

Page 1
Design Guide 310
11/14/2014
Eclipse Tube Firing
Burners
Models TFB030, TFB075, TFB200
Version 2
TFB030-075
TFB200
Page 2
Copyright
Copyright 2007 by Eclipse, inc. All rights reserved
worldwide. This publication is protected by federal
regulation and shall not be copied, distributed,
transmitted, transcribed or translated into any human or
computer language, in any form or by any means, to any
third parties, without the express written consent of
Eclipse, inc.
Disclaimer Notice
In accordance with the manufacturer’s policy of continual
product improvement, the product presented in this
brochure is subject to change without notice or obligation.
The material in this manual is believed adequate for the
intended use of the product. If the product is used for
purposes other than those specified herein, confirmation
of validity and suitability must be obtained. Eclipse
warrants that the product itself does not infringe upon any
United States patents. No further warranty is expressed or
implied.
Liability & Warranty
We have made every effort to make this manual as
accurate and complete as possible. Should you find errors
or omissions, please bring them to our attention so that we
may correct them. In this way we hope to improve our
product documentation for the benefit of our customers.
Please send your corrections and comments to our
Technical Documentation Specialist.
It must be understood that Eclipse’s liability for its product,
whether due to breach of warranty, negligence, strict
liability, or otherwise is limited to the furnishing of
replacement parts and Eclipse will not be liable for any
other injury, loss, damage or expenses, whether direct or
consequential, including but not limited to loss of use,
income, or damage to material arising in connection with
the sale, installation, use of, inability to use, or the repair
or replacement of Eclipse’s products.
Any operation expressly prohibited in this manual, any
adjustment, or assembly procedures not recommended or
authorized in these instructions shall void the warranty.
Document Conventions
There are several special symbols in this document. You
must know their meaning and importance.
The explanation of these symbols follows below. Please
read it thoroughly.
How To Get Help
If you need help, contact your local Eclipse
representative. You can also contact Eclipse at:
1665 Elmwood Rd.
Rockford, Illinois 61103 U.S.A.
Phone: 815-877-3031
Fax: 815-877-3336
http://www.eclipsenet.com
Please have the information on the product label available
when contacting the factory so we may better serve you.
www.eclipsenet.com
Product Name
Item #
S/N
DD MMM YYYY
This is the safety alert symbol. It is used to alert you to potential personal
injurt hazards. Obey all safety messages that follow this symbol to avoid
possible injury or death.
Indicates a hazardous situation which, if not avoided, will result in death
or serious injury.
WARNING
CAUTION
NOTICE
NOTE
2
Indicates a hazardous situation which, if not avoided, could result in
death or serious injury.
Indicates a hazardous situation which, if not avoided, could result in
minor or moderate injury.
Is used to address practices not related to personal injury.
Indicates an important part of text. Read thoroughly.
Page 3
Table of Contents
1 Introduction............................................................................................................................ 4
Product Description.............................................................................................................. 4
Audience .............................................................................................................................. 4
TFB Documents ...................................................................................................................4
Purpose................................................................................................................................ 4
2 Safety...................................................................................................................................... 5
Safety Warnings................................................................................................................... 5
Capabilities........................................................................................................................... 5
Operator Training................................................................................................................. 5
Replacement Parts...............................................................................................................5
3 System Design....................................................................................................................... 6
Design.................................................................................................................................. 6
Step 1: Burner Selection...................................................................................................... 6
Step 2: Control Methodology ............................................................................................... 10
Step 3: Ignition System........................................................................................................ 11
Step 4: Flame Monitoring Control System ........................................................................... 11
Step 5: Combustion Air System: Blower and Air Pressure Switch....................................... 12
Step 6: Main Gas Shut-Off Valve Train ............................................................................... 13
Step 7: Process Temperature Control System .................................................................... 13
Appendix ................................................................................................................................... i
Conversion Factors..............................................................................................................i
System Schematics.................................................................................................................. iii
Notes.......................................................................................................................................... iv
Eclipse TFB, V2, Design Guide 310, 11/14/2014
3
Page 4
Introduction
1
Product Description
The TFB is a nozzle-mixing burner designed for tube firing
applications with multiple fuel capability. The burner
consists of a housing, rear cover, air and fuel inlet blocks,
spark rod, flame rod (if selected), UV scanner adapter (if
selected), gas tube, nozzle and air shroud.
Burner design provides:
• Adjustable air shroud to maintain correct air velocity
for different sized tube applications and fuels.
• Uniform tube temperatures for extending tube life.
Heat Exchanger
The TFB can be used with or without an exhaust leg
recuperator. An exhaust leg recuperator is a heat
exchanger that transfers heat from the exhaust air to the
combustion air. Preheating the combustion air can
increase the fuel efficiency by as much as 20%. The TFB
can handle combustion air temperatures up to 1000°F.
The recommended recuperators for the TFB are the
Eclipse Bayonet (Data 317) and the Bayonet-Ultra (Spec.
318).
Audience
This manual has been written for people who are already
familiar with all aspects of a nozzle-mix burner and its addon components, also referred to as “the burner system”.
These aspects are:
• Design
• Selection
• Use
• Maintenance
The audience is expected to have previous experience
with this type of equipment.
TFB Documents
Design Guide No. 310
• This document
Datasheet, Series No. 310-1 through 310-3
• Available for individual TFB models
• Required to complete installation
Installation Guide No. 310
• Used with Datasheet to complete installation
Worksheet No. 310
• Required to provide application information to
Eclipse Engineering
TFB030-075
Related Documents
• EFE 825 (Combustion Engineering Guide)
• Eclipse Bulletins and Info Guides: 610, 710, 720,
730, 742, 744, 760, 930, I-354
Purpose
TFB200
Figure 1.1. TFB Burner
4
The purpose of this manual is to make sure that the design
of a safe, effective, and trouble free combustion system is
carried out.
Eclipse TFB, V2, Design Guide 310, 11/14/2014
Page 5
Safety
Important notices which help provide safe burner
operation will be found in this section. To avoid personal
injury and damage to the property or facility, the following
warnings must be observed. All involved personnel should
read this entire manual carefully before attempting to start
or operate this system. If any part of the information in this
manual is not understood, contact Eclipse before
continuing.
Safety Warnings
DANGER
■ The burners, described herein, are designed to mix
fuel with air and burn the resulting mixture. All fuel
burning devices are capable of producing fires and
explosions if improperly applied, installed,
adjusted, controlled or maintained.
■ Do not bypass any safety feature; fire or explosion
could result.
■ Never try to light a burner if it shows signs of
damage or malfunction.
WARNING
■ The burner and duct sections are likely to have
HOT surfaces. Always wear the appropriate
protective equipment when approaching the
burner.
2
NOTICE
■ This manual provides information regarding the
use of these burners for their specific design
purpose. Do not deviate from any instructions or
application limits described herein without written
approval from Eclipse.
Capabilities
Only qualified personnel, with sufficient mechanical
aptitude and experience with combustion equipment,
should adjust, maintain or troubleshoot any mechanical or
electrical part of this system. Contact Eclipse for any
needed commissioning assistance.
Operator Training
The best safety precaution is an alert and trained
operator. Train new operators thoroughly and have them
demonstrate an adequate understanding of the
equipment and its operation. A regular retraining schedule
should be administered to ensure operators maintain a
high degree of proficiency. Contact Eclipse for any needed
site-specific training.
Replacement Parts
Order replacement parts from Eclipse only. All Eclipse
approved valves or switches should carry UL, FM, CSA,
CGA and/or CE approval where applicable.
■ Eclipse products are designed to minimize the use
of materials that contain crystalline silica.
Examples of these chemicals are: respirable
crystalline silica from bricks, cement or other
masonry products and respirable refractory
ceramic fibers from insulating blankets, boards, or
gaskets. Despite these efforts, dust created by
sanding, sawing, grinding, cutting and other
construction activities could release crystalline
silica. Crystalline silica is known to cause cancer,
and health risks from the exposure to these
chemicals vary depending on the frequency and
length of exposure to these chemicals. To reduce
the risk, limit exposure to these chemicals, work in
a well-ventilated area and wear approved personal
protective safety equipment for these chemicals.
5
Page 6
System Design
3
Design
Design Structure
Designing a burner system is a straight-forward exercise
of combining steps that add up to a reliable and safe
system. These steps are:
1. Burner Selection and Tube Design
2. Control Methodology
3. Ignition System
4. Flame Monitoring System
5. Combustion Air System: Blower & Air Pressure
Switch
6. Main Gas Shut-Off Valve Train
7. Process Temperature Control System
Step 1: Burner Selection
The design of a combustion system for radiant tubes and
immersion tubes is significantly different. For this reason,
we have divided the process for burner selection into two
separate sections:
• Step 1a: Radiant Tube Burner Application on page 6
• Step 1b: Immersion Tube Burner Application on
page 8
All individual burner performance data including
dimensions, capacities, operating parameters, and
emissions information can be found in the following
Datasheets:
Step 1a: Radiant Tube Burner Application
Calculate the required heat release per tube.
Given the net heat requirement of the furnace (BTU/hr),
divide by the number of radiant tubes to determine the
required heat release per tube.
Calculate the tube surface area.
The burner radiants its heat to the process through the
wall of the tube. To calculate the required burner input you
must know the total area of the tube inside the furnace.
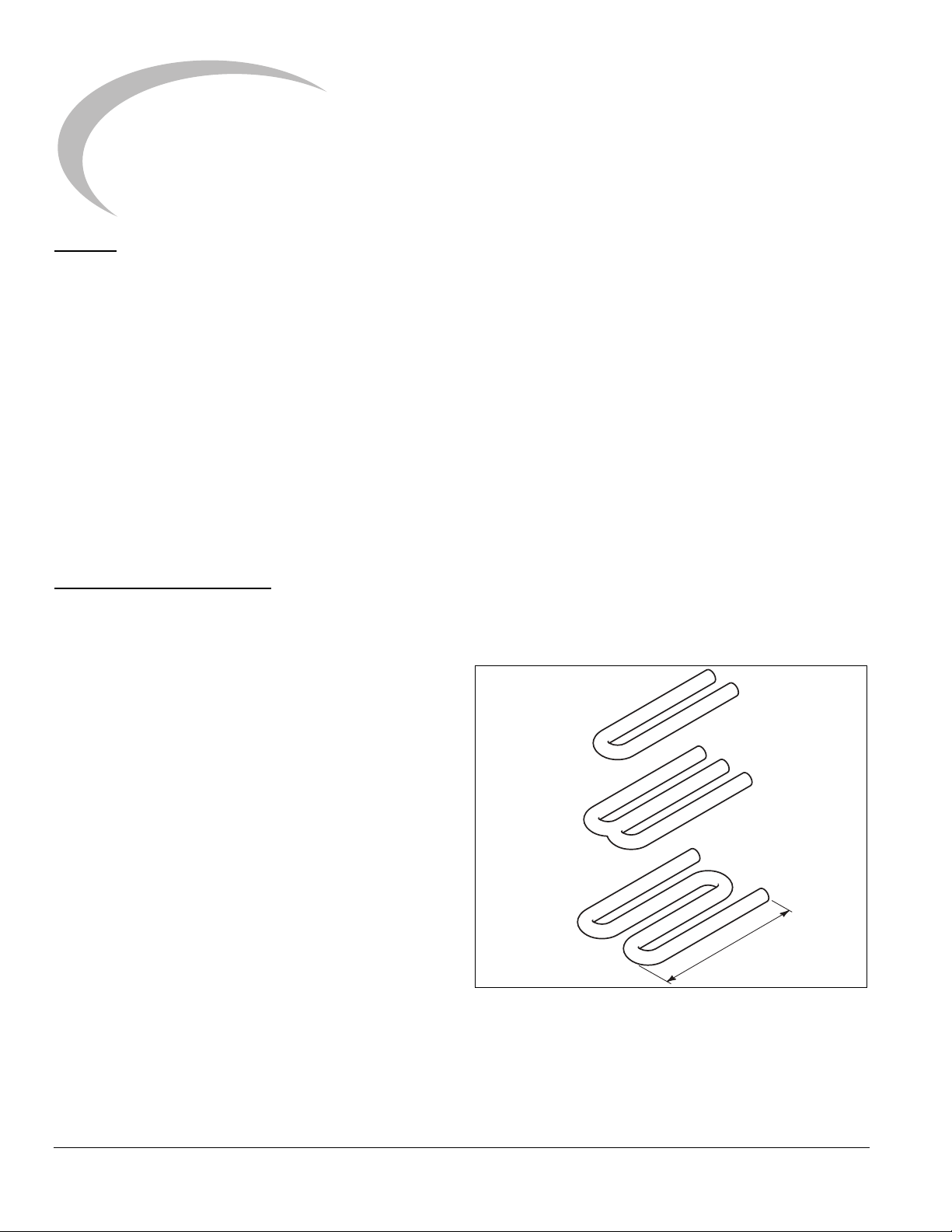
To calculate the tube surface area, use this formula:
Tube Surface Area = OD x x n x L
• OD = the outside diameter of the tube in inches
• = 3.142
• n = number of tube legs
- 2 for a U-Tube
- 3 for a trident tube
- 4 for a W-tube
• L = the total length of each leg in inches
U-tube
Trident tube
• 310-1 Datasheet TFB030
• 310-2 Datasheet TFB075
• 310-3 Datasheet TFB200
Fuel Type
The usable fuel types are:
• Natural Gas
• Propane
• Butane
For other fuels, contact Eclipse with an accurate
breakdown of the fuel contents.
Air Type
• Ambient
• Preheat
6
W-tube
L
Figure 3.1.
Determine the Maximum Heat Transfer Rate
The maximum heat transfer rate is the maximum amount
of heat that the tube can radiate to the process per time
unit.
Eclipse TFB, V2, Design Guide 310, 11/14/2014
Page 7

The maximum heat transfer rate of a tube depends on the
temperature of the chamber and how the tube is mounted
inside the furnace or not enclosed.
An enclosed tube has a lower maximum heat transfer rate
than a tube which is tree to radiate in all directions.
Not enclosed tube
Enclosed tube
Figure 3.2.
Recommended Flux
Maximum Heat Transfer
70
60
50
40
External Tube Surface
Rate, Btu/hr per sq.in. of
3
Tube enclosed
0
on 3 sides
Tube free to radiate
on 3 sides
Determine Efficiency
Decide whether or not you want to use a recuperator. A
recuperator is a heat exchanger which uses heat from the
exhaust to pre-heat the combustion air. The effect of a
recuperator on the efficiency of the system can be
significant, as shown in the table below.
Table 3.1 Estimated Gross Efficiency*
Furnace Chamber
Temperature
Without
Recuperator
(Ambient Air)
With
Recuperator
(Preheated Air)
1000°F (538°C) 57% 71%
1300°F (704°C) 51% 68%
1550°F (843°C) 47% 65%
1650°F (899°C) 44% 64%
1750°F (954°C) 41% 63%
1850°F (1010°C) 39% 62%
*Actual efficiency will vary depending on gas type,
recuperator, excess air, piping losses, etc.
Calculate the Gross Burner Input
Calculate the gross burner input (BTU/hr) with this
formula:
Gross Burner Input = Required Heat Release / Efficiency
Compare the Gross Burner Input
Compare the gross burner input with the maximum tube
input. If the gross burner input is greater than the
maximum tube input from the table, below, then the size
of the radiant tube must be increased.
1500
1600
Furnace Temperature, ºF
1700
1800
1900
Figure 3.3.
Calculate the Maximum Heat Release
Multiply the previously calculated tube surface area by the
maximum heat transfer rate:
Maximum heat release = tube surface area x
maximum heat transfer rate
Compare the heat releases
Compare the required heat release with the maximum
heat release.
If the required heat release is greater than the maximum
heat release, then the number or the size of the radiant
tubes must be increased.
CAUTION
■ Exceeding the maximum heat release will
significantly shorten the tube life.
Table 3.2 Maximum Tube Input
Tube ID (inches) Maximum Input (1000 BTU/hr)
4 300
5 600
6 900
8 1500
10 2500
12 3500
Exceeding these inputs may result in burner pulsation or
other operational problems.
Sizing Example
Application parameter
• 4 U-tube - 4.5" OD x 75" effective length
• 500,000 BTU/hr total required heat release recuperated
• 1650°F chamber temperature
• open radiate angles (not enclosed tubes)
Eclipse TFB, V2, Design Guide 310, 11/14/2014
7
Page 8

75"
4.5"
Figure 3.4.
L
1. The required heat release per tube:
total required heat release
number of tubes
500,000 / 4 = 125,000 BTU/hr
= Required heat release per tube
2. Tube surface area for each tube:
OD x x n x L = Tube Surface Area
4.5 x 3.142 x 2 x 75 = 2120.85 in
(n = 2 because it is a U-tube which has two legs)
2
3. From chart “Maximum Heat Transfer Rate”, find the
maximum heat transfer rate:
• 60 BTU/in2/hr
4. The maximum permissible heat release (per tube) is:
tube surface area x maximum heat transfer rate
= Maximum heat release
2120.85 x 60 = 127,251 BTU/hr
5. This is sufficient, because only 125,000 BTU/hr is
required.
6. From Table 3.1 "Efficiency", find the efficiency with a
recuperator at 1650°F:
• 64%
7. The gross burner input (per tube) is:
required heat release
efficiency
x 100 = Gross burner input
B=L ± 0.5"
Figure 3.5. Air Tube Length
The end of the air tube must be within ± 0.5" of the face
of the furnace wall .
You choose the length closest to your requirements. You
can find the air tube lengths (dimension B) that are
available in the appropriate Datasheet 310-1 (TFB030),
310-2 (TFB075), or 310-3 (TFB200).
Step 1b: Immersion Tube Burner Application
Determine the net heat release required to the tank
The net heat release to the tank is derived from heat
balance calculations. These calculations are based on the
heat-up and steady-state requirements of the process,
and take into account surface losses, tank wall losses and
tank heat storage. Detailed guidelines for heat balance
calculations are in the Eclipse Combustion Engineering
Guide (EFE 825).
Determine the efficiency
The efficiency of the tube is directly linked to the effective
tube length. The diameter of the tube has no influence on
the efficiency. The efficiency of the tube is the factor
between the burner input to the tube and net output to the
tank. At a given burner input, the net output to the tank is
higher for a longer tube than for a relatively short tube.
NOTE: A commonly used efficiency is 70%. Efficiencies
greater than 85% will produce condensation in the tube
which may shorten tube life or disrupt the system.
(125,000 / 64) x 100 = 195,312 BTU/hr
Size the system for 200,000 BTU/hr per burner.
8. Compare the result from step 7 to the required
maximum inputs in Table 3.2. Gross input is less than
300,000 BTU/hr, therefore, the 4" w.c. tube can be
used.
Air Tube Length
The air tube length varies based on the location of the hot
face of the furnace relative to the mounting flange of the
burner.
8
Figure 3.6 below shows the relationship between the tube
length and the efficiency.
Eclipse TFB, V2, Design Guide 310, 11/14/2014
Page 9

60
50
40
30
20
10
Effective Tube Length (feet)
0
0
200 400 600 800 1000 1200 1400 1600 1800 2000
Net Heat Release to Tank (Btu/hr x 1000)
Effective Tube Length
75%
70%
65%
60%
Figure 3.6.
The effective tube length required is a function of the
efficiency chosen. The effective length of a tube is the total
length of straight tube covered by liquid. Add 13" for each
90° bend.
Calculate the gross burner input
Calculate the gross burner input in (BTU/hr) with this
formula:
• Tube Surface Area/sq. in. = O.D. x x L
O.D. = 8.625
= 3.142
L = Total effective tube length in inches =
(37 x 12) = 444"
8.625 x 3.142 x 44 = 12,032.3 sq. in.
• BTU/hr/sq.in = Net heat release to tank /
sq.in. surface area
1,000,000 / 12.032.3 = 83.1 BTU/sq.in./hr
Efficiency
NOTE: If the medium to be heated in the above example
was cooking oil, it would be necessary to increase tube
length or select a larger tube. It is recommended that you
not exceed 50 BTU/hr/sq.in. for cooking oil.
Air Tube Length
The air tube length should be as short as possible to
maximize the exposure of the immersion tube to the
flame.
CAUTION
■ Any section of immersion tube that extends
beyond the nozzle, must be submerged in the
liquid. Dimension B must be greater than
Dimension A.
net heat release to the tank
tube efficiency
= gross burner input
Compare the gross burner input
Compare the gross burner input with the maximum tube
input. If the gross burner input is greater than the
maximum tube input from the table below, then the size of
the immersion tube must be increased.
Table 3.3 Maximum Tube Input
Tube ID (inches) Maximum Input (1000 BTU/hr)
4 300
5 600
6 900
8 1500
10 2500
12 3500
Exceeding these inputs may result in burner pulsation or
other operational problems.
Sizing Example
Application parameters
• Net heat release required to tank: 1,000,000 BTU/hr
• Efficiency: 70%
• Effective tube length: (Figure 3.6) 37'
• Gross Burner Input: 1,000,000 / .70 = 1,428,571
BTU/hr
• 200TFB Burner: 2,000,000 BTU/hr maximum
capacity
• Minimum Tube I.D. : (Table 3.3) = 8"
Correct
A
B
Incorrect
B
A
Figure 3.7. Air Tube Length
Choose the shortest tube length (Dimension B) that is
greater than Dimension A. You can find the air tube
lengths (dim. B) that are available in the appropriate 310
Datasheet series.
Eclipse TFB, V2, Design Guide 310, 11/14/2014
9
Page 10

Tube Design
Control Methods
1. Elbows
a.We recommend the use of standard and sweep
elbows only.
b.The first elbow should be at least eight tube
diameters from the face of the burner.
2. Stack
a.Make sure that the stack is large enough to handle
the exhaust flow plus the dilution air.
b.The stack must be at least one pipe size larger than
the tube exhaust.
NOTE: Detailed guidelines for flue sizing calculations are
in the Eclipse Combustion Engineering Guide (EFE 825).
3. Draft breaking hood
Stack
Draft breaking
hood
Dilution air
Tube exhaust
Figure 3.8.
A draft breaking hood is an open connection between the
heater tube exhaust and the exhaust stack. It allows fresh
dilution air to pass into the exhaust and mix with the
exhaust gases.
The advantages of a draft hood are:
• the burner operation is less sensitive to atmospheric
conditions
• the temperature of the exhaust gases is lower when
they pass through the roof.
NOTE: Make sure that it is possible to get access
between the draft hood and the tube exhaust. Then you
can install a damper plate if acoustic feedback occurs in
the tube.
There are two main methods to control the input of a TFB
system:
1. Modulating control
A burner system with modulating control gives an
input that is in proportion with the demands of the
process. Any input between high and low fire is
possible. The burner operates at 15% excess air at
high fire, and 100% excess air (min.) at low fire.
2. High/low control
A system with high/low control gives a high or low fire
input to the process. No input between high and low
fire is possible. The burner operates at 15% excess
air at high fire, and 100% excess air (min.) at low fire.
The only difference in the components is the type of
actuator on the automatic butterfly valve (control
valve , page 11).
On the next page you will find schematics of these
control methods. The symbols in the schematics are
explained in the Appendix on page ii.
Automatic gas shut-off by burner (optional)
As an option, an automatic gas shut-off valve can be
installed. If the flame monitoring system detects a failure,
the gas shutoff valve closes, interrupting the gas supply to
the burner that caused the failure.
System schematics
1. Air
The control valve is in the air line. It sets the air flow
to the required value.
2. Gas
The ratio regulator allows the required amount of
gas to go to the burner. Low fire gas is limited by ratio
regulator . High fire gas is limited by the manual
butterfly valve .
Step 2: Control Methodology
The control methodology is the basis for the rest of the
design process. Once you know what your system will
look like, you can select the individual components. Which
control methodology you choose depends on the type of
process that you want to control.
10
Eclipse TFB, V2, Design Guide 310, 11/14/2014
Page 11

Combustion air at ambient temperature
(Radiant & Immersion applications)
Safety
Valve
Train
to other Zones
P
Pressure taps
to other Zones
Pre-heated combustion air
(Radiant applications)
Safety
Valve
Train
to other Zones
P
Pressure taps
to other Zones
Figure 3.9. System Schematics
Step 3: Ignition System
For the ignition system use:
• 6000 VAC transformers
• full wave spark transformers
• one transformer per burner
Do NOT use:
• 10,000 VAC transformers
• twin outlet transformers
• distributor type transformers
• half wave spark transformers
TFB burners are capable of direct spark ignition anywhere
within the listed operating range. However, it is
recommended that low fire start be used. Local safety and
insurance requirements demand that you limit the
maximum time that a burner takes to ignite. These time
limits vary from country to country. For the USA the time
limit is 15 seconds, for Europe it is 3 seconds.
The time that a burner takes to ignite depends on:
• the distance between the gas shut-off valve and the
burner
• the air/gas ratio
• the gas flow at start conditions
to other Burners
Impulse line
to other Burners
Impulse line
to other Burners
(optional)
to other Burners
(optional)
In the USA, with a time of 15 seconds to ignition, there
should be sufficient time to ignite the burners. It is
possible, however, to have the low fire too low to ignite
within the time limit. Under these circumstances you must
consider the following options:
• start at higher input levels
• resize and/or relocate the gas controls
Step 4: Flame Monitoring Control System
A flame monitoring system consists of two main parts:
• a flame sensor
• flame monitoring control
NOTE: A flame monitoring system may not be required for
tube fired burners. According to NFPA 86, combustion
safeguards on radiant tube type heating systems are not
required where a means of ignition is provided and the
systems are arranged and designed such that either of the
following conditions is satisfied:
(a) The tubes are of metal construction and open at one or
both ends with heat recovery systems, if used, that are of
explosion-resistant construction.
(b) The entire radiant tube heating system, including any
associated heat recovery system, is of explosion-resistant
construction.
Eclipse TFB, V2, Design Guide 310, 11/14/2014
11
Page 12

It is recommended to check your local standards to verify.
Flame Sensor
Flame sensing is by flame rod (TFB030 & TFB075) or UV
scanner (all models).
The UV scanner must be compatible to the flame
monitoring control that is used. Refer to the manual of
your selected control for proper selection of the scanner.
An accurate description of these effects is in the Eclipse
Combustion Engineering Guide (EFE 825). The Guide
contains tables for the effect of pressure, altitude and
temperature on air.
Blower
The rating of the blower must match the system
requirements.
You can find all the blower data in:
CAUTION
■ If combustion air is preheated, the UV scanner
must be protected from high temperatures. Install
the UV scanner with a heat block seal and supply
cooling air. See Bulletin 834.
Flame Monitoring Control
The flame monitoring control processes the signal from
the flame sensor and controls the start-up and shut-down
sequences.
Eclipse recommends the following flame monitoring
controls:
• Trilogy series T600 (Instruction Manual 835)
• Veri-Flame series 5600 (Instruction Manual 818)
• Bi-Flame series 6500 (Instruction Manual 826)
• Multi-Flame series 6000 (Instruction Manual 820)
If other controls are considered, contact Eclipse to
determine how burner performance may be affected.
Flame monitoring controls that have lower sensitivity
flame detecting circuits may limit burner turndown and
change the requirements for ignition.
Flame monitoring controls that stop the spark as soon as
a signal is detected may prevent establishment of flame,
particularly when using UV scanners. The flame
monitoring control must maintain the spark for a fixed time
interval that is long enough for ignition.
Step 5: Combustion Air System: Blower and
Air Pressure Switch
The effects of atmospheric conditions
Blower data is based on the International Standard
Atmosphere (ISA) at Mean Sea Level (MSL), which
means that it is valid for:
• sea level
• 29.92" Hg
• 70°F.
If you are above sea level or in a hot area, the properties
of the air are different. As the density of the air decreases,
the outlet pressure and the flow of the blower decreases.
• Bulletin / Info Guide 610.
Follow these steps:
1. Calculate the outlet pressure:
When you calculate the outlet pressure of the blower,
you must calculate the total of these pressures:
- the static air pressure required at the burner
- the total pressure drops in the piping
- the total of the pressure drops across the valves
- the pressure in the radiant or immersion tube
(suction or pressurized)
- recommend safety margin of 10%
2. Calculate the required flow:
The blower output is the air flow delivered under
standard atmospheric conditions. It must be enough
to feed all the burners in the system at high fire.
Combustion air blowers are normally rated in terms of
standard cubic feet per hour (scfh) of air.
An example calculation follows the information tables
below:
Table 3.4 Required Calculation Information
Unit of
Description
Total system heat input BTU/hr Q
Number of burners - Type of fuel - -
Gross heating value of fuel
Desired excess air percentage
(Typical excess air percentage @
high fire is 15%)
Air/Gas ratio
(Fuel specific, see table below)
Air flow scfh
Gas flow scfh
Measure
3
BTU/ft
percent %
-
Formula
Symbol
q
V
air
V
gas
12
Eclipse TFB, V2, Design Guide 310, 11/14/2014
Page 13

Table 3.5 Fuel Gas Heating Values
Stoichiometric*
Air/Gas Ratio
3
Fuel Gas
Natural Gas
(Birmingham, AL)
Propane 23.82 2,572
Butane 30.47 3,225
*Stoichiometric: No excess air. The precise amount of air and
gas are present for complete combustion.
(ft
3
/ ft
air
gas
9.41 1,002
Gross Heating
Value q (BTU/ft
)
3
Example Blower Calculation
"A batch furnace has been designed and requires a heat
input of 2,900,000 Btu/h. It has been decided to provide
the required heat input with four burners operating on
natural gas using 15% excess air."
Calculation example:
a.Decide which TFB burner model is appropriate:
Q (total heat input) of
2,900,000 BTU/hr
4 burners
= 725,000 BTU/hr/burner
- Select 4 Model TFB075 TFB burners based on the
required heat input of 725,000 Btu/hr for each
burner.
b.Calculate required gas flow:
V
gas
Q
=
q
2,900,000 BTU/hr
=
1,002 BTU/ft
3
= 2,894 ft3/hr
- Gas flow of 2,894 ft3/hr is required
c.Calculate required stoichometric air flow:
4. Eclipse Combustion recommends that you select a
Totally Enclosed Fan Cooled (TEFC) motor.
5. Select the other parameters:
)
• inlet filter or inlet grille
• inlet size (frame size)
• voltage, number of phases, frequency
• blower outlet location, and rotation direction
Clockwise (CW) or Counter Clockwise (CCW)
NOTE: The use of an inlet air filter is strongly
recommended. The system will perform longer and the
settings will be more stable.
NOTE: When selecting a 60 Hz Blower for use on 50 Hz,
a pressure and capacity calculation is required. See
Eclipse Combustion Engineering Guide (EFE 825)
The total selection information you should now have:
• blower model number
• motor hp
• motor enclosure (TEFC)
• voltage, number of phases, frequency
• rotation direction (CW or CCW)
Air Pressure Switch
The air pressure switch gives a signal to the monitoring
system when there is not enough air pressure from the
blower. You can find more information on pressure
switches in:
• Blower Bulletin 610
WARNING
V
air-Stoichiometric
air/gas ratio
=
V
x
= 27,235 ft3/hr
= 9.41 x 2,894 ft3/hr
gas
- Stoichiometric air flow of 27,235 scfh required
d.Calculate final blower air flow requirement based
on the desired amount of excess air:
V
air
= (1 + 0.15) x 27,235 ft3/hr = 31,320 ft3/hr
(1 + excess air
=
%)
V
x
air-Stoichiometric
- For this example, final blower air flow requirement
is 31,320 scfh at 15% excess air.
NOTE: It is common practice to add an additional
10% to the final blower air flow requirement as a
safety margin.
3. Find the blower model number and motor horsepower
(hp). With the output pressure and the specific flow,
you can find the blower catalog number and the motor
hp in Bulletin / Info Guide 610.
■ Eclipse Combustion supports NFPA regulations,
which require the use of an air pressure switch in
conjunction with other safety components, as a
minimum standard for main gas safety shut-off
systems.
Step 6: Main Gas Shut-Off Valve Train
Eclipse can help you design and obtain a main gas shutoff valve train that complies with the current safety
standards. The shut-off valve train must comply with all
the local safety standards set by the authorities that have
jurisdiction. For details, please contact Eclipse.
NOTE: Eclipse supports NFPA regulations (two shut-off
valves) as a minimum standard for main gas safety shutoff systems.
Step 7: Process Temperature Control
System
The process temperature control system is used to control
and monitor the temperature of the system. There is a
wide variety of control and measuring equipment
available. For details, please contact Eclipse.
Eclipse TFB, V2, Design Guide 310, 11/14/2014
13
Page 14

Appendix
Conversion Factors
Metric to English
From To Multiply By
actual cubic meter/h (am³/h) actual cubic foot/h (acfh) 35.31
normal cubic meter/h (Nm³/h) standard cubic foot /h (scfh) 38.04
degrees Celsius (°C) degrees Fahrenheit (°F) (°C x 9/5) + 32
kilogram (kg) pound (lb) 2.205
kilowatt (kW) Btu/h 3415
meter (m) foot (ft) 3.281
millibar (mbar) inches water column ("w.c.) 0.402
millibar (mbar) pounds/sq in (psi)
millimeter (mm) inch (in) 3.94 x 10
MJ/Nm³ Btu/ft³ (standard) 26.86
Metric to Metric
14.5 x 10
-3
-2
English to Metric
actual cubic foot/h (acfh) actual cubic meter/h (am³/h) 2.832 x 10
standard cubic foot /h (scfh) normal cubic meter/h (Nm³/h) 2.629 x 10
degrees Fahrenheit (°F) degrees Celsius (°C) (°F - 32) x 5/9
inches water column ("w.c.) millibar (mbar) 2.489
From To Multiply By
kiloPascals (kPa) millibar (mbar) 10
meter (m) millimeter (mm) 1000
millibar (mbar) kiloPascals (kPa) 0.1
millimeter (mm) meter (m) 0.001
From To Multiply By
pound (lb) kilogram (kg) 0.454
Btu/h kilowatt (kW) 0.293 x 10
foot (ft) meter (m) 0.3048
pounds/sq in (psi) millibar (mbar) 68.95
inch (in) millimeter (mm) 25.4
Btu/ft³ (standard) MJ/Nm³ 37.2 x 10-3
-2
-2
-3
i
Page 15

System Schematics
Symbol Appearance Name Remarks
Gas cocks are used to manually shut off the
gas supply.
A ratio regulator is used to control the air/gas
ratio. The ratio regulator is a sealed unit that
adjusts the gas pressure in ratio with the air
pressure. To do this, it measures the air
pressure with a pressure sensing line, the
impulse line. This impulse line is connected
between the top of the ratio regulator and the
burner body.
Eclipse strongly endorses NFPA as a
minimum.
Eclipse strongly endorses NFPA as a
minimum.
Main Gas
Shut-Off
Valve
Train
Pilot Gas
Shut-Off
Valve Train
Gas Cock
Ratio Regulator
Main Gas Shut-Off Valve
Train
Pilot Gas Valve Train
Bulletin/
Info Guide
710
742
790/791
790/791
Automatic Shut-Off
Valve
Orifice Meter Orifice meters are used to measure flow. 930
Combustion Air Blower
Shut-off valves are used to automatically shut
off the gas supply on a gas system or a
burner.
The combustion air blower provides the
combustion air to the burner(s).
760
610
ii
Page 16

Symbol Appearance Name Remarks
Hermetic Booster Booster is used to increase gas pressure. 620
Bulletin/
Info Guide
Automatic Butterfly Valve
Manual Butterfly Valve
Adjustable Limiting
Orifice
Automatic butterfly valves are typically used
to set the output of the system.
Manual butterfly valves are used to balance
the air or gas flow at each burner.
Adjustable limiting orifices are used for fine
adjustment of gas flow.
A switch activated by rise or fall in pressure.
Pressure Switch
A manual reset version requires pushing a
button to transfer the contacts when the
pressure set point is satisfied.
Pressure Gauge A device to indicate pressure. 940
A check valve permits flow only in one
Check Valve
direction and is used to prevent back flow of
gas.
720
720
728/730
840
780
Strainer
Flexible Connector
Heat Exchanger
A strainer traps sediment to prevent blockage
of sensitive components downstream.
Flexible connectors isolate components from
vibration, mechanical, and thermal stresses.
Heat exchangers transfer heat from one
medium to another.
500
Pressure Taps Pressure taps measure static pressure.
iii
Page 17

Notes
ii
Page 18

© Eclipse, Inc. All Rights Reserved
Design Guide 310, 11/14/2014
 Loading...
Loading...