

Elpress V1311-A, V1311C-A Directions For Use Manual
V1311-A/V1311C-A
V1311C-A
V1311-A
BRUKSANVISNING
DIRECTIONS FOR USE
BEDIENUNGSANLEITUNG
SE
GB
DE
Elpress AB
Tel: +46 612 71 71 00
E-mail: sales@elpress.se
P.O. Box 186 ∙ SE-872 24 KRAMFORS, Sweden
∙
∙
Fax: +46 612 71 71 51
www.elpress.se
∙

SE
Innehållsförteckning
Tekniska data V1311-A och V1311C-A ............................................................................... 3
Åtgärder före användning ................................................................................................... 3
Val av verktyg ..................................................................................................................... 5
Cu-förbindningar....................................................................................................... 5
Al-förbindningar ........................................................................................................ 6
Rundpressning ......................................................................................................... 7
Märkning av Elpress’ förbindningar .................................................................................... 7
Kontroll av pressresultat ..................................................................................................... 8
Skötselinstruktion ............................................................................................................... 9
Oljepåfyllning och luftning................................................................................................. 10
Service.............................................................................................................................. 10
GB
DE
Table of contents
Technical data V1311-A and V1311C-A .............................................................................11
Steps to be taken before use.............................................................................................11
Choosing tools/dies .......................................................................................................... 13
Cu-terminals ........................................................................................................... 13
Al-terminals ............................................................................................................ 14
Preforming .............................................................................................................. 15
Marking of Elpress’ terminals ........................................................................................... 15
Checking the crimp result ................................................................................................. 16
Maintenance instructions .................................................................................................. 17
Oilll and removal of air pockets....................................................................................... 18
Service.............................................................................................................................. 18
Inhaltsverzeichnis
Technische Daten V1311-A und V1311C-A ...................................................................... 19
Massnahmen vor Benutzung ............................................................................................ 19
Wahl der Werkzeuge ........................................................................................................ 21
Cu-Verbinder .......................................................................................................... 21
Al-Verbinder............................................................................................................ 22
Rundpressung ........................................................................................................ 23
Kennzeichnung der Elpress’ Verbinder ............................................................................ 23
Kontrolle des Pressergebnisses ....................................................................................... 24
Wartung ............................................................................................................................ 25
Öleinfüllung und Entlüftung .............................................................................................. 26
Service.............................................................................................................................. 26
2

Tekniska data V1311-A och V1311C-A
• presskraft 130 kN (13
ton)
• nettovikt V1311-A 4,3 kg
V1311C-A 5,7 kg
• längd V1311-A 590 mm, V1311C-A 620 mm
• rotation presshuvud 180°
• slaglängd 25 mm
Åtgärder före användning
Gör en okulärbesiktning och kontrollera att pumpen, presshuvud, gafar och verktyg är felfria och rena. Innan
pumpningen påbörjas måste man noggrant kontrollera att pressverktygen är rätt placerade i gaffeln.
OBS! Pumpa endast med verktyg monterade enligt bilder nedan.
Al 16 - 150 mm² Al 185 - 240 mm² Cu 10 - 400 mm²
C-avgr. 10 - 120 mm²
Fe-Al 62 - 99 mm²
Bild. Monterade tillbehör i handpump V1311-A.
Elpress’ handpumpar V1311-A/V1311C-A är precisionsverktyg, som enbart är konstruerade för att kontaktpressa
Elpress’ förbindningar inom följande areaområden:
Cu-förbindningar 10 - 400 mm² (V1311C-A ej 400mm²)
C-avgreningar 10 - 120 mm²
Al-förbindningar 16 - 240 mm² (V1311C-A pressar ej Al)
För val av dessa, se våra förbindningsprospekt.
VARNING!
Verktygen är ej konstruerade för s k AUS ”Arbete Under Spänning”.
Innan kontaktpressning utförs, kontrollera att anläggningen är spänningslös.
3
Pressverktygen är avsedda att användas av elverk, eldistributörer, kraftverk, elinstallatörsföretag och liknande
användargrupper.
Lokala bestämmelser och regler samt av arbetsgivaren utfärdade anvisningar skall följas vid arbete med Elpress’
handpumpar V1311-A/V1311C-A.
Pumpens hydraulik har ett lågtrycks- och ett högtryckssystem.
I början av pumpningen/pressningsförloppet, sker en snabb frammatning till arbetsläge med hjälp av lågtryckspressningen. När verktyget möter ett visst motstånd, kopplas högtryckssystemet in automatiskt och utför själva
kontaktpressningen.
Det nns en inbyggd utlösningsventil som avbryter pressningen när full kraft nåtts. Därefter kan kolven returneras.
Returventilen fungerar så att hydraulsystemet inte normalt kan utlösas innan utlösningsventilen trätt i funktion.
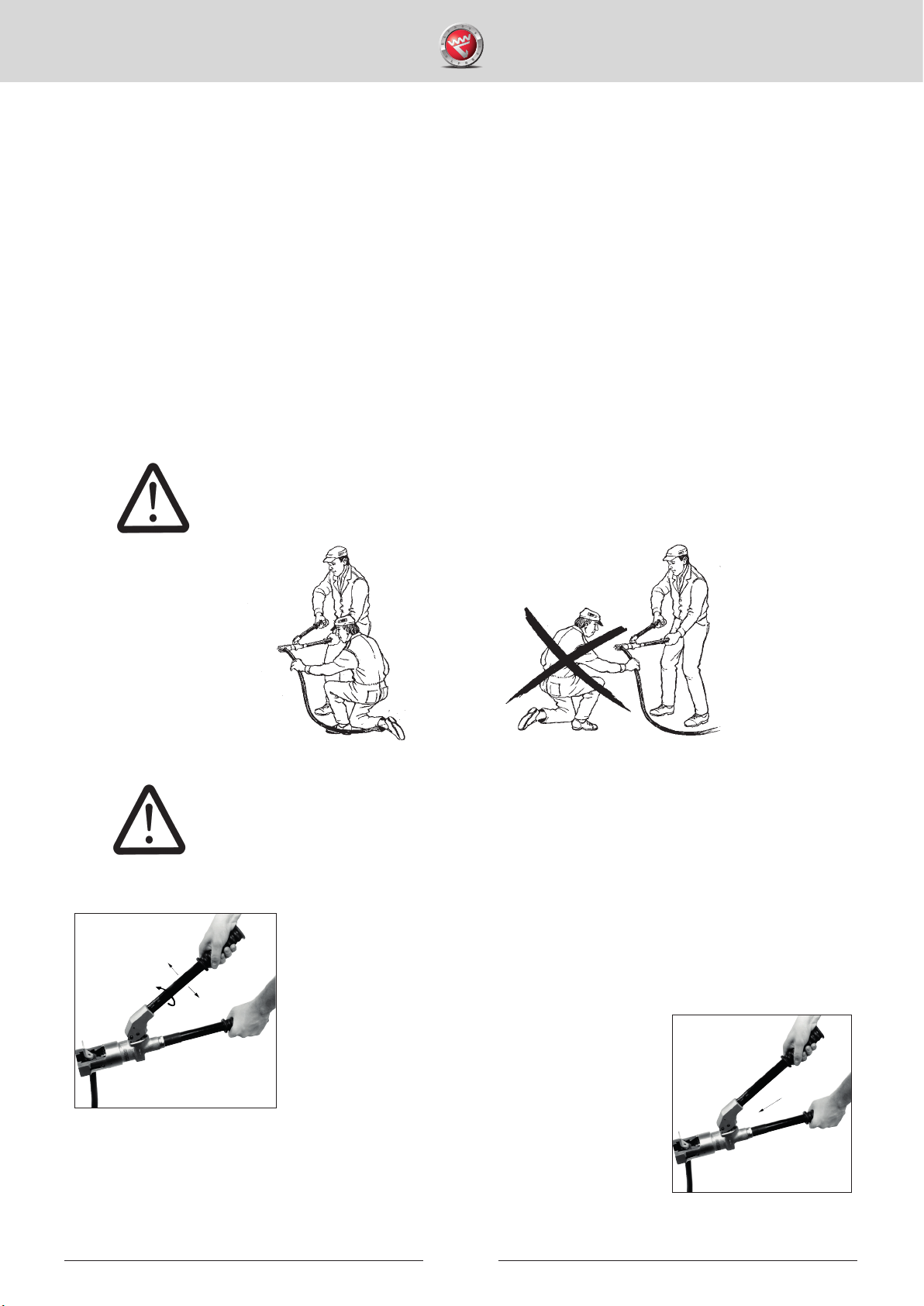
VIKTIGT!
Tänk på att det är hög presskraft (130 kN) och högt oljetryck (730 bar) under
pressningen. Stå aldrig i pressriktningen.
VIKTIGT!
Avbryt inte pressningen förrän max tryck har uppnåtts. Om pressningen avbryts uppnås
inte fullgod kontaktpressning. Vid max tryck hörs ett tydligt mekaniskt ljud i pumpen och
mottrycket i pumpspaken minskar märkbart.
Utlösning av hela hydraultrycket sker genom att föra spaken utåt ca ett halvt
pumpslag, vrida handtaget åt höger till stoppet och sedan trycka in spaken, som då
påverkar returventilen så att trycket utlöses och pressverktyget öppnas.
klämrisk
Om man håller pumpen olämpligt vid spakfästet kan klämskada uppkomma.
Isolerade ledare avisoleras ca 5 mm längre än insticksdjupet. Vid skarvning av högspänningskabel skall monteringsanvisning från isolationstillverkaren noggrant följas.
4
Val av verktyg
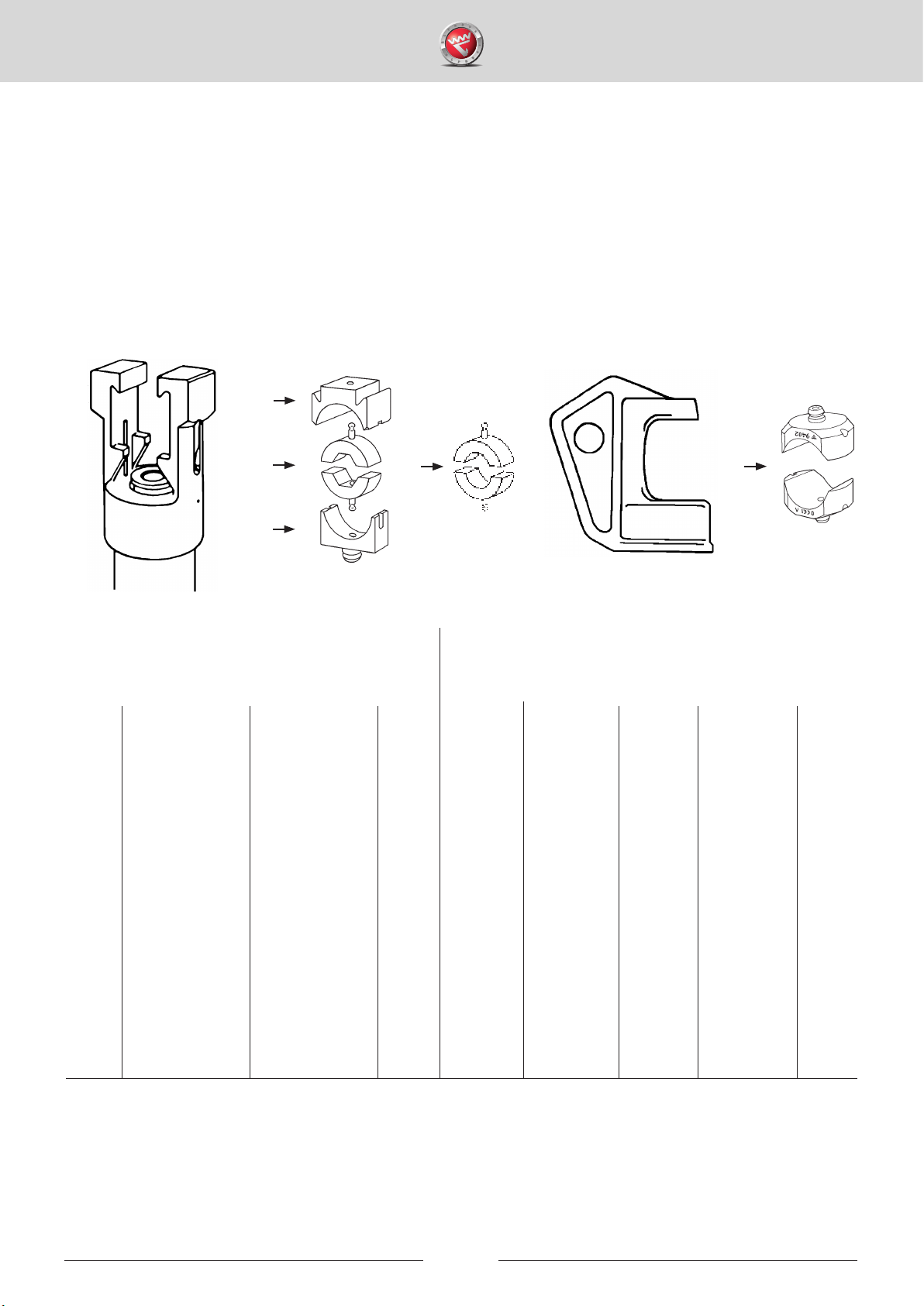
Cu-förbindningar
Vid kontaktpressning av Elpress’ Cu-förbindningar skall nedanstående detaljer användas. För val av pressbackar
se verktygstabeller nedan.
1. Inre backhållare V1316 för V1311-A
2. Yttre backhållare V1318 för V1311-A
3. Backhållare V1330 (par) för V1311C-A
4. Pressbackar - för kabelskor och skarvhylsor används sexkantbackar.
5. Pressbackar - för C-hylsor används C-backar.
2
4
5
1
V1311-A
Verktygstabell för kontakpressning av
Cu-förbindningar typ KRF/KSF
mm² Backar till Backar till Antal
V1311-A V1311C-A pressningar
10 B8 (KR10,KS10) B8 (KR10,KS10) 1
10 13B8* (KR10,KS10) 13B8* (KR10,KS10) 1
16 B9 B9 1
16 13B9* 13B9* 1
25 B11 B11 1
25 13B11* 13B11* 1
35 B13 B13 1
35 13B13* 13B13* 1
50 B14,5 B14,5 1
50 13B14,5* 13B14,5* 1
70 B17 B17 1
70 13B17* 13B17 1
95 B20 B20 1
95 13B20* 13B20* 1
120 B22 B22 1
120 13B22* - 2
150 B25 B25 1
150 13B25* - 2
185 13B27* 13CB27* 2
240 13B30* 13CB30* 2
300 13B32* 13CB32* 2
400 13B38* - 3
Genomgående Avgrening Backar till Backar till Antal
ledare, mm² mm² V1311-A V1311C-A pressningar
10-6 10-6 BC4* BC4* 1
16-10 16-10 BC5 BC5 1
25-16 25-16 BC6 BC6 1
50-16 50-16 BC8-9 BC8-9 1
50-16 50-16 13BC8-9* 13BC8-9* 2
70-50 70-25 BC11 BC11 1
95-70 95-25 BC13 BC13 1
95-70 95-25 13BC13* 13CBC13* 2
120-95 120-95 BC15 BC15 1
120-95 120-95 13BC15* 13CBC15* 2
3
V1311C-A
Verktygstabell för kontakpressning av C-hylsor
* Backar med prex 13--används utan backhållare.
OBS! Vid kontaktpressning skall pressbacksparet placeras ca 2 mm innanför kabelskons
ytterkant.
5

Al-förbindningar (gäller för pressverktyg V1311-A)
Vid dornpressning av Elpress’ Al-förbindningar skall nedanstående detaljer användas. För val av matris och dorn,
se verktygstabell nedan.
1. Matrishållare V1320 (erfordras ej vid dornpressning av 185 och 240 mm2 ).
2. Matris (tvångsinnesluter Al-hylsan så att hylsans initialdimensioner ej förändras vid pressning).
3. Dorn (skall pressas till ett stoppläge, d v s tills att dornänsens undersida stannar mot matrisytan).
Verktygstabell för dornpressning av Al-förbindningar
Fåtrådig Solid Matris Dorn
mm2 mm
2
1
16 16(+25) P13M P13D
25 35 P13M P13D
35 50 P20M P20D
2
3
OBS! TvåpressningarerfordrasvidpressningavAl-förbindningar.Pressföljden,segurnedan.
De två inpressningarnas inbördes placering bestäms av spåren i matrisen, vilka låses av en
fjäderbelastad kula i gaffeln. Det är viktigt att kontrollera att så sker.
50 70 P20M P20D
70 95 P20M P20D
95 120 P25M P25D
120 150 P25M P25D
150 185 13P29M* 13P29D
150 185 P25M P25D
185 240 13P32M* P32D
240 - 13P32M* P32D
* Matris med prex 13-- används utan matrishållare.
Ny pressföljd för aluminium.
6
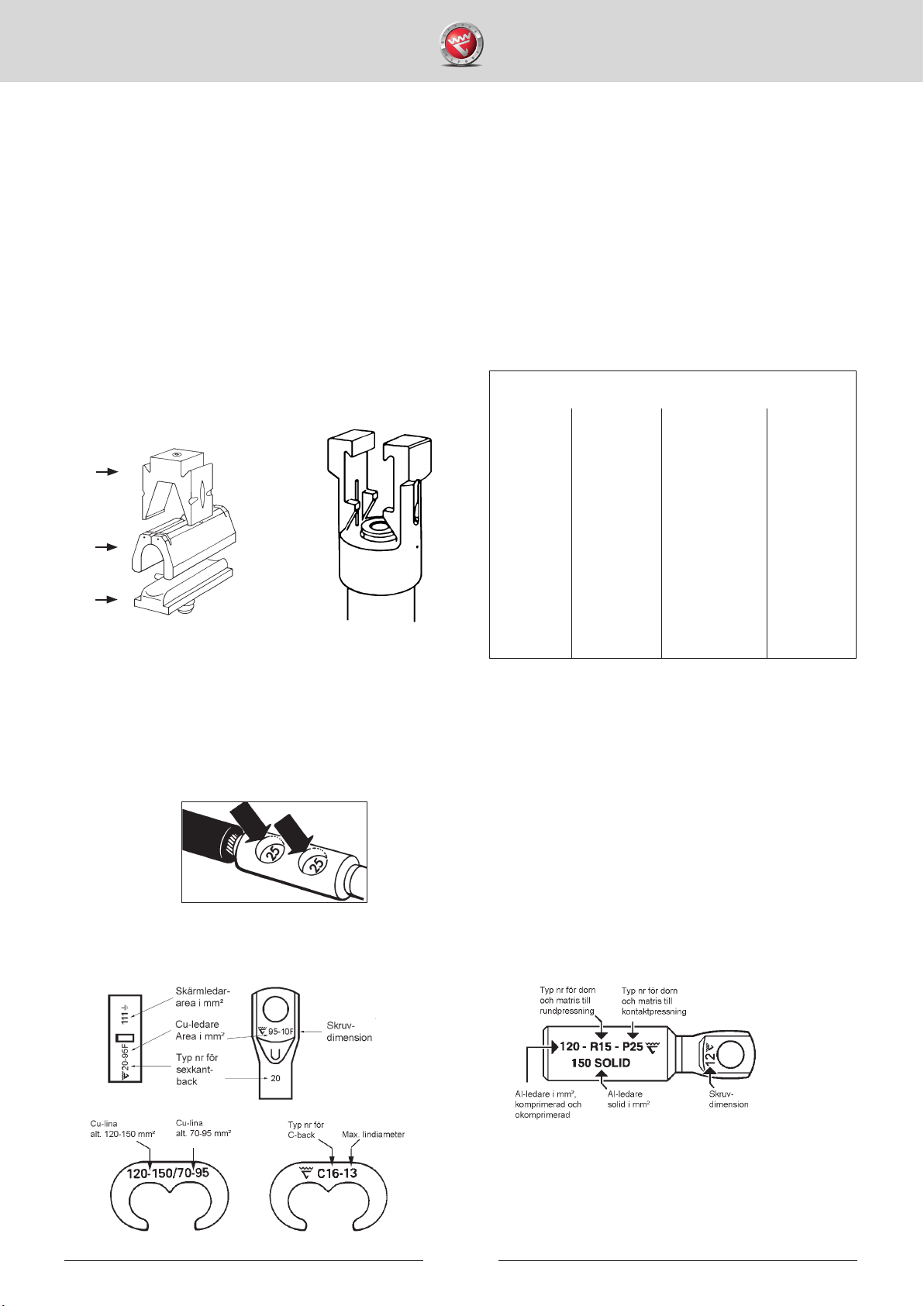
Rundpressning (gäller för pressverktyg V1311-A)
Sektorformade Al-ledare rundpressas med nedanstående detaljer. För val av matris och dorn, se verktygstabell
nedan.
1. Matrishållare V1320
2. Rundpressningsmatris
3. Rundpressningdorn
1
2
3
Placera kabeländan ca 5 mm innanför ytterkanten.
Verktygstabell för rundpressning av Al-ledare
Fåtrådig Solid Matris Dorn
mm2 mm
16 16(+25) R6MR 13R6DR
25 35 R7MR 13R7DR
35 50 R8MR 13R8DR
50 70 R9MR 13R9DR
70 95 R12MR 13R12DR
95 120 R13MR 13R13DR
120 150 R15MR 13R15DR
150 185 R16MR 13R16DR
185 240 13R18MR 13R18DR
240 - 13R20MR 13R20DR
2
Märkning av Elpress’ förbindningar
Elpress’ pressbackar och kontaktpressningsdornar lämnar en identikationsmärkning efter sig, som gör att man i
efterhand kan kontrollera att rätt verktyg har använts.
Exempel på identikationsmärkning som dornen
efterlämnar på kabelförbindningen.
Elpress’ märkningssystem på förbindningarna visar förutom kabelarea även vilka pressverktyg som skall användas.
Kopparförbindningar Aluminiumförbindningar
7
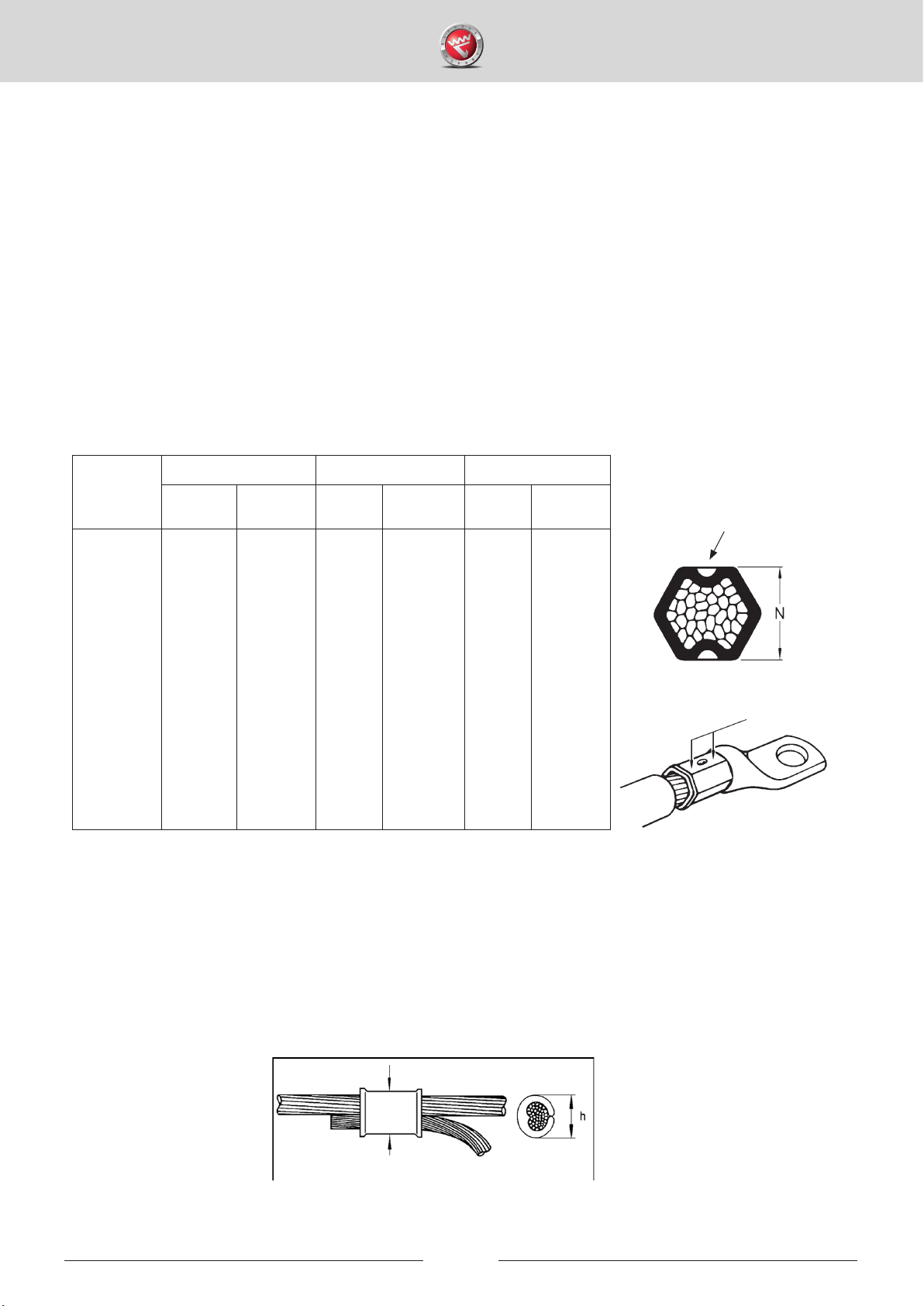
Kontroll av pressresultat
För att förvissa sig om att verktyget har åstadkommit den för respektive kabelförbindning förutbestämda formförändring, mäts presshöjden. Rätt formförändring ger både mekanisk hållfasthet och goda elektriska kontaktegenskaper.
För Cu-kabelskor och -skarvhylsor gäller följande:
• Kontroll av måttet N sker på de sexkantsidor som har knasterpräglingar efter pressbackarna.
• Mät med skjutmått på ena eller båda sidor om knasterpräglingen och jämför med tabellens N-mått.
• Om mätresultatet överskrider N-måttet i nedanstående tabell, efter korrekt utförd kontaktpressning,
kontakta närmaste auktoriserade Elpress Service verkstad.
Cu-ledare
mm
10
16
25
35
50
70
95
120
120
150
150
185
185
240
300
400
*13CB25
2
Typ KRF/KSF Typ KRD/KSD Typ KRT/KST
Press-
backnr
8
9
11
13
14,5
17
20
22
25
25
27
30
32
38
Max N
mm
6,3
7,3
8,8
10,2
11,2
13,4
16,4
16,3
-
20,1
20,3*
20,5
23,3
24,5
30,3
Press-
backnr
8
9
11
12
14
16
19
19
22
-
25
25
27
30
32
Max N
mm
6,3
7,3
8,8
10,2
11,6
13,0
15,2
15,0
16,3
-
20,1
20,3*
20,5
23,3
24,5
Press-
backnr
7
8,5
10
12
14
16
18
19
19
22
-
24
26
30
32
Max N
mm
5,9
7,5
8,2
10,2
11,6
13,0
14,0
15,2
15,0
16,3
-
17,7
19,5
23,3
24,5
Knasterprägling
Mätytor
För C-hylsor av Cu gäller kontroll av måttet ”h”. Detta sker på den pressade ovalens maxhöjd, lämpligen med
skjutmått. Måtten jämförs med tabell på nästa sida.
Om ”h” måttet överskrids, efter korrekt utförd kontaktpressning, kontakta närmaste auktoriserade Elpress Service
verkstad.
VIKTIGT! Vid användning av C-hylsor skall det nnas Cu-lina utanför C-hylsans ytterkanter.
Utsticket ska vara minst 60 % av Cu-linans diameter.
Mätpunkter
8
Pressbackar för
V1311-A
Pressbackar för
V1311C-A
C-hylsor
Max h mm
BC4
BC5
BC6
BC8-9
13BC8-9*
BC11
BC13
13BC13*
BC15
13BC15*
BC4
BC5
BC6
BC8-9
13BC8-9*
BC11
BC13
13CBC13*
BC15
13CBC15*
C4
C5
C6
C89
C89
C11, C11-8 och C11-9
C13, C13-8, C13-9 och C13-11
C13, C13-8, C13-9 och C13-11
C15, C15-8, C5-9, C15-11 och C15-13
C15, C15-8, C15-9, C15-11 och C15-13
9,7
12,3
15,3
21,3
21,3
22,3
25,9
25,9
29,3
29,3
* Backar med prex 13-- används utan backhållare.
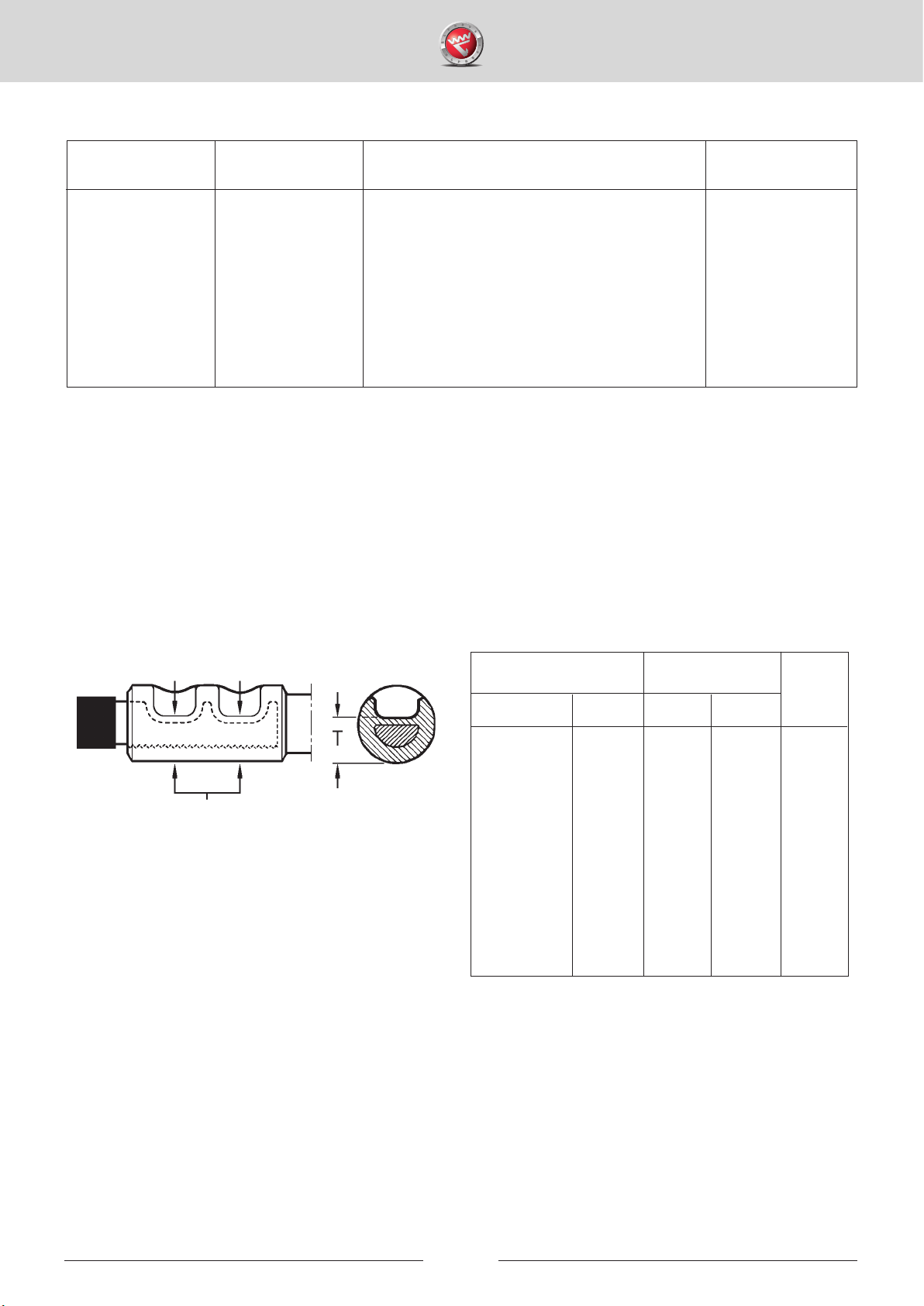
För Al-förbindningar gäller kontroll av måttet ”T”, som mäts i botten på den deformation som dornen har åstadkommit på kabelförbindningen. Detta sker lämpligast med ett specialskjutmått, som kan beställas från närmaste Elpress
återförsäljare. Jämför uppmätt ”T” mått med nedanstående tabell.
Om ”T” måttet överskrids, efter korrekt utförd kontaktpressning, kontakta närmaste auktoriserade Elpress Service
verkstad.
2
Solid Dorn
25
35
50
70
95
120
150
185
185
240
?
?
Verktyg
Matris
P13M
P13M
P20M
P20M
P20M
P25M
P25M
P25M
13P29M
P32M
P32M
13P32M
13P37M
P13D
P13D
P20D
P20D
P20D
P25D
P25D
P25D
13P29D
P32D
P32D
13P32D
13P37D
T
mm
6,8
6,8
10,8
10,8
10,8
13,5
13,5
13,5
14,3
18,4
18,4
?
?
Mätpunkter
Al-ledare mm
Fåtrådig
16
25
35
50
70
95
120
150
150
185
240
?
?
Skötselinstruktion
Pumpen är av robust utförande men bör ändå behandlas med aktsamhet. Undvik att den utsätts för hårda slag och
stötar. Pumpen skall alltid hållas fri från smuts. Under transport bör den förvaras i väska L1311.
9
 Loading...
Loading...