

Page 1
ELITECH
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИРУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
Сварочные инверторы
®
ÀÈÑ 160
ÀÈÑ 200
ÀÈÑ 200 Â
ÀÈÑ 250
Page 2
РУКОВОДСТВО ПО ЭКСПУАТАЦИИ СВАРОЧНЫЕ ИНВЕРТОРЫ «ELITECH»
Содержание
Предупреждение и меры безопасности
Общая характеристика 4
Технические характеристики
Установка/управление
Меры предосторожности
Техническое обслуживание
Устранение неполадок
Соответствие качеству
А ппараты сварочные инверторные предназначены для
промышленного и профессионального использования и
соответствуют:
EMC Directives: 73/23/EEC and 89/336/EEC
Европейскому стандарту: EN/IEC60974
3
6
10
13
14
15
!
Пожалуйста, прочтите внимательно данную
инструкцию перед установкой и запуском оборудования.
В связи с постоянной модернизацией оборудования аппараты могут отличаться от образцов,
указанных в паспорте и руководстве по эксплуатации.
2
Page 3
Ð Ó Ê Î Â Î Ä Ñ Ò ÂÎ Ï Î Ý Ê Ñ Ï Ë ÓÀÒ ÀÖ È È
ПРЕДУПРЕЖДЕНИЕ И МЕРЫ БЕЗОПАСНОСТИ
Сварочные работы и резка могут быть опасны для самого сварщика, а также людей, находящихся рядом с зоной
сварки, если оборудование неправильно используется. Поэтому данный вид работ должен строго соответствовать технике
безопасности. Обязательно прочтите эту инструкцию перед
началом работы.
Не переключайте функции аппарата во
время его работы. Кнопка «безопасного
выключения» необходима для того, чтобы
не возникала утечка электричества. Все
сварочные материалы(электроды) должны быть качественными Сварщики должны
быть квалифицированными.
Удар током может быть смертельным.
Соедините кабель заземления согласно
стандартным правилам. Избегайте контакта
со всеми работающими частями сварочного механизма: с электродами и проволокой
голыми руками. Для сварщика необходимо
надевать сухие перчатки во время работы.
Сварщик должен держать обрабатываемую
деталь на расстоянии от себя.
Дым и газ вырабатываемые при сварке/
резке вредны для здоровья. •Не вдыхайте
дым и сварочный газ. •Место работы должно
хорошо проветриваться.
Свет при дуговой сварке вреден для глаз человека. При сварочных работах необходимо
носить светозащитные очки или защитные
щитки и сварочные перчатки. Должны быть
приняты меры по защите людей, находя-щих-
3
Page 4
Ð Ó Ê Î Â Î Ä Ñ Ò ÂÎ Ï Î Ý Ê Ñ Ï Ë ÓÀÒ ÀÖ È È
Огнеопасность:
•Сварочные брызги могут вызвать пожар,
поэтому необходимо удалить легковоспламеняющиеся материалы от рабочего места.
•Необходимо иметь огнетушитель и человека, который сможет правильно его использовать.
Шум: возможный вред человеку.
•Из-за шума, возникающего при сварке в некоторых случаях необходимы вспомогательные средства (для защиты слуха).
Неисправности аппаратов:
•Прочитайте инструкцию.
•Свяжитесь ñ вашим поставщиком для äàëü -
нейших действий.
ОБЩАЯ ХАРАКТЕРИСТИКА
Данный сварочный аппарат изготовлен по передовой
инверторной технологии. Благодаря мощным компонентам
MOSFET и PWM технологиям и, несмотря на компактность
трансформатора, данное оборудование очень эффективно в
работе.
Высокочастотные колебания тока дают на выходе постоянный высокочастотный ток, который используется для дуговой сварки. Данное оборудование для дуговой сварки имеет
следующие характеристики: постоянные параметры, над¸ж ность, компактность, высокая эффективность и низкий уро-
âåíü øóìà.
4
Page 5
Ð Ó Ê Î Â Î Ä Ñ Ò ÂÎ Ï Î Ý Ê Ñ Ï Ë ÓÀÒ ÀÖ È È
Серия аппаратов ММА характеризуется:
-высокой эффективностью,
-энергосбережением,
-отличными функциональными характеристиками,
-относительно низким напряжением на холостом ходу.
Гарантия íà сварочный аппарат, за исключением допол-
нительных комплектующих è расходных материалов – 1 ãîä.
 течение гарантийного периода все работы по техни-
ческому обслуживанию бесплатны, за исключением умышленных повреждений. Только квалифицированный специа лист может производить ремонт оборудования в случае его
неисправности.
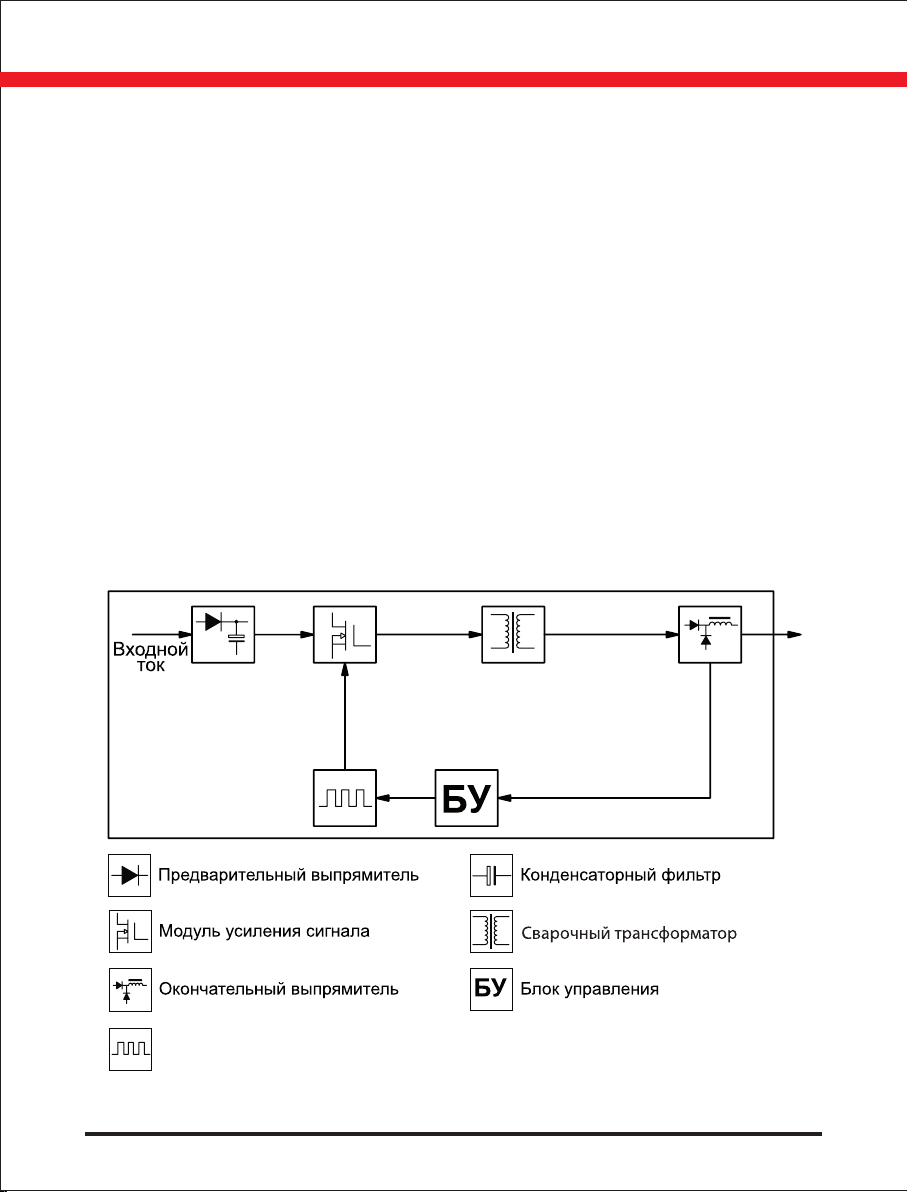
Блок - схема
Генератор высокочастотных импульсов
5
Page 6
Ð Ó Ê Î Â Î Ä Ñ Ò ÂÎ Ï Î Ý Ê Ñ Ï Ë ÓÀÒ ÀÖ È È
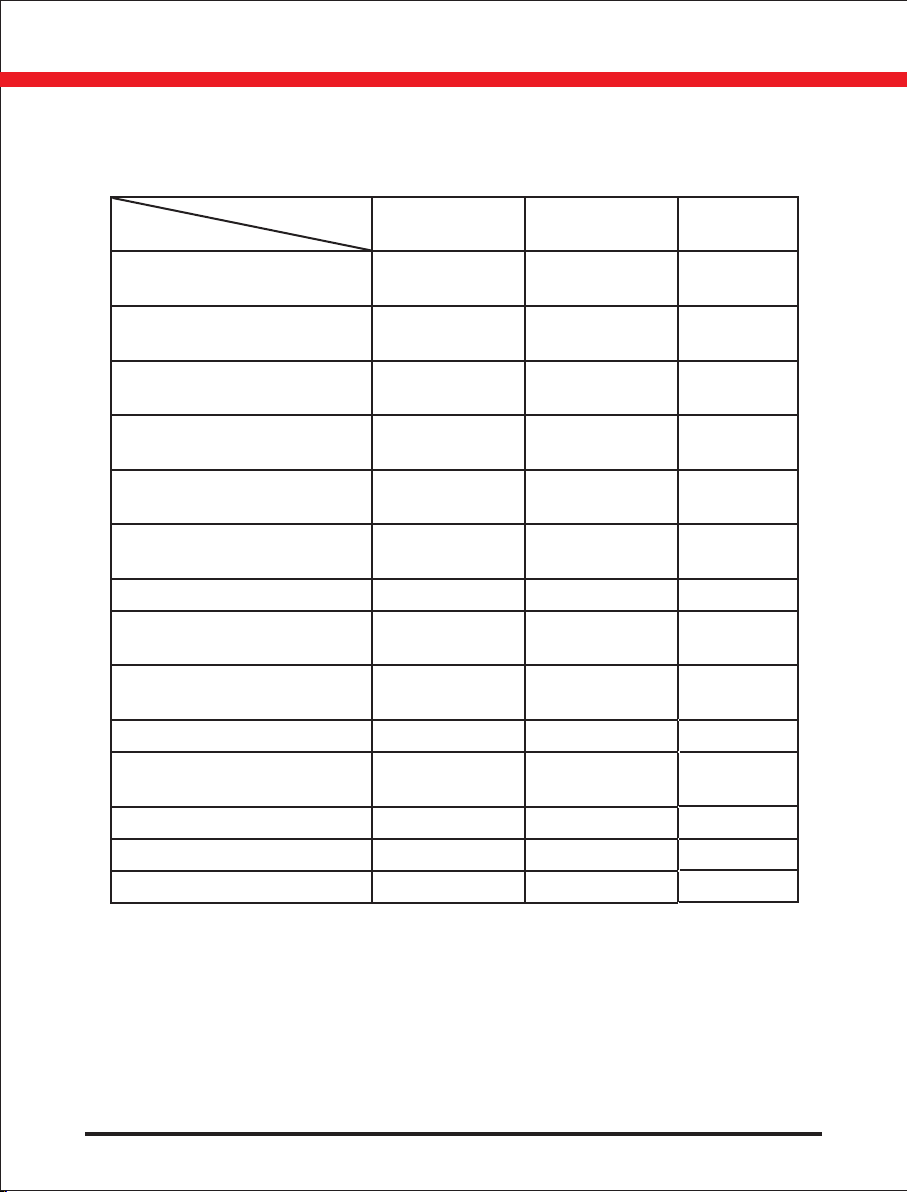
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Марка
Параметры
Напряжение питающей
сети (В)
Частота питающей
сети (Гц)
Потребляемая
мощность (кВА)
Максимальный входной
ток сети (А)
Рабочее напряжение
на дуге (В)
Диапазон сварочного
тока (A)
Период нагрузки (%)
Напряжение холостого
хода (В)
Потери на холостом
ходу (Вт)
ÊÏÄ (%)
Коэффициент мощности
(cosö)
Класс изоляции
Класс защиты
Âåñ (êã)
ÀÈÑ 160
220±10%
50/60
5.3
24
27
20-160
60
56
40
85
0.93
F
IP23
8
ÀÈÑ 200
220±10%
50/60
7
32
28
20-180
60
56
40
85
0.93
F
IP23
8
ÀÈÑ 200 B
220±10%
50/60
7
32
28
20-200
60
62
40
85
0.93
F
IP23
6
Page 7

Ð Ó Ê Î Â Î Ä Ñ Ò ÂÎ Ï Î Ý Ê Ñ Ï Ë ÓÀÒ ÀÖ È È
ÀÈÑ 160/200/200 Â
7
Page 8

Ð Ó Ê Î Â Î Ä Ñ Ò ÂÎ Ï Î Ý Ê Ñ Ï Ë ÓÀÒ ÀÖ È È
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Марка
Параметры
Напряжение питающей
сети (В)
Частота питающей
сети (Гц)
Потребляемая
мощность (кВА)
Максимальный входной
ток сети (А)
Рабочее напряжение
на дуге (В)
Диапазон сварочного
тока (A)
Период нагрузки (%)
Напряжение холостого
хода (В)
Потери на холостом
ходу (Вт)
ÊÏÄ (%)
Коэффициент мощности
(cosö)
Класс изоляции
Класс защиты
Âåñ (êã)
ÀÈÑ 250
380±10%
50/60
9.5
14.1
28.4
20-230
60
67
60
85
0.93
F
IP23
19
8
Page 9

Ð Ó Ê Î Â Î Ä Ñ Ò ÂÎ Ï Î Ý Ê Ñ Ï Ë ÓÀÒ ÀÖ È È
ÀÈÑ 250
9
Page 10

Ð Ó Ê Î Â Î Ä Ñ Ò ÂÎ Ï Î Ý Ê Ñ Ï Ë ÓÀÒ ÀÖ È È
УСТАНОВКА È УПРАВЛЕНИЕ
1 - Кабель питания, подсоединение.
Соедините сетевой кабель сварочного аппарата в сеть
с необходимым напряжением. Неправильное соединение может привести к поломке аппарата. Проверьте с помощью измерительного прибора напряжение сети.
2 - Сварочный кабель, подсоединение.
Вставьте штекер в гнездо на лицевой панели. Неправильное соединение может привести к поломкам гнезда и штекера. Кабель электрододержателя должен быть подсоединен
к отрицательному гнезду, а клемма заземления от обрабатываемой детали к положительному гнезду.
Обратите ваше внимание на режимы соединения. Возможны
два способа соединения:
•Прямая полярность: электрододержатель к «-» , а обрабатываемую деталь к «+»;
•Обратная полярность: электрододержатель к “+”, а обрабатываемую деталь к “-”.
Выбирайте режим исходя из практической необходимости и марки электрода. Неверное соединение может вызвать
непостоянную дугу, брызги, прилипание электрода к обрабатываемой детали.
Если минимальное расстояние между свариваемой деталью и аппаратом составляет более 50 метров, то необходимо
удлинение дополнительных кабелей, включая кабель электрододержателя и кабель заземления, а также Увеличение сече -
10
Page 11

Ð Ó Ê Î Â Î Ä Ñ Ò ÂÎ Ï Î Ý Ê Ñ Ï Ë ÓÀÒ ÀÖ È È
ÀÈÑ 160/200
ÀÈÑ 160
ÀÈÑ 200 Â
ÀÈÑ 200 Â
Форсаж дуги
3 - Выключатель источника питания.
Когда источник питания включен, должен работать встроен
ный вентилятор
егулятор выходного òîêà.
4 - ð
-
Если она включена, это говорит о перегреве оборудования, что является результатом перегрузки. Аппарат самостоятельно включится, когда температура внутри опустится до не-
11
Page 12

Ð Ó Ê Î Â Î Ä Ñ Ò ÂÎ Ï Î Ý Ê Ñ Ï Ë ÓÀÒ ÀÖ È È
7 - Амперметр (для АИС 250)
Цифровой измеритель тока.
Режим работы.
Работа данного оборудования должна строго соответствовать характеристикам, приведенным в таблице «Технические характеристики».
В случае перегрузки оборудования может произойти
внезапная остановка работы аппарата. Поэтому для снижения температуры должен работать вентилятор.
ÀÈÑ 250
POWER
ON
40 500
ON
0 1 00
REM
OFF
ARC FORCE
12
Page 13

Ð Ó Ê Î Â Î Ä Ñ Ò ÂÎ Ï Î Ý Ê Ñ Ï Ë ÓÀÒ ÀÖ È È
ПРОВЕРКА ПЕРЕД НАЧАЛОМ РАБОТЫ
• Подсоединен ли кабель заземления к данному аппарату;
• Правильно ëè подключены остальные соединения. Особое
внимание должно уделяться соединению клеммы заземления
и обрабатываемой детали;
• Отсутствие короткого замыкания между электрододержателем и кабелем заземления;
• Соблюдена ли полярность;
• Ïðè включенной функции контроля утечки электричества,
максимальный объем утечки электричества должен составлять менее 30 мА.
МЕРЫ ПРЕДОСТОР
ОЖНОСТИ
1.Место работы.
1.1 Сварочное оборудование должно располагаться вдали от
коррозионных и горючих газов и материалов, при влажности
не более 80%.
1.2 Избегайте работы на открытом воздухе, если только зона
работы не укрыта от солнечных лучей, дождя и снега и т.д.
Температура окружающей среды должна быть в пределах от
минус 10°C до плюс 40°C.
1.3 Минимальное расстояние между сварочным аппаратом и
стеной – 30см.
1.4 Поддерживайте вентиляцию.
2. Ìåðû предосторожности.
2.1 Вентиляция.
Вентиляторы нужны для снижения высоких температур при
сварке. Поддерживайте вентиляцию оборудования. Мини мальное расстояние между оборудованием и другими объек-
13
Page 14

Ð Ó Ê Î Â Î Ä Ñ Ò ÂÎ Ï Î Ý Ê Ñ Ï Ë ÓÀÒ ÀÖ È È
тиляция имеет огромное значение для нормальной работы
оборудования в течение всего срока службы.
2.2 Сварочные работы запрещены при перегрузке оборудования.
При перегрузке оборудования может произойти неожиданное
прекращение работы аппарата. В этом случае необходимо,
для возобновления его работы, дать встроенному вентилятору понизить температуру внутри оборудования.
2.3 Запрещается чрезмерное напряжение.
В таблице «Технические характеристики» вы найд¸те разре ш¸нное напряжение. Данное оборудование снабжено автоматической системой поддерживания напряжения в установлен ных пределах. В случае, если напряжение превысит границу,
детали сварочного аппарата могут выйти из строя.
2.4 С данным оборудованием используется зажим заземления. Соедините его с кабелем заземления, чтобы избежать
поражения током.
2.5 Строго запрещается подключать выходной зажим во время
работы оборудования. Результатом может быть удар током.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Пыльная, сырая, коррозионно-активная атмосфера приводит к поломке оборудования. Чтобы избежать возможных
неисправностей вычищайте пыль регулярно сухим и чистым
сжатым воздухом необходимого давления.
Обратите ваше внимание на то, что недостаточное техническое обслуживание может привести к отмене гарантийных обязательств. К этому может привести и попытка разо-
14
Page 15

Ð Ó Ê Î Â Î Ä Ñ Ò ÂÎ Ï Î Ý Ê Ñ Ï Ë ÓÀÒ ÀÖ È È
ВНИМАНИЕ:
УСТРАНЕНИЕ НЕПОЛАД
 случае поломки оборудования только квали-
ÎÊ
фицированный специалист должен брать на себя обязательства по его ремонту.
AÈC 160, AÈC 200, AÈC 200 Â
Описание неисправностей Возможные причины
Сварочный аппарат находится
в состоянии работы, контрольная лампа не горит, нет выходного тока и вентилятор не
работает.
Сварочный аппарат находится
в состоянии работы, контрольная лампа не горит, нет выходного тока, вентилятор не работает. И неожиданно процесс
сварки останавливается.
1. Отсутствует необходимое
входное напряжение.
2. Отсутствует подача тока.
3. Cварочный аппарат неиспра-
âåí.
1. Èç-çà перенапряжения îáî-
рудование находится в режиме
защиты.
2. Вследствие частого включения/выключения, аппарат
находится в режиме защиты от
перенапряжения.
3. Выключите источник питания примерно на 5 минут
и после этого возобновите
работу.
Сварочный аппарат находится
в процессе работы, горит контрольная лампа, однако выходного тока нет.
1. Перегрев оборудования.
2. Оборудование находится в
состоянии защиты îò перена-
15
Page 16

Ð Ó Ê Î Â Î Ä Ñ Ò ÂÎ Ï Î Ý Ê Ñ Ï Ë ÓÀÒ ÀÖ È È
AÈC 250
Описание
неисправностей
Соединили источник.
Амперметр работает,
Вентилятор тоже, нет сигнала об ошибке, однако
выходного тока нет .
Амперметр работает,
Вентилятор тоже. Но
если перезапустить
аппарат, включается
сигнал об ошибке.
Возможные причины
1. Отсутствие контакта в соединении источника питания.
Проверьте и соедините снова.
2. Повреждение резистора.
3. Íå срабатывает блок мощности.
3.1 Повреждение мостового выпрямителя.
3.2 Повреждение блока мощности.
3.3 Проверьте соединение на входе.
4. Возможно неисправность дополнитель-
ного источника тока. Свяжитесь с дилером
или поставщиком.
1. Проверьте соединение. При необходимости соединит снова.
2. Проверьте управляющую плату и модуль
управления инвертором. При необходимости замените.
3. Проверьте МОП-транзистор, главный
трансформатор,диод и соединения. При необходимости замените.
1. Возможно оборудование находится в
режиме защиты от перенапряжения.
2. Перегрев оборудования.
3. Неисправности в инверторе или в блоке
возбуждения äóãè.
3.1 Â случае если есть сигнал об ошиб-
ке, причиной может быть неисправность
инвертора. Отсоедините кабель источника питания одного из двух инверторов и
кабель, соединяющий трансформатор.
Перезапустите оборудование. В случае
если сигнала об ошибке не появится- один
из этих инверторов неисправен.
16
Page 17

Ð Ó Ê Î Â Î Ä Ñ Ò ÂÎ Ï Î Ý Ê Ñ Ï Ë ÓÀÒ ÀÖ È È
Если сигнал об ошибке появится, неисправен второй инвертор . Отсоедините
источник питания ;соедините снова кабель
источника питания инвертора , дающего
сбои и перезапустите оборудование.
3.1.1 Если сигнала об ошибке нет-не работает средний блок управления.
3.1.1.1 Возможны повреждения трансформатора центрального блока. При необходимости замените.
3.1.1.2 Возможны повреждения выпрямителя центрального блока. При необходимости
замените.
3.1.2 Если сигнал об ошибке есть повреждения верхнего блока управления.
4. Ошибка в цепи обратной связи. Свяжитесь с поставщиком или продавцом для
получения большей информации.
Слишком много брызг во
время сварки.
Неверное соединение .Соедините снова.
Внимание!
возможна только при стабильном напряжении питающей сети
с использованием системы защиты.
Эксплуатация сварочного аппарата, включенного через
систему защиты свыше 35 ампер, в сеть имеющую колебания
напряжения выше 240 В и ниже 180 В, приведет к выходу его
из строя и утрате гарантийных обязательств.
Безопасная эксплуатация данного сварочного аппарата
17
 Loading...
Loading...