

Elettro CF PLASMA 36 Instructions Manual

I MANUALE DI ISTRUZIONI PER APPARECCHI DI TAGLIO AL PLASMA.....................Pag. 4
GB INSTRUCTIONS FOR PLASMA CUTTERS......................................................................Page 7
D BETRIEBSANLEITUNG FÜR PLASMASCHNEIDGERÄTE ............................................Seite 10
F MANUEL D’INSTRUCTIONS POUR APPAREILS DE DECOUPE...................................Page 13
E MANUAL DE INSTRUCCIONES PARA EQUIPOS DE CORTE EN PLASMA.................Pag. 16
P MANUAL DE INSTRUÇÃO PARA APARELHOS DE CORTE AO PLASMA ..................Pag. 19
Parti di ricambio e schema elettrico
Spare parts and wiring diagram
Ersatzteile und elektrischer Schaltplan
Pièces de rechanges et schéma électrique
Partes de repuesto y esquema eléctrico
Peças e esquema eléctrico........................................................................................................................Pagg. Seiten 22
1 2
3 4
5 6 7
2

DIAGRAMMA DI TAGLIO
CUTTING VELOCITY DIAGRAM
SCHNITTGESCHWINDIGKEITSDIAGRAM
DIAGRAMME DE DECOUPE
DIAGRAMA VELOCIDAD DE CORTE
DIAGRAMA DE VELOCIDADE DE CORTE
3
MANUALE DI ISTRUZIONI PER APPARECCHIO DI TAGLIO AL PLASMA
IMPORTANTE
PRIMA DELLA INSTALLAZIONE, DELL’USO O DI
QUALSIASI MANUTENZIONE ALLA MACCHINA
LEGGERE IL CONTENUTO DI QUESTO MANUALE E
DEL MANUALE “REGOLE DI SICUREZZA PER L’USO
DELLE APPARECCHIATURE” PONENDO PARTICOLARE
ATTENZIONE ALLE NORME DI SICUREZZA.
CONTATTARE IL VOSTRO DISTRIBUTORE SE NON
AVETE COMPRESO COMPLETAMENTE QUESTE
ISTRUZIONI.
Questo apparecchio deve essere utilizzato esclusivamente
per operazioni di taglio.
E’ inoltre indispensabile tenere nella massima
considerazione il manuale riguardante le regole di
sicurezza. I simboli posti in prossimità dei paragrafi ai quali
si riferiscono, evidenziano situazioni di massima
attenzione, consigli pratici o semplici informazioni.
Entrambi i manuali devono essere conservati con cura, in
un luogo noto ai vari interessati. Dovranno essere
consultati ogni qual volta vi siano dubbi, dovranno seguire
tutta la vita operativa della macchina e saranno impiegati
per l’ordinazione delle parti di ricambio.
1 INSTALLAZIONE
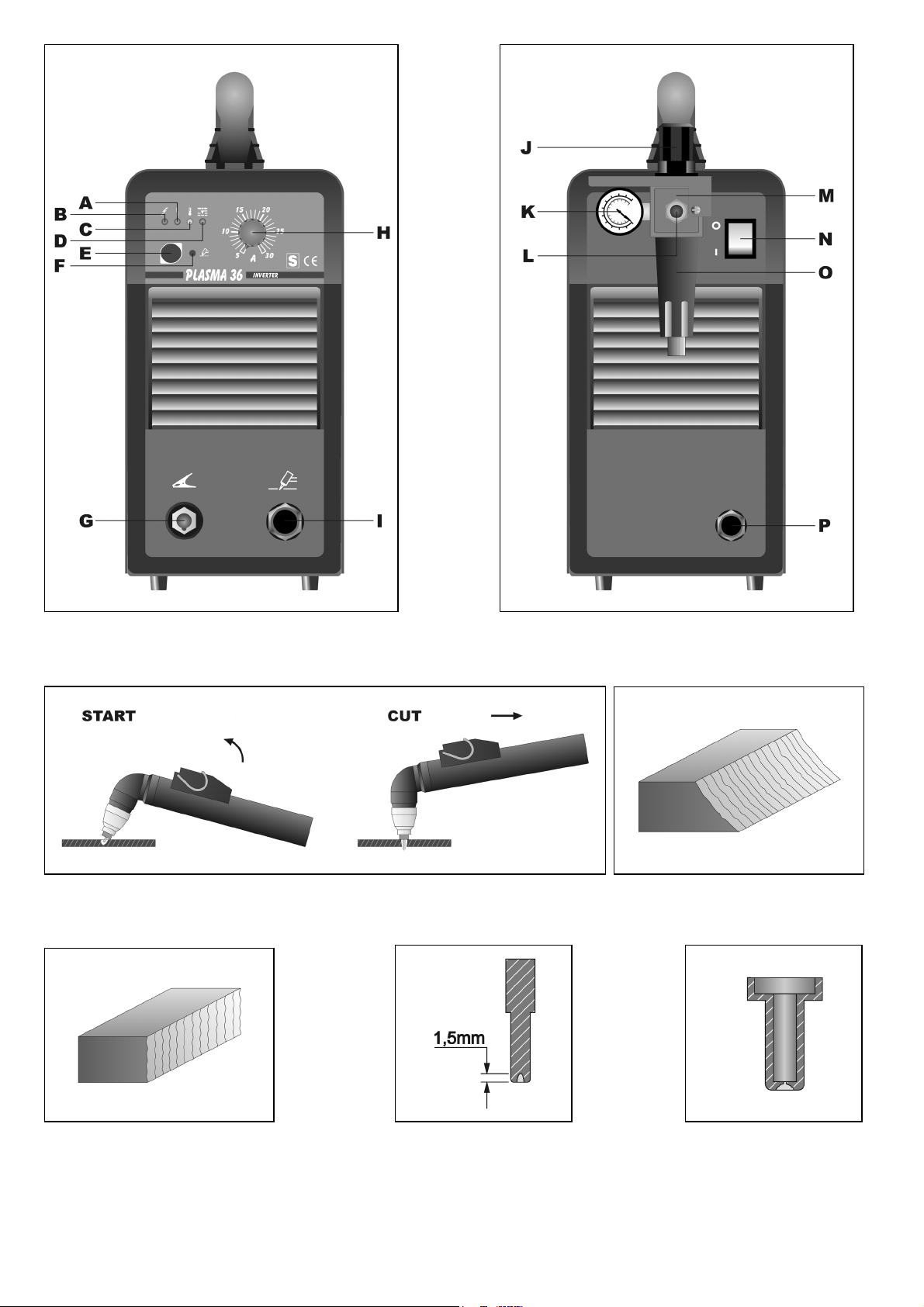
1.1 DESCRIZIONE DISPOSITIVI SULL’APPARECCHIO
A) Led di blocco; si illumina in condizioni di pericolo
(vedi par. 5.3).
B) Led spia di rete.
C) Led termostato
D) Led pressione aria insufficiente.
E) Pulsante per attivare e disattivare la funzione di
“self-restart pilot”.
F) Led che s'illumina quando è attiva la funzione
"self-restart pilot".
G) Morsetto di massa.
H) Manopola di regolazione della corrente di taglio.
I) Raccordo per torcia.
J) Manopola regolazione pressione.
K) Manometro.
L) Raccordo aria compressa (filetto 1/4" gas
femmina).
M) Riduttore di pressione aria.
N) Interruttore di rete.
O) Vaschetta raccogli condensa.
P) Cavo di alimentazione.
1.2 DISPOSITIVI DI SICUREZZA
Questo impianto è provvisto delle seguenti sicurezze:
Termica:
Per evitare sovraccarichi. E’ evidenziata
dall’accensione continua del led C (vedi fig.1).
Pneumatica:
Posta sull’alimentazione della torcia per evitare
che la pressione aria sia insufficiente. E’
evidenziata dall’accensione del led D (vedi fi
Se il led D si accende in modo intermittente significa che la
pressione è scesa momentaneamente al di sotto di 3,2 ÷
3,5 bar.
Elettrica:
1. Per segnalare la presenza di tensione
pericolosa all’interno della macchina. Questa
funzione è evidenziata dall'accensione del led B
(vedi fig.1). L’accensione del led B continua anche dopo
aver disalimentato l’apparecchio fino a quando sono
presenti tensioni pericolose all’interno.
g.1).
2. Posta sul corpo torcia, per evitare che vi siano tensioni
pericolose sulla torcia, quando si sostituiscono l’ugello, il
diffusore, l’elettrodo o il portaugello.
Per garantire l’efficienza di queste sicurezze:
y Non eliminare o cortocircuitare le sicurezze
y Utilizzare solamente ricambi originali.
y Sostituire sempre eventuali parti danneggiate
dell’apparecchio o della torcia con materiale originale.
y Non far funzionare l’apparecchio senza i coperchi.
Questo sarebbe pericoloso per l’operatore e le
persone che si trovano nell’area di lavoro ed
impedirebbe all’apparecchio un raffreddamento
adeguato.
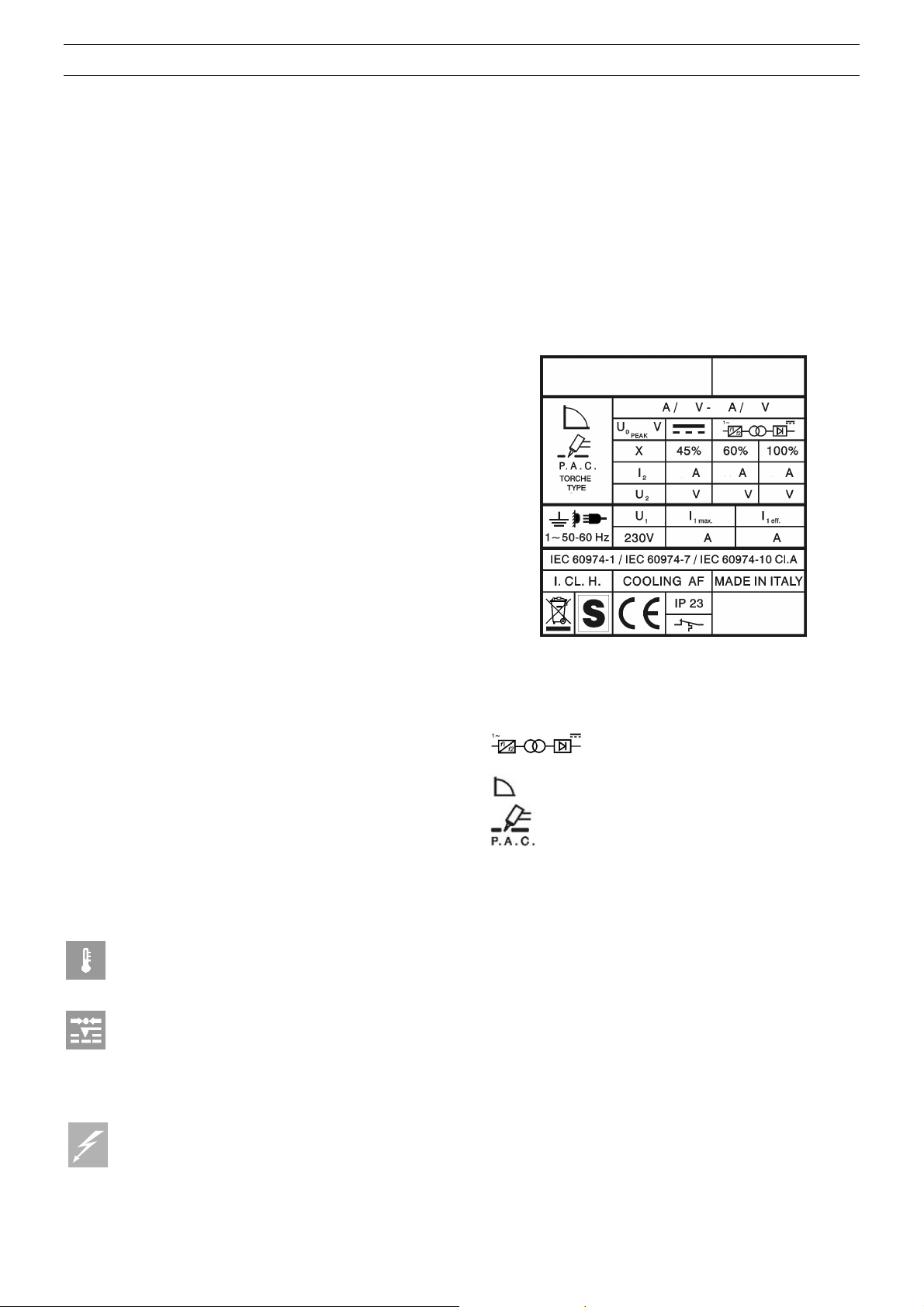
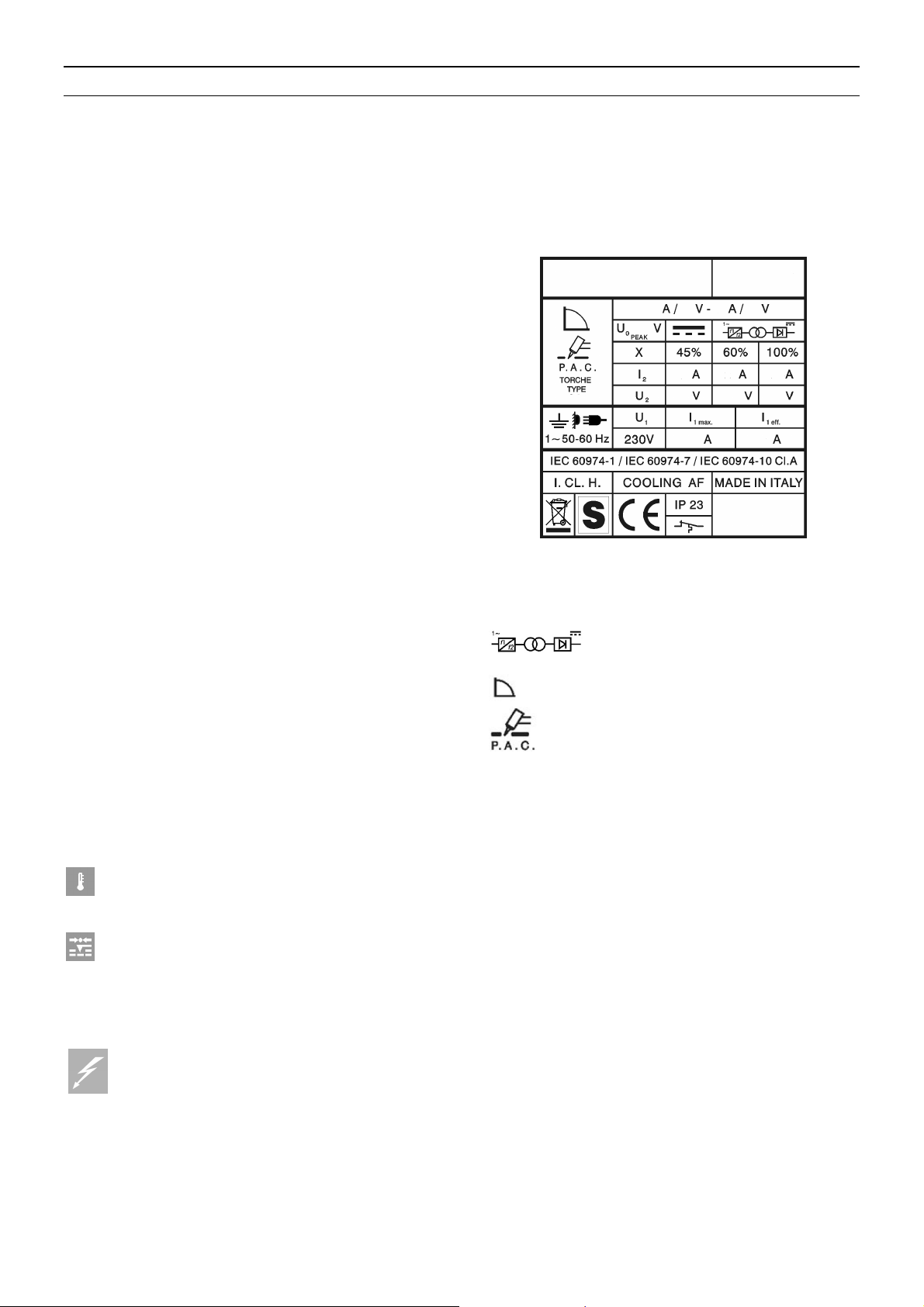
1.3 SPIEGAZIONE DEI DATI TECNICI
EN 60974-1 L’apparecchio è costruito secondo
EN 60974-7 queste norme.
EN 60974-10
Cl. A Apparecchiatura per uso industriale e
professionale
Convertitore statico di frequenza monofase
trasformatore-raddrizzatore.
Caratteristica discendente.
Adatto per il taglio al plasma.
TORCH TYPE Tipo di torcia che deve essere utilizzata
con questo apparecchio per formare un
sistema sicuro.
U0 Tensione a vuoto secondaria.
X Fattore di servizio percentuale.
Il fattore di servizio esprime la
percentuale di 10 minuti in cui
l’apparecchio può lavorare ad una
determinata corrente I
e tensione U2
2
senza causare surriscaldamenti.
I2 Corrente di taglio
Tensione convenzionale secondaria con
U
2
corrente di taglio I
Questa tensione
2
dipende dalla distanza tra l’ugello e il pezzo
da tagliare.
Se questa distanza aumenta anche la
tensione di taglio aumenta ed il fattore di
servizio X% può diminuire.
U1 Tensione nominale di alimentazione.
1~ 50/60Hz Alimentazione monofase 50 oppure 60 Hz.
I1 Max Corrente max. assorbita alla
corrispondente corrente I
e tensione U2.
2
4

I1 eff E’ il massimo valore della corrente
effettiva assorbita considerando il fattore
di servizio.
IP23 Grado di protezione della carcassa.
Grado 3 come seconda cifra significa che
questo apparecchio è idoneo a lavorare
all’esterno sotto la pioggia.
Idoneo a lavorare in ambienti con rischio
accresciuto.
NOTE: L’apparecchio è inoltre stato progettato per lavorare
in ambienti con grado di inquinamento 3. (Vedi IEC 664).
1.4 ASSEMBLAGGIO E DISPOSIZIONE
Togliere la macchina dall'imballo e montare il manico
utilizzando la chiave a brugola in dotazione. Disporre
l'apparecchio in un locale adeguatamente ventilato
possibilmente non polveroso, facendo attenzione a non
ostruire l'entrata e l'uscita dell'aria dalle asole di
raffreddamento
Questo impianto è idoneo solo per torce ELETTRO CF
tipo P35 manuali e si declina ogni responsabilità se
utilizzato con torce di tipo diverso.
1.5 MESSA IN OPERA
L’installazione dell’apparecchio deve essere fatta da
personale qualificato. Tutti i collegamenti devono essere
eseguiti in conformità alle vigenti norme e nel pieno rispetto
della legge antinfortunistica (vedi CEI 26-23 / IEC-TS
62081).
Collegare l’alimentazione dell’aria al raccordo L,
assicurandosi che la pressione sia almeno di 3,5 bar con
una portata minima di 90 litri/min.
Nel caso che l’alimentazione dell’aria provenga da un
riduttore di pressione di un compressore o di un impianto
centralizzato il riduttore deve essere regolato ad una
pressione di uscita non superiore a 8 bar (0,8 MPa). Se
l’alimentazione dell’aria proviene da una bombola di aria
compressa questa deve essere equipaggiata con un
regolatore di pressione.
Non collegare mai una bombola di aria compressa
direttamente al riduttore dell’apparecchio! La
pressione potrebbe superare la capacità del riduttore
che quindi potrebbe esplodere!
Collegare il cavo di alimentazione P: il conduttore giallo
verde del cavo deve essere collegato ad un’efficiente presa
di terra dell’impianto; i rimanenti conduttori debbono essere
collegati alla linea di alimentazione attraverso un
interruttore posto, possibilmente, vicino alla zona di taglio
per permettere uno spegnimento veloce in caso di
emergenza.
La portata dell’interruttore magnetotermico o dei fusibili in
serie all’interruttore deve essere uguale alla corrente I
eff
1
assorbita dall’apparecchio.
La corrente I1 eff assorbita si deduce dalla lettura dei dati
tecnici riportati sull’apparecchio in corrispondenza della
tensione di alimentazione U1 a disposizione.
Eventuali prolunghe debbono essere di sezione adeguata
alla corrente I1 max assorbita.
1.5.1 Motogeneratori
Debbono avere un dispositivo di regolazione elettronico
della tensione, una potenza uguale o superiore a 3,5kVA
e non debbono erogare una tensione superiore a 260V.
2 IMPIEGO
Accendere l'apparecchio mediante l’interruttore N (fig.2).
Questa operazione sarà evidenziata dall'accensione del led
B (fig.1). Premendo per un istante il pulsante della torcia si
comanda l'apertura del flusso dell'aria compressa.
Verificare che, in questa condizione, la pressione indicata
dal manometro K sia 3,5 bar (3,5 KPaX100); in caso
contrario aggiustarla agendo sulla manopola del riduttore J
(fig. 2) quindi bloccare detta manopola premendo verso il
basso. Collegare il morsetto di massa al pezzo da tagliare.
Scegliere, mediante la manopola H (fig. 1) la corrente di
taglio. Utilizzare l'ugello Ø 0,8 mm.
N.B. La qualità del taglio è notevolmente superiore
tenendo l'ugello a contatto con il pezzo.
Assicurarsi che il morsetto di massa e il pezzo siano in
buon contatto elettrico in particolare con lamiere verniciate,
ossidate o con rivestimenti isolanti.
Non collegare il morsetto di massa al pezzo di materiale
che deve essere asportato.
Premere il pulsante della torcia per accendere l’arco pilota.
Se dopo 2 secondi non si inizia il taglio, l’arco pilota si
spegne e quindi, per riaccenderlo, è necessario premere
nuovamente il pulsante.
Tenere la torcia verticale durante il taglio.
Completato il taglio e dopo aver lasciato il pulsante, l’aria
continua ad uscire dalla torcia per circa 100 secondi per
consentire alla torcia stessa di raffreddarsi.
E’ bene non spegnere l’apparecchio prima della fine di
questo tempo.
Nel caso si debbano eseguire fori o si debba iniziare il
taglio dal centro del pezzo si deve disporre la torcia in
posizione inclinata e lentamente raddrizzarla in modo che il
metallo fuso non sia spruzzato sull’ugello (vedi fig. 3).
Questa operazione deve essere eseguita, quando si forano
pezzi di spessore superiore ai 3 mm.
Nel caso si debbano eseguire tagli circolari si consiglia di
utilizzare l’apposito compasso fornito a richiesta. E'
importante ricordare che l'utilizzo del compasso può
rendere necessario impiegare la tecnica di partenza
suindicata (fig. 3). Non tenere inutilmente acceso l’arco
pilota in aria per non aumentare il consumo dell’elettrodo,
del diffusore e dell’ugello.
A lavoro terminato, spegnere la macchina.
Per tagliare lamiere forate o grigliati attivare la funzione
mediante il pulsante E (led F acceso). Alla fine del
taglio, mantenendo premuto il pulsante, l'arco pilota si
riaccenderà automaticamente. Utilizzare questa funzione
solo se necessario per evitare un'inutile usura dell'elettrodo
e dell'ugello.
Per tagliare lamiere sovrapposte, regolare la corrente
attraverso la manopola H al minimo e la pressione, indicata
nel manometro K, a 2 bar (2KPax100).
3 INCONVENIENTI DI TAGLIO
3.1 INSUFFICIENTE PENETRAZIONE
Le cause di questo inconveniente possono essere:
y velocità elevata. Assicurarsi sempre che l’arco sfondi
completamente il pezzo da tagliare e che non abbia
mai un’inclinazione, nel senso di avanzamento,
superiore ai 10 -15°. Si eviteranno consumi non
corretti dell’ugello e bruciature al portaugello.
y Spessore eccessivo del pezzo (vedere diagrammi
velocità di taglio).
y Morsetto di massa non in buon contatto elettrico con il
pezzo.
y Ugello ed elettrodo consumati.
y Corrente di taglio troppo bassa.
N.B.: Quando l’arco non sfonda le scorie di metallo fuso
ostruiscono l’ugello.
3.2 L’ARCO DI TAGLIO SI SPEGNE
Le cause di questo inconveniente possono essere:
y ugello, elettrodo o diffusore consumati
y pressione aria troppo alta
y tensione di alimentazione troppo bassa
5
3.3 TAGLIO INCLINATO
Qualora il taglio si presentasse inclinato (vedi fig. 4)
spegnere la macchina allentare il portaugello e ruotare
l'ugello di circa un quarto di giro, quindi bloccare e
riprovare. Ripetere l'operazione finché il taglio non sia dritto
(vedi fig. 5).
3.4 ECCESSIVA USURA DEI PARTICOLARI DI
CONSUMO
Le cause di questo problema possono essere:
a) pressione aria troppo bassa rispetto a quella consigliata.
b) eccessive bruciature sulla parte terminale del
portaugello.
4 CONSIGLI PRATICI
y Se l’aria dell’impianto contiene umidità ed olio in
quantità notevole è bene utilizzare un filtro essiccatore
per evitare un’eccessiva ossidazione ed usura delle
parti di consumo, il danneggiamento della torcia e che
vengano ridotte la velocità e la qualità del taglio.
y Le impurità presenti nell’aria favoriscono l’ossidazione
dell’elettrodo e dell’ugello e possono rendere
difficoltosa l’accensione dell’arco pilota. Se si verifica
questa condizione pulire la parte terminale
dell’elettrodo e l’interno dell’ugello con carta abrasiva
fine.
y Assicurarsi che l’elettrodo e l’ugello nuovi che stanno
per essere montati siano ben puliti e sgrassati.
y Per evitare di danneggiare la torcia utilizzare
sempre ricambi originali.
5 MANUTENZIONE
Togliere sempre l'alimentazione all’apparecchio prima di
ogni intervento che deve essere eseguito da personale
qualificato.
5.1 MANUTENZIONE GENERATORE
In caso di manutenzione all'interno dell’apparecchio,
assicurarsi che l'interruttore N sia in posizione "O" e che il
cavo di alimentazione sia scollegato dalla rete.
Verificare inoltre che non vi sia tensione ai capi dei
condensatori del gruppo IGBT.
Anche se l’apparecchio è provvisto di un dispositivo
automatico per lo scarico della condensa, che entra in
funzione ogni volta che si chiude l’alimentazione dell’aria, è
buona norma, periodicamente, controllare che nella
vaschetta O (fig. 2) del riduttore non vi siano tracce di
condensa.
Periodicamente, inoltre, è necessario pulire l’interno
dell’apparecchio dalla polvere metallica accumulatasi,
usando aria compressa.
5.2 MANUTENZIONE TORCIA (vedi lista ricambi)
Sostituzione delle parti di consumo. I particolari soggetti
ad usura sono l'elettrodo 17, il diffusore 18 e l'ugello 19. La
sostituzione di una di queste parti è possibile solo dopo
avere svitato il portaugello 20. L'elettrodo 17 deve essere
sostituito quando presenta un cratere al centro profondo
circa 1,5 mm (vedi fig. 6). L'ugello 19 va sostituito quando
presenta il foro centrale rovinato oppure molto allargato
rispetto a quello del particolare nuovo (fig. 7).
Quando l'elettrodo è consumato l'ugello si usura molto
rapidamente. Quando l'elettrodo è usurato la macchina
perde potenza di taglio. Una ritardata sostituzione
dell'elettrodo e dell'ugello provoca un eccessivo
riscaldamento delle parti, tale da pregiudicare la durata del
diffusore 18. Assicurarsi che dopo la sostituzione, il
portaugello 20 sia stretto a sufficienza. ATTENZIONE! Il
portaugello 20 deve essere avvitato sulla testina solo
con l'elettrodo 17, il diffusore 18 e l'ugello 19 montati.
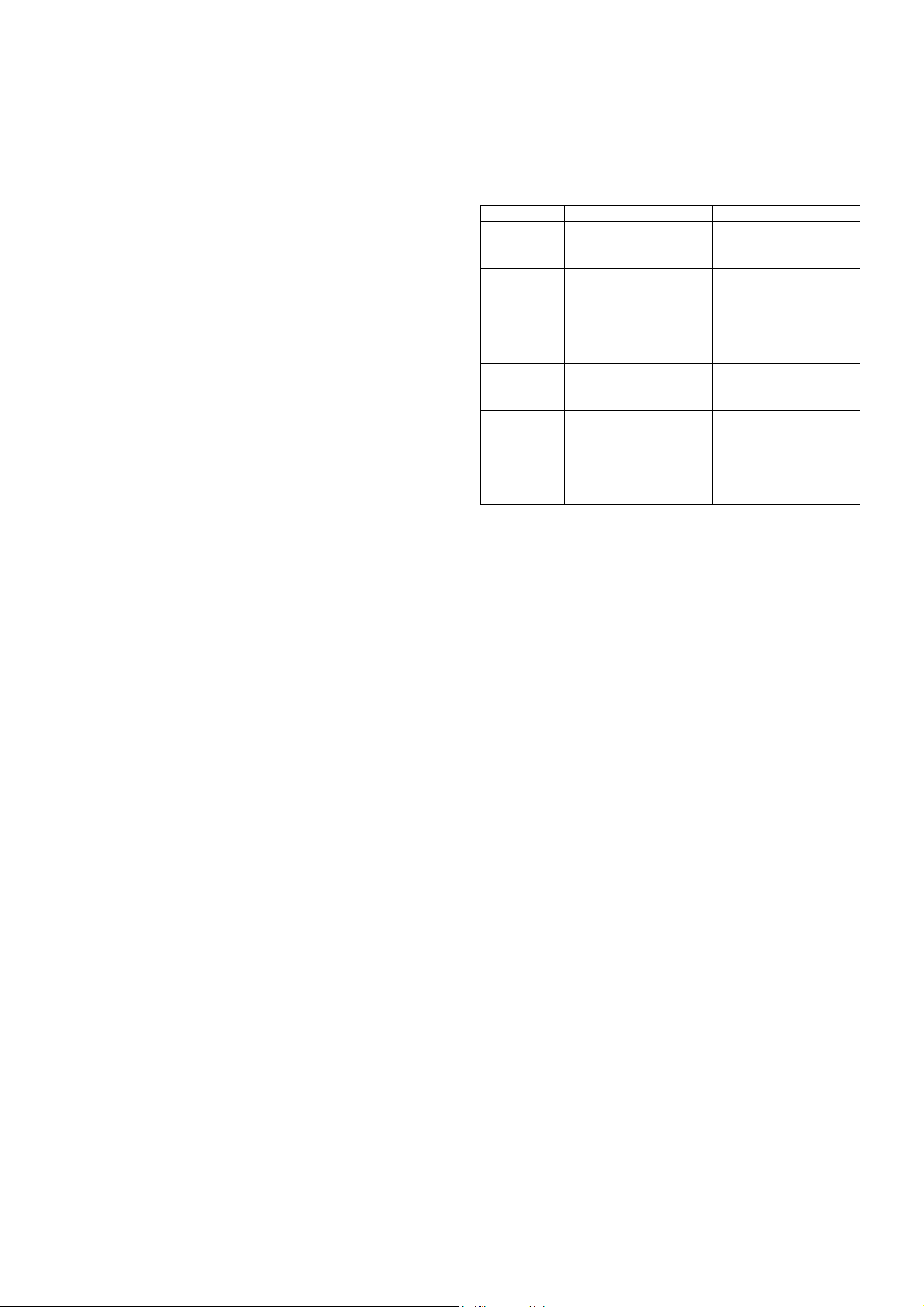
5.3 DIAGNOSI
Il led A si accende quando si verificano le seguenti
condizioni:
LED A CONDIZIONE RIMEDIO
Acceso
fisso
Acceso
fisso
Acceso
fisso
Acceso
fisso
Acceso
lampegg.
5.4 ACCORGIMENTI DA USARE DOPO UN
INTERVENTO DI RIPARAZIONE.
Dopo aver eseguito una riparazione, fare attenzione a
riordinare il cablaggio in modo che vi sia un sicuro
isolamento tra il lato primario ed il lato secondario della
macchina. Evitare che i fili possano andare a contatto con
parti in movimento o parti che si riscaldano durante il
funzionamento. Rimontare tutte le fascette come
sull’apparecchio originale in modo da evitare che, se
accidentalmente un conduttore si rompe o si scollega,
possa avvenire un collegamento tra il primario ed il
secondario.
Rimontare inoltre le viti con le rondelle dentellate come
sull’apparecchio originale.
All’accensione della
macchina.
Pulsante premuto
durante l’accensione
della macchina.
Tensione di
pilotaggio degli IGBT
non corretta.
Tensione di
alimentazione troppo
bassa.
Corto circuito tra
elettrodo ed ugello
durante l’accensione
della macchina
oppure durante il
taglio.
Attendere 5 sec.
dall’accensione della
macchina.
Rilasciare il pulsante
durante l’accensione
della macchina.
Contattare
l’assistenza.
Controllare la
tensione di
alimentazione.
Sostituire l’elettrodo
e l’ugello e
eventualmente
anche il diffusore.
6
INSTRUCTIONS FOR PLASMA CUTTER
IMPORTANT
READ THIS MANUAL AND THE SAFETY RULES
MANUAL CAREFULLY BEFORE INSTALLING, USING,
OR SERVICING THE MACHINE, PAYING SPECIAL
ATTENTION TO SAFETY RULES. CONTACT YOUR
DISTRIBUTOR IF YOU DO NOT FULLY UNDERSTAND
THESE INSTRUCTIONS.
This machine must be used for cutting only.
It is also essential to pay special attention to the "SAFETY
RULES" Manual. The symbols next to certain paragraphs
indicate points requiring extra attention, practical advice or
simple information.
This MANUAL and the "SAFETY RULES" MANUAL must
be stored carefully in a pica familiar to everyone involved in
using the machine. They must be consulted whenever
doubts arise and be kept for the entire lifespan of the
machine; they will also be used for ordering replacement
parts.
1 INSTALLATION
1.1 DESCRIPTION OF DEVICES ON THE MACHINE
A) Block LED; lights when hazardous conditions
arise (See 5.3)
B) Mains power LED.
C) Thermostat LED.
D) Low air pressure LED.
E) Push-button to activate and deactivate the "SELF-
RESTART PILOT" function.
F) "SELF-RESTART PILOT" function LED.
G) Grounding clamp.
H) Cutting current regulator knob.
I) Torch fitting.
J) Pressure regulator knob.
K) Pressure gauge.
L) Compressed air fitting (1/4" female gas thread).
M) Air pressure regulator.
N) Mains power switch.
O) Water trap.
P) Power cord.
1.2 SAFETY DEVICES
This system comes equipped with the following safety
devices:
Overload cut-out:
To avoid overloads. It is evidenced by the C led
continuously on (see pict.1).
Pneumatic:
Located on the torch inlet to prevent low air
pressure. The LED D lights when tripped (see
pict.1).
The blinking D led means tghat the pressure has temporarily
one below 3.2 ÷ 3.5 bar.
c
Electri
machine, until dangerous internal tensions persist.
2. Located on the torch body, to prevent hazardous
voltages from occurring on the torch
electrode or nozzle holder are replaced.
To nsure the efficiency of these safety devices:
y Do not remove or short-circuit the safet
y Use only original spare parts.
al:
1. It signals the presence of dangerous tensions
inside the machine. The LED B (see pict.1) lights
to indicate this function. The LED B keeps on
lighting, even after havin
g switched off the
when, swirl ring,
e
y devices.
y maged parts of the machine
Always replace any da
with original materials.
y
Do not run the machine without its housings. This
would be dangerous to the operator and anyone else
in the work area, and w
ould prevent the machine from
being cooled properly.
.3 EXPLANATION OF TECHNICAL SPECIFICATIONS
1
EN 60974-1 The equipment is built according to these
EN 60974-7
EN 60
974-10
Cl. A ofessio
standards.
Machine for pr nal and industrial use.
Single-phase static transformer-rectifier
frequency converter.
Down slope.
Suitable for plasma cutting.
TYPE Type of torch to be used TORCH with this machine
to form a safe system.
oltage.
U0 Secondary open-circuit v
X Duty cycle percentage.
The duty cycle expresses the percentage of
10 minutes during which the welding
machine may run at a certain cu
voltage U
Cutting current.
I
2
U
2
Secondary conventional voltage with
welding current I
on the distance bet
without overheating
2
. This voltage depends
2
ween the contact tip and
rrent I
.
the workpiece.
If this distance increases, the cutting
voltage also increas
es and the duty cycle
X% may decrease.
U1 Rated supply voltage.
1~ 50/60Hz 50- or 60-Hz single-phase power supply
I
Max e
1
eff
I
1
Max. absorbed current at th
corresponding current I
and voltage U2
2
This is the maximum value of the actual
absorbed, considering the duty
current
cycle.
23
IP Protection rating for the housing.
Grade 3 as the second digit means that this
equipmen
t is suitable for use outdoors in
the rain.
7
and
2
Suitable for use in high-risk environments.
NOTES: The machine has also been designed for use in
environments with a pollution rating of 3. (See IEC 664).
1.4 ASSEMBLY AND ARRANGEMENT
Unpack the unit and assemble the handle with the supplied
spanner. Place the unit in a properly ventilated and, if
possible, non dusty room, making sure that the air inlet and
outlet from cooling slots are not obstructed.
This machine is suitable for ELETTRO CF manual torch
type P 35 and we do not assume any responsibility in
case that a different kind of torch is used.
1.5 START-UP
The machine must be installed by qualified personnel. All
connections must be made in compliance with current
safety standards and full observance of safety regulations
(see CEI 26-23 - IEC TS 62081).
Connect the air supply to the fitting L, making sure that
pressure is 3,5 bar at least with a minimal capacity of 90
litres/min.
If the air supply comes from a pressure regulator of a
compressor or centralized system, the regulator must be
set to an output pressure of no more than 8 bar (0.8 Mpa).
If the air supply comes from a compressed air cylinder, the
cylinder must be equipped with a pressure regulator.
Never connect a compressed air cylinder directly to the
regulator on the machine! The pressure could exceed
the capacity of the regulator, which might explode!
Connect the power cord P: the yellow-green cable wire
must be connected to an efficient grounding socket on the
system. The remaining wires must be connected to the
power supply line by means of a switch placed as close as
possible to the cutting area, to allow it to be shut off quickly
in case of emergency.
The capacity of the cut-out switch or fuses installed in
series with the switch must be equal to the current I1 eff.
absorbed by the machine.
The absorbed current I1 eff. may be determined by reading
the technical specifications shown on the machine under
the available supply voltage U
.
1
Any extension cords must be sized appropriately for the
absorbed current I
max.
1
1.5.1 Motor-driven generators
They must have an electronic regulator of the tension, a
power equal to or greater than 3,5kVA and must not deliver
a voltage greater than 260V.
2 USE
Switch the unit on by turning switch N (pict.2); this is shown
by LED B (pict.1) which is on. By pressing for a second the
torch button, the compressed air flow is opened. Check
that, under this condition, the pressure shown on gauge K
(pict. 2) is 3,5 bar (3,5 KPaX100), otherwise adjust it by
means of pressure regulator knob J (pict. 2), then lock this
knob by pressing it down. Connect work clamp to the piece
to be cut. Set the cutting current by means of the knob H
(pict.1). Use the Ø 0,8 mm nozzle.
N.B. Cut quality is greatly improved if the nozzle is kept
in contact with the workpiece.
Make sure that the grounding clamp and workpiece have a
good electrical contact, especially with painted, oxidized or
insulated sheet metal.
8
Do not connect the grounding clamp to the part of the
material that is to be removed.
Press the torch trigger to strike the pilot arc.
If cutting does not begin within 2 seconds, the pilot arc
goes out; press the trigger again to re-strike it.
Hold the torch upright while cutting.
When you have finished cutting and released the trigger,
air will continue to leave the torch for approximately 100
seconds to allow the torch to cool down.
It is advisable not to turn the machine off until this
cool-down period is complete.
Should you need to make holes or begin cutting from the
centre of the workpiece, you must hold the torch at an
angle and slowly straighten it so that the nozzle does not
spray molten metal (see pict. 3). This must be done when
making holes in pieces more than 3 mm thick.
When making circular cuts, we recommend using the
special compass available upon request. It is important to
remember that the use of the compass could make it
necessary to use the starting technique described above
(pict. 3).
Do not keep the pilot arc lit in the air when not needed, to
avoid unnecessary consumption of the electrode, swirl ring
or nozzle.
Turn the machine off when the task is completed.
To cut perforated or grid metal, activate the
function
using the push-button E (LED F lit).
When you have finished cutting, holding this push-button
down will cause the pilot arc to restart automatically.
Use this function only if necessary to avoid unnecessary
wear on the electrode and nozzle.
To cut overlapped sheets, set the cutting current, by means
of knob H, to the mininum value and the pressure, shown
at gauge K, to 2 bar (2KPax100).
3 CUTTING ERRORS
3.1 INSUFFICIENT PENETRATION
This error may be caused by the following:
y high speed. Always make sure that the arc fully
penetrates the workpiece and is never held at a
forward angle of more than 10 - 15°. This will avoid
incorrect consumption of the nozzle and burns to the
nozzle holder.
y Excessively thick workpiece (see cutting speed
diagrams).
y Grounding clamp not in good electrical contact with
the workpiece.
y Worn nozzle and electrode.
y Cutting current too low.
NOTE: When the arc does not penetrate, the molten metal
scraps obstruct the nozzle.
3.2 THE CUTTING ARC GOES OFF
This error may be caused by:
• worn nozzle, electrode or swirl ring
• air pressure too high
• supply voltage too low
3.3 TILTED CUTTING
When cutting appears tilted (see picture 4), switch the unit
off, loosen nozzle holder and turn nozzle by a quarter turn,
then lock and try again. Repeat this operation until cutting
is straight (see picture 5).
 Loading...
Loading...