

Page 1
Art.-Nr.: 15.749.80 I.-Nr.: 11032
BT-GW 170
Vor Inbetriebnahme Bedienungsanleitung und Sicherheitshinweise lesen
und beachten
Przed uruchomieniem należy przeczytać instrukcję obsługi i wskazówki
dotyczące bezpieczeństwa oraz stosować się do nich.
T Перед первым использованием прочтите руководство по
эксплуатации и следуйте содержащимся в нем указаниям.
Înainte de punerea în funcøiune se vor citi μi respecta instrucøiunile de
folosire μi indicaøiile de siguran
Преди пускане в експлоатация прочетете и спазвайте инструкцията
за експлоатация на уреда и указанията за безопасност.
¶ЪИУ ЩЛ ı¤ЫЛ ЫВ ПВИЩФ˘ЪБ›· ‰И·‚¿ЫЩВ О·И ·ОФПФ˘ı‹ЫЩВ ЩЛУ √‰ЛБ›·
¯Ú‹Û˘ Î·È ÙȘ Àԉ›ÍÂȘ ·ÛÊ·Ï›·˜
Aleti çal∂μt∂rmadan önce Kullanma Talimat∂n∂ ve Güvenlik Uyar∂lar∂n∂
okuyun ve riayet edin.
1 Перед пуском прочитати і дотримуватись інструкції з експлуатації і
правил техніки безпеки.
k
Originalbetriebsanleitung
Schutzgas-Schweißgerät
P
Instrukcją oryginalną
Półautomat spawalniczy
T
Оригинальное руководство по эксплуатации
Аппарат для сварки в среде защитного газа
Q
Instrucţiuni de utilizare originale
Aparat de sudură cu gaz protector
e
Оригинално упътване за употреба
Заваръчен апарат със защитен газ
z
Πρωτότυπες Οδηγίες χρήσης
Συσκευή συγκόλλησης αερίου
Z
Orijinal Kullanma Talimatı
Gazaltı Kaynak Makinesi
1
Оригінальна інструкція з експлуатації
Апарат
для зварювання в середовищі
захисного газу
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:56 Seite 1
Page 2

2
1
2
1
6
12
13
2
3
14
16
3
18
19
28
6
8
17
5
15
10
8
9
7
11
5
4
27
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:56 Seite 2
Page 3
3
7
4
8
5
9
24
a
b
c
d
S
23
22
25
12
13
20
19
21
q
p
o
n
m
8
6
l
k
r
6
12
26
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 3
Page 4
4
14
13
q
q
n
n
q
S
k, l, m
10 11
a
b
c
12
m
k
l
15
1.
4.
2.
3.
S
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 4
Page 5
5
16 17
p
p
p
18
o
o
o
r
p
19
A
28
5
20 21
15
15
28
28
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 5
Page 6
6
22 23
A
B
C
24
B
C
19
d
18
16
26
A
B
K
J
L
M
E
I
H
F
G
D
C
25
d
18
23
19
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 6
Page 7
7
29
I
K
J
30
E
E
F
27
O
A
N
28
K
31
G
32
M
H
I
G
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 7
Page 8
8
33
K
J
I
L
34
L
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 8
Page 9
9
D
Inhaltsverzeichnis:
1. Sicherheitshinweise
2. Gerätebeschreibung und Lieferumfang
3. Bestimmungsgemäße Verwendung
4. Technische Daten
5. Vor Inbetriebnahme
6. Bedienung
7. Reinigung, Wartung und Ersatzteilbestellung
8. Entsorgung und Wiederverwertung
9. Störungssuche
10. Erklärung der Symbole
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 9
Page 10
Achtung!
Beim Benutzen von Geräten müssen einige
Sicherheitsvorkehrungen eingehalten werden, um
Verletzungen und Schäden zu verhindern. Lesen Sie
diese Bedienungsanleitung und die Sicherheitshinweise deshalb sorgfältig durch. Bewahren Sie
diese gut auf, damit Ihnen die Informationen jederzeit
zur Verfügung stehen. Falls Sie das Gerät an andere
Personen übergeben sollten, händigen Sie diese
Bedienungsanleitung/ Sicherheitshinweise bitte mit
aus. Wir übernehmen keine Haftung für Unfälle oder
Schäden, die durch Nichtbeachten dieser Anleitung
und der Sicherheitshinweise entstehen.
1. Sicherheitshinweise
Die entsprechenden Sicherheitshinweise finden Sie
im beiliegenden Heftchen!
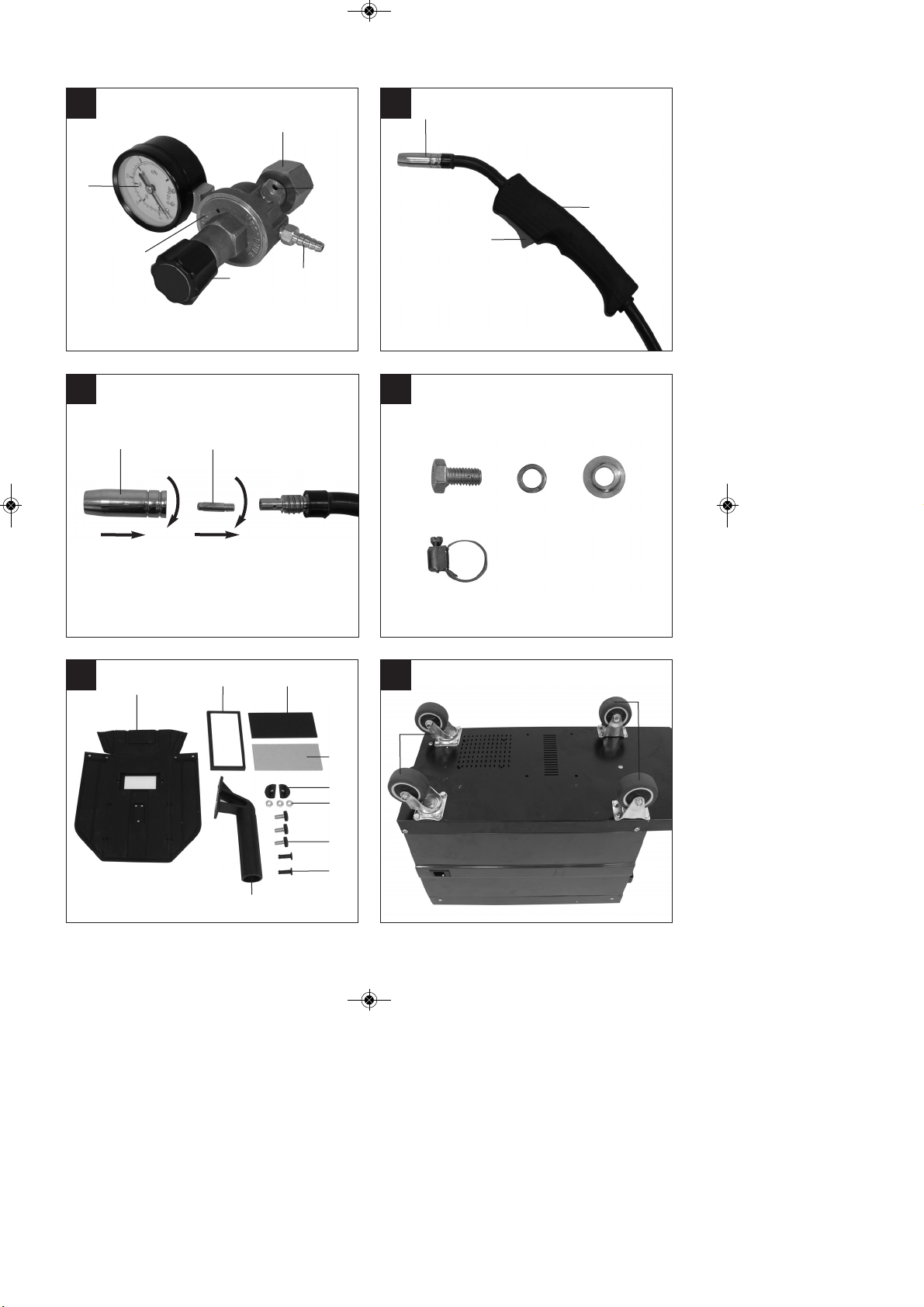
2. Gerätebeschreibung und
Lieferumfang (Bild 1-8)
1. Handgriff
2. Betriebsanzeige
3 Kontrollleuchte Thermowächter
4. Gehäuseabdeckung
5. Gasflaschen-Abstellfläche
6. Laufrollen
7. Ein-/Aus-/Schweißstrom-Schalter
8. Lenkrollen
9. Netzstecker
10. Masseklemme
11. Schlauchpaket
12. Gasdüse
13. Brenner
14. Schweißdraht-Geschwindigkeitsregler
15. Kettenhaken
16. Gaszuführungsanschluss
17. Schweißschirm
18. Schutzgasschlauch
19. Druckminderer
20. Manometer
21. Verschraubung
22. Sicherheitsventil
23. Anschluss Schutzgasschlauch
24. Drehknopf
25. Brennerschalter
26. 2 x Kontaktrohr
27. Griff für Gehäuseabdeckung
28. Sicherungskette
2.1 Montagematerial
a. 16 x Schraube für Lauf- /Lenkrollen
b. 16 x Sprengring für Lauf- /Lenkrollen
c. 16 x Unterlegscheibe für Lauf- /Lenkrollen
d. 2 x Schlauchklemme
k. 1 x Rahmen Schutzglas
l. 1 x Schweißglas
m. 1 x Transparentes Schutzglas
n. 2 x Haltebuchsen Schutzglas
o. 3 x Mutter für Haltegriff
p. 3 x Schrauben für Haltegriff
q. 2 x Haltestift Schutzglas
r. 1 x Handgriff
s. 1 x Schweißschirm-Rahmen
3. Bestimmungsgemäße Verwendung
Das Schutzgasschweißgerät ist ausschließlich zum
Schweißen von Stählen im MAG (Metall-Aktiv-Gas)Verfahren unter Verwendung der entsprechenden
Schweißdrähte und Gase geeignet.
Die Maschine darf nur nach ihrer Bestimmung
verwendet werden. Jede weitere darüber
hinausgehende Verwendung ist nicht
bestimmungsgemäß. Für daraus hervorgerufene
Schäden oder Verletzungen aller Art haftet der
Benutzer/Bediener und nicht der Hersteller.
Wichtiger Hinweis zum Stromanschluss
Das Gerät unterfällt der Klasse A der Norm EN
60974-10, d. h. es ist nicht für den Gebrauch in
Wohnbereichen, in denen die Stromversorgung über
ein öffentliches Niederspannungs-Versorgungssystem erfolgt, vorgesehen, weil es dort bei ungünstigen Netzverhältnissen Störungen verursachen kann.
Wenn Sie das Gerät in Wohnbereichen, in denen die
Stromversorgung über ein öffentliches
Niederspannungs-Versorgungssystem erfolgt,
einsetzen möchten, ist der Einsatz eines elektromagnetischen Filters notwendig, welcher die elektromagnetischen Störungen so weit reduziert, dass sie
für den Benutzer nicht mehr als störend empfunden
werden.
In Industriegebieten oder anderen Bereichen, in
denen die Stromversorgung nicht über ein öffentliches Niederspannungs-Versorgungssystem erfolgt,
kann das Gerät ohne den Einsatz eines solchen
Filters verwendet werden.
Allgemeine Sicherheitsmaßnahmen
Der Benutzer ist verantwortlich, das Gerät gemäß den
Angaben des Herstellers fachgerecht zu installieren
und zu nutzen. Soweit elektromagnetische Störungen
D
10
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 10
Page 11
festgestellt werden sollten, liegt es in der
Verantwortung des Benutzers, diese mit den oben
unter dem Punkt „Wichtiger Hinweis zum Stromanschluss“ genannten technischen Hilfsmitteln zu beseitigen.
Emissionsreduzierung
Hauptstromversorgung
Das Schweißgerät muss gemäß den Angaben des
Herstellers an der Hauptstromversorgung angeschlossen werden. Wenn Störungen auftreten, kann
es notwendig sein, zusätzliche Vorkehrungen einzurichten, z. B. das Anbringen eines Filters an der
Hauptstromversorgung (siehe oben unter dem Punkt
„Wichtiger Hinweis zum Stromanschluss“). Die
Schweißkabel sollten so kurz wie möglich gehalten
werden.
Herzschrittmacher
Personen, die ein elektronisches Lebenserhaltungsgerät (wie z.B. Herzschrittmacher etc.) tragen, sollten
Ihren Arzt befragen, bevor sie sich in die Nähe von
Lichtbogen-, Schneid-, Ausbrenn- oder Punktschweißanlagen begeben, um sicherzustellen, dass
die magnetischen Felder in Verbindung mit den
hohen elektrischen Strömen ihre Geräte nicht beeinflussen.
Die Gewährleistungszeit beträgt 12 Monate bei gewerblicher Nutzung, 24 Monate für Verbraucher und
beginnt mit dem Zeitpunkt des Kaufs des Gerätes.
4. Technische Daten
Netzanschluss: 230 V ~ 50 Hz
Schweißstrom: 25-135 A (max. 170 A)
Einschaltdauer X%: 10 20 30 60 100
Schweißstrom I2(A): 135 100 77 54 42 25
Nennleerlaufspannung U0: 40 V
Schweißdrahttrommel max.: 5 kg
Schweißdrahtdurchmesser: 0,6/0,8 mm
Absicherung: 16 A
Gewicht: 32,3 kg
Die Schweißzeiten gelten bei einer Umgebungstemperatur von 40°C.
5. Vor Inbetriebnahme
5.1 Montage (Abb. 5-21)
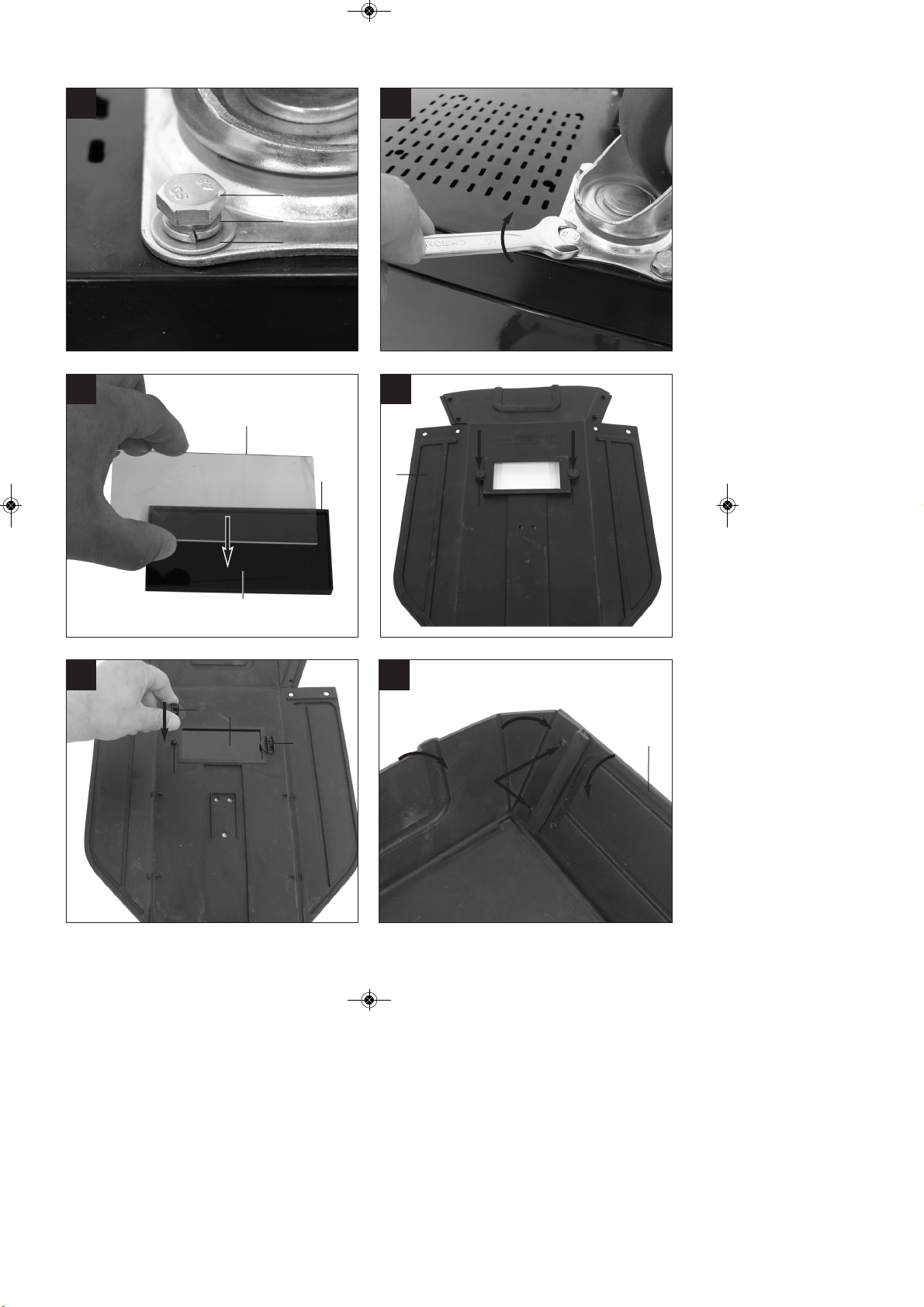
5.1.1 Montage der Lauf- und Lenkrollen (6/8)
Laufrollen (6) und Lenkrollen (8) wie in den
Abbildungen 7, 9, 10, 11 dargestellt, montieren.
5.1.2 Montage des Schweißschirmes (17)
Schweißglas (l) und darüber transparentes
Schutzglas (m) in Rahmen für Schutzglas (k)
legen (Abb. 12).
Haltestifte Schutzglas (q) außen in Bohrungen im
Schweißschirm Rahmen (s) drücken. (Abb. 13)
Rahmen für Schutzglas (k) mit Schweißglas (l)
und transparentem Schutzglas (m) von innen in
die Aussparung im Schweißschirm-Rahmen (s)
legen, Haltebuchsen Schutzglas (n) auf
Haltestifte Schutzglas (q) drücken, bis diese
einrasten, um den Rahmen für Schutzglas (k) zu
sichern. Das transparente Schutzglas (m) muss
auf der Außenseite liegen. (Abb. 14)
Oberkante von Schweißschirm-Rahmen (s) nach
innen biegen (Abb. 15/1.) und Ecken der
Oberkante einknicken (Abb. 15/2.). Nun
Außenseiten des Schweißschirm-Rahmens (s)
nach innen biegen (Abb. 15/3.) und diese durch
festes Zusammendrücken der Oberkantenecken
und Außenseiten verbinden. Pro Seite müssen
beim Einrasten der Haltestifte 2 deutliche
Klickgeräusche wahrnehmbar sein (Abb. 15/4.)
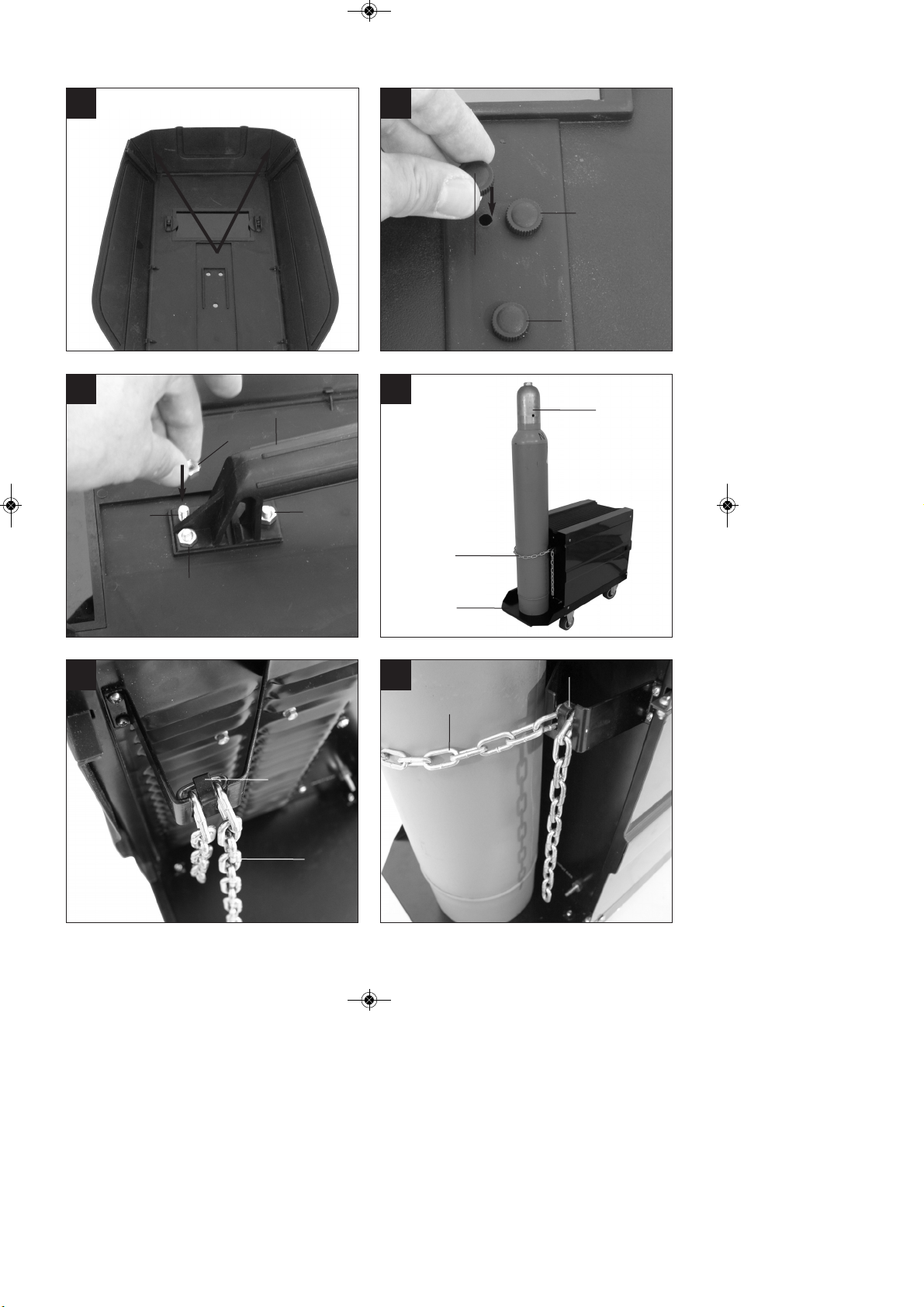
Sind beide oberen Ecken des Schweißschirms,
wie in Abbildung 16 dargestellt, verbunden,
Schrauben für Haltegriff (p) von außen durch die
3 Löcher im Schweißschirm stecken. (Abb. 17)
Schweißschirm umdrehen und Handgriff (r) über
die Gewinde der 3 Schrauben für Haltegriff (p)
führen. Handgriff (r) mit den 3 Muttern für
Haltegriff (o) am Schweißschirm festschrauben.
(Abb. 18).
5.2 Gasanschluss (Abb. 4-6, 19-25)
5.2.1 Gasarten
Beim Schweißen mit durchgehendem Draht ist
Gasschutz notwendig, die Zusammensetzung des
Schutzgases ist vom gewählten Schweißverfahren
abhängig:
D
11
Schutzgas CO2 Argon/CO2
Zu schweißendes Metall
Unlegierter Stahl X X
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 11
Page 12
5.2.2 Gasflasche auf dem Gerät montieren
(Abb. 19-25)
Gasflasche ist nicht im Lieferumfang enthalten!
Montieren Sie die Gasflasche wie in den
Abbildungen 19 - 21 dargestellt. Achten Sie auf
festen Sitz der Sicherungskette (28) und darauf,
dass das Schweißgerät kippsicher steht.
Achtung! Auf der Gasflaschen-Abstellfläche (Abb.
19/5) dürfen nur Gasflaschen bis maximal 20 Liter
montiert werden. Bei Verwendung größerer
Gasflaschen besteht Kippgefahr, diese dürfen daher
nur neben dem Gerät aufgestellt werden. Ist dies der
Fall muss die Gasflasche ausreichend gegen
Umkippen geschützt werden!
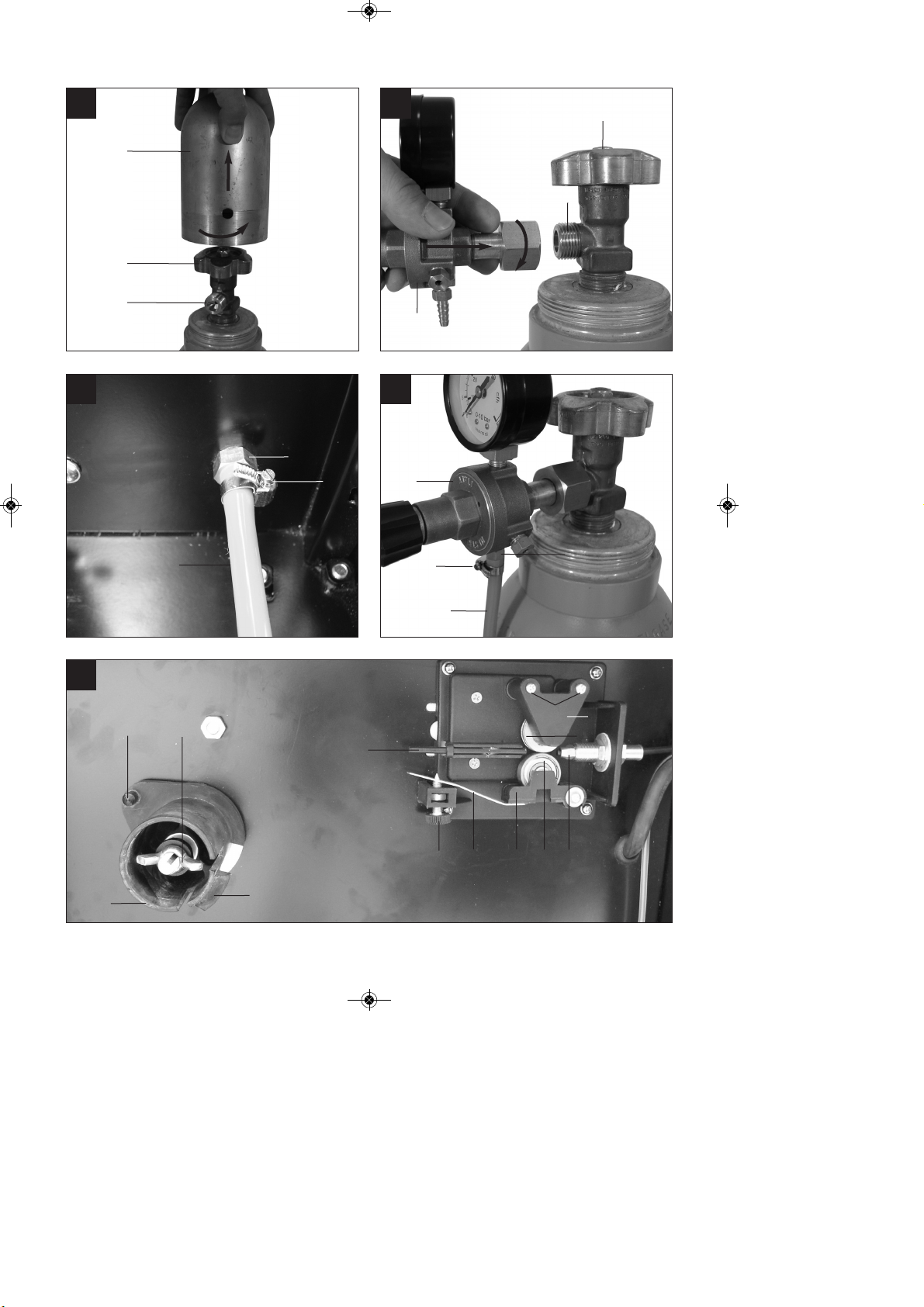
5.2.3 Anschluss der Gasflasche
Nach dem Abnehmen der Schutzkappe (Abb. 22/A)
Flaschenventil (Abb. 22/B) in vom Körper
abgewandter Richtung kurz öffnen.
Anschlussgewinde (Abb. 22/C) gegebenenfalls mit
einem trockenen Lappen, ohne Zuhilfenahme
irgendwelcher Reinigungsmittel, von
Verschmutzungen reinigen. Kontrollieren ob
Dichtung am Druckminderer (19) vorhanden und in
einwandfreiem Zustand ist. Druckminderer (19) im
Uhrzeigersinn auf das Anschlussgewinde (Abb.
23/C) der Gasflasche schrauben (Abb. 23). Die
beiden Schlauchschellen (d) über den
Schutzgasschlauch (18) führen. Schutzgasschlauch
(18) auf Anschluss Schutzgasschlauch (23) am
Druckminderer (19) und Gaszuführungsanschluss
(16) am Schweißgerät stecken und an beiden
Anschlussstellen mit den Schlauchschellen (d)
sichern. (Abb. 24 - 25)
Achtung! Achten Sie auf Dichtheit sämtlicher
Gasanschlüsse und Verbindungen! Kontrollieren Sie
die Anschlüsse und Verbindungsstellen mit
Leckspray oder Seifenwasser.
5.2.4 Erklärung des Druckminderers (Abb. 4/19)
Am Drehknopf (24) kann die Gasdurchflussmenge
eingestellt werden. Die eingestellte
Gasdurchflussmenge kann am Manometer (20) in
Litern pro Minute (l/min) abgelesen werden. Das Gas
tritt am Anschluss Schutzgasschlauch (23) aus und
wird über den Schutzgasschlauch (Abb. 3/18) zum
Schweißgerät weiterbefördert. (siehe 5.2.3)
Achtung! Verfahren Sie zum Einstellen der
Gasdurchflussmenge immer wie unter Punkt 6.1.3
beschrieben.
Der Druckminderer wird mit Hilfe der Verschraubung
(21) an der Gasflasche montiert (siehe 5.2.3).
Achtung! Eingriffe und Reparaturen am
Druckminderer dürfen nur von Fachpersonal
ausgeführt werden. Senden Sie defekte
Druckminderer gegebenenfalls an die
Serviceadresse.
5.3 Netzanschluss
Überzeugen Sie sich vor dem Anschließen, dass
die Daten auf dem Typenschild mit den
Netzdaten übereinstimmen.
Das Gerät darf nur an ordnungsgemäß
geerdeten und abgesicherten
Schutzkontaktsteckdosen betrieben werden.
5.4 Montage der Drahtspule (Abb. 1, 5, 6, 26-34)
Drahtspule ist nicht im Lieferumfang enthalten!
5.4.1 Drahtarten
Je nach Anwendungsfall werden verschiedene
Schweißdrähte benötigt. Das Schweißgerät kann mit
Schweißdrähten mit einem Durchmesser von 0,6 und
0,8mm verwendet werden. Die entsprechende
Vorschubrolle und Kontaktrohre liegen dem Gerät
bei. Vorschubrolle, Kontaktrohr und Drahtquerschnitt
müssen immer zusammen passen.
5.4.2 Drahtspulenkapazität
In dem Gerät können Drahtspulen bis maximal 5kg
montiert werden.
5.4.3 Einsetzen der Drahtspule
Gehäuseabdeckung (Abb. 2/4) öffnen, dazu Griff
für Gehäuseabdeckung (Abb. 2/27) nach hinten
schieben und Gehäuseabdeckung (Abb. 2/4)
aufklappen.
Kontrollieren dass sich die Wicklungen auf der
Spule nicht überlagern, um ein gleichmäßiges
Abwickeln des Drahtes zu gewährleisten.
Beschreibung der Drahtführungseinheit
(Abb. 26-37)
A Spulenarretierung
B Spulenhalter
C Mitnehmerstift
D Justierschraube für Rollenbremse
E Schrauben für Vorschubrollenhalter
F Vorschubrollenhalter
G Vorschubrolle
H Schlauchpaketaufnahme
I Druckrolle
J Druckrollenhalter
K Druckrollenfeder
L Justierschraube für Gegendruck
M Führungsrohr
N Drahtspule
O Mitnahmeöffnung der Drahtspule
D
12
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 12
Page 13
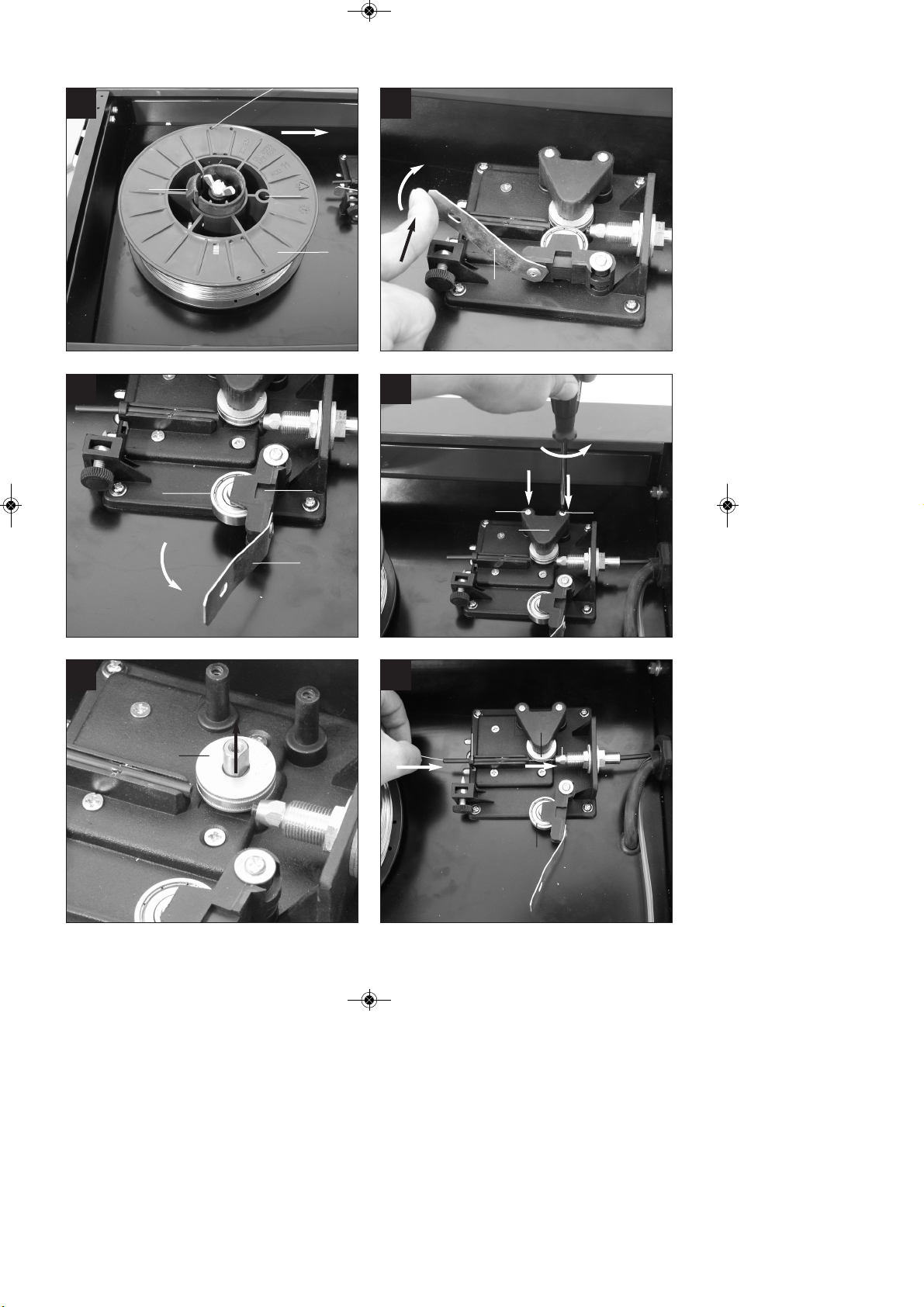
Einsetzen der Drahtspule (Abb. 26,27)
Drahtspule (N) auf Spulenhalter (B) legen. Darauf
achten, dass das Ende des Schweißdrahtes auf der
Seite der Drahtführung abgewickelt wird, siehe Pfeil.
Beachten, dass die Spulenarretierung (A)
eingedrückt wird und der Mitnehmerstift (C) in der
Mitnahmeöffnung der Drahtspule (O) sitzt. Die
Spulenarretierung (A) muss wieder über der
Drahtspule (N) einrasten. (Abb. 27)
Einführen des Schweißdrahtes und justieren der
Drahtführung (Abb. 28-34)
Druckrollenfeder (K) nach oben drücken und
nach vorne schwenken (Abb. 28).
Druckrollenhalter (J) mit Druckrolle (I) und
Druckrollenfeder (K) nach unten klappen (Abb.
29)
Schrauben für Vorschubrollenhalter (E) lösen
und Vorschubrollenhalter (F) nach oben
abziehen (Abb. 30).
Vorschubrolle (G) überprüfen. Auf der oberen
Seite der Vorschubrolle (G) muss die
entsprechende Drahtstärke angegeben sein. Die
Vorschubrolle (G) ist mit 2 Führungsnuten
ausgestattet. Vorschubrolle (G) gegebenenfalls
umdrehen oder austauschen. (Abb. 31)
Vorschubrollenhalter (F) wieder aufsetzen und
festschrauben.
Gasdüse (Abb. 5/12) unter Rechtsdrehung vom
Brenner (Abb. 5/13) abziehen, Kontaktrohr (Abb.
6/26) abschrauben (Abb. 5 - 6). Schlauchpaket
(Abb. 1/11) möglichst gerade vom Schweißgerät
wegführend auf den Boden legen.
Die ersten 10 cm des Schweißdrahtes so
abschneiden, dass ein gerader Schnitt ohne
Vorsprünge, Verzug und Verschmutzungen
entsteht. Ende des Schweißdrahtes entgraten.
Schweißdraht durch das Führungsrohr (M),
zwischen Druck- und Vorschubrolle (G/I)
hindurch in die Schlauchpaketaufnahme (H)
schieben. (Abb. 32) Schweißdraht vorsichtig von
Hand so weit in das Schlauchpaket schieben bis
er am Brenner (Abb. 5/13) um ca. 1 cm
herausragt.
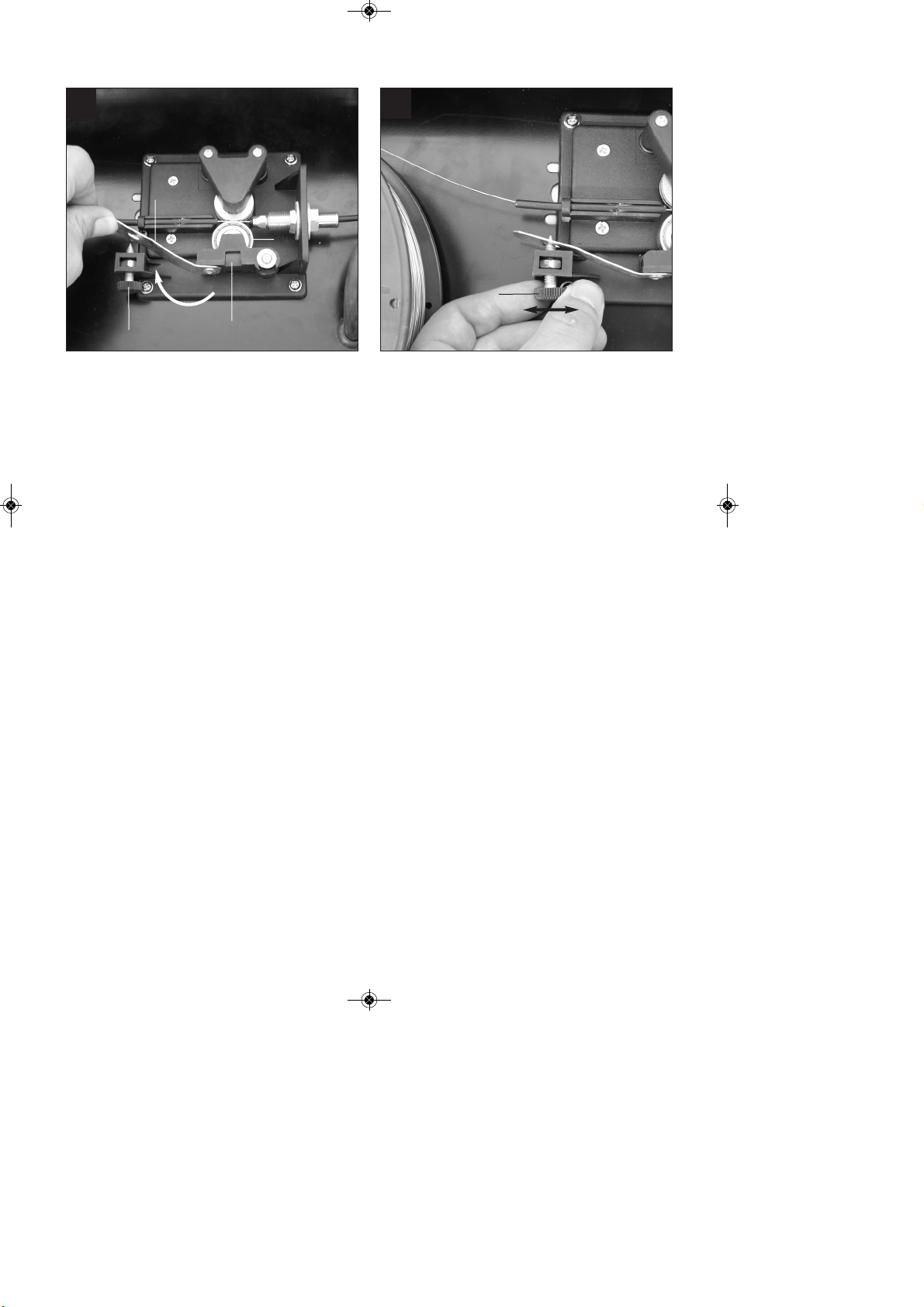
Justierschraube für Gegendruck (L) um einige
Umdrehungen lösen. (Abb. 34)
Druckrollenhalter (J) mit Druckrolle (I) und
Druckrollenfeder (K) wieder nach oben klappen
und Druckrollenfeder (K) wieder an
Justierschraube für Gegendruck (L) einhängen
(Abb. 33)
Justierschraube für Gegendruck (L) nun so
einstellen, dass der Schweißdraht fest zwischen
Druckrolle (I) und Vorschubrolle (G) sitzt ohne
gequetscht zu werden. (Abb. 34)
Passendes Kontaktrohr (Abb. 6/26) für den
verwendeten Schweißdrahtdurchmesser auf den
Brenner (Abb. 5/13) schrauben und Gasdüse
(Abb. 5/12) unter Rechtsdrehung aufstecken.
Justierschraube für Rollenbremse (D) so
einstellen, dass sich der Draht noch immer
führen lässt und die Rolle nach Abbremsen der
Drahtführung automatisch stoppt.
6. Bedienung
6.1 Einstellung
Da die Einstellung des Schweißgeräts je nach
Anwendungsfall unterschiedlich erfolgt, empfehlen
wir, die Einstellungen anhand einer
Probeschweißung vorzunehmen.
6.1.1 Einstellen des Schweißstromes
Der Schweißstrom kann in 6 Stufen am Ein-/Aus/Schweißstrom-Schalter (Abb. 1/7) eingestellt
werden. Der erforderliche Schweißstrom ist abhängig
von der Materialstärke, der gewünschten
Einbrenntiefe und dem verwendeten
Schweißdrahtdurchmesser.
6.1.2 Einstellen der DrahtvorschubGeschwindigkeit
Die Drahtvorschub-Geschwindigkeit wird automatisch
an die verwendete Stromeinstellung angepasst. Eine
Feineinstellung der Drahtvorschub-Geschwindigkeit
kann stufenlos am SchweißdrahtGeschwindigkeitsregler (Abb. 1/14) vorgenommen
werden. Es ist empfehlenswert bei der Einstellung in
Stufe 5 zu beginnen, welche einen Mittelwert
darstellt, und gegebenenfalls nachzuregeln. Die
erforderliche Drahtmenge ist abhängig von der
Materialdicke, der Einbrenntiefe, dem verwendeten
Schweißdrahtdurchmesser, und auch von der Größe
zu überbrückender Abstände der zu
verschweißenden Werkstücke.
6.1.3 Einstellen der Gasdurchflussmenge
Die Gasdurchflussmenge kann stufenlos am
Druckminderer (Abb.4/19) eingestellt werden. Sie
wird am Manometer (Abb. 4/20) in Liter pro Minute
(l/min) angegeben. Empfohlene Gasdurchflussmenge
in zugluftfreien Räumen: 5 – 15 l/min.
Zum Einstellen der Gasdurchflussmenge zuerst
Druckrollenfeder (Abb. 26/K) der DrahtvorschubEinheit lösen, um unnötigen Drahtverschleiß zu
vermeiden (siehe 5.4.3). Netzanschluss herstellen
(siehe Punkt 5.3), Ein-/Aus-/Schweißstrom-Schalter
(Abb.1/7) auf Stufe 1 stellen und Brennerschalter
(Abb. 5/25) betätigen, um Gasdurchfluss
freizugeben. Nun am Druckminderer (Abb. 4/19)
gewünschte Gasdurchflussmenge einstellen.
Linksdrehung des Drehknopfes (Abb. 4/24):
geringere Durchflussmenge
D
13
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 13
Page 14
D
14
Rechtsdrehung des Drehknopfes (Abb. 4/24): höhere
Gasdurchflussmenge
Druckrollenfeder (Abb. 26/K) der DrahtvorschubEinheit wieder festklemmen.
6.2 Elektrischer Anschluss
6.2.1 Netzanschluss
Siehe Punkt 5.3
6.2.2 Anschluss der Masseklemme (Abb. 1/10)
Masseklemme (10) des Gerätes möglichst in
unmittelbarer Nähe der Schweißstelle anklemmen.
Auf metallisch blanken Übergang an der
Kontaktstelle achten.
6.3 Schweißen
Sind alle elektrischen Anschlüsse für
Stromversorgung und Schweißstromkreis sowie der
Schutzgasanschluss vorgenommen, kann
folgendermaßen verfahren werden:
Die zu schweißenden Werkstücke müssen im
Bereich der Schweißung frei von Farbe, metallischen
Überzügen, Schmutz, Rost, Fett und Feuchtigkeit
sein.
Stellen Sie Schweißstrom, Drahtvorschub und
Gasdurchflussmenge (siehe 6.1.1 – 6.1.3)
entsprechend ein.
Halten Sie den Schweißschirm (Abb. 3/17) vor das
Gesicht, und führen Sie die Gasdüse an die Stelle
des Werkstücks, an der geschweißt werden soll.
Betätigen Sie nun den Brennerschalter (Abb. 5/25).
Brennt der Lichtbogen, fördert das Gerät Draht in
das Schweißbad. Ist die Schweißlinse groß genug,
wird der Brenner langsam an der gewünschten
Kante entlang geführt. Gegebenenfalls leicht
pendeln, um das Schweißbad etwas zu vergrößern.
Die ideale Einstellung von Schweißstrom,
Drahtvorschub-Geschwindigkeit und
Gasdurchflussmenge anhand einer
Probeschweißung ermitteln. Im Idealfall ist ein
gleichmäßiges Schweißgeräusch zu hören. Die
Einbrenntiefe sollte möglichst tief sein, das
Schweißbad jedoch nicht durch das Werkstück
hindurch fallen.
6.4 Schutzeinrichtungen
6.4.1 Thermowächter
Das Schweißgerät ist mit einem Überhitzungsschutz
ausgestattet, welcher den Schweißtrafo vor
Überhitzung schützt. Sollte der Überhitzungsschutz
ansprechen, so leuchtet die Kontrolllampe (3) an
Ihrem Gerät. Lassen Sie das Schweißgerät einige
Zeit abkühlen.
7. Reinigung, Wartung und
Ersatzteilbestellung
Ziehen Sie vor allen Reinigungsarbeiten den
Netzstecker.
7.1 Reinigung
Halten Sie Schutzvorrichtungen, Luftschlitze und
Motorengehäuse so staub- und schmutzfrei wie
möglich. Reiben Sie das Gerät mit einem
sauberen Tuch ab oder blasen Sie es mit
Druckluft bei niedrigem Druck aus.
Wir empfehlen, dass Sie das Gerät direkt nach
jeder Benutzung reinigen.
Reinigen Sie das Gerät regelmäßig mit einem
feuchten Tuch und etwas Schmierseife.
Verwenden Sie keine Reinigungs- oder
Lösungsmittel; diese könnten die Kunststoffteile
des Gerätes angreifen. Achten Sie darauf, dass
kein Wasser in das Geräteinnere gelangen kann.
7.2 Wartung
Im Geräteinneren befinden sich keine weiteren zu
wartenden Teile.
7.3 Ersatzteilbestellung:
Bei der Ersatzteilbestellung sollten folgende
Angaben gemacht werden;
Typ des Gerätes
Artikelnummer des Gerätes
Ident-Nummer des Gerätes
Ersatzteilnummer des erforderlichen Ersatzteils
Aktuelle Preise und Infos finden Sie unter
www.isc-gmbh.info
8. Entsorgung und Wiederverwertung
Das Gerät befindet sich in einer Verpackung um
Transportschäden zu verhindern. Diese Verpackung
ist Rohstoff und ist somit wieder verwendbar oder
kann dem Rohstoffkreislauf zurückgeführt werden.
Das Gerät und dessen Zubehör bestehen aus verschiedenen Materialien, wie z.B. Metall und Kunststoffe. Führen Sie defekte Bauteile der Sondermüllentsorgung zu. Fragen Sie im Fachgeschäft oder in
der Gemeindeverwaltung nach!
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 14
Page 15
Fehler Ursache Abhilfe
Vorschubrolle dreht nicht Netzspannung fehlt
Regler Drahtvorschub auf 0
Anschluss überprüfen
Einstellung überprüfen
Vorschubrolle dreht, jedoch keine
Drahtzuführung
Schlechter Rollendruck
(siehe 5.4.3)
Rollenbremse zu fest eingestellt
(siehe 5.4.3)
Verschmutzte / beschädigte
Vorschubrolle (siehe 5.4.3)
Beschädigtes Schlauchpaket
Kontaktrohr falsche Größe /
verschmutzt / verschlissen
(siehe 5.4.3)
Schweißdraht an
Gasdüse/Kontaktrohr festgeschweißt
Einstellung überprüfen
Einstellung überprüfen
Reinigen bzw. austauschen
Mantel der Drahtführung
überprüfen
Reinigen / austauschen
lösen
Gerät funktioniert nach längerem
Betrieb nicht mehr, Kontrollleuchte
Thermowächter (3) leuchtet
Gerät hat sich durch zu lange
Anwendung bzw. Nichteinhaltung
der Rücksetzzeit überhitzt
Gerät mindestens 20-30 Minuten
abkühlen lassen
Sehr schlechte Schweißnaht Falsche Strom-/Vorschub-
einstellung
(siehe 6.1.1/6.1.2)
Kein / zu wenig Gas (siehe 6.1.3)
Einstellung überprüfen
Einstellung überprüfen bzw.
Fülldruck der Gasflasche
kontrollieren
9. Störungssuche
D
15
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 15
Page 16
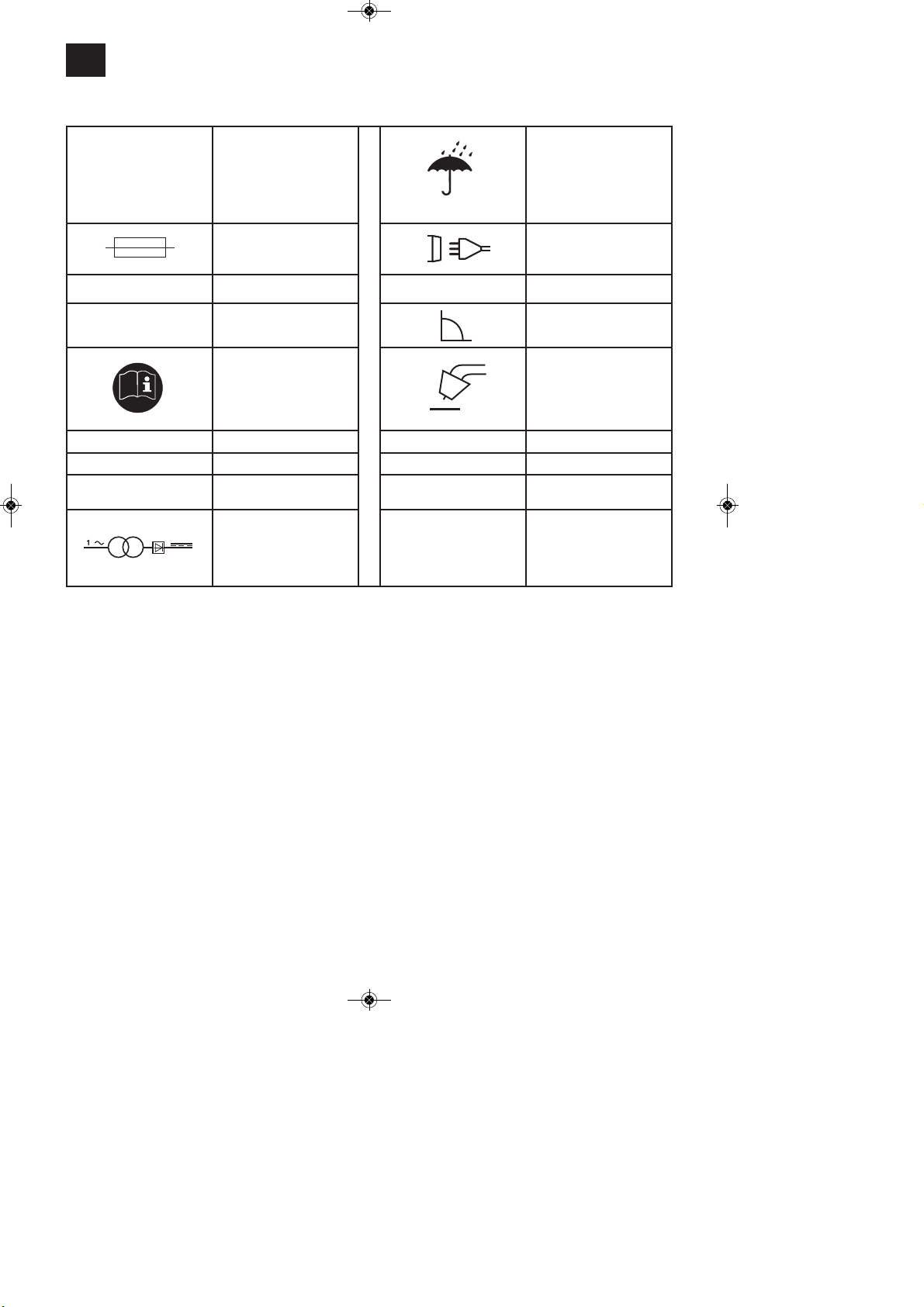
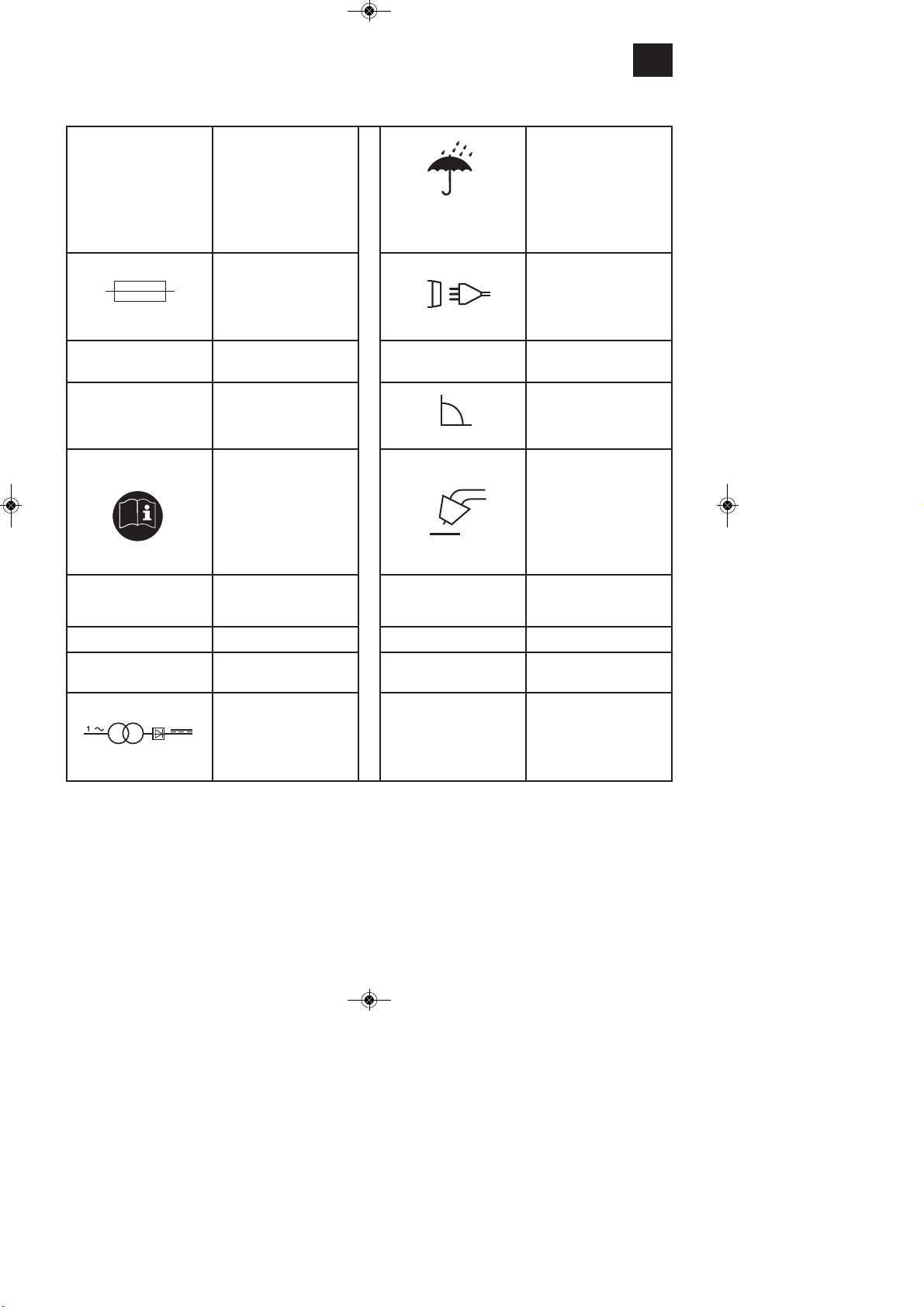
10. Erklärung der Symbole
EN 60974-1 Europäische Norm für
Lichtbogenschweißeinrichtungen und
Schweißstromquellen
mit beschränkter Einschaltdauer
Lagern oder verwenden
Sie das Gerät nicht in
feuchter oder nasser
Umgebung oder im
Regen
Sicherung mit Nennwert
in Ampere im
Netzanschluss
1 Phasen Netzanschluss
U
1
Netzspannung 50 Hz Netzfrequenz
I1max höchster Netzstrom
Bemessungswert
Symbol für fallende
Kennlinie
Vor Gebrauch des
Schweißgerätes die
Bedienungsanleitung
sorgfältig lesen und
beachten
Metall-Inert- und
Aktivgas-Schweißen
einschließlich der
Verwendung von
Fülldraht
U
0
Nennleerlaufspannung IP 21 Schutzart
I
2
Schweißstrom H Isolationsklasse
Ø mm Schweißdrahtdurch-
messer
X Einschaltdauer
Einphasiger
Transformator mit
Gleichrichter
D
16
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 16
Page 17
Spis treści:
1. Wskazówki bezpieczeństwa
2. Opis urządzenia i zakres dostawy
3. Użycie zgodne z przeznaczeniem
4. Dane techniczne
5. Przed uruchomieniem
6. Obsługa
7. Czyszczenie, konserwacja i zamawianie części zamiennych
8. Usuwanie odpadów i recycling
9. Wyszukiwanie usterek
10. Objaśnienie symboli
PL
17
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 17
Page 18
PL
18
Uwaga!
Podczas użytkowania urządzenia należy przestrzegać
wskazówek bezpieczeństwa w celu uniknięcia
zranień i uszkodzeń. Z tego względu proszę
dokładnie zapoznać się z instrukcją obsługi/
wskazówkami bezpieczeństwa. Proszę zachować
instrukcję i wskazówki, aby można było w każdym
momencie do nich wrócić. W razie przekazania
urządzenia innej osobie, proszę wręczyć jej również
instrukcję obsługi/ wskazówki bezpieczeństwa. Nie
odpowiadamy za wypadki i uszkodzenia zaistniałe w
wyniku nieprzestrzegania niniejszej instrukcji i
wskazówek bezpieczeństwa.
1. Wskazówki bezpieczeństwa
Właściwe wskazówki bezpieczeństwa znajdują się w
załączonym zeszycie!
2. Opis urządzenia i zakres dostawy
(rys. 1-8)
1. Uchwyt
2. Wskaźnik włączenia
3 Lampka kontrolna wyłącznika ciepła
4. Pokrywa obudowy
5. Butle gazowe – powierzchnia odstawienia
6. Rolki
7. Włącznik / Wyłącznik prądu spawania
8. Rolki kierujące
9. Wtyczka
10. Klema masy
11. Przewód
12. Dysza gazowa
13. Palnik
14. Drut spawalniczy – regulator prędkości
15. Haki na łańcuchy
16. Podłączenie doprowadzenia gazu
17. Maska spawalnicza
18. Wąż gazu obojętnego
19. Reduktor ciśnienia
20. Manometr
21. Złącze śrubowe
22. Zawór bezpieczeństwa
23. Podłączenie węża gazu obojętnego
24. Przycisk obrotowy
25. Przełącznik palnika
26. 2 x rura stykowa
27. Uchwyt pokrywy obudowy
28. Łańcuch zabezpieczający
2.1 Materiał do montażu
a. 16 x śrub do rolek bieżnych
b. 16 x pierścieni osadczych do rolek bieżnych
c. 16 x podkładek do rolek bieżnych
d. 2 x zaciskacz do węża
k. 1 x ramy gazu obojętnego
l. 1 x szkło spawalnicze
m. 1 x transparentne szkło spawalnicze
n. 2 x tuleja trzymająca gaz obojętny
o. 3 x nakrętka uchwytu
o. 3 x śruby do uchwytu
q. 2 x trzpień trzymający gaz obojętny
r. 1 x uchwyt
s. 1 x ramy maski spawalniczej
3. Użycie zgodne z przeznaczeniem
Spawarka do spawania w atmosferze gazów
ochronnych przeznaczona jest wyłącznie do
spawania MAG (matal–aktiv-gas) stali przy użyciu
odpowiednich drutów spawalniczych i gazów.
Urządzenie używać tylko zgodnie z jego
przeznaczeniem. Każde użycie, odbiegające od
opisanego w niniejszej instrukcji jest niezgodne z
przeznaczeniem urządzenia. Za powstałe w wyniku
niewłaściwego użytkowania szkody lub zranienia
odpowiedzialność ponosi użytkownik/ właściciel, a
nie producent.
Ważna wskazówka na temat podłączenia do
zasilania energią elektryczną
Urządzenie podlega klasie A normy EN 60974-10,
tzn. nie nadaje się do użytku w obszarach
mieszkalnych, w których zasilanie energią elektryczną
następuje z publicznej sieci elektroenergetycznej
niskiego napięcia, ponieważ w przypadku zaistnienia
niekorzystnych warunków w sieci urządzenie może
spowodować powstawanie zakłóceń. Jeżeli chcą
Państwo pracować z urządzeniem na terenie
mieszkalnym, zasilanym energią elektryczną z
publicznej sieci elektroenergetycznej niskiego
napięcia, konieczne jest zastosowanie filtra
elektromagnetycznego, który ograniczy na tyle
powstawanie zakłóceń elektromagnetycznych, że nie
będą one powodować utrudnień dla innych
użytkowników.
W obiektach przemysłowych oraz w innych
obszarach, w których zasilanie energią elektryczną
nie następuje z publicznej sieci elektroenergetycznej
niskiego napięcia, urządzenie może być stosowane
bez użycia dodatkowego filtra.
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 18
Page 19
PL
19
Ogólne środki bezpieczeństwa
Użytkownik odpowiada za prawidłowe, zgodne z
zaleceniami producenta zainstalowanie i użytkowanie
urządzenia. W przypadku stwierdzenia zakłóceń
elektromagnetycznych użytkownik urządzenia
odpowiada za ich usunięcie zgodnie z
zamieszczonym wyżej punktem „Ważna wskazówka
na temat podłączenia do zasilania energią
elektryczną“.
Redukcja emisji
Zasilanie z głównej sieć elektroenergetycznej
Spawarkę należy podłączyć zgodnie z instrukcją
producenta do sieci zasilania energią elektryczną. W
przypadku wystąpienia zakłóceń może zaistnieć
konieczność podjęcia dodatkowych kroków, np.
zainstalowania filtra obniżającego powstawanie
zakłóceń na sieci zasilającej (patrz punkt „Ważna
wskazówka na temat podłączenia do zasilania
energią elektryczną“). Przewody spawalnicze powinny
być jak najkrótsze.
Stymulator serca (rozrusznik)
Osoby, u których stosuje się elektroniczne urządzenia
podtrzymujące życie (np. stymulator serca, czyli tzw.
„rozrusznik“, itp.), zanim znajdą się w pobliżu maszyn
do spawania łukowego, zgrzewania punktowego,
wypalania i cięcia, powinny zasięgnąć konsultacji
lekarskiej czy pola magnetyczne w połączeniu z
wysokimi prądami elektrycznymi nie mają wpływu na
działanie tych urządzeń.
Okres gwarancji wynosi 12 miesiące w przypadku
profesjonalnego i 24 miesiące w przypadku
prywatnego użytku. Bieg okresu gwarancji
rozpoczyna się z dniem zakupu urządzenia.
4. Dane techniczne
Napięcie znamionowe: 230 V ~ 50 Hz
Prąd spawania: 25- 135 A (max. 170 A)
Czas pracy X%: 10 20 30 60 100
Prąd spawania I2[A] 135 100 77 54 42 25
Napięcie znamionowe biegu jałowego U0: 40 V
Bęben na drut spawalniczy max.: 5 kg
Średnica drutu spawalniczego: 0,6/0,8 mm
Bezpiecznik: 16 A
Waga: 32,3 kg
Czasy spawania obowiązują dla temperatury
otoczenia 40 stopni C.
5. Przed uruchomieniem
5.1 Montaż (rys. 5- 21)
5.1.1 Montaż rolek bieżnych i rolek kierujących
(6/8)
Rolki bieżne (6) i rolki kierujące (8) zamontować
zgodnie z rys. 7, 9, 10, 11.
5.1.2 Montaż maski spawalniczej (17)
Szkło spawalnicze (I) i w tym przezroczyste szkło
ochronne (m) położyć w ramach szkła
ochronnego (k) (rys. 12).
Trzpienie trzymające szkło ochronne (q) wcisnąć
na zewnątrz w otwory ram (s) maski spawalniczej.
(Rys. 13)
Aby zabezpieczyć ramy dla szkła ochronnego (k),
należy położyć ramy szkła ochronnego (k) ze
szkłem spawalniczym (I) i przezroczystym
szkłem ochronnym (m) od wewnątrz we
wgłębienie w ramach maski spawalniczej (s), na
trzpieniach trzymających szkło ochronne (q)
wcisnąć tuleje trzymające szkło ochronne (n), do
momentu aż zaskoczą. Przezroczyste szkło
ochronne (m) musi leżeć na stronie zewnętrznej.
(Rys. 14)
Górne krawędzie ram maski spawalniczej (s)
zgiąć do wewnątrz (rys. 15/1) i zgiąć rogi górnych
krawędzi (rys. 15/2). Następnie zgiąć do
wewnątrz zewnętrzne strony ram maski
spawalniczej (s) (rys. 15/3) i połączyć poprzez
mocne dociśnięcie rogów krawędzi górnych i
zewnętrznych stron. Przy zatrzaśnięciu jednej
strony musi być słyszalny podwójny wyraźny
odgłos kliknięcia (rys. 15/4).
Jeśli oba górne rogi maski spawalniczej są
połączone, tak jak przedstawiono na rys. 16,
należy włożyć śruby uchwytu (p) od zewnątrz
przez 3 otwory w masce spawalniczej. (Rys. 17)
Okręcić maskę spawalniczą i przeprowadzić
uchwyt (r) przez gwint 3 śrub uchwytu (p). Na
masce spawalniczej przykręcić uchwyt (r) za
pomocą 3 nakrętek uchwytu (o). (Rys. 18)
5.2 Podłączenie gazu (rys. 4-6, 19-25)
5.2.1 Rodzaje gazu
Przy spawaniu ze zespolonym drutem konieczna jest
osłona gazu, skład gazu obojętnego zależny jest od
wybranego procesu spawania:
Gaz obojętny
CO2 Argon/CO2
Do spawanego metalu
Stal niestopowa
X X
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 19
Page 20
PL
20
5.2.2 Montowanie butli gazowej na urządzeniu
(rys. 19-25)
Urządzenie dostarczane bez butli gazowej!
Zamontować butlę gazową jak przedstawiono na
rysunkach 19 - 21. Uważać na mocne osadzenie
łańcucha zabezpieczającego (28) oraz na to, żeby
spawarka stała zabezpieczona na wypadek
wywrócenia.
Uwaga! Na powierzchni odstawienia butli gazowych
(rys. 19/5) montować tylko butle gazowe do max. 20
L. W przypadku użycia większych butli gazowych
istnieje niebezpieczeństwo wywrócenia, takie butle
stawiać tylko obok urządzenia. W takim wypadku
butla gazowa musi być wystarczająco zabezpieczona
na wypadek wywrócenia!
5.2.3 Podłączenie butli gazowej
Po zdjęciu klapy ochronnej (rys. 22/A) na krótko
otworzyć wentyl butli ( rys. 22/B) w stronę przeciwną
do ciała. Ewentualnie za pomocą suchej szczotki
wyczyścić gwint podłączenia (rys. 22/C) bez użycia
jakichkolwiek środków czyszczących. Kontrolować,
czy na reduktorze ciśnienia (19) jest uszczelka i czy
jej stan jest bez zarzutu. Reduktor ciśnienia (19)
przykręcić w kierunku wskazówek zegara na gwincie
podłączenia (rys. 23/ C) butli gazowej (rys. 23).
Obydwa zaciski do węża (d) poprowadzić przez wąż
gazu obojętnego (18). Wąż gazu obojętnego (18)
włożyć do podłączenia węża gazu obojętnego (23) na
reduktorze ciśnienia (19) i podłączenia prowadzenia
gazu (16) na spawarce i zabezpieczyć oba miejsca
podłączenia zaciskami do węża (d). (Rys. 24-25)
Uwaga! Uważać na szczelność wszystkich podłączeń
gazu i połączeń! Kontrolować podłączenia i miejsca
połączeń za pomocą spray’u na nieszczelności i lub
mydlin.
5.2.4 Objaśnienie reduktora ciśnienia (rys. 4/19)
Na przycisku obrotowym (24) może być ustawiona
ilość przepływowego gazu. Ustawiona ilość
przepływowego gazu może być odczytywana z
manometru (20) w litrach na minutę (l/min). Gaz
wychodzi przez podłączenie węża gazu obojętnego
(23) i jest dostarczany za pomocą węża gazu
obojętnego (rys. 3/18) do spawarki. (patrz 5.2.3)
Uwaga! W celu ustawienia ilości przepływowego gazu
postępować zawsze zgodnie z punktem 6.1.3.
Reduktor ciśnienia podłączyć na butli gazowej za
pomocą łącza śrubowego (21) (patrz 5.2.3).
Uwaga! Ustawienia i naprawy na reduktorze ciśnienia
mogą być przeprowadzane tylko przez specjalistę.
Ewentualnie uszkodzony reduktor ciśnienia wysłać do
autoryzowanego serwisu.
5.3 Podłączenie do sieci
Przed podłączeniem urządzenia należy się
upewnić, że dane na tabliczce znamionowej
urządzenia są zgodne z danymi zasilania.
Urządzenie może zostać podłączone wyłącznie
do uziemionego i zabezpieczonego gniazdka.
5.4 Montaż szpuli z drutem (rys. 1, 5, 6, 26-34)
Urządzenie dostarczane bez szpuli z drutem!
5.4.1 Rodzaje drutów
W zależności od zastosowania potrzebne są różne
druty spawalnicze. Spawarka może być używana z
drutami spawalniczymi o średnicy 0,6 i 0,8 mm.
Odpowiednia rolka przesuwna i rury stykowe
dołączone są do urządzenia. Rolka przesuwna, rura
stykowa i przekrój drutu muszą do siebie zawsze
pasować.
5.4.2 Pojemność szpuli na drut
W urządzeniu mogą być montowane szpule z drutem
do maxymalnie 5 kg.
5.4.3 Zakładanie szpuli z drutem
Otworzyć pokrywę obudowy (rys. 2/4), przy tym
uchwyt pokrywy obudowy (rys. 2/27) przesunąć
do tyłu i podnieść pokrywę obudowy (rys. 2/4).
W celu zapewnienia równomiernego rozwinięcia
drutu kontrolować, czy uzwojenia na szpuli nie
nałożyły się na siebie.
Opis podajnika drutu spawalniczego (rys. 26-27)
A Blokada szpuli
B Uchwyt szpuli
C Kołek zabierakowy
D Śruba regulująca hamulce rolek
E Śruby uchwytu rolek przesuwnych
F Uchwyt rolek przesuwnych
G Rolka przesuwna
H Uchwyt przewodu
I Krążek dociskowy
J Uchwyt krążka dociskowego
K Sprężyna krążka dociskowego
L Śruba regulująca docisk
M Rura prowadząca
N Szpula z drutem
O Otwór zabierakowy szpuli z drutem
Zakładanie szpuli z drutem (rys. 26,27)
Położyć szpulę (N) na uchwyt szpuli (B). Zwracać
uwagę na to, żeby końcówka drutu spawalniczego
była rozwijania na stronie prowadnicy drutu, patrz
strzałki. Uważać, żeby blokada szpuli (A) była
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 20
Page 21
PL
21
wciśnięta i kołek zabierakowy (C) był osadzony w
otworze zabierakowym szpuli z drutem (O). Blokada
szpuli (A) musi ponownie zatrzasnąć się nad szpulą z
drutem (N). (Rys. 27)
Wprowadzenie drutu spawalniczego i ustawienie
prowadnicy drutu(rys. 28-34).
Wcisnąć sprężynę krążka dociskowego (K) do
góry i obrócić do przodu (rys. 28).
Uchwyt krążka zaciskowego (J) z krążkiem
zaciskowym (I) i sprężynę krążka zaciskowego
(K) rozłożyć do dołu (rys. 29).
Poluzować śruby uchwytu rolek przesuwnych (E) i
odkręcić do góry uchwyt rolek przesuwnych (F)
(rys. 30).
Skontrolować rolkę przesuwną (G). Na górnej
stronie rolki przesuwnej (G) musi być podana
odpowiednia grubość drutu. Rolka przesuwna (G)
wyposażona jest w 2 rowki prowadzące. W razie
konieczności okręcić rolkę przesuwną lub
wymienić. (Rys. 31)
Ponownie nałożyć uchwyt rolek przesuwnych (F) i
dokręcić.
Zdjąć dyszę gazową (rys. 5/12) z palnika poprzez
okręcenie w prawą stronę, odkręcić rurę stykową
(rys. 6/26) ( rys. 5-6). Przewód (rys. 1/11) możliwe
prosto wyprowadzony ze spawarki położyć na
ziemi.
Pierwsze 10 cm drutu spawalniczego odciąć tak,
żeby powstało proste cięcie bez wypustów,
skrzywień czy zabrudzeń. Okroić końcówkę drutu
spawalniczego.
Za pomocą rurki prowadzącej (M) wsunąć drut
spawalniczy pomiędzy krążkiem dociskowym i
rolką przesuwną (G/I) w uchwyt (H) przewodu.
(Rys. 32) Drut spawalniczy ostrożnie wsunąć z
ręki tak daleko w przewód, aż będzie wystawał na
palniku (rys. 5/13) o ok. 1 cm.
Poluzować śrubę regulacyjną przeciwciśnienia (L)
o kilka obrotów. (Rys. 34)
Uchwyt krążka dociskowego (J) z krążkiem
dociskowym (I) oraz sprężynę krążka
dociskowego (K) ponownie rozłożyć do góry i
zawiesić sprężynę krążka zaciskowego na śrubie
regulującej docisk (L) (rys. 33).
Tak ustawić śrubę regulacyjną przeciwciśnienia
(L), aby drut spawalniczy był mocno osadzony
pomiędzy krążkiem dociskowym (I) i rolką
przesuwną (G) bez spłaszczania. (Rys. 34)
Pasującą rurę stykową (rys. 6/26) do przekroju
używanego druta przykręcić na palniku (rys.
5/13) i nałożyć dyszę gazową poprzez dokręcenie
w prawą stronę (rys. 5/12).
Tak ustawić śrubę regulacyjną hamulca rolek (D),
żeby drut pozwalał się cały czas prowadzić i rolka
zatrzymywała się automatycznie po zatrzymaniu
prowadnicy drutu.
6. Obsługa
6.1 Ustawienie
Ponieważ ustawienie spawarki jest różne w
zależności od zastosowania , zalecamy
przeprowadzenie ustawień za pomocą spawania
próbnego.
6.1.1 Ustawianie prądu spawania
Prąd spawania może być ustawiany w 6 stopniach na
włączniku/ wyłączniku (rys. 1/7) prądu spawania.
Wymagany prąd spawania jest zależny od grubości
materiału, wymaganej głębokości wypalania oraz od
przekroju użytego drutu spawania.
6.1.2 Ustawianie prędkości przesuwu drutu
Prędkość przesuwu drutu zostaje automatycznie
dopasowana do używanego ustawienia prądu.
Ustawienie precyzyjne prędkości przesuwu drutu
można przeprowadzić bezstopniowo na regulatorze
prędkości przesuwu drutu (rys. 1/ 4). Zaleca się
rozpoczęcie ustawień w 5 stopniach, które
przedstawiają średnią wartość, ewentualnie
doregulować. Niezbędna ilość drutu zależna jest od
grubości materiału, głębokości wypalania, przekroju
użytego drutu spawalniczego oraz od wielkości
omijanych odstępów do spawanego przedmiotu.
6.1.3 Ustawianie ilości gazu przepływowego
Ilość przepływowego gazu może być ustawiona
bezstopniowo na reduktorze ciśnienia (rys. 4/19).
Zostaje podana na manometrze (rys. 4/20) w litrach
na minutę (l/min). Zalecana ilość gazu
przepływowego w nieprzewiewnych
pomieszczeniach: 5-15 l/min
W celu ustawienia ilości gazu przepływowego należy
najpierw poluzować dźwignię napinającą (rys. 26/K)
jednostki przesuwu drutu, aby uniknąć
niepotrzebnego zużycia drutu (patrz 5.4.3). Utworzyć
podłączenie sieci (patrz punkt 5.3), włącznik/
wyłącznik przełącznika prądu spawania (rys. 1/7)
ustawić na stopniu 1 i uruchomić przełącznik palnika
(rys. 5/25), aby uwolnić przepływ gazu. W tym
momencie ustawić na reduktorze ciśnienia (4/19)
wymaganą ilość gazu przepływowego.
Okręcanie w lewą stronę przycisku obrotowego (rys.
4/24):
Mniejsza ilość gazu przepływowego
Okręcanie w prawą stronę przycisku obrotowego (rys.
4/24):
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 21
Page 22
PL
22
Większa ilość gazu przepływowego
Zablokować dźwignię napinającą (rys. 26/K)
podajnika drutu spawalniczego.
6.2 Podłączenie elektryczne
6.2.1 Napięcie sieciowe
patrz punkt 5.3
6.2.2 Podłączenie klemy masy (rys. 1/10)
Klemę masy (10) urządzenia ustawić możliwie w
bezpośrednim pobliżu miejsca spawania. Uważać na
metalicznie połyskujące złącze na miejscu stykowym.
6.3 Spawanie
Jeśli są wszystkie elektryczne podłączenia do
napięcia zasilania i obiegu prądu spawania, jak i
podłączenie gazu obojętnego, można postępować
następująco:
Spawane przedmioty w obszarze spawania muszą
być wolne od farby, metalicznych pokryć, zabrudzeń,
rdzy, tłuszczu i wilgoci.
Odpowiednio ustawić prąd spawania, przesuw drutu,
ilość gazu przepływowego (patrz 6.1.1-6.1.3).
Trzymać maskę spawalniczą (rys. 3/17) przed twarzą i
prowadzić dyszę gazową do miejsca na przedmiocie,
które powinno być spawane. Uruchomić włącznik
palnika (rys. 5/25).
Jeśli pali się łuk elektryczny, urządzenie prowadzi drut
do kąpieli spawania Jeśli jądro zgrzeliny jest
wystarczająco duże, palnik będzie prowadzony powoli
wzdłuż wymaganego brzegu. Ewentualnie lekko
popchać wahadłowo, aby zwiększyć kąpiel
spawalniczą.
Idealne ustawienie prądu spawania, prędkości
przesuwu drutu i ilość gazu przepływowego określić
za pomocą spawania próbnego. W idealnym
przypadku słyszalny jest równy szmer spawania.
Głębokość wypalania powinna być możliwie głęboka,
żeby kąpiel spawalnicza nie wylała się przez
obrabiany przedmiot.
6.4 Elementy zabezpieczające
6.4.1 Wyłącznik cieplny
Spawarka wyposażona jest w ochronę przed
przegrzaniem, chroniącą przed przegrzaniem
transformatora spawalniczego. W momencie
zadziałania ochrony przed przegrzaniem włączy się
lampka kontrolna (3). Spawarkę pozostawić na jakiś
czas do schłodzenia.
7. Czyszczenie, konserwacja i
zamawianie części zamiennych
Przed rozpoczęciem jakichkolwiek prac związanych z
czyszczeniem wyciągnąć wtyczkę z gniazdka.
7.1 Czyszczenie
n Urządzenia zabezpieczające, szczeliny powietrza
i obudowa silnika powinny być w miarę
możliwości zawsze wolne od pyłu i
zanieczyszczeń. Urządzenie wycierać czystą
ściereczką lub przedmuchać sprężonym
powietrzem o niskim ciśnieniu.
n Zaleca się czyszczenie urządzenia bezpośrednio
po każdorazowym użyciu.
n Urządzenie czyścić regularnie wilgotną
ściereczką z niewielką ilością szarego mydła. Nie
używać żadnych środków czyszczących ani
rozpuszczalników; mogą one uszkodzić części
urządzenia wykonane z tworzywa sztucznego.
Należy uważać, aby do wnętrza urządzenia nie
dostała się woda.
7.2 Konserwacja
We wnętrzu urządzenia nie ma części wymagających
konserwacji.
7.3 Zamawianie części wymiennych:
Podczas zamawiania części zamiennych należy
podać następujące dane:
n Typ urządzenia
n Numer artykułu urządzenia
n Numer identyfikacyjny urządzenia
n Numer części zamiennej
Aktualne ceny artykułów i informacje znajdują się na
stronie: www.isc-gmbh.info
8. Usuwanie odpadów i recycling
Aby zapobiec uszkodzeniom podczas transportu
urządzenie znajduje się w opakowaniu. Opakowanie
to jest surowcem, który można użytkować ponownie
lub można przeznaczyć do powtórnego przerobu.
Urządzenie oraz jego osprzęt składają się z różnych
rodzajów materiałów, jak np. metal i tworzywa
sztuczne. Uszkodzone elementy urządzenia proszę
dostarczyć do punktu zbiorczego surowców wtórnych.
Proszę poprosić o informację w sklepie
specjalistycznym bądź w placówce samorządu
lokalnego!
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 22
Page 23
Usterka Przyczyna Sposób usunięcia
Rolka przesuwna nie obraca się Brak zasilania
Regulator przesuwu drutu na 0
Sprawdzić podłączenie
Sprawdzić ustawienie
Rolka przesuwna obraca się,
jednak bez prowadnicy drutu
Zły nacisk rolek (patrz 5.4.3)
Hamulce rolek za mocno
wyregulowane (patrz 5.4.3)
Brudna / uszkodzona rolka
przesuwna (patrz 5.4.3)
Uszkodzony przewód
Złej wielkości rura stykowa/
zabrudzona/ zużyta (patrz 5.4.3)
Drut spawalniczy na dyszy
gazowej/ rura ssąca przyspawana
Sprawdzić ustawienie
Sprawdzić ustawienie
Wyczyścić, ewentualnie wymienić
Skontrolować osłonę prowadnicy
drutu
Wyczyścić/ wymienić
Poluzować
Urządzanie nie funkcjonuje po
dłuższym użyciu, świeci się lampka
kontrolna (3) wyłącznika ciepła
Urządzenie przegrzało się przez
zbyt długie używanie, ewentualnie
przez nieprzestrzeganie czasu
wyłączenia
Pozostawić urządzenie na 20-30
minut do schłodzenia
Bardzo zła spoina spawalnicza Złe ustawienie prądu/ przesuwu
(patrz 6.1.1/6.1.2)
Brak/ za mało gazu (patrz 6.1.3)
Sprawdzić ustawienie
Sprawdzić ustawienie, ewentualnie
skontrolować ciśnienie napełniania
butli gazowej
9. Wyszukiwanie usterek
PL
23
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 23
Page 24
10. Objaśnienie symboli
EN 60974-1 Europejska norma:
Źródła energii do
ręcznego spawania
łukowego o
ograniczonym
obciążeniu
Nie przechowywać ani
nie użytkować
urządzenia w wilgotnym
otoczeniu albo na
deszczu.
Bezpiecznik z wartością
znamionową w
amperach w napięciu
znamionowym
Jednofazowe- zasilanie
U
1
Napięcie znamionowe 50 Hz Częstotliwość
znamionowa
I1max Najwyższa wartość
napięcia sieciowegowartość pomiarowa
Symbol opadającej
charakterystyki
Przed użyciem spawarki
należy starannie
przeczytać instrukcję
obsługi i stosować się do
niej.
Spawanie w procesie
gazów obojętnych i
aktywnych włącznie z
zastosowaniem drutu
wypełnienia
U
0
Napięcie znamionowe
biegu jałowego
IP 21 Rodzaj ochrony
I
2
Prąd spawania H Klasa izolacji
Ø mm Przekrój drutu
spawalniczego
X Czas pracy
Jednofazowy
transformator z
prostownikiem
PL
24
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 24
Page 25
RUS
25
Содержание:
1. Указания по технике безопасности
2. Описание устройства и объем поставки
3. Использование согласно назначению
4. Технические данные
5. Перед вводом в эксплуатацию
6. Обращение с устройством
7. Очистка, технический уход и заказ запасных деталей
8. Утилизация и вторичная переработка
9. Поиск неисправностей
10. Пояснение символов
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 25
Page 26
RUS
26
Внимание!
При пользовании устройствами необходимо
выполнять правила по технике безопасности,
чтобы избежать травм и не допустить ущерба.
Поэтому прочтите полностью внимательно это
руководство по эксплуатации. Храните
руководство по эксплуатации в надежном месте
для того, чтобы можно было воспользоваться в
любое время содержащейся в нем информацией.
В том случае если Вы передаете устройство
другим людям, то необходимо приложить к нему
настоящее руководство по эксплуатации.
Мы не несем ответственность за травмы и
ущерб, которые возникли в результате
несоблюдения указаний этого руководства по
эксплуатации и техники безопасности.
1. Указания по технике безопасности
Необходимые указания по технике безопасности
Вы можете найти в приложенной брошюре.
2. Описание устройства и объем
поставки (рисунки 1-8)
1. Рукоятка
2. Индикатор режимов работы
3. Лампочка контроля датчик температуры
4. Крышка корпуса
5. Место для установки газовых баллонов
6. Ходовые ролики
7. Переключатель сварочный ток включенвыключен
8. Поворотные ролики
9. Штекер электропитания
10. Клемма массы
11. Рукав в наборе
12. Сопло газа
13. Горелка
14. Регулятор скорости сварочного электрода
15. Крюк цепи
16. Подсоединение подвода газа
17. Сварочный экран
18. Рукав защитного газа
19. Редуктор
20. Манометр
21. Винтовое соединение
22. Предохранительный клапан
23. Подсоединение рукава защитного газа
24. Кнопка настройки
25. Переключатель горелки
26. 2-е Контактные трубы
27. Рукоятка крышки корпуса
28. Страховочная цепь
2.1 Приспособления для монтажа
a. 16-м винтов для ходовых роликов
b. 16-м пружинных стопорных колец для
ходовых роликов
c. 16-м подкладных шайб для ходовых роликов
d. 2-а зажима рукава
k. 1-а рама защитное стекло
l. 1-о стекло для сварки
m. 1-о прозрачное защитное стекло
n. 2-а крепежные гильзы защитного стекла
o. 3-и гайки для рукоятки
p. 3-и винта для рукоятки
q. 2-а крепежный штырь защитного стекла
r. 1-а рукоятка
s. 1-а рама сварочного экрана
3. Использование согласно
назначению
Сварочный аппарат в среде инертного газа
предназначен исключительно для сварки стали
методом MAG-(металл-активный газ) с
использованием соответствующих сварочных
электродов и газов.
Устройство можно использовать только в
соответствии с его предназначением. Любое
другое, выходящее за эти рамки использование,
считается не соответствующим предписанию. За
возникшие в результате этого ущерб или травмы
любого рода несет ответственность пользователь
или работающий с инструментом, а не
изготовитель.
Важное указание касательно подключения к
источнику тока
Устройство относится к оборудованию класса A
согласно стандарту EN 60974-10, то есть оно не
предназначено для применения в жилых зонах, в
которых энергоснабжение осуществляется
посредством низковольтной системы питания
общего пользования, так как в таких случаях при
неблагоприятных условиях сети оно может
служить причиной возникновения помех. Если Вы
хотите использовать устройство в жилых зонах, в
которых энергоснабжение осуществляется
посредством низковольтной системы питания
общего пользования, требуется применение
электромагнитного фильтра, который уменьшит
электромагнитные помехи настолько, что они не
будут больше мешать пользователю.
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 26
Page 27
RUS
27
В промышленных или других зонах, в которых
энергоснабжение осуществляется не
посредством низковольтной системы питания
общего пользования, устройство можно
использовать без такого фильтра.
Общие меры безопасности
Пользователь отвечает за правильную установку
и применение устройства согласно данным
производителя. При обнаружении
электромагнитных помех пользователь отвечает
за их устранение путем установки технических
вспомогательных средств, указанных в пункте
«Важное указание касательно подключения к
источнику тока».
Уменьшение эмиссий
Электроснабжение от основного источника тока
Сварочный аппарат необходимо подключить к
основному источнику тока в соответствии с
данными производителя. При возникновении
помех может потребоваться принятие
дополнительных мер, например, установка
фильтра на основном источнике тока (см. выше
пункт «Важное указание касательно
подключения к источнику тока»). Сварочные
кабели должны быть максимально коротким.
Электрокардиостимулятор
Лица с электронным устройством для сохранения
жизни (например, электрокардиостимулятор и т.
д.) должны проконсультироваться со своим
врачом, прежде чем приближаться к установкам
для дуговой сварки, резательным установкам,
установкам для сжигания или установкам
точечной сварки, чтобы удостовериться в
отсутствии влияния на их устройства магнитных
полей в сочетании с электрическим током
большой силы.
Гарантийный срок составляет 12 месяцев при
промышленном использовании и 24 месяца при
обычном использовании. Отсчет гарантийного
срока начинается с момента приобретения
устройства.
4. Технические данные
Параметры электросети: ~230 в ~ 50 Гц
Cварочный ток: 25 А -135 A (максим. 170 A)
Продолжительность включения: X%:
10 20 30 60 100
Cварочный ток I2(A): 135 100 77 54 42 25
Номинальное значение напряжения холостого
хода U0: 40 в
Барабан сварочного электрода максим.: 5 кг
Диаметр сварочного электрода: 0,6/0,8 мм
Предохранитель: 16 A
Вес: 32,3 кг
Продолжительность сварки при температуре
окружающей среды 40°C.
5. Перед вводом в эксплуатацию
5.1 Сборка (рис. 5-21)
5.1.1 Монтаж ходовых и поворотных роликов
(6/8)
Установить ходовые ролики (6) и поворотные
ролики (8) так как показано на рисунках 7, 9, 10,
11.
5.1.2 Установка защитного экрана (17)
Вложить стекло для сварки (l) и на него
прозрачное защитное стекло (м) в рамку для
защитного стекла (k) (рис. 12).
Крепежные штифты защитного стекла (q)
вдавить в отверстие в раме защитного экрана
(s). (рис. 13)
Вложить раму для защитного стекла (k) с
стеклом для сварки (l) и прозрачным
защитным стеклом (m) изнутри в выемку в
раме защитного экрана (s), вдавить
крепежные гнезда защитного стекла (n) в
крепежные штифты защитного стекла (q) до
тех пор, пока они не войдут в зацепление для
того, чтобы зафиксировать раму для
защитного стекла (k). Прозрачное защитное
стекло (m) должно находиться снаружи. (рис.
14)
Загнуть верхний кант рамы защитного экрана
(s) (рис. 15/1.), а также углы верхнего канта
(рис. 15/2.) вовнутрь. Затем загнуть внешнюю
сторону рамы защитного экрана (s) вовнутрь
(рис. 15/3.) и затем путем сильного сжимания
соединить углы верхнего канта и внешние
боковины. На каждой стороне при фиксации
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 27
Page 28
RUS
28
крепежных штифтов должно быть слышно 2-а
отчетливых щелчка (рис. 15/4.)
Если оба верхних угла защитного экрана
соединены так, как показано на рисунке 16,
то нужно вставить винты для рукоятки (p)
снаружи сквозь 3 отверстия в защитном
экране. (рис. 17)
Развернуть защитный экран и вставить
рукоятку (r) через резьбу 3 винтов для
рукоятки (p). Прочно привинтить рукоятку (r)
при помощи 3 гаек для рукоятки (o) к
защитному экрану (рис. 18).
5.2 Подключение газа (рис. 4-6, 19-25)
5.2.1 Типы газов
При сварке с помощью поступающего
непрерывно электрода необходима защита газом,
составление защитного газа зависит от
выбранного метода сварки:
5.2.2 Установка газового баллона на
устройстве (рис. 19-25)
Газовый баллон не входит в объем поставки!
Установите газовый баллон, так как показано на
рисунках 19 - 21. Внимательно следите за
прочностью крепления страховочной цепи (28) и
затем, чтобы сварочный аппарат стоял устойчиво.
Внимание! На подставке для установки газовых
баллонов (рис. 19/5) разрешается устанавливать
только газовые баллоны емкостью до
максимально 20 литров. При использовании
газовых баллонов большего размера возникает
опасность опрокидывания, поэтому такие
баллоны разрешается устанавливать только
рядом с устройством. В таких случаях необходимо
в достаточной степени защитить газовый баллон
от опрокидывания!
5.2.3 Подсоединение газового баллона
После удаления защитной крышки (рис. 22/A)
откройте на короткое время вентиль баллона
(рис. 22/B) в направлении в сторону от себя.
При необходимости очистите от грязи резьбу
подсоединения (рис. 22/C) сухой тряпкой без
использования каких либо очистительных
средств. Проверьте наличие уплотнителя на
редукторе (19) и убедитесь в безукоризненности
его состояния. Навинтите редуктор (19) в
направлении вращения часовой стрелки на
резьбу подсоединения (рис. 23/C) газового
баллона (рис. 23). Надеть оба хомута рукава (d) на
рукав защитного газа (18). Вставить рукав
защитного газа (18) на подсоединение рукава
защитного газа (23) на редукторе (19) и
подсоединение подвода газа (16) на сварочном
аппарате и зафиксировать в обоих местах
подсоединения при помощи хомутов рукава (d)
(рис. 24-25).
Внимание! Внимательно следите за
герметичностью всех подключений газовой
системы и соединений! Проверьте места
подключений и соединений при помощи аэрозоли
для обнаружения утечки или мыльной воды.
5.2.4 Пояснение работы редуктора (рис. 4/19)
С помощью кнопки настройки (24) можно
отрегулировать количество пропускаемого газа.
Установленное количество пропускаемого газа
можно считать на манометре (20) в литрах в
минуту (l/min). Газ выходит из подсоединения
рукава защитного газа (23) и подается дальше по
рукаву защитного газа (рис. 3/18) к сварочному
аппарату (смотрите 5.2.3).
Внимание! Регулировку количества
пропускаемого газа осуществляйте всегда так,
как это описано в разделе 6.1.3.
Редуктор крепится при помощи винтового
соединения (21) к газовому баллону (смотрите
5.2.3).
Внимание! Вмешательства в устройство
редуктора и ремонтные работы на нем
разрешается осуществлять только специалистам.
Вышлите неисправный редуктор при
необходимости по адресу службы сервиса.
5.3 Параметры электросети
Перед тем как включить устройство
убедитесь, что данные на типовой табличке
соответствуют параметрам электрической
сети.
Описываемое устройство разрешается
подключать только к надлежащим образом
заземленным и защищенным штепсельным
розеткам с защитным контактом.
Защитный газ
CO2 Argon/CO2
свариваемый металл
нелегированная сталь
X X
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 28
Page 29

RUS
29
5.4 Монтаж катушки электродов
(рис. 1, 5, 6, 26 – 34)
Катушка электродов не входит в объем поставки!
5.4.1 Типы электродов
В зависимости от вида работ используются
различные сварочные электроды. Сварочный
аппарат можно использовать с сварочными
электродами диаметром 0,6 мм и 0,8 мм.
Соответствующие подающие ролики и
контактные трубыe приложены к устройству.
Подающий ролик, контактные трубы и сечение
электрода должны всегда соответствовать друг
другу.
5.4.2 Емкость катушки электродов
В устройство можно устанавливать катушки
электродов величиной максимально до 5 кг.
5.4.3 Установка катушки электродов
Открыть крышку корпуса (рис. 2/4), для этого
сдвинуть рукоятку крышки корпуса (рис. 2/27)
назад и откинуть крышку корпуса (рис. 2/4).
Проверьте отсутствие перехлеста навивки на
катушке для того, чтобы обеспечить
равномерное разматывание электрода.
Описание узла подачи электрода (рис. 26-27)
A Устройство фиксации катушки
B Крепление катушки
C Захватывающий палец
D Юстировочный винт для тормоза роликов
E Винты для крепление роликов подачи
F Крепление роликов подачи
G Подающий ролик
H Приемник комплекта рукава
I Нажимной ролик
J Крепление нажимного ролика
K Пружина нажимного ролика
L Юстировочный винт противодавления
M Направляющая труба
N Катушка проволоки
O Отверстие захвата катушки электрода
Установка катушки электродов (рис. 26,27)
Поставить катушку электродов (N) на крепление
катушки (B). Внимательно следить за тем, чтобы
конец сварочного электрода разматывался со
стороны направляющей электрода, смотрите
направление стрелки.
Внимательно проследите, чтобы фиксатор
катушки (A) был вдавлен, а захватывающий палец
(C) находился в отверстии захвата катушки
электродов (O). Фиксатор катушки (A) должен
защелкнуться над катушкой электродов (N) (рис.
27).
Введение сварочного электрода и юстировка
направляющей электрода (рис. 28-34)
Нажать вверх пружину нажимного ролика (K)
и повернуть вперед (рис. 28).
Откинуть вниз крепление нажимного ролика
(J) с нажимным роликом (I) и пружиной
нажимного ролика (K) (рис. 29)
Вывинтить винты для крепления роликов
подачи (E) и вытянуть крепление роликов
подачи (F) вверх (рис. 30).
Перепроверить подающий ролик (G). На
верхней стороне подающего ролика (G)
должен быть указана соответствующая
толщина электрода. Подающий ролик (G)
снабжен 2-я направляющими пазами.
Подающий ролик (G) нужно при
необходимости перевернуть или заменить
(рис. 31).
Установить крепление роликов подачи (F)
назад и прочно привинтить.
Вынуть сопло газа (рис. 5/12) вращая вправо
из горелки (рис. 5/13), отвинтить контактную
трубу (рис. 6/26) (рис. 5 - 6). Рукава в наборе
(рис. 1/11) проложить по полу насколько
можно по прямой и в направлении от
сварочного аппарата.
Отрезать 10 см от начала сварочного
электрода так, чтобы образовался прямой
срез без выступов, искривлений и
загрязнений. Снять заусеницы с конца
сварочного электрода.
Вставить сварочный электрод через
направляющую трубу (M), между нажимным и
подающим роликом (G/I) внутрь в приемное
устройство рукава в наборе (H). Вставить
(рис. 32) сварочный электрод осторожно
рукой так далеко в рукав в наборе, пока он не
выйдет наружу в горелке (рис. 5/13) примерно
на 1 см.
Ослабить юстировочный винт
противодавления (L) несколькими
вращениями (рис. 34).
Откинуть вновь крепление нажимного ролика
(J) с нажимным роликом (I) и пружиной
нажимного ролика (K) вверх и снова зацепить
пружину нажимного ролика (K) за
юстировочный винт противодавления (L) (рис.
33)
Затем установить юстировочный винт
противодавления (L) таким образом, чтобы
сварочный электрод удерживался прочно
между нажимным роликом (I) и подающим
роликом (G) без раздавливания (рис. 34).
Привинтить контактную трубу (рис. 6/26),
соответствующую диаметру используемого
сварочного электрода, к горелке (рис. 5/13) и
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 29
Page 30

RUS
30
вставить сопло газа, повернув его вправо
(рис. 5/12).
Отрегулировать юстировочный винт тормоза
роликов (D) таким образом, чтобы электрод
все еще мог проходить и ролик при
торможении направляющей электрода
автоматически останавливался.
6. Обращение с устройством
6.1 Регулировка
Так как регулировка сварочного аппарата в
зависимости от случая использования
осуществляется по разному, то мы рекомендуем
осуществить регулировку путем осуществления
пробной сварки.
6.1.1 Регулировка сварочного тока
Сварочный ток можно регулировать 6-ти
ступенчато переключателем сварочный ток
включен-выключен (рис. 1/7). Необходимо
отрегулировать сварочный ток в зависимости от
толщины обрабатываемого предмета, желаемой
глубины прожигания и диаметра используемого
сварочного электрода.
6.1.2 Регулировка скорости подачи электрода
Скорость подачи электрода подстраивается
автоматически под величину установленного
тока. Точную подстройку скорости подачи
электрода можно осуществить бесступенчато при
помощи регулятора скорости сварочного
электрода (рис. 1/14). Рекомендуется при
регулировке начинать с 5 ступени, которая
представляет собой среднее значение, и при
необходимости подстроить. Необходимое
количество подачи электрода зависит от
толщины обрабатываемого предмета, желаемой
глубины прожигания и диаметра используемого
сварочного электрода, а также от величины
перекрываемого расстояния между
свариваемыми деталями.
6.1.3 Регулировка количества пропускаемого
газа
Количество пропускаемого газа можно
отрегулировать бесступенчато на редукторе
(рис.4/19). Его можно определить на манометре
(рис. 4/20) в литрах в минуту (l/min.).
Рекомендуемое количество пропускаемого газа в
помещениях с притоком и оттоком воздуха: 5
л/мин – 15 l/min.
Для регулировки количества пропускаемого газа
необходимо вначале ослабить зажимной рычаг
(рис. 26/K) узла подачи электрода для того, чтобы
избежать ненужного износа электрода (смотрите
5.4.3). Подсоединить устройство к электрической
сети (смотрите пункт 5.3), установить
переключатель сварочный ток включен-выключен
(рис.1/7) на 1-ю ступень и задействовать
переключатель горелки (рис. 5/25) для того, чтобы
открыть подачу потока газа. Затем установить на
редукторе давления (рис. 4/19) желаемое
количество пропускаемого газа.
Вращение влево ручки настройки (рис. 4/24):
уменьшение количества пропускаемого газа
Вращение вправо ручки настройки (рис. 4/24):
повышение количества пропускаемого газа
Вновь закрепить пружину нажимного ролика (рис.
26/K) на узле подачи электрода.
6.2 Подключение электрического питания
6.2.1 Параметры электросети
Смотрите раздел 5.3
6.2.2 Подсоединение клеммы заземления
(рис. 1/10)
Клемму заземления (10) устройства прикрепить
по возможности в непосредственной близи от
места сварки.
Обеспечить переход металлов без покрытия в
месте осуществления контакта.
6.3 Сварка
После того, как осуществлены все электрические
подключения для электропитания и сварочного
контура, а также подключен защитный газ, то
можно действовать следующим образом:
Свариваемые детали должны в области сварки
быть свободными от краски, металлических
покрытий, грязи, ржавчины, жира и влаги.
Отрегулируйте сварочный ток, подачу электрода
и количество пропускаемого газа (смотрите 6.1.1
– 6.1.3) соответствующим образом.
Держите сварочный экран (рис. 3/17) перед
лицом, и поднесите газовое сопло к месту, где
нужно осуществить сварку.
Затем задействуйте переключатель горелки (рис.
5/25).
Если горит электрическая дуга, то устройство
подает электрод в сварочную ванну. Если размер
ядра сварной точки будет достаточен, то нужно
медленно вести горелку вдоль канта в
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 30
Page 31

RUS
31
необходимом месте. При необходимости
осуществляйте легкие покачивания для того,
чтобы немного увеличить сварочную ванну.
Выявите идеальные установки сварочного тока,
скорости подачи электрода и количество
пропускаемого газа путем проведения пробной
сварки. При идеальном осуществлении слышен
равномерный шум сварки. Глубина прожигания
должна быть как можно большей, но сварочная
ванна все же не должна провалиться сквозь
обрабатываемую деталь.
6.4 Защитные приспособления
6.4.1 Датчик температуры
Сварочный аппарат снабжен приспособлением
защиты от перегрева, которое защищает
сварочный трансформатор от перегрева. В том
случае, если сработает защита от перегрева, то
светится контрольная лампочка (3) на Вашем
устройстве. Сварочный аппарат должен в течении
некоторого времени охлаждаться.
7. Очистка, технический уход и
заказ запасных деталей
Перед всеми работами по очистке вынуть
штекер из розетки.
7.1 Очистка
n Очищайте защитные устройства,
вентиляционные отверстия и корпус
двигателя как можно лучше от пыли и грязи.
Протрите фрезу чистой ветошью или
продуйте сжатым воздухом с низким
давлением.
n Мы рекомендуем очищать фрезу после
каждого использования.
n Очищайте устройство регулярно влажной
тряпкой с небольшим количеством жидкого
мыла. Не используйте моющие средства или
растворите; они могут разъесть
пластмассовые части устройства. Следите за
тем, чтобы вода не попала вовнутрь
устройства.
7.2 Технический уход
В устройстве кроме этого нет деталей,
которые нуждаются в техническом уходе.
7.3 Заказ запасных деталей:
При заказе запасных частей необходимо
привести следующие данные:
n Модификация устройства
n Номер артикула устройства
n Идентификационный номер устройства
n Номер запасной части требуемой для замена
детали
Актуальные цены и информация находятся на
сайте www.isc-gmbh.info
8. Утилизация и вторичная
переработка
Устройство находится в упаковке для того,
чтобы избежать его повреждений при
транспортировке. Эта упаковка является
сырьем и поэтому может быть использована
повторно или направлена во вторичную
переработку сырья.
Устройство и его принадлежности состоят из
различных материалов, таких как например
металл и пластмасс. Утилизируйте дефектные
детали в местах сбора особых отходов.
Информацию об этом Вы можете получить в
специализированном магазине или в местных
органах правления!
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 31
Page 32

Неисправность Причина Устранение
Подающий ролик не вращается Напряжение электросети
отсутствует
Регулятор подачи электрода
стоит на 0
Проверить подсоединение
Проверить регулировку
Подающий ролик вращается, но
отсутствует подача электрода
Слабое давление ролика
(смотрите 5.4.3)
Тормоза роликов срабатывают
слишком сильно (смотрите 5.4.3)
Подающий ролик загрязнен или
поврежден (смотрите 5.4.3)
Поврежден рукав в наборе
Загрязнение, неправильный
размер или износ контактной
трубы (смотрите 5.4.3)
Сварочный электрод приварен к
соплу газа или к контактной
трубе
Проверить регулировку
Проверить регулировку
Очистить или заменить
Проверить кожух направляющей
электрода
Очистить или заменить
Отделить
Устройство после длительного
периода работы больше не
работает, светится лампочка
контроля датчик температуры (3)
Устройство перегрелось в
результате длительной
эксплуатации или в результате
несоблюдения периодов
перерыва
Дать устройству остыть
минимально 20-30 минут
Очень плохое качество сварного
шва
Неправильна регулировка тока и
подачи (смотрите 6.1.1/6.1.2)
Газ отсутствует или его слишком
мало (смотрите 6.1.3)
Проверить регулировку
Проверить регулировку, а также
давление наполнения газового
баллона
9. Поиск неисправностей
RUS
32
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 32
Page 33
10. Пояснение символов
EN 60974-1 Европейские нормы
для сварочных
устройств
электрической дугой
сварки вручную с
ограниченной
продолжительностью
фазы включения
Запрещено хранить
или использовать
устройство во влажной
или сырой
окружающей среде или
под дождем
Предохранитель с
номинальным
параметром в Амперах
в подключении
электросети
1 фазовое
подключение
электросети
U
1
Напряжение сети 50 Hz Частота электрической
сети
I1максим. Измеренная величина
самого высшего
значения тока
электрической сети
Символ для падающей
кривой характеристики
Перед использованием
сварочного аппарата
необходимо
внимательно прочитать
руководство по
эксплуатации и
следовать его
указаниям
Дуговая сварка
плавящимся
электродом в инертном
и активном газах,
включая
использование
сварочной проволоки
U
0
Номинальное значение
напряжения холостого
хода
IP 21 Тип защиты
I
2
Сварочный ток H Класс изоляции
Ø mm Диаметр сварного
электрода
X Продолжительность
фазы включения:
Однофазный
трансформатор с
выпрямителем
RUS
33
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 33
Page 34

Cuprins:
1. Indicaţii de siguranţă
2. Descrierea aparatului şi volumul livrării
3. Utilizarea conform scopului
4. Date tehnice
5. Înainte de punerea în funcţiune
6. Operare
7. Curăţare, întreţinere şi comanda pieselor de schimb
8. Evacuare şi reciclare
9. Căutarea defecţiunilor
10. Explicarea simbolurilor
RO
34
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 34
Page 35

Atenøie!
La utilizarea aparatelor trebuiesc respectate anumite
reguli de siguranøå pentru a se preveni accidentele μi
pagubele. Citiøi cu atenøie aceste instrucøiuni de
folosire. Påstraøi-le cu grijå pentru a putea avea
întotdeauna la dispoziøie informaøiile necesare. În
cazul în care daøi aparatul unei alte persoane, vå
rugåm så înmânaøi μi instrucøiunile de folosire.
Noi nu preluåm nici o garanøie pentru pagube sau
våtåmåri care provin din nerespectarea acestor
instrucøiuni μi a indicaøiilor de siguran
1. Indicaøii de siguranøå
Indicaøiile de siguranøå corespunzåtoare le gåsiøi în
broμura anexatå.
2. Descrierea aparatului şi volumul de
livrare (Fig. 1 - 8)
1. Mâner
2. Afişaj
3. Lampă de control a temperaturii
4. Carcasă
5. Suprafaţă de aşezare a buteliilor cu gaz
6. Role de transport
7. Comutator de pornire / oprire curent de sudură
8. Role de ghidare
9. Ştecher reţea
10. Clemă masă
11. Pachet furtunuri
12. Duză de gaz
13. Arzător
14. Reglor al vitezei sârmei de sudură
15. Cârlige lanţ
16. Racord pentru alimentarea cu gaz
17. Mască de sudură
18. Furtun de gaz protector
19. Reductor de presiune
20. Manometru
21. Îmbinare
22. Supapă de siguranţă
23. Racord al furtunului de gaz protector
24. Robinet
25. Butonul arzătorului
26. 2 x ţeavă de legătură
27. Mâner al capacului carcasei
28. Lanţ de siguranţă
2.1 Materiale de montaj
a. 16 x şuruburi pentru rolele de transport
b. 16 x inele Grower pentru rolele de transport
c. 16 x şaibe suport pentru rolele de transport
d. 2 x colier de prindere a furtunului
k. 1 x cadru geam de protecţie
l. 1 x sticlă de sudură
m. 1 x sticlă transparent de protecţie
n. 2 x bucşe de prindere a sticlei de protecţie
o. 3 x piuliţe pentru mâner
p. 3 x şuruburi pentru mâner
q. 2 x ştifturi de prindere a sticlei de protecţie
r. 1 x mâner
s. 1 x cadru de mască de sudură
3. Utilizarea conform scopului
Acest aparat de sudură cu gaz protector va fi utilizat
exclusiv pentru sudura oţelurilor conform procedurii
MAG (metal activ gaz), cu condiţia utilizării sârmelor
de sudură şi a tipurilor de gaz corespunzătoare.
Maşina se va utiliza numai conform scopului pentru
care este concepută. Orice altă utilizare nu este în
conformitate cu scopul. Pentru pagubele sau
vătămările rezultate în acest caz este responsabil
utilizatorul/operatorul şi nu producătorul.
Indicaţie importantă privind racordul electric
Aparatul face parte din clasa A a normei EN 6097410, acest lucru înseamnă, că nu este prevăzut pentru
utilizarea în spaţii locative, în care alimentarea cu
curent electric se realizează prin intermediul unui
sistem de alimentare cu tensiune joasă, deoarece
există posibilitatea de deteriorare în condiţii de reţea
defavorabile. Dacă doriţi să utilizaţi aparatul în spaţii
locative a căror alimentare cu curent electric se
realizează prin intermediul unui sistem de alimentare
cu tensiune joasă, este necesară utilizarea unui filtru
electromagnetic, care să reducă deranjamentele
electromagnetice, astfel încât să nu mai fie
deranjante pentru utilizator.
În domeniul industrial şi alte sectoare în care
alimentarea cu curent electric nu se realizează prin
intermediul unui sistem de alimentare cu tensiune
joasă, aparatul poate fi folosit fără utilizarea unui
astfel de filtru.
Măsuri de siguranţă generale
Utilizatorul este răspunzător pentru instalarea şi
utilizarea corectă a aparatului conform indicaţiilor
producătorului. În cazul constatării unor deranjamente
electromagnetice, utilizatorul are răspunderea de a le
elimina prin intermediul mijloacelor tehnice ajutătoare
RO
35
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 35
Page 36

numite mai sus la punctul „Indicaţie importantă privind
racordul electric“.
Reducerea emisiei
Alimentarea de la circuitul de curent principal
Aparatul de sudură trebuie racordat la circuitul de
curent principal, conform indicaţiilor producătorului. În
caz de deranjamente, este posibil să fie necesare
măsuri suplimentare, de exemplu, montarea unui filtru
în circuitul de curent principal (a se vedea sus punctul
„Indicaţie importantă privind racordul electric“).
Cablurile de sudură trebuie să fie cât de scurte
posibil.
Stimulatoare cardiace
Persoane purtătoare de aparate cardiace (de ex.
stimulatoare cardiace etc.), trebuie să consulte un
medic înainte de a se apropia de instalaţii de sudură
cu arc electric, de tăiere, de ardere sau de sudură
prin puncte, pentru a se asigura, că nu există influenţe
ale câmpurilor magnetice în legătură cu curenţii
electrici înalţi asupra acestor aparate.
Perioada de garanţie este de 12 luni în cazul utilizării
în scopuri industriale şi 24 de luni în caz de utilizare
privată şi începe cu data cumpărării aparatului.
4. Date tehnice
Tensiunea de alimentare: 230 V ~ 50 Hz
Curentul de sudură: 25 - 135 A (max. 170 A)
Durata de conectare X%: 10 20 30 60 100
Curent de sudură I2(A): 135 100 77 54 42 25
Tensiunea nominală de mers în gol U0: 40 V
Tamburul maxim al sârmei de sudură: 5 kg
Diametrul sârmei de sudură: 0,6/0,8 mm
Siguranţă: 16 A
Greutate: 32,3 kg
Timpii de sudură sunt valabili la o temperatură a
mediului de 40°C.
5. Înainte de punerea în funcţiune
5.1 Montaj (Fig. 5 - 21)
5.1.1 Montarea rolelor de transport şi a rolelor
de ghidare (6/8)
Montaţi rolele de transport (6) şi rolele de ghidare (8)
aşa cum este indicat în figurile 7, 9, 10 şi 11.
5.1.2 Montarea măştii de protecţie (17)
Introduceţi sticla de sudură (l) şi peste acesta
sticla transparentă de protecţie (m) în cadrul
geamului de protecţie (k) (fig. 12).
Introduceţi ştifturile de prindere a sticlei de
protecţie (q) în găurile din cadrul măştii de sudură
(s) (Fig. 13).
Aşezaţi cadrul geamului de protecţie (k) împreună
cu sticla de sudură (l) şi sticla transparentă de
protecţie (m) pe interior în golul din cadrul măştii
de sudură (s). Apăsaţi bucşele de prindere a
sticlei de protecţie (n) pe ştifturile de prindere a
sticlei de protecţie (q), până când acestea rămân
blocate în locaşurile lor, iar cadrul geamului de
protecţie (k) este astfel asigurat. Sticla
transparentă de protecţie (m) trebuie să se
găsească pe latura exterioară a măştii de sudură
(Fig. 14).
Îndoiţi marginea superioară a cadrului măştii de
sudură (s) spre interior (Fig. 15/1) şi pliaţi colţurile
marginilor superioare (Fig. 15/2). Îndoiţi acum
marginile laterale ale cadrului măştii de sudură (s)
spre interior (Fig. 15/3) şi uniţi colţurile marginilor
superioare cu marginile laterale apăsându-le cu
putere. Pe fiecare latură trebuie să se audă câte 2
clicuri clare la blocarea ştifturilor de fixare (Fig.
15/4).
În momentul în care ambele colţuri de sus ale
măştii de sudură sunt unite precum în figura 16,
introduceţi şuruburile pentru mâner (p) dinspre
exterior în cele 3 găuri ale măştii de sudură (Fig.
17).
Întoarceţi masca de sudură şi băgaţi mânerul (r)
în filetele celor 3 şuruburi pentru mâner (p).
Prindeţi mânerul (r) cu ajutorul celor 3 piuliţe
pentru mâner (o) de masca de sudură (Fig. 18).
5.2 Alimentarea cu gaz (Fig. 4-6, 19 - 25)
5.2.1 Tipuri de gaz
În cazul sudurii cu sârmă continuă este nevoie de gaz
protector. Compoziţia gazului depinde de procedura
de sudură aleasă:
5.2.2 Montarea buteliei de gaz pe aparat
(Fig. 19 - 25)
Butelia cu gaz nu este cuprinsă în volumul livrării!
RO
36
Gaz protector
CO2 Argon/CO2
Metal ce urmează a fi
sudat
Oţel nealiat
X X
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 36
Page 37

Montaţi butelia cu gaz aşa cum este indicat în figurile
19 - 21. Aveţi grijă ca lanţul de siguranţă (28) să fie
bine strâns, iar aparatul de sudură să fie aşezat în
aşa fel, încât să nu se răstoarne.
Atenţie! Pe suprafaţa de aşezare a buteliilor cu gaz
(Fig. 19/5) nu pot fi montate decât butelii cu o
capacitate de până la 20 litri. În cazul utilizării unor
butelii cu gaz mai mari există pericolul ca aparatul să
se răstoarne, drept pentru care ele pot fi aşezate doar
lângă acesta. Într-o asemenea situaţie butelia cu gaz
respectivă trebuie protejată împotriva unei eventuale
răsturnări accidentale!
5.2.3 Racordarea buteliei cu gaz
Daţi jos capacul de protecţie (Fig. 22/A) şi deschideţi
puţin robinetul buteliei (Fig. 22/B) în direcţia opusă
dvs.
Ştergeţi eventual filetul de racordare (Fig. 22/C) cu o
cârpă uscată, fără a folosi detergent sau alte
substanţe de curăţat. Verificaţi garnitura reductorului
de presiune (19) să fie montată şi să se afle într-o
stare ireproşabilă. Înşurubaţi reductorul de presiune
(19) în sensul acelor de ceasornic pe filetul de
racordare (Fig. 23/C) al buteliei cu gaz (Fig. 23). Fixaţi
cele două coliere de prindere (d) pe furtunul gazului
protector (18). Băgaţi furtunul de gaz protector (18) în
racordul furtunului de gaz protector (23) de pe
reductorul de presiune (19) şi în racordul pentru
alimentarea cu gaz (16) de pe aparatul de sudură.
Asiguraţi ambele racorduri cu ajutorul colierelor de
prindere a furtunului (d) (Fig. 24 - 25).
Atenţie! Aveţi grijă ca toate racordurile de gaze să fie
etanşe! Verificaţi racordurile şi îmbinările cu apă cu
săpun sau cu un spray special.
5.2.4 Explicarea reductorului de presiune
(Fig. 4/19)
Cu ajutorul robinetului (24) puteţi regla debitul de
gaze. Debitul ales poate fi citit pe manometru (20) în
litri pe minut (l/min). Gazul iese prin racordul furtunului
de gaz protector (23) şi este condus mai departe prin
furtunul respectiv (Fig. 3/18) până la aparatul de
sudură (vezi 5.2.3).
Atenţie! Pentru reglarea debitului de gaze procedaţi
întotdeauna conform descrierii de la punctul 6.1.3.
Reductorul de presiune se montează pe butelia cu
gaz cu ajutorul îmbinării (21) (vezi 5.2.3).
Atenţie! Lucrările de intervenţie sau reparaţie la
reductorul de presiune vor fi efectuate numai de către
personal calificat. Dacă este cazul trimiteţi
reductoarele de presiune defecte la service.
5.3. Racordarea la reţeaua electrică
Înainte de racordarea la reţeaua electrică
asiguraţi-vă că datele de pe plăcuţa de
identificare a maşinii corespund cu cele ale
reţelei.
Aparatul poate fi alimentat numai de la o priză cu
pământare în mod corespunzător şi prevăzută cu
contact de protecţie.
5.4 Montarea bobinei de sârmă
(Fig. 1, 5, 6, 26 - 34)
Bobina de sârmă nu este cuprinsă în volumul livrării!
5.4.1 Tipuri de sârmă
În funcţie de caz este nevoie de diverse tipuri de
sârme de sudură. Aparatul poate fi utilizat cu sârme
de sudură cu diametre între 0,6 şi 0,8 mm. Rola de
avansare şi ţeava de legătură corespunzătoare sunt
ataşate aparatului. Rola de avansare, ţeava de
legătură şi secţiunea sârmei trebuie să corespundă
întotdeauna.
5.4.2 Capacitatea bobinei de sârmă
În aparat pot fi montate bobine de sârmă cu o
greutate de până la 5 kg.
5.4.3 Montarea bobinei de sârmă
Deschideţi capacul carcasaei (Fig. 2/4)
împingând mânerul capacului (Fig. 2/27) înapoi şi
rabatând capacul (Fig. 2/4).
Verificaţi să nu existe suprapuneri în înfăşurarea
sârmei pe bobină, pentru a vă asigura că
derularea sârmei se va realiza în mod uniform.
Descrierea unităţii de ghidare a sârmei
(Fig. 26 - 27)
A Blocaj bobină
B Suport bobină
C Ştift de antrenare
D Şurub de reglare a frânei rolei
E Şuruburi pentru suportul rolei de avansare
F Suportul rolei de avansare
G Rola de avansare
H Intrare pachet furtun
I Rolă de presare
J Suport al rolei de presare
K Arc al rolei de presare
L Şurub de reglare a contrapresiunii
M Ţeavă de ghidare
N Bobină de sârmă
O Deschizătură de antrenare a bobinei de sârmă
Montarea bobinei de sârmă (Fig. 26, 27)
Aşezaţi bobina de sârmă (N) în suportul bobinei (B).
Capătul sârmei de sudură trebuie să se desfăşoare
pe latura de ghidare a sârmei, vezi săgeata
RO
37
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 37
Page 38

indicatoare.
Aveţi grijă ca blocajul bobinei (A) să fie apăsat în jos,
iar ştiftul de antrenare (C) să stea în deschizătura de
antrenare a bobinei de sârmă (O). Blocajul bobinei
(A) trebuie să se blocheze la loc deasupra bobinei de
sârmă (N) (Fig. 27).
Introducerea sârmei de sudură şi reglarea
sistemului de ghidare a sârmei (Fig. 28 - 34)
Apăsaţi în sus şi basculaţi înainte arcul rolei de
presare (K) (Fig. 28).
Rabataţi în jos suportul rolei de presare (J),
împreună cu rola de presare (I) şi arcul rolei de
presare (K) (Fig. 29).
Desfaceţi şuruburile suportului rolei de avansare
(E) şi scoateţi suportul rolei de avansare (F)
trăgându-l în sus (Fig. 30).
Verificaţi rola de avansare (G). Pe latura de sus a
rolei de avansare (G) trebuie să fie precizat
diametrul sârmei. Rola de avansare (G) este
prevăzută cu 2 caneluri de ghidare. Întoarceţi şi
schimbaţi eventual rola de avansare (G) (Fig. 31).
Aşezaţi suportul rolei de avansare (F) la loc şi
înşurubaţi-l bine.
Scoateţi duza de gaz (fig. 5/12) de pe arzător
(Fig. 5/13) prin rotire spre dreapta şi deşurubaţi
ţeava de legătură (Fig. 6/26) (Fig. 5 - 6). Aşezaţi
pachetul de furtunuri (Fig. 1/11) pe cât posibil
drept, pe jos, orientat în direcţia opusă aparatului
de sudură.
Tăiaţi primii 10 cm de sârma de sudură în aşa fel
încât să obţineţi o tăietură dreaptă, fără
proeminenţe, muchii sau impurităţi. Debavuraţi
capătul sârmei de sudură.
Împingeţi sârma de sudură în ţeava de ghidare
(M) printre rola de presare (I) şi rola de avansare
(G) în intrarea pachetului de furtunuri (H). (Fig.
32) Împingeţi cu grijă sârma de sudură cu mâna
în pachetul de furtunuri până când capătul ei iese
cu circa 1 cm afară din arzător (Fig. 5/13).
Desfaceţi puţin şurubul de reglare a
contrapresiunii (L), rotindu-l de câteva ori (Fig.
34).
Rabataţi la loc (în sus) suportul rolei de presare
(J), cu tot cu rola de presare (I) şi arcul rolei de
presare (K) şi prindeţi arcul rolei de presare (K)
înapoi de şurubul de reglare a contrapresiunii (L)
(Fig. 33).
Potriviţi acum şurubul de reglare a contrapresiunii
(L) în aşa fel încât sârma de sudură să stea fix
între rola de presare (I) şi cea de avansare (G)
fără a fi strivită între ele (Fig. 34).
Înşurubaţi pe arzător (Fig. 5/13) ţeava de legătură
(Fig. 6/26) adecvată diametrului sârmei de sudură
utilizate şi montaţi duza de gaz (Fig. 5/12) prin
rotire spre dreapta.
Potriviţi şurubul de reglare a frânei rolei (D) în aşa
fel încât sârma de sudură să mai poată fi ghidată,
dar rola să se oprească automat la frânare.
6. Operare
6.1 Reglaje
Întrucât reglarea aparatului de sudură se face diferit,
în funcţie de fiecare caz de utilizare în parte,
recomandăm să realizaţi reglajele apelând la suduri
de probă.
6.1.1 Reglarea curentului de sudură
Curentul de sudură poate fi reglat pe 6 trepte diferite
cu ajutorul comutatorului curentului de sudură (Fig.
1/7). Curentul de sudură necesar depinde de
duritatea materialului, de adâncimea de ardere dorită
şi de diametrul sârmei de sudură utilizate.
6.1.2 Reglarea vitezei de avansare a sârmei de
sudură
Viteza de avansare a sârmei de sudură se adaptează
automat la setarea de curent utilizată. Reglarea fină a
acestei viteze poate fi realizată fără trepte cu ajutorul
reglorului vitezei sârmei de sudură (Fig. 1/14). Este
recomandabil să începeţi cu treapta a 5-a (valoare
medie) pentru a putea corecta apoi eventual reglajul.
Cantitatea de sârmă necesară depinde de grosimea
materialului, de adâncimea de ardere dorită şi de
diametrul sârmei de sudură utilizate, însă şi de
distanţa dintre piesele ce urmează a fi sudate.
6.1.3 Reglarea debitului de gaz
Debitul de gaz poate fi reglat fără trepte cu ajutorul
reductorului de presiune (Fig. 4/19). El este indicat pe
manometru (Fig. 4/20) în litri pe minut (l/min). Debitul
de gaz recomandat în încăperi unde nu sunt curenţi
de aer: 5 – 15 l/min.
Pentru a regla debitul de gaz eliberaţi mai întâi
maneta de tensionare (Fig. 26/K) a unităţii de
avansare a sârmei, pentru a evita uzura inutilă a
sârmei (vezi 5.4.3). Conectaţi aparatul la reţea (vezi
punctul 5.3), fixaţi comutatorul de pornire/oprire a
curentului de sudură (Fig. 1/7) pe treapta 1-a şi
apăsaţi butonul arzătorului (Fig. 5/25) pentru a da
drumul gazului. Reglaţi debitul gazului cu ajutorul
reductorului de presiune (Fig. 4/19).
Rotirea spre stânga a robinetului (Fig. 4/24):
debit mai mic
Rotirea spre dreapta a robinetului (Fig. 4/24):
debit mai mare
RO
38
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 38
Page 39
Strângeţi la loc arcul rolei de presiune (Fig. 26/K) a
unităţii de avansare a sârmei.
6.2 Racordul electric
6.2.1 Racordarea la reţeaua electrică
Vezi punctul 5.3
6.2.2 Prinderea clemei pentru masă (Fig. 1/10)
Prindeţi clema pentru masă (10) a aparatului de
sudură pe cât posibil în imediata apropiere a
punctului de sudură.
Aveţi grijă ca în locul de contact să existe o punte de
trecere metalică şi curată.
6.3 Procesul de sudură
În momentul în care toate racordurile electrice pentru
alimentarea cu tensiune, precum şi racordul gazului
protector sunt realizate, puteţi proceda în felul
următor:
Piesele ce urmează a fi sudate trebuie să nu aibă
vopsea, straturi acoperitoare metalice, murdărie,
rugină, grăsime sau umezeală în locul de sudură.
Reglaţi corespunzător curentul de sudură, avansul
sârmei şi debitul de gaz (vezi 6.1.1 - 6.1.3).
Ţineţi masca de sudură (Fig. 3/17) în faţa ochilor şi
duceţi duza de gaz în acel loc al piesei de lucru unde
doriţi să sudaţi.
Apăsaţi pe butonul arzătorului (Fig. 5/25).
Cât timp arcul voltaic este aprins, aparatul împinge
sârmă în baia de sudură. În momentul în care pelicula
de sudură este suficient de groasă, arzătorul trebuie
tras încet de-a lungul muchiei dorite. Pendulaţi
eventual uşor arzătorul pentru a mări puţin baia de
sudură.
Aflaţi reglajul ideal al curentului de sudură, al vitezei
de avansare a sârmei şi al debitului de gaz cu ajutorul
unei probe de sudură. În varianta ideală veţi auzi un
zgomot uniform de sudură. Adâncimea de ardere
trebuie să fie cât mai mare posibil, fără a lăsa baia de
sudură să cadă prin piesa de lucru însă.
6.4 Dispozitive de protecţie
6.4.1 Releul de control al temperaturii
Aparatul de sudură este dotat cu o protecţie împotriva
supraîncălzirii. Ea împiedică transformatorul de
sudură să se supraîncălzească. În cazul în care
această protecţie se activează, lampa de control (3) a
aparatului de sudură se aprinde. Lăsaţi atunci
aparatul să se răcească un timp.
7. Curåøirea, întreøinerea μi comanda
pieselor de schimb
Scoateøi μtecherul înaintea începerii lucrårilor de
curåøire.
7.1 Curåøirea
n Påstraøi curate dispozitivele de protecøie, μliøele
de aerisire μi carcasa maμinii. Îtergeøi aparatul cu
o cârpå curatå sau suflaøi praful cu aer sub
presine la o presine micå.
n Noi recomandåm curåøirea aparatului imediat
dupå fiecare folosire.
n Curåøaøi aparatul cu o cârpå umedå μi puøin
såpun lichid. Nu folosiøi detergenøi sau solvenøi;
aceμtia pot ataca piesele din material plastic ale
aparatului. Fiøi atenøi så nu intre apå în interiorul
aparatului.
7.2 Întreøinerea
n interiorul aparatului nu se gåsesc alte piese
care trebuiesc întreøinute.
7.3 Comanda pieselor de schimb:
La comanda pieselor de schimb trebuiesc
menøionate urmåtoarele date;
n Tipul aparatului
n Numårul articolului aparatului
n Numårul Ident al aparatului
n Numårul piesei de schimb necesare
Preøurile actuale μi informaøii suplimentare gåsiøi la
www-isc-gmbh.info
8. Îndepårtarea μi reciclarea
Aparatul se gåseμte într-un ambalaj pentru a se
preveni deteriorårile pe timpul transportului. Acest
ambalaj este o resurså μi deci refolosibil μi poate fi
supus unui ciclu de reciclare.
Aparatul μi auxiliarii acestuia sunt fabricaøi din
materiale diferite cum ar fi de exemplu metal μi
material plastic. Piesele defecte se vor preda la un
centru de colectare pentru deμeuri speciale.
Interesaøi-vå în acest sens în magazinele de
specialitate sau la administraøia localå!
RO
39
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 39
Page 40

Defecţiune Cauza Remediere
Rola de avansare nu se învârte Lipseşte alimentarea cu tensiune
Reglorul pentru avansarea sârmei
de sudură este poziţionat pe 0
Verificaţi racordul electric
Verificaţi poziţia reglorului
Rola de avansare se învârte, însă
sârma nu înaintează
Presiune slabă exercitată de către
role (vezi 5.4.3)
Frâna rolei este prea strâns reglată
(vezi 5.4.3)
Rola de avansare este murdară /
deteriorată (vezi 5.4.3)
Pachetul de furtunuri este
deteriorat
Ţeava de legătură utilizată are
diametrul greşit / este murdară /
este uzată (vezi 5.4.3)
Sârma a fost sudată de duza de
gaz / ţeava de legătură
Verificaţi reglajele
Verificaţi reglajele
Curăţaţi sau schimbaţi rola
Verificaţi învelişul sistemului de
ghidare a sârmei de sudură
Curăţaţi sau schimbaţi ţeava de
legătură
Dezlipiţi sârma de sudură
După o utilizare mai îndelungată
aparatul nu mai funcţionează,
lampa de control a temperaturii (3)
continuând să fie aprinsă însă
Aparatul s-a supraîncălzit din cauza
utilizării prea îndelungate, respectiv
a nerespectării timpului de revenire
Lăsaţi aparatul să se răcească timp
de cel puţin 20 - 30 minute
Cordon de sudură foarte prost Reglajul curentului de sudură /
sistemului de avansare a sârmei
este greşit (vezi 6.1.1/6.1.2)
Prea puţin gaz sau deloc (vezi
6.1.3)
Verificaţi reglajele
Verificaţi reglajele şi presiunea
(nivelul de umplere) din butelia cu
gaz
9. Căutarea defecţiunilor
RO
40
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 40
Page 41

10. Explicarea simbolurilor
EN 60974-1 Norma europeană pentru
aparate de sudură cu arc
electric şi surse de
curent pentru sudură, cu
durată de conectare
limitată
Nu depozitaţi sau utilizaţi
aparatul în medii umede
sau în ploaie.
Siguranţă din reţeaua de
curent, cu valoare
nominală exprimată în
amperi
Racordare cu o fază la
reţeaua electrică
U
1
Tensiunea de alimentare 50 Hz Frecvenţa reţelei de
curent
I1max Tensiunea maximă în
reţea
Simbol al unei curbe
caracteristice în cădere
Citiţi cu atenţie şi
respectaţi instrucţiunile
de utilizare a aparatului
de sudură înainte de
întrebuinţarea acestuia
Sudură MIG (metal-inertgaz) şi MAG (metal-activgaz) inclusiv cu utilizarea
sârmei de umplere
U
0
Tensiunea nominală de
mers în gol
IP 21 Tipul de protecţie
I
2
Curent de sudură H Clasa de izolaţie
Ø mm Diametrul sârmei de
sudură
X Durata de conectare
Transformator unifazic,
dotat cu redresor
RO
41
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 41
Page 42

Съдържание:
1. Указания за безопасност
2. Описание на апарата и обем на доставка
3. Използване според предназначението
4. Teхнически данни
5. Преди пускане в експлоатация
6. Обслужване
7. Почистване, поддръжка и поръчка на резервни части
8. Екологосъобразно отстраняване и оползотворяване
9. Търсене на смущения
10. Обяснение на символите
42
BG
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 42
Page 43

43
BG
Внимание!
При използване на уредите трябва да се спазват
някои предпазни мерки за безопасност, за да се
предотвратят наранявания и щети. Затова
прочетете внимателно това упътване за
употреба. Съхранявайте го добре, за да
разполагате с информацията по всяко време. В
случай, че трябва да предадете уреда на други
лица, моля, предайте и това упътване за употреба.
Ние не поемаме отговорност за злополуки или
щети, които възникват поради не съблюдаване
на това упътване и на указанията за
безопасност.
1. Инструкции за безопасност
Съответните инструкции за безопасност ще
намерите в приложената брошура.
2. Описание на апарата и обем на
доставка (фиг. 1-8)
1. Дръжка
2. Работна индикация
3. Koнтролна лампа термопрекъсвач
4. Капак на корпуса
5. Място за поставяне на газови бутилки
6. Ходови ролки
7. Превключвател вкл/изкл/ заваръчен ток
8. Водещи ролки
9. Мрежови щепсел
10. Клема за свързване към корпус
11. Шлаух
12. Газова дюза
13. Горелка
14. Регулатор на скоростта на заваръчен тел
15. Верижна кука
16. Връзка за подаване на газ
17. Заваръчен ширм
18. Шлаух за защитен газ
19. Редуцирвентил
20. Maнометър
21. Болтово съединение
22. Предпазителен клапан
23. Връзка шлаух за защитен газ
24. Копче за настройка
25. Превключвател за горелката
26. 2 x контактна тръба
27. Ръчка за защитния кожух
28. Предпазна верига
2.1 Moнтажен материал
a. 16 x Болт за ходови ролки
b. 16 x Осигурителна пружинна шайба за ходови
ролки
c. 16 x Подложна шайба за ходови ролки
d. 2 x Клема за шлаух
k. 1 x Рамка защитен газ
l. 1 x Заваръчно стъкло
m. 1 x Прозрачно защитно стъкло
n. 2 x Задържащи букси защитно стъкло
o. 3 x Гайка за дръжка
p. 3 x Болтове за дръжка
q. 2 x Фиксиращ щифт защитно стъкло
r. 1 x Дръжка
s. 1 x Рамка заваръчен ширм
3. Използване според
предназначението
Уредът за заваряване в среда от защитен газ е
пригоден изключително за заваряване на
стомани по метода MAГ (Метал-Активен Газ) като
се използват съответните заваръчни телове и
газове.
Машината трябва да се използва само по
предназначението й. Всяка по-нататъшна извън
това употреба не е по предназначение. За
предизвикани от това щети или наранявания от
всякакъв вид отговорност носи
потребителят/обслужващото лице, а не
производителят.
Важни указания за свързването към токов
източник
Уредът попада под клас А на стандарт EN 6097410, т. е. същият не е предназначен за използване
в жилищни зони, в които електроснабдяването се
извършва чрез обществената електрозахранваща
система за ниско напрежение, защото при
неблагоприятни условия на мрежата може да
причини смущения. Ако желаете да използвате
уреда в жилищни райони, в които
електроснабдяването се извършва чрез
обществената електрозахранваща система за
ниско напрежение, то е необходима употребата
на електромагнитен филтър, който до такава
степен намалява електромагнитните смущения,
че същите повече не обезпокояват потребителя.
В индустриални зони или други райони, където
електроснабдяването не се извършва чрез
обществена система за ниско напрежение,
уредът може да се използва без употребата на
такъв филтър.
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 43
Page 44

Общи мерки, свързани с техниката на
безопасност
Потребителят отговаря за технически правилното
инсталиране и използване на уреда в
съответствие с инструкциите на производителя.
Доколкото следва да се установят
електромагнитни смущения, то отговорност на
потребителя е да отстрани същите с помощта на
техническите помощни средства, посочени погоре в точка „Важни указания за свързването към
токов източник“.
Намаляване на емисии
Основно електрозахранване
Заваръчният уред трябва да се свърже към
основното електрозахранване в съответствие с
указанията на производителя. Ако настъпят
смущения, може да се наложи да се вземат
допълнителни предпазни мерки, напр. монтиране
на филтър в основното електрозахранване
(вижте по-горе в точка „Важни указания за
свързването към токов източник“). Заваръчните
кабели трябва да се държат толкова къси,
колкото е възможно.
Пейс-мейкър
Лица, които носят електронен животоподдържащ
апарат (като напр. пейс-мейкър и.т.н.), трябва да
се консултират със своя лекар, преди да се
насочат към електродъгови, резачни инсталации,
инсталации за изгаряне или точково заваряване,
за да се гарантира, че магнитните полета,
свързани с високочестотни електричеки токове
няма да повлияят на техните уреди.
Гаранционният период при търговска употреба е
12 месеца, за потребители 24 месеца и започва
да тече от момента на закупуване на уреда.
4. Teхнически данни
Захранване от мрежа: 230 V ~ 50 Hz
Заваръчен ток: 25 - 135 A (макс. 170 A)
Продължителност на включване X%:
10 20 30 60 100
Заваръчен ток I2(A): 135 100 77 54 42 25
Номинално напрежение на празен ход U0: 40 V
Барабан за заваръчен тел макс.: 5 кг
Диаметър на заваръчен тел: 0,6/0,8 мм
Защита: 16 A
Тегло: 32,3 кг
Времената на заваряване важат при температура
на околната среда 40 °C.
5. Преди пускане в експлоатация
5.1 Moнтаж (фиг. 5 - 21)
5.1.1 Монтаж на ходовите и водещи ролки
(6/8)
Монтирайте ходови ролки (6) и направляващи
ролки (8) както е показано на фигури 7, 9, 10, 11.
5.1.2 Moнтаж на заваръчния ширм (17)
Поставете заваръчното стъкло (l) и над него
прозрачното защитно стъкло (m) в рамката за
защитното стъкло (k) (фиг. 12).
Притиснете фиксиращите щифтове на
защитното стъкло (q) външно в отворите на
рамката на заваръчния ширм (s) (фиг. 13).
Поставете рамката за защитното стъкло (k)
със заваръчното стъкло (l) и прозрачното
защитно стъкло (m) отвътре в канала на
рамката на заваръчния ширм (s), натискайте
задържащите букси на защитното стъкло (n)
върху фиксиращите щифтове на защитното
стъкло (q), докато влязат в гнездото, за да
фиксирате рамката за защитното стъкло (k).
Прозрачното защитно стъкло (m) трябва да
бъде от външната страна (фиг. 14).
Изкривете навътре горния ръб на рамката на
заваръчния ширм (s) (фиг. 15/1) и подгънете
ъглите на горния ръб (фиг. 15/2). Сега
изкривете навътре външните страни на
рамката на заваръчния ширм (s) (фиг. 15/3) и
ги свържете чрез силно притискане на ъглите
на горните ръбове и външните страни. При
влизането в гнездото на фиксиращите
щифтове на всяка страна трябва да се чуят
ясно 2 прещраквания (фиг. 15/4).
След като двата горни ъгъла на заваръчния
ширм са свързани, както е показано на
фигура 16, пъхнете болтовете за дръжката (p)
отвън в 3 отвора в заваръчния ширм (фиг. 17).
Обърнете заваръчния ширм и поставете
дръжката (r) над резбата на 3 болта за
дръжката (p). Затегнете дръжката (r) с 3 гайки
за дръжката (o) към заваръчния ширм (фиг.
18).
5.2 Свързване на газа (фиг. 4-6, 19-25)
5.2.1 Видове газ
При заваряване с непрекъснат тел е необходима
защита от газ, съставът на защитния газ зависи
от избрания метод на заваряване:
44
BG
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 44
Page 45
45
BG
5.2.2 Монтиране на газовата бутилка на
апарата (фиг. 19-25)
Газовата бутилка не е в обема на доставка!
Монтирайте газовата бутилка както е показано
на фигури 19 - 21. Внимавайте предпазната
верига (28) да е сглобена здраво и заваръчният
апарат да е поставен стабилно без опасност да се
обърне.
Внимание! На мястото за поставяне на газови
бутилки (фиг. 19/5) могат да се монтират само
газови бутилки до максимум 20 литра. При
използване на по-големи газови бутилки
съществува опасност от обръщане, същите могат
да се поставят до апарата. Ако случаят е такъв,
газовата бутилка трябва достатъчно добре да се
защити от обръщане!
5.2.3 Свързване на газовата бутилка
След снемане на защитната капачка (фиг. 22/A) за
кратко отворете вентила на бутилката (фиг. 22/B)
в посока обратно на тялото.
При необходимост почистете от замърсяване
свързващата резба (фиг. 22/C) със сух парцал,
без помощта на някакво почистващо средство.
Проверете дали на редуцирвентила (19) има
уплътнение и дали той е в безупречно състояние.
Завийте редуцирвентила (19) по посока на
часовниковата стрелка на свързващата резба
(фиг. 23/C) на газовата бутилка (фиг. 23). Сложете
двете скоби за шлаух (d) на шлауха за защитен
газ (18). Сложете шлауха за защитен газ (18) на
връзката за шлауха за защитен газ (23) на
редуцирвентила (19) и връзката за подаване на
газ (16) на заваръчния апарат и фиксирайте на
двете места на свързване с двете скоби на
шлауха (d). (фиг. 24-25)
Внимание! Обърнете внимание за уплътненост на
всички връзки на газа и всички съединения!
Проверете връзките и местата на съединяване
със спрей за теч или сапунена вода.
5.2.4 Обяснение на редуцирвентила
(фиг. 4/19)
На копчето за настройка (24) може да се регулира
разхода на газ. Регулираното количество газ
може да се отчете на манометъра (20) в литри на
минута (l/min). Газът излиза на връзката шлаух за
защитен газ (23) и чрез шлауха за защитен газ
(фиг. 3/18) се подава към заваръчния апарат (виж
5.2.3).
Внимание! За регулиране разхода на газ винаги
процедирайте както е описано под точка 6.1.3.
Редуцирвентилът се монтира на газовата бутилка
с помощта на болтовото съединение (21) (виж
5.2.3).
Внимание! Действия и ремонти по
редуцирвентила могат да се предприемат само от
специализиран персонал. Дефектни
редуцирвентили изпращайте на адреса на
сервиза.
5.3 Захранване от мрежата
Преди свързването се убедете, че данните на
типовата табелка съвпадат с данните на
мрежата.
Апаратът може да работи само към правилно
заземени и защитени контакти.
5.4 Moнтаж на макарата за тел
(фиг. 1, 5, 6, 26 – 34)
Макарата за тел не е в обема на доставка!
5.4.1 Видове заваръчен тел
Според случая на приложение се използват
различни видове заваръчен тел. Заваръчният
апарат може да работи със заваръчен тел с
диаметър от 0,6 и 0,8 мм. Към апарата са
съответната подаваща ролка и контактни тръби.
Подаващата ролка, контактната тръба и
сечението на заваръчния тел винаги трябва да са
съвместими.
5.4.2 Капацитет на макарата за тел
В апарата могат да се монтират макари за тел до
максимално 5 кг.
5.4.3 Поставяне на макарата за тел
Отворете защитен кожух (фиг. 2/4), за целта
бутнете назад ръчката за защитния кожух
(фиг. 2/27) и отворете защитния кожух (фиг.
2/4).
Проверете дали намотките на макарата не се
застъпват, за да гарантирате равномерно
отвиване на заваръчния тел.
Защитен газ
CO2 Argon/CO2
Метал за заваряване
Нелегирана стомана
X X
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 45
Page 46

Описание на теловодещия блок (фиг. 26 - 27)
A Фиксатор на намотката
B Касета на намотка
C Захващащ щифт
D Регулируем винт за ролкова спирачка
E Винтове за подаващия ролкодържач
F Подаващ ролкодържач
G Подаваща ролка
H Прием пакет маркучи
I Притискаща ролка
J Притискащ ролкодържач
K Пружина за притискащата ролка
L Регулируeм винт за контраопора
M Направляваща тръба
N Намотка
O Отвор за захващане намотката
Поставяне на макарата за тел (фиг. 26,27)
Поставете макарата за тел (N) на държача на
макарата (B). Внимавайте за това, краят на
заваръчния тел да се развива от страната на
водача на тела, виж стрелката.
Обърнете внимание на това, че задържането на
макарата (A) се вкарва и направляващият щифт
(C) стои в направляващия отвор на макарата за
тел (O). Задържането на макарата (A) трябва
отново да се фиксира над макарата за тел (N)
(фиг. 27).
Вкарване на заваръчния тел и регулиране
водача на тел (фиг. 28-34)
Притиснете нагоре пружина за притискаща
ролка (K) и я завъртете напред (фиг. 28).
Обърнете надолу притискащ ролкодържач (J)
с притискаща ролка (I) и пружина за
притискащата ролка (K) (фиг. 29).
Освободете винтове за подаващия
ролкодържач (E) и изтеглете нагоре подаващ
ролкодържач (F) (фиг. 30).
Проверете подаващата ролка (G). На горната
страна на подаващата ролка (G) трябва да е
даден съответния диаметър на тела.
Подаващата ролка (G) е снабдена с 2
направляващи шлица. При необходимост
обърнете или сменете подаващата ролка (G)
(фиг. 31).
Поставете отново подаващ ролкодържач (F) и
затегнете добре винтовете.
Извадете чрез завъртане надясно газовата
дюза (фиг. 5/12) от горелката (фиг. 5/13),
развийте контактната тръба (фиг. 6/26) (фиг. 5
- 6). Поставете шлауха (фиг. 1/11) на земята по
възможност в права посока далеч от
заваръчния апарат.
Така отрежете първите 10 см от заваръчния
тел, че да се получи прав отрез без издатъци,
изкривяване и замърсяване. Почистете края
на заваръчния тел.
Пъхнете заваръчния тел през водещата тръба
(M), между притискащата и подаваща ролкаe
(G/I) в закрепването на шлауха (H). (фиг. 32)
Пъхнете внимателно с ръка заваръчния тел
дотолкова в шлауха, докато излезе на
горелката с около 1 см (фиг. 5/13).
Развийте с няколко оборота регулиращия
болт за противонатиск (L) (фиг. 34).
Завъртете отново нагоре притискащ
ролкодържач (J) с притискаща ролка (I) и
пружина за притискаща ролка (K) и закачете
отново пружина за притискаща ролка (K) за
регулируем винт за контраопора (L) (фиг. 33).
Сега настройте регулиращия болт за
противонатиск (L) така, че заваръчният тел
здраво да стои между притискащата ролка (I)
и подаващата ролка (G) без да се смачква
(фиг. 34).
На горелката завийте подходяща контактна
тръба (фиг. 6/26) за използвания диаметър на
заваръчния тел (фиг. 5/13) и сложете газовата
дюза със завъртане надясно (фиг. 5/12).
Настройте регулиращия болт за спирачката
на ролката (D) така, че заваръчният тел да
може да се води и ролката автоматично да
стопира след спиране на водача на тела.
6. Обслужване
6.1 Настройка
Тъй като настройката на заваръчния апарат се
извършва различно според случая на
приложение, ние препоръчваме, настройките да
се правят с помощта на пробно заваряване.
6.1.1 Регулиране на заваръчния ток
Заваръчният ток може да се регулира на 6
степени на превключвателя за заваръчен ток вкл
/ изкл (фиг. 1/7). Необходимият заваръчен ток
зависи от дебелината на материала, желаната
дълбочина на изгаряне и използвания диаметър
на заваръчен тел.
6.1.2 Регулиране скоростта на подаване на
заваръчен тел
Скоростта на подаване на заваръчен тел
автоматично се напасва към използваната
настройка на заваръчния ток. Фина настройка на
скоростта на подаване на заваръчния тел може
да се извърши безстепенно на регулатора на
скоростта на заваръчния тел (фиг. 1/14).
Препоръчително е при настройката да се започне
на степен 5, която представлява средна стойност,
и при необходимост да се дорегулира.
46
BG
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 46
Page 47

47
BG
Необходимото количество заваръчен тел зависи
от дебелината на материала, дълбочината на
изгаряне, използвания диаметър на заваръчен
тел и също така от разстоянията между
детайлите за заваряване, които трябва да се
преодоляват.
6.1.3 Регулиране количеството на газа
Количеството на газа може да се регулира
безстепенно на редуцирвентила (фиг.4/19). То се
индикира на манометъра (фиг. 4/20) в литри на
минута (l/min). Препоръчително количество газ в
помещения без течение на въздуха: 5 – 15 l/min.
За регулиране количеството газ най-напред
освободете затегателния лост (фиг. 26/K) на
подаващото звено на тела, за да избегнете
ненужно износване на заваръчния тел (виж 5.4.3).
Осъществяване на присъединяването към мрежа
(виж точка 5.3), поставете превключвател
Вкл./Изкл.ток за заварки (фиг.1/7) на степен 1 и
задействайте превключвателя на горелката (фиг.
5/25), за да освободите притока на газ. Сега
настройте искания дебит върху редукционния
вентил (фиг. 4/19).
Завъртаня наляво на копчето за настройка (фиг.
4/24):
По-малко количество газ
Завъртаня надясно на копчето за настройка (фиг.
4/24):
По-голямо количество газ
Отново стегнете пружина за притискащата ролка
(фиг. 26/K) на телоподаващия блок.
6.2 Eлектрическо свързване
6.2.1 Захранване от мрежата
Виж точка 5.3
6.2.2 Клема за свързване към корпус (фиг.
1/10)
Сложете клемата за свързване към корпус (10) на
апарата възможно в непосредствена близост до
мястото на заваряване.
Да се внимава за метално лъскав преход на
мястото на контакт.
6.3 Заваряване
Ако са направени всички електрически връзки за
захранване с ток и заваръчен ток, както и
връзките на защитния газ, може да се процедира
по следния начин:
Детайлите, които ще се заваряват, в зоната на
заварката трябва да нямат боя, метално
покритие, замърсяване, ръжда, мазнина и влага.
Регулирайте по съответния начин заваръчния ток,
подаването на заваръчния тел и количеството газ
(виж 6.1.1 – 6.1.3).
Дръжте пред лицето си заваръчния ширм (фиг.
3/17) и водете газовата дюза към мястото на
детайла, където трябва да се заварява.
Задействайте превключвателя на горелката (фиг.
5/25).
Ако електрическата дъга гори, апаратът подава
тел в заваръчната вана. Ако заваръчната леща е
достатъчно голяма, горелката бавно се води по
дължината на желания ръб. При необходимост
леко разклатете, за да увеличите леко
заваръчната вана.
Установете идеалната настройка на заваръчен
ток, скорост на подаване на заваръчния тел и
количество газ с помощта на пробно заваряване.
В идеалния случай се чува равномерен шум при
заваряване. Дълбочината на изгаряне трябва да
бъде възможно голяма, но заваръчната вана да
не пада през детайла.
6.4 Защитни приспособления
6.4.1 Teрмопрекъсвач
Заваръчният апарат е снабден със защита от
прегряване, която защитава от прегряване
заваръчния трансформатор. Ако се задейства
защитата от прегряване, светва контролната
лампа (3) на Вашия апарат. Оставете заваръчния
апарат да се охлади за известно време.
7. Почистване, поддръжка и
поръчване на резервни части
Преди всяко почистване изваждайте щепсела.
7.1 Почистване
n Поддържайте защитните механизми,
отворите за въздух и двигателната кутия
възможно най-чисти от прах и замърсяване.
Почиствайте уреда с чиста кърпа или го
продухайте със сгъстен въздух под ниско
налягане.
n Препоръчваме Ви да почиствате уреда
непосредствено след всяка употреба.
n Почиствайте уреда редовно с влажна кърпа
и малко мек сапун. Не използвайте
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 47
Page 48

детергенти или разтворители; те биха
увредили пластмасовите части на уреда.
Внимавайте да не попадне вода вътре в
уреда.
7.2 Поддръжка
Във вътрешността на уреда няма други части,
изискващи поддръжка.
7.3 Поръчка на резервни части:
При поръчка на резервни части трябва да се
посочат следните данни;
n Вид на уреда
n Артикулен номер на уреда
n Идентификационен номер на уреда
n Номер на необходимата резервна част
Актуални цени и информация ще намерите на
www.isc-gmbh.info
8. Екологосъобразно отстраняване
и рециклиране
Уредът е в опаковка, за да се предотвратят
щети при транспортирането. Тази опаковка
представлява суровина и затова може да се
използва повторно или да се върне към цикъла
на обработка на суровините. Уредът и неговите
части са съставени от различни материали, като
например метал и пластмаси. Изхвърлете
дефектните строителни части при особено
опасните отпадъци. Осведомете се в
специализирания магазин или в общинската
администрация!
BG
48
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 48
Page 49

Грешка Причина Помощ
Подаващата ролка не се върти Липсва напрежение от мрежата
Регулаторът на подаването на
тела на 0
Проверете свързването
Проверете настройката
Повадащата ролка се върти, но
няма подаване на тел
Лошо притискане на ролката
(виж 5.4.3)
Спирачката на ролката е
регулирана много стегната (виж
5.4.3)
Замърсена / повредена
подаваща ролка (виж 5.4.3)
Повреден шлаух
Грешна големина на контактната
тръба / замърсена / износена
(виж 5.4.3)
Заваръчният тел е заварен на
газовата дюза/контактната
тръба
Проверете настройката
Проверете настройката
Почистете респ. сменете
Проверете обшивката на водача
на тела
Почистете / сменете
Освободете
След продължителна работа
апаратът не функционира, свети
контролната лампа на
термопрекъсвача (3)
Апаратът се е прегрял от
продължителното време на
използване респ. неспазване на
времето за почивка
Оставете апарата да се охлади
най-малко 20-30 минути
Много лош заваръчен шев Неправилна настройка на тока /
подаването (виж 6.1.1/6.1.2)
Няма / много малко газ (виж
6.1.3)
Проверете настройката
Проверете настройката респ.
Налягането на газовата бутилка
9. Откриване на смущения
BG
49
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 49
Page 50

10. Обяснение на символите
EN 60974-1 Европейска норма за
съоръжения за
електродъгово
заваряване и
източници на
заваръчен ток с
ограничена
продължителност на
включване
Не съхранявайте или
използвайте апарата
във влажна или мокра
среда или на дъжд
Предпазител с
номинална стойност в
ампери в мрежово
свързване
1 фазово –мрежово
свързване
U
1
Мрежово напрежение 50 Hz Мрежова честота
I1макс Най-висок ток от
мрежата изчислена
стойност
Символ за падаща
характеристика
Преди използване на
заваръчния апарат
внимателно прочетете
и спазвайте
упътването за работа
Заваряване с металинертен-газ и активен
газ включително
използване на тел с
флюсов пълнеж
U
0
Номинално
напрежение на празен
ход
IP 21 Защита
I
2
Заваръчен ток H Клас изолация
Ø mm Диаметър на
заваръчния тел
X Продължителност на
включване
Еднофазен
трансформатор с
изправител
BG
50
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 50
Page 51

GR
51
Περιεχόμενα:
1. Υποδείξεις ασφαλείας
2. Περιγραφή της συσκευής και συμπαραδιδόμενα
3. Σωστή χρήση σύμφωνα με τον προορισμό
4. Τεχνικά χαρακτηριστικά
5. Πριν τη θέση σε λειτουργία
6. Χειρισμός
7. Καθαρισμός, συντήρηση, αποθήκευση και παραγγελία ανταλλακτικών
8. Διάθεση στα απορρίμματα και επαναχρησιμοποίηση
9. Αναζήτηση βλαβών
10. Εξήγηση συμβόλων
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 51
Page 52

GR
52
¶ÚÔÛÔ¯‹!
∫·Щ¿ ЩЛ ¯Ъ‹ЫЛ ЩˆУ Ы˘ЫОВ˘ТУ Ъ¤ВИ У·
П·М‚¿УФУЩ·И ФЪИЫМ¤У· М¤ЩЪ· ·ЫК·ПВ›·˜ ЪФ˜
·ФК˘Б‹ ЩЪ·˘М·ЩИЫМТУ О·И ˙ЛМИТУ. °И· ЩФ ПfiБФ
·˘Щfi ·Ъ·О·ПФ‡МВ У· ‰И·‚¿ЫВЩВ ЪФЫВОЩИО¿ ·˘Щ‹
ЩЛУ √‰ЛБ¿И ¯Ъ‹ЫЛ˜. º˘П¿НЩВ ЩЛУ О·П¿ БИ· У· ¤¯ВЩВ
ЩИ˜ ПЛЪФКФЪ›В˜ ЫЩЛ ‰И¿ıВЫ‹ Ы·˜ ·У¿ ¿Ы· ЫЩИБМ‹.
∂¿У ‰ТЫ·ЩВ ЩЛ Ы˘ЫОВ˘‹ ЫВ ¿ПП· ¿ЩФМ·,
·Ъ·О·ПФ‡МВ У· ЩФ˘˜ ·Ъ·‰ТЫВЩВ О·И ·˘Щ‹ ЩЛУ
√‰ЛБ¿И ¯Ъ‹ЫЛ˜.
¢ВУ ·У·П·М‚¿УФ˘МВ О·М›· В˘ı‡УЛ БИ· ·Щ˘¯‹М·Щ·
Ф˘ ФКВ›ПФУЩ·И ЫЩЛ МЛ Щ‹ЪЛЫЛ ·˘Щ‹˜ ЩЛ˜ √‰ЛБ›·˜
О·И ЩˆУ ˘Ф‰В›НВˆУ ·ЫК·ПВ›·˜.
1. Àԉ›ÍÂȘ ·ÛÊ·Ï›·˜
™ÙÔ Û˘ÓËÌ̤ÓÔ Ê˘ÏÏ¿‰ÈÔ ı· ‚Ú›Ù ÙȘ Û¯ÂÙÈΤ˜
˘Ô‰Â›ÍÂȘ ·ÛÊ·Ï›·˜.
2. Περιγραφή της συσκευής και
συμπαραδιδόμενα (εικ.1-8)
1. Χειρολαβή
2. Ένδειξη λειτουργίας
3 Λυχνία ελέγχου ελεγκτή θερμοκρασίας
4. Κάλυμμα περιβλήματος
5. Θέση εναπόθεση φιάλης αερίου
6. Τροχοί κίνησης
7. Διακόπτης ενεργοποίησης/απενεργοποίησης
ρεύματος συγκόλλησης
8. Τροχοί οδήγησης
9. Βύσμα σύνδεσης με το δίκτυο
10. Κλέμα γείωσης
11. Πακέτο σωλήνων
12. Μπεκ αερίου
13. Καυστήρας
14. Ρυθμιστής ταχύτητας σύρματος συγκόλλησης
15. Κρεμαστάρια αλυσίδας
16. Σύνδεση παροχής αερίου
17. Ασπίδα συγκόλλησης
18. Συσκευή συγκόλλησης αερίου
19. Μειωτήρας πίεσης
20. Μανόμετρο
21. Στερέωση με βίδες
22. Βαλβίδα ασφαλείας
23. Σύνδεση σωλήνα προστατευτικού αερίου
24. Περιστρεφόμενο κουμπί
25. Διακόπτης καυστήρα
26. 2 x σωλήνας επαφής
27. Λαβή για το κάλυμμα του περιβλήματος
28. Αλυσίδα ασφαλείας
2.1 Υλικό για μοντάζ
a. 16 x βίδα για τροχούς κίνησης
b. 16 x δακτύλιος στήριξης
c. 16 x ροδέλλα για τροχούς κίνησης
d. 2 x σφιγκτήρας σωλήνα
k. 1 x πλαίσιο προστατευτικού γυαλιού
l. 1 x γυαλί συγκόλλησης
m. 1 x διαφανές προστατευτικό γυαλί
n. 2 x στηρίγματα προστατευτικό γυαλί
o. 3 x παξιμάδι λαβής
p. 3 x βίδες λαβής
q. 2 x πείρος στήριξης προστατευτικό γυαλί
r. 1 x Χειρολαβή
s. 1 x πλαίσιο ασπίδας συγκόλλησης
3. Σωστή χρήση σύμφωνα με τον
προορισμό
Η συσκευή συγκόλλησης αερίου προορίζεται
αποκλειστικά και μόνο για τη συγκόλληση χάλυβα
με τη μέθοδο MΑG (με ενεργό αέριο) με χρήση
ανάλογο συρμάτων συγκόλλησης και αερίων.
Η μηχανή επιτρέπεται να χρησιμοποιηθεί μόνο για
τον σκοπό για τον οποίο προορίζεται. Κάθε πέραν
τούτου χρήση δεν ανταποκρίενται στο σκοπό για
τον οποίο προορίζεται. Για βλάβες που οφείλονται
σε παρόμοια χρήση ή για τραυματισμούς παντός
είδους ευθύνεται ο χρήσητς/χειριστής και όχι ο
κατασκευαστής.
Σημαντική υπόδειξη για τη σύνδεση με το
ρεύμα
Η συσκευή ανήκει στην κατηγορία Α του προτύπου
ΕΝ 60974/10, δηλ. δεν προορίζεται για τη χρήση σε
κατοικούμενους χώρους, όπου η παροχή ρεύματος
γίνεται μέσω δημοσίου συστήματος τροφοδοσίας
ρεύματος χαμηλής τάσης, διότι δεν αποκλείεται
στην περίπτωση αυτή υπό δυσμενείς συνθήκες να
προκαλέσει παρεμβολές. Εάν θέλετε να
χρησιμοποιήσετε τη συσκευή σε κατοικούμενους
χώρους όπου η παροχή ρεύματος γίνεται μέσω
δημοσίου συστήματος τροφοδοσίας ρεύματος
χαμηλής τάσης απαιτείται η χρήση
ηλεκτρομαγνητικού φίλτρου, το οποίο μειώνει τις
ηλεκτρομαγνητικές παρεμβολές τόσο, ώστε να μη
γίνονται αισθητά ενοχλητικές από το χρήστη.
Σε βιομηχανικές περιοχές στις οποίες η τροφοδοσία
ρεύματος δεν γίνεται μέσω όπου η παροχή
ρεύματος γίνεται μέσω δημοσίου συστήματος
τροφοδοσίας ρεύματος χαμηλής τάσης, η συσκευή
μπορεί να χρησιμοποιηθεί χωρίς τη χρήση
παρόμοιου φίλτρου.
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 52
Page 53

GR
53
Γενικές υποδείξεις ασφαλείας
Ο χρήστης είναι υπεύθυνος για την εγκατάσταση
και χρησιμοποίηση της συσκευής σύμφωνα με τις
υποδείξεις του κατασκευαστή. Εάν διαπιστωθούν
ηλεκτρομαγνητικές παρεμβολές, ευθύνεται ο
χρήστης να τις αντιμετωπίσει σύμφωνα με τις
τεχνικές υποδείξεις στο εδάφιο „Σημαντική
υπόδειξη για τη σύνδεση με το ρεύμα“.
Μείωση εκπομπών
Κεντρική παροχή ρεύματος
Η συσκευή συγκόλλησης πρέπει να συνδεθεί με την
κεντρική παροχή ρεύματος. Σε περίπτωση
παρεμβολών μπορεί να χρειαστεί να ληφθούν
πρόσθετα μέτρα, π. χ. η τοποθέτηση φίλτρου στην
κεντρική παροχή ρεύματος (βλέπε πιο πάνω το
εδάφιο „Σημαντική υπόδειξη για τη σύνδεση με το
ρεύμα“). Τα καλώδια να είναι όσο πιο κοντά γίνεται.
Βηματοδότης
Τα άτομα που φορούν ηλεκτρονικές συσκευές
(βηματοδότες κλπ.) να συμβουλευτούν πρώτα τον
γιατρό τους προτού πλησιάσουν σε εγκαταστάσεις
βολταϊκού τόξου, κοπής, καύσης καθαρισμού ή
τοπικής συγκόλλησης, ώστε να σιγουρευτούν πως
τα μαγνητικά πεδία σε συνδυασμό με υψηλά
ηλεκτρικά ρεύματα δεν θα επηρεάσουν τις
συσκευές τους.
Η διάρκεια εγγύησης ανέρχεται σε 12 μήνες σε
περίπτωση επαγγελματικής χρήσης και 24 μήνες σε
περίπτωση καταναλωτών. Η εγγύηση αρχίζει από
την ημέρα αγοράς της συσκευής.
4. Τεχνικά χαρακτηριστικά
Ηλεκτρική τροφοδοσία: 230 V ~ 50 Hz
Ρεύμα συγκόλλησης: 25-135 A (max. 170 A)
Διάρκεια ενεργοποίησης X%:
10 20 30 60 100
Ρεύμα συγκόλλησης I2(A):
135 100 77 54 42 25
Ονομαστική τάση λειτουργίας κενού U0: 40 V
Κύλινδρος σύρματος συγκόλλησης μάξ.: 5 kg
Διάμετρος σύρματος συγκόλλησης: 0,6/0,8 mm
Ασφάλεια: 16 Α
Βάρος: 32,3 kg
Οι χρόνοι συγκόλλησης ισχύουν για θερμοκρασία
περιβάλλοντος 40°C.
5. Πριν τη θέση σε λειτουργία
5.1 Μοντάζ (εικ. 5-21)
5.1.1 Συναρμολόγηση των τροχών κίνησης και
οδήγησης (6/8)
Συναρμολογήστε τους τροχούς κίνησης (6) και τους
τροχούς οδήγησης (8) όπως παριστάνεται στις
απεικονίσεις 7, 9, 10, 11.
5.1.2 Συναρμολόγηση της ασπίδας
συγκόλλησης (17)
Τοποθετήστε το γυαλί συγκόλλησης (Ι) και από
επάνω το διαφανές προστατευτικό γυαλί (m)
στο πλαίσιο για το προστατευτικό γυαλί (k) (εικ.
12).
Πιέστε τους πείρους συγκράτησης του
προστατευτικού γυαλιού (q) εξωτερικά στις
οπές στο πλαίσιο της ασπίδας συγκόλλησης (s).
(εικ. 13)
Τοποθετήστε το πλαίσιο για το προστατευτικό
γυαλί (k) με γυαλί συγκόλλησης (l) και
προστατευτικό γυαλί (m) από μέσα στην εσοχή
στο πλαίσιο της ασπίδας συγκόλλησης (s),
πιέστε τις υποδοχές συγκράτησης (n) στους
πείρους συγκράτησης του προστατευτικού
γυαλιού (q) μέχρι να κουμπώσουν για να
ασφαλίσετε το προστατευτικό γυαλί (k). Το
διαφανές προστατευτικό γυαλί (m) να βρίσκεται
στην εξωτερική πλευρά. (εικ. 14)
Λυγίστε την επάνω άκρη του πλαισίου της
ασπίδας συγκόλλησης (s) (εικ. 15/1) και
διπλώστε τις γωνίες της επάνω άκρης (εικ.
15/2.). Λυγίστε τώρα τις εξωτερικές πλευρές
του πλαισίου της ασπίδας συγκόλλησης (s) προς
τα μέσα (εικ. 15/3.) και συνδέστε τις πιέζοντας
γερά τις γωνιές της επάνω άκρης και τις
εξωτερικές πλευρές. Σε κάθε πλευρά πρέπει
στο κούμπωμα των πείρων συγκράτησης να
ακούσετε 2 ήχους κλικ (εικ. 15/4.)
Όταν συνδεθούν οι δύο επάνω γωνίες της
ασπίδας συγκόλλησης όπως προκύπτει από την
εικόνα 16, βάλτε τις βίδες για τη λαβή (p) από
έξω μέσα από τις 3 τρύπες στην ασπίδα
συγκόλλησης. (εικ. 17)
Γυρίστε την ασπίδα συγκόλλησης και οδηγήστε
την χειρολαβή (r) μέσω των σπειρωμάτων των 3
βιδών για τη χειρολαβή (p). Βιδώστε τη
χειρολαβή (r) με τα 3 παξιμάδια (ο) στην ασπίδα
συγκόλλησης .(εικ. 18)
5.2 Σύνδεση του αερίου (εικ. 4-6, 19-25)
5.2.1 Είδη αερίου
Κατά τη συγκόλληση με συνεχές αέριο απαιτείται
προστασία αερίου, η σύσταση του προστατευτικού
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 53
Page 54

GR
54
αερίου εξαρτάται από την επιλεχθείσα μέθοδο
συγκόλλησης:
5.2.2 Τοποθετήστε τη φιάλη του αερίου πάνω
στη συσκευή (εικ. 19-25)
Η φιάλη αερίου δεν συμπεριλαμβάνεται!
Τοποθετήστε τη φιάλη αερίου όπως φαίνεται στις
εικόνες 19 - 21. Προσέξτε για καλή στερέωση της
αλυσίδας ασφαλείας (28) και για ευστάθεια της
συσκευής συγκόλλησης.
Προσοχή! Στην επιφάνεια εναπόθεσης της φιάλης
αερίου (εικ. 19/5) επιτρέπεται να τοποθετούνται
φιάλες αερίου μέχρι μάξιμουμ 20 λίτρα. Σε
περίπτωση χρήσης μεγαλύτερων φιάλων αερίου,
υφίσταται κίνδυνος πτώσης τους και γιαυτό
επιτρέπεται να τοποθετηθούν μόνο δίπλα στη
συσκευή. Σε τέτοια περίπτωση πρέπει να
προστατευθεί η φιάλη αερίου επαρκώς, ώστε να μην
υπάρχει κίνδυνος να πέσει!
5.2.3 Σύνδεση της φιάλης αερίου
Αφού αφαιρεθεί το προστατευτικό πώμα (εικ. 22/Α)
ανοίξτε σύντομα τη βαλβίδα της φιάλης (εικ. 22/Β)
σε κατεύθυνση αντίθετα από την κατεύθυνση του
σώματος.
Καθαρίστε το σπείρωμα σύνδεσης (εικ. 22/C)
ενδεχομένως με ένα στεγνό πανί, χωρίς
απορρυπαντικά. Ελέγξτε έαν υπάρχει
στεγανοποιητική διάταξη στον μειωτήρα πίεσης (19)
και εάν είναι σε άψογη κατάσταση. Βιδώστε τον
μειωτήρα πίεσης (19) στη φορά των δεικτών
ρολογιού πάνω στο σπείρωμα σύνδεσης (εικ. 23/C)
της φιάλης αερίου (εικ. 23). Περάστε τα δύο
κολλάρα (d) πάνω από το σωλήνα του
προστατευτικού αερίου (18). Βάλτε το σωλήνα
προστατευτικού αερίου (18) στη σύνδεση σωλήνα
προστατευτικού αερίου (23) στον μειωτήρα πίεσης
(19) και τη σύνδεση παροχής αερίου (16) στη
συσκευή συγκόλλησης και ασφαλίστε με κολλάρα
σωλήνων (d) στα δύο σημεία σύνδεσης. (εικ. 24-25)
Προσοχή! Προέξτε τη στεγανότητα όλων των
συνδέσεων αερίου και των ενώσεων! Ελέγξτε τις
συνδέσεις και ενώσεις με σπρεϋ εξακρίβωσης
σημείων διαρροής ή με σαπουνόνερο.
5.2.4 Εξήγηση του μειωτήρα πίεσης (εικ. 4/19)
Στο περιστρεφόμενο κουμπί (24) μπορεί να
ρυθμιστεί η ποσότητα ροής αερίου. Η ρυθμισμένη
ποσότητα ροής αερίου διαβάζεται στο μανόμετρο
(20) σε λίτρα ανά λεπτό (l/min). To αέριο εξέρχεται
στη σύνδεση προστατευτικού αερίου (23) και
μεταφέρεται μέσω του σωλήνα προστατευτικού
αερίου (εικ. 3/18) προς τη συσκευή συγκόλλησης.
(βλ. 5.2.3)
Προσοχή! Για τη ρύθμιση της ποσότητας ροής
αερίου ακολουθήστε τις οδηγίες του εδαφίου 6.1.3.
Ο μειωτήρας πίεσης προσαρμόζεται με τη βοήθεια
του βιδωτού σύνδεσμου (21) στη φιάλη αερίου (βλ.
5.2.3).
Προσοχή! Επεμβάσεις και επισκευές στον μειωτήρα
πίεσης επιτρέπενται να εκτελκούνται μόνο από
εξειδικευμένο προσωπικό. Εάν χρειαστεί,
παρακαλούμε να στείλετε τον ελαττωματικό
μειωτήρα πίεσης στη διεύθυνση τιου τμήματος
εξυπηρέτησης πελατών.
5.3 Ηλεκτρική τροφοδοσία
Πριν τη σύνδεση σιγουρευτείτε πως τα στοιχεία
στην ετικέτα του συμφωνούν με τα στοιχεία του
δικτύου.
Η συσκευή επιτρέπεται να λειτουργεί μόνο σε
σωστά γειωμένες πρίζες με ανάλογη ασφάλεια.
5.4 Τοποθέτηση του πηνίου σύρματος
(εικ. 1, 5, 6, 26 – 34)
Η φιάλη αερίου δεν συμπεριλαμβάνεται!
5.4.1 Είδη συρμάτων
Ανάλογα με την περίπτωση, χρειάζονται
διαφορετικά σύρματα συγκόλλησης. Η συσκευή
συγκόλλησης μπορεί να χρησιμοποιηθεί με σύρματα
συγκόλλησης με διάμετρο μεταξύ 0,6 και 0.8
χιλιοστά. Με τη συσκευή συμπαραδίδεται το
ανάλογο ρολό και οι σωλήνες. Το ρολό, οι σωλήνες
επαφής και η διατομή του σύρματος πρέπει πάντα
να ταιριάζουν.
5.4.2 Δυναμικότητα του πηνίου σύρματος
Στη συσκευή επιτρέπεται η τοποθέτηση πηνίων
σύρματος μέχρι μάξιμουμ 5 χγρ.
5.4.3 Τοποθέτηση του πηνίου σύρματος
Ανοίξτε το κάλυμμα περιβλήματος (εικ. 2/4), για
το σκοπό αυτό σπρώξτε το κάλυμμα του
περιβλήματος (εικ. 2/27) προς τα πίσω και
αναδιπλώστε το κάλυμμα του περιβλήματος (εικ.
2/4).
Σιγουρευτείτε πως οι περιελίξεις στο πηνίο δεν
Προστατευ-τικό αέριο
CO2 Argon/CO2
Μέταλλο προς
συγκόλλη-ση
Ανθρακοχάλυβας
X X
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 54
Page 55

GR
55
υπερκαλύπτονται, για να εξασφαλίσετε το
ομοιόμορφο ξετύλιγμα του σύρματος.
Περιγραφή της μονάδας οδηγού του σύρματος
(εικ. 26-27)
Α Ασφάλιση του πηνίου
Β Στήριγμα πηνίου
C Πείρος εμπλοκής
D Βίδα ρύθμισης για φρένο του κύλινδρου
Ε Βίδες για στήριγμα του κύλινδρου προώθησης
F Στερέωση κύλινδρου ώθησης
G Κύλινδρος προώθησης
Η Υποδοχή πακέτου σωλήνων
Ι Κύλινδρος συμπίεσης
J Στερέωση του κύλινδρου συμπίεσης
Κ Κύλινδρος συμπίεσης
L Bίδα προσαρμογής για αντίθλιψη
Μ Σωλήνας-οδηγός
Ν Πηνίο σύρματος
Ο Άνοιγμα εμπλοκής του πηνίου σύρματος
Τοποθέτηση του πηνίου σύρματος (εικ. 26,27)
Τοποθετήστε το πηνίο σύρματος (N) στο στήριγμα
πηνίου (Β). Προσέξτε να ξευλιχθεί το τέλος του
σύρματος συγκόλλησης στην πλευρά του οδηγού
του σύρματος, βλέπε βέολος.
Προσέξτε να πιεσθεί η ασφάλιση του πηνίου (Α) και
να είναι καλά στερεωμένος ο πείρος εμπλοκής (C)
στο άνοιγμα εμπλοκής του πηνίου του σύρματος (O).
Η ασφάλιση του πηνίου (Α) πρέπει να
ξανακουμπώνει πάνω από το πηνίο του σύρματος
(N). (εικ. 27)
Εισαγωγή του σύρματος συγκόλλησης και
ρύθμισης του οδηγού του σύρμαοτς (εικ. 28-34)
Πιέστε το ελατήριο του κυλίνδρου πίεσης (Κ)
προς τα επάνω και περιστρέψτε προς τα εμπρός
(εικ. 28).
Αναδιπλώστε προς τα κάτω το στήριγμα του
κυλίνδρου συμπίεσης (J) με τον κύλινδρο
συμπίεσης (Ι) και το ελατήριο (Κ) (εικ. 29)
Ξεβιδώστε τις βίδες για το στήριγμα κυλίνδρου
προώθησης (Ε) και τραβήξτε προς τα επάνω το
στήριγμα του κυλίνδρου προώθησης (F) (εικ.
30).
Ελέγξτε το ρολό ώθησης (G). Στην επάνω
πλευρά του ρολού ώθησης (G) πρέπει να
αναφέρεται το ανάλογο πάχος του σύρματος. Το
ρολό ώθησης (G) είναι εξοπλισμένο με 2
αυλάκια-οδηγούς. Ενδεχομένως θα
αναποδογυρίσετε το ρολό ώθησης (G) ή θα το
αντικαταστήσετε. (εικ. 31)
Επανατοποθετήστε το στήριγμα κυλίνδρου
προώθησης (F) και βιδώστε το.
Αφαιρέστε το μπεκ αερίου (εικ. 5/12) με στροφή
προς τα δεξιά από τον καυστήρα (εικ. 5/13),
ξεβιδώστε το σωλήνα επαφής (εικ. 6/26) (εικ. 5 –
6). Ακουμπήστε το πακέτο σωλήνων (εικ. 1/11)
εάν γίνεται ίσια στο δάπεδο, δείχνοντας στην
αντίθετη πλευρά από τη συσκευή συγκόλλησης.
Κόψτε τα πρώτα 10 εκατοστά του σύρματος
συγκόλλησης έτσι, ώστε να δημιουργείται ίσια
τομή, χωρίς προεξοχές, κύρτωση και
ακαθαρσίες. Αποξέστε την άκρη του σύρματος
συγκόλλησης.
Σπρώξτε το σύρμα συγκόλλησης μέσα από το
σωλήνα-οδηγό (M), μεταξύ του ρολού
συμπίεσης και ώθησης (G/I) μέσα στην υποδοχή
του πακέτου σωλήνων (H). (εικ. 32) Σπρώξτε
προσεκτικά με το χέρι το σύρμα συγκόλλησης
στο πακέτο του σωλήνα τόσο, μέχρι να
προεξέχει στον καυστήρα (εικ. 5/13) περ. 1
εκατοστό.
Χαλαρώστε τη βίδα προσαρμογής (L) μερικές
περιστροφές. (εικ. 34)
Αναδιπλώστε πάλι προς τα επάνω το στήριγμα
κυλίνδρου συμπίεσης (J) με τον κύλινδρο
συμπίεσης (Ι) και επανακρεμάστε το ελατήριο
(Κ) του κυλίνδρου συμπίεσης (Κ) στη βίδα
ρύθμισης για αντίθλιψη (L) (εικ. 33)
Ρυθμίστε τη βίδα προσαρμογής για αντιπίεση (L)
έτσι ώστε το σύρμα συγκόλλησης να
προσαρμόζεται στερεά μεταξύ του ρολού
συμπίεσης (I) και του ρολού ώθησης (G) χωρίς
να υπερσυμπιέζεται. (εικ. 34)
Βιδώστε τον κατάλληλο σωλήνα επαφής (εικ.
6/26) για το χρξησιμοποιούμενο σύρμα
συγκόλλησης στον καυστήρα (εικ. 5/13) και
βάλτε το μπεκ αερίου με περιστροφή προς τα
δεξιά (εικ. 5/12).
Ρυθμ΄σιτε τη βίδα προσαρμογής για το φρένο
του ρολού (D) έτσι, ώστε να οδηγείται ακόμη το
σύρμα και το ρολό να σταματά αυτόματα μετά
την πέδηση του συστήματος οδήγησης του
σύρματος.
6. Χειρισμός
6.1 Ρύθμιση
Επειδή η ρύθμιση του σύρματος συγκόλλησης
γίενται διαφορετικά ανάλογα με την περίπτωση,
συνιστούμε, να εκτελείτε τις ρυθμίσεις μετά από
δοκιμαστική συγκόλληση.
6.1.1 Ρύθμιση του ρεύματος συγκόλλησης
Το ρεύμα συγκόλλησης μπορεί να ρυθμιστεί σε 6
βαθμίδες στον διακόπτη ρεύματος συγκόλλησης
(εικ. 1/7). Το απαιτούμενο ρεύμα συγκόλλησης
εξαρτάται από το πάχος του υλικού, από το
επιθυμούμενο βάθος καύσης και τη διάμετρο του
χρησιμοποιούμενου σύρματος συγκόλλησης.
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 55
Page 56

GR
56
6.1.2 Ρύθμιση της ταχύτητας προώθησης του
σύρματος
Η ταχύτητα προώθησης του σύρματος
προσαρμόζεται αυτόματα στην χρησιμοποιούμενη
ρύθμιση ρεύματος. Μία ακριβής ρύθμιση της
ταχύτητας προώθησης του σύρματοςμπορεί να γίνει
αδιαβάθμητα στο ρυθμιστή ταχύτητας του σύρματος
συγκόλλησης (εικ. 1/14). Συνιστάται να αρχίσει η
ρύθμιση στη βαθμίδα 5, που αποτελεί μία μέση τιμή,
και ενδεχομένως, εάν χρειαστεί, να επαναρυθμιστεί.
Η απαιτούμενη ποσότητα σύρματος εξαρτάται από
το πάχος του υλικού, του βάθους της έψησης, από
τη διάμετρο του χρησιμοποιούμενου σύρματος
συγκόλλησης και από το μέγεθος των αποστάσεων
των συγκολλητέων αντικειμένων.
6.1.3 Ρύθμιση της ποσότητας ροής αερίου
Στο περιστρεφόμενο κουμπί (Abb.4/19) μπορεί να
ρυθμιστεί η ποσότητα ροής αερίου. Αναφέρεται στο
μανόμετρο (εικ. 4/20) σε λίτρα ανά λεπτό (l/min).
Συνιστώμενη ποσότητα ροής αερίου σε χώρους
χωρ΄ςι ρεύμα αέρα: 5 – 15 l/min.
Για τη ρύθμιση της ποσότητας ροής του αερίου
χαλαρώστε πρώτα το μοχλό σύσφιξης (εικ. 26/K) της
μονάδας προώθησης του σύρματος προς αποφυγή
άσκοπης φθοράς του σύρματος (βλέπε 5.4.3).
Ηλεκτρική τροφοδοσία (βλέπε εδάφιο 5.3), βάλτε το
διακόπτη
ενεργοποίησης/απενεργοποίησης/ρεύματος
συγκόλλησης (εικ. 1/7) στη βαθμίδα 1 και χειριστείτε
τον διακόπτη του καυστήρα (εικ. 5/25), για να
ελευθερώσετε τη ροή του αερίου. Τώρα ρυθμίστε
στον μειωτήρα πίεσης (εικ. 4/19) την επιθυμούμενη
ποσότητα ροής αερίου.
Περιστροφή του κουμπιού προς τα αριστερά (εικ.
4/24):
μικρότερη ποσότητα ροής
Περιστροφή του κουμπιού προς τα δεξιά (εικ. 4/24):
μεγαλύτερη ποσότητα ροής αερίου
Κύλινδρος συμπίεσης (εικ. 26/K) της μονάδας
προώθησης σύρματος.
6.2 Ηλεκτρική σύνδεση
6.2.1 Ηλεκτρική τροφοδοσία
βλέπε εδάφιο 5.3
6.2.2 Σύνδεση της κλέμας γείωσης (εικ. 1/10)
Συνδέστε την κλέμα γείωσης (10) της συσκευής όσο
πιο κοντά γίνεται στο σημείο συγκόλλησης.
Προσέξτε στο σημείο επαφής τα γυμνά μέταλλα.
6.3 Συγκόλληση
Αφού εκτελεσθούν όλες οι ηλεκτρικές συνδέσεις
για την τροφοδοσία ρεύματος και για το κύκλωμα
συγκόλλησης καθώς και για τη σύνδεση του
προστατευτικού αερίου, μπορούν α ακολουθήσουν
τα εξής βήματα:
Τα αντικείμενα που πρέπει να συγκολληθούν πρέπει
στο σημεί οτης συγκόλλησης να είναι ελεύθερα από
χρώματα, επικαλύψεις, ακαθρασίες, σκουριά, λίπη
και υγρασία.
Ρυθμίστε ανάλογα το ρεύμα συγκόλλησης, την
προώθηση του σύρματος και την ποσότητα της
ρο΄ςη του αερίου (βλέπε 6.1.1 – 6.1.3).
Κρατήστε την ασπίδα προστασίας (εικ. 3/17)
μπροστά στο πρόσωπο και φέρτε το μπεκ αερίου
στο σημείο του κατεργαζόμενου αντικειμένου που
πρέπει να συγκολληθεί.
Χειριστείτε τώρα το διακόπτη του καυστήρα (εικ.
5/25).
Όταν ανάβει το ηλεκτρικό τόξο, η συσκευή προωθεί
σύρμα στο λουτρό συγκόλλησης. Εάν ο φακός
συγκόλλησης είναι αρκετά μεγάλος, οδηγείται ο
καυστήρας αργά κατά μήκςο της επιθυμούμενης
άκρης. Ενδεχομένως ταλαντεύετε ελαφρά, για να
μεγενθύνετε το λουτρό συγκόλλησης.
Η ιδανική ρύθμιση του ρεύματος συγκόλλησης, της
ταχύτητας προώθησης σύρματος και της ποσότητας
ροής αερίου βάσει δοκιμαστικής συγκόλλησης. Στην
ιδανική περίπτωση θα ακούσετε ένα ομοιόμορφο
θόρυβο συγκόλλησης. Το βάθος έψησης να είναι
βαθύ, το λουτρό συγκόλλησης να μην περνάει μέσα
από το κατεργαζόμενο αντικείμενο.
6.4 Προστατευτικά συστήματα
6.4.1 Ελεγκτής θερμότητας
Η συσκευή συγκόλλησης είναι εξοπλισμένη με
προστασία κατά υπερθέρμανσης που προστατεύει
τον μετασχηματιστή συγκόλλησης από
υπερθε΄ρμανση. Εάν αποκριθεί το σύστημα
προστασίας από υπερθέρμανση, ανάβει η λυχνία
ελέγχου (3) στη συσκευή σας. Αφήστε τη συσκευή
συγκόλλησης να κρυώσει για λίγο χρονικό
διάστημα.
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 56
Page 57

GR
57
7. ∫·ı·ÚÈÛÌfi˜, Û˘ÓÙ‹ÚËÛ˘,
·Ъ·ББВП›· ·УЩ·ПП·ОЩИОТУ
¶ЪИУ ·fi fiПВ˜ ЩИ˜ ВЪБ·Ы›В˜ О·ı·ЪИЫМФ‡ У· ‚Б¿˙ВЩВ
ЩФ КИ˜ ·fi ЩЛ Ъ›˙·.
7.1 ∫·ı·ÚÈÛÌfi˜
n ¡· ÙËÚ›Ù ٷ Û˘ÛÙ‹Ì·Ù· ·ÛÊ·Ï›·˜, ÙȘ
Ы¯ИЫМ¤˜ ·ВЪИЫМФ‡ О·И ЩФ ВЪ›‚ПЛМ· ЩФ˘
ОИУЛЩ‹Ъ· fiЫФ ИФ О·ı·Ъ¿ ·fi ЫОfiУЛ Б›УВЩ·И.
™ОФ˘›ЫЩВ ЩЛ Ы˘ЫОВ˘‹ МВ О·ı·Ъfi ·У› ‹
К˘Ы‹НЩВ ЩЛ МВ ВИВЫМ¤УФ ·¤Ъ· ЫВ ¯·МЛП‹
›ВЫЛ.
n ™·˜ Ы˘УИЫЩФ‡МВ У· О·ı·Ъ›˙ВЩВ ЩЛ Ы˘ЫОВ˘‹ МВЩ¿
·fi οı ¯Ú‹ÛË.
n ¡· ηı·Ú›˙ÂÙ ÙË Û˘Û΢‹ ÌÙ·ÎÙÈο Ì ¤Ó·
˘БЪfi ·У› О·И П›БФ М·П·Оfi Ы·Ф‡УИ. ªЛ
¯ЪЛЫИМФФИВ›ЩВ О·ı·ЪИЫЩИО¿ ‹ ‰И·П‡ЩВ˜, ‰ИfiЩИ
¤ЩЫИ ‰ВУ ·ФОПВ›ВЩ·И Л ‰И¿‚ЪˆЫЛ ЩЛ˜ Ы˘ЫОВ˘‹˜.
¡· ЪФЫ¤¯ВЩВ У· МЛУ ВИЫ¤ПıВИ УВЪfi ЫЩФ
ВЫˆЩВЪИОfi ЩЛ˜ Ы˘ЫОВ˘‹˜.
7.2 ™˘ÓÙ‹ÚËÛË
™ЩФ ВЫˆЩВЪИОfi ЩЛ˜ Ы˘ЫОВ˘‹˜ ‰ВУ ‚Ъ›ЫОФУЩ·И
¿ПП· ВН·ЪЩ‹М·Щ· БИ· Щ· ФФ›· ··ИЩВ›Щ·И
Ы˘УЩ‹ЪЛЫЛ.
7.3 ¶·Ъ·ББВП›· ·УЩ·ПП·ОЩИОТУ
√Щ·У ·Ъ·ББ¤ПППВЩВ ·УЩ·ПП·ОЩИО¿ У· МЛ НВ¯¿ЫВЩВ
У· ·У·К¤ЪВЩВ Щ· ВН‹˜ ЫЩФИ¯В›·:
n Δ‡Ô˜ Û˘Û΢‹˜
n ∞ÚÈıÌfi˜ ›‰Ô˘˜ Ù˘ Û˘Û΢‹˜
n Г·Ъ·ОЩЛЪИЫЩИОfi˜ ·ЪИıМfi˜ (Ident Nr.) ЩЛ˜
Û˘Û΢‹˜
n ∞ЪИıМfi˜ ЩФ˘ ·УЩ·ПП·ОЩИОФ‡
°И· ИЫ¯‡Ф˘ЫВ˜ ЩИМ¤˜ О·И ПЛЪФКФЪ›В˜
www.isc-gmbh.info
8. ¢È¿ıÂÛË ÛÙ· ·ÔÚÚ›ÌÌ·Ù· ηÈ
·Ó·Î‡ÎψÛË
¶ЪФ˜ ·ФК˘Б‹ ˙ЛМИТУ О·Щ¿ ЩЛ МВЩ·КФЪ¿ Л
Ы˘ЫОВ˘‹ ‚Ъ›ЫОВЩ·И ЫВ М›· Ы˘ЫОВ˘·Ы›·. ∏
Ы˘ЫОВ˘·Ы›· ·˘Щ‹ В›У·И ЪТЩЛ ‡ПЛ, МФЪВ› ‰ЛП·‰‹
У· В·У·МВЩ·¯ВИЪИЫЩВ› ‹ У· ·У·О˘ОПˆıВ›.
√ Ы˘МИВЫЩ‹˜ О·И Щ· ВН·ЪЩ‹М·Щ¿ ЩФ˘ ·ФЩВПФ‡УЩ·И
·fi ‰И·КФЪВЩИО¿ ˘ПИО¿, fiˆ˜ .¯. ·fi М¤Щ·ПП· О·И
Ï·ÛÙÈο. ¶·Ú·Î·Ïԇ̠ӷ ‰È·ı¤ÙÂÙ ٷ
ÂÏ·Ùو̷ÙÈο ÂÍ·ÚÙ‹Ì·Ù· ÛÙ· ÂȉÈο ηÈ
ÚÔ‚ÏËÌ·ÙÈο ·ÔÚÚ›ÌÌ·Ù·. ∂¿Ó ¤¯ÂÙ ·Ôڛ˜,
ÚˆÙ‹ÛÙ ÛÙÔ ÂȉÈÎfi Û·˜ ηٿÛÙËÌ· ‹ ÛÙË ‰ÈÔ›ÎËÛË
ÙÔ˘ ¢‹ÌÔ˘ Û·˜.
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 57
Page 58

Βλάβη Αιτία Αποκατάσταση
Δεν περιστρέφεται το ρολό
ώθησης
Δεν υπάρχει τάση δικτύου
Ρυθμιστής ώθησης σύρματος στο
0
Ελέγξτε τη σύνδεση
Ελέγξτε τη ρύθμιση
Το ρολό ώθησης περιστρέφεται,
αλλά δεν περνιέται σύρμα
Κακή πίεση ρολού (βλέπε 5.4.3)
Το φρένο ρολού είναι πολύ σφικτά
ρυθμισμένο (βλέπε 5.4.3)
Ακάθαρτο/ελαττωματικό ρολό
ώθησης (βλέπε 5.4.3)
Ελαττωματικό πακέτο σωλήνων
Λάθος μέγεθος σωλήνα επαφής /
ακάιαρτο / φθαρμένο (βλέπε 5.4.3)
Συγκολλημένο σύρμα
συγκόλλησης σε μπεκ αερίου /
σωλήνα επαφής
Ελέγξτε τη ρύθμιση
Ελέγξτε τη ρύθμιση
Καθαρισμός ή αντικατάσταση
Ελέωξτε τον μανδύα του οδηγού
του σύρματος
Καθαρισμός / αντικατάσταση
ξεκολλήστε
Η συσκευή δεν λειτουργεί μετά
από μακρύτερης διάρκειας
ακινητοποίηση, ανάβει η λυχνία
ελέγχου του ελεγκτή θερμότητας
(3)
Υπερθέρμανση της συσκευής από
χρήση μεγάλης διαρκεάις ή μη
τήρησης του χρόνου μηδενισμού
Αφήστε τη συσκευή να κρυώσει
επί 20-30 λεπτά
Πολύ κακή ραφή συγκόλλησης Λάθος ρύθμιση ρεύματος /
προώθησης (βλέπε 6.1.1/6.1.2)
Χωρίς /πολύ λίγο αέριο (βλέπε
6.1.3)
Ελέγξτε τη ρύθμιση
Ελέγξτε τη ρύθμιση ή ελέγξτε την
πίεση πριν την πλήρωση
9. Αναζήτηση βλαβών
GR
58
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 58
Page 59

10. Εξήγηση των συμβόλων
EN 60974-1
Ευρωπαϊκό πρότυπο
Εξοπλισμού
συγκόλλησης με τόξο
και ηλεκτρικής
ενέργειας συγκόλλησης
με περιορισμένη
διάρκεια ΄λειτουργίας
Μην αποθηκεύετε και μη
χρησιμοποιείτε τη
συσκευή σε υγρό
περιβάλλον ή στη βροχή
Ασφάλεια με
ονομαστική τιμή σε
αμπέρ στη σύνδεση
δικτύου
Μονοφασική σύνδεση
δικτύου
U
1
Τάση δικτύου
50 Hz
Συχνότητα δικτύου
I1max
μέγιστο ρεύμα
δικτύουΤιμή σχεδιασμού
Σύμβολο για πίπτουσα
φόρτιση
Πριν τη χρήση της
συσκευή συγκόλλησης
να διαβάσετε
προσεκτικά και να
τηρείτε τις οδηγίες
χρήσης
Συγκόλληση αδρανής
και ενεργή
συμπεριλαμβανομένης
και της χρήσης
σύρματος πλήρωσης
U
0
Ονομαστική τάση
λειτουργίας κενού
IP 21
Είδος προστασίας
I
2
Ρεύμα συγκόλλησης
H
Κλάση μόνωσης
Ø mm
Διάμετρος σύρματος
συγκόλλησης
X
Διάρκεια ενεργοποίησης
Μονοφασικός
μετασχηματιστής με
ανορθωτή
GR
59
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 59
Page 60

İçindekiler:
1. Güvenlik uyarıları
2. Alet açıklaması ve sevkiyatın içeriği
3. Kullanım amacına uygun kullanım
4. Teknik özellikler
5. Çalıştırmadan önce
6. Kullanım
7. Temizleme, bakım ve yedek parça siparişi
8. Bertaraf etme ve geri kazanma
9. Arıza arama
10. Sembol açıklaması
60
TR
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 60
Page 61

61
TR
Dikkat!
Yaralanmalar∂ ve maddi hasarlar∂ önlemek için aletler
ile çal∂μ∂rken baz∂ iμ güvenli©i talimatlar∂na riayet
edilecektir. Bu nedenle Kullanma Talimat∂n∂
dikkatlice okuyunuz. ∑çerdi©i bilgilere her zaman
eriμebilmek için Kullanma Talimat∂n∂ iyi bir yerde
saklay∂n∂z. Aleti baμka kiμilere ödünç verdi©inizde bu
Kullanma Talimat∂n∂ da alet ile birlikte verin.
Kullanma Talimat∂nda aç∂klanan bilgiler ve güvenlik
uyar∂lar∂na riayet edilmemesinden kaynaklanan iμ
kazalar∂ veya maddi hasarlardan herhangi bir
sorumluluk üstlenmeyiz.
1. Güvenlik Uyar∂lar∂
∑lgili güvenlik uyar∂lar∂ ekteki kullanma kitapç∂©∂nda
aç∂klanm∂μt∂r.
2. Alet açıklaması ve sevkiyatın içeriği
(Şekil 1-8)
1. Sap
2. İşletme göstergesi
3 Termik koruma kontrol lambası
4. Gövde kapağı
5. Gaz tüpü bağlama alanı
6. Sabit tekerlekler
7. Açık/Kapalı/Kaynak akımı şalteri
8. Döner tekerlekler
9. Fiş
10. Topraklama pensesi
11. Hortum
12. Gaz nozulu
13. Torç
14. Kaynak teli hız regülatörü
15. Zincir kanca
16. Gaz besleme bağlantısı
17. Kaynak maskesi
18. Gaz hortumu
19. Basınç düşürücü
20. Manometre
21. Civata bağlantısı
22. Emniyet ventili
23. Gaz hortum bağlantısı
24. Döner düğme
25. Torç şalteri
26. 2 x Kontakt borusu
27. Gövde kapağı sapı
28. Emniyet zinciri
2.1 Montaj malzemesi
a. Sabit tekerlekler için 16 x civata
b. Sabit tekerlekler için 16 x halka
c. Sabit tekerlekler için 16 x rondela
d. 2 x Hortum kelepçesi
k. 1 x Koruyucu cam çerçevesi
l. 1 x Kaynak camı
m. 1 x Şeffaf koruyucu cam
n. 2 x Koruyucu cam tutma burçları
o. Sap için 3 x somun
p. Sap için 3 x civata
q. Koruyucu cam için 2 x tutma pimi
r. 1 x Sap
s. 1 x Kaynak maskesi çerçevesi
3. Kullanım amacına uygun kullanım
Gazaltı kaynak makinesi uygun kaynak teli ve kaynak
gazı kullanılarak, sadece MAG (metal aktif gaz)
metodu ile çelik malzemelerini kaynatmak için
uygundur.
Makine yalnızca kullanım amacına göre kullanılacaktır.
Kullanım amacının dışındaki tüm kullanımlar
makinenin kullanılması için uygun değildir. Bu tür
kullanım amacı dışındaki kullanımlardan kaynaklanan
hasar ve yaralanmalarda, yalnızca kullanıcı/işletici
sorumlu olup üretici firma sorumlu tutulamaz.
Elektrik bağlantısı ile ilgili önemli uyarı
Bu alet EN 60974-10 standartının A sınıfına tabidir, bu
demektir ki aletin elektrik enerjisinin düşük voltajlı
ulusal elektrik şebekesinden sağlandığı konutlarda
kullanılması öngörülmemiştir, zira elektrik
şebekesinde meydana gelecek olumsuzluklarda alet
parazit oluşmasına yol açabilir. Aleti, elektrik
enerjisinin düşük voltajlı ulusal elektrik şebekesi
üzerinden sağlandığı konutlarda kullanmak
istediğinizde, elektromanyetik parazitleri kullanıcı için
rahatsız etmeyecek seviyeye düşüren bir
elektromanyetik filtre kullanmanız gerekir.
Alet, elektrik enerjisinin düşük voltajlı ulusal elektrik
şebekesi üzerinden sağlanmadığı sanayi bölgeleri
veya diğer bölgelerde yukarıda açıklanan filtrenin
takılmasına gerek olmadan kullanılabilir.
Genel iş güvenliği önlemleri
Kullanıcı, aleti üretici firmanın talimatlarına uygun
şekilde kurmak ve kullanmak ile yükümlüdür.
Elektromanyetik parazitlerin tespit edilmesi
durumunda bunların, yukarıda „Elektrik bağlantısı ile
ilgili önemli uyarı“ bölümünde açıklanan yardımcı
teknik gereçler ile yok edilmesi kullanıcının
sorumluluğundadır.
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 61
Page 62

Emisyon azaltma
Ana elektrik akımı şebekesi
Kaynak aleti üretici firmanın talimatları doğrultusunda
ana elektrik akımı şebekesine bağlanacaktır.
Parazitler meydana geldiğinde örneğin ana elektrik
akımı şebekesine filtre takılması gibi ek önlemlerin
alınması gerekebilir (yukarıdaki „Elektrik bağlantısı ile
ilgili önemli uyarı“ bölümüne bakınız). Kaynak kablosu
mümkün olduğu kadar kısa tutulmalıdır.
Kalp pili
Vücudunda elektronik cihaz (örneğin kalp pili vs.)
taşıyan kişiler ark kaynağı, oksijen kaynağı ile kesme
ve delme veya punta kaynağının yapıldığı yerlerde
bulunmadan önce, bu çalışma bölümlerinde oluşacak
manyetik alanların yüksek elektrik akımı ile birlikte
vücutlarındaki cihazlara zarar vermesini önlemek için
doktoruna danışmalıdır.
Alet ticari kullanımlarda 12 ay, ticari olmayan hobi
kullanımlarında 24 ay garantilidir ve garanti aletin
satın alındığı tarihten itibaren başlar.
4. Teknik özellikler
Şebeke bağlantısı: 230 V ~ 50 Hz
Kaynak akımı: 25-135 A (max. 170 A)
Çalıştırma süresi X%: 10 20 30 60 100
Kaynak akımı I2(A): 135 100 77 54 42 25
Boşta çalışma voltajı U0: 40 V
Kaynak teli tamburu max.: 5 kg
Kaynak teli çapı: 0,6/0,8 mm
Sigorta: 16 A
Ağırlık: 32,3 kg
Kaynak süreleri ortam sıcaklığı 40°C olduğunda
geçerlidir.
5. Çalıştırmadan önce
5.1 Montaj (Şekil 5-21)
5.1.1 Döner ve sabit tekerleklerin montajı (6/8)
Sabit tekerlekler (6) ve döner tekerlekler (8) 7, 9, 10,
11 nolu şekillerde gösterildiği gibi monte edilecektir.
5.1.2 El maskesinin montajı (17)
Kaynakçı camını (l) ve üzerine şeffaf koruma
camını (m), koruma camı çerçevesi (k) içine
yerleştirin (Şekil 12).
Koruma camının tutma pimlerini (q) el maskesi
çerçevesi (s) içindeki deliklere geçirin. (Şekil 13)
Koruma camı çerçevesini (k) kaynakçı camı (l) ve
şeffaf koruma camı (m) ile birlikte iç taraftan el
maskesi çerçevesi (s) içine yerleştirin, koruma
camı çerçevesini (k) sabitlemek için koruma camı
tutma burçlarını (n) koruma camının tutma pimleri
(q) üzerine sabitleninceye kadar bastırarak takın.
Şeffaf koruma camı (m) dış tarafta olmalıdır. (Şekil
14)
El maskesi çerçevesinin (s) üst kenarını iç tarafa
doğru bükün (Şekil 15/1.) ve üst kenarın
köşelerini içe doğru bükün (Şekil 15/2.). Sonra el
maskesi çerçevesinin (s) dış kenarlarını iç tarafa
doğru bükün (Şekil 15/3.) ve üst kenar köşeleri ile
dış kenarları sıkıca birbirine bastırarak birbirine
birleştirin. Kenar başına tutma pimlerini yerlerine
geçirirken 2 kez kesin duyulabilir bir klik sesi
algılanmalıdır (Şekil 15/4.)
El maskesinin her iki üst kenarı Şekil 16’da
gösterildiği gibi birbirine birleştirildiğinde tutma
sapı (p) civatalarını dış taraftan el maskesinin 3
deliğine geçirin. (Şekil 17)
El maskesini çevirin ve tutma sapını (r), tutma
sapına (p) takmış olduğunuz 3 adet civatanın vida
dişi içinden geçirin. Tutma sapını (r) 3 adet tutma
sapı (o) somunu ile el maskesine sabitleyin.(Şekil
18)
5.2 Gaz bağlantısı (Şekil 4-6, 19-25)
5.2.1 Gaz türleri
Kesintisiz kaynak teli ile yapılan kaynaklama
işleminde koruyucu gaz gereklidir, koruyucu gazın
özellikleri seçilen kaynak metoduna bağlıdır:
5.2.2 Gaz tüpünün alet üzerine montajı
(Şekil 19-25)
Gaz tüpü sevkiyatın içeriğine dahil değildir!
Gaz tüpünü 19 - 21 nolu şekillerde gösterildiği gibi
monte edin. Emniyet zincirinin (28) sıkı şekilde bağlı
olmasına ve kaynak makinesinin devrilmeye karşı
güvenli durmasına dikkat edin.
Dikkat! Gaz tüpünü koyma yerine (Şekil 19/5) sadece
azami 20 litrelik gaz tüpü monte edilebilir. Daha büyük
gaz tüpleri monte edildiğinde devrilme tehlikesi vardır,
bu boyuttaki tüpler sadece makinenin yanına
koyulacaktır. Makinenin yanına koyulan gaz tüpleri de
devrilmeye karşı emniyet altına alınacaktır!
62
TR
Koruyucu gazı
CO2 Argon/CO2
Kaynaklanacak metal
Alaşımsız çelik
X X
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 62
Page 63

63
TR
5.2.3 Gaz tüpünün bağlanması (Şekil 7, 24-27)
Tüpün koruma kapağını (Şekil 22/A) çıkardıktan sonra
tüp ventilini (Şekil 22/B) kısaca açın.
Bağlanacak yerin vida dişini de (Şekil 22/C) herhangi
bir deterjan kullanmadan kuru bir bez ile temizleyin.
Basınç düşürücüde (19) contanın bulunup
bulunmadığını ve contanın iyi durumda olup
olmadığını kontrol edin. Basınç düşürücüyü (19) saat
yönünde gaz tüpünün bağlantı vida dişine (Şekil
23/C) takın (Şekil 23). Her iki hortum kelepçesini (d)
gaz hortumu (18) üzerine geçirin. Gaz hortumunu (18)
basınç düşürücüdeki (19) gaz hortumu bağlantısına
(23) ve kaynak makinesindeki gaz besleme
bağlantısına (16) takın ve her iki bağlantı yerinde
hortum kelepçeleri (d) ile emniyet altına alın. (Şekil
24-25)
Dikkat! Sistemdeki bütün gaz bağlantıları ve yerlerinin
sızdırmazlığını kontrol edin! Gaz bağlantı yerlerini
kaçak spreyi veya sabunlu su ile kontrol edin.
5.2.4 Basınç düşürücünün açıklaması
(Şekil 4/19)
Döner düğme (24) ile gaz debisi ayarlanabilir.
Ayarlanmış olan gaz debisi manometrede (20)
litre/dakika (l/min) olarak gösterilir. Gaz, gaz
hortumundan (23) çıkar ve gaz hortumu (Şekil 3/18)
üzerinden kaynak makinesine beslenir. (bkz. 5.2.3)
Dikkat! Gaz debisini ayarlama işlemini daima Madde
6.1.3’de açıklandığı gibi yapın.
Basınç düşürücü civata bağlantısı (21) ile gaz tüpüne
mont edilir (bkz. 5.2.3).
Dikkat! Basınç düşürücü üzerinde yapılacak
çalışmalar ve onarımlar sadece uzman personel
tarafından yapılacaktır. Arızalı basınç düşürücüleri
daima servis adresine geri gönderin.
5.3 Elektrik bağlantısı
Makineyi çalıştırmadan önce tip etiketi üzerinde
belirtilen değerlerin mevcut şebeke değerleri ile
aynı olup olmadığını kontrol edin.
Makineyi sadece yönetmeliklere uygun larak
topraklanmış ve sigortalanmış koruma kontaktlı
prizlere bağlayarak çalıştırın.
5.4 Tel bobinin montajı (Şekil 1, 5, 6, 26 – 34)
Tel bobini sevkiyatın içeriğine dahil değildir!
5.4.1 Tel türleri
Uygulanacak kaynak metoduna bağlı olarak çeşitli
kaynak tellerine gerek duyulur. Kaynak makinesi
çapları 0,6 ve 0,8mm olan kaynak telleri ile
kullanılabilir. İlgili tel ilerletme makarası ve kontakt
makarası makine ile birlikte gönderilir. Tel ilerletme
makarası, kontakt makarası ve tel kesiti daima
birbirine uymalıdır.
5.4.2 Tel bobin kapasitesi
Makineye ağırlıkları azami 5 kilograma kadar olan tel
bobinleri monte edilebilir.
5.4.3 Tel bobinini yerleştirme
Gövde kapağını (Şekil 2/4) açın, bunun için gövde
kapağını (Şekil 2/27) sapın arkasına doğru itin ve
gövde kapağını (Şekil 2/4) açın.
Telin düzenli şekilde boşalmasını sağlamak için
bobin üzerindeki sargıların üst üste olup
olmadığını kontrol edin.
Tel sürme ünitesinin açıklanması (Şekil 26-27)
A Bobin sabitlemesi
B Bobin tutma elemanı
C Pim
D Makara freni ayarlama civatası
E İlerletme makarası tutma elemanı civatası
F İlerletme makarası tutma elemanı
G İlerletme makarası
H Hortum yuvası
I Baskı makarası
J Baskı makarası tutma elemanı
K Baskı makarası yayı
L Karşı basınç ayarlama civatası
M Kılavuz boru
N Tel bobini
O Tel bobini hareket ettirme deliği
Tel bobinini yerleştirme (Şekil 26,27)
Tel bobinini (N) bobin tutma elemanı (B) üzerine
koyun. Kaynak teli ucunun tel kılavuz yeri tarafında
bükülmüş olmasına dikkat edin, ok işaretine bakınız.
Bobin sabitlemesinin (A) bastırılmış ve pimin (C) tel
bobini hareket ettirme deliği (O) içinde olmasına
dikkat edin. Bobin sabitlemesi (A) tekrar tel bobini (N)
üzerinden sabitlenmelidir. (Şekil 27)
Kaynak telinin geçirilmesi ve tel kılavuzunun
ayarlanması (Şekil 28-34)
Baskı makarası yayını (K) yukarı bastırın ve öne
doğru çevirin (Şekil 28).
Baskı makarası tutma elemanını (J) baskı
makarası (I) ve baskı makarası yayı (K) ile birlikte
aşağıya katlayın (Şekil 29)
İlerletme makarası tutma elemanı civatalarını (E)
açın ve ilerletme makarası tutma elemanını (F)
yukarı doğru hareket ettirerek çıkarın (Şekil 30).
İlerletme makarasını (G) kontrol edin. İlerletme
makarasının (G) üst tarafında ilgili tel kalınlığı yazılı
olmalıdır. İlerletme makarası (G) üzerinde 2 adet
kılavuz oluk bulunur. İlerletme makarasını (G)
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 63
Page 64
gerektiğinde döndürün veya değiştirin. (Şekil 31)
İlerletme makarası tutma elemanını (F) tekrar
takın ve civatalarını sıkın.
Gaz nozulunu (Şekil 5/12) sağ yöne döndürerek
torçdan (Şekil 5/13) çıkarın, kontakt borusunu
(Şekil 6/26) sökün (Şekil 5 - 6). Hortumu (Şekil
1/11) mümkün olduğunca kaynak makinesinden
kıvrılmadan uzaklaşacak şekilde zemine koyun.
Kaynak telinin ilk 10 cm uzunluğunu, herhangi bir
kıvrım, kayma veya kirlenme olmayacak şekilde
kesin. Kaynak telinin ucundaki talaşı temizleyin.
Kaynak telini kılavuz borudan (M), baskı ve
ilerletme makarası (G/I) arasından geçirerek
hortum yuvasına (H) itin. (Şekil 32) Kaynak telini
elinizle dikkatlice, torç (Şekil 5/13) ağzından
yaklaşık 1 cm. dışarı çıkacak şekilde hortum içine
yerleştirin.
Karşı basınç (L) ayarlama civatasını birkaç tur
çözün. (Şekil 34)
Baskı makarası tutma elemanını (J) baskı
makarası (I) ve baskı makarası yayı (K) ile tekrar
yukarı katlayın ve baskı makarası yayı (K) tekrar
karşı basınç ayarlama civatasına (L) asın (Şekil
33)
Karşı basınç (L) ayarlama civatasını, kaynak teli,
baskı makarası (I) ve ilerletme makarası (G)
arasında ezilmeden sıkı şekilde bağlı kalacak
durumda ayarlayın. (Şekil 34)
Kullanılan kaynak teli çapına uygun kontakt
borusunu (Şekil 6/26) torç (Şekil 5/13) üzerine
civatalayın ve gaz nozulunu sağ yöne döndürerek
sabitleyin (Şekil 5/12).
Makara freni (D) ayarlama civatasını, kaynak teli
daha hareket edecek şekilde ve tel beslemesi
frenlendikten sonra makara otomatik olarak
duracak şekilde ayarlayın.
6. Kullanım
6.1 Ayarlama
Kaynak makinesinin ayarlanması kullanım amacına ve
durumuna göre farklı olduğundan ayarlama işlemini
deneme kaynağı yaptıktan sonra yapmanızı tavsiye
ederiz.
6.1.1 Kaynak akımının ayarlanması
Kaynak akımı 6 kademe ile Açık/Kapalı/Kaynak akım
şalteri (Şekil 1/7) ile ayarlanabilir. Gerekli olan kaynak
akımı malzeme kalınlığına, istenilen kaynak derinliğine
ve kullanılan kaynak teli çapına bağlıdır.
6.1.2 Tel ilerletme hızının ayarlanması
Tel ilerletme hızı otomatik olarak kullanılan akım
ayarına uyarlanır. Kaynak teli hızını ince ayarı
kademesiz olarak kaynak teli hız regülatörü (Şekil
1/14) ile yapılabilir. Ayarlama işlemine 5nci
kademeden başlanılması tavsiye edilir, bu kademe
orta değeri oluşturur ve gerektiğinde ayar
değiştirilebilir. Gerekli olan tel miktarı malzeme
kalınlığına, istenilen kaynak derinliğine ve kullanılan
kaynak teli çapına bağlıdır, ayrıca kaynaklanacak
malzemeler arasındaki açıklığa da bağlıdır.
6.1.3 Gaz debisinin ayarlanması
Gaz debisi kademesiz olarak basınç düşürücüde
(Şekil4/19) ayarlanabilir. Ayarlanan değer
manometrede (Şekil 4/20) litre/dakika (l/min) olarak
gösterilir. Hava akımı olmayan mekanlar içinde tavsiye
edilen gaz debi değeri: 5 – 15 l/min.
Gaz debisini ayarlamak için önce, gereksiz tel
sarfiyatını önlemek için tel ilerletme ünitesinin germe
kolunu (Şekil 26/K) açın (bkz. 5.4.3). Şebeke
bağlantısını gerçekleştirme (bkz. Madde 5.3),
Açık/Kapalı/Kaynak akım şalterini (Şekil1/7) 1 nolu
kademeye ayarlayın ve gaz akışını açmak için torç
şalterine (Şekil 5/25) basın. Sonra basınç düşürücüde
(Şekil 4/19) istenilen gaz debisini ayarlayın.
Döner düğmeyi sol yöne döndürme (Şekil 4/24):
Düşük gaz debisi
Döner düğmeyi sağ yöne döndürme (Şekil 4/24):
Yüksek gaz debisi
Tel ilerletme ünitesinin baskı makarası yayını (Şekil
26/K) tekrar sıkın.
6.2 Elektrik bağlantısı
6.2.1 Şebeke bağlantısı
Bkz. Madde 5.3
6.2.2 Topraklama pensesini bağlama (Şekil 1/10)
Makinenin topraklama pensesini (10) mümkün
olduğunca kaynaklanacak yerin yakınına bağlayın.
Pensenin temas edeceği yerin çıplak metal olmasına
dikkat edin.
6.3 Kaynaklama
Makinenin elektrik bağlantısı, gaz bağlantısı ve
kaynak devresi ile ilgili tüm bağlantıları
gerçekleştirdikten sonra kaynak çalışmasını şu
şekilde uygulayabilirsiniz:
Kaynaklanacak malzemelerin kaynak yapılacak
yerinin boyalı olmaması, metal kaplamasının
bulunmaması üzerinde kirlenme, pas, yağ ve rutubet
olmamasına dikkat edin.
64
TR
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 64
Page 65

65
TR
Kaynak akımı, tel ilerletmesi ve gaz debisini kaynak
uygulamasına uygun şekilde ayarlayın (bkz. 6.1.1 –
6.1.3).
Kaynak maskesini (Şekil 3/17) yüzünüzün önünde
tutun ve gaz nozulunu kaynak yapılacak yere
yönlendirin.
Sonra torç şalterine basın (Şekil 5/25).
Ark oluştuğunda makine kaynak telini ilerletmeye
başlar. Kaynak yeri yeterli büyüklükte olduğunda torç
yavaşca kaynak yapılmak istenilen kenar boyunca
hareket ettirilir. Kaynak yerini biraz büyütmek için
gerektiğinde torçu biraz sağa sol hareket ettirin.
Kaynak akımı, tel ilerletme hızı ve gaz debisinin ideal
ayarını deneme kaynaklaması yaparak tespit edin ve
ondan sonra ayarlayın. İdeal kaynak uygulaması
düzenli kaynak sesinin duyulduğu uygulamadır.
Kaynak derinliği, kaynak yapılan yerde oluşan dikiş
malzemein içinden aşağı düşmeyecek derinlikte
olmalıdır.
6.4 Koruma tertibatları
6.4.1 Termik koruma
Kaynak makinesi, trafoyu aşırı ısınmaya karşı koruyan
termik koruma elemanı ile donatılmıştır. Termik
koruma elemanı devreye girdiğinde makinedeki
kontrol lambası (3) yanar. Bu durumda kaynak
makinesini belirli bir süre soğumaya bırakın.
7. Temizleme, Bak∂m ve Yedek Parça
Sipariμi
Temizleme çal∂μmas∂na baμlamadan önce fiμi
prizden ç∂kar∂n.
7.1 Temizleme
n Koruma donan∂mlar∂, hava delikleri ve motor
gövdesini mümkün oldu©unca toz ve kirden
temiz tutun. Aleti temiz bir bez ile silin veya
düμük bas∂nçl∂ hava ile üfleyerek temizleyin.
n Aleti her kullanmadan sonra temizlemenizi
tavsiye ederiz.
n Aleti düzenli olarak nemli bir bez ve biraz s∂v∂
sabun ile temizleyin. Temizleme iμleminde
deterjan veya solvent kullanmay∂n, zira bu
temizleme maddeleri aletin plastik malzemelerine
zarar verir. Aletin içine su girmemesine dikkat
edin.
7.2 Bak∂m
Cihaz∂n içinde baμka bak∂m∂ yap∂lacak parça
bulunmaz.
7.3 Yedek parça sipariμi:
Yedek parça sipariμinde aμa©∂da aç∂klanan bilgiler
verilecektir:
n Cihaz tipi
n Cihaz∂n parça numaras∂
n Cihaz∂n kod numaras∂
n ∑stenilen yedek parçan∂n yedek parça numaras∂
Güncel fiyatlar ve bilgiler internette
www.isc-gmbh.info sayfas∂nda görülebilir.
8. Bertaraf etme ve geri kazan∂m
Nakliye esnas∂nda hasar görmesini önlemek için alet
özel bir ambalaj içinde gönderilir. Bu ambalaj
hammadde olup tekrar kullan∂labilir veya geri
kazan∂m prosesinde iμlenerek hammaddeye
dönüμtürülebilir.
Nakliye ve aksesuarlar∂ örne©in metal ve plastik gibi
çeμitli malzemelerden meydana gelir. Ar∂zal∂
parçalar∂ özel at∂k bertaraf etme sistemine verin. Bu
sistemin nerede oldu©unu bayinizden veya yerel
yönetimlerden ö©renebilirsiniz!
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 65
Page 66

Arıza Sebebi Giderilmesi
İlerletme makarası dönmüyor Şebeke gerilimi yok
Tel ilerletme makarası regülatörü 0
ayarında
Bağlantıyı kontrol edin
Ayarı kontrol edin
İlerletme makarası dönüyor fakat tel
beslemesi yok
Makara baskısı kötü (bkz. 5.4.3)
Makara freni çok sıkı olarak
ayarlandı (bkz. 5.4.3)
İlerletme makarası kirli / hasarlı
(bkz. 5.4.3)
Hortum hasarlı
Kontakt borusunun ölçüsü yanlış /
kirli / aşınmış (bkz. 5.4.3)
Kaynak teli gaz nozuluna /Kontakt
borusuna kaynamış
Ayarı kontrol edin
Ayarı kontrol edin
Temizleyin ve/veya değiştirin
Tel beslemesi kaplamasını kontrol
edin
Temizleyin ve/veya değiştirin
Açın
Makine uzun bir çalışma
süresinden sonra artık çalışmıyor,
termik koruma kontrol lambası (3)
yanıyor
Makine, çok uzun uygulama
ve/veya torçu geri çekme süresine
riayet edilmediğinden aşırı ısınmıştır
Makineyi en az 20-30 dakika
soğumaya bırakın
Kaynak dikişi çok kötü Yanlış kaynak akımı/tel ilerletme hızı
(bkz. 6.1.1/6.1.2)
Gaz az / yok (bkz. 6.1.3)
Ayarı kontrol edin
Ayarı kontrol edin ve/veya gazın
dolum basıncını kontrol edin
9. Arıza arama
TR
66
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 66
Page 67

10. Sembol açıklaması
EN 60974-1
Sınırlı çalıştırma süresine
sahip el ark kaynağı
makineleri ve kaynak güç
üniteleri için geçerli
Avrupa Normu
Makineyi ıslak, rutubetli
ortamda ve yağmur
altında saklamayın ve
kullanmayın
Şebeke bağlantısındaki
Amper anma değerli
sigorta
1 fazlı şebeke bağlantısı
U
1
Şebeke voltajı
50 Hz
Şebeke frekansı
I1max
Azami şebeke akımı
ölçülendirme değeri
Düşen eğri sembolü
Kaynak makinesini
kullanmadan önce
Kullanma Talimatını
dikkatlice okuyun ve
içerdiği talimatlara riayet
edin
Metal inert ve aktif gaz
kaynak çalışması - dolgu
teli kullanma ile birlikte
U
0
Boşta çalışma voltajı
IP 21
Koruma türü
I
2
Kaynak akımı
H
İzolasyon sınıfı
Ø mm
Kaynak teli çapı
X
Çalıştırma süresi
Redresörlü monofaze
transformatör
TR
67
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 67
Page 68

Зміст:
1. Вказівки з техніки безпеки
2. Опис приладу та об’єм поставки
3. Належне застосування
4. Технічні параметри
5. Перед пуском в експлуатацію
6. Обслуговування
7. Чищення, технічне обслуговування та замовлення запчастин
8. Утилізація та повторне використання
9. Пошук несправностей
10. Пояснення символів
68
UKR
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 68
Page 69

69
UKR
Увага!
При користуванні приладами слід дотримуватися
певних заходів безпеки, щоб запобігти
травмуванню і пошкодженням. Тому уважно
прочитайте цю інструкцію з експлуатації / вказівки
з техніки безпеки. Надійно зберігайте її, щоб
викладена в ній інформація була у вас постійно під
руками. У випадку, якщо ви повинні передати
прилад іншим особам, передайте їм, будь ласка,
також і цю інструкцію з експлуатації / ці вказівки з
техніки безпеки. Ми не несемо відповідальності
за нещасні випадки або пошодження, які виникли
внаслідок недотримання цієї інструкції і вказівок з
техніки безпеки.
1. Вказівки по техніці безпеки
З відповідними вказівками по техніці безпеки
ознайомтеся, будь-ласка, в брошурі, що
додається.
2. Опис приладу та об’єм поставки
(рисунок 1 - 8)
1. Ручка
2. Інформація про виробника
3. Контрольна лампочка термодатчика
4. Кожух корпусу
5. Площадка для розміщення балона з газом
6. Опорні ролики
7. Перемикач зварювального струму
УВІМКНЕНО-/ВИМКНЕНО
8. Направляючі ролики
9. Мережевий штекер
10. Затискач для з’єднання з корпусом
11. Шланг у згортку
12. Газове сопло
13. Форсунка
14. Регулятор швидкості подачі зварювального
дроту
15. Гаки для ланцюга
16. Стик для подачі газу
17. Щиток для зварювальника
18. Шланг для захисного газу
19. Редукційний вентиль
20. Манометр
21. Різьбове з’єднання
22. Запобіжний вентиль
23. Стик для під’єднання шланга захисного газу
24. Грибок (орган керування)
25. Вимикач форсунки
26. 2 x контактна трубка
27. Ручка для кожуха корпусу
28. Захисний ланцюг
2.1 Монтажний матеріал
a. 16 x болт для опорних роликів
b. 16 x розпірне кільце для опорних роликів
c. 16 x шайба для опорних роликів
d. 2 x затискач для шланга
k. 1 x рамка для захисного скла
l. 1 x припоєчне скло
m. 1 x прозоре захисне скло
n. 2 x підтримуючий вкладиш для захисного скла
o. 3 x гайка для ручки
p. 3 x гвинт для ручки
q. 2 x підтримуючий штифт для захисного скла
r. 1 x ручка
s. 1 x рамка щитка для зварювальника
3. Належне застосування
Прилад для зварювання в захисному газі
придатний виключно для зварювання сталі
методом MAG (метал – активний газ) за умови
використання призначених для цього
зварювального дроту та газів.
Машину слід використовувати тільки згідно з її
призначенням. Жодне інше використання
машини, що виходить за вказані межі, не
відповідає її призначенню. За несправності або
травми будь-якого виду, які виникли внаслідок
використання машини не за призначенням,
відповідальність несе не виробник, а
користувач/оператор.
Важливі вказівки щодо електропідключення
Прилад належить до класу А, згідно зі стандартом
EN 60974-10, це означає, що його не призначено
для використання в житлових приміщеннях, де
електропостачання здійснюється через мережу
загального призначення з низькою напругою,
оскільки за несприятливих умов він може
викликати збої в роботі мережі. Якщо прилад
буде використовуватись в житлових приміщеннях
з електропостачанням через мережу загального
призначення з низькою напругою, слід вжити
електромагнітний фільтр, який зменшує
електромагнітні поміхи настільки, що споживач
більше не сприймається як джерело поміх.
На території промислових об’єктів та в інших
місцях, де електропостачання здійснюється не
через мережу загального призначення з низькою
напругою, прилад можна використовувати без
зазначеного фільтра.
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 69
Page 70

Загальні заходи по техніці безпеки
Користувач несе відповідальність за належне
під’єднання та використання приладу згідно з
вказівками виробника. Якщо встановлено
наявність електромагнітних поміх, користувач
відповідає за їх усунення з допомогою технічних
засобів, зазначених вище у пункті «Важливі
вказівки щодо електропідключення».
Зменшення рівня емісії
Електропостачання – головний струм
Зварювальний апарат слід під’єднати до
постачання головним струмом згідно з вказівками
виробника. За умови виникнення поміх, може
з’явитись необхідність у вжитті додаткових
заходів, наприклад використання фільтра на лінії
постачання головного струму (див. «Важливі
вказівки щодо електропідключення»). Кабель,
який використовується для зварювання, повинен
бути якомога коротким.
Кардіостимулятори
Особи, які користуються електронними
приладами для підтримання життєдіяльності
(наприклад, кардіостимулятор тощо), перш ніж
наближатись до апаратів зі зварювальною дугою,
газорізальних приладів, випалювальних апаратів
чи апаратів точкового зварювання, повинні
проконсультуватись з лікарем, щоб дізнатись, чи
не впливатиме магнітне поле в поєднанні з
електрострумом високої напруги на їхні прилади.
Гарантійний строк за умови професійного
використання становить 12 місяців, для
приватних споживачів – 24 міс., його перебіг
починається з моменту купівлі приладу.
4. Технічні параметри
Підключення до електромережі: 230 В ~ 50 Гц
Зварювальний струм: 25 - 135 A (макс. 170 A)
Тривалість увімкнення X%:
10 20 30 60 100
Зварювальний струм I2(A):
135 100 77 54 42 25
Номінальна напруга холостого ходу U0: 40 В
Барабан зварювального дроту макс.: 5 кг
Діаметр зварювального дроту: 0,6/0,8 мм
Запобіжник: 16 A
Вага: 32,3 кг
Тривалість зварювання вказана для 40-градусної
(°C) температури навколишнього середовища.
5. Перед пуском в експлуатацію
5.1 Монтаж (рис. 5 - 21)
5.1.1 Монтаж опорних і направляючих
роликів (6/8)
Змонтуйте опорні (6) та направляючі ролики (8),
як це показано на рисунках 7, 9, 10 та 11.
5.1.2 Монтаж щитка для зварювальника (17)
Вставте припоєчне скло (l) разом з прозорим
захисним склом (m) на ньому в рамку для
захисного скла (k) (рисунок 12).
Вставте підтримуючі штифти для захисного
скла (q) в отвори рамки щитка для
зварювальника (s) (рисунок 13).
Вставте рамку для захисного скла (k) з
припоєчним склом (l) та прозорим захисним
склом (m) зсередини в паз рамки щитка для
зварювальника (s); притискайте підтримуючі
вкладиші (n) до підтримуючих штифтів
захисного скла (q) до тих пір, поки останні не
увійдуть в канавку, щоб таким способом
застопорити рамку для захисного скла (k)
(рис. 14).
Верхній край рамки щитка зварювальника (s)
загніть досередини (рис. 15/1), а кути
верхнього краю надломіть (рис. 15/2). Тепер
загніть зовнішні сторони рамки щитка
зварювальника (s) досередини (рис. 15/3) і
з’єднайте їх між собою, стискаючи докупи
кути верхніх країв і зовнішніх сторін. При
входженні підтримуючих штифтів в канавку з
кожного боку повинно бути чути два чітких
клікаючих сигнали (рис. 15/4).
Після з’єднання між собою обидвох верхніх
кутів щитка зварювальника (див. рис. 16)
вставте ззовні гвинти для ручки (р) через три
отвори в щитку зварювальника (рис. 17).
Оберніть щиток зварювальника і просуньте
ручку (r) по різьбі всіх 3-х гвинтів. Міцно
прикрутіть ручку (r) трьома гайками (о) до
щитка для зварювальника (рис. 18).
5.2 Підключення газу (рис. 4-6, 19 - 25)
5.2.1 Види газу
При зварюванні зварювальним дротом необхідно,
щоб склад захисного газу залежав від вибраного
способу зварювання.
70
UKR
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 70
Page 71

71
UKR
5.2.2 Монтаж газового балона на апараті (рис.
19 - 25)
Газовий балон не входить в об’єм поставки!
Змонтуйте газовий балон, як це показано на
рисунках 19 - 21. Звертайте увагу на міцність
посадки захисного ланцюга (28), а також на те,
щоб зварювальний прилад займав стійке
положення.
Увага! На площадці для розміщення балона з
газом (рис. 19/5) можна монтувати газові балони
місткістю до макс. 20 літрів. При використанні
більших газових балонів існує небезпека їх
падіння набік. Тому більші газові балони можна
встановлювати тільки біля зварювального
апарату. В цьому разі газовий балон потрібно в
достатній мірі захистити від падання набік!
5.2.3 Під’єднання газового балона
Після демонтажу захисного ковпака (рис. 22/А)
потрібно на короткий час відкрити вентиль
балона (рис. 22/В) проти годинникової стрілки.
При необхідності прочистіть від забруднення
з’єднувальну різьбу (рис. 22/C) сухою ганчіркою;
при цьому не користуйтеся спеціальними
засобами для чищення. Перевірте, чи на
редукційному вентилі (19) є сальник і чи він
знаходиться в бездоганному стані. Закрутіть
редукційний вентиль (19) за годинниковою
стрілкою на з’єднувальну різьбу (рис. 23/С)
газового балона (рис 23). Обидва хомути (d)
надягніть на шланг для захисного газу (18), який
насадіть на стик (23) на редукційному вентилі (19)
та на стик (16) подачі газу на зварювальному
апараті, при цьому на обидва стики поставте
вищевказані хомути (d) (рис. 24 - 25).
Увага! Звертайте увагу на герметичність всіх
газових стиків і з’єднань! Перевіряйте
стики і місця з’єднання на наявність витоку газу
за допомогою розпилювання звичайної або
мильної води.
5.2.4 Роз’яснення щодо редукційного вентиля
(рис. 4/19)
Розхід газу можна регулювати при допомозі
грибка (24). Встановлений розхід газу можна
зняти з манометра (20) в літрах за хвилину (l/min).
Газ виходить на стику (23) і через шланг
захисного газу (рис. 3/18) подається далі до
зварювального апарату (див. 5.2.3.).
Увага! При настроюванні розходу газу дійте таким
же чином, як це описано в пункті 6.1.3.
Редукційний вентиль за допомогою різьбового
з’єднання (21) монтують на газовому балоні (див.
5.2.3.).
Увага! Втручатися в редукційний вентиль та
ремонтувати його мають право тільки
кваліфіковані спеціалісти. При необхідності
висилайте дефектні редукційні вентилі на адресу
сервісної служби.
5.3 Підключення до електромережі
Перед підключенням до електромережі
переконайтея в тому, що параметри на
шильдику співпадають з параметрами
електромережі.
Апарат обов’язково повинен бути належним
чином заземлений; електричний струм
повинен подаватися від відокремлених
розеток із захищеними контактами.
5.4 Монтаж котушки із зварювальним дротом
(рис. 1, 5, 6, 26 – 34)
Котушка із зварювальним дротом не входить в
об’єм поставки!
5.4.1 Види дроту
В залежності від сфери застосування
використовуються різні зварювальні дроти.
Зварювальний апарат може застосовуватися із
зварювальними дротами з діаметром 0,6 і 0,8 мм.
Відповідні подаючі ролики та контактні трубки
входять в об’єм поставки. Подаючі ролики,
контактна трубка та діаметр дроту завжди
повинні відповідати один одному.
5.4.2 Вмістимість котушки з дротом
В зварювальний апарат можуть бути вмонтовані
котушки із зварювальним дротом вагою максимум
до 5 кг.
5.4.3 Вставлення котушки з дротом
Розкрийте кожух корпусу (рис. 2/4). Для цього
ручку кожуха корпусу (рис. 2/27) слід посунути
назад та розкрити кожух корпусу (рис. 2/4).
З метою забезпечення рівномірного
розмотування дроту перевірте, чи обмотки на
котушці не перекривають одна одну.
Захисний газ
CO2 Argon/CO2
Зварюваний метал
Нелегована сталь
X X
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 71
Page 72

Опис вузла подачі зварювального дроту
(рис. 26 - 27)
A Стопор котушки
B Тримач котушки
C Ведучий палець
D Регулювальний гвинт для гальма роликів
Е Гвинти для тримача роликів подачі
зварювального дроту
F Тримач роликів подачі зварювального дроту
G Ролик подачі зварювального дроту
H Базуючий елемент для пакету шлангів
I Притискний ролик
J Тримач притискного ролика
K Пружина притискного ролика
L Регулювальний гвинт для протитиску
M Направляюча трубка
N Котушка зварювального дроту
O Повідковий отвір котушки зварювального
дроту
Вставлення котушки з дротом (рис. 26, 27)
Покладіть котушку з дротом (N) на тримач (B)
котушки. Звертайте увагу на те, щоб кінець
зварювального дроту змотувався на стороні
подачі дроту, дивись на стрілку. Прийміть до
уваги, що стопор котушки (А) потрібно вдавити
досередини, а повідець (С) повинен знаходитись в
отворі (O) котушки для захоплення
зварювального дроту. Стопор котушки (А)
повинен знову заскочити в канавку над котушкою
з дротом (N) (рис. 27).
Заправка зварювального дроту і регулювання
його подачі (рис. 28 - 34)
Пружину притискного ролика (К) потисніть
догори та поверніть її вперед (рис. 28).
Тримач (J) притискного ролика (I) і пружину
притискного ролика (К) відкиньте донизу (рис.
29).
Відпустіть гвинти для тримача роликів подачі
зварювального дроту (Е) та зніміть його (рис.
30).
Перевірте подаючий ролик (G). З верхнього
боку подаючого ролика (G) повинна бути
вказана відповідна товщина дроту. Подаючий
ролик (G) має 2 направляючі пази. При
необхідності переверніть подаючий ролик (G)
на другий бік або замініть його (рис. 31).
Знову встановіть тримач (F) та міцно закрутіть
його.
Повернувши вправо газове сопло (рис. 5/12),
зніміть його з форсунки (рис. 5/13), викрутіть
(рис. 5 - 6) контактну трубку (рис. 6/26), а
змотаний шланг (рис. 1/11), наскільки це
можливо, відтягніть вбік від зварювального
апарата і покладіть на землю.
Відріжте перших 10 см зварювального дроту
таким чином, щоб утворився прямий зріз без
виступів, викривлень і забруднення. Кінець
зварювального дроту зачистіть.
Просуньте зварювальний дріт через
направляючу трубку (M), між притискним і
подаючим роликами (G/I) до кріплення
змотаного шланга (H) (рис. 32). Рукою
обережно просуньте зварювальний дріт в
змотаний шланг, поки він не буде стирчати з
форсунки (рис. 5/13) на приблизно 1 см.
Відпустіть гвинт настроювання протитиску (L)
на декілька обертів (рис. 34).
Знову перекиньте догори тримач (J) з
притискним роликом (I) та пружину
притискного ролика (К) та знову підвісьте
пружину притискного ролика (К) на
регулювальний гвинт для формування
протитиску (L) (рис. 33).
Тепер відрегулюйте гвинт настроювання
протитиску (L) таким чином, щоб
зварювальний дріт був міцно притиснутий
притискним ролком (I) і подаючим роликом
(G); при цьому дріт не повинен бути
продавленим (рис. 34).
Закрутіть на форсунку (рис. 5/13) відповідну
контактну трубку (рис. 6/26) в залежності від
діаметра застосовуваного зварювального
дроту та обертанням вправо насадіть на
форсунку газове сопло (рис. 5/12).
Відрегулюйте гвинт для регулювання гальма
роликів (D) таким чином, щоби дріт міг все ж
подаватися вперед і щоби ролик автоматично
зупинявся після зупинення подачі дроту.
6. Обслуговування
6.1 Регулювання
Оскільки настроювання зварювального апарата в
залежності від застосування проводиться порізному, ми рекомендуємо проводити це
настрювання шляхом пробного зварювання.
6.1.1 Регулювання зварювального струму
Зварювальний струм встановлюється
перемикачем УВІМКНЕНО=/ВИМКНЕНО, який
може займати 6 різних положень (рис. 1/7).
Потрібний зварювальний струм залежить від
товщини матеріалу, бажаної глибини прогріву та
від діаметра застосовуваного зварювального
дроту.
6.1.2 Регулювання швидкості подачі дроту
Швидкість подачі дроту автоматично
підпасовується під встановлене регулювання
струму. Точне настроювання швидкості подачі
72
UKR
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 72
Page 73

73
UKR
дроту можна виконувати плавно за допомогою
регулятора швидкості подачі зварювального
дроту (рис. 1/14). При настроюванні
рекомендується почати з положення 5, яке
відображає середню величину, а потім, при
потребі, проводити додаткове регулювання.
Необхідна кількість дроту залежить від товщини
матеріалу, глибини прогріву, діаметра
використовуваного зварювального дроту, а також
від відстані між зварюваними заготовками.
6.1.3 Регулювання розходу газу
Розхід газу можна плавно регулювати на
редукційному вентилі (рис. 4/19). Розхід газу
вказаний на манометрі (рис. 4/20) в літрах за
хвилину (l/min). Рекомендований об’єм розходу
газу в приміщеннях, де нема протягів, становить
5 - 15 l/min.
Для регулювання розходу газу потрібно спочатку
відпустити важіль натягу (рис. 26/K) вузла подачі
дроту, щоб запобігти небажаному зношуванню
дроту (див. 5.4.3.). Під’єднання до електромережі
(дивись пункт 5.3), вимикач зварювального
струму УВІМКНЕНО-/ВИМКНЕНО (рис. 1/7) слід
поставити в положення 1 та увімнути вимикач
горілки (рис. 5/25) для звільнення проходження
газу. Тепер на редукційному клапані (рис. 4/19)
слід встановити бажаний розхід газу.
Ліве обертання грибка (рис. 4/24):
менший розхід газу
Праве обертання грибка (рис. 4/24):
більший розхід газу
Треба знову міцно закріпити пружину притискного
ролика на вузлі подачі зварювального дроту (рис.
26/К).
6.2 Електричне підключення
6.2.1 Підключення до електромережі
Дивись пункт 5.3
6.2.2 Підключення затискача для з’єднання з
корпусом (рис. 1/10)
Підключіть затискач для з’єднання з корпусом
(10) апарату по можливості якнайближче до місця
зварювання.
Звертайте увагу на металево-блискучий перехід в
місці контактування зварюваних заготовок.
6.3 Зварювання
Після виконання всіх електричних підключень
щодо подачі електричного струму, формування
зварювального контуру, а також щодо подачі
захисного газу можна діяти таким чином:
Зварювані заготовки слід очистити від фарби,
металевого покриття, забруднення, іржі, жирів та
вологи.
Відповідно відрегулюйте зварювальний струм,
подачу дроту та розхід газу (дивись 6.1.1 – 6.1.3).
Тримаючи перед обличчям щиток для
зварювальника (рис. 3/17), підводіть газове сопло
до місця зварювання.
Приведіть в дію вимикач форсунки (рис. 5/25).
Якщо горить електрична дуга, то зварювальний
апарат подає дріт у зварювальну ванну. Після
того, як ядро зварювальної точки стане достатньо
великим, форсунку повільно проводять вздовж
потрібного канта. При необхідності слід легенько
колихати форсункою, щоб збільшити зварювальну
ванну.
Шляхом пробного зварювання ідеально
відрегулюйте зварювальний струм, швидкість
подачі дроту та розхід газу. В ідеальному випадку
при зварюванні буде чути рівномірні шуми.
Глибина прогрівання повинна бути якнайглибшою,
але зварювальна ванна внаслідок цього не
повинна падати на заготовку.
6.4 Захисні пристрої
6.4.1 Термодатчик
Зварювальний апарат оснащений тепловим реле,
яке захищає зварювальний трансформатор від
перегрівання. При спрацюванні теплового реле на
апараті загоряється контрольна лампочка (3).
Зварювальний апарат потребує деякого часу для
охолодження.
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 73
Page 74

7. Чистка, технічне обслуговування і
замовлення запасних частин
Перед початком всіх робіт по чистці від'єднайте
мережевий штекер приладу від мережі!.
7.1 Чистка
n Захисні пристосування, шліци для доступу
повітря і корпус двигуна мають бути
максимально Прилад протирайте чистою
ганчіркою чи продувайте стисненим повітрям
з невеликим тиском.
n Рекомендуємо чистити прилад зразу ж після
кожного використання.
n Регулярно протирайте прилад вологою
ганчіркою з невеликою кількістю мила.
Не використовуйте очищуючі засоби чи
розчинники; вони можуть пошкодити
пластикові частини приладу. Слідкуйте за тим,
щоб в середину приладу не потрапила вода.
7.2 Технічне обслуговування
В середині приладу частини, що потребують
технічного обслуговування, відсутні.
7.3 Замовлення запасних деталей
При замовленні запасних деталей необхідно
зазначити такі дані:
n Тип пристрою
n Номер артикулу пристрою
n Ідентифікаційний номер пристрою
n Номер необхідної запасної частини
Актуальні ціни та інформацію Ви можете знайти
на веб-сторінці www.isc-gmbh.info
8. Утилізація і повторне
застосування
Прилад знаходиться в упаковці, яка служить для
запобігання пошкодженню при транспортуванні.
Ця упаковка є сировиною і тому може бути
застосована повторно або може бути знову
повернута в сировинний кругообіг.
Прилад і супутні товари до нього складаються з
різних матеріалів, як наприклад, із металу і
пластмас. Несправні деталі віддайте на
утилізацію спеціального сміття.
Проконсультуйтеся в спеціалізованому магазині
або в адміністрації общини.
UKR
74
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 74
Page 75

Несправність Причина Усунення несправності
Ролик подачі не обертається В електромережі немає напруги
Регулятор подачі дроту
знаходиться в положенні „0”
Перевірити підключення
Перевірити настроювання
Ролик подачі обертається, але
подача дроту відсутня
Погане притискання ролика
(дивись 5.4.3)
Гальмо роликів засильне (дивись
5.4.3)
Забруднений / пошкоджений
ролик подачі (дивись 5.4.3)
Пошкоджений шланг у згортку
Контактна трубка:
неправильні розміри /
забруднена / зносилася (дивись
5.4.3)
Зварювальний дріт міцно
приварився до газового сопла /
до контактної трубки
Перевірити настроювання
Перевірити настроювання
Почистити або замінити
Перевірити оболонку шланга
Почистити / замінити
Відпустити
Після тривалої експлуатації
апарат більше не функціонує;
світиться контрольна лампочка
(3)
Апарат перегрівся внаслідок
тривалого застосування або
недотримання часу відновлення
Охолодити апарат протягом
мінім. 20 - 30 хвилин
Дуже поганий зварний шов Неправильне настроювання
струму-/подачі (дивись
6.1.1/6.1.2)
Відсутній газ / замало газу
(дивись 6.1.3)
Перевірити настроювання
Перевірити настроювання або
тиск газу в балоні
9. Пошук несправностей
UKR
75
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 75
Page 76

76
UKR
10. Пояснення символів
EN 60974-1
Європейський
стандарт на апарати
для електродугового
зварювання та на
джерела
зварювального струму
з обмеженою
тривалістю увімкнення
Не зберігайте та не
застосовуйте апарат у
вологому та мокрому
оточуючому
середовищі або під
дощем
Запобіжник з
номінальним
параметром в амперах
в гнізді підключення до
електромережі
1-фазне гніздо
підключення до
електромережі
U
1
Напруга в
електромережі
50 Hz
Частота електромережі
I1max
Розрахунок параметрів
максимального струму
в електромережі
Символ для падаючої
хїарактеристики
Перед використанням
зварювального апарату
слід уважно прочитати
інструкцію з
експлуатації та
дотримуватись її
положень
Зварювання металів в
інертних та активних
газах включно із
застосуванням
порошкового
зварювального дроту
U
0
Номінальна напруга
холостого ходу
IP 21
Клас захисту
I
2
Зварювальний струм
H
Клас ізоляції
Ø mm
Діаметр зварювального
дроту
X
Тривалість увімкнення
Однофазний
трансформатор з
випрямлячем
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 76
Page 77

77
k erklärt folgende Konformität gemäß EU-Richtlinie und
Normen für Artikel
t explains the following conformity according to EU
directives and norms for the following product
p déclare la conformité suivante selon la directive CE et les
normes concernant l’article
C dichiara la seguente conformità secondo la direttiva UE e
le norme per l’articolo
N verklaart de volgende overeenstemming conform EU
richtlijn en normen voor het product
m declara la siguiente conformidad a tenor de la directiva y
normas de la UE para el artículo
O declara a seguinte conformidade, de acordo com a
directiva CE e normas para o artigo
l attesterer følgende overensstemmelse i medfør af
EU-direktiv samt standarder for artikel
U förklarar följande överensstämmelse enl. EU-direktiv och
standarder för artikeln
q vakuuttaa, että tuote täyttää EU-direktiivin ja standardien
vaatimukset
. tõendab toote vastavust EL direktiivile ja standarditele
j vydává následující prohlášení o shodě podle směrnice
EU a norem pro výrobek
X potrjuje sledečo skladnost s smernico EU in standardi za
izdelek
W vydáva nasledujúce prehlásenie o zhode podľa smernice
EÚ a noriem pre výrobok
A a cikkekhez az EU-irányvonal és Normák szerint a
következő konformitást jelenti ki
P deklaruje zgodność wymienionego poniżej artykułu z
następującymi normami na podstawie dyrektywy WE.
e декларира съответното съответствие съгласно
Директива на ЕС и норми за артикул
H paskaidro šādu atbilstību ES direktīvai un standartiem
G apibūdina šį atitikimą EU reikalavimams ir prekės
normoms
Q declară următoarea conformitate conform directivei UE
şi normelor pentru articolul
z δηλώνει την ακόλουθη συμμόρφωση σύμφωνα με την
Οδηγία ΕΚ και τα πρότυπα για το προϊόν
B potvrđuje sljedeću usklađenost prema smjernicama EU
i normama za artikl
f potvrđuje sljedeću usklađenost prema smjernicama EU
i normama za artikl
4 potvrđuje sledeću usklađenost prema smernicama EZ i
normama za artikal
T следующим удостоверяется, что следующие
продукты соответствуют директивам и нормам ЕС
1 проголошує про зазначену нижче відповідність
виробу директивам та стандартам ЄС на виріб
5 ја изјавува следната сообрзност согласно
ЕУ-директивата и нормите за артикли
Z Ürünü ile ilgili AB direktifleri ve normları gereğince
aşağıda açıklanan uygunluğu belirtir
L erklærer følgende samsvar i henhold til EU-direktivet
og standarder for artikkel
E Lýsir uppfyllingu EU-reglna og annarra staðla vöru
Konformitätserklärung
ISC GmbH · Eschenstraße 6 · D-94405 Landau/Isar
Schutzgasschweißgerät BT-GW 170 (Einhell)
Standard references: EN 60974-1; EN 60974-10
Landau/Isar, den 06.11.2012
First CE: 07 Archive-File/Record: NAPR006281
Art.-No.: 15.749.80 I.-No.: 11032 Documents registrar: Daniel Protschka
Subject to change without notice Wiesenweg 22, D-94405 Landau/Isar
Weichselgartner/General-Manager Yu Feng Quing/Product-Management
2006/42/EC
2004/26/EC
Emission No.:
2000/14/EC_2005/88/EC
Annex IV
Notified Body:
Notified Body No.:
Reg. No.:
Annex V
Annex VI
Noise: measured LWA= dB (A); guaranteed LWA= dB (A)
P = kW; L/Ø = cm
Notified Body:
x
x
x
87/404/EC_2009/105/EC
2005/32/EC_2009/125/EC
2006/95/EC
2006/28/EC
2004/108/EC
2004/22/EC
1999/5/EC
97/23/EC
90/396/EC_2009/142/EC
89/686/EC_96/58/EC
2011/65/EC
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 77
Page 78

78
k Nur für EU-Länder
Werfen Sie Elektrowerkzeuge nicht in den Hausmüll!
Gemäß europäischer Richtlinie 2002/96/EG über Elektro- und Elektronik-Altgeräte und Umsetzung in
nationales Recht müssen verbrauchte Elektrowerkzeuge getrennt gesammelt werden und einer
umweltgerechten Wiederverwertung zugeführt werden.
Recycling-Alternative zur Rücksendeaufforderung:
Der Eigentümer des Elektrogerätes ist alternativ anstelle Rücksendung zur Mitwirkung bei der sachgerechten Verwertung im Falle der Eigentumsaufgabe verpflichtet. Das Altgerät kann hierfür auch einer
Rücknahmestelle überlassen werden, die eine Beseitigung im Sinne der nationalen Kreislaufwirtschaftsund Abfallgesetze durchführt. Nicht betroffen sind den Altgeräten beigefügte Zubehörteile und Hilfsmittel
ohne Elektrobestandteile.
Tylko dla krajów UE
Zabrania się wyrzucania elektronarzędzi na śmieci.
Zgodnie z Europejską Dyrektywą 2002/96/WE o przeznaczonych na złomowanie elektronarzędziach i
sprzęcie elektronicznym oraz jej konwersji na prawo krajowe, elektronarzędzia należy zbierać osobno i
oddać do punktu zbiórki surowców wtórnych.
Recykling jako alternatywa wobec obowiązku zwrotu urządzenia:
Alternatywnie do obowiązku zwrotu urządzenia elektrycznego po zakończeniu jego użytkowania,
właściciel jest zobowiązany do współuczestnictwa w jego prawidłowej utylizacji. Wycofane z
eksploatacji urządzenie można oddać również do punktu zbiórki surowców wtórnych, który
przeprowadzi utylizację zgodnie z krajowymi przepisami o odpadach i wykorzystaniu surowców
wtórnych. Nie dotyczy to osprzętu należącego do wyposażenia urządzenia i środków pomocniczych nie
zawierających elementów elektrycznych.
T Только для стран ЕС
Запрещено выбрасывать электроинструмент в обычный домашний мусор.
Согласно европейской директиве 2002/96/EG об использованных электрических и электронных
устройствах и реализации в правовой системе соответствующей страны необходимо
использованный электрический инструмент утилизировать отдельно и направлять на вторичную
переработку для охраны окружающей среды.
Вторичная переработка - альтернатива обязятельной отсылке устройства назад изґотовителю:
Владелец электрическоґо устройства в случае избавления от собственности обязан, в качестве
альтернативы отсылки назад изґотовителю, содействовать надлежащей утилизации. Пришедшее
в неґодность устройство может быть передано в приемный пункт, который осуществит
ликвидацию в соответствии с законом страны о цикличном производстве и обращении с
мусором. Это не относится к приложенным к пришедшему в неґодность оборудованию
дополнительным устройствам и вспомоґательным средствам, не содержащим электрические
части.
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 78
Page 79

79
e Само за страни от EС
Не изхвърляйте електрически уреди в домашния боклук.
Съгласно Европейската директива 2002/96/ЕС за електрически и електронни стари уреди и
превръщането й в национално право, употребяваните електрически уреди трябва да се предават
разделно събрани и в съобразен с околната среда пункт за оползотворяване на отпадъци.
Алтернатива на поканата за обратно изпращане с цел рециклиране:
Собственикът на електроуреда е алтернативно задължен вместо да ґо изпрати обратно, да
съдейства за съобразното му оползотворяване в случай на отказ от собствеността. За целта
старият уред може да се предостави и на събирателен пункт, който извършва отстраняване по
смисъла на Закона за кръґовратната икономика и Закона за отпадъците. Това не се отнася до
прибавени към старите уреди части и помощни средства без ел. съставни части.
Q Numai pentru øåri din UE
Nu aruncaøi uneltele electrice în gunoiul menajer.
Conform liniei directoare europene 2002/96/CE referitoare la aparatele electrice μi electronice vechi μi
aplicarea ei în dreptul naøional, aparatele electrice uzate trebuiesc adunate separat μi supuse unei
reciclåri favorabile mediului înconjuråtor.
Alternativå de reciclare la solicitarea de înapoiere a aparatelor electrice:
Proprietarul aparatului electric este alternativ, în locul înapoierii aparatului, obligat de cooperare la
valorificarea corespunzåtoare a acestuia în cazul încetårii raportului de proprietate. Aparatul vechi poate
fi predat μi la o secøie de preluare care va efectua îndepårtarea lui în conformitatea cu legea naøionalå
referitoare la reciclare μi deμeuri. Aici sunt excluse accesoriile μi piesele auxiliare ale aparatului vechi
fårå componente electrice.
z ªfiÓÔ ÁÈ· ¯ÒÚ˜ Ù˘ ∂∂
ªЛ ВЩ¿ЩВ ЛПВОЩЪИО¤˜ Ы˘ЫОВ˘В˜ ЫЩ· ФИОИ·О¿ ·ФЪЪ›ММ·Щ·.
™‡МКˆУ· МВ ЩЛУ √‰ЛБ›· 2002/96/∂∫ БИ· МВЩ·¯ВИЪИЫМ¤УВ˜ ЛПВОЩЪИО¤˜ О·И ЛПВОЩЪФУИО¤˜ Ы˘ЫОВ˘¤˜ О·И
БИ· ЩЛУ МВЩ·ЩЪФ‹ ЫВ ∂ıУИОfi ¢›О·ИФ Ъ¤ВИ У· Ы˘БОВУЩЪТУФУЩ·И ¯ˆЪИЫЩ¿ Щ· ЛПВОЩЪИО¿ ВЪБ·ПВ›· О·И
У· ·У·О˘ОПТУФУЩ·И.
∂У·ПП·ОЩИО‹ П‡ЫЛ ·У·О‡ОПˆЫЛ˜ ·УЩ› ВИЫЩЪФК‹˜
√ И‰ИФОЩ‹ЩЛ˜ ЩЛ˜ ЛПВОЩЪИО‹˜ Ы˘ЫОВ˘‹˜ ˘Ф¯ЪВФ‡Щ·И ВУ·ПП·ОЩИО¿, ·УЩ› У· ВИЫЩЪ¤„ВИ ЩЛ Ы˘ЫОВ˘‹, У·
Ы˘М‚¿ПВИ ЫЩЛУ ЫˆЫЩ‹ ‰И¿ıВЫЛ ЫВ ВЪ›ЩˆЫЛ Ф˘ ‰ВУ ¯ЪВИ¿˙ВЩ·И П¤ФУ ЩЛ Ы˘ЫОВ˘‹. ∏ МВЩ·¯ВИЪИЫМ¤УЛ
Ы˘ЫОВ˘‹ МФЪВ› У· ·Ъ·¯ˆЪЛıВ› ЫВ АЛЪВЫ›· ·fiЫ˘ЪЫЛ˜ Л ФФ›· ı· ВОЩ¤П¤ЫВИ ЩЛУ ‰И¿ıВЫЛ ЩФ˘
ЪФ˚fiУЩФ˜ Ы‡МКˆУ· МВ ЩИ˜ ВıУИО¤˜ ЪФ‰И·БЪ·К¤˜ ·У·О‡ОПˆЫЛ˜ О·И ·ФЪЪИММ¿ЩˆУ. ¢ВУ
Ы˘МВЪИП·М‚¿УФУЩ·И Щ· ВН·ЪЩ‹М·Щ· ‹ ‚ФЛıЛЩИО¿ ВН·ЪгЩЛМ·Щ· ЩˆУ МВЩ·¯ВИЪИЫМ¤УˆУ Ы˘ЫОВ˘ТУ ¯ˆЪ›˜
ЛПВОЩЪИО¿ ЩМ‹М·Щ·.
Z Sadece AB Ülkeleri ∑çin Geçerlidir
Elektrikli cihazlar∂ çöpe atmay∂n∂z.
Elektrikli ve elektronik aletler ile ilgili 2002/96/AB nolu Avrupa Yönetmeli©ince ve ilgili yönetmeli©in ulusal
normalara uyarlanmas∂ sonucunda kullan∂lm∂μ elektrikli aletler ayr∂μt∂r∂lm∂μ olarak toplanacak ve çevreye
zarar vermeyecek μekilde geri kazan∂m sistemlerine teslim edilecektir.
Kullan∂lm∂μ Cihazlar∂n ∑adesi Yerine Uygulanacak Geri Dönüμüm Alternatifi:
Kullan∂lm∂μ elektrikli alet ve cihaz sahipleri bu eμyalar∂n∂ iade etme yerine alternatif olarak, yönetmeliklere
uygun olarak çal∂μan geri dönüμüm merkezlerine vermekle yükümlüdür. Bunun için kullan∂lm∂μ cihaz,
ulusal dönüμüm ekonomisi ve at∂k kanununa göre at∂klar∂n ar∂t∂lmas∂n∂ sa©layan kullan∂lm∂μ cihaz teslim
alma yerine teslim edilecektir. Kullan∂lm∂μ alet ve cihazlara eklenen ve elektrikli sistemi bulunmayan
aksesuar ile yard∂mc∂ malzemeler bu düzenlemeden muaf tutulur.
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 79
Page 80

80
1 Лише для країн-членів ЄС
Не викидайте електроінструменти у побутове сміття!
Відповідно до європейської директиви 2002/96/ЄС щодо відпрацьованих електричних та
електронних приладів та перенесення її принципів на національне право, електроінструменти, що
були у користуванні, необхідно окремо збирати та піддавати їх повторному використанню, що
відповідає вимогам охорони навколишнього середовища.
Альтернатива повторного використання щодо вимоги на повернення:
Власник електроприладу в якості альтернативного варіанту замість повернення зобов’язаний
посприяти належній утилізації у випадку добровільної відмови від власності на майно. З цією
метою відпрацьований прилад можна передати в пункт утилізації, який знищить продукт
відповідно до національного закону про кругообіг в господарстві та про утилізацію відходів. Сюди
не належать комплектуючі відпрацьованих приладів та допоміжні засоби, які не мають
електричних складових.
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 80
Page 81

81
k
Das Produkt erfüllt die Anforderungen der EN 61000-3-11 und unterliegt Sonderanschlussbedingungen. Das heißt, dass
eine Verwendung an beliebigen frei wählbaren Anschlusspunkten nicht zulässig ist.
Das Gerät kann bei ungünstigen Netzverhältnissen zu vorübergehenden Spannungsschwankungen führen.
Das Produkt ist ausschließlich zur Verwendung an Anschlusspunkten vorgesehen, die
a) eine maximale zulässige Netzimpedanz Zmax = 0,2 Ω (Ohm) nicht überschreiten, oder
b) die eine Dauerstrombelastbarkeit des Netzes von mindestens 100 A je Phase haben.
Sie müssen als Benutzer sicherstellen, wenn nötig in Rücksprache mit Ihrem Energieversorgungsunternehmen, dass Ihr
Anschlusspunkt, an dem Sie das Produkt betreiben möchten, eine der beiden genannten Anforderungen a) oder
b) erfüllt.
Produkt odpowiada wymogom normy EN 61000-3-11 i jest odbiornikiem objętym specjalnymi warunkami przyłączenia.
Oznacza to, iż niedopuszczalne jest podłączanie go do sieci w dowolnie wybranych miejscach.
Przy niekorzystnych warunkach zasilania urządzenie może spowodować przejściowe wahania napięcia.
Urządzenie może być podłączane do sieci jedynie w punktach:
a) nie przekraczających maksymalnej, dopuszczalnej impedancji Zmax = 0,2 Ω (Ohm) lub
b) w których wytrzymałość sieci na obciążenie prądem stałym wynosi przynajmniej 100 A na fazę
Użytkownik musi się upewnić w odpowiednim zakładzie energetycznym, iż miejsce, w którym chce on podłączyć
urządzenie odpowiada jednemu z wyżej wymienionych wymogów a) lub b).
T
Продукт соответствует требованиям ЕN 61000-3-11 и должен отвечать условиям специального подключения.
Это значит, что недопустимо подсоединение к любому на выбор месту подключения.
Устройство может при неблагоприятных условиях в электросети вызвать временные колебания напряжения.
Продукт предназначен исключительно для использования с подключением в местах, где
а) сопротивление сети Zmax = 0,2 Ω (Ohm) не будет выше максимального, или
b) нагрузочная способность тока длительной нагрузки электросети составляет минимально 100 А на куждую
фазу.
Вы как пользователь должны выяснить при необходимости на предприятии энергоснабжения отвечает ли место
подключения, от которого будет работать ваше устройство, обоим вышеприведенным условиям а) или b).
Q
Produsul îndeplineμte cerinøele EN 61000-3-11μi este supus unor condiøii speciale de racordare. Asta înseamnå cå
utilizarea la puncte de racordare aleatorii nu este permiså.
Aparatul poate duce temporar la modificåri de tensiune în cazul unor condiøii de reøea nefavorabile.
Produsul este prevåzut numai la utilizarea la punctele de racord care
a) nu depåμesc o impedanøå de reøea maximå admiså Zmax = 0,2 Ω (Ohm), sau
b) au o sarcinå de curent permanent al reøelei de cel puøin 100 A pe fiecare fazå.
Ca beneficiar trebuie så vå asiguraøi, dacå este necesar contactând firma de alimentare cu energie, cå punctul
dumneavoastrå de racord la care doriøi så folosiøi produsul, îndeplineμte una din cerinøele menøionate a) sau b).
Продуктът отговаря на изискванията на Европейската норма 61000-3-11 и подлежи на специални условия за
свързване в електрическата мрежа. Това означава, че не е допустима употреба на произволно избрани места
за свързване на уреда.
При неблагоприятни условия в мрежата уредът може да доведе до временни колебания в напрежението.
Продуктът е предвиден да се използва само на такива места за свързване, които
а) не надхвърлят максимално допустимо пълно съпротивление Zmax = 0,2 Ω (Ohm) или
б) които имат натоварване на мрежата при продължителен работен режим от най-малко 100 А за фаза.
Като потребители трябва да гарантирате, ако е необходимо след консултиране с фирмата, осигуряваща Вашето
електроснабдяване, че Вашето място за свързване, където искате да задействате уреда, отговаря на едно от
двете посочени изисквания а) или б).
ΔÔ ÚÔ˚fiÓ ·ÓÙ·ÔÎÚ›ÓÂÙ·È ÛÙȘ ··ÈÙ‹ÛÂȘ ÙÔ˘ ÚÔÙ‡Ô˘ ∂¡ 61000-3-11 Î·È ˘fiÎÂÈÙ·È ÛÙÔ˘˜ fiÚÔ˘˜ ÂȉÈ΋˜
Û‡Ó‰ÂÛ˘. ∞˘Ùfi ÛËÌ·›ÓÂÈ, ˆ˜ ‰ÂÓ ÂÈÙÚ¤ÂÙ·È Ë ¯Ú‹ÛË Û ÔÔÈ·‰‹ÔÙÂ, ηÙãÂÈı˘Ì›· ÂÈÏÂÁfiÌÂÓ· ÛËÌ›·.
∏ Ы˘ЫОВ˘‹ МФЪВ›, ЫВ ВЪ›ЩˆЫЛ ‰˘ЫМВУТУ Ы˘УıЛОТУ ‰ИОЩ‡Ф˘, У· ВИК¤ЪВИ ·ЪФ‰ИО¤˜ ‰И·О˘М¿УЫВИ˜ Щ¿ЫВИ˜.
ΔФ ЪФ˚fiУ ЪФФЪ›˙ВЩ·И ·ФОПВИЫЩИО¿ О·И МfiУФ БИ· ЩЛ ¯Ъ‹ЫЛ ЫВ ЫЛМВ›· Ы‡У‰ВЫЛ˜, Щ· ФФ›·
·) ‰ÂÓ ˘ÂÚ‚·›ÓÔ˘Ó Ì›· ·ÓÒÙ·ÙË ÂÈÙÚÂÙ‹ Â̤‰ËÛË Zmax = 0,2 Ω (Ohm) ‹
‚) ‰И·ı¤ЩФ˘У ‰˘·УЩfiЩЛЩ· КfiЪЩˆЫЛ МВ Ы˘УВ¯¤˜ ЪВ‡М· ЩФ˘ ‰ИОЩ‡Ф˘ ЩФ˘П¿¯ИЫЩФУ 100 ∞ ·У¿ К¿ЫЛ.
™·У ¯Ъ‹ЫЩЛ˜ Ъ¤ВИ У· ВН·ЫК·П›ЫВЩВ, В¿У ¯ЪВИ·ЫЩВ› МВЩ¿ ·fi Ы˘УВУУfiЛЫЛ МВ ЩЛУ ·ЪМfi‰И· ∂И¯В›ЪЛЫЛ ∏ПВОЩЪИЫМФ‡,
fiÙÈ ÙÔ ÛËÌÂ›Ô Û·˜ Û‡Ó‰ÂÛ˘ ÏËÚ› Ì›· ·fi ÙȘ ‰‡Ô ··ÈÙ‹ÛÂȘ ·) ‹ ‚).
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 81
Page 82

82
Z
Bu ürün EN 61000-3-11 normunun μartlar∂n∂ yerine getirir ve özel ba©lant∂ μartlar∂na tabidir. Böylece serbest olarak
seçilebilen herhangi bir ba©lant∂ noktas∂na izin verilmemiμtir.
Cihazda, uygun olmayan μebeke μartlar∂nda geçici gerilim de©iμiklikleri oluμabilir.
Bu ürün sadece, aμa©∂da özellikleri aç∂klanan ba©lant∂ noktalar∂na ba©lanarak çal∂μt∂r∂lmak üzere tasarlanm∂μt∂r
a) Azami μebeke empedan∂ Zmax = 0,2 Ω (Ohm) de©erlerini aμmayan veya
b) Ωebekeden faz baμ∂na en az 100 A sürekli çekilebilmesi mümkün olmal∂d∂r.
Kullan∂c∂ olarak siz gerekti©inde enerji da©∂t∂m μirketi ile irtibata geçerek, cihaz∂ ba©layaca©∂n∂z prizinizin yukar∂da
aç∂klanan a) veya b) μartlar∂ndan birini yerine getirmiμ olmas∂n∂ sa©lamal∂s∂n∂z.
1
Вирiб вiдповiдає вимогам стандарту EN 61000-3-11 i вимагає виконання спецiальних умов для його пiд’єднання.
Це значить, що його не дозволяється пiд’єднувати до таких гнiзд, якi вибранi вiльно, за власним бажанням.
Якщо умови в електромережi несприятливi, то прилад може викликати тимчасовi коливання напруги.
Передбачається пiд’єднувати прилад виключно до таких гнiзд, котрi
а) не перевищують максимально допустимий опiр електромережi Zmax = 0,2 Ω (Ohm) або
б) мають максимально допустиме навантаження струму електромережi, яке дорiвнює мiнiмум 100 А на фазу.
Ви як користувач, а при необхiдностi з узгодженням Вашого пiдприємства, котре поставляє електроенергiю,
повиннi забезпечити, щоби Ваше гнiздо для пiд’єднання, з допомогою якого Ви хотiли би використовувати Ваш
прилад, вiдповiдало однiй iз двох вищевказаних вимог а) або б).
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 82
Page 83

Der Nachdruck oder sonstige Vervielfältigung von Dokumentation und
Begleitpapieren der Produkte, auch auszugsweise ist nur mit ausdrücklicher Zustimmung der ISC GmbH zulässig.
Przedruk lub innego rodzaju powielanie dokumentacji wyrobów oraz
dokumentów towarzyszących, nawet we fragmentach dopuszczalne
jest tylko za wyraźną zgodą firmy ISC GmbH.
T
Перепечатывание или прочие виды размножения документации и
сопроводительных листов продукции фирмы, полностью или
частично, разрешено производить только с однозначного
разрешения ISC GmbH.
Imprimarea sau multiplicarea documentaøiei μi a hârtiilor însoøitoare a
produselor, chiar μi numai sub formå de extras, este permiså
numai cu aprobarea expreså a firmei ISC GmbH.
Препечатването или размножаването по друг начин на
документация и придружаващи документи на продукти на, дори и
като извадка, се допуска само с изричното разрешение на ISC
GmbH.
z
∏ ·У·Щ‡ˆЫЛ ‹ ¿ППЛ ·У··Ъ·БˆБ‹ ЩВОМЛЪИТЫВˆУ О·И Ы˘УФ‰В˘ЩИОТУ
К˘ПП·‰›ˆУ ЩˆУ ЪФ˚fiУЩˆУ ЩЛ˜ ВЩ·ИЪВ›·˜, ·ОfiМЛ О·И ЫВ
·ФЫ¿ЫМ·Щ·, ВИЩЪ¤ВЩ·И МfiУФ МВЩ¿ ·fi ЪЛЩ‹ ¤БОЪИЫЛ ЩЛ˜
ВЩ·ИЪВ›·˜ ISC GmbH.
Ürünlerinin dokümantasyonu ve evraklar∂n∂n k∂smen olsa dahi
kopyalanmas∂ veya baμka μekilde ço©alt∂lmas∂, yaln∂zca ISC GmbH
firmas∂n∂n özel onay∂ al∂nmak μart∂yla serbesttir.
1
Передрук або інше розмноження документації та
супроводжуючих документів до продукції, а також витягу із
документів, допускаються лише після отримання однозначного
дозволу від фірми «ISC GmbH»
83
Technische Änderungen vorbehalten
Zastrzega się wprowadzanie zmian technicznych
T Сохpaняeтcя прaво на тeхничeскиe изменения
Se rezervå dreptul la modificåri tehnice.
Зaпазва се правото за технически промени
√ О·Щ·ЫОВУ·ЫЩ‹˜ ‰И·ЩЛЪВ› ЩФ ‰ИО·›ˆМ· ЩВ¯УИОТУ ·ПП·БТУ
Teknik de©iμiklikler olabilir
1 Ми залишаємо за собою право на внесення технічних змін.
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 83
Page 84

84
CERTYFIKAT GWARANCJI
Na opisywane w instrukcji obsługi urządzenie udzielamy 2-letniej gwarancji, na
wypadek wadliwości naszego produktu. 2-letni okres gwarancyjny zaczyna
obowiązywać w momencie przejścia ryzyka lub przejęcia urządzenia przez
klienta.
Warunkiem skorzystania z uprawnień gwarancyjnych jest prawidłowa
konserwacja urządzenia, zgodnie z instrukcją obsługi oraz użytkowanie zgodne z
przeznaczeniem. Odnosi się to szczególnie do akumulatorów, na które udzielamy
jednak 12-miesięcznej gwarancji.
Oczywiście w okresie tych 2 lat przysługują Państwu również uprawnienia
gwarancyjne w ramach ustawowej rękojmi.
Gwarancja obowiązuje na terenie Republiki Federalnej Niemiec lub w kraju
generalnego przedstawiciela handlowego, jako uzupełnienie obowiązujących
lokalnie przepisów ustawowych. Prosimy zwrócić się do odpowiedzialnego
pracownika w regionalnym dziale obsługi klienta lub pod podany poniżej adres
serwisu technicznego.
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 84
Page 85

85
T
ГАРАНТИЙНОЕ СВИДЕТЕЛЬСТВО
Глубокоуважаемый клиент, глубокоуважаемая клиентка,
Качество наших продуктов подвергаются тщательному контролю. Если несмотря на это когда-либо
возникнут к нашему большому сожалению нарушения в работе инструмента, то мы просим Вас
обратиться в нашу службу сервиса по указанному в этой гарантийной карте адресу. Мы также охотно
ответим на Ваши вопросы по телефону, номер которого приведен ниже. Для предъявления претензий
по гарантийному обслуживанию действительно следующее:
1. Настоящие правила гарантии регулируют дополнительные условия оказания гарантийных услуг.
Эти гарантийные обязательства не затрагивают Ваши законные права на гарантийное
обслуживание. Наши гарантийные услуги для Вас бесплатны.
2. Гарантийные услуги распространяются только на неисправности, которые возникли в результате
недостатков материала или процесса изготовления и предусматривают только устранение этих
недостатков или замену устройства. Необходимо учесть, что наши устройства разработаны
согласно предписаниям для использования в промышленных, ремесленных или индустриальных
областях. Гарантийный договор считается недействительным, если устройство используется в
промышленных, ремесленных или индустриальных целях, а также для подобной деятельности.
Наши гарантийные обязательства не распространяются на повреждения при транспортировке,
повреждения в результате несоблюдения указаний руководства по монтажу или в результате
проведенной ненадлежащим образом инсталляции, несоблюдения указаний руководства по
эксплуатации (таких как например, подключение к сети с ненадлежащим параметром напряжения),
используется неправильно или ненадлежащим образом (например, перегрузка устройства или
использование не допущенных к применению насадок или принадлежностей), при несоблюдении
правил технического обслуживания и техники безопасности, при попадании посторонних предметов
в устройство (таких как например: песок, камни или пыль), при использовании силы или
посторонних воздействий (таких как например, повреждения в результате падения), а также при
обычном износе в результате использования.
Это относится прежде всего к аккумуляторам, на
которые мы тем не менее даем гарантийный срок на 12 месяцев.
Право на гарантийное обслуживание теряет силу, если были осуществлены вмешательства в
инструмент.
3. Гарантийный срок составляет 2 года и начинается со дня покупки устройства. Гарантийные права
необходимо предъявлять до истечения срока гарантии в течении двух недель после того как будет
обнаружена неисправность. Заявления на гарантийное обслуживание после истечения срока
гарантии не принимаются. Ремонт или замена устройства не ведет к удлинению срока службы и с
этими услугами не начинается новый срок гарантии для устройства или установленных запасных
деталей. Это действует также в случае оказания сервисных услуг по месту нахождения клиента.
4. Для предъявления претензий на гарантийное обслуживание вышлите, пожалуйста, неисправное
устройство без оплаты почтовых расходов по указанному ниже адресу. Приложите квитанцию
покупки в оригинале или любое другое свидетельство о совершенной покупке с указанной датой.
Необходимо поэтому сохранять кассовый чек для доказательства! Пожалуйста, опишите причину
предъявляемых претензий как можно точнее. Если неисправное устройство подлежит
гарантийному обслуживанию, то Вы получите незамедлительно отремонтированное или новое
устройство обратно.
Само собой разумеется, мы можем также устранить при оплате затрат неисправности устройства,
которые не входят в объем гарантийных услуг или при истечении срока гарантии. Для этого Вам
необходимо выслать устройство на адрес нашей службы сервиса.
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 85
Page 86

86
Q
Certificat de garanţie
Stimate clientă, stimate client,
produsele noastre sunt supuse unui control de calitate riguros. Dacă totuşi vreodată acest aparat nu va
funcţiona ireproşabil ne pare foarte rău şi vă rugăm să vă adresaţi la centrul service indicat la finalul acestui
certificat de garanţie. Bineînţeles că vă stăm şi la telefon cu plăcere la dispoziţie, la numerele de service
menţionate mai jos. Pentru revendicarea pretenţiilor de garanţie trebuie ţinut cont de următoarele:
1. Aceste instrucţiuni de garanţie reglementează prestaţiile de garanţie suplimentare. Pretenţiile
dumneavoastre de garanţie legale nu sunt atinse de această garanţie. Prestaţia noastră de garanţie este
gratuită pentru dumneavoastră.
2. Prestaţia de garanţie se extinde în exclusivitate asupra defectelor care provin din erori de material sau de
fabricaţie şi se limitează la remedierea acestor defecte respectiv la schimbarea aparatului. Vă rugăm să
ţineţi cont de faptul că aparatele noastre, în conformitate cu scopul lor de folosire, nu sunt prevăzute pentru
intervenţii meşteşugăreşti sau industriale. Din acest motiv nu se va încheia un contract de garanţie atunci
când aparatul se va folosi în întreprinderi meşteşugăreşti sau industriale precum şi pentru activităţi similare.
De la garanţie sunt excluse deasemenea prestaţiile pentru deteriorările intervenite pe timpul transportului,
deteriorări datorate neluării în considerare a instrucţiunilor de montare sau datorită instalării necompetente,
neluării în considerare a instrucţiunilor de folosire (cum ar fi de exemplu racordarea la o tensiune de reţea
falsă sau la un curent fals), utilizarea abuzivă sau improprie (cum ar fi suprasolicitarea aparatului sau
folosirea uneltelor ataşabile sau auxiliarilor neadmişi), neluării în considerare a prescripţiilor referitoare la
lucrările de întreţinere şi siguranţă, intrarea corpurilor străine în aparat (cum ar fi nisip, pietre sau praf),
recurgerea la violenţă sau inflenţe străine (cum ar fi de exemplu deteriorări datorită căderii), precum şi
datorită uzurii normale, conformă utilizării.
Acest lucru este valabil în special pentru acumulatoare, cu toate
acestea acordăm totuşi o durată de garanţie de 12 luni.
Pretenţia de garanţie se pierde atunci când s-au efectuat intervenţii la aparat.
3. Durata de garanţie este de 2 ani şi începe din ziua cumpărării aparatului. Pretenţiile de garanţie se vor
revendica în interval de două săptămâni de la data apariţiei defectului. Este exclusă revendicarea pretenţiei
de garanţie după expirarea duratei de garanţie. Repararea sau schimbarea aparatului nu duce nici la
prelungirea duratei de garanţie şi nici nu se va fixa o durată de garanţie nouă pentru prestaţia efectuată la
acest aparat sau pentru o piesă schimbată la acesta. Acest lucru este valabil şi în cazul unui service la faţa
locului.
4. Pentru revendicarea pretenţiilor dumneavoastre de garanţie vă rugăm să trimiteţi aparatul defect gratuit la
adresa menţionată mai jos. Anexaţi bonul de cumpărare în original sau o altă dovadă de cumpărare datată.
Vă rugăm să păstraţi cu grijă bonul de casă drept dovadă! Vă rugăm să desrieţi cât mai amănunţit motivul
reclamaţiei. Dacă defectul aparatului este cuprins în prestaţiile noastre de garanţie, veţi primi imediat înapoi
aparatul reparat sau un aparat nou.
Bineînţeles că remediem cu plăcere contra cost şi defecte la aparate care nu sunt sau nu mai sunt cuprinse în
prestaţiile de garanţie. Pentru aceasta trimiteţi va rugăm aparatul la adresa noastră service.
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 86
Page 87

87
e
ДОКУМЕНТ ЗА ГАРАНЦИЯ
Уважаеми клиенти,
нашите продукти подлежат на строг качествен контрол. В случай, че въпреки това в даден момент този
уред не работи безупречно, изказваме съжалението си и Ви молим, да се обърнете към нашата
сервизна служба на посочения на тази гаранционна карта адрес. С удоволствие сме на Ваше
разположение и по телефона на посочения телефонен номер в сервиза. За предявяването на
претенциите по отношение на гаранцията е в сила следното:
1. Тези гаранционни условия уреждат допълнителни гаранционни услуги. Вашите законни права при
недостатъци на престацията не биват засегнати от тази гаранция. Нашата гаранционна услуга е
безплатна за Вас.
2. Гаранционната услуга се разпростира изключително върху дефекти, които се дължат на дефекти в
суровината или производствени дефекти и се ограничава до отстраняване на тези дефекти, респ.
до подмяна на уреда. Моля, обърнете внимание на това, че нашите уреди съгласно
предназначението не са конструирани за промишлена, занаятчийска или индустриална употреба.
Гаранционен договор при това не се сключва, когато уредът се използва в промишлени,
занаятчийски или индустриални предприятия, както и при равностойни на тях дейности. От нашата
гаранция се изключват също така допълнителни услуги за транспортни щети, щети поради не
съблюдаване на упътването за монтажа или въз основа на не прецизна инсталация, не
съблюдаване на упътването за употреба (като напр. поради свързване към неподходящо
електрическо напрежение или вид ток), груби или неподходящи за целта приложения (като напр.
претоварване на уреда или използване на не позволени инструменти за употреба или оборудване),
не спазване на разпоредбите за поддръжка и безопасност, навлизане на чужди тела в уреда (като
напр. пясък, камъни или прах), употреба на сила или чужди намеси (като напр. щети, получени чрез
падане) както и поради обичайното изхабяване при употребата.
Това важи по-специално за
акумулатори, за които въпреки това осигуряваме гаранционен срок от 12 месеца.
Правото за гаранция изтича, когато по уреда вече са били извършени намеси.
3. Гаранционният период е 2 години и започва от датата на покупка на уреда. Гаранционните права
трябва да се предявят преди изтичане на гаранционния период в рамките на две седмици, след
като сте открили дефекта. Предявяването на гаранционните права след изтичане на гаранционния
период е изключено. Поправката или подмяната на уреда не води до удължаване на гаранционния
период, както и с тази услуга за уреда или за евентуални монтирани резервни части не започва нов
гаранционен период. Това важи също и при използване на сервизни услуги на място.
4. За предявяването на Вашето гаранционно право, моля, изпратете дефектния уред на посочения по-
долу адрес без заплащане на пощенска такса. Приложете квитанцията в оригинал или друг
удостоверяващ покупката документ с дата. Моля, затова пазете добре касовия бон като
доказателство! Моля, опишете ни причината за рекламацията възможно най-точно. Ако дефектът
на уреда е включен в нашата гаранционна услуга, веднага ще получите обратно поправен или нов
уред.
Разбира се, в замяна на възстановяването на разходите ние с удоволствие отстраняваме също и
дефекти по уреда, които не са или вече не са включени в обхвата на гаранцията. За целта, моля,
изпратете уреда на нашия адрес в сервиза.
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 87
Page 88

88
z
ΕΓΓΥΗΣΗ
Αξιότιμη πελάτισα, αξιότιμε πελάτη,
Τα προϊόντα μας υπόκεινται σε αυστηρούς ελέγχους ποιότητας. Εάν παρ΄όλα αυτά κάποτε δεν
λειτουργήσουν άψογα, λυπούμαστε πολύ και σας παρακαλούμε να αποτανθείτε προς το τμήμαμας
Εξυπηρέτησης Πελατών, στη διεύθυνση που αναφέρετε σε αυτή την εγγύηση. Ευχαρίστως σας βοηθούμε
και τηλεφωνικώς στον αριθμό που αναφέρετε πιο κάτω. Για την κατίσχυση των αξιώσεων εγγύησης ισχύουν
τα εξής:
1. Αυτοί οι όροι εγγύησης ρυθμίζουν πρόσθετες παροχές εγγύησης. Από την εγγύηση αυτή δεν θίγονται οι
νόμιμες αξιώσεις σας για εγγύηση. Η παροχή της εγγύησής μας είναι για σας δωρεάν.
2. Η εγγύηση καλύπτει αποκλειστικά και μόνο βλάβες που οφείλονται σε ελαττώματα υλικών ή παραγωγής
και περιορίζονται στην αποκατάσταση αυτών των ελαττωμάτων ή την αντικατάσταση της συσκευής.
Παρακαλούμε να προσέξετε πως οι συσκευές μας δεν προορίζονται για τη βιομηχανία, τη βιοτεχνία και
την επαγγελματική χρήση. Για το λόγο αυτό δεν υφίσταται σύμβαση εγγύησης σε περίπτωση χρήσης της
συσκευής στη βιομηχανία, βιοτεχνία, για επαγγελματικό ή άλλο παρόμοιο σκοπό. Από την εγγύησή μας
αποκλείονται πέραν τούτου αποζημιώσεις για βλάβες μεταφοράς, βλάβες οφειλόμενες σε μη τήρηση
της Οδηγίας συναρμολόγησης, ή σε εσφαλμένη εγκατάσταση, μη τήρηση της Οδηγίας χρήσης (π.χ.
σύνδεση σε λάθος τάση δικτύου ή είδος ρεύματος), καταχρηστική ή όχι ορθή χρήση (π.χ. υπερφόρτωση
ή χρήση μη εγκεκριμένων ανταλλακτικών εργαλείων ή εξαρτημάτων), μη τήρηση των Υποδείξεων
συντήρησης και ασφαλείας, είσοδος ξένων αντικειμένων στη συσκευή (όπως π.χ. άμμος ή σκόνη),
χρήση βίας ή εξωτερική επίδραση (όπως π.χ. βλάβες από πτώση) καθώς και βλάβες που οφείλονται σε
κοινή φθορά.
Αυτό ισχύει ιδιαίτερα για συσσωρευτές για τους οποίους παρ΄όλα αυτά παρέχουμε εγγύηση
12 μηνών.
Η αξίωση εγγύησης εκπίπτει σε περίπτωση που έγιναν ήδη ξένες επεμβάσεις στη συσκευή.
3. Η διάρκεια της εγγύησης ανέρχεται σε 2 έτη και αρχίζει από την ημερομηνία αγοράς της συσκευής. Οι
αξιώσεις εγγύησης πρέπει να κατισχυθούν πριν την πάροδος της προθεσμάις της εγγύησης εντός δύο
εβδομάδων από την διαπίστωση του ελαττώματος. Αποκλείεται η κατίσχυση αξιώσεων εγγύησης μετά
την πάροδο της προθεσμίας της εγγύησης. Η επισκευή ή η αντικατάσταση της συσκευής δεν
συνεπάγεται ούτε την επέκταση της διάρκειας της εγγύησης ούτε την έναρξη νέας προθεσμίας
εγγύησης για τη συσκευή ή τα ενδεχομένως τοποθετηθέντα εξαρτήματα. Το ίδιο ισχύει και σε περίπτωση
σέρβις επί τόπου.
4. Για την κατίσχυση της αξίωσης της εγγύησης σας παρακαλούμε να μας αποστείλετε τη συσκευή, χωρίς
επιβάρυνσή μας με ταχυδρομικά τέλη, στην πιο κάτω αναφερόμενη διεύθυνση. Μη ξεχάσετε να
επισυνάψετε το πρωτότυπο της απόδειξης αγοράς ή άλλο ισχύον αποδεικτικό αγοράς. Για το λόγο αυτό
σας παρακαλούμε να φυλάξετε καλά την απόδειξη του ταμείου! Παρακαλούμε επίσης να μας
περιγράψετε την αιτία για την διαμαρτυρία σας όσο πιο αναλυτικά γίνεται. Εάν το ελάττωμα της
συσκευής σας καλύπτεται από την εγγύησή μας, είτε θα σας επιστραφεί ταχύτατα η επισκευασμένη
συσκευή σας, είτε θα λάβετε μία νέα συσκευή.
Φυσικά επισκευάζουμε ευχαρίστως έναντι αμοιβής και ελαττώματα στη συσκευή σας που δεν καλύπτονται ή
δεν καλύπτονται πλέον από την εγγύηση. Για το σκοπό αυτό σας παρακαλούμε να αποστείλετε τη συσκευή
σας στη διεύθυνση του τμήματος μας για Εξυπηρέτηση Πελατών.
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 88
Page 89

89
Z
GARANTİ BELGESİ
Sayın Müşterimiz,
Ürünlerimiz üretim esnasında sıkı bir kalite kontrolden geçirilir. Buna rağmen alet veya cihazınız tam doğru
şekilde çalışmadığında ve bozulduğunda bu durumdan çok üzgün olduğumuzu belirtir ve bozuk olan aleti/cihazı
Garanti Belgesinin alt bölümünde açıklanan Servis Hizmetlerine göndermenizi rica ederiz. Bize ayrıca aşağıda
açıklanan Servis telefon numarasından da her zaman ulaşabilirsiniz. Size her konuda memnuniyetle bilgi veririz.
Garanti haklarından faydalanmak için aşağıdaki kurallar geçerlidir:
1. Bu Garanti koşulları ek Garanti Hizmetlerini düzenler. Kanuni Garanti Haklarınız bu Garanti
düzenlemesinden etkilenmez ve saklı kalır. Garanti kapsamında sunduğumuz hizmetler ücretsizdir.
2. Garanti kapsamına sadece malzeme ve üretim hatasından kaynaklanan eksiklik ve ayıplar dahildir. Bu
durumlarda garanti hizmetleri sadece arızanın onarımı veya aletin/cihazın değiştirilmesi ile sınırlıdır.
Aletlerimizin ve cihazlarımızın ticari ve endüstriyel kullanım amacı için tasarlanmadığını lütfen dikkate alınız.
Bu nedenle aletin/cihazın ticari ve endüstriyel işletmelerde kullanılması veya benzer çalışmalarda
çalıştırılması durumunda Garanti Sözleşmesi geçerli değildir. Ayrıca transport hasarları, montaj talimatına
veya yönetmeliklere aykırı yapılan montajlardan ve tesisatlardan kaynaklanan hasarlar, kullanma talimatına
riayet etmeme nedeniyle oluşan hasarlar (örneğin yanlış bir şebeke gerilimine veya akım türüne bağlama
gibi), kullanım amacına veya talimatlara aykırı kullanımdan kaynaklanan hasarlar (örneğin alete/cihaza aşırı
yüklenme veya kullanımına izin verilmeyen alet veya aksesuar), bakım ve güvenlik talimatlarına riayet
edilmemesinden kaynaklanan hasarlar, aletin/cihazın içine yabancı maddenin girmesi (örneğin kum, taş
veya toz), zor kullanma veya harici zorlamalardan kaynaklanan hasarlar (örneğin aşağı düşme nedeniyle
oluşan hasar) ve kullanıma bağlı olağan aşınma gibi durumlar garanti kapsamına dahil değildir.
Bu durum
özellikle halen 12 ay garantisi olan aküler için geçerlidir
Alet/cihaz üzerinde herhangi bir çalışma yapıldığında veya müdahalede bulunulduğunda garanti hakkı sona
erer.
3. Garanti süresi 2 yıldır ve garanti süresi aletin/cihazın satın alındığı tarihde başlar. Arızayı tespit ettiğinizde
garanti hakkından faydalanma talebi, garanti süresi dolmadan iki hafta önce bildirilmelidir. Garanti süresi
dolduktan sonra garanti hakkından faydalanma talebinde bulunulamaz. Aletin/cihazın onarılması veya
değiştirilmesi garanti süresinin uzamasına yol açmaz ayrıca onarılan alet veya takılan parçalar için yeni bir
garanti süresi oluşmaz. Bu aynı zamanda yerinde verilen Servis Hizmetleri için de geçerlidir.
4. Garanti hakkından faydalanmak için arızalı aleti, gönderi ücreti göndericiye ait olmak üzere aşağıda belirtilen
adrese postalayın. Satın aldığınız tarihi belirten orijinal fişi veya başka bir belgeyi de alet ile birlikte gönderin.
Bu nedenle kasa fişini belgelemek için daima iyice saklayın! Arıza ve şikayet sebebini mümkün olduğunca
doğru şekilde açıklayın. Aletin arızası garanti kapsamına dahil olduğunda size en kısa zamanda onarılmış
veya yeni bir alet/cihaz gönderilecektir.
Ayrıca garanti kapsamına dahil olmayan veya garant isüresi dolan arızaları ücreti karşılığında memuniyetle
onarırız. Bunun için aleti/cihazı lütfen Servis adresimize gönderin.
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 89
Page 90
90
1
ГАРАНТІЙНЕ ПОСВІДЧЕННЯ
Шановна пані Клієнтко, шановний пане Клієнт!
Наші вироби підлягають суворому контролю якості. Якщо ж все-таки цей прилад коли-небудь буде
функціонувати небездоганно, ми сприймаємо це дуже серйозно і просимо Вас звернутися до нашої
сервісної служби за адресою, вказаною внизу на цьому гарантійному посвідченні. Ми з задоволенням
відповімо Вам по телефону сервісного виклику, номер якого також вказаний внизу. Для пред’явлення
гарантійних претензій має силу наступне:
1. Ці умови гарантії регулюють додатковий гарантійний ремонт. Ця гарантія Ваших правових
гарантійних претензій не стосується. Наш гарантійний ремонт є для Вас безкоштовним.
2. Гарантійний ремонт поширюється виключно на несправності, пов’язані з дефектом матеріалу або
помилкою виробника, і обмежується усуненням цього недоліку або заміною апарату. Майте, будь-
ласка, на увазі, що наші прилади стосовно свого призначення сконструйовані не для виробничих,
ремісничих чи промислових підприємств. Тому гарантійний договір не має сили в разі, якщо прилад
застосовують на виробничих, ремісничих або промислових підприємствах, а також при іншій
подібній діяльності. Крім того, з нашої гарантії виключаються відшкодування за пошкодження при
транспортуванні, несправності внаслідок недотримання інструкції по монтажу або через технічно
неправильну інсталяцію, недотримання інструкції по експлуатації (як наприклад, внаслідок
під’єднання до неправильної напруги в електромережі або до типу струму), зловживання при
застосуванні або неналежне застосування (як наприклад, перенавантаження прилада або
застосування технічно недопущених до експлуатації інструментів або аксесуарів), недотримання
інструкцій по технічному обслуговуванні і по техніці безпеки, проникання сторонніх предметів (як
наприклад, піску, каміння або пилу), застосування з використанням сили або сторонні впливи (як
наприклад, пошкодження внаслідок падіння), а також внаслідок звичайного зношування. Це,
зокрема, стосується акумуляторів, на які ми, однак, надаємо гарантію на термін 12 місяців.
Гарантійна претензія втрачається, якщо в прилад хто-небудь вже втручався.
3. Термін дії гарантії становить 2 роки і починається від дати купівлі. Гарантійні претензії слід
пред’являти до закінчення гарантійного терміну на протязі двох тижнів після того, як Ви виявили
несправність. Пред’явлення гарантійних претензій після закінчення гарантійного терміну
виключається. Ремонт або заміна приладу не призводить до продовження терміну гарантії, а також
за виконання такої роботи або за можливе використання запасних частин не починається новий
гарантійний термін. Це стосується також і виконання робіт місцевою сервісно службою.
4. Для пред’явлення гарантійної претензії перешліть, будь-ласка, несправний прилад без поштового
збору на вказану нижче адресу. Додайте оригінал документу про купівлю або інший датований
доказ купівлі. Тому, будь-ласка, надійно зберігайте касовий чек в якості доказу! По можливості
якнайточніше опишіть нам, будь-ласка, причину рекламації. Якщо несправність приладу підпадає під
наш гарантійний ремонт, то невдовзі Ви отримаєте назад відремонтований або новий прилад.
Само собою зрозуміло, що за відповідну оплату ми з задоволенням також усунемо несправності
приладу, які не охоплені або більше не охоплюються об’ємом гарантії. Для цього висилайте, будь-ласка,
прилад на адресу нашої сервісної служби.
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 90
Page 91

91
k
GARAN
TIEURKUNDE
Sehr geehrte Kundin, sehr geehrter Kunde,
unsere Produkte unterliegen einer strengen Qualitätskontrolle. Sollte dieses Gerät dennoch einmal nicht einwandfrei funktionieren, bedauern wir dies sehr und bitten Sie, sich an unseren Servicedienst unter der auf dieser Garantiekarte angegebenen Adresse zu wenden. Gern stehen wir Ihnen auch telefonisch über die unten
angegebene Servicerufnummer zur Verfügung. Für die Geltendmachung von Garantieansprüchen gilt Folgendes:
1. Diese Garantiebedingungen regeln zusätzliche Garantieleistungen. Ihre gesetzlichen Gewährleistungsansprüche werden von dieser Garantie nicht berührt. Unsere Garantieleistung ist für Sie kostenlos.
2. Die Garantieleistung erstreckt sich ausschließlich auf Mängel, die auf Material- oder Herstellungsfehler zurückzuführen sind und ist auf die Behebung dieser Mängel bzw. den Austausch des Gerätes beschränkt.
Bitte beachten Sie, dass unsere Geräte bestimmungsgemäß nicht für den gewerblichen, handwerklichen
oder industriellen Einsatz konstruiert wurden. Ein Garantievertrag kommt daher nicht zustande, wenn das
Gerät in Gewerbe-, Handwerks- oder Industriebetrieben sowie bei gleichzusetzenden Tätigkeiten eingesetzt wird.
Von unserer Garantie sind ferner Ersatzleistungen für Transportschäden, Schäden durch Nichtbeachtung
der Montageanleitung oder aufgrund nicht fachgerechter Installation, Nichtbeachtung der Gebrauchsanleitung (wie durch z.B. Anschluss an eine falsche Netzspannung oder Stromart), missbräuchliche oder unsachgemäße Anwendungen (wie z.B. Überlastung des Gerätes oder Verwendung von nicht zugelassenen
Einsatzwerkzeugen oder Zubehör), Nichtbeachtung der Wartungs- und Sicherheitsbestimmungen, Ein-
dringen von Fremdkörpern in das Gerät (wie z.B. Sand, Steine oder Staub), Gewaltanwendung oder
Fremdeinwirkungen (wie z. B. Schäden durch Herunterfallen) sowie durch verwendungsgemäßen, üblichen
Verschleiß ausgeschlossen. Dies gilt insbesondere für Akkus, auf die wir dennoch eine Garantiezeit von
12 Monaten gewähren
Der Garantieanspruch erlischt, wenn an dem Gerät bereits Eingriffe vorgenommen wurden.
3. Die Garantiezeit beträgt 2 Jahre und beginnt mit dem Kaufdatum des Gerätes. Garantieansprüche sind vor
Ablauf der Garantiezeit innerhalb von zwei Wochen, nachdem Sie den Defekt erkannt haben, geltend zu
machen. Die Geltendmachung von Garantieansprüchen nach Ablauf der Garantiezeit ist ausgeschlossen.
Die Reparatur oder der Austausch des Gerätes führt weder zu einer Verlängerung der Garantiezeit noch
wird eine neue Garantiezeit durch diese Leistung für das Gerät oder für etwaige eingebaute Ersatzteile in
Gang gesetzt. Dies gilt auch bei Einsatz eines Vor-Ort-Services.
4. Für die Geltendmachung Ihres Garantieanspruches übersenden Sie bitte das defekte Gerät portofrei an die
unten angegebene Adresse. Fügen Sie den Verkaufsbeleg im Original oder einen sonstigen datierten Kaufnachweis bei. Bitte bewahren Sie deshalb den Kassenbon als Nachweis gut auf! Beschreiben Sie uns bitte
den Reklamationsgrund möglichst genau. Ist der Defekt des Gerätes von unserer Garantieleistung erfasst,
erhalten Sie umgehend ein repariertes oder neues Gerät zurück.
Selbstverständlich beheben wir gegen Erstattung der Kosten auch gerne Defekte am Gerät, die vom Garantieumfang nicht oder nicht mehr erfasst sind. Dazu senden Sie das Gerät bitte an unsere Serviceadresse.
iSC GmbH • Eschenstraße 6 • 94405 Landau/Isar (Deutschland)
Telefon: +49 [0] 180 5 120 509 • Telefax +49 [0] 180 5 835 830 (Festnetzpreis: 14 ct/min, Mobilfunkpreise maximal: 42 ct/min)
Außerhalb Deutschlands fallen stattdessen Gebühren für ein reguläres Gespräch ins dt. Festnetz an.
E-Mail: info@isc-gmbh.info
• Internet: www.isc-gmbh.info
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 91
Page 92

EH 01/2013 (01)
Name:
Service Hotline: 01805 120 509 · www.isc-gmbh.info · Mo-Fr. 8:00-18:00 Uhr
(Festnetzpreis: 14 ct/min, Mobilfunkpreise maximal: 42 ct/min; Außerhalb Deutschlands fallen stattdessen Gebühren für ein reguläres Gespräch ins dt. Festnetz an.)
Straße / Nr.:
PLZ Ort
Mobil:
Telefon:
Retouren-Nr. iSC:
Kaufbeleg-Nr. / Datum:
Garantie:
JA
NEIN
Welcher Fehler ist aufgetreten (genaue Angabe): Art.-Nr.: I.-Nr.:
Sehr geehrte Kundin, sehr geehrter Kunde,
bitte beschreiben Sie uns die von Ihnen festgestellte Fehlfunktion Ihres Gerätes als Grund Ihrer Beanstandung möglichst genau. Dadurch können wir
für Sie Ihre Reklamation schneller bearbeiten und Ihnen schneller helfen. Eine zu ungenaue Beschreibung mit Begriffen wie „Gerät funktioniert nicht“
oder „Gerät defekt“ verzögert hingegen die Bearbeitung erheblich.
Service Hotline kontaktieren oder bei iSC-Webadresse anmelden - es wird Ihnen eine Retourennummer zugeteilt l Ihre Anschrift eintragen l Fehlerbeschreibung
und Art.-Nr. und I.-Nr. angeben l Garantiefall JA/NEIN ankreuzen sowie Kaufbeleg-Nr. und Datum angeben und eine Kopie des Kaufbeleges beilegen
Anleitung_BT_GW_170_SPK5__ 24.01.13 10:57 Seite 92
 Loading...
Loading...