

Elettro MMA 1255, MMA 1355 Instruction Manual

MANUALE D’ISTRUZIONI – INSTRUCTION MANUAL – MODE D’EMPLOI
BETRIEBSANLEITUNG – MANUAL DE INSTRUCCIONES – MANUAL DE INSTRUÇÕES
MMA 1255 - MMA1355
ITALIANO............................................................................................................................................................2
ENGLISH..............................................................................................................................................................7
FRANÇAIS.........................................................................................................................................................12
DEUTSCH .......................................................................................................................................................... 16
ESPAÑOL...........................................................................................................................................................21
PORTUGUÊS....................................................................................................................................................25
COD. 0106 REV. 01 10/2010
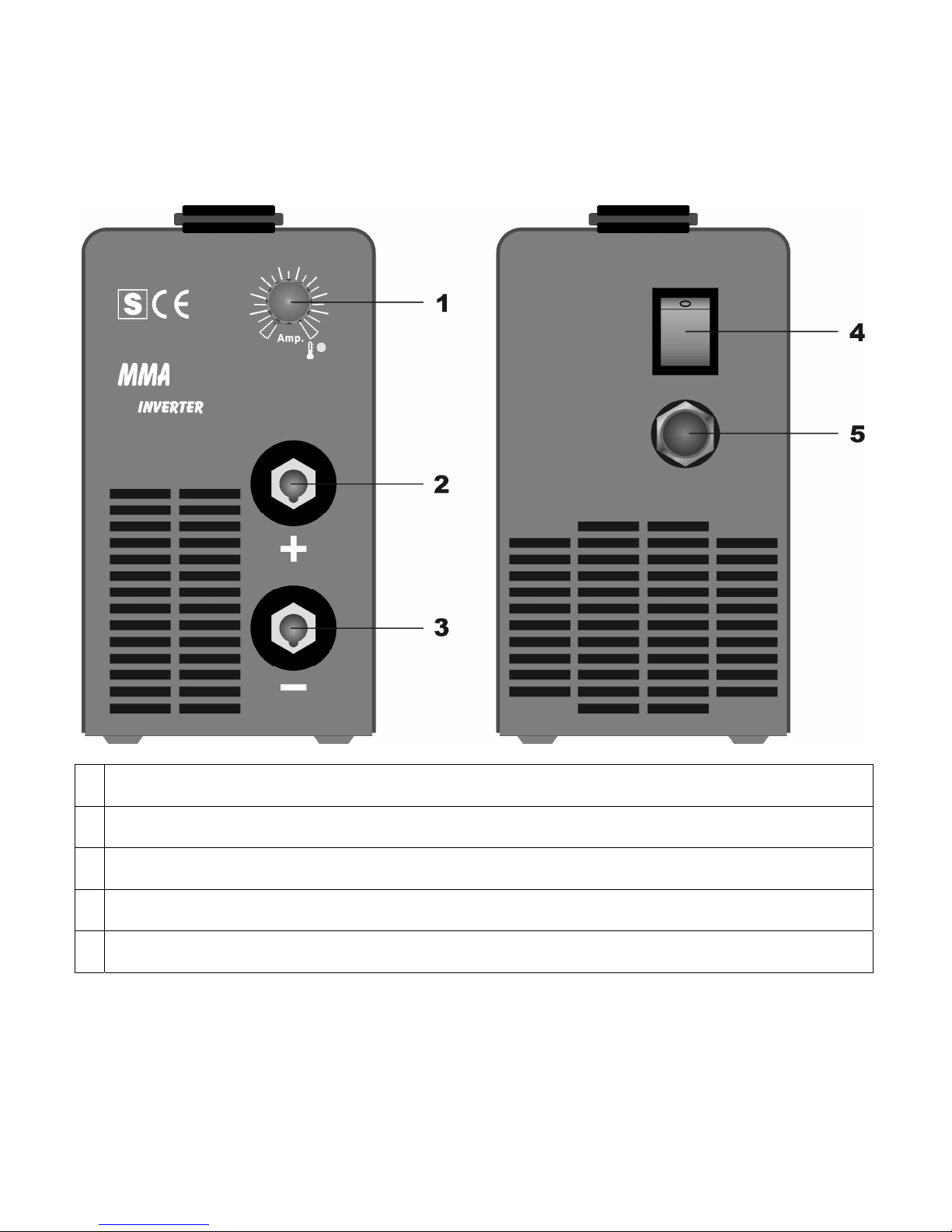
DESCRIZIONE PANNELLO DI CONTROLLO - CONTROL PANEL
DESCRIPTION DU PANNEAU DE CONTROLE - SCHALT – UND
BEDIENFELDBESCHREINBUNG - DESCRIPTIÓN PANEL DE CONTROL - DESCRIÇÃO PAINEL
DE CONTROLE
1 Manopola regolazione corrente -Current regulation knob -Potentiomètre de régulation de courant
Schweißstromregler - Empuñadura regulación corrente - Manopla regulação corrente
2 Attacco Dinse (+) - Dinse coupling (+) -Borne dinse(+)
Dinse-Anschluß (+) - Conexión Dinse (+) -Engate Dinse (+)
3 Attacco Dinse (-) -Dinse coupling (-) - Borne dinse (-)
Dinse-Anschluß (-)-Conexión Dinse (-) - Engate Dinse (-)
4 Interruttore di accensione/spegnimento - On/Off main switch -Sèlecteur principal (allumage/extinction)
Ein-Aus-Schalter - Interruptor de encendido/apagado - Interruptor de Liga/Desliga
5 Cavo di alimentazione - Power cable -Cordon d’alimentation
Netzkabel - Cable de alimentación - Cabo de alimentação
2
3
ITALIANO
AVVERTENZE
Prima di installare e di utilizzare la macchina leggere attentamente il manuale di istruzioni. Se occorre consultare direttamente la casa
costruttrice per ottenere eventuali chiarimenti che si rendessero necessari.
I procedimenti di saldatura ad arco che sono stati sviluppati nel corso degli anni possono essere impiegati con un elevato grado di
sicurezza osservando le norme e le raccomandazioni che il fabbricante consiglia.
Questa apparecchiatura non è conforme alla normativa EN/IEC 61000-3-12. E’ responsabilità dell’installatore o dell’utilizzatore (se
necessario consultando il distributore della rete) assicurarsi che l’apparecchiatura possa essere collegata ad una linea pubblica in
bassa tensione.
PRECAUZIONI GENERALI
Prevenzioni bruciature
Le scintille, scorie di metallo fuso e le radiazioni ultraviolette emesse dall’arco di saldatura possono causare seri danni agli occhi ed
alla pelle. Adeguati indumenti protettivi dovranno essere usati dall’operatore e da qualsiasi persona che venisse a trovarsi in
prossimità della zona di lavoro. Si dovranno indossare guanti da saldatore, scarpe di sicurezza e copricapo e indossare indumenti
ignifughi che ricoprano tutte le parti esposte. A lavoro ultimato controllare direttamente la zona circostante per accertarsi che non vi
siano residui suscettibili di attivare un incendio.
Prevenzione incendi
Prestare la massima attenzione onde evitare il contatto accidentale di scintille, scorie calde o metalli incandescenti con materiali
combustibili. Assicurarsi dell’esistenza, in prossimità sufficiente alla zona di saldatura di adeguati dispositivi antincendio.
Rimuovere qualsiasi materiale combustibile dalla zona di saldatura portandolo ad una distanza di almeno 10 metri. Non effettuare
mai operazioni di saldatura su contenitori vuoti che siano stati usati per combustibili o prodotti tossici; tali contenitori dovranno
essere accuratamente puliti prima di essere sottoposti ad operazioni di saldatura. Non effettuare mai alcuna operazione di saldatura in
atmosfera con alta concentrazione di polvere, gas infiammabili o vapori combustibili. Dopo ogni operazione di saldatura accertarsi di
aver lasciato raffreddare sufficientemente il pezzo prima di maneggiarlo o di farlo venire a contatto con materiale combustibile.
Fumi nocivi
Adeguate precauzioni devono essere osservate per prevenire l’esposizione dell’operatore o di altre persone circostanti ai fumi nocivi
che possono essere generati nel corso delle operazioni di saldatura.
Alcuni solventi clorinati possono decomporsi durante il processo di saldatura per effetto delle radiazioni ultraviolette dell’arco e
generare quindi gas fosgene. Contenitori di questi solventi così come di altre sostanze sgrassanti, non dovranno trovarsi in prossimità
dell’arco di saldatura. Metalli rivestiti o contenenti significative quantità di piombo, cadmio, zinco, mercurio e berillio, possono
produrre concentrazioni nocive di gas tossici quando sono sottoposti a processi di saldatura. Sarà quindi indispensabile in questi casi
che l’operatore sia fornito di attrezzatura speciale in grado di garantire il flusso di aria fresca. Non effettuare operazioni di saldatura
su metalli rivestiti con sostanze che emettono fumi tossici senza che il rivestimento sia stato preventivamente rimosso e che la zona
di lavoro sia adeguatamente ventilata oppure che l’operatore sia munito di respiratore adeguato.
Radiazioni
Le radiazioni ultraviolette emesse possono danneggiare gli occhi e bruciare la pelle. È quindi indispensabile indossare maschere ed
indumenti protettivi. Non utilizzare lenti a contatto che potrebbero essere incollate alla cornea dall’intenso calore dell’arco.La
maschera di saldatura dovrà essere munita di lenti aventi un minimo grado di protezione DIN 10 che dovranno essere
immediatamente sostituite qualora fossero danneggiate o rotte. È fatto assoluto divieto di guardare ad occhio nudo l’arco che deve
essere considerato dannoso ad una distanza inferiore ai 15 metri.
Shock elettrico
Tutti gli shock elettrici sono potenzialmente fatali. Non toccare mai le parti sotto tensione. Mantenere l’isolamento dal pezzo che si
deve saldare e da terra utilizzando guanti e protezioni isolanti. Mantenere gli indumenti ed il corpo asciutti e non lavorare in ambienti
umidi. Nel caso si verificasse anche una minima sensazione di scossa elettrica, interrompere immediatamente le operazioni di
saldatura e non usare la macchina fino a quando il problema non sia stato individuato e risolto da personale abilitato. Ispezionare
frequentemente il cavo di alimentazione e qualora venissero riscontrati danni o fessurazioni del rivestimento di protezione dello
stesso, procedere immediatamente alla sua sostituzione. Scollegare il cavo di alimentazione dalla rete prima di intervenire sui cavi o
di aprire la macchina.
Non utilizzare la macchina senza il coperchio di protezione. Sostituire sempre con materiale originale eventuali parti danneggiate
della macchina. Non escludere mai le sicurezze della macchina ed assicurarsi che la linea di alimentazione sia provvista di una
efficiente presa di terra. Assicurarsi che il banco di lavoro ed il pezzo da saldare siano collegati ad una efficiente presa a terra.
L’eventuale manutenzione deve essere eseguita solo da personale esperto e consapevole dei rischi dovuti alle tensioni necessarie al
funzionamento dell’apparecchiatura.Per uso solo in ambienti chiusi. Non usare sotto la Pioggia.
Pacemaker
Il portatore di un’apparecchiatura elettronica vitale quale il pacemaker, deve consultare il medico prima di avvicinarsi ad operazioni
di saldatura ad arco, per accertare se i campi magnetici prodotti da elevate correnti possono influenzare il funzionamento del
pacemaker.
CARATTERISTICHE GENERALI
Descrizione del sistema
Saldatrici ad inverter per la saldatura ad arco con elettrodi rivestiti MMA (Manual Metal Arc) e con procedimento TIG (Tungsten
Inert Gas). Frequenza di lavoro circa 100KHz. L’utilizzo dei componenti di ultima generazione, specifici per la tecnologia ad alta
frequenza, ha reso possibile la progettazione di macchine elettroniche compatte, leggere, affidabili e con notevoli prestazioni.
Arco regolo system (patent)
4
Predisposte per l’utilizzo della pinza portaelettrodi con telecomando.
Protezione Termica
Le saldatrici sono dotate di protezione termica a ripristino automatico che interviene in caso di surriscaldamento della macchina.
L’intervento è segnalato mediante un led di colore giallo.Attendere il raffreddamento per il ripristino.
Raffreddamento Forzato
Tutti i modelli hanno 1 Ventilatore.
INSTALLAZIONE
Operazioni preliminari
Per la messa in funzione osservare le seguenti indicazioni:
- posizionare il generatore in un luogo adeguatamente aerato, possibilmente non polveroso, facendo attenzione a non ostruire le alette
di raffreddamento poste sui lati della carrozzeria.
ATTENZIONE: è estremamente importante non diminuire il flusso di aria attorno all’apparecchio in quanto un ridotto flusso d’aria
può causare surriscaldamento e possibili danni alle parti interne.
Messa in opera
L’installazione della macchina deve essere fatta da personale esperto. Tutti i collegamenti devono essere eseguiti in conformità alle
vigenti norme e nel pieno rispetto della legge antinfortunistica.
Note generali
Prima dell’uso di questa saldatrice verificare l’integrità dell’isolamento dei cavi, della pinza portaelettrodi e della spina. Accertarsi
inoltre che la lunghezza dei cavi di saldatura sia compatibile con la corrente utilizzata:
- fino a 4mt. = cavo sezione 16mm2 min.
- da 4mt. A 10mt. = cavo sezione 25mm2 min.
ATTENZIONE: accertarsi che la tensione di rete corrisponda ai dati di targa delle macchine e che il cavo di alimentazione sia
collegato ad una presa con contatto di terra. Controllare che il valore dei fusibili di linea corrisponda ai valori indicati nella seguente
tabella.
MODELLO VOLT SEZ.CAV
O mm²
FUSIBILE
RITARDATO
MMA 1255 230V 1,5 16A
MMA 1355 230V 1,5 16A
OPERAZIONI DI SALDATURA
Saldatura con elettrodi rivestiti (MMA)
Queste saldatrici sono idonee alla saldatura di tutti i tipi di elettrodi.
Assicurarsi che l’interruttore di alimentazione sia spento e che la spina del cavo di alimentazione non sia inserita nella presa di
alimentazione, quindi collegare i cavi di saldatura rispettando la polarità richiesta dal costruttore di elettrodi.
Il cavo con pinza portaelettrodi va normalmente collegato al polo positivo (+) fig.1 punto 3.
Il cavo con pinza di massa va collegato al polo negativo (-) fig. 1 punto 4.
La pinza di massa deve essere collegata al pezzo da saldare oppure il più vicino possibile.
Raccomandazioni: inserire e ruotare gli attacchi dinse maschi dei cavi di saldatura nelle prese montate sul pannello frontale della
macchina – fig. 1 punti 3/4 – per assicurare un perfetto contatto elettrico ed evitare un surriscaldamento dei connettori con
conseguente perdita di efficienza. Regolare la corrente in base al diametro dell’elettrodo, alla posizione di saldatura e al tipo di
giunto da eseguire. Terminata la saldatura ricordarsi sempre di spegnere l’apparecchio e di togliere l’elettrodo dalla pinza
portaelettrodi.
Saldatura TIG
Queste saldatrici sono idonee a saldare con procedimento TIG: l’acciaio inossidabile, il ferro, il rame.
Collegare il connettore del cavo di massa al polo positivo (+) – fig. 1 n.3 – della saldatrice e la pinza al pezzo nel punto più vicino
possibile alla saldatura, assicurandosi che vi sia un buon contatto elettrico.
Utilizzare apposita torcia TIG e collegare il connettore di potenza al polo negativo (-) – fig.1 n.4 – della saldatrice.
Raccomandazioni: inserire e ruotare gli attacchi dinse maschi dei cavi di saldatura nelle prese montate sul pannello frontale della
macchina – fig. 1 n. 4-5 – per assicurare un perfetto contatto elettrico ed evitare un surriscaldamento dei connettori con conseguente
perdita di efficienza.Collegare il tubo del gas della torcia TIG all’uscita del riduttore di pressione, montato sulla bombola di gas
ARGON.
Regolare la portata del gas tramite l’apposita valvola posta sulla torcia. Utilizzare un elettrodo di tungsteno toriato 2% scelto secondo
la seguente tabella.
• Fino a 60 A Ø 1 mm
• Da 60A a 140A Ø 1,6 mm
• Da 140A a 200 A Ø 2,4 mm
Accendere la macchina mediante l’interruttore. Regolare la corrente in base al lavoro da eseguire quindi aprire la valvola sulla torcia
per consentire al gas di uscire. Innescare, per contatto, l’arco con un movimento deciso e rapido.
N.B.: non utilizzare dispositivi di accensione commericali!!!
La torcia TIG è concepita in modo da far fluire ancora il gas al termine della saldatura per proteggere l’elettrodo ancora caldo.
Trascorso un tempo adeguato (alcuni secondi) chiudendo completamente la valvola si arresterà il flusso del gas. Terminata la
saldatura ricordarsi di spegnere l’apparechhio e di chiudere la valvola della bombola del gas.
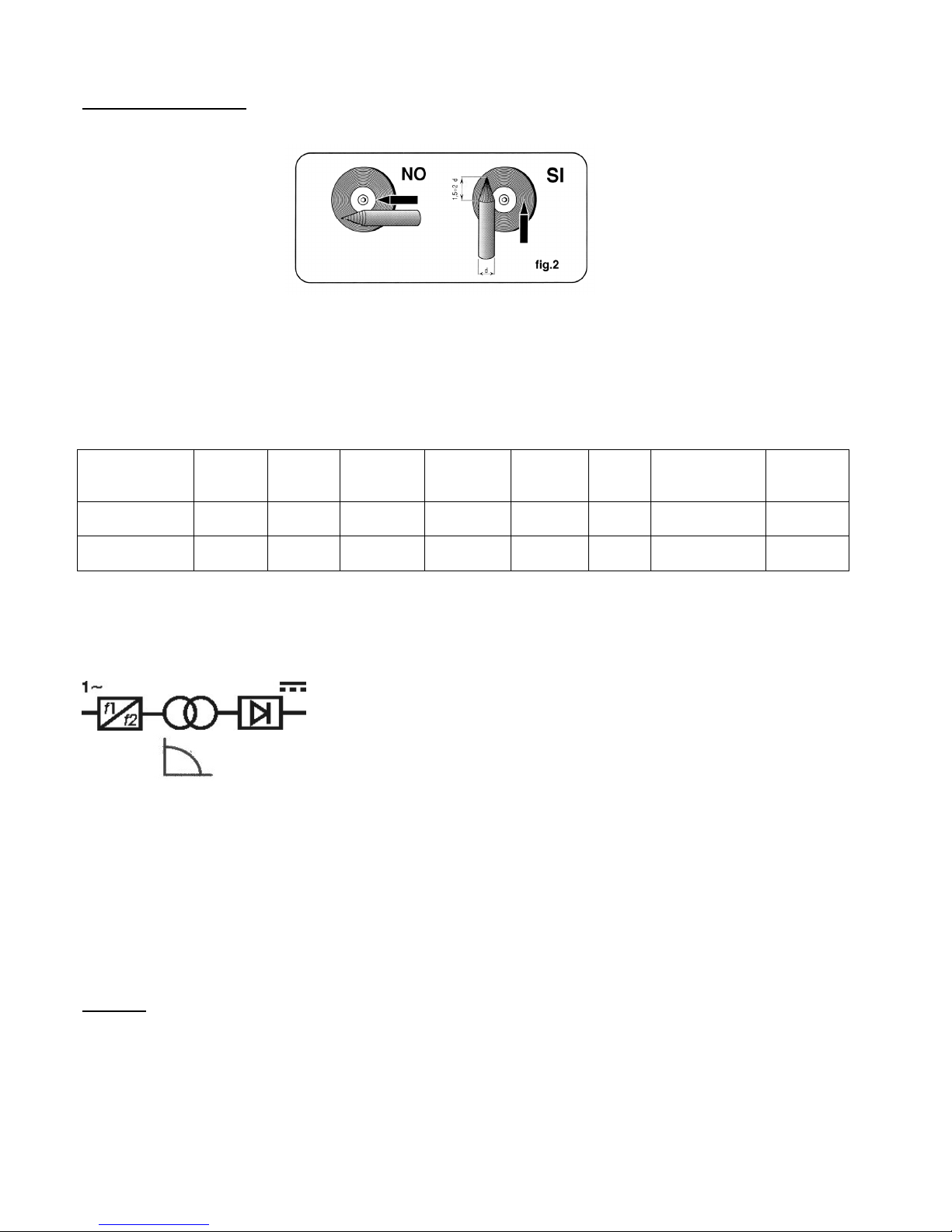
Preparazione dell’elettrodo
È necessaria una particolare attenzione nella preparazione della punta dell’elettrodo che dovrà essere smerigliata in modo da
presentare una rigatura verticale come indicato nella figura sottostante.
ATTENZIONE: particelle metalliche incandescenti possono ferire il personale, originare incendi e danneggiare le attrezzature.
ATTENZIONE: poichè la contaminazione da tungsteno può abbassare la qualità della saldatura è necessario evitare che l’elettrodo
di tungsteno venga a contatto con il bagno di saldatura.
Sagomare l’elettrodo di tungsteno unicamente con una smerigliatrice provvista di adeguati carter di protezione in una zona sicura
indossando opportune protezioni per il viso, le mani, il corpo. Sagomare gli elettrodi di tungsteno con una mola abrasiva dura a
grana fine, utilizzata unicamente per sagomare il tungsteno.
Smerigliare l’estremità dell’elettrodo di tungsteno in forma conica per una lugnhezza di 1,5 – 2 volte il diametro dell’elettrodo.
Modello Potenza
Massima
Tensione
a Vuoto
Campo di
Regolazion
e
Fattore di
Utilizzo
Elettrodi
Diam.mm
Peso
Kg.
Dimensioni Num.
Ventilatori
MMA 1255 3KVA 80V 10-90 90A – 40%
75A – 60%
1,5-2,5 3 270X105X177,5 1
MMA 1355 5KVA 80V 10-130 130A – 20%
95A – 60%
1,5-3,2 3,5 270X105X177,5 1
SPIEGAZIONI DEI SIMBOLI TECNICI
La saldatrice è costruita secondo queste norme internazional : IEC 60974 -1 / IEC 60974 – 10.
Convertitore statico di frequenza monofase-trasformatore raddrizzatore.
Caratteristica discendente.
MMA: Adatto per saldare con elettrodi rivestiti:
TIG: Adatto per saldature TIG
U0: Tensione a vuoto secondaria.
I2 : Corrente di saldatura.
U2 : Tensione secondaria sotto carico.
U1 : Tensione nominale di alimentazione.
I1 : Corrente assorbita sotto carico.
IP 21C: Grado di protezione della carcassa.
COMPATIBILITÁ ELETTROMAGNETICA (EMC)
Generalità
Questo apparecchio è stato costruito in conformità alle normativa IEC 60974 -1 / IEC 60974 – 10 .
Questa norma stabilisce i limiti per le emissioni elettromagnetiche.
Tuttavia tali limiti dipendono in gran parte dall’utilizzo e dall’installazione dell’apparecchio stesso.
I limiti richiesti dalla normativa possono non essere sufficienti alla eliminazione dell’interferenza. In questi casi occorre adottare
misure speciali per ridurre ulteriormente l’interferenza.
5
Installazione D’uso
L’utilizzatore è responsabile dell’installazione e dell’uso dell’apparecchio.
Qualora vengano rilevati disturbi elettromagnetici, l’utilizzatore, con l’appoggio tecnico del costruttore, deve provvedere alla
riduzione dei disturbi elettromagnetici.
- Prima di installare l’apparecchio, l’utilizzatore deve valutare i problemi elettromagnetici che si possono verificare nella zona
circostante in funzione delle attività svolte nell’ambito dello stabilimento. Ad esempio: centralini telefonici, computer, macchine a
controllo, persone dotate di stimolatori cardiaci o apparecchi acustici ecc.
- La saldatrice deve essere collegata alla rete di alimentazione come da indicazioni del costruttore. In caso di maggiori disturbi è
necessario prendere ulteriori misure per ridurre i disturbi elettromagnetici.
- La saldatrice non deve in alcun modo essere modificata e deve essere sottoposta ad una ordinaria e periodica manutenzione.
- I cavi di massa e portaelettrodi devono scorrere ad altezza di pavimento e non devono essere molto lunghi.
- L’utilizzatore deve essere isolato da tutti i componenti metallici collegati a massa.
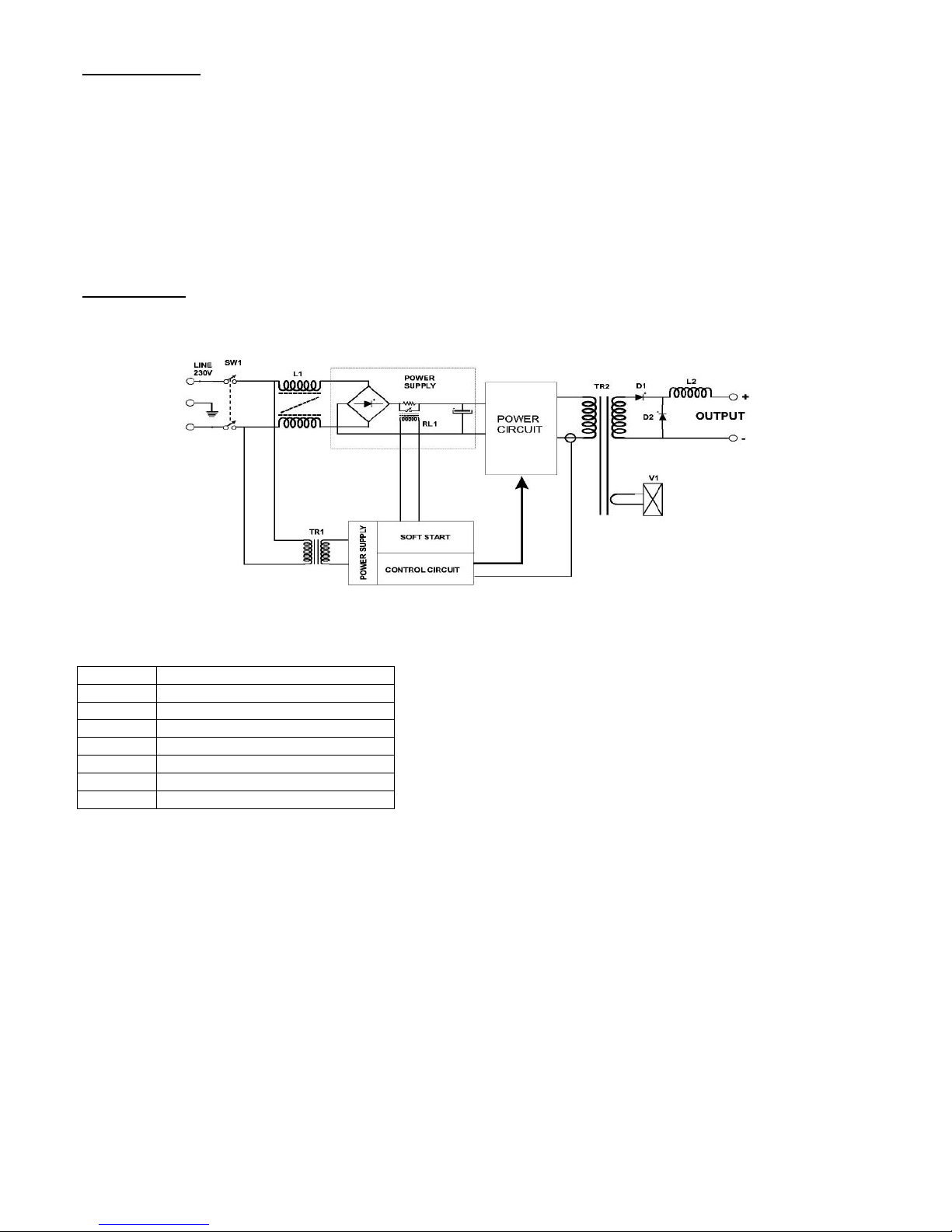
Schema Elettrico
L1 Filtro Rete
L2 Induttanza di uscita
V1 Ventola
TR1 Trasformatore di alimentazione
TR2 Trasformatore di potenza
RL1 Relè soft start
SW1 Interruttore di accensione
D1-D2 Raddrizzatore d’uscita
6
7
ENGLISH
WARNING!
Read this instruction manual before installing and operating the equipment. For more information, contact the equipment
manufacturer.
Arc welding processes which have been developed so far can be safely used provided that the user adheres to all safety standards and
guidelines recommended by manufacturer.
This equipment does not comply with IEC 61000-3-12. If it is connected to a public low voltage system, it is the responsibility of the
installer or user of the equipment to ensure, by consultation with the distribution network operator if necessary, that the equipment
may be connected.
GENERAL PRECAUTIONS
Burn prevention
Hot sparks, molten metal drips and UV radiation generated by arc welding can cause serious injury to skin and eyes.
The operator and personnel in the vicinity of work area shall wear protective clothing. Always wear safety gloves, safety shoes,
helmet and protective fire resistant clothing to protect all exposed skin. After welding, check area for indications that a fire may be
starting.
Fire prevention
Avoid any inadvertent contacts of hot sparks or hot metal drips with combustible materials. Always make sure to have the correct
type of fire extinguisher handy in the welding area. Remove any flammable materials from the work area before starting welding
(minimum 10 meter distance is required). Never weld on empty tanks which have been used for containing fuel or toxic materials.
These tanks must be thoroughly cleaned before starting any welding operations on them.
Never weld in areas with high concentration of dust, flammable gas or combustible vapours. After welding, wait for the work piece
to cool down before handling it or putting it into contact with combustible materials.
Toxic fumes
Arc welding may give off fumes which can be a potential health hazard. Adequate protective measures shall therefore be taken to
protect operator and others in the work area against toxic fumes. Some chlorinated solvents may decompose during welding process
because of UV radiation generated by the arc and thus resulting in the generation of phosgene gas. Chlorinated solvents as well as
any other degreasing substances must be removed from the area where the arc is being struck. Coated metals or metal materials
containing significant amounts of lead, cadmium, zinc, mercury and beryllium give off toxic fumes when subject to welding process.
In such cases, the operator shall be provided with special equipment to assure proper air flow. Before welding coated metals which
give off toxic fumes, remove coating from the weld zone and make sure the work area is properly ventilated or that the operator is
equipped with adequate breathing apparatus.
UV Radiation
Arc welding gives off UV rays which can burn the skin and eyes. Always wear protective clothing and masks to protect yourself
from burns. Do not use contact lenses which might stick to the cornea because of arc heat. Always wear the arc welding hood with
(at least) DIN 10 shade lens. Replace the lens if damaged or broken. Never look at the arc without adequate eye protections. The arc
is considered dangerous for the distance of 15 metres.
Electric shock
All electric shocks are potentially fatal. Never touch live parts. Keep yourself well insulated from the floor and the work piece when
arc welding. Wear safety gloves and insulating protections to keep yourself from becoming grounded.
Keep your clothing and yourself dry. Do not weld in wet areas. If you feel the slightest electrical shock sensation, stop welding at
once! Do not use equipment until the problem is identified and repaired by qualified personnel. Check power cord frequently. If
cable insulation is damaged or cracks are found on it, replace power cord immediately. Always unplug the machine from power
outlet before doing any work on cables or before opening the machine. Do not operate the machine without its protective metal case.
Always use original pieces to replace damaged parts. Never disconnect or bypass machine safety devices; make sure that power
supply to the machine is properly grounded. Make sure that both the work bench and the work piece to weld are grounded. Have all
maintenance and repair work done by qualified and skilled personnel who are aware of risks associated with voltages required to
operate the equipment.
Please use it only in closed environment. Do not use it under the rain.
Pacemaker
People who bear vital electronic equipment such as pacemakers should consult a doctor before approaching arc welding operations
in order to make sure that magnetic fields generated by high currents do not influence the pacemaker operation.
GENERAL FEATURES
Describing the System
Inverter arc welders for welding with coated electrodes (Manual Metal Arc) and TIG. (Tungsten Inert Gas) welding. Work frequency
100KHz (approx.). The use of the latest components, specific to high frequency technology, has made it possible to design
lightweight, optima and reliable machines offering superior performance.
Acro regolo System (patent)
Machines arranged for use with electrode-holder clamp fitted with remote control.
Thermal O/L Protection
Arc welders are equipped with a thermal overload protection with automatic reset; In the event of over-heating of the machine that
the thermal protection has tripped with a Yellow LED. Wait the cooling of the machine before resetting it.
8
Forced ventilation
All the models have one fan.
INSTALLATION
Preliminary operation
To set the machine at work, adhere to the following rules:
- Place the machine in well ventilated, possibly free from dust premises. Make sure that the louvers are always clear.
WARNING: Leave sufficient space around the machine in order to assure proper air flow. Restricted air flow causes
overheating which may result in possible damage to inner machine components.
Commissioning
The installation of the equipment is to be done only by qualified personnel. All connections must be done in conformity with the
Standards in force and according to the accident prevention rules.
General
Check integrity of cable insulation, electrode-holder clamp and plug before operating the equipment. Make sure that the length of the
welding cables is suitable for the current being used:
- Up to 4 m. = cable cross section: 16mm2 min.
- From 4 m. to 10 m = cable cross section: 25mm2 min.
WARNING: Voltage indicated on machine name plate must match with primary source. Be sure the power cord is properly
grounded.
Check rating of line fuses with ratings indicated in the following table.
MODEL VOLT Cable cross
section mm²
Delayed Fuse
MMA 1255 230V 1,5 16A
MMA 1355 230V 1,5 16A
WELDING PROCEDURE
WELDING WITH COATED ELECTRODES (MMA)
These arc welders can weld with all types of electrodes. First make sure that the main switch is set to Off and that the machine is
unplugged from power outlet, then connect welding cables respecting polarity indicated by the electrode manufacturer. Generally,
the cable for the welding clamp is to be plugged into the positive terminal (+) Fig.1 item 3.
Ground cable is to be connected to negative terminal (-) Fig. 1 item 4. The ground clamp must be connected to the work piece to
weld or at the nearest point.
REMEMBER: Plug and rotate Dinse couplings (male connectors) of welding cables into terminals located on the machine front
panel – fig. 1 items 3/4 – to assure optimum electric contact and avoid overheating of connectors which may result in poor
efficiency.
Regulate current according to the electrode diameter, location of welding and type of joint to carry out. When finished welding,
always switch off the machine and remove electrode from welding clamp.
TIG WELDING
These arc welders are suitable for TIG welding (stainless steel, iron and copper).
Connect the ground cable to the positive terminal (+) – fig. 1 item 3 – of the machine and the clamp to the work piece, as close as
possible to the spot to weld. Make sure that good electric contact is established.
Use the adequate TIG torch and plug power connector into the negative terminal (-) – fig.1 item 4 – of the machine.
REMEMBER: Plug and rotate Dinse couplings (male connectors) of welding cables into terminals located on the machine front
panel – fig. 1 items 3/4 – to assure optimum electric contact and avoid overheating of connectors which may result in poor
efficiency.
Connect gas hose of TIG torch to the output of pressure reducer which is mounted on the ARGON cylinder. Adjust gas flow through
the valve located on the torch.
Use a 2% thorium-tungsten electrode which is to be chosen from the table below.
• Up to 60 A Ø 1 mm
• From 60A to 140A Ø 1,6 mm
• From 140A to 200 A Ø 2,4 mm
To switch On the machine, use main switch.
Regulate current according to the job to carry out then adjust valve on torch to let gas flow out.
Strike arc (by contact) with quick and determined movement.
G.B.: do not use ignition devices available on the market!!!

9
The TIG Torch is designed in such a manner to let gas flow out when welding is terminated. This to protect the still hot electrode.
After a few seconds, close valve completely to stop gas flow. When finished welding, SWITCH OFF arc welder and SHUT OFF gas
cylinder valve.
 Loading...
Loading...