

Page 1
k
Originalbetriebsanleitung
Schutzgas-Schweißgerät
t
Original operating instructions
Shielding Gas Welder
p
Mode d’emploi d’origine
Appareil à souder au gaz inerte
C
Istruzioni per l’uso originali
Saldatrice a gas inerte
lL
Original betjeningsvejledning
Beskyttelsesgas-svejseapparat
U
Original-bruksanvisning
MIG/MAG-svets
Bf
Originalne upute za uporabu
Uređaj za zavarivanje sa zaštitnim plinom
4
Originalna uputstva za upotrebu
Uređaj za varenje sa zaštitnim gasom
j
Originální návod k obsluze
Svářečka pro svařování v ochranné atmosféře
W
Originálny návod na obsluhu
Zváračka v ochrannej atmosfére
Vor Inbetriebnahme Bedienungsanleitung und Sicherheitshinweise lesen
und beachten
Read and follow the operating instructions and safety information before
using for the first time.
Avant la mise en service, lisez le mode d’emploi et les consignes de
sécurité et respectez-les.
Prima della messa in esercizio leggete e osservate le istruzioni per l’uso
e le avvertenze di sicurezza.
Betjeningsvejledningen og sikkerhedsanvisningerne skal læses, inden
maskinen tages i brug. Alle anvisninger skal følges.
Läs igenom och beakta bruksanvisningen och säkerhetsanvisningarna
före användning.
Bf Prije puštanja u rad pročitajte i pridržavajte se ovih uputa za uporabu i
sigurnosnih napomena.
4 Prije puštanja u pogon pročitajte i uvažite uputstva za upotrebu i
napomene bezbednosti.
j Před uvedením do provozu si přečíst návod k obsluze a bezpečnostní
předpisy a oboje dodržovat.
W Pred uvedením do prevádzky si prečítajte a dodržiavajte návod na
obsluhu a bezpečnostné pokyny.
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 1
Art.-Nr.: 15.749.70 I.-Nr.: 11032
BT-GW 15 0
Page 2
1
2
1
4
6
12
13
2
3
14
8
16
3
18
19
8
6
1
17
5
15
10
9
7
11
5
2
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 2
Page 3
7
4
6
8
5
9
24
a
b
c
d
e
f
g
h
i
j
S
23
22
25
12
13
20
19
12
26
21
q
p
o
n
m
8
6
l
k
r
3
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 3
Page 4
4
10
12
11
13
a
b
c
g
h
i
14
15
m
k
l
d, e, f
6
8
1
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 4
Page 5
5
17
19
20
16
p
p
p
21
o
o
o
r
p
18
1.
4.
2.
3.
q
q
n
n
q
S
S
k, l, m
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 5
Page 6
6
22
24
23
25
A
15
1.
2.
5
15
A
B
C
26
27
B
C
1
J
18
23
19
J
18
16
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 6
Page 7
7
28
A
B
K
J
L
M
E
I H
F
G
D
C
31
I
K
J
32
E
E
F
29
O
A
N
30
K
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 7
Page 8
8
33
G
34
M
H
I
G
35
K
J
I
L
36
L
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 8
Page 9
9
D
Inhaltsverzeichnis:
1. Sicherheitshinweise
2. Gerätebeschreibung und Lieferumfang
3. Bestimmungsgemäße Verwendung
4. Technische Daten
5. Vor Inbetriebnahme
6. Bedienung
7. Reinigung, Wartung und Ersatzteilbestellung
8. Entsorgung und Wiederverwertung
9. Störungssuche
10. Erklärung der Symbole
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 9
Page 10
Achtung!
Beim Benutzen von Geräten müssen einige
Sicherheitsvorkehrungen eingehalten werden, um
Verletzungen und Schäden zu verhindern. Lesen Sie
diese Bedienungsanleitung und die Sicherheitshinweise deshalb sorgfältig durch. Bewahren Sie
diese gut auf, damit Ihnen die Informationen jederzeit
zur Verfügung stehen. Falls Sie das Gerät an andere
Personen übergeben sollten, händigen Sie diese
Bedienungsanleitung/ Sicherheitshinweise bitte mit
aus. Wir übernehmen keine Haftung für Unfälle oder
Schäden, die durch Nichtbeachten dieser Anleitung
und der Sicherheitshinweise entstehen.
1. Sicherheitshinweise
Die entsprechenden Sicherheitshinweise finden Sie
im beiliegenden Heftchen!
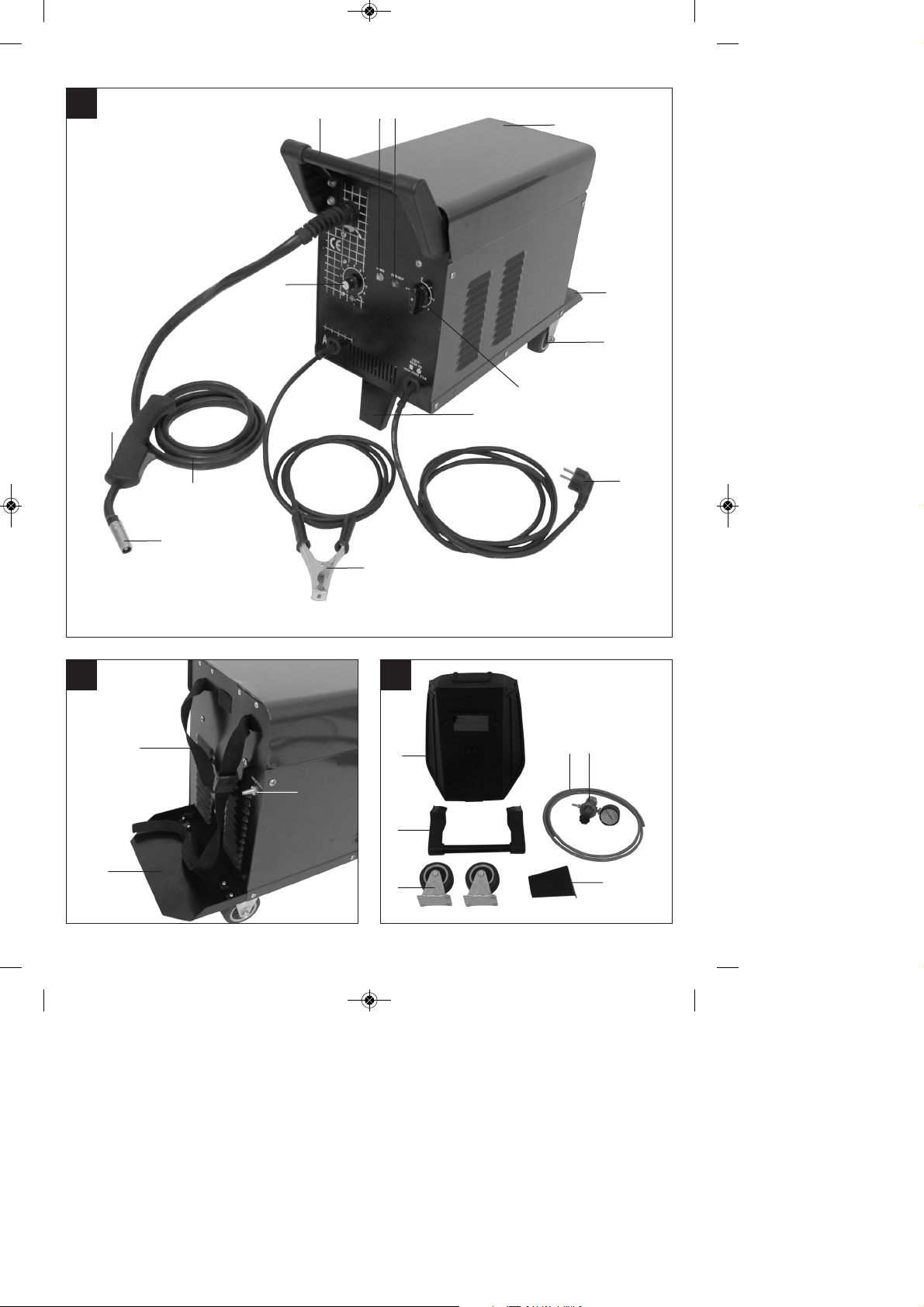
2. Gerätebeschreibung und
Lieferumfang (Bild 1-8)
1. Handgriff
2. Betriebsanzeige
3 Kontrollleuchte Thermowächter
4. Gehäuseabdeckung
5. Gasflaschen-Abstellfläche
6. Laufrollen
7. Ein-/Aus-/Schweißstrom-Schalter
8. Standfuß
9. Netzstecker
10. Masseklemme
11. Schlauchpaket
12. Gasdüse
13. Brenner
14. Schweißdraht-Geschwindigkeitsregler
15. Gurtband
16. Gaszuführungsanschluss
17. Schweißschirm
18. Schutzgasschlauch
19. Druckminderer
20. Manometer
21. Verschraubung
22. Sicherheitsventil
23. Anschluss Schutzgasschlauch
24. Drehknopf
25. Brennerschalter
26. 2 x Kontaktrohr
2.1 Montagematerial
a. 8 x Schraube für Laufrollen
b. 8 x Sprengring für Laufrollen
c. 8 x Unterlegscheibe für Laufrollen
d. 4 x Schraube für Handgriff
e. 4 x Sprengring für Handgriff
f. 4 x Unterlegscheibe für Handgriff
g. 2 x Schraube für Standfuß
h. 2 x Sprengring für Standfuß
i. 2 x Unterlegscheibe für Standfuß
j. 2 x Schlauchklemme
k. 1 x Rahmen Schutzglas
l. 1 x Schweißglas
m. 1 x Transparentes Schutzglas
n. 2 x Haltebuchsen Schutzglas
o. 3 x Mutter für Haltegriff
p. 3 x Schrauben für Haltegriff
q. 2 x Haltestift Schutzglas
r. 1 x Handgriff
s. 1 x Schweißschirm-Rahmen
3. Bestimmungsgemäße Verwendung
Das Schutzgasschweißgerät ist ausschließlich zum
Schweißen von Stählen im MAG (Metall-Aktiv-Gas)Verfahren unter Verwendung der entsprechenden
Schweißdrähte und Gase geeignet.
Die Maschine darf nur nach ihrer Bestimmung verwendet werden. Jede weitere darüber hinausgehende Verwendung ist nicht bestimmungsgemäß.
Für daraus hervorgerufene Schäden oder Verletzungen aller Art haftet der Benutzer/Bediener und
nicht der Hersteller.
Wichtiger Hinweis zum Stromanschluss
Das Gerät unterfällt der Klasse A der Norm EN
60974-10, d. h. es ist nicht für den Gebrauch in
Wohnbereichen, in denen die Stromversorgung über
ein öffentliches Niederspannungs-Versorgungssystem erfolgt, vorgesehen, weil es dort bei ungünstigen Netzverhältnissen Störungen verursachen kann.
Wenn Sie das Gerät in Wohnbereichen, in denen die
Stromversorgung über ein öffentliches
Niederspannungs-Versorgungssystem erfolgt,
einsetzen möchten, ist der Einsatz eines elektromagnetischen Filters notwendig, welcher die elektromagnetischen Störungen so weit reduziert, dass sie
für den Benutzer nicht mehr als störend empfunden
werden.
In Industriegebieten oder anderen Bereichen, in
denen die Stromversorgung nicht über ein öffentliches Niederspannungs-Versorgungssystem erfolgt,
kann das Gerät ohne den Einsatz eines solchen
D
10
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 10
Page 11
Filters verwendet werden.
Allgemeine Sicherheitsmaßnahmen
Der Benutzer ist verantwortlich, das Gerät gemäß den
Angaben des Herstellers fachgerecht zu installieren
und zu nutzen. Soweit elektromagnetische Störungen
festgestellt werden sollten, liegt es in der
Verantwortung des Benutzers, diese mit den oben
unter dem Punkt „Wichtiger Hinweis zum Stromanschluss“ genannten technischen Hilfsmitteln zu beseitigen.
Emissionsreduzierung
Hauptstromversorgung
Das Schweißgerät muss gemäß den Angaben des
Herstellers an der Hauptstromversorgung angeschlossen werden. Wenn Störungen auftreten, kann
es notwendig sein, zusätzliche Vorkehrungen einzurichten, z. B. das Anbringen eines Filters an der
Hauptstromversorgung (siehe oben unter dem Punkt
„Wichtiger Hinweis zum Stromanschluss“). Die
Schweißkabel sollten so kurz wie möglich gehalten
werden.
Herzschrittmacher
Personen, die ein elektronisches Lebenserhaltungsgerät (wie z.B. Herzschrittmacher etc.) tragen, sollten
Ihren Arzt befragen, bevor sie sich in die Nähe von
Lichtbogen-, Schneid-, Ausbrenn- oder Punktschweißanlagen begeben, um sicherzustellen, dass
die magnetischen Felder in Verbindung mit den
hohen elektrischen Strömen ihre Geräte nicht beeinflussen.
Die Gewährleistungszeit beträgt 12 Monate bei gewerblicher Nutzung, 24 Monate für Verbraucher und
beginnt mit dem Zeitpunkt des Kaufs des Gerätes.
4. Technische Daten
Netzanschluss: 230 V ~ 50 Hz
Schweißstrom: 25-120 A (max. 150 A)
Einschaltdauer X%: 10 20 30 60 100
Schweißstrom I2(A): 120 90 75 52 40 25
Nennleerlaufspannung U0: 48 V
Schweißdrahttrommel max.: 5 kg
Schweißdrahtdurchmesser: 0,6/0,8 mm
Absicherung: 16 A
Gewicht: 25 kg
Die Schweißzeiten gelten bei einer Umgebungstemperatur von 40°C.
5. Vor Inbetriebnahme
5.1 Montage (Abb. 5-21)
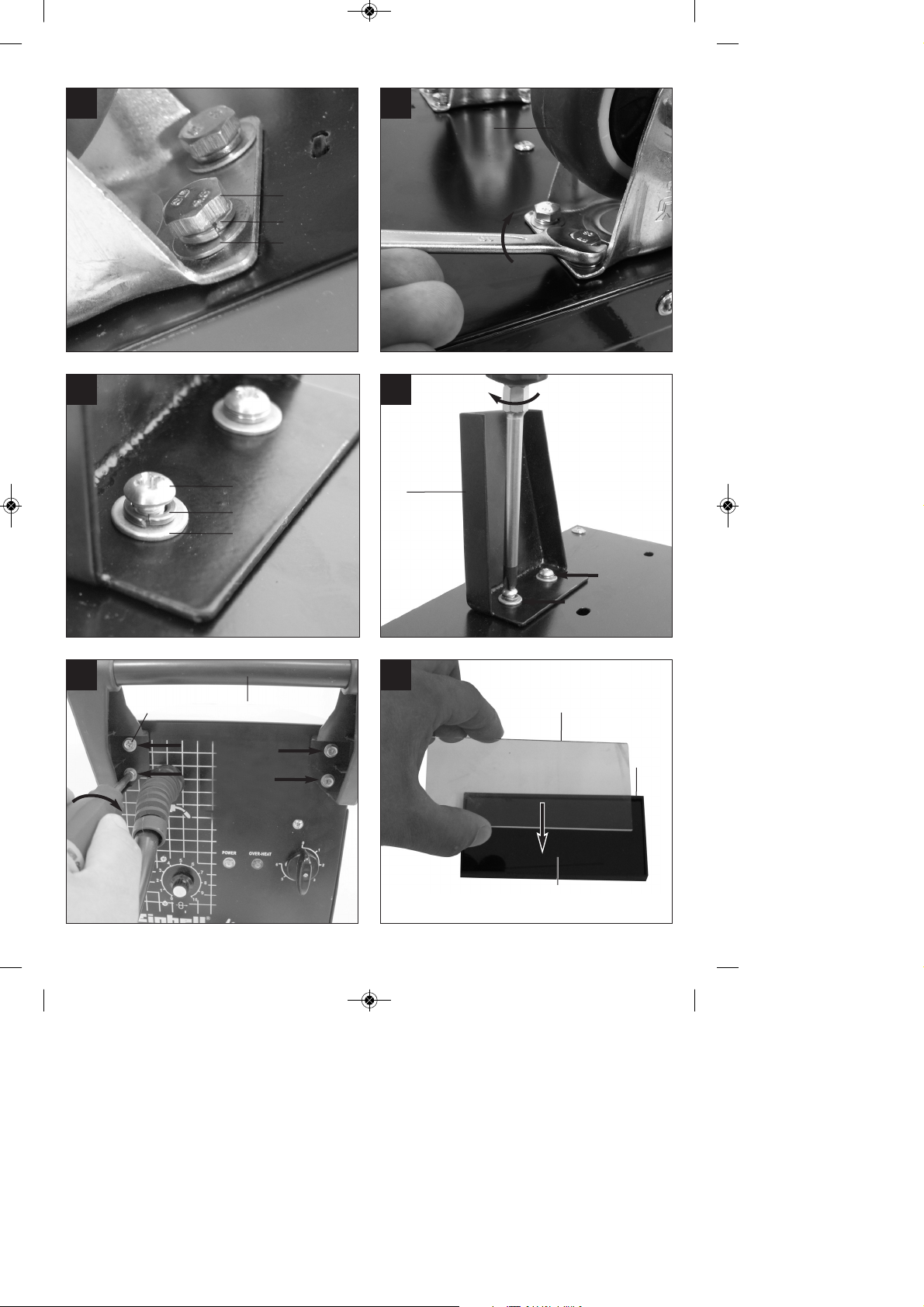
5.1.1 Montage der Laufrollen (6)
Laufrollen (6) wie in den Abbildungen 7, 9, 10, 11
dargestellt, montieren.
5.1.2 Montage des Standfußes (8)
Standfuß (8) wie in den Abbildungen 7, 9, 12, 13
dargestellt, montieren.
5.1.3 Montage des Handgriffes (1)
Handgriff (1) wie in den Abbildungen 7, 14
dargestellt, montieren.
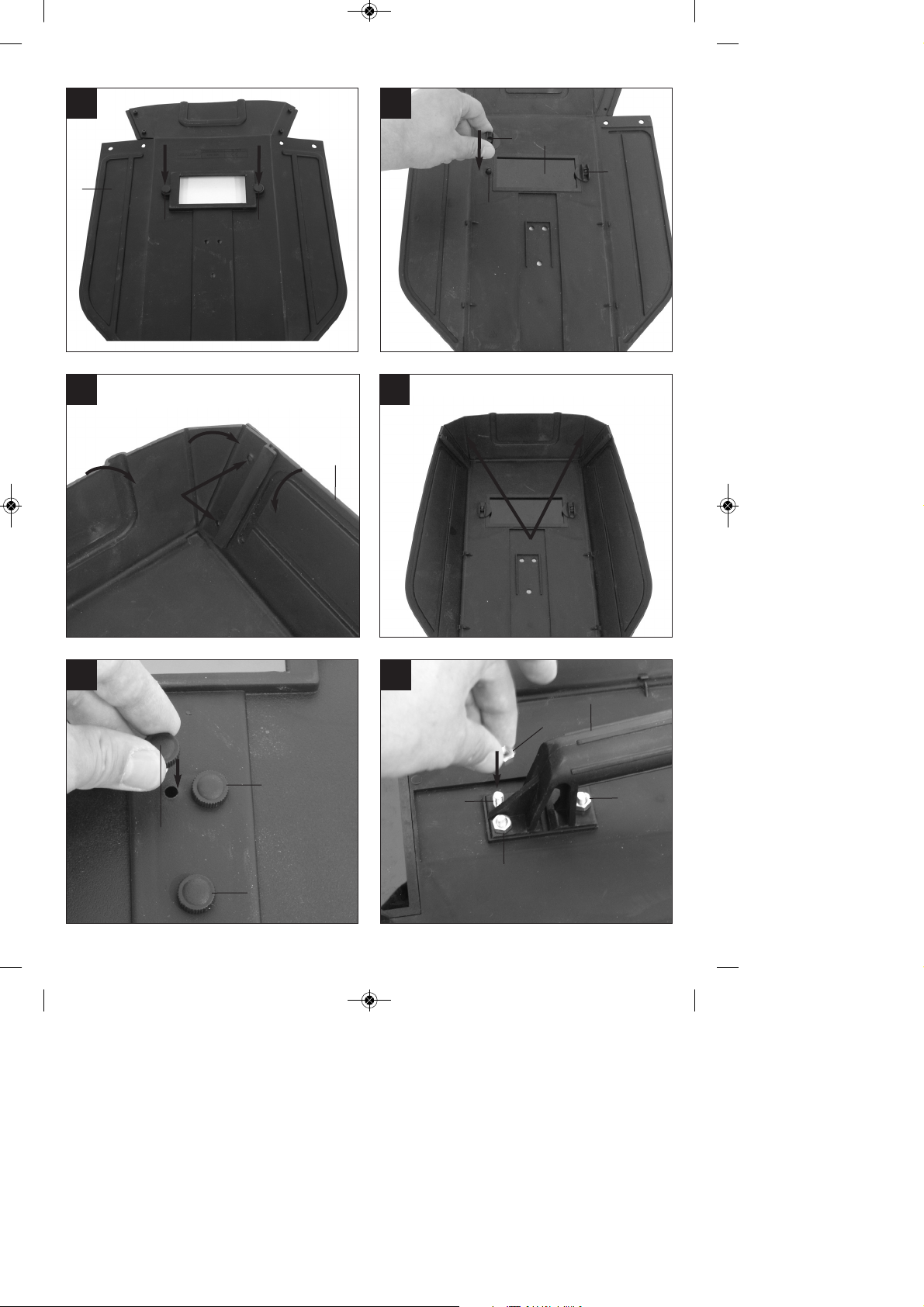
5.1.4 Montage des Schweißschirmes (17)
Schweißglas (l) und darüber transparentes
Schutzglas (m) in Rahmen für Schutzglas (k)
legen (Abb. 15).
Haltestifte Schutzglas (q) außen in Bohrungen im
Schweißschirm Rahmen (s) drücken. (Abb. 16)
Rahmen für Schutzglas (k) mit Schweißglas (l)
und transparentem Schutzglas (m) von innen in
die Aussparung im Schweißschirm-Rahmen (s)
legen, Haltebuchsen Schutzglas (n) auf Haltestifte Schutzglas (q) drücken, bis diese einrasten,
um den Rahmen für Schutzglas (k) zu sichern.
Das transparente Schutzglas (m) muss auf der
Außenseite liegen. (Abb. 17)
Oberkante von Schweißschirm-Rahmen (s) nach
innen biegen (Abb. 18/1.) und Ecken der Oberkante einknicken (Abb. 18/2.). Nun Außenseiten
des Schweißschirm-Rahmens (s) nach innen
biegen (Abb. 18/3.) und diese durch festes Zusammendrücken der Oberkantenecken und
Außenseiten verbinden. Pro Seite müssen beim
Einrasten der Haltestifte 2 deutliche
Klickgeräusche wahrnehmbar sein (Abb. 18/4.)
Sind beide oberen Ecken des Schweißschirms,
wie in Abbildung 19 dargestellt, verbunden,
Schrauben für Haltegriff (p) von außen durch die
3 Löcher im Schweißschirm stecken. (Abb. 20)
Schweißschirm umdrehen und Handgriff (r) über
die Gewinde der 3 Schrauben für Haltegriff (p)
führen. Handgriff (r) mit den 3 Muttern für
Haltegriff (o) am Schweißschirm festschrauben.
(Abb. 21)
5.2 Gasanschluss (Abb. 4, 5, 22-27)
5.2.1 Gasarten
Beim Schweißen mit durchgehendem Draht ist
Gasschutz notwendig, die Zusammensetzung des
Schutzgases ist vom gewählten Schweißverfahren
abhängig:
D
11
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 11
Page 12
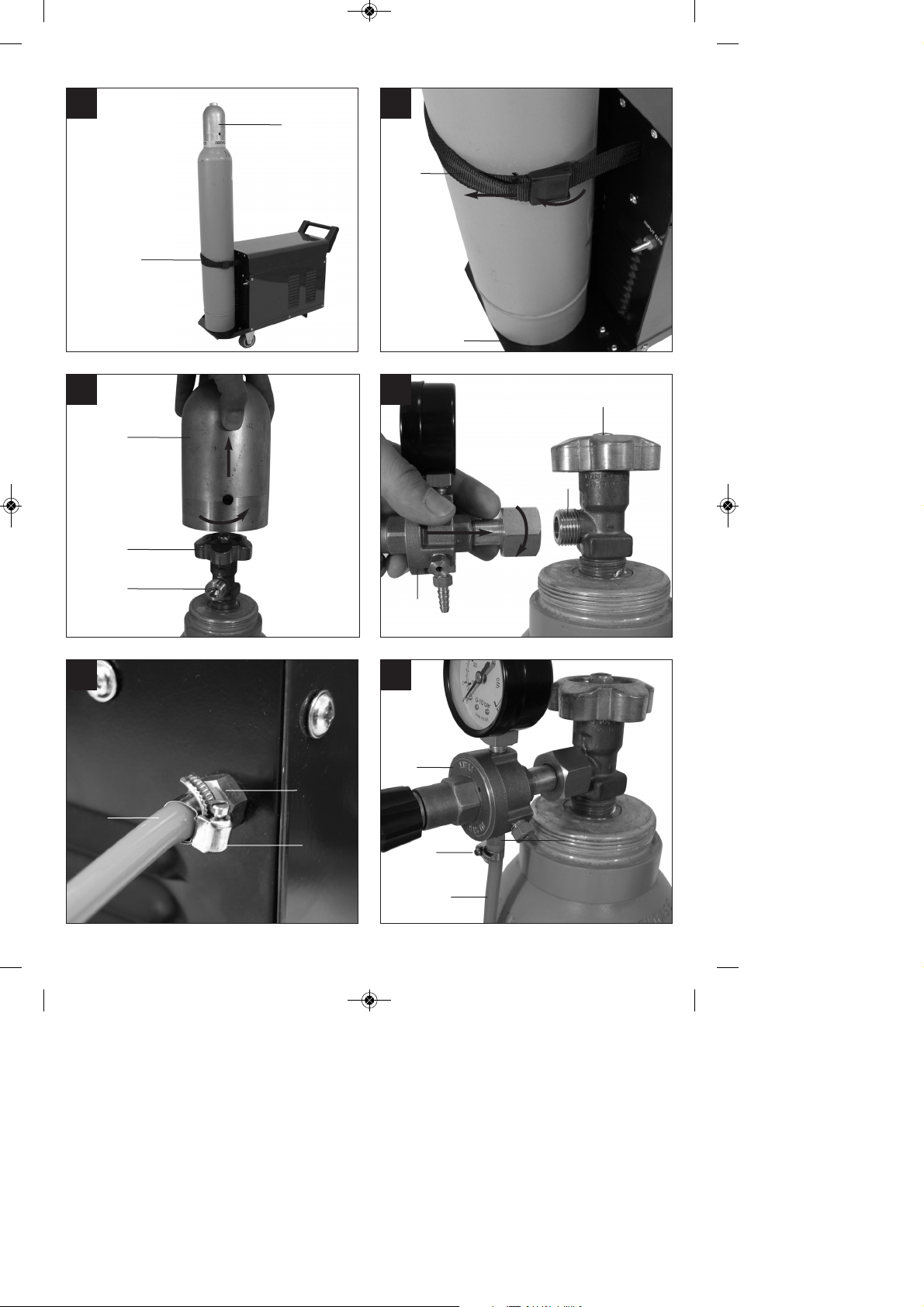
5.2.2 Gasflasche auf dem Gerät montieren
(Abb. 22-23)
Gasflasche ist nicht im Lieferumfang enthalten!
Montieren Sie die Gasflasche wie in den Abbildungen 22-23 dargestellt. Achten Sie auf festen Sitz des
Gurtbandes (15) und darauf dass das Schweißgerät
kippsicher steht.
Achtung! Auf der Gasflaschen-Abstellfläche (Abb.
23/5) dürfen nur Gasflaschen bis maximal 10 Liter
montiert werden. Bei Verwendung größerer
Gasflaschen besteht Kippgefahr, diese dürfen daher
nur neben dem Gerät aufgestellt werden. Ist dies der
Fall muss die Gasflasche ausreichend gegen
Umkippen geschützt werden!
5.2.3 Anschluss der Gasflasche (Abb. 7, 24-27)
Nach dem Abnehmen der Schutzkappe (Abb. 24/A)
Flaschenventil (Abb. 24/B) in vom Körper
abgewandter Richtung kurz öffnen.
Anschlussgewinde (Abb. 24/C) gegebenenfalls mit
einem trockenen Lappen, ohne Zuhilfenahme
irgendwelcher Reinigungsmittel, von
Verschmutzungen reinigen. Kontrollieren ob Dichtung
am Druckminderer (19) vorhanden und in
einwandfreiem Zustand ist. Druckminderer (19) im
Uhrzeigersinn auf das Anschlussgewinde (Abb. 25/C)
der Gasflasche schrauben (Abb. 25). Die beiden
Schlauchschellen (j) über den Schutzgasschlauch
(18) führen. Schutzgasschlauch (18) auf Anschluss
Schutzgasschlauch (23) am Druckminderer (19) und
Gaszuführungsanschluss (16) am Schweißgerät
stecken und an beiden Anschlussstellen mit den
Schlauchschellen (j) sichern. (Abb. 26-27)
Achtung! Achten Sie auf Dichtheit sämtlicher
Gasanschlüsse und Verbindungen! Kontrollieren Sie
die Anschlüsse und Verbindungsstellen mit Leckspray
oder Seifenwasser.
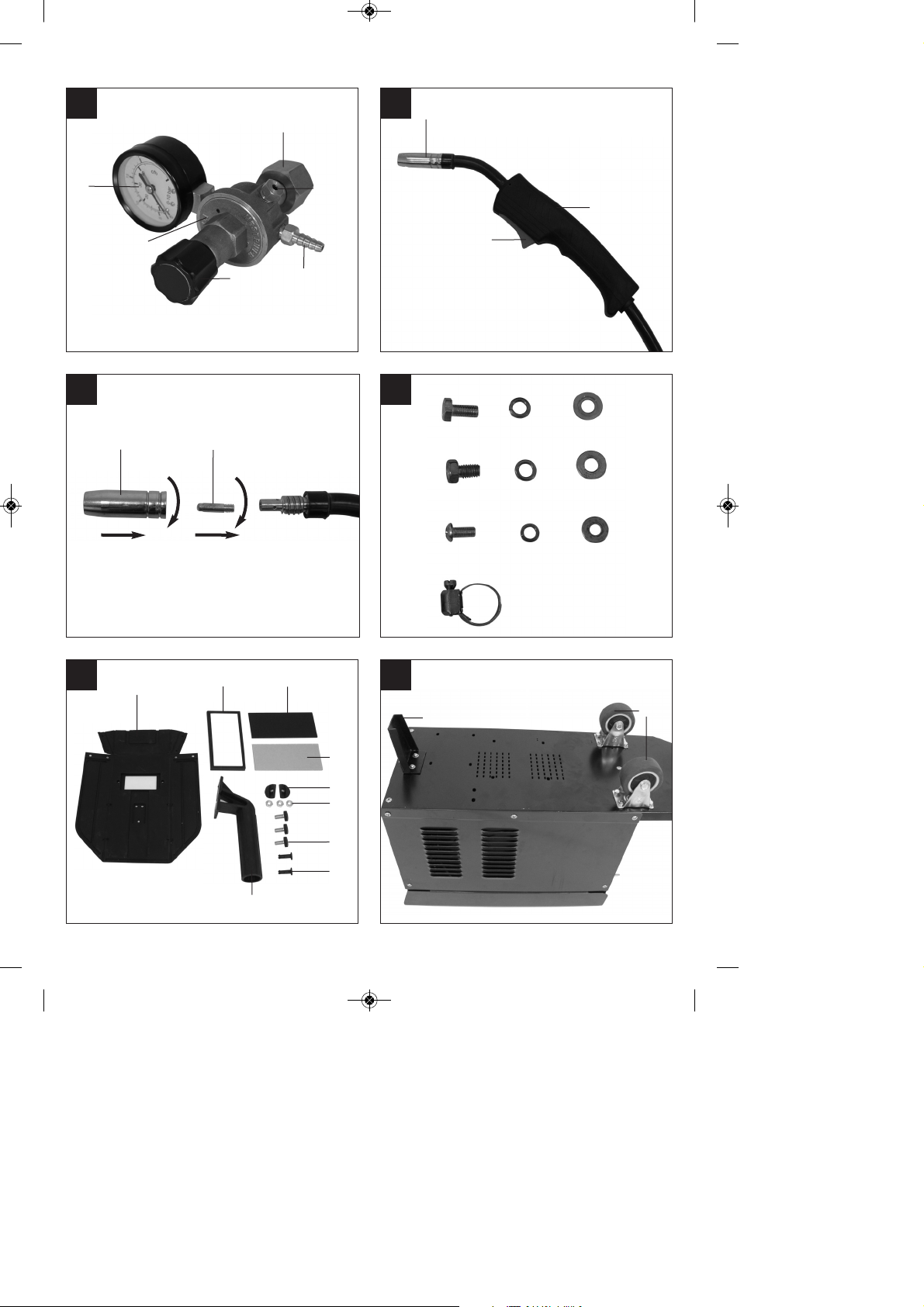
5.2.4 Erklärung des Druckminderers (Abb. 4/19)
Am Drehknopf (24) kann die Gasdurchflussmenge
eingestellt werden. Die eingestellte
Gasdurchflussmenge kann am Manometer (20) in
Litern pro Minute (l/min) abgelesen werden. Das Gas
tritt am Anschluss Schutzgasschlauch (23) aus und
wird über den Schutzgasschlauch (Abb. 3/18) zum
Schweißgerät weiterbefördert. (siehe 5.2.3)
Achtung! Verfahren Sie zum Einstellen der Gas-
durchflussmenge immer wie unter Punkt 6.1.3 beschrieben.
Der Druckminderer wird mit Hilfe der Verschraubung
(21) an der Gasflasche montiert (siehe 5.2.3).
Achtung! Eingriffe und Reparaturen am Druckminderer dürfen nur von Fachpersonal ausgeführt werden. Senden Sie defekte Druckminderer gegebenenfalls an die Serviceadresse.
5.3 Netzanschluss
Überzeugen Sie sich vor dem Anschließen, dass
die Daten auf dem Typenschild mit den Netzdaten übereinstimmen.
Das Gerät darf nur an ordnungsgemäß geerde-
ten und abgesicherten Schutzkontaktsteckdosen
betrieben werden.
5.4 Montage der Drahtspule (Abb. 1, 5, 6, 28 – 36)
Drahtspule ist nicht im Lieferumfang enthalten!
5.4.1 Drahtarten
Je nach Anwendungsfall werden verschiedene
Schweißdrähte benötigt. Das Schweißgerät kann mit
Schweißdrähten mit einem Durchmesser von 0,6 und
0,8mm verwendet werden. Die entsprechende Vorschubrolle und Kontaktrohre liegen dem Gerät bei.
Vorschubrolle, Kontaktrohr und Drahtquerschnitt
müssen immer zusammen passen.
5.4.2 Drahtspulenkapazität
In dem Gerät können Drahtspulen bis maximal 5kg
montiert werden.
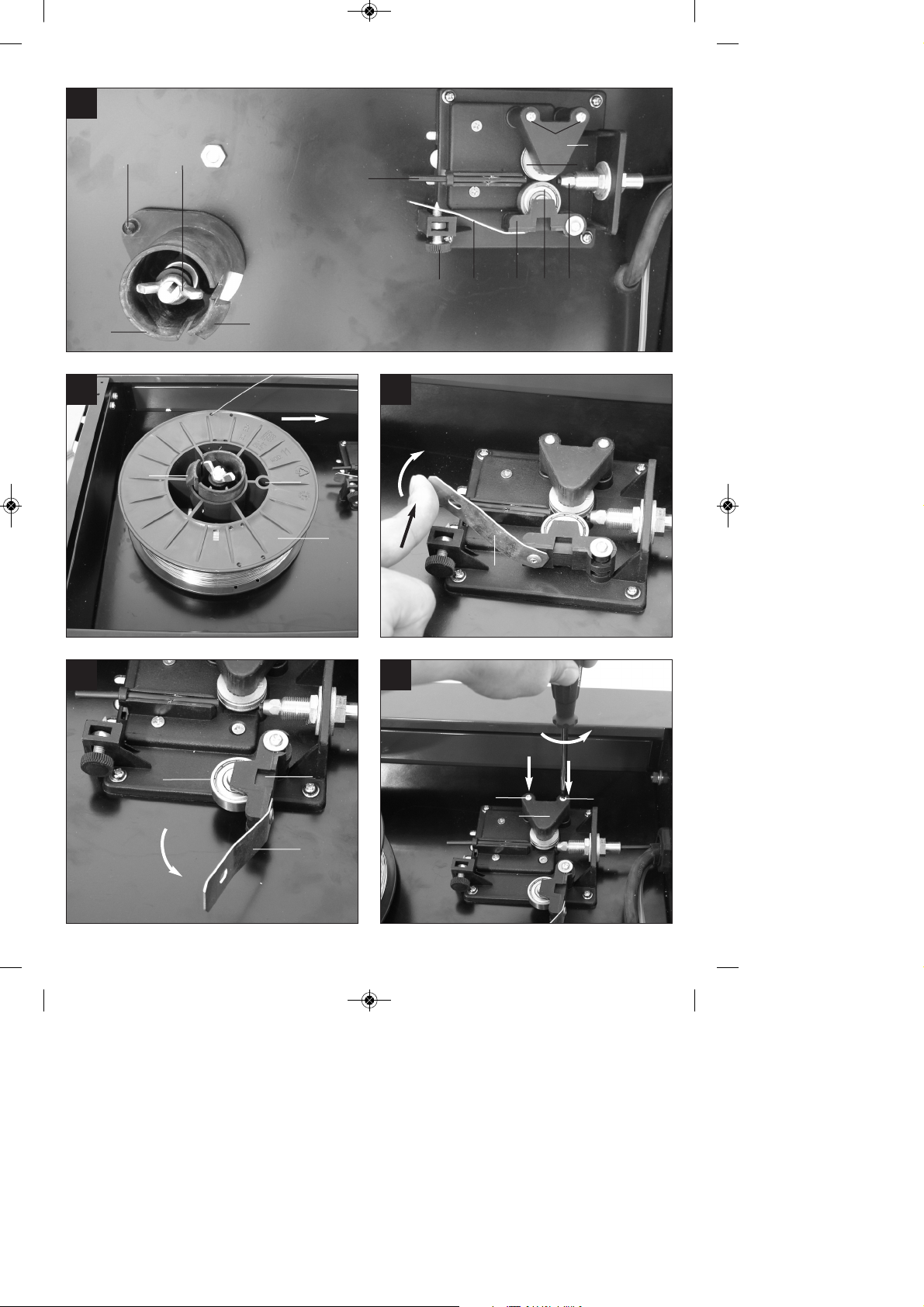
5.4.3 Einsetzen der Drahtspule
Gehäuseabdeckung (Abb. 1/4) öffnen
Kontrollieren dass sich die Wicklungen auf der
Spule nicht überlagern, um ein gleichmäßiges
Abwickeln des Drahtes zu gewährleisten.
Beschreibung der Drahtführungseinheit
(Abb. 28-36)
A Spulenarretierung
B Spulenhalter
C Mitnehmerstift
D Justierschraube für Rollenbremse
E Schrauben für Vorschubrollenhalter
F Vorschubrollenhalter
G Vorschubrolle
H Schlauchpaketaufnahme
I Druckrolle
J Druckrollenhalter
K Druckrollenfeder
L Justierschraube für Gegendruck
M Führungsrohr
D
12
Schutzgas CO2 Argon/CO2
Zu schweißendes Metall
Unlegierter Stahl X X
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 12
Page 13
N Drahtspule
O Mitnahmeöffnung der Drahtspule
Einsetzen der Drahtspule (Abb. 28,29)
Drahtspule (N) auf Spulenhalter (B) legen. Darauf
achten dass das Ende des Schweißdrahtes auf der
Seite der Drahtführung abgewickelt wird, siehe Pfeil.
Beachten, dass die Spulenarretierung (A) eingedrückt
wird und der Mitnehmerstift (C) in der
Mitnahmeöffnung der Drahtspule (O) sitzt. Die
Spulenarretierung (A) muss wieder über der
Drahtspule (N) einrasten. (Abb. 27)
Einführen des Schweißdrahtes und justieren der
Drahtführung (Abb. 30-36)
Druckrollenfeder (K) nach oben drücken und nach
vorne schwenken (Abb. 30).
Druckrollenhalter (J) mit Druckrolle (I) und
Druckrollenfeder (K) nach unten klappen (Abb.
31)
Schrauben für Vorschubrollenhalter (E) lösen und
Vorschubrollenhalter (F) nach oben abziehen
(Abb. 32).
Vorschubrolle (G) überprüfen. Auf der oberen
Seite der Vorschubrolle (G) muss die
entsprechende Drahtstärke angegeben sein. Die
Vorschubrolle (G) ist mit 2 Führungsnuten
ausgestattet. Vorschubrolle (G) gegebenenfalls
umdrehen oder austauschen. (Abb. 33)
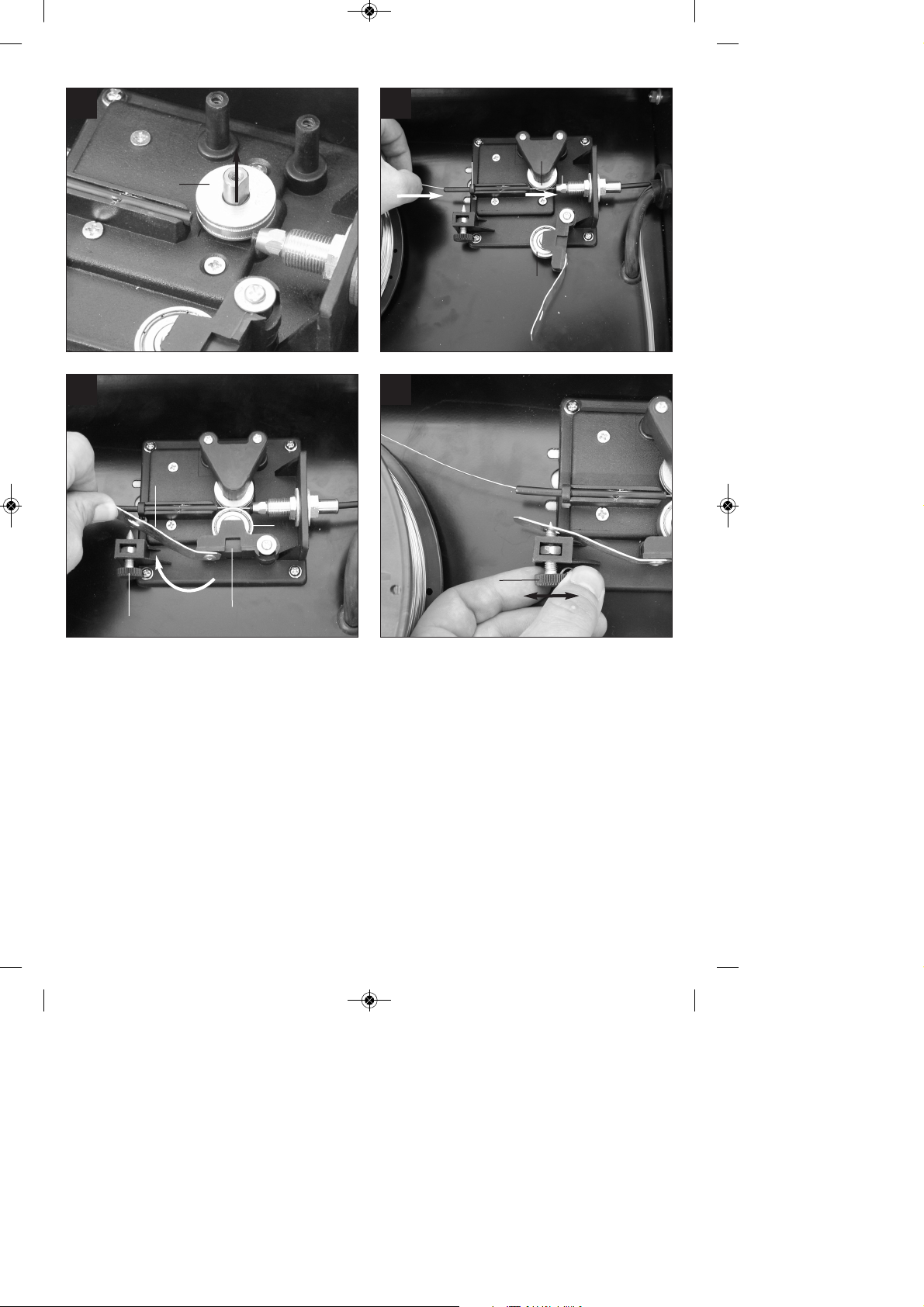
Vorschubrollenhalter (F) wieder aufsetzen und
festschrauben.
Gasdüse (Abb. 5/12) unter Rechtsdrehung vom
Brenner (Abb. 5/13) abziehen, Kontaktrohr (Abb.
6/26) abschrauben (Abb. 5 - 6). Schlauchpaket
(Abb. 1/11) möglichst gerade vom Schweißgerät
wegführend auf den Boden legen.
Die ersten 10 cm des Schweißdrahtes so
abschneiden, dass ein gerader Schnitt ohne
Vorsprünge, Verzug und Verschmutzungen
entsteht. Ende des Schweißdrahtes entgraten.
Schweißdraht durch das Führungsrohr (M),
zwischen Druck- und Vorschubrolle (G/I) hindurch
in die Schlauchpaketaufnahme (H) schieben.
(Abb. 34) Schweißdraht vorsichtig von Hand so
weit in das Schlauchpaket schieben bis er am
Brenner (Abb. 5/13) um ca. 1 cm herausragt.
Justierschraube für Gegendruck (L) um einige
Umdrehungen lösen. (Abb. 36)
Druckrollenhalter (J) mit Druckrolle (I) und
Druckrollenfeder (K) wieder nach oben klappen
und Druckrollenfeder (K) wieder an
Justierschraube für Gegendruck (L) einhängen
(Abb. 35)
Justierschraube für Gegendruck (L) nun so
einstellen, dass der Schweißdraht fest zwischen
Druckrolle (I) und Vorschubrolle (G) sitzt ohne
gequetscht zu werden. (Abb. 36)
Passendes Kontaktrohr (Abb. 6/26) für den
verwendeten Schweißdrahtdurchmesser auf den
Brenner (Abb. 5/13) schrauben und Gasdüse
(Abb. 5/12) unter Rechtsdrehung aufstecken.
Justierschraube für Rollenbremse (D) so
einstellen, dass sich der Draht noch immer führen
lässt und die Rolle nach Abbremsen der
Drahtführung automatisch stoppt.
6. Bedienung
6.1 Einstellung
Da die Einstellung des Schweißgeräts je nach
Anwendungsfall unterschiedlich erfolgt, empfehlen
wir, die Einstellungen anhand einer Probeschweißung
vorzunehmen.
6.1.1 Einstellen des Schweißstromes
Der Schweißstrom kann in 6 Stufen am Ein-/Aus/Schweißstrom-Schalter (Abb. 1/7) eingestellt werden.
Der erforderliche Schweißstrom ist abhängig von der
Materialstärke, der gewünschten Einbrenntiefe und
dem verwendeten Schweißdrahtdurchmesser.
6.1.2 Einstellen der DrahtvorschubGeschwindigkeit
Die Drahtvorschub-Geschwindigkeit wird automatisch
an die verwendete Stromeinstellung angepasst. Eine
Feineinstellung der Drahtvorschub-Geschwindigkeit
kann stufenlos am SchweißdrahtGeschwindigkeitsregler (Abb. 1/14) vorgenommen
werden. Es ist empfehlenswert bei der Einstellung in
Stufe 5 zu beginnen, welche einen Mittelwert darstellt,
und gegebenenfalls nachzuregeln. Die erforderliche
Drahtmenge ist abhängig von der Materialdicke, der
Einbrenntiefe, dem verwendeten
Schweißdrahtdurchmesser, und auch von der Größe
zu überbrückender Abstände der zu
verschweißenden Werkstücke.
6.1.3 Einstellen der Gasdurchflussmenge
Die Gasdurchflussmenge kann stufenlos am
Druckminderer (Abb.4/19) eingestellt werden. Sie wird
am Manometer (Abb. 4/20) in Liter pro Minute (l/min)
angegeben. Empfohlene Gasdurchflussmenge in
zugluftfreien Räumen: 5 – 15 l/min.
Zum Einstellen der Gasdurchflussmenge zuerst
Spannhebel (Abb. 28/G) der Drahtvorschub-Einheit
lösen, um unnötigen Drahtverschleiß zu vermeiden
(siehe 5.4.3). Netzanschluss herstellen (siehe Punkt
5.3), Ein-/Aus-/Schweißstrom-Schalter (Abb.1/7) auf
Stufe 1 stellen und Brennerschalter (Abb. 5/25)
betätigen, um Gasdurchfluss freizugeben. Nun am
D
13
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 13
Page 14
Druckminderer (Abb. 4/19) gewünschte
Gasdurchflussmenge einstellen.
Linksdrehung des Drehknopfes (Abb. 4/24): geringere
Durchflussmenge
Rechtsdrehung des Drehknopfes (Abb. 4/24): höhere
Gasdurchflussmenge
Spannhebel (Abb. 28/G) der Drahtvorschub-Einheit
wieder festklemmen.
6.2 Elektrischer Anschluss
6.2.1 Netzanschluss
Siehe Punkt 5.3
6.2.2 Anschluss der Masseklemme (Abb. 1/10)
Masseklemme (10) des Gerätes möglichst in
unmittelbarer Nähe der Schweißstelle anklemmen.
Auf metallisch blanken Übergang an der Kontaktstelle
achten.
6.3 Schweißen
Sind alle elektrischen Anschlüsse für
Stromversorgung und Schweißstromkreis sowie der
Schutzgasanschluss vorgenommen, kann
folgendermaßen verfahren werden:
Die zu schweißenden Werkstücke müssen im Bereich
der Schweißung frei von Farbe, metallischen
Überzügen, Schmutz, Rost, Fett und Feuchtigkeit
sein.
Stellen Sie Schweißstrom, Drahtvorschub und
Gasdurchflussmenge (siehe 6.1.1 – 6.1.3)
entsprechend ein.
Halten Sie den Schweißschirm (Abb. 3/17) vor das
Gesicht, und führen Sie die Gasdüse an die Stelle
des Werkstücks, an der geschweißt werden soll.
Betätigen Sie nun den Brennerschalter (Abb. 5/25).
Brennt der Lichtbogen, fördert das Gerät Draht in das
Schweißbad. Ist die Schweißlinse groß genug, wird
der Brenner langsam an der gewünschten Kante
entlang geführt. Gegebenenfalls leicht pendeln, um
das Schweißbad etwas zu vergrößern.
Die ideale Einstellung von Schweißstrom,
Drahtvorschub-Geschwindigkeit und
Gasdurchflussmenge anhand einer
Probeschweißung ermitteln. Im Idealfall ist ein
gleichmäßiges Schweißgeräusch zu hören. Die
Einbrenntiefe sollte möglichst tief sein, das
Schweißbad jedoch nicht durch das Werkstück
hindurch fallen.
6.4 Schutzeinrichtungen
6.4.1 Thermowächter
Das Schweißgerät ist mit einem Überhitzungsschutz
ausgestattet, welcher den Schweißtrafo vor
Überhitzung schützt. Sollte der Überhitzungsschutz
ansprechen, so leuchtet die Kontrolllampe (3) an
Ihrem Gerät. Lassen Sie das Schweißgerät einige Zeit
abkühlen.
7. Reinigung, Wartung und
Ersatzteilbestellung
Ziehen Sie vor allen Reinigungsarbeiten den
Netzstecker.
7.1 Reinigung
Halten Sie Schutzvorrichtungen, Luftschlitze und
Motorengehäuse so staub- und schmutzfrei wie
möglich. Reiben Sie das Gerät mit einem
sauberen Tuch ab oder blasen Sie es mit
Druckluft bei niedrigem Druck aus.
Wir empfehlen, dass Sie das Gerät direkt nach
jeder Benutzung reinigen.
Reinigen Sie das Gerät regelmäßig mit einem
feuchten Tuch und etwas Schmierseife.
Verwenden Sie keine Reinigungs- oder
Lösungsmittel; diese könnten die Kunststoffteile
des Gerätes angreifen. Achten Sie darauf, dass
kein Wasser in das Geräteinnere gelangen kann.
7.2 Wartung
Im Geräteinneren befinden sich keine weiteren zu
wartenden Teile.
7.3 Ersatzteilbestellung:
Bei der Ersatzteilbestellung sollten folgende Angaben
gemacht werden;
Typ des Gerätes
Artikelnummer des Gerätes
Ident-Nummer des Gerätes
Ersatzteilnummer des erforderlichen Ersatzteils
Aktuelle Preise und Infos finden Sie unter
www.isc-gmbh.info
14
D
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 14
Page 15
8. Entsorgung und Wiederverwertung
Das Gerät befindet sich in einer Verpackung um
Transportschäden zu verhindern. Diese Verpackung
ist Rohstoff und ist somit wieder verwendbar oder
kann dem Rohstoffkreislauf zurückgeführt werden.
Das Gerät und dessen Zubehör bestehen aus
verschiedenen Materialien, wie z.B. Metall und
Kunststoffe. Führen Sie defekte Bauteile der
Sondermüllentsorgung zu. Fragen Sie im
Fachgeschäft oder in der Gemeindeverwaltung nach!
15
D
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 15
Page 16
16
D
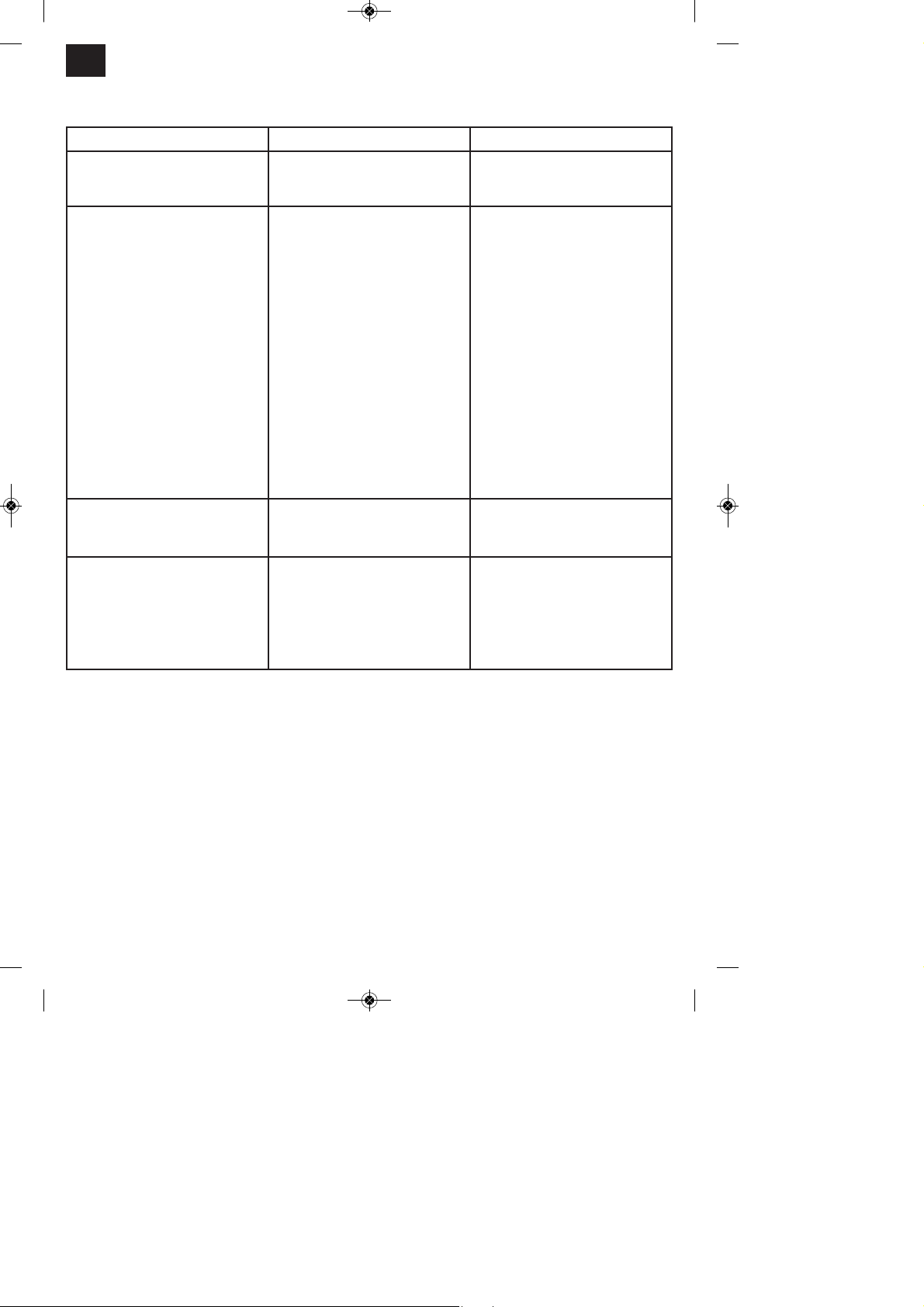
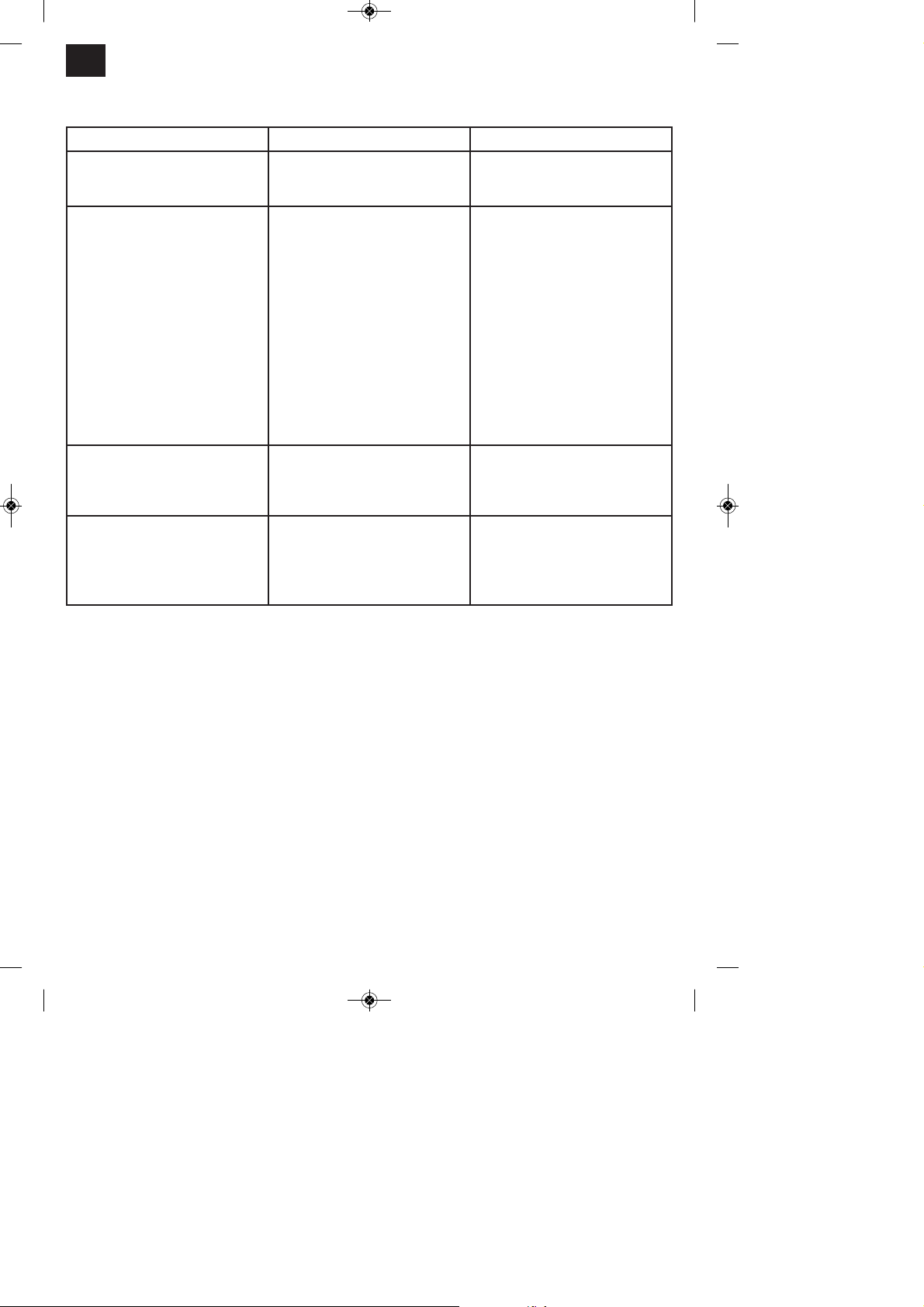
Fehler Ursache Abhilfe
Vorschubrolle dreht nicht Netzspannung fehlt
Regler Drahtvorschub auf 0
Anschluss überprüfen
Einstellung überprüfen
Vorschubrolle dreht, jedoch keine
Drahtzuführung
Schlechter Rollendruck
(siehe 5.4.3)
Rollenbremse zu fest eingestellt
(siehe 5.4.3)
Verschmutzte / beschädigte
Vorschubrolle (siehe 5.4.3)
Beschädigtes Schlauchpaket
Kontaktrohr falsche Größe /
verschmutzt / verschlissen
(siehe 5.4.3)
Schweißdraht an
Gasdüse/Kontaktrohr festgeschweißt
Einstellung überprüfen
Einstellung überprüfen
Reinigen bzw. austauschen
Mantel der Drahtführung
überprüfen
Reinigen / austauschen
lösen
Gerät funktioniert nach längerem
Betrieb nicht mehr, Kontrollleuchte
Thermowächter (3) leuchtet
Gerät hat sich durch zu lange
Anwendung bzw. Nichteinhaltung
der Rücksetzzeit überhitzt
Gerät mindestens 20-30 Minuten
abkühlen lassen
Sehr schlechte Schweißnaht Falsche Strom-/Vorschub-
einstellung
(siehe 6.1.1/6.1.2)
Kein / zu wenig Gas (siehe 6.1.3)
Einstellung überprüfen
Einstellung überprüfen bzw.
Fülldruck der Gasflasche
kontrollieren
9. Störungssuche
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 16
Page 17
17
D
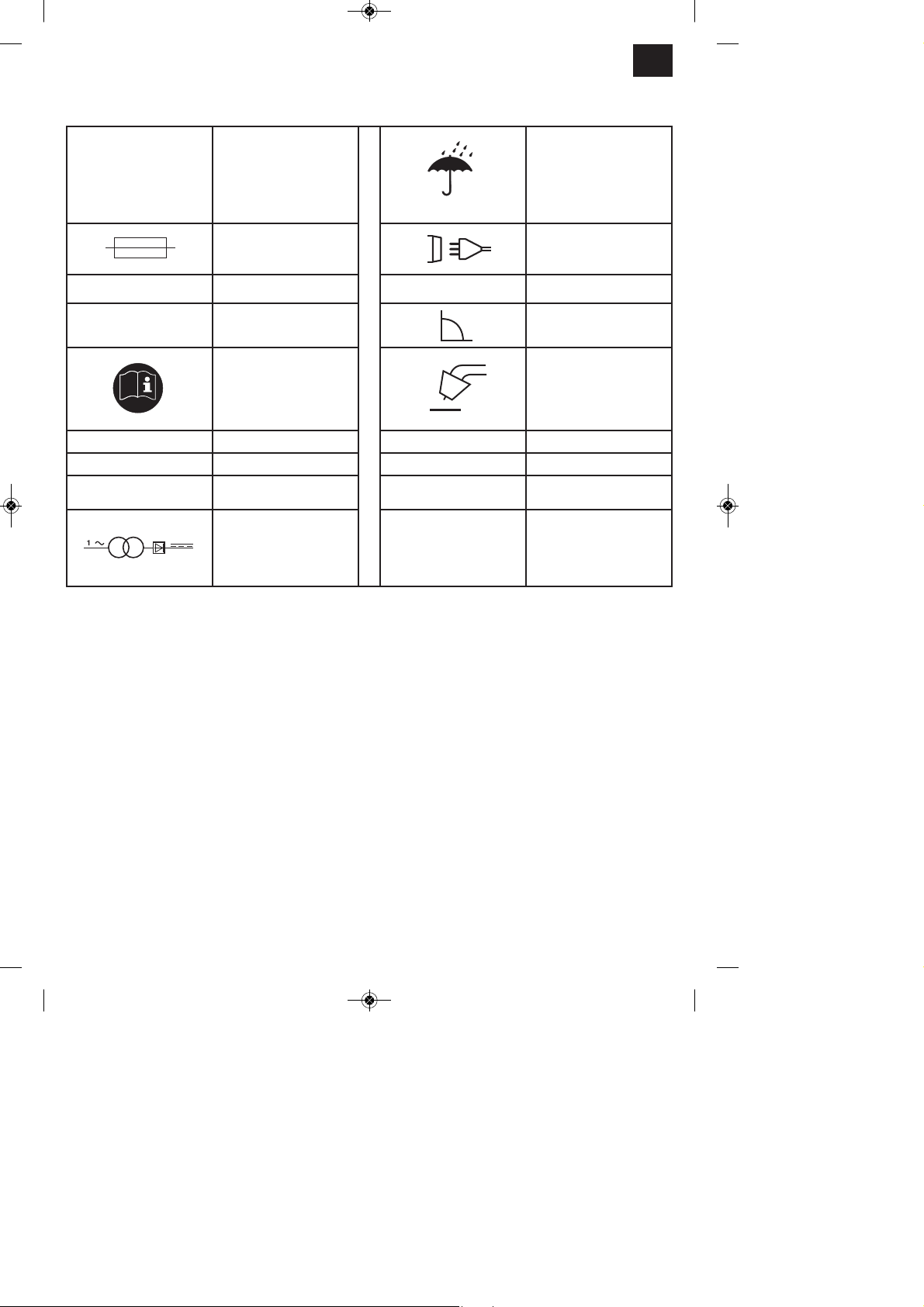
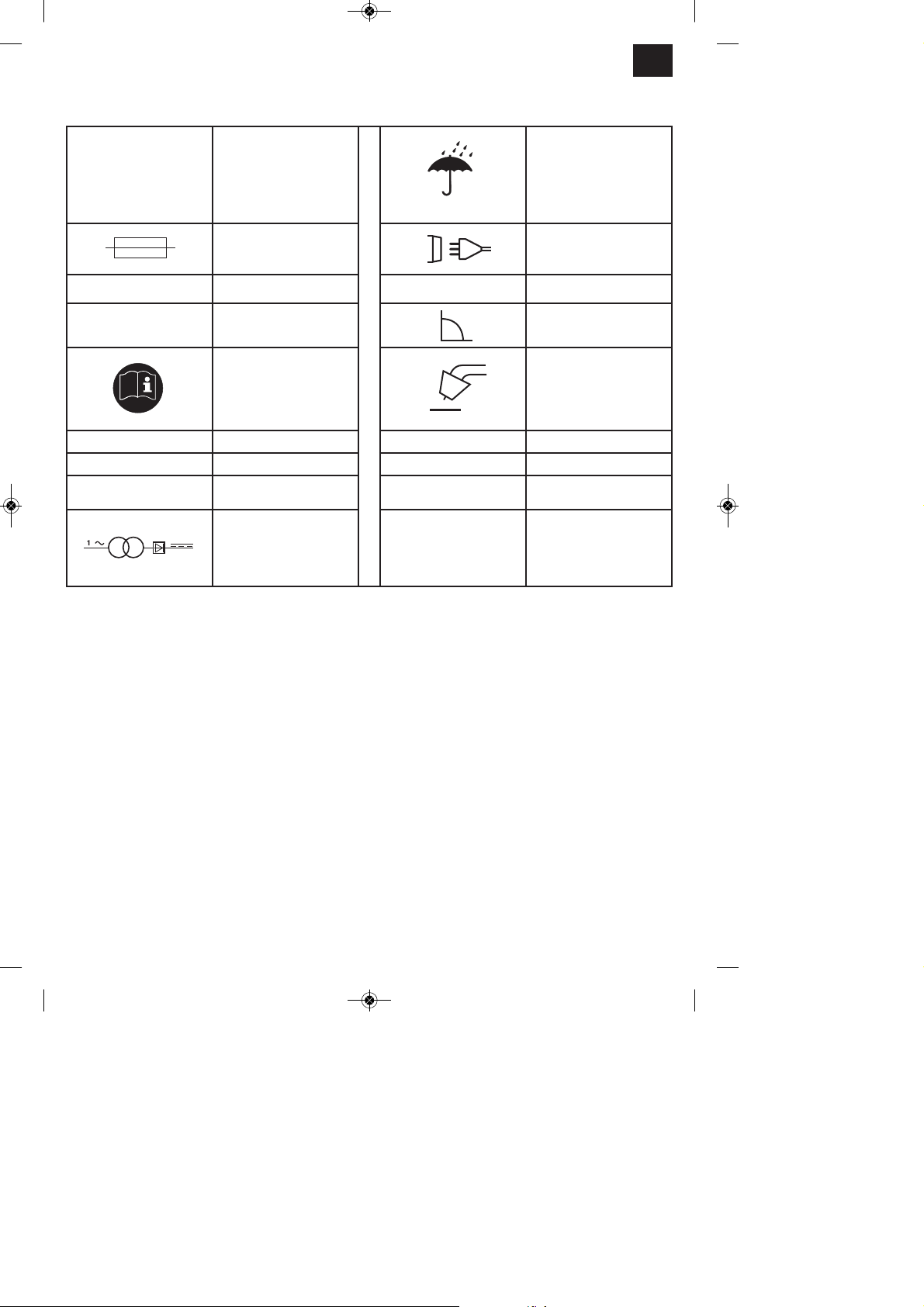
10. Erklärung der Symbole
EN 60974-1 Europäische Norm für
Lichtbogenschweißeinrichtungen und
Schweißstromquellen mit
beschränkter Einschaltdauer
Lagern oder verwenden
Sie das Gerät nicht in
feuchter oder nasser
Umgebung oder im
Regen
Sicherung mit Nennwert
in Ampere im
Netzanschluss
1 Phasen Netzanschluss
U
1
Netzspannung 50 Hz Netzfrequenz
I1max höchster Netzstrom
Bemessungswert
Symbol für fallende
Kennlinie
Vor Gebrauch des
Schweißgerätes die
Bedienungsanleitung
sorgfältig lesen und
beachten
Metall-Inert- und
Aktivgas-Schweißen
einschließlich der
Verwendung von
Fülldraht
U
0
Nennleerlaufspannung IP 21 Schutzart
I
2
Schweißstrom H Isolationsklasse
Ø mm Schweißdrahtdurch-
messer
X Einschaltdauer
Einphasiger
Transformator mit
Gleichrichter
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 17
Page 18
18
GB
Table of contents:
1. Safety regulations
2. Layout and items supplied
3. Intended use
4. Technical data
5. Before starting the equipment
6. Operation
7. Cleaning, maintenance and ordering spare parts
8. Disposal and recycling
9. Troubleshooting
10. Key to symbols
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 18
Page 19
19
GB
Important!
When using the equipment, a few safety precautions
must be observed to avoid injuries and damage.
Please read the complete operating instructions and
safety regulations with due care. Keep this manual in
a safe place, so that the information is available at all
times. If you give the equipment to any other person,
hand over these operating instructions and safety
regulations as well. We cannot accept any liability for
damage or accidents which arise due to a failure to
follow these instructions and the safety instructions.
1. Safety regulations
The corresponding safety information can be found in
the enclosed booklet.
2. Layout and items supplied (Fig. 1-8)
1. Handle
2. Operating status indicator
3. Thermostat control lamp
4. Housing cover
5. Gas bottle support surface
6. Castors
7. ON/OFF/Welding current switch
8. Supporting foot
9. Mains plug
10. Earth terminal
11. Hose package
12. Gas nozzle
13. Burner
14. Welding wire speed controller
15. Belt strap
16. Gas supply connector
17. Welding screen
18. Shielding gas hose
19. Pressure reducer
20. Pressure gauge
21. Screw connector
22. Safety valve
23. Shielding gas hose connector
24. Rotary knob
25. Burner switch
26. 2 x contact pipe
2.1 Assembly material
a. 8 x Screw for castors
b. 8 x Spring ring for castors
c. 8 x Washer for castors
d. 4 x Screw for handle
e. 4 x Spring ring for handle
f. 4 x Washer for handle
g. 2 x Screw for supporting foot
h. 2 x Spring ring for supporting foot
i. 2 x Washer for supporting foot
j. 2 x Hose clip
k. 1 x Safety glass frame
l. 1 x Welding glass
m. 1 x Transparent safety glass
n. 2 x Safety glass retaining bushes
o. 3 x Nut for handle
p. 3 x Screws for handle
q. 2 x Safety glass retaining pin
r. 1 x Handle
s. 1 x Welding screen frame
3. Intended use
The shielding gas welding set is exclusively designed
for welding steel with the MAG (Metal Active Gas)
method using the appropriate welding wires and
gases.
The machine is to be used only for its prescribed
purpose. Any other use is deemed to be a case of
misuse. The user / operator and not the manufacturer
will be liable for any damage or injuries of any kind
caused as a result of this.
Important information about the power
connection
This equipment falls under Class A of the standard
EN 60974-10, i.e. it is not designed for use in
residential areas in which the power supply is based
on a public low-voltage supply system because given
unfavorable conditions in the power supply the
equipment may cause interference. If you want to use
the equipment in residential areas in the which the
power supply is based on a public low-voltage supply
system, you must use an electromagnetic filter which
reduces the electromagnetic interference to the point
where the user no longer notices any disturbance.
In industrial parks or other areas in which the power
supply is not based on a public low-voltage supply
system the equipment can be used without such a
filter.
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 19
Page 20
20
GB
General safety information
It is the user’s responsibility to install and use the
equipment properly in accordance with the
instructions issued by the manufacturer. If
electromagnetic interference is noticed, it is the user’s
responsibility to eliminate said interference with the
technical devices mentioned in the section “Important
information about the power connection”.
Reduction of emissions
Main current supply
The welder must be connected to the main current
supply in accordance with the instructions issued by
the manufacturer. If interference occurs, it may be
necessary to introduce additional measures, e.g.
fitting a filter to the main current supply (see above in
the section “Important information about the power
connection”). The welding cables should be kept as
short as possible.
Pacemakers
Persons using an electronic life support device (e.g. a
pacemaker) should consult their doctor before they
go near electric sparking, cutting, burning or spotwelding equipment in order to be sure that the
combination of magnetic fields and high electric
currents does not affect their devices.
For commercial users the guarantee period is 12
months and for normal users 24 months, beginning
from the date of purchase.
4. Technical data
Mains connection: 230 V ~ 50 Hz
Welding current: 25-120 A (max. 150 A)
Duty cycle X% 10 20 30 60 100
Welding current I2(A): 120 90 75 52 40 25
Rated idling current U0: 48 V
Max. welding wire drum: 5 kg
Welding wire diameter 0.6/0.8 mm
Fuse: 16 A
Weight: 25 kg
The welding times apply for an ambient temperature
of 40° C.
5. Before starting the equipment
5.1 Assembly (Fig. 5-21)
5.1.1 Fitting the castors (6)
Fit the castors (6) as shown in Figures 7, 9, 10 and
11.
5.1.2 Fitting the supporting foot (8)
Fit the standing foot (8) as shown in Figures 7, 9, 12
and 13.
5.1.3 Fitting the handle (1)
Fit the handle (1) as shown in Figures 7 and 14.
5.1.4 Fitting the welding screen (17)
Place the welding glass (l) and the transparent
safety glass (m) over it in the frame for the safety
glass (k) (Fig. 15).
Press the safety glass retaining pins (q) into the
holes in welding screen frame (s) from the
outside. (Fig. 16)
Place the frame for the safety glass (k) with the
welding glass (l) and transparent safety glass (m)
from the inside into the recess in the welding
frame (s), press the safety glass retaining bushes
(n) on to the safety glass retaining pins (q) until
they engage to secure the frame for the safety
glass (k). The transparent safety glass (m) must
be on the outside. (Fig. 17)
Bend the top of the welding screen frame (s)
inwards (Fig. 18/1) and fold down the top corners
(Fig. 18/2) Now bend the outer sides of the
welding screen frame (s) inwards (Fig. 18/3) and
connect them by pressing the top corners and
outer sides together. As the retaining pins
engage, you should be able to hear two clear
clicks on each side (Fig. 18/4).
When the top corners of the welding screen are
connected as shown in Figure 19, place the
screws for the handle (p) from the outside through
the three holes in the welding screen. (Fig. 20)
Turn over the welding screen and place the handle
(r) over the threads on the three screws for the
handle (p). Secure the handle (r) to the welding
screen the three nuts for the handle (o) (Fig. 21).
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 20
Page 21
21
GB
5.2 Gas connection (Fig. 4, 5, 22-27)
5.2.1 Gas types
Gas shielding is required for welding with continuous
wire, the composition of the shielding gas depends on
the welding method you wish to use.
5.2.2 Fitting the gas bottle on the unit (Fig. 22-23)
The gas bottle is not supplied.
Fit the gas bottle as shown in Figures 22 – 23. Ensure
that the belt strap (15) is secure and that the welding
set cannot tip over.
Important. Only gas bottles with a maximum capacity
of 10 liters may be fitted on the gas bottle support
area (Fig. 23/5). If you wish to use larger gas bottles,
there is a risk that they will tip over and therefore they
may only be placed next to the unit. In this case the
gas bottle must be secured to prevent it tipping over.
5.2.3 Connecting the gas bottle (Fig. 7, 24-27)
After removing the protective cap (Fig. 24/A), open
the bottle valve (Fig. 24/B) briefly, ensuring it is
pointing away from your body.
Clean any dirt off the connecting thread (Fig. 24/C) if
necessary using a dry cloth without adding any
cleaning products. Check whether there is a seal on
the pressure reducer (19) and that it is in perfect
condition. Turn the pressure reducer (19) clockwise
on to the connection thread (Fig. 25/C) on the gas
bottle (Fig. 25). Place the two hose clips (j) over the
shielding gas hose (18). Connect the shielding gas
hose (18) to the shielding gas hose connection (23)
on the pressure reducer (19) and gas supply
connector (16) on the welding set and secure it to
both connectors using the hose clips (j). (Fig. 26-27)
Important. Check all gas and other connection for
leaks. Check the connections using leak spray or
soap suds.
5.2.4 Information about the pressure reducer
(Fig. 4/19)
The gas delivery rate can be adjusted using the rotary
knob (24). The set gas delivery rate can be read off
the pressure gage (20) in liters per minute (l/min). The
gas is discharged at the shielding gas hose connector
(23) and is then forwarded to the welding set through
the shielding gas hose (Fig. 3/18). (see 5.2.3)
Important. Always proceed as described in point 6.1.3
for setting the gas delivery rate.
The pressure reducer is fitted on the gas bottle using
the screw connector (21) (see 5.2.3).
Important. The pressure reducer may only be
adjusted and repaired by trained personnel. Send
defective pressure reducers to the service address if
necessary.
5.3 Mains connection
Before you connect the equipment to the mains
supply make sure that the data on the rating plate
are identical to the mains data.
The equipment may only be operated from
properly earthed and fused shock-proof sockets.
5.4 Fitting the wire spool (Fig. 1, 5, 6, 28 – 36)
The wire spool is not supplied.
5.4.1 Wire types
Various welding wires are required for different
applications. The welding set can be used with
welding wires with a diameter of 0.6 and 0.8 mm. The
appropriate feed rollers and contact tubes are
supplied with the set. The feed roller, contact tube and
wire cross-section must always match each other.
5.4.2 Wire spool capacity
Wire spools with a maximum weight of 5 kg can be
fitted in the welding set.
5.4.3 Inserting the wire spool
Open the housing cover (Fig. 1/4)
Check that the windings on the spool do not
overlap so as to ensure that the wire can be
unwound evenly.
Description of the wire guide unit (Fig. 28-36)
A Spool lock
B Spool holder
C Cam pin
D Adjusting screw for roller brake
E Screws for feed roller holder
F Fee roller holder
G Feed roller
H Hose package mounting
I Pressure roller
J Pressure roller holder
K Pressure roller spring
L Adjusting screw for counter-pressure
M Guide tube
N Wire spool
O Cam opening in wire spool
Shielding gas CO2 Argon/CO2
Metal to be welded
Non-alloyed steel X X
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 21
Page 22
22
GB
Inserting the wire spool (Fig. 28, 29)
Place the wire spool (N) on the spool holder (B).
Ensure that the end of the welding wire is unwound on
the side of the wire guide, see arrow.
Ensure that the spool lock (A) is pushed in and the
cam pin (C) is engaged in the cam opening in the wire
spool (O). The spool lock (A) must engage again over
the wire spool (N). (Fig. 27)
Inserting the welding wire and adjusting the wire
guide (Fig. 30-36)
Push the pressure roller spring (K) upwards and
swing it forwards (Fig. 30).
Pull the pressure roller holder (J) with the
pressure roller (I) and pressure roller spring (K)
downwards (Fig. 31).
Undo the screws for the feed roller holder (E) and
pull off the feed roller holder (F) upwards (Fig.
32).
Check the feed roller (G). The appropriate wire
thickness must be specified on the top of the feed
roller (G). The feed roller (G) is fitted with two
guide grooves. Turn the feed roller (G) over if
necessary or replace it. (Fig. 33)
Position the feed roller holder (F) again and
secure it.
Remove the gas nozzle (Fig. 5/12) from the
burner (Fig. 5/13) by turning it clockwise, unscrew
the contact tube (Fig. 6/26). (Fig. 5 – 6). Place the
hose package (Fig. 1/11) on the floor as straight
as possible pointing away from the welding set.
Cut off the first 10 cm of the welding wire to
produce a straight cut with no shoulders, warping
or dirt. Deburr the end of the welding wire.
Push the welding wire through the guide tube (M)
between the pressure and feed rollers (G/I) into
the hose package mounting (H). (Fig. 34)
Carefully push the welding wire by hand into the
hose package until it projects out of the hose
package by approx. 1 cm at the burner (Fig. 5/13).
Undo the adjusting screw for counter-pressure (L)
a few turns. (Fig. 36)
Push the pressure roller holder (J) with pressure
roller (I) and pressure roller spring (K) upwards
again and attach the pressure roller spring (K) to
the adjusting screw for counter-pressure (L) again
(Fig. 35).
Now set the adjusting screw for counter-pressure
(L) so that the welding wire is positioned firmly
between the pressure roller (I) and feed roller (G)
without being crushed. (Fig. 36)
Screw the appropriate contact tube (Fig. 6/26) for
the welding wire diameter on to the burner (Fig.
5/13) and fit the gas nozzle, turning it clockwise
(Fig. 5/12).
Set the adjusting screw for the roller brake (D) so
that the wire can still be moved and the roller
stops automatically after the wire guide has been
braked.
6. Operation
6.1 Setting
Since the welding set must be set to suit the specific
application, we recommend that the settings be made
on the basis of a test weld.
6.1.1 Setting the welding current
The welding current can be set to 6 different levels
using the ON/OFF/Welding current switch (Fig. 1/7).
The required welding current depends on the material
thickness, the required penetration depth and the
welding wire diameter.
6.1.2 Setting the wire feed speed
The wire feed speed is automatically adjusted to the
current setting. The final wire feed speed setting can
be made on the welding wire speed controller (Fig.
1/14). We recommend that you start the setting work
at level 5 which is the middle value, and then adjust it
from there. The required quantity of wire depends on
the material thickness, the penetration depth, the
welding wire diameter and also of the size of the gap
to be bridged between the workpieces you wish to
weld.
6.1.3 Setting the gas delivery rate
The gas delivery rate can be infinitely adjusted on the
pressure reducer (Fig. 4/19). It is shown on the
pressure gage (Fig. 4/20) in liters per minute (l/min).
Recommended gas delivery rate in rooms with no
drafts: 5 – 15 l/min.
To set the gas flow rate, first release the clamp lever
(Fig. 28/G) on the wire feed unit to prevent
unnecessary wire wear (Fig. 5.4.3). Connect to the
mains outlet (see point 5.3), set the ON/OFF/Welding
current switch (Fig. 1/7) to setting 1 and press the
burner switch (Fig. 5/25) to start the gas flow. Now set
the required gas delivery rate on the pressure reducer
(Fig. 4/19).
Turn the rotary knob (Fig. 4/24) counter-clockwise:
Lower gas delivery rate
Turn the rotary knob (Fig. 4/24) clockwise:
Higher gas delivery rate
Secure the clamp lever (Fig. 28/G) to the wire feed
unit again.
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 22
Page 23
23
GB
6.2 Electrical connection
6.2.1 Mains connection
See point 5.3
6.2.2 Connecting the earth terminal (Fig. 1/10)
Connect the welding set’s earth terminal (10) in the
immediate vicinity of the welding position if possible.
Ensure that the contact point is bare metal.
6.3 Welding
When all the electrical connections for the power
supply and welding current circuit have been made
and the shielding gas has also been connected, you
can proceed as follows:
The workpieces for welding must be clear of paint,
metallic coatings, dirt, rust, grease and moisture in
the area where they are to be welded.
Set the welding current, wire feed and gas flow rate
(see 6.1.1 – 6.1.3) as required.
Hold the welding screen (Fig. 3/17) in front of your
face and move the gas nozzle to the point on the
workpiece where you wish to complete the weld.
Now press the burner switch (Fig. 5/25).
When the arc is burning, the welding set will feed wire
into the weld pool. When the weld nugget is large
enough, move the burner slowly along the required
edge. Move it to and fro if necessary to enlarge the
weld pool a little.
Find the ideal setting of the welding current, wire feed
speed and gas delivery rate by carrying out a test
weld. Ideally an even welding noise will be audible.
The penetration depth should be as deep as possible,
but the weld pool must not be allowed to fall through
the workpiece.
6.4 Safety equipment
6.4.1 Thermostat
The welding set is fitted with an overheating guard
that protects the welding transformer from
overheating. If the overheating guard trips, the control
lamp (3) on your set will be lit. Allow the welding set to
cool for a time.
7. Cleaning, maintenance and ordering
of spare parts
Always pull out the mains power plug before starting
any cleaning work.
7.1 Cleaning
n Keep all safety devices, air vents and the motor
housing free of dirt and dust as far as possible.
Wipe the equipment with a clean cloth or blow it
with compressed air at low pressure.
n We recommend that you clean the device
immediately each time you have finished using it.
n Clean the equipment regularly with a moist cloth
and some soft soap. Do not use cleaning agents
or solvents; these could attack the plastic parts of
the equipment. Ensure that no water can seep
into the device.
7.2 Maintenance
There are no parts inside the equipment which
require additional maintenance.
7.3 Ordering replacement parts
Please quote the following data when ordering
replacement parts:
n Type of machine
n Article number of the machine
n Identification number of the machine
n Replacement part number of the part required
For our latest prices and information please go to
www.isc-gmbh.info
8. Disposal and recycling
The unit is supplied in packaging to prevent its being
damaged in transit. This packaging is raw material
and can therefore be reused or can be returned to the
raw material system.
The unit and its accessories are made of various
types of material, such as metal and plastic. Defective
components must be disposed of as special waste.
Ask your dealer or your local council.
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 23
Page 24
24
GB
Fault Cause Remedy
Feed roller does not turn Power supply not connected
Wire feed controller set to 0
Check connection
Check setting
Feed roller turns, but does not feed
any wire
Incorrect roller pressure (see 5.4.3)
Roller brake set too firmly (see
5.4.3)
Dirty / damaged feed roller (see
5.4.3)
Damaged hose package
Contact tube wrong size / dirty /
worn (see 5.4.3)
Welding wire welded to the gas
nozzle / contact tube
Check setting
Check setting
Clean or replace
Check the wire guide jacket
Clean or replace
Release
After a lengthy period of use the
welding set does not work any
longer, the thermostat (3) control
light is lit
The welding set has overheated
due to being used for too long and
a failure to observe the reset time
Leave the set to cool down for at
least 20 – 30 minutes
Very poor weld Incorrect current / feed setting (see
6.1.1/6.1.2)
No / too little gas (see 6.1.3)
Check setting
Check setting and filling pressure of
the gas bottle
9. Troubleshooting
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 24
Page 25
25
GB
10. Key to symbols
EN 60974-1 European standard for
arc welding sets and
welding power supplies
with limited on time
Do not store or use the
appliance in wet or damp
conditions or in the rain.
Fuse with rated value in
A in the mains
connection
1-phase mains
connection
U
1
Mains voltage 50 Hz Mains frequency
I1max Rated maximum mains
current
Symbol for falling
characteristic curve
Read the operating
instructions carefully
before using the welding
set and follow them
Metal inert and active
gas welding including the
use of filler wire
U
0
Rated idling voltage IP 21 Protection type
I
2
Welding current H Insulation class
Ø mm Welding wire diameter X On-load factor
Single-phase transformer
with rectifier
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 25
Page 26
26
F
Table des matières :
1. Consignes de sécurité
2. Description de l’appareil et étendue de la livraison
3. Utilisation conforme à l’affectation
4. Caractéristiques techniques
5. Avant la mise en service
6. Commande
7. Nettoyage, maintenance et commande de pièces de rechange
8. Mise au rebut et recyclage
9. Dépannage
10. Explication des symboles
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 26
Page 27
27
F
Attention !
Lors de l’utilisation d’appareils, il faut respecter
certaines mesures de sécurité afin d’éviter des
blessures et dommages. Veuillez donc lire
attentivement ce mode d’emploi. Conservez-le bien
de façon à pouvoir disposer à tout moment de ces
informations. Si l’appareil doit être remis à d’autres
personnes, remettez-leur aussi ce mode d’emploi.
Nous déclinons toute responsabilité pour les
accidents et dommages dus au non-respect de ce
mode d’emploi et des consignes de sécurité.
1. Consignes de sécurité
Vous trouverez les consignes de sécurité
correspondantes dans le petit manuel ci-joint.
2. Description de l’appareil et volume
de livraison (figure 1-8)
1. Poignée
2. Indicateur d’état
3 Témoin du contrôleur thermique
4. Recouvrement du boîtier
5. Emplacement pour les bouteilles de gaz
6. Galets de roulement
7. Interrupteur de mise en /hors circuit du courant de
soudage
8. Pied
9. Fiche de contact
10. Borne de mise à la terre (masse)
11. Faisceau de câbles
12. Buse de gaz
13. Chalumeau
14. Variateur de vitesse du fil de soudage
15. Sangle
16. Raccordement de l’alimentation en gaz
17. Ecran de soudage
18. Tuyau de gaz inerte
19. Réducteur de pression
20. Manomètre
21. Vissage
22. Soupape de sécurité
23. Raccord du tuyau de gaz inerte
24. Bouton rotatif
25. Interrupteur du brûleur
26. 2 tubes de contact
2.1 Matériel de montage
a. 8 vis pour galets de roulement
b. 8 circlips pour galets de roulement
c. 8 rondelles pour galets de roulement
d. 4 vis pour poignée
e. 4 circlips pour poignée
f. 4 rondelles pour poignée
g. 2 vis pour pied
h. 2 circlips pour pied
p. 2 rondelles pour pied
j. 2 pinces pour flexible
k. 1 cadre de verre de protection
l. 1 verre de soudage
m. 1 verre de protection transparent
n. 2 douilles de maintien du verre de protection
o. 3 écrous pour poignée de retenue
p. 3 vis pour poignée de retenue
q. 2 chevilles d’arrêt du verre de protection
r. 1 poignée
s. 1 cadre d’écran de soudage
3. Utilisation conforme à l’affectation
Le poste à souder sous gaz de protection est à
utiliser uniquement pour la soudure d’aciers avec le
procédé MAG (soudage à l’arc en atmosphère
active), avec utilisation des fils à souder et des gaz
correspondants.
La machine doit exclusivement être employée
conformément à son affectation. Chaque utilisation
allant au-delà de cette affectation est considérée
comme non conforme. Pour les dommages en
résultant ou les blessures de tout genre, le producteur
décline toute responsabilité et l’opérateur/l’exploitant
est responsable.
Remarque importante concernant le
branchement électrique
L’appareil est classé dans la catégorie A de la norme
EN 60974-10, cela signifie qu’il n’est pas prévu pour
une utilisation dans les zones d’habitation dans
lesquelles l’électricité est acheminée par un réseau
public de distribution de l’électricité en basse tension
car il peut provoquer des interférences en cas de
conditions de réseau défavorables. Si vous souhaitez
exploiter l’appareil dans des zones d’habitation dans
lesquelles l’électricité est acheminée par un réseau
public de distribution de l’électricité en basse tension,
il est nécessaire d’utiliser un filtre électromagnétique
qui réduit les interférences de façon à ce qu’elles ne
soient plus ressenties comme dérangeantes pour
l’utilisateur.
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 27
Page 28
28
F
Dans les zones industrielles ou autres zones dans
lesquelles l’électricité n’est pas acheminée par un
réseau public de distribution de l’électricité en basse
tension, l’appareil peut être exploité sans l’utilisation
d’un tel filtre.
Mesures de sécurité générales
Il incombe à l’utilisateur d’installer et d’utiliser
l’appareil de façon appropriée conformément aux
indications du fabricant. Si des interférences
électromagnétiques sont constatées, il appartient à
l’utilisateur de les éliminer à l’aide des moyens
techniques mentionnés ci-dessus au point «
Remarque importante concernant le branchement
électrique ».
Réduction des émissions
Alimentation réseau
L’appareil à souder doit être branché sur le réseau
conformément aux indications du fabricant. Si des
interférences se produisent, il peut être nécessaire de
prendre des mesures supplémentaires, par ex. de
poser un filtre sur le branchement réseau (voir cidessus le point « Remarque importante concernant le
branchement électrique »). Les câbles de soudage
devraient être aussi courts que possible.
Stimulateur cardiaque
Les personnes qui portent un appareil de stimulation
cardiaque (par ex. pacemaker etc.), doivent consulter
leur médecin avant de s’approcher d’installations de
soudage à arc électrique, de coupage, de brûlage ou
de soudage par point afin de s’assurer que les
champs magnétiques en relation avec les courants
électriques élevés n’interfèrent pas avec leurs
appareils.
La durée de garantie se monte à 12 mois en cas
d’utilisation commerciale, 24 mois pour les
consommateurs et débute au moment de l’achat de
l’appareil.
4. Caractéristiques techniques
Branchement secteur : 230 V ~ 50 Hz
Courant de soudage : 25-120 A (max. 150 A)
Durée de mise en circuit X%:
10 20 30 60 100
Courant de soudage I2(A) :
120 90 75 52 40 25
Tension de marche à vide nominale U0: 48 V
Bobine de fil plein maxi. : 5 kg
Diamètre du fil plein : 0,6/0,8 mm
Fusible : 16 a
Poids : 25 kg
Les durées de scellage sont valables à une
température ambiante de 40°C.
5. Avant la mise en service
5.1 Montage (fig. 5-21)
5.1.1 Montage des galets de roulement (6)
Montez les galets de roulement (6) comme indiqué
dans les figures 7, 9, 10, 11.
5.1.2 Montage du pied d’appui (8)
Montez le pied d’appui (8) comme indiqué dans les
figures 7, 9, 12, 13.
5.1.3 Montage de la poignée (1)
Montez la poignée (1) comme indiqué dans les
figures7, 14.
5.1.4 Montage de l’écran de soudage (17)
Placez le verre de soudage (l) et par dessus, le
verre de protection transparent (m) dans le cadre
pour le verre de protection (k) (fig. 15).
Enfoncez les goupilles de fixation du verre de
protection (q) extérieur dans les perçages du
cadre de l’écran de soudage (s). (fig. 16)
Mettez le cadre du verre de protection (k) avec le
verre de soudage (l) et le verre de protection
transparent (m) de l’intérieur dans l’encoche dans
le cadre de l’écran de soudage (s), appuyez les
douilles de maintien du verre de protection (n) sur
les broches de maintien du verre de protection
(q), jusqu’à ce qu’elles s’engagent afin de
sécuriser le cadre du verre de protection (k). Le
verre de protection transparent (m) doit se trouver
sur le côté extérieur. (fig. 17)
Plier le bord supérieur du cadre de l’écran de
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 28
Page 29
29
F
soudage (s) vers l’intérieur (fig. 18/1.) et fléchir les
coins du bord supérieur (fig. 18/2.). Plier à présent
les côtés extérieurs du cadre de l’écran de
soudage (s) vers l’intérieur (fig. 18/3.) et
joindre,en appuyant avec force sur les coins des
bords supérieurs et les côtés extérieurs. Il faut
entendre nettement deux bruits d’encliquetage
lorsque les broches de support s’encrantent pour
chaque côté (fig. 18/4.)
Si les deux angles supérieurs de l’écran de
soudage sont reliés, comme indiqué en figure 19,
enfoncez les vis de la poignée de retenue (p) de
l’extérieur dans les 3 trous de l’écran de soudage.
(fig. 20)
Retournez l’écran de soudage et mettez la
poignée (r) via le filetage des 3 vis de poignée de
retenue (p). Vissez à fond la poignée (r) avec les
3 écrous de la poignée de retenue (o) sur l’écran
de soudage. (fig. 21)
5.2 Raccord de gaz (fig. 4, 5, 22-27)
5.2.1 Type de gaz
Lorsque l’on soude avec un fil ininterrompu, une
protection antigaz est nécessaire, la composition du
gaz inerte dépend du procédé de soudage
sélectionné :
5.2.2 Montez la bouteille de gaz sur l’appareil
(fig. 22-23)
La bouteille de gaz n’est pas comprise dans la
livraison !
Montez la bouteille de gaz comme indiqué dans les
figures 22 à 23. Veiller à ce que la sangle (15) tienne
correctement et à ce que l’appareil à souder ne
puisse pas basculer.
Attention ! Il est uniquement autorisé de monter des
bouteilles de gaz de 10 l au maximum sur les
emplacements réservés aux bouteilles de gaz (fig.
23/5). Si vous utilisez des bouteilles de gaz, elles
risquent de basculer, raison pour laquelle elles
doivent être placées uniquement à côté de l’appareil.
Dans un tel cas, il faut alors bloquer la bouteille de
gaz pour l’empêcher de basculer.
5.2.3 Raccord de la bouteille de gaz (fig. 7, 24-27)
Après avoir enlevé le capuchon de protection (fig.
24/A), ouvrez brièvement la valve de la bouteille dans
le sens écarté du corps (fig. 24/B).
Nettoyez le cas échéant les salissures du filet de
raccordement (fig. 24/C) avec un chiffon sec, sans
produit de nettoyage. Contrôlez si le joint sur le
réducteur de pression (19) est présent et s’il est dans
un état impeccable. Vissez le réducteur de pression
(19) dans le sens des aiguilles d’une montre sur le
filet de raccordement (fig. 25/C) de la bouteille de gaz
(fig. 25). Faites passer les deux colliers de serrage (j)
au-dessus du tuyau de gaz inerte (18). Enfichez le
tuyau de gaz inerte (18) sur le raccord du tuyau de
gaz inerte (23) sur le réducteur de pression (19) et le
raccordement de l’alimentation en gaz (16) sur
l’appareil à souder et bloquez-le au niveau des deux
points de raccordement à l’aide des colliers de
serrage (j). (fig. 26-27)
Attention ! Veillez à ce que tous les raccords (de gaz
ou autres) soient bien étanches ! Contrôlez les
raccords et les points de raccordement à l’aide d’un
spray à fuites ou en utilisant de l’eau savonneuse.
5.2.4 Explication du réducteur de pression
(fig. 4/19)
On peut régler le débit du gaz sur le bouton rotatif
(24). Le débit de gaz réglé peut-être lu sur le
manomètre (20) en litres par minute (l/min). Le gaz
sort du raccord du tuyau de gaz inerte (23) et est
refoulé ensuite via le tuyau de gaz inerte (fig. 3/18)
jusqu’à l’appareil à souder. (voir 5.2.3)
Attention ! Pour régler le débit de gaz, procédez
toujours comme indiqué au point 6.1.3.
Le réducteur de pression se monte sur la bouteille de
gaz à l’aide du raccord vissé (21) (voir 5.2.3).
Attention ! Seul le personnel dûment qualifié est
autorisé à travailler sur le réducteur de pression et à
le réparer. Envoyez le cas échéant le réducteur de
pression défectueux à l’adresse du service aprèsvente.
5.3 Raccord réseau
Assurez-vous, avant de connecter la machine,
que les données se trouvant sur la plaque de
signalisation correspondent bien aux données du
réseau.
Il est uniquement autorisé de faire fonctionner
l’appareil lorsqu’il est raccordé à des prises de
courants de sécurité mises à la terre dans les
règles de l’art.
5.4 Montage de la bobine de fil
(fig. 1, 5, 6, 28 – 36)
La bobine de fil n’est pas comprise dans la livraison !
Gaz inerte CO2 Argon/CO2
Métal à souder
Acier non allié X X
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 29
Page 30
30
F
5.4.1 Types de fil
En fonction des cas d’application, on a besoin de
différents fils de soudage. On peut utiliser l’appareil à
souder avec des fils d’un diamètre allant de 0,6 à 0,8
mm. Le cylindre d’avance et les tubes de contact
correspondants se trouvent dans l’appareil. Le
cylindre d’avance, le tube de contact et le diamètre du
fil doivent toujours être adaptés.
5.4.2 Capacité de la bobine de fil
On peut monter des bobines de fil de maximum cinq
kilos dans l’appareil.
5.4.3 Montage de la bobine de fil
Ouvrir le recouvrement du boîtier (fig. 1/4)
Contrôlez que les enroulements sur la bobine ne
se superposent pas pour pouvoir garantir un
déroulement homogène du fil.
Description de l’unité de guidage de fil
(fig. 28-36)
A Arrêt de bobine
B Support de la bobine
C Broche d’entraînement
D Vis d’ajustage pour le frein du rouleau
E Vis pour le support des cylindres d’avance
F Support des cylindres d’avance
G Cylindre d’avance
H Logement du paquet de tuyaux
I Rouleau presseur
J Support des rouleaux presseurs
K Ressort du cylindre presseur
L Vis d’ajustage pour contre-pression
M Tube de guidage
N Bobine fil
O Orifice d’entraînement de la bobine fil
Montage de la bobine de fil (fig. 28, 29)
Montez la bobine de fil (N) sur le support de la bobine
(B). Veillez à ce que l’extrémité du fil plein soit bien
déroulée sur le côté du guidage de fil métallique, voir
la flèche.
Veillez au fait que l’arrêt de bobine (A) soit enfoncé et
que la broche d’entraînement (C) se trouve bien dans
l’orifice d’entraînement de la bobine de fil (O). L’arrêt
de bobine (A) doit à nouveau s’encranter au-dessus
de la bobine de fil (N). (fig. 27)
Introduction du fil plein et ajustage du guidage
de fil métallique (fig. 30-36)
Poussez le ressort du cylindre presseur (K) vers
le haut et faites-le tourner vers l’avant (fig. 30).
Rabattez vers le bas le support des rouleaux
presseurs (J) avec le rouleau presseur (I) et le
ressort du cylindre presseur (K) (fig. 31)
Desserrez les vis du support des cylindres
d’avance (E) et retirez le support des cylindres
d’avance (F) vers le haut (fig. 32).
Contrôlez le cylindre d’avance (G). L’épaisseur du
fil correspondante doit être indiquée sur la face
supérieure du cylindre d’avance (G). Le cylindre
d’avance (G) est doté de 2 rainures de guidage.
Retournez le cylindre d’avance (G) le cas
échéant, ou remplacez-le. (fig. 33)
Remettre le support des cylindres d’avance (F) et
vissez-le à fond.
Retirez la buse de gaz (fig. 5/12) en tournant le
brûleur vers la droite (fig. 5/13), dévissez le tube
de contact (fig. 6/26) (fig. 5 - 6). Posez le faisceau
de tuyaux (fig. 1/11) le plus droit possible sur le
sol en partant de l’appareil à souder.
Couper les premiers 10 cm du fil plein de manière
à obtenir une coupe droite, sans saillie, distorsion
ni salissure. Enlever les bavures de l’extrémité du
fil plein.
Poussez l’électrode à fil plein dans le tube de
guidage (M), entre le cylindre de pression et celui
d’avance (G/I) dans le logement du faisceau de
tuyaux (H). (Fig. 34) Introduisez
précautionneusement le fil plein à la main dans le
faisceau de tuyaux jusqu‘à ce qu’il dépasse d’env.
1 cm du brûleur (fig. 5/13).
Desserrez la vis d’ajustage de la contre-pression
(L) de quelques tours. (fig. 36)
Rabattez le support des rouleaux presseurs (J)
avec le rouleau presseur (I) et le ressort du
cylindre presseur (K) vers le haut et accrochez le
ressort du cylindre presseur (K) à nouveau à la
vis d’ajustage pour la contre-pression (L) (fig. 35)
Réglez à présent la vis d’ajustage de la contre-
pression (L) de manière que l’électrode à fil plein
se trouve entre le rouleau presseur (I) et le
cylindre d’avance (G) sans être écrasé. (fig. 36)
Vissez le tube de contact qui convient (fig. 6/26)
au diamètre du fil plein utilisé sur le brûleur (fig.
5/13) et enfichez la buse de gaz en tournant vers
la droite (fig. 5/12).
Réglez la vis d’ajustage du frein du rouleau (D) de
manière que le fil puisse encore être guidé et que
la bobine s’arrête automatiquement après le
freinage du guidage de fil.
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 30
Page 31

31
F
6. Commande
6.1 Réglage
Comme le réglage de l’appareil de soudage se fait de
façon différente en fonction du cas d’application,
entreprenez les réglages sur la base d’un soudage
test.
6.1.1 Réglage du courant de soudage
Le courant de soudage peut être réglé en 6 étapes
sur l’interrupteur de mise en /hors circuit du courant
de soudage (fig. 1/7). Le courant de soudage requis
dépend de l’épaisseur du matériau, de la profondeur
de marquage désirée et du diamètre du fil plein
utilisé.
6.1.2 Réglage de la vitesse de l’avance de fil
La vitesse de l’avance de fil est automatiquement
adaptée au réglage du courant utilisé. Un réglage de
précision de la vitesse de l’avance de fil peut se faire
en continu sur le variateur de vitesse du fil de
soudage (fig. 1/14). Il est recommandé de
commencer le réglage à l’étape 5 qui représente une
moyenne et de régler une nouvelle fois
ultérieurement, le cas échéant. La quantité de fil
requise dépend de l’épaisseur du matériau, de la
profondeur de marquage, du diamètre du fil plein
utilisé et même de la grandeur des distances à ponter
des pièces à souder.
6.1.3 Réglage du débit de gaz
Le débit de gaz peut être réglé en continu sur le
réducteur de pression (fig. 4/19). Il est indiqué sur le
manomètre (fig. 4/20) en litres par minute (l/min).
Débit de gaz recommandé dans les pièces sans
courant d’air : 5 – 15 l/min.
Pour réguler le débit du gaz, desserrez tout d’abord le
levier de serrage (fig. 28/G) de l’unité d’avance de fil
afin d’éviter une usure inutile du fil (voir 5.4.3).
Etablissez le branchement secteur (voir point 5.3),
mettez l’interrupteur de mise en /hors circuit du
courant de soudage (fig.1/7) sur le niveau 1 et
actionnez l’interrupteur du brûleur (fig. 5/25) pour
libérer le flux de gaz. Réglez à présent le flux de gaz
désiré sur le réducteur de pression (fig. 4/19).
Rotation à gauche du bouton rotatif (fig. 4/24) :
Débit moindre
Rotation à droite du bouton rotatif (fig. 4/24) :
Débit de gaz plus important
Serrez à fond le levier de serrage (fig. 28/G) de l’unité
d’avance de fil.
6.2 Raccordement électrique
6.2.1 Raccord réseau
Cf. point 5.3
6.2.2 Raccord de la borne de mise à la terre
(fig. 1/10)
Connecter la borne de mise à la terre (10) de
l’appareil dans la mesure du possible à proximité
immédiate de la soudure.
Attention au raccord métallique nu sur l’endroit de
contact.
6.3 Soudage
Lorsque tous les raccordements électriques de
l’alimentation en courant et du circuit de courant de
soudage, ainsi que le raccord de gaz inerte sont
établis, on peut alors procéder de la manière suivante
:
les pièces à souder doivent être exemptes de toutes
couleurs, de tout recouvrement métallique, de
salissures, rouille, graisse et humidité dans la zone de
soudage.
Réglez le courant de soudage, l’avance de fil et le
débit de gaz (voir 6.1.1 – 6.1.3) en fonction.
Maintenez l’écran de soudage (fig. 3/17) devant le
visage et mettez la buse de gaz sur le point de la
pièce à usiner qui doit être soudé.
Actionnez à présent l’interrupteur du brûleur (fig.
5/25).
Lorsque l’arc apparaît, l’appareil introduit du fil dans
le bain de fusion. Si la lentille de soudage est assez
grande, le brûleur est déplacé doucement le long de
l’arrête désirée. Le cas échéant, faites-le mouvoir
comme un pendule pour augmenter le bain de fusion.
Déterminer le réglage parfait du courant de soudage,
de la vitesse de l’avance de fil et du débit de gaz en
effectuant un essai de soudage. Dans le cas idéal, on
entend un léger bruit de soudage régulier. Le
marquage doit être le plus profond possible, le bain
de fusion ne doit cependant pas traverser la pièce à
usiner.
6.4 Dispositifs de protection
6.4.1 Contrôleur thermique
L’appareil à souder est équipé d’une protection contre
la surchauffe qui protège le transformateur de
soudage de la surchauffe. Si la protection contre la
surchauffe se déclenche, la lampe de contrôle (3) de
votre appareil s’allume. Laissez l’appareil à souder
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 31
Page 32

32
F
refroidir pendant un moment.
7. Nettoyage, maintenance et
commande de pièces de rechange
Retirez la fiche de contact avant tous travaux de
nettoyage.
7.1 Nettoyage
n Maintenez les dispositifs de protection, les fentes
à air et le carter de moteur aussi propres (sans
poussière) que possible. Frottez l’appareil avec
un chiffon propre ou soufflez dessus avec de l’air
comprimé à basse pression.
n Nous recommandons de nettoyer l’appareil
directement après chaque utilisation.
n Nettoyez l’appareil régulièrement à l’aide d’un
chiffon humide et un peu de savon. N’utilisez
aucun produit de nettoyage ni détergeant ; ils
pourraient endommager les pièces en matières
plastiques de l’appareil. Veillez à ce qu’aucune
eau n’entre à l’intérieur de l’appareil.
7.2 Maintenance
Aucune pièce à l’intérieur de l’appareil n’a besoin
de maintenance.
7.3 Commande de pièces de rechange :
Pour les commandes de pièces de rechange, veuillez
indiquer les références suivantes:
n Type de l’appareil
n No. d’article de l’appareil
n No. d’identification de l’appareil
n No. de pièce de rechange de la pièce requise
Vous trouverez les prix et informations actuelles à
l’adresse www.isc-gmbh.info
8. Mise au rebut et recyclage
L’appareil se trouve dans un emballage permettant
d’éviter les dommages dus au transport. Cet
emballage est une matière première et peut donc être
réutilisé ultérieurement ou être réintroduit dans le
circuit des matières premières.
L’appareil et ses accessoires sont en matériaux
divers, comme par ex. des métaux et matières
plastiques. Eliminez les composants défectueux dans
les systèmes d’élimination des déchets spéciaux.
Renseignez-vous dans un commerce spécialisé ou
auprès de l’administration de votre commune !
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 32
Page 33

33
F
Erreur Origine Remède
Le cylindre d’avance ne tourne pas Tension secteur manque
Régulateur de l’avance de fil sur 0
Contrôler le raccord
Contrôler le réglage
Le cylindre d’avance tourne,
cependant aucune amenée de fil
Mauvaise pression de cylindre (voir
5.4.3)
Frein du rouleau réglé trop
durement (voir 5.4.3)
Cylindre d’avance encrassé /
endommagé (voir 5.4.3)
Faisceau de tuyaux endommagé
Tube de contact, mauvaise taille /
encrassé / usé (voir 5.4.3)
Electrode à fil plein fixement soudé
à la buse de gaz/au tube de contact
Contrôler le réglage
Contrôler le réglage
Nettoyer ou encore remplacer
Contrôler l’enveloppe du guidage
de fil
Nettoyer remplacer
Détacher
L’appareil ne fonctionne plus après
un long service, le témoin du
contrôleur thermique (3) s’allume
L’appareil est surchauffé après
l’avoir utilisé pendant trop
longtemps ou encore lorsque l’on
n’a pas respecté le temps de
remise à zéro
Laisser l’appareil refroidir pendant
au moins 20 à 30 minutes
Très mauvaise soudure Mauvais réglage du courant ou de
l’avance (voir 6.1.1/6.1.2)
Pas de gaz ou pas assez (voir
6.1.3)
Contrôler le réglage
Contrôler le réglage ou encore la
pression de charge de la bouteille
de gaz
9. Recherche de dérangement
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 33
Page 34

34
F
10. Explication des symboles
EN 60974-1 Norme européenne pour
les dispositifs de
soudage à l’arc et les
sources de courant de
soudage à durée de
mise en circuit limitée
Ne stockez ni
n’employez l’appareil
dans un environnement
humide, dans un milieu
humide ou sous la pluie
Fusible avec valeur
nominale en ampère
dans le branchement
secteur
Branchement secteur 1
phase
U
1
Tension du réseau 50 Hz Fréquence du réseau
I1maxi Plus grande valeur de
dimensionnement du
courant du secteur
Symbole de ligne
caractéristique tombante
Avant d’utiliser l’appareil
à souder, lisez le mode
d’emploi minutieusement
et respectez-le !
Soudage de métal au
gaz inerte et au gaz actif,
y compris l’utilisation de
fil métallique de
remplissage
U
0
Tension de marche à
vide nominale
IP 21 Type de protection
I
2
Courant de soudage H Classe d’isolation
Ø mm Diamètre du fil plein X Durée de mise en circuit
Transformateur
monophasé avec
redresseur
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 34
Page 35

35
I
Indice
1. Avvertenze di sicurezza
2. Descrizione dell’apparecchio ed elementi forniti
3. Utilizzo proprio
4. Caratteristiche tecniche
5. Prima della messa in esercizio
6. Funzionamento
7. Pulizia, manutenzione e ordinazione dei pezzi di ricambio
8. Smaltimento e riciclaggio
9. Localizzazione delle anomalie
10. Spiegazione dei simboli
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 35
Page 36

36
I
Attenzione!
Nell’usare gli apparecchi si devono rispettare diverse
avvertenze di sicurezza per evitare lesioni e danni.
Quindi leggete attentamente queste istruzioni per
l’uso. Conservatele bene per avere a disposizione le
informazioni in qualsiasi momento. Se date
l’apparecchio ad altre persone consegnate loro
queste istruzioni per l’uso insieme all’apparecchio!
Non ci assumiamo alcuna responsabilità per incidenti
o danni causati dal mancato rispetto di queste
istruzioni e delle avvertenze di sicurezza.
1. Avvertenze di sicurezza
Le relative avvertenze di sicurezza si trovano
nell’opuscolo allegato.
2. Descrizione dell’apparecchio ed
elementi forniti (Fig. 1-8)
1. Impugnatura
2. Indicatore di esercizio
3. Spia di controllo termostato
4. Copertura della scocca
5. Superficie di appoggio bombola del gas
6. Rotelle
7. Interruttore ON/OFF della corrente di saldatura
8. Base di appoggio
9. Spina di rete
10. Morsetto massa
11. Pacchetto cavi flessibili
12. Ugello del gas
13. Cannello
14. Regolatore velocità filo per saldatura
15. Nastro in tessuto sintetico
16. Attacco alimentazione gas
17. Visiera protettiva
18. Tubo flessibile di gas inerte
19. Riduttore di pressione
20. Manometro
21. Collegamento a vite
22. Valvola di sicurezza
23. Attacco tubo flessibile di gas inerte
24. Manopola
25. Interruttore del cannello
26. 2 x Tubo di contatto
2.1 Materiale di montaggio
a. 8 x viti per rotelle
b. 8 x anelli di sicurezza per rotelle
c. 8 x rosette per rotelle
d. 4 x viti per impugnatura
e. 4 x anelli di sicurezza per impugnatura
f. 4 x rosette per impugnatura
g. 2 x viti per base di appoggio
h. 2 x anelli di sicurezza per base di appoggio
i. 2 x rosette per base di appoggio
j. 2 x stringitubo
k. 1 x telaio per il vetro protettivo
l. 1 x vetro di saldatura
m. 1 x vetro protettivo trasparente
n. 2 x bussole di attacco del vetro protettivo
o. 3 x dadi per impugnatura
p. 3 x viti per impugnatura
q. 2 x perni a prigioniero per vetro protettivo
r. 1 x impugnatura
s. 1 x telaio della visiera protettiva
3. Utilizzo proprio
La saldatrice a gas inerte è adatta esclusivamente
per saldare acciaio nel processo MAG (Metal Active
Gas) usando i fili per saldatura e gas relativi adatti.
L’apparecchio deve venire usato solamente per lo
scopo a cui è destinato. Ogni altro tipo di uso che
esuli da quello previsto non è un uso conforme.
L’utilizzatore/l’operatore, e non il costruttore, è
responsabile dei danni e delle lesioni di ogni tipo che
ne risultino.
Avvertenza importante per il collegamento
elettrico
L’apparecchio rientra nella classe A della norma EN
60974-10, vale a dire che non è destinato all’uso in
abitazioni in cui l’alimentazione elettrica sia fornita da
una rete pubblica a bassa tensione, perché può
causare anomalie in caso di condizioni di rete
sfavorevoli. Se volete utilizzare l’apparecchio in
abitazioni in cui l’alimentazione elettrica sia fornita da
una rete pubblica a bassa tensione, è necessario
impiegare un filtro elettromagnetico che riduca le
anomalie elettromagnetiche tanto che queste non
disturbino più l’utilizzatore.
L’apparecchio può essere utilizzato senza questo filtro
nelle aree industriali o in altri ambienti in cui
l’alimentazione elettrica non sia fornita da una rete
pubblica a bassa tensione.
Misure generali di sicurezza
L’utilizzatore è responsabile di un montaggio e di un
impiego corretti dell’apparecchio conformemente alle
indicazioni del produttore. Nel caso in cui si
presentino anomalie elettromagnetiche, l’utilizzatore è
tenuto a eliminarle ricorrendo ai mezzi tecnici indicati
al punto “Avvertenza importante per il collegamento
elettrico”.
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 36
Page 37

37
I
Riduzione delle emissioni
Alimentazione di corrente principale
La saldatrice deve venire collegata all’alimentazione
di corrente principale conformemente a quanto
indicato dal produttore. In caso di anomalie, può
essere necessario adottare misure addizionali, per
es. applicare un filtro all’alimentazione di corrente
principale (vedi il punto “Avvertenza importante per il
collegamento elettrico”). I cavi di saldatura
dovrebbero essere tenuti corti il più possibile.
Pacemaker
Le persone che portano un dispositivo elettronico
salvavita (come ad es. pacemaker, ecc.) dovrebbero
consultare il medico prima di avvicinarsi a impianti di
saldatura ad arco, a taglio, per fusione o a punti, per
accertarsi che i campi magnetici connessi ai forti
flussi elettrici non influenzino il dispositivo salvavita.
Il periodo di garanzia è di 12 mesi in caso di uso
commerciale e di 24 per i consumatori e ha inizio a
partire dalla data di acquisto dell’apparecchio.
4. Caratteristiche tecniche
Allacciamento alla rete: 230 V ~ 50 Hz
Corrente di saldatura: 25-120 A (max. 150 A)
Durata di inserimento X%: 10 20 30 60 100
Corrente di saldatura I2(A):
120 90 75 52 40 25
Tensione nominale a vuoto U
0
48 V
Tamburo filo per saldatura max.: 5 kg
Diametro filo per saldatura: 0,6/0,8 mm
Protezione: 16 A
Peso: 25 kg
I tempi di saldatura valgono solo in caso di
temperatura ambiente di 40°C.
5. Prima della messa in esercizio
5.1 Montaggio (Fig. 5-21)
5.1.1 Montaggio delle rotelle (6)
Montate le rotelle (6) come indicato nelle figure 7, 9,
10, 11.
5.1.2 Montaggio della base di appoggio (8)
Montate la base di appoggio (8) come indicato nelle
figure 7, 9, 12, 13.
5.1.3 Montaggio dell’impugnatura (1)
Montate l’impugnatura (1) come indicato nelle figure
7, 14.
5.1.4 Montaggio della visiera protettiva per
saldatura (17)
Mettete il vetro di saldatura (l) e sopra ad esso il
vetro protettivo trasparente (m) nel telaio per il
vetro protettivo (k) (Fig. 15).
Premete i prigionieri del vetro protettivo (q)
all’esterno nei fori nel telaio della visiera protettiva
per saldatura (s). (Fig. 16)
Per fissare il telaio per il vetro protettivo (k) infilate
dall’interno il telaio per il vetro protettivo (k)
assieme al vetro di saldatura (l) e al vetro
protettivo trasparente (m) nella cavità nel telaio
della visiera protettiva per saldatura (s) e premete
le bussole di attacco (n) sui prigionieri del vetro
protettivo (q) fino a che non scattano. Il vetro
protettivo trasparente (m) deve essere
posizionato sul lato esterno. (Fig. 17)
Piegate verso l’interno il bordo superiore del
telaio della visiera protettiva per saldatura (s) (Fig.
18/1.) e gli angoli del bordo superiore (Fig. 18/2.).
Dopodiché piegate verso l’interno i lati esterni del
telaio della visiera protettiva per saldatura (s) (Fig.
18/3.) e collegateli premendo con forza gli angoli
del bordo superiore e i lati esterni. Ad ogni lato si
devono sentire 2 chiari click quando i prigionieri
scattano in posizione (Fig. 18/4.)
Quando i due angoli superiori della visiera
protettiva per saldatura sono collegati come
rappresentato in Fig. 19, inserite dall’esterno le
viti per l’impugnatura (p) attraverso i 3 fori nella
visiera protettiva per saldatura. (Fig. 20)
Capovolgete la visiera protettiva per saldatura e
infilate la maniglia (r) attraverso i filetti delle 3 viti
per l’impugnatura (p). Avvitate la maniglia (r) con i
3 dadi per l’impugnatura (o) sulla visiera protettiva
per saldatura. (Fig. 21)
5.2 Attacco gas (Abb. 4, 5, 22-27)
5.2.1 Tipi di gas
Nella saldatura a filo continuo è necessaria la
protezione tramite gas, la composizione del gas
inerte dipende dal processo di saldatura scelto.
Gaz inerte CO2 Argon/CO2
Metallo da saldare
Acciaio non legato X X
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 37
Page 38

38
I
5.2.2 Montaggio della bombola del gas
sull’apparecchio (Fig. 22-23)
La bombola del gas non è compresa tra gli elementi
forniti!
Montate la bombola come indicato nelle Fig. 22-23.
Assicuratevi che il nastro di tessuto sintetico (15) sia
ben fissato e che la saldatrice non possa ribaltarsi.
Attenzione! È possibile montare sulla superficie di
appoggio (Abb. 23/5) solo bombole del gas della
capacità massima di 10 litri. Se vengono usate
bombole più grandi c’è pericolo di ribaltamento, è
però possibile posizionarle vicino all’apparecchio. In
questo caso la bombola del gas deve essere
adeguatamente protetta dal rischio di ribaltamento!
5.2.3 Attacco della bombola del gas
(Fig. 7, 24-27)
Dopo aver tolto il tappo protettivo (Fig. 24/A) aprite
brevemente la valvola della bombola (Fig. 24/B)
girandola nella direzione opposta al
corpo.Eventualmente togliete le impurità dal filetto
dell’attacco (Fig.24/C) con un panno asciutto senza
utilizzare alcun tipo di detergente. Controllate che la
guarnizione del riduttore di pressione (19) non
presenti danni e che sia in perfette condizioni.
Avvitare il riduttore di pressione (19) al filetto di
collegamento (Fig. 25/C) della bombola del gas (Fig.
25) in senso orario.
Portate entrambe le fascette (j) sopra il tubo flessibile
del gas inerte (18).
Inserite il cavo flessibile di gas inerte (18)
nell’apposito attacco (23) sul riduttore di pressione
(19) e l’attacco alimentazione gas (16) alla saldatrice
e fissateli ad entrambi i punti di collegamento con le
fascette per tubo flessibile (j). (Fig. 26-27)
Attenzione! Controllate la tenuta di tutti gli attacchi del
gas e dei collegamenti! Controllate tutti gli attacchi e i
punti di raccordo con uno spray per la localizzazione
di perdite o con acqua saponata.
5.2.4 Spiegazione del riduttore di pressione
(Fig. 4/19)
La quantità di flusso del gas può essere impostata
sulla manopola (24). La quantità di flusso del gas
impostata può essere letta sul manometro (20) in litri
al minuto (l/min). Il gas fuoriesce dall’attacco del tubo
flessibile di gas inerte (23) e viene poi convogliato
tramite questo (Abb. 3/18) alla saldatrice. (vedi 5.2.3)
Attenzione! Per l’impostazione della quantità di flusso
del gas procedete sempre come indicato al punto
6.1.3.
Il riduttore di pressione viene montato sulla bombola
del gas con l’aiuto di un collegamento a vite (21) (vedi
5.2.3).
Attenzione! Gli interventi e le riparazioni al riduttore di
pressione devono essere eseguiti soltanto da
personale specializzato. Eventualmente spedite il
riduttore di pressione difettoso all’indirizzo del
servizio assistenza.
5.3 Collegamento alla rete
Prima di inserire la spina nella presa di corrente
assicuratevi che i dati sulla targhetta di
identificazione corrispondano a quelli di rete.
L’apparecchio deve essere usato solo se
collegato ad una regolare presa con messa a
terra protetta.
5.4 Montaggio della bobina per filo
(Fig. 1, 5, 6, 28 – 36)
La bobina per filo non è compresa tra gli elementi
forniti!
5.4.1 Tipi di filo
A seconda dell’utilizzo possono essere utili vari tipi di
fili per saldatura. La saldatrice può essere utilizzata
con fili di diametro di 0,6 e 0,8 mm. Il rullo di
alimentazione relativo e i tubi di contatto sono acclusi
all’apparecchio. Il rullo di alimentazione, il tubo di
contatto e la sezione del cavo devono sempre
corrispondere.
5.4.2 Capacità delle bobine del filo
Nell’apparecchio possono essere montate al
massimo bobine da 5 kg.
5.4.3 Inserimento della bobina del filo
Aprite la copertura della scocca (Fig. 1/4)
Controllate che gli avvolgimenti sulla bobina non
si sovrappongano per garantire che il filo si svolga
in maniera uniforme.
Descrizione dell’unità di guida per il filo
(Fig. 28-36)
A Arresto della bobina
B Supporto della bobina
C Perno del trascinatore
D Vite di regolazione per freno del rullo
E Viti per supporto rullo di alimentazione
F Supporto rullo di alimentazione
G Rullo di alimentazione
H Sede del pacchetto cavi flessibili
I Rullo pressore
J Supporto rullo pressore
K Molla rullo pressore
L Vite di regolazione per contropressione
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 38
Page 39

39
I
M Tubo di guida
N Bobina per filo
O Apertura di trascinamento della bobina per filo
Inserimento della bobina del filo (Fig. 28, 29)
Mettete la bobina del filo (N) sul supporto della
bobina (B). Fate attenzione che la fine del filo per
saldatura venga svolto sul lato della guida del filo,
vedi freccia.
Controllate che il bloccaggio della bobina (A) venga
premuto e che il perno del trascinatore (C) sia
nell’apertura di trascinamento della bobina del filo
(O). Il bloccaggio della bobina (A) deve scattare sopra
la bobina del filo (N). (Fig. 27)
Infilare il filo per saldatura e regolare la guida del
filo (Fig. 30-36)
Premete verso l’alto la molla rullo pressore (K) e
ribaltatela in avanti (Fig. 30).
Ribaltate verso il basso il supporto rullo pressore
(J) con il rullo pressore (I) e la molla rullo pressore
(K) (Fig. 31)
Allentate le viti per il supporto rullo di
alimentazione (E) e togliete il supporto rullo di
alimentazione (F) verso l’alto (Fig. 32).
Controllate il rullo di alimentazione (G). Sul lato
superiore del rullo di alimentazione (G) deve
essere indicato lo spessore rispettivo del filo. Il
rullo di alimentazione (G) è dotato di 2
scanalature. Se necessario, capovolgete o
sostituite il rullo di alimentazione (G). (Fig. 33)
Montate di nuovo il supporto rullo di
alimentazione (F) e avvitatelo bene.
Togliete l’ugello del gas (Fig. 5/12) dal cannello
(Fig. 5/13) girandolo verso destra, svitate il tubo di
contatto (Fig. 6/26) (Fig. 5-6). Mettete sul
pavimento il pacchetto cavi flessibili (Fig. 1/11) in
modo che si allontani per quanto possibile diritto
dalla saldatrice.
Tagliate i primi 10 cm del filo per saldatura in
modo che ne risulti un taglio diritto senza
sporgenze, deformazione e sporco. Sbavate
l’estremità del filo per saldatura.
Spingete il filo per saldatura attraverso il tubo di
guida (M), fra rullo pressore e di alimentazione
(G/I) nella sede del pacchetto cavi flessibili (H).
(Fig. 34) Con cautela spingete manualmente il filo
per saldatura nel pacchetto cavi flessibili fino a
sporge di ca. 1 cm dal cannello (Fig. 5/13).
Allentate la vite di regolazione per
contropressione (L) di alcuni giri. (Fig. 36)
Ribaltate di nuovo verso l’alto il supporto rullo
pressore (J) con il rullo pressore (I) e la molla rullo
pressore (K) e agganciate la molla rullo pressore
(K) di nuovo alla vite di regolazione per
contropressione (L) (Fig. 35)
Regolate la vite di regolazione per
contropressione (L) in modo che il filo per
saldatura sia in una posizione fissa fra rullo
pressore (I) e rullo di alimentazione (G) senza
essere incastrato. (Fig. 36)
Avvitate il tubo di contatto adatto (Fig. 6/26) per il
diametro usato del filo per saldatura sul cannello
(Fig. 5/13) e inserite l’ugello per gas girandolo
verso destra (Fig. 5/12).
Regolate la vite di regolazione per il freno del rullo
(D) in modo che sia ancora possibile guidare il filo
e che il rullo si fermi automaticamente dopo la
decelerazione della guida del filo.
6. Uso
6.1 Impostazione
Dato che l’impostazione della saldatrice avviene in
modo differente a seconda dell’utilizzo, consigliamo
di effettuare l’impostazione per mezzo di una
saldatura di prova.
6.1.1 Impostare la corrente di saldatura
La corrente di saldatura può venir regolata in 6 livelli
all’interruttore ON/OFF della corrente di saldatura
(Fig. 1/7). La corrente di saldatura necessaria
dipende dallo spessore del materiale, dalla profondità
di infiltrazione desiderata e dal diametro del filo di
saldatura usato.
6.1.2 Impostare la velocità di alimentazione filo
La velocità di alimentazione filo viene adattata
automaticamente all’impostazione della corrente
usata. L’impostazione fine della velocità di
alimentazione filo può essere effettuata in continuo
sul regolatore della velocità del filo per saldatura (Fig.
1/14). Consigliamo di iniziare l’impostazione al livello
5, che rappresenta un valore medio, e di regolarla di
nuovo se necessario. La quantità del filo necessaria
dipende dallo spessore del materiale, dalla profondità
di infiltrazione, dal diametro del filo di saldatura usato
e anche dalla lunghezza delle distanze da collegare
dei pezzi da saldare.
6.1.3 Impostare la quantità flusso di gas
La quantità flusso di gas può essere regolata in
continuo sul riduttore di pressione (Fig. 4/19). Viene
indicata sul manometro (Fig. 4/20) in litri al minuto
(l/min). Quantità di flusso gas raccomandata in locali
senza corrente d’aria: 5 – 15 l/min.
Per regolare la quantità di flusso gas prima allentate
la leva di bloccaggio (Fig. 28/G) dell’unità di
alimentazione filo per evitare l’usura inutile del filo
(vedi 5.4.3). Realizzate l’allacciamento alla rete (vedi
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 39
Page 40

40
I
punto 5.3), ruotate l’interruttore ON/OFF della
corrente di saldatura (Fig. 1/7) in posizione 1 e
azionate l’interruttore del cannello (Fig. 5/25) per
abilitare il flusso di gas. Adesso impostate la quantità
desiderata di flusso gas sul riduttore di pressione
(Fig. 4/19).
Se girate la manopola verso sinistra (Fig. 4/24):
quantità di flusso minore
Se girate la manopola verso destra (Fig. 4/24):
quantità di flusso gas maggiore
Fissate di nuovo la leva di bloccaggio (Fig. 28/G)
dell’unità alimentazione filo.
6.2 Collegamento elettrico
6.2.1 Collegamento alla rete
Vedi punto 5.3
6.2.2 Collegamento del morsetto di massa
(Fig. 1/10)
Se possibile collegate il morsetto di massa (10) nelle
immediate vicinanze del punto di saldatura.
Verificate il passaggio in metallo lucido del punto di
contatto.
6.3 Saldatura
Quando tutti i collegamenti elettrici per
l’alimentazione di corrente e per il circuito della
corrente di saldatura come anche l’attacco per gas
inerte sono eseguiti procedete nel modo seguente.
I pezzi da saldare devono essere liberi da colore,
rivestimenti metallici, sporco, ruggine, grasso e
umidità nell’area di saldatura.
Regolate la quantità della corrente di saldatura,
dell’alimentazione del filo e del flusso di gas (vedi
6.1.1 - 6.1.3) in modo corrispondente.
Tenete la visiera protettiva per saldatura davanti al
viso (Fig. 3/17) e conducete l’ugello per gas nella
posizione del pezzo da lavorare nella quale deve
essere saldato.
Adesso azionate l’interruttore del cannello (Fig. 5/25).
Non appena innescato l’arco luminoso, l’apparecchio
trasporta del filo nel bagno di saldatura. Quando la
lente di saldatura ha raggiunto una grandezza
sufficiente, il cannello viene condotto lungo il bordo
desiderato. Se necessario eseguite delle leggere
oscillazioni per ampliare un può il bagno di saldatura.
Determinate la regolazione ideale della corrente di
saldatura, della velocità di alimentazione filo e del
flusso gas per mezzo di una saldatura di prova. Nel
caso ideale si sente un rumore di saldatura uniforme.
La profondità di infiltrazione dovrebbe essere il più
profonda possibile, ma il bagno di saldatura non deve
cadere attraverso il pezzo da lavorare.
6.4 Dispositivi di protezione
6.4.1 Termostato
La saldatrice è dotata di una protezione dal
surriscaldamento che protegge il trasformatore di
saldatura. Se scatta la protezione di surriscaldamento
si illumina la spia di controllo (3) dell’apparecchio.
Fate raffreddare la saldatrice per qualche minuto.
7. Pulizia, manutenzione e ordinazione
dei pezzi di ricambio
Prima di qualsiasi lavoro di pulizia staccate la spina
dalla presa di corrente.
7.1 Pulizia
n Tenete il più possibile i dispositivi di protezione,
le fessure di aerazione e la carcassa del motore
liberi da polvere e sporco. Strofinate
l’apparecchio con un panno pulito o soffiatelo
con l’aria compressa a pressione bassa.
n Consigliamo di pulire l’apparecchio subito dopo
averlo usato.
n Pulite l’apparecchio regolarmente con un panno
asciutto ed un po’ di sapone. Non usate
detergenti o solventi perché questi ultimi
potrebbero danneggiare le parti in plastica
dell’apparecchio. Fate attenzione che non possa
penetrare dell’acqua nell’interno dell’apparecchio.
7.2 Manutenzione
All’interno dell’apparecchio non si trovano altre
parti sottoposte ad una manutenzione qualsiasi.
7.3 Ordinazione di pezzi di ricambio:
Volendo commissionare dei pezzi di ricambio, si
dovrebbe dichiarare quanto segue:
n modello dell’apparecchio
n numero dell’articolo dell’apparecchio
n numero d’ident. dell’apparecchio
n numero del pezzo di ricambio del ricambio
necessitato
Per i prezzi e le informazioni attuali si veda
www.isc-gmbh.info
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 40
Page 41

41
I
8. Smaltimento e riciclaggio
L’apparecchio si trova in una confezione per evitare i
danni dovuti al trasporto. Questo imballaggio
rappresenta una materia prima e può perciò essere
utilizzato di nuovo o riciclato.
L’apparecchio e i suoi accessori sono fatti di materiali
diversi, per es. metallo e plastica. Consegnate i pezzi
difettosi allo smaltimento di rifiuti speciali. Per
informazioni rivolgetevi ad un negozio specializzato o
all’amministrazione comunale!
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 41
Page 42

42
I
Anomalia Causa Rimedio
Il rullo di alimentazione non gira Manca la tensione di rete
Regolatore alimentazione filo su 0
Controllate il collegamento
Controllate l’impostazione
Rullo di alimentazione gira, ma
nessun alimentazione del filo
Pressione errata del rullo (vedi
5.4.3)
Freno del rullo impostato troppo
fisso (vedi 5.4.3)
Rullo di alimentazione sporco /
danneggiato (vedi 5.4.3)
Pacchetto cavi flessibili
danneggiato
Tubo di contatto di dimensioni
scorrette / sporco / usurato (vedi
5.4.3)
Filo di saldatura saldato all’ugello
per gas/tubo di contatto
Controllate l’impostazione
Controllate l’impostazione
Pulite o sostituite il pezzo
Controllate la guaina della guida
del filo
Pulite / sostituite il pezzo
Staccatelo
L’apparecchio non funziona più
dopo utilizzo prolungato, spia di
controllo termostato (3) illuminata
L’apparecchio si è surriscaldato a
causa dell’utilizzo prolungato o
dell’inosservanza del tempo di
ripristino
Lasciate raffreddare l’apparecchio
per almeno 20 - 30 minuti
Cordone di saldatura di cattiva
qualitá
Impostazione sbagliata della
corrente / dell’alimentazione (vedi
6.1.1/6.1.2)
Nessun / insufficiente gas (vedi
6.1.3)
Controllate l’impostazione
Controllate l’impostazione ovvero
controllate la pressione della
bombola del gas
9. Localizzazione delle anomalie
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 42
Page 43

43
I
10. Spiegazione dei simboli
EN 60974-1 Norma europea per
apparecchiature per
saldatura ad arco e
sorgenti di corrente di
saldatura a servizio
limitato
Non tenete e usate
l’apparecchio in un
ambiente umido o
bagnato e sotto la
pioggia.
Fusibile con valore
nominale in ampere nel
collegamento alla rete
Attacco di rete monofase
U
1
Tensione di rete 50 Hz Frequenza di rete
I1max Valore massimo di
calcolo della tensione di
rete
Simbolo per linea
caratteristica
discendente
Prima di usare la
saldatrice leggete
attentamente e rispettate
le istruzioni per l’uso
Saldatura metallo - gas
inerte e gas attivo incluso
l’uso di filo con nucleo
U
0
Tensione nominale a
vuoto
IP 21 Tipo di protezione
I
2
Corrente di saldatura H Classe di isolamento
Ø mm Diametro filo per
saldatura
X Durata di inserimento
Trasformatore monofase
con raddrizzatore
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 43
Page 44

44
DK/N
Indholdsfortegnelse:
1. Sikkerhedsanvisninger
2. Produktbeskrivelse og leveringsomfang
3. Formålsbestemt anvendelse
4. Tekniske data
5. Inden ibrugtagning
6. Betjening
7. Rengøring, vedligeholdelse og reservedelsbestilling
8. Bortskaffelse og genanvendelse
9. Fejlsøgning
10 Symbolforklaring
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 44
Page 45

45
DK/N
Vigtigt!
Ved brug af el-værktøj er der visse
sikkerhedsforanstaltninger, der skal respekteres for at
undgå skader på personer og materiel. Læs derfor
betjeningsvejledningen grundigt igennem. Opbevar
vejledningen et praktisk sted, så du altid kan tage den
frem efter behov. Husk at lade betjeningsvejledningen
følge med maskinen, hvis du overdrager den til andre!
Vi fraskriver os ethvert ansvar for skader på personer
eller materiel, som måtte opstå som følge af, at
anvisningerne i denne betjeningsvejledning, navnlig
vedrørende sikkerhed, tilsidesættes.
1. Sikkerhedsanvisninger
Relevante sikkerhedsanvisninger finder du i det
medfølgende hæfte.
2. Produktbeskrivelse og
leveringsomfang (fig. 1-8)
1. Håndgreb
2. Driftsindikator
3. Kontrollampe termoværn
4. Afskærmning
5. Henstillingsflade til gasflaske
6. Styrehjul
7. Tænd-/sluk-/svejsestrømsknap
8. Standerfod
9. Netstik
10. Jordklemme
11. Slangepakke
12. Gasdyse
13. Brænder
14. Hastighedsregulator for svejsetråd
15. Sele
16. Tilslutning for gastilførsel
17. Svejseskærm
18. Slange til beskyttelsesgas
19. Reduktionsventil
20. Manometer
21. Skrueforbindelse
22. Sikkerhedsventil
23. Tilslutning for slange til beskyttelsesgas
24. Reguleringsknap
25. Brænderknap
26. 2 x kontaktrør
2.1 Monteringsmateriale
a. 8 x skrue til kørehjul
b. 8 x fjederring til kørehjul
c. 8 x underlægsskive til kørehjul
d. 4 x skrue til håndgreb
e. 4 x fjederring til håndgreb
f. 4 x underlægsskive til håndgreb
g. 2 x skrue til standerfod
h. 2 x fjederring til standerfod
i. 2 x underlæggskive til standerfod
j. 2 x slangeklemme
k. 1 x ramme til beskyttelsesglas
l. 1 x svejseglas
m. 1 x transparent beskyttelsesglas
n. 2 x holdebøsning til beskyttelsesglas
o. 3 x møtrik til holdegreb
p. 3 x skrue til holdegreb
q. 2 x holdetap til beskyttelsesglas
r. 1 x håndgreb
s. 1 x ramme til svejseskærm
3. Formålsbestemt anvendelse
Beskyttelsesgas-svejseapparatet er udelukkende
beregnet til svejsning af stål efter MAG-(metal-aktivgas)-metoden under anvendelse af tilsvarende
svejsetråde og gasser.
Saven må kun anvendes i overensstemmelse med
dens tiltænkte formål. Enhver anden form for
anvendelse er ikke tilladt. Vi fraskriver os ethvert
ansvar for skader, det være sig på personer eller
materiel, som måtte opstå som følge af, at maskinen
ikke er blevet anvendt korrekt. Ansvaret bæres alene
af brugeren/ejeren.
Vigtig information om strømtilslutning
Apparatet hører til klasse A jf. standarden EN 6097410, dvs. det er ikke beregnet til brug i boligområder,
hvor strømforsyningen kommer i stand over et
offentligt lavspændings-forsyningssystem, da det her
kan forårsage forstyrrelser ved ugunstige netforhold.
Hvis du vil bruge apparatet i boligområder, hvor
strømforsyningen kommer i stand over et offentligt
lavspændings-forsyningssystem, er det nødvendigt
med et elektromagnetisk filter, som reducerer de
elektromagnetiske forstyrrelser i en sådan grad, at de
ikke længere føles som forstyrrende for brugeren.
I industriområder eller andre områder, hvor
strømforsyningen ikke kommer i stand over et
offentligt lavspændings-forsyningssystem, kan
apparatet anvendes uden et sådant filter.
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 45
Page 46

46
DK/N
Generelle sikkerhedsforanstaltninger
Brugeren er ansvarlig for, at apparatet installeres og
anvendes fagmæssigt korrekt i henhold til
producentens angivelser. Hvis der skulle konstateres
elektromagnetiske forstyrrelser, er det brugerens
ansvar, at disse afhjælpes ved hjælp af de tekniske
hjælpemidler, der er nævnt foroven under punktet
„Vigtig information om strømtilslutning“.
Emissionsreduktion
Hovedstrømforsyning
Svejseapparatet skal tilsluttes hovedstrømforsyningen
i henhold til producentens angivelser. Hvis der opstår
forstyrrelser, kan det være nødvendigt med
supplerende foranstaltninger, f.eks. placering af et
filter på hovedstrømforsyningen (se foroven under
punktet „Vigtig information om strømtilslutning“).
Svejsekablerne skal være så korte som muligt.
Pacemaker
Personer, der har elektroniske medicinske enheder
indopereret (som f.eks. pacemaker etc.), skal
konsultere deres læge, inden ophold i nærheden af
lysbue-, skære-, punktsvejseanlæg o. lign. for at sikre,
at de magnetiske felter i forbindelse med de høje
elektriske strømme ikke påvirker enhederne.
Garantiperioden er 12 måneder ved erhvervsmæssig
brug, 24 måneder for forbrugere, og begynder fra
købstidspunktet.
4. Tekniske data
Nettilslutning: 230 V ~ 50 Hz
Svejsestrøm: 25-120 A (max. 150 A)
Indkoblingstid X%: 10 20 30 60 100
Svejsestrøm I2(A): 120 90 75 52 40 25
Nominel tomgangsspænding U0: 48 V
Svejsetrådstromle maks.: 5 kg
Svejsetrådsdiameter: 0,6/0,8 mm
Sikringsværn: 16 A
Vægt: 25 kg
Svejsetiderne gælder ved en omgivende temperatur
på 40°C.
5. Inden ibrugtagning
5.1 Samling (fig. 5-21)
5.1.1 Montering af kørehjul (6)
Monter kørehjul (6) som vist på figurerne 7, 9, 10, 11.
5.1.2 Montering af standerfod (8)
Monter standerfod (8) som vist på figurerne 7, 9, 12,
13
5.1.3 Montering af håndgreb (1)
Monter håndgreb (1) som vist på figurerne 7, 14.
5.1.4 Montering af svejseskærm (17)
Læg svejseglas (l) og derover transparent
beskyttelsesglas (m) i beskyttelsesglas-rammen
(k) (fig. 15).
Pres holdetapper til beskyttelsesglas (q) i
hullerne i svejseskærm-rammen (s) udefra. (fig.
16.)
Læg beskyttelsesglas-ramme (k) med svejseglas
(l) og transparent beskyttelsesglas (m) ind i
udsparingen i svejseskærm-rammen (s) indefra,
pres holdebøsninger til beskyttelsesglas (n) på
holdetapper til beskyttelsesglas (q), så de går i
indgreb, hvorved beskyttelsesglas-rammen (k)
sikres. Det transparente beskyttelsesglas (m) skal
ligge på ydersiden. (fig. 17.)
Bøj overkanten af svejseskærm-rammen (s) indad
(fig. 18/1), og bøj overkantens hjørner i vinkel (fig.
18/2.). Bøj nu ydersiderne på svejseskærmrammen (s) ind (fig. 18/3), og forbind dem ved at
presse overkantens hjørner og ydersiderne fast
sammen. Holdetapperne 2 skal gå i indgreb med
et hørbart klik i hver side (fig. 18/4.)
Når svejseskærmens to øverste hjørner er
forbundet, som vist på figur 19, stikkes skruer til
holdegreb (p) gennem de 3 huller i
svejseskærmen udefra. (fig. 20.)
Vend svejseskærmen om, og før håndgreb (r) hen
over gevindet på de 3 skruer til holdegrebet (p).
Skru holdegrebet (r) fast til svejseskærmen med
de 3 møtrikker til holdegreb (o). (fig. 21.)
5.2 Gastilslutning (fig. 4, 5, 22-27)
5.2.1 Gasarter
Ved svejsning med gennemgående tråd er
gasbeskyttelse nødvendig, beskyttelsesgassens
sammensætning er afhængig af den valgte
svejsemetode:
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 46
Page 47

47
DK/N
5.2.2 Montering af gasflaske på apparatet
(fig. 22-23)
Gasflaske følger ikke med!
Monter gasflasken som vist på figurerne 22-23. Sørg
for, at selen (15) sidder ordentligt fast, og at
svejseapparatet står sikkert, så det ikke kan kippe
om.
Vigtigt! På gasflaske-henstillingsfladen (fig. 23/5) må
der kun monteres gasflasker op til maksimalt 10 liter.
Ved brug af større gasflasker er der fare for kipning;
sådanne skal derfor stilles ved siden af apparatet. I
givet fald skal gasflasken beskyttes mod at kunne
vælte!
5.2.3 Tilslutning til gasflaske (fig. 7, 24-27)
Når beskyttelseskappen (fig. 24/A) er taget af, åbnes
flaskeventilen (fig. 24/B) kortvarigt i den retning, der
vender bort fra kroppen.
Fjern i givet fald snavs fra forbindelsesgevindet (fig.
24/C) med en tør klud uden brug af rengøringsmiddel.
Kontroller, om pakning på reduktionsventilen (19)
forefindes og er intakt. Skru reduktionsventil (19) på
gasflaskens forbindelsesgevind (fig. 25/C) i urets
retning (fig. 25). Før de to slangespændebånd (j) hen
over slangen til beskyttelsesgas (18). Sæt slange til
beskyttelsesgas (18) på slangeadapteren (23) på
reduktionsventilen (19), og sæt tilslutning for
gastilførsel (16) på svejseapparatet, og fikser med
slangespændebåndene (j) ved de to
sammenføjninger. (Fig. 26-27)
Vigtigt! Vær opmærksom på, at alle gastilslutninger
og forbindelser skal være tætte! Kontroller
tilslutninger og sammenføjninger med lækagespray
eller sæbevand.
5.2.4 Beskrivelse af reduktionsventil (fig. 4/19)
Gasflowmængden kan indstilles på
reguleringsknappen (24). Den indstillede
gasflowmængde kan aflæses på manometeret (20) i
liter pr. minut (l/min). Gassen trænger ud ved
slangeadapteren for beskyttelsesgas (23) og ledes
videre til svejseapparatet via beskyttelsesgasslangen
(fig. 3/18). (Se 5.2.3.)
Vigtigt! Indstilling af gasflowmængde foretages altid
som anført under punkt 6.1.3.
Reduktionsventilen monteres på gasflasken via
skrueforbindelsen (21) (se 5.2.3).
Vigtigt! Arbejder på reduktionsventilen er forbeholdt
faguddannet personale. Defekte reduktionsventiler
kan indsendes til serviceadressen.
5.3 Nettilslutning
Inden du slutter apparatet til
strømforsyningsnettet, skal du kontrollere, at
dataene på mærkepladen er i overensstemmelse
med netdataene.
Apparatet må kun tilsluttes stikkontakter, som er
jordforbundede og sikrede ifølge forskrifterne.
5.4 Montering af trådspole (fig. 1, 5, 6, 28 – 36)
Trådspole følger ikke med!
5.4.1 Trådtyper
Der anvendes forskellige typer svejsetråd, alt efter
anvendelsesformål. Svejseapparatet kan anvendes
med svejsetråd med en diameter på 0,6 og 0,8 mm.
Fremføringsrulle og kontaktrør følger med apparatet.
Fremføringsrulle, kontaktrør og trådtværsnit skal altid
passe sammen.
5.4.2 Trådspolekapacitet
I apparatet kan der monteres trådspoler op til
maksimalt 5 kg.
5.4.3 Isætning af trådspole
Åbn afskærmningen (fig. 1/4)
Kontroller, at viklingerne ligger jævnt pårullet, så
tråden afvikles ensartet og regelmæssigt.
Beskrivelse af trådføringsenhed (Fig. 28-36.)
A Spolelåsning
B Spoleholder
C Medbringertap
D Justerskrue til rullebremse
E Skruer til fremføringsrulleholder
F Fremføringsrulleholder
G Fremføringsrulle
H Slangepakkeholder
I Trykrulle
J Trykrulleholder
K Trykrullefjeder
L Justerskrue til modtryk
M Styrerør
N Trådspole
O Medbringeråbning på trådspole
Beskyttelsesgas CO2 Argon/CO2
Metal der skal svejses
Ulegeret stål X X
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 47
Page 48

48
DK/N
Indsætning af trådspole (fig. 28,29)
Læg trådspole (N) på spoleholderen (B). Vær
opmærksom på, om enden af svejsetråden vikles af
på siden af trådføringen, se pil.
Spolelåsningen (A) skal presses ind, og
medbringertappen (C) skal sidde i trådspolens (O)
medbringeråbning. Spolelåsningen (A) skal gå i
indgreb over trådspolen (N) igen. (fig. 27.)
Indføring af svejsetråden og justering af
trådføringen (fig. 30-36)
Pres trykrullefjedren (K) op og frem (fig. 30).
Klap trykrulleholderen (J) ned med trykrulle (I) og
trykrullefjeder (K) (fig. 31)
Løsn skruer til fremføringsholder (E), og træk
fremføringsholderen (F) op og af (fig. 32).
Kontroller fremføringsrullen (G). Trådtykkelsen
skal stå angivet på den øverste side af
fremføringsrullen (G). Fremføringsrullen (G) er
udstyret med 2 styrenoter. Vend eller udskift om
nødvendigt fremføringsrullen (G). (fig. 33.)
Sæt fremføringsholderen (F) på igen, og skru den
fast.
Træk gasdysen (fig. 5/12) af brænderen, idet du
drejer højre om (fig. 5/13), skru kontaktrøret (fig.
6/26) af (fig. 5 - 6). Læg slangepakken (fig. 1/11)
på jorden, så den fører væk fra svejseapparatet i
så lige en linje som muligt.
Kap de første 10 cm af svejsetråden, så der
opstår et lige snit uden fremspring, og uden
forvridning eller snavs. Afgrat enden af
svejsetråden.
Pres svejsetråden gennem styrerøret (M) mellem
tryk- og fremføringsrulle (G/I) og ind i
slangepakkeholderen (H). (fig. 34.) Skub forsigtigt
svejsetråden med hånden så langt ind i
slangepakken, at den rager ca. 1 cm ud på
brænderen (fig. 5/13).
Skru justerskrue til modtryk (L) nogle omgange
løs. (fig. 36.)
Klap trykrulleholderen (J) op igen med trykrulle (I)
og trykrullefjeder (K), og sæt trykrullefjederen (K)
på justerskruen til modtryk (L) igen (fig. 35.)
Indstil nu justerskrue til modtryk (L), således at
svejsetråden sidder fast mellem trykrulle (I) og
fremføringsrulle (G) uden at blive klemt. (fig. 36.)
Skru et kontaktrør (fig. 6/26), der passer til
svejsetrådens diameter, på brænderen (fig. 5/13),
og sæt gasdysen på ved at dreje højre om (fig.
5/12).
Indstil justerskrue til rullebremsen (D) således, at
tråden stadig kan føres og rullen stopper
automatisk, efter at trådføringen er bremset ned.
6. Betjening
6.1 Indstilling
Da svejseapparatet indstilles på forskellig måde, alt
efter anvendelsesformålet, anbefaler vi at foretage
indstillingerne på grundlag af en prøvesvejsning.
6.1.1 Indstilling af svejsestrøm
Svejsestrømmen kan indstilles i 6 trin på tænd-/sluk/svejsestrømsknappen (fig. 1/7). Den krævede
svejsestrøm er afhængig af materialetykkelsen, den
ønskede indbrændningsdybde og diameteren på den
anvendte svejsetråd.
6.1.2 Indstilling af trådfremføringshastighed
Trådfremføringshastigheden tilpasses automatisk
efter den anvendte strømindstilling. Finindstilling af
trådfremføringshastigheden kan foretages trinløst på
svejsetråds-hastighedsregulatoren (fig. 1/14). Det
anbefales at begynde indstillingen på trin 5, som er
en middelværdi, og så eventuelt efterjustere efter
behov. Den krævede trådmængde er afhængig af
materialetykkelsen, indbrændingsdybden,
svejsetrådens diameter samt af omfanget af de
emneafstande, der skal etableres bro over.
6.1.3 Indstilling af gasflowmængde
Gasflowmængden kan indstilles trinløst på
reduktionsventilen (fig.4/19). Den angives i liter pr.
minut (l/min) på manometeret (fig. 4/20). Anbefalet
gasflowmængde i rum uden træk: 5 – 15 l/min.
For at indstille gasflowmængden løsnes først
spændegrebet (fig. 28/G) til trådfremføringsenheden
for at undgå unødig trådslitage (se 5.4.3). Etabler
nettilslutning (se punkt 5.3), sæt tænd-/sluk/svejsestrømsknappen (fig.1/7) på trin 1, og tryk
brænderknappen (fig. 5/25) ind for at frigive gasflow.
Indstil nu den ønskede gasflowmængde på
reduktionsventilen (fig. 4/19).
Drejeregulator drejes venstre om (fig. 4/24):
ringere flowmængde
Drejeregulator drejes højre om (fig. 4/24):
højere flowmængde
Klem spændegrebet (fig. 28/G) til
trådfremføringsenheden fast igen.
6.2 Elektrisk tilslutning
6.2.1 Nettilslutning
Se punkt 5.3.
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 48
Page 49

49
DK/N
6.2.2 Tilslutning af jordklemme (fig. 1/10)
Apparatets jordklemme (10) kobles på så tæt på
svejsestedet som muligt.
Vær opmærksom på metalblank overgang på
kontaktstedet.
6.3 Svejsning
Når alle elektriske tilslutninger til strømforsyning og
svejsekredsløb samt tilslutning til beskyttelsesgas er
etableret, kan du gå frem efter følgende punkter:
Svejseemnerne skal være fri for farve, metallisk
belægning, snavs, rust, fedt og fugt i svejseområdet.
Indstil svejsestrøm, trådfremføring og
gasflowmængde (se 6.1.1 – 6.1.3) i
overensstemmelse hermed.
Hold svejseskærmen (fig. 3/17) hen foran ansigtet, og
før gasdysen hen til det sted på emnet, hvor der skal
svejses.
Tryk nu brænderkontakten (fig. 5/25) ind.
Når lysbuen brænder, leder apparatet tråd ind i
svejsebadet. Når svejselinsen er stor nok, føres
brænderen langsomt langs den ønskede kant.
Foretag eventuelt nogle let pendulerende bevægelser
for at gøre svejsebadet lidt større.
Den ideelle indstilling af svejsestrøm,
trådfremføringshastighed og gasflowmængde finder
du frem til ved hjælp af en prøvesvejsning. Under
ideelle omstændigheder høres en regelmæssig
svejsestøj. Indbrændingsdybden skal være så dyb
som muligt, uden dog at svejsebadet falder igennem
emnet.
6.4 Beskyttelsesanordninger
6.4.1 Termoværn
Svejseapparatet er udstyret med en
overhedningsbeskyttelse, som beskytter
svejsetransformeren mod overophedning. Hvis
overhedningsbeskyttelsen skulle blive aktiveret, lyser
kontrollampen (3) på apparatet. Lad svejseapparatet
køle af.
7. Rengøring, vedligeholdelse og
reservedelsbestilling
Træk stikket ud af stikkontakten inden
vedligeholdelsesarbejde.
7.1 Rengøring
n Hold så vidt muligt beskyttelsesanordninger,
luftsprækker og motorhuset fri for støv og snavs.
Gnid maskinen ren med en ren klud, eller foretag
trykluftudblæsning med lavt tryk.
n Vi anbefaler, at maskinen rengøres hver gang
efter brug.
n Rengør af og til maskinen med en fugtig klud og
lidt blød sæbe. Undgå brug af rengørings- eller
opløsningsmiddel, da det vil kunne ødelægge
maskinens kunststofdele. Pas på, at der ikke kan
trænge vand ind i maskinens indvendige dele.
7.2 Vedligeholdelse
Der findes ikke yderligere dele, som skal
vedligeholdes inde i maskinen.
7.3 Reservedelsbestilling:
Ved bestilling af reservedele skal følgende oplyses:
n Savens type.
n Savens artikelnummer.
n Savens identifikationsnummer.
n Nummeret på den nødvendige reservedel.
Aktuelle priser og øvrige oplysninger finder du på
internetadressen www.isc-gmbh.info
8. Bortskaffelse og genanvendelse
Maskinen er pakket ind for at undgå transportskader.
Emballagen består af råmaterialer og kan således
genanvendes eller indleveres på genbrugsstation.
Maskinen og dens tilbehør består af forskellige
materialer, f.eks. metal og plast. Defekte komponenter
skal kasseres ifølge miljøforskrifterne og må ikke
smides ud som almindeligt husholdningsaffald. Hvis
du er i tvivl: Spørg din forhandler, eller forhør dig hos
din kommune!
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 49
Page 50

50
DK/N
Fejl Årsag Afhjælpning
Fremføringsrulle drejer ikke rundt Ingen strøm på pumpen
Regulator trådfremføring på 0
Kontroller tilslutning
Kontroller indstilling
Fremføringsrulle drejer rundt, men
ingen trådfødning
Dårligt rulletryk (se 5.4.3)
Rullebremse indstillet for fast (se
5.4.3)
Snavset / beskadiget
fremføringsrulle (se 5.4.3)
Beskadiget slangepakke
Kontaktrør forkert størrelse /
snavset / slidt (se 5.4.3)
Svejsetråd svejset fast til
gasdyse/kontaktrør
Kontroller indstilling
Kontroller indstilling
Rengør / skift ud
Kontroller kappe til trådføring
Rengør / Skift ud
Løsn
Apparat fungerer ikke mere efter
længere tids drift, kontrollampe
termoværn (3) lyser
Apparat er overophedet pga. for
lang tids anvendelse, eller fordi
tilbagestillingstid ikke er overholdt
Lad apparatet køle af i mindst 2030 min.
Meget dårligt svejsesøm Forkert strøm-/fremføringsindstilling
(se 6.1.1/6.1.2)
Ingen / For lidt gas (se 6.1.3)
Kontroller indstilling
Kontroller indstilling eller
gasflaskens fyldningstryk
9. Fejlsøgning
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 50
Page 51

51
DK/N
10. Symbolforklaring
EN 60974-1 Europæisk standard for
lysbuesvejseudstyr og
svejsestrømkilder med
begrænset
indkoblingstid.
Apparatet må ikke
opbevares eller
anvendes i fugtige eller
våde omgivelser eller i
regnvejr
Sikring med mærkeværdi
i ampere i
nettilslutningen
1 fase-nettilslutning
U
1
Netspænding 50 Hz Netfrekvens
I1max Højeste netstrøm
dimensioneringstal
Symbol for faldende
karakteristik
Betjeningsvejledningen
skal læses omhyggeligt,
inden svejseapparatet
tages i brug. Alle
anvisninger skal følges
uden forbehold
Metal-beskyttelses- og
aktivgassvejsning inkl.
brug af fillertråd
U
0
Nominel
tomgangsspænding
IP 21 Beskyttelsesgrad
I
2
Svejsestrøm H Isolationsklasse
Ø mm Svejsetrådsdiameter X Indkoblingstid
Enfaset transformator
med ensretter
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 51
Page 52

52
S
Innehållsförteckning
1. Säkerhetsanvisningar
2. Beskrivning av aggregatet samt leveransomfattning
3. Ändamålsenlig användning
4. Tekniska data
5. Före användning
6. Använda aggregatet
7. Rengöring, underhåll och reservdelsbeställning
8. Skrotning och återvinning
9. Störningssökning
10. Förklaring av symbolerna
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 52
Page 53

53
S
Obs!
Innan produkten kan användas måste särskilda
säkerhetsanvisningar beaktas för att förhindra olyckor
och skador. Läs därför noggrant igenom denna
bruksanvisning. Förvara den på ett säkert ställe så att
du alltid kan hitta önskad information. Om produkten
ska överlåtas till andra personer måste även denna
bruksanvisning medfölja.
Vi övertar inget ansvar för olyckor eller skador som
har uppstått om denna bruksanvisning eller
säkerhetsanvisningarna åsidosätts.
1. Säkerhetsanvisningar
Gällande säkerhetsanvisningar finns i det bifogade
häftet.
2. Beskrivning av aggregatet samt
leveransomfattning (bild 1-8)
1. Handtag
2. Driftindikering
3. Kontrollampa för termovakt
4. Skyddskåpa
5. Förvaringsplats för gasflaskor
6. Hjul
7. Strömbrytare/reglage för svetsström
8. Stöd
9. Stickkontakt
10. Jordklämma
11. Slangpaket
12. Gasmunstycke
13. Brännare
14. Reglage för frammatningshastighet för svetstråd
15. Fixeringsband
16. Anslutning för gastillförsel
17. Svetsskärm
18. Skyddsgasslang
19. Tryckreducerare
20. Manometer
21. Förskruvning
22. Säkerhetsventil
23. Anslutning för skyddsgasslang
24. Vridreglage
25. Avtryckare på brännare
26. 2 st kontaktrör
2.1 Monteringsmaterial
a. 8 st skruvar för hjul
b. 8 st låsringar för hjul
c. 8 st distansbrickor för hjul
d. 4 st skruvar för handtag
e. 4 st låsringar för handtag
f. 4 st distansbrickor för handtag
g. 2 st skruvar för stöd
h. 2 st låsringar för stöd
i. 2 st distansbrickor för stöd
j. 2 st slangklämmor
k. 1 st ram för skyddsglas
l. 1 st svetsglas
m. 1 st transparent skyddsglas
n. 2 st fixeringshylsor till skyddsglas
o. 3 st muttrar för handtag
p. 3 st skruvar för handtag
q. 2 st fixeringsstift för skyddsglas
r. 1 st handtag
s. 1 st ram till svetsskärm
3. Ändamålsenlig användning
MIG/MAG-svetsen är endast avsedd för svetsning av
stål med MAG (metall-aktiv-gas)-metod, varvid
passande svetstrådar och gaser ska användas.
Maskinen får endast användas till sitt avsedda
ändamål. Användningar som sträcker sig utöver detta
användningsområde är ej ändamålsenliga. För
materialskador eller personskador som resulterar av
sådan användning ansvarar användaren/operatören
själv. Tillverkaren påtar sig inget ansvar.
Viktig information om strömanslutning
Aggregatet definieras som klass A i standarden EN
60974-10, dvs. det är inte avsett för användning i
bostäder där strömförsörjningen sker via ett allmänt
lågspänningsnät eftersom detta kan leda till
störningar vid ogynnsamma nätförhållanden. Om du
vill använda aggregatet i bostäder där
strömförsörjningen sker via ett allmänt
lågspänningsnät krävs ett elektromagnetiskt filter.
Detta filter reducerar de elektromagnetiska störningar
så pass mycket att de inte längre uppfattas som
störande av användaren.
Inom industriområden eller andra områden där
strömförsörjningen inte sker via ett allmänt
lågspänningsnät, kan aggregatet användas utan ett
sådant filter.
Allmänna säkerhetsåtgärder
Användaren är ansvarig för att aggregatet installeras
och används enligt tillverkarens anvisningar. Om
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 53
Page 54

54
S
elektromagnetiska störningar kan konstateras, är
användaren ansvarig för att dessa åtgärdas med de
tekniska hjälpmedel som nämns under ovanstående
punkt “Viktig information om strömanslutning”.
Emissionsreducering
Primär strömförsörjning
Svetsaggregatet ska anslutas till den primära
strömförsörjningen enligt tillverkarens anvisningar.
Om störningar uppstår kan det vara nödvändigt att
vidta ytterliga åtgärder, t ex genom att installera ett
filter i den primära strömförsörjningen (se
ovanstående punkt “Viktig information om
strömanslutning”). Svetskablarna ska hållas så korta
som möjligt.
Pacemaker
Personer som bär elektronisk livsuppehållande
utrustning (t ex pacemaker), ska kontakta läkare
innan de närmar sig anläggningar för bågsvetsning,
skärbränning, avbränning eller punktsvetsning.
Därmed kan det säkerställas att de magnetiska fälten
som uppstår vid höga elektriska strömmar inte
påverkar de medicinska utrustningarna.
Garantitiden uppgår till 12 månader vid kommersiell
användning och 24 månader för konsumenter, och
räknas från det datum när aggregatet köptes.
4. Tekniska data
Nätanslutning 230 V ~ 50 Hz
Svetsström 25-120 A (max. 150 A)
Inkopplingstid X% 10 20 30 60 100
Svetsström I2(A) 120 90 75 52 40 25
Nominell tomgångsspänning U0: 48 V
Max. trumma med svetstråd 5 kg
Svetstrådens diameter 0,6/0,8 mm
Säkring 16 A
Vikt 25 kg
Svetstiderna gäller vid en omgivningstemperatur på
40°C.
5. Före användning
5.1 Montering (bild 5-21)
5.1.1 Montera hjulen (6)
Montera hjulen (6) enligt beskrivningen i bilderna 7, 9,
10 och 11.
5.1.2 Montera stödet (8)
Montera stödet (8) enligt beskrivningen i bilderna 7, 9,
12 och 13.
5.1.3 Montera handtaget (1)
Montera handtaget (1) enligt beskrivningen i bilderna
7 och 14.
5.1.4 Montera svetsskärmen (17)
Lägg in ett svetsglas (l) och ett transparent
skyddsglas (m) ovanpå i ramen för skyddsglas (k)
(bild 15).
Tryck in fixeringsstiften (q) från utsidan i hålen
som finns i svetsskärmens ram (s) (bild 16).
Lägg in ramen för skyddsglaset (k) inkl. svetsglas
(l) och transparent skyddsglas (m) i öppningen på
insidan av ramen (s) i svetsskärmen, tryck in
fixeringshylsorna (n) på fixeringsstiften (q) för
skyddsglaset tills de snäpper in. Därmed har
ramen för skyddsglaset (k) fixerats. Det
transparenta skyddsglaset (m) måste ligga på
utsidan (bild 17).
Böj ovankanten av svetsskärmens ram (s) inåt
(bild 18/1) och böj in ovankantens hörn (bild
18/2). Böj därefter utsidorna av svetsskärmens
ram (s) inåt (bild 18/3) och fäst genom att trycka
samman hörnen vid ovankanten mot utsidan. När
fixeringsstiften trycks in måste man på varje sida
höra två tydliga klickljud (bild 18/4).
När svetsskärmens båda övre hörn har fästs
enligt beskrivningen i bild 19, ska skruvarna för
handtaget (p) skjutas in från utsidan i de tre hålen
i svetsskärmen (bild 20).
Vrid runt svetsskärmen och sätt handtaget (r) på
de tre gängade skruvarna (p) för handtaget.
Skruva samman handtaget (r) på svetsskärmen
med de tre muttrarna (o) för handtaget (bild 21).
5.2 Gasanslutning (bild 4, 5, 22-27)
5.2.1 Gastyper
Vid svetsning med genomgående tråd krävs
gasskydd. Sammansättningen av skyddsgasen är
beroende av aktuell svetsmetod:
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 54
Page 55

55
S
5.2.2 Montera gasflaskan på aggregatet
(bild 22-23)
Gasflaskan medföljer ej aggregatet.
Montera gasflaskan enligt beskrivningen i bild 22-23.
Kontrollera att fixeringsbandet (15) sitter fast och att
svetsaggregatet står stabilt utan risk för att välta.
Obs! På förvaringsplatsen för gasflaskorna (bild 23/5)
får endast gasflaskor med max. 10 liter monteras. Om
större gasflaskor används finns det risk för att
aggregatet välter. Dessa flaskor får endast ställas
bredvid aggregatet. Om detta är aktuellt ska
gasflaskan ställas så att den inte kan välta.
5.2.3 Ansluta gasflaskan (bild 7, 24-27)
Ta av skyddskåpan (bild 24(A) och öppna sedan
flaskventilen (bild 24/B) kort medan du håller den
bortvänd från dig.
Rengör anslutningsgängan (bild 24/C) med en torr
trasa vid behov, utan att rengöringsmedel har tillsatts.
Kontrollera att packningen är förhanden vid
tryckreduceraren (19) och befinner sig i fullgott skick.
Skruva tryckreduceraren (19) medsols på
gasflaskans anslutningsgänga (bild 25/C) (bild 25).
Trä de båda slangklämmorna (j) över
skyddsgasslangen (18). Sätt skyddsgasslangen (18)
på skyddsgasanslutningen (23) vid tryckreduceraren
(19) och på anslutningen för gastillförsel (16) på
svetsaggregatet. Fixera slangens båda
anslutningsställen med slangklämmor (j) (bild 26-27).
Obs! Kontrollera att samtliga gasanslutningar och
kopplingar är täta! Kontrollera anslutningarna och
kopplingarna med läckspray eller tvålvatten.
5.2.4 Förklaring av tryckreducerarens funktion
(bild 4/19)
Gasmängden kan ställas in med vridreglaget (24).
Den inställda gasmängden, dvs. liter per minut (l/min),
kan läsas av på manometern (20). Gasen släpps ut
vid anslutningen för skyddsgasslangen (23) och leds
därefter vidare till svetsaggregatet via skydds gas slangen (bild 3/18) (se 5.2.3).
Obs! Ställ alltid in gasmängden enligt beskrivningen
under punkt 6.1.3.
Tryckreduceraren monteras på gasflaskan med hjälp
av förskruvningen (21) (se 5.2.3).
Obs! Ingrepp och reparationer på tryckreduceraren
får endast utföras av fackpersonal. Även defekta
tryckreducerare ska returneras till serviceadressen.
5.3 Nätanslutning
Innan du ansluter aggregatet måste du övertyga
dig om att uppgifterna på typskylten stämmer
överens med nätets data.
Aggregatet får endast användas om det har
anslutits till ett stickuttag som har jordats enligt
gällande föreskrifter.
5.4 Montera trådspolen (bild 1, 5, 6, 28 – 36)
Trådspolen medföljer ej aggregatet.
5.4.1 Trådtyper
Beroende på aktuell användning krävs olika slags
svetstrådar. Svetsaggregatet kan användas med
svetstrådar vars diameter uppgår till 0,6 eller 0,8 mm.
Passande matningsrulle och kontaktrör medföljer
aggregatet. Matningsrulle, kontaktrör och trådens
area måste passa till varandra.
5.4.2 Trådspolens kapacitet
I detta aggregat kan trådspolar med max. 5 kg vikt
monteras.
5.4.3 Sätta in trådspolen
Öppna skyddskåpan (bild 1/4).
Kontrollera att lindningarna på spolen inte korsar
varandra så att tråden kan lindas av likformigt.
Beskrivning av trådstyrningsenheten (bild 28-36)
A Spolspärr
B Spolhållare
C Medbringarstift
D Justerskruv för rullbroms
E Skruvar för matningsrullhållare
F Matningsrullhållare
G Matningsrulle
H Slangpaketfäste
I Tryckrulle
J Tryckrullhållare
K Tryckrullfjäder
L Justerskruv för mottryck
M Styrrör
N Trådspole
O Medbringaröppning på trådspole
Sätta in trådspolen (bild 28, 29)
Lägg trådspolen (N) på spolhållaren (B). Se till att
svetstrådens ände lindas av på samma sida som
trådstyrningen, se pil.
Kontrollera att spolspärren (A) trycks in och att
medbringarstiftet (C) sitter i trådspolens (O)
medbringaröppning. Spolspärren (A) måste snäppa in
Skyddsgas CO2 Argon/CO2
Metall som ska svetsas
Olegerat stål X X
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 55
Page 56

56
S
på nytt över trådspolen (N) (bild 27).
Föra in svetstråden och justera trådstyrningen
(bild 30-36)
Tryck tryckrullfjädern (K) uppåt och sväng sedan
framåt (bild 30).
Fäll ned tryckrullhållaren (J) inkl. tryckrullen (I)
och tryckrullfjädern (K) (bild 31).
Lossa på skruvarna för matningsrullhållaren (E)
och dra sedan av matningsrullhållaren (F) uppåt
(bild 32).
Kontrollera matningsrullen (G). På ovansidan av
matningsrullen (G) måste motsvarande
trådtjocklek kunna läsas av. Matningsrullen (G) är
försedd med två styrspår. Vrid runt eller byt ut
matningsrullen (G) vid behov (bild 33).
Sätt på matningsrullhållaren (F) igen och skruva
fast.
Dra av gasmunstycket (bild 5/12) från brännaren
(bild 5/13) genom att vrida den åt höger. Skruva
därefter av kontaktröret (bild 6/26) (bild 5 - 6).
Lägg slangpaketet (bild 1/11) på golvet så rakt
som möjligt bort från svetsaggregatet.
Skär av de första 10 cm från svetstråden så att ett
rakt snitt, utan framskjutande kanter, sträckning
eller smuts uppstår. Grada änden av svetstråden.
Skjut in svetstråden genom styrröret (M), mellan
tryck- och matningsrulle (G/I) och vidare in i
slangpaketfästet (H) (bild 34). Skjut in svetstråden
försiktigt i slangpaketet tills den skjuter ut ca 1 cm
vid brännaren (bild 5/13).
Lossa på justerskruven för mottryck (L) med ett
par varv (bild 36).
Fäll upp tryckrullhållaren (J) inkl. tryckrullen (I)
och tryckrullfjädern (K) igen och häng sedan in
tryckrullfjädern (K) på justerskruven för mottryck
(L) (bild 35).
Ställ nu in justerskruven för mottryck (L) så att
svetstråden sitter fast mellan tryckrulle (I) och
matningsrulle (G) utan att klämmas (bild 36).
Skruva fast ett passande kontaktrör (bild 6/26) för
den aktuella svetstråds diametern på brännaren
(bild 5/13) och skruva sedan fast gasmunstycket
åt höger (bild 5/12).
Ställ in justerskruven för rullbromsen (D) så att
tråden fortfarande kan dras och rullen stannar
automatiskt efter att trådstyrningen har bromsat.
6. Använda aggregatet
6.1 Inställning
Eftersom svetsaggregatet ställs in på olika sätt
beroende på aktuell användning, rekommenderar vi
att du gör inställningarna utifrån en provsvetsning.
6.1.1 Ställa in svetsströmmen
Svetsströmmen kan ställas in på sex olika nivåer med
hjälp av strömbrytaren/reglaget för svetsström (bild
1/7). Erforderlig svetsström är beroende av
materialtjocklek, avsett inbränningsdjup och
diametern på aktuell svetstråd.
6.1.2 Ställa in frammatningshastigheten för tråd
Trådens frammatningshastighet anpassas
automatiskt till aktuell ströminställning. En steglös
fininställning av hastigheten är möjlig med reglaget för
frammatningshastigheten (bild 1/14). Vi
rekommenderar att du vid inställningen börjar med
läge 5, vilket är ett medelvärde, och därefter justerar
vid behov. Erforderlig trådmängd är beroende av
materialtjocklek, inbränningsdjup, diametern på
aktuell svetstråd samt av omfattningen av avståndet
mellan de arbetsstycken som ska svetsas samman.
6.1.3 Ställa in gasmängden
Gasmängden kan ställas in steglöst med
tryckreduceraren (bild 4/19). Mängden kan läsas av
på manometern (bild 4/20) i liter per minut (l/min).
Rekommenderad gasmängd i utrymmen utan
dragluft: 5 – 15 l/min.
För att ställa in gasmängden ska spännspaken (bild
28/G) på trådmatningsenheten först lossas för att
undvika onödigt trådslitage (se 5.4.3). Anslut till nätet
(se punkt 5.3), ställ strömbrytaren/reglaget för
svetsström (bild 1/7) på läge 1 och tryck in
avtryckaren på brännaren (bild 5/25) för att släppa
fram gas. Ställ därefter in avsedd gasmängd på
tryckreduceraren (bild 4/19).
Vrid runt vridreglaget åt vänster (bild 4/24):
mindre gasmängd
Vrid runt vridreglaget åt höger (bild 4/24):
större gasmängd
Spänn åt spännspaken (bild 28/G) på
trådmatningsenheten igen.
6.2 Elanslutning
6.2.1 Nätanslutning
Se punkt 5.3
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 56
Page 57

57
S
6.2.2 Ansluta jordklämman (bild 1/10)
Kläm fast aggregatets jordklämma (10) så nära
svetsstället som möjligt.
Kontrollera att kontaktstället har en blank metallisk
övergång.
6.3 Svetsa
När samtliga elanslutningar för strömförsörjning och
svetsströmkrets samt skyddsgasanslutningen har
upprättats, kan du gå tillväga på följande sätt:
Ytorna på de arbetsstycken som ska svetsas måste
vara fria från färg, metalliska överdragsskikt, smuts,
rost, fett och fukt.
Ställ in lämplig svetsström, trådmatning och
gasmängd (se 6.1.1 – 6.1.3).
Håll svetsskärmen (bild 3/17) framför ansiktet och håll
gasmunstycket vid det ställe på arbetsstycket där
svetsningen ska utföras.
Tryck nu in avtryckaren på brännaren (bild 5/25).
När ljusbågen är tänd matar aggregatet in tråd i
svetsbadet. Om svetslinsen är tillräckligt stor, kan
brännaren föras långsamt längs med den avsedda
kanten. Vid behov måste du göra en svag pendlande
rörelse för att förstora svetsbadet.
Den mest optimala inställningen av svetsström,
matningshastighet för svetstråden och gasmängd kan
bestämmas med en provsvetsning. I idealfall hörs ett
likformigt svetsljud. Inbränningsdjupet bör vara så
stort som möjligt, svetsbadet får dock ej falla igenom
arbetstycket.
6.4 Skyddsanordningar
6.4.1 Termovakt
Svetsaggregatet är utrustat med ett
överhettningsskydd som ska skydda
svetstransformatorn mot överhettning. Om
överhettningsskyddet löser ut tänds kontrollampan (3)
på svetsen. Låt då svetsaggregatet svalna under en
viss tid.
7. Rengöring, Underhåll och
reservdelsbeställning
Dra alltid ut stickkontakten inför alla
rengöringsarbeten.
7.1 Rengöra maskinen
n Håll skyddsanordningarna,
ventilationsöppningarna och motorkåpan i så
damm- och smutsfritt skick som möjligt. Torka av
maskinen med en ren duk eller blås av den med
tryckluft med svagt tryck.
n Vi rekommenderar att du rengör maskinen efter
varje användningstillfälle.
n Rengör maskinen med jämna mellanrum med en
fuktig duk och en aning såpa. Använd inga
rengörings- eller lösningsmedel. Dessa kan
skada maskinens plastdelar. Se till att inga
vätskor tränger in i maskinens inre.
7.2 Underhåll
I maskinens inre finns inga delar som kräver
underhåll.
7.3 Reservdelsbeställning
Lämna följande uppgifter vid beställning av
reservdelar:
n Maskintyp
n Maskinens artikel-nr.
n Maskinens ident-nr.
n Reservdelsnummer för erforderlig reservdel
Aktuella priser och ytterligare information finns på
www.isc-gmbh.info
8. Skrotning och återvinning
Produkten ligger i en förpackning som fungerar som
skydd mot transportskador. Denna förpackning består
av olika material som kan återvinnas. Lämna in
förpackningen till ett insamlingsställe för återvinning.
Produkten och tillbehören består av olika material
som t ex metaller och plaster. Lämna in defekta
komponenter till ett godkänt insamlingsställe i din
kommun. Hör efter med din kommun eller med
försäljaren i din specialbutik.
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 57
Page 58

58
S
Störning Orsak Åtgärder
Matningsrullen roterar ej Nätspänning saknas
Reglage för trådmatning på 0
Kontrollera anslutningen
Kontrollera inställningen
Matningsrullen roterar, dock matas
ingen tråd
Dåligt rulltryck (se 5.4.3)
Rullbroms för hårt inställd (se 5.4.3)
Smutsig / skadad matningsrulle (se
5.4.3)
Skadat slangpaket
Kontaktrör har fel storlek eller är
smutsigt / slitet (se 5.4.3)
Svetsrör har svetsats fast vid
gasmunstycke/kontaktrör
Kontrollera inställningen
Kontrollera inställningen
Rengör eller byt ut
Kontrollera manteln på
trådstyrningen
Rengör / byt ut
Lossa
Aggregatet fungerar inte efter
längre tids drift, kontrollampa till
termovakt (3) är tänd
Aggregatet har överhettats pga.
lång tids användning eller ej
beaktad återställningstid
Låt aggregatet svalna minst 20-30
minuter
Mycket dålig svets Felaktig ström-/matnings inställning
(se 6.1.1/6.1.2)
Ingen / för lite gas (se 6.1.3)
Kontrollera inställningen
Kontrollera inställningen eller
påfyllningstrycket i gasflaskan
9. Störningssökning
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 58
Page 59

59
S
10. Förklaring av symbolerna
EN 60974-1 Europeisk standard för
bågsvetsutrustningar och
svetsströmkällor med
begränsad
belastningsförmåga
Förvara och använd inte
aggregatet i fuktig eller
våt omgivning eller vid
regn
Säkring med nominellt
värde i ampere vid
nätanslutning
1 fas-nätanslutning
U
1
Nätspänning 50 Hz Nätfrekvens
I1max Max. nätström,
dimensioneringsvärde
Symbol för fallande
karakteristisk kurva
Läs igenom
bruksanvisningen
noggrant och beakta den
innan du använder
svetsaggregatet
Metall-inert- och
aktivgas-svetsning inkl.
användning av
veksvetstråd
U
0
Nominell
tomgångsspänning
IP 21 Kapslingsklass
I
2
Svetsström H Isoleringsklass
Ø mm Svetstrådens diameter X Inkopplingstid
Enfasig transformator
med likriktare
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 59
Page 60

60
HR/
BIH
Sadržaj:
1. Sigurnosne napomene
2. Opis uređaja i sadržaj isporuke
3. Namjenska uporaba
4. Tehnički podaci
5. Prije puštanja u pogon
6. Rukovanje
7. Čišćenje, održavanje i naručivanje rezervnih dijelova
8. Zbrinjavanje i recikliranje
9. Traženje smetnji
10. Tumačenje simbola
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 60
Page 61

61
HR/
BIH
Pažnja!
Da bi se spriječila ozljedjivanja i nastanak šteta
prilikom korištenja uredjaja, treba se pridržavati
sigurnosnih mjera opreza. Zbog toga pažljivo
pročitajte ove upute za uporabu. Dobro ih sačuvajte
tako da Vam informacije u svako doba budu na
raspolaganju. U slučaju da uredjaj trebate predati
drugoj osobi, uručite joj s njime i ove upute za
uporabu.
Ne preuzimamo jamstvo za nesreće ili štete nastale
zbog nepridržavanja ovih uputa i njihovih sigurnosnih
napomena.
1. Sigurnosne napomene
Odgovarajuće sigurnosne napomene pronaći ćete u
priloženoj knjižici.
2. Opis uređaja i opseg isporuke
(slike 1-8)
1. Ručka
2. Pokazivač pogona
3. Kontrolno svjetlo termoosigurača
4. Poklopac kućišta
5. Mjesto za odlaganje plinskih boca
6. Kotači
7. Sklopka za uključivanje/isključivanje/struja
zavarivanja
8. Nogar
9. Mrežni utikač
10. Stezaljka za masu
11. Paket crijeva
12. Sapnica za plin
13. Plamenik
14. Regulator brzine pomicanja žice za zavarivanje
15. Remen
16. Priključak za dovod plina
17. Maska za zavarivanje
18. Crijevo zaštitnog plina
19. Redukcijski ventil
20. Manometar
21. Vijčani spoj
22. Sigurnosni ventil
23. Priključak crijeva za zaštitni plin
24. Okretni gumb
25. Tipka plamenika
26. 2 x kontaktna cijev
2.1 Materijal za montažu
a. 4 x vijak za kotače
b. 8 x elastični prsten za kotače
c. 8 x podloška za kotače
d. 4 x vijak za ručku
e. 4 x elastični prsten za ručku
f. 4 x podloška za ručku
g. 2 x vijak za nogar
h. 2 x elastični prsten za nogar
i. 2 x podloška za nogar
j. 2 x obujmica crijeva
k. 1 x okvir za zaštitno staklo
l. 1 x zatamnjeno staklo
m. 1 x prozirno zaštitno staklo
n. 2 x čahura za pridržavanje zaštitnog stakla
o. 3 x matica za ručku
p. 3 x vijak za ručku
q. 2 x klin za pridržavanje zaštitnog stakla
r. 1 x ručka
s. 1 x okvir maske za zavarivanje
3. Namjenska uporaba
Uređaj za zavarivanje zaštitnim plinom namijenjen je
isključivo za zavarivanje čelika u MAG postupku
(metal-aktivni plin) uz primjenu odgovarajućih žica za
zavarivanje i plinova.
Stroj se smije koristiti samo u skladu s namjenom.
Svaka drukčija uporaba izvan ovih okvira nije
namjenska. Za štete ili ozljeđivanja bilo koje vrste koje
bi iz toga proizašle ne odgovara proizvođač nego
korisnik.
Važna napomena u vezi strujnog priključka
Uređaj podliježe klasi A norme EN 60974-10, što
znači da nije predviđen za uporabu u područjima
stanovanja u kojima se opskrba strujom izvodi putem
javnog sustava za opskrbu niskim naponom jer bi on
u nepovoljnim uvjetima strujne mreže mogao
uzrokovati smetnje. Želite li ovaj uređaj koristiti u
područjima stanovanja u kojima se opskrba strujom
izvodi putem javnog sustava za opskrbu niskim
naponom, treba staviti elektromagnetski filtar koji će
smanjiti elektromagnetske smetnje toliko da više neće
stvarati smetnje korisniku.
U industrijskim područjima ili drugi područjima u
kojima se opskrba strujom ne izvodi putem javnog
sustava za opskrbu niskim naponom, ovaj uređaj
može se koristiti bez uporabe takvog filtra.
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 61
Page 62

62
HR/
BIH
Opće sigurnosne mjere
Korisnik je odgovoran za to da prema podacima
proizvođača stručno instalira i koristi ovaj uređaj. Ako
se utvrde elektromagnetske smetnje, korisnikova je
odgovornost da ih ukloni tehničkim pomoćnim
sredstvima navedenima pod točkom „Važna
napomena u vezi strujnog priključka“.
Smanjenje emisije
Opskrba glavnom strujom
Uređaj za zavarivanje mora se priključiti prema
proizvođačevim podacima na opskrbu glavnom
strujom. Kad nastanu smetnje, može se pokazati
potrebnim poduzimanje dodatnih mjera, npr.,
stavljanje filtra na opskrbu glavnom strujom (vidi gore
pod točkom „Važna napomena u vezi strujnog
priključka“). Kabeli za zavarivanje trebali bi biti što
kraći.
Srčani stimulator
Osobe koje nose uređaj za održavanje života (kao
npr. srčani stimulator itd.), trebale bi se posavjetovati
s liječnikom prije nego se nađu u blizini uređaja za
zavarivanje svjetlosnim lukom, uređaja za rezanje,
uređaja za zavarivanje el. lukom i za točkasto
zavarivanje, kako bi bile sigurne da magnetska polja u
vezi s visokim električnim strujama neće negativno
utjecati na njihove uređaje.
Jamstveni rok iznosi 12 mjeseci uz komercijalno
korištenje, 24 mjeseca za potrošače i počinje od
trenutka kupnje uređaja.
4. Tehnički podaci
Mrežni priključak: 230 V ~ 50 Hz
Struja zavarivanja: 25 - 120 A (maks. 150 A)
Trajanje uključenosti X%: 10 20 30 60 100
Struja zavarivanja I2(A): 120 90 75 52 40 25
Napon praznog hoda U0: 48 V
Kolut sa žicom za zavarivanje maks. : 5 kg
Promjer žice za zavarivanje: 0,6/0,8 mm
Osigurač: 16 A
Težina: 25 kg
Vremena zavarivanja vrijede pri temperaturi okoline
od 40 °C.
5. Prije puštanja u pogon
5.1 Montaža (sl. 5 - 21)
5.1.1 Montaža transportnih kotača (6)
Montirajte kotače (6) kao što je prikazano na slikama
7, 9, 10, 11.
5.1.2 Montaža nogara (8)
Montirajte nogar (8) kao što je prikazano na slikama
7, 9, 12, 13.
5.1.3 Montaža ručke (1)
Montirajte ručku (1) kao što je prikazano na slikama 7,
14.
5.1.4 Montaža maske za zavarivanje (17)
Položite zatamnjeno staklo (l) i preko toga
prozirno zaštitno staklo (m) u za to predviđeni
okvir (k) (sl. 15).
Utisnite klinove za pridržavanje zaštitnog stakla
(q) izvana u rupe u masci za zavarivanje (s) (sl.
16).
Položite okvir zaštitnog stakla (k) zajedno sa
zatamnjenim staklom (l) i prozirnim zaštitnim
staklom (m) iznutra u šupljinu u okviru maske za
zavarivanje (s), utisnite čahure za pridržavanje
zaštitnog stakla (n) na klinove (q) tako da usjednu
kako biste osigurali okvir zaštitnog stakla (k).
Prozirno zaštitno staklo (m) mora naleći na
vanjsku stranu (sl. 17).
Gornji rub okvira maske za zavarivanje (s)
savinite prema unutra (sl. 18/1.) i prelomite kutove
gornjeg ruba (sl. 18/2). Sad savinite vanjske
strane okvira maske za zavarivanje (s) prema
unutra (sl. 18/3) i spojite ih zajedno čvrstim
pritiskom gornjih kutova i vanjskih strana. Na
svakoj strani kod dosjedanja pridržnih klinova 2
mora se čuti jasan klik (sl. 18/4).
Ako su oba gornja kuta maske za zavarivanje
spojena kao što je prikazano na slici 19, utaknite
vijke za ručku (p) izvana kroz 3 rupe u masci za
zavarivanje (sl. 20).
Okrenite masku za zavarivanje i provedite ručku
(r) preko navoja 3 vijaka (p). Pričvrstite ručku (r) s
3 matice (o) na masku za zavarivanje (sl. 21).
5.2 Priključak plina (sl. 4, 5, 22 - 27)
5.2.1 Vrste plinova
Kod zavarivanja s pomičnom žicom potreban je
zaštitni plin čiji sastav ovisi o odbranom postupku
zavarivanja:
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 62
Page 63

63
HR/
BIH
5.2.2 Montaža plinskih boca na uređaj
(sl. 22 - 23)
Plinske boce nisu sadržane u isporuci!
Montirajte plinske boce kao što je prikazano na
slikama 22 - 23. Pripazite na čvrst dosjed remena (15)
i na to, da uređaj za zavarivanje bude siguran od
prevrtanja.
Pozor! Na odlagalište plinskih boca (sl. 23/5) smiju se
montirati boce do najviše 10 litara. Ako koristite veće
plinske boce postoji opasnost od prevrtanja, zbog
toga ih trebate postaviti samo pored uređaja. U tom
slučaju plinska boca se mora na prikladan način
osigurati od prevrtanja!
5.2.3 Priključivanje plinske boce (sl. 7, 24 - 27)
Nakon skidanja zaštitne kape (sl. 24/A) malo otvorite
ventil boce (sl. 24/B) u suprotnom smjeru od tijela.
Suhom krpom očistite priključni navoj (sl. 24/C) od
prljavštine bez korištenja bilo kakvih sredstava za
čišćenje. Provjerite postoji li brtva na redukcijskom
ventilu (19) i je li u besprijekornom stanju. Navrnite
redukcijski ventil (19) u smjeru kazaljke na satu na
priključni navoj (sl. 25/C) plinske boce (sl. 25). Stavite
obje obujmice (j) na crijevo za zaštitni plin (18).
Nataknite crijevo zaštitnog plina (18) na njegov
priključak (23) na redukcijskom ventilu (19) i priključak
za dovod plina (16) na uređaju za zavarivanje i
osigurajte ga na oba priključna mjesta obujmicama (j)
(sl. 26 - 27).
Pozor! Pripazite na nepropusnost svih plinskih
priključaka i spojeva! Provjerite priključke i spojna
mjesta sprejem za otkrivanje propusnih mjesta ili
sapunicom.
5.2.4 Uloga redukcijskog ventila (sl. 4/19)
Na okretnom gumbu (24) može se podesiti količina
protoka plina. Podešena količina protoka plina može
se očitati na manometru (20) u litrama po minuti
(l/min). Plin izlazi na priključku crijeva zaštitnog plina
(23) i odvodi se dalje putem crijeva zaštitnog plina (sl.
3/18) prema uređaju za zavarivanje (vidi 5.2.3).
Pozor! Kod podešavanja količine protoka plina uvijek
postupajte na način opisan pod točkom 6.1.3.
Redukcijski ventil montira se na plinsku bocu pomoću
vijčanog spoja (21) (vidi 5.2.3).
Pozor! Zahvate i popravke na redukcijskom ventilu
smiju obavljati samo stručne osobe. Neispravne
redukcijske ventile šaljite u servis.
5.3 Mrežni priključak
Prije priključivanja provjerite odgovaraju li podaci
na tipskoj pločici podacima o mreži.
Uređaj se smije priključiti samo na pravilno
uzemljenu i osiguranu utičnicu sa zaštitnim
kontaktima.
5.4 Montaža koluta sa žicom (sl. 1, 5, 6, 28 – 36)
Kolut sa žicom nije sadržan u isporuci!
5.4.1 Vrste žice
Ovisno o slučaju primjene koriste se razne žice za
zavarivanje. Uređaj za zavarivanje može se koristiti sa
žicama za zavarivanje promjera 0,6 i 0,8 mm.
Odgovarajući valjak za pomicanje i kontaktna cijev
priloženi su uređaju. Valjak za pomicanje žice,
kontaktna cijev i presjek žice moraju međusobno
uvijek biti usklađeni.
5.4.2 Kapacitet koluta sa žicom
Na uređaj se mogu montirati koluti sa žicom do
najviše 5 kg težine.
5.4.3 Stavljanje koluta sa žicom
Otvorite poklopac kućišta (sl. 1/4).
Provjerite ne preklapaju li se namotaji na kolutu,
kako bi bilo zajamčeno ravnomjerno odmatanje
žice.
Opis jedinice za vođenje žice (sl. 28-36)
A Aretacija kalema
B Držač kalema
C Klin zahvatnika
D Vijak za podešavanje kočnice kotača
E Vijci na držaču valjka za pomicanje žice
F Držač valjka za pomicanje žice
G Valjak za pomicanje žice
H Odlagalište paketa crijeva
I Pritisni valjak
J Držač pritisnog valjka
K Opruga pritisnog valjka
L Vijak za podešavanje protupritiska
M Cijevčica za vođenje
N Kalem sa žicom
O Otvor za uvođenje žice s kalema
Stavljanje koluta sa žicom (sl. 28,29)
Stavite kolut sa žicom (N) na držač (B). Pripazite da
se kraj žice za zavarivanje odmata na strani vodilice
žice, vidi strelicu. Provjerite je li pritisnuta aretacija
koluta (A) i je li klin zahvatnika (C) ušao u otvor koluta
žice (O). Aretacija koluta (A) mora se opet zatvoriti
Zaštitni plin CO2 Argon/CO2
Metal koji zavarujemo
Nelegirani čelik X X
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 63
Page 64

64
HR/
BIH
preko koluta žice (N) (sl. 27).
Uvođenje žice za zavarivanje i podešavanje
vodilice žice (sl. 30 - 36)
Oprugu pritisnog valjka (K) pritisnite prema gore i
zakrenite prema naprijed (sl. 30).
Držač pritisnog valjka (J) s pritisnim valjkom (I) i
oprugom (K) preklopite prema dolje (sl. 31).
Otpustite vijke na držaču valjka za pomicanje žice
(E) i skinite držač valjka (F) odozgo (sl. 32).
Provjerite valjak za pomicanje (G). Na gornjoj
strani valjka za pomicanje (G) mora biti navedena
odgovarajuća debljina žice. Valjak za pomicanje
(G) ima 2 utora za vođenje. Eventualno okrenite ili
zamijenite valjak za pomicanje (G) (sl. 33).
Ponovno stavite držač valjka za pomicanje žice
(F) i pričvrstite ga.
Skinite plinsku sapnicu (sl. 5/12) okretanjem
udesno s plamenika (sl. 5/13), odvrnite kontaktnu
cijev (sl. 6/26) (sl. 5 - 6). Paket crijeva (sl. 1/11)
položite na tlo vodeći ga ravno od uređaja za
zavarivanje.
Odrežite prvih 10 cm žice za zavarivanje tako da
nastane ravni rez bez preskoka, izvitoperenosti i
prljavštine. Uklonite srhove s kraja žice za
zavarivanje.
Žicu za zavarivanje ugurajte kroz cijev za vođenje
(M), između pritisnog valjka i valjka za pomicanje
žice (G/I) sve do mjesta odlaganja paketa crijeva
(H) (sl.34). Oprezno gurnite žicu za zavarivanje
rukom u paket crijeva toliko, da na plameniku (sl.
5/13) strši oko 1 cm.
Otpustite vijak za podešavanje protupritiska (L) za
nekoliko okretaja (sl. 36).
Držač valjka za pomicanje žice (J) s pritisnim
valjkom (I) i oprugom pritisnog valjka (K) ponovno
preklopite prema gore i nataknite oprugu pritisnog
valjka (K) na vijak za podešavanje protupritiska
(L) (sl. 35).
Podesite vijak za podešavanje protupritiska (L)
tako da žica za zavarivanje čvrsto leži između
pritisnog valjka (I) i valjka za pomicanje (G), a da
ne bude prikliještena (sl. 36).Odgovarajuću
kontaktnu cijev (sl. 6/26) za primijenjeni promjer
žice za zavarivanje spojite na plamenik (sl. 5/13) i
stavite plinsku sapnicu okretanjem udesno (sl.
5/12).
Vijak za podešavanje kočnice valjka (D) podesite
tako, da se žica može još uvijek dalje voditi i da
valjak nakon kočenja automatski zaustavlja
vođenje žice.
6. Rukovanje
6.1 Podešavanje
Obzirom da se uređaj za zavarivanje, ovisno o slučaju
primjene, podešava različito, preporučujemo da se
najprije provede probno zavarivanje.
6.1.1 Podešavanje struje zavarivanja
Struja zavarivanja može se podesiti na 6 stupnjeva
vrijednosti na sklopci za
uključivanje/isključivanje/struja zavarivanja (sl. 1/7).
Potrebna struja zavarivanja ovisi o debljini materijala,
željenoj dubini zavarivanja i o primijenjenom promjeru
žice za zavarivanje.
6.1.2 Podešavanje brzine pomicanja žice
Brzina pomicanja žice prilagođava se automatski
prema vrijednosti podešene struje. Fino podešavanje
brzine pomicanja može se kontinuirano provoditi na
regulatoru brzine pomicanja žice za zavarivanje (sl.
1/14). Preporučujemo da podešavanje započnete na
stupnju 5 koji predstavlja srednju vrijednost, i
eventualno, naknadno regulirate vrijednost. Potrebna
količina žice ovisi o debljini materijala, dubini
zavarivanja, primijenjenom promjeru žice za
zavarivanje i također o veličini razmaka koje treba
premostiti kod radnih komada koje zavarujemo.
6.1.3 Podešavanje količine protoka plina
Količina protoka plina može se kontinuirano
podešavati na redukcijskom ventilu (sl.4/19). Ona se
očitava na manometru (sl. 4/20) u litrama po minuti
(l/min). Preporučljiva količina protoka plina u
neprovjetravanim prostorijama: 5 - 15 l/min.
Za podešavanje količine protoka plina najprije
otpustite polugu za pritezanje (sl. 28/G) jedinice za
pomicanje žice, da bi se izbjeglo nepotrebno trošenje
žice (vidi 5.4.3). Uspostavite mrežni priključak (vidi
točku 5.3), postavite sklopku za
uključivanje/isključivanje/struje za zavarivanje (sl. 1/7)
na stupanj 1 i pritisnite tipku plamenika (sl. 5/25) kako
bi se omogućio slobodan protok plina. Sad podesite
na redukcijskom ventilu (sl. 4/19) željenu količinu
protoka plina.
Okretanje gumba (sl. 4/24) ulijevo:
manja količina protoka plina
Okretanje gumba (sl. 4/24) udesno:
veća količina protoka plina
Ponovno pritegnite polugu (sl. 28/G) jedinice za
pomicanje žice.
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 64
Page 65

65
HR/
BIH
6.2 Električni priključak
6.2.1 Priključak na mrežu
Vidi točku 5.3
6.2.2 Priključivanje stezaljke s masom (sl. 1/10)
Stezaljku s masom (10) uređaja priključite po
mogućnosti u neposrednoj blizini mjesta za
zavarivanje.
Pazite na metalno sjajni prijelaz na kontaktnom
mjestu.
6.3 Zavarivanje
Kad su spojeni svi električni priključci za napajanje
strujom i zatvoren strujni krug zavarivanja kao i
priključak za zaštitni plin, može se postupiti na
slijedeći način:
Radni komadi za zavarivanje moraju u području rada
biti bez boje, metalnih premaza, prljavštine, hrđe,
masnoće i vlage.
Podesite odgovarajuću struju zavarivanja, pomak žice
i količinu protoka plina (vidi 6.1.1-6.1.3).
Držite zaštitnu masku (sl. 3/17) ispred lica i približite
plinsku sapnicu do mjesta na radnom komadu koji
treba zavariti. Sad pritisnite tipku plamenika (sl. 5/25).
Ako gori električni luk, uređaj uvodi žicu u kupku
zavarivanja. Ako je leća zavarivanja dovoljno velika,
vodite plamenik polako duž željenog ruba. Eventualno
lagano njišite plamenikom kako bi se malo povećala
kupka zavarivanja.
Da biste odredili idealnu vrijednost struje za
zavarivanje, brzinu pomaka žice i količinu protoka
plina, obavite najprije probno zavarivanje. U idealnom
slučaju čuje se ravnomjerni šum zavarivanja. Dubina
zavarivanja trebala bi biti što veća, kupka za
zavarivanje ne smije ipak probiti radni komad.
6.4 Zaštitne naprave
6.4.1 Termoosigurač
Uređaj za zavarivanje opremljen je zaštitom od
pregrijavanja koja štiti transformator za zavarivanje od
pregrijavanja. Ako bi reagirala zaštita od pregrijavanja,
zasvijetlit će kontrolno svjetlo (3) na Vašem uređaju. U
tom slučaju ostavite uređaj za zavarivanje da se neko
vrijeme hladi.
7. Čišćenje, održavanje i narudžba
rezervnih dijelova
Prije svih radova čišćenja izvucite mrežni utikač.
7.1 Čišćenje
n Zaštitne naprave, otvore za zrak i kućište motora
držite što čišćima od prašine i prljavštine. Istrl
jajte uredjaj čistom krpom ili ga ispušite
komprimiranim zrakom pod niskim tlakom.
n Preporučujemo da uredjaj očistite nakon svake
uporabe.
n Redovito čistite uredjaj vlažnom krpom i s malo
sapunice. Ne koristite sredstva za čišćenje ni
otapala; ona mogu oštetiti plastične dijelove
uredjaja. Pripazite na to da u unutrašnjost
uredjaja ne dospije voda.
7.2 Održavanje
U unutrašnjosti uredjaja nalaze se dijelovi koje
treba održavati.
7.3 Narudžba rezervnih dijelova:
Prilikom naručivanja rezervnih dijelova su potrebni
slijedeći podaci:
n Tip uredjaja
n Broj artikla uredjaja
n Ident. broj uredjaja
n Broj potrebnog rezervnog dijela
Aktualne cijene i informacije potražite na web-adresi
www.isc-gmbh.info
8. Zbrinjavanje i recikliranje
Uredjaj se nalazi u pakovanju koje ga štiti od
oštećenja prilikom transporta. Ovo pakovanje je
sirovina i zato se može ponovno upotrijebiti ili poslati
na reciklažu.
Uredjaj i njegov pribor izradjeni su od različitih
materijala kao npr. metala i plastike. Neispravne
sastavne dijelove otpremite na mjesta za zbrinjavanje
posebnog otpada. Informacije potražite u
specijaliziranoj trgovini ili nadležnoj općinskoj upravi.
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 65
Page 66

66
HR/
BIH
Greška Uzrok Pomoć
Valjak za pomicanje žice se ne
okreće
Nema mrežnog napona
Regulator pomicanja žice je na 0
Provjerite priključak
Provjerite podešenost
Valjak za pomicanje žice se okreće,
ali se žica ne dovodi
Loše podešen pritisak valjka (vidi
5.4.3)
Prejako podešena kočnica valjka
(vidi 5.4.3)
Zaprljan / oštećen valjak za
pomicanje žice (vidi 5.4.3)
Oštećen paket crijeva
Pogrešna veličina / zaprljana /
istrošena kontaktna cijev (vidi
5.4.3)
Žica za zavarivanje je zavarena na
plinskoj sapnici / kontaktnoj cijevi
Provjerite podešenost
Provjerite podešenost
Očistiti odn. zamijeniti
Provjerite plašt vodilice žice
Očistiti / zamijeniti
Odvojite je
Nakon dužeg pogona uređaj više
ne funkcionira, svijetli kontrolno
svjetlo termoosigurača (3)
Uređaj se zbog predugog vremena
korištenja odnosno nepridržavanja
vremena stanke pregrijao
Ostavite uređaj da se hladi barem
20-30 minuta
Jako loš var Pogrešno podešena struja/pomak
žice (vidi 6.1.1/6.1.2)
Nema plina / premalo plina (vidi
6.1.3)
Provjerite podešenost
Provjerite podešenost odn. količinu
plina u boci
9. Traženje smetnji
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 66
Page 67

67
HR/
BIH
10. Tumačenje simbola
EN 60974-1 Europska norma za
uređaje za zavarivanje
svjetlosnim lukom i izvore
struje zavarivanja s
ograničenim trajanjem
uključenosti pogona
Ne odlažite niti ne
koristite uređaj u vlažnoj
ili mokroj okolini ili na kiši
Osigurač s nazivnom
vrijednošću u amperima
na mrežnom priključku
1-fazni mrežni priključak
U
1
Mrežni napon 50 Hz Mrežna frekvencija
I1max Dimenzionirana
vrijednost najveće
mrežne struje
Simbol za silaznu
karakterističnu liniju
Prije uporabe uređaja za
zavarivanje pažljivo
pročitajte i pridržavajte
se uputa za uporabu
Zavarivanje metala
inertnim i aktivnim plinom
uz primjenu žice za
zavarivanje
U
0
Napon praznog hoda IP 21 Vrsta zaštite
I
2
Struja zavarivanja H Klasa izolacije
Ø mm Promjer žice za
zavarivanje
X Trajanje uključenog
pogona
Jednofazni transformator
s ispravljačem
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 67
Page 68

68
RS
Sadržaj:
1. Bezbednosne napomene
2. Opis uređaja i sadržaj pakovanja
3. Namenska upotreba
4. Tehnički podaci
5. Pre puštanja u pogon
6. Rukovanje
7. Čišćenje, održavanje i porudžbina rezervnih delova
8. Zbrinjavanje i recikliranje
9. Uzrok smetnji
10. Objašnjenje simbola
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 68
Page 69

69
RS
Pažnja!
Kod korišćenja uređaja morate se pridržavati propisa
o bezbednosti kako biste sprečili povrede i štete.
Stoga pažljivo pročitajte ova uputstva za
upotrebu/bezbednosne napomene. Dobro ih
sačuvajte tako da Vam informacije u svako doba budu
na raspolaganju. Ako biste ovaj uređaj trebali da
predate drugim licima, prosledite im i ova uputstva za
upotrebu / bezbednosne napomene. Ne preuzimamo
garanciju za štete koje bi nastale zbog nepridržavanja
ovih uputstava za upotrebu i bezbednosnih
napomena.
1. Sigurnosna uputstva:
Odgovarajuća sigurnosna uputstva pronaći ćete u
priloženoj knjižici.
2. Opis uređaja i sadržaj pakovanja
(slika 1-8)
1. Drška
2. Pokazivač pogona
3. Kontrolna sijalica termo osigurača
4. Poklopac kućišta
5. Mesto za odlaganje gasnih boca
6. Točkovi
7. Prekidač za uključivanje/isključivanje/struje
varenja
8. Nogar
9. Mrežni utikač
10. Stezaljka za masu
11. Paket creva
12. Sapnica za gas
13. Gorionik
14. Regulator brzine pomeranja žice za varenje
15. Remen
16. Priključak za dovod gasa
17. Maska za varenje
18. Crevo zaštitnog gasa
19. Redukcioni ventil
20. Manometar
21. Spoj sa zavrtnjima
22. Sigurnosni ventil
23. Priključak creva za zaštitni gas
24. Okretno dugme
25. Taster gorionika
26. 2 x kontaktna cev
2.1 Materijal za montažu
a. 4 x zavrtanj za točkove
b. 8 x elastičan prsten za točkove
c. 8 x podloška za točkove
d. 4 x zavrtanj za dršku
e. 4 x elastičan prsten za dršku
f. 4 x podloška za dršku
g. 2 x zavrtanj za nogar
h. 2 x elastičan prsten za nogar
i. 2 x podloška za nogar
j. 2 x obujmica creva
k. 1 x okvir za zaštitno staklo
l. 1 x zatamnjeno staklo
m. 1 x providno zaštitno staklo
n. 2 x čaura za pridržavanje zaštitnog stakla
o. 3 x navrtka za dršku
p. 3 x zavrtanj za dršku
q. 2 x klin za pridržavanje zaštitnog stakla
r. 1 x drška
s. 1 x okvir maske za varenje
3. Namenska upotreba
Uređaj za zavarivanje zaštitnim gasom namenjen je
isključivo za zavarivanje čelika u MAG procesu
(metal-aktivan gas) uz korišćenje odgovarajućih
varnih žica i gasova.
Mašina sme da se koristi samo prema svojoj nameni.
Svako drugačije korišćenje nije u skladu s namenom.
Za štete ili povrede bilo koje vrste koje iz toga
proizlaze odgovoran je korisnik, a ne proizvođač.
Važna napomena u vezi sa strujnim priključkom
Uređaj potpada pod klasu A standarda EN 60974-10,
šta znači da nije predviđen za upotrebu u stambenim
područjima u kojima se snabdevanje strujom vrši
putem javnog sistema za opskrbu niskim naponom,
jer bi on u nepovoljnim uslovima strujne mreže mogao
da uzrokuje smetnje. Ako ovaj uređaj želite da
upotrebljavate u stambenim područjima u kojima se
snabdevanje strujom vrši putem javnog sistema za
snabdevanje niskim naponom, treba staviti
elektromagnetski filter koji će toliko smanjiti
elektromagnetske smetnje da više neće stvarati
smetnje korisniku.
U industrijskim područjima ili drugi područjima u
kojima se snabdevanje strujom ne vrši putem javnog
sistema za snabdevanje niskim naponom, ovaj uređaj
može da se koristi bez upotrebe takvog filtera.
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 69
Page 70

70
RS
Opšte bezbednosne mere
Korisnik je odgovoran za to da prema podacima
proizvođača stručno instalira i koristi ovaj uređaj.
Ukoliko se utvrde elektromagnetske smetnje,
odgovornost korisnika je da ih ukloni tehničkim
pomoćnim sredstvima koja su pomenuta pod tačkom
„Važna napomena u vezi sa strujnim priključkom“.
Smanjenje emisije
Snabdevanje glavnom strujom
Uređaj za zavarivanje mora se priključiti prema
podacima proizvođača na snabdevanje glavnom
strujom. Kad nastanu smetnje, može da se ukaže
potreba da se preduzmu dodatne mere, npr.,
stavljanje filtera na snabdevanje glavnom strujom (vidi
gore pod tačkom „Važna napomena u vezi sa strujnim
priključkom“). Kablovi za zavarivanje trebali bi da
budu što kraći.
Pejsmejker
Lica koje nose uređaj za održavanje života (kao npr.
pejsmejker itd.), trebalo bi da se posavetuju sa
lekarom pre nego što se nađu u blizini uređaja za
zavarivanje svetlosnim lukom, uređaja za rezanje,
uređaja za zavarivanje el. lukom i za tačkasto
zavarivanje, kako bi bila sigurna da magnetska polja u
vezi sa visokim električnim strujama neće negativno
uticati na njihove uređaje.
Garantni rok iznosi 12 meseci uz komercijalno
korišćenje, a 24 meseca za potrošače i počinje od
trenutka kupovine uređaja.
4. Tehnički podaci
Mrežni priključak: 230 V ~ 50 Hz
Struja varenja: 25 - 120 A (maks. 150 A)
Trajanje uključenosti X%: 10 20 30 60 100
Struja varenja I2(A): 120 90 75 52 40 25
Napon praznog hoda U0: 48 V
Kalem sa žicom za varenje maks. : 5 kg
Prečnik žice za varenje: 0,6/0,8 mm
Osigurač: 16 A
Težina: 25 kg
Vremena zavarivanja vrede pri temperaturi okoline od
40 °C.
5. Pre puštanja u pogon
5.1 Montaža (sl. 5 - 21)
5.1.1 Montaža transportnih točkova (6)
Montirajte točkove (6) kao što je prikazano na slikama
7, 9, 10, 11.
5.1.2 Montaža nogara (8)
Montirajte nogar (8) kao što je prikazano na slikama
7, 9, 12, 13.
5.1.3 Montaža drške (1)
Montirajte dršku (1) kao što je prikazano na slikama 7,
14.
5.1.4 Montaža maske za varenje (17)
Položite zatamnjeno staklo (l) i preko toga
providno zaštitno staklo (m) u za to predviđeni
okvir (k) (sl. 15).
Utisnite klinove za pridržavanje zaštitnog stakla
(q) izvana u rupe u masci za varenje (s) (sl. 16).
Položite okvir zaštitnog stakla (k) zajedno sa
zatamnjenim staklom (l) i providnim zaštitnim
staklom (m) iznutra u šupljinu u okviru maske za
varenje (s), utisnite čaure za pridržavanje
zaštitnog stakla (n) na klinove (q) tako da se
uglave kako biste osigurali okvir zaštitnog stakla
(k). Providno zaštitno staklo (m) treba da nalegne
na spoljnu stranu (sl. 17).
Gornju ivicu okvira maske za varenje (s) savinite
prema unutra (sl. 18/1) i prelomite uglove gornje
ivice (sl. 18/2). Sad savinite prema unutra spoljne
strane okvira zaštitne maske (s) (sl. 18/3) i spojite
ih tako da snažno stisnete uglove gornje ivice i
spoljnih strana. Na svakoj strani kod uglavljivanja
klinova 2 treba da se čuje jasan klik (sl. 18/4).
Ako su oba gornja ugla maske za varenje spojena
kao što je prikazano na slici 19, utaknite spolja
zavrtnje za dršku (p) kroz 3 rupe u masci za
varenje (sl. 20).
Okrenite masku za varenje i provedite dršku (r)
preko navoja 3 zavrtanja (p). Pričvrstite dršku (r) s
3 navrtke (o) na masku za varenje (sl. 21).
5.2 Priključak gasa (sl. 4, 5, 22 - 27)
5.2.1 Vrste gasova
Kod varenja s pomeranom žicom potreban je zaštitni
gas čiji sastav zavisi od odbranog postupka varenja:
Zaštitni gas CO2 Argon/CO2
Metal koji varimo
Nelegirani čelik X X
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 70
Page 71

71
RS
5.2.2 Montaža gasnih boca na uređaj (sl. 22 – 23)
Gasne boce nisu sadržane u isporuci!
Montirajte gasne boce kao što je prikazano na
slikama 22 - 23. Pripazite na pričvršćenost remena
(15) i na to, da uređaj za varenje bude bezbedan od
prevrtanja.
Pažnja! Na odlagalište gasnih boca (sl. 23/5) smeju
da se montiraju samo boce sa maksimum 10 litara.
Ako koristite veće gasne boce postoji opasnost od
prevrtanja, zbog toga treba da ih postavite samo
pokraj uređaja. U tom slučaju gasna boca treba da se
na odgovarajući način obezbedi od prevrtanja!
5.2.3 Priključivanje stezaljke s masom
(sl. 7, 24-27)
Nakon skidanja zaštitne kape (sl. 24/A) malo otvorite
ventil boce (sl. 24/B) u suprotnom pravcu od tela.
Suhom krpom očistite priključni navoj (sl. 24/C) od
prljavštine bez korišćenja bilo kakvih sredstava za
čišćenje. Proverite da li postoji li zaptivka na
redukcionom ventilu (19) i da li je u besprekornom
stanju. Navrnite redukcioni ventil (19) u smeru
kazaljke na časovniku na priključni navoj (sl. 25/C)
gasne boce (sl. 25). Stavite obe obujmice (j) na crevo
za zaštitni gas (18). Nataknite crevo zaštitnog gasa
(18) na njegov priključak (23) na redukcionom ventilu
(19) i priključak za dovod gadsa (16) na uređaju za
varenje i osigurajte ga na oba priključna mesta
obujmicama (j) (sl. 26 - 27).
Pažnja! Pripazite na nepropustljivost svih gasnih
priključaka i spojeva! Proverite priključke i spojna
mesta sprejem za otkrivanje propusnih mesta ili
sapunicom.
5.2.4 Uloga redukcionog ventila (sl. 4/19)
Na okretnom dugmetu (24) može da se podesi
količina protoka gasa. Podešena količina protoka
gasa može da se očita na manometru (20) u litrama
po minutu (l/min). Gas izlazi na priključku creva
zaštitnog gasa (23) i odvodi se dalje putem creva
zaštitnog gasa (sl. 3/18) prema uređaju za varenje
(vidi 5.2.3).
Pažnja! Kod podešavanja količine protoka gasa uvek
postupajte na način opisan pod tačkom 6.1.3.
Redukcioni ventil montira se na gasnu bocu pomoću
spoja sa zavrtnjima (21) (vidi 5.2.3).
Pažnja! Zahvate i popravke na redukcionom ventilu
smeju da obavljaju samo stručna lica. Neispravne
redukcione ventile šaljite u servis.
5.3 Mrežni priključak
Pre priključivanja proverite da li podaci na
natpisnoj pločici odgovaraju podacima o mreži.
Uređaj sme da se priključi samo na pravilno
uzemljenu i osiguranu utičnicu sa zaštitnim
kontaktima.
5.4 Montaža kalema sa žicom (sl. 1, 5, 6, 28 – 36)
Kalem sa žicom nije sadržan u isporuci!
5.4.1 Vrst žice
Zavisno od slučaja pimene koriste se razne žice za
varenje. Uređaj za varenje može da se koristi sa
žicama za varenje prečnika 0,6 i 0,8 mm.
Odgovarajući valjak za pomeranje i kontaktna cev
priloženi su uređaju. Valjak za pomeranje žice,
kontaktna cev i presek žice moraju međusobno uvek
da budu usklađeni.
5.4.2 Kapacitet kalema sa žicom
Na uređaj mogu da se montiraju kalemi sa žicom do
najviše 5 kg težine.
5.4.3 Stavljanje kalema sa žicom
Otvorite poklopac kućišta (sl. 1/4).
Proverite da li se ne preklapaju namoti na kalemu,
kako bi bilo osigurano ravnomerno odmatanje
žice.
Opis jedinice za vođenje žice (sl. 28 - 36)
A Aretacija kalema
B Držač kalema
C Klin zahvatnika
D Zavrtanj za podešavanje kočnice točkova
E Zavrtnji na držaču valjka za pomeranje žice
F Držač valjka za pomeranje žice
G Valjak za pomeranje žice
H Odlagalište paketa creva
I Pritisni valjak
J Držač pritisnog valjka
K Opruga pritisnog valjka
L Zavrtanj za podešavanje protupritiska
M Cevčica za vođenje
N Kalem sa žicom
O Otvor za uvođenje žice s kalema
Stavljanje kalema sa žicom (sl. 28,29)
Stavite kalem sa žicom (N) na držač (B). Pripazite da
se kraj žice za varenje odmata na strani vođice žice,
vidi strelicu. Proverite da li je pritisnuta aretacija
kalema (A) i klin zahvatnika (C) ušao u otvor kalema
žice (O). Aretacija kalema (A) mora opet da se zatvori
preko kalema žice (N) (sl. 27).
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 71
Page 72

72
RS
Uvođenje žice za varenje i podešavanje vođice
žice (sl. 30 - 36)
Oprugu pritisnog valjka (K) pritisnite prema gore i
zakrenite prema napred (sl. 30).
Držač pritisnog valjka (J) s pritisnim valjkom (I) i
oprugom (K) preklopite prema dole (sl. 31).
Olabavite zavrtnje na držaču valjka za pomeranje
žice (E) i skinite držač valjka (F) odozgo (sl. 32).
Proverite valjak za pomeranje (G). Na gornjoj
strani valjka za pomeranje (G) treba da bude
navedena odgovarajuća debljina žice. Valjak za
pomeranje (G) ima 2 utora za vođenje.
Eventuelno okrenite ili zamenite valjak za
pomeranje (G) (sl. 33).
Ponovo stavite držač valjka za pomeranje žice (F)
i pričvrstite ga.
Skinite gasnu sapnicu (sl. 5/12) okretanjem
udesno s gorionika (sl. 5/13), odvrnite kontaktnu
cev (sl. 6/26) (sl. 5 – 6). Paket creva (sl. 1/11)
položite na tlo vodeći ga ravno od uređaja za
varenje.
Odrežite prvih 10 cm žice za varenje tako da
nastane ravni rez bez preskoka, izvitoperenosti i
prljavštine. Uklonite ivice s kraja žice za varenje.
Žicu za varenje ugurajte kroz cev za vođenje (M),
između pritisnog valjka i valjka za pomeranje žice
(G/I) sve do mesta odlaganja paketa creva (H) (sl.
34). Oprezno gurnite žicu za varenje rukom u
paket creva toliko, da na gorioniku (sl. 5/13) strši
oko 1 cm.
Otpustite zavrtanj za podešavanje protupritiska
(L) za nekoliko obrtaja (sl. 36).
Držač valjka za pomeranje žice (J) s pritisnim
valjkom (I) i oprugom pritisnog valjka (K) ponovo
preklopite prema gore i nataknite oprugu pritisnog
valjka (K) na zavrtanj za podešavanje
protupritiska (L) (sl. 35).
Podesite zavrtanj za podešavanje protupritiska (L)
tako da žica za varenje čvrsto leži između
pritisnog valjka (I) i valjka za pomeranje (G), a da
ne bude prikleštena (sl. 36).
Odgovarajuću kontaktnu cev (sl. 6/26) za korišćen
prečnik žice za varenje spojite na gorionik (sl.
5/13) i stavite gasnu sapnicu okretanjem udesno
(sl. 5/12).
Zavrtanj za podešavanje kočnice valjka (D)
podesite tako, da žica može još uvek da se vodi i
da valjak nakon kočenja automatski zaustavlja
vođenje žice.
6. Rukovanje
6.1 Podešavanje
S obzirom da se uređaj za varenje, zavisno od slučaja
korišćenja, podešava različito, preporučamo da se
najpre provede probno varenje.
6.1.1 Podešavanje struje varenja
Struja varenja može da se podesi na 6 stupeni
vrednosti na prekidaču za
uključivanje/isključivanje/struja varenja (sl. 1/7).
Potrebna struja varenja zavisi od debljine materijala,
željene dubine varenja i o korišćenom prečniku žice
za varenje.
6.1.2 Podešavanje brzine pomeranja žice
Brzina pomeranja žice prilagođava se automatski
prema vrednosti podešene struje. Fino podešavanje
brzine pomeanja može da se kontinuisano provodi na
regulatoru brzine pomeranja žice za varenje (sl. 1/14).
Preporučamo da podešavanje započnete na stepenu
5 koji predstavlja srednju vrednost, i eventuelno,
naknadno regulišete vrednost. Potrebna količina žice
zavisi od debljine materijala, dubine varenja,
primenjenom prečniku žice za varenje i takođe o
veličini razmaka koje treba da se premostiti kod
obradaka koje varimo.
6.1.3 Podešavanje količine protoka gasa
Količina protoka gasa može kontinuisano da se
podešava na redukcionom ventilu (sl.4/19). Ona se
očitava na manometru (sl. 4/20) u litrama po minutu
(l/min). Preporučena količina protoka gasa u
neprovetravanim prostorijama: 5 – 15 l/min.
Za podešavanje količine protoka gasa najpre
otpustite polugu za pritezanje (sl. 28/G) jedinice za
pomeranje žice, da bi se izbeglo nepotrebno trošenje
žice (vidi 5.4.3). Uspostavite mrežni priključak (vidi
tačku 5.3), postavite prekidač za
uključivanje/isključivanje/struje varenja (sl. 1/7) na
stepen 1 i pritisnite taster gorionika (sl. 5/25) kako bi
se omogućio slobodan protok gasa. Sada podesite
na redukcionom ventilu (sl. 4/19) željenu količinu
protoka gasa.
Okretanje dugmeta (sl. 4/24) ulevo:
manja količina protoka gasa
Okretanje dugmeta (sl. 4/24) udesno:
veća količina protoka gasa
Ponovo pritegnite polugu (sl. 28/G) jedinice za
pomeranje žice.
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 72
Page 73

73
RS
6.2 Električni priključak
6.2.1 Priključak na mrežu
Vidi tačku 5.3.
6.2.2 Priključivanje stezaljke s masom (sl. 1/10)
Stezaljku s masom (10) uređaja priključite po
mogućnosti u neposrednoj blizini mesta za varenje.
Pazite na metalno sjajan prelaz na kontaktnom mestu.
6.3 Varenje
Kad su spojeni svi električni priključci za napajanje
strujom i zatvoren strujni krug varenja kao i priključak
za zaštitni gas, može da se postupi na sledeći način:
Obradci za varenje moraju da u području rada budu
bez boje, metalnih premaza, prljavštine, rđe,
masnoće i vlage.
Podesite odgovarajuću struju varenja, pomeranje žice
i količinu protoka gasa (vidi 6.1.1-6.1.3).
Držite zaštitnu masku (sl. 3/17) ispred lica i približite
gasnu sapnicu do mesta na obratku koji treba da se
vari.
Sad pritisnite taster gorionika (sl. 5/25).
Ako gori električni luk, uređaj uvodi žicu u kupku
varenja. Ako je sočivo varenja dovoljno veliko, vodite
gorionik polako duž željenog ruba. Eventuelno lagano
njišite gorionikom kako bi se malo povećala kupka
varenja.
Da biste odredili idealnu vrednost struje varenja,
brzinu pomeranja žice i količinu protoka gasa,
prethodno obavite probno varenje. U idealnom
slučaju čuje se ujednačen šum varenja. Dubina
varenja trebala bi da bude što veća, kupka za varenje
ne sme ipak probiti obradak.
6.4 Zaštitne naprave
6.4.1 Termo osigurač
Uređaj za varenje opremljen je zaštitom od
pregrejavanja koja štiti transformator za varenje od
pregrejavanja. Ako bi reagovala zaštita od
pregrejavanja, zasvetliće kontrolna sijalica (3) na
Vašem uređaju. U tom slučaju ostavite uređaj za
varenje da se neko vreme hladi.
7. Čišćenje, održavanje i narudžba
rezervnih dijelova
Prije svih radova čišćenja izvucite mrežni utikač.
7.1 Čišćenje
n Zaštitne naprave, otvore za zrak i kućište motora
držite što čišćima od prašine i prljavštine. Istrljajte
uredjaj čistom krpom ili ga ispušite komprimiranim
zrakom pod niskim tlakom.
n Preporučujemo da uredjaj očistite nakon svake
uporabe.
n Redovito čistite uredjaj vlažnom krpom i s malo
masnog sapuna. Ne koristite sredstva za čišćenje
ni otapala; ona mogu oštetiti plastične dijelove
uredjaja. Pripazite na to da u unutrašnjost
uredjaja ne dospije voda.
7.2 Održavanje
U unutrašnjosti uredjaja nema dijelova koje treba
održavati.
7.3 Naručivanje rezervnih dijelova
Prilikom naručivanja rezervnih dijelova treba navesti
sljedeće podatke:
n tip uredjaja
n broj artikla uredjaja
n identifikacijski broj uredjaja
n kataloški broj potrebnog rezervnog dijela
Aktuelne cene i informacije potražite na sajtu
www.isc-gmbh.info
8. Zbrinjavanje i reciklovanje
Uredjaj se nalazi u pakovanju koje ga štiti od
oštećenja tokom transporta. Ovo pakovanje je
sirovina i zato može ponovno da se upotrebi ili pošalje
na reciklovanje. Uredjaj i njegov pribor izradjeni su od
različitih materijala kao npr. metala i plastike.
Neispravne sastavne delove otpremite na mesta za
zbrinjavanje posebnog otpada. Informacije potražite u
specijalizovanoj trgovini ili nadležnoj opštinskoj
upravi.
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 73
Page 74

74
RS
Greška Uzrok Pomoć
Valjak za pomicanje žice se ne
okreće
Nema mrežnog napona
Regulator pomicanja žice je na 0
Provjerite priključak
Provjerite podešenost
Valjak za pomicanje žice se okreće,
ali se žica ne dovodi
Loše podešen pritisak valjka (vidi
5.4.3)
Prejako podešena kočnica valjka
(vidi 5.4.3)
Zaprljan / oštećen valjak za
pomicanje žice (vidi 5.4.3)
Oštećen paket crijeva
Pogrešna veličina / zaprljana /
istrošena kontaktna cijev (vidi
5.4.3)
Žica za zavarivanje je zavarena na
plinskoj sapnici / kontaktnoj cijevi
Provjerite podešenost
Provjerite podešenost
Očistiti odn. zamijeniti
Provjerite plašt vodilice žice
Očistiti / zamijeniti
Odvojite je
Nakon dužeg pogona uređaj više
ne funkcionira, svijetli kontrolno
svjetlo termoosigurača (3)
Uređaj se zbog predugog vremena
korištenja odnosno nepridržavanja
vremena stanke pregrijao
Ostavite uređaj da se hladi barem
20-30 minuta
Jako loš var Pogrešno podešena struja/pomak
žice (vidi 6.1.1/6.1.2)
Nema plina / premalo plina (vidi
6.1.3)
Provjerite podešenost
Provjerite podešenost odn. količinu
plina u boci
9. Traženje smetnji
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:26 Seite 74
Page 75

75
RS
10. Objašnjenje simbola
EN 60974-1 Evropska norma za
uređaje za varenje
svetlosnim lukom i izvore
struje varenja s
ograničenim trajanjem
uključenosti pogona
Ne odlažite niti ne
koristite uređaj u vlažnoj
ili mokroj okolini ili na kiši
Osigurač s nazivnom
vrijednošću u amperima
na mrežnom priključku
1-fazni mrežni priključak
U
1
Mrežni napon 50 Hz Mrežna frekvencija
I1max Dimenzionirana
vrijednost najveće
mrežne struje
Simbol za silaznu
karakterističnu liniju
Prije uporabe uređaja za
zavarivanje pažljivo
pročitajte i pridržavajte
se uputa za uporabu
Zavarivanje metala
inertnim i aktivnim plinom
uz primjenu žice za
zavarivanje
U
0
Napon praznog hoda IP 21 Vrsta zaštite
I
2
Struja zavarivanja H Klasa izolacije
Ø mm Promjer žice za
zavarivanje
X Trajanje uključenog
pogona
Jednofazni transformator
s ispravljačem
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:27 Seite 75
Page 76

76
CZ
Obsah:
1. Bezpečnostní pokyny
2. Popis přístroje a rozsah dodávky
3. Použití podle účelu určení
4. Technická data
5. Před uvedením do provozu
6. Obsluha
7. Čištění, údržba a objednání náhradních dílů
8. Likvidace a recyklace
9. Vyhledávání poruch
10. Vysvětlení symbolů
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:27 Seite 76
Page 77

77
CZ
Pozor!
Při používání přístrojů musí být dodržována určitá
bezpečnostní opatření, aby se zabránilo zraněním a
škodám. Přečtěte si proto pečlivě tento návod k
obsluze. Dobře si ho uložte, abyste měli tyto
informace kdykoliv po ruce. Pokud předáte přístroj
jiným osobám, předejte s ním i tento návod k obsluze.
Nepřebíráme žádné ručení za škody a úrazy vzniklé v
důsledku nedodržování tohoto návodu k obsluze a
bezpečnostních pokynů.
1. Bezpečnostní pokyny
Příslušné bezpečnostní pokyny naleznete v přiložené
brožurce.
2. Popis přístroje a rozsah dodávky
(obr. 1-8)
1. Rukojeť
2. Indikace provozu
3. Kontrolka tepelné pojistky
4. Kryt skříně
5. Odstavná plocha pro plynové láhve
6. Kolečka
7. Za-/vypínač svařovacího proudu
8. Noha
9. Síťová zástrčka
10. Ukostřovací svorka
11. Balík hadice
12. Plynová tryska
13. Hořák
14. Regulátor rychlosti svařovacího drátu
15. Popruh
16. Přípojka přivádění plynu
17. Svářečský štít
18. Hadice ochranného plynu
19. Redukční ventil
20. Manometr
21. Šroubení
22. Pojistný ventil
23. Přípojka hadice ochranného plynu
24. Otočný regulátor
25. Vypínač hořáku
26. 2 x kontaktní trubička
2.1 Montážní materiál
a. 8 x šroub pro kolečka
b. 8 x rozpěrný pojistný kroužek pro kolečka
c. 8 x podložka pro kolečka
d. 4 x šroub pro rukojeť
e. 4 x rozpěrný pojistný kroužek pro rukojeť
f. 4 x podložka pro rukojeť
g. 2 x šroub pro nohu
h. 2 x rozpěrný pojistný kroužek pro nohu
i. 2 x podložka pro nohu
j. 2 x hadicová spona
k. 1 x rám ochranného skla
l. 1 x svařovací sklo
m. 1 x průhledné ochranné sklo
n. 2 x přídržné pouzdro ochranného skla
o. 3 x matice pro rukojeť
p. 3 x šroub pro rukojeť
q. 2 x přídržný kolík ochranného skla
r. 1 x rukojeť
s. 1 x rám svářečského štítu
3. Použití podle účelu určení
Svářečka pro svařování v ochranné atmosféře je
vhodná výhradně pro svařování ocelí technologií
MAG (Metall-Aktiv-Gas/kov-aktivní plyn) za použití
příslušných svařovacích drátů a plynů.
Stroj smí být používán pouze podle svého účelu
určení.
Každé další toto překračující použití
neodpovídá použití podle účelu určení. Za z toho
vyplývající škody nebo zranění všeho druhu ručí
uživatel/obsluhující osoba a ne výrobce.
Důležité upozornění k elektrické přípojce
Přístr
oj spadá do třídy A normy EN 60974-10, tzn. že
není určen pro použití v obytných prostorách, ve
kterých probíhá zásobování proudem prostřednictvím
veřejného nízkonapěťového zásobovacího systému,
protože tam může při nepříznivých síťových
poměrech způsobit rušení. Pokud chcete přístroj
používat v obytných prostorách, ve kterých probíhá
zásobování proudem prostřednictvím veřejného
nízkonapěťového zásobovacího systému, je nutné
použít elektromagnetický filtr, který snižuje
elektromagnetické rušení natolik, že ho už uživatel
nevnímá jako rušivé.
V průmyslovém použití nebo jiných oblastech, ve
kterých neprobíhá zásobování proudem
prostřednictvím veřejného nízkonapěťového
zásobovacího systému, může být přístroj používán
bez použití takového filtru.
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:27 Seite 77
Page 78

78
CZ
Všeobecná bezpečnostní opatření
Uživatel je zodpovědný za odbornou instalaci a
používání přístroje podle údajů výrobce. Jakmile bylo
zjištěno elektromagnetické rušení, je uživatel
zodpovědný za jeho odstranění pomocí technických
prostředků, uvedených v bodě „Důležité upozornění k
elektrické přípojce“.
Redukce emisí
Hlavní zásobování proudem
Svářečka musí být připojena podle údajů výrobce k
hlavnímu zásobování proudem. Pokud se vyskytne
rušení, může být potřebné nainstalovat dodatečná
opatření, např. montáž filtru k hlavnímu zásobování
proudem (viz výše v bodě „Důležité upozornění k
elektrické přípojce“). Svařovací kabely by měly být co
možná nejkratší.
Kardiostimulátor
Osoby, které nosí elektronický přístroj k udržování
životních funkcí (jako např. kardiostimulátor, atd.), by
se měly poradit se svým lékařem předtím, než se
dostanou do blízkosti obloukové, řezací, vypalovací
nebo bodové svářečky, aby se ujistili, že magnetická
pole ve spojení s vysokým elektrickým prouděním
nebudou negativně ovlivňovat jejich přístroje.
Záruční doba činí 12 měsíců v případě
živnostenského používání, resp. 24 měsíců pro
spotřebitele a začíná dobou zakoupení přístroje.
4. Technická data
Síťová přípojka: 230 V ~ 50 Hz
Svařovací proud: 25 - 120 A (max. 150 A)
Doba zapnutí X%: 10 20 30 60 100
Svařovací proud I2(A): 120 90 75 52 40 25
Jmenovité napětí chodu naprázdno U0: 48 V
Cívka svařovacího drátu max.: 5 kg
Průměr svařovacího drátu: 0,6/0,8 mm
Jištění: 16 A
Hmotnost: 25 kg
Uvedené doby svařování platí při okolní teplotě 40°C.
5. Před uvedením do provozu
5.1 Montáž (obr. 5 - 21)
5.1.1 Montáž koleček (6)
Kolečka (6) namontovat tak, jak je znázorněno na
obrázcích 7, 9, 10, 11.
5.1.2 Montáž nohy (8)
Nohu (8) namontovat tak, jak je znázorněno na
obrázcích 7, 9, 12, 13.
5.1.3 Montáž rukojeti (1)
Rukojeť (1) namontovat tak, jak je znázorněno na
obrázcích 7, 14.
5.1.4 Montáž svářečského štítu (17)
Do rámu ochranného skla (k) položit svařovací
sklo (l) a na něj průhledné ochranné sklo (m) (obr.
15).
Přídržné kolíky ochranného skla (q) nastrčit z
vnější strany do otvorů v rámu svářečského štítu
(s) (obr. 16).
Rám ochranného skla (k) se svařovacím sklem (l)
a průhledným ochranným sklem (m) vložit zevnitř
do vybrání v rámu svářečského štítu (s), přídržná
pouzdra ochranného skla (n) nastrčit na přídržné
kolíky ochranného skla (q), až zaskočí, aby byl
rám ochranného skla (k) zajištěn. Průhledné
ochranné sklo (m) musí ležet na vnější straně
(obr. 17).
Horní hranu rámu svářečského štítu (s) ohnout
dovnitř (obr. 18/1) a rohy horní hrany zahnout (obr.
18/2). Nyní ohnout dovnitř vnější strany rámu
svářečského štítu (s) (obr. 18/3) a tyto pevným
smáčknutím rohů horní hrany a vnějších stran
spojit. Na každé straně musí být při zaskočení
přídržných kolíků slyšitelná 2 zřetelná zacvaknutí
(obr. 18/4).
Jsou-li oba horní rohy svářečského štítu spojeny
tak, jak je znázorněno na obrázku 19, zastrčit z
vnější strany skrze 3 otvory ve svářečském štítu
šrouby pro rukojeť (p) (obr. 20).
Svářečský štít otočit a rukojeť (r) položit na otvory
se závity 3 šroubů rukojeti (p). Rukojeť (r)
přišroubovat na svářečském štítu 3 maticemi
rukojeti (o) (obr. 21).
5.2 Připojení plynu (obr. 4, 5, 22 - 27)
5.2.1 Druhy plynu
Při svařování s nepřetržitým svařovacím drátem je
ochranná atmosféra nutná, složení ochranného plynu
je závislé na zvolené svařovací technologii:
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:27 Seite 78
Page 79

79
CZ
5.2.2 Namontování plynové láhve na přístroj
(obr. 22 - 23)
Plynová láhev není v rozsahu dodávky obsažena!
Plynovou láhev namontujte tak, jak je znázorněno na
obrázcích 22 - 23. Dbejte na to, aby popruh (15)
pevně držel a aby svářečka stála bezpečně proti
převrácení.
Pozor! Na odstavnou plochu pro plynové láhve (obr.
23/5) smí být namontovány pouze plynové láhve do
max. 10 litrů. Při použití větších plynových láhví
existuje nebezpečí převrácení, tyto smí být proto
postaveny pouze vedle přístroje. V tomto případě
musí být plynová láhev dostatečně zabezpečena proti
převrácení!
5.2.3 Připojení plynové láhve (obr. 7, 24 - 27)
Po odejmutí čepičky (obr. 24/A) krátce směrem od
těla otevřít ventil láhve (obr. 24/B).
Pokud je to potřeba, odstranit bez použití jakýchkoliv
čisticích prostředků z připojovacího závitu (obr. 24/C)
suchým hadrem nečistoty. Zkontrolovat, zda je na
redukčním ventilu (19) těsnění a zda je v bezvadném
stavu. Redukční ventil (19) našroubovat ve směru
hodinových ručiček na připojovací závit (obr. 25/C)
plynové láhve (obr. 25). Obě hadicové spony (j)
nasadit na hadici ochranného plynu (18). Hadici
ochranného plynu (18) nastrčit na přípojku hadice
ochranného plynu (23) na redukčním ventilu (19) a na
přípojku přivádění plynu (16) na svářečce a na obou
místech připojení zabezpečit pomocí hadicových
spon (j) (obr. 26 - 27).
Pozor! Dbejte na těsnost veškerých spojů a přípojek
plynu! Přípojky a spoje zkontrolujte pomocí spreje na
netěsnosti nebo mýdlové vody.
5.2.4 Popis redukčního ventilu (obr. 4/19)
Otočným regulátorem (24) může být nastaven průtok
plynu. Nastavený průtok plynu může být na
manometru (20) odečítán v litrech za minutu (l/min).
Plyn vystupuje z přípojky hadice ochranného plynu
(23) a je dále hadicí ochranného plynu (obr. 3/18)
dopravován ke svářečce (viz 5.2.3).
Pozor! Při nastavování průtoku plynu vždy postupujte
tak, jak je popsáno v bodě 6.1.3.
Redukční ventil se na plynovou láhev našroubuje
pomocí šroubení (21) (viz 5.2.3).
Pozor! Manipulace na redukčním ventilu a jeho
opravy smí provádět pouze odborný personál.
Eventuálně zašlete defektní redukční ventily na
servisní adresu.
5.3 Připojení na síť
Před připojením se přesvědčte, zda údaje na
typovém štítku souhlasí s údaji sítě.
Přístroj smí být zapojen pouze do řádně
uzemněných a jištěných zásuvek s ochranným
kolíkem.
5.4 Montáž cívky s drátem (obr. 1, 5, 6, 28 – 36)
Cívka s drátem není v rozsahu dodávky obsažena!
5.4.1 Druhy drátu
Podle případu použití jsou potřebné různé svařovací
dráty. Svářečka může být používána se svařovacími
dráty o průměru 0,6 a 0,8 mm. Příslušná podávací
kladka a kontaktní trubičky jsou u přístroje přiloženy.
Podávací kladka, kontaktní trubička a průřez drátu se
musí vždy k sobě hodit.
5.4.2 Kapacita cívky s drátem
Do přístroje mohou být namontovány cívky s drátem
až do maximálně 5 kg.
5.4.3 Vložení cívky s drátem
Otevřít kryt skříně (obr. 1/4).
Aby bylo zabezpečeno rovnoměrné odvíjení
drátu, zkontrolujte, zda se vinutí na cívce
nepřekrývá.
Popis vodicí jednotky drátu (obr. 28 - 36)
A Aretace cívky
B Držák cívky
C Unášecí kolík
D Seřizovací šroub brzdy kladky
E Šrouby držáku podávací kladky
F Držák podávací kladky
G Podávací kladka
H Upínání balíku hadice
I Přítlačná kladka
J Držák přítlačné kladky
K Pružina přítlačné kladky
L Seřizovací šroub protitlaku
M Vodicí trubička
N Cívka s drátem
O Otvor pro unášení cívky s drátem
Vložení cívky s drátem (obr. 28, 29)
Cívku s drátem (N) položit na držák cívky (B). Dbát na
to, aby se konec svařovacího drátu odvíjel na straně
vedení drátu, viz šipka.
Dbát na to, aby byla aretace cívky (A) zatlačena a aby
unášecí kolík (C) seděl v otvoru pro unášení cívky s
Ochranný plyn CO2 Argon/CO2
Svařovaný kov
Nelegovaná ocel X X
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:27 Seite 79
Page 80

80
CZ
drátem (O). Aretace cívky (A) musí opět nad cívkou s
drátem (N) zaskočit. (obr. 27)
Zavedení svařovacího drátu a seřízení vedení
drátu (obr. 30 - 36)
Pružinu přítlačné kladky (K) tlačit směrem nahoru
a vykývnout směrem dopředu (obr. 30).
Držák přítlačné kladky (J) s přítlačnou kladkou (I)
a pružinou přítlačné kladky (K) odklopit směrem
dolů (obr. 31).
Šrouby držáku podávací kladky (E) povolit a
držák podávací kladky (F) stáhnout směrem
nahoru (obr. 32).
Překontrolovat podávací kladku (G). Na horní
straně podávací kladky (G) musí být uvedena
příslušná síla drátu. Podávací kladku (G) v
případě potřeby otočit nebo vyměnit (obr. 33).
Držák podávací kladky (F) opět nasadit a
přišroubovat.
Plynovou trysku (obr. 5/12) otáčením doprava
stáhnout z hořáku (obr. 5/13), kontaktní trubičku
(obr. 6/26) odšroubovat (obr. 5 - 6). Balík hadice
(obr. 1/11) položit na zem pokud možno přímým
směrem od svářečky.
Prvních 10 cm svařovacího drátu odstřihnout tak,
aby vznikl rovný řez bez výčnělků, deformací a
nečistot. Konec svařovacího drátu zbavit otřepů.
Svařovací drát protáhnout vodicí trubičkou (M),
mezi přítlačnou a podávací kladkou (G/I) a
nasunout do upínání balíku hadice (H) (obr. 34).
Svařovací drát opatrně rukou nasunout do balíku
hadice tak dalece, aby na hořáku přečníval o cca
1 cm (obr. 5/13).
Seřizovací šroub protitlaku (L) o několik otočení
povolit (obr. 36).
Držák přítlačné kladky (J) s přítlačnou kladkou (I)
a pružinou přítlačné kladky (K) opět odklopit
nahoru a pružinu přítlačné klapky (K) opět zavěsit
na seřizovacím šroubu protitlaku (L) (obr. 35).
Seřizovací šroub protitlaku (L) nyní nastavit tak,
aby svařovací drát pevně seděl mezi přítlačnou
kladkou (I) a podávací kladkou (G) bez toho, aby
byl mačkán (obr. 36).
Na hořák (obr. 5/13) našroubovat kontaktní
trubičku (obr. 6/26) vhodnou pro použitý průměr
svařovacího drátu a otáčením doprava nastrčit
plynovou trysku (obr. 5/12).
Seřizovací šroub brzdy kladky (D) nastavit tak,
aby se drát nechal ještě stále vést a kladka se po
zbrzdění vedení drátu automaticky zastavila.
6. Obsluha
6.1 Nastavení
Protože se nastavení svářečky provádí rozdílně podle
případu použití, doporučujeme provést nastavení po
provedení zkušebního svaru.
6.1.1 Nastavení svařovacího proudu
Svařovací proud může být nastaven v 6 stupních na
za-/vypínači svařovacího proudu (obr. 1/7). Potřebný
svařovací proud je závislý na tloušťce materiálu,
požadované hloubce závaru a průměru svařovacího
drátu.
6.1.2 Nastavení rychlosti posuvu svařovacího
drátu
Rychlost posuvu svařovacího drátu je automaticky
přizpůsobována použitému nastavení proudu. Jemné
nastavení rychlosti posuvu svařovacího drátu může
být plynule provedeno na regulátoru rychlosti
svařovacího drátu (obr. 1/14). Při nastavování
doporučujeme začít se stupněm 5, který představuje
střední hodnotu, a v případě potřeby provést
dodatečné nastavení. Potřebné množství drátu je
závislé na tloušťce materiálu, hloubce závaru,
průměru svařovacího drátu a také na velikosti
přemosťovaných vzdáleností svařovaných obrobků.
6.1.3 Nastavení průtoku plynu
Průtok plynu může být plynule nastaven na
redukčním ventilu (obr. 4/19). Je udáván na
manometru (obr. 4/20) v litrech za minutu (l/min).
Doporučený průtok plynu v místnostech bez průvanu:
5 – 15 l/min.
Na nastavení průtoku plynu nejdříve povolit upínací
páčku (obr. 28/G) jednotky posuvu drátu, aby se
zabránilo zbytečnému opotřebení drátu (viz 5.4.3).
Přístroj připojit na síť (viz bod 5.3), za-/vypínač
svařovacího proudu (obr. 1/7) nastavit na stupeň 1 a
zapnout vypínač hořáku (obr. 5/25), aby byl uvolněn
průtok plynu. Nyní nastavit na redukčním ventilu (obr.
4/19) požadovaný průtok plynu.
Otáčení regulátoru doleva (obr. 4/24):
menší průtok
Otáčení regulátoru doprava (obr. 4/24):
větší průtok
Upínací páčku (obr. 28/G) jednotky posuvu drátu opět
utáhnout.
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:27 Seite 80
Page 81

81
CZ
6.2 Elektrická přípojka
6.2.1 Připojení na síť
Viz bod 5.3
6.2.2 Připojení ukostřovací svorky (obr. 1/10)
Ukostřovací svorku (10) přístroje připojit pokud možno
v bezprostřední blízkosti svařovaného místa.
Na kontaktním místě dbát na kovový neizolovaný
přechod.
6.3 Svařování
Jsou-li provedena všechna elektrická připojení
zásobování proudem a okruhu svařovacího proudu,
jakož také připojení ochranného plynu, může být
postupováno následovně:
Svařované obrobky nesmí v oblasti svařování
obsahovat barvu, kovové povlaky, nečistotu, rez, tuk a
vlhkost.
Příslušně nastavte svařovací proud, posuv drátu a
průtok plynu (viz 6.1.1 – 6.1.3).
Držte si svářečský štít (obr. 3/17) před obličejem a
přiložte plynovou trysku na to místo na obrobku, které
má být svařováno.
Nyní zapněte vypínač hořáku (obr. 5/25).
Hoří-li světelný oblouk, dopravuje přístroj drát do
svarové lázně. Je-li svarová čočka dostatečně veliká,
vede se hořák opatrně podél požadované hrany. V
případě potřeby lehce kmitat, aby se svarová lázeň
trochu zvětšila.
Ideální nastavení svařovacího proudu, rychlosti
posuvu drátu a průtoku plynu zjistit provedením
zkušebního svaru. V ideálním případě je slyšitelný
rovnoměrný svařovací zvuk. Hloubka závaru by měla
být pokud možno velká, svarová lázeň by ovšem
neměla obrobkem propadnout.
6.4 Ochranná zařízení
6.4.1 Tepelná pojistka
Svářečka je vybavena ochranou proti přehřátí, která
chrání svařovací transformátor před přehřátím. Pokud
ochrana proti přehřátí zareaguje, svítí kontrolka (3) na
Vašem přístroji. Nechte svářečku nějaký čas ochladit.
7. Čištění, údržba a objednání
náhradních dílů
Před všemi čisticími pracemi vytáhněte síťovou
zástrčku.
7.1 Čištění
n Udržujte bezpečnostní zařízení, větrací otvory a
kryt motoru tak prosté prachu a nečistot, jak jen
to je možné. Otřete přístroj čistým hadrem nebo
ho profoukněte stlačeným vzduchem při nízkém
tlaku.
n Doporučujeme přímo po každém použití přístroj
vyčistit.
n Pravidelně přístroj čistěte vlhkým hadrem a
trochou mazlavého mýdla. Nepoužívejte žádné
čisticí prostředky nebo rozpouštědla, mohlo by
dojít k poškození plastových částí přístroje.
Dbejte na to, aby se dovnitř přístroje nedostala
voda.
7.2 Údržba
Uvnitř přístroje se nevyskytují žádné další, údržbu
vyžadující, díly.
7.3 Objednání náhradních dílů:
Při objednávce náhradních dílů je třeba uvést
následující údaje:
n Typ přístroje
n Číslo výrobku přístroje
n Identifikační číslo přístroje
n Číslo náhradního dílu požadovaného náhradního
dílu
Aktuální ceny a informace naleznete na
www.isc-gmbh.info
8. Likvidace a recyklace
Přístroj je uložen v balení, aby bylo zabráněno
poškození při přepravě. Toto balení je surovina a tím
znovu použitelné nebo může být dáno zpět do
cirkulace surovin.
Přístroj a jeho příslušenství jsou vyrobeny z rozdílných
materiálů, jako např. kov a plasty. Defektní součástky
odevzdejte k likvidaci zvláštních odpadů. Zeptejte se
v odborné prodejně nebo na místním zastupitelství!
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:27 Seite 81
Page 82

82
CZ
Chyba Příčina Odstranění
Podávací kladka se neotáčí Chybí síťové napětí
Regulátor posuvu drátu na 0
Překontrolovat přípojku
Překontrolovat nastavení
Podávací kladka se otáčí, ovšem
žádný přívod drátu
Špatný tlak kladky (viz 5.4.3)
Brzda kladky moc pevně nastavena
(viz 5.4.3)
Znečištěná / poškozená podávací
kladka (viz 5.4.3)
Poškozený balík hadice
Kontaktní trubička chybná velikost /
znečištěná / opotřebovaná (viz
5.4.3)
Svařovací drát je přivařen k plynové
trysce/kontaktní trubičce
Překontrolovat nastavení
Překontrolovat nastavení
Vyčistit, resp. vyměnit
Plášť vedení drátu zkontrolovat
Vyčistit / vyměnit
Uvolnit
Přístroj po delším provozu
nefunguje, kontrolka tepelné
pojistky (3) svítí
Přístroj se moc dlouhým
používáním, resp. nedodržením
ochlazovací doby přehřál
Přístroj nechat minimálně 20 - 30
minut ochladit
Velice špatný svar Chybné nastavení proudu / posuvu
(viz 6.1.1/6.1.2)
Žádný / moc málo plynu (viz 6.1.3)
Překontrolovat nastavení
Překontrolovat nastavení, resp.
plnicí tlak plynové láhve
9. Vyhledávání poruch
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:27 Seite 82
Page 83

83
CZ
10. Objašnjenje simbola
EN 60974-1 Evropská norma:
Zařízení pro obloukové
svařování: Zdroje
svařovacího proudu pro
ruční obloukové
svařování s omezeným
provozem
Neskladujte nebo
nepoužívejte přístroj ve
vlhkém nebo mokrém
prostředí nebo v dešti
Jištění s jmenovitou
hodnotou v ampérech v
síťové přípojce
1fázová síťová přípojka
U
1
Síťové napětí 50 Hz Kmitočet sítě
I1max Největší dimenzování
proudu ze sítě
Symbol pro klesající
charakteristickou křivku
Před použitím svářečky
si pečlivě přečíst návod k
obsluze a dodržovat ho
Svařování tavicí
elektrodou v atmosféře
inertních plynů a
svařování tavicí
elektrodou v aktivním
plynu včetně použití
plněného drátu
U
0
Jmenovité napětí chodu
naprázdno
IP 21 Druh ochrany
I
2
Svařovací proud H Třída izolace
Ø mm Průměr svařovacího
drátu
X Doba zapnutí
Jednofázový
transformátor s
usměrňovačem
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:27 Seite 83
Page 84

84
SK
Obsah:
1. Bezpečnostné pokyny
2. Popis prístroja a objem dodávky
3. Správne použitie prístroja
4. Technické údaje
5. Pred uvedením do prevádzky
6. Obsluha
7. Čistenie, údržba a objednávanie náhradných dielov
8. Likvidácia a recyklácia
9. Hľadanie porúch
10. Vysvetlenie symbolov
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:27 Seite 84
Page 85

85
SK
Pozor!
Pri používaní prístrojov sa musia dodržiavať príslušné
bezpečnostné opatrenia, aby bolo možné zabrániť
prípadným zraneniam a vecným škodám. Preto si
starostlivo prečítajte tento návod na obsluhu /
bezpečnostné pokyny. Následne ich starostlivo
uschovajte, aby ste mali vždy k dispozícii potrebné
informácie. V prípade, že budete prístroj požičiavať
tretím osobám, prosím odovzdajte im spolu
s prístrojom tento návod na obsluhu/ bezpečnostné
pokyny. Nepreberáme žiadne ručenie za nehody ani
škody, ktoré vzniknú nedodržaním tohto návodu na
obsluhu a bezpečnostných pokynov.
1. Bezpečnostné pokyny
Príslušné bezpečnostné pokyny nájdete v priloženej
brožúrke.
2. Popis prístroja a objem dodávky
(obr. 1-8)
1. Rukoväť
2. Prevádzkový ukazovateľ
3. Kontrolka tepelnej poistky
4. Kryt telesa
5. Odkladacia plocha plynových fliaš
6. Kolieska
7. Vypínač zváracieho prúdu zap/vyp
8. Podstavcová noha
9. Sieťová zástrčka
10. Uzemňovacia svorka
11. Hadicový paket
12. Plynová dýza
13. Horák
14. Regulátor rýchlosti zváracieho drôtu
15. Popruh
16. Prípojka prívodu plynu
17. Zvárací štít
18. Hadica ochrannej atmosféry
19. Redukčný ventil
20. Manometer
21. Skrutkový spoj
22. Bezpečnostný ventil
23. Prípojka hadice ochrannej atmosféry
24. Otočný regulátor
25. Spínač horáka
26. 2 x kontaktná rúrka
2.1 Montážny materiál
a. 8 x skrutka pre pojazdné kolieska
b. 8 x rozperný poistný krúžok pre pojazdné kolieska
c. 8 x podložka pre pojazdné kolieska
d. 4 x skrutka pre rukoväť
e. 4 x rozperný poistný krúžok pre rukoväť
f. 4 x podložka pre rukoväť
g. 2 x skrutka pre podstavcovú nohu
h. 2 x rozperný poistný krúžok pre podstavcovú
nohu
i. 2 x podložka pre podstavcovú nohu
j. 2 x hadicová svorka
k. 1 x rám ochranného skla
l. 1 x zváracie sklo
m. 1 x priehľadné ochranné sklo
n. 2 x prídržné puzdrá ochranného skla
o. 3 x matica pre rukoväť
p. 3 x skrutka pre rukoväť
q. 2 x prídržný kolík ochranného skla
r. 1 x rukoväť
s. 1 x rám zváracieho štítu
3. Správne použitie prístroja
Zváračka s ochrannou atmosférou je určená výlučne
na zváranie ocele metódou MAG (zváranie kovovou
elektródou v ochrannej atmosfére aktívneho plynu) s
použitím príslušných zváracích drôtov a plynov.
Prístroj smie byť použitý len na ten účel, na ktorý bol
určený. Každé iné odlišné použitie prístroja sa
považuje za nespĺňajúce účel použitia. Za škody
alebo zranenia akéhokoľvek druhu spôsobené
nesprávnym používaním ručí používateľ / obsluhujúca
osoba, nie však výrobca
Dôležité upozornenie k elektrickej prípojke
Prístroj spadá do triedy A podľa normy EN 60974-10,
čiže nie je určený pre použitie v obytných priestoroch,
v ktorých sa uskutočňuje napájanie elektrickým
prúdom prostredníctvom verejného napájacieho
systému nízkeho napätia, pretože by tam mohol
spôsobiť v prípade nevhodných sieťových podmienok
rušenie. Ak prístroj chcete použiť v obytných
priestoroch, v ktorých sa uskutočňuje napájanie
elektrickým prúdom prostredníctvom verejného
napájacieho systému nízkeho napätia, je potrebné
použitie elektromagnetického filtra, ktorý zredukuje
elektromagnetické rušenie do takej miery, že nebude
zo strany užívateľa vnímané ako rušivé.
V priemyselnom použití alebo iných oblastiach,
v ktorých sa neuskutočňuje napájanie elektrickým
prúdom prostredníctvom verejného napájacieho
systému nízkeho napätia, sa môže prístroj používať
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:27 Seite 85
Page 86

86
SK
bez použitia takéhoto filtra.
Všeobecné bezpečnostné opatrenia
Užívateľ je zodpovedný za odbornú inštaláciu
a používanie prístroja podľa údajov výrobcu. Pokiaľ
by malo dôjsť k výskytu elektromagnetického rušenia,
je v zodpovednosti užívateľa, aby toto rušenie
odstránil pomocou technických pomocných
prostriedkov uvedených v bode „Dôležité upozornenie
k elektrickej prípojke“.
Redukcia emisií
Hlavné napájanie elektrickým prúdom
Zváračka sa musí zapojiť v súlade s údajmi výrobcu
na hlavné napájanie elektrickým prúdom. Pokiaľ
dôjde k výskytu rušenia, môže byť potrebné
uskutočniť dodatočné opatrenia, napr. inštalácia filtra
na hlavné napájanie elektrickým prúdom (pozri vyššie
v bode „Dôležité upozornenie k elektrickej prípojke“).
Zváracie káble by mali byť pokiaľ možno čo
najkratšie.
Kardiostimulátor
Osoby, ktoré nosia elektronický prístroj pre
udržiavanie životných funkcií (napr. kardiostimulátor
apod.), by sa mali poradiť so svojim lekárom predtým,
než prídu do blízkosti oblúkovej, rezacej, vypaľovacej
alebo bodovej zváračky, aby sa zabezpečilo, že
magnetické polia v spojení s vysokými elektrickými
prúdmi nebudú mať negatívny dopad na ich prístroje.
Záručná doba je 12 mesiacov v prípade firemného
používania, resp. 24 mesiacov pre spotrebiteľov
a začína plynúť odo dňa zakúpenia prístroja.
4. Technické údaje
Sieťové pripojenie: 230 V ~ 50 Hz
Zvárací prúd: 25-120 A (max. 150 A)
Doba zapnutia X%: 10 20 30 60 100
Zvárací prúd I2(A): 120 90 75 52 40 25
Menovité napätie na prázdno U0: 48 V
Cievka zváracieho drôtu max: 5 kg
Priemer zváracieho drôtu: 0,6/0,8 mm
Istenie: 16 A
Hmotnosť: 25 kg
Uvedené časy zvárania sú platné pre teplotu okolia
40 °C.
5. Pred uvedením do prevádzky
5.1 Montáž (obr. 5 -21)
5.1.1 Montáž pojazdných koliesok (6)
Pojazdné kolieska (6) namontujte ako je to
znázornené na obrázkoch 7, 9, 10, 11.
5.1.2 Montáž podstavcovej nohy (8)
Podstavcovú nohu (8) namontujte ako je to
znázornené na obrázkoch 7, 9, 12, 13.
5.1.3 Montáž rukoväte (1)
Rukoväť (1) namontujte ako je to znázornené na
obrázkoch 7, 14.
5.1.4 Montáž zváracieho štítu (17)
Založte zváracie sklo (I) a cez neho vložte
priehľadné ochranné sklo (m) do rámu určeného
pre ochranné sklo (k) (obr. 15).
Zatlačte prídržné kolíky ochranného skla (q)
zvonku do otvorov v ráme zváracieho štítu (s)
(obr. 16).
Založte rám pre ochranné sklo (k) so zváracím
sklom (I) a priehľadným ochranným sklom (m) z
vnútra do výrezu v ráme zváracieho štítu (s),
zatlačte prídržné puzdrá ochranného skla (n) na
prídržné kolíky ochranného skla (q), kým
nezaskočia, aby sa zaistil rám pre ochranné sklo
(k). Priehľadné ochranné sklo (m) sa musí
nachádzať na vonkajšej strane (obr. 17).
Hornú hranu rámu zváracieho štítu (s) ohnite
dovnútra (obr. 18/1) a rohy hornej hrany zalomte
(obr. 18/2). Teraz ohnite dovnútra vonkajšie strany
rámu zváracieho štítu (s) (obr. 18/3) a spojte ich
pevným zatlačením rohov hornej hrany
a vonkajších strán. Na každej strane musíte pri
zatláčaní prídržných kolíkov počuť 2 zreteľné
kliknutie (obr. 18/4).
Keď sú obidva horné rohy zváracieho štítu
spojené podľa znázornenia na obrázku 19, vložte
zvonku cez 3 otvory do zváracieho štítu skrutky
pre rukoväť (p) (obr. 20).
Zvárací štít otočte a založte rukoväť (r) na závity 3
skrutiek pre rukoväť (p). Rukoväť (r) pevne
dotiahnite na zvárací štít pomocou 3 matíc pre
rukoväť (o) (obr. 21).
5.2 Pripojenie plynu (obr. 4, 5, 22 - 27)
5.2.1 Druhy plynov
Pri zváraní s prechádzajúcim drôtom je potrebná
ochranná atmosféra, zloženie ochrannej atmosféry
závisí od zvoleného zváracieho procesu:
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:27 Seite 86
Page 87

87
SK
5.2.2 Montáž plynovej fľaše na prístroj
(obr. 22-23)
Plynová fľaša nie je súčasťou dodávky!
Plynovú fľašu namontujte tak, ako to je znázornené
na obrázkoch 22 -23. Skontrolujte pevnosť popruhu
(15) a či zváračka stojí pevne, aby sa neprevrátila.
Pozor! Na odkladaciu plochu plynových fliaš (obr.
23/5) sa môžu namontovať plynové fľaše s objemom
maximálne 10 litrov. Pri použití väčších plynových fliaš
vzniká nebezpečenstvo prevrátenia, tieto sa môžu
preto postaviť iba vedľa prístroja. V tomto prípade sa
musí plynová fľaša dostatočne chrániť proti
prevráteniu!
5.2.3 Napojenie plynovej fľaše (obr. 7, 24 - 27)
Po odobratí ochranného krytu (obr. 24/A) fľašový
ventil (obr. 24/B) krátko otvorte v odvrátenom smere
od tela.
Prípojný závit (obr. 24/C) prípadne vyčistite od
nečistôt suchou utierkou bez pomoci akéhokoľvek
čistiaceho prostriedku. Skontrolujte, či sa na
redukčnom ventile (19) nachádza tesnenie a je v
bezchybnom stave. Redukčný ventil (19) naskrutkujte
proti smeru hodinových ručičiek na prípojný závit (obr.
25/C) plynovej fľaše (obr. 25). Nasuňte obidve
hadicové objímky (j) cez hadicu ochrannej atmosféry
(18). Hadicu ochrannej atmosféry (18) nasuňte na
prípojku hadice ochrannej atmosféry (23) na
redukčnom ventile (19) a prípojku prívodu plynu (16)
nasuňte na zváračku a zaistite obidva prípojné miesta
pomocou hadicových objímok (j) (obr. 26 - 27).
Pozor! Dbajte na tesnosť všetkých plynových
pripojení a spojení! Skontrolujte prípojky a spojovacie
miesta pomocou spreju na netesnosti alebo mydlovej
vody.
5.2.4 Objasnenie redukčného ventilu (obr. 4/19)
Na otočnom regulátore (24) sa dá nastaviť prietokové
množstvo plynu. Nastavené prietokové množstvo
plynu sa dá odčítať na manometri (20) v litroch za
minútu (l/min). Plyn vystupuje z prípojky hadice
ochrannej atmosféry (23) a ďalej sa prepravuje cez
hadicu ochrannej atmosféry (obr. 3/18) do zváračky
(pozri bod 5.2.3).
Pozor! Na nastavenie prietokového množstva plynu
postupujte vždy podľa popisu v bode 6.1.3.
Redukčný ventil sa namontuje na plynovú fľašu
pomocou skrutkového spoja (21) (pozri bod 5.2.3).
Pozor! Zásahy a opravy na redukčnom ventile smie
vykonávať iba odborný personál. Prípadne zašlite
chybné redukčné ventily na servisnú adresu.
5.3 Sieťové pripojenie
Presvedčte sa pred zapojením prístroja do siete
o tom, či údaje na typovom štítku prístroja
súhlasia s údajmi elektrickej siete.
Prístroj je možné pripojiť iba na správne
uzemnené a zabezpečené zásuvky s ochranným
kontaktom.
5.4 Montáž cievky na drôt (obr. 1, 5, 6, 28 - 36)
Cievka na drôt nie je súčasťou dodávky!
5.4.1 Druhy drôtov
V závislosti od prípadu použitia sú potrebné rôzne
zváracie drôty. Zváračka sa môže používať so
zváracími drôtmi s priemerom 0,6 mm a 0,8 mm.
Príslušná podávacia kladka a kontaktná rúrka sú
priložené pri prístroji. Podávacia kladka, kontaktná
rúrka a prierez drôtu musia vždy spolu pasovať.
5.4.2 Kapacita cievky na drôt
Do prístroja sa môžu namontovať cievky na drôt do
maximálne 5 kg.
5.4.3 Nasadenie cievky na drôt
Otvorte kryt telesa (obr. 1/4)
Skontrolujte, aby sa vinutia na cievke
neprekrývali, aby sa zabezpečilo rovnomerné
odvíjanie drôtu.
Popis jednotky vedenia drôtu (obr. 28 - 36)
A Aretácia cievky
B Držiak cievky
C Unášací kolík
D Nastavovacia skrutka pre brzdu kladky
E Skrutky pre držiak podávacej kladky
F Držiak podávacej kladky
G Podávacia kladka
H Upnutie hadicového paketu
I Prítlačná kladka
J Držiak prítlačnej kladky
K Pružina prítlačnej kladky
L Nastavovacia skrutka pre protitlak
M Vodiaca rúrka
N Cievka na drôt
O Unášací otvor cievky na drôt
Ochranná atmosféra CO2 Argon/CO2
Zváraný kov
Nelegovaná oceľ X X
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:27 Seite 87
Page 88

88
SK
Nasadenie cievky na drôt (obr. 28, 29)
Založte cievku na drôt (N) na držiak cievky (B). Dbajte
na to, aby sa koniec zváracieho drôtu odvíjal na
strane drôtového vedenia, pozri šípku.
Skontrolujte, aby bola aretácia cievky (A) zatlačená a
unášací kolík (C) sa nachádzal v unášacom otvore
cievky drôtu (O). Aretácia cievky (A) musí opäť
zaskočiť na cievku drôtu (N) (obr. 27).
Zavedenie zváracieho drôtu a nastavenie
drôtového vedenia (obr. 30-36)
Pružinu prítlačnej kladky (K) zatlačte nahor a
vychýľte dopredu (obr. 30).
Držiak prítlačnej kladky (J) s prítlačnou kladkou (I)
a pružinou prítlačnej kladky (K) zaklapnite
smerom nadol (obr. 31).
Povoľte skrutky pre držiak podávacej kladky (E) a
držiak podávacej kladky (F) odtiahnite smerom
nahor (obr. 32).
Skontrolujte podávaciu kladku (G). Na vrchnej
strane podávacej kladky (G) musí byť uvedená
príslušná hrúbka drôtu. Podávacia kladka (G) je
vybavená 2 vodiacimi drážkami. Podľa potreby
podávaciu kladku (G) otočte alebo vymeňte (obr.
33).
Držiak podávacej kladky (F) znovu nasaďte a
pevne dotiahnite.
Plynovú dýzu (obr. 5/12) vytiahnite z horáka (obr.
5/13) otáčaním doprava, odskrutkujte kontaktnú
rúrku (obr. 6/26) (obr. 5 - 6). Hadicový paket (obr.
1/11) položte na podlahu čo najrovnejšie smerom
od zváračky.
Prvých 10 cm zváracieho drôtu odrežte tak, aby
vznikol priamy rez bez výstupkov, zádrhov a
nečistôt. Koniec zváracieho drôtu odhrotujte.
Zvárací drôt presuňte cez vodiacu rúrku (M),
medzi prítlačnú a podávaciu kladku (G/I) do
upnutia hadicového paketu (H) (obr. 34). Zvárací
drôt opatrne posúvajte rukou do hadicového
paketu, kým nevyčnieva na horáku (obr. 5/13) o
cca 1 cm.
Povoľte nastavovaciu skrutku pre protitlak (L) o
niekoľko otáčok (obr. 36).
Držiak prítlačnej kladky (J) s prítlačnou kladkou (I)
a pružinou prítlačnej kladky (K) opäť zaklapnite
smerom nahor a pružinu prítlačnej kladky (K)
opäť zaveste na nastavovaciu skrutku pre
protitlak (L) (obr. 35).
Nastavovaciu skrutku pre protitlak (L) nastavte
teraz tak, aby zvárací drôt sedel pevne medzi
prítlačnou kladkou (I) a podávacou kladkou (G)
bez toho, aby bol stlačený (obr. 36).
Naskrutkujte správnu kontaktnú rúrku (obr. 6/26)
pre použitý priemer zváracieho drôtu na horák
(obr. 5/13) a plynovú dýzu nasaďte otáčaním
doprava (obr. 5/12).
Nastavovaciu skrutku pre brzdu kladky (D)
nastavte tak, aby sa dal drôt stále viesť a kladka
sa po odbrzdení drôtového vedenia automaticky
zastavila.
6. Obsluha
6.1 Nastavenie
Keďže sa zváračka nastavuje odlišne v závislosti od
prípadu použitia, odporúčame, aby ste nastavenia
vykonávali na základe skúšobného zvárania.
6.1.1 Nastavenie zváracieho prúdu
Zvárací prúd sa dá nastaviť v 6 stupňoch na vypínači
zváracieho prúdu zap/vyp (obr. 1/7). Požadovaný
zvárací prúd závisí od hrúbky materiálu, požadovanej
vypálenej hĺbky a použitého priemeru zváracieho
drôtu.
6.1.2 Nastavenie rýchlosti podávania drôtu
Rýchlosť podávania drôtu sa prispôsobí automaticky
na použité nastavenie prúdu. Je možné plynule
vykonať jemné nastavenie rýchlosti podávania drôtu
na regulátore rýchlosti zváracieho drôtu (obr. 1/14).
Odporúča sa pri nastavení začať na stupni 5, ktorý
predstavuje strednú hodnotu a podľa potreby
doregulovať. Požadované množstvo drôtu závisí od
hrúbky materiálu, vypálenej hĺbky, použitého priemeru
zváracieho drôtu a tiež od veľkosti premosťovaných
odstupov zváraných obrobkov.
6.1.3 Nastavenie prietokového množstva plynu
Prietokové množstvo plynu sa dá nastavovať plynule
na redukčnom tlakovom ventile (obr. 4/19). Udáva sa
na manometri (obr. 4/20) v litroch za minútu (l/min).
Odporúčané prietokové množstvo plynu vo vetraných
priestoroch: 5 – 15 l/min.
Na nastavenie prietokového množstva plynu najskôr
povoľte napínaciu páčku (obr. 28/G) jednotky
podávania drôtu, aby ste zabránili nadbytočnému
opotrebovaniu drôtu (pozri 5.4.3). Vytvorte sieťové
pripojenie (pozri bod 5.3), dajte vypínač zváracieho
prúdu zap/vyp (obr. 1/7) na stupeň 1 a stlačte spínač
horáka (obr. 5/25), aby ste pustili prietok plynu. Teraz
nastavte na redukčnom ventile (obr. 4/19)
požadované prietokové množstvo plynu.
Otáčanie regulátora doľava (obr. 4/24):
menšie prietokové množstvo plynu
Otáčanie regulátora doprava (obr. 4/24):
väčšie prietokové množstvo plynu
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:27 Seite 88
Page 89

89
SK
Opäť pevne zaistite napínaciu páčku (obr. 28/G)
jednotky podávania drôtu.
6.2 Elektrické pripojenie
6.2.1 Sieťové pripojenie
Pozri bod 5.3
6.2.2 Napojenie uzemňovacej svorky (obr. 1/10)
Uzemňovaciu svorku (10) prístroja zapojte čo
najbližšie k zváraciemu miestu.
Dbajte na kovovo lesklý prechod na kontaktnom
mieste.
6.3 Zváranie
Ak sa vykonali všetky elektrické pripojenia pre
elektrické napájanie a zvárací elektrický obvod ako aj
pripojenie ochrannej atmosféry, môžete postupovať
nasledovne:
Zvárané obrobky musia byť v oblasti zvárania
zbavené farby, kovových povlakov, nečistoty, hrdze,
mastnoty a vlhkosti.
Nastavte zvárací prúd, podávanie drôtu a prietokové
množstvo plynu (pozri 6.1.1 - 6.1.3) podľa potreby.
Držte zvárací štít (obr. 3/17) pred tvárou a zaveďte
plynovú dýzu na miesto obrobku, kde sa má zvárať.
Teraz stlačte spínač horáka (obr. 5/25).
Ak elektrický oblúk horí, prístroj posúva drôt do
zváracieho kúpeľa. Ak je zvarový bod dostatočne
veľký, horák sa vedie pomaly pozdĺž požadovanej
hrany. V prípade potreby zľahka pokývať, aby sa
zvárací kúpeľ trochu zväčšil.
Ideálne nastavenie zváracieho prúdu, rýchlosti
podávania drôtu a prietokového množstva plynu
zistite na základe skúšobného zvárania. V ideálnom
prípade by ste mali počuť rovnomerný zvárací zvuk.
Vypálená hĺbka by mala byť čo najhlbšia, avšak
zvárací kúpeľ nesmie prepadnúť cez zváraný
obrobok.
6.4 Ochranné zariadenia
6.4.1 Tepelná poistka
Zváračka je vybavená ochranou proti prehriatiu, ktorá
chráni zvárací transformátor pred predhriatím. Ak by
malo dôjsť k spusteniu ochrany pred prehriatím, na
Vašom prístroji sa rozsvieti kontrolka (3). Nechajte
zváračku na nejaký čas vychladnúť.
7. Čistenie, údržba a objednanie
náhradných dielov
Pred všetkými údržbovými a čistiacimi prácami
vytiahnite kábel zo siete.
7.1 Čistenie
Udržujte ochranné zariadenia, vzduchové otvory
a ebo ho vyčistite vyfúkaním stlačeným
vzduchom pri nastavení na nízky tlak.
Odporúčame, aby ste prístroj čistili spravidla vždy
po každom použití.
Čistite prístroj pravidelne pomocou vlhkej utierky
aostriedky alebo riedidlá; tieto prostriedky by
mohli napadnúť umelohmotné diely prístroja.
Dbajte na to, aby sa do vnútra prístroja nedostala
voda.
7.2 Údržba
Všetky pohyblivé časti je potrebné premazať v
pravidelných časových intervaloch.
7.3 Objednávanie náhradných dielov:
Pri objednávaní náhradných dielov je potrebné uviesť
nasledovné údaje;
Typ prístroja
Výrobné číslo prístroja
Identifikačné číslo prístroja
Číslo potrebného náhradného dielu
Aktuálne ceny a informácie nájdete na stránke
www-isc-gmbh.info
8. Likvidácia a recyklácia
Prístroj sa nachádza v obale za účelom zabránenia
poškodeniu pri transporte. Tento obal je vyrobený zo
suroviny a tým pádom je ho možné znovu použiť
alebo sa môže dať do zberu na recykláciu surovín.
Prístroj a jeho príslušenstvo sa skladajú z rôznych
materiálov, ako sú napr. kovy a plasty. Poškodené
súčiastky odovzdajte na vhodnú likvidáciu
špeciálneho odpadu. Informujte sa v odbornej
predajni alebo na miestnych úradoch!
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:27 Seite 89
Page 90

90
SK
Porucha Príčina Pomoc pri odstraňovaní
Podávacia kladka sa neotáča Chýba elektrické napätie
Regulátor podávania drôtu na 0
Skontrolovať pripojenie
Skontrolovať nastavenie
Podávacia kladka sa otáča, avšak
nedochádza k podávaniu drôtu
Nesprávny tlak kladky (pozri 5.4.3)
Brzda kladky nastavená príliš
pevne (pozri 5.4.3)
Znečistená / poškodená podávacia
kladka (pozri 5.4.3).
Poškodený hadicový paket
Kontaktná rúrka nesprávnej
veľkosti / znečistená / opotrebená
(pozri 5.4.3).
Zvárací drôt na plynovej dýze /
kontaktnej rúrke pevne navarený
Skontrolovať nastavenie
Skontrolovať nastavenie
Vyčistiť resp. vymeniť
Skontrolovať plášť drôtového
vedenia
Vyčistiť / vymeniť
Uvoľniť
Prístroj nefunguje po dlhšej
prevádzke, svieti kontrolka tepelnej
poistky (3)
Prístroj sa prehrial v dôsledku príliš
dlhého používania resp.
nedodržania času vychladnutia
Prístroj nechať vychladnúť
minimálne na 20-30 minút!
Veľmi zlý zvar Nesprávne nastavenie prúdu /
podávania (pozri 6.1.1/6.1.2)
Žiadny / príliš málo plynu (pozri
6.1.3)
Skontrolovať nastavenie
Skontrolovať nastavenie resp.
plniaci tlak plynovej fľaše
9. Hľadanie porúch
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:27 Seite 90
Page 91

91
SK
10. Vysvetlenie symbolov
EN 60974-1 Európska norma pre
zariadenia na oblúkové
zváranie a zdroje na
elektrické zváranie s
obmedzeným trvaním
prevádzky
Neskladujte ani
nepoužívajte tento
prístroj vo vlhkom alebo
mokrom prostredí ani v
daždi.
Poistka s menovitou
hodnotou v ampéroch v
sieťovom pripojení
1 fázové sieťové
pripojenie
U
1
Sieťové napätie 50 Hz Sieťová frekvencia
I1max Najvyššia menovitá
hodnota sieťového prúdu
Symbol pre klesajúcu
charakteristiku
Pred použitím zváračky
si dôkladne prečítajte
a dodržiavajte návod na
obsluhu
Zváranie kovovou
elektródou v inertnom
a aktívnom ochrannom
plyne vrátane použitia
plnenej drôtovej
elektródy
U
0
Menovité napätie na
prázdno
IP 21 Druh ochrany
I
2
Zvárací prúd H Trieda izolácie
Ø mm Priemer zváracieho drôtu X Doba zapnutia
Jednofázový
transformátor s
usmerňovačom
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:27 Seite 91
Page 92

92
k erklärt folgende Konformität gemäß EU-Richtlinie und
Normen für Artikel
t explains the following conformity according to EU
directives and norms for the following product
p déclare la conformité suivante selon la directive CE et les
normes concernant l’article
C dichiara la seguente conformità secondo la direttiva UE e
le norme per l’articolo
N verklaart de volgende overeenstemming conform EU
richtlijn en normen voor het product
m declara la siguiente conformidad a tenor de la directiva y
normas de la UE para el artículo
O declara a seguinte conformidade, de acordo com a
directiva CE e normas para o artigo
l attesterer følgende overensstemmelse i medfør af
EU-direktiv samt standarder for artikel
U förklarar följande överensstämmelse enl. EU-direktiv och
standarder för artikeln
q vakuuttaa, että tuote täyttää EU-direktiivin ja standardien
vaatimukset
. tõendab toote vastavust EL direktiivile ja standarditele
j vydává následující prohlášení o shodě podle směrnice
EU a norem pro výrobek
X potrjuje sledečo skladnost s smernico EU in standardi za
izdelek
W vydáva nasledujúce prehlásenie o zhode podľa smernice
EÚ a noriem pre výrobok
A a cikkekhez az EU-irányvonal és Normák szerint a
következő konformitást jelenti ki
P deklaruje zgodność wymienionego poniżej artykułu z
następującymi normami na podstawie dyrektywy WE.
e декларира съответното съответствие съгласно
Директива на ЕС и норми за артикул
H paskaidro šādu atbilstību ES direktīvai un standartiem
G apibūdina šį atitikimą EU reikalavimams ir prekės
normoms
Q declară următoarea conformitate conform directivei UE
şi normelor pentru articolul
z δηλώνει την ακόλουθη συμμόρφωση σύμφωνα με την
Οδηγία ΕΚ και τα πρότυπα για το προϊόν
B potvrđuje sljedeću usklađenost prema smjernicama EU
i normama za artikl
f potvrđuje sljedeću usklađenost prema smjernicama EU
i normama za artikl
4 potvrđuje sledeću usklađenost prema smernicama EZ i
normama za artikal
T следующим удостоверяется, что следующие
продукты соответствуют директивам и нормам ЕС
1 проголошує про зазначену нижче відповідність
виробу директивам та стандартам ЄС на виріб
5 ја изјавува следната сообрзност согласно
ЕУ-директивата и нормите за артикли
Z Ürünü ile ilgili AB direktifleri ve normları gereğince
aşağıda açıklanan uygunluğu belirtir
L erklærer følgende samsvar i henhold til EU-direktivet
og standarder for artikkel
E Lýsir uppfyllingu EU-reglna og annarra staðla vöru
Konformitätserklärung
ISC GmbH · Eschenstraße 6 · D-94405 Landau/Isar
Schutzgasschweißgerät BT-GW 150 (Einhell)
Standard references: EN 60974-1; EN 60974-10
Landau/Isar, den 06.11.2012
First CE: 07 Archive-File/Record: NAPR006279
Art.-No.: 15.749.70 I.-No.: 11032 Documents registrar: Daniel Protschka
Subject to change without notice Wiesenweg 22, D-94405 Landau/Isar
Weichselgartner/General-Manager Yu Feng Quing/Product-Management
2006/42/EC
2004/26/EC
Emission No.:
2000/14/EC_2005/88/EC
Annex IV
Notified Body:
Notified Body No.:
Reg. No.:
Annex V
Annex VI
Noise: measured LWA= dB (A); guaranteed LWA= dB (A)
P = kW; L/Ø = cm
Notified Body:
x
x
x
87/404/EC_2009/105/EC
2005/32/EC_2009/125/EC
2006/95/EC
2006/28/EC
2004/108/EC
2004/22/EC
1999/5/EC
97/23/EC
90/396/EC_2009/142/EC
89/686/EC_96/58/EC
2011/65/EC
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:27 Seite 92
Page 93

93
k Nur für EU-Länder
Werfen Sie Elektrowerkzeuge nicht in den Hausmüll!
Gemäß europäischer Richtlinie 2002/96/EG über Elektro- und Elektronik-Altgeräte und Umsetzung in
nationales Recht müssen verbrauchte Elektrowerkzeuge getrennt gesammelt werden und einer
umweltgerechten Wiederverwertung zugeführt werden.
Recycling-Alternative zur Rücksendeaufforderung:
Der Eigentümer des Elektrogerätes ist alternativ anstelle Rücksendung zur Mitwirkung bei der sachgerechten Verwertung im Falle der Eigentumsaufgabe verpflichtet. Das Altgerät kann hierfür auch einer
Rücknahmestelle überlassen werden, die eine Beseitigung im Sinne der nationalen Kreislaufwirtschaftsund Abfallgesetze durchführt. Nicht betroffen sind den Altgeräten beigefügte Zubehörteile und Hilfsmittel
ohne Elektrobestandteile.
t For EU countries only
Never place any electric tools in your household refuse.
To comply with European Directive 2002/96/EC concerning old electric and electronic equipment and its
implementation in national laws, old electric tools have to be separated from other waste and disposed of
in an environment-friendly fashion, e.g. by taking to a recycling depot.
Recycling alternative to the demand to return electrical devices:
As an alternative to returning the electrical device, the owner is obliged to cooperate in ensuring that the
device is properly recycled if ownership is relinquished. This can also be done by handing over the used
device to a returns center, which will dispose of it in accordance with national commercial and industrial
waste management legislation. This does not apply to the accessories and auxiliary equipment without
any electrical components which are included with the used device.
p Uniquement pour les pays de l'Union Européenne
Ne jetez pas les outils électriques dans les ordures ménagères.
Selon la norme européenne 2002/96/CE relative aux appareils électriques et systèmes électroniques
usés et selon son application dans le droit national, les outils électriques usés doivent être récoltés à
part et apportés à un recyclage respectueux de l'environnement.
Possibilité de recyclage en alternative à la demande de renvoi :
Le propriétaire de l’appareil électrique est obligé, en guise d’alternative à un envoi en retour, à contribuer
à un recyclage effectué dans les règles de l’art en cas de cessation de la propriété. L’ancien appareil
peut être remis à un point de collecte dans ce but. Cet organisme devra l’éliminer dans le sens de la Loi
sur le cycle des matières et les déchets. Ne sont pas concernés les accessoires et ressources fournies
sans composants électroniques.
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:27 Seite 93
Page 94

94
C Solo per paesi membri dell'UE
Non gettate gli utensili elettrici nei rifiuti domestici.
Secondo la Direttiva europea 2002/96/CE sui rifiuti di apparecchiature elettriche ed elettroniche e
l'applicazione nel diritto nazionale gli elettroutensili usati devono venire raccolti separatamente e smaltiti
in modo ecologico.
Alternativa di riciclaggio alla richiesta di restituzione
Il proprietario dell’apparecchio elettrico è tenuto in alternativa, invece della restituzione, a collaborare in
modo che lo smaltimento venga eseguito correttamente in caso ceda l’apparecchio. L’apparecchio
vecchio può anche venire consegnato ad un centro di raccolta che provvede poi allo smaltimento
secondo le norme nazionali sul riciclaggio e sui rifiuti. Non ne sono interessati gli accessori e i mezzi
ausiliari senza elementi elettrici forniti insieme ai vecchi apparecchi.
Gælder kun EU-lande
Smid ikke el-værktøj ud som almindeligt husholdningsaffald.
I henhold til EF-direktiv 2002/96 om elektroaffald og dets omsættelse til national lovgivning skal brugt
el-værktøj indsamles adskilt og indleveres på genbrugsstation.
Recycling-alternativ til tilbagesendelse af brugt vare:
Ejeren af det elektroniske apparat er forpligtet til – som et alternativ i stedet for tilbagesendelse – at
medvirke til, at relevante dele af apparatet genanvendes ifølge miljøforskrifterne i tilfælde af overdra
gelse af ejerskab til tredjeperson. Det brugte apparat kan også overdrages til et deponeringssted, som vil
varetage bortskaffelsen af apparatets dele i overensstemmelse med nationale bestemmelser vedrørende
skrotning og genbrug. Ikke omfattet heraf er tilbehørsdele og hjælpemidler, som ikke indeholder
elektroniske komponenter.
B
Samo za zemlje Europske zajednice
f
Elektroalate ne bacajte u kućno smeće.
U skladu s europskom odredbom 2002/96/EG o starim električnim i elektroničkim uredjajima i njezinom
primjenom u okviru državnog prava, istrošeni elektroalati moraju se odvojeno sakupiti i zbrinuti na
ekološki način u svrhu recikliranja.
Alternativa s recikliranjem u odnosu na zahtjev za povrat uredjaja:
Vlasnik elektrouredjaja alternativno je obvezan da umjesto povrata robe u slučaju odricanja vlasništva
sudjeluje u stručnom zbrinjavanju elektrouredjaja. Stari uredjaj može se u tu svrhu prepustiti i stanici za
preuzimanje rabljenih uredjaja koja će provesti uklanjanje u smislu državnog zakona o recikliranju i
otpadu. Zakonom nisu obuhvaćeni dijelovi pribora ugradjeni u stare uredjaje i pomoćni materijali bez
električnih elemenata.
U Endast för EU-länder
Kasta inte elverktyg i hushållssoporna.
Enligt det europeiska direktivet 2002/96/EG om avfall som utgörs av eller innehåller elektriska eller
elektroniska produkter och dess tillämpning i den nationella lagstiftningen, måste förbrukade elverktyg
källsorteras och lämnas
Återvinnings-alternativ till begäran om återsändning:
Som ett alternativ till återsändning är ägaren av elutrustningen skyldig att bidraga till ändamålsenlig
avfallshantering för det fall att utrustningen ska skrotas. Efter att den förbrukade utrustningen har läm
nats in till en avfallsstation kan den omhändertas i enlighet med gällande nationella lagstiftning om åter-
vinning och avfallshantering. Detta gäller inte för tillbehörsdelar och hjälpmedel utan elektriska kompo-
nenter vars syfte har varit att komplettera den förbrukade utrustningen.
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:27 Seite 94
Page 95

95
4 Samo za zemlje EU
Ne bacajte elektro-alate u kućno smeće!
Shodno evropskoj smernici 2002/96/EG o starim električnim i elektronskim uredjajima i primeni
državnog prava, istrošeni elektro-alati mora da se odvojeno sakupe i eliminišu na ekološki primeren
način u stanici za recikliranje.
Alternativa recikliranju prema zahtevima za povrat uredjaja:
Vlasnik elektro-uredjaja alternativno je obavezan da umesto povrata robe u slučaju predaje vlasništva
učestvuje u stručnom eliminisanju elektro-uredjaja. Stari uredjaj može da se u tu svrhu prepusti i stanici
za preuzimanje rabljenih uredjaja koja će provesti odstranjivanje u smislu državnog zakona o reciklaži i
otpadu. Zakonom nisu obuhvaćeni delovi pribora ugradjeni u stare uredjaje i pomoćni materijali bez
električnih elemenata.
j Pouze pro členské země EU
Nedávejte elektrické nářadí do domácího odpadu.
Podle Evropské směrnice 2002/96/EG o starých elektrických a elektronických přístrojích (WEEE) a podle
národního práva musí být použité elektrické nářadí odděleně skladováno a odevzdáno k ekologické
recyklaci.
Alternativa recyklace k zaslání zpět:
Vlastník elektrického přístroje je alternativně namísto zaslání zpět povinen ke spolupráci při odborné
recyklaci v případě, že se rozhodne přístroj zlikvidovat. Starý přístroj může být v tomto případě také
odevzdán do sběrny, která provede likvidaci ve smyslu národního zákona o hospodářském koloběhu a
zákona o odpadech. Toto neplatí pro ke starým přístrojům přiložené části příslušenství a pomocné
prostředky bez elektrických součástí.
W Len pre krajiny EÚ
Neodstraňujte elektrické prístroje ako domový odpad.
Podľa Európskej smernice 2002/96/ES o odpade z elektrických a elektronických zariadení (OEEZ) a v
súlade s národnými právnymi predpismi sa musia použité elektronické prístroje odovzdať do triedeného
zberu a musí sa zabezpečiť špecifické spracovanie a recyklácia.
Recyklačná alternatíva k výzve na spätný odber výrobku:
Vlastník elektrického prístroja je alternatívne namiesto spätnej zásielky povinný spolupracovať pri riadnej
recyklácii prístroja voj môže byť za týmto účelom taktiež prenechaný zbernému miestu, ktoré vykoná
odstránenie v zmysle národného zákona o recyklácii a ckých komponentov.
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:27 Seite 95
Page 96

96
k
Das Produkt erfüllt die Anforderungen der EN 61000-3-11 und unterliegt Sonderanschlussbedingungen. Das heißt, dass
eine Verwendung an beliebigen frei wählbaren Anschlusspunkten nicht zulässig ist.
Das Gerät kann bei ungünstigen Netzverhältnissen zu vorübergehenden Spannungsschwankungen führen.
Das Produkt ist ausschließlich zur Verwendung an Anschlusspunkten vorgesehen, die
a) eine maximale zulässige Netzimpedanz Zmax = 0,2 Ω(Ohm) nicht überschreiten, oder
b) die eine Dauerstrombelastbarkeit des Netzes von mindestens 100 A je Phase haben.
Sie müssen als Benutzer sicherstellen, wenn nötig in Rücksprache mit Ihrem Energieversorgungsunternehmen, dass Ihr
Anschlusspunkt, an dem Sie das Produkt betreiben möchten, eine der beiden genannten Anforderungen a) oder
b) erfüllt.
t
The product meets the requirements of EN 61000-3-11 and is subject to special connection conditions. This means that use
of the product at any freely selectable connection point is not allowed.
Given unfavorable conditions in the power supply the product can cause the voltage to fluctuate temporarily.
The product is intended solely for use at connection points that
a) do not exceed a maximum permitted supply impedance Zmax = 0,2 Ω(Ohm), or
b) have a continuous current-carrying capacity of the mains of at least 100 A per phase.
As the user, you are required to ensure, in consultation with your electric power company if necessary, that the connection
point at which you wish to operate the product meets one of the two requirements, a) or b), named above.
p
Le produit répond aux exigences de la norme EN 61000-3-11 et est soumis à des conditions de raccordement spéciales.
Autrement dit, il est interdit de l’utiliser sur un point de raccordement au choix.
L’appareil peut entraîner des variations de tension provisoires lorsque le réseau n’est pas favorable.
Le produit est exclusivement prévu pour l’utilisation aux points de raccordement
a) qui ne dépassent pas une impédance de réseau maximale autorisée de Zmax = 0,2 Ω(Ohm) ou
b) qui ont une intensité admissible du courant permanent d’au moins 100 A par phase.
En tant qu’utilisateur, vous devez vous assurer, si nécessaire en consultant votre entreprise d’électricité locale, que le point
de raccordement avec lequel vous voulez exploiter le produit, répond à l’une des deux exigences a) ou b).
C
Il prodotto soddisfa i requisiti della norma EN 61000-3-11 ed è soggetto a condizioni speciali di collegamento. Ciò significa
che non ne è consentito l’uso con collegamento prese scelte a piacimento.
In caso di condizioni di rete sfavorevoli l’apparecchio può causare delle variazioni temporanee di tensione.
Il prodotto è concepito solo per l’utilizzo collegato a prese che
a) non superino una massima impedenza di rete Zmax = 0,2 Ω(Ohm), oppure
b) che abbiano una resistenza di corrente continua della rete almeno di 100 A per fase.
In qualità di utilizzatore, dovete assicurare, se necessario rivolgendovi al vostro ente di fornitura dell’energia elettrica, che la
presa di collegamento dalla quale volete azionare il prodotto soddisfi uno dei due requisiti citati a) oppure b).
Produktet opfylder EN 61000-3-11-standarden og er underlagt særlige betingelser vedrørende tilslutning. Det vil sige, at
anvendelse via vilkårligt udvalgte tilslutningssteder ikke er tilladt.
Ved ugunstige netforhold kan maskinen forårsage forbigående spændingsvariation.
Produktet er udelukkende beregnet til anvendelse via tilslutningssteder, som
a) holder sig inden for en maksimal tilladt netimpedans på Zmax = 0,2 Ω(Ohm), eller
b) har en tilladelig strømstyrke for konstant netstrøm på mindst 100 A pr. fase.
Som bruger skal du sikre, om nødvendigt i samråd med dit energiforsyningsselskab, at det tilslutningssted, du vil bruge til
produktet, opfylder enten betingelse a) eller b).
U
Produkten uppfyller kraven i EN 61000-3-11 och är underkastad särskilda anslutningsvillkor. Detta betyder att produkten
inte får anslutas till valfria anslutningspunkter.
Vid bristfälliga villkor i elnätet kan maskinen leda till temporära spänningsvariationer.
Produkten får endast användas vid anslutningspunkter
a) som inte överskrider en max. tillåten nätimpedans Zmax = 0,2 Ω(Ohm) eller
b) vars nät har en kontinuerlig strömbelastbarhet på minst 100 A för varje fas.
I din egenskap som användare måste du säkerställa, vid behov i samråd med eldistributionsbolaget, att anslutningspunkten
vid vilken produkten ska användas uppfyller ett av ovan nämnda villkor a) eller b).
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:27 Seite 96
Page 97

97
Bf
Proizvod ispunjava zahtjeve EN 61000-3-11 i podliježe uvjetima specijalnog priključivanja. To znači da nije dopuštena
uporaba na slobodno odabranim priključnim točkama po želji.
Kod nepovoljnih odnosa u mreži ovaj uredjaj može uzrokovati privremena kolebanja napona.
Proizvod je namijenjen isključivo za uporabu na priključnim točkama koje
a) ne prekoračuju maksimalnu dopuštenu impedanciju mreže Zmax = 0,2 Ω(Ohm) ili
b) čija opteretivost trajnom strujom mreže iznosi minimalno 100 A po fazi.
Kao korisnik morate provjeriti, ako je potrebno i posavjetovati se s Vašim poduzećem za opskrbu energijom, ispunjava li
priključna točka na kojoj želite koristiti Vaš proizvod jedan od zahtjeva a) ili b).
4
Proizvod ispunjava zahteve EN 61000-3-11 i podleže uslovima specijalnog priključivanja. To znači da nije dozvoljena
upotreba na slobodno odabranim priključnim tačkama po želji.
Kod nepovoljnih odnosa u mreži ovaj uredjaj može da uzrokuje privremena kolebanja napona.
Proizvod je namenjen isključivo za upotrebu na priključnim tačkama koje
a) ne prekoračuju maksimalnu dozvoljenu impedanciju mreže Zmax = 0,2 Ω(Ohm) ili
b) čija mogućnost opterećenja trajnom strujom mreže iznosi minimalno 100 A po fazi.
Kao korisnik morate da proverite, ako je potrebno i da se posavetujete s Vašim preduzećem za distribuciju energije, da li
priključna točka na kojoj želite da koristite Vaš proizvod ispunjava jedan od zahteva a) ili b).
j
Výrobek splňuje požadavky normy EN 61000-3-11 a podléhá speciálním podmínkám připojení. To znamená, že použití na
libovolně volitelných přípojných bodech není přípustné.
Přístroj může při nepříznivých podmínkách v síti způsobit dočasné kolísání napětí.
Výrobek je konstruován výhradně pro použití na přípojných bodech, které
a) nepřekračují maximální přípustnou impedanci sítě Zmax = 0,2 Ω(Ohm) nebo
b) disponují dlouhodobým proudovým zatížením sítě minimálně 100 A/fáze.
Coby uživatel musíte zabezpečit, pokud nutno za konzultace se svým energetickým podnikem, aby Váš přípojný bod, na
kterém chcete přístroj provozovat, splňoval jeden z obou jmenovaných požadavků a) nebo b).
W
Výrobok spĺňa požiadavky smernice EN 61000-3-11 a podlieha zvláštnym podmienkam pre pripojenie. To znamená, že nie
je prípustné používanie na ĺubovoľných prípojných bodoch.
Prístroj môže pri nepriaznivých sieťových podmienkach viesť krechodným výkyvom napätia.
Výrobok je určený výhradne len pre používanie na takých prípojných bodoch, ktoré
a) neprekračujú maximálnu prípustnú sieťovú impedanciu Zmax = 0,2 Ω(Ohm), alebo
b) majú hodnotu zaťažiteľnosti siete permanentným prúdom minimálne 100 Afázu.
Ako prevádzkovateľ musíte zabezpečiť, v prípade potreby po konzultácii s vašim dodávateľom elektrickej energie, aby váš
prípojný bod, na ktorom chcete používať tento výrobok, spĺňal jeden z oboch uvedených požiadaviek a) alebo b).
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:27 Seite 97
Page 98

98
Der Nachdruck oder sonstige Vervielfältigung von Dokumentation und
Begleitpapieren der Produkte, auch auszugsweise ist nur mit ausdrücklicher Zustimmung der ISC GmbH zulässig.
The reprinting or reproduction by any other means, in whole or in part,
of documentation and papers accompanying products is permitted only
with the express consent of ISC GmbH.
La réimpression ou une autre reproduction de la documentation et des
documents d’accompagnement des produits, même incomplète, n’est
autorisée qu’avec l’agrément exprès de l’entreprise ISC GmbH.
La ristampa o l’ulteriore riproduzione, anche parziale, della
documentazione o dei documenti d’accompagnamento dei prodotti è
consentita solo con l’esplicita autorizzazione da parte della ISC GmbH.
Eftertryk eller anden form for mangfoldiggørelse af skriftligt materiale,
ledsagepapirer indbefattet, som omhandler produkter, er kun tilladt efter
udtrykkelig tilladelse fra ISC GmbH.
Eftertryck eller annan duplicering av dokumentation och medföljande
underlag för produkter, även utdrag, är endast tillåtet med uttryckligt
tillstånd från ISC GmbH.
Bf
Naknadno tiskanje ili slična umnožavanja dokumentacije i pratećih
papira ovih proizvoda, čak i djelomično kopiranje, moguće je samo uz
izričito dopuštenje tvrtke ISC GmbH.
4
Potpuno ili delimično štampanje ili umnožavanje dokumentacije i
službenih papira koji su priloženi proizvodu dozvoljeno je samo uz
izričitu saglasnost firme ISC GmbH.
j
Dotisk nebo jiné rozmnožování dokumentace a průvodních dokumentů
výrobků, také pouze výňatků, je přípustné výhradně se souhlasem firmy
ISC GmbH.
W
Kopírovanie alebo iné rozmnožovanie dokumentácie a sprievodných
podkladov produktov, a to aj čiastočné, je prípustné len s výslovným
povolením spoločnosti ISC GmbH.
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:27 Seite 98
Page 99

99
Technische Änderungen vorbehalten
Technical changes subject to change
Sous réserve de modifications
Con riserva di apportare modifiche tecniche
Der tages forbehold för tekniske ændringer
Förbehåll för tekniska förändringar
Bf Zadržavamo pravo na tehnične izmjene.
4 Zadržavamo pravo na tehničke promen
j Technické změny vyhrazeny
W Technické změny vyhradené
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:27 Seite 99
Page 100

100
Anleitung_BT_GW_150_SPK1__ 23.01.13 07:27 Seite 100
 Loading...
Loading...