

Elettro CF MMA 148 Instruction Manual

I MANUALE DI ISTRUZIONE PER SALDATRICE AD ARCO................... Pag. 2
GB INSTRUCTION MANUAL FOR ARC WELDING MACHINE ................... Page 5
D BETRIEBSANLEITUNG FÜR LICHTBOGENSCHWEISSMASCHINEN.... Seite 8
F MANUEL D'INSTRUCTIONS POUR POSTES A SOUDER A L'ARC ........ Page 11
E MANUAL DE INSTRUCCIONES PARA SOLDADORAS DE ARCO .......... Pag. 14
P MANUAL DE INSTRUÇÕES PARA SOLDADORES A ARCO .................. Pag. 17
Parti di ricambio e schema elettrico
Spare parts and wiring diagram
Ersatzteile und elektrischer Schaltplan
Pièces de rechanges et schéma électrique
Partes de repuesto y esquema eléctrico
Peças e esquema eléctrico .................................................................
Pagg. Seiten 20
2
MANUALE D'ISTRUZIONE PER SALDATRICE AD ARCO
IMPORTANTE
Prima dell'installazione, dell'uso o di qualsiasi manutenzione
alle macchine, leggere attentamente il contenuto del libretto
"Regole di sicurezza per l'uso delle apparecchiature" e del
"Manuale d’istruzione" specifico per ogni macchina.
Contattate il vostro distributore se non avete compreso
completamente le istruzioni.
E’ inoltre indispensabile tenere nella massima considerazione
il manuale riguardante le regole di sicurezza. I simboli posti in
prossimità dei paragrafi ai quali si riferiscono, evidenziano
situazioni di massima attenzione, consigli pratici o semplici
informazioni.
Entrambi i manuali devono essere conservati con cura, in un
luogo noto ai vari interessati. Dovranno essere consultati ogni
qual volta vi siano dubbi, dovranno seguire tutta la vita
operativa della macchina e saranno impiegati per l’ordinazione
delle parti di ricambio.
1 DESCRIZIONI GENERALI
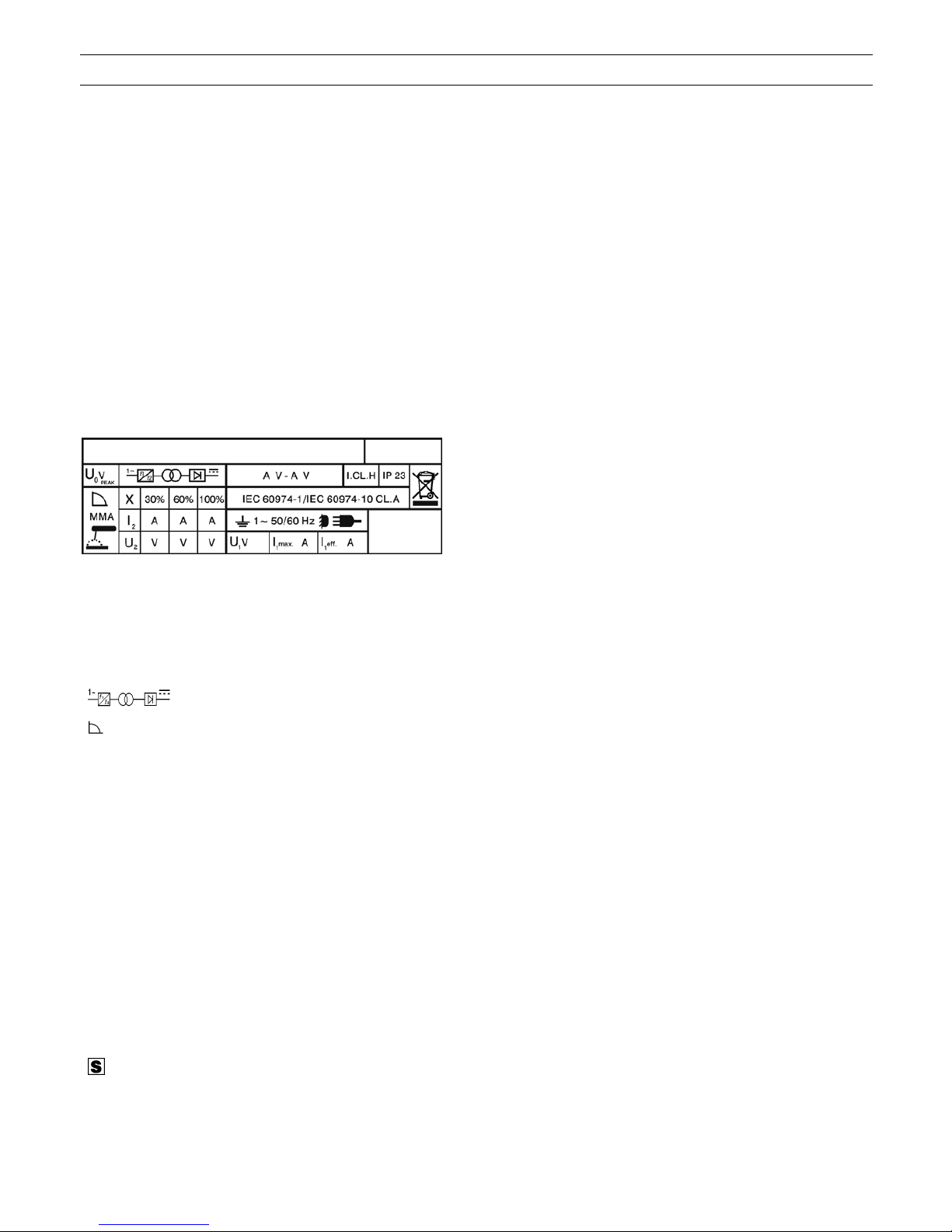
1.1 DESCRIZIONE DATI TECNICI
IEC60974 - 1....... La saldatrice é costruita secondo
IEC60974-10 queste norme internazionali.
Cl.A........................Apparecchiatura per uso industriale e
professionale.
Art. ....................... Articolo della macchina che deve essere
sempre citato per qualsiasi richiesta
relativa alla saldatrice.
....... Convertitore statico di frequenza monofase
trasformatore-raddrizzatore.
...................... Caratteristica discendente.
MMA..................... Adatto per saldatura con elettrodi rivestiti.
U
o.......................... Tensione a vuoto secondaria.
X........................... Fattore di servizio percentuale. Il fattore di
servizio esprime la percentuale di 10 minuti
in cui la saldatrice può lavorare ad una
determinata corrente senza causare
surriscaldamenti.
I
2
........................... Corrente di saldatura.
U
2
.......................... Tensione secondaria con corrente di
saldatura I2.
U1......................... Tensione nominale di alimentazione.
1 ~ 50/60Hz.......... Alimentazione monofase 50 oppure 60Hz.
I1 max.................... E’ il massimo valore della corrente
assorbita.
I1 eff…………....… E’ il massimo valore della corrente effettiva
assorbita considerando il fattore di servizio.
IP23...................... Grado di protezione della carcassa. Grado
3 come seconda cifra significa che questo
apparecchio è idoneo a lavorare all'esterno
sotto la pioggia.
.............................. Idonea a lavorare in ambienti con rischio
accresciuto di scosse elettriche
NOTE:................... La saldatrice è inoltre stata progettata per
lavorare in ambienti con grado di
inquinamento 3. (Vedi IEC664).
1.2 SPECIFICHE
Questa saldatrice é un generatore di corrente continua
costante realizzata con tecnologia INVERTER, progettata per
saldare con elettrodi rivestiti e con procedimento TIG.
Ogni qualvolta si richiedano informazioni riguardanti la
saldatrice, si prega di indicare l'articolo ed il numero di
matricola.
1.3 PRELIMINARI D'USO
Prima di accingersi all'allacciamento e all'uso é bene seguire
tutte le norme e le istruzioni di sicurezza come indicato in
questo manuale.
Accertarsi che non sia limitato in alcun modo il flusso dell'aria
di raffreddamento e in particolare:
1) estrarre l'apparecchio dall'imballo,
2) evitare di appoggiarlo a pareti o di porlo, comunque, in
situazioni tali da limitare il flusso d’aria attraverso le feritoie
di ingresso e di uscita. Es. evitare copertura con teli,
stracci, fogli di carta, nylon, ecc.
3) assicurarsi che l'aria aspirata sia a temperatura inferiore a
40 gradi centigradi.
4) non collocare nessun dispositivo di filtraggio sui passaggi di
entrata aria della saldatrice.
La garanzia é nulla qualora venga utilizzato un qualsiasi tipo di
dispositivo di filtraggio.
2 INSTALLAZIONE
2.1 ALLACCIAMENTO ALLA RETE
Prima di effettuare l'allacciamento della macchina alla rete
verificare che la tensione di alimentazione sia quella indicata
nei dati di targa.
2.2 PROTEZIONI
Quest’apparecchio dispone di diverse protezioni interne che ne
assicurano sempre un corretto funzionamento:
2.2.1 Protezione antincollaggio dell’elettrodo.
Quando l'elettrodo si incolla sul pezzo, la macchina porta la
corrente I
2
a valori non pericolosi per l'elettrodo stesso.
2.2.2 Protezioni termiche
Se intervengono (accensione LED B fig. 1), é necessario
attendere qualche minuto per avere il ripristino
dell’apparecchio. Non spegnere l’apparecchio finché il LED B
non si è spento.
SOVRA-TENSIONI POSSONO DANNEGGIARE L'APPARECCHIO
2.2.3 Protezione contro errate tensioni di alimentazione
Quando si accende l’interruttore K (fig. 1), se la tensione è
superiore a 270V, il led giallo B (fig. 1) lampeggia con due
lampi veloci intervallati da una pausa e la macchina non eroga
corrente.
In questa situazione i circuiti elettrici sono protetti ma il
ventilatore, dopo pochi minuti può bruciare.
Durante la saldatura, se la tensione è bassa, il led giallo B (fig.
1) lampeggia con frequenza 0,5 secondi e la macchina non
eroga corrente.
2.2.4 Motogeneratori
Debbono avere un dispositivo di regolazione elettronico, una
potenza uguale o superiore a 6kVA e non debbono erogare
una tensione superiore a 260V.
3
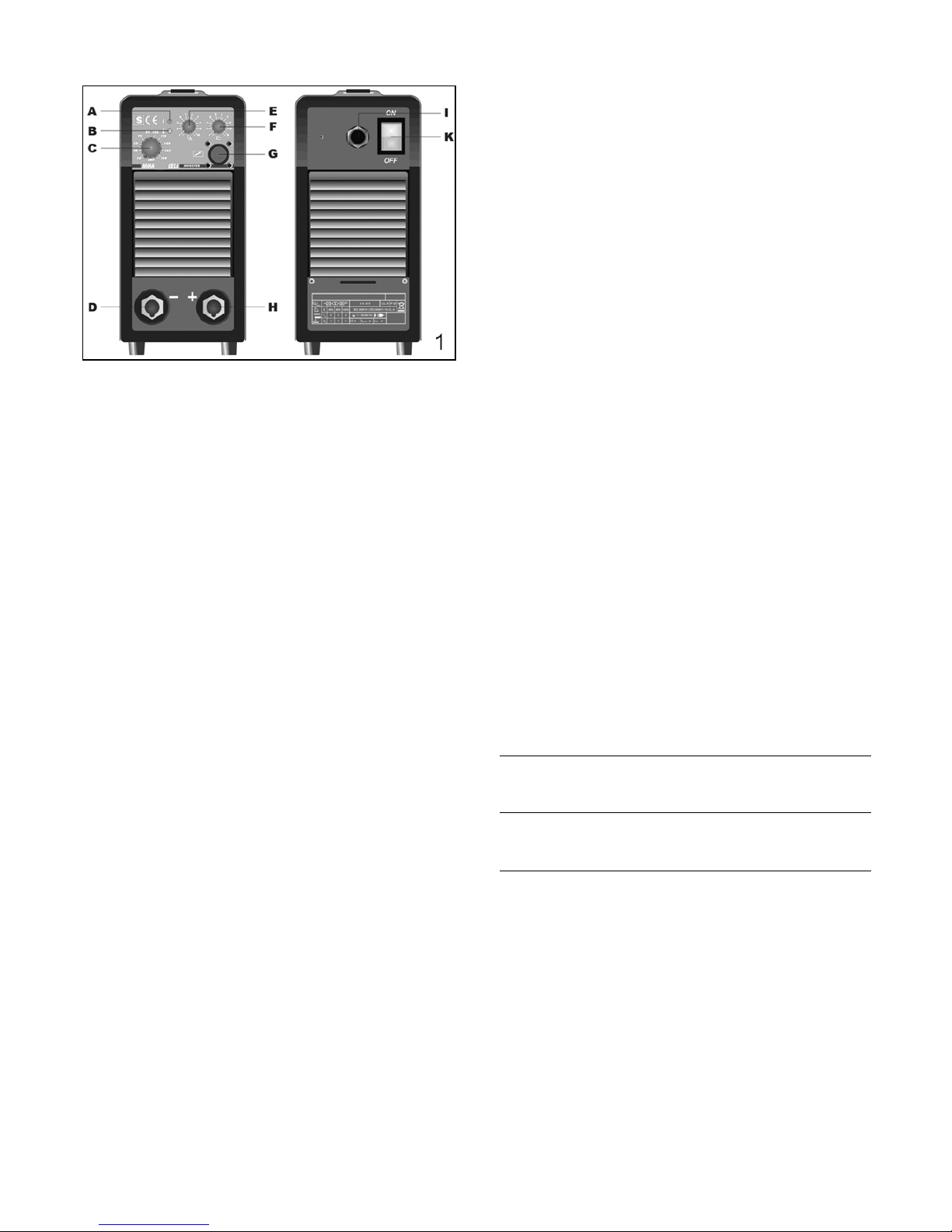
2.3 DESCRIZIONE DELL' APPARECCHIO
A) LED macchina alimentata.
B) LED giallo (vedi 2.2).
C) Regolazione corrente.
D) Morsetto uscita -.
E) Regola una sovraccorrente che permette di ottimizzare il
trasferimento della goccia dall’elettrodo al pezzo. Questa
funzione non è attiva in saldatura TIG.
F) Regola una sovraccorrente che può essere inserita per
favorire l’accensione dell’arco. Questa funzione è attiva sia
in MMA sia in TIG.
G) Connettore.
H) Morsetto uscita +.
I) Cavo rete.
K) Interruttore.
2.4 NOTE GENERALI
Prima dell'uso di questa saldatrice leggere attentamente le
norme CEI 26/10 - CENELEC HD 427 inoltre verificare
l'integrità dell'isolamento dei cavi, delle pinze porta elettrodi,
delle prese e delle spine e che la sezione e la lunghezza dei
cavi di saldatura siano compatibili con la corrente utilizzata.
2.5 SALDATURA DI ELETTRODI RIVESTITI
- Questa saldatrice è idonea alla saldatura di tutti i tipi di
elettrodi.
- Utilizzare pinze porta elettrodi rispondenti alle vigenti norme
di sicurezza e senza viti di serraggio sporgenti.
- Assicurarsi che l'interruttore K (fig. 1) sia sulla posizione O o
che la spina del cavo di alimentazione non sia inserita nella
presa di alimentazione quindi collegare i cavi di saldatura
rispettando la polarità richiesta dal costruttore di elettrodi che
andrete ad utilizzare.
- Il circuito di saldatura non deve essere posto
deliberatamente a contatto diretto o indiretto con il conduttore
di protezione se non nel pezzo da saldare.
- Se il pezzo in lavorazione viene collegato deliberatamente a
terra attraverso il conduttore di protezione, il collegamento
deve essere il più diretto possibile ed eseguito con un
conduttore di sezione almeno uguale a quella del conduttore
di ritorno della corrente di saldatura e connesso al pezzo in
lavorazione nello stesso punto del conduttore di ritorno
utilizzando il morsetto del conduttore di ritorno oppure
utilizzando un secondo morsetto di massa posto
immediatamente vicino.
- Ogni precauzione deve essere presa per evitare correnti
vaganti di saldatura.
- Quando si preleva tensione da una linea trifase occorre
molta attenzione nel collegare il filo di terra del cavo di
alimentazione al polo di terra della presa.
- Collegare il cavo di alimentazione. Quando si monta una
spina assicurarsi che questa sia di portata adeguata e che il
conduttore giallo/verde del cavo di alimentazione sia
collegato allo spinotto di terra.
- Eventuali prolunghe debbono essere di sezione adeguata
alla corrente I
1
assorbita.
- Accendere la macchina mediante l'interruttore K (fig. 1).
ATTENZIONE: LO SHOCK ELETTRICO PUÒ UCCIDERE!
- Non toccare parti sotto tensione.
- Non toccare i morsetti di uscita di saldatura quando
l'apparecchio é alimentato.
- Non toccare contemporaneamente la pinza porta elettrodo
ed il morsetto di massa.
- Regolare la corrente di saldatura mediante la manopola C,
l’Hot Start mediante la manopola F e l’Arc Force mediante la
manopola E. Consigliamo di regolare l’Arc Force tra 0 e 2 per
elettrodi tipo rutile, tra 2 e 4 per elettrodi tipo basico e tra 4 e
8 per elettrodi tipo cellulosico.
- Terminata la saldatura ricordarsi sempre di spegnere
l'apparecchio e di togliere l'elettrodo dalla pinza porta
elettrodo.
2.6 SALDATURA TIG
- Questa saldatrice é idonea per saldare con procedimento
TIG: l'acciaio inossidabile, il ferro, il rame.
- Collegare il connettore del cavo di massa al polo positivo (+)
della saldatrice e il morsetto al pezzo nel punto più vicino
possibile alla saldatura assicurandosi che vi sia un buon
contatto elettrico.
- Collegare il connettore della torcia TIG al polo negativo (-)
della saldatrice.
- Il circuito di saldatura non deve essere posto deliberatamente a contatto diretto o indiretto col conduttore di
protezione se non nel pezzo da saldare.
- Se il pezzo in lavorazione viene collegato deliberatamente a
terra attraverso il conduttore di protezione, il collegamento
deve essere il più diretto possibile ed eseguito con un
conduttore di sezione almeno uguale a quella del conduttore
di ritorno della corrente di saldatura e connesso al pezzo in
lavorazione nello stesso punto del conduttore di ritorno,
utilizzando il morsetto del conduttore di ritorno oppure
utilizzando un secondo morsetto di massa posto
immediatamente vicino.
- Ogni precauzione deve essere presa per evitare correnti
vaganti di saldatura.
- Collegare il tubo gas all'uscita del riduttore di pressione
collegato ad una bombola di ARGON.
- Aprire la valvola posta sulla torcia regolare la portata del gas.
- Utilizzare un elettrodo di tungsteno toriato 2% scelto secondo
la tabella seguente:
ø elettrodo corrente continua
tungsteno 2% torio elettrodo negativo
(banda rossa) (Argon)
ø 1 mm (0,040") fino a 60A
ø 1,6 mm (1/16") 60 : 160A
ø 2 mm (0,080") 80 : 200A
- Controllare che la tensione di alimentazione corrisponda alla
tensione indicata sulla targa dei dati tecnici della saldatrice.
- Collegare il cavo di alimentazione: quando si monta una
spina assicurarsi che questa sia di portata adeguata e che il
conduttore giallo/verde del cavo di alimentazione sia
collegato allo spinotto di terra.
- Eventuali prolunghe debbono essere di sezione adeguata alla
corrente I1 assorbita.
ATTENZIONE: LO SHOCK ELETTRICO PUO' UCCIDERE
- Non toccare parti sotto tensione.
- Non toccare i morsetti di uscita di saldatura quando
l'apparecchio é alimentato.
- Non toccare contemporaneamente la torcia e il morsetto di
massa.
- Accendere la macchina mediante l'interruttore K (fig. 1).
- Regolare la corrente di saldatura mediante la manopola C e
l’hot start mediante la manopola F in base al lavoro da
eseguire, quindi aprire la valvola posta sulla torcia per
consentire al gas di uscire.
4
- Innescare, per contatto, l'arco con un movimento deciso e
rapido.
N.B. Non utilizzare dispositivi di accensione commerciali!
- Terminata la saldatura ricordarsi di spegnere l'apparecchio e
chiudere la valvola della bombola del gas.
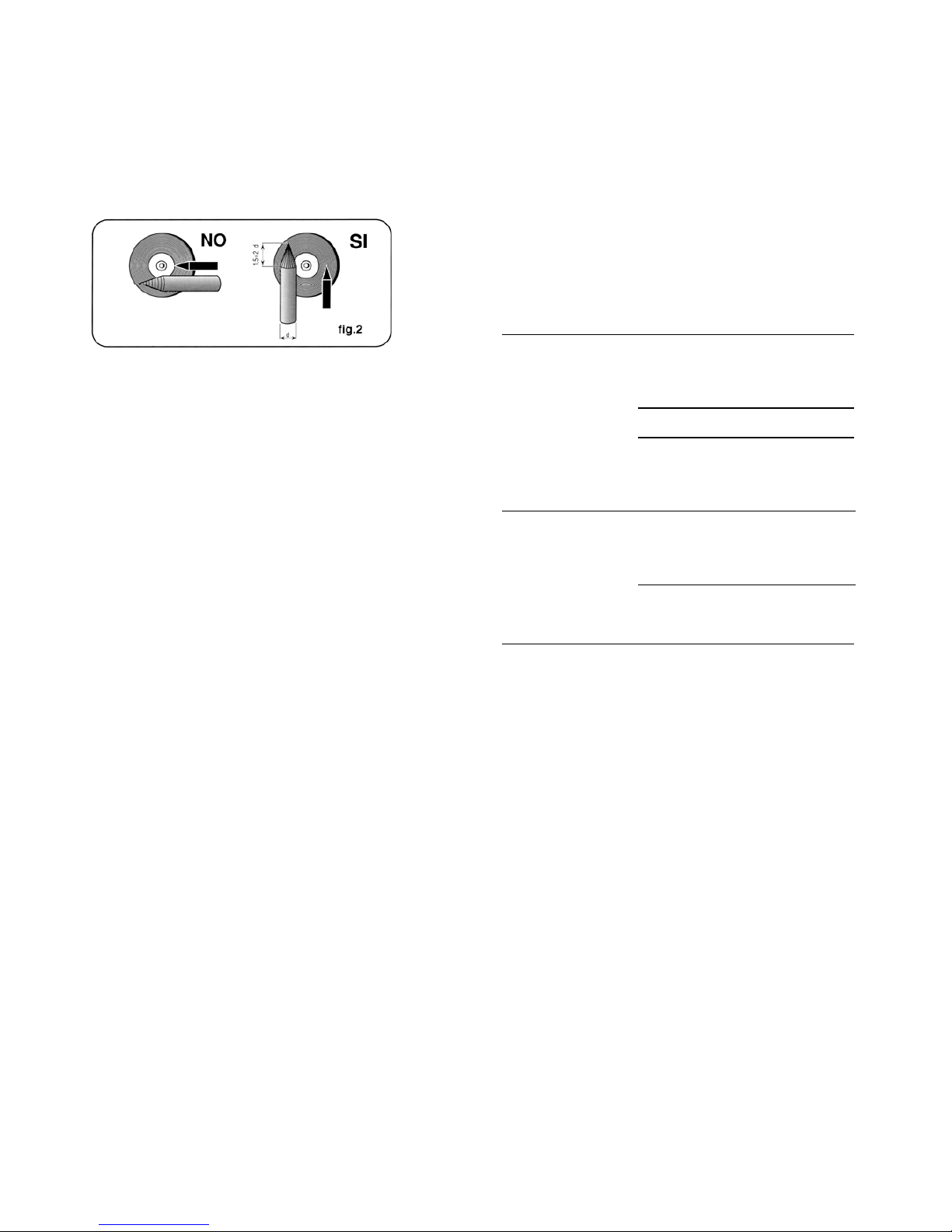
2.6.1 Preparazione dell'elettrodo
E' necessaria una particolare attenzione nella preparazione
della punta dell'elettrodo, smerigliarla in modo che presenti
rigatura verticale come indicato in fig. 2.
AVVERTENZE: PARTICELLE METALLICHE VOLATILI
INCANDESCENTI possono ferire il personale; originare
incendi e danneggiare le attrezzature, LA CONTAMINAZIONE
DA TUNGSTENO può abbassare la qualità della saldatura.
− Sagomare l'elettrodo di tungsteno unicamente con una
smerigliatrice provvista di adeguati carter di protezione in
una zona sicura indossando opportune protezioni per il
viso, le mani ed il corpo.
− Sagomare gli elettrodi di tungsteno con una mola abrasiva
dura a grana fine, utilizzata unicamente per sagomare il
tungsteno.
− Smerigliare l'estremità dell'elettrodo di tungsteno in forma
conica per una lunghezza di 1,5 - 2 volte il diametro
dell'elettrodo (fig. 2).
3 MANUTENZIONE E CONTROLLI
3.1 NOTE GENERALI
ATTENZIONE: LO SHOCK ELETTRICO PUÒ UCCIDERE
- Non toccare parti elettriche sotto tensione.
- Spegnere la saldatrice e togliere la spina di alimentazione
dalla presa prima di ogni operazione di controllo e
manutenzione.
LE PARTI IN MOVIMENTO possono causare lesioni gravi.
- Tenersi lontano da parti in movimento.
SUPERFICI INCANDESCENTI possono causare bruciature
gravi.
- Lasciar raffreddare la saldatrice prima di procedere alle
manutenzioni.
3.2 RIPARAZIONI DELLE SALDATRICI
L'esperienza ha dimostrato che molti incidenti mortali sono
originati da riparazioni non eseguite a regola d'arte. Per questa
ragione un attento e completo controllo su di una saldatrice
riparata é altrettanto importante quanto quello eseguito su una
saldatrice nuova.
Inoltre in questo modo i produttori possono essere protetti
dall'essere ritenuti responsabili di difetti, quando la colpa é da
imputare ad altri.
3.2.1. Prescrizione da eseguire per le riparazioni
- Dopo il riavvolgimento del trasformatore o delle induttanze la
saldatrice deve superare le prove di tensione applicata
secondo quanto indicato in tabella 4 della norma IEC 60974-
1.
- Se non é stato effettuato alcun riavvolgimento, una saldatrice
che sia stata pulita e/o revisionata deve superare una prova
di tensione applicata con valori delle tensioni di prova pari al
50% dei valori dati in tabella 4 della norma IEC 60974-1.
- Dopo il riavvolgimento e/o la sostituzione di parti la tensione a
vuoto non deve superare i valori esposti in 11.1 di EN60974-
1.
- Se le riparazioni non sono eseguite dal produttore, le
saldatrici riparate nelle quali siano stati sostituiti o modificati
alcuni componenti, devono essere marcate in modo che
possa essere identificato chi ha compiuto la riparazione.
3.2.2 Accorgimenti da utilizzare durante un intervento di
riparazione
UNA PRESSIONE ECCESSIVA può provocare rotture delle
schede elettroniche.
Esercitare solo pressioni minime e movimenti delicati ogni
volta che si collegano o scollegano i connettori della scheda o
si rimuove o si installa la scheda.
UN'ERRATA INSTALLAZIONE o connettori non allineati
possono danneggiare la scheda.
Accertarsi che i connettori siano opportunamente installati ed
allineati prima di installare nuovamente il fascione.
3.3 DIFETTI E RIMEDI
Difetto Probabile causa Rimedio
La saldatrice non Interruttore in posi- Posizionarlo su I
eroga corrente; zione O
completamente
inoperativa
Fusibili bruciati Sostituirli
Spina non perfetta- Inserire la spina
mente inserita nel-
la presa di alimen-
tazione
___
La saldatrice non Tensione di alimenta- Vedi 2.2.3
eroga corrente ma zione non corretta:
il ventilatore funzio- spia gialla accesa
na
___
Termostato aper- Attendere circa
to, spia blocco 5/6 minuti
gialla accesa

5
INSTRUCTION MANUAL FOR ARC WELDING MACHINE
IMPORTANT 1.2 SPECIFICATIONS
Before using this device all people authorised to its use, repair
or inspection, should read the book "Safety rules for using
machines" and the "Instruction manual" specific for every
machine. Contact your distributor if you have not understood
some instructions.
This welding machine is a constant direct current generator,
created by the INVERTER technology, designed for welding
with coated electrodes and with the TIG procedure.
For any requests of information, please always state the item
and the serial number of the welding machine.
It is also essential to pay special attention to the "SAFETY
RULES" Manual. The symbols next to certain paragraphs
indicate points requiring extra attention, practical advice or
simple information.
1.3 BEFORE CONNECTING THE WELDING MACHINE
Before connecting and switching on the unit follow all safety
rules and instructions as indicated in this manual. Make sure
that the airflow on cooling slots is not obstructed and then
proceed as follows:
This MANUAL and the "SAFETY RULES" MANUAL must be
stored carefully in a place familiar to everyone involved in
using the machine. They must be consulted whenever doubts
arise and be kept for the entire lifespan of the machine; they
will also be used for ordering replacement parts.
1) unpack the machine
2) take care that the unit is not placed against a wall or in a
position that might cut off the air; moreover, do not cover
the unit's source with plastic materials, metal or paper
sheets because they cause the decrease of the airflow,
IN CASE OF MALFUNCTIONS, REQUEST ASSISTANCE
FROM QUALIFIED PERSONNEL.
1 GENERAL DESCRIPTIONS
3) make sure that the air temperature does not exceed +40°C,
4) do not place any filtering device over the intake air
passages of this welding machine.
1.1 EXPLANATION OF TECHNICAL SPECIFICATIONS
Warranty is void if any type of filtering device is used.
2 INSTALLATION
2.1 CONNECTION TO MAINS SUPPLY
Before connecting the unit to the mains make sure that supply
voltage corresponds to the voltage indicated on the welding
machine technical specification tag.
IEC 60974 - 1.......The welder is manufactured according to
2.2 PROTECTION SYSTEM
IEC 60974 - 10 this international standards
Cl. A.......................Machine for professional and industrial use
The unit is equipped with internal protections, which assure a
lasting proper operation.
Art......................... Item number, to be indicated for any
request concerning the welding machine.
These protective systems are the following:
Single-phase static frequency converter -
transformer - rectifier.
2.2.1 Electrode anti-sticking protection
When the electrode sticks itself on the piece, the machine
brings the I
2
current to not dangerous values for the electrode.
....................... Dropping characteristic.
MMA.................... Suitable for manual welding with coated
electrodes.
2.2.2 Thermal protections
The signal light B (picture 1) indicates the intervention of this
protection. As soon as the unit has cooled down, it will be in
working conditions again. Do not shut off the welding machine
until the led has gone off.
Uo......................... Secondary no - load voltage.
X........................... Duty – cycle percentage. The duty-cycle
expresses the percentage, calculated on
10 minutes, in which the welding machine
can operate at a determined current,
without over-heating.
OVER VOLTAGE CAN DAMAGE THE UNIT
I
2
........................... Welding current.
2.2.3 Protection against incorrect supply voltages
U
2
.......................... Secondary voltage with I welding current.
If the voltage is greater than 270V when the switch K (pict. 1)
is turned on, the yellow led B (pict. 1) will flash briefly twice,
with a brief pause between flashes, and the machine will not
deliver current.
2
U .......................... Nominal supply voltage.
1
1 ~ 50/60Hz.......... Single - phase supply 50 or 60 Hz.
I1 max. …………... This is the maximum value of the absorbed
current
In this situation the electric circuits are protected, but the fan
may burn out after a few minutes.
I
1
eff...................... This is the maximum value of the actual
current absorbed, considering the duty
cycle.
In the voltage low during welding, the yellow led B (pict. 1)
flashes every 0.5 seconds and the machine does not deliver
current.
IP23...................... Grade of protection of frame. Grade 3 as a
second number means that this unit is fit to
work outside under the rain.
2.2.4 Motor-driven generators
....................…….. Symbol meaning that the welding machine
can be used in high electric shock riskworking areas.
They must have an electronic regulator of the tension, a power
equal to or greater than 6kVA and must not deliver a voltage
greater than 260V.
NOTES:................ In addition, the welding machine has been
designed to work in areas with grade 3 of
pollution.(See IEC 664).

6
2.3 UNIT DESCRIPTION
A) Power ON LED.
B) Yellow LED (see 2.2).
C) Welding current adjustment potentiometer.
D) Output terminal (-)
E) Adjust an over-current that makes it possible to maximize
transferring the electrode drop to the workpiece. This
function is not active in TIG welding.
F) Adjusts an over-current that may be inserted to aid in
striking the arc. This function is active in both MMA and
TIG modes.
G) Connector
H) Output terminal (+).
I) Mains cable
K) Switch.
2.4 GENERAL NOTES
Before using this welding machine, carefully read the
standards CEI 26/10 CENELEC HD 427 and also check
insulation of cables, electrode holder clamp, sockets and plugs
and that the section and length of welding cables are
compatible with current used.
2.5 COATED ELECTRODE WELDING
- This welding machine is suitable for welding all types of
electrodes.
- Use the electrode holder clamps in compliance with the
safety standards and without projecting tightening screws.
- Make sure that the switch K (picture 1) is in O position or that
the plug is not inserted in supply socket then connect welding
cables in accordance with polarity demanded by the
manufacturer of the electrodes which you will be using.
- Welding circuit should not be deliberately placed in direct or
indirect contact with protection wire if not in the piece to be
weld.
- If earthing is deliberately made on the workpiece by means
of the protection wire, the connection must be as direct as
possible, with the wire having a section at least equal to the
welding return current wire and connected to the piece,
being worked on, in the same place as the return wire, using
the return wire terminal or a second earth terminal close by.
- All possible precautions must be taken in order to avoid stray
currents.
- When taking voltage from a three-phase line, be very
careful when connecting the supply cable earth wire to
the socket earth pole.
- Connect the supply cable. When mounting a plug, make sure
that its capacity is adequate and that the yellow-green wire of
the supply cable is connected to the earth plug pin.
- The sections of all extensions should be adequate to
absorbed current I
1
.
- Turn the machine on by means of the switch K (picture 1).
WARNING: ELECTRIC SHOCK CAN KILL.
- Do not touch live electric parts.
- Do not touch weld output terminals when unit is energized.
- Do not touch electrode holder and earth clamp at the same
time.
- Adjust the welding current using the knob C, the hot start
using the knob F and the arc force using the knob E. We
recommend adjusting the arc force to between 0 and 2 for
rutile electrodes, between 2 and 4 for basic electrodes, and
between 4 and 8 for cellulosic electrodes.
When you have finished to weld, always remember to turn off
the unit and to remove the electrode from the electrode
holder.
2.6 TIG WELDING
- This welding machine is fit for welding with TIG procedure:
stainless steel, iron and copper.
- Connect the earth cable wire to the positive (+) pole of the
welding machine and the terminal to the working piece as
close as possible to the welding machine, making sure there
is a good electrical contact.
- Connect the connector of the TIG torch to the negative (-)
pole of the welding machine.
- The welding machine circuit should not be deliberately in
direct or indirect contact with protection conductor if not in the
piece to be welded.
- If earthing is deliberately made on the workpiece by means of
protection wire, the connection must be as direct as possible,
with the wire having a section at least equal to the welding
return current wire and connected to the piece being worked
on, in the same place as the return wire, using the return wire
terminal or a second earth terminal close by.
- All possible precautions must be taken in order to avoid stray
currents.
- Connect gas pipe to pressure reducer output connected to an
ARGON cylinder.
- Open the valve on the torch and regulate gas capacity.
- Use a 2% thoriated tungsten electrode chosen according to
table.
electrode ø direct current
2% thoriated tungsten negative electrode
(red band) (Argon)
ø 1 mm (0,040") fino a 60A
ø 1,6 mm (1/16") 60 : 160A
ø 2 mm (0,080") 80 : 200A
- Make sure that mains voltage corresponds to the voltage of
the welding machine.
- Connect the supply cable: when mounting a plug, make sure
that its capacity is adequate and that the yellow-green wire of
the supply cable is connected to the earth plug pin.
- Any extensions should have adequate sections for absorbed
current I1.
WARNING: ELECTRIC SHOCK CAN KILL!
- Do not touch live electric parts.
- Do not touch weld output terminals when unit is energized.
- Do not touch torch and earth clamp at the same time.
- Turn the machine on using the switch K (picture 1).
- Adjust the welding current using the knob C and the hot start
using the knob F according to the work to be carried out, then
open the valve placed on the torch to allow the emission of
gas.
- Strike the arc by contact using a firm, rapid stroke.
CAUTION: do not use commercial ignition devices.
- When you have finished to weld, always remember to turn off
7
the machine
and to close the gas cylinder valve.
3.2.2 Precautions to take while servicing:
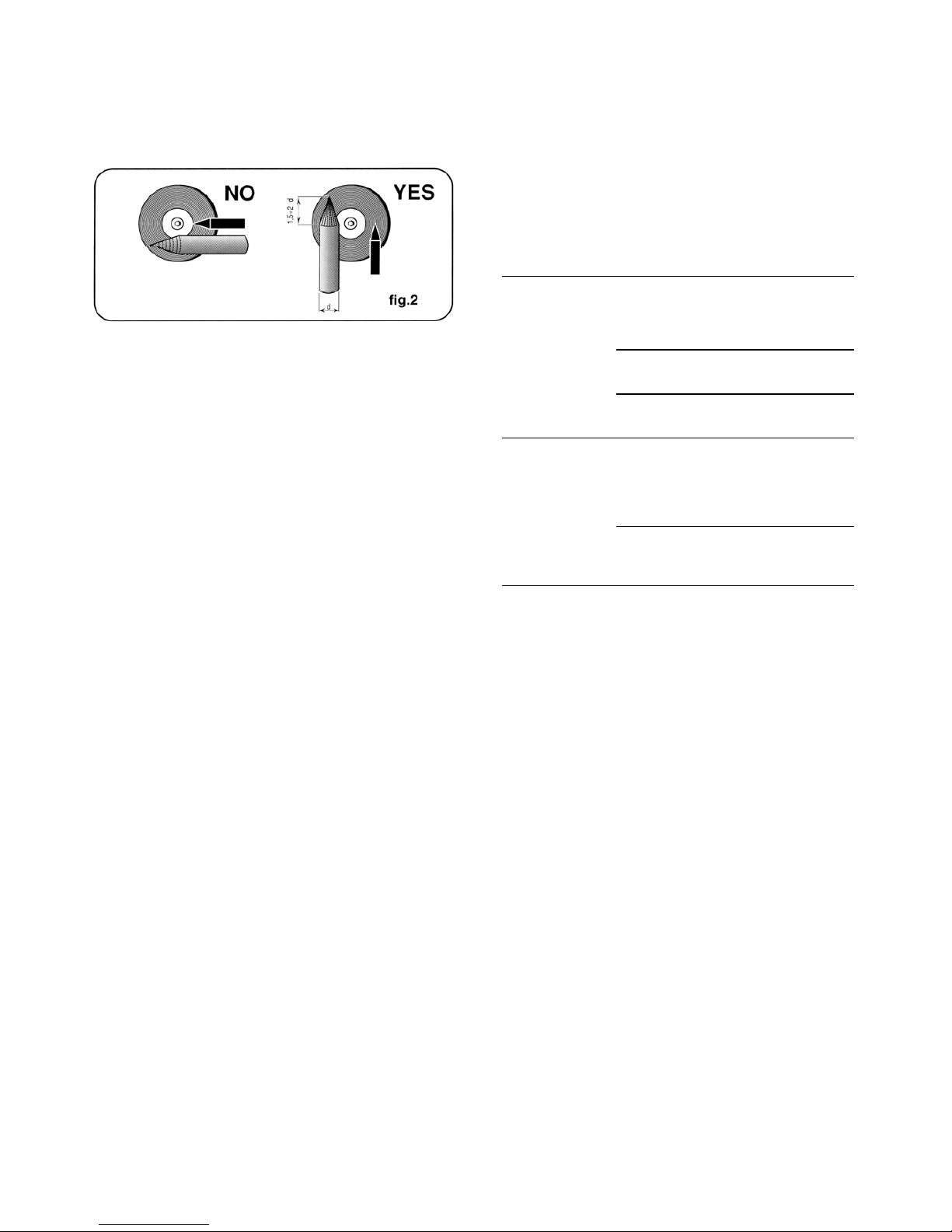
2.6.1 Electrode preparation
AN EXCESSIVE PRESSURE can break the circuit board.
Use only minimal pressure and gentle movements when
disconnecting or connecting board plugs and removing or
installing board.
It is necessary to pay special attention to the preparation of the
electrode point, grinding it so as to obtain vertical markings as
shown in picture 2.
INCORRECT INSTALLATION or misaligned plugs can
damage circuit boards.
Check that plugs are properly installed and aligned before
reinstalling the cover.
3.3 TROUBLE SHOOTING
DEFECT PROBABLE CAUSE REMEDY
The welding Switch in O position Switch to I
machine does not position
supply current;
completely
CAUTION: HOT FLYING METAL PARTICLES can injure
persons, start fires and damage equipment. TUNGSTEN
CONTAMINATION can lower the welding quality.
inoperative
Burnt fuses Replace
fuses
- Shape tungsten electrode only on grinder with proper guards
in a safe location, wearing proper face, hand, and body
protections.
Plug not correctly Connect it
connected properly
- Shape tungsten electrodes on a fine grit, hard abrasive wheel
used only for tungsten shaping.
_____
The welding Incorrect supply See 2.2.3
- Grind the end of the tungsten electrode to a taper-shape for a
length of 1,5 -2 electrode diameters (picture 2).
machine does voltage: yellow
not supply current signal lights up
but the fan
3 MAINTENANCE AND CHECK UP
works
_____
Thermostat is open. Wait approx.
3.1 GENERAL NOTES
Yellow block signal 5-6 min.
WARNING: ELECTRIC SHOCK CAN KILL.
lights up.
- Do not touch live electrical parts.
- Turn off welding power source and remove input power plug
from socket before maintenance and servicing.
MOVING PARTS can cause serious injury.
- Keep away from moving parts.
HOT SURFACES can cause severe burns.
- Allow the cooling of the unit before servicing.
3.2 WELDING MACHINE MAINTENANCE
Experience has shown that many fatal accidents originated
from servicing which had not been perfectly executed. For this
reason, a careful and thorough inspection on a serviced
welding machine is just as important as one carried out on a
new welding machine.
Furthermore, in this way manufacturer can be protected from
being held responsible for defects when the fault is someone
else.
3.2.1 Prescriptions to follow for servicing:
- After rewinding the transformer or the inductance, the welding
machine must pass the voltage test applied according to that
indicated in table 4 of the IEC 60974-1.
- If no rewinding is done, a welding machine which has been
cleaned and/or reconditioned must pass a voltage test
applied with voltage values equal to 50% of the values given
in table 4 of IEC 60974-1.
- After rewinding and/or the replacements of parts, the no-load
voltage should not exceed the values given in 11.1 of IEC
60974-1.
- If the servicing is not done by the manufacturer, the repaired
welding machines which underwent replacements or
modifications of any component should be labelled in a way
such that the identity of the person having serviced is clear.
 Loading...
Loading...