

Motor
Drive Wheel
End
PARTS C ATALOG 2H
M
FG
. C
OMPANY
, I
NC
.
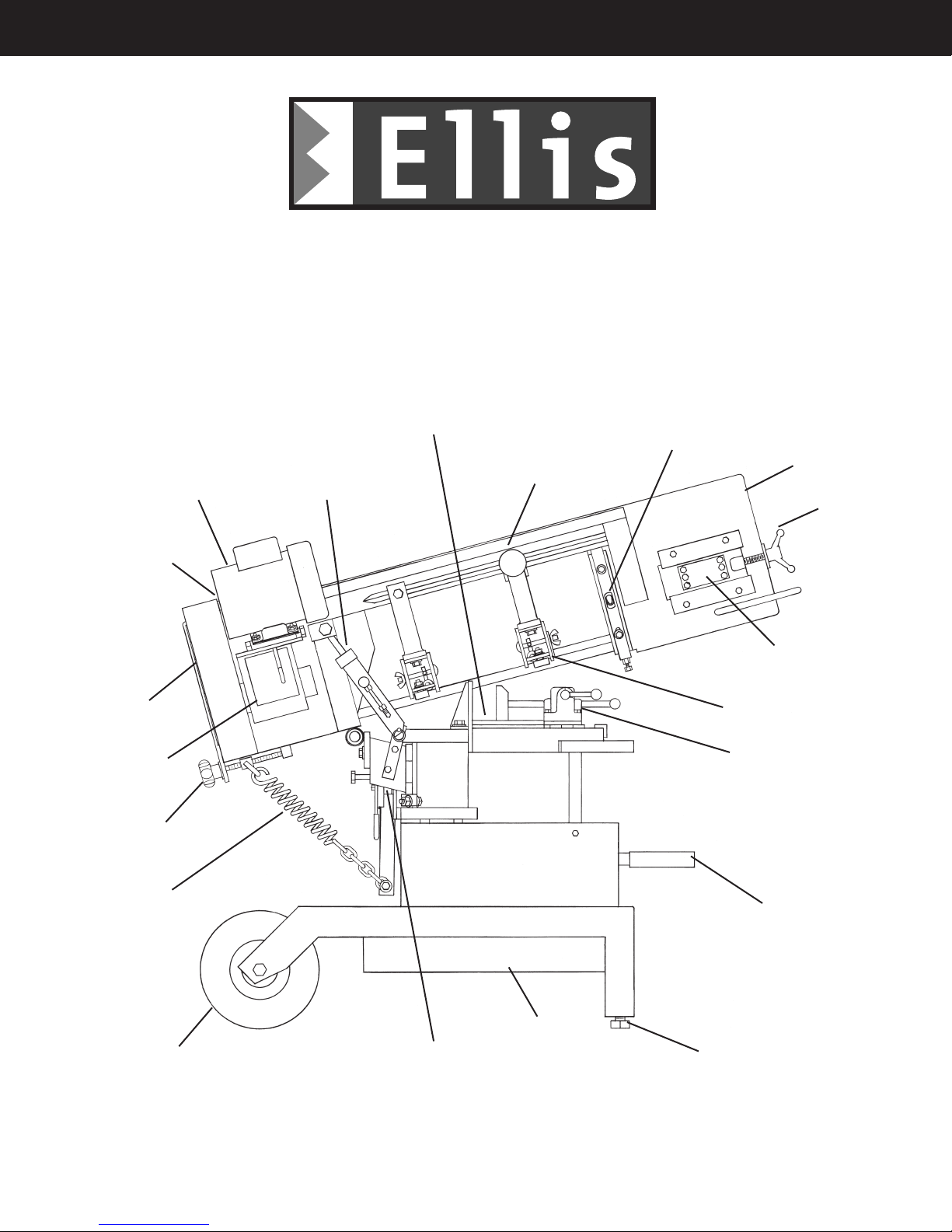
Mitre Band Saw
Installation and Operating Instructions
Note: Not all saw parts are shown in this booklet
Replaceable Aluminum Saw Table
Automatic Shut-Off Switch
Hydraulic Feed
Control
Moveable Guide Arm
Idler Wheel End
T-Handle
Blade Tension
Adjustment
Pulley Box
Speed
Reducer
Head Weight
Adjustment
Compensating
Spring Assembly
Cart Wheel
Bearing Carrier Assembly
Idler Spindle
Adjusting Plate
Blade Guide
Assembly-Idler
Vise
Telescoping Handle
with Grip
Chip Tray
Adjustable Legs
107 W. Railroad Street • P.O. Box 930219 • Verona, WI 53593-0219
Phone: (608) 845-6472 • Fax: (608) 845-5199 • www.ellissaw.com
1-800-383-5547
PARTS CATALOG
Page 2
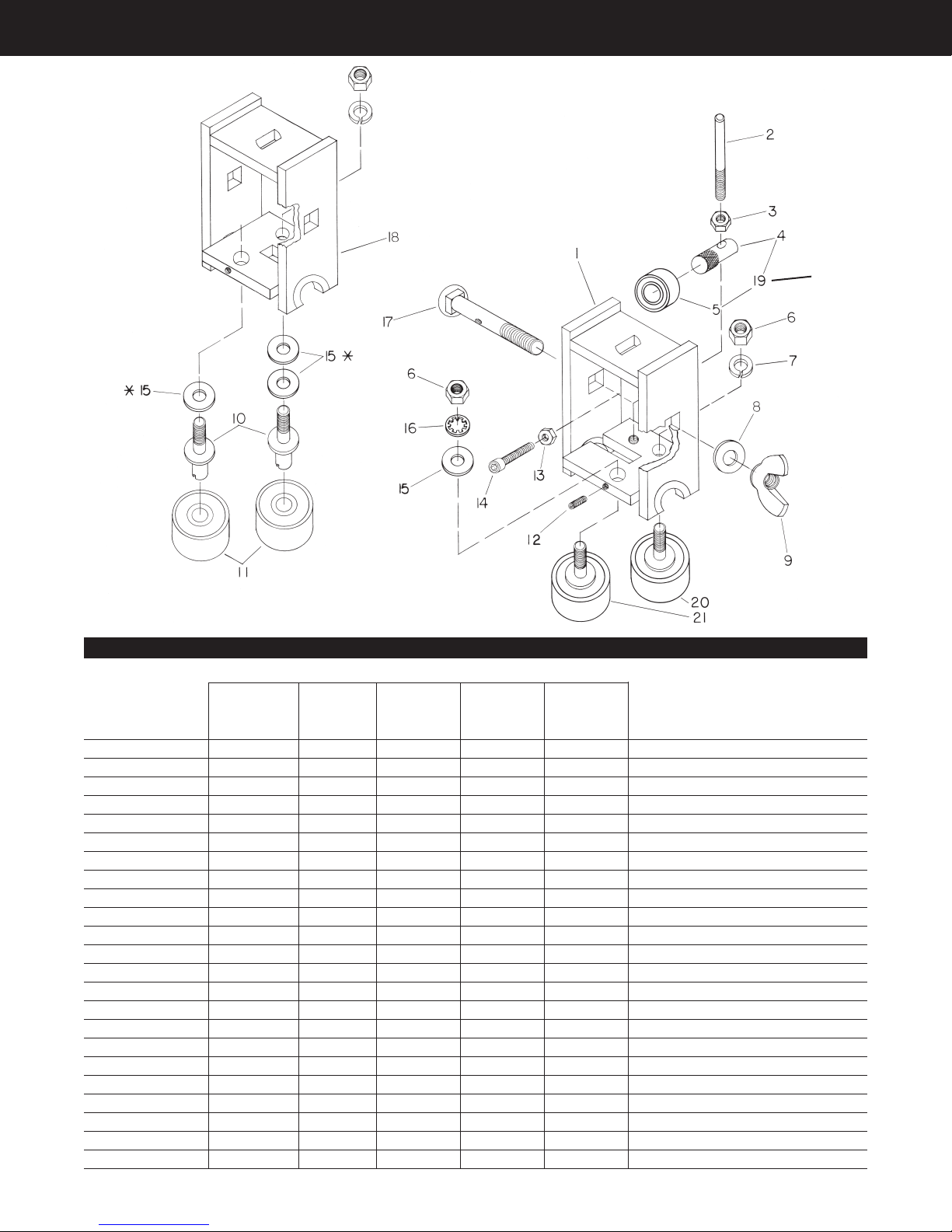
B LADE G UIDE
Complete
Assembly
Bearing Only
90H
Item No. Description
Complete Assy. 9016DC 5370 5539 5720 5732 Blade Guide Assembly, Drive End
Complete Assy. 9016IC 5371 5519 5721 5733 Blade Guide Assembly, Idler End
1 9016I 5391 5588 5588 5981 Housing Assembly, Idler
2 5541 5541 5541 5541 5541 Adjustment Stud, Bearing Plate
3 4260 4260 4260 4260 4260 1/4-20 Hex. Nut
4 6066 6066 6066 6066 5999 Spindle, Pressure Bearing
5 4499 4499 4499 4499 4522 Ball Bearing, Pressure
6 4260 4260 4266 4266 4279 Nut, Hex.
7 4336 4336 4337 4337 4343 Lock Washer, Spring
8 4310 4310 4310 4310 4311 Flat Washer, SAE
9 4271 4271 4271 4271 4270 Wing Nut or Stop Nut
10 5389 5389 5587 6074 6073 Spindle, Guide Bearing
11 4522 4522 4502 4502 4515 Ball Bearing, Guide
12 4140 4140 4140 4140 8-32 x 3/8 Set Screw
13 4258 4258 4258 4258 4260 Hex. Nut
14 4155 4155 4155 4155 4137 Socket Head Cap Screw
15 4304 Flat Washer, 3/16 or 1/4 Std.
16 4355 4355 4356 4356 4343 Lock Washer
17 5374 5374 5542 5542 6056 Guide Clamping Bolt
18 9016D 5390 5540 5540 5982 Housing Assembly, Drive
19 9012 9012 9012 9012 5996 Pressure Bearing Assembly
20 5406 5406 6730 6742 6747 Stationary Guide Bearing Kit
21 5407 5407 6732 6743 6747 Adjustable Guide Bearing Kit
*On all saws, except for the Model 4000, the stationary and adjustable kits are the same except for items 6, 16, and 15 which are included with
the adjustable kits. On the Model 4000 there is no adjustable kit. Therefore, use part number 6747 for both bearing kits on the Model 4000.
1100
Blade Guide Assembly
Part Number For Models
900
1000
1200
1440
1500
Complete
Assembly
1600
1800
2000
3000 4000
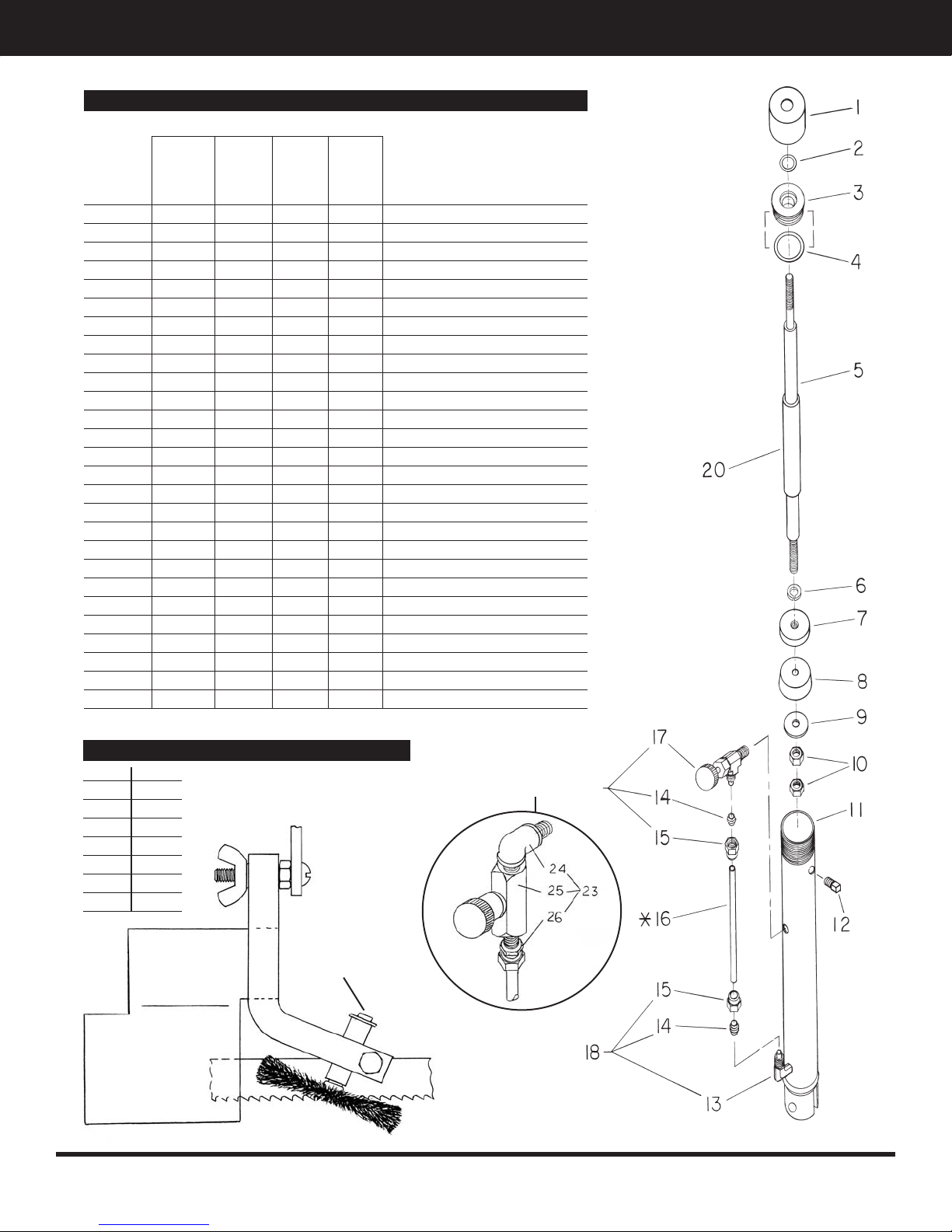
H YDRAULIC F EED C ONTROL
Hydraulic Feed Control Assembly
Part Number For Models
90H
900
1000
Item No. Description
Assy. 5355 5506 5708 5777 Hydraulic Feed Control Assembly
1 5529 5529 5529 5529 Cap
2 4950 4950 4950 4950 O-Ring-Shaft
3 5532 5532 5532 5532 Sealing Washer, Top
4 4951 4951 4951 4951 O-Ring-Cylinder
5 5361 5530 5530 5766 Shaft
6 4337 4337 4337 4337 Lock Washer, 5/16
7 5531 5531 5531 5531 Sealing Washer, Bottom
8 5533 5533 5533 5533 Leather Cup
9 5534 5534 5534 5534 Washer-Special
10 4266 4266 4266 4266 Nut, Hex. Jam, 5/16-24
11 5362 5528 5528 5767 Cylinder
12 4743 4743 4743 4743 Plug, Oil Fill
13 4730 4730 4730 4730 Male Elbow - Tube Fitting
14 4732 4732 4732 4732 Sleeve
15 4729 4729 4729 4729 Nut
16 5363 5590 5711 5706 Tube, 1/4 Dia. Plastic
17 4731 4731 Needle Valve-Tube Fitting
18 4728 4728 4728 4728 Male Elbow Assembly
19* 4727 4727 Needle Valve Assembly
20 5356 5749 5749 5748 Travel Stop Tube
21 6702 6702 6702 6702 Rebuilding Kit
22 5707 5707 Remote Needle Valve Assembly
23* 4808 4808 Flow Needle Valve Assembly
24 4735 4735 Elbow, Male to Male
25 4734 4734 Flow Needle Valve
26 4736 4736 Straight Fitting
*19 and 23 are interchangeable.
1100
1200
1500
1600
1800
1440
2000
3000
4000
Page 3
Saw Pivot Arm Assembly
1100 5393
1200 5393
1500 5685
1600 6350
1800 6366
2000 6350
3000 6366
4000 6366
Chip Brush Assembly
Part No. 5550
Ellis Mfg. Company, Inc. 107 W. Railroad Street • P.O. Box 930219 • Verona, WI 53593-0219
Phone: (608) 845-6472 • Fax: (608) 845-5199 • www.ellissaw.com
23 or 19

Page 4
1
Mitre Head Locking Handle
ALL MODEL SAWS
Item Part
No. No. Description
1 4966 Mitre Head Locking Handle
2 4311 Flat Washer
Press center button to reset ratchet in Handle
Idler Wheel and Bearing Assy.
With Vulcanized Rubber
Part Number For Models
90H
900
1000
1100
1200
5365 5788 5849 Idler Wheel & Bearing Assy.
1440
1500
1600
1800
2000
3000
4000
Description
2
Bearing Carrier Assembly
Part Number For Models
1100
Item
No. Description
90H
1000
1 4500 4510 4514 Carrier Guide, 4 Reqd.
2 4499 4522 4522 Thrust Ball Bearing, 2 Reqd.
1200
1500
1600
1800
2000
3000
4000
Drive Wheel With
Vulcanized Rubber
Part Number For Models
90H
900
1000
1100
1200
5367 5740 5775 Drive Wheel With Rubber
1440
1500
1600
1800
2000
3000
4000
Description

I NSTALLATION & OPERATION
CAUTION:
changing the blade or making any other repair or adjustment to the saw.
1. Visually inspect machine for hidden shipping damage.
2. As part of the receiving inspection, check for broken ball
bearings on the bearing carrier assembly. This is the assem-
IMPORTANT Model 2000, 3000 and 4000 owners note: The shut off rail was removed
for shipping. You must mount the rail on the machine table before using the saw.
Disconnect power supply cord from power source before
Installation Instructions
bly that the saw swivels on for miter cuts. CHECK ALL SIX
BEARINGS. Two are located in the groove under the
degree plate. See illustration on page 4.
Vertical Sawing Position
Page 5
NOTE: Model 1800 only – before raising the head on the
Model 1800, remove the head weight adjustment handwheel and install the 6021 T-Nut. Attach the threaded
vertical support bar (6022) tightly to the rear of the drive
housing. See the chart on page 8. Adjust, if needed, to
square blade with the vertical table.
1. Pull hydraulic pin at bottom of hydraulic. Disengage compensating spring assembly. Head is now free to raise to vertical position. Raise head up and over center. Hold head
and gently let it move up to vertical position. DON’T LET
THE HEAD DROP! See illustration on page 8, or video.
Removing and Replacing Blade
Call 1-800-383-5547 for experienced help in selecting the
proper saw blades for your application.
1. Disconnect power supply cord from power source.
2. Raise saw head assembly until blade clears the back of the
table. Close hydraulic valve to lock in position.
3. Open the covers of the idler and drive wheels.
4. Pivot the chip brush to horizontal position and lock in place.
5. Loosen blade tension T-handle sufficient to release the blade
around the wheels. Pull blade out of the blade guide bearings.
6. Brush chips from blade guide bearings and housings. Wipe
bearing surfaces clean. Check that all bearings are running free.
7. Check that the guide bearings are set correctly for the new
blade thickness. Use a feeler gauge that is one thousandth of
an inch thicker than the blade. This is the best method because
it does not rely on judgement.
A saw blade can also be used as a gauge, but it must be new.
After the blade has been installed and under proper tension,
check for proper spacing. Twist the blade at the idler and drive
wheel side of the respective guide bearing housings. There
should not be any noticeable motion of the blade on the other
side of the guide bearings. Reset the gap to correct fit.
8. Place the new blade over the idler and drive wheels with the
teeth facing toward you. The blade should run under the
guides. The teeth should point out toward you and the tips of
the teeth should point toward the motor end of the saw.
A fast check is to compare the blade (as you place it over the
idler wheel) with the decal on the top of the saw head. Check
to make sure the blade is on both orange wheels.
2. Slide the vertical saw table into the blade and against the
back of the horizontal table. Secure with the screwless vise
or C-clamps. Adjust the drive end of the blade guide assembly, if necessary, to provide support for that end of the vertical table.
3. Attach the vertical blade guard on the moveable guide arm
and secure with wing nut supplied.
4. Position moveable arm as close to work as possible.
9. By turning the T-Handle, apply tension to the blade until all
slack is removed from the blade or the blade is pulled in a
straight line across the top of the saw from wheel to wheel.
Grasp the blade on each side of the guides and twist the
blade. Push down on the teeth with your thumbs and roll the
back of the blade between the guide bearings. Proper tension
is 1-1/2 to 2 full turns (360) of the T-Handle.
10. Proper blade tension is reached by grasping the T-Handle and
applying one full turn (360) on the tension handle. You can
use the casting number on the handle as a reference point.
Reconnect the power supply. Turn the saw on for a couple of
revolutions to square the blade on the wheels. Turn the saw
off. Now put the second full turn of tension on the T-Handle.
Turn the saw on again for a few revolutions. Turn the saw
off. Check the tracking of the blade on the wheels. On saws
with a 9" wheel the blade runs centered on the wheels. On
saws with 12" and 14" wheels the teeth of the blade should
be sticking out past the edge of the wheel. The teeth should
not be on the rubber of the idler or drive wheels. If the blade
is not tracking properly then the idle wheel needs to be
adjusted. If you think the idle wheel needs to be adjusted, call
the factory at 1-800-383-5547 for assistance.
11. Check the blade tension by setting the guide housings about
8" apart then grasp the blade between the fingers and thumb
halfway between the guide housings. With a rotating or
twisting motion of the hand the blade should deflect no more
than 1/8".
A video is available showing the proper procedure for
removing and replacing blades, saw adjustments, troubleshooting and maintenance. If you did not receive a
video with this machine or would like another copy, call
the factory.

Page 6
I NSTALLATION & OPERATION
Troubleshooting Crooked Cuts
1. Check blade for worn or broken teeth and replace if needed.
2. Check to make sure that the number of teeth per inch on the
blade fit the application. As a rule, only 6 to 12 teeth should
be in contact with the workpiece.
3. Check the head pressure on the saw. The compensating
spring tension should be 8 pounds with the blade 1" above
the table, coming down with the hydraulic valve open.
4. Check the blade tension. Review the proper blade tension
procedure under “Removing and Replacing Blade” on page
5, item 10.
5. Check the space between bearings of both guide bearing
assemblies. It should be only .001" over the thickness of a
Saw Adjustments
(If above steps did not eliminate crooked cuts)
1. Squaring blade with back of saw table.
Raise the head up 1/8" and hold in place with the hydraulic
valve. Place a 6" square against the table back and move the
head until the blade is exactly 90 degrees from the table
back. Lock the head in position. Check that the POINTER
points to zero (0 degrees) on the degree plate. If the pointer
does not point to zero, bend the pointer so that it lines up to
0 degrees. The saw is now adjusted to cut from front to back
accurately at 90 degrees and at all angles.
2. Square blade with top of saw table.
Use a blade aligning tool of the “clip on” or magnetic type to
attach to the blade. Set a 6" square on the table top with the
blade vertical and touching the aligning tool. These test
new blade. As an example, a .033" feeler gauge would be
used to set the guides for a .032" thick blade.
6. Check the blade tracking on the idler and drive wheels.
9" solid wheels: blade in center of wheels
12" spoked wheels: 3/4" wide blade should have teeth
protruding from the side of the wheel about 1/8", and
the 1" wide blade about 1/4".
14" spoked wheels: 1" and 1-1/4" wide blades should
have teeth protruding 1/4" to 5/16" from side of wheel.
7. Check to make sure that the blade guide assemblies are not
too far apart. Set the idler blade guide closer to the work to
provide greater support for the blade.
measurements should be made with the tools kept as close as
possible to the guide bodies. If the blade is not square with
the table, the guide bearing plate needs to be adjusted to
bring the blade into alignment. See illustration of Blade
Guide Assembly on page 2.
First the wing nut, Item 9 in the illustration, must be loosened. Next, loosen nut, Item 13. The adjustment to the bearing plate is set using the cap screw, Item 14. If the adjustment requires that the cap screw be backed out, the adjustment stud, Item 2, must be manually pushed so it is in contact with the cap screw. When the blade is aligned parallel
with the square, tighten the wing nut to lock the bearing
plate in position. Hold the cap screw from turning and lock
nut, Item 13, against the guide clamping bolt.
The V-belt must be changed on the pulleys to change speeds.
For HIGH speed, place the belt in the largest pulley on the
motor shaft and the smallest on the reducer shaft.
Replacement of Hydraulic Oil
The hydraulic cylinder can be filled on the saw or in a bench
vise.
THE SHAFT MUST BE FULLY PUSHED IN BEFORE
STARTING TO FILL.
A good clean machine is easy to operate and promotes safety.
1. Keep areas clean by brushing chips from table grooves,
guide bodies, idler and drive wheels, pivot shaft hinge area
and turntable grooves.
2. Oilite bushings in pivot shaft should be oiled annually.
Blade Speeds
For MEDIUM speed, the middle pulley is used on both shafts.
For LOW speed, the smallest pulley on the motor shaft is used
with the largest on the reducer.
1. Remove pipe plug from near top of cylinder.
2. Fill with light weight hydraulic oil until oil flows back out of
hole. Replace pipe plug.
Maintenance
3. Check oil level in hydraulic. Proper level is at pipe plug hole.
4. Oil in wormgear should be checked every 90 days. FILL TO
PROPER LEVEL AT PLUG, BELOW THE BREATHER
VENT, using 80 to 140 weight gear oil.

Air Tube Between
Solenoid And
Air Nozzle
Power Cord To
Receptacle On
Band Saw
A IR C OOLING
Page 7
Saw Blade
Connect To
Shop Air
Air Cooling System
Part Number
For Voltage Rating
Item No. Description
Sys. 5922 5932 Air Cooling System-Complete
1 5925 5925 Valve and Nozzle Assembly
2 4730 4730 Elbow Fitting
3 4733 4733 Needle Valve
4 4744 4744 Nipple
5 5923 5923 Mounting Bar*
6 5924 5924 Nozzle Cap
7 4970 4970 Blow Gun
8 4969 4969 Air Hose Assembly
9 5903 5912 Solenoid Valve Assembly-Complete
10 5904 5913 Solenoid and Cord Assembly
11 5926 5926 Tubing, .25 OD, 5 Feet
12 4015 4015 Bolt, Hex. Head 5/16-18 x 1-1/4
120
230
Air Supply Tube
ENLARGEMENT
OF AIR NOZZLE
Only
* For saw Model 4000 use mounting bar 5928

A CCESSORIES
Page 8
Heavy Duty Support Stands
Saw Model Unit No. Roller Only Length Width Roller Dia. Height
3000 - 4000 6227 6198 5ft 20" 2.38" 24"
1800 - 2000 6228 6198 5ft. 20" 2.38" 22.5"
3000 - 4000 6225 6193 5ft. 12" 2.38" 24"
1800 - 2000 6229 6193 5ft. 12" 2.38" 22.5"
Clamping of Support
Under Saw Table
6252
Adjustable Gauge
With Micro Adjuster,
Support Stand,
2 Rollers
5750
2
Vertical Table
and Blade Guards
Order by Saw Model Number.
Table sold with blade guard.
Description/Item
Vertical Table #9374 ✔✔
Vertical Table #5661 ✔
Vertical Table #6040 ✔
Blade Guard #6041 ✔✔✔✔
T-Nut #6021* ✔
Vertical Support Bar #6022 ✔
* Replace Head Weight Adjustment Handwheel with 6021 T-Nut
6222
Part Number For Models
90H
900
1100
1200
1500
1
1600 1800
6200
Stock Support
6240
Second Roller
Stand Assembly
One Roller
Stock Support Stand
Description/Item
Stock Support Stand
with adjustable gauge and 6252
micro-adjuster – 2 rollers
Adjustable gauge and 6222 5750
micro-adjuster only
Roller only 6181 —
1-5/8" Dia. x 12" long
Micro-Adjustable
Gauge Detail
Part Number For Models
90H 1200
900 1500
1000 1600
1100 1800
2000
3000
4000
See Heavy Duty
Support Stands and/or
adjustable gauge with
micro-adjuster
Single Stock Stand
Description Part No.
Single Stock Stand 6185
Self Supporting Adjustable
Roller Only 6193
2" diameter x 12"
 Loading...
Loading...