

Page 1
Manuel d’instructions
540 - 100
Automate CNC pour la
confection de boutonnières
Instructions d’emploi
Instructions d’installation
1
2
Postfach 17 03 51, D-33703 Bielefeld • Potsdamer Straße 190, D-33719 Bielefeld
Phone + 49 (0) 5 21 / 9 25-00 • Fax + 49 (0) 5 21 / 9 25 24 35 • www.duerkopp-adler.com
Ausgabe / Edition: 03/2005 Printed in Federal Republic of Germany Teile-Nr./Part.-No.: 0791 540002
Page 2
540 - 100
Manuel d’instructions
Sommaire
Instructions d’emploi
Instructions d’installation
Schéma de montage
9890 540001 B
Page 3

Table des matières Page:
Préface et consignes générales de sécurité
Première partie: Instructions d’emploi de la classe 540-100
1. Description du produit
1.1 Utilisation selon sa destination ....................................... 5
1.2 Sous-classes................................................. 6
2. Spécifications techniques ........................................ 6
3. Maniement de la tête de la machine
3.1 Enfiler le fil d’aiguille ............................................. 7
3.2 Bobinerlefildecrochet........................................... 8
3.3 Changer la canette .............................................. 8
3.4 Changer l’aiguille ............................................... 10
3.5 Remplacerlalame.............................................. 11
3.6 Contrôler la hauteur de la lame ...................................... 12
3.7 Tensiondefil ................................................. 13
3.8 Ajuster la hauteur de la cage d’aiguille .................................. 14
3.9 Ajuster la pression de la cage d’aiguille ................................. 14
1
4. Panneau de commande et contrôle
4.1 Panneau de commande ........................................... 15
4.1.1 Eléments du panneau de commande ................................... 16
4.2 Modifierlesvaleursdeparamètres.................................... 17
4.2.1 Valeurs numériques ............................................. 17
4.2.2 Sélectiond’unparamètre.......................................... 17
4.3 Lemenuprincipal............................................... 18
4.4 Surveillancedufildecrochet........................................ 19
4.4.1 Réglerlecompteurdufildecrochet ................................... 19
4.5 Activer ou désactiver le démarrage doux................................. 20
4.6 Séquences ................................................... 20
4.6.1 Généralités .................................................. 20
4.6.2 Activer ou désactiver le mode de séquences .............................. 21
4.6.3 Sélection d’une séquence au mode de séquences (menu principal) ................ 21
4.6.4 Service automatique ou manuel ...................................... 21
4.7 Programmation de séquences ....................................... 22
4.7.1 Programmer une séquence ......................................... 22
4.7.2 Ajouter une boutonnière à la fin d’une séquence ............................ 23
4.7.3 Supprimer une boutonnière dans une séquence de boutonnières .................. 23
4.7.4 Insérer une boutonnière dans une séquence de boutonnières .................... 23
Page 4

Table de matières Page:
5. Programmation de boutonnières
5.1 Structure d’une boutonnière ........................................ 24
5.2 Les sous-menus de programmation (tableau) .............................. 26
5.3 Modedeprogrammationdeparamètres................................. 27
5.4 Ajuster la longueur d’incision........................................ 28
5.5 Choisirlavariantededémarrage..................................... 28
5.6 Réglages de la lèvre ............................................. 29
5.7 Réglages de la bride ............................................. 30
5.7.1 Types de brides disponibles ........................................ 30
5.7.2 Menudeprogrammation“Bride”...................................... 31
6. Mode de bonneterie
6.1 Sélectionner ou désenclencher le mode bonneterie .......................... 34
6.2 Sous-menu“Pointsbâtis .......................................... 35
6.3 Sous-menu“Zigzag”............................................. 35
7. Déroulement de couture
7.1 Déroulementnormaldelacouture .................................... 37
7.2 Interruptionduprocessusdecouture................................... 37
7.2.1 Interruption par l’opérateur ......................................... 37
7.2.2 Remédieràunecassedefil ........................................ 37
8. Messages d’erreurs ............................................ 39
9. Entretien
9.1 Nettoyageetinspection........................................... 42
9.2 Lubrification .................................................. 43
Page 5

1. Description du produit
La machine à coudre Dürkopp Adler 540-100 est une machine
automatique CNC à double point de chaînette utilisant la technique
des moteurs pas à pas pour la confection de boutonnières de lingerie,
rehaussées ou plates, dans un matériel léger et moyen, d’une
longueur atteignant 65 mm au maximum et d’une largeur de jusqu’à
6 mm au maximum(dépendant des équipements).
Une lame pour toutes les longueurs d’incision; option entre montage
en position longitudinale ou transversale, adaptation minutieuse de la
boutonnière par appui de touche, entraînement direct DC.
D’autres fonctions:
–
Choix de formes de brides :
bride transversale (verticalement), bride transversale (horizontalement),
bride transversale (séparément), bride ronde (par rapport au centre),
bride ronde (horizontalement), bride en pointe, bride en œillet, bride
simple, mors
–
50 schémas de couture variables
–
20 séquences de boutonnières qui peuvent être programmées pour
un maximum de 20 boutonnières
–
Vitesse de couture programmable jusqu’à 4.000 points/min
–
Démarrage doux
–
Compteur de capacité de canette
–
Compteur du nombre de pièces par jour
–
Fonctions de multitest
–
Tension nominale: 1 x 190 - 240V 50/60 Hz
1
1.1 Utilisation selon sa destination
La machine à coudre DÜRKOPP ADLER 540-100 est une machine
automatique qui selon sa destination peut être utilisée pour coudre un
matériel léger et moyen.
D’habitude un tel matériel est composé de fibres textiles ou
synthétiques. Ces matériels sont utilisés par l’industrie d’habillement.
Mais la machine à coudre automatique offre aussi la possibilité de
réaliser les coutures appelées les coutures techniques. L’exploitant qui
veut profiter de cette possibilité doit dans tous les cas peser les
risques qu’il encourt. Ce n’est peut-être pas souvent, mais les
possibilités d’applications sont très nombreuses. Suivant le résultat il
décidera de prendre les mesures de sécurité appropriées. DÜRKOPP
ADLER veut bien l’assister et lui donner des conseils.
En général on ne doit travailler sur cette machine automatique qu’un
matériel sec. Le matériel à coudre ne sera pasplusépaisque4mm,
lorsqu’il sera comprimé par la cage d’aiguille baissée. Il ne doit pas
contenir de constituants durs.
Faire marcher la machine à coudre automatique oblige l’opérateur
d’avoir un garde-doigts et un dispositif de protection des yeux. La
couture se réalise habituellement avec des fils à coudre de la
dimension jusqu’à 65/2 Nm (fils synthétiques guipés au coton ou fils
synthétiques). Le client qui voudrait utiliser d’autres fils, doit
également penser aux risques éventuellement encourus et, le cas
échéant, prendre les mesures préventives.
Cette machine à coudre automatique ne doit être installée et exploitée
que dans les locaux secs, propres et soignés. Si on le fait tourner dans
d’autres locaux qui ne seraient ni secs ni soignés, d’autres mesures
encore plus strictes, pourraient alors s’imposer, dont il faudrait
conveni r (voir EN 60204-31:1999).
Dans notre rôle de fabricants de machines à coudre industrielles qu’un
personnel au moins qualifiée travaille avec nos produits et qu’il est au
courant de tous les maniements ainsi que des dangers inhérents.
5
Page 6
1.2 Sous-classes
540-100
Coudre les boutonnières de lingerie, rehaussées ou plates dans les
matériels légers jusque moyens 70 mm de long et 6 mm de large au
maximum avec une tension de fil à commande pneumatique pour
boutonnières plates et avec une deuxième tension de fil qui est
programmable et peut être embrayée en plus pour les boutonnières
rehaussées.
Une seule lame pour toutes les longueurs d’incision.
2. Spécifications techniques
Tête de machine: Classe 540-100
Système d’aiguille:
Grosseur d’aiguille:
Fils:
Type de point:
Nombre de points:
Ecart entre deux points:
Course du pied presseur:
Longueur de boutonnière:
Largeur de boutonnière:
Longueur d’incision:
Puissance nominale:
Pression de service:
Consommation d’air:
Tension nominale:
Système 265 avec une pointe légèrement arrondie
70 - 100 (dépend des équipements existants)
Fils synthétiques et fils synthétiques guipés au coton
jusqu’à 65/2 Nm
Double point de chaînette (304)
4.000 tours/min au maximum (réglable)
0,2-3mm
12 mm
6 - 70 mm (suivant les équipements existants)
3 - 6 mm (suivant les équipements existants)
6-65mm
1,3 KVA
6 bar
4 Nl environ par cycle de travail
1 ~ 230 V, 50/60 Hz
1 ~ 190 - 240 V, 50/60 Hz
Bâti:
Hauteur de travail:
Poids:
Bruit d’émission :
6
1060 x 620 x 1250 mm (L x L x H)
780 à 880 mm (bord supérieur de la table)
100 kg environ avec le bâti)
70 kg (sans le bâti)
Lc = 79 dB (A) Valeur du bruit d’émission par rapport au
poste de travail selon DIN 45635-48-B-1 (cycle de couture
3,6 s MARCHE et 1,0 s ARRÊT)
Largeur de boutonnière: 4 mm
Longueur d’incision: 17 mm
Nombre de points : 4.000 min
Longueur de point: 0,6 mm
Matériel à coudre: G1 DIN 23328 deux plis
-1
Page 7
3. Maniement de la tête de la machine
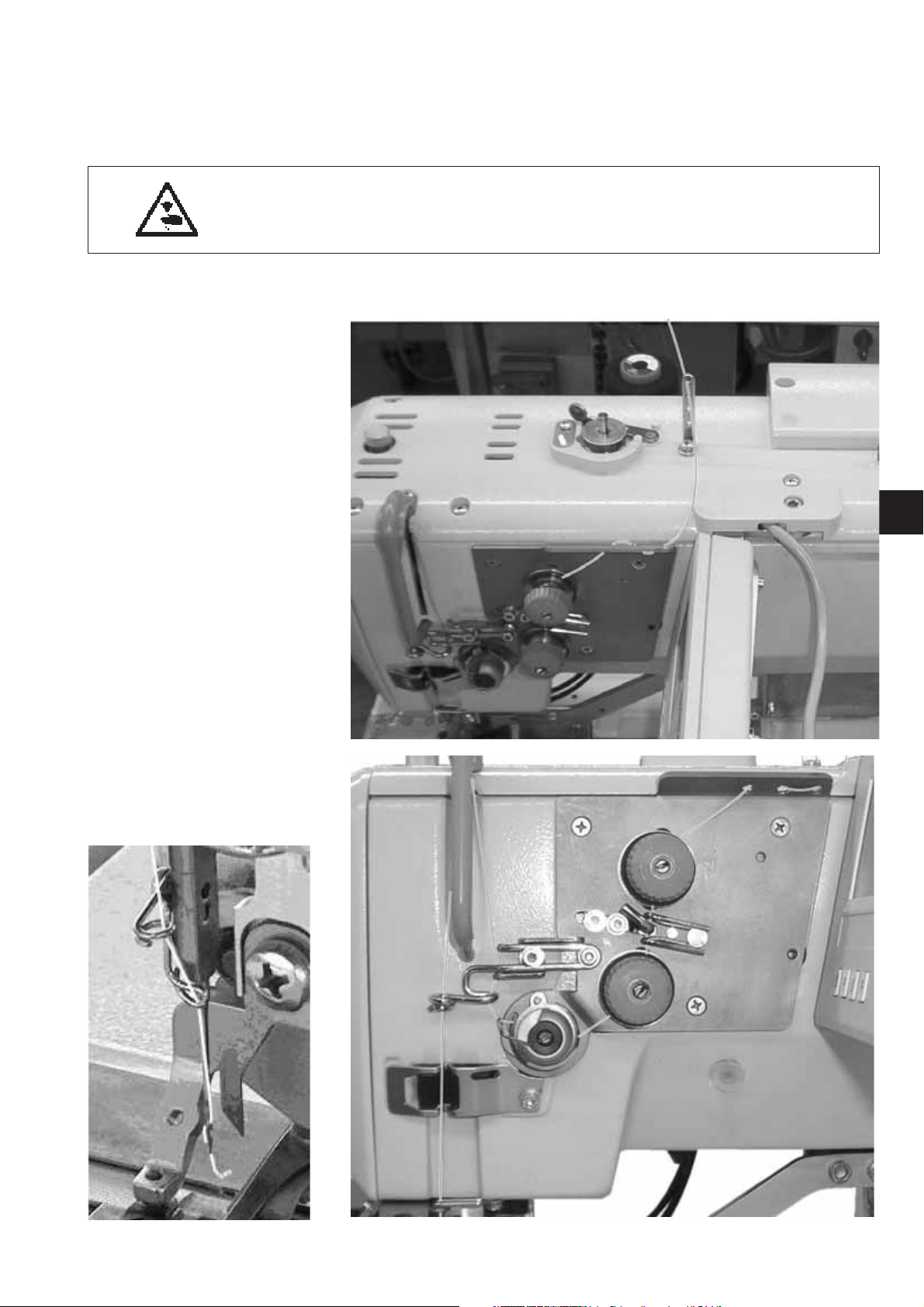
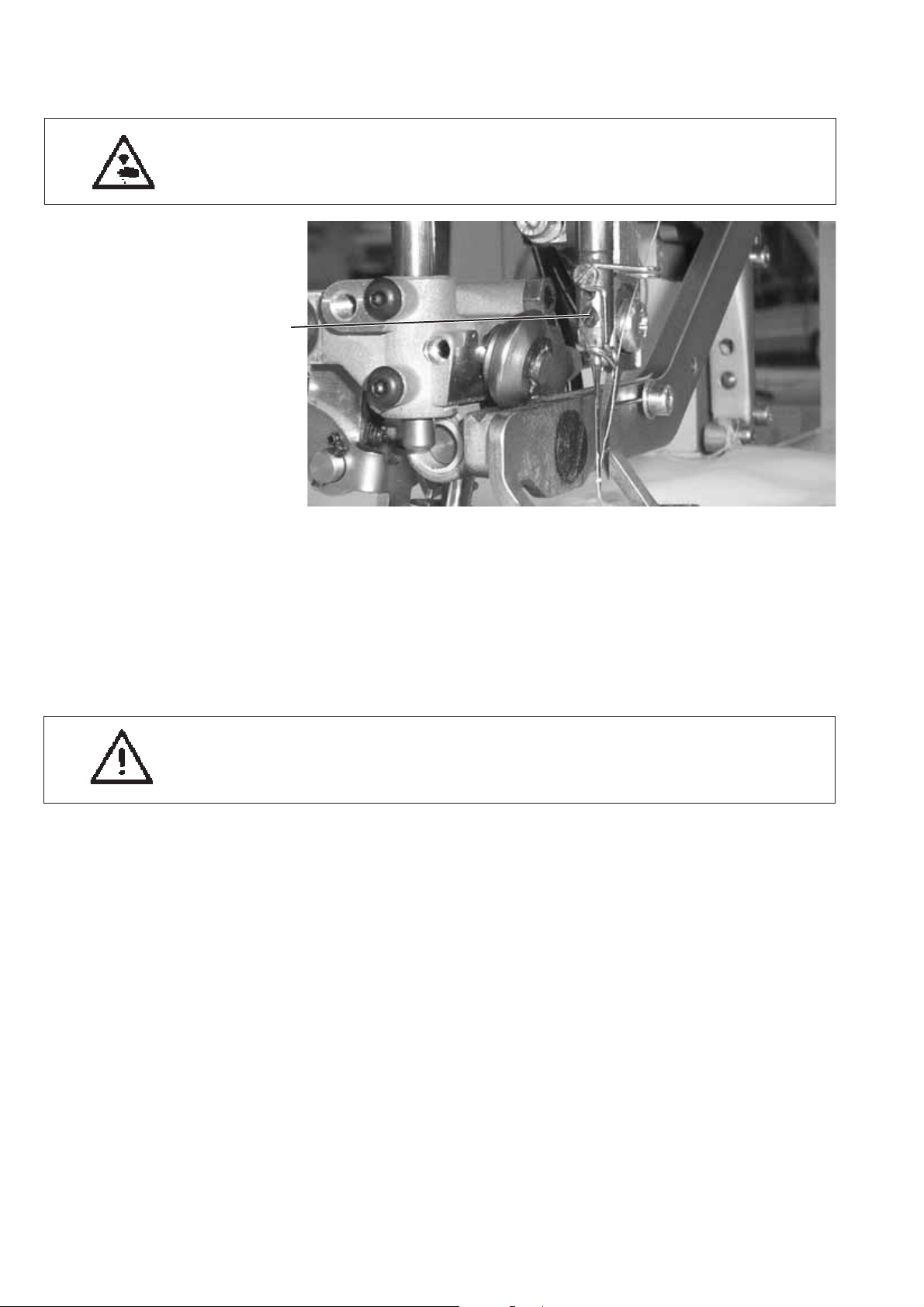
3.1 Enfiler le fil d’aiguille
ATTENTION! RISQUE D’ACCIDENTS !
On doit enfiler le fil d’aiguille seulement, lorsque la machine à coudre
automatique est coupée du secteur.
- Enfiler le fil d’aiguille selon les illustrations
1
Illustration: Enfiler l’aiguille
7
Page 8

3.2 Bobiner le fil de crochet
1
2
3
Le bobinage du fil de crochet peut se faire indépendamment du travail
de couture.
–
Mettre une bobine de fil sur le porte-bobines.
–
Enfiler le fil de crochet comme présenté sur la photo.
–
Mettre une canette vide sur l’axe de dévidoir (1).
–
Avec le fil enrouler le noyau de la bobine environ cinq fois dans le
sens des aiguilles d’une montre.
–
Pivoter le levier de dévidoir (2) vers la canette et le laisser
s’enclencher.
–
Le levier de dévidoir (2) termineras l’opération de bobinage dès
que la canette sera pleine.
–
Après le bobinage, arracher le fil de crochet au pince-fil (3).
3.3 Changer la canette
ATTENTION! RISQUE D’ACCIDENTS !
La canette doit être changée seulement, lorsque la machine à coudre
automatique est coupée du secteur.
Retirer la canette vide.
–
Ouvrir le crochet.
–
Replier vers le haut le loquet (5) (voir en page ci-contre) et s ortir la
boîte à canette avec la canette.
–
Sortir la canette vide de la boîte à canette.
8
Page 9
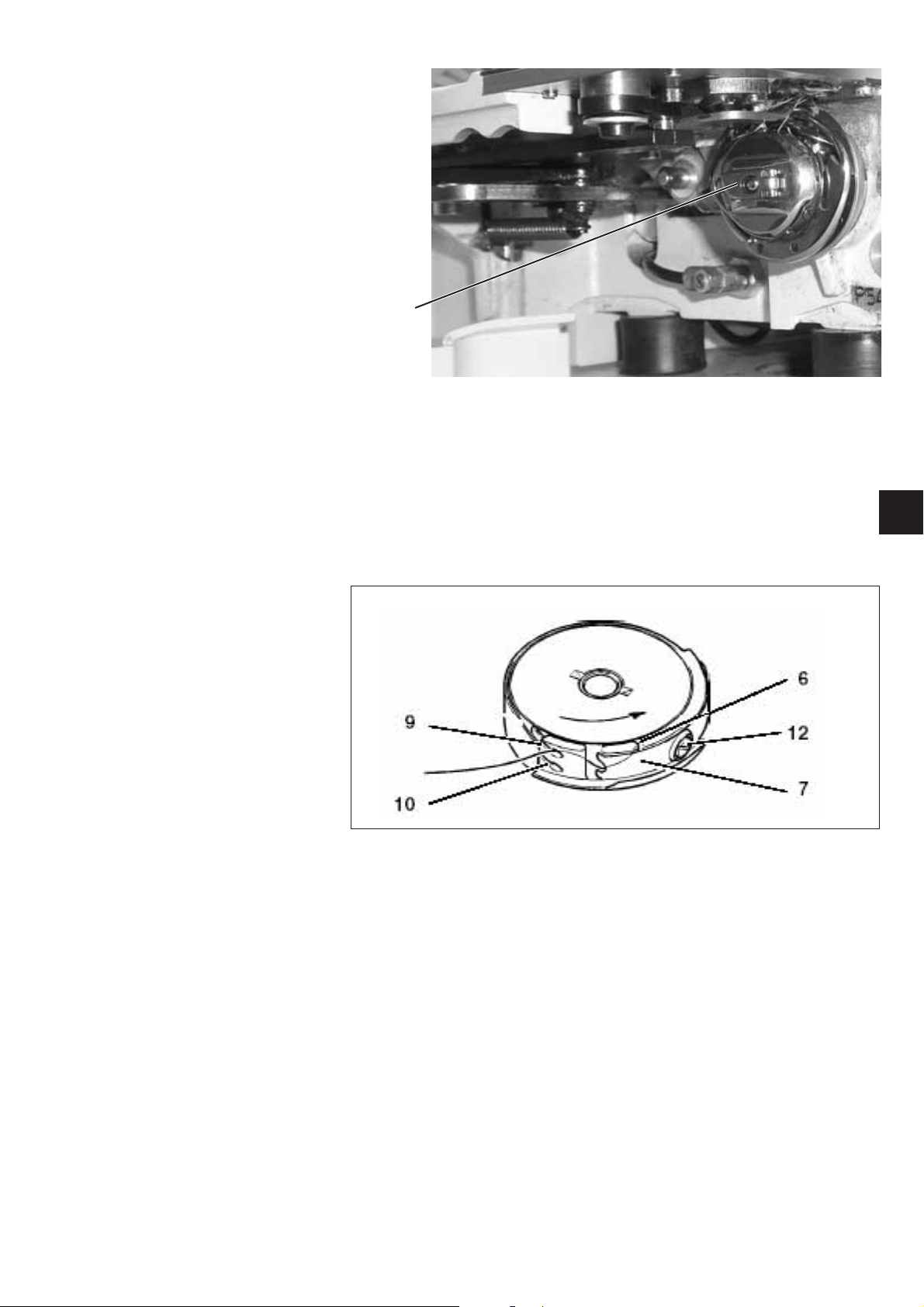
5
Enfiler le fil de crochet
–
Mettre la canette pleine dans le dessus de crochet; si le fil de
crochet est tiré, la canette doit tourner dans le sens opposé des
aiguilles d’une montre.
–
Faire passer le fil de crochet par la fente (6) sous le ressort (7).
–
Suivant la boutonnière désirée le fil de crochet doit être tiré par la
fente (9) pour une boutonnière rehaussée et par la fente (10) pour
une boutonnière plate.
1
Régler la tension du fil de crochet
–
Régler la tension du fil de crochet en tournant la vis (12) de
manière à ce que la boîte à canette descende lentement par son
propre poids, lorsqu’on la tient par le bout de son fil.
–
Pour les boutonnières plates, il faut une tension plus forte.
Mise en place du dessus de crochet
–
Mettre le dessus de crochet sur le support de crochet, et faire
attention à ce que l’enclenchement du loquet (5) s’entende bien.
–
Fermer le couvercle de crochet.
9
Page 10
3.4 Changer l’aiguille
ATTENTION! RISQUE D’ACCIDENTS !
Fermer l’interrupteur principal ! Changer l’aiguille seulement, lorsque
la machine à coudre automatique est coupée du secteur !
1
–
Desserrer la vis (1).
–
Tirer l’aiguille de la barre à aiguille.
–
Introduire l’aiguille neuve et la pousser jusqu’au fond dans le creux
de la barre à aiguille.
–
Orienter l’aiguille de façon à ce que la gorge se trouve sur le côté
qui tourne le dos au couteau.
–
Resserrer la vis (1).
ATTENTION !
En cas du changement de la grosseur de l’aiguille, il faut
éventuellement corriger l’écart entre le crochet et l’aiguille.
10
Page 11

3.5 Remplacer la lame
ATTENTION! RISQUE D’ACCIDENTS !
Fermer l’interrupteur principal ! Remplacer la lame seulement, lorsque
la machine à coudre automatique est coupée du secteur.
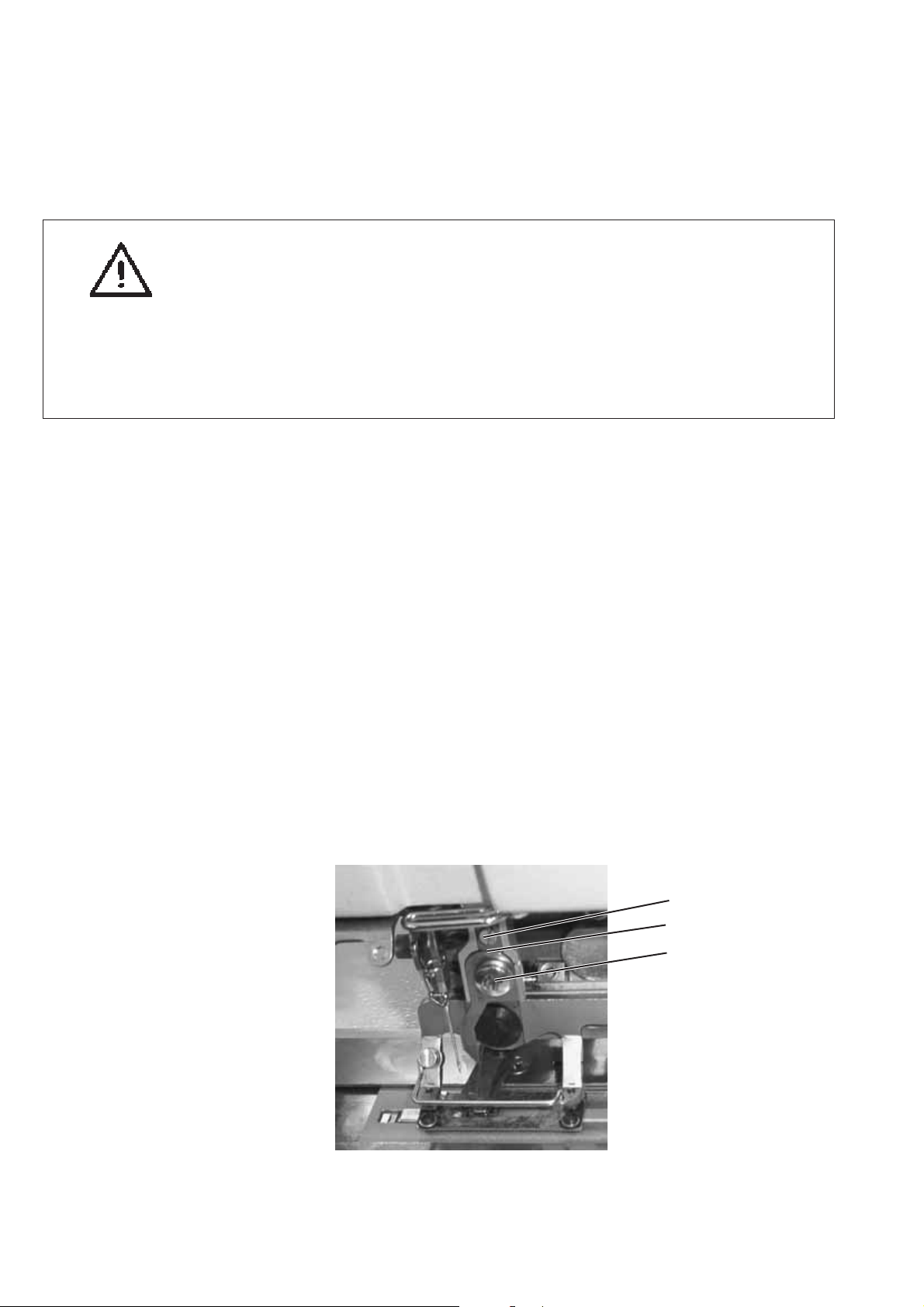
ATTENTION !
Faire absolument attention à ce qu’il y ait un écart d’au moins un
millimètre entre le bord inférieur de la lame et les ciseaux de fil
d’aiguille, lorsque la cage d’aiguille est levée.
2
3
1
Démonter la lame
–
Desserrer la vis (2).
–
Retirerlalame(3).
Monter la lame
–
Mettre la lame neuve et la pousser tout à fait en haut.
–
Resserrer la vis (2).
Nota bene!
Si l’incision n’était pas au centre de la boutonnière et si elle n’était pas
parallèle aux lèvres, il faut que la lame soit à nouveau alignée.
Instructions de service 540-100, chapitre: Aligner lame.
11
Page 12
3.6 Contrôler la hauteur de la lame
Règle:
On a besoin de la pointe de la lame seulement au moment de son
“immersion” dans le matériel à coudre. La pointe de la lame ne doit pas
quitter la plaque à aiguille pendant le processus de coupe.
ATTENTION !
Faire absolument attention à ce qu’il y ait un écart de 1 millimètre au
moins entre le bord inférieur de la lame et les ciseaux de fil d’aiguille.
Nota bene !
Si une lame a été réaffûtée, sa longueur a diminué.
En replaçant la lame réaffûtée, il faut éventuellement corriger la
hauteur de la lame.
Réglage:
–
Poser le tissu sous la pince et démarrer la couture.
–
Interrompre la couture pendant le processus de coupe sur la lèvre
retour en appuyant la pédale en arrière.
–
Tirer un peu sur le tissu pour faire voir la fente de la plaque à
aiguille.
–
Tourner le volant à main dans le sens de sa rotation jusqu’à ce que
la lame ait atteint la position la plus haute par rapport à la plaque à
aiguille.
–
Arrivée à cette position, la pointe de la lame doit rester “plongée”
pour 0,2 mm dans la fente de la plaque à aiguille.
–
Ajustage de la hauteur de la lame: Desserrer la vis (1).
Déplacer la lame jusqu’à l’atteinte de la hauteur de lame correcte.
Resserrer la vis (1).
–
Desserrer la vis (3).
–
Pousser la butée (2) jusqu’à la lame.
–
Resserrer la vis (1).
–
En appuyant la pédale en arrière pour déclencher l’opération de
couture.
12
3
2
1
Page 13

3.7 Tension de fil
1
2
Tension de fil 1
Le bloc de tension sert à la couture de brides et lèvres plates.
Le bloc de tension est toujours efficace; il est desserré seulement,
lorsque le fil est coupé.
1
Tension de fil 2
Le bloc de tension est un bloc qui s’embraye en plus. La somme des
tensions des blocs 1 et 2 produisent les brides et lèvres rehaussées.
L’embrayage peut se programmer librement pour chaque partie d’une
boutonnière.
La tension du bloc 2 est efficace seulement, s’il y a eu une
programmation et se desserre pendant la coupe du fil.
Contrôle:
–
Enfiler un fil d’aiguille et de crochet de couleurs différentes.
–
Faire une couture d’essai.
–
Dans les parties plates des boutonnières l’entrelacement des fils
doit se faire au milieu de matériel à coudre.
Réglage: Tourner le bloc de tension 1.
–
Dans les parties rehaussées des boutonnières l’entrelacement des
fils doit se faire sur l’endroit du tissu.
Réglage: Tourner le bloc de tension 2, jusqu’à ce qu’on voie un
schéma de couture régulier.
Le réglage est correct, si l’on voit dans les parties plates d’une
boutonnière le fil d’aiguille à l’endroit du tissu, et dans les parties
rehaussées seulement le fil de crochet.
Augmenter la tension Tourner la vis moletée
dans le sens des aiguilles
d’une montre.
réduire la tension Tourner la vis moletée
dans le sens opposé des
aiguilles d’une montre.
13
Page 14

3.8 Ajuster la hauteur de la cage d’aiguille
1
2
3
ATTENTION !
Veiller sans faute,
–
à ce qu’il reste toujours un écart de 1 mm au moins entre le bord
inférieur de la lame et les ciseaux du fil d’aiguille, lorsque la cage
d’aiguille est levée;
–
à ce que la pointe de l’aiguille ne sorte pas sous la semelle de la
cage d’aiguille.
A l’usine la hauteur du dispositif de levage de la cage d’aiguille a été
réglée à 12 mm. Pour la modifier, procéder comme suit:
–
Déclencher la machine.
–
Desserrer les vis (1) et (2).
–
Pour augmenter la hauteur du dispositif de levage de la cage
d’aiguille: Tourner la tige filetée (3) dans le sens des aiguilles
d’une montre.
Pour diminuer la hauteur du dispositif de levage de la cage
d’aiguille: Tourner la tige filetée (3) dans le sens opposé des
aiguilles d’une montre.
–
Resserrer les vis 1 et 2.
–
Enclencher la machine et contrôler les nouveaux réglages.
3.9 Ajuster la pression de la cage d’aiguille
–
La pression de la cage d’aiguille est réglée à la vis (4).
Pour augmenter la pression: Tourner la vis (4) dans le sens
Pour réduire la pression: Tourner la vis (4) dans le sens
des aiguilles d’une montre.
opposé des aiguilles d’une montre.
14
4
Page 15

4. Panneau de commande et contrôle
Les présentes Instructions de maniement font seulement mention des
fonctions attribuées aux différentes touches et les modifications de
paramètres par l’opérateur de la machine.
4.1 Le panneau de commande
Le contrôle est programmé depuis le panneau de commande, et le
fonctions sont réglées pour chaque couture. Cela se passe en partie
directement par l’actionnement des touches correspondantes ou par la
modification de paramètres. L’entrée de paramètres se fait au mode de
programmation “P”. Les paramètres et les valeurs qui leur sont
attribuées sont affichés au display. Afin d’éviter une modification par
mégarde de paramètres déjà réglés le maniement du panneau de
commande est subdivisé en trois niveaux différents (opérateur,
technicien, finisseur).
Le personnel opérateur dispose d’un accès direct à son niveau.
L’accès aux autres niveaux n’est possible qu’après l’entrée d’un
numéro de code.
1
15
Page 16

4.1.1 Les éléments du panneau de commande
Touche Fonction
Si aucun champ de saisie n’est activé:
–
passer au menu supérieur.
–
Au menu principal changer entre programmes de boutonnières à
l’intérieur d’une séquence,
lorsqu’un champ de saisie est activé:
–
changer entre les positions dixièmes, unités ou dizaines.
–
Dans un menu, passer d’une ligne à une autre. La ligne choisie est
affichée sur fond sombre.
lorsqu’un champ de saisie est activé:
–
Augmenter ou diminuer la valeur de la position choisie de 1 ou
pour les fonctions avec plusieurs possibilités changer entre
paramètres, comme par exemple passer de “Tension de lèvres
activée” et “ Tension de lèvres désactivée ”.
–
Activer le champ de saisie. La valeur peut être modifiée avec les
touches “ñ”et“ò”.
Lorsqu’un champ de saisie est activé:
–
La valeur réglée est prise en charge.
–
On revient d’un sous-menu au mode de couture.
–
Eliminer un casse-fil - Mode de réparation, la cage d’aiguille se
rend en sa position finale, se lève et lâche le matériel
–
Après l’arrêt de la couture et de l’opération en cours: la cage
d’aiguille se rend en sa position finale, se lève et lâche le matériel.
Lorsqu’un champ de saisie est activé:
–
Une entrée ne se fait pas complètement. La valeur précédente est
conservée.
–
Le contrôle passe du mode de couture au mode de programmation.
Dans cd mode on peut modifier les paramètres des boutonnières.
–
Le contrôle passe du mode de couture ou du mode de
programmation au mode de programmation de séquences.
–
Le contrôle passe du mode de couture au mode de technicien.
Ce mode ne peut être activé qu’après l’entrée d’un numéro de
code. Sous ce régime on peut régler les paramètres principaux de
machine et appeler les programmes de diagnostic et de réglage.
16
Page 17

4.2 Modifier les valeurs de paramètres
4.2.1 Valeurs numériques
On peut modifier les valeurs numérique de la façon suivante:
–
Avec les touches à flèches ñ et ò sélectionner la ligne, où se
trouve la valeur à modifier.
–
Appuyer la touche OK.
Le curseur clignote sous une position de la valeur numérique.
–
Avec les touches à flèches ï et ð changer entre les positions.
–
Avec les touches à flèches ñ et ò augmenter ou diminuer la valeur
de la position choisie.
Pour les paramètres qui ne peuvent pas être modifiés comme bon
cela vous semble, l’appui des touches à flèches ñ et ò fait qu’une
autre valeur de paramètre possible est affichée.
–
Appuyer sur la touche OK.
La valeur réglée est prise en charge.
–
Si la valeur réglée ne doit pas être prise en charge, appuyer la
touche ESC.
La valeur réglée à l’origine est rétablie.
4.2.2 Sélection d’un paramètre
Pour certains paramètres, on peut choisir parmi plusieurs possibilités.
Leparamètrepeutêtremodifiédelamanièresuivante:
–
Avec les touches à flèches ñ et ò sélectionner la ligne, où se
trouve la paramètre à modifier.
–
Appuyer sur la touche OK.
–
Avec les touches à flèches ñ et ò changer entre les possibilités.
Le paramètre sélectionné chaque fois est affiché au display.
–
Appuyer sur la touche OK. Le paramètre réglé est pris en charge.
–
Si le paramètre réglé ne doit pas être pris en charge, appuyer la
touche ESC.
Le paramètre ou valeur réglé à l’origine est rétabli.
1
17
Page 18

4.3 Le menu principal
Symbole Paramètre Signification
Numéro de la boutonnière
N1
Tensiondefil
N2
Longueur d’incision
N3
Vitesse de couture
N4
Démarrage doux
N5
Compteur de pièces par jour
N6
Compteur de fil de crochet
N7
Mode de réparation
N8
Sélection de la boutonnière à réaliser
- Numérosdeprogrammede1à50
contiennent des programmes de boutonnières.
Les numéros de programme 51 et 52
contiennent des programmes de couture
pour les contours libres.
- La forme programmée d’avance de la
boutonnière sélectionnée est affichée dans
la partie gauche du display.
- Apparaît en plus une fenêtre d’information
avec quelques valeurs spécifiques de
boutonnière:
- longueur d’incision
- doublure
- longueur de point pour la lèvre
- largeur de la boutonnière
Appel du sous-menu pour modifier les valeurs
de la tension; est seulement visible lorsque la
tension de fil électrique est activée.
- Sélection de la longueur d’incision de la
boutonnière à coudre de 6 à- 65 mm
- Le réglage dépend du numéro de
boutonnière.
- La sélection de la vitesse de couture entre
200 et 3.000 points/min pour la boutonnière.
Le réglage dépend du numéro de
boutonnière.
- Si la vitesse de couture est plus petite que
celle du démarrage doux, il y a un affichage
correspondant et la fonction du démarrage
doux est désactivée.
- La pointe de vitesse qu’on peut sélectionner
ici peut être réglée au niveau de technicien.
Activer ou désactiver le démarrage doux
- Le nombre de points et la vitesse de couture
pendant le démarrage doux sont réglés
d’avance au niveau de technicien.
Le compteur de pièces par jour compte le
nombre des boutonnières cousues au cours
d’une journée.
- En appuyant deux fois la touche “OK” le
compteur journalier est remis à zéro.
Affichage de la position actuelle du compteur
de fil de crochet (s’il est activé) et appel du
sous-menu pour modifier la valeur initiale
activer ou désactiver le compteur de fil de
crochet.
Mode de réparation.
18
Page 19
4.4 Surveillance du fil de crochet
Procédure pour la surveillance du fil de crochet:
La surveillance du fil de crochet est effectuée par le comptage du
nombre de boutonnières cousues. Lorsque la canette pleine est mise
en place, le compteur de fil de crochet est réglé à une valeur fixé au
préalable. A la fin de chaque cycle de travail on soustrait 1 de cette
valeur. Lorsque le compteur est arrivé à 0, l’opérateur est informé.
Il devait y avoir encore un peu de fil sur la canette.
Nota bene
Le principe ne fonctionne que correctement, si on consomme
toujours la même quantité de fil par boutonnière ou par séquence.
De nombreux changements de la longueur d’incision, des
formes et paramètres de boutonnières vont faire que la quantité
de fil consommé par boutonnière change également.
4.4.1 Régler le compteur de fil de crochet
Appeler le sous-menu “ Compteur de fil de crochet”
–
Avec les touches à flèches ñ et ò sélectionner au menu principal
la ligne “Compteur de fil de crochet”.
–
Appuyer sur la touche OK.
Le sous-menu “ Compteur de fil de crochet ” est affiché.
1
Les paramètres visualisés au sous-menu “ Compteur de fil de
crochet”:
Position actuelle du compteur de fil de crochet
N7.1
Lorsque l’affichage au menu principal adapte la valeur réglée sous
N7.2 ,
–
alors sélectionner la ligne avec les touches à flèches ñ et ò.
–
Par appui de la touche OK la valeur affichée au menu principal est
mise à la valeur initiale.
–
Le display r etourne automatiquement au menu principal.
Valeur initiale
N7.2
Correspond au total des boutonnières pouvant être cousues avec le fil
d’une canette plus un peu de fil qui reste sur la canette.
–
Sélectionner la ligne avec les touches à flèches ñ et ò.
–
Appuyer sur la touche OK.
Le curseur clignote sous une position de la valeur numérique.
–
Changer entre les positions avec les touches à flèches ï et ð .
–
Avec les touches à flèches ñ et ò augmenter ou diminuer la valeur
de la position sélectionnée.
–
Confirmer la valeur par appui de la touche OK .
–
Avec les touches à flèches ñ et ò sélectionner la ligne N7.1.
–
Par appui de la touche OK on règle la valeur affichée au menu
principal à la valeur initiale.
–
Le display r etourne automatiquement au menu principal.
19
Page 20

Activer ou désactiver le compteur de fil de crochet
N7.3
La fonction “Compteur de fil de crochet” est activée ou désactivée.
–
Sélectionner la ligne avec les touches à flèches ñ et ò.
–
Appuyer la touche OK.
–
Avec les touches à flèches ñ et ò On appelle le paramètre
MARCHE ou ARRÊT. Pas d’affichage de paramètres au menu
principal, lorsque le compteur de fil de crochet est désactivé.
4.5 Activer ou désactiver le démarrage doux
–
Avec les touches à flèches ñ et ò appeler la ligne “démarrage
doux” au menu principale.
–
Appuyer la touche OK.
–
Avec les touches à flèches ñ et ò appeler le paramètre MARCHE
ou ARRÊT .
–
Appuyer la touche OK Appuyer la touche.
Nota bene
Le nombre et la vitesse de couture des points de démarrage peuvent
être réglés d’avance au niveau de technicien.
Si la vitesse générale de couture est moins rapide que la vitesse de
couture de démarrage doux, le démarrage doux est arrêté
immédiatement.
4.6 Séquences
4.6.1 Généralités
Mode de boutonnière individuelle
On peut appeler une boutonnière parmi 50 boutonnières déjà
programmées. Si on utilise les contours libres de couture on peut
appeler les places 51 et 52 en mémoire.
La couture de cette boutonnière est poursuivie jusqu’à ce qu’on ait
appelé une autre boutonnière.
Mode de séquences
L’opératrice est mise en état de pouvoir coudre une séquence de
boutonnières aux paramètres différents sans devoir appuyer une
touche au panneau de commande.
Vingt séquences différentes peuvent être réunies et mises en
·
mémoire.
Chaque séquence peut comporter jusqu’à 20 boutonnières.
·
On peut par principe appeler toutes les boutonnières dans une
·
séquence.
20
Nota bene
Une vérification de plausibilité des différents paramètres de
boutonnières n’aura lieu que lorsque la séquence est appelée
au mode de couture!
Page 21

4.6.2 Activer ou désactiver le mode de séquences
Activer ou désactiver le mode de séquences
–
Appuyer sur la touche S.
Le contrôle commute au menu “Programmation de séquences de
boutonnières.
–
Avec les touches à flèches ñ et ò sélectionner la ligne
correspondante.
–
Appuyer sur la touche OK.
–
Avec les touches à flèches ñ et ò choisir entre MARCHE (mode de
séquence) ou ARRÊT (mode de boutonnière individuelle).
–
Avec la touche OK confirmer le réglage.
–
Pour retourner au menu principal, appuyer la touche ESC.
4.6.3 Sélection d’une séquence au mode de séquences ( menu principal )
Après l’enclenchement la ligne la plus haute du display est affichée sur
un fond sombre. On visualise la s équence de la dernière couture.
Sélectionner une autre séquence
–
Appuyer sur la touche OK.
–
Avec les touches à flèches ñ et ò on peut passer d’une séquence
à une autre.
–
Confirmer le réglage avec la touche OK.
1
4.6.4 Service automatique ou manuel
02 ð 05 ð 12 ð 09 Service automatique
La séquence affichée comporte des flèches placées entre les
différentes formes de boutonnières.
–
Après la couture d’une boutonnière, le contrôle passe
automatiquement à la forme suivante de boutonnière.
–
Après la couture de la dernière boutonnière, le contrôle change
encore pour retourner à la première boutonnière de la séquence.
–
La boutonnière actuelle est marquée par une barre.
–
La forme de la boutonnière activée est affichée dans la partie
gauche de l’écran.
02 - 05 - 12 - 09 Service manuel
La séquence affichée au moniteur ne comporte pas de flèches entre
les différentes formes de boutonnières.
–
Le contrôle ne passe pas automatiquement d’une forme de
boutonnière à une autre.
–
La boutonnière actuelle est marquée par une barre.
–
La forme de la boutonnière activée est affichée dans la partie
gauche de l’écran.
Commuter entre le service automatique et manuel
–
Avec les touches à flèches ñ et ò sélectionner la ligne
représentant la séquence actuelle.
–
Appuyer sur la touche OK.
–
Avec les touches à flèches ñ et ò
de service.
–
Par appui de la touche OK confirmer ce réglage.
commuter entre ces deux modes
21
Page 22

Sélectionner dans une séquence une autre boutonnière qui doit
être cousue.
Lorsque le menu de couture est visualisé, on peut changer à tout
moment entre les boutonnières programmées.
–
Appuyer la touche à flèche ï ou la touche ð.
La forme de boutonnière suivante ou précédente est sélectionnée
dans la séquence.
4.7 Programmation de séquences
On peut programmer jusqu’à 20 séquences de formes de
boutonnières.
Chaque séquence peut comprendre jusqu’à 20 boutonnières.
4.7.1 Programmation d’une séquence
Appeler le menu “Programmation d’une séquence”
–
Appuyer la touche “S” au panneau de commande.
Le contrôle passe au menu pour programmer les séquences de
boutonnières.
–
Pour quitter ce menu appuyer la touche ESC.
Sélection du numéro de séquence
–
Avec les touches à flèches ñ et ò choisir la ligne pour sélectionner
la numéro de la séquence.
–
Appuyer la touche OK.
–
Avec les touches à flèches ñ et ò sélectionner le numéro de
séquence à programmer.
–
Confirmer la sélection par appui de la touche OK.
Exemple standard: Boutonnière 1: 1
Boutonnière 2: 0
Exemple de programmation: Boutonnière 1: 19
Boutonnière 2: 2
Boutonnière 3: 0
Programmer une suite de boutonnières
–
Avec les touches à flèches ñ et ò sélectionner la ligne
“Boutonnière 1:”
–
Appuyer la touche OK.
–
Avec les touches à flèches ñ et ò sélectionner le programme de
boutonnières désiré
(de1à50).
–
Confirmer la sélection avec la touche OK.
Avec la confirmation du programme de boutonnières une nouvelle
ligne de menu est affichée indiquant la boutonnière qui doit être
programmée ensuite.
–
La dernière ligne d’un programme d’une suite de boutonnières
affiche toujours le numéro de boutonnière “Boutonnière X: 0", à
moins que tous les vingt programmes soient activés.
–
Pour revenir au menu principal appuyer la touche ESC.
22
Page 23

4.7.2 Ajouter une boutonnière à la fin d’une séquence
–
Avec les touches à flèches ñ et ò appeler la dernière ligne
“Boutonnière X: 0" de la suite de boutonnières programmées.
–
Appuyer la touche OK.
–
Avec les touches à flèches ñ et ò sélectionner le programme de
boutonnières désiré (1 à 50).
–
Avec la touche OK confirmer la sélection.
Après la confirmation du programme de boutonnières une nouvelle
ligne de menu est affichée avec la boutonnière qui doit être
programmée après.
–
Pour retourner au menu principal appuyer la touche ESC.
4.7.3 Supprimer une boutonnière dans une séquence de boutonnières
–
Avec les touches à flèches ñ et ò appeler la ligne à effacer dans
une suite de boutonnières programmées.
–
Appuyer la touche OK.
–
Avec les touches à flèches ñ et ò appeler le programme de
boutonnières “0".
–
Confirmer le réglage avec la touche OK.
De par la confirmation, la boutonnière en question est effacée. Les
boutonnières éventuellement suivantes avancent.
–
Pour revenir au menu principal appuyer la touche ESC.
1
4.7.4 Insérer une boutonnière dans une séquence de boutonnières
Nota bene
L’insertion individuelle de programmes de boutonnières dans une
séquence de boutonnières n’est pas possible.
–
Il faut noter les boutonnières programmées suivantes.
–
Avec les touches à flèches ñ et ò appeler la ligne désirée de la
séquence de boutonnières programmées.
–
Appuyer la touche OK.
–
Avec les touches à flèches ñ et ò sélectionner le programme de
boutonnières désiré (1 à 50).
Confirmer le réglage avec la touche OK.
–
Modifier ensuite les boutonnières suivantes d’après les notes
prises.
–
Pour retrouver le menu principal appuyer la touche ESC.
23
Page 24

5. Programmation de boutonnières
5.1 Structure d’une boutonnière
Larg. de boutonnière = Largeur de bride
Longueur de bride
Longueur avant la coupe
Longueur de coupe
Longueur après la coupe
Première bride
r
e
l
l
a
e
r
v
è
L
Bride finale
Coupe
Lèvre retour
24
Largeur de lèvre gauche
Largeur de la doublure
Largeur de lèvre droite
Espacement de points
Point zigzag
Page 25

Première bride Première bride à coudre après la lèvre aller
Bride finale
Lèvre aller
Lèvre retour
Largeur de boutonnière
Longueur de lame
Longueur de l’incision
Largeur de la doublure
Point zigzag
Dernière bride après la lèvre retour
Lèvre du lancement de couture à la première
bride
Lèvre entre la première et la dernière bride
Distance entre les points extérieurs d’une
boutonnière
Longueur de l’arête coupante de la lame en
mm
Longueur de la boutonnière à ouvrir en mm ( =
longueur de lèvre)
Distance entre les points intérieurs de la lèvre
aller et la lèvre retour
= Largeur de lèvre
1
Régularités
l’incision
l’incision
Espacement de points
Longueur avant
Longueur après
Lèvres aller et retour
Largeur de boutonnière
= Largeur de bride
Brides
Longueur de
boutonnières
Espacement d’un point double dans le sens de
l’axe y
Distance entre la première bride et l’incision
distance entre la dernière bride et l’incision
La lèvre retour est symétrique à la lèvre aller et
l’incision représente leur axe de symétrie.
Le réglage “Largeur de boutonnière” fournit
automatiquement la largeur de la bride. La
largeur de bride peut être adaptée au menu de
brides correspondant par les paramètres
“offset l” et “offset r”.
La longueur de la dernière bride est égale à la
longueur de la dernière, si les deux brides sont
identiques. La longueur de bride est ajustée au
menu “Première bride” pour toutes les deux.
La longueur totale d’une boutonnière est
déterminée par l’incision + la longueur avant
l’incision + la longueur après l’incision +
longueur de la première bride + la longueur de
la dernière bride.
25
Page 26

5.2 Les sous-menus de programmation (tableau)
largeur de la doublure: Entrée
espacement points lèvre: Entrée
largeur de boutonnière: Entrée
tension de fil: Sélection
incision: Sélection
longueur avant incision: Entrée
longueur après incision: Entrée
correction d’incision x: Entrée
correction à droite: Entrée
type de bride en haut: Sélection
espacement points bride: Entrée
numéro de boutonnière: Sélection longueur de bride: Entrée
longueur d’incision: Entrée décalage largeur à droite: Entrée
vitesse: Entrée décalage largeur à gauche: Entrée
paramètres de lèvres nombre de points bride: Entrée
variante démarrage: Sélection tension de bride: Sélection
paramètres de bride en haut
P
paramètres de bride en bas
bonneterie: Sélection type de bride en bas: Sélection
points de faufil espacement points de bride: Entrée
tours de points zigzag longueur de bride: Entrée
incision préparatoire: Sélection décalage largeur à dr.: Entrée
copier: Entrée décalage largeur à g.: Entrée
nombre de points bride: Entrée
tension de bride: Sélection
26
nombre de tours: Sélection
longueur de point: Entrée
tension de fil: Entrée
nombre d’arrondis: Sélection
longueur de point: Entrée
largeur de boutonnière: Entrée
tension de fil aller: Entrée
tension de fil retour: Entrée
Page 27

5.3 Paramètres au mode de programmation
Numéro de
boutonnière
P1
Longueur d’incision
P2
Vitesse
P3
Paramètres de lèvres
P4
Variante de
démarrage
P5
Paramètredebrideen
haut
P6
Paramètredebrideen
bas
P7
Mode de couture
bonneterie
P8
Points de faufil
P9 *
Tours de points zigzag
P10*
Incision préparatoire
P11*
Copier ex
P12
1…50
6,0 à 65,0 mm
200 … 4.000
tr/min
A,B,C,D
MARCHE /
ARRÊT
-/ü
0à50
Sélection du numéro de boutonnière
dépend de la boutonnière
Appeler le sous-menu pour l’entrée des
paramètres de lèvres
Sélection de la variante de lancement sûr de
couture
Appeler le sous-menu pour le réglage de la
Première bride
Appeler le sous-menu pour le réglage de la
Dernière bride
1
Activer ou désactiver le mode de bonneterie
Appeler le sous-menu pour l’entrée du nombre
de points de faufil et l’affichage des
caractéristiques.
Appeler le sous-menu pour le réglage d’un
deuxième tour zigzag et l’affichage des
caractéristiques.
Après appel on fait l’incision à l’avant-dernier
tour(standard serait le dernier tour). Peut être
appelé seulement, lorsque le nombre total
de tours est plus grand que 1.(Voir P10)
Les données de boutonnière du numéro de
boutonnière sélectionné sont copiées dans la
boutonnière actuelle.
*) Ces programmes sont seulement visibles, si P8 (mode de couture bonneterie) est activé.
27
Page 28

5.4 Ajuster la longueur d’incision
Corrige la longueur de la boutonnière (longueur d’incision).
L’ajustage peut se faire au menu principal comme au mode de
programmation.
–
Avec les touches à flèches ñ et ò appeler la ligne “Longueur
d’incision” au menu principal.
–
Appuyer la touche OK.
Le curseur clignote sous une position de la valeur numérique.
–
Avec les touches à flèches ï et ð changer entre les positions.
–
Avec les touches à flèches ñ et ò augmenter ou diminuer la valeur
de la position choisie.
–
Confirmer la valeur avec la touche OK.
5.5 Choisir la variante de démarrage
Choisir la variante de démarrage
La variante de démarrage de couture sert à avoir un lancement sûr du
travail avec les matériels différents, tissus comme fil à coudre. La
variante de démarrage est ajustée individuellement pour chaque
boutonnière.
Variante de démarrage A (standard)
–
Les points de lancement de la couture seront des points plats.
Variante de démarrage B (tissus légers, doublure)
–
Les points de lancement de la couture seront des points plats.
Avec le point de chausson le fil d’aiguille tient mieux dans le
matériel.
Variante de démarrage C (tissus très légers)
–
Les points de lancement de la couture seront des points plats.
L’exécution de points d’arrêt en marche avant et arrière assure que
le fil d’aiguille tient mieux dans le matériel.
Variante de démarrage D (tissus très légers)
–
une alternative à la variante de démarrage C
Sélectionner la variante de démarrage:
–
Appuyer sur la touche P.
–
Avec les touches à flèches ñ et ò appeler la “va ria nt e de
démarrage”.
–
Appuyer la touche OK.
–
Avec les touches à flèches ñ et ò sélectionner la varian te de
démarrage A, B ou C correspondante.
–
Appuyer la touche OK.
–
Appuyer la touche ESC.
28
Page 29

5.6 Réglages de la lèvre
Appeler au menu de programmation “Lèvres” le menu de
programmation “lèvre”.
–
Appuyer sur la touche P.
–
Avec les touches à flèches ñ et ò sélectionner la ligne “Lèvres”.
–
Appuyer sur la touche OK.
–
Avec les touches à flèches ñ et ò choisir la ligne correspondante.
–
Appuyer sur la touche OK. Le curseur clignote sous une position
de la valeur numérique.
–
Avec les touches à flèches ï et ð changer entre les positions.
–
Avec les touches à flèches ñ et ò augmenter ou diminuer la valeur
de la position choisie.
–
Appuyer sur la touche OK pour confirmer la valeur. Appuyer sur la
touche ESC.
Les paramètres suivants peuvent être modifiés pour le secteur des lèvres:
Largeur du tissu
intercalé P4.1
Espacements des
points de la lèvre P4.2
Largeur de la
boutonnière P4.3
Tensiondelalèvre
P4.4
Ouvrir en coupant
P4.5
Longueur avant
l’incision P4.6
Longueur après
l’incision P4.7
- 1,0...+ 1,0 mm
0,3...1,5 mm
1,6...6,0 mm
MARCHE;
ARRÊT
MARCHE;
ARRÊT
P-6,3...5,9 mm
(1,8 mm - P7.3)5,9 mm
Distance entre les points intérieurs des lèvres.
Distance d’un point double dans le sens de
l’axe des y.
1
Largeur total de la boutonnière (points
extérieurs).
MARCHE: supplément de tension de fil activée
(lèvre rehaussée)
ARRÊT: supplément de tension de fil
désactivée (lèvre plate)
MARCHE: Ouvrir en coupant pendant le cycle
de couture
ARRÊT: Ne pas ouvrir
1°Correctiondelapositiondelapremière
bride par rapport à la fin de l’incision
2° Lèvre rallongée avant l’incision à cause
d’une incision asymétrique de la boutonnière.
1°Correctiondelapositiondelapremière
bride par rapport à la fin de l’incision
2° Lèvre rallongée avant l’incision à cause
d’une incision asymétrique de la boutonnière.
Correction de
l’incision x P4.8
Correction à droite
P4.9
- 0,5...+ 0,5 mm
-0,3...+0,3 mm
Position de l’incision dans la boutonnière dans
le sens de l’axe des x.
Correction de la largeur de la lèvre droite, ne
se remarque que sur les types de brides A
(brides transversales)
29
Page 30

5.7 réglages de brides
5.7.1 Types de brides disponibles
A Bride transversale
(horizontalement)
B Bride ronde
(par rapport au centre)
C Bride en pointe en haut
D Bride ronde
(horizontalement)
E Bride transversale
(verticalement)
en haut
en bas
en haut
en bas
en bas
en haut
en bas
en haut
en bas
F Bride transversale
(départagée)
G Bride à œillet en haut
H Bride simple (bar tack) en haut
en haut
en bas
en bas
en bas
Les brides du haut et du bas des catégories A jusque G peuvent se
combiner librement, par ex. type G bride à œillet comme bride du haut
et type C bride en pointe comme bride du bas.
Le bride simple du type H (bar tack) ne peut pas se combiner.
toujours en commun
30
Page 31

5.7.2 Menu de programmation “Brides”
Appeler le menu de programmation des brides
–
Appuyer sur la touche P.
–
Avec les touches à flèches ñ et ò sélectionner la ligne “Bride en
haut”ou“Bride en bas”.
–
Appuyer la touche OK.
–
Avec les touches à flèches ñ et ò appeler le paramètre désiré.
–
Appuyer la touche OK.
–
Le curseur clignote sous une position de la valeur numérique.
–
Avec les touches à flèches ï et ð changer entre les positions.
–
Avec les touches à flèches ñ et ò augmenter ou diminuer la valeur
de la position sélectionnée.
–
Confirmer la valeur par l’appui de la touche OK.
–
Appuyer la touche ESC.
C’est selon le type de bride sélectionné qu’on peut modifier les
paramètres suivants:
1
31
Page 32

P6.1/ P7.1 A Bride transversale (horizontalement) , F Bride transversale (départagée)
Espacement de points
0,2 … 1,0 mm
de la bride
P6.2/P7.2
Longueur de bride
0,6 … 6,0 mm
P6.3/P7.3
Largeur de bride
-1,0 … 1,0 mm La largeur de bride se définit par la largeur de
décalée à droite
P6.4/P7.4
Largeur de bride
-1,0 … 1,0 mm La largeur de bride se définit par la largeur de
décalée à gauche
P6.5/P7.5
Tension de bride
P6.7/P7.7
MARCHE /
ARRÊT
P6.1/ P7.1 B Bride ronde (par rapport au centre)
Nombre de points de
2à50
la bride
P6.6/P7.6
Tension de bride
P6.7/P7.7
MARCHE /
ARRÊT
Espacement d’un point double dans le sens de
l’axe des y
Longueur de bride dans le sens de l’axe des y.
L’entrée du paramètre P7.3 est seulement
possible, lorsque les types de brides en haut et
en bas sont différents!
la boutonnière. Moyennant le décalage à droite
on peut agrandir la bride à droite.
la boutonnière. Moyennant le décalage à
gauche on peut agrandit la bride à gauche.
MARCHE: bride rehaussée
ARRÊT: bride plate
Nombre de points qui forment la bride
semi-circulaire.
MARCHE: bride rehaussée
ARRÊT: bride plate
P6.1/ P7.1 C Bride en pointe
Espacement de points
0,2 … 1,0 mm
de la bride
P6.2/P7.2
Longueur de bride
0,6 … 9,0 mm
P6.3/P7.3
Tension de bride
P6.7/P7.7
MARCHE /
ARRÊT
P6.1/ P7.1 D Bride ronde (horizontalement)
Espacement de points
0,3 … 1,0 mm
de la bride
P6.6/P7.6
Tension de bride
P6.7/P7.7
MARCHE /
ARRÊT
Espacement d’un point double dans le sens de
l’axe des y
Longueur de bride dans le sens de l’axe des y
MARCHE: bride rehaussée
ARRÊT: bride plate
Espacement d’un point double dans le sens de
l’axe des y
MARCHE: bride rehaussée
ARRÊT: bride plate
32
Page 33

P6.1/ P7.1 E Bride t ransversale (verticalement)
Espacement de points
de la bride
P6.2/P7.2
Longueur de bride
P6.3/P7.3
Largeur de bride
décalée à droite!
P6.4/P7.4
Largeur de bride
décalée à gauche
P6.5/P7.5
Décalage de bride en
haut
P6.6/P7.6
Décalage de bride en
bas
P6.6/P7.6
Tension de bride
P6.7/P7.7
0,2 … 1,0 mm
0,6 … 6,0 mm
-1,0à1,0mm La largeur de bride se définit par la largeur de
-1,0à1,0mm La largeur de bride se définit par la largeur de
-1,0à0mm
0à1,0mm
MARCHE /
ARRÊT
Espacement d’un point double dans le sens de
l’axe des y
Longueur de bride dans le sens de l’axe des y.
L’entrée du paramètre P7.3 est seulement
possible, lorsque les types de brides en haut et
en bas sont différents!
la boutonnière. Moyennant le décalage à droite
on peut agrandir la bride à droite.
la boutonnière. Moyennant le décalage à
gauche on peut agrandir la bride à gauche.
La position de bride peut être décalée en bas.
La position de bride peut être décalée en haut.
MARCHE: bride rehaussée
ARRÊT: bride plate
1
P6.1/ P7.1 G Bride à œillet
Largeur de bride
P6.5/P7.5
Nombre de points de
la bride
P6.3/P7.3
Tension de bride
P6.7/P7.7
P6.1/ P7.1 H Bride simple (bar tack) sont réglés avec les paramètres de lèvres.
Espacement des
points dans la lèvre
P4.2
Largeur de
boutonnière
P4.3
Tension de lèvre
P4.4
2,0à6,0mm
2à50
MARCHE /
ARRÊT
Les paramètres du type spécial de bride H Bride simple
0,2 … 1,0 mm
1,0 … 6,0 mm
MARCHE /
ARRÊT
Diamètre extérieur de l’œillet
Nombre de points extérieurs qui forment la
bride semi-circulaire.
MARCHE: bride rehaussée
ARRÊT: bride plate
Espacement d’un point double dans le sens de
l’axe y
Largeur totale de la boutonnière
MARCHE: bride rehaussée
ARRÊT: bride plate
Longueur des points
de faufil
P4.6
Tension de fil pour
points de faufil
P4.7
0,2 … 3,0 mm
MARCHE /
ARRÊT
Espacement des points de faufil
Fermeté des points de faufil
33
Page 34

6. Mode de bonneterie
1er tour 2e tour
1er tour 2e tour
Le mode de bonneterie sert à la couture d’un matériel extensible. Au
mode de bonneterie, on coud tout autour des boutonnières à plusieurs
reprises pour leur donner davantage de stabilité.
Ici on peut combiner un point de faufil droit et puis un point zigzag
simple ou double. On a le choix d’ouvrir la boutonnière après le
premier tour de zigzag ou après le deuxième.
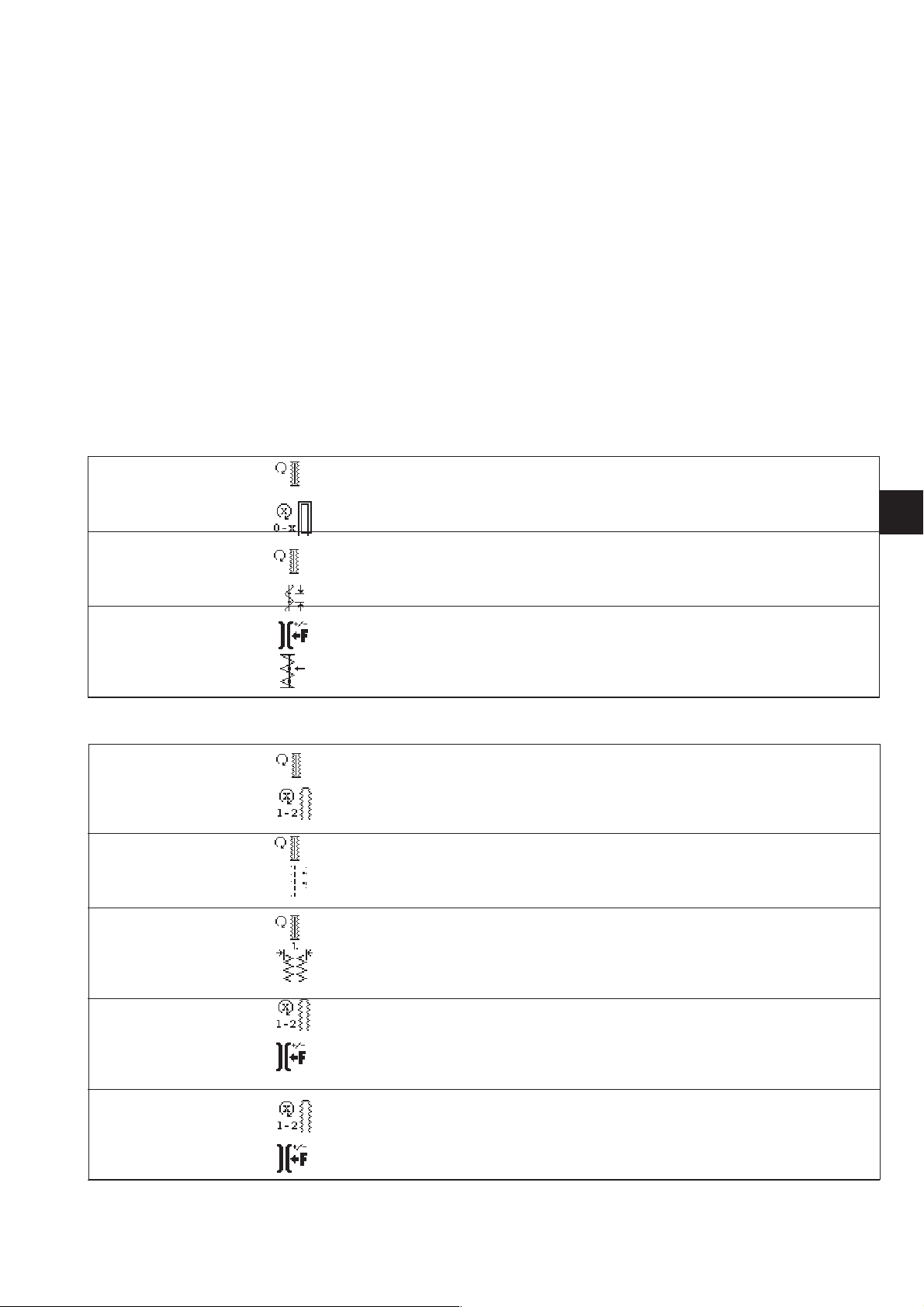
On dispose des possibilités de combinaison suivantes:
–
Combinaison “1”
2 tours zigzag
Incision au dernier tour
–
Combinaison “2”
2 tours zigzag
Incision à l’avant-dernier tour
–
Combinaison “3”
points de faufil activés
Incision au dernier tour
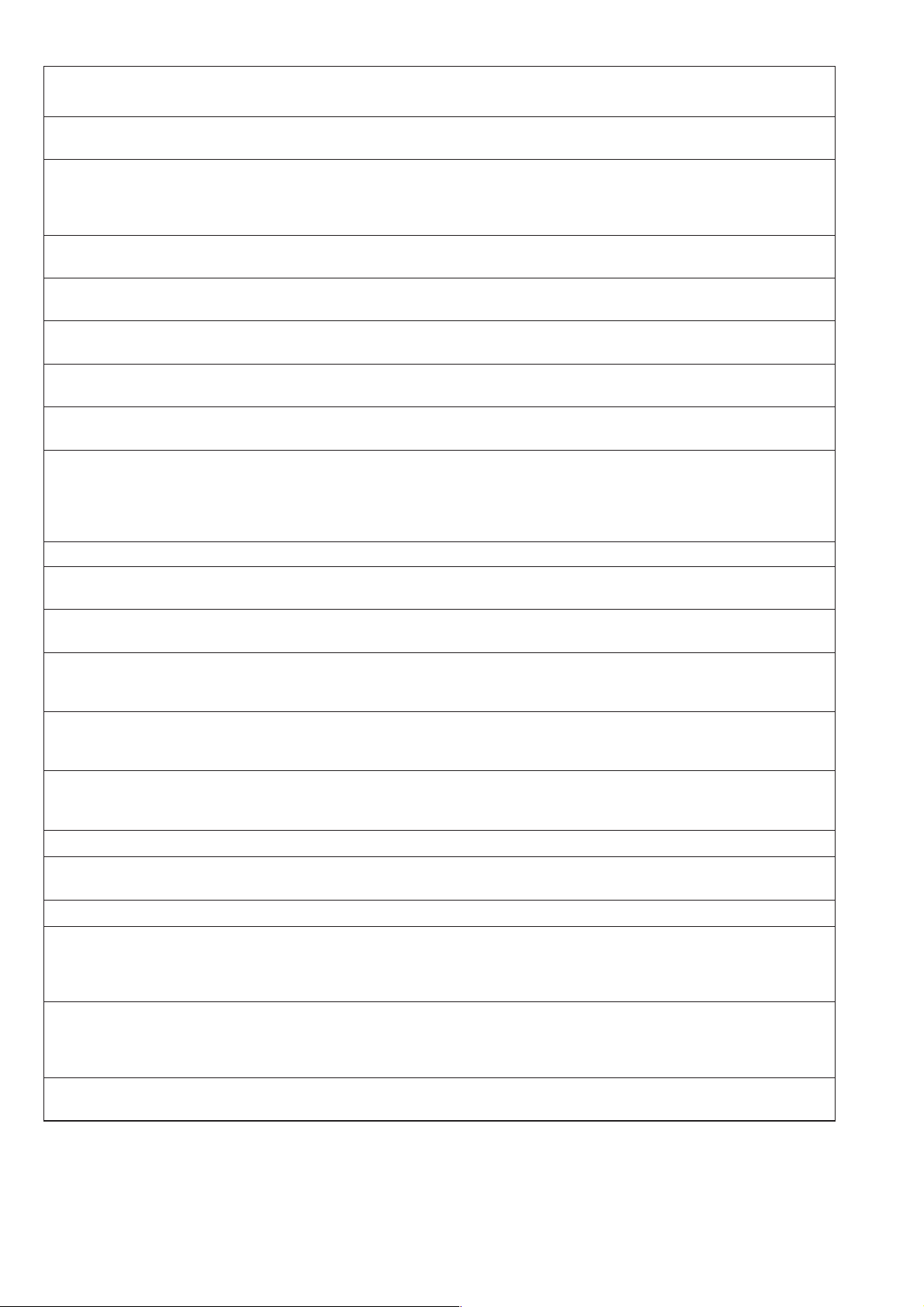
1er tour 2e tour
–
Combinaison “4”
points de faufil activés
Incision à l’avant-dernier tour
1er tour 2e tour
–
Combinaison “5”
points de faufil activés
2 tours zigzag
Incision au dernier tour
1er tour 2e tour 3e tour
–
Combinaison “6”
points de faufil activés
2 tours zigzag
Incision à l’avant-dernier tour
1er tour 2e tour 3e tour
6.1 Sélectionner ou désactiver le mode de bonneterie
Sélectionner le mode de bonneterie
–
Appuyer sur la touche P.
–
Avec les touches à flèches ñ et ò sélectionner le paramètre
“Bonneterie”.
–
Appuyer la touche OK.
–
Avec les touches à flèches ñ et ò sélectionner le réglage
“MARCHE”.
–
Appuyer la touche OK pour confirmer la sélection.
34
Page 35
Si le mode de bonneterie est activé, on voit les titres de menu
suivants:
P9: Points de faufil
·
P10: Tours de points zigzag
·
P11: Incision préparatoire (incision à l’avant-dernier tour)
·
Désactiver le mode de bonneterie
–
–
–
–
–
[visible seulement, lorsque l’addition des tours de points
zigzag et faufil sont plus grands que 1]
Appuyer la touche P.
Avec les touches à flèches ñ et ò sélectionner le paramètre
“ Bonneterie ”.
Appuyer la touche OK.
Sélectionner avec les touches ñ et ò le réglage “ARRÊT”.
Appuyer la touche OK.
Le mode de bonneterie est désactivé.
6.2 Sous-menu Points de faufil
Tours
P4.1 0 / 1 Nombre de tours de points de faufil
1
Longueur de point
P 9.2 0,3 … 3,0 mm
Tensiondefil
P 9.3 0...100 %
Longueur de points de faufil
valeur de tension de fil pour les points de faufil.
Ce paramètre se règle seulement, s’il existe
une tension de fil électrique.
6.3 Sous-menu point zigzag
Tours
P10.1 1 / 2 Nombre de tours au point zigzag
Longueur de point
P 10.2 0,3 … 3,0 mm
Largeur de
boutonnière
P10.3
Tensiondefil
P 10.4 0...100 %
Tensiondefil
P 10.5 0...100 %
1,0...P4.3
Longueur de point du premier point zigzag
visible seulement si nombre de tours
zigzag = 2
Largeur de boutonnière pour le premier point
zigzag <_au maximum
Largeur de boutonnière P4.3.
Visible seulement, si nombre de tours au point
zigzag = 2
Tension de fil pour la lèvre aller
du premier point zigzag. Visible seulement, si
nombre de tours au point zigzag = 2
Paramètre se règle seulement, s’il existe une
tension de fil électrique.
Tension de fil pour la lèvre retour du
premier point zigzag. Visible seulement, si
nombre de tours au point zigzag = 2
Paramètre se règle seulement, s’il existe une
tension de fil électrique.
35
Page 36

Pour prendre des notes:
36
Page 37

7. Déroulement de couture
7.1 Déroulement de couture normal
Enclenchement de la machine à coudre automatique
–
Contrôler à l’unité de conditionnement, s’il y a une pression de
servicede6bar.
–
Enclencher l’interrupteur principal de la machine à coudre
automatique.
–
Le logiciel de la machine est chargé.
–
L’aiguille fait une passe de référence.
–
La cage d’aiguille fait une passe de référence et se lève.
–
La machine à coudre automatique est prête pour travailler.
Coudre
–
Mettre le matériel à coudre sous la cage d’aiguille levée.
–
0
1
2
0
R
Appuyer le premier degré de la pédale en avant. La cage d’aiguille
descend. Lâcher la pédale fait remonter la cage d’aiguille à
nouveau.
–
Appuyer le deuxième degré de la pédale en avant. Le processus
de couture est lancé.
–
Ensuite, la machine à coudre automatique passe en position de
référence et la cage d’aiguille se lève.
–
Le matériel à coudre peut être retiré.
1
7.2 Interruptions du processus de couture
7.2.1 Interruptions par l’opérateur
Interruption par l’opérateur
–
Appuyer la pédale en arrière.
La machine automatique s’arrête, l’aiguille se positionne en position
haute, la cage d’aiguille reste en bas.
Si le matériel à coudre doit être retiré:
–
Appuyer à nouveau la pédale en arrière, la machine à coudre
automatique passe en position de référence et la cage d’aiguille se
lève.
Si le processus de couture doit être continué
–
Appuyer le deuxième degré de la pédale en avant.
–
Si le volant à main est tourné pendant l’interruption, la poursuite de
la couture n’est plus
7.2.2 Remédier à une casse de fil
Contrôleur de fil
La casse du fil d’aiguille est détectée par le contrôleur de fil
électronique.
possible.
Casse de fil
–
Après la détection de la casse de fil par le contrôleur de fil
d’aiguille électronique, la machine à coudre automatique s’arrête.
La lame est déclenchée, l’aiguille se positionne en position haute,
la cage d’aiguille reste en bas et se déplace avec le matériel en
position de référence de la cage d’aiguille.
Le message “Casse de fil” est affiché.
–
Maintenant la machine automatique doit être déclenchée.
37
Page 38

–
On peut alors enfiler le fil de crochet et le fil d’aiguille ou les
vérifier.
–
Un autre procédé d’après un mode de casse de fil réglé d’avance
au niveau de technicien serait la méthode A, B ou C (voir mode de
casse de fil).
–
On peut aussi terminer le mode de casse de fil en actionnant la
touche ESC. La machine automatique fait une passe de référence,
la cage d’aiguille se lève et lâche le matériel à coudre.
Mode de casse de fil
Il y a trois possibilités de remédier à une casse de fil. La méthode du
moment doit avoir été réglée au préalable au niveau de technicien.
La méthode A:
La boutonnière doit être défaite et ensuite cousue à nouveau.
–
Après le nouvel enclenchement de la machine automatique la cage
d’aiguille monte et lâche le matériel à coudre.
La machine automatique est disponible pour un nouveau cycle de
couture.
La méthode B:
On coud une nouvelle fois tout autour de la boutonnière.
–
Après le nouvel enclenchement de la machine automatique la cage
d’aiguille reste en bas. Le matériel à coudre sous la cage d’aiguille
conserve sa position.
–
Appuyer le 2e degré de la pédale en avant. Le processus de
couture est lancé.
–
Après le processus de couture la machine automatique passe en
position de référence et la cage d’aiguille est levée.
–
Le matériel à coudre peut être retiré.
La machine automatique est disponible pour un nouveau cycle de
couture.
La méthode C:
On continue la couture de la boutonnière au-delà de l’endroit, où la
casse s’est produite.
–
Après le nouvel enclenchement de la machine automatique la cage
d’aiguille reste en bas. Le matériel à coudre se trouvant sous la
cage d’aiguille reste donc, où il est.
–
Appuyer le 2e degré de la pédale en avant. La cage d’aiguille se
rend avec le matériel à l’endroit, où la casse s’est produite.
–
Avec les touches à flèches ñ et ò on peut, pourtant sans coudre,
se déplacer à l’endroit où l’on peut poursuivre la couture.
–
Appuyer le 2e degré de la pédale en avant. Le processus de
couture est lancé.
–
Après le processus de couture la machine automatique passe en
position de référence et la cage d’aiguille est levée.
–
Le matériel à coudre peut être retiré.
La machine automatique est disponible pour un nouveau cycle de
couture.
Le nombre de points, non enregistré par le contrôleur de casse de fil,
tant qu’aucune panne ne soit survenue, est réglé au niveau de
technicien. Si le nombre de points correspond à “0" le contrôleur de
casse de fil est déclenché.
38
Page 39

8. Messages d’erreurs
Numéro Endroit de la
panne
1052 Moteur à coudre Surtension - Câble de moteur
1053 Moteur à coudre Surtension Tension du secteur
1055 Moteur à coudre Surcharge - Moteur à coudre
1056 Moteur à coudre Excès de
1058 Moteur à coudre Vitesse - Moteur à coudre
1059 Moteur à coudre Surveillance d’arrêt - Moteur à coudre
1120 Moteur à coudre Initialisation - Moteur à coudre
1205 Moteur à coudre Non au point mort
Description Cause Dépannage
- Moteur à coudre
- Contrôle
trop élevée
(bloqué/ à marche dure)
- Contrôle
- Moteur à coudre (dur)
température
haut
- Contrôle
- Commutateur de
référence
- Câble de moteur
- Commutateur de
référence
- Moteur à coudre
- Câble de moteur
- Commutateur de
référence
- Vérifier le câble de moteur
- Vérifier le moteur à coudre
- Vérifier le contrôle
- Vérifier la tension du secteur
- Vérifier le moteur à coudre
- Vérifier le contrôle
- Vérifier le moteur à coudre
- Vérifier le contrôle
- Vérifier le moteur à coudre
- Vérifier le moteur à coudre
- Vérifier le commutateur de
référence
- Vérifier le moteur à coudre
- Vérifier le câble de moteur
- Vérifier le commutateur de
référence
- Eteindre / allumer la machine
- Vérifier le moteur
- Vérifier le câble de moteur
- Vérifier le commutateur de
référence
1
1301 Moteur à coudre Passes de référence
Délai d’attente
1302 Moteur à coudre Erreur d’alimentation
en courant électrique
1310 Moteur à coudre Problème de
communication
1320 Moteur à coudre Défaut général du
moteur à coudre
2101 Moteur pas à pas
de l’axe des x
2152 Moteur pas à pas
de l’axe des x
2153 Moteur pas à pas
de l’axe des x
Passes de référence
Délai d’attente
Surtension - Moteur pas à pas
Surtension - Moteur pas à pas
- Commutateur de
référence
- Moteur à coudre
- Contrôle
- Moteur à coudre
- Câble de moteur
- Contrôle
- Moteur à coudre
- Câble de moteur
- Commutateur de
référence
- Moteur à coudre
- Câble de moteur
- Commutateur de
référence
- Commutateur de
référence
- Moteur pas à pas
- Contrôle
- Contrôle
- Contrôle
- Vérifier le commutateur de
référence
- Vérifier le moteur
- Vérifier le contrôle
- Vérifier le moteur
- Vérifier le câble de moteur
- Vérifier le contrôle
- Vérifier le moteur
- Vérifier le câble de moteur
- Vérifier le commutateur de
référence
- Vérifier le moteur
- Vérifier le câble de moteur
- Vérifier le commutateur de
référence
- Vérifier le commutateur de
référence
- Vérifier le moteur pas à pas
- Vérifier le contrôle
- Vérifier le moteur pas à pas
- Vérifier le contrôle
- Vérifier le moteur pas à pas
- Vérifier le contrôle
2155 Moteur pas à pas
de l’axe des x
2156 Moteur pas à pas
de l’axe des x
Surcharge - Moteur pas à pas
- Contrôle
Excès de température - Moteur pas à pas
- Contrôle
- Vérifier le moteur pas à pas
- Vérifier le contrôle
- Vérifier le moteur pas à pas
- Vérifier le contrôle
39
Page 40
Numéro Endroit de la
panne
Description Cause Dépannage
2158 Moteur pas à pas
de l’axe des x
2201 Moteur pas à pas
de l’axe des y
2252 Moteur pas à pas
de l’axe des y
2253 Moteur pas à pas
de l’axe des y
2255 Moteur pas à pas
de l’axe des y
2256 Moteur pas à pas
de l’axe des y
2258 Moteur pas à pas
de l’axe des y
2901 Moteur pas à pas
de l’axe des x et y
Vitesse - Moteur pas à pas
- Contrôle
Passes de référence
Délai d’attente
Surtension - Moteur pas à pas
Surtension - Moteur pas à pas
Surcharge - Moteur pas à pas
Excès de température - Moteur pas à pas
Vitesse - Moteur pas à pas
Passes de référence:
Délai d’attente
- Commutateur de
référence
- Moteur pas à pas
- Contrôle
- Contrôle
- Contrôle
- Contrôle
- Contrôle
- Contrôle
- Commutateur de
référence
- Moteur pas à pas
- Contrôle
- Vérifier le moteur pas à pas
- Vérifier le contrôle
- Vérifier le commutateur de
référence
- Vérifier le moteur pas à pas
- Vérifier le contrôle
- Vérifier le moteur pas à pas
- Vérifier le contrôle
- Vérifier le moteur pas à pas
- Vérifier le contrôle
- Vérifier le moteur pas à pas
- Vérifier le contrôle
- Vérifier le moteur pas à pas
- Vérifier le contrôle
- Vérifier le moteur pas à pas
- Vérifier le contrôle
- Vérifier tous les commutateurs
de référence des moteurs pas
àpas
- Vérifier le moteur pas à pas
- Vérifier le contrôle
3100 Machine Défaut de la tension
de contrôle
3101 Machine Défaut de puissance - Chute temporaire de
3102 Machine Défaut de tension au
circuit intermédiaire
du moteur à coudre
3103 Machine Défaut de tension au
circuit intermédiaire
du moteur pas à pas
3107 Machine Excès de température
DAC III (>80°)
3210 Machine Casse du fil d’aiguille
3215 Machine Compteur de fil de
crochet à zéro
4102 Maniement Valeurs limites non
respectées
4301 Dongle de
mémoire
Absent - Dongle de mémoire
- Chute temporaire de
la tension du secteur
la tension du secteur
- Chute temporaire de
la tension du secteur
- Contrôle
- Chute temporaire de
la tension du secteur
- Contrôle
Ouvertures d’aération
du contrôle bouchées
ou encrassées
par ex. longueur
d’incision plus grande
que longueur de la cage
d’aiguille
manque
- Dongle de mémoire
défectueux
- Vérifier la tension du
secteur
- Vérifier la tension du
secteur
- Vérifier la tension du
secteur
- Vérifier le contrôle
- Vérifier la tension du
secteur
- Vérifier le contrôle
Nettoyer les ouvertures
d’aération du contrôle
Enfiler le fil
Mettre une nouvelle canette
- Corriger la valeur
Enficher le dongle de
mémoire
4303 Dongle de
mémoire
40
Vide Dongle de mémoire ne
contient pas de données
Page 41

Numéro Endroit de la
panne
Description Cause Dépannage
4304 Dongle de
mémoire
4307 Dongle de
mémoire
5101 Gestion des
données de
contours
5104 Gestion des
données de
contours
5301 Gestion des
données de
contours
5303 Gestion des
données de
contours
5305 Gestion des
données de
contours
Type incorrect Dongle d’amorçage
enfiché
Mauvaise classe Dongle d’une classe
non correspondante
enfiché
EEPROM non
initialisé
Erreur de somme de
contrôle
EEPROM
Mémoire de données
pleine
Dépassement de
capacité de la
mémoire
Mémorisation non
admise
- Contrôle
- Contrôle ne contient
pas de programme
de machine
- Contrôle
Trop de points dans
le contour
Trop de points dans
le contour
Trop de points dans le
contour
Utiliser un dongle de
mémoire
- Enficher le bon dongle
- Formater le dongle
- Vérifier le contrôle
- Installer un programme de
machine
Machine exécute
automatiquement une remise
à zéro.
Informer support techn. DA
Diminuer le nombre de points
Informer support techn. DA
Diminuer le nombre de points
Informer support techn. DA
1
Diminuer le nombre de points
Informer support techn. DA
5306 Gestion des
données de
contours
5315 Gestion des
données de
contours
61516952
72517659
81518351
I²C/ Unité centrale
de traitement/
Manager de
mémoire
ASC/ SSC/ R S485 Perturbation Déclencher et enclencher la
IDMA/ Xilink/
Broches de test
Appel de données non
admis
Faute générale
Perturbation
Perturbation
(8151-8159:
inscription uniquement
dans la mémoire des
événements pas d’autre préjudice)
Effectuer un reset des
contours de boutonnières
Informer support techn. DA
Effectuer un reset des
contours de boutonnières
Informer support techn. DA
Déclencher et enclencher la
machine
Informer support techn. DA
machine
Informer support techn. DA
Déclencher et enclencher la
machine
Informer support techn. DA
41
Page 42

9. Entretien
9.1 Nettoyage et inspection
1
2
3
4
Contrôler et régler la pression d’air
–
La pression de service est de 6 bar.
–
Tourner la vis (1)pour modifier la pression
Réduire la pression: Tourner la vis (1) dans le sens
Augmenter la pression: Tourner la vis (1) dans le sens des
opposé des aiguilles d’une montre.
aiguilles d’une montre.
Travaux d’entretien
à effectuer
Tête de la machine
Poussière de couture, fils et
déchets de coupe.
Système pneumatique
Contrôler la pression d’air ou
régler
Contrôler le niveau d’eau au
régulateur de pression.
Nettoyer la cartouche filtrante.
Contrôler l’étanchéité du système.
Commentaires
Endroits exigeant des soins particuliers:
- Dessous de la plaque à aiguille
- cage d’aiguille
- sous le crochet
- boîte à canette
- dispositif de coupe-fil
Le niveau d’eau ne doit pas atteindre la cartouche
filtrante. (2).
Visser la vis de purge (4) et évacuer l’eau en soufflant.
La cartouche filtrante (2) sert à évacuer des particules
de crasse et le condensat. Couper la machine du
réseau de distribution d’air comprimé. Visser la vis de
purge (4). Le système de la machine doit être exempt
de pression. Dévisser le séparateur d’eau (3). Dévisser
la cartouche filtrante (2) et nettoyer la cuvette de filtre
encrassée et la cartouche filtrante en les lavant avec de
la benzine (les solvants s ont strictement interdits !),
ensuite les sécher en soufflant. Rassembler l’unité de
conditionnement et la raccorder.
Heures
d’exploitation
8
8
40
500
500
42
Page 43

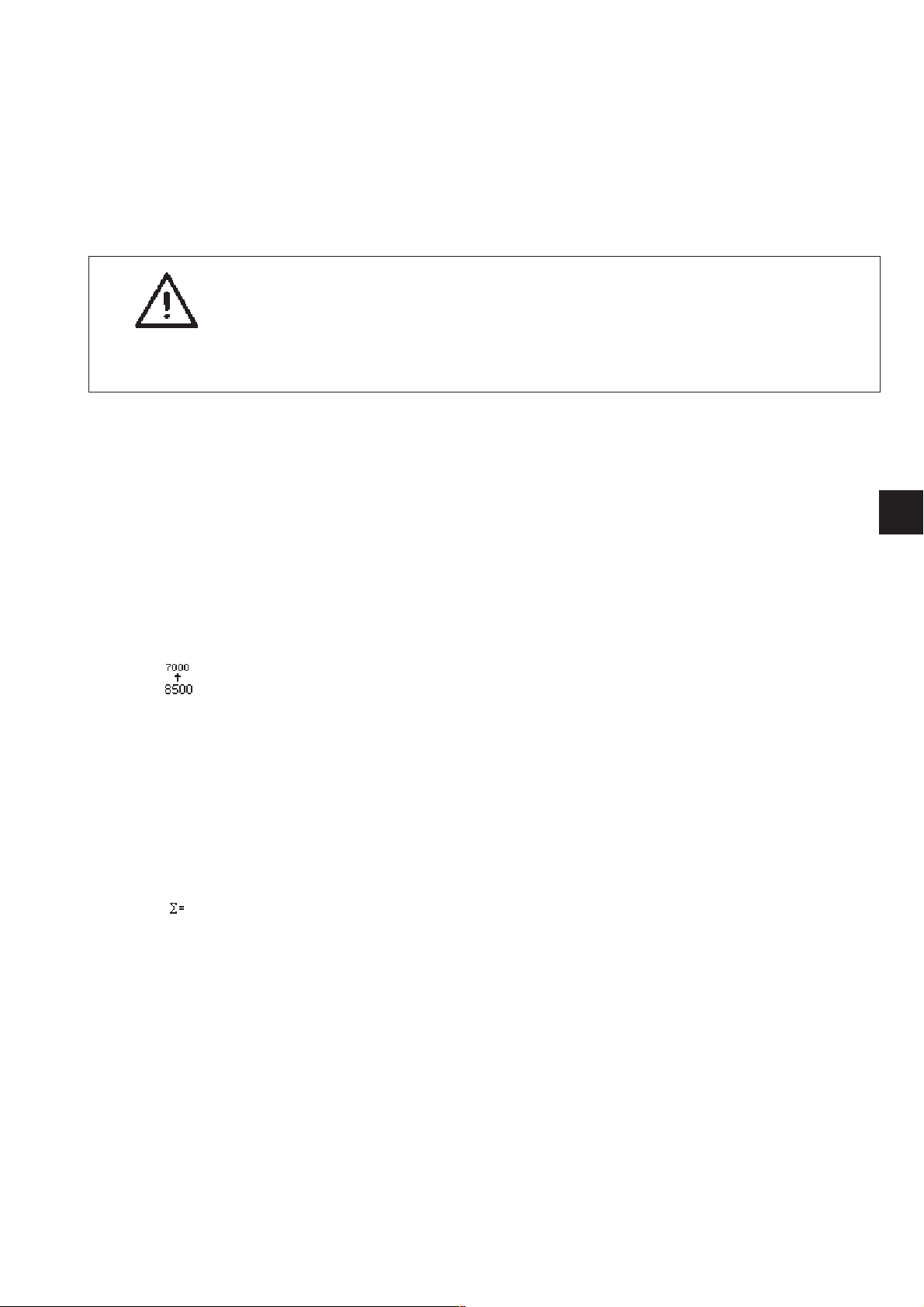
9.2 Lubrification
ATTENTION! RISQUE D’ACCIDENTS !
L’huile peur provoquer des irritations cutanées.
Il faut donc éviter qu’elle soit en contact avec la peau pour un certain
temps.
Laver les mains soigneusement après chaque contact.
ATTENTION !
La manutention et l’évacuation d’huiles minérales ont été
réglementées par la Législation.
Les huiles usées doivent être remises à un dépôt officiel.
Protéger l’environnement et faire attention à ne pas épancher d’huile.
Le niveau d’huile des deux réservoirs (1) et (2) doit être contrôlé
régulièrement. Le niveau d’huile ne doit pas descendre en dessous
des repères aux voyants!
Pour remettre d’huile dans les réservoirs il faut utiliser exclusivement
le lubrifiant DA-10 ou une huile de qualité identique avec la
spécification suivante:
–
Viscosité à 40° C: 10 mm
–
Point d’inflammation: 150° C
2
/s
1
Le lubrifiant DA-10 peut être achetée dans toutes les agences de la
société DÜRKOPP ADLER AG sous les numéros de références
suivants:
Petit bidon de 250 ml: 9047 000011
bidon de 1 litre: 9047 000012
bidon de 2 litres: 9047 000013
bidon de 5 litres: 9047 000014
Remettre d’huile dans les réservoirs
–
Le remplissage des réservoirs s’huile (1) et (2) doit se faire par le
trou dans chaque voyant.
–
Le niveau d’huile doit se trouver au dessus du repère MIN,
mais il ne doit jamais se trouver au dessus du repère MAX.
12
43
Page 44

Réservez à vos notes:
44
 Loading...
Loading...