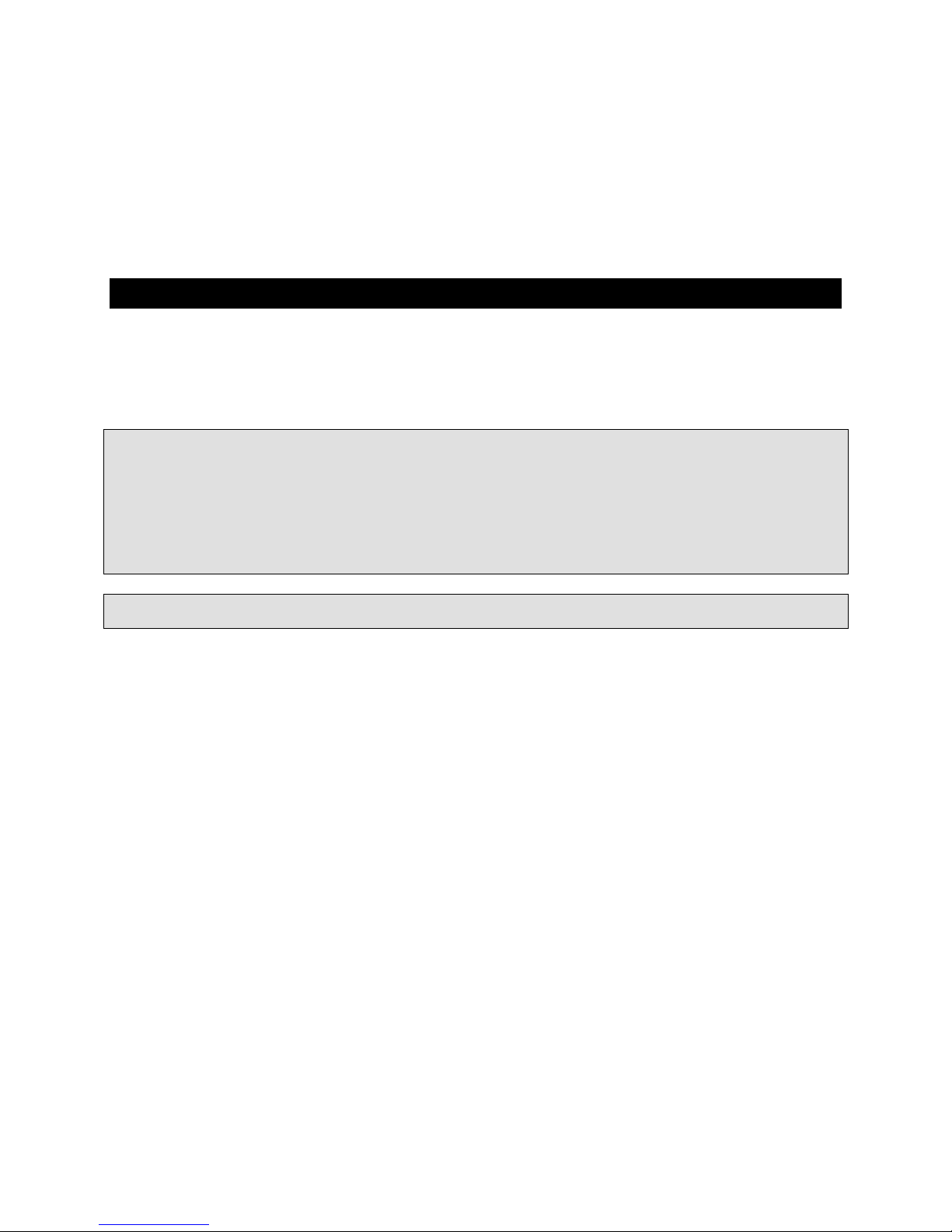
Step 14: Slide out the terminal strip
plate as shown in Figure 7.
Figure 7. Terminal Strip
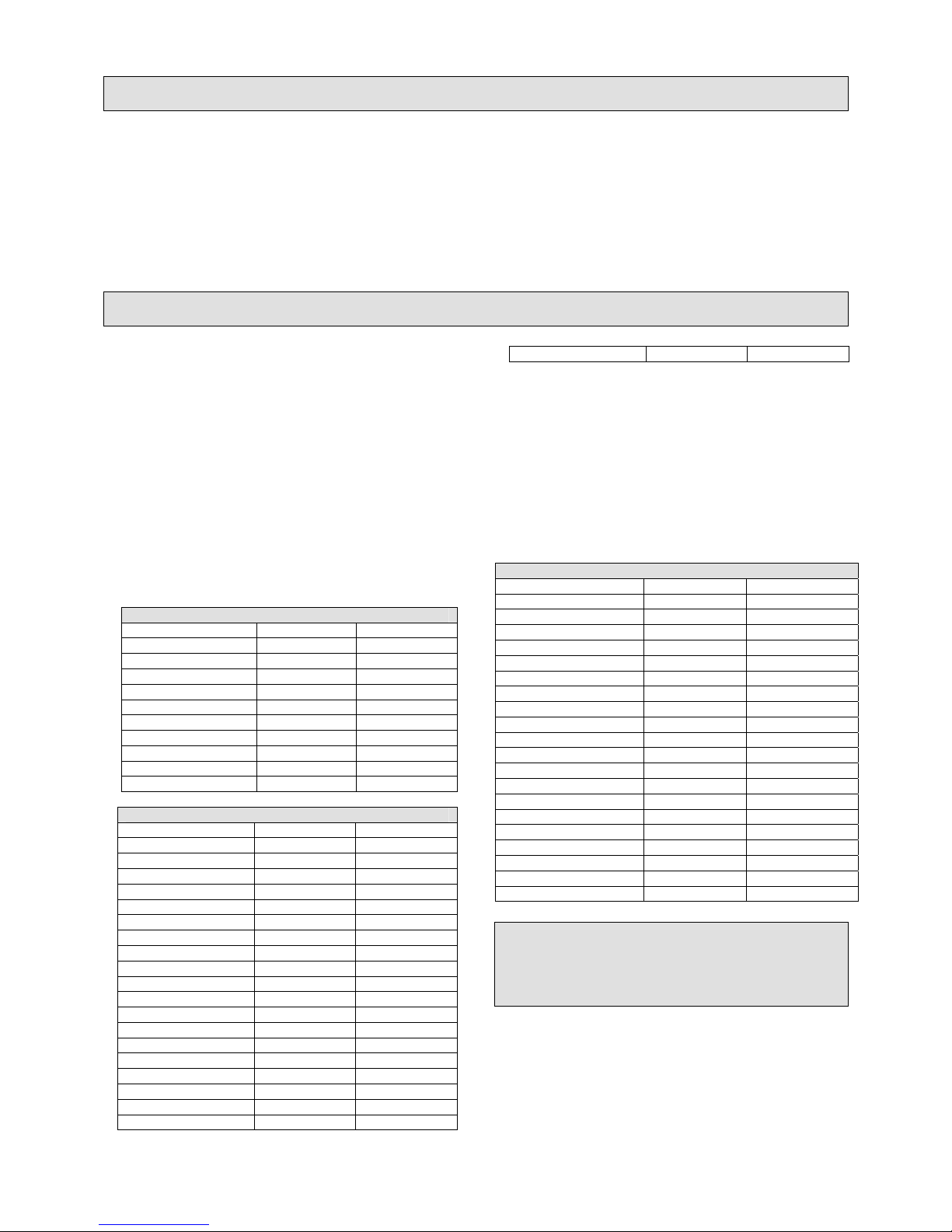
Step 15: Insert the free end of the fan
motor cord into the strain relief on the
top of the electrical box, as shown in
Figure 8.
Figure 8. Strain Relief
Step 16: Pull about 16 inches of cord
into the electrical box.
Page 9

Step 17: Notice that the fan motor cord
wires are numbered. Connect each
wire to the terminal of the same
number.
Step 18: Replace the terminal strip
plate and control box cover. Tighten the
strain relief where the connecting cord
enters the control box.
The single phase electrical schematics
shown in Figure 9 and Figure 10 also
appear on the back of the control box
cover.
Consult the schematic that applies to
the specific type of electrical power that
will be supplied to the cabinet. Your
power supply must match the label
power supply of the cabinet and dust
collector fan motor.
Figure 9 and Figure 10.
Page 10
Empire Abrasive Equipment Company
Step 19: If your system has a fan and
dust bag, fasten the dust bag to the fan
outlet and secure with the clamp
provided.
Step 20: Install the dust hose between
the reclaimer outlet and the dust
Step 21: Secure the hose ends with the
clamps provided.
Step 22: Connect your system to
utilities as described in the Installation
section following.
collector inlet.
2.0 Installation
®
Your Pro-Finish
packages. All equipment must be well grounded and mounted on a level surface. DO
NOT install your Pro-Finish
to wet conditions.
All electrical connections to the Pro-Finish® cabinet should be made by a
qualified electrician and must adhere to the codes, standards, and procedures
specified by the authority having jurisdiction.
The customer is responsible for providing appropriate disconnecting means
adjacent to the equipment for each incoming power circuit.
system may arrive fully assembled or in easily assembled modular
®
system on a wooden floor, a rubber mat, or a floor subject
IMPORTANT
2.1 Installing the Optional Dust Collector
If your system includes a dust collector,
you should install it before your install
the cabinet, because in many
instances, the dust collector is located
behind the cabinet. Install the dust
collector as follows:
Step 1: Place the dust collector on a
level surface behind or adjacent to your
®
Pro-Finish
Cabinet location.
Step 2: Be sure the access door and
pneumatic shaker control on the dust
collector are easily accessible and the
dust hose inlet is directed toward the
cabinet.
Step 3: Allow enough space for the
cabinet doors to open freely. Also allow
enough room to remove the dust from
the dust collector hopper.
Step 4: Stabilize the dust collector by
adjusting its leveling bolts to
compensate for any unevenness in the
supporting floor.
Step 5: A separate ¼” air line is
supplied for the dust collector shaker
mechanism. Attach the free end of this
air line to the dust collector compressed
air inlet connection.
Page 10
Page 11
Empire Abrasive Equipment Company
2.2 Installing the System
Step 1: Place the cabinet on a level
surface. Ensure that there is enough
space around the system for easy
access to components. There should be
enough space for work pieces to be
easily loaded and unloaded through the
cabinet doors.
2.3 Electrical Connections
The standard power supply for the 400
CFM (1 HP) systems is 115-volts/60
cycle/single phase. The standard
electrical supply for 600 CFM (1 ½ HP)
and 900 CFM (2 HP) systems is 230volts/60cycle/single phase. Cabinets
are also available prewired for the
optional power supplies listed in Section
7.0 Options and Accessories. Standard
single-phase systems are supplied with
a line cord (except for systems delivered
to Canada).
SINGLE-PHASE SINGLE SOURCE
SOURCE MOTOR CURRENT
% 110-120V/60HZ 1 HP 19.0 A
220-240V/60HZ 1 HP 11.0 A
110-120V/50HZ 1 HP 22.2 A
220-240V/50HZ 1 HP 12.6 A
110-120V/60HZ 1 ½ HP 23.0 A
# 220-240V/60HZ 1 ½ HP 13.0 A
220-240V/50HZ 1 ½ HP 15.0 A
110-120V/60HZ 2 HP 27.0 A
@ 220-240V/60HZ 2 HP 15.0 A
220-240V/50HZ 2 HP 17.4 A
SOURCE MOTOR CURRENT
208V/60HZ 1 HP 7.2 A
220-240V/60HZ 1 HP 6.3 A
440-480V/60HZ 1 HP 3.1 A
550-600V/60HZ 1 HP 2.5 A
380/50HZ 1 HP 3.0 A
208V/60HZ 1 ½ HP 9.3 A
220-240V/60HZ 1 ½ HP 8.1 A
440-480V/60HZ 1 ½ HP 4.0 A
550-600V/60HZ 1 ½ HP 3.2 A
380V/50HZ 1 ½ HP 3.9 A
208V/60HZ 2 HP 10.2 A
220-240V/60HZ 2 HP 8.9 A
440-480V/60HZ 2 HP 4.4 A
550-600V/60HZ 2 HP 3.5 A
380V/50HZ 2 HP 4.7 A
208V/60HZ 5 HP 19.9 A
+ 220-240V/60HZ 5 HP 17.3 A
440-480V/60HZ 5 HP 8.6 A
550-600V/60HZ 5 HP 3.9 A
THREE-PHASE SINGLE SOURCE
Step 2: Stabilize the cabinet by
adjusting its leveling bolts to
compensate for any unevenness in the
supporting floor.
380V/50HZ 5 HP 9.5 A
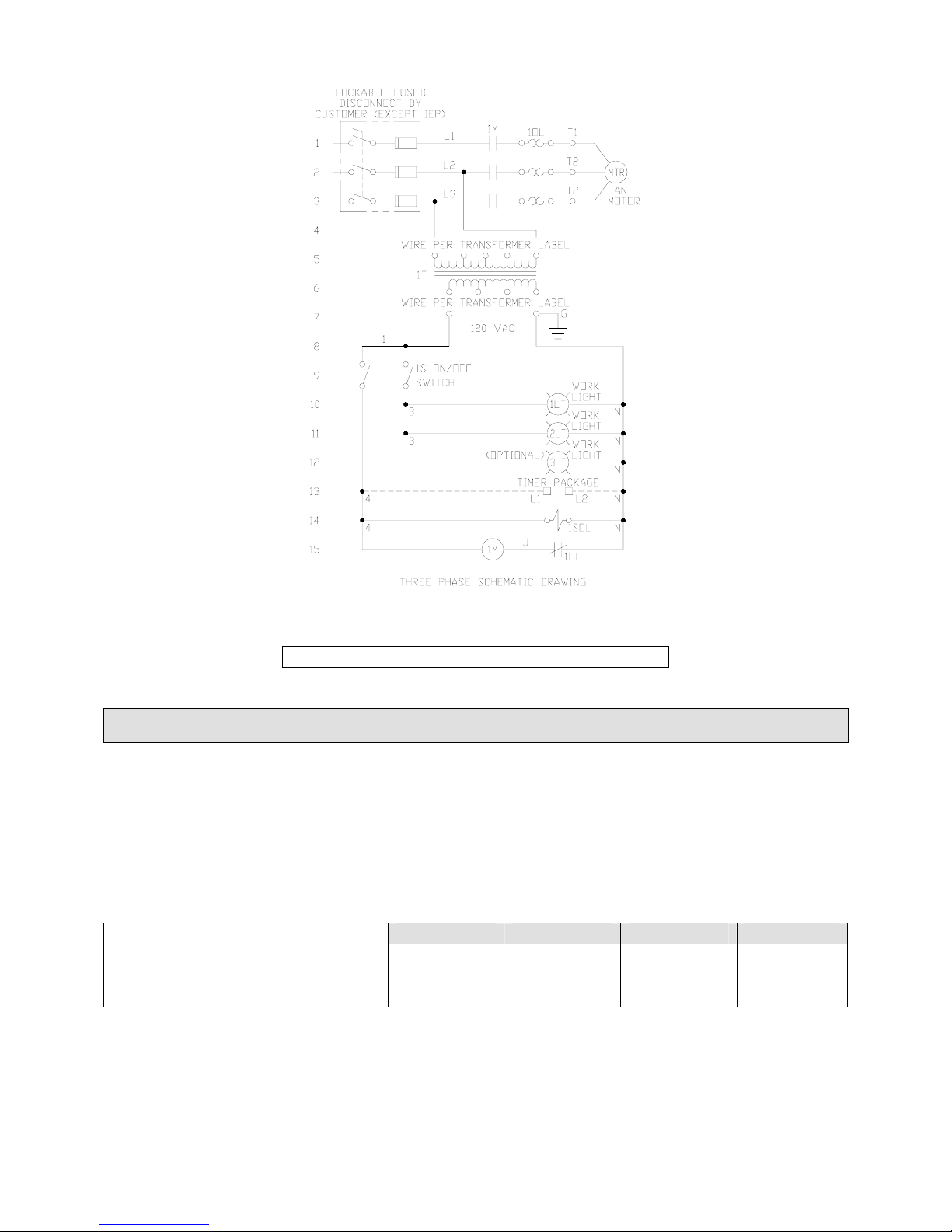
If your system is designed for threephase power, make the electrical
connections as shown in Figure 11.
For both single-phase and three-phase
systems, cabinets equipped with any of
the standard electrical supplies require
a minimum 20 AMP service and
minimum 12 gauge copper wire.
THREE-PHASE DUAL SOURCE
SOURCE MOTOR CURRENT
208V/60HZ 1 HP 4.8 A
220-240V/60HZ 1 HP 4.2 A
440-480V/60HZ 1 HP 2.1 A
550-600V/60HZ 1 HP 1.7 A
380/50HZ 1 HP 1.7 A
208V/60HZ 1 ½ HP 6.9 A
220-240V/60HZ 1 ½ HP 6.0 A
440-480V/60HZ 1 ½ HP 3.0 A
550-600V/60HZ 1 ½ HP 2.4 A
380V/50HZ 1 ½ HP 2.6 A
208V/60HZ 2 HP 7.8 A
220-240V/60HZ 2 HP 6.8 A
440-480V/60HZ 2 HP 3.4 A
550-600V/60HZ 2 HP 2.7 A
380V/50HZ 2 HP 3.4 A
208V/60HZ 5 HP 17.5 A
220-240V/60HZ 5 HP 15.2 A
440-480V/60HZ 5 HP 7.6 A
550-600V/60HZ 5 HP 6.1 A
380V/50HZ 5 HP 8.2 A
NOTE
The approximate single-phase
current draw for all dual source
systems is 3 amps at 110-120 VAC.
% = 400 CFM (-4)
# = 600 CFM (-6)
@ = 900 CFM (-9)
+ = 1200 CFM (-12)
Page 11
Page 12
Empire Abrasive Equipment Company
Figure 11. Three-Phase Schematic Diagram
2.4 Installing the Compressed Air Supply
Step 1: Using the following two charts
to determine the proper air volume
®
needed for your Pro-Finish
system.
The volume of air required for efficient
operation of your system depends on
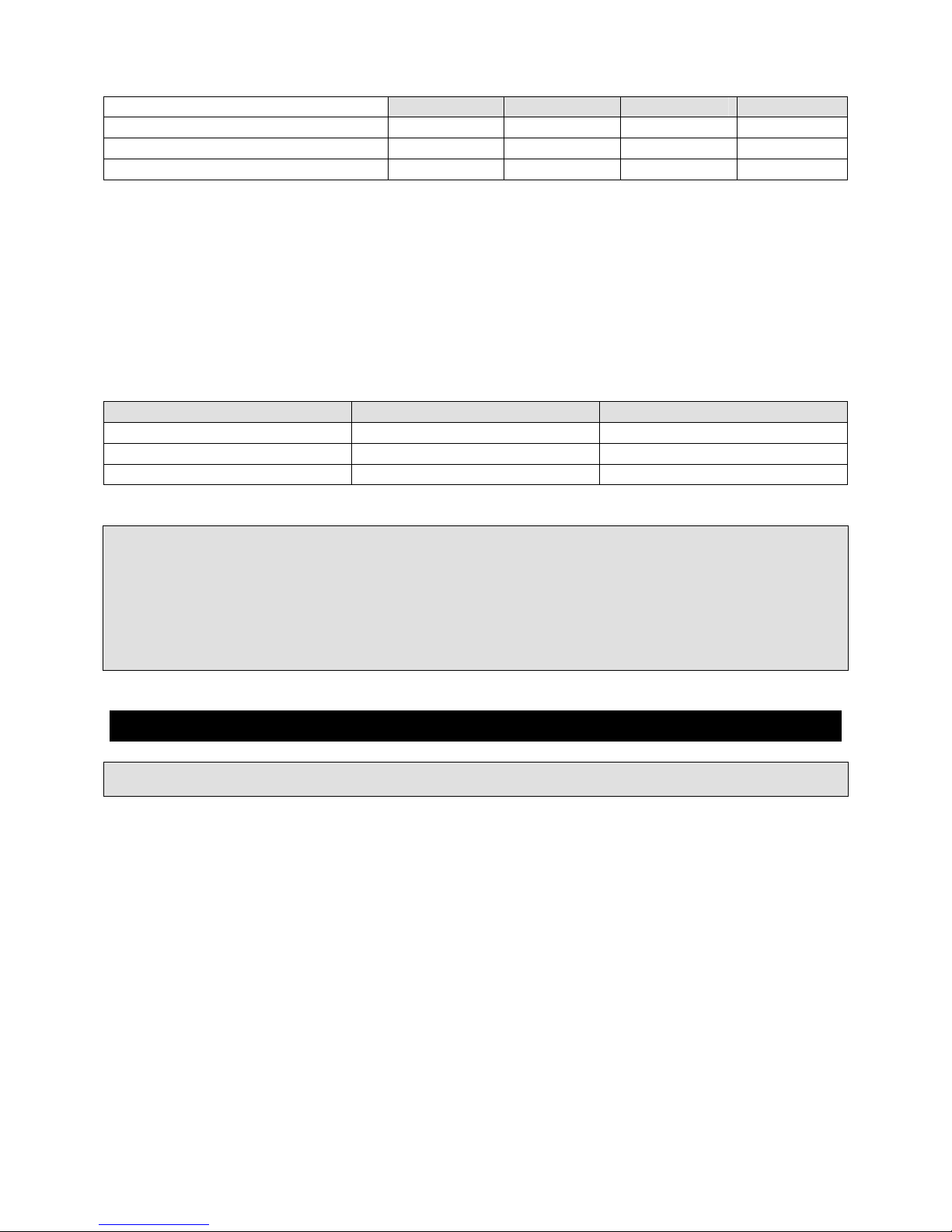
AIR REQUIREMENTS (SCFM) FOR SUCTION BLAST
40 psi 60 psi 80 psi 100 psi
¼” nozzle, 1/8” air jet 12 17 21 26
5/16” nozzle*,5/32” air jet 19 27 34 42
7/16” nozzle, 7/32” air jet 38 52 66 80
* Standard nozzle
the size of the nozzle you are using and
the desired blast pressure. The chart
lists the minimum air requirements in
SCFM for various nozzles and
pressures.
Page 12
Page 13
Empire Abrasive Equipment Company
AIR REQUIREMENTS (SCFM) FOR PRESSURE BLAST
40 psi 60 psi 80 psi 100 psi
1/8” nozzle 10 14 17 20
3/16” nozzle* 22 30 38 45
¼” nozzle 41 54 68 81
* Standard nozzle
Step 2: Use the chart below to
determine the size of the air line needed
for your cabinet. Even when the
compressor is properly sized, the air
line that connects it to your cabinet
must be large enough to avoid a large
pressure drop, which can cause
inefficient blasting.
Example: Your systems includes:
(a) A 125 foot long air line which
requires a 1” line (according to
the table).
(b) An air volume of 80 CFM, which
requires a 1-1/4” line size
Choose the larger line size (1-1/4”).
Line Size (in) Length of Air Line (ft) Air Volume (SCFM)
¾ Up to 95 13 to 38
1 95 to 190 38 to 59
1-1/4 190 to 350 59 to 85
IMPORTANT
To operate properly, your Pro-Finish® system requires clean, dry air. Moisture or
oil in the compressed air supply can contaminate the abrasive, which can
prevent it from flowing freely and cause inefficient blasting. Though your
system is equipped with a general purpose filter to remove small amounts of
condensed water and oil from compressed air supply, this filter is not designed
to clean grossly contaminated air.
3.0 General Equipment Operation
3.1 Media Selection and Use
Proper media selection strongly
influences the efficiency of your
blasting operation. Your choice of
media depends on the kind of job to be
done (cleaning, deburring,
smoothing sharp edges, paint removal,
preparation for coatings, etc.) The size
of the media depends on the results
you need.
Fine media results in more impacts per
second over a given area. Therefore,
fine media is preferred for easy blasting
jobs, such as the removal of light rust
from steel.
Large media results in fewer impacts,
but each impact has more force, so that
large media is more suitable for difficult
jobs, such as removal of mill scale.
Page 13
Page 14
Sometimes large and find media may be
combined for optimum results.
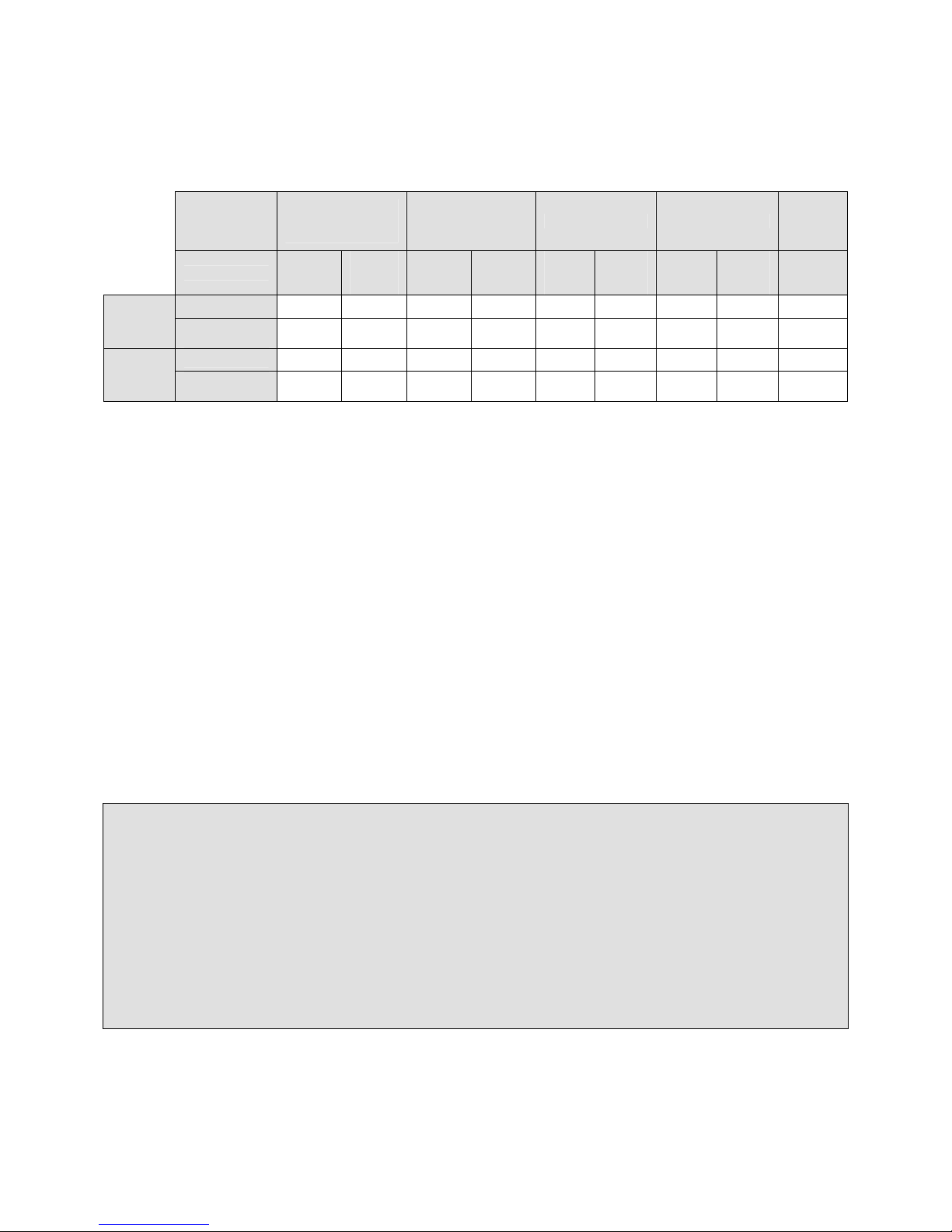
The chart below lists the range of media
®
recommended for each Pro-Finish
Blast System. Certain media, such as
sand and slag, are not to be used in Pro-
®
Finish
cabinets, both for health
reasons and because they pulverize on
impact and cannot be recirculated.
Media Type
Media Size
Suction
Pressure
R – Recommended. * Recommended optional vibrating screen for mesh sizes 200 to 300 or when high humidity is a problem.
NR – Not Recommended. ** Recommended optional vibrating screen and aerated media regulator for mesh sizes 200 to 300.
W/Reclaimer R R* R R* NR R NR R R
W/O
Reclaimer
W/Reclaimer R R** R R** NR R NR R R
W/O
Reclaimer
Aluminum Oxide
or
Garnet
46 to
80
Mesh
R NR NR NR R R R R NR
R NR NR NR R R R R NR
100 to
300
Mesh
Glass Beads Steel Grit Steel Shot
25 to
180
Mesh
200 to
300
Mesh
G-16
to
G-50
G-80
to
G-200
S-390
to
S-170
S-110
to
S-70
Walnut
Shells
or
Plastic
Any
Size
Spherical media, such as glass beads,
are used for general purpose cleaning
and finishing where a satin-like finish
is desired with little dimensional
change. Glass beads are effective when
used with pressures in the 20 to 60 PSI
range. Above 60 PSI, excessive bead
breakdown will occur.
Angular aggressive media, such as
aluminum oxide, steel grit, and garnet
generally provide faster cleaning and
produce a less-polished finish
compared to glass beads. Aluminum
oxide and steel grit are suitable for use
breaks down quickly at pressures
greater than 40 PSI.
Walnut shells or plastic are sometimes
used for delicate parts, paint removal,
or when a polished finish is required.
Pressures from 20 to 100 PSI may be
used with these media, depending on
the application.
When changing from one type of media
to another, clean the cabinet interior
and media hoses thoroughly to avoid
cross contamination.
at pressures up to 100 PSI. Garnet
CAUTION
If your application requires aggressive media, such as aluminum oxide, garnet, or
steel grit, it is recommended that you use optional heavy duty ducting,
reclaimer lining, and DI-CARB or BORON nozzles to prevent premature wear.
Empire strongly recommends using boron carbide nozzles when blasting with
Aluminum oxide, which is the most abrasive media.
If these options are not included with your system, they can be added. Optional
Rubber curtains for interior cabinet surfaces are also available. Consult your
Empire distributor for details.
Page 15
Empire Abrasive Equipment Company
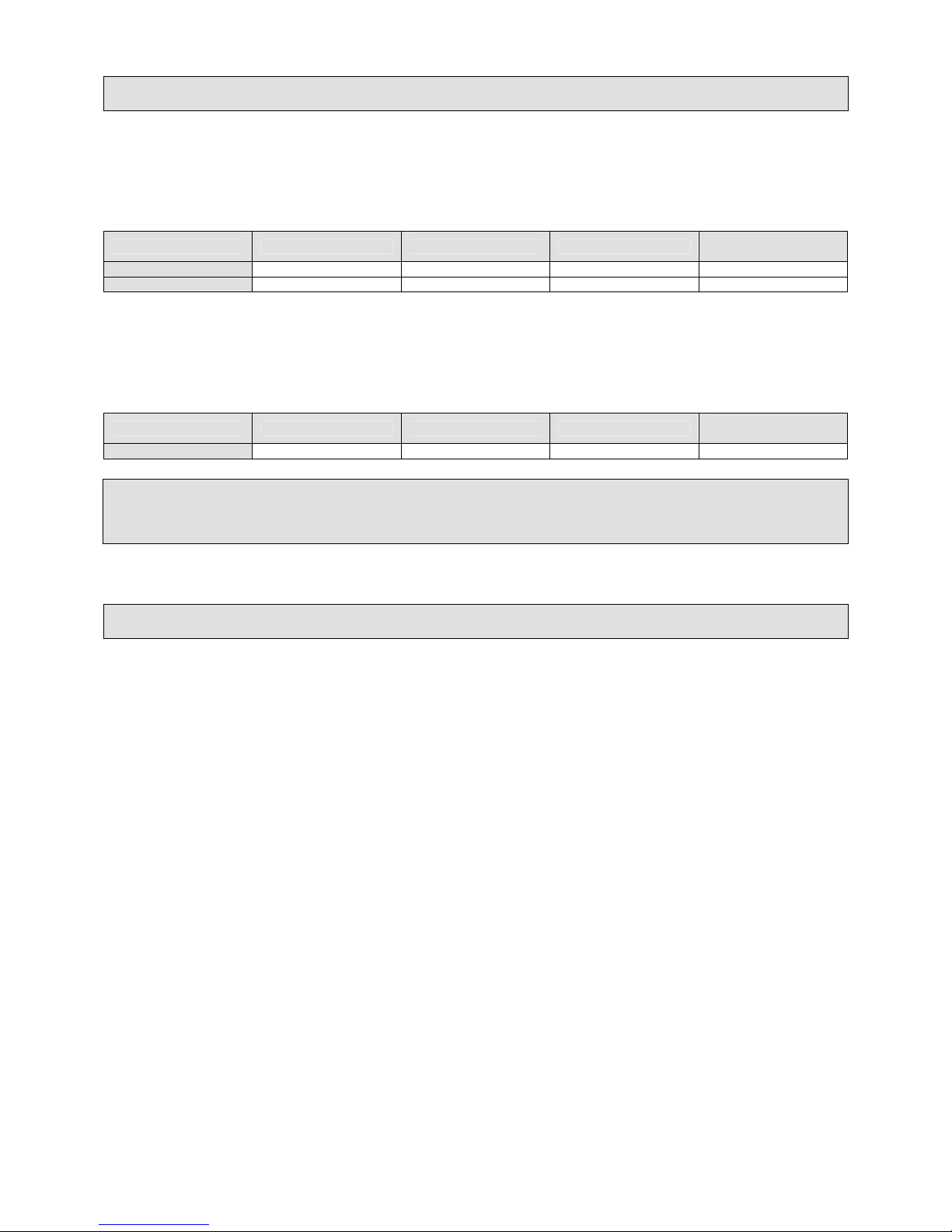
3.2 Media Loading
Cabinets With Reclaimers:
Step 1: With the cabinet switch OFF,
load media through the reclaimer
Glass Beads Aluminum Oxide Steel Shot or Grit
Suction 10 lb. 15 lb. 25 lb. 5 lb.
Pressure 75 lb. 100 lb. 200 lb. 30 lb.
Cabinets Without Reclaimers:
Step 1: With the cabinet switch ON,
load media through the cabinet door.
Glass Beads Aluminum Oxide Steel Shot or Grit
Suction 75 lb. 100 lb. 200 lb. 30 lb.
IMPORTANT
Be careful not to overfill pressure systems. Overfilling will cause malfunction
and premature wear. See Subsection 4.1 Daily Maintenance.
access door. Total capacity for each
media and system is shown below:
Walnut Shells or
Plastic
Total capacity for each media is shown
below:
Walnut Shells or
Plastic
3.3 Pneumatic Controls
The Pro-Finish
pneumatic control circuit to protect
workers, workers environment, and
activate the blast.
Step 1: Turning the system ON/OFF
Switch to ON, energizes the interlock
Solenoid valve, permits air to enter the
control air line to the foot treadle,
illuminates cabinet lights and start the
fan motor.
Step 2: The operator steps on the foot
treadle opening a three way control air
valve. Air enters the door interlock
supply tubing continuing to the door
air jets. If the part load/unload doors
are closed, latched, and door air jets
are sealed, the control air lines
pressurize and open the main blast air
valve (and the pressure systems
exhaust valve to close). The opening of
the main air valve starts the blast.
®
system uses a patented
Step 3: When the operator removes his
foot from the foot treadle, the three way
air valve close, shutting off air to the
controls, and exhausting all down
stream air. The control air line
pressure bleeds from the door interlock
supply tubing, main blast air valve (and
the pressure system exhaust valve).
This permits the main blast air valve to
close (and the pressure system exhaust
valve to open) stopping the blast.
Step 4: When a part load/unload door
is opened, the pad covering the door
interlock air jet is unseated. When the
foot treadle is pressed with a door open,
control air bleeds from the door air jet
opening, preventing the control circuit
from pressurizing. The main blast air
valve will not open, and blasting will
not occur.
Page 15
Page 16
Empire Abrasive Equipment Company
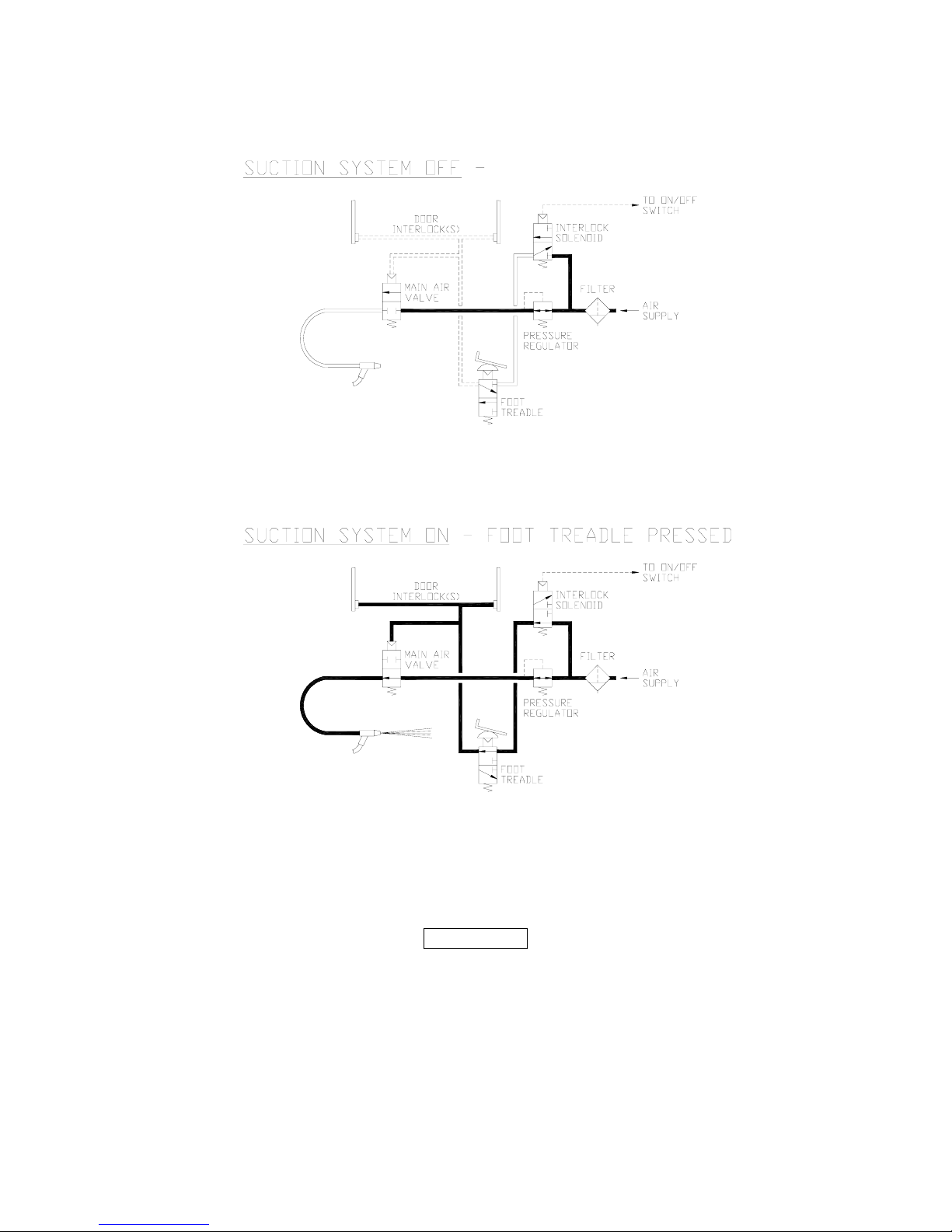
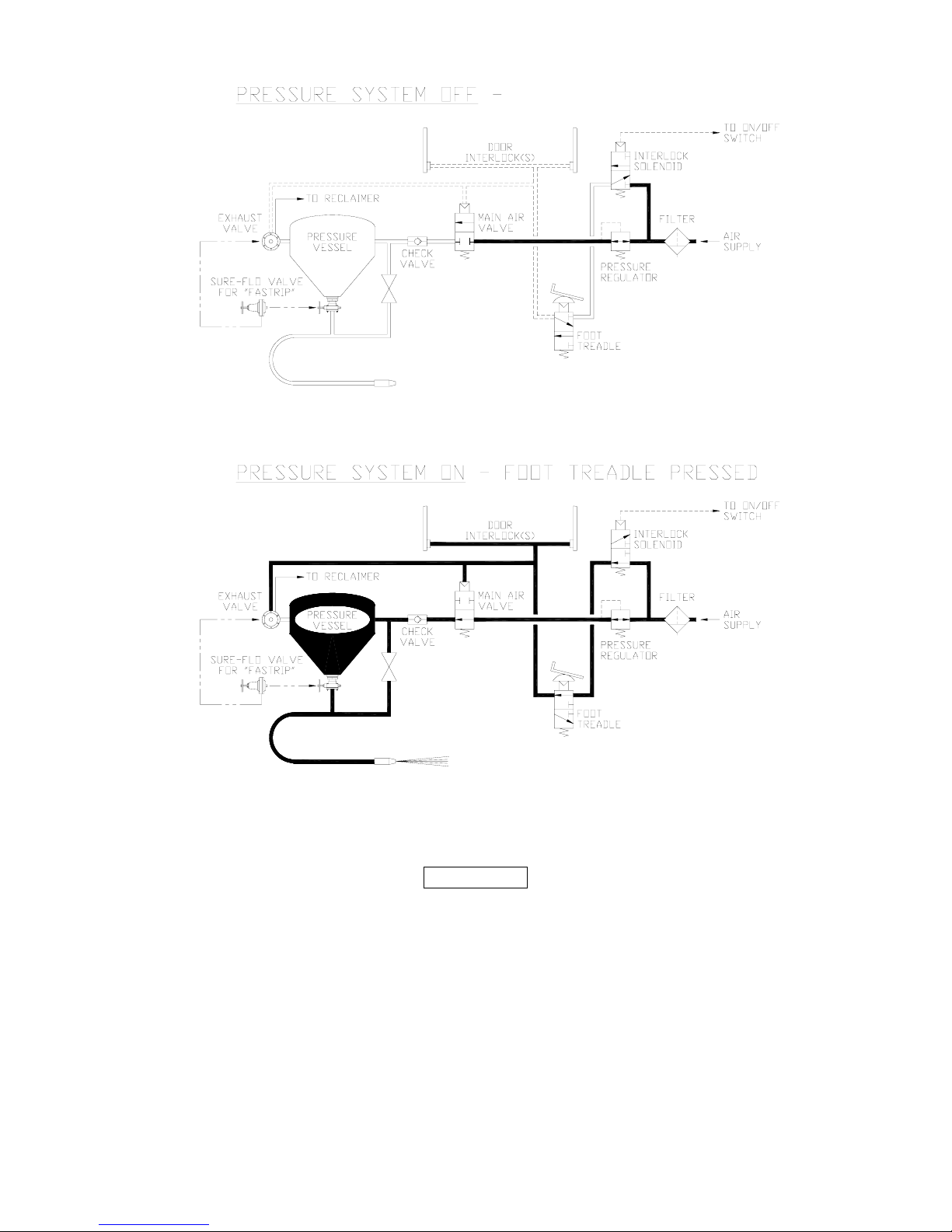
The following schematic diagrams illustrate the pneumatic control circuits for suction
systems (Figure 12A) and pressure systems (Figures 12B). For each system type, the
cabinets are shown in blasting and non-blasting modes (shaded pipe is pressurized).
Figure 12A.
Page 16
Page 17
Empire Abrasive Equipment Company
Figure 12B.
Page 17
Page 18
Empire Abrasive Equipment Company
3.4 Equipment Start-up
Step 1: After checking that all pipe and
hose connections are tightly fastened,
turn on the plant compressed air and
open the (user furnished) manual (ball)
valve(s) controlling air flow to the
system.
Step 2: Turn the cabinet power switch
ON.
Step 3: Place parts to be blast-treated
in the cabinet. The parts must be free
of oil, grease, and moisture.
Suction Blast Pressure Blast
Glass Beads 30-60 PSI 20-60 PSI
Aluminum Oxide 30-100 PSI 20-80 PSI
Steel shot or grit 80-100 PSI 20-80 PSI
Walnut shells or plastic 20-100 PSI 20-80 PSI
Step 7: Hold the gun or nozzle at a
distance that produces the fastest
action. This distance may vary from 3
to 18 inches, depending on the work
piece and the desired finish. Avoid
pumping the foot treadle, as this will
decrease your efficiency and cause
premature wear of components.
Step 4: Close the cabinet door(s).
Step 5: Set the blast air pressure
regulator at the desired pressure.
Recommended operating pressure
ranges for various media are listed in
the table below. Do not exceed 125 PSI
blast pressure.
Step 6: Grip the suction gun or
pressure nozzle assembly firmly and
step on the foot treadle. After a few
seconds the abrasive flow will stabilize
and you will be ready for blasting.
The size of the effective blasting pattern
varies with the type and length of the
nozzle, air pressure, and the nature of
the work piece. Use the following chart
and diagram as a guide, but be aware
that the approximate pattern diameters
can only be determined by considering
each case individually.
Page 18
Page 19

Empire Abrasive Equipment Company
Blast Pattern Diameter at Distance Listed
Nozzle ID A B C
¼ ¾ 1 ¼ *
Suction Blast
5/16 1 1 ½ *
7/16 1 1/8 1 ¾ *
1/8 ¾ 1 ¼ 2 ¼
Pressure Blast
3/16 1 1 ½ 2 3/8
¼ 1 1/8 1 ¾ 2 1/2
Suction Blast at a distance of greater than 12” is usually not effective.
3.5 Equipment Shut-down
Step 1: Turn cabinet power switch
OFF.
Step 2: Shut off the plant air supply.
Page 19
Page 20

Empire Abrasive Equipment Company
3.6 Equipment Adjustments
Ventilation Flow Reclaimer Adjustment (for systems with reclaimers):
®
All Pro-Finish
adjusted to control the average size of
media retained by the reclaimer. The
reclaimer is supplied with a “tune-able”
secondary air adjustment. When the
band is properly adjusted reusable
media will be returned to the media
storage hopper. Unwanted dust and
broken down media (fines) will be
removed from the system and conveyed
to the dust collector. See Figure 5
Empire’s reclaimer design has vertical
slots with a solid tuning band. The
original Pro-Finish
horizontal slots in both the reclaimer
and tuning band.
Fine tuning adjustments of both
reclaimers are similar. Just remember
to move the band in the direction of the
reclaimer slots; horizontal slots rotate
the band, vertical slots slide band up or
down.
The tuning band is joined at both ends
by a bolt and wing nut that must be
loosened before the band can be
adjusted. The slot pattern around the
reclaimer body has one slot omitted.
The joined ends of the tuning band
must be located over the area of the
omitted slot.
Dust collectors require a coating of
dust on the filter cartridges to
achieve maximum filter efficiency,
also known as “seasoning”. The
filters are seasoned when the static
pressure reading on the collector
gauge is 2 or greater.
Step 1: Start with no reclaimer slots
visible. Adjust the band in one
direction until 1/16” of opening is
created between the band and
reclaimer slots.
reclaimers can be
®
reclaimers have
NOTE
HELPFUL HINT
Place a reference pencil mark on
reclaimer body (and a corresponding
reference mark on the tuning band if
horizontal slots).
Step 2: Operate the blast system for at
least one hour.
Step 3: Turn the cabinet power switch
OFF.
Step 4: Inspect the dust collector waste
drum for reusable media.
Step 5: If no media is found in the
waste, adjust the tuning band to expose
1/16” more reclaimer body slot area.
Step 6: Make a new reference mark on
the reclaimer body.
Step 7:
Repeat Steps 2 through 7 until a
small amount of media is found in the dust
collector waste. Adjustment is complete.
NOTE
As a new system is used, the filters
become coated with dust, “seasoned”
and the airflow in the recovery
system will decease to the normal
operating rate. This will affect
previous reclaimer tuning band
adjustments.
If visibility becomes poor inside the
cabinet when blasting, there is too
much dust mixed with the blast media.
The reclaimer tuning band should be
re-adjusted. Follow Step 2 though 7.
NOTE
For systems with large quantities of
dust mixed with blast media, all dust
and media should be removed from
the system and new media installed.
Page 20
Page 21

Step 8: If more than a small amount of
media is found in the dust collector
waste, additional reclaimer tuning band
adjustment may be required. Follow
Steps 9 through 13.
Step 9: Adjust the tuning band back to
the previous reference mark on the
reclaimer body, reducing the opening
between the reclaimer and the band.
Step 10: After operating the blast
Step 11: If no media is found in the
waste, adjust the tuning band to expose
1/16” less reclaimer body slot area.
Step 12: Make a new reference mark
on the reclaimer body.
Step 13: Repeat Steps 8 through 13
until a small amount of media is found
in the dust collector waste. Adjustment
is complete.
system for at least one (1) hour, turn
the cabinet power switch OFF. Inspect
the dust drum waste for reusable
media.
The schematic diagrams in Figure 13 illustrate:
(1) the basic operation of the system.
(2) the air and media flow before and after blasting.
Figure 13. Operating Principles
Page 22

Empire Abrasive Equipment Company
IMPORTANT
An insufficient volume of secondary air entering the reclaimer will cause dust to
accumulate with the “good” media in the storage hopper or pressure vessel.
This accumulation leads to inefficient blasting. Conversely, too much secondary
air will cause useful media to be carried to the dust collector and be wasted.
To avoid these conditions, adjust the tuning band to meet your specific blasting
requirements. When your system is new, it will be necessary to readjust the
tuning band periodically until the filters are “seasoned”.
WARNINGS
Explosive Dust: Explosive dust is generated from blast media, removed coatings
and substrates. An extreme concentration of dust may combust if ignited by
spark or flame. As a precaution, clean the system and empty the dust collector
often. Change media that has excessive dust concentration.
Emptying the Dust Collector: Always wear an appropriate dust mask when
emptying the dust collector and changing filters. Empty the dust collector daily.
Ventilation Flow Adjustment Systems Without Reclaimers:
For these systems, ventilation air is
drawn directly from the cabinet. The
slide gate on the cabinet ventilation
outlet should be adjusted to give the
maximum flow of ventilation air without
carrying good media from the cabinet.
The proper adjustment of the gate can
be found through trial and error. Fine
media cannot be used in systems of
this type without having some of it
carried over to the dust collector or bag.
NOTE
If your media requirements change, you can easily add a reclaimer to your ProFinish® system.
Media Flow (Suction Systems):
®
Pro-Finish
equipped with the SAR-2 media
regulator to control the flow of media to
the Suction Blast Gun. The regulator is
located at the bottom of the Storage
Hopper assembly.
The amount of media entering the hose
is controlled by how far the media hose
is inserted into the regulator. For
normal operation, approximately ½ of
the air inlet port is blocked by the
media hose. This may vary slightly
suction blast systems are
when changing media size nozzle size,
and/or blast pressure.
To find a uniform media flow, loosen
the thumbscrew and slide the media
hose into the SAR-2 regulator to
increase and withdraw the hose to
decrease media flow at the nozzle. To
determine if media is flowing, look
through the media regulator air inlet
while the gun is operating. Listen for
the sound of the blast to be smooth and
constant.
Page 22
Page 23

Empire Abrasive Equipment Company
Media Flow (Pressure Systems):
Pro-Finish
supplied with the patented Sure-Flo®
grit valve. Adjust the media flow
through this valve by turning the Thandle. Start with the valve fully
closed by turning the T-handle
®
pressure cabinets are
clockwise until you notice resistance.
Then turn the T-handle counterclockwise in 1/4 turn or 1/8 turn
increments until you observe the
desired flow.
clockwise until you notice resistance.
3.7 Helpful Hints for More Efficient Blasting
The efficiency of your blasting operation
depends on four factors:
1) Equipment selection
2) Media selection
3) Operating procedures
4) Maintenance
With the help of your Empire
Distributor and/or Empire factory
representative, you now own equipment
that will properly meet your blasting
requirements.
You can select the proper media,
operating procedures, and maintenance
steps by following the recommendations
in this manual. If you need more
information about any aspect of your
machine’s operation or the blasting
process, contact your local distributor
or the factory.
The following measures will also help
you improve the efficiency of your
blasting operation:
Step 1: To accomplish more in less
time, use the largest nozzle practical for
your operation. Of course, nozzle
diameter may be limited by the amount
of compressed air available, but an
increased volume of compressed air is
often justified by reduced labor costs.
Also, if you are blasting small parts, it
doesn’t make sense to use a big nozzle,
as most of the blast pattern will be
overspray.
Step 2: For faster cleaning, use the
highest pressure practical for your
operation. Maximum pressure for a
given operation is limited by type of
media (e.g. glass beads can break down
rapidly above a certain pressure) and
amount of material which must be
removed from the workpiece.
Step 3: If you are blasting small parts,
it may be more efficient to manipulate
the part with tow hands and use an
optional fixed nozzle holder.
Step 4: Never underestimate the
importance of clean, dry air. More
operational problems are traceable to
the lack of clean dry air than any other
single factor. If the supply air is not
clean and dry, media quickly becomes
contaminated, causing flow problems,
which wastes media and leads to
excessive operator downtime.
Page 23
Page 24

Empire Abrasive Equipment Company
4.0 Maintenance
4.1 Daily Maintenance
Step 1: Check the condition of the media.
If the media is contaminated or broken
down into dust, thoroughly clean the
inside of the cabinet and recovery system
and reload with new media.
Step 2: Adjust the reclaimer tuning band
if you observe a dusty condition. See
section 3.6 Equipment Adjustments.
Step 3: Clean the filter bag or shake the
dust collector bags after every 2-4 hours
of operation.
A. For a single dust bag, remove the
bottom bag clip and shake the
accumulated dust through the bag
bottom into an appropriate
container.
B. For systems equipped with a
(baghouse) dust collectors, turn off
the cabinet power switch and
remove the dust from the bags by
pressing the bag-shake button 15
to 20 times.
C. Cartridge collector (CDC), empty
the dust drum when 2/3 full.
Dispose of the waste properly.
Step 4: Check light bulbs and gloves
Step 5: Remove debris from the
reclaimer screen.
Step 6: Open the manual drain on the
general-purpose filter in the cabinet
pipe string and drain any accumulated
moisture and oil. Close the drain.
Step 7: Check the media level. For
optimal operation, the media level
should not drop below one-half the
recommended capacity.
A. The media level in suction can
be observed in the media storage
hopper.
C. The media level in pressure
systems can be observed by
looking through the sight glasses
or the reclaimer door down into
the top of the vessel. When the
vessel is de-pressurized, the
sealing plunger must be visible.
Add media until just visible at
the sealing plunger.
Step 8: All quick coupling connections
must be equipped with safety pins.
Inspect all couplings and blast hoses
daily for splits, bubbles, soft spots, etc.
Screws should be flush with coupling
surfaces. Tighten screws, if necessary.
Page 24
Page 25

Empire Abrasive Equipment Company
The following drawings show media flow through a typical pressure system and are
provided to help you understand how to maintain the media at the proper level.
Pictured at right is a fully charged system
with the vessel depressurized (no
blasting). Note that the media fills the
pressure vessel but that there is not
media in the storage hopper.
Before Blasting
When blasting starts, the vessel
pressurizes, the media impacts the part
being blasted, and reusable media is
hopper will transfer into the pressure
vessel.
recovered and accumulates in the
storage hopper. Continuous blasting
time is limited by the type and amount
of abrasive in the in the vessel when
blasting starts (normally 8 to 15
minutes with a fully charged 1 cubic
foot vessel, depending on nozzle size
and blast air pressure). Each time the
operator stops blasting, the vessel depressurizes and the sealing plunger
drops. Media in the storage hopper
flows into the vessel. If blasting is
stopped long enough (usually 1-2
minutes), all media in the storage
During Blasting
Page 25
Page 26

Empire Abrasive Equipment Company
Thus, you can determine the amount of
media in the vessel in either of two
ways: (1) note how much continuous
blast time you can achieve with a fully
charged vessel and compare this with
your current continuous blast time; or
(2) stop blasting, open the reclaimer
door, and visually determine the media
level by looking into the top of the
vessel.
Overfilling pressure vessels will cause
improper operation and premature
wear. Allow sufficient time after
blasting for the pressure vessel to refill
(2 minutes). When the pressure vessel
is filled, check to see if any media has
remained in the storage hopper,
indicating that the vessel is overfilled,
the sealing plunger may not seat tightly
when you start blasting.
See Section 4.3 Storage or Temporary
Non-Use for instructions on how to
empty the pressure vessel.
Refer to Section 3.2 Media Loading for
instructions to add media.
After Blasting
Pressure Vessel Overfilled
Page 26
Page 27

Empire Abrasive Equipment Company
4.2 Weekly Maintenance
Step 1: Repeat the daily maintenance
procedures.
Step 2: Inspect all media-carrying
hoses for wear by feeling along the
length of the hose for soft spots. Hoses
with soft spots should be replaced.
Step 3: Check the nozzle for wear.
When the nozzle is worn 1/8” oversize,
replace it. A drill bit can be inserted
into the nozzle to check its size.
Step 4: On suction systems, check the
air jet for wear.
Step 5: Loosen the set screw in the side
of the gun body and remove the air jet.
See Figure 14.
Step 6: If the air jet shows wear, rotate
it 90° and reinsert it into the gun.
Step 7: Re-tighten the set screw.
IMPORTANT
If an air jet is allowed to wear
completely through, it will cause
premature wear of the gun body and
nozzle.
Step 8: Check the nozzle adapter and
gun body for wear. Replace if
necessary.
Step 9: Check the window gaskets for
leaks. Replace if necessary.
Step 10: Check your spare parts
inventory. Ensure that you have an
adequate supply of replacement items.
Figure 14. Air Jet
Page 27
Page 28

Empire Abrasive Equipment Company
4.3 Storage or Temporary Non-Use
If your Pro-Finish® system will not be
used for several days (or more), follow
these steps to remove media and
prevent media from caking inside the
system:
Step 1:
• Suction systems:
Empty media from the cabinet and
storage hopper. To remove the media
from the storage hopper: remove the
rubber plug from the bottom of the
SAR-2 regulator.
• For pressure systems:
A) Reduce blast pressure to 40 PSI.
B) Close the choke (ball) valve on
the pressure vessel pipe string.
(see Figure 15).
Remove the blast nozzle and washer
from the blast hose.
C) Pressurize the vessel as if to
blast.
These steps will cause the media to flow
from the open end of the blast hose in a
controlled manner. The media can now
be directed into a suitable container or
receptacle.
After the pressure vessel is empty:
D) Open the choke valve.
E) Replace the nozzle washer and
nozzle.
F) Return the blast pressure setting
to normal.
Step 2: Drain the general purpose
filter. Close the drain valve.
Figure 15. Closed Choke Valve
Page 28
Page 29

Empire Abrasive Equipment Company
5.0 Troubleshooting
5.1 Troubleshooting Chart
Trouble Probable Cause Remedy
1. Good media
carried to dust
collector.
New bags. Continue use until bag “cake” forms
Systems with reclaimers:
tuning band is open too
far.
Insufficient media in
suction hopper allows
secondary air to enter.
Systems without
reclaimers: slide gate is
open too far.
Media too fine. Use more coarse media.
(approximately eight hours of
operation).
Adjust tuning band.
Add media to recommended media
level.
Adjust slide gate.
2. Media escaping
to the work area
from dust collector.
3. Poor visibility
during blasting.
Pressure systems: Worn
Replace plunger and/or sealing ring.
plunger or sealing ring
leaking air into reclaimer.
Hole in dust bag(s)or loose
bag(s).
Reclaimer not adjusted
properly.
Replace leaking bag(s)or refasten
bag(s).
Adjust reclaimer air inlet settings
See 3.6 Equipment Adjustments
Clogged dust bag(s). Shake dust bag or dust collector bags.
“Blinded” filters (reduced
air flow due to age of bag).
Over a period of years dust may
penetrate the dust bag to the extent
that normal air flow is restricted even
when bags are shaken regularly.
When this condition is reached,
replace the filters.
Fan rotation backwards. Reverse the fan rotation.
Media has high dust
content.
Replace media and adjust reclaimer
tuning band.
Recovery hose blocked. Remove hose, inspect and remove
obstruction.
Cabinet air inlet plugged. Blow filter clean with air line.
Dust collector door leaks
air.
Blast nozzle or air jet too
large.
Tighten door, replace gasket if
necessary.
Replace worn nozzle with
recommended size: maximum ¼”
diameter pressure, maximum 7/32”
air jet for suction.
Page 29
Page 30

Trouble Probable Cause Remedy
3. Poor visibility
during blasting
(continued).
4. No air or media
flow from nozzle.
5. Poor production
rate.
6. Static charge
build-up and
discharge annoys
the operator.
7. Blast air flow,
but intermittent or
no media flow.
Empire Abrasive Equipment Company
Operating air pressure too
high.
Compressed air line shut
Decrease pressure to within
recommended range.
Open all air valves from compressor.
off.
Cabinet Doors not tightly
closed.
Close cabinet doors sealing door
interlock.
Regulator adjusted to zero. Adjust regulator.
Nozzle clogged. Disassemble and clean nozzle.
Door interlock air hose
leaking.
Replace hose (if problem continues
see 5.2 Troubleshooting Pneumatic
Control Circuit).
Low blast air pressure. Increase pressure within the specified
range.
Nozzle too small (the
smaller the nozzle, the
smaller the blast pattern).
Install a larger nozzle (and air jet on
suction systems) to accommodate
your production needs.
Improper media. See 3.1 Media Selection and Use.
Improper media flow. See 3.6 Equipment Adjustments.
Low media level. Add media to maintain recommended
level.
Parts to be blasted are oily
or wet.
Parts to be processed must be
absolutely dry and free of oil, grease,
etc.
Media has high dust
content (Blast media
breaks down and must be
replaced on a regular
Remove old media from system and
replace with new. Adjust reclaimer
tuning band. See 3.6 Equipment
Adjustments.
basis).
Low quality blast hose
(poor conductor of static
charge).
Replace blast hose with one of high
quality. Static charges are created
and build up by the air and media
moving at high velocity through the
blast hose.
System grounded
Earth ground the system.
improperly.
Part insulated, resting on
rubber mat.
Low compressed air and
ambient humidity.
Place part on metal surface, i.e.
cabinet floor or turntable top.
Install Empire Anti Static Strap, part
510411.
Blast air pressure too low. Adjust and maintain pressure within
recommended range.
Clogged nozzle. Disassemble and clean nozzle.
Damp media (If media
stays formed in a ball after
squeezed in the palm of
the hand, it is too damp to
Remove damp media from system and
replace with new, dry media. Check
compressed air supply filters. Do not
blast wet or oily parts.
flow properly).
Page 30
Page 31

Trouble Probable Cause Remedy
j
7. Blast air flow,
but intermittent or
no media flow
(continued).
Empire Abrasive Equipment Company
Suction System:
Improper air jet nozzle
combination.
Nozzle orifice size must be twice the
air jet orifice size 1/8”diameter air jet
requires minimum ¼” diameter
nozzle.
Suction System:
Media hose improperly
installed.
ust media hose in media regulator.
Ad
Check media hose at entry to the
suction gun body, hose clamp nut, o-
ring, and hose must create an air
tight seal
Suction System:
Clogged media hose.
Remove media hose from media
regulator at the bottom to the media
storage hopper, bring that end of the
hose through an open door and into
the cabinet. Remove the nozzle from
the suction gun, insert the blow-off
gun nozzle in the open end of the
media hose, and blow accumulated
media and/or debris out through the
suction gun.
Pressure System:
Adjust media regulator.
Sure-Flo media regulator
closed.
Pressure System:
Leaking sealing plunger
Check for compressed air leaks and
repair.
and/or exhaust valve
Pressure System:
Sure-Flo media regulator
obstructed.
Open Sure-Flo media regulator to full
open, close the choke valve, remove
blast nozzle, set blast pressure at 70-
80 PSIG and attempt to blast. All air
will be forced through the media
regulator clearing the obstruction. If
media flow problems persist, shut off
and lock out compressed air supply,
disassemble media regulator and
clear obstruction.
Page 31
Page 32

Empire Abrasive Equipment Company
5.2 Troubleshooting the Pneumatic Control Circuit
Hand Tools Required:
The following tools are required to
troubleshoot the pneumatic control
circuit:
• Pressure tester (P/N 140382)
• 7/16” open end wrench
• Flat-blade screwdriver
Step-by-Step Procedures:
Refer to the control circuit schematics
shown in Figure 7 and the
troubleshooting procedures listed on
the pages following the figures.
Figure 11. Pneumatic Circuit - Suction
Figure 12. Pneumatic Circuit - Pressure
Page 32
Page 33

Empire Abrasive Equipment Company
Problem: Lights and blower work, but blast will not activate.
Step 1: Verify that the main air supply
is on and that the cabinet is receiving
air blast and regulator is set at proper
pressure. Check for obvious control air
leaks:
• Are the doors tightly closed?
• Are the door air jet seals in good
condition?
With the main switch ON and foot
treadle pressed, listen for air leaks.
Repair any air leaks that you find.
Step 2: Turn the cabinet switch ON
and OFF.
If you hear a slight air hiss when the
switch is turned OFF, proceed to Step3.
If you do not hear an air hiss, the
absence of the blast could be the result
of either of the following (Refer to Figure
11 or Figure 12, as appropriate for your
system):
A. There is a leak between A and
the foot treadle valve C. Check
for leaks in the tubing between A
and the interlock solenoid B.
Disconnect electrical power to
the cabinet.
Remove the Empire nameplate to
verify that tubing ends are firmly
connected.
Check for air leaks between B
and C.
B. The interlock solenoid B is faulty.
If no air leaks are found using
the procedure outlined in Step
2A, replace the interlock
solenoid.
Step 3: With the power switch ON, step
on and off the foot treadle several
times. You should hear a slight hiss of
air at the foot treadle when you release
it.
If you hear the hiss, the blast, problem
is being caused either by:
• a tubing leak, or
• a faulty main air valve or
pressure system exhaust valve
If you do not hear an air hiss, the
absence of the blast is being caused by
one of the following:
A. The foot treadle tab does not fully
press the foot treadle valve. To
verify this condition, remove the
treadle by taking out the bolt at
each end.
With the cabinet switch ON,
manually press the foot treadle
valve plunger.
If the blast is activated, you can
correct the problem by adjusting
the foot treadle tab, as follows:
• Loosen the two screws on
top of the foot treadle.
Slide the tab forward so
•
that it fully contacts the
foot treadle plunger.
B. The foot treadle is faulty. To
assess the condition of the foot
treadle, remove the air line D
downstream of the foot treadle.
If no air escapes when the foot
treadle valve is manually
pressed, the valve is faulty and
should be replaced.
Page 33
Page 34

Empire Abrasive Equipment Company
C. There is an air leak downstream
from the foot treadle valve. If
neither Step 3A nor Step 3B
reactivate the blast, disconnect
the tubing at D and connect a
test gauge to the tubing.
Manually press the foot treadle
valve.
If the gauge does NOT read full line
pressure when the foot treadle is
pressed, either the tubing upstream
of the door interlock or the foot
treadle valve is faulty and must be
repaired or replaced.
If the gauge reads full line pressure
when the foot treadle valve is
pressed, the problem is a leak
downstream from (in either the door
interlock D or control tubing).
Step 4 describes the procedure to correct a
line leak.
Step 4: To repair a leak in the tubing
downstream from the foot treadle, proceed
as follows:
Connect a pressure test gauge to the
tubing at E.
With the switch ON, press the foot treadle.
If the test gauge indicates full pressure
when the foot treadle is pressed, but the
blast is not activated, the main air valve is
faulty and must be replaced.
If the test gauge does not indicate full
pressure, the problem is being caused by a
leak between D and E at the door interlock.
Check the tubing for leaks. For pressure
systems, perform Step 5, as necessary.
Step 5: (Pressure systems only) To
determine if the exhaust valve or the
exhaust valve control line (E to F) is
leaking, proceed as follows:
If the control tubing between E and F is
intact and has no leaks, connect the test
gauge to the tubing at F.
If the blast activates when the foot treadle
is pressed, the problem is a leaking
exhaust valve or a ruptured diaphragm in
the exhaust valve. Repair or replace the
exhaust valve.
Page 34
Page 35

Empire Abrasive Equipment Company
Problem: Excessive delay between stepping on the foot treadle and blast
activation.
(This delay should be between ½ and 1 second for suction systems and 1 to 2 seconds
for pressure systems.)
Remove the tubing at E and connect a test
gauge to the tubing.
With the cabinet switch ON, press the foot
treadle.
If the gauge pressurizes slowly to full line
pressure, the problem is restricted flow.
This condition could be caused by either A
or B below:
A. The foot treadle tab does not fully
press the foot treadle valve plunger.
To verify this condition, remove the
treadle by taking out the bolt at
each end.
With the cabinet switch ON,
manually press the foot treadle
valve plunger.
If the blast activates in normal time,
you can correct the problem by
adjusting the foot treadle tab as
follows:
• Loosen the two screws on top of
the foot treadle.
• Slide the tab forward so that it
fully contacts the foot treadle
plunger.
B. The control air line is kinked or
crimped. Check the condition of the
control air lines.
If the test gauge pressurizes to a
pressure significantly lower than
full line pressure, there is a leak
in the control circuit. Proceed as
follows:
Trace leaks by moving the test
gauge upstream until full
pressure is observed. Check D
and E.
Full pressure at D indicates
leaking door interlocks.
Low pressure at D indicates a
leak between:
D and C, or
C and B, or
B and A.
On pressure systems only:
• If the test gauge at F
pressurizes rapidly to full line
pressure, the exhaust valve
has a leak or a ruptured
diaphragm.
Page 35
Page 36

Empire Abrasive Equipment Company
6.0 Recommended Spare Parts
The following chart lists the parts you should maintain in inventory to ensure
®
continuous operation of your Pro-Finish
Qty Part No. Description Pressure Suction
1
1
2 532701 Floodlights X X
20’ 524441 Door gasket X X
1 290182 Exhaust valve X
25’ 520792 ½” blast hose X
10 520802 5/8” blast hose X
10 524052
10 524101 QC washer X
1 517221 Foot treadle valve X X
2 pair 509891 Rubber gloves X X
1 524451 Window gasket X X
1 510401 Window safety glass X X
1 519001 Interlock solenoid X X
2
1 523942 Sealing ring X
1 510431 Plunger, for 1 cu. ft. pressure vessel X
1
1 753551 MH-2 Gun Body X
2
6’ 520822 Exhaust hose X
2 520252 Tubing fittings X
1 523592 Sure-Flo metering tube, ¾” X
501331
501341
401351
501272
501282
501292
515521
515525
522351
516101
505651
505661
505671
505691
¼” Di-carb nozzle (suction) or
5/16” Di-carb nozzle (suction) or
7/16” Di-carb nozzle (suction)
1/8” Di-carb nozzle (pressure) or
3/16” Di-carb nozzle (pressure) or
¼” Di-carb nozzle (pressure)
NW-5 nozzle washer for ceramic
nozzles
Filter/Bag for DCM Collectors or
Filter/Cartridge for CDC Collectors
4 x 8 return hose or
6 x 11 Recovery hose
3/32” air jet or
1/8” air jet or
5/32” air jet or
7/32” air jet
system.
X
X
X
X X
X X
X
Page 36
Page 37

Empire Abrasive Equipment Company
7.0 Options and Accessories
A variety of standard accessories are
®
available for any Pro-Finish
system.
These accessories can be either factory
installed or customer installed with a
minimum of cabinet modification.
Category Options Description
1. Optional Electricals 220-240/50/1
2. Turntables - Stationary
or Tracks
3. Fine-Tuning Controls Pressure blast systems incorporating Empire’s automatic Sure-Flo
4. Fine-Tuning with Choke In applications where media is changed frequently, or where
5. Fixed-Orifice Media
Regulator
6. Low Media-Level Sensor
and Indicator (Factory
Installed Option)
7. Harsh Media and
Extended Wear
Components
8. Fixed Gun (or Nozzle)
Holder
208/60/3
220-240/60/3
380/50/3
440-480/60/3
550-600/60/3
Available with Manual, turntables facilitate the handling of heavy
In applications such as shot peening, in which very precise
The low media-level sensor and indicator warns the operator when
Empire’s extended wear components increase service life in an
Inlet wear plate An easily replaceable inlet wear plate protects the most vulnerable
Reclaimer
urethane coating
Reclaimer UltraWear lining
Di-Carb®
(tungsten carbide)
nozzles
Boron carbide
Nozzles
Rubber curtains Cabinet life is increased with the use of rubber curtains. Free-
Window
protectors
Matting To pad parts and prolong the life of steel support surfaces, mats
Suction blast systems
Voltage/Frequency/Phase of power available.
parts. The turntable dolly travels on a track, or is fixed inside the
cabinet. Most stationary designs feature a low profile that provides
operators with easy “over-the-top” access and does not waste
interior cabinet space. Turntable size 24” diameter with standard
capacities ranging from 300 to 1000 pounds.
media regulator, allow the operator to adjust the richness of the
air-to-media mixture from the workstation at the front of the
cabinet. As a result, dialing in the optimum air-to-media ratio for
a particular job is greatly simplified. To further assist the operator,
an indicator gauge displays relative media richness.
contamination can cause periodic clogging of the media regulator,
a push-button choke is available with fine tuning.
metering of media is required, a fixed-orifice media regulator is
attached below the Sure-Flo media regulator.
the media supply in the pressure vessel is low. The
indicator/sensor consists of an electronic probe in the vessel that
activates a signal light mounted on the front of the cabinet.
aggressive or high-use environment. These components are
normally very cost-effective because they reduce downtime, repair
interval, and maintenance costs. Extended wear components are
sold individually so you can tailor features to your application
needs and budget
area of the reclaimer.
The urethane coating extends the service life of interior wear
surfaces by five times.
The Ultra-Wear lining increases normal service life by a factor of
ten.
Di-Carb nozzles are for use with steel abrasives and glass beads.
Boron carbide nozzles are for use with aluminum oxide, silicon
carbide, and garnet media.
hanging curtains are made of black 1/8” neoprene and held in
place with rubber knobs for easy replacement. These curtains
actually last longer than steel. White curtains are available to
brighten the cabinet interior, and it doesn’t degrade with use, as
does white paint on steel.
Window protectors can be provided in clear plastic or as a
perforated screen to reduce frosting and pitting of the cabinet
window.
are offered for turntable tops and cabinet floors.
The fixed gun holder is adjustable to position any gun in any
orientation so the operator can use both hands to manipulate work
pieces in the blast stream.
Pressure blast systems
If your production requirements change,
you can add the options you need to
update your system.
Page 37
Page 38

Empire Abrasive Equipment Company
Category Options Description
9. Fine Media Kits Vibrating screen
10. Magnetic Reclaim
Separator
11. Dust Collector Option
NOTE: For more
information about
options, contact your
Empire distributor or
the factory.
and (for pressure
systems only)
aerated media
regulator
Magnetic reclaim separator reduces possible damage to delicate
Photohelic
Controlled pulse
jet cleaning
The fixed nozzle holder, which bolts anywhere on the cabinet wall,
can be adjusted to position the nozzle in any orientation, leaving
both of the operator’s hands free to manipulate work pieces.
A vibrating screen in the reclaimer (plus an aerated media
regulator for pressure systems) overcome flow problems associated
with very find abrasives (200 to 300 mesh range), lightweight blast
media (plastics, walnut shells, etc.), and high humidity.
substrates by removing steel and other ferrous contaminants from
the blast media as it passes through the reclaimer. The separator
consists of an industrial magnet that can be removed through the
reclaimer door for cleaning.
Automatically pulse the filters as required.
Page 38
Page 39

8.0 Pro-Finish® Parts
8.1 Reclaimers
Empire Abrasive Equipment Company
Item
1
2 — — 766741 766751 Removable top
3 — 751501 — — Outlet flange (6")
4 — 524361 — — Gasket, outlet flange (1 required)
5 760721 — — — Door, reclaimer
6 524331 — — — Gasket, reclaimer door
7 524371 — — — Gasket, reclaimer to storage hopper
8 524342 — — — Gasket, tuning band
9 767581 — — — Tuning Band (steel part only)
10 551782 — — — Bolt, 1/4" -20 x 2"
11 552392 — — — Wing nut, 1/4" -20
12 509581 — — — Latch and keeper (requires welding)
13 544122 — — — Plug, 1" NPT (Suction systems only)
14 522611 — — —
15 551842 — — — Bolt, 3/8" -16 x 1" (8 required)
16
17
18 760711 — — — Screen, flat, 5/16"; 13" OD
Additional parts used with Reclaimers
19 — — — Wearplate assembly
All
Sizes
— 140438 — —
— 140439 140440 140441
552542 — — — Nut, 3/8" -16 (1 gun suction systems) 8 required
522762 Lock Washer 3/8
739041 — — — Screen, fine, 11-1/2" OD 8 Mesh
739051 — — — Screen, coarse, 11-1/2" OD 4 Mesh
400
Only
600
Only
900-
1200
Only
Description
Reclaimer Body Assembly with
1 HP 115V/60Hz/1ph blower and bag
Reclaimer Body Assembly
(includes items 1-12)
Exhaust hose assembly for std. 1 cu. ft. pressure vessel (Pressure
system only)
Page 39
Page 40

Empire Abrasive Equipment Company
8.2 Pressure Blast Systems
Parts for Blast Hose Assembly – Standard 1/2”
Item
1 504912 NA-2 Nozzle Adapter
2 505232 NC-1/2 Nozzle Coupling
3
4 505222 QC-1/2 Quick Coupling with washer + screw package item 4,5.6
5 505782 UF-100 Tank Coupling, 1" FPT with AHCW
6 524101 AHCW Coupling Washer (10 pack)
525102 AHCW Coupling Washer (25 pack)
7 523931
8 554242
9 510511 Safety pin
10 564822 Tag, safety, screw/coupling
11 520792 PBH-1/2 Blast Hose (Maximum length: 50')
Part
Number
524041 NW-5 Nozzle Washer, Ceramic nozzles, 5/8" ID (110 pack)
524052 NW-2 Nozzle Washer, Di-Carb/Boron, 1/2" ID (10 pack)
Model
Number
(1" x 13/8")
(#8 x
3/8")
Description
Grommet, blast hose
Screws (4 pack)
Page 40
Page 41

Empire Abrasive Equipment Company
Blast & Air Hoses
Item Bulk
1
2
— 140301 140302 140303 140304 140654 Air hose assembly, 1" ID
520912 — — — — — Air hose, 1" ID
(43") (5') (6') (7') (9') (Air hose length)
— 522551 522541 521672 522561 516281
— 522541 516271 522561 — —
520792 — — — — — Blast hose, 1/2" ID
(7.5') (9') (10') (13') (16') (Blast hose length, std cabinet)
(9') (12') (13') — — (Blast hose length, ERGO)
(Maximum blast hose length: 50’)
2636
Only
3648
3696
Only
4848
Only
6060
60120
Only
7272
Only
Exhaust Hose
Item Part Number Description
3
4 520181 Hose barb, 1" NPT x 1" ID hose (1 each end)
5 520512 Hose clamp, 2" (1 each end)
522611 Exhaust hose (with 1" NPT barb ends), 67" for standard 1 cu. ft. vessel
140691 Exhaust hose (with 1" NPT barb ends), 9 ft. for optional 3 cu. ft. vessel
520822 Exhaust hose (1" ID blast hose) (Maximum length: 50')
Pressure Vessel
Item Part Number Description
6
7
8 760741 Hopper, 1-cubic foot
9 524371 Gasket, reclaimer to hopper)
10 523942 Sealing ring, rubber, 2-1/8" ID
11 510431 Plunger, sealing, PVC coated
12 546072 Plunger guide (1/2" NPT x 3-1/2" nipple)
13 545702 Tee, 1" x 1” x 1/2" NPT
14 517503 Check valve, 1" NPT
15 518492 Ball valve, 1" NPT
16 520581 Hose clamp for 1" ID hose (1 each end)
17 520912 Hose, 1" ID (specify 1.5' for 1 cu. ft.; 3.5' for 3 cu. ft.)
18 545822 Tee, 1" x 2" x 1' NPT
19 546192 Nipple, 1" NPT x close, HD
20
140300 Pressure vessel assembly, 1 cu. ft., Includes shaded items shown.
760811 Pressure vessel only, 1 cu. ft.
504041 Pressure vessel only, 1 cu. ft., with 1" NPT port for level probe
551742 Leveling bolt, 3/8" – 16 x 2", 1 cu. ft. (3 per assembly)
551982 Leveling bolt, 1/2" – 13 x 2-3/4", 3 cu. ft. (3 per assembly)
567332 Label, WARNING “Do not disassemble…”
567312 Label, WARNING “Flange above…”
Description
Blast hose assembly,
1/2" ID (items 16-24)
Blast hose assembly, 1/2" ID,
ERGO
Page 41
Page 42

Empire Abrasive Equipment Company
8.3 Suction Blast Systems
Components
Item
1
2 546332 Nipple, 1-1/4" NPT x 3"
3 544142 Plug, 1-1/4" NPT
4 760441 Outlet adapter, cabinet, 1-1/4"NPT for SAR-2 (no reclaimer)
5 524381 Gasket, cabinet outlet
6 524371 Gasket, reclaimer to hopper (2 required with magnet)
7 520502 Hose clamp, 1/2" air hose (2 per hose)
8 523921 Grommet, air hose, 3/4" x 1-1/16"
9 523931 Grommet, blast hose, 1" x 1-3/8"
Part
Number
760751 Hopper, 1 – gun suction
140487 Hopper, Multi-gun (4 outlet)
Description
Blast & Air Hoses
Item Bulk
— 522831 522841 522851 522861 516261 Air hose assembly, 1/2" ID
10
11
— 522861 522861 516261 — — Air hose, 1/2" ID, ERGO
520861 — — — — — Air hose, 1/2" ID
(7.5') (7') (8') (10') (12') (Air hose length, std cabinet)
(10’) (10’) (12’) — — (Air hose length, ERGO)
— 522571 522581 522591 522601 521201
— 522591 522601 522601 — — Blast hose section, 5/8" ID, ERGO
520802 — — — — — Blast hose, 5/8" ID
(6') (8') (9') (13') (16') (Blast hose length, std cabinet)
(9') (11.5') (13') — — (Blast hose length, ERGO)
(Maximum blast hose length: 50')
2636
Only
3648
3696
Only
4848
Only
6060
60120
Only
7272
Only
Description
Blast hose section, 5/8"
ID
Page 42
Page 43

Empire Abrasive Equipment Company
SAR-2 Media Regulator
Item Part Number Description
12 290156 SAR-2 Media Regulator, complete, 1-1/4" FPT
13 753351 Regulator body, SAR-2
14 510121 Plug, clean out
15 551042 Thumb screw, 1/4"-20 x 1"
PARTS for MH-2 Guns
Item Part Number Description
1
2
3 520402 Hose barb, 1/2" FPT x 1/2" hose
4 505621 Connector, MH-2
5 523912 O-Ring, 1/2" ID x 5/8" OD (2 required)
6 526171 Sleeve, rubber, for air jet
7
8 523881 O-Ring, 1-1/16" ID x 1-5/16" OD
9 520081 Nut, hose clamp, MH-2
10 551702 Set screw, 1/4"-20 x 3/8"
11 511251 Spring, suction gun assist
12 544862 Coupling, 1/2" NPT (BB4-1 A only)
13 543532 Elbow, 1/2" NPT street (BB4-1 A only; 2 per gun)
14 — For replacement nozzles please contact your local Empire Distributor
753551 Gun body, MH-2 LONG handle
753561 Gun body, MH-2 SHORT handle
505651 Air jet, 3/32" (orange)
505661 Air jet, 1/8" (yellow)
505671 Air jet, 5/32" (green)
505681 Air jet, 3/16" (blue)
505691 Air jet, 7/32" (white)
505701 Air jet, 1/4" (red)
505641 Nozzle adapter, plastic (standard)
504931 Nozzle adapter, steel
Page 43
Page 44

Empire Abrasive Equipment Company
8.4 Dust Collectors
Components
Item
1 515521
2
3 523551 Gasket, top plate, 1/8" x 1/4" (DCM-80A uses 8 ft; others use 12 ft.)
4 524351 Gasket, clean out door, dust collectors
5 525711 Gasket, access door, dust collectors 5/8" x 5/8" (103” section)
525061 Gasket, 5/8"x 5/8"
6 760851 Access door, dust collector
7 510461 Knob, 3/8"-16, (6 required)
8 551852 Bolt, 3/8"-16 x 1-1/4", (6 required)
9 551742 Bolt, leveling, 3/8"-16 x 2", (4 required)
10
11 517221 Valve, pushbutton, 1/8" NPT & #10-32, “3P”
12 521101 Barbed fitting, 1/4" tube x #10-32, 1 per assembly
13 520432 Adapter, 1/4" tube x 1/8" MPT, 90º (for air cylinder)
14 521081 Adapter, 1/4" tube x 1/4" MPT (inlet)
15 510541 Tubing, 1/4" O.D.** (8 ft. needed)
16 523161 Hose with fittings, 1/4" x 16 ft. dust collector
17
18 523541 Rubber bumper, 8 required
19 509581 Latch and keeper (requires welding)
20 761801 Adapter, 10" ID x 6" OD, DCM-200
21 551522 Screw, #10-32 x 1/2", 2 required
22 566712 Caulk, tube
23 567401 Decal, Instruction/Warning
24 564305 Decal, Empire logo
25
ADDITIONAL PARTS used with Dust Collectors
26 — Blowers & blower motors
27 — Ducting and adapters
28 — Silencers (optional)
29 — Manometer (optional)
30 — Automatic bag shaker (optional)
Part
Number
Dust bags
QTY: DCM-80A & DCR-80 (12), DCM-200 & DCM-200A (30)
760841 Top plate DCM-80A
760901 Top plate DCM-200 & DCM-200A
515981 Air cylinder, standard collector and auto shaker
515771 Air cylinder, auto-pneumatic bag shaker only
760861 Bag Rack Weldment (DCM-80A)
760921 Bag Rack Weldment (DCM-200A)
564301 Decal, orange dot strip
564471 Paint, 6 oz. aerosol, Beige
Description
Page 44
Page 45

Empire Abrasive Equipment Company
Large Dust Bag
Item
A 515841 Dust bag, 4" inlet, 30 sq. ft.
B 520461 Closure clamp
C 520531 Clamp, 4" adjustable
D — Blower
E — Slide gate
F — Deflector (baffle)
Part
Number
Description
Page 45
Page 46

Empire Abrasive Equipment Company
Components
Item
1 515525 Cartridge Filter, Qty. (2)
2 515526 Crank for Filter Cartridge, Qty. (2)
3 113015 16 Gallon Drum Assembly
4 554232 Screw, #8 x 5/8", Qty. (4)
5 515473 Slide Gate, 4"
6 520531 Hose Clamp, 4", Qty. (2)
7 515591 Dust Hose, 4"
8
9 504016 16 Gallon Drum
10 510461 Knob, 3/8"-16, Qty. (6)
11 760851 Access Door
12 525711 Gasket, Access Door 5/8" x 5/8"
13 551852 Bolt, 3/8"- 16 x 1-1/4", Qty. (6)
14 551742 Bolt, Leveling 3/8" – 16 x 2", Qty. (4)
15 567415 Label, Slide Gate Open
16 524471 Gasket, 1/16" x 1"
17 550450 Mini-Helic Package, Std. on CDC
18 140851 Air Supply Assembly
19 567401 Decal Instruction/Warning
20 564305 Decal, Empire logo
21 761801 Adapter, 10" ID x 6" OD, for CDC-6
22 566712 Caulk, Tube
ADDITIONAL PARTS used with Dust Collectors
23 — Blowers and blower motors
24 — Silencers (Optional)
25 140900 Photohelic/Timer Package (Optional)
26 — Ducting and Adapters
Part
Number
770686 Lid for 16 Gallon Drum
504020 Locking Ring for Lid
Description
Page 46
Page 47

Empire Abrasive Equipment Company
8.5 Blowers (Fan & Motor)
Blower Assemblies
Part Number Horsepower
140311 1 115/60/1 400
140312 1-1/2 230/60/1 600 DCM-200/CDC-6
140313 2 230/60/1 900
140651 5 230/50-60/3 1200
Note: Motor starters, contactors, interconnecting wiring and ducting not included.
Standard
Electrical
CFM @
6" S.P.
Used with Notes
DCM-80A &
DUST BAG
DCM200A/CDC-9
DCM200B/CDC-12
Does not include
bag.
10" SP @ 600
CFM
10" SP @ 1200
CFM
Aluminum Housings:
1 HP, 1 ½ HP, 2 HP, 5 HP
Components
Item
1
All
Sizes
— 549531 549681 549691 N/A Motor, 115/230V, 60 Hz, Single phase
— 549701 549721 549711 549961 Motor, 220-480V, 50/60 Hz, 3-Phase
— 549731 549741 549751 549971 Motor, 550-600V, 60 Hz, 3-Phase
— 549761 549771 549781 N/A Motor, 110/220V, 50 Hz, Single phase
1 HP
Only
1-1/2
Only
2 HP
Only
5 HP
Only
Description
(Motor part numbers shown in BOLD are supplied as standard most often.)
— 753021 — — — Impeller (fan blade), 10-5/8" dia., 5/8" ID
2
3 — 753511 753511 753515 752513 Housing, fan, top
4 — 753521 753521 753525 752493 Housing, fan, bottom
5 523251 — — — — Gasket, fan housing, 1/8" x 1/4" (5' section)
6 — 524361 524361 — — Gasket, mounting (3 required)
7 — 739011 739011 739021 739031 Guard, fan outlet
8 554431 — — — — Clip, fan guard (4 required)
9
10 — 552072 552072 — — Screw, flat head 3/8" -16 x 1
11 — — — 553564 — Bolt, 1/4" –20 x 3/4"
12 — — — 552632 — Clip, 1/4"-20
13 — — — 553554 — Bolt, 1/4"-20 x 1
14 — 751501 751501 — — Flange
15 — — — — — Slide gates, see next page
16 — 140361 140361 140769 140680 Silencer (optional)
— — 753661 — — Impeller (fan blade), 11-1/2" dia., 5/8" ID
— — — 753031 — Impeller (fan blade), 12-1/2" dia., 5/8" ID
— — — — 753051 Impeller (fan blade), 16" dia., 1 1/8" ID
— 553182 553182 — — Screw, flat head 3/8" -16 x 2-1/4" (dust collector)
— 551312 551312 — — Screw, flat head 3/8"-16 x 1-1/4" (slide gate)
Page 47
Page 48

Empire Abrasive Equipment Company
8.6 Ducting/Hoses
Conveying Hose
Standard Systems – Suction or Pressure with Reclaimer & Collector
Item
1
Conveying Hose for Optional 3-Cubic Foot Pressure Systems
1
Dust Hose
Item 400 CFM 600 CFM 900 CFM 1200 CFM Description
2
400 CFM 600 CFM 900 CFM 1200 CFM
Customer
Installed
522351
4" x 8’
140354
4" x 9’
516033
4" x 15’
140611
4" x 15’
516101
6" x 11'
516211
6" x 14'
Factory
Upgrade
140338
4" x 9’
140613
4" x 15’
Customer
Installed
522351
4" x 8’
140354
4" x 9’
516033
4" x 15’
140611
4" x 15’
516101
6" x 12'
516211
6" x 14'
Factory
Upgrade
140338
4" x 9’
140613
4" x 15’
516999
10" x 15'
516153
10" x 15'
Customer
Installed
516101
6" x 11’
140355
6" x 12’
516213
6" x 15’
140612
6" x 15’
516999
10" x 15'
516153
10" x 15'
Factory
Upgrade
140339
6" x 12’
140614
6" x 15’
Standard Dust Hose, w/o clamps
I.D. x length
Dust Hose for optional 3 cu. ft. Pressure
Systems, w/o clamps
I.D. x length
Customer
Installed
516101
6" x 11’
140355
6" x 12’
516213
6" x 15’
140612
6" x 15’
Factory
Upgrade
140339
6" x 12’
140614
6" x 15’
Description
Standard
Duty
Conveying
Hose w/o
clamps
I.D. x length
Heavy Duty
Conveying
Hose
w/clamps
I.D. x length
Standard
Duty
Conveying
Hose w/o
clamps
I.D. x length
Heavy Duty
Conveying
Hose
w/clamps
I.D. x length
Page 48
Page 49

Empire Abrasive Equipment Company
Clamps and Adapters
Item 400 CFM 600 CFM 900 CFM 1200 CFM Description
3
4
5
6 524381 524381 524381 N/A Gasket, cabinet outlet
7 551212 551212 551212 N/A Bolt, 1/4"-20 x 1" (4 required)
8 — 761801 — — Adapter, 6" O.D. x 10" I.D., DCM-200
Note: (2) hose clamps are required per hose.
Item
9 551522 Screw, #10-32 x 1/2" (2 required)
10 566712 Caulk, tube
520531 520531 520551 520551 Hose clamp, Standard Duty conveying hose
522953 522953 522963 522963 Hose clamp, Heavy Duty conveying hose
(4") (4") (6") (6") (Nominal hose diameter)
520551 520551 522314 522314 Hose clamp, dust hose
(6") (6") (10") (10") (Nominal hose diameter)
760421 760421 760431 N/A Outlet Adapter, cabinet
(4") (4") (6") (Nominal hose diameter)
Part
Number
Description
7272 Cabinets Only
Item
11 516221 Hose, 6" Standard duty x 3-1/2 feet
12 520551 Hose clamp for 6" nominal hose (2 required)
13 516231 Hose, 6" heavy duty x 9 feet
14 522963 Hose clamp for 6" nominal H.D. hose (2 required)
Part
Number
Description
“SC” Systems with Dust Collector but no Reclaimer
Item
15
16 524361 Gasket, slide gate (one required with 140317; 2 required with 140316)
17
18 553554 Bolt, 1/4"-20 x 1" (5 required)
19 552522 Nut, 1/4"-20
20 520551 Hose clamp for 6" nominal hose
Part
Number
140317 Slide gate assembly for 6" hose (shown)
140316 Slide gate assembly for blower mount
760471 Baffle, ventilation, 2636 cabinet
760481 Baffle, ventilation, 3648, 3696, 4848
760491 Baffle, ventilation, 6060, 60120
Description
Page 49
Page 50

Empire Abrasive Equipment Company
8.7 Pipe Strings
Pipe String Assemblies
Part Number Pipe String Size Used With
140279 1/2" Suction – 1 gun
140280 1" Pressure, FaStrip, Multi-gun
140479 1" All Ergo systems
Pipe String Mounting Hardware
Part Number Quantity Description
564121 4 1/4" flat head bolt
552882 4 1/4" washer
552522 4 1/4" hex nut
1/2" Pipe String
1" Pipe String
Components
Item All Sizes 1/2" Only 1" Only Ergo Only Description
1
2
3
4 — 550232 550232 550212
5 — — — 518681 Regulator, 1/4" NPT
6 522155 — — — Mounting Feet/Quick Clamp
7 522157 — — — Porting Block
8 520222 — — — Hose adapter, 1/4" x 1/4"
9 522154 — — — Quick Clamp
10 522156 — — — Adapter
11 — — 543542 543542 Elbow, 1" NPT street
12 — — 505782 505782 Coupling, 1" FPT, UF-100
13 — — 510511 510511 Safety pin
14 523261 — — — Vent
15 520432 — — — Adapter 1/4" Tube x 1/4" NPT 90°
16 — 544497 — — Bushing, 1" x 1/2" Brass
17 — 543533 — — Elbow, 1/2" x 90°
18 — 520362 — — Hose Barb, 1/2"
Repair kit P/N 517583 includes the seal kit P/N 517582.
O-Ring for modular pipe strings P/N 522162.
— 522160 517271 517271 Air Filter (1/2" manual, 1" manual; Norgren)
— 508012 508002 508002 Element for Norgren air filter, 5µ
— 508112 505161 549751 O-ring and gasket kit for Norgren air filter
— 517141 517251 517631 Air Pressure Regulator (Norgren)
— 508102 508161 508211 Diaphragm & O-ring kit for Norgren regulator
517042 — — — Main Air Valve (1" Aquamatic)
517582 — — — Diaphragm and seal kit for 1" Aquamatic
518512 — — — Special wrench for 1" Aquamatic
517583 — — — Repair Kit for 1" Aquamatic
Gauge, (550232 1/4" NPT; 550212 1/8" NPT back
mount)
Page 50
Page 51

Empire Abrasive Equipment Company
8.8 Pressure Blast Systems
Sure-Flo Media Regulators
Part Number Catalog Name Description
290383 Manual
290215 Automatic
290188 Conversion kit Converts Manual Sure-Flo to Automatic 25 lbs.
Manual Sure-Flo Media Regulator (grit valve)
normally open, 9" clearance required
Automatic Sure-Flo Media Regulator (grit valve)
normally closed, 9" clearance required
Shipping
Weight
25 lbs.
30 lbs.
Manual Sure-Flo Media Regulator Parts
Item
1
2 753692 Valve body, 2" MPT
3 552222 Bolt, 7/16"-14 x 1-1/4"
4 753092 Roller stop/holder
5 551352 Screw, 8-32 x 1/2" (2 per assembly)
6 753632 Pinch roller (2 per assembly)
7 753292 Flange, 2" MPT
8 552052 Bolt, carriage, 3/8"-16 x 2-1/2" (4)
9 552762 Lock washer, 3/8" ID (6)
10 552542 Nut, hex 3/8" -16 (6)
11 552672 1/2" Jam nut
12 551902 Bolt, hex 3/8" -16 x 3" (2)
13 753372 Adapter, manual body, Sure-Flo
14 290384 Handle assembly, 1/2" -13 x 4"
Part
Number
525451 Metering tube, 3/8" ID Small Fine Back out roller bolt 1/2"
525782 Metering tube, 1/2" ID Small-Med Fine-Med Back out roller 1/2"
523592 Metering tube, 3/4" ID Medium Medium Supplied as standard
523512 Metering tube, 3/4" ID Medium Medium Use below 32° F. (red)
525792 Metering tube, 5/8" ID Med-large Med-coarse —
525802 Metering tube, 7/8" ID Large Coarse High production use
Description Nozzle Grit Comments
Page 51
Page 52

Empire Abrasive Equipment Company
Automatic Sure-Flo Media Regulator Parts
Item
1
2 753692 Valve body, 2" MPT
3 552222 Bolt, 7/16" - 14 x 1-1/4"
4 753092 Roller stop/holder
5 551352 Screw, 8-32 x 1/2" (2 per assembly)
6 753632 Pinch roller (2 per assembly)
7 753292 Flange, 2" MPT
8 552052 Bolt, carriage, 3/8"- 16 x 2-1/2" (10)
9 552762 Lock washer, 3/8" ID (12)
10 552542 Nut, hex 3/8" – 16 (8)
11 552672 1/2" Jam nut (1/2"-13)
12 N/A (Not shown in drawing)
13 N/A (Not shown in drawing)
14 N/A (Not shown in drawing)
15 551852 Bolt, 3/8" – 16 x 1-1/4" (2/Auto Sure-Flo)
16 552662 Nut, extension 3/8" – 16 (2/Auto Sure-Flo)
17
18 753622 Handle (only), 1/2" – 13
19 551732 Set screw, 1/2" – 13 x 1/2", nyloc
20 505802 Shaft, handle
21 505822 Spring tensioner
22 753682 Spring enclosure
23 753112 Diaphragm cover
24 521081 Adapter, 1/4" NPT x 1/4" Tube)
25 753462 Plunger guide
26 561422 O-ring kit (includes 2 for guide & 1 for plunger)
27 505872 Plunger with O-ring
28 552842 Washer, 1/2" ID
29 525002 Gasket, diaphragm
30 525012 Diaphragm
31 290296 Spring assembly (includes item shown in Detail B)
32 565452 Tag, instructions, Sure-Flo
Part
Number
525451 Metering tube, 3/8" ID Small Fine Back out roller bolt 1/2"
525782 Metering tube, 1/2" ID Small-Med Fine-Med Back out roller bolt 1/2"
523592 Metering tube, 3/4" ID Medium Medium Supplied as standard
523512 Metering tube, 3/4" ID Medium Medium Use below 32° F. (red)
525792 Metering tube, 5/8" ID Med-large Med-coarse —
525802 Metering tube, 7/8" ID Large Coarse High production use
290217 Handle assembly, 1/2" – 13, Automatic Sure-Flo
290211 Handle assembly, 7/16" – 14 x 4"
Description Nozzle Grit Comments
Page 52
Page 53

Empire Abrasive Equipment Company
Spring & Diaphragm Assembly Detail
WARNING
Never attempt to disassemble the spring assembly in the automatic Sure-Flo.
The spring is under tension and could cause injury to personnel.
Page 53
Page 54

Empire Abrasive Equipment Company
MG-78 Exhaust Valve Assembly & Options
Item
290182 Exhaust valve, MG-78 (with ceramic restrictor kit)
290184 Boron carbide upgrade for restrictor kit, extended wear, Factory Installed (option)
502081 Boron carbide upgrade replacement restrictor.
Part
Number
Description
Exhaust Valve Components
Item Part Number Description
290183
1 753332 Valve body
2 753412 Seat, valve ball (steel)
3 524132 Gasket, seat
4 525322 Valve ball (also used on 411 & 412 valves)
5 553412 Spacer washer, steel (1/2" ID x 2" OD x 1/4" thick)
6 753392 Spacer ring, inner
7 753402 Spacer ring, outer
8 523672 Diaphragm (2 per assembly)
9 753382 Cover, valve
10 552842 Washer (1/2" ID x 2" OD x 1/16" thick)
11 551962 Bolt, 1/2" -13 x 1-3/4"
12 553982 Bolt, 3/8" -16 x 2"
13 552762 Lock washer, 3/8"
14 551122 Screws, seat, 1/4" -20 x 1/2" (pack of 3)
15 544512 Reducer bushing, 1-1/4" MPT x 1" FPT
16 520181 Hose Barb 1”
Restrictor Parts
17
18 552952 Washer, steel
19 524062 Washer, nozzle, NW-1 (1" ID x 1-1/2" OD x 1/4" thick) (pack of 10)
20 524082 Washer, nozzle, NW-4 (3/4" ID x 1-1/2" OD x 1/4" thick) (pack of 10)
290218 Ceramic Restrictor kit (standard)
502431 Ceramic nozzle (standard)
502081 Boron carbide upgrade for restrictor kit, customer installed (extended wear)
290184 Boron carbide upgrade for restrictor kit, factory installed (extended wear)
Rebuild Kit, MG-78 (Seat & gasket, ball, diaphragm, 3 screws, drawing).(items 2,3,4,14)
Note: MG-78 castings must be in good condition to use PN 290183 effectively.
Page 54
Page 55

Empire Abrasive Equipment Company
8.9 Basic Cabinet Assembly
Components
Item
1* 510401 — — — — — Safety Glass, 14" x 22" ∆
2† 524451 — — — — — Gasket, window (6' section)
525941 — — — — — Gasket, 1/4" x 1/4" **
3 760291 — — — — — Frame, window
523551 — — — — — Gasket, window frame per ft. (6ft. req.)
4 510461 — — — — — Knob, 3/8" -16, 4 required
5 551852 — — — — — Bolt, 3/8" -16 x 1-1/4"
6 525931 — — — — — Spacer, window, 4 required
7 140544 — — — — — Window Kit (items 1-6)
8* 509191 — — — — — Plastic window protector (option)
9 509201 — — — — — Screen window protector (option)
10* 509891 — — — — — Gloves, pair
* 510821 — — — — — Glove, left hand
11 520561 — — — — — Clamp, 8", per glove
12 555016 — — — — — Glove Hole Flange, Plastic
13*
14† 525041 — — — — — Bumper, urethane
15† —
16 760361 — — — — N/A Handle, door
17 509571 — — — — N/A Cover, handle
18
19 — N/A N/A N/A N/A 509371 Latch, door (w/o handle hole)
20 — N/A N/A N/A N/A 751241 Catch, door
21 — N/A N/A N/A N/A 509381 Spacer, catch – (“SHIM” ONLY)
22 — 510491 510491 510491 510491 510521 Filter, Kleensweep™ inlet, (2 required)
23† 532701 — — — — — Floodlight bulb
24* 580191 — — — — — Gasket, light bulb, 1 per bulb
25 532711 — — — — — Light fixture, with gasket
26† 534561 — — — — — Switch, On/Off, 20 amp
All
Sizes
— 525671 525681 525691 525701
(7'2") (10'4") (12'7") (15'0")
524441 — — — — — Gasket, 3/4" x 3/4" per ft. **
552151 — — — — N/A Bolt, door, 3/8" –16 x 2" SHCS
553952 — — — — N/A Nut, 3/8" –16 (ESNA)
2636
Only
522671
††
3648
3696
Only
140855 140855 140857
4848
Only
6060
60120
Only
25' swing door/16' fold-down door
7272
Only
523651/
525170
(25'0"/16
'0")
140854
††
Gasket, Door (1 per door)
(Door gasket length)
Interlock hose
Description
Page 55
Page 56

Empire Abrasive Equipment Company
27 533611 — — — — — Terminal strip, 10 pole
28†
29†
30 760041 — — — — N/A Foot treadle base (except ERGO)
31 524351 — — — — N/A Grip/cover, treadle
32 510501 — — — — N/A Brass bushing, treadle, (2 required)
33† 510421 — — — — N/A Spring, treadle return (2 required)
34†
35 — — — — — 522661 Hose assembly, 1/4" for treadle
36† 510541 — — — — — Tubing, 1/4" O.D.**
37 534822 — — — — — Elbow 1/8"
38 521101 — — — — — Adapter, 1/4”tube x 1/8” MPT
39 520252 — — — — — Barbed fitting, 1/4" tube x #10-32
40 520432 — — — — — Adapter, 1/4" tube x 1/8" MPT, 90˚
41 509821 — — — — — Gun, dust off
42 522631 522641 521481 522661 522661 Hose with fittings, dust off gun
43 523951 — — — — — Grommet, dust off hose 1/4"-5/8" x 7/8"
44 523931 — — — — — Grommet, blast hose, 1"x 1-3/8"
45
46
47
48 509531 — — — N/A Hinge, 3"
49 — 760151 760161 760161 760171 760151 Z-strip, reclaimer mount (not shown)
50 567391 — — — — — Decal, Instruction/Warnings
51 566481 — — — — — Decal, Empire logo
52
Additional parts often used with cabinets
53†† — 140595 140596 140596 N/A N/A Arm rest assembly, ERGO
54†† — 140597 140597 140597 140687 140652 Cabinet silencer
55†† 523533 — — — — — Rubber nut, 1/4"-20 (for curtains)
* Recommended spare part – Consumable wear item
† Essential component-to prevent downtime
†† For systems with optional equipment
** Specify length (per foot)
519001 — — — — — Solenoid valve, Standard and CSA
517311 — — — — —
517221 — — — — N/A Valve, foot treadle “3” (exc. ERGO)
521101 — — — — N/A
— — — — — 518651 Foot treadle, 7272 & ERGO
— — — — — 518661 Valve for 7272/ERGO treadle
— — — — — 518671 Repair kit for treadle valve
523921 — — — — — Grommet, suction air hose, 3/4" x 1-1/16"
536391 — — — — — Hole seal
— 760541 760551 760561 760571 770911 Floor section, std cabinet, 2 required
— 770191 770201 770211 N/A N/A Floor section, ERGO, 2 required
509002 — — — — — Matting, 2' wide** (optional)
(3 ft.)
— 551742 551742 551742 551742 — Leveling bolt, 3/8" -16 x 2", 4 required
— — — — — 554471 Leveling bolt, 3/4" -10 x 3", 4 required
566491 (8 ft.)
564476 — — — — — Paint, Touch up kit
(6/12
ft.)
(10/14
ft.)
(8 ft.)
(10 ft.)
(13/25
ft.)
(11/16
ft.)
(18 ft.) to protect interior cabinet floor
(13 ft.) Decal, orange dot strip **
Solenoid valve, I.E.P. (JIC) systems
(Option)
Barbed fitting 1/4" tube # 10-2 with
gasket
WARNING
Replace the window with Empire safety glass only. Failure to do so could result
in serious injury.
Page 56
Page 57

Empire Abrasive Equipment Company
9.0 Warranty
Empire Abrasive Equipment Company (“Empire”) warrants all parts and equipment
against defect in material and workmanship to the original purchaser for a period of
three (3) years
components that are determined by Empire to be defective will be repaired or replaced
at not additional charge.
LIMITATIONS:
1. This warranty does not apply to normal wear items such as nozzles, blast hose,
and reclaimers or to other components that are exposed to direct contact with blast
media.
2. The buyer must follow all recommended maintenance schedules; see Operating
Instruction on prior pages.
3. Does not apply to misapplication of product.
4. Unauthorized service, repair, improper installation, improper operation, improper
maintenance, alternations, misuse, neglect, accident or excessive ambient
conditions will void the warranty.
5. If genuine Empire replacement parts are not used the warranty is void.
6. Returned Material Authorization (RMA) form must be completed and accompany all
returned goods. Returns are not recognized without prior authorization and RMA
number.
7. Associated installation costs are excluded.
8. Freight costs for goods returned to Empire are to be assumed by the buyer unless
the parts are determined defective by Empire.
9. Parts that are not supplied by Empire are not covered. Commercial components
are warranted under term of the original manufacturer.
after shipment. Upon prompt notification by the buyer, to Empire,
Page 57
 Loading...
Loading...