

Page 1

04 05 06 07 08 09 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
04 05 06 07 08 09 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
04 05 06 07 08 09 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
04 05 06 07 08 09 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
Intelligent Assembly Solutions
Dual Servo Spin Welder
User’s Manual
DUKANE Part No. 403–570-01
Dukane Intelligent Assembly Solutions • 2900 Dukane Drive • St. Charles, Illinois 60174 USA • TEL (630) 797-4900 • FAX (630) 797–4949
ISO 9001:2000
Dukane products are manufactured
in ISO registered facilities
www.dukane.com/us
Page 2

Dual Servo Spin Welder User’s Manual
Copyright © 2009 Dukane
Intelligent Assembly Solutions
2900 Dukane Drive
St. Charles, IL 60174 USA
Notice of Rights:
All rights reserved. No part of this manual including the
interior design, cover design and icons may be reproduced,
transmitted or utilized in any form or by any means, electronic,
mechanical, photocopying, recording, or by any information
storage and retrieval system, without written permission from
Dukane Corporation.
Notice of Liability:
The information contained is this manual is distributed on an
“As is” basis, without warranty. While every precaution
has been taken in the preparation of this manual, Dukane
Corporation shall not have any liability to any person or
entity with respect to any liability, loss, or damaged caused or
alleged to be caused directly or indirectly by the instructions
contained in this manual, or by the hardware and software
products described herein.
Printed in the United States of America.
Dukane Part Number: 403-570-01
Dukane ultrasonic equipment is manufactured under one or more of the following
U.S. Patents:
3,780,926 3,825,481 4,131,505 4,277,710 5,798,599 5,880,580 6,984,921,
7,225,965, and 7,475,801.
Page ii
Dukane Manual Part No. 403-570-01
Page 3

Revision History
Revision Revision
Number Summary Date
- 00 Original release. 10/24/2008
- 01 Menu language choices added;
Revised Upper Tool Vacuum paragraphs 09/25/2009
Dukane Manual Part No. 403-570-01
Page iii
Page 4

Dual Servo Spin Welder User’s Manual
This page intentionally left blank
Page iv
Dukane Manual Part No. 403-570-01
Page 5

Dukane Dual Servo Spin Welder
Contents
Section 1 – Introduction 1
Section 2 – Safety Considerations 7
Section 3 – Unpacking and Setup 13
Section 4 – Display and Controls 21
Section 5 – Touch Screen Menus 27
Section 6 – Machine Operation 49
Section 7 – Optimizing Performance 57
Section 8 – Welder Data Export Software 65
Section 9 – Troubleshooting 71
Section 10 – Maintenance 81
Section 11 – Contacting Dukane 85
Section 12 – Specications 89
Appendix A – Connector Pinouts 95
Appendix B – Tooling 103
Appendix C – Optional Features 107
Dukane Manual Part No. 403-570-01
Page v
Page 6

Dual Servo Spin Welder User’s Manual
This page intentionally left blank
Page vi
Dukane Manual Part No. 403-570-01
Page 7
Section 1 - Introduction
SECTION 1
Introduction
Important User Information . . . . . . . . . . . . . . . . . . . . 3
Read the Manual First . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
Notes and Tips. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
Caution and Warnings . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
Drawings and Tables . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
Dual Servo Spin Welder Overview . . . . . . . . . . . . . . . 4
Dual Servo Spin Welder Key Features. . . . . . . . . . . . 5
Dukane Manual Part No. 403-570-01
Page 1
Page 8

Dual Servo Spin Welder User’s Manual
This page intentionally left blank
Dukane Manual Part No. 403-570-01Page 2
Page 9

Important User Information
Read This Manual First
Before operating the Dual Servo Spin Welder, read
this User’s Manual to become familiar with the
system. This will ensure correct and safe operation.
The manual is organized to allow you to learn how
to safely operate this system. The examples given are
chosen for their simplicity to illustrate basic setup
procedures.
Notes and Tips
Throughout this manual we use NOTES to provide
information that is important for the successful
application and understanding of the system. A NOTE
block is shown to the right.
NOTE statements provide additional information or highlight procedures.
Section 1 - Introduction
NOTE
Cautions and Warnings
In addition, we use special notices to make you aware
of safety considerations. These are the CAUTION and
WARNING blocks as shown here. They represent
increasing levels of important information. These
statements help you to identify and avoid hazards and
recognize the consequences. Different symbols also
accompany the CAUTION and WARNING blocks
to indicate whether the notice pertains to a general
condition or practice, an electrical safety issue, a hand
protection issue or other condition.
Drawings and Tables
The gures and tables are identied by the section
number followed by a sequence number. The
sequence number begins with one in each section.
The gures and tables are numbered separately. The
gures use arabic sequence numbers (e.g. –1, –2, –3)
while the tables use roman sequence numerals (e.g.
–I, –II, –III). As an example, Figure 3–2 would be the
second illustration in section three while Table 3—II
would be the second table in section three.
CAUTION
CAUTION st atements identify conditions or practices that
could result in damage to the
equipment or other property.
WARNING
WARNING statements point
out conditions or practices
that could result in personal injury or loss of life.
Dukane Manual Part No. 403-570-01
Condition
or Practice
Electrical
Hazard
Crush
Hazard
Page 3
Page 10

Dual Servo Spin Welder User’s Manual
Dual Servo Spin Welder
Overview
The Dual Servo Spin Welder excels at frictional
welding of assemblies and parts which require accurate
angular orientation and collapse distance. The parts can
be any shape and only the weld joint must be circular.
The welder uses two electric servos: a servo motor for
spinning the tool, and a servo actuator for moving the
machine head up and down. Both servos have highresolution encoders, enabling accurate process control.
Dukane offers three models: SVT012VR, SVT032VR,
and SVT042VR. Model differences are in the maximum
speed, power and torque of the spin servo motor (the
same vertical servo actuator is used in each).
Model specications:
SVT012VR
750 RPM, 4.2 HP, 47 ft-lb Torque Spin Motor
SVT032VR
3,000 RPM, 4.2 HP, 16 ft-lb Torque Spin Motor
SVT042VR
4,000 RPM, 2.5 HP, 10 ft-lb Torque Spin Motor
All models have a 5-inch stroke, a xture throat depth
of 8-inches, and a vertical maximum thrust of 700
pounds. Both SVT032VR and SVT042VR models have
the same maximum vertical clearance of 21.3 inches
(541 mm) between the bottom of the tooling hub and
top of the mounting base. The SVT012VR model has a
clearance of 20.4 inches (518 mm).
The Dual Servo Spin Welders were designed to provide
a reliable, long, and economical service life and meet
the applicable CE regulations.
Dukane Manual Part No. 403-570-01Page 4
Page 11

Section 1 - Introduction
Key Dual Servo Spin
Welder Features
• Color touch–screen display uses Color Active Ma-
trix Thin–Film Transistors (TFT) for high contrast
and wide viewing angle even under high ambient–
lighting conditions. The 192 touch–cells provide a
high performance interface.
• Commercial subassemblies are used to ensure a
longer and more economical service life than units
built with proprietary components. These readily
available items also lessen the need for expensive
eld service calls.
• Ultra–rigid square support column minimizes load
deection for precise and repeatable operation.
• Column–mounted direct drive 2.5 or 4.2 HP
spin servo motor for faster cycle times and quick
deceleration to prevent bond shearing and to
produce stronger joints.
• Fixture throat depth is a generous 8”.
• Vertical servo actuator operation with adjustable
5” (127 mm) stroke assures quiet operation and is
environmentally safe.
• Industry-standard logic controller and motor
controller means replacement parts are readily
available.
• Several menu languages available: English,
Czech, French, and German.
• ISO9001Certication means that the Dual Servo
Spin Welder is manufactured to exacting quality
standards.
• 24–month domestic warranty assures you of
reliability and quality construction.
• Digital rotary encoders are built into the servo
motors for maximum reliablity. The spin motor
encoder accurately measures and controls the nal
angular orientation to within 0.1° (1 part in 3600),
and the vertical actuator encoder measures the
distance to within .0004” (0.01 mm).
• Weld by time, number of rotations, distance
(absolute or relative), and energy. Built-in sensors
give you the choice of weld methods and triggering
by position or by spin torque.
• Parameter monitoring with programmable upper
and lower limits of weld time, rotations, angular
orientation, energy, peak RPM, peak torque and
cycle time.
• Weldprocessproles.
Spin and vertical servo load and position data can
be downloaded to a PC for review via RS-232.
• Digital timer for weld time and hold time gives
precise control of the spin welding process.
Dukane Manual Part No. 403-570-01
Page 5
Page 12

Dual Servo Spin Welder User’s Manual
This page intentionally left blank
Dukane Manual Part No. 403-570-01Page 6
Page 13
Section 2 - Safety Considerations
SECTION 2
Safety Considerations
Health and Safety Tips ...................................9
Plastics Health Notice .........................................10
Run Switches ......................................................10
General Safety ....................................................10
Electrical Safety ............................................11
AC Power Receptacle ........................................ 11
Grounding ........................................................... 11
Mechanical Safety ........................................11
Dukane Manual Part No. 403-570-01
Page 7
Page 14

Dual Servo Spin Welder User’s Manual
This page intentionally left blank
Dukane Manual Part No. 403-570-01Page 8
Page 15
Health and Safety Tips
Please observe these health and safety recommendations
for safe, efcient, and injury-free operation of your
welder. In this manual, the term welder and/or dual servo
spin welder both refer to the
Dual Servo Spin Welder.
Section 2 - Safety Considerations
Proper Installation - Do not operate the Dual Servo
Spin Welder until after the electrical system is properly
installed.
NoUnauthorizedModications- Do not modify your
Dual Servo Spin Welder in any way unless authorized
to do so by Dukane Corporation. Unauthorized
modications may cause injury to the operator and/
or equipment damage. In addition, unauthorized
modications will void the equipment warranty.
Keep the Sheet Metal Intact - Do not remove any
of the protective sheet metal enclosing the motor or
controls. The servo motors and drives have exposed
electrical terminals which could cause injury or death
if touched.
Grounded Electrical Power - Operate this equipment
only with a properly grounded electrical connection.
Refer to the NEMA Type 6–20R wiring diagram in
Figure 2–1 and receptacle photo in Figure 3–5. If
there is any question about the grounding of your AC
power, have it checked by a qualied electrician.
Comply with Regulations - You may be required to
add accessories to bring the system into compliance
with applicable OSHA (Occupational Safety and Health
Administration) regulations for machine guarding and
noise exposure.
IMPORTANT
Always wear a face
shield when operating the
welder.
CAUTION
Wel d ed parts may be hot.
IMPORTANT
N e v e r o p e r a t e t h e D u a l
Ser vo Spin Welder w i t h
the protective sheet met al
removed. This is an unsafe
practice and can result in injury.
Operate Safely – Keep your hands and body away
from the tool head during operation. Always wear
a face shield when operating the spin welder. Be
extremely careful not to let long sleeves, necklaces
or long hair become entangled in the spin welder
during operation. Do not operate the welder if under
the inuence of alcohol or drugs. Read the warning
labels on prescriptions to determine if your judgement
or reexes are impaired while taking drugs. If there is
any doubt, do not operate the machine.
Dukane Manual Part No. 403-570-01
Page 9
Page 16

Dual Servo Spin Welder User’s Manual
Plastics Health Notice
Before using any Dukane welding system, be sure
you are familiar with OSHA regulations from the
U.S. Department of Labor about the particular type of
plastic(s) you are using.
When plastic materials are being processed, some
of them may emit fumes and/or vapors that could be
hazardous (e.g. PVC – Polyvinyl Chloride can emit
chlorine gas under certain processing conditions). Make
sure you use proper ventilation whenever these plastics
are processed.
Run Switches
The dual nger run switches comply with OSHA safety
regulations. Using a foot switch in place of the dual
nger run switches violates OSHA regulations.
General Safety
Before performing any maintenance or service on the Dual
Servo Spin Welder, locks and tags should be applied to
all energy isolating switches. Anything that might restore
energy to the welder must be locked out.
You may be required to add accessories to bring the
system into compliance with applicable regulations for
operator safety. In the United Sates, these regulations
are administered by OSHA.
Dukane Manual Part No. 403-570-01Page 10
Page 17

GND
G
240V
Grounding
Lug
J35 – Base
Interface
Electrical Safety
AC Power Receptacle
The power cord used on the Dual Servo Spin Welder
has a two–blade, grounding type plug designed for 240
VAC at 20 Amps. It is designed to be plugged into
a 240 VAC, 20 Amp NEMA type 6–20R receptacle as
shown in Figure 2–1. Do not alter the plug or receptacle
in any way.
Grounding
It is important for operator safety that the receptacle
grounding wire be installed properly and securely
attached to an effectively grounded rod. The function of
the ground wire is to keep the Dual Servo Spin Welder
base and housing at earth potential. In the event of a
short circuit from one of the AC lines to the case, the
circuit breaker will open, protecting the equipment and
operator. If there is any question about the grounding
of your AC power, have it checked by a qualied
electrician.
Section 2 - Safety Considerations
Figure 2–1 240VAC–20A Receptacle Wiring
Grounding lugs are also provided, one on the back of the
base (see Figure 2-2) and one on the back of the welder
housing. You should connect a separate 14 AWG*
ground wire between these lugs and an effectively
grounded metal pipe. This will minimize any external
electrical interference from leaking into the Dual Servo
Spin Welder control circuitry. This will not compromise
the safety of the power ground.
*
14 AWG wire has a diameter of 1.63mm or 0.064”
Mechanical Safety
The Dual Servo Spin Welder is capable of developing
substantial torque, force, and high rotational velocity.
Keep your hands and body away from the tool head
during operation. The spinning head is capable of
inicting serious injury. Never attempt to retrieve a part
from a spinning tool head. Always wear a face shield
when operating the spin welder. Be extremely careful not
to let long sleeves, ties, necklaces or long hair become
entangled in the welder during operation. Always
turn machine power off when installing or removing
tooling.
Figure 2–2 Grounding Lug on Base of Dual Servo
Spin Welder
IMPORTANT
Always turn off the AC power
at the power switch before
servicing or working on the
welder. Failure to turn off the
AC power is an unsafe practice
and can result in injury or death.
Dukane Manual Part No. 403-570-01
Page 11
Page 18

Dual Servo Spin Welder User’s Manual
This page intentionally left blank
Dukane Manual Part No. 403-570-01Page 12
Page 19
Section 2 - Safety Considerations
SECTION 3
Unpacking and Setup
Unpacking Welder ........................................15
Packing List ..................................................15
Work Area .....................................................15
Secure to Work Bench ..................................16
Bench Capacity ...................................................16
Leveling ...............................................................16
Mounting Holes ...................................................16
Tooling Hub & Fixture ...................................17
AC Power .....................................................18
Height Adjustment ........................................19
Control Connectors.......................................19
Base Interface Connector ...................................19
User I/O Connector .............................................19
Slide Kit Connector .............................................19
Dukane Manual Part No. 403-570-01
Page 13
Page 20

Dual Servo Spin Welder User’s Manual
This page intentionally left blank
Dukane Manual Part No. 403-570-01Page 14
Page 21

Unpacking Welder
The Dual Servo Spin Welder is normally packed in a
corrugated carton resting on a wooden shipping pallet.
To unpack the welder follow these steps.
1. Remove the straps from the carton.
2. Open the top of the carton. Carefully remove any
packing materials, cables and documentation.
3. Cut the tape at the bottom corners and unfold the
aps.
4. Remove the corrugated carton, but leave the welder
on the pallet.
5. Leave the power cable wrapped up until after the
welder has been placed in its working area and you
are ready to begin hooking up power. This will prevent accidental kinking or pinching of the power
cable.
Section 3 - Unpacking and Setup
Packing List
After removing the shipping container, check that you
have the items listed in Table 3-I. Inspect the welder for
damage. Report any damage immediately to the carrier
and to Dukane Ultrasonics Service at (630) 762–4900.
Also see Section 11 for information on contacting
Dukane. Save all shipping and packing materials so
they can be inspected in processing any claims that may
arise.
Work Area
Allow sufcient area on either side of the Dual Servo
Spin Welder for handling material, work pieces and
xtures. Provide ample room so that the movement of
an operator or helper does not interfere with the work of
another. Also be aware that under extreme conditions,
small droplets of molten plastic may be spun off from
the upper part.
Qty Item Part Number
SVT012VR or
1 Dual Servo Spin Welder
1 Base Interface Cable
Dual Servo Spin Welder
1
Manual
CD with Dual Servo Spin
1
Welder Utility
Table 3-I Dual Servo Spin Welder Packing List
SVT032VR or
SVT042VR
200-1124-3 or
200-1545-01
403-570-XX
___
Dukane Manual Part No. 403-570-01
Page 15
Page 22
Dual Servo Spin Welder User’s Manual
Two 1/2" Holes
On 131/4" Centers
Securing to Work
Bench
Bench Capacity
The Dual Servo Spin Welder weighs approximately 400
lbs. (182 kg). It should be attached to a table or bench
capable of supporting 650 lbs. (295 kg) to accommodate
the additional force imposed by the vertical movement of
the motor and slide during the spin welding operation.
Use mechanical means such as a forklift or hoist to
place the servo spin welder on its work bench. There are
two 3/4 inch lifting eyes located at the top of the column
(see Figure 3–7) for a lifting ring or strap. Remove any
remaining plastic wrap after the welder is in its nal
position.
Leveling
We recommend that the Dual Servo Spin Welder be
leveled to within one degree. This can be accomplished
using a carpenter’s level. One degree corresponds to
approximately one–quarter of an inch (6 mm) deviation
across the 16 inch (406 mm) width of the platen.
Mounting Holes
The base of the
holes in the front as shown in Figure 3–1. The two holes
will accept either 12mm or 7/16” diameter bolts. We
recommend that you securely attach the welder base to
the work table using these mounting holes.
Dual Servo
Spin Welder has two mounting
WARNING
DO NOT LIFT the Dual Servo Spin Welder manually.
Lifting and/or moving the
welder manually could result in personal injury. Use
mechanical means to move
and place the welder.
Figure 3–1 Mounting Hole Locations on Base
Dukane Manual Part No. 403-570-01Page 16
Page 23
Dimensions are in INCHES [mm]
3.60 [91.4]
1.000
-
.001
.000+
25.40
-
.03
.00+
[ ]
.30 [7.6]
.21 [5.3]
22.5° TYP.
3.00 [76.2] B.C.
.316 [8.03]15X
.250
-
.000
.002+
6.35
-
.00
.05+
[ ]
5.90 [149.9]
1.000
-
.001
.000+
25.40
-
.03
.00+
[ ]
.35 [8.9]
.50 [12.7]
5.00 [127.0] B.C.
.404 [10.26]4 x
(EQUALLY SPACED)
45°
.376
-
.000
.003+
9.55
-
.00
.08+
[ ]
Dimensions are in INCHES [mm]
8.25
(209.6)
16.50
(419)
13.25
(336.6)
0.50 RADIUS
DIA. HOLES
TYP.
TYP.
2.25
(57.2)
2.63
(66.8)
12.38
(314.5)
7.61
(193.3)
1.52/(38.6)
1.50/(38.1)
2.00/(50.8)
3.02/(76.7)
7.00 inch BOLT CIRCLE
125.0 mm BOLT CIRCLE
12.00 inch BOLT CIRCLE
6H TAP THRU
5 PLACES
6.05
(153.7)
inches
(millimeters)
0.50
(12.7)
M10 X 1 .5 2B TAP THRU E QUALLY
SPACED AND L OCATED AT TRUE
POSITIO N WITHIN 0 .015 DIA ON
(2) TWO BOLT CIRCLES 8 PLACES
M12 X 1.75
24.84
(631)
(12.7)
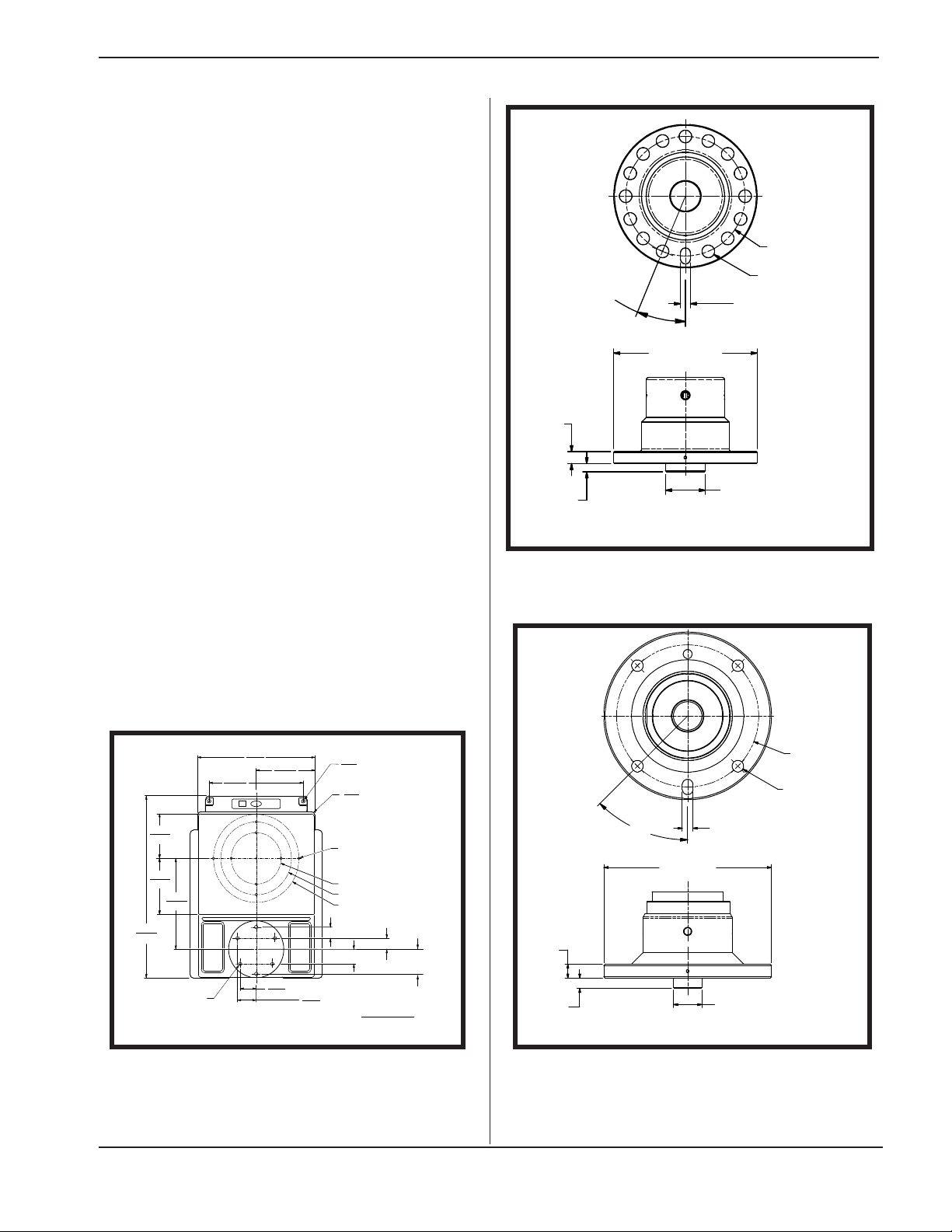
Tooling Hub & Fixture
The upper tooling attaches to a hub using four 5/16”- 18
screws, spring lock washers, and at washers.
Figure 3–2 (a & b) gives the dimensions of the tooling
hubs. The hubs have precision slots to accommodate an
indexing pin on the tool so that the tool can be mounted
in a consistent orientation relative to the hub.
The lower tooling xture attaches to the base platen
using M10–1.5 cap screws. See Figure 3–3 for the
detailed measurements of the mounting holes in the
base platen.
Section 3 - Unpacking and Setup
Figure 3–3 Lower Base Fixture Mounting
Dukane Manual Part No. 403-570-01
Figure 3–2a Upper Tooling Hub Dimensions
for Models SVT032VR and SVT042VR
Figure 3–2b Upper Tooling Hub Dimensions
for SVT012VR
Page 17
Page 24
Dual Servo Spin Welder User’s Manual
240 Volt AC Plug
(NEMA 6–20P)
240 Volt AC Plug
(NEMA 6–20P)
240 Volt AC Socket
(NEMA 6–20R)
240 Volt AC Socket
(NEMA 6–20R)
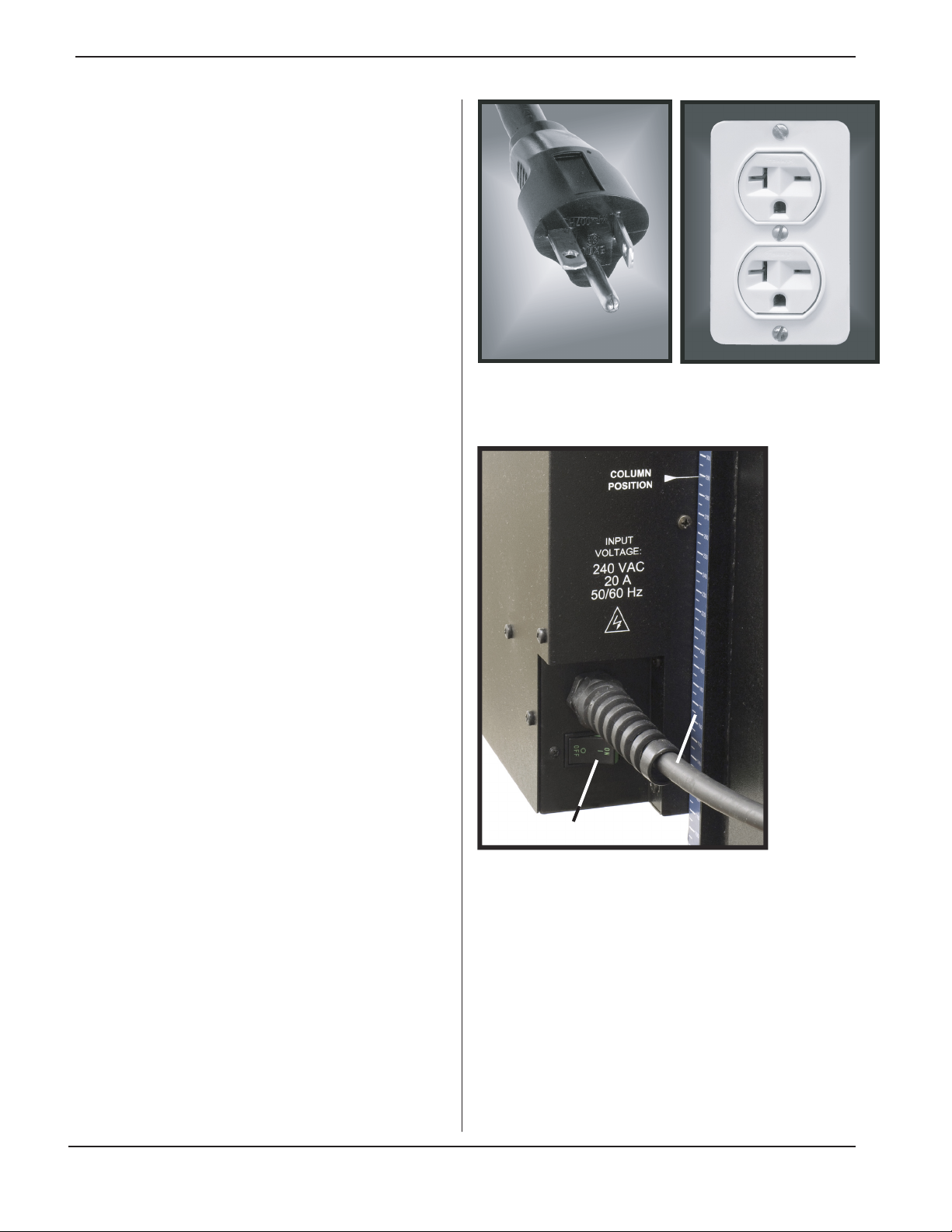
AC Power
The Dual Servo Spin Welder requires a 240 VAC 1–
phase outlet rated at 20 Amps. All machine models use
the same power cord and plug. The AC power cord is
permanently attached to the welder. The other end of
the cable has a 240 VAC, 1–phase plug shown in Figure
3–4. This is designed for a NEMA 6–20R conguration
wall receptacle shown in Figure 3–5.
Directly below the AC cord strain relief is the AC power
switch. The switch combines the functions of a power
switch and a 20 Amp circuit breaker. The breaker/switch
is identical on all models and is shown in Figure 3–6.
Figure 3–4 20–Amp 240V
Plug
Figure 3–5 20–Amp 240V
Receptacle
AC Power Cord
AC Power Switch
Figure 3–6 AC Power Switch and Power Cord
Dukane Manual Part No. 403-570-01Page 18
Page 25

Head Height
Section 3 - Unpacking and Setup
Adjustment
The support column features a threaded shaft for
adjusting the overall height of the thruster head. The
adjustment is secured by three lock nuts which prevent
the thruster from moving once the overall height has
been established. This is shown in Figure 3–7 and
covered in detail in Chapter 6. A reference scale and
index pointer are located next to the column to indicate
the thruster head height.
Control Connectors
Base Interface Connector
On the rear of the housing is the base control
input connector as shown in Figure 3-8. The Base
Interface cable (Part No. 200-1124-3 or 200-1545-
01) is a supplied part and is included with the welder
(see Table 3-I). Connect one end of the cable to the
rear thruster connector and the other end to the Base
Interface connector (J35) as shown in Figure 3–7. The
control cable carries the operate and emergency stop
signals from the optical operate switches and abort
switch on the base. If you are using custom automation,
you may have separate operate and abort switches,
but these still connect to the press control input on the
welder. Both the base and thruster connectors are the
same DB–9 type. The pinout for this connector is given
in Appendix A.
Height Adjustment
Knob
Lifting Eyes
Height Adjustment
Lock Nuts (3)
Connector
J35
Figure 3–7 Height Adjustment and Lock Nuts
User I/O Connector
Directly above the DB–9 base interface connector is
a HD–15 User I/O connector for custom automation
applications. This is shown in Figure 3–8. The pinout
for this connector is given in Appendix A.
Slide Kit Connector
To the right of the DB–9 base interface connector is
a round 16–pin connector for controlling the optional
Slide Kits.
this connector is given in Appendix A.
Dukane Manual Part No. 403-570-01
This is shown in Figure 3–8. The pinout for
Figure 3–8 Electrical Control Connectors
Page 19
Page 26

Dual Servo Spin Welder User’s Manual
This page intentionally left blank
Dukane Manual Part No. 403-570-01Page 20
Page 27
Section 4 - Display and Controls
SECTION 4
Display and Controls
Touch Screen Display ...................................23
Operational Switches....................................24
Emergency Stop Switch ...................................... 24
Opti–Touch Run Switches ...................................25
Data I/O Connector.......................................25
Dukane Manual Part No. 403-570-01
Page 21
Page 28

Dual Servo Spin Welder User’s Manual
This page intentionally left blank
Dukane Manual Part No. 403-570-01Page 22
Page 29

Section 4 - Display and Controls
Touch Screen Display
The display is a 4.6 inch (12 cm) wide by 3.5 inch (9cm)
tall color LCD screen shown in Figure 4-1. It contains
an integrated touch screen with 192 touch–sensitive
cells arranged as 16 rows of 12 columns.
Setup parameters and mode selections are programmed
through the touch screen.
is shown in Figure 4–2. The left side of the display
remains visible for most of the selected functions.
The icon in the upper left corner indicates machine
status. Below that are three touch cells for Run mode
(RUN), Weld and Post–Weld Setup (SETUP), and Setup
Utilities (TOOLS). The functions of these buttons are
covered in Chapter 5. The touch cell on the right labeled
Part Data
assemblies.
displays part data for the previously welded
A closeup view of the controls
Touch
Screen
Display
Trigger
Indicator
Upper Tooling
Hub
Figure 4–1 Dual Servo Spin Welder Touch Screen
Panel
Figure 4–2 Startup Screen
Dukane Manual Part No. 403-570-01
Page 23
Page 30

Dual Servo Spin Welder User’s Manual
Right
Run
Switch
Lower Fixture
Lower Fixture
E–Stop Switch
Left
Run
Switch
ABOR
T
PO
WER
IN CYCLE
T
wist to Reset
T
wist to Reset
Operational Switches
Emergency Stop Switch
A red Emergency–Stop (
in the center of the base as shown in Figure 4–3. The
emergency stop switch must be in its reset position
before the operate switches will function. To reset
the Emergency Stop, twist the large red button about
45 degrees clockwise, which will cause the button to
spring out. This is depicted in Figure 4–4.
E–STOP
) switch is located
Figure 4–3 Operate Switches and E–Stop
Figure 4–4 Setting and Resetting the E–Stop
Dukane Manual Part No. 403-570-01Page 24
Page 31

Dimly Lit
Red LED
Brigtly Lit
Red LEDs
1
1
6
6
9
9
5
5
Opti–Touch Run Switches
Located on either side of the base are two optical RUN
switches. These are shown in Figure 4–3. These switches
use Infrared (IR) sensors. They comply with OSHA and
CE safety standards. Both switches are identical.
Each optical–touch switch has a small red LED which
is dimly illuminated whenever the power is on, as shown
in Figure 4–5. When the operator places their nger in
the tray, the LED brightens and a second LED in the
opposite corner of the tray illuminates to indicate the
switch has been activated as shown in Figure 4–6. Both
switches must be activated simultaneously to initiate a
weld cycle.
Section 4 - Display and Controls
Figure 4–5 Right Operate Switch in Standby
Mode, One LED Dimly Lit
Data I/O Connector
A connector for output data is provided on the rear of
the welder above the power switch. This connector is a
female type DB-9 as shown in Figure 4–7. It provides a
computer connection to export part data, motor load and
position proles. A pinout of the Data I/O connector is
provided in Appendix A. Detailed information on the
data that can be obtained from the welder is given in
Chapter 8.
Dukane Manual Part No. 403-570-01
Figure 4–6 Right Switch in Operate Mode, Both
LEDs Brightly Lit
Figure 4–7 DB–9 Data I/O Connector
Page 25
Page 32

Dual Servo Spin Welder User’s Manual
This page intentionally left blank
Dukane Manual Part No. 403-570-01Page 26
Page 33

Section 5 - Touch Screen Menus
SECTION 5
Touch Screen Menus
RUN Mode ....................................................29
Screen Layout ..................................................... 29
VIEW PARTS ................................................30
SETUP Menu ................................................31
PRE-WELD Setup ...............................................31
WELD Setup .......................................................34
POST-WELD Setup.............................................38
TOOLS Menu ...............................................42
SELECT SETUP Tab........................................... 42
UTILITIES Tab ..................................................... 42
SYSTEM SETUP Tab ..........................................43
Setting Time and Date ..................................46
Parameter Value Range ...............................47
Dukane Manual Part No. 403-570-01
Page 27
Page 34

Dual Servo Spin Welder User’s Manual
This page intentionally left blank
Dukane Manual Part No. 403-570-01Page 28
Page 35

RUN Mode
When the welder is rst turned on after the E-Stop
switch is reset (see Figure 4-4), the STARTUP screen
is displayed as shown in Figure 5–1 directing the
operator to Activate both RUN SWITCHES to reset
machine. Press both switches simultaneously and hold
until a beep sounds, which will take several seconds.
A second beep will sound a few seconds after the rst,
indicating that the welder is ready to run a weld cycle
(the bar under the smiley face will become green at
the same time). The message area is now clear and the
STATUS icon in the upper left has changed to a smiley
face with a green band below it as shown in Figure
5–2. If, when the switches are activated as described
above, the tooling hub begins to oscillate instead of
rotating smoothly, press the E-Stop and then check
that the correct tooling inertia is entered as described
later in this manual in the SETUP Menu (under TOOL
SETUP).
Section 5 - Touch Screen Menus
Figure 5–1 Startup Screen With E-Stop Cleared
Screen Layout
The screen has the same basic layout for most of the
selected operations. The
ready state of the machine. To the right of the icon is
the name of the currently loaded
the le name is the
select buttons on the left side below the status icon
select either a
(SETUP), or the Setup Utilities screen (TOOLS). The
selected mode is indicated by a darkened button. The
center of the screen displays the parameters from the
last weld cycle. The Part Data button on the right
displays a report of previously welded parts.
The screen shots on this page all show the RUN mode.
The RUN screen is the default startup screen. This
screen needs to be selected in order to initiate a weld
cycle. Just below the PROCESS DATA label as shown
in Figure 5-2, there are a number of elds containing
part data.
sequential part number. The
last weld was within programmed process limits and
displays “–” if no limits were violated, “S” for suspect
part, “B” for a bad part, or “E” for an error. A suspect or
Run mode (RUN), a Weld Setup screen
The
Part Nr
STATUS
Message Area
. eld identies the current
icon indicates the
Setup File
. The three mode
Limits
eld indicates if the
. Below
Figure 5–2 Run Mode Screen With Welder Reset
Dukane Manual Part No. 403-570-01
Page 29
Page 36

Dual Servo Spin Welder User’s Manual
bad part means one or more of the measured parameters
was not within the limits set for the weld cycle. The
Time
and
Date
elds indicate the time and date the part
was welded.
Just below the
WELD
label, there are a number of elds
with weld data for the last cycle. The displayed data
lists the:
•
Time
- Weld time (seconds)
•
Rotations -
Number of spin motor rotations
during weld
•
Peak RPM -
•
Peak Torque -
Peak spin motor speed (RPM)
Peak spin motor torque (% of
maximum torque)
•
•
Energy -
Orient. -
Weld energy (Joules)
Welded part angular orientation
(degrees)
•
Weld End -
•
Peak Thrust -
Weld end vertical position (mm)
Peak vertical actuator thrust (% of
maximum thrust)
•
Hold End -
•
Hold Col -
Hold end vertical position (mm)
Hold collapse distance (mm)
•
Cycle -
Total cycle time (seconds)
VIEW PARTS
The
Part Data
displays seven part reports at a time. Each report
occupies two lines and displays the same information
reported on the
last cycle at the bottom and works backwards toward
the top. This is shown in Figure 5–3. The
Page Down
data one screen at a time, Press the
return to the
button on the right side of the screen
RUN
screen. The report starts with the
Page Up
and
buttons permit you to scroll through part
RUN
button to
RUN
screen.
Figure 5–3 VIEW PARTS Screen
Dukane Manual Part No. 403-570-01Page 30
Page 37

SETUP Menu
The SETUP menu is sub-divided into three tabs:
PRE-WELD, WELD, and POST-WELD that are described
below. Immediately after pressing the SETUP button,
the Security Code screen will appear, prompting for a
numerical password. If no password has been set, press
the ENTER key.
PRE-WELD Setup
The PRE-WELD screen, containing a number of settings
and options described below, is shown in Figure 5-4.
TOOL Setup
This button is used to specify parameters related to the
tooling assembled to the welder shown in Figure 5-5. Enter
the spin tool inertia in the TOOL Inertia (kg*cm^2) eld
and the weight in the TOOL Weight (kg) eld. Pressing
the numerical value cell displays a data entry screen
shown in Figure 5-6. That also displays the minimum
and maximum values allowed. The SPIN Deceleration
(%) eld species the spin motor deceleration as a
percentage of motor maximum. This value can exceed
100% when welding parts because friction in the weld
joint assists the spin motor in stopping.
Section 5 - Touch Screen Menus
Figure 5–4 PRE-WELD Screen for SETUP Menu
The Vac. Sense and Part Present buttons at the bottom
allow the vacuum sensing and part presence options
to be enabled or disabled. With either option enabled,
an appropriate external input must be provided. For
example, if the Part Present option is enabled, a part
present signal must be activated before a weld cycle is
allowed to initiate. A “frowning” face will be displayed
on the RUN screen if this signal is not active.
Press the DONE button to return to the PRE-WELD
setup screen.
Dukane Manual Part No. 403-570-01
Figure 5–5 Tool Setup Screen in PRE-WELD Menu
Figure 5–6 Sample Data Entry Screen
Page 31
Page 38

Dual Servo Spin Welder User’s Manual
TOP OF STROKE Position
This button is used to set the vertical position to which
the welder head returns after completing a weld cycle,
as shown in Figure 5-7. A position of 0 corresponds to
the highest position (which is also the machine “home”
position). A non-zero setting indicates that the Top of
Stroke (TOS) position is lower than the home position
by the programmed amount. The TOS position can be
entered directly by pressing the Position (mm) eld.
Alternatively, the TOS position can be “taught” by rst
pressing the DOWN button and selecting the VERT.Jog
Speed (Low, Medium, or High), then activating the RUN
switches to jog the head to the desired position, and
nally pressing the Transfer button to assign the current
jog position (displayed in the Jog Pos. (mm) eld) as the
TOS Position.
Figure 5–7 TOP OF STROKE Position Setup
Screen in PRE-WELD Menu
The Move To button is used to move the head to the value
displayed in the Position (mm) eld. After pressing this
button, activate both RUN switches and wait for the
value in the Jog Pos. (mm) eld to match the Position
(mm) value.
TRIGGER Position
This button is used to set the vertical position at which the
spin tool and machine head reach the programmed weld
speeds, as shown in Figure 5-8. If Torque Triggering is
disabled (see below), the weld starts at the TRIGGER
Position. This position should be set slightly higher than
the position at which the parts to be welded start to come
in contact. Above this position, the spin motor is being
accelerated from rest to the weld RPM and the head
is moving rapidly down. After reaching this position,
the spin RPM and vertical speeds are maintained at the
programmed values. The TRIGGER Position can be
entered directly into the Position (mm) eld or taught
by jogging the head as described in setting the TOP OF
STROKE Position.
Figure 5–8 TRIGGER Position Setup Screen in
PRE-WELD Menu
Dukane Manual Part No. 403-570-01Page 32
Page 39

Part Pickup Option
This button enables the Part Pickup option, which is
programmed through the screen shown in Figure 5-
9. This option is used in conjunction with automated
part feed systems where it is desirable to place the parts
to be joined on top of each other in the lower xture.
In this mode, the head travels down to “pick up” the
upper part with the tool (without spinning), goes up
slightly, and then completes the weld cycle. To enable
this option, toggle the Enable button to On and set the
pickup position in the Position (mm) eld by direct
entry or through the Teach Position button. Optionally,
the Thrust Sense option can be enabled, in which the
head will rst travel to the Position (mm) distance, then
continue to travel until the vertical actuator thrust (i.e.
force) exceeds the value set in the Thrust (%) eld. The
Timeout (s) eld sets a time limit between the arrival at
the Position (mm) distance and the point of reaching the
thrust sensing level.
Section 5 - Touch Screen Menus
Figure 5–9 Park Pickup Setup Screen in PRE-WELD
Menu
Pre-Spin Orientation Option
This button enables the Pre-Spin Orientation option,
which is programmed through the screen shown in
Figure 5-10. This option is used in conjunction with
the Part Pickup option in applications where, before
welding, the parts are placed on top of the other and the
initial (pre-spin) angular orientation is different than the
welded orientation. To enable this option, toggle the
Enable button to On. The Pre-Spin Orientation can be
entered directly in the Pre-Spin eld. Alternatively, this
orientation can be “taught” by rst pressing the JOG
+ or JOG – buttons (depending on desired direction
of rotation) and selecting the jogging speed from the
SPIN Jog Speed (Low, Medium, or High) eld, then
activating both RUN switches to rotate the spin tool to
the desired orientation, and pressing the Transfer button
to assign the current jog position (displayed in the
Jog Pos. (Deg.) eld) as the Pre-Spin Orientation. To
aid in setting the orientation, the head can be moved by
pressing the DOWN or UP buttons and activating the
RUN switches.
Figure 5–10 Pre-Spin Orientation Setup Screen in
PRE-WELD Menu
Transfer Button f
The transfer icon should only be used when
visually aligning the pre–spin orientation.
The value displayed in the Jog (Deg.) cell
has to be transferred to the Pre-Spin data
eld.
IMPORTANT
You must select the RUN
mode to test any of the
setups. Both RUN switches
must then be activated
simultaneously.
Dukane Manual Part No. 403-570-01
Page 33
Page 40

Dual Servo Spin Welder User’s Manual
The Move To button is used to rotate the tool to the value
displayed in the Position (Deg.) eld. After pressing this
button, activate both RUN switches and wait for the
value in the Jog Pos. (Deg.) eld to match the Position
(Deg.) value
WELD Setup
The WELD setup is the middle tab in the SETUP menu
and is shown in Figure 5-11. This screen contains the
weld METHOD selection (Time, Rotation, Distance, and
Energy), a button for entering Weld Parameters, and
settings for several OPTIONS related to the weld phase
(Orientation, Torque Trigger, and Constant Torque).
Weld Method Selection
One of the available modes must be selected to perform
a weld. Regardless of the method, the weld is considered
to start at different points, depending on the Torque
Trigger option setting. If Torque Trigger is OFF, the
weld starts at the Trigger Position dened in the PRE-
WELD tab. If Torque Trigger is ON, the weld starts
when the desired spin torque threshold is exceeded (see
Torque Trigger Option below).
Figure 5–11 WELD Main Setup Screen
Time Method
In this method, the weld duration is controlled by time.
After choosing this method, the Weld Parameters
button is used to enter the weld settings shown in
Figure 5-12. The Weld Time (s) entry species the weld
duration in seconds. Below this entry, a minimum weld
time value is displayed. This value corresponds to the
time needed for decelerating (i.e., slowing down and
stopping) the servo motors and is included as part of the
total weld time. The VERT. Speed (mm/s) sets the press
weld speed in millimeters per second. The SPIN RPM
species the spin tool speed, which is constant during
the weld until the start of deceleration. The Dir. eld
species the spin direction. The DONE button causes a
return to the main WELD tab screen.
Figure 5–12 Weld Parameters Screen for Time
Method
Dukane Manual Part No. 403-570-01Page 34
Page 41

Rotation Method
In this method, the weld duration is controlled by
completing a specied number of spin revolutions. The
Weld Parameters button is used to enter the settings
shown in Figure 5-13. The Weld Rotations eld species
the number of weld revolutions. The actual number
of weld rotations as reported on the RUN screen after
the weld will be larger than the number entered in this
eld and depends on the deceleration and whether nal
orientation is enabled (see Orientation Option below).
The VERT Speed (mm/s), SPIN RPM, and Dir. elds
are the same as in the Time Method. The DONE button
causes a return to the main WELD tab screen.
Distance Method
In this method, the weld duration is controlled by vertical
travel to a specied absolute or collapse distance. The
Weld Parameters button is used to enter the settings
shown in Figure 5-14. The Vertical (mm) eld species
the travel distance, depending on the position of the
Collapse / Absolute switch located on the bottom of the
screen. If the switch selection is Collapse as shown in
Figure 5-14, the travel distance is measured relative to
the trigger point. If the switch selection is Absolute as
shown in Figure 5-15, the travel distance is measured
from the press topmost, or 0 position (also referred to
as the “home” position). The Teach Position button is
available in the Absolute Distance mode, which allows
the position to be dened by physically jogging the press
down to the desired weld end position. The layout of the
Teach Position screen is very similar to the TRIGGER
Position screen shown in Figure 5-8. Directly below
the Vertical (mm) eld is the minimum weld distance,
which is automatically calculated by the welder based
on other parameters such as speed and deceleration. The
VERT Speed (mm/s), SPIN RPM, and Dir. elds are the
same as in the Time Method. The DONE button causes
a return to the main WELD tab screen.
Section 5 - Touch Screen Menus
Figure 5–13 Weld Parameters Screen for Rotation
Method
Figure 5–14 Weld Parameters Screen for Distance
Method with Collapse Switch Selection
Dukane Manual Part No. 403-570-01
Figure 5–15 Weld Parameters Screen for Distance
Method with Absolute Switch Selection
Page 35
Page 42

Dual Servo Spin Welder User’s Manual
Energy Method
In this method, weld duration is controlled by the
amount of energy input into the weld joint as determined
by the spin torque and angular rotation. The welder will
maintain a constant spin speed until the programmed
energy is produced. Then the tool will decelerate and
stop. The Weld Parameters button is used to enter the
settings shown in Figure 5-16. The Energy (J) eld
species the weld energy in Joules. As a safety measure,
using the Energy Method requires that the Weld Time
Process Limit be enabled (To set this limit, refer to the
Process Limits description in the POST-WELD menu
later in this manual.). If the Upper Weld Time Limit is
exceeded during the weld, the machine will stop the
cycle and report an error. The VERT Speed (mm/s),
SPIN RPM, and Dir. elds are the same as in the Time
Method. Press DONE to return to the main WELD tab
screen.
Figure 5–16 Weld Parameters Screen for Energy
Method
WELD OPTIONS
Several weld options are available, any combination of
which may be enabled simultaneously.
Orientation Option
With this option you can specify the upper tool’s angular
stopping orientation at the end of the weld. To enable it,
press the Orientation button and then the Enable box
on the screen shown in Figure 5-17. The nal weld
orientation is dened in the Weld eld. Two methods set
this value: 1) direct numeric entry into the Weld eld,
or 2) visual alignment by jogging the spin tool to the
desired orientation. To jog the spin tool, select the SPIN
Jog Speed (Low, Medium, or High) and the jog direction
(JOG + or JOG -). Then activate both RUN switches
to rotate the tool. The current spin tool orientation is
shown in the Jog Pos. (Deg.) box. Once the head is in
the desired orientation, use the Transfer arrow button
to set this value as the nal Weld orientation. To aid in
visually setting the orientation, the press can be jogged
vertically by selecting the DOWN or UP buttons and
activating both RUN switches. The Move To button
allows the spin tool to be rotated to the programmed
Weld orientation. After selecting this button, activate
both RUN switches until the spin tool stops moving.
Press DONE to return to the main WELD tab screen.
Figure 5–17 Weld Orientation Option Screen
Dukane Manual Part No. 403-570-01Page 36
Page 43

Torque Trigger Option
This option species a torque level to sense when the
upper and lower parts make contact. Prior to contact,
the motor is spinning the tool in the air using a very low
amount torque. At contact, there is an increase in the
torque required to maintain a constant angular velocity,
at which point the weld is considered to start (i.e. the
weld timer and counter are started). Note that the welder
begins to sense the torque after reaching the TRIGGER
Position. To enable this option, press the Torque Trigger
button and then the Enable box on the screen shown in
Figure 5-18. The Torque (% of max.) eld species the
torque level at which the weld will start. The Timeout
(s) value species the amount of time the welder will
wait between reaching the TRIGGER Position and the
sensing of the torque trigger. If torque trigger does not
occur within this time, the machine will abort the cycle
and display an error. The DONE button causes a return
to the main
For this option to work properly, the torque trigger value
must be set above the torque required to keep the spin
tool running before part contact (i.e. in free air). To set
the torque trigger value correctly, follow these steps:
WELD
tab screen.
Section 5 - Touch Screen Menus
Figure 5–18 Weld Torque Trigger Option Screen
1. Program all welder settings as desired (refer to
other sections in this manual if needed).
2. Disable the Torque Trigger Option.
3. Verify that the VERTICAL TRAVEL LOWER
LIMIT is set properly to prevent the possibility
of contact between the tool and xture (refer to
TOOLS, SYSTEM SETUP tab menu).
4. Press the RUN button.
5. Run a “dry” cycle (i.e. without parts) by acti-
vating both RUN switches until the spin motor
stops.
6. Read the Peak Torque (%) value on the
RUN
screen. This value represents the torque required to keep the tool spinning in the air.
7. Repeat Steps 5 and 6 several times to determine
the largest torque value.
8. Enable the Torque Trigger Option and set the
Torque (% of max.) eld to be slightly larger (at
least 2%) than the number from the previous
step.
Dukane Manual Part No. 403-570-01
Page 37
Page 44

Dual Servo Spin Welder User’s Manual
Constant Torque Option
This option sets the welder to function in “Melt-Match”
mode, in which the press vertical speed is continuously
adjusted to match the rate of plastic melt at the joint. This
is achieved by measuring the spin torque and changing
the verical speed on-the-y based on this measurement.
The vertical speed is inversely proportional to the spin
torque: the lower the spin torque, the higher the vertical
speed, and vice versa.
To enable this option, press the Constant Torque button
and then the Enable box on the screen shown in Figure
5-19. The relationship between the spin torque and
vertical speed is illustrated in Figure 5-20. The welder
will adjust vertical speed for a measured spin torque
along the lines shown. The Torque Target is the desired
spin torque, which is entered into the Torque (% of max.)
eld on the screen. The Max. Torque value is 5% larger
than the Target Torque. If the measured torque exceeds
the Max. Torque, the vertical speed will be 0 until the
torque drops below the maximum. The Max. Speed
is the maximum allowable vertical speed, which will
occur if the measured torque is 0. This value is entered
in the VERT. Max (mm/s) eld on the Weld Parameters
screen (in the WELD tab). The Timeout (s) eld species
the maximum weld time before the machine aborts the
cycle and reports an error.
The actual spin torque prole achieved during the weld
will depend on the Torque (% of max.) and the VERT.
Max (mm/s) settings for a particular application. For
example, if the actual spin torque is consistently below
the specied target, the VERT. Max (mm/s) will need to
be increased to cause the welder to move down faster,
causing a rise in the spin torque.
Figure 5–19 Weld Constant Torque Option Screen
Figure 5–20 Graph of Vertical Spin Speed vs. Spin
Torque for Constant Torque Option
POST-WELD Setup
The POST-WELD setup is the right tab in the SETUP
menu and is shown in Figure 5-21. The screen is divided
into two sections: Hold Setup and Part Tests.
Hold Setup
The Hold Setup button is used to enter parameters
related to the Hold phase of the weld cycle. During this
phase, the molten plastic cools and solidies, beginning
when the spin tool stops. Pressing the Hold Setup button
Figure 5–21 POST-WELD Main Setup Screen
Dukane Manual Part No. 403-570-01Page 38
Page 45

changes the display to the screen shown in Figure 5-
22. The MODE switch species if the Hold phase will
be controlled by traveling a specied Distance or for a
specied amount of Time.
With Distance MODE selected as shown in Figure 522, the parameters for Hold motion are specied in the
elds on the right and are divided into two sections:
DYNAMIC and STATIC. During the Hold, the press will
rst complete the DYNAMIC phase, then the STATIC
phase. In the DYNAMIC phase, the press moves
vertically at the speed specied in
a distance specied in
Collapse (mm)
Speed (mm/s)
. In the STATIC
to
phase, the press will maintain its position for the time
specied in
Dwell Time(s)
. It is possible to bypass either
the DYNAMIC or STATIC phases by programming a 0
collapse distance or a 0 dwell time, respectively.
Section 5 - Touch Screen Menus
Figure 5–22 Hold Setup Screen for Distance MODE
With Time
MODE
selected as shown in Figure 5-23,
the parameters for specifying the hold time are vertical
speed in Speed (mm/s), the motion duration in Move
Time (s), and time for maintaining the nal position in
Dwell Time (s). In addition, the Constant Thrust option
is available in the Time
MODE
, in which the press
travels down until reaching a specied vertical thrust
(i.e. compression force). To enable this option, press
the Constant Thrust button. The relationship between
the vertical torque and vertical speed is illustrated in
Figure 5-24. The press will adjust vertical speed as a
response to the measured vertical thrust along the lines
on the graph. The Thrust Target is the desired vertical
thrust, which is entered into the Thrust (%) eld on the
screen. The Max. Speed is the maximum allowable
vertical speed, which will occur if the measured thrust
is 0. This value is entered in the
the
DYNAMIC
section.
Speed (mm/s)
eld in
Figure 5–23 Hold Setup Screen for Time MODE
Dukane Manual Part No. 403-570-01
Figure 5–24 Graph of Vertical Speed vs. Vertical
Torque for Constant Thrust Option
Page 39
Page 46

Dual Servo Spin Welder User’s Manual
Part Tests
The Part Tests section is used to dene limits for the
weld proocess and welder behavior for cases where the
process is outside the limits.
The Process Limits button is used to enter limits for
weld process results as shown in Figures 5-25, 5-26,
and 5-27. The following limits are available:
1. Weld Time (s)
2. Weld Rotations
3. Orientation (Deg.)
4. Weld Energy (J)
5. Peak RPM
6. Peak Torque (% of max.)
7. Peak Thrust (% of max.)
8. Cycle Time (s)
9. Vertical Weld End (mm)
10. Hold Collapse (mm)
11. Hold End Position (mm)
To enable a limit, press the ON/OFF box to the left of the
description and enter the Lower and Upper values. Any
combination of limits can be enabled simultaneously.
The More Limits… button shows additional limits, and
the DONE button causes the screen to return to the
POST-WELD main menu.
Figure 5–25 Process Limit Denitions Screen 1 of 3
Figure 5–26 Process Limit Denitions Screen 2 of 3
Figure 5–27 Process Limit Denitions Screen 3 of 3
Dukane Manual Part No. 403-570-01Page 40
Page 47

The bottom right corner of the POST-WELD screen
contains controls for setting machine behavior when
an out-of-limit condition occurs. The Latch on Failure
button species if the out-of-limit condition will require
an acknowledgement from the user before allowing the
next cycle to start. This acknowledgement request is
indicated by a button on the bottom of the RUN screen
as shown in Figure 5-28.
The Suspect / Bad (Abort) button in the right lower
corner of the screen controls two aspects of machine
function. The rst function is to determine if a weld cycle
will be aborted if the process parameter falls outside
the limits. If Suspect is selected, the machine cycle
will complete regardless of the process limit results. If
Bad (Abort) is chosen, the machine cycle will continue
if any process parameter falls below the Lower limit,
or be terminated if it exceeds the Upper limit for the
following parameters:
Section 5 - Touch Screen Menus
Figure 5–28 RUN Screen with PART TEST FAILED
Button
• Weld Time (s)
• Weld Rotations
• Peak RPM
• Peak Torque (% of max.)
• Peak Thrust (% of max.)
• Cycle Time (s)
In the case of cycle termination, the machine will report
an error message on the RUN screen listing the parameter
for which the limit was exceeded. The second function
is to set the character displayed in the Limits eld on the
RUN screen. If the switch is set to Suspect, the Limits
eld will display S if the process was outside the limits.
If it is set to Bad (Abort), the Limits eld will display
B if the process parameter was lower than the Lower
limit, and E if the process parameter was higher than
the Upper limit.
Dukane Manual Part No. 403-570-01
Page 41
Page 48

Dual Servo Spin Welder User’s Manual
TOOLS Menu
SELECT SETUP Tab
Pressing the TOOLS button displays the rst tab
labeled SELECT SETUP. This contains eight buttons
for selecting a setup le as shown in Figure 5–29. The
Machine Cycle Count in the lower right corner is the
total number of weld cycles that have occurred in the
machine’s lifetime.
UTILITIES Tab
The middle tab named UTILITIES and shown in
Figure 5–30 contains buttons for renaming, copying,
and erasing setups, as well as a button for accessing
a screen to record other machine settings and one for
exporting the graph data for the last weld.
Figure 5–29 SELECT SETUP Screen in TOOLS Menu
Rename Setup allows a name up to 26 characters. The
keypad has the letters a through z and a caps key for
A through Z, plus the numbers 0 through 9 and a space
key. To rename a setup, enter a new name and then
press the RENAME button under the new name. Press
the DONE button when nished.
Copy Setup copies the values of the currently loaded
setup le to the setup le specied. To copy a setup,
press the Destination Setup ID button, enter the desired
number, then press the COPY button. Press the DONE
button when nished.
Erase Setup clears all setup parameter values and
restores them to factory defaults. To erase a setup, press
the ERASE button, and then the DONE button.
The OTHER MACHINE SETTINGS button is used as a
“notepad” feature in recording the information shown
in Figure 5-31 and is provided as a convenience feature
for restoring the complete machine setup. The Upper
Tool Nr. and Lower Tool Nr. elds can be populated with
tool identication numbers. The Column Position (mm)
Figure 5–30 UTILITIES Screen in TOOLS Menu
Figure 5–31 Record Other Machine Setetings
Screen in UTILITIES Menu
Dukane Manual Part No. 403-570-01Page 42
Page 49

eld designates the position of the thruster (part of the
welder surrounded by sheet metal covers) relative to
the column as indicated by the scale afxed to the right
side of the column and a white line printed on the rear
of the welder. Once these settings are entered, pressing
the DONE button causes a return to the main UTILITIES
screen, where a yellow SAVE OTHER SETTINGS button
appears. Press this button, then Save and DONE on the
following screen to retain the settings in memory.
The EXPORT LAST WELD GRAPH DATA button
is used to send weld prole data information for the
last cycle to an externally connected computer via the
Dual Servo Spin Welder Utility (refer to Chapter 8).
This data includes the spin torque, spin orientation,
vertical thrust, vertical position, and vertical speed. It
is displayed in graphical format in the Utility and can
be exported to an ASCII le.
Section 5 - Touch Screen Menus
SYSTEM SETUP Tab
The third tab is labeled SYSTEM SETUP and is shown
in Figure 5-32.
The welder contains an assembly used to limit the
downward travel of the press to prevent tooling
from coming in contact. This assembly consists of
a mechanical stop block with an integral proximity
switch, whose position is adjusted via an elevator
screw driven by a small DC motor. If, during normal
operation, the press travels down and the proximity
switch becomes active, the press motion will quickly
decelerate to a stop. The actual physical hard stop is
approximately 4 mm below this position since the
stop block includes a cushion to protect the vertical
servo actuator from damaging impact loads. To set the
lower limit proximity switch position, rst press the
VERTICAL TRAVEL LOWER LIMIT button. Then press
the Initialize button shown on the screen in Figure 5-33,
which will cause the stop block to move all the way
down, which takes 1 minute as indicated by a ashing
message. When this step is completed, the screen will
change as indicated in Figure 5-34. Next, jog the head
down to the desired travel limit position (at least 4 mm
Figure 5–32 SYSTEM SETUP Tab in TOOLS
Figure 5–33 Vertical Lower Limit Setup Screen
with Initialize Button
Dukane Manual Part No. 403-570-01
Page 43
Page 50

Dual Servo Spin Welder User’s Manual
[.15 in.] above tooling contact, if possible) and press
the Set Position button. The stop block will be moved
up, and a ashing circle will appear next to the DOWN
button when this process is complete, indicating that
the proximity switch is active. Press the DONE button
to return to the SYSTEM SETUP screen.
The Data Export button controls whether the weld
parameter data displayed on the RUN screen (Weld Time,
Rotations, etc.) is sent out to a computer connected to
the welder after each cycle (refer to Chapter 8). Pressing
the button toggles between On and Off states.
The Graph Export button controls whether the weld
prole data captured for the last weld is sent out to a
computer connected to the welder after each cycle
(refer to Chapter 8). This data includes the spin torque,
spin orientation, vertical thrust, vertical position, and
vertical speed. It is displayed in graphical format
in the Utility and can be exported to an ASCII le.
Pressing the button toggles between On and Off states.
The time required to transfer the data for this option
can be signicant (several seconds, depending on weld
duration) and may adversely affect cycle rate as the
welder will not be ready to run another cycle until the
transfer is complete.
Figure 5–34 Vertical Lower Limit Setup Screen
with Set Position Button
The Start Type button toggles from Manual to Automatic
each time it is pressed. Manual is used for most
operations. Automatic is used in an automated
system and requires a switch closure contact on the User
I/O HD-15 connector (see Figure 3–9). A pinout of the
User I/O connector and automation wiring information
are provided in Appendix A.
Dukane Manual Part No. 403-570-01Page 44
Page 51

The Home Offset (Deg.) eld is used to specify an angular
RUN
SETUP
TOOLS
SELECT
SETUP
SYSTEM
SETUP
UTILITIES
Set Password
WELD
POSTWELD
PRE-
WELD
offset of the homing spin orientation. The tooling hub
home orientation is set at the factory such that the slot
in the hub shown in Figure 3-2a is closest to the front
of the machine. This position is the 0 degree reference
for the spin motor and all spin orientations are dened
relative to it. Unless a specic situation requires a non-
zero offset, it is most convenient to retain the factory
default value.
The Set Password button is used to set the password,
which must subsequently be entered to change
programmed machine settings. The default password is
0 (zero) so that password–protected screens are easily
accessed by just pressing the Enter key on the Enter
Password Code screen. The password is a numerical
value with a maximum 10–digit value of 4 294 967
295. The password–protected screens and menus are
shown in Figure 5–35.
Section 5 - Touch Screen Menus
Figure 5–35 Password-Protected Screens and
Menus
The buttons English, French, Czech, and German set
the active language on the welder. When one of these
buttons is pressed, the menu language changes to the
selected language and remains in effect while the welder
is powered up. To preserve the language selection
between power cycles, press the Save Language
Select button.
The Software Info button displys a screen with software
revisions of the welder components as shown in Figure
5-36.
Figure 5–36 Welder Software Information
Dukane Manual Part No. 403-570-01
Page 45
Page 52

Dual Servo Spin Welder User’s Manual
Setting Time and Date
On Touch Screen
The time and date displayed on the touch screen are
preset at the factory for US Central Standard Time.
They can be changed using the following procedure:
1. Press the upper left-hand corner (marked by 1 in
Figure 5-37) and lower left-hand corner (marked
by 2) at the same time. The screen shown in Figure
5-38 should appear.
2. Press the “Clock” button. The screen shown in
Figure 5-39 should appear.
3. To change the date and time, rst enter a numeric
value. Then press the corresponding button associ-
ated with that value. For example, to set the month
to May, press 5 and then the “Mon” button.
4. After setting the time and date, press the “Exit”
button on this screen and on the next screen.
5. Wait several seconds for the touch screen to return
to normal operation before welding.
Figure 5-37 Touch Screen - Time and Date 1
Figure 5-38 Touch Screen - Time and Date 2
Figure 5-39 Touch Screen - Time and Date 3
Dukane Manual Part No. 403-570-01Page 46
Page 53

Section 5 - Touch Screen Menus
Parameter Value Range
The minimum and maximum values of the welding
parameters are listed in Table 5-I.
Screen Parameter Name Min.Value Max.Value Resolution Units
SETUP>
PRE-WELD
TOOL Inertia
0
TOOL Weight 0 25.0 0.1 kg
SPIN Decel. 25 200 1 %
TOP OF STROKE Position 0 140.00 0.01 mm
TRIGGER Position 1.00 140.00 0.01 mm
Part Pickup Position 1.00 140.00 0.01 mm
Part Pickup Thrust 1 100 1 %
Part Pickup Timeout 1 60 1 sec.
Pre-Spin Orientation 0 359.9 0.1 deg.
Weld Time/
Weld Rotations/
Weld Distance (Vertical) /
Energy
0.01 50000 0.01
3000 (SVT012VR)
780 (SVT032VR)
160 (SVT042VR)
1 kg* cm²
sec./
rev./
mm/
Joules
SETUP>
WELD
SETUP>
POST-WELD
TOOLS>
SYSTEM
SETUP
VERT. Speed .01 100.00 0.01 mm/s
SPIN RPM
5
Weld Orientation 0 359.9 0.1 deg.
Trigger Torque
Torque Trigger Timeout 1 60 1 sec.
Constant Torque 1 100 1 %
Constant Torque Timeout 1 60 1 sec.
Hold Speed .01 100 0.01 mm/s
Hold Move Time/
Hold Collapse
Hold Dwell Time 0 100.00 0.01 sec.
Hold Constant Thrust 1 100 1 %
Home Offset 0 359.9 0.1 deg
1
0 140.00 0.01
750 (SVT012VR)
3000 (SVT032VR)
4000 (SVT042VR)
100
1 RPM
1 %
sec./
mm
Table 5–I Welding Parameters
Dukane Manual Part No. 403-570-01
Page 47
Page 54

Dual Servo Spin Welder User’s Manual
This page intentionally left blank
Dukane Manual Part No. 403-570-01Page 48
Page 55

Section 6 - Machine Operation
SECTION 6
Machine Operation
Machine Setup..............................................51
Starting a Weld Cycle ...................................54
Stopping a Weld Cycle .................................55
Setup Sheet ............................................ 55-56
Dukane Manual Part No. 403-570-01
Page 49
Page 56

Dual Servo Spin Welder User’s Manual
This page intentionally left blank
Dukane Manual Part No. 403-570-01Page 50
Page 57

Section 6 - Machine Operation
ABOR
T
PO
W
ER
IN CYCLE
Tw
i
st to Reset
Tw
ist to Reset
Machine Setup
The startup procedure given here is for a new machine
that has just been installed.
1. Base Interface Cable
Attach the base interface cable from the rear of the base
to the back of the thruster housing as shown in Figures
3–7 and 3–8.
2. AC Power
Insert the AC power plug (refer to Figure 3–4) into a
240 VAC, 1–Phase NEMA type 6–20R receptacle rated
at 20 Amps. The correct style outlet is shown in Figure
3–5. Do not alter the plug or receptacle in any way.
Refer to the section on Electrical Safety in Chapter 2 if
you have any questions. Ensure the AC Power Switch is
in the OFF position (see Figure 3-6).
3. Attach Tooling
Attach the upper tooling to the hub and torque tightly.
The hub dimensions are given in Figure 3-2. The slot in
the hub is intended to accept a ¼-inch standard dowel
pin assembled to the upper tool for repeatable mounting
orientation. Place the lower xture on the base and
attach it loosely so it can be aligned later.
4. Adjust Thruster Position on
Column
The rear support column of the Dual Servo Spin Welder
features a threaded shaft for adjusting the overall
height of the thruster head. The adjustments are shown
in Figure 3-7. The thruster height should be adjusted
properly to ensure that the weld head has enough travel
to perform the weld (within the 5-inch stroke limit),
and that the welded assembly can readily be removed
from the tooling. To adjust the position, complete the
following steps:
a) Loosen the three rear nuts (which lock the head
assembly in place). The nuts are 22mm wide, but
a 7/8-inch socket will also t.
b) Raise or lower the head by turning the adjustment
lead screw on top, which is also a 22mm hex.
The lead screw has 8 threads per inch, so 1 turn
moves the head 1/8-inch
(3.18 mm).
c) Tighten the rear locking nuts.
IMPORTANT
The Dual Servo Spin Welder
is capable of developing
substantial torque and high
rotational velocity. Keep
your hands and body away
from the tool head during
operation. The spinning
head is capable of inicting serious injury. Never
attempt to retrieve a part
from a spinning tool head.
A l w a y s w e a r a
f a c e s h i e l d w h e n
operating the Dual Servo
Spin Welder. Be extremely careful not to let long
sleeves, necklaces or long
hair become entan g led
in the Dua l Ser vo Spin
Welder during operation.
Always turn machine power
OFF when instalaling or
removing th e spin tool.
Figure 6–1 Setting and Resetting the E–Stop
Dukane Manual Part No. 403-570-01
Page 51
Page 58

Dual Servo Spin Welder User’s Manual
5. Reset E-Stop
Reset the emergency stop button by turning clockwise.
Refer to Figure 4-4. The status display on the base will
change from ABORT in red to POWER in green.
6.Turn Power ON
Turn on the AC power switch.
7. Set Tool Parameters
On the touch screen, press the SETUP button. Press
Enter on the ENTER SECURITY CODE screen if
no password has been previously set, or type in the
password and then Enter. Press the TOOL Setup button
and enter the TOOL Inertia (kg*cm^2) and TOOL Weight
(kg). Press the RUN button and wait until the
WAIT
… indicator above it disappears.
PLEASE
8. Initialize (Home) Welder
The touch screen will now instruct you to
RUN SWITCHES to reset machine
in Figure 5–1. Once the switches are activated, both
servos will rst move to their respective home positions
(corresponding to internal encoder reference pulses
in each servo). Then the spin motor will rotate to the
programmed nal weld orientation set in the SETUP
> WELD tab > Orientation > Weld eld (Figure 5-17),
and the press will move to position set in the SETUP >
PRE-WELD tab > TOP OF STROKE Position > Position
(mm) eld (Figure 5-8). The switches can be deactivated
once a beep sounds. The homing procedure is complete
after the second beep sounds and the indicator directly
below the yellow face icon becomes green.
Activate both
. This is illustrated
9. Align Lower Fixture with Spin
Tool
Place a set of parts in the upper tool and lower xture.
Navigate to the SETUP > TRIGGER Position menu,
press the DOWN button, and select Me or Hi in VERT.
Jog Speed. Jog the press head down to a position where
the weld joint can be used to align the lower xture by
activating both RUN SWITCHES. Change the vertical
jog speeds as needed and use the UP button to move
the head up if desired. When nished, press the DONE
button and remove the parts.
Dukane Manual Part No. 403-570-01Page 52
Page 59

Since the welder press force is limited in jog mode for
safety purposes, the machine will disable the servos
and report an error (
OR Vertical servo runaway detected
jogged down too far. If this condition occurs, the welder
must be re-initialized by returning to the RUN screen,
pressing RESET FAULT button, and repeating welder
initialization (Step 8).
Fault: Jog thrust limit exceeded
.) if the press is
10. Set Vertical Travel Lower Limit
Position
To protect tooling, set the vertical press travel limit
using the following steps :
1. Navigate to TOOLS > SYSTEM SETUP tab and press
the VERTICAL TRAVEL LOWER LIMIT button.
2. Press the Initialize button and wait 1 minute.
3. Press the DOWN button, then activate both RUN
SWITCHES to move the head down to the posi-
tion where the lower limit proximity switch should
be activated (at least 4 mm [.15 in.] above tooling
contact, if possible, since the physical hard stop is
lower than the switch position by this distance). To
change speed, select a different setting in the VERT.
Jog Speed box.
Section 6 - Machine Operation
4. Press the Set Position button, and wait until a ashing
red circle appears next to the DOWN button.
5. Press DONE.
11. Set Weld Process Parameters
Select the desired setup number (1 through 8; setup 1 is
default) from the TOOLS > SELECT SETUP tab menu.
Input the desired weld process settings in the PRE-
WELD, WELD, and POST-WELD tabs in the SETUP
menu as described in Chapter 5.
Dukane Manual Part No. 403-570-01
Page 53
Page 60

Dual Servo Spin Welder User’s Manual
Starting A Weld Cycle
All weld cycles must be initiated from the RUN screen
after the machine is initialized and with the press at the
top-of-stroke position. If not already on this screen,
press the RUN button rst (see Figure 5-2). If you had
powered down the welder or pressed the Abort button,
the screen may instruct you to press the RESET FAULT
button and then reset the machine by activating the
RUN switches. After the reset process is completed, the
welder is ready to run a cycle, which is indicated by
the smiley face in the upper left corner of the screen.
If a frowning face appears instead, it signies that
the welder is not ready for one of several reasons (for
example, the part presence sensor is not activated if the
Part Present option is enabled).
To run a cycle, press both RUN switches simultaneously.
The press will begin to descend and spin motor will
accelerate. Both servos will reach their programmed
weld speeds by the time the press reaches the trigger
position (dened in SETUP > PRE-TRIGGER tab >
TRIGGER Position). The Trigger Indicator (see Figure
4-1) will turn on when the weld starts, which occurs
at the Trigger position if the Torque Trigger Option
is disabled, or when the trigger torque is sensed if the
Torque Trigger Option is enabled. The weld phase
continues until the selected welding parameter (time,
number of rotations, vertical distance, or energy) has
been reached, at which point the Trigger Indicator turns
off. The spin motor then stops and the welder begins the
hold phase, during which the press moves according to
the settings dened in the Hold Setup menu. To complete
the cycle, the press retracts to the top-of-stroke position
and the RUN screen is populated with weld process data
results. The base switches must remain actuated until
the start of the hold phase; otherwise, the cycle will be
aborted and no weld data will be displayed.
If a weld cycle completes successfully, the smiley face
appears to indicate that the machine is ready to run
another cycle. If a cycle terminates abnormally, a fault
message will be displayed on the screen describing
the error condition. The fault must be cleared and the
welder reset before another cycle can be initiated.
Dukane Manual Part No. 403-570-01Page 54
Page 61

Stopping a Weld
Cycle
During normal operation, the cycle stops automatically
when the specied weld and hold phases are completed
and the press returns to the top-of-stroke position. To
stop a cycle before it completes, press the E-stop switch
on the base, which terminates the cycle and causes
power to be removed from both servo motors.
Setup Sheet
On the following page is a table containing all the
machine settings for the Dual Servo Spin Welder. An
electronic version is provided on the CD included with
the machine.
Section 6 - Machine Operation
Dukane Manual Part No. 403-570-01
Page 55
Page 62

Dual Servo Spin Welder User’s Manual
DUAL SERVO SPIN WELDER - SETUP SHEET
A
PPLICATION
M
ACHINE MODEL
SVT0___2VR
D
ATE
M
ACHINE SETUP NUMBER
TOUCH SCREEN SETTING VALUE
TOOL I
NERTIA (KG*CM
^2)
TOOL W
EIGHT (KG
)
SPIN D
ECEL
. (%)
VAC. S
ENSE
ON OFF
TOOL S
ETUP
P
ART PRESENT
ON OFF
TOP OF STROKE P
OSITION
P
OSITION (MM
)
TRIGGER P
OSITION
P
OSITION (MM
)
E
NABLE
P
OSITION (MM
)
ON OFF
P
ART
P
ICKUP
T
HRUST SENSE
T
HRUST
(%) T
IMEOUT (S
)
ON OFF
SETUP >
PREWELD
OPTIONS
PRE-S
PIN ORIENT
PRE-S
PIN
ON OFF
METHOD (T
IME
, R
OTATION
, D
ISTANCE
, E
NERGY
)
TIME ROT DIST ENERGY
W
ELD TIME (S
) / W
ELD ROTATIONS
/ V
ERTICAL (MM
) / E
NERGY
(J)
C
OLLAPSE
/ A
BSOLUTE (DISTANCE METHOD ONLY
)
COLLAPSE ABSOLUTE
VERT. S
PEED (MM/S
)
SPIN RPM
W
ELD
P
ARAMETERS
DIR.
CW CCW
O
RIENTATION
W
ELD
ON OFF
T
ORQUE TRIGGER
T
ORQUE
(%
OF MAX
.) T
IMEOUT (S
)
ON OFF
SETUP >
WELD
OPTIONS
C
ONSTANT TORQUE
T
ORQUE
(%
OF MAX
.) T
IMEOUT (S
)
ON OFF
MODE (P
OSITION
, T
IME
)
P
OSITION
T
IME
S
PEED (MM/S
)
M
OVE TIME (S
) / C
OLLAPSE (MM
)
D
WELL TIME (S
)
H
OLD SETUP
C
ONSTANT THRUST
T
HRUST
(%)
ON OFF
W
ELD TIME (S
)
W
ELD ROTATIONS
O
RIENTATION (DEG
.)
W
ELD ENERGY
(J)
P
EAK
RPM
P
EAK TORQUE
(%
OF MAX
.)
P
EAK THRUST
(%
OF MAX
.)
C
YCLE TIME (S
)
V
ERTICAL WELD END (MM
)
H
OLD COLLAPSE (MM
)
P
ROCESS LIMITS
…
H
OLD END POSITION (MM
)
LOWER LIMIT
UPPER LIMIT
L
ATCH ON FAILURE
ON OFF
SETUP >
POSTWELD
F
AILURE SWITCH (SUSPECT
/ BAD) S
USPECT
B
AD
VERTICAL TRAVEL LOWER LIMIT L
IMIT POS
. (MM)
TOOLS >
SYSTEM
H
OME OFFSET (DEG
.)
Dukane Manual Part No. 403-570-01Page 56
Page 63

Section 7 - Optimizing Performance
SECTION 7
Optimizing Performance
Spin Welding Process ..................................59
Material Considerations ................................59
Control Parameters ......................................60
Surface Speed (RPM) ......................................... 60
Press (Axial) Speed ............................................62
Weld Depth .........................................................62
Hold .....................................................................63
Part Size .......................................................63
Dukane Manual Part No. 403-570-01
Page 57
Page 64

Dual Servo Spin Welder User’s Manual
This page intentionally left blank
Dukane Manual Part No. 403-570-01Page 58
Page 65

Spin Welding Process
The formal denition of spin welding is “An assembly
process in which thermoplastic parts with rotationally–
symmetric mating surfaces are joined together under
pressure using unidirectional circular motion. The heat
generated during the rotational contact melts the plastic in
the heat–affected zone forming a weld upon cooling.” Note
that the parts themselves can be any shape, only the mating
surfaces to be welded need to be circular.
The spin welding process is divided into ve distinct
phases. In Phase I, the rotational friction generates heat.
Frictional heating is intensied with both axial (press
vertical) and joint surface velocities. In Phase II, the
friction results in abrasive forces which strip off surface
roughness, generating wear particles causing the surfaces
of the polymer to begin to melt. As the polymer reaches
its crystalline melting point or glass transition temperature,
it enters Phase III, where heat starts to be generated by
internal friction within the molten region. This continues in
Phase IV, where the temperature of the molten layer remains
relatively constant. Because plastics are poor conductors of
heat, the surface heat is transferred slowly to the interior
and much of it remains localized. At this point, the rotation
is stopped and we enter Phase V where the molten material
.
is allowed to cool under pressure for a short period called
the Hold Time.
Section 7 - Optimizing Performance
Material Considerations
Materials that can be friction (i.e. vibration) welded can
also be joined with by spin welding. The semicrystalline
thermoplastics are more readily joined using spin welding
than ultrasonics. Using compatible polymers, spin welding
is capable of making reliable hermetic seals. Far–eld
welding is easier with spin welding than with ultrasonic
welding. Additional parts can be entrapped between the
upper and lower pieces during spin welding.
Joining of dissimilar polymers is possible using the spin
weld process although it generally produces lower strength
weld joints. By designing the weld joint with an undercut,
the polymer with the lower melting temperature will ow
into the undercut, creating a mechanical union.
Dukane Manual Part No. 403-570-01
Page 59
Page 66

Dual Servo Spin Welder User’s Manual
Material ller and surface contaminants (e.g.
mold release agent) are two factors that will affect
consistency and weld repeatability. Spin welding
is more tolerant of contaminants than ultrasonic
welding. Spin welding is also less affected by
hygroscopic polymers, although they may still
require special handling for critical applications.
The moisture content can lead to bubble formation
in the joint resulting in decreased weld strength.
Control Parameters
There are several primary process control parameters
that affect weld quality. They are the surface velocity
of the weld joint, press (axial) speed, weld depth,
and hold distance and time.
The following sections are presented for informational
purposes only and are in no way meant to serve as
a rule or formula. The information is collected from
publicly available books and papers. It is presented
here to provide you with a general guideline for
setting the initial parameters.
NOTE
Common hygroscopic thermoplatics:
ABS/Polycarbonate (Cycoloy)
Polyoxymethylene (Acetal, Delrin)
Polyamides (Nylon, Zytel)
Polycarbonate (Lexan)
Polycarbonate/Polyester (Xenoy)
Polysulfone (Udel)
Surface Speed
For a xed rotational spin speed (RPM), linear
surface speed increases with weld joint diameter. For
a xed weld joint diameter, surface speed increases
with motor RPM. Smaller diameter parts therefore
usually require more RPM than larger parts of the
same material. If the surface speed is too low, an
adequate amount of heat will not be generated to
cause sufcient melting. If the speed is too high,
excessive heat in the joint could result in material
degradation or reduction in viscosity leading to
material ow away from the joint.
The selection of the proper surface speed depends to
a large degree on the material and joint geometry of
the parts being welded. Some materials, such as PVC,
can be readily welded for a wide range of values,
while others require a narrow range. Commonly
quoted values in the literature recommend using
Dukane Manual Part No. 403-570-01Page 60
Page 67

2000
3000
4000
0
1000
1 2 4 6 8 10 123
RPM
Average Weld Diameter (inch)
D
Spin Speed (rev/min)
v = 240
v = 360
v = 480
v = 120
v = 600
v = 720
v = 960 in/sec
v = 840
120 in/sec = 10 ft/sec — 3 m/sec
240 in/sec = 20 ft/sec — 6 m/sec
360 in/sec = 30 ft/sec — 9 m/sec
480 in/sec = 40 ft/sec — 12 m/sec
600 in/sec = 50 ft/sec — 15 m/sec
720 in/sec = 60 ft/sec — 18 m/sec
840 in/sec = 70 ft/sec — 21 m/sec
960 in/sec = 80 ft/sec — 24 m/sec
surface speeds between 360 and 600 in./sec. However,
speeds of 120 in./sec. and lower have been used with good
results. The mathematical relationship between surface
speed and spin speed (RPM) is given by the equation:
Section 7 - Optimizing Performance
RPM =
60 v
π D
where
v is the surface velocity
D is the average weld diameter
A plot of the spin speed and average weld diameter for a
number of surface speed values is shown in Figure 7-1.
Figure 7–1 Dependence of Spin Speed on the Weld Diameter for Selected Surface Speeds
Dukane Manual Part No. 403-570-01
Page 61
Page 68

Dual Servo Spin Welder User’s Manual
Press (Axial) Speed
The press speed affects the amount of contact
pressure between the parts being welded, which is
required to generate frictional heat. The larger the
speed, the larger the rate of heat rise. In combination
with the surface speed, press speed must be high
enough to cause melting at the interface as opposed
to grinding, but not too high as to damage the parts.
Excessive press speed can also lead to stalling of the
spin motor as more torque is required to maintain
constant spin speed.
The Dual Servo Spin Welder is capable of operating
in two different press speed modes. With the
Constant Torque Option (in SETUP > WELD tab)
disabled, the press speed is constant during the
weld. With the Constant Torque Option enabled, the
press speed is variable so as to keep the spin torque
constant (see Chapter 5). The latter case resembles
the operation of a pneumatically driven press, where
the press speed is the result of the melt rate under
given air pressure and spin speed conditions.
Selection of the optimum press speed depends on the
material and joint geometry of the parts, as well as
the surface speed. A range for initial experimentation
is 0.5 to 2.0 mm/s.
Weld Depth
The determination of the proper weld depth is
highly dependent on the application. The weld joint
is typically designed for a specic weld penetration.
Ideally, the weld is sufciently deep to produce a
strong, hermetically sealed assembly. An excessive
depth may lead to the formation of ash (material
that is ejected from the joint area during the weld
and adheres to the assembly), the drawing out of
reinforcing ller material and realignment of the
interchain bonds in the weld plane resulting in a
weak axial weld joint, and possibly part distortion.
Dukane Manual Part No. 403-570-01Page 62
Page 69

Since weld depth affects the joint strength and the amount
of ash generated, it is important to design the weld joint
properly to meet both requirements simultaneously. The
incorporation of ash trap features is recommended to
produce acceptable appearance without compromising
strength.
Hold
During the hold phase, vertical press travel initially brings
the molten parts closer together (dynamic hold) and
then allows the molten material to solidify (static hold).
Amourphous plastics will normally take longer to solidify
than semicrystalline plastics. The dynamic hold distance is
typically a small value compared to the weld distance. An
approximate staring point for initial application setup is 10%
of weld distance. The static hold time can vary depending on
the size of the part, but is usually in the 1-3 second range.
Section 7 - Optimizing Performance
Part Size
Machine model selection will mostly depend on the weld
diameter of the parts. Refer to Table 7-I for approximate
guidelines.
For diameters under 4 inches, the SVT032VR model is
recommended due to its torque capacity. The SVT042VR
model is used where high RPM (>3000) is required.
Please contact the Dukane Applications Laboratory (see
Chapter 11) for a recommendation concerning your specic
application.
Weld Diameter
Range (in)
up to 2.0 SVT042VR 4000
.5 to 4 SVT032VR 3000
4 to 7 SVT012VR 750
Machine
Model
Peak RPM
Table 7- I
Dukane Manual Part No. 403-570-01
Page 63
Page 70

Dual Servo Spin Welder User’s Manual
This page intentionally left blank
Dukane Manual Part No. 403-570-01Page 64
Page 71

Section 8 - Welder Data Export Software
SECTION 8
Welder Data Export Software
Introduction ...................................................67
Hardware and Software Requirements ........67
Installation, Startup
and Cable Connections ..........................67
Part Data ......................................................68
Prole Graphs...............................................69
Servo and Debug..........................................70
Dukane Manual Part No. 403-570-01
Page 65
Page 72

Dual Servo Spin Welder User’s Manual
This page intentionally left blank
Dukane Manual Part No. 403-570-01Page 66
Page 73

Introduction
A Windows™ application named Dual Servo Spin
Welder Utility, can be used to capture data exported
by the welder to a PC. This application is also capable
of importing the servo tuning database, and obtaining
messages from the machine that may be useful in troubleshooting.
Hardware and
Software Requirements
The utility requires a PC or laptop running a Windows
2000™, XP™, or Vista™ operating system. A straight
DB-9 cable is needed to interface to the welder. The
cable must be terminated with a male connector where
it connects to the welder.
Section 8 - Welder Data Export Software
Installation,
Startup, and Cable
Connections
To install the program, Run the setup.exe le located in
the Dukane Dual Servo Spin Utility Installer folder on
the CD supplied with the welder and follow the prompts
on the screen.
Once installed, run the program. It can be accessed
through:
Start Menu -> All Programs -> Dukane -> Dual
Servo SpinWelder Utility
Connect the cable between the Data Port on the weld-
er (located above the power switch on the rear of the
welder) and a serial port on the PC or a USB-to-serial
converter. If a converter is to be used, the serial communications settings should be as follows:
PARAMETER VALUE
Baud Rate 57600
Data Bits 8
Parity NONE
Stop Bits 1
Flow Control Xon/ Xoff
Dukane Manual Part No. 403-570-01
Page 67
Page 74

Dual Servo Spin Welder User’s Manual
Part Data
Upon startup, the screen will appear as shown in
Figure 8-1, with the Part Data tab selected by default.
The following is a description of the items on this tab:
PART DATA List
This area contains a series of lines of part data, one
line per part. This data is displayed after each cycle if
the Data Export option in the System Setup screen on
the welder is enabled (See Figure 5-32.). The data is
comma delimited with the elds given in the order as
follows:
1. Part number (ID)
2. Test result number
3. Test result symbol
4. Date
5. Time
6. Weld time (sec.)
7. Number of weld revolutions
8. Weld energy (Joules)
9. Peak spin motor RPM
10. Peak spin motor torque (% of max.)
11. Weld orientation (degrees)
12. Peak vertical thrust (% of max.)
13. Cycle time (sec.)
14. Weld end distance (mm)
15. Hold relative (collapse) distance (mm)
16 . Hold end distance (mm)
CLEAR
Clears parts data from PC screen.
Figure 8–1 Utility Startup Screen
WRITE TO FILE
Writes parts data from the screen to a le on the
computer. After pressing this button, enter the name
of the le where to store the data. Add a .txt or .csv
extension to the end of the le name as the generated le is in ASCII format. Saving the le with a
.csv extension will allow it to be opened directly
with Microsoft Excel™.
Dukane Manual Part No. 403-570-01Page 68
Page 75

File Write
Sets the write behavior for an existing le. Write Over
overwrites an existing le, while Add On appends data
to the end of the le.
Incoming Data
This indicator will ash when data is being received
from the welder.
EXIT
Exits program.
Prole Graphs
The
PROFILE GRAPHS
contains numerical and graphical representations of the
following weld parameter proles with respect to time
for the last cycle:
1. Spin Position (rev.)
tab, shown in Figure 8-2,
Section 8 - Welder Data Export Software
2. Torque (% of max.) - spin motor torque
3. Vertical Distance (mm)
4. Thrust (% of max.) - vertical actuator thrust
5. Vertical Speed (mm/s)
This data is exported by the welder after each cycle if
the Graph Export option in the System Setup screen is
enabled (see Figure 5-32). It can also be exported on
demand by pressing the
DATA
button in the Utilities screen (see Figure 5-30).
EXPORT LAST WELD GRAPH
Plot Data
The prole data is displayed in this box with commaseparated values. The rst line is a header row,
containing the following parameters: total number of
samples, sampling rate prior to trigger (ms), sampling
rate during weld (ms), sample number at which weld
started, torque trigger setting (% of max. / 10).
Plot
The plot shows all the prole curves (vertical axis)
with respect to time (horizontal axis) in milliseconds.
The icons immediately above the plot contain tools
for a more detailed examination of the plot. Both the
horizontal and vertical scale end values can be changed
by double-clicking on the desired number and entering
a new value.
Figure 8–2 PROFILE GRAPHS Tab
Dukane Manual Part No. 403-570-01
Page 69
Page 76

Dual Servo Spin Welder User’s Manual
Spin Torque Setpoint
If torque triggering is enabled, the Torque Trigger
value is displayed in this box for reference as a
percentage of the spin motor maximum.
WRITE TO FILE
Writes the torque data to a le. Add a .txt or .csv
extension to the end of the le name as the
generated le is in ASCII format.
Servo and Debug
The
SERVO PARAMETERS
ability to import a servo tuning database le. This
database contains parameters necessary for proper
operation of the machine for different upper
tool sizes. It is set at the factory and stored on
the welder in non-volatile memory. It will need
to be modied only in cases where the database
requires customization. The procedure of changing
the database should only be performed with
guidance from Dukane. Improper execution of the
procedures could render the welder inoperable.
tab provides the
The
DEBUG
information from the welder if it is not operating
properly. The welder will display the letters DB
on the upper left side of the touch screen when it
is put in debug mode. If the use of this function
becomes necessary, instructions will be provided
by Dukane.
tab is used to retrieve troubleshooting
Dukane Manual Part No. 403-570-01Page 70
Page 77

Section 9 - Troubleshooting
SECTION 9
Troubleshooting
Welding Process ...........................................73
Material Choice ...................................................73
Parameter Effects ...............................................73
Troubleshooting ..................................................73
Welder ..........................................................74
Mechanical ..........................................................74
Electrical Power ..................................................74
Base Interface Cable........................................... 74
Machine Display Messages ................................74
Table 9–I Welding Process
Troubleshooting .............................75
Table 9–II Machine Display Messages ... 76-79
Dukane Manual Part No. 403-570-01
Page 71
Page 78

Dual Servo Spin Welder User’s Manual
This page intentionally left blank
Dukane Manual Part No. 403-570-01Page 72
Page 79

Welding Process
Material Choice
A family of thermoplastics is usually compatible
with its own type and sometimes with other types.
Characteristics to consider are the melting point and
coefcient of linear expansion. Even members of the
same family may cause problems due to differences in
the manufacturing process. For example, an extruded
Polyethylene (PE) piece may not weld as well to an
injection molded PE piece as it would to another
extruded PE piece.
Parameter Effects
Surface Speed
Insufcient surface speed may not allow the plastic to
reach its melting temperature. Instead, it may simply
erode away part of the material and stick by a clawing
effect. The surface speed is determined by both the weld
joint diameter and the spin motor speed.
Section 9 - Troubleshooting
Axial Speed
In conjunction with surface velocity, axial speed
determines whether the plastic reaches the melting
temperature. Both surface and axial speed are needed
to produce sufcient frictional heating. Excessive axial
speed may cause one part to scrape away part of the
surface and produce a lot of ash but insufcient melt
volume.
Weld Depth
Insufcient welding depth may not allow the melt to
propagate far enough into the plastic to achieve the
necessary melt volume and the required weld strength.
Hold Time
Insufcient holding time may prevent the plastic from
solidifying and forming a strong permanent bond.
Troubleshooting
Table 9-I lists some potential problems with the weld
process and suggested solutions.
Dukane Manual Part No. 403-570-01
Page 73
Page 80

Dual Servo Spin Welder User’s Manual
Welder
Mechanical
The part xture should be securely mounted
perpendicular to, and centered under the spin axis.
Electrical Power
Make sure the AC power cord is plugged in to a 240
VAC, 1–phase electrical outlet with a 20 Ampere
capacity. Check that the circuit is live. Also refer to
Electrical Safety in Chapter 2.
Base Interface Cable
The cable must be plugged in to the base and the back
of the press. If the cable is not plugged in, or has a fault,
the base switches will not initiate any action, and the
ABORT and POWER indicators on the base status
display will not function.
Machine Display
Messages
A list of all machine messages, their meaning, and
possible solutions to problems are given in Table 9-II.
Dukane Manual Part No. 403-570-01Page 74
Page 81

Section 9 - Troubleshooting
Table 9–I Welding Process Troubleshooting
Problem Symptom Possible Cause Recommended Solution
Overwelding
Underwelding
Nonuniform or
inconsistent
weld joints
Excessive weld ash
Welded assembly
dimensions are too
small
Low strength weld
Welded assembly
dimensions are too
large
Excessive weld ash
Low weld strength
Failure when leak
tested
Part failure in service
Weld Time or Distance are too large Reduce Weld Time or Distance
Incorrect ash trap design Evaluate and correct ash trap design
Weld Time or Distance are too small Increase Weld Time or Distance
Material difcult to weld due to low friction
coefcient
Warped parts Check part dimensions
Uneven weld interface Check molding process conditions
Fixture and part are not parallel Level xture where necessary
Poor alignment of parts in tool and/or
xture
Insufcient xture support Check for parts shifting during welding
Part walls exing during weld Redesign parts with reinforcing ribs and/or tongue-
Excessive ller or uneven distribution Reduce amount of ller
Degrease joint interface to remove mold release
agent
Consider changing material (i.e. avoid PTFE)
Check that tooling is true to table
Change part or tool dimensions
Improve part tolerance due to cavity
Provide features in parts for rotational driving (i.e.
drive ribs or cavities)
and-groove joints
Final part
orientation
different from
programmed
orientation
Parts not aligned
properly
Improve processing conditions to ensure even
distribution of ller
Moisture in parts Prevent moisture absorption after molding prior to
welding
Dry parts before welding
Deceleration too low Increase spin deceleration as high as possible (if
set too high, welder will fault with tracking errors)
Vertical speed too high Reduce speed to decreased spin torque required
Poor tuning Determine and enter tool inertia correctly into Setup
Contact DUKANE for special tuning requirements
Parts not held properly by tool or xture Ensure tooling does not allow excessive play
Dukane Manual Part No. 403-570-01
Page 75
Page 82

Dual Servo Spin Welder User’s Manual
Table 9-II Machine Display Messages
Message Description Cause Possible Solution
Instructions
Activate both RUN
SWITCHES to reset
machine
Activate both RUN
SWITCHES to reset
machine after all motion
stops
Resetting of machine at
startup or recovery requires
the activation of both optical
switches on base.
Resetting of machine at
startup or recovery must be
initiated when the spin tool
and press are stationary.
- -
- -
Faults
Axis move aborted
Home index edge not
found
Improper servo operation
request
Jog thrust limit exceeded
OR vertical servo runaway
detected
Operator E-Stop E-stop activated Operator pressed E-stop switch Reset E-stop switch then reset machine
Part pickup not detected
Part presence not detected
RUN SWITCH(ES)
released too soon
Servo CPU no Idle before
Run
Servo CPU program error Motor controller error Internal machine error Contact DUKANE service
Servo database import
failed
Servo param select by
inertia failed
Slide In timeout
Slide Out timeout see Slide In timeout fault
Spin aborted Weld cycle was aborted Internal machine error Contact DUKANE service
Spin at travel limit
Expected servo move was
not completed
Spin or vertical servo motor
internal index pulse(s) not
detected
Servo controller error Internal machine error Contact DUKANE service
Press thrust (force) was
exceeded during jogging
operations OR servo
system entered runaway
condition
Sensor for upper tool
vacuum not activated when
expected
Part presence sensor did
not detect part
Optical switches on base
were de-activated during
weld cycle
Motor controller error Internal machine error Contact DUKANE service
Servo tuning database
import failed
Servo tuning data not
found for the tooling inertia
entered
Slide did not move to the
commanded position within
the allowable time
Number of servo motor
rotations has exceeded
controller counting
capability
Internal machine error
Internal machine error Contact DUKANE service
1. Press is jogged in a way to
produce a force on the parts
larger than allowed in jog
mode (most common cause)
2. Servo system feedback is
malfunctioning
1. No part present to pick up
2. Loss of vacuum between part
and tool
1. Part not present
2. Problem with sensor
Switches were released after weld
cycle started but before the spin
motor stopped
1. Import procedure problem
2. Cable problem
3. Machine component failure
1. Tooling inertia entered is
outside allowable range
2. Servo tuning database is
missing
1. Air pressure to slide too low
2. Slide limit switch improperly
positioned
3. Slide jammed
Weld time or number of rotations
too large
1. Check for obstructions to motion
outside welder
2. Contact DUKANE service
1. Prevent press from applying a large
force on the parts in jog mode
2. Contact DUKANE service
1. Ensure part is present for pickup
2. Check vacuum between part and tool
(line connections, vacuum generator,
tool wear)
1. Ensure part is present
2. Troubleshoot sensing components
Once weld cycle is started, ensure switches
remain activated until spin motor stops (i.e.
at beginning of hold phase)
1. Contact DUKANE for import
procedure
2. Check that the correct cable is used
and that it is securely connected
3. Contact DUKANE service
1. Enter tooling inertia within limits stated
in this manual
2. Contact DUKANE regarding importing
servo tuning database
1. Increase air pressure
2. Adjust slide switch position
3. Ensure slide can move freely
Reduce weld time, distance, or number of
rotations
Dukane Manual Part No. 403-570-01Page 76
Page 83

Table 9-II Machine Display Messages (continued)
Message Description Cause Possible Solution
Spin motor not on
Spin servo amplier does
not power up
Internal machine error Contact DUKANE service
Section 9 - Troubleshooting
Spin servo amplier faulted
Spin servo tracking error
Spin weld axis aborted
Timeout on servo CPU
Thread 1(thrd1)
Timeout on servo response
to command start
Vertical at travel limit
Vertical motor not on
Vertical servo amplier
faulted
Vertical servo tracking error
Vertical weld axis aborted
Weld trigger position is
below vertical travel lower
limit
1. Excessive spin deceleration
2. Excessive press weld or hold
There is a problem with the
spin servo amplier
The spin servo motor
was not able to execute
the spinning motion
programmed in the setup
Expected spin servo move
was not completed
Motor controller error Internal machine error Contact DUKANE service
Servo system
communication error
Press travel distance
exceeded controller
counting capability
Vertivcal servo amplier
does not power up
There is a problem with the
vetical servo amplier
The vertical servo actuator
was not able to execute the
press motion programmed
in the setup
Expected vertical servo
move was not completed
Cycle will not start since the
programmed press travel is
larger than the set limit
speed
3. Amplier disabled due to
excessive temperature
4. Amplier failed
1. Excessive press weld or hold
speed(s)
2. Excessive spin deceleration
3. Joint weld diameter too large
4. Improper tuning
Internal machine error
Internal machine error Contact DUKANE service
Press travel too large
Internal machine error Contact DUKANE service
1. Amplier disabled due to
excessive temperature
2. Amplier failed
Excessive press weld or hold speed Reduce speed(s)
Internal machine error
1. Vertical travel lower limit set
too high
2. Trigger position too large
1. Reduce deceleration
2. Reduce speed(s)
3. a) Reduce machine duty cycle
b) Ensure temperature around
machine is within operational limits
4. Contact DUKANE service
1. Reduce speed(s)
2. Reduce deceleration
3. Use welder model with larger spin
torque capability
4. Ensure correct tool inertia is entered
in touch screen
1. Check for obstructions to motion
outside welder
2. Contact DUKANE service
Reduce weld time / distance / number of
rotations, or hold distance
1. a) Reduce machine duty cycle
b) Ensure temperature around
machine is within operational limits
2. Contact DUKANE service
1. Check for obstructions to motion
outside welder
2. Contact DUKANE service
1. Lower vertical travel lower limit, if
possible.
2. Decrease Trigger position
Dukane Manual Part No. 403-570-01
Table 9-II continued. . .
Page 77
Page 84

Dual Servo Spin Welder User’s Manual
Table 9-II Machine Display Messages (continued)
Message Description Cause Possible Solution
Errors
Axis stopped before weld
end
Spin stop before weld start Servo controller error Internal machine error Contact DUKANE service
Timeout on nding vertical
lower limit position
Timeout on torque sense
Timeout on User Upper
Part vacuum detect
Timeout on vertical
distance in constant torque
mode
Vertical stop before starting
spin
Vertical servo contact
sensing failed
Weld aborted by CYCLE
TIME limit
Weld aborted by ROTATE
limit
Weld aborted by RPM limit
Weld aborted by THRUST
limit
Weld aborted by TORQUE
limit
Weld aborted by vertical
servo stop
Weld duration too short
Weld ended at TIME limit
Motion on spin or vertical
axes stopped before weld
ended
Moving the vertical lower
limit up to desired position
failed
The torque trigger was
not detected within the
allowable time
Vacuum was not detected
within timeout
Programmed weld distance
not reached within the
specied time with Constant
Torque option enabled
Vertical (press) motion
stopped before spin motion
started
Welder did not detect
programmed thrust level
Weld cycle stopped
because cycle time
exceeded programmed
process limit
Weld cycle stopped
because number of
revolutions exceeded
programmed process limit
Weld cycle stopped
because motor speed
was outside programmed
process limit
Weld cycle stopped
because weld thrust was
outside programmed
process limits
Weld cycle stopped
because motor torque
was outside programmed
process limits
Vertical (press) motion
stopped before spin motion
weld was complete
Weld duration generated by
programmed parameters is
too short
Weld cycle stopped
because weld time was
outside programmed
process limits
Internal machine error
Limit mechanism malfunctioning Contact DUKANE service
1. Torque trigger value set too
high
2. Parts not loaded
1. Insufcient vacuum
2. Vacuum sensor threshold set
too high
3. Improper part pickup position
1. Timeout too short
2. Constant Torque maximum
vertical speed set too low
Internal machine error
With Part Pickup option enabled
with Thrust Sense, part contact was
not detected
1. Weld process problem
2. Limits too narrow for weld
process
1. Weld process problem
2. Limits too narrow for weld
process
1. Weld process problem
2. Limits too narrow for weld
process
1. Weld process problem
2. Limits too narrow for weld
process
1. Weld process problem
2. Limits too narrow for weld
process
Excessive press weld speed Reduce press weld speed
1. Weld Time, Rotations, or
Distance too short
2. Deceleration too low
NOTE: the time for deceleration is
counted as part of the total weld
time or number of rotations
1. Weld process problem
2. Limits too narrow for weld
process
1. Check for obstructions to motion
outside welder
2. Contact DUKANE service
1. Reduce torque trigger value
2. Ensure parts are properly loaded
1. Increase vacuum capability
2. Decrease required vacuum sensing
level
3. Adjust Position (mm) value in Part
Pickup option
1. Increase timeout value
2. Increase value of VERT. Max (mm/s)
setting in Weld Parameters screen in
setup menu
1. Check for obstructions to motion
outside welder
2. Contact DUKANE service
1. Ensure parts are loaded properly
2. Increase Timeout (s) value
3. Check the Position (mm) value – it
should be set slightly (<5mm) above
expected part contact
1. Check parts to be welded, xturing,
etc.
2. If practical, widen process limit
window or adjust setup parameters
1. Check parts to be welded, xturing,
etc.
2. If practical, widen process limit
window or adjust setup parameters
1. Check parts to be welded, xturing,
etc.
2. If practical, widen process limit
window or adjust setup parameters
1. Check parts to be welded, xturing,
etc.
2. If practical, widen process limit
window or adjust setup parameters
1. Check parts to be welded, xturing,
etc.
2. If practical, widen process limit
window or adjust setup parameters
1. Increase Weld Time, Rotations, or
Distance above the “Min.” value
indicated on the Weld Parameters
setup screen
2. Increase spin deceleration
1. Check parts to be welded, xturing,
etc.
2. If practical, widen process limit
window or adjust setup parameters
Dukane Manual Part No. 403-570-01Page 78
Page 85

Table 9-II Machine Display Messages (continued)
Message Description Cause Possible Solution
Battery life limit, press
Continue
Lower limit is greater than
upper limit
Move to Top Of Stroke
before welding
Process RPM is too high
TOS to trigger distance is
too small
Vertical weld speed is too
high
Weld duration too short
Weld trigger position is
below vertical travel lower
limit.
The batteries in the PLC
and touch screen need to
be replaced
Lower process limit is
greater than Upper process
limit
Press head is not at Top of
Stroke
Programmed spin motor
weld speed is too high
Distance between Top Of
Stroke position and Trigger
position is too small
Programmed press weld
speed is too high
Weld duration generated by
programmed parameters is
too short
Cycle will not start since the
programmed press travel is
larger than the set limit
Batteries have not been replaced in
approximately 5 years
Improper process limit values
entered
Machine jogged away from Top Of
Stroke position
Programmed spin weld speed is
larger than machine capability
Trigger position is set too high or
Top Of Stroke position is set too
low
Programmed press weld speed is
larger than machine capability
1. Weld Time, Rotations, or
2. Deceleration too low
NOTE: the time for deceleration is
counted as part of the total weld
time or number of rotations
1. Vertical travel lower limit set
2. Trigger position too large
Warnings
Distance too short
too high
Section 9 - Troubleshooting
Contact DUKANE service for information
on battery replacement
Correct process limit values
Move press to Top Of Stroke position by
using the “TOP OF STROKE Position”
screen in setup menu
Reduce spin motor weld RPM
Increase Trigger position value or decrease
Top of Stroke position value
Reduce press weld speed
1. Increase Weld Time, Rotations, or
Distance above the “Min.” value
indicated on the Weld Parameters
setup screen
2. Increase spin deceleration
1. Lower vertical travel lower limit, if
possible.
2. Decrease Trigger position
Dukane Manual Part No. 403-570-01
Page 79
Page 86

Dual Servo Spin Welder User’s Manual
This page intentionally left blank
Dukane Manual Part No. 403-570-01Page 80
Page 87

Section 10 - Maintenance
SECTION 10
Maintenance
Touch Screen Display ...................................83
AC Power Cord.............................................83
Maintenance .................................................83
Dukane Manual Part No. 403-570-01
Page 81
Page 88

Dual Servo Spin Welder User’s Manual
This page intentionally left blank
Dukane Manual Part No. 403-570-01Page 82
Page 89

Section 10 - Maintenance
Touch Screen Display
Do not use any solvents or abrasive cleaners on the
touch screen. Apply a small amount of computer cleaner
to a soft towel rst. Clean the panel with the moistened
towel. Do not spray or apply a cleaner directly to the
interface panel.
Remove grease by rubbing lightly with isopropyl
alcohol. Afterward, provide a nal cleaning using a
mild detergent and rinse with clean water.
Do not use any sharp objects on the display. It should
not be touched unnecessarily. It is lit by a long–life
LED backlight and should not require any maintenance
other than occasional cleaning.
AC Power Cord
The AC power cord should be kept in good condition
and free from any cuts and abrasions. The AC plug
should be straight with no bent prongs.
CAUTION
Never use anything sharp
on the touch screen. Only
use your nger. The screen
is intended for industrial
use, but can be damaged by
scratching or puncturing.
Maintenance
Visually inspect cables once a week, and replace or
repair if necessary.
Lubricate the unpainted area on the front of the
support column as needed with conventional grease.
Dukane Manual Part No. 403-570-01
Page 83
Page 90

Dual Servo Spin Welder User’s Manual
This page intentionally left blank
Dukane Manual Part No. 403-570-01Page 84
Page 91

Section 11 - Contact Dukane
SECTION 11
Contacting Dukane
Contacting Dukane .......................................87
Identify Equipment ..............................................87
Ultrasonics Division .............................................87
Website ...............................................................87
Dukane Manual Part No. 403-570-01
Page 85
Page 92

Dual Servo Spin Welder User’s Manual
This page intentionally left blank
Dukane Manual Part No. 403-570-01Page 86
Page 93

Contacting Dukane
Identify Equipment
When contacting Dukane about a service–related
problem, be prepared to give the following
information:
• SVT Model number and serial number
• Any error indicators from the Touch Screen Display
• Description of the problem and steps taken to resolve it
Some problems can be solved over the telephone,
so it is best to call from a telephone located near the
equipment.
Intelligent Assembly Solutions
Section 11 - Contact Dukane
Mailing Address: Dukane Ultrasonics
2900 Dukane Drive
St. Charles, IL 60174 USA
Phone: (630) 797- 4900
Fax:
Main (630) 797- 4949
Service & Parts (630) 584- 0796
Website:
www.dukane.com/us
The website has information about our products,
processes, solutions, and technical data. Downloads are
available for many kinds of literature.
You can locate your local representative at:
www.dukane.com/us/sales/intsales.htm
Dukane Manual Part No. 403-570-01
Page 87
Page 94

Dual Servo Spin Welder User’s Manual
This page intentionally left blank
Dukane Manual Part No. 403-570-01Page 88
Page 95

Section 12 - Specications
SECTION 12
Specications
Tooling Specications ...................................91
Machine Weight ............................................91
Power Requirements ....................................91
Operating Environment.................................91
Dimensions & 5–View Drawing ....................92
Identication Numbers ..................................93
Regulatory Agency Compliance ...................93
Dukane Manual Part No. 403-570-01
Page 89
Page 96

Dual Servo Spin Welder User’s Manual
This page intentionally left blank
Dukane Manual Part No. 403-570-01Page 90
Page 97

Tooling Specications
220 Volt AC Socket
(NEMA 6–20R)
240 Volt AC Socket
(NEMA 6–20R)
Tooling Size
Refer to Table 5-I for maximum tooling sizes.
Machine Weight
The Dual Servo Spin Welder weighs approximately 400
lbs. (182 kg). It should be mounted on a table or bench
capable of supporting 650 lbs. (295 kg) to accommodate
the additional force imposed by the vertical movement of
the motor and slide during the spin welding operation.
Use mechanical means such as a forklift or hoist to place
the servo spin welder on its work bench. There are two
3
/4 inch lifting eyes located at the top of the column (see
Figure 3–7) for a lifting ring or strap.
Section 12 - Specications
Power Requirements
The Dual Servo Spin Welder requires a 240 VAC 1–
phase outlet rated at 20 Amps. All welder models use
the same power cord and plug. The AC power cord
has a 240 VAC, single phase plug which is designed
for a NEMA 6–20R conguration wall receptacle shown
in Figure 12–1.
Operating
Environment
Operate the Dual Servo Spin Welder within these guidelines:
Temperature: 40°F to 95°F (+5°C to +35°C)
Altitude: 4570 m (15,000 ft)
Air Particulates: Keep the welder dry.
Humidity:
Minimize exposure to moisture, dust
dirt, smoke and mold.
5% to 95% non–condensing @ +5°C to
+30°C
Figure 12–1 240V AC Single–Phase AC Receptacle
Dukane Manual Part No. 403-570-01
Page 91
Page 98

Dual Servo Spin Welder User’s Manual
Figure 12–2 Dual Servo Spin Welder Dimensions
NOTE: All specications are subject to change without notice. The specications listed are current at the time of publication.
Dukane Manual Part No. 403-570-01Page 92
Page 99

Identication Numbers
Welder Model & Serial
Number
The serial number and model number tag for the Dual
Servo Spin Welder are located either on the covers
on the back of the machine or on the underside of the
motor mounting plate just above the tooling hub.
Regulatory Agency
Compliance
CE Marking
This mark on your equipment certies that it meets the
requirements of the EU (European Union) concerning
interference causing equipment regulations. CE stands
for Conformité Europeéne (European Conformity). The
Dual Servo Spin Welder complies with the following
CE requirements.
• The EMC Directive 89/336/EEC
Section 12 - Specications
CAUTION
DO NOT make any modifications to the Dual Servo Spin
Welder. The changes may result in violating one or more
regulations under which this
equipment is manufactured.
• The Low Voltage Directive 73/23/EEC.
• The Machinery Directive 89/392/EEC using
EN60204–1:1993 Safety of Machinery – Electrical Equipment of Machines. Part 1: Specication
for General Requirements.
Effective 12/29/09:
The Machinery Directive 2006/42/EC.
EN 60204: 2006
Safety of Machinery - Electrical Equipment
of Machines Part 1: General Requirements.
Dukane Manual Part No. 403-570-01
Page 93
Page 100

Dual Servo Spin Welder User’s Manual
This page intentionally left blank
Dukane Manual Part No. 403-570-01Page 94
 Loading...
Loading...