


I MANUALE DI ISTRUZIONE PER APPARECCHI TAGLIO PLASMA Pag. 4
GB INSTRUCTION MANUAL FOR PLASMA CUTTERS Page 7
D BETRIEBSANLEITUNG FÜR PLASMASCHNEIDGERÄTE Seite 10
F MANUEL D'INSTRUCTIONS POUR COUPE-METAUX AU PLASMA Page 13
E MANUAL DE INSTRUCCIONES PARA CORTAMETALES DE PLASMA Pag. 16
P MANUAL DE INSTRUÇÕES PARA CORTA-METAIS DE PLASMA Pag. 19
NL HANDLEIDING VOOR PLASMASNIJDEN Pag 22
Parti di ricambio e schema elettrico
Spare parts and wiring diagram
Ersatzteile und elektrischer Schaltplan
Pièces de rechanges et schéma électrique
Partes de repuesto y esquema eléctrico
Peças e esquema eléctrico Pagg. Seiten 25
2
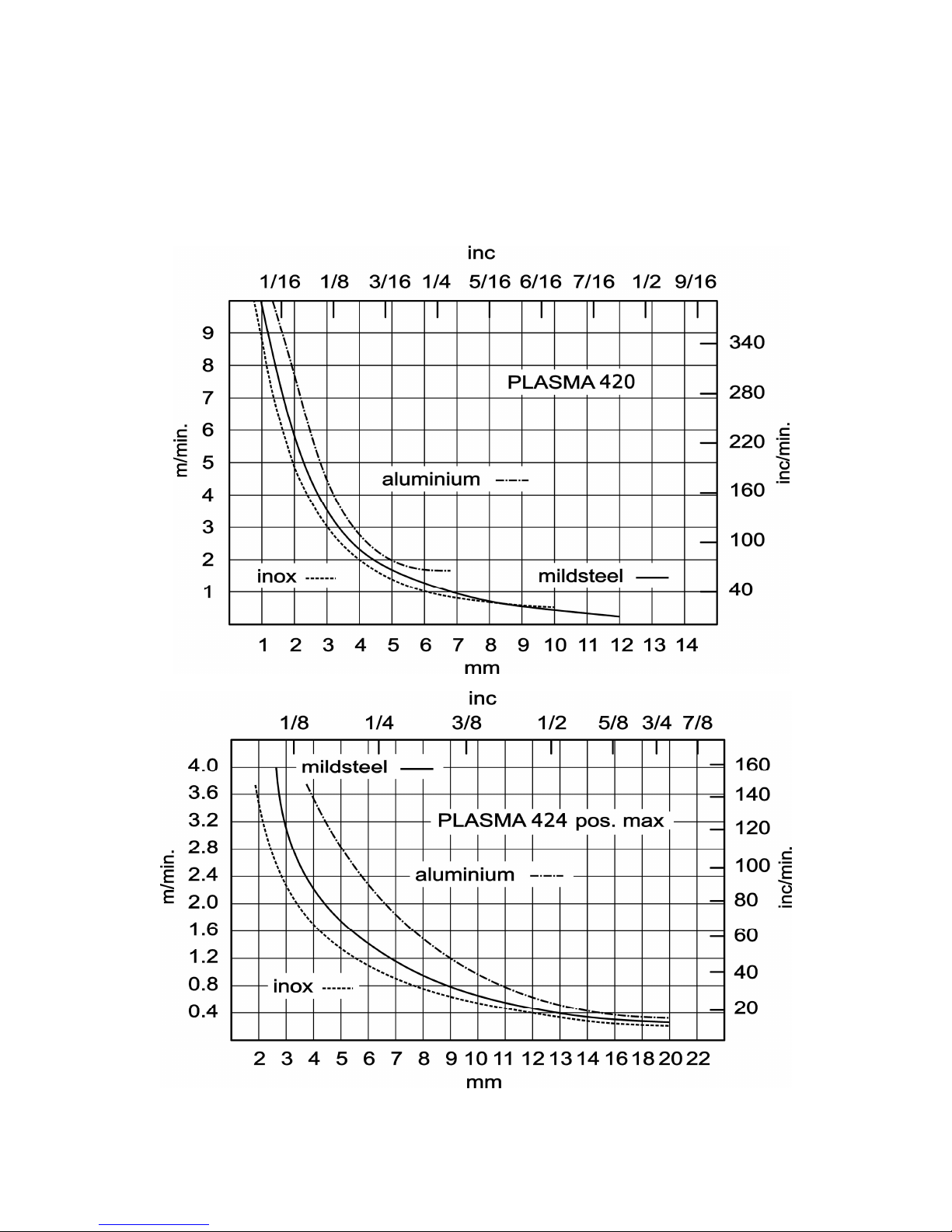
DIAGRAMMI VELOCITÀ DI TAGLIO
CUTTING VELOCITY DIAGRAMS
SCHNITTGESCHWINDIGKEITSDIAGRAM
GRAPHIQUES DE LA VITESSE DE COUPE
DIAGRAMAS VELOCIDAD DE CORTE
DIAGRAMAS VELOCIDADE DE CORTE
DIAGRAM VAN SNIJDSNELHEID
3

MANUALE DI ISTRUZIONI PER APPARECCHIO DI TAGLIO AL PLASMA
Prima dell’installazione, dell’uso o di qualsiasi manutenzione
alle macchine, leggere attentamente il contenuto del libretto
“Regole di sicurezza per l’uso delle apparecchiature" e del
“Manuale di istruzioni” specifico per ogni macchina.
Contattare il vostro distributore se non avete compreso
completamento le istruzioni.
1 DISPOSITIVI DI SICUREZZA
Questo impianto è provvisto delle seguenti sicurezze :
Termica : Per evitare eventuali sovraccarichi, ed evidenziata
dall'accensione della lampada spia F (vedi fig. 1-1a).
Pneumatica : Per evitare che la pressione aria sia insufficiente,
posta sull'alimentazione della torcia evidenziata dalla spia E
(vedi fig. 1-1a).
Elettrica : Posta sul corpo torcia per evitare che vi siano
tensioni pericolose sulla torcia quando si sostituiscono l'ugello, il
diffusore, l'elettrodo o il portaugello.
- Non eliminare o cortocircuitare le sicurezze.
- Utilizzare solamente ricambi originali.
- Sostituire sempre con materiale originale eventuali parti
danneggiate della macchina o della torcia.
- Non utilizzare una torcia diversa da quella originale.
- Non far funzionare la macchina senza i coperchi. Questo
sarebbe pericoloso per l'operatore e le persone che si
trovano nell'area di lavoro ed impedirebbe alla macchina
un raffreddamento adeguato.
2 SPIEGAZIONE DEI DATI TECNICI
EN60974-1 L'apparecchio è costruito secondo
EN60974-7 queste norme internazionali.
ART Articolo della macchina che deve essere
sempre citato assieme al nr. di matricola per
qualsiasi richiesta relativa all'apparecchio.
Trasformatore-raddrizzatore trifase.
Caratteristica discendente.
Adatto per taglio al plasma.
Uo Tensione a vuoto secondaria.
X Fattore di servizio percentuale. Il fattore di
servizio esprime la percentuale di 10 minuti in
cui la macchina può lavorare ad una
determinata corrente senza causare
surriscaldamenti.
I
2
Corrente di taglio.
4
U2 Tensione secondaria con corrente di taglio I2.
U
1
Tensione nominale di alimentazione.
3~50/60Hz Alimentazione trifase 50 oppure 60Hz.
I
1
Corrente assorbita alla corrispondente corrente
di taglio I2.
IP21 Grado di protezione della carcassa. Grado 1
come seconda cifra significa che questo
apparecchio non è idoneo a lavorare all'esterno
sotto la pioggia.
Idonea a lavorare in ambienti con rischio
accresciuto.
NOTE: La macchina è inoltre stata progettata per
lavorare in ambienti con grado di inquinamento
3. (Vedi IEC 664).
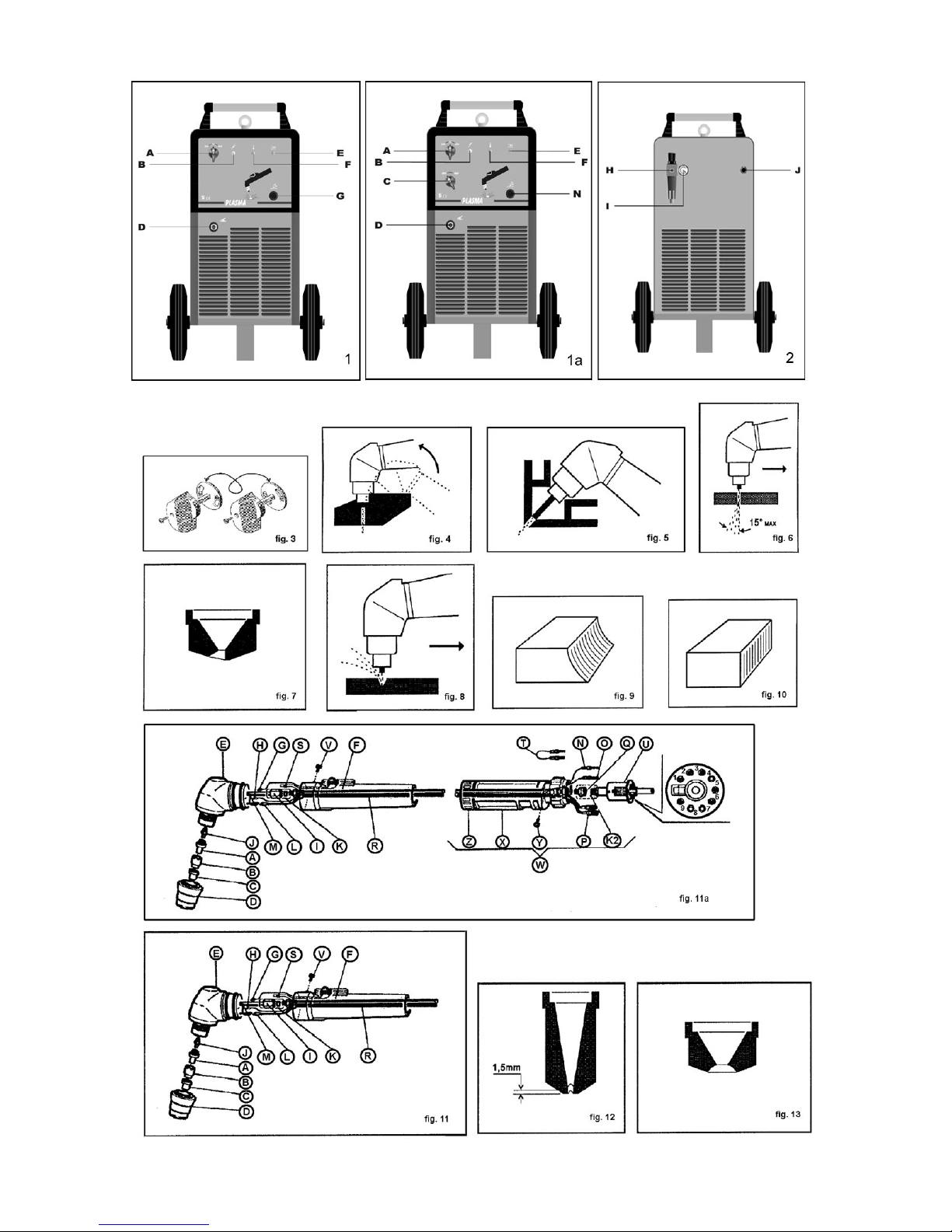
3 DESCRIZIONE DISPOSITIVI SULLA MACCHINA (Vedi fig. 1
- 1a e fig. 2)
A) Commutatore 230-0-400V.
B) Lampada spia di rete.
C) Manopola regolazione corrente di taglio (solo art. 424).
D) Innesto Texas.
E) Lampada spia pressione aria insufficiente.
F) Lampada spia termostato.
G) Torcia.
H) Riduttore di pressione aria.
I) Manometro.
J) Cavo rete.
N) Adattatore fisso (solo art. 424).
3.1 ASSEMBLAGGIO E DISPOSIZIONE
Togliere la macchina dall'imballo e montare il manico utilizzando
la chiave a brugola in dotazione. Disporre l'apparecchio in un
locale adeguatamente ventilato possibilmente non polveroso,
facendo attenzione a non ostruire l'entrata e l'uscita dell'aria
dalle asole di raffreddamento.
Gli impianti art. 420 e 424 sono idonei solo per torce
ELETTRO CF tipo P70: si declina ogni responsabilità se
vengono utilizzati con torce di tipo diverso.
3.2 MESSA IN OPERA
L'installazione della macchina deve essere fatta da
personale qualificato.
Tutti i collegamenti devono essere eseguiti in conformità
delle vigenti norme e nel pieno rispetto della legge
antinfortunistica.
Collegare l'alimentazione dell'aria al raccordo posto sul riduttore
di pressione H (fig.2) assicurandosi che la pressione sia almeno
di 6 bar (6KPa X100) con una portata minima di 200 litri/min.
Nel caso che l'alimentazione dell'aria provenga da un riduttore
di pressione di un compressore o di un impianto centralizzato il
riduttore deve essere regolato alla massima pressione di uscita
che non deve comunque superare 8 bar (8KPaX100). Se
l'alimentazione dell'aria proviene da una bombola di aria
compressa questa deve essere equipaggiata con un regolatore
di pressione; non collegare mai una bombola di aria
compressa direttamente al riduttore della macchina! La
pressione potrebbe superare la capacità del riduttore che
quindi potrebbe esplodere!
Assicurarsi che la tensione di alimentazione corrisponda a
quella indicata sulla targa dati tecnici. Il cambio di tensione (vedi
fig. 3) si ottiene ruotando il disco posto sotto la manopola
dell'interruttore di rete A (fig. 1 – 1a). Collegare il cavo di
alimentazione J (fig. 2): il conduttore giallo verde del cavo deve
essere collegato ad un'efficiente presa di terra dell'impianto; i
rimanenti conduttori debbono essere collegati alla linea di
alimentazione attraverso un interruttore posto, possibilmente,
vicino alla zona di taglio per permettere uno spegnimento

5
veloce in caso di emergenza. La portata dell'interruttore
magnetotermico o dei fusibili in serie all'interruttore deve essere
uguale o superiore alla corrente I
1
assorbita dalla macchina. La
corrente I
1
, assorbita si deduce dalla lettura dei dati tecnici
riportati sulla macchina in corrispondenza della tensione di
alimentazione U1, a disposizione. Eventuali prolunghe debbono
essere di sezione adeguata alla corrente I
1
, assorbita.
3.3 IMPIEGO
Accendere l'apparecchio mediante la manopola A (fig. 1 – 1a).
Questa operazione sarà evidenziata dall'accensione della
lampada B (fig.1 – 1a). Premendo per un istante il pulsante
della torcia si comanda l'apertura del flusso dell'aria compressa.
Verificare che, in questa condizione, la pressione indicata dal
manometro I (fig. 2) sia 4,7 bar (4,7 KPaX100); in caso
contrario aggiustarla agendo sulla manopola del riduttore H (fig.
2) quindi bloccare detta manopola premendo verso il basso.
Collegare il morsetto di massa al pezzo da tagliare. Scegliere,
mediante la manopola C (fig. 1a), solo art. 424, la corrente di
taglio.
Utilizzare l'ugello Ø1 fino a 50 A e l'ugello Ø 1,2 fino a 70 A.
N.B. La qualità del taglio è notevolmente superiore se si
tiene l'ugello distante circa 2 mm dal pezzo. Per ragioni
pratiche, a volte, si preferisce tagliare con l'ugello a
contatto.
Questa tecnica operativa non deve essere usata con
correnti superiori a 50A, perché porta ad una rapida (a volte
istantanea) distruzione del foro dell’ugello e ciò provoca un
taglio di pessima qualità.
Assicurarsi che il morsetto e il pezzo siano in buon contatto
elettrico in particolare con lamiere verniciate, ossidate o con
rivestimenti isolanti. Non collegare il morsetto di massa al pezzo
di materiale che deve essere asportato. Premere il pulsante
della torcia per accendere l'arco pilota. Se dopo 4 secondi non
si inizia il taglio, l'arco pilota si spegne e quindi, per
riaccenderlo, è necessario premere nuovamente il pulsante.
Quando è possibile la torcia deve essere tirata. Tirare è più
facile che spingere. Tenere la torcia verticale durante il taglio.
Completato il taglio e dopo aver lasciato il pulsante, l'aria
continua ad uscire dalla torcia per circa 30 secondi per
consentire alla torcia stessa di raffreddarsi. E' bene non
spegnere l'apparecchio prima della fine di questo tempo. Nel
caso si debbano eseguire fori o si debba iniziare il taglio dal
centro del pezzo si deve disporre la torcia in posizione inclinata
e lentamente raddrizzarla in modo che il metallo fuso non sia
spruzzato sull'ugello (vedi fig. 4). Questa operazione deve
essere eseguita quando si lavorano pezzi di spessore superiore
ai 3 mm. Nel caso si debbano eseguire tagli in corrispondenza
di angoli o di rientranze (fig. 5) si consiglia di utilizzare elettrodi
ed ugelli prolungati. Nel caso si debbano eseguire tagli circolari
si consiglia di utilizzare l'apposito compasso (fornito a richiesta).
N.B. : Evitare di tenere inutilmente acceso l'arco pilota in aria
per non aumentare il consumo dell'elettrodo, del diffusore e
dell'ugello.
3.4 INCONVENIENTI DI TAGLIO
1) Insufficiente penetrazione
Le cause di questo inconveniente possono essere :
- velocità elevata. Assicurarsi sempre che l'arco sfondi
completamente il pezzo da tagliare e che non abbia mai
un'inclinazione, nel senso di avanzamento, superiore ai 10 - 15°
(vedi fig. 6). Si eviteranno un consumo non corretto dell'ugello
(vedi fig. 7) e bruciature al portaugello (vedi fig. 8).
- Spessore eccessivo del pezzo (vedere diagramma velocità di
taglio e spessori).
- Morsetto di massa non in buon contatto elettrico con il pezzo.
- Ugello ed elettrodo consumati.
- Corrente di taglio troppo bassa.
N.B. : Quando l'arco non sfonda le scorie di metallo fuso
ostruiscono l'ugello.
2) L'arco di taglio si spegne
Le cause di questo inconveniente possono essere:
- ugello, elettrodo o diffusore consumati
- pressione aria troppo alta
- tensione di alimentazione troppo bassa
3) Taglio inclinato
Qualora il taglio si presentasse inclinato (vedi fig. 9) spegnere la
macchina allentare il portaugello e ruotare l'ugello di circa un
quarto di giro, quindi bloccare e riprovare. Ripetere l'operazione
finche il taglio non sia diritto (vedi fig. 10).
4) Eccessiva usura dei particolari di consumo
Le cause del sopraindicato problema possono essere :
a) pressione aria troppo bassa rispetto a quella consigliata.
b) eccessive bruciature sulla parte terminale del portaugello.
3.5 CONSIGLI PRATICI
- Se l'aria dell'impianto contiene umidità ed olio in quantità
notevole è bene utilizzare un filtro essiccatore per evitare
un'eccessiva ossidazione ed usura delle parti di consumo, di
danneggiare la torcia e che vengano ridotte la velocità e la
qualità del taglio.
- Le impurità presenti nell'aria favoriscono l'ossidazione
dell'elettrodo e dell'ugello e possono rendere difficoltosa
l'accensione dell'arco pilota. Se si verifica questa condizione
pulire la parte terminale dell'elettrodo e l'interno dell'ugello con
carta abrasiva fine.
- Assicurarsi che l'elettrodo e l'ugello nuovi che stanno per
essere montati siano ben puliti e sgrassati.
- Per evitare di danneggiare la torcia utilizzare sempre
ricambi originali.
3.6 MANUTENZIONE TORCIA
Togliere sempre l'alimentazione alla macchina prima di
ogni intervento sulla torcia.
1) Sostituzione delle parti di consumo (fig. 11 – 11a).
I particolari soggetti ad usura sono l'elettrodo A, il diffusore B e
l'ugello C.
La sostituzione di una di queste parti è possibile solo dopo
avere svitato il portaugello D. L'elettrodo A deve essere
sostituito quando presenta un cratere al centro profondo circa
mm. 1,5 (vedi fig. 12).
ATTENZIONE! Per svitare l'elettrodo non esercitare sforzi
improvvisi ma applicare una forza progressiva fino a
provocare lo sbloccaggio del filetto. Lubrificare il filetto
dell'elettrodo nuovo con lubrificante al silicone (in
dotazione alla macchina).
L'elettrodo nuovo deve essere avvitato nella sede e
bloccato senza stringere a fondo.
L'ugello C va sostituito quando presenta il foro centrale rovinato
oppure molto allargato rispetto a quello del particolare nuovo
(fig.13). Quando l'elettrodo è consumato l'ugello si usura molto
rapidamente. Quando l'elettrodo è usurato la macchina perde
potenza di taglio. Una ritardata sostituzione dell'elettrodo e
dell'ugello provoca un eccessivo riscaldamento delle parti, tale
da pregiudicare la durata del diffusore B. Assicurarsi che dopo
la sostituzione il portaugello D sia stretto a sufficienza.
ATTENZIONE! Il portaugello D deve essere avvitato sulla
testina solo con l'elettrodo A il diffusore B e l'ugello C
montati.
2) Sostituzione del corpo torcia E (vedi fig. 11 – 11a) Togliere
la vite V. Sfilare dal corpo E l'impugnatura F facendo oscillare
l'impugnatura stessa e ponendo molta attenzione a non
strappare i fili del pulsante al momento della separazione dei
due particolari. Sfilare i conduttori dei contatti di sicurezza G ed
H. Sfilare la connessione L. Svitare il raccordo I dopo aver
tagliato il tubetto isolante K. Montare il nuovo corpo torcia
eseguendo a ritroso tutte le operazioni precedenti. L'isolamento
del raccordo I è ottenuto facendo aderire al raccordo stesso il
tubetto termorestringente isolante K riscaldandolo mediante una
piccola sorgente di calore (es.: un accendino).
Prima di infilare l'impugnatura assicurarsi che i cavi siano ben
distanti fra di loro e che le connessioni siano ben strette.
3) Sostituzione dell'adattatore W - solo per art. 424 - (vedi
fig. 11a).

6
Togliere la ghiera Z e tagliare le fascette che fermano il cavo R.
Svitare la vite Y e sfilare indietro la copertura X. Sfilare gli
spinotti del cavo di comando N e O e gli spinotti del cavetto
rosso per l'arco pilota P. Tagliare il tubo isolante K2 e svitare il
corpo adattatore U dal raccordo Q. Montare il nuovo corpo
adattatore eseguendo a ritroso le operazioni precedenti. Per il
bloccaggio del filetto del corpo adattatore U sul raccordo Q
utilizzare adesivo sigillante per filetti. Gli spinotti N e O del
cavetto di comando devono essere collegati ai contatti 1 e 9 del
corpo adattatore U. Gli spinotti P del cavetto rosso per l'arco
pilota devono essere collegati ai contatti 5 e 6 del corpo
adattatore U. Il tubetto K2 serve da isolamento e viene fatto
aderire al raccordo Q riscaldandolo.
4) Sostituzione del cavo R, solo per art. 424 (vedi fig. 11a).
Per la sostituzione del cavo, oltre ad eseguire le operazioni
indicate ai punti 2 e 3 è necessario eseguire la connessione S.
N.B. La connessione S deve essere accuratamente isolata.
5) Sostituzione della impugnatura con pulsante
Per sostituire la impugnatura con pulsante è necessario seguire
le operazioni indicate al punto 2.
3.7 MANUTENZIONE E CONTROLLI
E' importante mantenere pulito l'ugello dalle scorie di metallo.
Non usare corpi appuntiti per non deteriorare il foro dell'ugello.
Anche se la macchina è provvista di un dispositivo automatico
per lo scarico della condensa, che entra in funzione ogni volta
che si chiude l'alimentazione dell'aria, è buona norma,
periodicamente, controllare che nella vaschetta del riduttore non
vi siano tracce di condensa. Periodicamente è necessario pulire
l'interno della macchina dalla polvere metallica accumulatasi,
usando aria compressa. Le operazioni che richiedono di
accedere all'interno della macchina devono essere eseguite
dopo aver staccato il cavo di alimentazione della presa.
3.7.1 ACCORGIMENTI DA USARE DOPO UN INTERVENTO
DI RIPARAZIONE
Dopo aver eseguito una riparazione, fare attenzione a riordinare
il cablaggio in modo che vi sia un sicuro isolamento tra il lato
primario ed il lato secondario della macchina. Evitare che i fili
possano andare a contatto con parti in movimento o parti che si
riscaldano durante il funzionamento. Rimontare tutte le fascette
come sulla macchina originale in modo da evitare che, se
accidentalmente un conduttore si rompe o si scollega, possa
avvenire un collegamento tra il primario ed il secondario.

INSTRUCTIONS FOR PLASMA CUTTER
Before using this device all people authorized to its use, repair or
inspection, should read the book “Safety rules” and the
“Instruction manual” specific for every machine. Contact your
distributor if you have not understood some instructions.
1 SAFETY DEVICES
This unit is provided with the following safety devices:
Thermic: located on the power transformer windings to avoid
overloads. Signalled by indicator light F on (see pict. 1 - 1a).
Pneumatic: located on the torch feed line to avoid insufficient air
pressure. Signalled by indicator light E (see pict. 1 - 1a).
Electric: located on torch body to avoid dangerous voltages
while replacing nozzle, diffuser, electrode or nozzle holder.
- Do not remove or short-circuit the unit safety devices.
- Only use genuine spares.
- Always replace any damaged part of the unit or torch with
genuine material.
- Only use genuine torches.
- Do not let the unit work without covers. This would be
dangerous for operator and for those who are surrounding
the work area and would prevent the unit from cooling
efficiently.
2 DESCRIPTION OF TECHNICAL SPECIFICATIONS
EN60974-1 This machine is manufactured according
EN60974-7 to these international standards.
ART Article number with serial number must
appear on any requests concerning the
machine.
Three-phase transformer-rectifier.
Drooping characteristic.
Plasma arc cutting.
Uo Secondary no-load voltage.
X Duty - factor percentage. The duty - cycle
expresses the percentage of 10 minutes in
which the welding machine can operate at a
determined current, without over heating.
I
2
Welding current.
U
2
Secondary voltage with welding current I2.
U
1
Nominal supply voltage.
3~50/60Hz Three-phase supply 50 or 60Hz.
I
1
Absorbed current at the corresponding
welding current I
2
.
IP21 Grade of protection of frame. Grade 1 as a
second number means that this unit is not fit
to work outside under the rain
Fit to work in high - risk areas.
NOTES In addition, the welding machine has been
designed to work in areas with grade 3 of
pollution (See IEC 664).
3 DESCRIPTION OF UNIT DEVICES (see picture 1 - 1a and 2)
A) 230V-0-400V switch.
B) Mains pilot light.
C) Cutting power adjusting knob (only item 424).
D) Texas connection.
E) Light signalling air pressure is not enough.
F) Light signalling thermostat.
G) Torch.
H) Air pressure reducing unit.
I) Gauge.
J) Mains input cable.
N) Fixed adapter (only for item 424).
3.1 ASSEMBLY AND ARRANGEMENT
Unpack the unit and assemble the handle with the supplied
spanner. Place the unit in properly ventilated if possible undusty
room making sure that the air inlet and outlet from cooling slots
are not obstructed.
The machines items 420 and 424 are suitable only for
ELETTRO CF torches type P70. ELETTRO CF does not
assume any responsibility in case that a different kind of
torch is used.
3.2 SETTING AT WORK
The unit must be installed by skilled personnel. All fittings
must be in conformity with the existing rules and in full
compliance with safety regulations.
Connect the air feed to fitting on the air pressure reduction unit H
(pict. 2) making sure that pressure is 88PSI (6bar or KPaX100)
at least with a minimal capacity of 420 CFH (200 litres/min).
Should air feed come from a pressure reducing unit of a
compressor or of a centralized plant, the reducing unit should be
adjusted at the highest output pressure which should not exceed
120 PSI (8bar or KPa x100). Should air feed come from a
compressed air bottle, this should be provided with a pressure
regulator; never connect compressed air bottles directly to
the reducing unit! Pressure may exceed the reducing unit
capacity and then explode!
Check that the mains power supply matches that indicated on
the technical date plate of the machine. The change of voltage
(see pict. 3) is obtained by rotating the disk set under the knob of
the switch A (pict.1 - 1a).
Connecting supply cable J (pict. 2): the yellow-green wire must
be connected to an efficient earth plug of the system, the
remaining wires should be connected to a switch placed, if
7

8
possible, close to the cutting area so as to switch the unit off
quickly if necessary. The capacity of magnetothermic switch or of
fuses in series to the switch should be equal or above the current
I
1
absorbed by the unit. The absorbed current I1 is indicated in
the technical specifications on the unit close to input voltage U
1
available. Any extensions should have adequate sections for
absorbed current I
1
.
3.3 USE
Switch the unit on by turning knob A (pict.1 - 1a) of the mains
switch; this is shown by light B (pict.1 - 1a) which is on. By
pressing for a second the torch button, the compressed air flow
is opened. Check that, under this condition, the pressure shown
on gauge I (pict. 2) is about 75 PSI (4,7 bar or KPaX100),
otherwise adjust it by the knob of the reducing unit H (pict. 2),
then lock this knob by pressing it down. Connect work clamp to
the piece to be cut. Set the cutting current by means of the knob
C (pict. 1a), only for item 424. Use the Ø 1 mm nozzle up to 50A
and the Ø 1,2 mm nozzle up to 70A.
N.B. Cut quality is greatly improved if the nozzle is kept at a
distance of approx. 2 mm from the workpiece. Often for
practical reasons, however, cutting is performed with the
nozzle in contact with the workpiece. Cutting with the
nozzle in contact with the workpiece must not be performed
at currents above 50A as this leads to rapid (sometimes
even instantaneous) destruction of the nozzle hole; this in
turn leads to poor cutting quality.
Clean the work piece to ensure good electrical contact of the
work clamp. Do not connect work clamp to the piece to be
removed. Press torch button to start pilot arc, if cutting does not
start after 4 seconds, the pilot arc turns off and the button should
be pressed again to repeat the operation. When possible, the
torch should be pulled. Pulling is easier than pushing. Keep torch
in vertical position when cutting. Once cutting is over and after
releasing button, air continues to flow out of the torch for about 1
minute so it enables torch to cool down. It is recommended not
to turn the unit off before that time. If you have do drill holes or to
start the cut of the piece from its centre, you should tilt the torch
and then slowly straighten it to prevent molten metal from being
spread on nozzle (see pict. 4). This operation should be carried
out when cutting pieces of thickness above 1/8" (3 mm). If you
have to cut near angles or recesses (see picture 5) it is
recommended to use extended electrodes and nozzles. Should
circular cut be done it is recommended to use caliper (supplied
on request).
N.B. : Avoid keeping pilot arc uselessly on in air, to avoid
electrode, diffuser and nozzle consumption.
3.4 CUTTING TROUBLE
1) Insufficient penetration
This may be due to:
- high speed. Always make sure that arc thoroughly passes
through the piece to be cut and that it is not tilted, when going
forward, by a percentage above 10 ÷ 15° (see picture 6). It is
thus avoided to wear nozzle (see pict. 7) out and to burn the
nozzle holder (see picture 8).
- Excessive thickness of piece (see graph of cutting speed and
thickness).
- Work clamp not properly in electric contact with piece.
- Worn nozzle and electrode.
- Too low cutting current.
N.B. : When the unit does not thoroughly pass through, scums
clog nozzle.
2) Cutting arc switches off
This may be due to:
- worn nozzle, electrode or diffuser.
- too high air pressure.
- too low feed voltage.
3) Tilted cutting
When cutting is tilted (see picture 9) switch the unit off, loosen
nozzle holder and turn nozzle by a quarter turn, then lock and try
again.
Repeat until cutting is straight (see picture 10).
4) Excessive wear of consumable parts
This may be due to:
a) too low air pressure with respect to the recommended one.
b) excessive burns on the end part of nozzle holder.
3.5 PRACTICAL RECOMMENDATIONS
- If the system air contains much humidity and oil it is required to
use a drying filter to avoid excessive oxidation and wear of
consumable parts, to avoid torch damage or to reduce speed
and quality of cutting.
- Impurities of air favour oxidation of electrode and nozzle and
make it difficult to start pilot arc. If this occurs, clean the end part
of electrode and inside the nozzle with fine abrasive paper.
- Make sure that new electrode and nozzle to fit are clean and
degreased.
- To avoid damage of torch, always use original spares.
3.6 TORCH MAINTENANCE
Always disconnect the unit before any repair of torch.
1) Replace wear parts (picture 11 – 11a)
The parts subject to wear are electrode A, diffuser B and nozzle
C. Either part may be only replaced after loosening nozzle holder
D.
Electrode A should be replaced when a 1/16" (1,5 mm) deep
central crater develops (see pict. 12).
ATTENTION! When unscrewing the electrode, do not make
sudden stresses but gradually force so as to have the
thread unlocked. Lubricate the thread of the new electrode
with silicone lubricant (supplied with the unit). This new
electrode is to be screwed in its housing and locked without
tightening.
Nozzle C should be replaced when its central hole is damaged or
enlarged with respect to the new part (see picture 13). Use of
worn electrode quickly wears out the nozzle. Excessive use of
electrode causes overheating and reduces the life of diffuser B.
Make sure that after replacing it, nozzle D is tight enough.
ATTENTION! Nozzle holder D should be only screwed on
head when electrode A diffuser B and nozzle C are
assembled.
2) Replace torch body E (see picture 11 – 11a).
Remove screw V. Withdraw handle F from body E by swaying it
and making sure that button wires are not torn when separating
both parts. Withdraw the G and H safety contacts wires.
Withdraw the contact L. Unscrew fitting I after cutting the
insulating hose K. Fit the new torch body following all above
operations in reverse order. Fitting I is insulated by shrink hose K
stuck to the fitting when heated by a small source (ex. a lighter).
Before placing handle, make sure that cables are far away from
each other and that fittings are tightly secured.
3) Substitution of adapter W. Only for item 424 (see picture
11a)
Remove ring nut Z and cut the clamps locking cable R. Loosen
screw Y and extract cover X. Extract the control cable pins N and

9
O and the red cable pins for pilot arc P. Cut the insulating sheath
K2 and loosen the adapter body U from connector Q. Fit the new
adapter body carrying out all previous operations in reverse
order. Use sealing adhesive for threads in order to lock the
adapter body thread U on connector Q.
Pins N and O of the control cable should be connected to
contacts (1) and (9) of adapter body U. Pins P of the red cable
for pilot arc should be connected to contacts (5) and (6) of
adapter body U. Sheath K2 acts as insulating material and
adheres to connector Q after warming it up.
4) Replacement of cable R. Only for item 424 (see picture
11a).
To replace the cable, follow instructions as per pos. 2 and 3 and
connect S.
N.B.: Fitting S should be properly insulated.
5) Replacement of handle with button.
To replace the handle with button, follow instructions given at
point 2.
3.7 MAINTENANCE AND CONTROL
It is recommended to keep nozzle free from slag. Avoid using
sharpened bodies thus avoiding damaging the nozzle hole. Even
if the unit is provided with an automatic device for water
discharge, working whenever air feed is closed, it is
recommended to check from time to time that no water remains
in trap I of reducer. It is required to clean from time to time the
unit inside and make it free from metal dust by means of
compressed air. Operations to be carried out inside the unit must
be effected after disconnecting feed cable.
3.7.1. PRECAUTIONS TO TAKE AFTER A REPAIR
After making repairs, take care to re-order the cables so that
there is sure to be insulation between the primary and the
secondary sides of the machine. Make sure that the wires cannot
come into contact with moving parts or parts that heat during
operation. Replace all clamps in their original positions on the
machine, to prevent a connection between the primary and
secondary circuits if a conductor accidentally breaks or
disconnects.

10
BETRIEBSANLEITUNG FÜR PLASMASCHNEIDGERÄTE
Lesen Sie bitte vor der Installation, Benützung oder Wartung
der Maschinen den Inhalt des Buches "Sicherheitsvorschriften
für die Benützung der Maschinen" und des
"Anleitungshandbuches" spezifisch für jeden Maschinen mit
Aufmerksamkeit.
Falls Sie fragen haben, wenden Sie sich bitte an Ihren
Fachhändler.
1 SICHERHEITSVORRICHTUNGEN
Diese Geräteanlage ist mit folgenden Schutzvorrichtungen
versehen:
Thermische: Zur Vermeidung eventueller Überlastungen,
hervorgehoben durch das Aufleuchten der Signalleuchte F
(siehe Abb. 1 - 1a)
Pneumatische: Um zu vermeiden, daß der Luftdruck
unzureichend ist, angebracht auf des Speisungsvorrichtung der
Brennerkopfes, hervorgehoben durch die Signalleuchte E
(siehe Abb. 1 - 1a)
Elektrische: Angebracht auf dem Brennerkörper, um zu
vermeiden, daß auf dem Brenner gefährliche Spannungen sind,
wenn die Düse, der Diffusor, die Elektrode oder der
Düsenträger ausgewechselt werden.
- Die Schutzvorrichtungen der Maschine nicht entfernen
oder unter Kurzschluß setzen.
- Nur Originalersatzteile verwenden.
- Eventuelle beschädigte Teile der Maschine oder des
Brenners immer durch Originalmaterial ersetzen.
- Keine Brennerkörper verwenden, die nicht die Originalen
sind.
- Die Maschine nicht ohne die Deckel laufen lassen. Das
wäre für den Maschinenwärter und die Personen, die
sich im Arbeitsbereit befinden, gefährlich und würde die
Maschine daran hindern, angemessen abzukühlen.
2 ERLÄUTERUNG DER TECHNISCHEN DATEN
EN60974-1 Das Gerät ist gemäß diesen
EN60974-7 internationalen Vorschriften gebaut.
ART Seriennummer; bei Rückfragen ist diese
Nummer stets anzugeben.
Dreiphasen -Transformator- Gleichrichter.
Abstiegskennlinie.
Für Plasmaschneiden geeignet.
Uo Sekundär-Leerlaufspannung
X Einschaltdauer.
Die Einschaltdauer entspricht dem Prozentsatz
von 10 Minuten, in dem das Gerät ohne
Überhitzung bei einer bestimmten Stromstärke
arbeiten kann.
I
2
Schneidstrom.
U
2
Sekundärspannung bei Schneidstrom I2.
U
1
Versorgungsnennspannung.
3~50/60Hz Dreiphasenversorgung 50 oder 60Hz.
I1 Stromaufnahme bei entsprechendem
Schneidstrom I
2
.
IP21 Schutzart des Gehäuses.
Schutzart 1 als zweite Zahl bedeutet, daß
dieses Gerät zur Arbeit bei Regen im Freien
nicht geeignet ist.
Zur Arbeit in Räumen mit erhöhter Gefahr
geeignet.
ANMERKUNG: Das Gerät ist ferner für die Arbeit in Räumen
mit Luftverunreinigungsgrad (siehe IEC 664)
ausgelegt.
3 BESCHREIBUNG DER VORRICHTUNGEN AUF DER
MASCHINE (siehe Abb. 1 - 1a und 2)
A) Schalter 230-0-400V.
B) Netzsignalleuchte.
C) Griff zur Regulierung des Schneidstroms (nur art. 424).
D) Texas Kupplung.
E) Signalleuchte: unzureichender Luftdruck.
F) Signalleuchte: Thermostat offen.
G) Brenner.
H) Luftdruckminderer.
I) Manometer.
J) Netzkabel.
N) Schnell Kupplung (nur Art. 424)
3.1 ZUSAMMENBAU
Die Maschine aus der Verpackung nehmen und den Griff mit
dem ausgerüsteten Inbus-Steckschlüssel montieren. Das Gerät
in einem angemessen belüfteten Raum aufstellen, der
möglichst nicht staubig ist, und darauf achten, den Ein- und
Austritt der Luft aus den Kuhlungsrippen nicht zu verstopfen.
Die Anlage Art. 420 und 424 sind fähig nur für ELETTRO
CF Brenner Typ P70. ELETTRO CF wird irgendeine
Verantwortung bezüglich der Verwendung von
verschiedenen Brenner ablehnen.
3.2 INGANGSETZEN
Die Installation der Maschine muß durch qualifiziertes
Personal durchgeführt werden. Alle Verbindungen müssen
in Übereinstimmung mit den geltenden Normen und in
voller Berücksichtigung des Unfallverhütungsgesetzes
vorgenommen werden.
Die Luftzuführung mit dem auf dem Luftdruckminderer H (Abb.
2) gestellten Verbindungsstück verbinden und sich
vergewissern, daß der Druck wenigstens 6 bar (6KPaX100) mit
einem Mindestzustrom von 200 lt./min. beträgt. Im Falle, in dem
die Luftzuführung sich von einem Druckminderer eines
Kompressors oder einer Zentralanlage herleitet, muß der
Druckminderer auf den maximalen Austrittsdruck eingestellt
werden, welcher auf alle Fälle 8 bar (8KPaX100) nicht
überschreiten darf. Wenn die Luftzuführung sich aus einer
Preßluftflascheherleitet, muß diese mit einem Druckregulierer
ausgerüstet sein; nie eine Preßluftflasche direkt mit dem
Druckregler der Maschine verbinden! Der Druck könnte
über der Kapazität des Druckreglers, welcher folglich
explodieren könnte, liegen! Sicherstellen, daß die
Versorgungspannung der Spannung entspricht, die auf dem
"Technische Daten" Typenschild angegebenen ist.
Die Spannung wählen (Abb. 3) durch die Umdrehung der
Scheibe, die unter den Drehknopf des Netzschalters steht A
(Abb. 1 - 1a). Die Verbindung des Speiskabel J (Abb. 2)
vornehmen: die grüngelbe Leitung des Kabels muß mit einer
funktionstüchtigen Erdung der Gerätsanlage verbunden
werden, die übrigen Leitungen müssen durch einen Schalter,

der möglichst nahe an der Schneidezone angebracht werden
sollte, um in Notfall ein schnelles Ausschalten zu ermöglichen,
mit der Speiselinie verbunden werden. Das Leistungsvermögen
des magnetothermischen Schalters oder der
Schmelzsicherungen in Serie am Schalter muß wie der von der
Maschine abgenommene Strom I
1
sein oder darüber liegen.
Den absorbierten Strom I
1
leitet man aus dem Ablesen der
technischen Daten in Übereinstimmung mit der zur Verfügung
stehenden Speisungsspannung U
1
ab. Eventuelle
Verlängerungskabel müssen einen Querschnitt haben, das dem
absorbierten Strom I
1
angemessen ist.
11
3.3 VERWENDUNG
Das Gerät durch den Griff A (Abb. 1 - 1a) einschalten, dieser
Arbeitsgang wird durch das Aufleuchten der Leuchte B (Abb. 1
- 1a) hervorgehoben. Indem man einen Moment lang auf den
Druckknopf des Brenners druckt, steuert man die Öffnung des
Preßluftausströmens. Überprüfen, daß, in diesem Zustand, der
von dem Manometer I (Abb. 2) angegebene Druck 4,7 bar (4,7
KPaX100) liegt, ihn andernfalls ausgleichen, indem man den
Griff H (Abb. 2) des Druckreglers betätigt, dann den genannten
Griff blockieren, indem man einen Druck nach unten ausführt.
Die Erdungsklemme mit dem Stück, das geschnitten werden
muß, verbinden. Durch den Drehknopf C (Abb. 1a), nur art.
424, den Schneidstrom wählen. Düse Ø 1 bis zu 50 A und
Düse Ø 1,2 bis zu 70 A anwenden.
Es wird eine bedeutend bessere Schnittqualität erzielt,
wenn die Düse in etwa 2 mm Entfernung vom Werkstück
gehalten wird. Aus praktischen Gründen kann bisweilen
das Schneiden mit aufsitzender Düse bevorzugt werden.
Diese Arbeitsmethode darf jedoch nicht bei Stromstärken
von über 50 A angewendet werden, da sie schnell
(manchmal auch sofort) die Zerstörung der Düse und einen
sehr schlechten Schnitt bewirkt.
Sich vergewissern, daß die Klemme und das Stück besonders
bei lackierten Blechen, eloxierten Blechen oder mit isolierenden
Verkleidungen einen guten elektrischen Kontakt haben. Die
Erdungsklemme nicht mit dem Materialstück, das entfernt
werden sollt, verbinden. Den Druckknopf des Brenners
drücken, damit die Zündung des Pilotbogens erfolgt. Innerhalb
4 Sekunden sollte man schneiden anzufangen, sonst der
Pilotbogen erloscht. Um der Pilotbogen wieder zu entzünden,
sollt man noch den Druckknopf des Brenners drücken. Den
Brenner an den Rand des Stücks annähern und den Schnitt
durchführen. Wenn es möglich ist, muß der Schneidbrenner
gezogen werden. Ziehen ist einfacher als Schieben. Brenner
während des Schnittes senkrecht halten. Nach Beendigung des
Schnitts und nachdem man den Druckknopf losgelassen hat,
strömt zirka 30 Sekunden lang weiterhin Luft aus dem
Schneidbrenner aus, um es dem Brennerkopf selbst zu
ermöglichen abzukühlen. Vor Beendigung dieser Zeit ist es gut,
wenn das Gerät nicht ausgeschaltet wird. Sollten Löcher
gebildet werden müssen oder sollte man mit dem Schnitt vom
Zentrum des Stücks aus beginnen müssen, muß man der
Brennerkopf in geneigter Stellung halten und Sie langsam
aufrichten, so daß das geschmolzene Metall nicht auf die Düse
gespritzt wird (siehe Abb. 4). Dieser Arbeitsgang muß
ausgeführt werden, wenn man Stücke bearbeitet, deren Dicke
über 3 mm hinausgeht. In dem Fall, in dem man Schnitte an
Ecken oder an Einbuchtungen vornehmen muß (siehe Abb. 5)
wird geraten, verlängerte Elektroden und Düsen zu verwenden.
Sollte man kreisförmige Schnitte vornehmen müssen, rät man,
den eigens dafür vorgesehenen Zirkel (auf Wunsch geliefert) zu
verwenden.
N.B. Vermeiden, den Pilotbogen in der Luft unnütz entzündet
zu halten, um den Verbrauch der Elektrode, des Diffusors und
der Düse nicht zu erhöhen.
3.4 UNZUREICHENDE FAKTOREN BEI DEM SCHNEIDEN
1) Nichtausreichende Durchdringung
Die Ursachen dieses unzureichenden Faktors können sein:
- Hohe Geschwindigkeit. Sich immer vergewissern, daß der
Bogen komplett in das Stück, das geschnitten werden muß,
eindringt und daß er in der Vorwärtsbewegungsrichtung nie
eine Neigung hat, die über 10 - 15° liegt (siehe Abb. 6). So
vermeidet man eine nicht korrekte Abnutzung der Düse (siehe
Abb. 7) und Versendungen am Düsenträger (siehe Abb. 8).
- Übergroße Dicke des Stücks (siehe Diagramm
Schneidegeschwindigkeit und Dicken).
- Kein guter elektricher Kontakt zwischen Erdungsklemme und
dem Stück.
- Düse und Elektrode abgenutzt.
- Schneidstrom zu niedrig.
N.B.: Wenn der Bogen nicht komplett eindringt, verstopfen
Schlacken flüssigen Metalls die Düse.
2) Der Schneidebogen schaltet sich aus
Die Ursachen dieses unzureichenden Faktors können sein:
- Düse, Elektrode, oder Diffusor abgenutzt.
- Lufdruck zu hoch.
- Speisespannung zu niedrig.
3) Schräger Schnitt
Sollte der Schnitt sich als schräg erweisen (siehe Abb. 9), die
Maschine ausschalten, den Düsenträger lockern und die Düse
um etwa eine Viertel Drehung drehen, dann blockieren und
wieder versuchen. Den Arbeitsgang wiederholen bis der Schnitt
gerade ist (siehe Abb. 10).
4) Zu große Abnutzung der dem Verschleiß unterliegenden
Teile
Die Gründe des oben angegebenen Problems können sein:
a) Lufdruck im Vergleich mit dem angeratenen Luftdruck zu
niedrig.
b) Zu große Verbrennungen auf dem Endteil des Düsenträgers.
3.5 PRAKTISCHE RATSCHLÄGE
- Wenn die Luft der Gerätsanlage reichlich Feuchtigkeit und Öl
enthält, ist es von Nutzen, einen Entfeuchtungsfilter zu
verwenden, um eine zu große Oxydation und Abnutzung der
dem Verschließ unterliegende Teile zu vermeiden, um eine
Beschädigung des Brennerkopfes zu vermeiden und zu
vermeiden, daß die Schneidegeschwindigkeit und -qualität
reduziert werden.
- Die in der Luft vorhanden Verunreinigungen begünstigen die
Oxydation der Elektrode und der Düse und können das Zünden
des Pilotsbogens schwierig machen. Wenn dieser Zustand
eintritt, den Endteil der Elektrode und das Innere der Düse mit
feinkörnigem Schmirgelpapier säubern.
- Sich vergewissern, das die neue Elektrode und die neue
Düse, die gerade montiert werden sollen, sauber und entfettet
sind.
- Um eine Beschädigung des Brenners zu vermeiden,
immer Originalersatzteile verwenden.
3.6 BRENNERKOPFWARTUNG
Bevor man irgendeinen Eingriff an dem Brenner vornimmt,
der Maschine immer die Speisung entziehen.
1) Auswechseln der dem Verschließ unterliegenden Teile
(Abb. 11 – 11a)
Die Teile, die der Abnutzung ausgesetzt sind, sind die
Elektrode A, der Diffusor B und die Düse C. Das Auswechseln
eines dieser Teile ist nur möglich, nachdem man den
Düsenträger D abgeschraubt hat. Die Elektrode A muß
ausgewechselt werden, wenn die Elektrode A in der Mitte einen
Krater aufweist, der ungefähr 1,5 mm tief ist (siehe Abb. 12).
ACHTUNG! Um die Elektrode aus der Verschraubung zu
lösen, keine ruckartige Kraft verwenden, sondern eine
progressive Kraft ausüben bis man die Lösung des
Geschwindes erreicht. Das Gewinde der neuen Elektrode
mit Silikonschmiermittel schmieren (wird zusammen mit
der Maschine geliefert). Die neue Elektrode muß im Sitz
eingeschraubt werden und blockiert werden, ohne bis
ganz zum Schluß anzuziehen. Die Düse C muß
ausgewechselt werden, wenn das Loch in der Mitte als
schadhaft oder sehr erweitert gegenüber dem des neuen Teils
(siehe Abb. 13) erscheint. Wenn die Elektrode verschlissen ist,
nutzt sich die Düse sehr schnell ab.
Wenn die Elektrode abgenutzt ist, verliert die Maschine
Schneidekraft. Ein verzögertes Auswechseln der Elektrode
oder der Düse verursacht eine übermäßige Erhitzung der Teile,
die so ist, daß sie eine nachteilige Auswirkung auf die
Haltbarkeit des Diffusors B hat. Sich vergewissern, daß nach
dem Auswechseln der Düsenträger D ausreichend stramm
angezogen ist. ACHTUNG! Der Düsenträger D muß nur
wenn die Elektrode A, der Diffusor B und die Düse C

montiert sind, auf den Kopf aufgeschraubt werden.
12
2) Auswechseln des Brennerkörpers (Abb. 11 – 11a)
Die Schrauben V beseitigen. Den Griff F aus dem Körper E
herausziehen, indem man den Griff selbst oszillieren läßt und
sehr darauf achten muß, daß man im Moment der Trennung
der beiden Teile die Drähte des Druckknopfs nicht abreißt.
Die Leitungen der Sicherheitskontakte G und H ausziehen. Die
Verbindung L herausziehen. Nachdem man das Isolierschlauch
durchgeschnitten hat, das Verbindungsstück I abschrauben.
Den neuen Brennerkopfkörper montieren, indem man alle
vorhergehenden Arbeitsgänge rückwärts durchführt. Man
erreicht die Isolierung des Verbindungsstücks, indem man an
das Verbindungsstück selbst das bei Wärme schrumpfende
isolierende Schlauch K andrückt und es mittels einer kleinen
Wärmequelle (Beisp. ein Feuerzeug) erhitzt. Bevor man den
Griff einzieht, sich vergewissern, daß die Kabel voneinander
reichlichen Abstand haben und daß die Verbindungen gut
stramm sind.
3) Auswechselung des Paßstückes W – nur für Art. 424
(Abb. 11a)
Lösen Sie die Ringmutter Z. Durchschneiden Sie die
Kabelbinder, die das Kabel R halten. Lösen Sie die Schraube Y
und ziehen Sie das Griffrohr ab. Ziehen Sie die Steckerstifte
der Steuerleitung N und O und den Stift der roten Steuerleitung
P für den Pilotlichtbogen heraus. Zerschneiden Sie den
Isolierschlauch K2, und schrauben Sie den Paßstückkörper
vom Fitting Q ab. Montieren Sie nun den neuen
Paßstückkörper. Stellen Sie alle Verbindungen in umgekehrter
Reihenfolge wieder her. Verwenden Sie einen
Gewindeklebstoff, um den Paßstückkörper U sicher mit dem
Fitting Q zu verbinden.
Die Steckerstifte N und O müssen in die Kontakte 1 und 9 und
der Steckerstift U den roten Steuerleitung für den
Pilotlichtbogen in den Kontakt 5 und 6 des Paßstückkörpers U
eingeschoben werden. Der Schutzschlauch K2 dient zur
Isolierung und wird durch Erwärmung auf das Fitting Q
aufgeschrumpft.
4) Auswechseln des Kabels R, nur für Art. 424 (siehe Abb.
11a)
Außer daß man die unter den Punkten 2 und 3 angegebenen
Arbeitsgänge durchführt, muß man für das Auswechseln des
Kabels die Verbindung S vornehmen.
N.B. Die Verbindung S muß sorgfältig isoliert werden.
5) Auswechseln des Griffs mit Druckknopf.
Um den Griff mit Druckknopf auszuwechseln, ist es nötig, die
unter den Punkten 2 angegebenen Arbeitsgänge
durchzuführen.
3.7 WARTUNG UND KONTROLLEN
Es ist wichtig, daß man die Düse von den Metallschlacken frei
gesäubert hält. Vermeiden, daß man spitze Gegenstände
verwendet, um das Loch der Düse nicht qualitativ schlechter zu
machen. Auch wenn die Maschine über eine automatische
Vorrichtung für den Abfluß des Kondensats verfügt, die
jedesmal dann in Funktion tritt, wenn die Luftzufuhr dicht
gemacht wird, tut man gut daran, von Zeit zu Zeit zu
kontrollieren, daß in der kleinen Wanne des Druckreglers keine
Kondensatspuren sind. Von Zeit zu Zeit ist es nötig, das Innere
der Maschine von dem Metallstaub, der sich angesammelt hat,
zu säubern, indem man Preßluft verwendet. Die Arbeitsgänge,
die es nötig machen, sich das Innere der Maschine zu
begeben, müssen durchgeführt werden, nachdem man das
Speisekabel aus dem Stecker ausgestöpselt hat.
3.7.1 KONTROLLEN NACH BEENDIGUNG DER
REPARATURARBEITEN
Nachdem Reparaturen ausgeführt wurden, muß die
Verkabelung wieder derart angeordnet werden, daß zwischen
Primärkreis und Sekundärkreis der Maschine eine sichere
Isolierung besteht. Die Kabel dürfen keine beweglichen Teile
berühren, oder Teile, die sich während des Betriebs erwärmen.
Alle Kabelbinder wieder wie zuvor anbringen, damit es nicht zu
einem Kontakt zwischen Primär- und Sekundärkreis kommt.

13
MANUEL D’INSTRUCTIONS POUR APPAREIL DE DECOUPE AU PLASMA
Veuillez lire attentivement le contenu du livret «Règles de
sécurité pour l’utilisation des machines» et du «Manuel
d’instructions» spécifique pour chaque appareil avant toute
installation, utilisation ou tout entretien de la machine.
Contactez votre distributeur si vous n’avez pas parfaitement
compris les instructions.
1 DISPOSITIFS DE SECURITE
Cet appareillage est muni des systèmes de sécurité suivants :
Thermique : mis en évidence par l'allumage du voyant témoin F (fig. 1 - 1a), pour éviter les éventuelles surcharges.
Pneumatique : placé sur l'alimentation de la torche et mis en
évidence par le voyant - témoin E (fig. 1 - 1a), pour éviter que
la pression de l'air ne soit insuffisante.
Electrique: placé sur le corps de la torche pour éviter la
présence de tensions dangereuses sur la torche durant la
substitution de la buse, du diffuseur, de l'électrode ou du porte
- buse.
- Ne pas éliminer ou court-circuiter les sécurités de la
machine.
- Utiliser uniquement des pièces de rechange originales.
- Remplacer toujours avec du matériel original les
éléments éventuellement endommagés de l'appareil ou
de la torche.
- Ne pas utiliser de torche différente de l'originale.
- Ne pas faire fonctionner l'appareil sans les couvercles.
Cela pourrait se révéler dangereux pour l'opérateur et les
personnes qui se trouvent dans la zone de travail et cela
empêcherait également un refroidissement approprié.
2 EXPLICATION ET DONNEES TECHNIQUES
EN60974-1 Ce poste est construit selon ces
EN60974-7 normes internationales.
ART L'article de la machine doit toujours être
indiqué avec le numéro de série pour toute
demande relative à ce poste.
triphasé transformateur redresseur.
Caractéristique descendante
Apte à la coupe au plasma
Uo Tension à vide secondaire
X Facteur de service en pourcentage. Le
facteur de service exprime le pourcentage
des 10 minutes au cours desquelles le
poste à souder peut travailler avec un
courant fixe sans provoquer de
surchauffes.
I
2
Courant de soudage
U
2
Tension secondaire avec courant de
soudage I
2.
U
1
Tension nominale d'alimentation
3~50/60 Hz Alimentation triphasée 50 ou bien 60 Hz
I
1
Courant absorbé du courant de soudage
correspondant I
2.
IP21 Degré de protection de la carcasse. Degré
1 comme deuxième chiffre signifie que cet
appareil n'est pas indiqué pour travailler à
l'extérieur sous la pluie.
Indiqué pour travailler dans des locaux
soumis à un risque accru.
NOTE: De plus ce poste à souder a été conçu pour
pouvoir travailler dans des locaux avec un
degré de pollution équivalent à 3. (voir IEC
664)
3 DESCRIPTION DES DISPOSITIFS DE LA MACHINE (fig. 1
- 1a et 2)
A) Commutateur 230-0-400V.
B) Lampe - témoin du secteur.
C) Réglage du courant de découpe (seulement art. 424).
D) Connexion Texas.
E) Lampe - témoin de pression d'air insuffisante.
F) Lampe - témoin thermostat ouvert.
G) Torche.
H) Réducteur de la pression d'air.
I) Manomètre.
J) Câble - réseau.
N) Adaptateur fixe (pour art. 424).
3.1 ASSEMBLAGE ET MISE EN PLACE
Extraire l'appareil de l'emballage et monter la poignée avec la
clé fournie. Placer l'appareil dans un local opportunément
ventilé et, si possible, non poussiéreux, en prenant soin de ne
pas obstruer l'entrée et la sortie de l'air par les fentes de
refroidissement.
Les appareils art. 420 et 424 peuvent travailler seulement
avec des torches ELETTRO CF type P70. ELETTRO CF
décline toute responsabilité si l'appareil est utilisé avec
d'autres torches.
3.2 MISE EN MARCHE
L'installation de l'appareil doit être effectuée par un
personnel qualifié. Tous les raccordements doivent être
effectués conformément aux normes en vigueur et en
respectant les dispositions légales contre les accidents.
Relier l'alimentation de l'air au raccord situé sur le réducteur de
la pression d'air H (fig. 2) en veillant à ce que la pression soit
au moins de 6 bar (6KPax100) avec une portée minimale de
200 litres/minute. Si l'alimentation de l'air provient d'un
réducteur de pression d'un compresseur ou d'une installation
centralisée, le réducteur doit être réglé sur la pression
maximale de sortie qui ne doit pas dépasser, quoi qu'il en soit,
8 bar (8 KPax100). Si l'alimentation de l'air provient d'une
bouteille d'air comprimé celle-ci doit être équipée d'un
régulateur de pression; ne jamais raccorder une bouteille
d'air comprimé directement au réducteur de l'appareil ! La
pression pourrait dépasser la capacité du réducteur qui
pourrait donc exploser !
Vérifier si la tension d'alimentation correspond bien à la tension
indiquée sur la plaque des données techniques. Pour changer
le voltage (fig. 3), tourner le disque sous le bouton de
l'interrupteur de réseau A (fig.1 - 1a).
Brancher le câble de l'alimentation J (fig.2): le conducteur
jaune vert du câble doit être relié à une prise de terre de
l'installation, tandis que les autres conducteurs doivent être
reliés à la ligne d'alimentation à travers un interrupteur placé, si

14
possible, près de la zone de découpe pour permettre
l'extinction rapide en cas d'urgence.
La portée de l'interrupteur magnéto - thermique ou des fusibles
de série sur l'interrupteur doit être égale ou supérieure au
courant I
1
absorbé par l'appareil. Le courant I1 absorbé est
donné par la lecture des données techniques reportées sur
l'appareil vis-à-vis de la tension d'alimentation U
1
mise à
disposition. Les rallonges éventuelles doivent avoir une section
appropriée au courant I
1
absorbé.
3.3 EMPLOI
Mettre l'appareil sous tension en positionnant la poignée A (fig.
1 - 1a) de l'interrupteur; cette opération sera mise en évidence
par l'allumage de la lampe B (fig. 1 - 1a).
En pressant, un instant seulement, le bouton-poussoir de la
torche on commande l'ouverture du flux d'air comprimé.
Vérifier que, dans ces conditions, la pression indiquée par le
manomètre I (fig. 2) se situe à 4,7 bar: (4,7 KPax100); dans le
cas contraire il faut la régler en agissant sur la poignée du
réducteur H (fig. 2) puis bloquer cette poignée en appuyant
vers le bas.
Relier la borne de masse à la pièce à découper. Choisir grâce
au bouton C (fig. 1a), seulement art. 424, le courant de coupe.
Utiliser la buse de Ø 1 mm jusqu'à 50 A et la buse de Ø 1,2
jusqu'à 70 A.
N.B. La qualité de la coupe sera nettement supérieure si
on maintient la buse à 2 mm, de la pièce. Il est parfois plus
pratique de couper en maintenant la buse en contact avec
la pièce, mais cette procédure peut exclusivement être
appliquée avec des courants inférieurs à 50 A environ, du
fait qu'elle entraîne une rapide (et parfois instantanée)
destruction du trou de la buse; la découpe serait donc de
très mauvaise qualité.
S'assurer que la borne et la pièce aient un bon contact
électrique, en particulier avec des tôles peintes, oxydées ou
avec des revêtements isolants. Ne pas relier la borne de
masse au morceau de matériau qui doit être enlevé.
Presser le bouton-poussoir de la torche, pour allumer l'arc
pilote. Si la découpe n'intervient pas pendant les 4 secondes
successives l'arc pilote s'éteint et il faut, pour le rallumer
presser à nouveau le bouton-poussoir. Approcher la torche du
bord à la pièce qui doit être coupée. Lorsque cela est possible
il vaut mieux tirer la torche. Il est plus facile de tirer que de
pousser. Tenir la torche en position verticale durant la
découpe.
Au terme de la découpe, lorsque le bouton poussoir a été
relâché, l'air continue à sortir de la torche pendant 30 sec.
environ pour permettre à la torche de se refroidir. Il est
conseillé d'éteindre l'appareil avant la fin de ce laps de temps.
Au cas où l'on devrait réaliser des orifices ou si l'on doit
effectuer la coupe à partir du centre de la pièce, il faut placer la
torche dans une position inclinée et la redresser doucement de
telle sorte que le métal fondu n'éclabousse pas la buse (fig. 4).
Cette opération doit être réalisée lorsqu'on travaille sur des
pièces d'une épaisseur supérieure à 3 mm.
Si l'on doit effectuer des découpes à proximité des angles ou
des renfoncements (voir la figure 5), il est conseillé d'utiliser
des électrodes et des buses avec prolongement. Si l'on doit
effectuer des découpes circulaires il est conseillé d'utiliser le
compas approprié (livré sur demande).
N.B. Eviter de tenir inutilement allumé l'arc pilote en l'air pour
ne pas augmenter la consommation de l'électrode, du diffuseur
et de la buse.
3.4 INCONVENIENTS DE DECOUPE
1) Pénétration insuffisante.
Les causes de cet inconvénient peuvent être les suivantes:
- Vitesse élevée. S'assurer toujours que l'arc pénètre
complètement dans la pièce à découper et que son inclinaison,
dans le sens de l'avancement, ne soit jamais supérieure à
10÷15° (voir la figure 6). On évitera ainsi une consommation
incorrecte de la buse (voir la figure 7) et des brûlures sur le
porte - buse (voir la figure 8).
- Epaisseur excessive de la pièce (se reporter au
diagramme vitesse de découpe et épaisseurs).
- Contact électrique défectueux entre la borne de masse et la
pièce.
- Buse et électrode consumées.
- Courant de coupe trop bas.
N.B. Lorsque l'arc ne pénètre pas suffisamment, les scories de
métal fondu obstruent la buse.
2) L'arc de découpe s'éteint.
Les causes de cet inconvénient peuvent être les suivantes :
- Buse, électrode ou diffuseur usés.
- Pression de l'air trop élevée.
- Tension d'alimentation trop basse.
3) Découpe inclinée.
Si la découpe est inclinée (voir la figure 9), éteindre la
machine, desserrer le porte - buse et tourner la buse d'un quart
de tour environ, puis bloquer et essayer à nouveau.
Répéter l'opération jusqu'à ce que la découpe ne redevienne
droite (voir la figure 10).
4) Usure excessive des pièces soumises à usure.
Les causes du problème susmentionné peuvent être :
a) la pression de l'air trop basse par rapport à celle conseillée.
b) brûlures excessives sur la partie terminale du porte-buse.
3.5 CONSEILS PRATIQUES
- Si l'air de l'appareillage contient de l'humidité et de l'huile en
excès, il est conseillé d'utiliser un filtre de dessèchement pour
éviter une oxydation excessive et l'usure des éléments soumis
à usure, l'endommagement de la torche et la réduction de la
vitesse et de la qualité de découpe.
- Les impuretés présentes dans l'air favorisent l'oxydation de
l'électrode et de la buse et peuvent rendre difficile l'allumage
de l'arc pilote. Si cette condition se vérifie, nettoyer la partie
terminale de l'électrode et l'intérieur de la buse avec du papier
émeri fin.
- S'assurer que l'électrode et la buse nouvelles, qui sont sur le
point d'être montées, soient bien propres et dégraissées.
-Pour éviter de détériorer la torche, utiliser toujours des
pièces de rechange originales.
3.6 ENTRETIEN DE LA TORCHE
Couper toujours l'alimentation de l'appareil avant toute
intervention sur la torche.
1) Remplacement des pièces soumises à usure (Fig. 11 –
11a).
Les pièces soumises à usure sont l'électrode A, le diffuseur B
et la buse C. Le remplacement de l'une de ces pièces est
possible uniquement après le dévissage du porte-buse D.
L'électrode A doit être remplacée lorsqu'elle possède un
cratère au centre de 1,5 mm environ (voir la figure 12).
ATTENTION ! Pour dévisser l'électrode, ne pas exercer
d'efforts brusques, mais une force progressive jusqu'au
déblocage du filet.
Lubrifier le filet de la nouvelle électrode avec un lubrifiant
au silicone (livré en dotation avec la machine). La nouvelle
électrode doit être vissée dans son siège et bloquée sans
serrer à fond.
La buse C doit être remplacée lorsque l'orifice central est
abîmé ou bien très élargi par rapport à celui de la pièce neuve
(voir la figure 13).
Lorsque l'électrode est usée, l'usure de la buse est très rapide.
Lorsque l'électrode est très détériorée l'appareil perd une partie
de sa puissance de découpe. Un retard dans la substitution de
l'électrode et de la buse provoque le réchauffement excessif
des pièces et influe sur la durée du diffuseur B. S'assurer,
après la substitution, que le porte-buse D soit suffisamment
serré.
ATTENTION: Le porte-buse D doit être vissé sur la tête
uniquement si l'électrode A, le diffuseur B et la buse C
sont montés.
2) Remplacement du corps de la torche E (figure 11 – 11a).
Enlever la vis V. Enlever la poignée F du corps E en faisant
osciller la poignée même et en veillant à ne pas arracher les
fils du bouton-poussoir lors de la séparation des deux pièces.

15
Enlever les conducteurs des contacts de sécurité G et H.
Enlever la connexion L, dévisser le raccord I après avoir coupé
le tube isolant K. Monter le nouveau corps de la torche en
effectuant, dans le sens contraire, toutes les opérations
précédentes. L'isolement du raccord I est obtenu en faisant
adhérer au raccord proprement dit le tube thermoresserrant
isolant K par réchauffement à l'aide d'une petite source de
chaleur (par exemple: un briquet). Avant d'enfiler la poignée
s'assurer que les câbles soient bien distants entre eux et que
les connexions soient bien serrées.
3) Remplacement de l'adaptateur W – pour art. 424 (voir
figure 11a).
Enlever le collier Z et découper les bandelettes qui bloquent le
câble R. Dévisser la vis Y et tirer en arrière l'enveloppe X.
Enlever les broches du câble de commande N et O et la
broche du câble rouge pour l'arc pilote P. Couper le tube
isolant K2 et dévisser le corps adaptateur U du raccord Q.
Monter le nouveau corps adaptateur en effectuant, dans le
sens contraire, les opérations précédentes; Pour le blocage du
filet du corps adaptateur U sur le raccord Q, utiliser un adhésif
de fermeture des filets. Les broches N et O du câble de
commande doivent être reliées aux contacts 1 et 9 du corps
adaptateur U. La broche P du câble rouge pour l'arc pilote doit
être reliée au contact 5 et 6 du corps adaptateur U, le tube K2
sert pour l'isolement et c'est en le réchauffant qu'on le fait
adhérer au raccord Q.
4) Remplacement du câble R, pour art. 424 (voir figure 11a).
On remplace le câble en effectuant les opérations indiquées
aux points 2 et 3 et en établissant également la connexion S.
N.B. La connexion S doit être soigneusement isolée.
5) Remplacement de la poignée avec le bouton-poussoir.
On remplace la poignée avec le bouton-poussoir en effectuant
les opérations indiquées au point 2.
3.7 ENTRETIEN ET CONTROLES
Il est important que la buse soit toujours propre et sans scorie
de métal. Eviter d'utiliser des objets pointus pour ne pas
détériorer l'orifice de la buse. Même si l'appareil est muni d'un
dispositif automatique pour éliminer la buée - dispositif qui
intervient toutes les fois que l'on supprime l'alimentation de
l'air, il est utile de vérifier, périodiquement, l'absence de traces
de buée dans le bac du réducteur.
Il faut nettoyer périodiquement l'intérieur de l'appareil en
enlevant, avec de l'air comprimé, la poussière qui s'y
accumule. Avant d'effectuer les opérations qui exigent l'accès
à l'intérieur de l'appareil, il faut débrancher le cordon
d'alimentation.
3.7.1 MESURES A ADOPTER APRES UNE INTERVENTION
DE REPARATION
Après avoir exécuté une réparation, faire attention à rétablir le
câblage de telle sorte qu'il y ait un isolement sûr entre le côté
primaire et le côté secondaire de la machine. Eviter que les
câbles entrent en contact avec des organes en mouvement ou
des pièces qui se réchauffent pendant le fonctionnement.
Remonter tous les colliers comme sur la machine originale de
manière à éviter que, si par hasard un conducteur se casse ou
se débranche, les côtés primaire et secondaire puissent entrer
en contact.

16
MANUAL DE INSTRUCCIONES PARA EQUIPO DE CORTE EN PLASMA
Antes de instalar, de usar o de realizar cualquier tipo de
manutención a la máquina, hay que leer el contenido del librillo
“Normas de seguridad para el uso de la máquina” y del
“Manual de instrucciones" específico para este máquina. Si
no se han comprendido totalmente las instrucciones hay que
contactar con el distribuidor.
1 DISPOSITIVOS DE SEGURIDAD
Esta instalación posee las siguientes seguridades:
Térmica : Para evitar eventuales sobrecargas evidenciada por
el encendido del indicador luminoso F (ver fig.1 - 1a).
Neumática : Para evitar que la presión de aire sea insuficiente,
situada sobre la alimentación de la antorcha evidenciada por el
indicador luminoso E (ver fig. 1 - 1a)
Eléctrica: Situada sobre el cuerpo de la antorcha para evitar
que haya tensiones peligrosas en la antorcha cuando se
reemplazan la tobera, el difusor, el electrodo o el porta tobera.
- No eliminar las seguridades de la máquina.
- Utilizar solamente repuestos originales.
- Sustituir siempre con material original eventuales partes
dañadas de la máquina o la antorcha.
- No utilizar una antorcha distinta de la original.
- No hacer funcionar la máquina sin las tapas. Esto sería
peligroso para el operador y las personas que se
encuentran en el área de trabajo y no permitiría a la
máquina un enfriamiento adecuado.
2 EXPLICACIONES Y DATOS TÉCNICOS.
EN 60974-1 El equipo está construido siguiendo lo
EN 60974-7 establecido por esta norma internacional.
ART. Artículo de la máquina que se debe citar
siempre, juntamente con el número de
matrícula para efectuar cualquier petición
relativa al corte.
Transformador-rectificaador-trifasico.
Características de caída.
Adaptado para corte en plasma.
Uo Tensión al vacío secundaria.
X Factor de servicio porcentual. El factor de
servicio expresa el porcentaje de 10 minutos
durante los cuales la instalación puede trabajar
a una determinada corriente sin producir
recalentamiento.
I
2
Corriente para cortar.
U2 Tensión secundaria con corriente I2.
U
1
Tensión nominal de alimentación.
3~50/60Hz Alimentación trifásica 50 o 60 Hz.
I1 Corriente absorbida por la correspondiente
corriente de corte I
2
.
IP21 Grado de protección del armazón.
Grado 1, segunda cifra, significa que con esta
máquina no se puede trabajar al exterior y con
lluvia.
Idónea para trabajar en ambientes altamente
peligrosos.
NOTAS: El equipo ha sido proyectado además para
trabajar en ambientes con grado 3 de polución
(ver IEC 664).
3 DESCRIPCION DE LOS DISPOSITIVOS SOBRE LA
MAQUINA (ver fig.1 - 1a y fig.2)
A) Interruptor 230-0-400V.
B) Indicador luminoso de red.
C) Botón regulación corriente de corte (solamente art. 424)
D) Conexión Texas.
E) Indicador luminoso presión de aire insuficiente.
F) Indicador luminoso do termostato.
G) Antorcha.
H) Reductor de presión de aire.
I) Manómetro.
J) Cable red.
N) Adaptador fijo para la antorcha (art. 424).
3.1 ENSAMBLADO Y DISPOSICION
Extraer la máquina del embalaje y montar el mango utilizando
la llave Allen suministrada con todo el equipo. Disponer el
equipo en un local aireado posiblemente sin polvo haciendo
atención de no obstruir la entrada y salida del aire de los
orificios de enfriamiento.
Las máquinas art. 420 y 424 están apta solo para antorchas
ELETTRO C.F. tipo P70: no asumimos alguna
responsabilidad si será utilizada con antorchas de tipo
diferente.
3.2 PUESTA EN OBRA
La instalación de la máquina debe ser realizada por
personal calificado.
Todas las conexiones deben ser realizadas de acuerdo a
las normas vigentes y respetando la ley antifortunios.
Conectar la alimentación del aire al empalme situado en el
reductor de presión H (fig. 2), asegurándose que la presión sea
por lo menos de 6 bar (6 KPa x 100) con una portada mínima
de 200 litros/min.
En el caso que la alimentación del aire provenga de un reductor
de presión, de un compresor o una instalación centralizada
debe ser regulado a la máxima presión de salida que no debe
superar 8 bar (8 KPa x 100). Si la alimentación del aire proviene
de un tubo de aire comprimido esta debe ser equipada con un
regulador de presión; no conectar nunca un tubo de aire
comprimido directamente al reductor de la máquina; la
presión podría superar la capacidad del reductor que lo
haría explotar!
Asegurarse de que las tensiones de alimentación correspondan
a las de la placa DATOS TÉCNICOS. Para cambiar de tensión
(ver fig. 3), voltear el disco puesto debajo de la manilla del
interruptor de alimentación A (fig.1 - 1a).
Conectar el cable de alimentación J (fig.2): el conductor
amarillo verde del cable debe ser conectado a una eficiente
toma de tierra de la instalación, el resto de los conductores
deben ser conectados a la línea de alimentación a través de un
interruptor situado, si es posible, cerca de la zona de corte para
permitir un apagado rápido en caso de emergencia.

17
La portada del interruptor magneto-térmico o los fusibles en
serie al interruptor debe ser igual o superior a la corriente I
1
absorbida por la máquina.
La corriente I
1
absorbida se deduce de la lectura de los datos
técnicos llevados sobre la máquina en correspondencia de la
tensión de alimentación U
1
a disposición.
Eventuales prolongaciones deben ser de sección adecuada a la
corriente I
1
absorbida.
3.3 USO
Encender el equipo posicionando la manopla A (fig.1 - 1a); esta
operación será evidenciada por el encendido del indicador
luminoso B (fig.1 - 1a).
Presionando por un instante el pulsador de la antorcha se
manda la apertura del flujo del aire comprimido. Verificar que,
en esta condición, la presión indicada por el manómetro I (fig.
2) sea de 4,7 bar (4,7 KPaX100); en caso contrario ajustarla
trabajando sobre la manopla H del reductor (fig. 2), luego
bloquear dicha manopla presionando hacia abajo.
Conectar el borne de masa a la pieza que se debe cortar.
Seleccionar, a través el botón C (fig. 1a), solamente art. 424, la
corriente de corte.
Utilizar la tobera de ∅ 1 mm hasta 50 A e la tobera de ∅ 1,2
mm hasta 70 A.
Nota : La calidad de corte es significativamente superior si
se mantiene la tobera a 2 mm de la pieza. Debido a razones
prácticas, sucede a veces que se prefiere cortar con la
tobera a contacto. Sin embargo, esta técnica de trabajo no
debe usarse con intensidades por encima de 50 A, ya que
ello desembocaría en la destrucción rápida (incluso
instantánea) del orificio de la tobera y, a su vez, esto
acabaría determinando un corte de mala calidad.
Asegurarse que el borne y la pieza tengan un buen contacto
eléctrico en particular con láminas barnizadas, oxidadas o con
revestimientos aislantes. No conectar el borne de masa a la
pieza de material que debe ser transportada. Presionar el
pulsador de la antorcha para encender el arco piloto. Si
después de 4 segundos no se comienza el corte, el arco piloto
se apaga, para re-encenderlo es necesario apretar nuevamente
el pulsador. Cuando es posible la antorcha debe ser tirada.
Tirar es más fácil que empujar.
Mantener la antorcha vertical durante el corte.
Completado el corte y luego de haber dejado el pulsador, el aire
continúa a salir de la antorcha por aproximadamente 30 sec.
para permitir que la antorcha misma se enfríe. Se aconseja no
apagar el equipo antes de este tiempo.
En el caso que se deban realizar perforaciones o se deba
iniciar el corte en el centro de la pieza se debe disponer la
antorcha en posición inclinada y lentamente enderezarla en
modo que el metal fundido no sea expulsado hacia la tobera
(ver fig.4). Esta operación debe ser realizada cuando se
trabajan piezas con un espesor superior a los 3 mm.
En el caso que se deban realizar cortes en correspondencia de
ángulos o partes entradas (ver fig.5), se aconseja utilizar
electrodos y toberas prolongados.
En el caso que se deban realizar cortes circulares se aconseja
utilizar el específico compás (abastecido sobre pedido).
N.B.: Evitar de mantener encendido inútilmente el arco piloto
en aire para no aumentar el consumo del electrodo, del difusor
y de la tobera.
3.4 INCONVENIENTES DE CORTE
1) Insuficiente penetración
- Las causas de este inconveniente pueden ser: Velocidad
elevada. Asegurarse siempre que el arco penetre
completamente la pieza a cortar y que nunca tenga una
inclinación, en el sentido de avance, superior a los 10÷15° (ver
fig.6). Se evitaran un consumo incorrecto de la tobera (ver fig.7)
y quemaduras a la porta tobera (ver fig.8).
- Espesor excesivo de la pieza (ver diagrama velocidad de corte
y espesores).
- Borne de masa no tiene buen contacto eléctrico con la pieza.
- Tobera y electrodo gastados.
- Corriente de corte demasiado baja.
N.B.: Cuando el arco no penetra las escorias de metal fundido
obstruyen la tobera.
2) El arco de corte se apaga
Las causas de este inconveniente pueden ser:
- Tobera, electrodo o difusor gastados.
- Presión de aire muy alta.
- Tensión de alimentación muy baja.
3) Corte inclinado
Cuando el corte se presenta inclinado (ver fig.9) apagar la
máquina, aflojar el porta tobera y girar la tobera
aproximadamente un cuarto de vuelta, luego bloquear e intentar
nuevamente el corte.
Repetir la operación hasta que el corte sea recto (ver fig.10).
4) Excesiva usura de los particulares de consumo
Las causas del problema anteriormente indicado pueden ser:
- Presión de aire muy baja respecto a la aconsejada.
- Excesivas quemaduras sobre la parte terminal del porta
tobera.
3.5 CONSEJOS PRACTICOS
- Si el aire de la instalación contiene humedad y aceite en
cantidad se aconseja utilizar un filtro desecador para evitar una
excesiva oxidación y usura del electrodo y la tobera y pueden
rendir dificultoso el encendido del arco piloto. Si se verifica
esta condición limpiar la parte terminal del electrodo y el interior
de la tobera con papel abrasivo fino.
- Las impurezas presentes en el aire favorecen la oxidación del
electrodo y del inyector y pueden otorgar mayor dificultad al
encendido del avión pilota. Si se verifica esta condición limpiar
la parte terminal del electrodo y el interno del inyector con papel
de lija fino.
- Asegurarse que el electrodo y la tobera nuevos que van a ser
montados estén bien limpios y desengrasados.
- Para evitar daños en la antorcha utilizar siempre
repuestos originales.
3.6 MANTENIMIENTO ANTORCHA
Quitar siempre la alimentación a la máquina antes de cada
intervención sobre la antorcha.
1) Sustitución de las partes de consumo (fig.11 – 11a).
Los particulares sometidos a usura son el electrodo A, el
difusor B y la tobera C. La sustitución de una de estas partes
es posible solo luego de haber desenroscado el porta tobera D.
El electrodo A debe ser sustituido cuando presenta un cráter en
el centro con una profundidad de aproximadamente 1,5 mm
(ver fig.12).
ATENCIÓN Para destornillar el electrodo no ejercer
esfuerzos improvisos sino aplicar una fuerza progresiva
hasta originar el desbloqueo del fileteado. Lubrificar el
fileteado del electrodo nuevo con lubrificante al silicón (en
dotación con la máquina). El electrodo nuevo debe ser
enroscado en el alojamiento y bloqueado sin ajustar a
fondo.
La tobera C debe ser sustituida cuando presenta la perforación
central arruinada o muy alargada respecto al particular de la
nueva (ver fig.13). Cuando el electrodo está consumado la
tobera se usura rápidamente.
Cuando el electrodo está consumado la máquina pierde
potencia de corte.
Una sustitución retardada del electrodo y la tobera provoca un
excesivo calentamiento de las partes, que puede perjudicar la
duración del difusor B. Asegurarse que luego de la sustitución
el porta tobera D esté bien ajustado.
ATENCIÓN: el porta tobera D debe ser ajustado sobre la
cabeza sólo con electrodo A, el difusor B y la tobera C
montados.
2) Sustitución del cuerpo antorcha E (ver fig. 11 – 11a).
Quitar el tornillo V. Extraer del cuerpo E la empuñadura F
haciendo oscilar la empuñadura misma y haciendo atención de
no arrancar los cables del pulsador en el momento de la
separación de los dos particulares. Extraer los conductores de
los contactos de seguridad G y H.
Extraer la conexión L. Desenroscar el empalme I luego de
haber cortado el tubo aislante K. Montar el nuevo cuerpo

18
antorcha realizando todas las operaciones anteriores en sentido
inverso.
El aislamiento del empalme I se obtiene haciendo adherir al
empalme mismo el tubo termoretraible aislante K calentándolo
con una fuente de calor (ej.: un encendedor). Antes de
introducir la empuñadura asegurarse que los cables estén
distantes entre ellos y que las conexiones estén bien ajustadas.
3) Sustitución del adaptador W – sólo art. 424 (ver fig. 11a).
Quitar la virola Z y cortar las fajas que detienen el cable R.
Destornillar el tornillo Y y deshilar hacia atrás la cobertura X.
Deshilar los pasadores del cable de mando N y O y el pasador
del cable rojo para el arco piloto P. Cortar el tubo aislante K2 y
destornillar el cuerpo adaptador U del empalme Q. Montar el
nuevo cuerpo adaptador cumpliendo a la inversa las
operaciones anteriores. Para el bloqueo del filete del cuerpo
adaptador U en el empalme Q utilizar adhesivo aislante para
filetes. Los pasadores N y O del cable de mando deben hallarse
enlazados a los contactos 1 y 9 del cuerpo adaptador U. El
pasador P del cable rojo para el arco piloto debe hallarse
enlazando al contacto 5 y 6 del cuerpo adaptador U. El tubo K2
sirve de aislamiento y se hace adherir al empalme Q
calentándolo.
4) Sustitución del cable R - sólo art. 424 (ver fig. 11a).
Para la sustitución del cable, además de realizar las
operaciones indicadas en los puntos 2 y 3, es necesario realizar
la conexión S.
N.B.: La conexión S debe ser cuidadosamente aislada.
5) Sustitución de la empuñadura con pulsador.
Para sustituir la empuñadura con pulsador es necesario realizar
las operaciones en el punto 2.
3.7 MANTENIMIENTO Y CONTROL
Es importante mantener limpia la tobera de las escorias de
metal. Evitar el uso de cuerpos con puntas para no deteriorar la
perforación de la tobera.
A pesar que la máquina tenga un dispositivo automático para la
descarga de la condensación, que comienza a funcionar cada
vez que se cierra la alimentación del aire, es buena norma,
periódicamente, controlar que en el contenedor del reductor no
haya restos de condensación.
Periódicamente es necesario limpiar el interior de la máquina
de polvo metálico acumulado, utilizando aire comprimido.
Las operaciones que requieren el acceso al interior de la
máquina deben ser realizadas luego de haber desconectado el
cable de alimentación de la toma.
3.7.1 PRECAUCIONES POR USAR DESPUÊS DE UNA
INTERVENCION DE REPARACIÓN
Después de haber hecho una reparación, estén atentos a
volver a ordenar los cables de forma que exista un aislamiento
seguro entre el lado primario y el secundario de la máquina.
Evitar que los hilos puedan entrar en contacto con partes en
movimiento o partes que se calientan durante el
funcionamiento. Volver a montar todas las cintas en la forma
original para evitar que, si accidentalmente un conductor se
rompiese o desconectase, se pueda producir una conexión
entre el primario y el secundario.

MANUAL DE INSTRUÇÃO PARA APARELHO DE CORTE AO PLASMA
Antes de efectuar a instalação leia atenciosamente o conteúdo
do manual “Regras de segurança para o uso das
aparelhagens” e do “Manual de instruções” que constituem
documentação específica de cada máquina. Contacte o seu
distribuidor se não compreendeu perfeitamente as instruções.
1 DISPOSITIVOS DE SEGURANÇA
Esta instalação está provida dos seguintes sistemas de
segurança :
Térmica : Para evitar eventuais sobrecargas, o que será
evidenciado pelo acendimento da lâmpada no visor F (ver fig. 1
- 1a).
Pneumática : Para evitar que a pressão alta seja insuficiente, o
dispositivo de segurança é colocado na alimentação da tocha o
qual é evidenciado pelo visor E (ver fig.1 - 1a).
Eléctrica : O dispositivo de segurança é colocado sobre o
corpo da tocha para evitar que haja tensões perigosas na tocha
quando se substitui o injector, o difusor, o eléctrodo ou o portainjector.
- Não eliminar e cortocircuitar as seguranças.
- Utilizar somente as peças de origem.
- Substituir sempre com materiais originais eventuais
partes que estejam danificadas da máquina ou da tocha.
- Não utilizar uma tocha que não sejam originais.
- Não deve pôr a máquina a funcionar sem as cobertas. Isto
será perigoso para o operário e para as pessoas que se
encontram na área de trabalho, além de que impedira a
máquina de um arrefecimento adequado.
2 EXPLICAÇÃO DOS DADOS TÉCNICOS
EN60974-1 O aparelho esta constituído segundo
EN60974-7 estas regras internacionais.
ART Artigo da máquina que deve ser sempre
citado junto ao número de matrícula para
qualquer pedido relativo ao aparelho.
Conversor estático de frequência trifásica
transformador- corrector.
Característica descendente.
Apto para corte de plasma.
Uo Tensão em vazio secundária.
X Factor de serviço percentual. O factor de
serviço exprime o percentual de 10 minutos
nos quais o aparelho pode trabalhar a uma
determinada corrente sem causar
sobreaquecimento.
I
2
Corrente de corte.
U
2
Tensão secundária com corrente de corte I2.
U
1
Tensão nominal de alimentação.
3~50/60Hz Alimentação trifásica 50 ou 60 Hz.
I
1
Corrente absorvida pela correspondente
corrente de corte I2.
IP 21 Grau de protecção da carcassa. Grau 1 como
segunda cifra significa que este aparelho não
é idóneo para trabalhar ao livre debaixo de
chuva.
Idóneo para trabalhar em ambientes com
risco acrescentado.
NOTA: Além disso o soldador está projectado para
trabalhar em ambientes com grau de poluição
3 (ver IEC 664).
3 DESCRIÇÃO DOS DISPOSITIVOS DA MÁQUINA (ver fig.1 1a ou fig.2)
A) Comutador 230-0-400V.
B) Lâmpada vigia de rede.
C) Punho de regulamento de corrente corte (só art. 424).
D) Enxerto Texas.
E) Lâmpada vigia de pressão do ar insuficiente.
F) Lâmpada vigia de termostato.
G) Tocha.
H) Redutor de pressão do ar.
I) Manómetro.
J) Cabo de rede.
N) Adaptador fixo tocha (só art. 424).
3.1 MONTAGEM E DISPOSIÇÃO
Tirar a máquina da embalagem e montar a manivela utilizando
uma chave allen. Dispor o aparelho num local adequadamente
arejado possivelmente não polvorinho, pondo atenção para não
obstruir a entrada e a saída do ar de arrefecimento.
Las
aparelhagens art. 420 e 424 son idóneas só para
tochas ELETTRO CF tipo P70: declina-se toda a
responsabilidade se se usa uma tocha de diverso tipo.
3.2 POSTA EM FUNCIONAMENTO
A instalação da máquina deve ser feita por pessoal
qualificado. Todas as ligações devem ser realizadas
conforme as vigentes regras e na plena repartição das leis
para a prevenção de acidentes.
Ligar a alimentação do ar a ligação colocada sobre o redutor de
pressão H (fig.2) certificando-se de que a pressão seja pelo
menos de 8bar (8KPa x100) com um caudal mínimo de 200
litros/min. No caso em que a alimentação do ar venha de um
redutor de pressão de um compressor ou de uma instalação
centralizada, o redutor deve ser regulado à máxima pressão de
saída que nunca deve superar 8bar (8KP a x100). Se a
alimentação do ar provêm de uma garrafa de ar comprimido,
esta deve estar equipada com um regulador de pressão :
nunca ligar uma garrafa de ar comprimido directamente ao
redutor da maquina. A pressão poderia superar a
capacidade do redutor que depois poderia explodir! Deve
certificar-se de que a tensão de alimentação corresponde à
indicada na tabela dos dados técnicos. O câmbio de tensão (fig.
3) obtém-se rodando o botão que está colocado debaixo do
punho do interruptor da rede A (fig. 1 - 1a). Ligar o cabo de
alimentação J (fig. 2) : o condutor amarelo/verde do cabo deve
ser ligado a uma eficiente tomada de terra da instalação : os
restantes condutores devem ser ligados à rede de alimentação
através de um instrumento colocado, possivelmente, perto da
zona de corte para permitir que seja rapidamente desligado em
19

20
caso de emergência. A capacidade do interruptor
magnetotérmico ou dos fusíveis em série ao interruptor deve
ser igual ou superior à corrente I
1
, absorvida pela máquina. A
corrente I
1
absorvida deduz-se da leitura dos dados técnicos
referidos na maquina em correspondência com a tensão de
alimentação U1 Eventuais prolongamentos devem ser de
secção adequada à corrente I, absorvida.
3.3 EMPREGO
Aceder ao aparelho mediante o punho A (fig.1 - 1a). Esta
operação será evidenciada pelo acendimento da lâmpada B
(fig.1 - 1a). Carregando por um instante no botão da tocha
manda-se a abertura do fluxo de ar comprimido. Deve verificar
se a pressão indicada no manómetro I (fig. 2) é à 4,7bar (4,7 KP
a x100); em caso contrário deve ajustá-la agindo sobre o punho
do redutor H (fig.2), depois deve bloquear o dito punho
carregando na parte de baixo. Ligar o grampo de massa a peça
a cortar. Escolher, mediante o punho C (fig. 1a), só art. 424, a
corrente de corte. Utilizar o injector ∅1. N.B. A qualidade do
corte é notavelmente superior se se tem um injector a uma
distância de uns 2mm da peça. Por razões práticas, as
vezes, prefere-se cortar com o injector em contacto. Esta
técnica operativa não deve ser usada com correntes
superiores a uns 50A, porque leva a uma rápida (as vezes
instantânea) destruição do orifício do injector que provoca
um corte de péssima qualidade.
Certificar-se de que o grampo e a peça estejam em contacto
eléctrico, em particular com a placa envernizada, oxidada ou
com revestimentos isolador. Não ligar o grampo de massa à
peça de material que deve ser arrancado. Carregar no botão da
tocha para acender o arco piloto. Se depois de 4 segundos não
se começa o corte, o arco piloto extingue-se, para o acender de
novo é necessário carregar novamente no botão. Quando for
possível, a tocha deve ser retirada e deve desligar. Deve ter a
tocha vertical durante o corte. Completado o corte e depois de
ter largado o botão, o ar continua a sair da tocha de arrefecer
par 30 segundos para consentir o arrefecimento da tocha, não
apagar o aparelho antes do fim deste tempo. No caso em que
se devam realizar furos ou se deva iniciar o corte do centro da
peça, deve-se dispor a tocha em posição inclinada, e
lentamente deve-se endireitá-la de modo a que o metal fundido
não seja salpicado sobre o injector (ver fig.4). Esta operação
deve ser realizado no trabalho de peças de espessura superior
a 3 mm. No caso em que devam realizar cortes de
correspondência de ângulos ou de reentrantes (fig.5)
aconselha-se utilizar eléctrodos e injectores prolongados. No
caso em que devam realizar cortes circulares aconselha-se
utilizar o próprio compasso (fornecido por pedido). N.B. Evitar
ter inutilmente acesso o arco piloto ao ar para não aumentar o
consumo do eléctrodo, do difusor e do injector.
3.4 INCONVENIENTES DO CORTE
1) Insuficiente penetração
A causa deste inconvenientes pode ser :
- Velocidade elevada. Certifique-se sempre de que o arco
quebre completamente a peça a cortar e que não haja nunca
uma inclinação no sentido de adiantamento, superior a 10-15°
(ver fig.6). Evite um consumo não correcto do injector (ver fig.7)
e queimaduras no porta-injector (ver fig.8).
- A espessura excessiva da peça (Ver diagrama velocidade de
corte e espessura).
- O grampo de massa não tem bom contacto eléctrico com a
peça.
- Injectores e eléctrodos consumidos.
- Corrente de corte demasiado baixa.
- N.B. Quando o arco não quebra as partículas de metal fundido
obstruem o injector.
2) O arco de corte apaga-se
- As causas deste inconveniente podem ser :
- Injector, eléctrodo ou difusor consumidos.
- Pressão do ar demasiado alta.
- Tensão de alimentação demasiado baixa.
3) Corte inclinado
Sempre que o corte se apresente inclinado (ver fig.9) apague a
máquina desaperte o porta-injector e rode o injector perto de
um quarto de volta, depois bloquear e tornar a cortar. Repetir a
operação até que o corte não esteja direito (ver fig.10).
4) Excessivo desgaste dos particulares de consumo
As causas do supra indicado problema podem ser :
a) Pressão do ar demasiado baixa.
b) Excessiva queimadura da ponta terminal do porta-injector.
3.5 CONSELHOS PRÁTICOS
- Se o ar da instalação contém humidade e óleo em quantidade
notável é melhor usar um filtro secador para evitar um
excessivo desgaste das partes de consumo, e para não
danificar a tocha, de modo a que não seja reduzida a qualidade
do corte.
- As impurezas presentes no ar favorecem a oxidação do
eléctrodo e do injector e podem causar dificuldades no
acendimento do arco piloto. Se se verifica esta situação, deverá
limpar a parte terminal do eléctrodo e o interior do injector com
papel de lixa fina.
- Certifique-se de que o eléctrodo e os injectores novos, que
vão ser montados estejam bem limpos e desengordurados.
- Para evitar danificar a tocha, utilizar sempre peças
originais.
3.6 MANUTENÇÃO DA TOCHA
Tirar sempre a alimentação à máquina antes de cada
intervenção na tocha.
1) A substituição de uma das partes de consumo (fig.11 –
11a).
As peças sujeitas a desgaste são os eléctrodos A, o difusor B e
o injector C. A substituição de uma destas partes é possível só
depois de ter desaparafusado o porta-injector D.
O eléctrodo A deve ser substituído quando apresenta uma
cratera no centro, profunda de cerca de 1,5mm (ver fig.12).
ATENÇÃO ! Para desaparafusar o eléctrodo não deve
exercer muita pressão, mas sim aplicar uma força
progressiva até provocar o bloqueio do filtro. Lubrificar a
rosca do eléctrodo novo com lubrificante de silicone. O
eléctrodo novo deve ser aparafusado na sede e bloqueado
sem o apertar até ao fundo. O injector C deverá ser
substituído quando apresente o furo central estragado ou muito
alargado com respeito ao do peça nova (fig.13). Quando o
eléctrodo está consumido, o injector gasta-se muito facilmente.
Quando o eléctrodo está gasto, a máquina perde potência de
corte. Uma tardia substituição do eléctrodo e do injector
provoca um excessivo aquecimento das peças, prejudicando a
duração do difusor B. Certifique-se que depois da substituição,
o porta-injector D esteja suficientemente apertado.
ATENÇÃO ! O porta-injector D deve ser aparafusado na
cabecilha só com o eléctrodo A e o difusor B e o injector C
montadas.
2) Substituição do corpo da Tocha E (Ver fig.11 – 11a). Tirar
o parafuso V. Desenfiar do corpo E a empunhadura F fazendo
oscilar a empunhadura sobre o eixo e deverá ter muita atenção
para não arrancar os fios do botão, no momento da separação
das duas peças. Desenfiar os condutores dos contactos de
segurança G e H. Desenfiar a conexão L. Desaparafusar a
ligação I e depois de ter cortado o tubo isolador K. Montar o
novo corpo tocha seguindo ao contrário todas as operações
precedentes. O isolamento da ligação I obtém-se fazendo aderir
a própria ligação o tubo termoestringente isolador K aquecendo
mediante uma pequena nascente de calor (ex.: um isqueiro).
Antes de enfiar a empunhdura certifique-se de que os cabos
estejam bem distantes entre eles e que as conexões estejam
bem apertados.
3) Substituição do adaptador W – só art. 424 (ver fig.11a).
Tirar a virola Z e cortar as tiras que param o cabo R.
Desaparafusar o parafuso Y e enfiar para trás a cobertura X.
Desenfiar as fichas do cabo de comando N e O e as fichas do

21
cabo vermelho para o arco piloto P. Cortar o tubo isolador K2 e
aparafusar o corpo adaptador U da ligação Q. Montar o novo
corpo adaptador seguindo ao contrario as operações
precedentes. Para a bloqueagem das roscas do corpo
adaptador U sobre a ligação Q utilizar adesivo selante para as
roscas. As fichas N e O do cabo de comando devem ser ligados
aos contactos 1 e 9 do corpo adaptador U. As fichas P do cabo
vermelho para o arco piloto devem ser ligados aos contactos 5
e 6 do corpo adaptador U. O tubo K2 serve de isolamento e faz
aderir a ligação Q aquecendo-o.
4) Substituição do cabo R – só art. 424 (ver fig. 11a).
Para a substituição do cabo realizar as operações indicadas
indicadas nos pontos 2 e 3, realizar a conexão S.
N.B. A conexão S deve ser cuidadosamente isolada.
5) Substituição da empunhadura com botão. (fig. 11) Para
substituir a empunhadura com botão é necessário seguir as
operações indicadas no ponto 2.
3.7 MANUTENÇÃO E CONTROLO
É importante manter limpo o injector de partículas de metal.
Não usar corpos pontiagudos para não deteriorar o furo do
injector. Também se a máquina estiver provida de dispositivo
automático para a descarga do condensador, que entra em
funcionamento cada vez que se fecha a alimentação do ar,
periodicamente deverá controlar para que na bacia do redutor
não haja restos de condensados. Periodicamente é necessário
limpar o interior da máquina do pó metálico acumulado, usando
ar comprimido. As operações que podem aceder ao interior da
máquina devem ser realizados depois de ter tirado o cabo da
alimentação da tomada.
3.7.1. PROCEDIMENTOS A TER DEPOIS DE UMA
INTERVENÇÃO DE CONSERTO
Depois de ter realizado um conserto, deverá ter em atenção
para reordenar o conjunto de cabos de modo que haja um
isolamento seguro entre o lado primário e o secundário da
máquina. Evitar que os fios possam andar em contacto com
partículas em movimento ou partes que se aquecem durante o
funcionamento. Remontar todos os fechos como na máquina
original de modo a evitar que, se acidentalmente um condutor
se parte ou descola, possa encontrar-se com um ligamento
entre o primeiro e o segundo.

HANDLEIDING VOOR PLASMASNIJDEN
VOORDAT U DIT TOESTEL GEBRUIKT MOETEN ALLE
PERSONEN DIE BETROKKEN ZIJN BIJ HET GEBRUIK,
HET HERSTELLEN, OF DE INSPECTIE ERVAN HET
BOEKJE MET DE “VEILIGHEIDSVOORSCHRIFTEN
VOOR HET GEBRUIK VAN TOESTELLEN” SPECIFIEK
VOOR ELK TOESTEL LEZEN. CONTACTEER UW
VERDELER ALS U NIET ALLE INSTRUCTIES VOLLEDIG
BEGRIJPT.
1 VEILIGHEIDSAPPARATEN
Dit systeem is beveiligd met de volgende
veiligheidsapparaten:
Thermiek: is op de stroomtransformator geplaatst om
overbelasting te voorkomen en wordt aangeduid door het
indicatorlampje F (zie figuur 1 - 1a).
Perslucht: op de toortsaansluiting van de toorts geplaatst
om onvoldoende luchtdruk te vermijden en wordt aangeduid
door het indicatorlampje E (zie fig. 1 – 1a).
Elektrisch:
1)op de toorts geplaatst om gevaarlijke spanningen te
vermijden terwijl u het mondstuk, de gasverdeler, de
elektrode of de mondstukhouder vervangt.
- het is verboden de veiligheidsapparaten te
verwijderen of er kortsluiting op te veroorzaken.
- gebruik enkel degelijke reserveonderdelen.
- gebruik steeds degelijk materiaal wanneer u eender
welk beschadigd onderdeel van het systeem of van de
toorts vervangt.
- gebruik enkel degelijke toortsen.
- zet het systeem nooit in werking zonder dat u
beschermd bent. Dit kan gevaarlijk zijn voor de
gebruiker en voor de personen die zich in de
omgeving van de werkruimte bevinden en dit verstoort
het afkoelproces van het systeem.
2 BESCHRIJVING VAN DE TECHNISCHE
SPECIFICATIES
EN60974-1..........Dit toestel is ontworpen volgens
EN60974-7..........deze internationale normen.
ART ....................Artikelnummer samen met serie-nummer
moeten steeds vermeld worden bij eender
welke aanvraag in verband met het
toestel.
....Driefasige transformator-gelijkrichter
.
.................. Dalend kenmerk.
.............. Booglassen met plasma
Uo ................... Secundaire nullasspanning.
X...................... De inschakelduur wordt gerekend op
lascyclus van 10 minuten waarbinnen de
plasmasnijder kan werken bij een bepaalde
buitentemperatuur zonder dat het toestel in
veiligheid gaat
I
2 .................................
Lasstroom.
U
2...............................
Secundaire spanning met snijstroomt I2.
U1.................... Nominale geleverde spanning
3~50/60Hz....... Driefasige toevoer 50 of 60Hz.
I1...................... Opgenomen stroom tegen de
overeenkomstige snijstroom I2.1,6.
IP21................. Beschermingsgraad van de buitenkant.
Graad 1 als tweede cijfer betekent dat dit
systeem niet geschikt is om buiten in de
regen mee te werken.
................ Geschikt om in hoge risicozones te werken.
OPMERKINGEN het lastoestel is ook ontworpen om mee te
werken in een omgeving met een verontreiniginggraad van 3.
(Zie IEC 664).
3 OMSCHRIJVING VAN DE SYSTEEMAPPARATEN (zie
figuur 1, 1a en 2)
A) 230V-0-400V schakelaar.
B) Hoofdcontrolelampje
C) Knop om snijdstroom aan te passen (enkel voor art. 424).
D) Texas verbindingsstuk.
E) Licht die aangeeft dat luchtdruk niet hoog genoeg ligt.
F) Licht die thermostaat aanduidt.
G) Toorts.
H) Luchtdrukverminderingssysteem.
I) Meter.
J) Voedingskabel.
N) Vaste adapter (enkel voor artikel 424).
3.1 Montage en opstelling
Haal het systeem uit de verpakking en stel het handvat
samen met de geleverde moersleutel. Plaats het systeem in
een goed verluchte ruimte die best niet te stoffig is om te
voorkomen dat de groeven waar de lucht binnenkomt en
buitengaat van het afkoelsysteem niet verstopt geraken.
Het artikel 420 van het toestel is enkel geschikt voor
ELETTRO CF-toortsen van het type P70 en het artikel
424 van het toestel enkel voor ELETTRO CF van het
type P70. ELETTRO CF neemt geen enkele
verantwoordelijkheid op als een ander type toorts
gebruikt wordt.
3.2 INSTELLINGEN OM OP TE STARTEN
Het systeem moet door opgeleid personeel
geïnstalleerd worden. Alle onderdelen moeten
overeenstemmen met de geldende normen en volledig
aan de veiligheidsvoorschriften beantwoorden.
Verbindt de luchttoevoer met de het
luchtdrukverminderingssysteem H (fig. 2) en zorg ervoor
dat de druk ten minste 88PSI (6bar of KPaX100) is met een
minimale capaciteit van 420 CFH (200 liters/min). Als de
luchttoevoer vanuit een luchtdrukverminderingssysteem van
een compressor of van een centrale installatie komt, moet
22

23
het verminderingssysteem ingesteld worden op de hoogste
uitgangsdruk die niet hoger mag zijn dan 120 PSI (8bar of
KPa x100). Moest de luchttoevoer vanuit een
samengeperste luchtfles komen, dan moet deze voorzien
zijn van een drukregelaar; verbindt samengeperste
luchtflessen nooit direct met het
drukverminderingssysteem! De druk kan de capaciteit
van het drukverminderingssysteem overschrijden en
daarna ontploffen!
Controleer of het voedingsnet overeenkomt met dat op de
plaat met de technische gegevens. De spanningswisseling
(zie fig. 3) wordt bereikt door te draaien aan de schijf onder
de knop van schakelaar A (fig.1 – 1a) .
Als u de stroomkabel J (fig.2) aansluit : de geelgroene draad
van de kabel moet op een goed werkende massakabel van
het systeem zijn aangesloten, de overblijvende draden
moeten aangesloten worden op een schakelaar die, indien
mogelijk dicht tegen het snijdgebied geplaatst wordt zodat u
het systeem zo snel mogelijk kunt uitschakelen als dit nodig
zou zijn. De capaciteit van de elektromagnetisch-thermische
schakelaar of van de zekeringen die in serie geplaatst zijn
met de schakelaar moet gelijk zijn aan of hoger zijn dan de
stroom I1 die door het systeem opgenomen wordt. De
opgenomen stroom I
1
is aangegeven in de technische
specificaties op het systeem dicht tegen de aangevoerde
spanning U
1
beschikbaar. De diameters van alle
verlengdraden moeten aangepast zijn aan de opgenomen
stroom I1.
3.3 GEBRUIK
Zet het systeem aan door aan de knop A te draaien (fig.1 –
1a) van de hoofdschakelaar; dit wordt gesignaleerd door
licht B (fig.1 – 1a) dat aanstaat. Door gedurende een
seconde op de toortsdrukknop te drukken, komt
samengeperste luchtstroom vrij. Controleer dat, onder deze
voorwaarde, de druk die de meter I (fig. 2) aangeeft
ongeveer 75 PSI (4,7 bar of KPaX100), zoniet, pas deze
dan aan met behulp van de knop van het
verminderingssysteem H (fig. 2), sluit dit dan af door de
knop naar beneden te drukken. Sluit de werkklem aan op
het te snijden werkstuk. Stel de snijdstroom in met behulp
van de knop C (fig. 1a), enkel voor art. 424. Gebruik het
mondstuk met diameter Ø 1 mm tot en met een
stroomsterkte van 50A en het mondstuk met een diameter
van Ø 1,2 mm tot en met een stroomsterkte van 70A.
N.B. Door het mondstuk op een afstand van ongeveer 2
mm van het werkstuk te houden kunt u de snijdkwaliteit
in hoge mate verbeteren. Toch wordt het mondstuk
tijdens het snijdproces vaak in contact met het
werkstuk gehouden, vaak dan om praktische redenen.
Het is verboden te snijden als het mondstuk in contact
staat met het werkstuk bij een stroom die hoger ligt dan
50A omdat dit tot vlugge (soms zelfs plotse)
vernietiging leidt van de mondstukopening; dit leidt dan
weer tot een slechte snijdkwaliteit.
Reinig het werkstuk om ervoor te zorgen dat er goed contact
is met de werkklem. Sluit de klem niet aan op het te
verwijderen materiaal. Druk op de toortsdrukknop om de
ontstekingsboog te starten, als het snijden na 4 seconden
niet gestart wordt, valt de ontstekingsboog uit en moet de
knop opnieuw ingedrukt worden om de handeling te
herhalen. Indien mogelijk, is het beter om aan de toorts te
trekken. Trekken is eenvoudiger dan duwen. Houdt de toorts
verticaal gericht als u snijdt. Als het snijdproces om is, en
nadat de knop losgelaten wordt, blijft de lucht uit de toorts
ontsnappen gedurende ongeveer 1 minuut zodat de toorts
kan afkoelen. Het is aan te raden het systeem niet vroeger
af te sluiten. Als u gaten moet boren of om te beginnen met
snijden vanuit het midden van het werkstuk, dan moet u de
toorts schuin houden en dan traagjes terug rechtzetten om
te voorkomen dat gesmolten metaal op het mondstuk
verspreid wordt. (zie figuur 4). Deze handeling moet
uitgevoerd worden met een materiaaldikte van meer dan
1/8" (3 mm). Als u dicht tegen hoeken of holtes moet snijden
(zie figuur 5) dan gebruikt u best verlengde elektroden en
mondstukken. Als u cirkelvormig snijdt, dan moet u een
passer gebruiken (wordt geleverd op aanvraag).
N.B.: Laat de ontstekingsboog niet aanstaan als dit niet
nodig is, om te vermijden dat de elektrode, de gasverdeler
en de mondstukken te vlug verslijten.
3.4 PROBLEMEN BIJ HET SNIJDEN
1) Onvoldoende doordringing
Dit kan te wijten zijn aan:
- Hoge snelheid. Zorg er steeds voor dat de boog voldoende
door het te snijden werkstuk dringt en dat die niet schuin
staat als u er verder doorheen dringt met een hoek groter
dan 10 ÷ 15° (zie figuur 6). Daardoor moet u vermijden het
mondstuk te verslijten (zie fig. 7) en de mondstukhouder de
verbranden (zie figuur 8),
- Werkstuk heeft te grote dikte (zie grafiek van snijdsnelheid
en dikte).
- Werkklem heeft geen goed elektrisch contact met het
werkstuk.
- Versleten mondstuk en elektrode.
- Te lage snijdstroom.
N.B. Als het systeem niet volledig door het te snijden
werkstuk gaat, zit het mondstuk verstopt met metaalschuim:.
2) Snijdboog valt uit
Dit kan te wijten zijn aan:
- Versleten mondstuk, elektrode of gasverdeler,
- Te hoge luchtdruk,
- Te lage spanningstoevoer.
3) Schuin snijden
Als u schuin snijdt (zie figuur 9) zet u het systeem uit, en
maakt u de houder van het mondstuk los en draait u het
mondstuk een kwart aan, maak alles terug vast en probeer
opnieuw. Herhaal totdat u terug recht snijdt (zie figuur 10).
4) Overdreven slijtage van verbruikbare delen.
Dit kan te wijten zijn aan:
a) te lage luchtdruk in vergelijking met de aanbevolen
luchtdruk.
b) het eindgedeelte van de houder van het mondstuk is te
zwaar doorgebrand.
3.5 PRAKTISCHE AANBEVELINGEN
- Als er teveel vocht en olie in de lucht van het systeem zit
wordt er aangeraden een droogfilter te gebruiken om te
voorkomen dat er te grote oxidatie optreedt en overdreven
slijtage van verbruikbare onderdelen, om te voorkomen dat
de toorts beschadigd wordt of om de snelheid en de kwaliteit
van het snijden te verminderen.
- Luchtonzuiverheden bevorderen de oxidatie van de
elektroden en het mondstuk en maken het moeilijk om de
ontstekingsboog te starten. Als dit voorkomt reinigt u het
eindgedeelte van de elektrode en voert u het mondstuk met
fijn schuurpapier.
- Zorg ervoor dat de nieuwe elektrode en mondstuk
gereinigd en ontvet zijn opdat ze goed passen
Om schade aan de toorts te voorkomen moet u steeds
degelijke reserveonderdelen gebruikten.

24
3.6 ONDERHOUD VAN DE TOORTS
Zet altijd het systeem uit voordat u herstellingswerken
aan de toorts uitvoert.
1) Vervang versleten onderdelen (figuur 11 – 11a)
De onderdelen waar slijtage kan optreden zijn de elektrode
A, gasverdeler B en mondstuk C.
Al deze onderdelen kunnen enkel vervangen worden nadat
u de houder van het mondstuk D losgemaakt heeft.
Elektrode A moet vervangen worden als er zich een centrale
kolk ontwikkeld heeft met een diepte van 1/16" (1,5 mm) (zie
figuur 12).
OPGELET!! Veroorzaak geen plotse spanning als u de
elektrode losschroeft, maar verdeel die gelijkmatig
zodat u de draad kan losmaken. Smeer de draad in met
silicone smeermiddel (wordt geleverd met het
systeem). Deze nieuwe elektrode moet in zijn omhulsel
geschroefd en vastgemaakt worden zonder deze te
strak aan te spannen.
Mondstuk C moet verplaatst worden als de centrale opening
beschadigd of vergroot is in verhouding tot het nieuwe
onderdeel (zie figuur 13). Door versleten elektroden te
gebruiken raakt het mondstuk vlug versleten. Overmatig
gebruik van elektroden veroorzaakt oververhitting en
vermindert de gebruiksduur van de gasverdeler B. Nadat u
deze vervangt heeft, moet u ervoor zorgen dat het
mondstuk D strak genoeg zit.
OPGELET!! Mondstukhouder D mag enkel
vastgeschroefd worden op het toortslichaam als
elektrode A, gasverdeler B, en mondstuk C gemonteerd
zijn.
2) Vervang het toortslichaam E (zie figuur 11 – 11a).
Haal de schroef V weg. Trek het handvat F van het
toortslichaam E door deze te doen overhellen en daarbij te
zorgen dat de draden van de drukknop niet uitgetrokken
worden als u de twee delen van elkaar scheidt. Trek de
beschermrijdraden G en H terug. Haal het contact L weg.
Schroef het onderdeel I uit nadat u de isoleerbuis K geknipt
heeft. Stel het nieuwe toortslichaam samen door alle
bovenvernoemde handelingen in omgekeerde volgorde uit
te voeren. Het onderdeel I wordt geïsoleerd door een
krimpbuis K die aan het onderdeel vastgemaakt wordt door
een kleine ontstekingsbron (b.v. een aansteker).
Voordat u het handvat plaatst moet u ervoor zorgen dat de
kabels voldoende ver van elkaar verwijderd zijn en dat de
onderdelen goed vastzitten
3) Adapter W vervangen. Enkel voor artikel 424 (zie
figuur 11a)
Verwijder de bevestigingsring en knip de klemmen die aan
de kabel R vastzitten. Maak de schroef Y los en haal het
omhulsel X eraf. Trek de controlepinnen N en O van de
kabel eruit en de rode kabelpinnen voor de ontstekingsboog
P. Knip de isoleermantel K2 en maak het adapterlichaam U
los van het verbindingsstuk Q. Sluit het nieuwe
adapterlichaam aan door alle vorige handelingen in
omgekeerde volgorde uit te voeren. Gebruik
bevestigingslijm voor de draden om de draad van het
adapterlichaam U op het verbindingsstuk Q aan te sluiten.
De pinnen N en O van de besturingskabel moeten
aangesloten worden op de contactpunten(1) en (9) van het
adapterlichaam U. De pinnen P van de rode kabel voor de
ontstekingsboog moeten op de contactpunten (5) en (6) van
adapterlichaam U aangesloten worden. Het omhulsel K2
dient als isolatiemateriaal en zit vast op de verbindingsstuk
Q nadat u dit opgewarmd heeft.
4) Kabel R. vervangen Enkel voor artikel 424 (zie figuur
11a)
Om de kabel te vervangen, dient u de instructies op te
volgen zoals voor pos.2 en 3 en verbindt S.
N.B.: Het onderdeel S moet goed geïsoleerd zijn.
5) Hendel door knop vervangen.
Om de hendel door een knop te vervangen moet u de
instructies opvolgen zoals voor punt 2.
3.7 ONDERHOUD EN CONTROLE
U moet steeds de metaalresten weghalen uit het mondstuk.
Gebruik geen scherpe voorwerpen om de opening van het
mondstuk niet te beschadigen. Zelfs als het systeem voorzien is
van een apparaat dat automatisch water afvoert, dat in werking
treedt telkens als de luchttoevoer afgesloten wordt, moet u af en
toe controleren of er geen water achterblijft in klem I. U moet
regelmatig de binnenkant van het systeem reinigen en
vrijmaken van metaalstof door middel van samengeperste lucht.
Als u handelingen binnenin het systeem uitvoert moet u steeds
de voedingskabel van het systeem uittrekken
3.7.1. VOORZORGSMAATREGELEN DIE U IN ACHT
MOET NEMEN NA HERSTELLINGSWERKEN
Nadat u herstellingen uitgevoerd heeft, moet u de kabels
herschikken zodat er zeker isolatie voorzien is tussen de
primaire en secondaire zijden van het toestel. Zorg ervoor
dat de draden niet in contact kunnen treden met bewegende
deeltjes of deeltjes die opwarmen gedurende het gebruik.
Zet alle klemmen terug op het toestel in hun oorspronkelijke
plaats, om te voorkomen dat de primaire en secondaire
stroomkringen met elkaar in contact treden als een geleider
per ongeluk breekt of uitgeschakeld wordt.
 Loading...
Loading...