

Elettro CF PLASMA 167 Instructions Manual

I MANUALE DI ISTRUZIONI PER APPARECCHIO DI TAGLIO AL PLASMA ..................Pag. 3
GB INSTRUCTIONS FOR PLASMA CUTTER........................................................................Page 6
D BETRIEBSANLEITUNG FÜR PLASMASCHNEIDGERÄTE ............................................Seite 9
F MANUEL D’INSTRUCTIONS POUR APPAREIL DE DECOUPE.....................................Page 12
E MANUAL DE INSTRUCCIONES PARA EQUIPO DE CORTE EN PLASMA...................Pag. 15
P MANUAL DE INSTRUÇÃO PARA APARELHO DE CORTE AO PLASMA.....................Pag. 18
Diagramma di taglio – Cutting velocity diagram – Schnittgeschwindigkeitsdiagram
Diagramme de decoupe – Diagrama velocidad de corte - Diagrama de velocidad de corte ...............Pagg. Seiten 21
Parti di ricambio e schema elettrico -Spare parts and wiring diagram
Ersatzteile und elektrischer Schaltplan - Pièces de rechanges et schéma électrique
Partes de repuesto y esquema eléctrico - Peças e esquema eléctrico .................................................Pagg. Seiten 22

1
3 4
2
5
2
6

MANUALE DI ISTRUZIONI PER APPARECCHIO DI TAGLIO AL PLASMA
IMPORTANTE
PRIMA DELL'INSTALLAZIONE, DELL'USO O DI QUALSIASI
MANUTENZIONE ALLA MACCHINA, LEGGERE
ATTENTAMENTE IL CONTENUTO DEL LIBRETTO "REGOLE
DI SICUREZZA PER L'USO DELLE APPARECCHIATURE" E
DEL "MANUALE DI ISTRUZIONI" SPECIFICO PER LA
MACCHINA.
CONTATTATE IL VOSTRO DISTRIBUTORE SE NON AVETE
COMPRESO COMPLETAMENTE LE ISTRUZIONI.
1 DESCRIZIONE DELLE PROTEZIONI
Termica
Evita eventuali sovraccarichi, è posta sugli
avvolgimenti del trasformatore di potenza ed è
evidenziata dall’accensione del led N (vedi fig. 1).
Riconoscimento torce
Predispone il generatore a funzionare con parametri adatti al
tipo di torcia collegato
Pneumatica
Evita che la macchina lavori con pressione del gas
insufficiente. E' posta sull’alimentazione della torcia ed
è evidenziata dalla accensione del led L (vedi fig. 1). Se
il led lampeggia per 60” significa che la pressione è
stata insufficente per un breve periodo.
Idraulica (solo per torcia P150W e P150W HF)
Impedisce il funzionamento dell'apparecchio quando la
pressione del liquido refrigerante è insufficiente.
Elettrica
1. Posta sul corpo torcia, evita che vi siano tensioni pericolose
sulla torcia quando si sostituiscono l’ugello, il diffusore,
l’elettrodo o il portaugello.
2. Impedisce il funzionamento dell' apparecchio quando
l’elettrodo raggiunge uno stato di usura tale da dover
essere sostituito. Questa funzione è evidenziata
dall’accensione del led M (vedi fig. 1).
3. Impedisce il funzionamento dell' apparecchio se si
verificano condizioni di pericolo. Questa funzione è
evidenziata dall'accensione del led O (vedi fig.1).
Per garantire l'efficenza di queste sicurezze:
• Non eliminare o cortocircuitare le sicurezze .
• Utilizzare solamente ricambi originali.
• Sostituire sempre con materiale originale eventuali parti
danneggiate della macchina o della torcia.
• Utilizzare solo torce ELETTRO CF tipo P70, P150, P150W
e P150W HF.
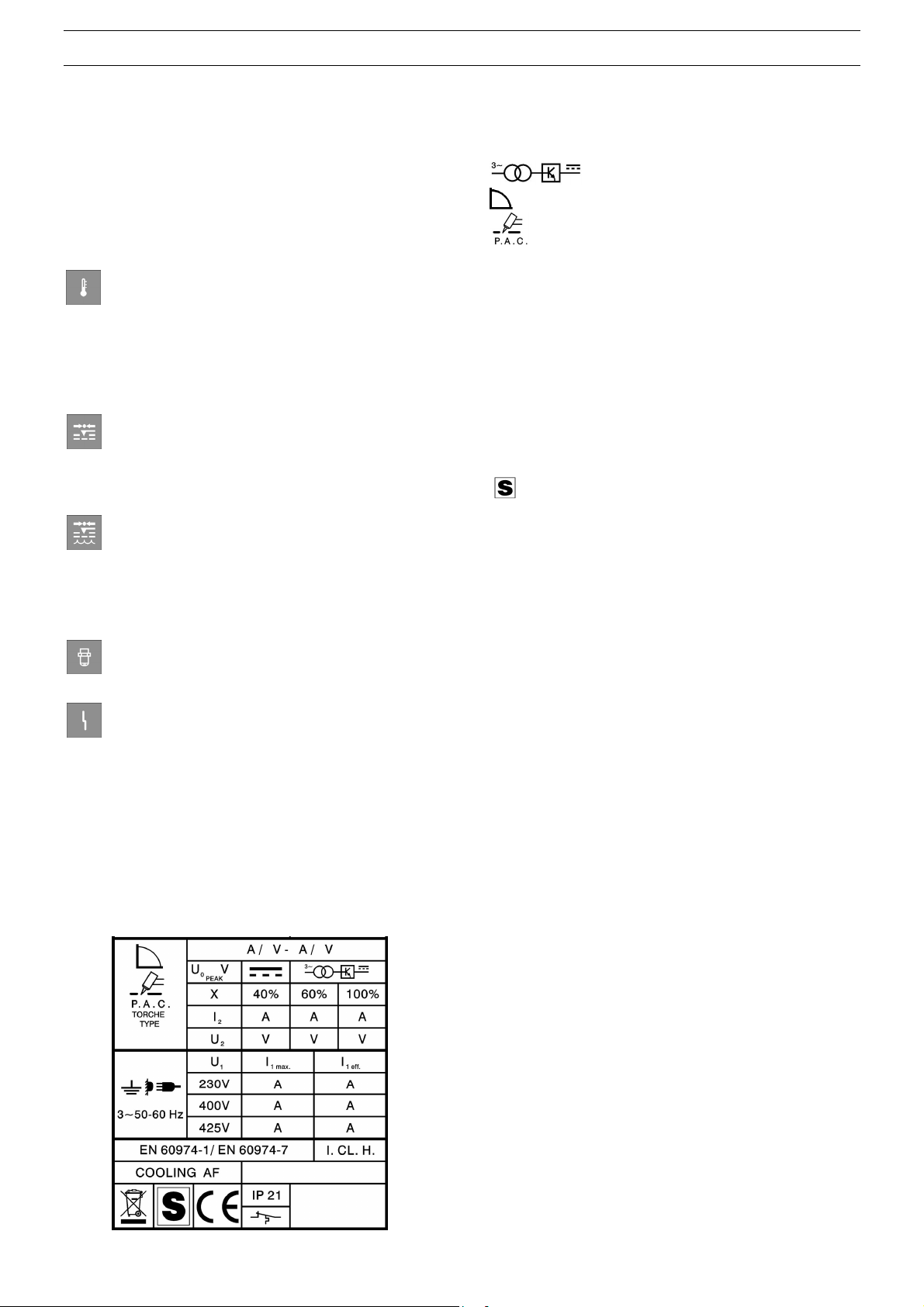
2 SPIEGAZIONE DEI DATI TECNICI RIPORTATI SULLA TARGA DELLA MACCHINA
EN60974-1 L'apparecchio è costruito secondo
EN60974-7 queste norme internazionali.
ART Articolo della macchina che deve essere
sempre citato assieme al nr. di matricola per
qualsiasi richiesta relativa all'apparecchio.
Trasformatore-raddrizzatore trifase.
……………. Caratteristica discendente.
...............Adatto per taglio al plasma.
Uo ....................Tensione a vuoto secondaria (valore di picco).
X Fattore di servizio percentuale.
Esprime la percentuale di 10 minuti in cui
l’apparecchio può lavorare ad una determinata
corrente senza causare surriscaldamenti.
I
......................Corrente di taglio.
2
U
.....................Tensione secondaria con corrente di taglio I2.
2
U
.....................Tensione nominale di alimentazione.
1
3~50/60Hz .......Alimentazione trifase 50 oppure 60Hz.
I
Corrente assorbita alla corrispondente corrente
1
di taglio I
.
2
IP 21 Grado di protezione della carcassa.
Grado 1 come seconda cifra significa che
questo apparecchio non è idoneo a lavorare
all'esterno sotto la pioggia.
.....................Idonea a lavorare in ambienti con rischio
accresciuto di scosse elettriche.
NOTE: L'apparecchio è inoltre stato progettato per lavorare in
ambienti con grado di inquinamento 3 (Vedi IEC 664).
3 DESCRIZIONE DISPOSITIVI SULLA MACCHINA (vedi fig.
1, 2 e 3)
A) Interruttore di funzione O-I.
B) Lampada spia di rete.
C) Raccordo fisso per torcia.
D) Flangia di protezione attacco torcia.
E) Presa per il cavo massa.
F) Manopola di regolazione della corrente di taglio.
G) Manometro.
H) Display. Indica la corrente di taglio oppure i codici di
errore. (vedi par.5)
I) Display. Indica il diametro del foro dell’ugello consigliato
(non considerare con ugello per scriccatura ∅ 3).
L) Led. Indica che la pressione del gas è insufficiente.
M) Led. Indica l’esaurimento dell’elettrodo.
N) Led. Indica l’intervento del termostato.
O) Led. Indica il blocco della macchina per ragioni di
sicurezza.
P) Led. Indica che il gruppo di raffreddamento è spento,
che la pressione del circuito dell’acqua è insufficente
oppure che manca il collegamento al connettore AA.
Q) Led. Indicano il tipo di torcia collegato.
R) Distanza massima tra generatore e punto di taglio.
S) Pressione di alimentazione gas.
T) Raccordo alimentazione gas.
U) Manopola per la regolazione della pressione del gas.
V) Vaschetta raccogli condensa.
Z) Raccordo mobile.
AA) Connettore per gruppo di raffreddamento.
AB) Fusibile (2A-250V-T).
AC) Presa 230V per alimentazione del gruppo di
raffreddamento.
AD) Cavo alimentazione.
AE) Connettore interfaccia. (A richiesta).
3.1 ASSEMBLAGGIO E DISPOSIZIONE
Togliere la macchina dall'imballo e montare il manico utilizzando
la chiave a brugola in dotazione. Disporre l'apparecchio in un
locale adeguatamente ventilato possibilmente non polveroso,
facendo attenzione a non ostruire l'entrata e l'uscita dell'aria
3

dalle asole di raffreddamento.
Montare la torcia (fig. 3) sulla macchina nel seguente modo :
1) Svitare le viti M6x16 poste nel pannello anteriore. Infilare la
flangia D nella torcia Z ed avvitare la torcia nel raccordo C.
Inserire la flangia posizionando l'inserto con molla nel foro
corrispondente nel pannello della macchina. Bloccare la
flangia con le viti M6x16 nei fori con inserti filettati.
2) Per la sostituzione della torcia svitare le viti M6x16, togliere
la flangia D svitare la torcia Z dal raccordo C. Per il
montaggio della nuova torcia seguire le istruzioni al punto
1. Fare molta attenzione a non ammaccare il perno
portacorrente o a non piegare gli spinotti dell'adattatore;
un'ammaccatura sul perno impedisce di scollegarlo, una
volta montato, dal raccordo fisso C (fig. 1); uno spinotto
piegato impedisce un buon fissaggio dell'adattatore torcia Z
sul raccordo fisso C (fig. 1) ed impedisce alla macchina di
funzionare.
Questo impianto è idoneo solo per torce ELETTRO CF tipo
P70, P150, P150W sia manuali che automatiche e tipo
P150W HF, si declina ogni responsabilità se utilizzato con
torce di tipo diverso.
N.B. Non sollevare mai la macchina dal manico ma sempre
dalle golfare in dotazione alla macchina .
3.2 MESSA IN OPERA
L'installazione della macchina deve essere fatta da
personale qualificato. Tutti i collegamenti devono essere
eseguiti in conformità delle vigenti norme e nel pieno
rispetto della legge antinfortunistica.
Collegare l'alimentazione dell'aria al raccordo posto sul riduttore
di pressione T (fig.2) assicurandosi che la pressione sia almeno
di 6 bar (6KPa X100) con una portata minima di 200 litri/min.
Nel caso che l'alimentazione dell'aria provenga da un riduttore
di pressione di un compressore o di un impianto centralizzato il
riduttore deve essere regolato alla massima pressione di uscita
che non deve comunque superare 8 bar (8KPaX100).
Se l'alimentazione dell'aria proviene da una bombola di aria
compressa questa deve essere equipaggiata con un regolatore
di pressione; non collegare mai una bombola di aria
compressa direttamente al riduttore della macchina! La
pressione potrebbe superare la capacità del riduttore che
quindi potrebbe esplodere! Assicurarsi che la tensione di
alimentazione corrisponda a quella indicata sulla targa dati
tecnici. Collegare il cavo di alimentazione AD (fig.2) : il
conduttore giallo verde del cavo deve essere collegato ad
un'efficiente presa di terra dell'impianto; i rimanenti conduttori
devono essere collegati alla linea di alimentazione attraverso un
interruttore posto, possibilmente, vicino alla linea di taglio per
permettere uno spegnimento veloce in caso di emergenza.
La portata dell’interruttore magnetotermico o dei fusibili in serie
all'interruttore deve essere uguale o superiore alla corrente I
1
assorbita dalla macchina.
La corrente I
, assorbita si deduce dalla lettura dei dati tecnici
1
riportati sulla macchina in corrispondenza della tensione di
alimentazione U
essere di sezione adeguata alla corrente I
, a disposizione. Eventuali prolunghe debbono
1
, assorbita.
1
3.3 IMPIEGO
Prima dell’uso leggere attentamente le norme CEI 26/9 –
CENELEC HD 407 e CEI 26.11 - CENELEC HD 433 inoltre
verificare l’integrità dell’isolamento dei cavi.
Accendere l’apparecchio mediante la manopola A. Questa
operazione sarà evidenziata dall’accensione della spia B.
Se è collegata la torcia P150W o P150W HF il led P lampeggia
per 15 secondi, durante i quali l'apparecchio non funziona, per
garantire che il liquido refrigerante circoli nei tubi.
Premere per un tempo brevissimo il pulsante della torcia per
comandare l'apertura del flusso del gas.
Verificare che, in questa condizione, la pressione indicata dal
manometro G corrisponda ai valori indicati sul pannello di
controllo (S), in caso contrario aggiustarla agendo sulla
manopola U del riduttore, quindi bloccare detta manopola
premendo verso il basso.
Collegare la pinza del cavo di massa al pezzo da tagliare,
assicurandosi che il morsetto e il pezzo siano in buon contatto
elettrico in particolare con lamiere verniciate, ossidate o con
rivestimenti isolanti.
Non collegare la pinza al pezzo di materiale che deve essere
asportato.
Scegliere, mediante la manopola F, la corrente di taglio in
funzione dello spessore da tagliare seguendo le seguenti
indicazioni:
Alluminio: 3÷ 4 mm 40 ÷ 50A
8 ÷ 10 mm 80 ÷ 90A
15÷ 18 mm 110 ÷ 120A
22 ÷ 25 mm 160A
Acciaio dolce e inox:fino a 5 mm 40 ÷ 50A
fino a 20 mm 80 ÷ 90A
fino a 30 mm 110 ÷ 120A
fino a 40 mm 160A
La macchina è dotata di regolazione continua della corrente di
taglio, per cui l'utilizzatore può ricercare il corretto valore in
funzione delle condizioni di taglio.
Valori di corrente più alti di quelli indicati non pregiudicano il
buon funzionamento della macchina o della torcia e, a volte
possono migliorare la qualità del taglio poichè riducono le scorie
sui bordi del pezzo.
Con correnti di taglio da 20 a 50A e ugello ø 1 oppure 1.1 mm è
possibile appoggiare l'ugello direttamente al materiale da
tagliare. Nelle altre condizioni è indispensabile utilizzare un
distanziale per evitare di mettere a contatto diretto l'ugello con il
pezzo da tagliare.
Con torcia per impiego in automatico, tenere una distanza di
circa 4/5 mm tra l'ugello e il pezzo.
Premere il pulsante della torcia per accendere l’arco pilota.
Se dopo 2 secondi non si inizia il taglio, l’arco pilota si spegne e
quindi, per riaccenderlo, premere nuovamente il pulsante.
Tenere la torcia verticale durante il taglio.
Completato il taglio e dopo aver lasciato il pulsante, l’aria
continua ad uscire dalla torcia per consentire il suo
raffreddamento. E’ bene non spegnere l’apparecchio prima
della fine di questa operazione.
Nel caso si debbano eseguire fori o si debba iniziare il taglio dal
centro del pezzo si deve disporre la torcia in posizione inclinata
e lentamente raddrizzarla in modo che il metallo fuso non sia
spruzzato sull’ugello (vedi fig.4). Questa operazione deve
essere eseguita quando si forano pezzi di spessore superiore ai
3 mm.
Nell'impiego in automatico (vedi fig. 5) tenere l'ugello distante
10/11 mm dal pezzo e se possibile dopo aver fatto il foro
avvicinarlo a c.a. 4/5 mm. Non forare spessori superiori a 10/12
mm. Per spessori superiori è necessario perforare il materiale
prima del taglio.
Nel caso si debbano eseguire tagli circolari si consiglia di
utilizzare l’apposito compasso fornito a richiesta. E' importante
ricordare che l'utilizzo del compasso può rendere necessario
impiegare la tecnica di partenza suindicata.
Non tenere inutilmente acceso l’arco pilota in aria per non
aumentare il consumo dell’elettrodo, del diffusore e dell’ugello.
A lavoro terminato, spegnere la macchina.
3.4 SCRICCATURA
Questa operazione permette di togliere saldature difettose,
dividere pezzi saldati, preparare lembi etc.
Per questa operazione si deve usare l'ugello ø 3 mm e la
relativa protezione.
Il valore di corrente da utilizzare varia da 70 a 110A in funzione
dello spessore e della quantità di materiale che si vuole
asportare.
L'operazione deve essere eseguita tenendo la torcia inclinata
(fig. 6) e con il senso di avanzamento verso il materiale fuso in
modo che il gas che esce dalla torcia lo allontani.
4
L'inclinazione della torcia rispetto al pezzo dipende dalla
penetrazione che si vuole ottenere. Poichè le scorie fuse
durante il procedimento tendono ad attaccarsi al portaugello e
all'ugello è bene pulirli frequentemente per evitare che si
inneschino fenomeni tali (doppio arco) da distruggere l'ugello in
pochi secondi.
Data la forte emissione di radiazioni (infrarosse e ultraviolette)
durante questo procedimento, si consiglia una protezione molto
accurata dell'operatore e delle persone che si trovano nelle
vicinanze del posto di lavoro.
A lavoro terminato, spegnere la macchina.
4 INCONVENIENTI DI TAGLIO
4.1 INSUFFICIENTE PENETRAZIONE
Le cause di questo inconveniente possono essere:
• Velocità elevata:
assicurarsi sempre che l’arco sfondi completamente il
pezzo da tagliare e che non abbia mai una inclinazione,
nel senso di avanzamento, superiore ai 10° ÷ 15°. Si
eviteranno un consumo non corretto dell’ugello e
bruciature al portaugello.
• Spessore eccessivo del pezzo (vedere diagramma velocità
di taglio e spessori).
• Pinza di massa non in buon contatto elettrico con il pezzo.
• Ugello ed elettrodo consumati.
• Foro dell'ugello troppo grande rispetto al valore di corrente
predisposta con la manopola Z.
• Corrente di taglio troppo bassa.
N.B. : Quando l’arco non sfonda, le scorie di metallo fuso
possono danneggiare il foro dell'ugello.
4.2 L’ARCO DI TAGLIO SI SPEGNE
Le cause di questo inconveniente possono essere:
• Ugello, elettrodo o diffusore consumati.
• Pressione aria troppo alta.
• Tensione di alimentazione troppo bassa.
• Velocità di avanzamento troppo bassa.
• Corrente di taglio troppo alta in rapporto allo spessore del
pezzo da tagliare.
4.3 TAGLIO INCLINATO
Qualora il taglio si presentasse inclinato spegnere la macchina
e sostituire l'ugello.
Evitare che l’ugello vada in contatto elettrico con il pezzo
da tagliare (anche attraverso scorie di metallo fuso).
Questa condizione provoca una rapida, a volte inattesa,
distruzione del foro dell’ugello che provoca un taglio di pessima
qualità.
4.4 ECCESSIVA USURA DEI PARTICOLARI DI CONSUMO
Le cause del sopraindicato problema possono essere:
• Pressione gas troppo bassa rispetto a quella consigliata.
• Circuito di alimentazione gas danneggiato.
5 CODICI DI ERRORE
In caso di malfunzionamento sul display H può comparire la lettera E seguita da un numero che ha il seguente significato:
Cod. ERRORE RIMEDIO
1 Blocco hardware. Contattare l'assistenza.
2 Blocco hardware. Contattare l'assistenza.
12 Sensore reed di trasferimento chiuso durante
l'accensione.
13 Tensione pericolosa sulla torcia. Spegnere e riaccendere l'apparecchio. Se il difetto si
51 Mancato riconoscimento della torcia. Controllare il tipo di torcia. Usare solo torce originali.
52 Pulsante di start premuto durante l'accensione. Aprire il comando di start, spegnere e riaccendere
53 Pulsante di start premuto durante il ripristino del
pressostato che indica pressione insufficiente oppure il
ripristino termico.
54 Corto circuito trà elettrodo ed ugello. Spegnere l'apparecchio, controllare l'elettrodo e l'ugello.
55 Elettrodo esaurito. Spegnere l'apparecchio, sostituire l'elettrodo e l'ugello.
6 CONSIGLI PRATICI
• Se l’aria dell’impianto contiene umidità ed olio in quantità
notevole è bene utilizzare un filtro essiccatore per evitare
una eccessiva ossidazione ed usura delle parti di consumo,
di danneggiare la torcia e che vengano ridotte la velocità e
la qualità del taglio.
• Le impurità presenti nell’aria possono anche rendere
difficoltosa l’accensione dell’arco pilota. Se si verifica
questa condizione pulire la parte terminale dell’elettrodo e
l’interno dell’ugello con carta abrasiva molto fine.
7 ACCESSORI
7.1 GRUPPO DI RAFFREDDAMENTO
Sostituire il reed.
ripresenta contattare l'assistenza.
l'apparecchio.
Aprire il comando di start, spegnere e riaccendere
l'apparecchio.
Quando si utilizza la torcia P150W o P150W HF, che richiede il
raffreddamento ad acqua, è necessario applicare il gruppo di
raffreddamento.
7.2 INTERFACCIA COD. 540050
Questo circuito permette di avere sul connettore 14 poli AE le
seguenti funzioni:
A - Start.
B - Segnale di arco trasferito.
C - Segnale proporzionale alla tensione di taglio.
D - Regolazione della corrente di taglio.
5
INSTRUCTIONS FOR PLASMA CUTTER
IMPORTANT
BEFORE USING THIS DEVICE ALL PEOPLE
AUTHORISED TO ITS USE, REPAIR OR INSPECTION,
SHOULD READ THE BOOK "SAFETY RULES FOR
USING MACHINES" AND THE "INSTRUCTION MANUAL"
SPECIFIC FOR EVERY MACHINE. CONTACT YOUR
DISTRIBUTOR IF YOU HAVE NOT UNDERSTOOD
SOME INSTRUCTIONS.
1 DESCRIPTION OF PROTECTIVE DEVICES
Thermal cut-out
It prevents overloads. It is located on the windings
of the power transformer and it is indicated by the
LED N (see pict. 1).
Torch recognition
It predisposes the power source to work with parameters
suited to the type of torch connected.
Pneumatic
It prevents the machine from working when the gas
pressure is too low. It is located on the torch power
supply and is indicated by the LED L (see pict. 1). If
the led flashes for 60’', this means that the
pressure was low for a brief time.
Hydraulic (for torch P150W and P150W HF only).
It prevents the machine from working when the
pressure of the coolant is too low.
Electrical
1. Located on the torch body, it prevents it from hazardous
voltages when replacing the nozzle, diffuser, electrode or
gas nozzle holder;
2. It prevents the machine from running when the
electrode is so worn that it must be replaced. The
LED M (see pict.1) lights to indicate this function.
3. It prevents the machine from running in
hazardous conditions. The LED O (see pict. 1)
lights to indicate this function.
To ensure the efficiency of these safety devices:
• Do not remove or short-circuit the safety devices.
• Use only original spare parts.
• Always replace any damaged parts of the machine or
torch with original materials.
• Use only ELETTRO CF torches type P70, P150, P150W
and P150W HF.
2 EXPLANATION OF THE TECHNICAL
SPECIFICATIONS LISTED ON THE MACHINE PLATE.
EN60974-1 This machine is manufactured according
EN60974-7 to these international standards.
ART Article number with serial number must
appear on any requests concerning the
machine.
Three-phase transformer-rectifier.
............... Downslope.
........... Suitable for plasma cutting.
U
................. Secondary open-circuit voltage (peak value)
0
X................... Duty cycle percentage. Expresses the
percentage of 10 minutes during which the
welding machine may run at a certain current
without overheating.
I
................... Cutting current
2
U
................. Secondary voltage with welding current I2
2
U
................. Rated supply voltage
1
3~ 50/60Hz... 50- or 60-Hz three-phase power supply
I
................... Absorbed current at the corresponding
1
cutting current I
.
2
IP21.............. Protection rating for the housing. Grade 1 as
the second digit means that this equipment is
not suitable for use outdoors in the rain.
............. Suitable for use in electric shock high-risk
environments .
NOTES: The machine has also been designed for use in
environments with a pollution rating 3. (See IEC 664).
3 DESCRIPTION OF UNIT DEVICES (see pict. 1, 2 and
3)
A) Function switch O - I.
B) Mains power lamp.
C) Fixed torch fitting.
D) Flange of torch fitting guard.
E) Grounding cable socket.
F) Knob to adjust the cutting current.
G) Pressure gauge.
H). Display. Indicates the cutting current or error codes.
(see par. 5).
I) Display. Indicates the recommended nozzle hole
diameter (not valid for a ø 3 deseaming nozzle).
L) LED. Indicates that the gas pressure is too low.
M) LED. Indicates that the electrode has run out.
N) LED. Indicates that the thermostat is tripped.
O) LED. Indicates that the machine is blocked for safety
reasons.
P) LED. Indicates that the cooling unit is off, the water
circuit pressure is too low, or that the connector AA is
not connected properly.
Q) LED. Indicate the type of torch connected.
R) Max. distance between the power source and cutting
point.
S) Gas intake pressure.
T) Gas supply fitting.
U) Knob to adjust the gas pressure
V) Water trap.
Z) Mobile fitting
AA) Cooling unit connector.
AB) Fuse (2A-250V-T).
AC) 230V socket to power the cooling unit.
AD) Power cord.
AE) Interface connector. (Upon request).
3.1 ASSEMBLY AND ARRANGEMENT
Unpack the unit and assemble the handle with the supplied
spanner. Place the unit in properly ventilated if possible not
dusty room making sure that the air inlet and outlet from
6

cooling slots are not obstructed. Fit torch on the unit (Pict.
3) as follows:
1) Unscrew the screws M6X16 on the front panel. Slip the
flange D on the torch Z and screw the torch in the fitting
C. Insert the flange positioning the insert with the spring
in the corresponding hole on the panel of the machine.
Block the flange with the screws M6X16 in the holes
with the thread inserts.
2) For the replacement of the torch, unscrew the screw
M6X16, take away the flange D and unscrew the torch
Z from the fitting C. For the assemblage of the new
torch follow the instructions at the point 1. Pay particular
attention not to dent the power pin and not to bend the
adapter pins; a dented pin cannot be disconnected,
once fit, from the fixed fitting C (pict. 1); a bent pin
prevents the torch fitting Z from being correctly mounted
on the fixed fitting C (pict.1) and the unit from working.
This machine is suitable for genuine ELETTRO CF
plasma torches type P70, P150, P150W either manual
or automatic and type P150W HF only, we do not
assume any responsibility in case that a different kind
of torch is used.
N.B. Never lift the machine by the handle, but always
by the eyebolt.
3.2 SETTING AT WORK
Skilled personnel must install the unit. All fittings must
be in conformity with the existing rules and in full
compliance with safety regulations.
Connect the air feed to fitting on the air pressure reduction
unit T (pict. 2) making sure that pressure is 88PSI (6bar or
KPaX100) at least with a minimal capacity of 420 CFH (200
litres/min). Should air feed come from a pressure reducing
unit of a compressor or of a centralised plant, the reducing
unit should be adjusted at the highest out put pressure
which should not exceed 120 PSI (8bar or KPa x100).
Should air feed come from a compressed air bottle, this
should be provided with a pressure regulator; never
connect compressed air bottles directly to the
reducing unit! Pressure may exceed the reducing unit
capacity and then explode!
Check that the mains power supply matches that indicated
on the technical date plate. Connect supply cable AD
(pict.2): the yellow-green wire of the cable must be
connected to an efficient earth plug of the system, the
remaining wires should be connected to the feed line by
means of a switch placed, if possible, close to the cutting
area so as to switch the unit off quickly if necessary.
The magnetothermic switch capacity or of fuses in series
with switch should be equal or above the current I
absorbed by the unit. Current I
absorbed is known by
1
1
reading the technical specifications on the unit i.e. feed
voltage U
sections for current absorbed I
available. Any extensions should have adequate
1
.
1
3.3 USE
Before using the equipment, read the standards CEI 26/9 CENELEC HD 407 and CEI 26.11 - CENELEC HD 433
carefully, and make sure all cable insulation is intact.
Turn on the machine using the knob A. This step will be
confirmed when the pilot lamp B lights.
If the torch P150W or P150W HF is connected, the LED P
will flash for 15 seconds, during which time the machine will
not work, to ensure that coolant is circulating in the pipes.
Press the torch trigger very briefly to open the gas flow.
Make sure that, in these conditions, the pressure reading
on the pressure gauge G matches the values shown on the
control panel S; if not, adjust using the knob U of the
pressure regulator, then lock the knob by pressing it
downward.
Connect the grounding cable clamp to the workpiece,
making sure that the clamp and workpiece have a good
electrical contact, especially when using painted, oxidized,
or insulated metal.
Do not connect the clamp to the part of the material that
must be removed.
Use the knob F to select the cutting current based on the
thickness to be cut, following the guidelines below:
Aluminum: 3÷4 mm 40÷50A
8÷10 mm 80÷90A
15÷18 mm 110÷120A
22÷25 mm 160A
Soft and stainless steel: up to 5 mm 40÷50A
up to 20 mm 80÷90A
up to 30 mm 110÷120A
up to 40 mm 160A
The machine is equipped with constant cutting current
regulation, thus the user may seek out the correct value
based on the cutting conditions.
Current values higher than those indicated will not
jeopardize smooth operation of the machine or torch, and
at times may improve the cutting quality because they
reduce dross along the edges of the workpiece.
With cutting currents from 20 to 50A and a ø 1 or 1.1 mm
nozzle, you may rest the nozzle directly on the material to
be cut.
In other conditions, you must use a spacer to avoid placing
the nozzle in direct contact with the workpiece.
With a torch to be used in automatic mode, maintain a
distance of approximately 4/5 mm between the nozzle and
the workpiece.
Press the torch trigger to light the pilot arc.
If cutting does not begin after 2 seconds, the pilot arc will
go out; press the trigger again to re-light it.
Hold the torch upright while cutting.
Once cutting is complete and you have released the trigger,
air will continue to escape from the torch to cool it. It is
recommended not to shut the machine off until this process
is completed.
When cutting holes or beginning a cut in the center of the
workpiece, you must hold the torch at an angle and
straighten it slowly, so that molten metal is not sprayed
onto the nozzle (see pict.4). This should be carried out
when cutting holes in workpieces more than 3 mm thick.
When working in automatic mode (see pict. 5), keep the
nozzle 10-11 mm from the piece; if possible, move it to
approximately 4-5 mm after making the hole. Do not cut
holes in pieces more than 10-12 mm thick. For greater
thicknesses, the material must be perforated before cutting.
When making large, circular cuts, we recommend using the
special compass supplied upon request. It is important to
remember that you must follow the starting technique
described above when using the compass.
Do not keep the pilot arc lit in the air unnecessarily, to avoid
unnecessary consumption of the electrode, diffuser and
nozzle.
Shut off the machine when you have finished working.
3.4 GOUGING
This operation allows you to remove defective welds,
separate welded parts, prepare edges, etc.
To proceed, you must use the Ø 3 mm nozzle and the
relevant protection.
The current value to be used ranges from 70 to 110A,
based on the thickness and amount of material to be
removed.
It must be carried out by holding the torch at an angle (pict.
6), and moving towards the molten material so that the gas
escaping from the torch pushes it away.
The torch angle in relation to the workpiece depends on the
desired level of penetration. Since the molten dross
7
 Loading...
Loading...