

Page 1

ANDERSON GREENWOOD TYPE 9300H PILOT OPERATED PRESSURE RELIEF VALVE
INSTALLATION AND MAINTENANCE INSTRUCTIONS
Before installation these instructions must be fully read and understood
GENERAL DESCRIPTION
WARNING
Failure to follow the installation, operation or
maintenance instructions for a Emerson product
could lead to serious injury or death from explosion
or exposure to dangerous substances.
To reduce the risk:
• Comply with all information on the product, in
this manual, and in any local and national codes
that apply to this product.
• Do not allow untrained personnel to work with
this product.
• Use Emerson parts and work procedures
specified in this manual.
The protection and safety of equipment, property
and personnel depends on the proper operation
of the pressure relief valves described in this
manual. All Emerson pressure relief valves
should be kept in proper working condition in
accordance with the manufacturer’s written
instructions. Periodic testing and maintenance
by the user of this equipment is essential for
reliable and safe valve operation.
All installation, maintenance, adjustment, repair
and testing performed on pressure relief valves
should be done by qualified technicians having
the necessary skills and training adequate to
perform such work. All applicable Codes and
Standards, governing regulations and authorities
should be adhered to when performing pressure
relief valve repair. No repair, assembly,
adjustment or testing performed by other than
Emerson or its authorized assemblers and
representatives shall be covered by the warranty
extended by Emerson to its customers. The
user should use only original, factory supplied
OEM parts in any maintenance or repair activity
involving this product.
WARNING
Personal injury or equipment damage caused by
sudden release of pressure may result if the valve
assembly is installed
where service conditions could exceed the limits
on the appropriate nameplates.
Never use this equipment for any purpose other
than its intended use.
This Manual is provided as a general guide for
the repair and maintenance of the pressure
relief valves described herein. It is not possible
to describe all configurations or variations with
such equipment. The user is advised to contact
Emerson or its authorized assemblers and
representatives for assistance in situations that
are not adequately covered or described in this
manual.
WARNING
Avoid personal injury from sudden release
of process pressure. Before performing any
maintenance operations:
• Do not remove any component from the valve
while the valve is still pressurized.
• Always wear protective gloves, clothing, and
eyewear when performing any maintenance
operations to avoid personal injury.
• Adhere to all safety standards and best
practices for operating the equipment.
•Disconnect any operating lines providing a
control signal to the pilot.
•Use bypass valves or completely shut off the
process to isolate the valve from process
pressure. Relieve process pressure on both
sides of the valve. Drain the process media from
both sides of the valve.
•Use lock-out procedures to be sure that the
above measures stay in effect while you work on
the equipment.
•The valve may contain process media that are
pressurized, even when the valve has been
removed from the process.
•Check with your process or safety engineer for
any additional measures that must be taken to
protect against process media.
Before disassembling the pressure relief valve
ensure that the valve has been decontaminated
from any harmful gasses or fluids and that it
is at a safe temperature range for handling.
Fluids can be trapped in the dome space of pilot
operated pressure relief valves.
Before installation, the Installation and
Operational Safety Instructions should be fully
read and understood. These Instructions may
be requested from the factory or are available
at Emerson.com.
STORAGE AND HANDLING
Pressure/vacuum relief valve performance may
be adversely affected if the valve is stored for
an extended period without proper protection.
Rough handling and dirt may damage, deform,
or cause misalignment of valve parts and may
alter the pressure setting and adversely affect
valve performance and seat tightness. It is
recommended that the valve be stored in the
original shipping container in a warehouse or
at a minimum on a dry surface with a protective
covering until installation. Sealed inlet and
outlet protectors should remain in place until
the valve is ready to be installed in the system
Emerson.com/FinalControl © 2018 Emerson. All rights reserved. VCIOM-04545-EN 18/05
Page 2

ANDERSON GREENWOOD TYPE 9300H POSRV
INSTALLATION AND MAINTENANCE INSTRUCTIONS
SAFETY PRECAUTIONS
WARNING
When the pressure relief valve is under pressure
never place any part of your body near to the
outlet/exhaust of the valve.
Failure to follow these instructions may result in
death or serious injury.
WARNING
Evaluate the functional and environmental
conditions prior to installing a control valve. Install
the control valve in a well-designed piping system.
Failure to comply may result in death or serious
injury from pipe failure.
The valve outlet and any separate drains should
be piped or vented to a safe location. Always
wear proper safety gear to protect hands,
head, eyes, ears, etc. anytime you are near
pressurized valves.
WARNING
Avoid personal injury from sudden release of
process pressure. If the process media starts to
escape from the valve or pilot, STOP IMMEDIATELY!
CONTENTS
1 Introduction .........................................................................................................................................2
2 Main valve ............................................................................................................................................3
3 Pilot maintenance .............................................................................................................................13
4 Functional testing of complete assembly ofmain valve and pilot .................................................22
5 Storage and handling ........................................................................................................................24
6 Trouble shooting ...............................................................................................................................24
7 Main valve spare parts and repair kits ............................................................................................25
8 Pilot spare parts and repair kits ......................................................................................................25
9 Accessories, options and accessory repairkit ................................................................................25
10 Lubricants and sealants for type 9300H ..........................................................................................26
The escape of process media indicates that the
valve has NOT been properly vent, or process
pressure is trapped in the valve body nor pilot.
Check with your process or safety engineer for
any additional measures that must be taken to
protect against process media.
Never attempt to remove the pressure relief
valve from a system that is pressurized.
Never make adjustments to or perform
maintenance on the pressure relief valve while
in service unless the valve is isolated from the
system pressure. If not properly isolated from the
system pressure, the pressure relief valve may
inadvertently open resulting in serious injury.
Remove the pressure relief valve prior to
performing any pressure testing of the system.
The safety of lives and property often depends
on the proper operation of the pressure relief
valve. The valve must be maintained according
to appropriate instructions and must be
periodically tested and reconditioned to ensure
correct function.
1 INTRODUCTION
1.1 Description of valve
The Type 9300H POSRV employs the cushioned
PTFE film seat, as well as protected PTFE
diaphragms. The design allows these valves
to be used in the pilot operated pressure relief
mode and simultaneously provide vacuum
relief, either via weight loading of the internals,
or with a specific pilot control of the vacuum
opening. The Type 9300H was designed with
a studded inlet connection to reduce the inlet
profile, and coupled with larger orifice areas,
these valves provide flow capacities significantly
greater than the Series 9300 valves. The Type
9300H is a full body valve to pipe away the
discharge if required.
1.1.1 Pilot operated pressure relief valve with
flowing modulating pilot
• 9390HP - Positive pressure relief valve
• 9390HC - Positive and negative pressure
relief valve
• 9309HV - Negative pressure relief valve
WARNING
Personal injury or equipment damage caused by
sudden release of pressure may result if the valve
assembly is installed
where service conditions could exceed the limits
on the appropriate nameplates.
Never use this equipment for any purpose other
than its intended use.
The Anderson Greenwood pilot operated 9300H
POSRV opens with a modulating action with
a proportional opening, whereby the valve
opens just enough to satisfy the upset and
maintain constant system pressure, yet still
have the capability to reach full capacity within
10% overpressure. The 9390HC and 9390HV
pilots have the same construction except for
unavailability of check valves and the location of
the connections for the sense line respectively.
For either the 9390HP or 9390HC, the pilot
controls only the positive pressure relief. In the
9390HC, vacuum relief is controlled by the weight
of the parts that move in the main valve when
it opens. The pilot can optionally control the
negative pressure relief on a deeper vacuum set
relief applications. If pilot controls the negative
pressure it is denoted by model number 9390HV.
2
Page 3

ANDERSON GREENWOOD TYPE 9300H POSRV
INSTALLATION AND MAINTENANCE INSTRUCTIONS
1.2 Service applicability
Refrigerated or cryogenic storage tanks
(accurate low - pressure protection), natural gas
transmission and distribution, blanketed vessels in
the petrochemical, food, and electronics industries,
ammonia, air blowers in the waste water treatment
plants and marine (LNG and LPG).
1.3 Code applicability
The TYPE 9300H is designed to meet the
requirements of the IMO-IGC (International Gas
Carrier Code) and has Type Certification with:
• Lloyds register of shipping (LRS)
• Amercan Bureau of Shipping (ABS)
• DNV GL
• Bureau Veritas (BV)
1.4 Conversion
WARNING
Use only genuine Anderson Greenwood
replacement parts. Components that are not
supplied by Emerson Automation Solutions
should not, under any circumstances, be used
in any Anderson Greenwood valve because they
may void your warranty, might adversely affect
the performance of the valve and could cause
personal injury and property damage.
Valve conversions are defined as any change
which affects critical parts and/or valve
nameplate data, from that which was originally
supplied by the manufacturer such as a change
in set pressure. Conversions, when required
by the owner/user, shall only be performed
by the manufacturer, their appointed/
authorized assembler or repair center in strict
accordance with written instructions provided
by the manufacturer. Communication with
the manufacturer is critical when making
any conversion to ensure the converted valve
provides the same safe, reliable performance
as the original valve supplied by the
manufacturer.
For conversion information on the TYPE 9300H
Pressure Relief Valves, contact the Service
Department at:
Emerson
Phone:1 (281) 274-4400
Fax: 1 (281) 274-6916
Emerson.com/FinalControl
1.5 Size/pressure ranges of Type 9300H
PRESSURE/VACUUM RELIEF VALVES
Materials Stainless Steel
Main Valve Soft Goods PFTE Diaphragm Seat and Seals
Pilot Soft Goods Elastomer or All Teflon Soft Goods
Set Pressure Range 4" wc to 10 psig
[ 10.0 mbarg to .690 barg]
Vacuum Range -4" wc to -12 psig
[-10.0 mbarg to -0.83 barg]
Process Temperature -320°F to 200°F [-196°C to 93°C]
Size 2x3, 3x4, 4x6, 6x6 (8), 8x10, 10x12 & 12x16
Blowdown - Fixed
1.6 Basic pilot types for the 9300H main valve
1.6.1
The Type 91 was designed for specific
applications where fluorinated ethylene
propylene diaphragms alone were not rugged
enough and premium sealing was required
for cryogenic fluids. Type 91 design includes
Stainless Steel (SST), and PFTE diaphragms
which provide extraordinary performance for
hard to hold cryogenic fluids.
WARNING
Avoid personal injury from sudden release
of process pressure. If the process media
starts to escape from the valve or pilot, STOP
IMMEDIATELY!
The escape of process media indicates that the
valve has NOT been properly vent, or process
pressure is trapped in the valve body nor pilot.
Check with your process or safety engineer for
any additional measures that must be taken to
protect against process media.
1.6.2 Type 93 Pilot
The Type 93 is a pilot designed with elastomer
seats and seals, and construction materials in
stainless steel (SS).
CAUTION
The control valve body and piping may be
extremely hot or cold. Wear personal protective
equipment appropriate to the situation when
1.6.3 Type 93T Pilot
The Type 93T is a variation of the basic Type 93,
designed specifically for cryogenic applications
working with the control valve. Adhere to your
company's safety standards and practices. Failure
to comply may cause serious injury
where elastomer seals are not satisfactory.
2.1 General main valve maintenance
2 MAIN VALVE
Prior to disassembly, it is recommended to
stamp or mark the orientation of the pilot, and
WARNING
Avoid personal injury from sudden release
of process pressure. Before performing any
maintenance operations:
the orientation of the cap relative to the main
valve body. This practice will ensure proper
realignment and location of parts during
reassembly.
• Do not remove any component from the valve
while the valve is still pressurized.
• Always wear protective gloves, clothing, and
eyewear when performing any maintenance
operations to avoid personal injury.
To prevent mixing up parts it is recommended
to repair the main valve and pilot in stages. For
this reason, the main valve instructions are
separate from the pilot instructions.
• Adhere to all safety standards and best
practices for operating the equipment.
• Disconnect any operating lines providing a
control signal to the pilot.
• Use bypass valves or completely shut off the
process to isolate the valve from process
pressure. Relieve process pressure on both
sides of the valve. Drain the process media from
both sides of the valve.
• Use lock-out procedures to be sure that the
above measures stay in effect while you work on
the equipment.
• The valve may contain process media that are
pressurized, even when the valve has been
removed from the process.
• Check with your process or safety engineer for
any additional measures that must be taken to
protect against process media.
3
Page 4

ANDERSON GREENWOOD TYPE 9300H POSRV
INSTALLATION AND MAINTENANCE INSTRUCTIONS
2.2 9300H Main Valve disassembly
Refer to Figure (1), (2), (3), (4) and (7)
Disassembly Tooling
1. The removal of the cap and internals
requires special disassembly tooling
2. A work bench and vise or special holding
fixture will be required as a minimum.
SeeFig. 7.
3. Cap and internal assemblies on 10x12 &
12x16 valve sizes are heavy and will require
a crane for removal and a method for
setting the cap on its edge for de-mating of
the cap, guide and internal stack assembly.
A special stand can be designed, a modified
shipping pallet or a vise with brass jaws can
be used for this purpose.
4. A ¼-20 all thread rod and an aluminum
cross-bar with a threaded bushing (special
tool available from Emerson)
7
9
/
5.
/
16 ,½ &
16 inch sockets & air wrench
6. A crane is required for removing & lifting
the Main Valve cap with Internal Stack
Assembly on the 8x10, 10x12 and 12x16
valve sizes.
7. “Cap lifting lugs” and “main valve lifting
lugs” are the same items – the angle iron
lugs are dual purpose
8. Internal hex sockets and a ratchet
7
/
9. A
16” box end wrench is required to
manually adjust the lifting-bushing to raise
the internals with the all-thread.
10.
2-hook lift chain with adjustable spreader bar
11. Lifting eyes (2) to fit nozzle threads
a. ½-13 UNC for 6x6, 6x8, 8x10, 10x12
b. ¾-10 UNC for 12”x16”
in the guide collar labeled in (Fig 2) (200)
and bottoms out snuggly to lock the all
thread rod (530).
7
19. Using the
/
16” wrench, or optional through-
hole socket/ratcheting device, engage the
lifting-bushing (520) and rotate CW to raise
the internal assembly until it stops against
the upper travel stop.
WARNING
During installation or removal of a valve, always
place the unit on a stable platform or surface that
supports its assembled weight.
Failure to comply may allow the valve to roll,
resulting in death, serious injury or equipment
damage.
WARNING
The lifting instructions are for installation and
removal of a Anderson Greenwood valve only and
do not address lifting the valve while it is attached
or bolted to piping.
Failure to follow these instructions may result in
death, serious injury or equipment damage.
CAUTION
Do not insert the forks of a forklift into the bores
when moving the valve. Inserting the forks may
cause the valve to become unstable, resulting in
serious injury or equipment damage.
CAUTION
Never allow the slings to come in contact with the
pilot or tubing. Use a spreader bar on the sling
to prevent contact. Failure to comply may cause
equipment damage.
pallet or other platform. See Figure 7.
24. Clean the cap (Fig 1) (110) lower flange with
iso-propyl alcohol to remove all grease
residue.
Nozzle Disassembly
Reference Figure (3)
25. Use an internal hex socket and a ratchet for
nozzle screw (130) removal to avoid damage
to the raised seating surface.
26. Remove nozzle using lifting eyes (not
provided) in tapped holes provided in
nozzles. Thread sizes are as follows:
• ½-13 UNC for 6"x6", 6"x8", 8"x10", 10"x12"
• ¾-10 UNC for 12”x16”
27. Remove the Teflon rope (300) from the
groove in the body surface where the nozzle
mounts
Internal Stack Removal from Cap
Refer to Figure (7)
28. Remove the (¼”) all-thread rod from the
guide collar (Fig 2) (200) and the lift bushing
(520) in the aluminum cross-bar (490).
29. Carefully slide the internals stack assembly
directly off of the guide rod (Fig 1) (210)
being careful not to side load or bend the
guide rod (Fig 1) (210).
Cap/ Internals Disassembly Procedure
Reference Figure (1)
12. Remove the pilot exhaust piping ( Figure 1)
(670), if provided.
13. Remove Sensing (Inlet) pipe [660] not
5
shown, U-bolts, and (
/
16”) Pilot mounting
nuts (390) lock-washers (370) on the upper
pilot mounting plate.
14. Remove pilot (650) and inlet pipe assembly
(660) from main valve cap as a single unit
and secure in a safe place for later rework
or reassembly.
15. Do not to lose or damage the O-rings
(310) and (320) on the bottom of the pilot
mounting plate.
Reference Figure (7)
16. Install the aluminum cross-bar tool (490)
onto two of the exposed pilot mounting
5
studs (380) and secure with two
/
16” nuts
(390)
17. Install the all-thread rod (530), by hand,
thread into the lift-bushing (520) while
holding the lift bushing with a open end
wrench
18. Screw the all-thread rod (530) all the way
down until it engages the ¼-20 lower thread
Reference Figure (8)
20. Remove lifting lugs (540) from the top
body flange and install them on the
5
remaining 2 of 4,
/
16-24UNC exposed studs
(380). The lifting lugs should be installed
symmetrically using the center holes. Use
both lock-washer (270) and nuts (390) to
tighten lifting lugs securely to the pilot lower
mounting plate.
21. Remove all the Cap flange bolts (Fig 1) (360)
and lock washers(Fig 1)(370)
22. Using a lifting device (local or portable
crane) and appropriate two hook chain, hook
the chain hooks into the lifting lugs (540)
and tension the chain to prepare for lifting.
(A crane capable of 300lbs is required)
23. Raise the Cap with the Internals stack
assembly carefully until the guide collar
(Fig 2) (200) clears the upper body flange
by several inches. Transfer the Cap (Fig 1)
(110) and internal stack assembly to the
designated location for disassembly.
Note: the cap is best serviced if oriented
with the cap lower flange face vertical facing
forward and the guide rod axis horizontal and
facing forward, either held in a soft jaw vise or
a special holding fixture made from a shipping
4
Page 5

ANDERSON GREENWOOD TYPE 9300H POSRV
INSTALLATION AND MAINTENANCE INSTRUCTIONS
Internal Stack Disassembly
Reference Figure (2)
30. Place the internals stack assembly in the
vise upside down and clamp the wrench
flats with jam nut (280) facing upwards so
the internal stack can be disassembled.
31. In the following order remove the internal
components from the Guide Collar (200)
• Remove the Jam-Nut (280)
• Remove the Split Lock-Washer (370)
• Remove the Flat-Washer (410)
• Remove one or more Protector Plate(s)
(160) (as required on B.O.M.) – vacuum
valves have (2) plates
• Remove the Seat film (180)
• Remove the white Seat Cushion (170)
• Remove the NAS flat washer (260)
• Remove the 0.010” Diaphragm Spacer
(240) (~ 3” diameter)
• Remove the main Pallet (Seat Plate) (140)
--curved side upward
• Remove the Diaphragm Slipper (190)
• Remove the NAS Flat Washer (260)
• Remove the 0.010” Teflon diaphragm
spacer (240) ( ~3” diameter)
• Remove the Diaphragm (250)
• Remove the Diaphragm Slipper (190)
• Remove the Blousing Plate (150), convex
edge upward
MAIN VALVE PARTS TABLE 1
Item no. Part description Material
100 Body SST SA351-CF8M
110 Cap SST A240 316/316L
120 Nozzle SST SA351-CF8M
130 Screw-socket head cap SST SA193-B8M
140 Plate seat SST A240-316/316L
150 Plate blousing SST A240-316/316L
160 Plate protective SST A240-316/316L
170 Seat cushion Expanded PTFE
180 Seat film PFA type LP
190 Diaphragm slipper PFA type LP
200 Guide-collar SST A479-316/316L
210 Rod-guide SST A479-316/316L, SST 17-4 PH
220 1 mm Rope Expanded PTFE
230 Hub-cap SST A479-316/316L
240 Spacer diaphragm PTFE
250 Diaphragm slipper PFA type LP
260 Washer-flat SST 316
270 Washer-lock SST 316
280 Nut-jam SST SA194-8M
290 O-ring as 568-SPL PFA encapsuled solid silicone 85-90D
300 Tape x .06 thick Expanded PTFE
310 O-ring as 568-242 PFA encapsuled solid silicone 85-90D
320 O-ring as 568-253 Nitrile 70D
340 Pilot upper mounting plate SST A240-316L
350 Pilot lower mounting plate SST A240-316L
360 Bolt-hex cap SST SA193-B8M
370 Washer-lock SST 316
380 Stud SST SA193-B8M
390 Nut-hex SST SA194-8M
400 Screw-hex cap SST SA193-B8M
410 Washer flat SST 316
430 Stud SST SA193-B8M
440 Nut-hex SST SA194-8M
450 Washer Peek
460 Pilot Exhaust Piping/Fittings SST 316
470 Pilot See Pilot Parts (Sheet 15)
WARNING
Use only genuine Anderson Greenwood replacement parts. Components that are not supplied by
Emerson Automation Solutions should not, under any circumstances, be used in any Anderson
Greenwood valve because they may void your warranty, might adversely affect the performance of the
valve and could cause personal injury and property damage.
5
Page 6
ANDERSON GREENWOOD TYPE 9300H POSRV
INSTALLATION AND MAINTENANCE INSTRUCTIONS
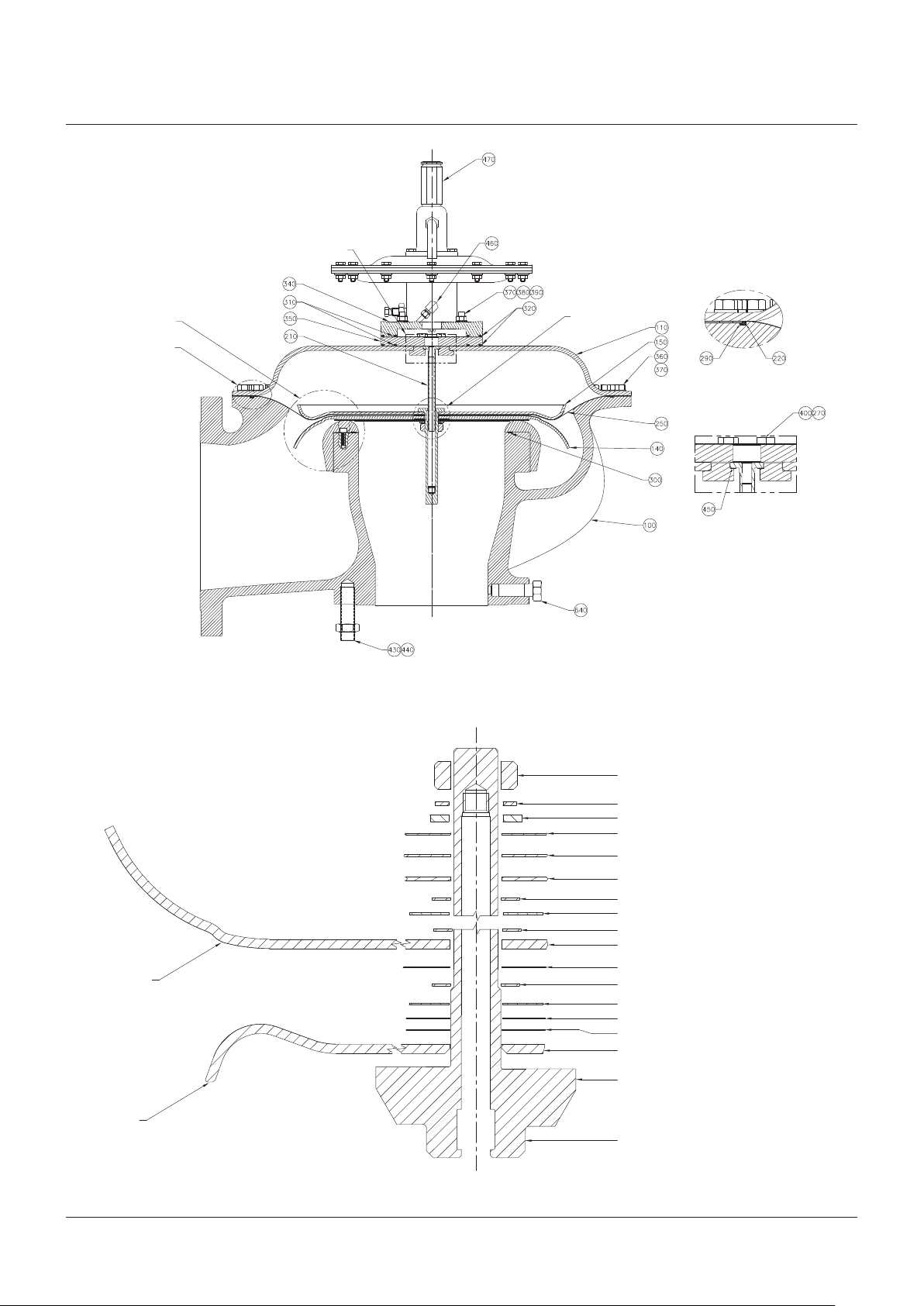
FIGURE 1
9300H Assembly
See detail D
See detail B
Supplied with pilot
See detail C
Removed for clarity
See detail A
Detail B
Detail C
FIGURE 2
Internal stack exploded view of Figure (1) Detail (A)
(Rotated 180 deg. From Fig. 1
Orientation to Show Arrangement when mounted
upside down in Vise for Repair or Maintenance)
Note: orientation
Note: orientation
280 Nut-jam
370 Washer-lock
410 Washer-flat
160 Plate protective
180 Seat flim
170 Seat cushion
260 Washer-flat (NAS)
190 Space diaphragm
260 Washer-flat (NAS)
140 Plate seat
190 Diaphragm slipper
260 Washer-flat (NAS)
240 Spacer diaphragm
250 Diaphragm
190 Diaphragm slipper
150 Plate blousing
200 Guide-collar
Wrench flats
Detail A
6
Page 7

ANDERSON GREENWOOD TYPE 9300H POSRV
INSTALLATION AND MAINTENANCE INSTRUCTIONS
FIGURE 3
Detail D from Figure 1
Detail D
FIGURE 4
Nozzle lifting Eye installation for Nozzle removal for Valve Sizes 6x6 (8), 8x10, 10x12
Shown rotated to centerline for clarity
460
130
Shown rotated to centerline for clarity
Section A-A
7
Page 8

ANDERSON GREENWOOD TYPE 9300H POSRV
INSTALLATION AND MAINTENANCE INSTRUCTIONS
2.3 9300H Main valve assembly
WARNING
Failure to follow the installation, operation or
maintenance instructions for a Emerson product
could lead to serious injury or death from
explosion or exposure to dangerous substances.
To reduce the risk:
• Comply with all information on the product,
in this manual, and in any local and national
codes that apply to this product.
• Do not allow untrained personnel to work
with this product.
• Use Emerson parts and work procedures
specified in this manual.
Visual Inspection (Reference Figure 1)
1. This Assembly instruction assumes that
all components of the valve are visually
inspected, cleaned and ready for assembly
or else additional pre-cleaning in assembly
may be required.
2. Visually inspect the Cap (110) bottom flange
face for excessive radial marks, scratches and
burrs around the drilled holes. These must be
addressed before assembly. If they exist it is
a non-conformance. This is a sealing surface
that requires flatness, random surface
finish (no concentric or radial marks) and
completely deburred bolt holes.
3.
Visually inspect the top center convex surface
of the cap (110), where the lower pilot
mounting plate is installed. The surface must
not be scratched or otherwise damaged so
the O-rings (310, 320) in the bottom surface
of the lower mounting plate can seal.
4. Visually inspect the body top flange O-ring
groove. Small defects can be tolerated but
obvious large defects will cause body O-ring
leakage.
5. Check parts pick list to see that all
components are available.
Assembly tooling
6. The installation of the cap and internals
requires some special assembly tooling.
7. A work bench and vise will be required.
8. Caps and internals sub-assembly on
the10x12 & 12x16 valve sizes are heavy and
will require a crane for installation and a
method for setting the cap on its edge for
mating of the cap, guide rod and the guide
collar internals assembly. A special stand
can be designed or a shipping pallet or a
vise with brass jaws is needed.
9. During cap installation, the internals stack
assembly are held against the upper cap
stop by a ¼-20UNC all thread rod and an
aluminum cross-bar with installed liftbushing.
10. Fine tipped razor knives will be required for
cutting out the diaphragm cap holes and
trimming the diaphragm O. D.
11. A 1.0 inch diamter hole punch will be
required to punch the diaphragm centerhole, if a raw sheet of PFA film is used.
7
9
/
12.
/
16 , ½ &
16 inch sockets & speed wrench
will be required.
CAUTION
Never allow the slings to come in contact with the
pilot or tubing. Use a spreader bar on the sling
to prevent contact. Failure to comply may cause
equipment damage.
13. A crane and two hook chain and spreader
bar is required for lifting the completed
main valve.
14. Cap lifting lugs and main valve assembly
lifting lugs are the same angle-iron
components. They are used for both functions.
15. Internal hex socket wrenches and manual
ratchet are preferred for nozzle screw
installation.
7
/
16. A
16” box end wrench is required for
manually raising and lowering the internal
stack for diaphragm stroking.
17. Hand spring-clamps (Qty 4 to 6).
Nozzle Installation procedure
Reference Figure (5)
18. Select proper size of expanded PTFE tape
3
(300) (⅛,
/
16 & ¼) based on valve size and Bill
of Material.
19. Install expanded PTFE rope (220) on the
body groove for nozzle sealing and overlap
the ends (two complete wraps min).
20. Use lifting eyes (Fig 4) (460), not supplied, in
the two tapped holes provided in the nozzle
(Fig 3)(120).
6x6(8) = .50-13UNC
8x10 = .50-13UNC
10x12 = .50-13UNC
12x16 = .75-10UNC
21. Install the socket-head cap screws (Fig 3)
(130) using the internal hex socket tool and
ratchet.
Prepare Body for Cap and Internals stack
installation
22. Install the expanded PTFE (1 mm rope)
(Fig1) (220) in either the inside or outside
bottom corner of the body O-ring groove
23. Place encapsulted (0.139) diameter crosssection O-ring (Fig 1) (290) into body upper
flange groove. Some grease can be used
to help hold the O-ring in the groove. If the
O-ring is slightly small then pre-stretch
carefully before installation so that O-ring
will lay flat in the groove without buckling or
jumping-out to the inside of the groove.
Cap & guide rod sub-assembly
24. Rest the cap (Fig 6) (110) on its edge using
special holding method (Fig 7), shipping
pallet or a vice with brass or soft jaws so
flange face is vertical so the internal stack
assembly can slide onto the guide tube
(Fig6) (210) as shown in (Fig 7).
25. Slide plastic washer (Fig 6) (450) on the
guide tube (Fig 6) (210) and insert the
tube with Peek washer (Fig 6) (450) into
the center hole of the hub (Fig 6)(230) so
that it is resting in the hub (Fig 6) (230)
counterbore.
26. Install the encapsulated O-ring (Fig 6) (310)
into inner-most O-ring groove in the lower
mounting plate (Fig 6) (350).
27. Install the Nitrile O-ring (Fig 6) (320) into
outer-most O-ring groove of the lower
mounting plate (Fig 6) (350).
28. Hold the hub (Fig 6) (230) with guide tube
(Fig 6) (210) installed to concave side of the
Cap (Fig 6) (110) center hole.
29. Install lower mounting plate (Fig 6) (350)
to the top convex surface of the cap (Fig 6)
(110) with O-rings next to the cap (Fig 6)
5
(110) and using (4)
/
16
-24 hex bolts (Fig 6)
(400), and washers (270). Fasten the lower
mounting plate (Fig 6) (350) to the hub (Fig6)
(230) and wrench tighten (12 ft-lb max.)
only the (4) bolts (Fig 6) (400). (later after
the cap installation these will be indexed
and tightened to line up with the inlet pipe
mounting).
Note: This step is very important it is hard
to undo if you forget !
5
30. Install the (4)
/
16-24UNC Studs (Fig 6) (380)
into the lower mounting plate. Wrench
tighten (12 ft-lb max.) only and then back off
3 turns. Later these can be fully tightened
once the lower mounting plate is indexed
and the (4) hub bolts (Fig 6) (400) are
tightened.
8
Page 9

ANDERSON GREENWOOD TYPE 9300H POSRV
INSTALLATION AND MAINTENANCE INSTRUCTIONS
Internals stack sub-assembly
Reference Fig (2)
31. Install the guide collar (200) up-side down
and tighten the wrench flats in the vise.
32. In the following order stack the internal
components on the guide collar (200).
33. Install the blousing plate (150) with the
convex bulged rim upward.
34. Install a diaphragm slipper (190).
35. Install the diaphragm (250).
36. Install 0.010” Teflon Diaphragm Spacer
(~3”diameter) (240).
37. Install the NAS flat washer ( rounded edges
down) (260).
38. Install diaphragm slipper (190).
39. Install the main seat plate with the concave
side upward. (140).
40.Install flat NAS washer (rounded edge down)
(260).
41. Install second 0.010” PTFE Washer
(~3”diameter) (240).
42. Install flat NAS washer (rounded edges
down) (260).
43. Install the white Expanded PTFE Seat
Cushion (170).
44. Install the Seat film (as required on the
B.O.M.) (180).
45. Install the one or more protector plates (160)
as required on Bill of Materials (B.O.M.)
Note: if more than one the larger plate goes
on first and then the smaller plate if they are
a different outside diameters.
46. Install the standard flat washer (rounded
edge down) (410).
47. Install the split lock-washer (370).
48. Install the Jam-nut with thread lock
compound and tighten (280).
Mating internals stack sub-assembly to cap &
guide rod sub-assembly
Reference Figure (7)
49. While the cap flange is still in the slightly
past vertical position slide guide collar with
stacked internals onto the guide tube and
push the internals all the way back to the
hub.
50. Install Aluminum cross bar (490) over the
all thread rod (530) and align over two of the
5
/
(
16") mounting plate studs.
5
51. Install (
/
16”) washers and hex nuts.
52. Install the ¼-20UNC all thread rod (530)
through the crossbar lift bushing (500) and
into the lower guide collar thread Fig 2 (200)
until wrench tighten (12 ft-lb max.). Hold
the lift bushing Fig. 7 (520) to keep it from
rotating.
53. Place the main valve lifting lugs Fig 8 (540)
on the remaining (2) lower mounting plate
studs using the slotted hole and secure
5
them with the other (2)
/
16 Hex-nuts. Use
opposite slots on each side to maintain
lifting symmetry.
Installing cap and internals stack subassemblies into body
Reference Figure (8)
CAUTION
Never allow the slings to come in contact with the
pilot or tubing. Use a spreader bar on the sling
to prevent contact. Failure to comply may cause
equipment damage.
54. Using a double chain, attach the chain to
lifting lugs (540) and carefully lift , remove
the cap and internals sub-assembly from
the holding device. (See illustration Fig. 7).
55. The cap flange face is now horizontal with
gasket surface facing downward allowing
the flat diaphragm Fig 1 (250) to hang
downward.
56. Using rubber glove apply thin film of
lubricant to the machined cap flange face
( this is to protect the diaphragm during
installation).
57. Using a crane, two hook chain in the central
lifting lugs, center the cap sub-assembly
over the valve body.
58. Lower the cap and internals assembly onto
the valve body flange assuring that the
diaphragm Fig 1 (250) perimeter is held
taughtly outward from the four corners.
59. Check that the Teflon encapsulated body
O-ring (Fig 1) (290) is in place before lowering
the cap sub-assembly onto the body.
60.
Carefully rotate the cap to further align the
bolt holes and check for correct O-ring (Fig 2)
(290) position again by looking through the
bolt holes all around before resting the cap
flange and diaphragm on the main valve.
61. Stretch the diaphragm ( 250) outward until
taught all the way around.
62. Remove the crane and two hook chain.
63. Install the four hand grips about 90 degree
apart to hold the cap and the body together
with some low tension.
7
64. Using a
/
16” box end wrench slowly rotate
the lift-bushing Fig (520) CCW allowing the
internals assembly to drop as far as it will
and then exerting some additional CCW
torque until the main pallet to ensure seat
engages the nozzle while pulling in the
diaphragm (main seat closed position-cap
will separate from the body approx.
65. Slowly rotate the wrench in the CW direction
raise the internal assembly up against
the upper stop and then CCW a second
time down to the seat (after this step the
diaphragm will be fully pulled in as far as
it can be to the closed position-cap will
separate from the body approx.
66. Using a small razor knife cut four holes in the
diaphragm Fig1 (250) between the cap and
body flange through the cap clearance holes
approximately 90 degrees apart and install
four cap hex bolts and washers Fig1 (360,370)
to loosely hold the cap in the indexed position.
1
/
16"-⅛").
1
/
16"-⅛").
67. Using the razor knife or hole punch (
5
cut and remove remaining material in each of
the bolt holes and install remaining cap bolts
and washers Fig1 (360,370). Install the longer
Hex bolts at the lifting lugs (540) locations on
the side of the body, if applicable.
68. Remove the lifting lugs (540) from the lower
mounting plate (350) and reinstall them on the
machine surface on the bottom side of main
valve flange as shown on Fig. 8.
Install the nut and lock washer(270,390) on the
lower lifting lug face.
Note: these bolts are extra long and are
extra strength.
5
69. Removing tooling (
/
16” nuts/cross-bar/
threaded rod) from lower pilot mounting
plate thread and store. Reduce tension
in the lifting bushing Fig 7 (520) before
removing all thread rod (Fig 7 (530) .
70. Index or rotate the lower pilot mounting
plate Fig6 (350) by loosening bolts (400) one
to two turns CCW ea. so that the mounting
plate studs are approximately split on the
outlet flange centerlines (set the pilot on the
mounting plate to align the inlet pipe with
the inlet pipe u-bolt and bracket). Once Pilot
inlet pipe/Pilot is aligned, remove the pilot
and tighten the four mounting plate bolts
Fig 6 (400).
Note: Once tightened the lower mounting
plate must not be able to rotate by hand.
71. Once tightened, re-Install the pilot and inlet
tubing and secure the bracket U-bolts (not
shown) and pilot mounting plate nuts and
washers Fig1 (390, 370).
/
16" dia)
9
Page 10

ANDERSON GREENWOOD TYPE 9300H POSRV
INSTALLATION AND MAINTENANCE INSTRUCTIONS
Teflon tape nozzle gasket installation instructions
1. The contact surfaces must be clean , free from grease, and dry
2. Remove the protective strip on the adhesive teflon rope
3. Press into the nozzle groove in the body and overlap as shown
FIGURE 5
Installation requires over lapping
of tape at the ends
Detail B
FIGURE 6
Cap- lower pilot mounting plate - hub guide rod sub-assembly
PARTS LIST
Item no. Part description Material
110 Cap SST A240 316/316L
210 Rod-guide SST A479-316/316L, SST 17-4PH
230 Hub cap SST A479-316
270 Washer SST 316
310 O-ring as 568-242 PFA encapsuled solid silicone 85-90D
320 O-ring as 568-253 Nitrile 70D
350 Pilot lower mounting plate SST A479-316L
380 Stud SST SA193-B8M
390 Nut-hex SST SA194-8M
400 Screw-hex head cap SST SA193-B8M
Section A-A
WARNING
Use only genuine Anderson Greenwood replacement parts. Components that are not
supplied by Emerson Automation Solutions should not, under any circumstances, be used
in any Anderson Greenwood valve because they may void your warranty, might adversely
affect the performance of the valve and could cause personal injury and property damage.
10
Page 11

ANDERSON GREENWOOD TYPE 9300H POSRV
INSTALLATION AND MAINTENANCE INSTRUCTIONS
DIAPHRAGM INSTALLATION TOOL SET
Item no. Part description Material
380 Stud SST SA193-B8M
390 Nut-hex SST SA194-8M
490 Internals lifting tool Aluminium T6
500 Washer (special) SST 316
510 Retaining ring SST 18-8
520 Lifting bushing SST A240 316/316L
530 All Thread Rod ASTM A36
540 Lifting lug SST 316
FIGURE 7
Diaphragm installation tool detail
WARNING
Use only genuine Anderson Greenwood replacement parts. Components that
are not supplied by Emerson Automation Solutions should not, under any
circumstances, be used in any Anderson Greenwood valve because they may
void your warranty, might adversely affect the performance of the valve and
could cause personal injury and property damage.
Secure main valve cap and
internals for assembly and
Pallet or vise w/soft jaws
disassembly
Illustration of removal of cap from valve to
maintenance position and from maintenance
position to installation position
Threaded rod and internal
thread engagement
Lower cap assembly
into notch to prevent
movement
Removing item
530 will enable the
romoval of internal
stack assy.
11
Page 12

ANDERSON GREENWOOD TYPE 9300H POSRV
INSTALLATION AND MAINTENANCE INSTRUCTIONS
FIGURE 8
Lifting lug installation for cap and internal assembly
Item no. Part description Material
270 Washer lock SST A240 316/316L
380 Stud SST SA193-B8M
440 Nut-hex SST SA194-8M
540 Lifting lug SST A240 316/316L
WARNING
Use only genuine Anderson Greenwood replacement parts. Components that are not supplied by
Emerson Automation Solutions should not, under any circumstances, be used in any Anderson
Greenwood valve because they may void your warranty, might adversely affect the performance of the
valve and could cause personal injury and property damage.
Ensure clearance prior to
swinging clear of body
12
Page 13

ANDERSON GREENWOOD TYPE 9300H POSRV
INSTALLATION AND MAINTENANCE INSTRUCTIONS
3 PILOT DISASSEMBLY FOR FLOWING
MODULATING PILOTS (TYPES 91, 93, AND 93T)
Refererence Figures 9 thru 13
WARNING
Failure to follow the installation, operation or
maintenance instructions for a Emerson product
could lead to serious injury or death from
explosion or exposure to dangerous substances.
To reduce the risk:
• Comply with all information on the product, in
this manual, and in any local and national codes
that apply to this product.
• Do not allow untrained personnel to work with
this product.
• Use Emerson parts and work procedures
specified in this manual.
WARNING
Avoid personal injury from sudden release of
process pressure. If the process media starts to
escape from the valve or pilot, STOP IMMEDIATELY!
The escape of process media indicates that the
valve has NOT been properly vent, or process
pressure is trapped in the valve body nor pilot.
Check with your process or safety engineer for any
additional measures that must be taken to protect
against process media.
The pilot disassembly instructions and soft
goods vary between pilot types. Pay particular
attention to orientation of parts and materials.
The 93T pilot has all T eflon
including diaphragms, and its maximum set
pressure is 15 psig. The 91 pilot has T eflon
soft goods with stainless steel (SS), Hastelloy
and T eflon
®
diaphragms, and its set pressure
®
soft goods
®
®
,
ranges from 16 psig to 50 psig. The 93 pilot is
different from the 93T and 91 pilot in that it uses
elastomer seat, seals, and diaphragms.
1. Remove cap (760) and adjusting screw (790)
and adjusting screw seal (720) for vacuum
pilot. Remove bonnet bolts (770), seals (700)
for vacuum pilot, bonnet (200), spring (840)
and spring washer (820).
2. On Types 91 and 93T pilots, loosen boost
tube fitting (310) on boost tube (320) at boost
tube connector bolt (270). Refer to DetailB.
Remove boost tube connector nut (300),
washer (290), lower boost tube seal (590),
seal retainer (280). Let these three parts
slide down boost tube. Remove boost tube
connector bolt (270), upper boost tube seal
(590) and seal retainer (280).
3. On Type 93 pilot, loosen boost tube fitting
(310) on boost tube (320) at boost tube
connector bolt (270). Refer to Detail B.
Remove boost tube connector nut (300),
washer (290), lower boost tube seal (600)
Let these three parts slide down boost tube.
Remove boost tube connector bolt (270) and
upper boost tube seal (590).
4. Remove case bolt nuts (260), washer (250)
and bolts (240). Remove upper case (210).
5. On Types 91 and 93T pilot. Hold hex spacer
(120) with a shortwell ¾" socket that has the
ratchet area bored out and inserting another
socket into the bored out hole, loosen.
6. Remove parts in the following order: hex
spacer (120), sense plate (150), upper
gasket (650), sense diaphragm case gasket
(650), spindle gasket (680), sense spacer
(140), boost plate (160), spacer ring (230),
diaphragm gasket (620), boost diaphragm
gasket (680) (See Figure 12, Detail A).
7. On Types 93 pilot, hold hex spacer (120) with
a shortwell ¾" socket that has the ratchet
area bored out and inserting another socket
into the bored out hole, loosen.
8. Remove parts in the following order: hex
spacer (120), sense plate (150), sense
diaphragm (510), upper gasket (650), sense
spacer (140), boost plate (160), spacer
ring (230), diaphragm gasket (620), boost
diaphragm gasket (510), boost spacer (130),
check plate (560) and spindle seal (660).
(See Figure 12, Detail A).
9. Remove boost tube (320) from body (100)
and lower boost tube seal (590/600(93T))
from boost tube (320).
10. Remove spindle diaphragm (500) and gasket
(690) for 93T pilot and spindle/disc assembly
(550) from body (100).
11. Remove spindle diaphragm plate (170) and
shim washer(s) (490) from spindle/seat
assembly (550).
Note: shim washer(s) may not always be
used in assembly (550).
12. Refer to Detail A. For the 93T pilot seat
assembly, remove the retainer ring (430)
and seat retainer (420) from the spindle/disc
assembly (550). Remove the seat (570).
13. Remove blowdown bushing (390) and
blowdown seal (630) from body (100).
Note: the blowdown screw retainer (380)
is a loose fit on the blowdown adjustment
screw (350). Be prepared to catch it when
the bushing (390) is removed from the
body (100).
14. Loosen the blowdown screw locknut (370)
and remove the blowdown adjusting screw
(350) and seal (630) from the bushing (390).
15. Remove the vent (800) from the body (100).
Note: it is not necessary to remove the
filter screen (400) or nozzle (110) from the
body (100).
16. Remove the upper mounting plate (930),
bolt seals (610), plate seals (940) from body
(100) by unthreading the body bolts (340).
17. Clean all parts and replace all soft goods.
The spindle/seat assembly (550) is factory
assembled and must be replaced as a unit.
If the nozzle (110) is nicked or scratched, it
should be replaced. To remove it, use a deep
socket.
13
Page 14

ANDERSON GREENWOOD TYPE 9300H POSRV
INSTALLATION AND MAINTENANCE INSTRUCTIONS
3.1 Pilot assembly for flowing modulating
pilots Types 91, 93, and 93T
1. On Type 93 and T eflon
93T pilots, if you removed the nozzle (110),
reattach the nozzle (110) to the body (100),
and replace the spindle seat assembly (550).
2. If you removed the filter screen (400),
reattach the filter screen (400), and reattach
the vent (800) to the body (100).
3. Reattach the blowdown seal (620), and
blowdown adjusting screw (350) to the
blowdown bushing (390), and tighten the
blowdown nut (370).
Note: make sure the blowdown screw
retainer (380) is on the blowdown
adjustment screw (350).
4. Attach the bushing seal (630) and the
blowdown bushing (390) to the body (100).
5. Place the shim washer(s) (490), if applicable,
and spindle spacer (170) on the spindle seat
assembly (550). Then place the spindle seat
assembly (550) in the body (100).
6. Lay a straight edge across the body (100)
and check the gap between the straight
edge and the spindle spacer (170). Add or
remove shim(s) (490) as required to make
the top of the spindle spacer (170) even with
the top of the body (100).
7. Align the small hole in the lower diaphragm
case (220) with the hole in the spindle
diaphragm (500). Then align the spindle
diaphragm hole (500) with the hole in the
body (100). Install the lower case (220), plate
seals (940) from body (100) by unthreading
the body bolts (340) onto the body (100) and
tighten together.
Note: on the 91 and 93T pilots, there are
gaskets (690) on each side of the spindle
diaphragm (500) and a diaphragm case
plate (180) that must be installed onto the
lower case (220) using the spiral pin (410).
8. On Types 91 and 93T pilots, slide the hex nut
(300), flat washer (290), seal retainer (280),
and seal boost tube (590) on to the boost
tube (320).
®
seat Types 91 and
On Type 93 pilots, slide the hex nut (300), flat
washer (290), and thread seal (600) on to the
boost tube (320). Then attach the boost tube
(320) to the body (100) with the connector (330).
9. On Types 91 and 93T pilots, install parts in
the following order: spindle seal (660), boost
spacer (130), diaphragm case gasket (640),
boost diaphragm (510/520), diaphragm
case gasket (larger I. D. hole) (640), spacer
ring (230), boost plate (160), sense spacer
(140), diaphragm case gasket (640), sense
diaphragm (510), diaphragm gasket (smaller
I.D. hole)(640), sense gasket (670), sense
plate (150), hex spacer (120), spring disc
(830), lock washer (780) and jam nut (750).
Note: be sure to align large hole in
diaphragm(s) (510/520) and gaskets
(all640) with the boost tube hole (270).
10. On Type 93 pilot, install parts in the
following order: spindle seal (660), check
plate (rubber side down) (560), boost spacer
(130), boost diaphragm (510), diaphragm
gasket (650), spacer ring (230), boost plate
(160), sense spacer (140), diaphragm gasket
(650), sense diaphragm (510), sense plate
(150), hex washer (120), spring disc (830),
lock washer (780), and jam nut (750). Note:
Be sure to align large hole in diaphragm(s)
(510) and gaskets (ALL 650) with the boost
tube (270) hole.
11. To tighten spindle (550) and diaphragm
assembly, hold ¾" socket tool onto hex
washer (120) stationary, and tighten the jam
nut (750).
12. Install upper diaphragm case (210), case
bolts (240), washers (250) and nuts (260),
and tighten.
13. Install the upper boost tube seal (590)
(Type93 pilot), PTFE seal (590) and seal
retainer (280) (Types 91 and 93T pilot), and
boost tube connector/bolt (270) into the
large hole of the diaphragm cases (210, 220).
Slide the lower boost tube seal (600) (Type
93 pilot),
PTFE seal (590) and seal retainer
(280) (Types 91 and 93T pilot), washer (290),
nut (300), and boost tube connector nut
(310/480) up the boost tube (320) attach to
the boost tube connector/bolt (270). Tighten
boost tube fitting (310) on the boost tube
(320) at the boost tube connector/bolt (270).
14. Install the spring (840), spring washer (820),
bonnet assembly (200), and bonnet bolts
(770), adjusting screw (790), locknut (190),
and cap (760).
Note: for the vacuum pilot remember to
replace bonnet bolt (700), bonnet gasket
(580) and adjusting screw seal (720).
14
Page 15

ANDERSON GREENWOOD TYPE 9300H POSRV
INSTALLATION AND MAINTENANCE INSTRUCTIONS
PILOT PARTS (FIGURES 9, 10, 11)
Item Description
100 Body
110 Nozzle
120 Spacer - hex
130 Spacer - boost
140 Spacer sense
150 Sense plate
160 Plate - boost
170 Spacer - spindle
180 Plate - diaphragm case (93T only)
190 Pressure adjustment lock nut
200 Bonnet assembly (items 450 - 710 part of assembly)
210 Diaphragm case upper
220 Diaphragm case lower
230 Ring - spacer
240 Case - bolt
250 Case Washer - lock
260 Case Nut - hex
270 Connector - boost tube
280 Seal - retainer (93T only)
290 Washer - flat
300 Nut - hex
310 Nut - connector
320 Tube - boost
330 Connector - straight
340 Bolt - body
350 Needle - blowdown adjustment
370 Blowdown nut
380 Blowdown retainer
390 Blowdown bushing
400 Screen filter
410 Pin - spiral (93T only)
430 Ring - retainer (93T only)
440 Nut - swage (93T only)
450 Insert - bonnet (part of Item 200 assembly)
460 Wire
470 Seal - ½" dia
480 Ferrule (not shown)
490 Washer - shim (for stack height only)
500 Diaphragm - spindle
510 Diaphragm - sense/boost
520 Diaphragm - sense (93T only)
550 Spindle
560 Plate - check
570 Seat
580 Gasket - bonnet
590 Seal - boost tube
Item Description
600 Seal - thread
610 Seal - body bolt
620 Seal - blowdown
630 Seal - bushing
640 Gasket - case
650 Gasket - diaphragm
660 Seal - spindle
670 Gasket - sense (93T only)
680 Gasket - spindle (93T only)
690 Gasket - spindle diaphragm
(only used if Item 500 is T eflon
700 Seal - bonnet bolt (93T only)
710 Seal - bonnet insert
(part of Item 200 assembly vacuum only)
720 Seal adjustment screw (93T only)
730 Base - seat (93T only)
740 Ball
750 Nut - hex
760 Cap
770 Bolt - bonnet
780 Washer - lock
790 Pressure adjustment screw
800 Vent - body (dependent on configuration of assembly)
810 Vent - bonnet
820 Washer - spring
830 Disc spring
840 Spring
910 Name plate (not shown)
920 Screw - drive (not shown)
940 O-ring – upper pilot mounting plate to body seal
930 Upper Pilot Mounting Plate
®
)
WARNING
Use only genuine Anderson Greenwood replacement parts. Components that
are not supplied by Emerson Automation Solutions should not, under any
circumstances, be used in any Anderson Greenwood valve because they may
void your warranty, might adversely affect the performance of the valve and
could cause personal injury and property damage.
15
Page 16

ANDERSON GREENWOOD TYPE 9300H POSRV
INSTALLATION AND MAINTENANCE INSTRUCTIONS
FIGURE 9
Types 93 and 93T pressure pilot (below 15 psig)
See detail B
Figure 13
Item 930 not shown
Pilot exhaust
See detail A
Figure 13
16
Page 17

ANDERSON GREENWOOD TYPE 9300H POSRV
INSTALLATION AND MAINTENANCE INSTRUCTIONS
FIGURE 10
Types 91 and 93 pressure pilot (above 15 psig)
Pilot exhaust
See detail "A"
Figure 12
Item 930 not shown
17
Page 18

ANDERSON GREENWOOD TYPE 9300H POSRV
INSTALLATION AND MAINTENANCE INSTRUCTIONS
FIGURE 11
Type 93 vacuum pilot
To process
See detail B
To process
See detail A
Main valve dome
Item 930 not shown
Pilot exhaust
18
Page 19

ANDERSON GREENWOOD TYPE 9300H POSRV
INSTALLATION AND MAINTENANCE INSTRUCTIONS
FIGURE 12
Type 93 - pressure above 15 psig
Detail A
Type 91 - pressure above 15 psig
Detail A
Type 93 - pressure below 15 psig and vacuum
Detail A
Type 93T - pressure below 15 psig
Detail A
19
Page 20

ANDERSON GREENWOOD TYPE 9300H POSRV
INSTALLATION AND MAINTENANCE INSTRUCTIONS
FIGURE 13
Type 93 pilot - pressure below 15 psig and vacuum
Detail B
Type 93 pilot - pressure below 15 psig
Detail B
20
Page 21

ANDERSON GREENWOOD TYPE 9300H POSRV
INSTALLATION AND MAINTENANCE INSTRUCTIONS
3.2 Pilot adjustment for flowing modulating
action pilots (TYPES 91, 93 AND 93T pilots)
The pilot may be set separate from the main
valve provided there is access to a pilot test
system similar to the one shown in Figure 14.
WARNING
Failure to follow the installation, operation or
maintenance instructions for a Emerson product
could lead to serious injury or death
from explosion or exposure to dangerous
substances.
To reduce the risk:
• Comply with all information on the product, in
this manual, and in any local and national codes
that apply to this product.
• Do not allow untrained personnel to work with
this product.
• Use Emerson parts and work procedures
specified in this manual.
WARNING
When the pressure relief valve is under pressure
never place any part of your body near to the
outlet/exhaust of the valve.
Failure to follow these instructions may result in
death or serious injury.
3.2.1 Adjustment of set pressure
1. Install the pilot valve onto the pilot test
system, and attach gage sensing lines to the
supply and dome connections.
2. Remove the cap.
3. Screw the set pressure adjustment screw
clockwise until it is screwed in 80% to 90%
and set the adjustable needle valve all
the way in then counterclockwise out the
specific number of turns listed in the table
below for different pilot configurations and
pressures.
4. Increase the supply pressure to nameplate
setting and slowly back out the set pressure
adjustment screw until flow through the
pilot exhaust begins.
5. Continue to back the set pressure
adjustment screw out until the dome
pressure is 50% of the supply pressure.
When the dome pressure reaches 50% of
the supply pressure read the supply gage
pressure. If it is below set pressure, you
will need to tighten down on the pressure
screw, or back it off if you are high. Tighten
the locknut once the desired set pressure is
achieved.
Note: set pressure on a vacuum pilot is
evidenced by a rapid change of the dome
pressure (0 gage) to the supply pressure.
A slow ramp speed is required in order to
obtain true readings of set pressure.
6. Check the pilot exhaust vent for leakage.
The pilot shall be bubble tight up to crack
pressure shown in 3.2.3 Also, check upper
pilot vent for leakage. There should be 0
leakage from the upper vent.
3.2.2 Reseat pressure
1. The blowdown adjusting screw is fixed as
specified in 3.2.1 from the closed position.
3. Cycle the pilot valve a minimum of 5 times
to assure that dome pressure reduction
at set pressure is consistent. Increase the
pressure very slowly in order to obtain an
accurate reading of the cracking pressure
and to expose any erratic performance.
Note: cracking pressure on vacuum pilots
is that pressure at which the initial dome
pressure change is noted.
5. After desired pilot action is set, verify pilot
seat tightness. This is accomplished by
checking the pilot exhaust vent for leakage.
The pilot should be bubble tight up to crack
pressure as shown in 3.2.3. Be aware
of crack pressure changes between set
pressure ranges.
Pilot type: 90 Low Pressure (Large Pilot Case)
Blowdown Adjustment: 4"WC to 16" WC
Turns: 2 Turns out
Blowdown Adjustment Above 16" WC
Turns: 3 Turns out
Pilot Type: 90 High Pressure (Small Pilot Cases)
Blowdown Adjustment: Above 3.5 psig
Turns: 3 Turns out
Pilot Type: 90 Vacuum Pilot (Large Pilot Case)
Blowdown adjustment: 4" WC to -14.7" WC
Turns: 2 Turns out
3.2.3 ADJUSTMENT TOLERANCES
Set press
Pilot action Set press.
Modulating Action 4" WC to 7" WC ± .2" WC 75% 100%
Modulating Action 7" WC to 1.0 psig ± 3% 90% 100%
Modulating Action 1.0 psig to 10.0 psig ± 3% 95% 100%
Modulating Action -4" WC to -7" WC ± .2" WC 75% 100%
Modulating Action -7" WC to -1.0 psig ± 3% 90% 100%
Modulating Action -1.0 psi to -57 psig ± 3% 95% 100%
tolerances Crack % set Reseat % set
21
Page 22

ANDERSON GREENWOOD TYPE 9300H POSRV
INSTALLATION AND MAINTENANCE INSTRUCTIONS
4 FUNCTIONAL TESTING OF COMPLETE
ASSEMBLY OF MAIN VALVE AND PILOT
WARNING
Failure to follow the installation, operation or
maintenance instructions for a Emerson product
could lead to serious injury or death
from explosion or exposure to dangerous
substances.
To reduce the risk:
• Comply with all information on the product, in
this manual, and in any local and national codes
that apply to this product.
• Do not allow untrained personnel to work with
this product.
• Use Emerson parts and work procedures
specified in this manual.
WARNING
Use only genuine Anderson Greenwood
replacement parts. Components that are not
supplied by Emerson Automation Solutions
should not, under any circumstances, be used
in any Anderson Greenwood valve because they
may void your warranty, might adversely affect
the performance of the valve and could cause
personal injury and property damage.
WARNING
When the pressure relief valve is under pressure
never place any part of your body near to the
outlet/exhaust of the valve.
Failure to follow these instructions may result in
death or serious injury.
CAUTION
The control valve body and piping may be
extremely hot or cold. Wear personal protective
equipment appropriate to the situation when
working with the control valve. Adhere to your
company's safety standards and practices. Failure
to comply may cause serious injury
4.1 General
Assemble the pilot to the main valve, and
install remaining tubing and accessories. The
complete valve assembly should be leak tested
for internal and external leaks using a pressure
equal to 30% and 90% of set.
4.1.1 Leakage check - pressure relief valves
Apply pressure to the inlet equal to 30%
of the set pressure. Check for leakage
at the main valve seat, no visible leakage
shall occur. Hold time is 1 minute.
Slowly increase the inlet pressure to 90%
of the set pressure. Check for leakage at
the cap seal, casting, pilot support pipe
and supply tube and other applicable
connections using leak test solution and
at the main valve seat. No visible leakage
shall occur for a hold time of 1 minute.
4.1.2 Leakage check - vacuum relief valves
Valves equipped with vacuum pilots
shall be leak tested per 4.1.1 on
positive pressure with the set pressure
equal to the reciprocal of the vacuum
set pressure. Valves with weighted
diaphragms shall be tested for leakage at
50% of their weighted set.
4.1.3 Back flow preventers and/or field test
The use of some field test connection or
back flow preventers necessitates the
use of check valves. These valves shall
be installed per the applicable assembly
drawings and in the free flow direction
shall open at less than .5" W.C. The check
valves may be tested for forward flow
either before or after assembly at the
shops option. The output check valve of
back flow preventers shall be checked for
zero leakage per 4.1.1 paragraph 2.
4.2 Field test instructions for flowing
modulating action pilots
4.2.1 General
An optional field test accessory is
available for checking the positive set
pressure without removing the valve from
service. The field test accessory consists
of a 3-way ball valve to allow the pilot to
sense pressure from either the process
or from the test gas source.
A standard bottle of nitrogen equipped
with a pressure regulator, block
valve, pressure gage, and convenient
length of high pressure flexible hose
is recommended for testing. A set up
similar to that shown in Figure 15 should
be used. Such a test kit is available from
Anderson Greenwood under the part
number 04.4812.001 plus additional dash
numbers for the pressure gages required.
4.2.2 Field test procedure for flowing modulating
pilots
1. Connect the gas bottle as shown in
Figure15.
2. Close vent valve “C”.
3. Open block valve “B” to supply regulator.
Note: Regulator pressure should be set
at 0.
4. Connect bubble tester bottle to pilot
exhaust vent.
5. Increase pressure at field test port to
slightly above tank pressure by slowly
increasing regulated pressure.
6. Open field test valve “A” and slowly
increase regulator pressure until bubbles
are seen in the bottle. That pressure will
be within 10% of the set pressure.
7. To remove the test set-up, close valves
“A” and “B” and open valve “C”.
22
Page 23

ANDERSON GREENWOOD TYPE 9300H POSRV
INSTALLATION AND MAINTENANCE INSTRUCTIONS
FIGURE 14
Set pressure adjustment
½" pipe (min)
Supply pressure gauge
Vent
Test pilot
Supply pressure
Supply vacuum
Supply vacuum gauge
Accumulator .25 ft
Supply port (½" NPT)
Vacuum pressure adjustment
½" pipe (min)
Vent
Accumulator .25 ft
Supply port (½" NPT)
3
[.007 m2]
3
[.007 m2]
Reseat pressure adjustment
Dome port
Dome pressure gauge
Positive pressure pilot
Test pilot
Reseat vacuum adjustment on back side
Dome port
Dome vacuum gauge
Negative vacuum pilot
23
Page 24

ANDERSON GREENWOOD TYPE 9300H POSRV
INSTALLATION AND MAINTENANCE INSTRUCTIONS
FIGURE 15
Remote sense
connection
(totank)
Field test
valve "A"
Block
valve
"C"
Nitrogen
bottle
Flexible hose
Test gage
Block valve "B"
5 STORAGE AND HANDLING
Because cleanliness is essential to the
satisfactory operation and tightness of a 9300H
pilot operated relief valve, precautions should
be taken to keep out all foreign particles and
materials. Valves should be closed off properly
at both the valve inlet and outlet. Particular
care should be taken to keep the valve inlet
absolutely clean. Valves should preferably be
stored indoors with the original factory installed
protective measures left in place. This includes
all desiccants, flange protectors, and factory
seals. Valves should be placed on wooden
pallets or other blocking materials to keep them
off the floor or in a location where dirt and other
forms of contamination are kept to a minimum.
Valves should not be thrown in a pile or laid on
the bare ground waiting for installation.
6 TROUBLE SHOOTING
Problem Possible cause Resolution
1. Valve opens below set. 1. Improper installation of sense
line.
2. Plugged sense line. 2. Check sense line, inlet screen, and dipper
3. Improper gauge accuracy and/
or location.
2. Pilot leaks from upper
vent.
3. Pilot leaks from lower
vent.
4. Main valve leaks. 1. Seat film damaged. 1. Replace seat film.
1. Sense diaphragm failure. 1. Replace diaphragm.
2. Spindle lock nut loose. 2. Tighten spindle lock nut.
1. Pilot seat leakage. 1. On the 93 pilot, replace spindle disc
2. Nozzle over tightened. 2. Tighten nozzle per assembly instructions.
2. Nozzle damaged. 2. Inspect nozzle and relap if necessary.
3. Nozzle seal damaged, missing,
or out of place.
5. Operating too close to set
pressure. (above 96%)
6. Possible main valve diaphragm
pin-holes
7. Internals Stack assembly loose 7. Tighten Internal Stack assembly Jam Nut
1. Verify if sense line is installed properly.
tube for cleanliness.
3. Verify gauge accuracy for valve being tested
and ensure location is at valve being tested.
assembly.
On the 93T and 91 pilots, replace seat.
Inspect nozzle and relap if necessary.
3. Position nozzle seal per assembly
instructions.
5. Lower operating pressure.
6. Replace diaphragm.
24
Page 25

ANDERSON GREENWOOD TYPE 9300H POSRV
INSTALLATION AND MAINTENANCE INSTRUCTIONS
7 MAIN VALVE SPARE PARTS AND REPAIR KITS
WARNING
Use only genuine Anderson Greenwood
replacement parts. Components that are not
supplied by Emerson Automation Solutions
should not, under any circumstances, be used
in any Anderson Greenwood valve because they
may void your warranty, might adversely affect
the performance of the valve and could cause
personal injury and property damage.
Soft goods repair kits contain all the diaphragms,
seals, and seats to a repair valve. To order a
kit, specify the base number and select the
last three digits from the following tables. To
ensure the purchase of the correct repair kit, the
order should specify the valve model and serial
number. For chloride rich environments, the
bolts in the main valve and pilot exposed to the
environment should be replaced during routine
maintenance or at least every 5 years.
7.1 TYPE 9300H MAIN VALVE DIAPHRAGM REPAIR KITS
Kit type Internals Materials 2" 3" 4" 6" 8" 10" 12"
Soft Goods SST PTFE 11407247 11451328 11451329 11407249 11451330 11407251 11407252
Bolt SST Certs SST 11407256 11451331 11451332 11407259 1145133 11407261 11407262
Bolt SST Certs - RS BKT SST NA 11451334 11451336 11408970 11451337 11408972 11408974
8 PILOT SPARE PARTS AND REPAIR KITS
8.1 91 PILOT REPAIR KIT
Pilot type Pressure Kit type Material Pressure
91 Pilot 15 - 50 psig Soft Goods PTFE/Stainless 11407383
8.2 93T PILOT REPAIR KIT
Pilot type Pressure Kit type Material Pressure Vacuum
93T Pilot 4"WC – 14.9 psig Soft Goods PTFE 11407375 11407380
93T Pilot Marine 4"WC - 14.9 psig Bolt SST 11407269 11407269
9 ACCESSORIES, OPTIONS, AND ACCESSORY REPAIR KIT
9.1 Accessories
1. Field test connection
• In-service verification of set pressure.
• Simplifies the periodic testing of pressure relief valves.
2. Backflow preventer
• Prevents accidental reverse flow through pressure relief valve.
9.3 ACCESSORY REPAIR KIT
Accessory Kit type Material Part number
Diaphragm Check Soft Goods PTFE 10028396
Diaphragm Check Bolt SST 10028477
25
Page 26

ANDERSON GREENWOOD TYPE 9300H POSRV
INSTALLATION AND MAINTENANCE INSTRUCTIONS
10 LUBRICANT AND SEALANTS FOR TYPE 9300H SERIES
(Only include lubricants referenced in the manual)
10.1 LUBRICANTS USED ON PILOT PARTS
Pilot parts Description Lubricant
Pressure adjustment Threads Fluorolube LG 160
Screw and locknut 10025518
Cap lower surfaces between Desco 600
10025781
(91 and 93T pilots) cases and bodyseal ring
Stainless steel case Threads Fluorolube LG 160
Bolts and nuts 10025512
Pipe fittings and vents Threads PTFE Tape &
Dow Corning 33
10025508
(1)
10.2 LUBRICANTS AND SEALANTS USED ON MAIN VALVE PARTS
Main valve parts Description Lubricant (1) Sealant
Stainless on stainless
bolts
Screws, nuts, and fittings
Diaphragms and Gaskets
(91 and 93T)
Seat Stack jam nut Threads - Loctite
Pipe fittings and vents Threads PTFE Tape and Dow
Threads Fluorolube LG 160
10025512
lower surface between
case and body seal Ring
DESCO 600 10025781 -
Corning 33 10025508
-
-
Neither Emerson, Emerson Automation Solutions, nor any of their affiliated entities assumes responsibility for the selection, use or maintenance of any product.
Responsibility for proper selection, use, and maintenance of any product remains solely with the purchaser and end user.
Anderson Greenwood is a mark owned by one of the companies in the Emerson Automation Solutions business unit of Emerson Electric Co. Emerson Automation
Solutions, Emerson and the Emerson logo are trademarks and service marks of Emerson Electric Co. All other marks are the property of their respective owners.
The contents of this publication are presented for informational purposes only, and while every effort has been made to ensure their accuracy, they are not to be
construed as warranties or guarantees, express or implied, regarding the products or services described herein or their use or applicability. All sales are governed by
our terms and conditions, which are available upon request. We reserve the right to modify or improve the designs or specifications of such products at any time without
notice.
Emerson.com/FinalControl
26
 Loading...
Loading...