


530
Machine automatique
pose-boutons à commande CNC
Instructions d’emploi
Instructions d’installation
Instructions de service
1
2
3
Postfach 17 03 51, D-33703 Bielefeld Potsdamer Straße 190, D-33719 Bielefeld
Telefon +49 (0) 5 21/ 9 25-00 Telefax+49(0)521/9252435 www.duerkopp-adler.com
Ausgabe / Edition: Änderungsindex Teile-Nr./Part.-No.:
06/2008 Rev. index: 01.0 Printed in Federal Republic of Germany 0791 530002
Recueils d’instructions
530
Sommaire
Instructions d'emploi
Instructions d'installation
Instructions de service
Schéma de montage
9890 510001 B
Tous droits réservés.
Propriété de la société Dürkopp Adler AG et protégé par la loi sur le droit d’auteur. Une copie ou
reproduction par quelque procédé que ce soit du contenu sans accord écrite de l’auteur est interdite.
Copyright ©
Dürkopp Adler AG - 2008

Preface des Instructions d’emploi
Ces ‘Instructions d’emploi’ doivent faciliter le maniement de la machine
ainsi qu’aider à profiter de toutes ses applications d’usage.
Les ‘Instructions d’emploi’ contiennent des informations importants
concernant un fonctionnement sûr, adéquat et économique de la
machine. Respectez-en les consignes afin d’éviter tout danger, de
réduire le coût des réparations et les temps d’arrêt et afin d’augmenter
la fiabilité et la longévité.
Les ‘Instructions d’emploi’ peuvent servir à compléter des mesures
nationales visant la prévention d’accidents ou la protection de
l’environnement.
Les ‘Instructions d’emploi’ doivent être disponibles à tout moment sur le
lieu d’emploi de la machine.
Elles doivent être lues et appliquées par toute personne autorisée à
assumer les fonctions suivantes:
– la mise en œuvre y compris l’approvisionnement, la réparation de
défauts techniques, l’eliminination des déchets de production
– l’entretien (inspection, révison régulière) et/ou le déplacement et le
transport de la machine.
La personne responsable du fonctionnement de la machine veillera à
ce qu’elle ne soit manipulée que par des personnes y ayant droit.
Le responsable est tenu à entreprendre avant chaque période de travail
un examen soigneux afin de dépister la moindre défection.
Des incidents touchant à la sécurité de la machine doivent être
communiqués immédiatement à la direction.
L’entreprise propriétaire de la machine veillera à ce qu’elle soit
maintenue toujours en parfait état.
Il est formellement interdit de démonter ou de mettre hors service les
installations de sécurité. Leur démontage éventuel pour cause de
réparation, entretien ou approvisionnement exige une remise en état
immédiate après la terminaison des travaux nécessaires.
Toute manipulation non autorisée dans le fonctionnement libère le
constructeur de ses responsabilités dans le cas de dommages.
Respectez toutes les indications de danger ou de sécurité, qui se
trouvent sur la machine. Les parties rayées jaune et noir indiquent des
zones de danger permanents: Risques de blessures de tous genres
(broyages, coupures, incisions, etc.)
A part les instructions mentionnées ici, respectez les mesures
générales de prévention d’accidents.
Normes de sécurité
L’inobservation des instructions de sécurité suivantes peut
résulter en blessures corporelles ou en dommages à la machine.
1. La mise en service de la machine ne doit être effectuée qu’après
avoir pris connaissance des instructions de service et que par des
personnes compétentes.
2. Avant la mise en marche, lire également les normes de sécurité et
instructions de service du fabricant du moteur.
3. N’utiliser la machine que pour les travaux auxquels elle est
destinée. Ne jamais utiliser la machine sans les dispositifs de
sécurité et toujours observer les normes de sécurité
correspondantes.
4. Avant le changement d’organes de couture (tels que l’aiguille, le
pied presseur, la plaque à aiguille, la griffe et la canette), avant
l’enfilage, avant de quitter la machine et avant les travaux
d’entretien, la machine est à mettre hors circuit à l’interrupteur
général ou par enlèvement de la fiche secteur.
5. Les travaux d’entretien général sont à confier à du personnel
compétent.
6. Les travaux de réparation, de transformation et d’entretien spécial
ne doivent être effectués que par des spécialistes ou des
personnes compétentes.
7. Pour les travaux d’entretien et de réparation sur le système
pneumatique, séparer la machine du réseau pneumatique
(max. 7-10 bar). Avant de déconnecter la machine, réduire la
pression de l’unité de maintenance. Les seules exceptions admises
sont les réglages et contrôles par du personnel compétent.
8. Les travaux sur les équipements électriques sont à confier à un
électricien ou à du personnel qualifié.
9. Les travaux sur les pièces ou dipositifs sous tension ne sont pas
admis, sauf les exceptions selon les normes DIN VDE 0105.
10. La machine ne peut être modifiée ou transformée qu’en respectant
les normes de sécurité correspondantes.
11. En cas de réparations, n’utiliser que des pièces de rechange
agrées par nous.
12. La mise en service de la tête est interdite tant que la conformité de
l’unité de couture complète avec les dispositions de la CE n’a pas
été constatée.
13. Le cordon d’alimentation doit être muni d’une fiche secteur
homologuée pour le pays dans lequel il est utilisé. Pour cela faire
appel à un personnel qualifié (voir paragraphe n°8).
Il est absolutement nécessaire de respecter les instructions
de sécurité marquées par ces signes.
Danger de blessures corporelles !
Veuillez noter également les instructions de sécurité générales.
Table des matières Page:
Préface et consignes générales de sécurité
Première partie: Instructions d’emploi pour la classe 530
1. Description du produit .......................................... 5
2. Utilisation conforme à sa destination ................................ 6
3. Sous-classes ................................................ 6
4. Equipements optionnels......................................... 7
5. Bâti ...................................................... 7
6. Spécifications techniques
6.1 Spécifications techniques des sous-classes .............................. 8
7. Utilisation
7.1 Enfilerlefild’aiguille............................................ 9
7.2 Régler la tension du fil d’aiguille ..................................... 10
7.3 Ouvrirlatensiondefil........................................... 10
7.4 Réglage du régulateur de fil ........................................ 11
7.5 Bobinerlefildecrochet.......................................... 12
7.6 Changer la canette de fil de crochet................................... 13
7.7 Réglerlatensiondufildecrochet.................................... 14
7.8 Changer l’aiguille .............................................. 15
7.9 Générateur de tiges ............................................ 16
7.10 Ajuster les pieds de grappin de la pince à boutons .......................... 17
8. Utilisation de l’unité de contrôle de la 530
8.1 Leterminaldecontrôle........................................... 18
8.1.1 Terminal de commande .......................................... 18
8.1.2 Lestouches ................................................. 19
8.2 Interface utilisateur ............................................. 20
8.2.1 Structure des menus ............................................ 20
8.3 Modifier les valeurs numériques, les valeurs de paramètres et les alternatives
desélection................................................. 21
8.3.1 Modifier les valeurs numériques ..................................... 21
8.3.2 Sélectiond’unparamètre......................................... 22
8.3.3 Sélectiond’alternatives.......................................... 22
8.4 Schémadecouture............................................. 23
8.5 Menuprincipal................................................ 24
1

Table des matières Page:
8.5.1 Servicedeschémasdecouture..................................... 24
8.5.2 Modedeprogrammation.......................................... 29
8.5.3 Séquence de schémas de couture (séquences)............................ 31
8.5.3.1. Activer ou désactiver le service de séquences de schémas de couture
(Service de séquences) .......................................... 31
8.5.3.2 Mode de programmation de séquences ................................ 34
8.5.4 Mode TECHNICIEN ............................................. 35
8.5.4.1 Configurationsdelamachine....................................... 38
8.5.4.2 Configuration utilisateur .......................................... 45
8.5.4.3 Fonctionsdeservice............................................ 49
8.5.4.4 Contourslibres ............................................... 63
8.5.4.5 Dongle-mémoire............................................... 71
8.6 Messages d’erreur ............................................. 78
8.6.1 Catégories d’erreurs ............................................ 78
8.6.2 Messages d’application .......................................... 79
8.6.3 Erreursdemachine............................................. 81
9. Coudre .................................................... 86
10. Entretien
10.1 Nettoyageetessais............................................. 87
10.2 Lubrification ................................................. 88
11. Schémas de couture standard ..................................... 89
12. Pieds de grappin de la pince à bouton ............................... 92
13. Numérotation de titres de menu .................................... 93
1. Description du produit
La machine Dürkopp Adler 530 est une machine automatique
pose-boutons à double point de chaînette et à commande CNC. La
largeur, la longueur et le nombre de révolutions par minute vitesse des
modèles de boutons peuvent être modifiés et mis en mémoire dans
leur forme modifiée. Il est également possible d’entrer des schémas de
couture “libres” (programmation). La machine automatique
pose-boutons est munie d’un système de levage de pied presseur
automatique, d’un dispositif coupe-bords, d’un écarteur de fil et d’un
moteur DC intégré à entraînement direct.
Caractéristiques techniques
–
Le contrôle est assuré par le contrôle DAC III, représentant en
combinaison avec le terminal de commande BF2B l’interface avec
l’opérateur.
–
L’entraînement de la matière à coudre ou de la pince à boutons se
fait par deux moteurs pas à pas.
–
Le graissage par mèches d’huile est centralisé pour pouvoir
desservir la tête de la machine et le crochet, et il y a deux
réservoirs d’huile qui sont alimentés tous les deux depuis un seul
au-dessus. Il n’y a donc qu’un seul poste de ravitaillement.
–
On dispose d’un maximum de 50 modèles standard de boutons.
Ces modèles standard peuvent se modifier temporairement
(modification de la longueur totale, de la largeur totale et du
nombre de révolutions par minute). Si la machine est coupée du
secteur, les valeurs modifiées du modèle utilisé en dernier sont
sauvegardées pour un nouvel enclenchement de la machine.
–
Il est possible de mémoriser en plus 40 schémas standard de
bouton modifiés.
–
A part cela, on dispose d’un maximum de neuf contours de couture
libres avec un total de 5000 points gérés dynamiquement ce qui
permet de c oudre par exemple des schémas de bouton libres.
L’entrée des coordonnées des contours de couture libres se fait au
terminal de commande. Il ne faut pas d’autres appareils ou
dispositifs pour cela.
–
On peut créer et mémoriser 25 programmes de séquences de
schémas de couture ayant chacun jusqu’à 20 schémas de couture.
–
La précision de l’entrée des coordonnées est de 0,1 mm.
–
Certains programmes de boutons et/ ou programmes de
séquences de schémas de couture spécifiques peuvent être munis
d’un bit de blocage pour empêcher une utilisation ou une
modification non autorisées depuis le niveau TECHNICIEN.
–
Il est possible de réaliser une coupe intermédiaire sans devoir
lever la pince à bouton, évitant ainsi de produire une sorte de “fil
de liaison”.
–
Il existe un compteur de fil de crochet et un compteur d’unités
journalier.
–
L’arbre du bras de la machine automatique pose-boutons est
entraîné en direct par un moteur à courant continu sans brosses.
–
Le matériel à coudre est entraîné par deux moteurs pas à pas.
–
On peut réaliser des vitesses allant de 0 min
tout en gardant la fonction non restreinte de l’entraînement des
axes des x et y) jusqu’à 2700 min
–
Les travaux de service et de maintenance obtiennent une
assistance par des programmes de test assez importants
permettant de vérifier les différentes fonctions individuellement.
-1
en pas de 100 min-1.
-1
(en service manuel
1
5

2. Utilisation de la machine conforme à sa destination
La classe 530 représente une machine à coudre automatique
pose-boutons qui selon sa destination peut servir à coudre un matériel
allant du léger au moyen. Un tel matériel consiste en général en fibres
textiles ou il s’agit du cuir. Il sert d’habitude dans l’industrie
d’habillement, la fabrication de meubles capitonnés et de sièges
rembourrés pour automobiles.
En plus, cette machine à coudre automatique pose-boutons permet de
réaliser le cas échéant les soi-disant coutures techniques. Mais dans
ce cas, l’utilisateur est toujours obligé à évaluer les risques encourus
(DÜRKOPP ADLER veut bien l’y assister et lui donner des conseils).
Il est vrai que d’un côté ces applications sont relativement rares, mais
d’un autre côté leur gamme de variétés est immense. En fonction des
résultats de cette évaluation l’utilisateur doit p rendre les mesures de
sécurité appropriées.
En général, seulement un matériel à coudre sec doit être travaillé par
cette machine automatique pose-boutons. Ce matériel ne doit pas
dépasser une épaisseur de 9 mm, lorsqu’il est comprimé par les pieds
presseurs abaissés. Ce matériel à coudre ne doit pas contenir de
constituants durs. N’utiliser la machine à coudre automatique
pose-boutons qu’avec l’écran de protection des yeux monté.
La couture se réalise en général avec des fils à coudre en fibres
textiles ou synthétiques (fils en coton, fils synthétiques ou fils retors
guipés) avec les spécifications suivantes:
Classe 530-211 grosseurs de fil 50/3 - 120/3
L’utilisateur qui veut utiliser d’autres grosseurs de fil doit au préalable
évaluer les risques qu’il encourt éventuellement et prévoir les mesures
de sécurité appropriées.
Cette machine automatique pose-boutons ne doit être installée et
exploitée que dans les locaux secs et bien entretenus. Si elle est
utilisée dans les locaux qui ne sont ni secs ni bien entretenus, d’autres
mesures plus étendues pourraient alors s’imposer, dont il faudrait alors
convenir selon le cas (voir EN 60204-31:1999).
En tant que fabricant de machines à coudre industrielles, nous
supposons que le personnel qui va travailler avec nos produits soit au
moins semi-qualifié ou spécialisé ce qui nous permet de supposer que
le maniement normal de ce matériel et les dangers susceptibles d’en
résulter lui soient familiers.
3. Sous-classes
Classe 530-211 Machine automatique pose-boutons à double point de chaînette à une
aiguille, avec dispositif coupe-fil et écarteur de fil.
Munie d’une pince à boutons spéciale pour les travaux de
pose-bouton pour vêtements et lingerie. En version standard cette
pince à boutons possède un insert de pince adapté aux dimensions
des boutons de Æ 10 à Æ 20 mm, permettant de poser les boutons
d’une épaisseur normale.
6

4. Equipements optionnels
On peut acquérir les équipements en options suivants pour la machine
automatique pose-boutons:
N° de commande Equipements optionnels
9822 51 002 6 Lampe de couture
9822 51 002 7 Pincedefixation
9870 00 102 1 Fil conducteur (jeu de pièces pour connecter la lampe de couture)
0510 59 004 4 Marquage au laser (3 lumières)
0510 59 003 4 Lumière complémentaire au laser
0510 59 005 4 Bouton-poussoir
0531 36 074 4 Pince-bouton pour bouton à queue
D’autres équipements optionnels peuvent être demandé à notre centre d’application
(Applikationszentrum APC). Adresser votre e-mail à: marketing@duerkopp-adler.com
1
5. Bâti
Le bâti suivant peut être livré pour la machine automatique
pose-boutons:
MG55 40 029 4 Package bâti
Dimension du dessus detable 600 x 1060 mm
Hauteur du bâti de 1160 à 1305 mm
6. Spécifications techniques
Bruit: Lc = 78 dB (A)
Valeur d’émission de bruit par rapport au poste de travail selon
DIN 45635-48-A-1-KL-2
Vitesse: 2.700 min
Matériel à coudre: G1 DIN 23328 doublé
-1
7
6.1 Spécifications techniques des sous-classes
Sous-classe: 211
Type de point de couture: 301
Type de crochet: Crochet oscillant
Système d’aiguille: DP x 17 (135 x 17)
Grosseur : [Nm] 80 - 110
Grosseur d’aiguille [Nm] 90
de série:
Grosseur de fil: 50/3 - 120/3
Longueur de point: [mm] dépendant du schéma de couture
Vitesse maximale [min-1] 2700
Course de pince à bouton [mm] 9
au moment de la livraison
maximum 13
Dim. du champ de [mm]
couture max. dans le sens
de l’axe des x: dépendant de la pince
dans le sens de l’axe des y:
Nombre d’arrêts standard 50
Nombre d’arrêts
mémorisables et modifiables 40
Nombre de programmes de
séquences de schémas
de couture 25
Nombre de schémas de
couture par programmes
de séquences de schémas
de couture 20
Démarrage doux: peut être activé / désactivé
Entraînement: Moteur DC
Tension nominale: [V] 1 ~ 230V/ 50/60 Hz
Tension nominale: [kW] 0,45
8
7. Utilisation
7.1 Enfiler le fil d’aiguille
ATTENTION ! RISQUE D’ACCIDENT !
Fermer l’interrupteur principal !
Enfiler le fil d’aiguille seulement, lorsque la machine automatique
pose-boutons est coupée du secteur.
–
Mettre les bobines de fil sur le porte-bobines et amener le fil
d’aiguille et le fil de crochet par le bras de débobinage.
Le bras de débobinage doit se trouver en position verticale
au-dessus des bobines.
–
Enfiler le fil d’aiguille comme indiqué sur la photo ci-dessous.
1
9
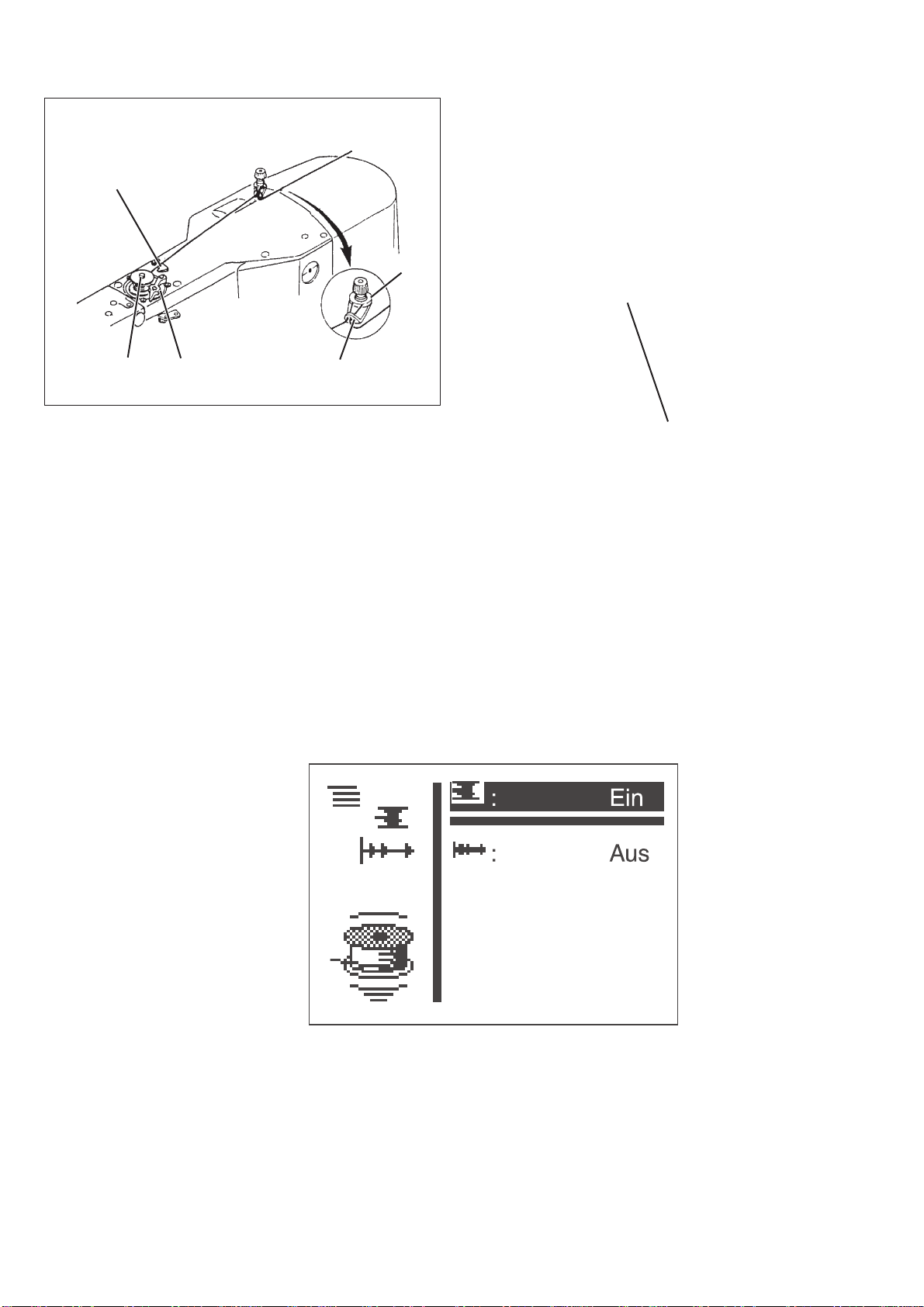
7.2 Réglage de la tension de fil d’aiguille
321
Prétension (3)
Lorsque la tension principale (2) est ouverte, il faut qu’il y ait une faible
tension résiduelle du fil d’aiguille. Cette tension résiduelle est générée
par la prétension (3).
La prétension (3) influe en même temps sur la longueur du bout de fil
d’aiguille coupé (soit le fil de lancement pour la couture suivante).
–
Raccourcir le fil de lancement:
Tourner la vis moletée (1) dans le sens des aiguilles d’une montre.
–
Rallonger le fil de lancement:
Tourner la vis moletée (1) dans le sens opposé des aiguilles d’une
montre.
Tension principale (2)
Il faut régler la tension principale (2) aussi faible que possible.
L’entrelacement des fils doit se faire au milieu du matériel à coudre.
Les tensions de fil trop serrées peuvent faire qu’un matériel léger se
froisse et que le fil casse.
–
Ajuster la tension principale (2) de façon à obtenir un schéma de
points régulier.
Augmenter la tension = Tourner la vis moletée dans le sens des
aiguilles d’une montre.
Diminuer la tension = Tourner la vis moletée dans le sens
7.3 Ouvrir la tension de fil d’aiguille
Automatique
La tension de fil d’aiguille est ouverte automatiquement, lorsque le fil
est coupé et que les pieds presseurs de la pince sont levés.
10
opposé des aiguilles d’une montre.
7.4 Réglage du régulateur de fil
1
32 1
ATTENTION ! RISQUE D’ACCIDENT !
Fermer l’interrupteur principal.
Régler le régulateur de fil seulement, lorsque la machine automatique
pose-boutons est coupée du secteur.
Le régulateur de fil (3) permet de régler la quantité exacte de fil
nécessaire à la formation des points.
Seulement un régulateur ajusté précisément garantira un résultat de
couture optimal.
Si le régulateur de fil est ajusté correctement, la boucle du fil de
crochet devra glisser avec une faible tension sur la partie la plus
épaisse du crochet.
–
Desserrer la vis (1).
–
Modifier la position du régulateur de fil (3).
Pousser le régulateur de fil à gauche = La quantité de fil d’aiguille
augmente.
Pousser le régulateur de fil à droite = La quantité de fil d’aiguille
diminue.
–
Resserrer la vis (1).
Remarque à propos du réglage:
Au moment où la plus grande quantité de fil est nécessitée, la boucle
du fil d’aiguille glisse sur le diamètre maxi du crochet. C’est
maintenant que le ressort-tendeur de fil (2) doit être tiré pour environ
0,5 mm de sa position finale en haut vers le bas.
11
7.5 Bobiner le fil de crochet
5
1
4
3
2
6
–
Mettre la canette sur le dévidoir (4).
–
Tirer le fil par le guide-fil (2) et autour du bloc de tension (1).
–
Enrouler le fil cinq fois autour du noyau de dévidoir contre le sens
des aiguilles d’une montre.
–
Pousser le levier de dévidoir (3) dans la canette.
–
Coudre
Le levier de dévidoir terminera le processus dès que la canette
sera remplie.
–
Après le bobinage, arracher le fil au serre-fil (5).
Remarque !
Si le bobinage doit se faire sans faire une couture en même temps,
le sous-menu “Fonctions particulières” (6) permet de changer le mode
de bobinage de fil.
12
Le mode de bobinage de fil étant activé, on peut, avec la pédale ou le
bouton-poussoir, démarrer le moteur à coudre indépendamment de
l’entraînement du champ de couture (pour cela défiler le fil au levier de
dévidoir).
Pour le réglage, consulter le chapitre 8.5.1 “Mode de bobinage de fil”.
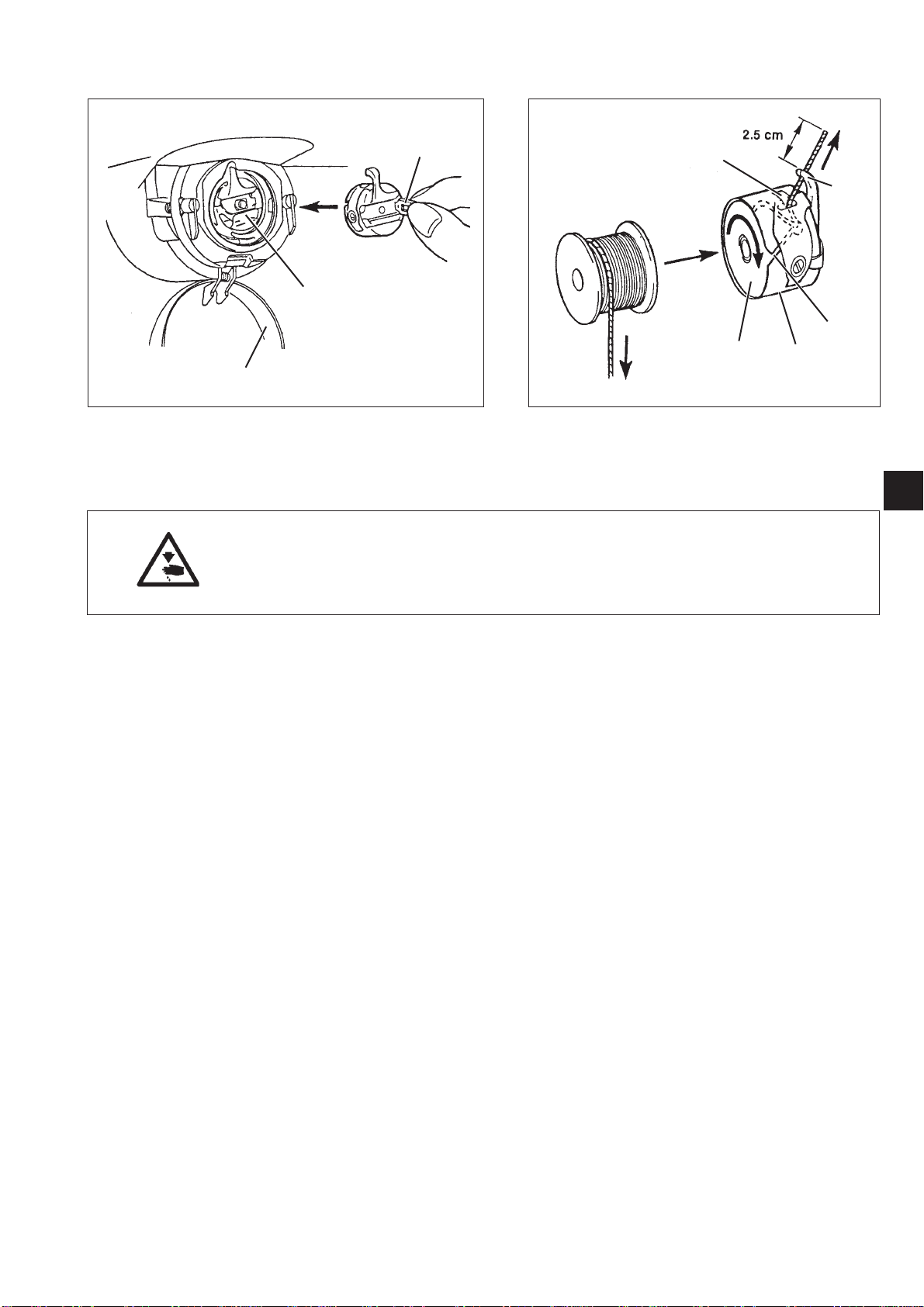
7.6 Changer la canette du fil de crochet
1
7
4
2
5
6
2
3
1
ATTENTION ! RISQUE D’ACCIDENT !
Fermer l’interrupteur principal.
Changer la canette du fil de crochet seulement, lorsque la machine
automatique pose-boutons est coupée du secteur.
Sortir la canette vide.
–
Tirer le couvre-crochet (3) en bas.
–
Soulever le loquet de boîte à canette (1).
–
Sortir la boîte à canette (2) avec la canette (6).
–
Sortir la canette vide de la boîte à canette (2).
Mettre la canette pleine
–
Mettre la canette pleine dans la boîte à canette (2).
–
Faire passer le fil de crochet par la fente (5) sous le ressort de
tension (7) pour l’enfiler dans le trou (4).
–
Tirer environ 2,5 cm de fil de crochet de la boîte à canette (2).
En tirant sur le fil, la canette doit tourner dans le sens de la flèche.
–
Remettre la canette dans la boîte à canette (2).
–
Refermer le loquet de boîte à canette (1).
13
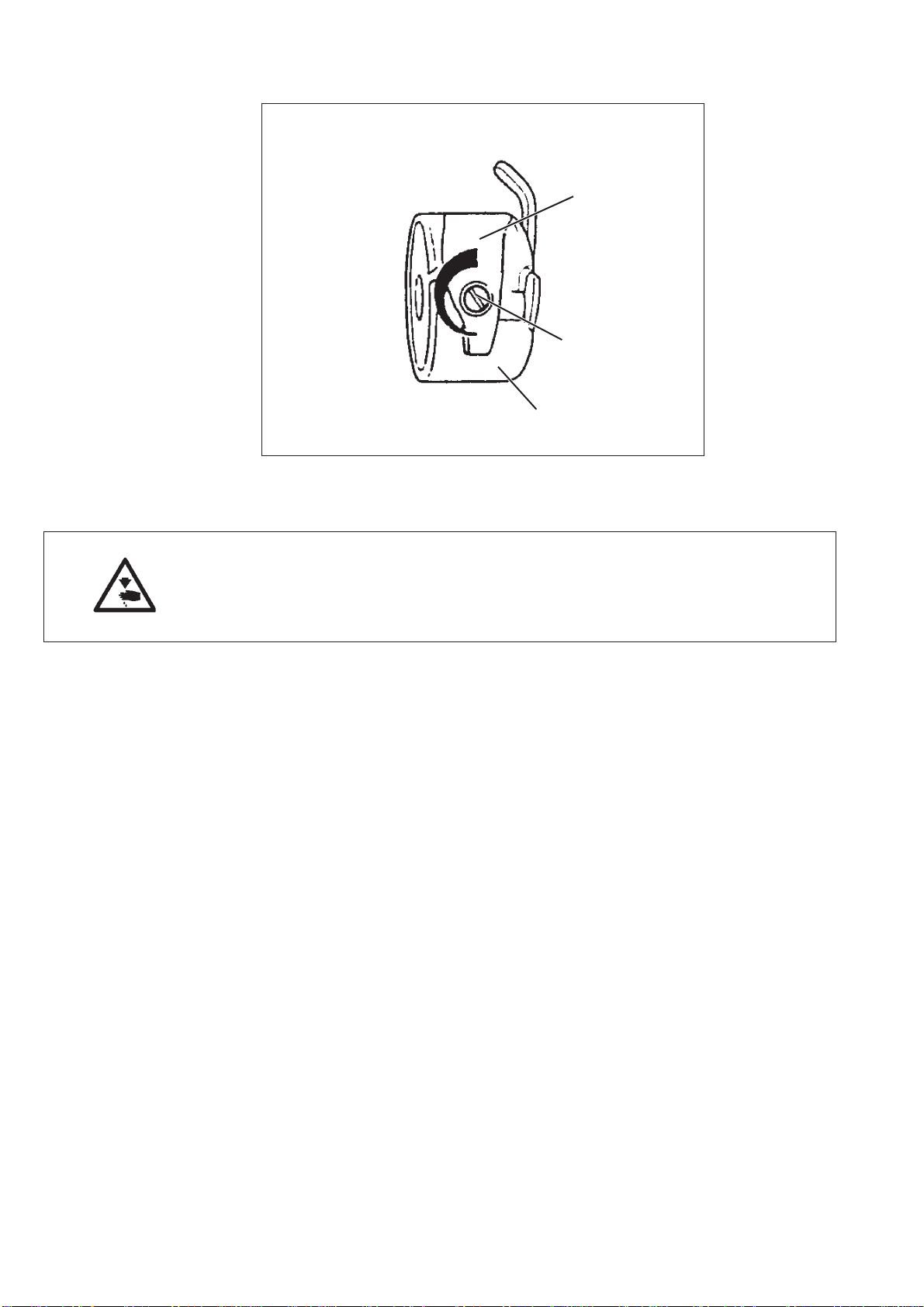
7.7 Régler la tension du fil de crochet
1
2
3
ATTENTION ! RISQUE D’ACCIDENT !
Fermer l’interrupteur principal.
Régler la tension du fil de crochet seulement, lorsque la machine
automatique pose-boutons est coupée du secteur.
La tension du fil de crochet nécessaire doit être générée par le ressort
de tension (1). La boîte à canette (3) doit descendre lentement par son
propre poids, lorsqu’on la tient suspendue au fil de crochet enfilé.
Ajuster le ressort de tension
–
Sortir la boîte à canette (3) avec la canette.
–
Tourner la vis d’ajustage (2) du ressort de tension (1) jusqu’à
l’atteinte de la tension nécessaire.
–
Remettre la boîte à canette.
14

7.8 Changer l’aiguille
2
21
ATTENTION ! RISQUE D’ACCIDENT !
Fermer l’interrupteur principal.
Changer l’aiguille seulement, lorsque la machine automatique
pose-boutons est coupée du secteur.
–
Desserrer la vis (1).
–
Introduire l’aiguille neuve à fond dans le trou de la barre à aiguille (2).
ATTENTION !
Il faut orienter la gorge (3) de l’aiguille sur le crochet.
–
Resserrer la vis (1).
ATTENTION !
Au cas où on utilise une autre grosseur d’aiguille, il faut corriger
l’écart entre le crochet et l’aiguille (voir Instructions de service).
3
1
1
15
7.9 Générateur de tiges
1
La pince à bouton de la machine automatique pose-boutons est
équipée avec un générateur de tiges (1).
Rentrer ou sortir le générateur de tiges en pivotant.
–
La pince à boutons en position levée, rentrer ou sortir à la main en
pivotant le levier pivotant (2) avec le générateur de tiges.
Ajuster la longueur de la tige
–
Tourner le bouton de réglage (3) en conséquence.
Bouton tourné à droite, la tige devient plus courte; tourné à
gauche, la tige devient plus longue.
31 2
16
7.10 Ajuster les pieds de grappin de la pince à boutons
21
ATTENTION ! RISQUE D’ACCIDENT !
Ajuster la pince à boutons seulement, lorsque la machine
automatique pose-bouton est enclenchée et après avoir pris un
maximum de mesures de précaution.
Le bouton doit se faire pousser aussi facilement que possible entre les
pieds de grappin de la pince à boutons et y être aligné.
Mais le bouton doit être tenu sûrement pour qu’il ne puisse pas faire un
mouvement angulaire au moment de la pose du matériel à coudre.
La butée (3) règle la largeur d’ouverture des pieds de grappin.
–
Enclencher la machine automatique pose-boutons.
La pince à bouton se lève.
–
Mettre le bouton à poser entre les pieds de grappin (1) et (2).
–
Desserrer la vis moletée (5).
–
Rapprocher la butée (3) de la vis (4).
–
Resserrer la vis moletée (5).
–
Vérifier, si le bouton se laisse mettre et aligner facilement.
543
1
17
8. Utilisation de l’unité de contrôle de la 530
8.1 Le terminal de contrôle
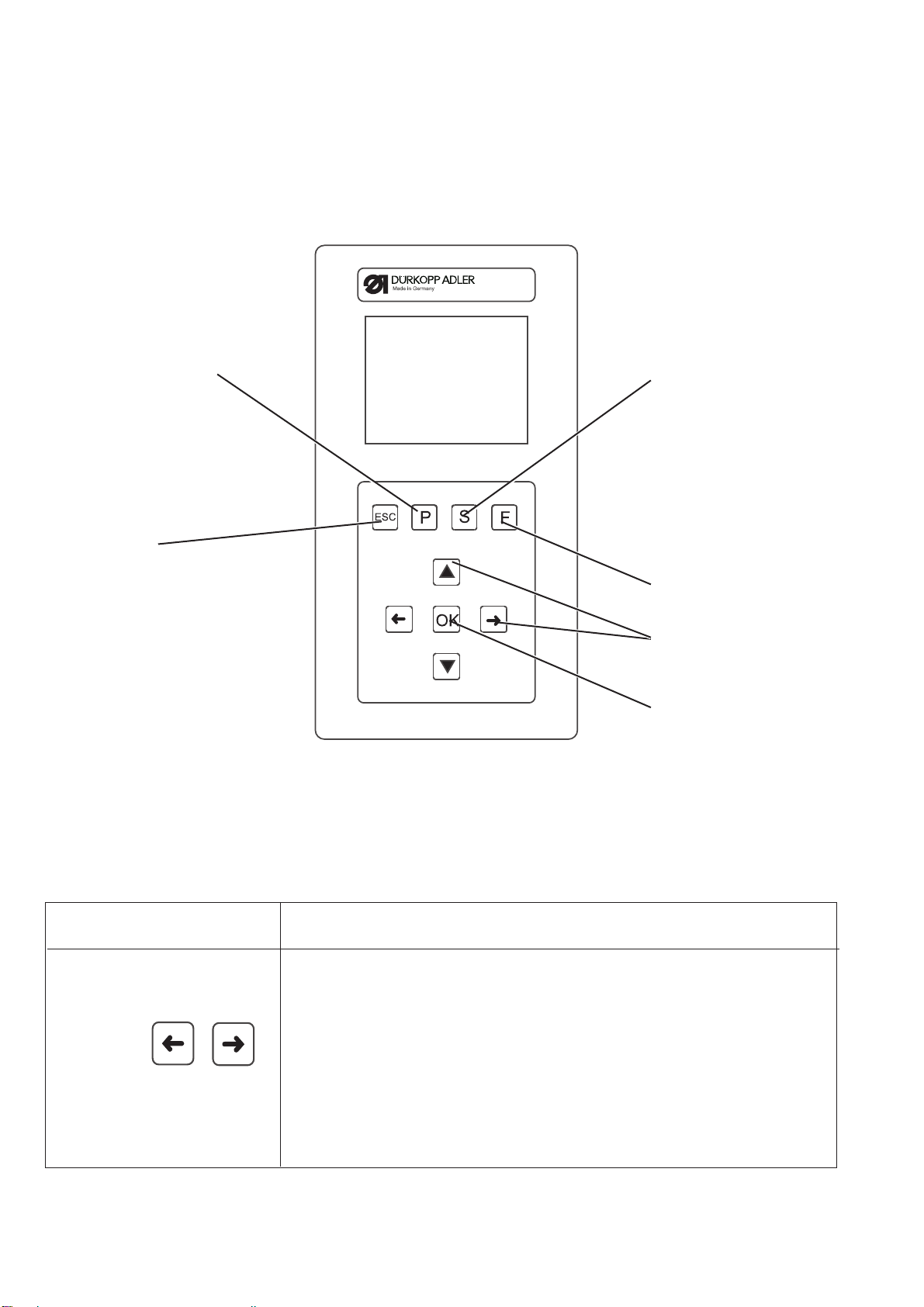
8.1.1 Terminal de commande
Pour l’entrée et la sortie de données on utilise un terminal de
commande avec un display LCD et des touches de fonction.
T oucheP: T oucheS:
Mode de programmation Mode de programmation
de séquences
T oucheESC T oucheF
Mode TECHNICIEN
T ouchesde curseur
T oucheOK
8.1.3 Les touches
Touche de fonction Fonction
Touches de curseur
18
Si aucun champ d’entrée n’est activé:
Passer du sous-menu au menu supérieur avec la touche “ï”.
Si un champ d’entrée est activé:
Passer d’un chiffre à un autre (non pas lors de la sélection des
schémas de couture ou des séquences)
En mode de couture au régime de séquences:
Passer vers le schéma de couture suivant ou précédent.
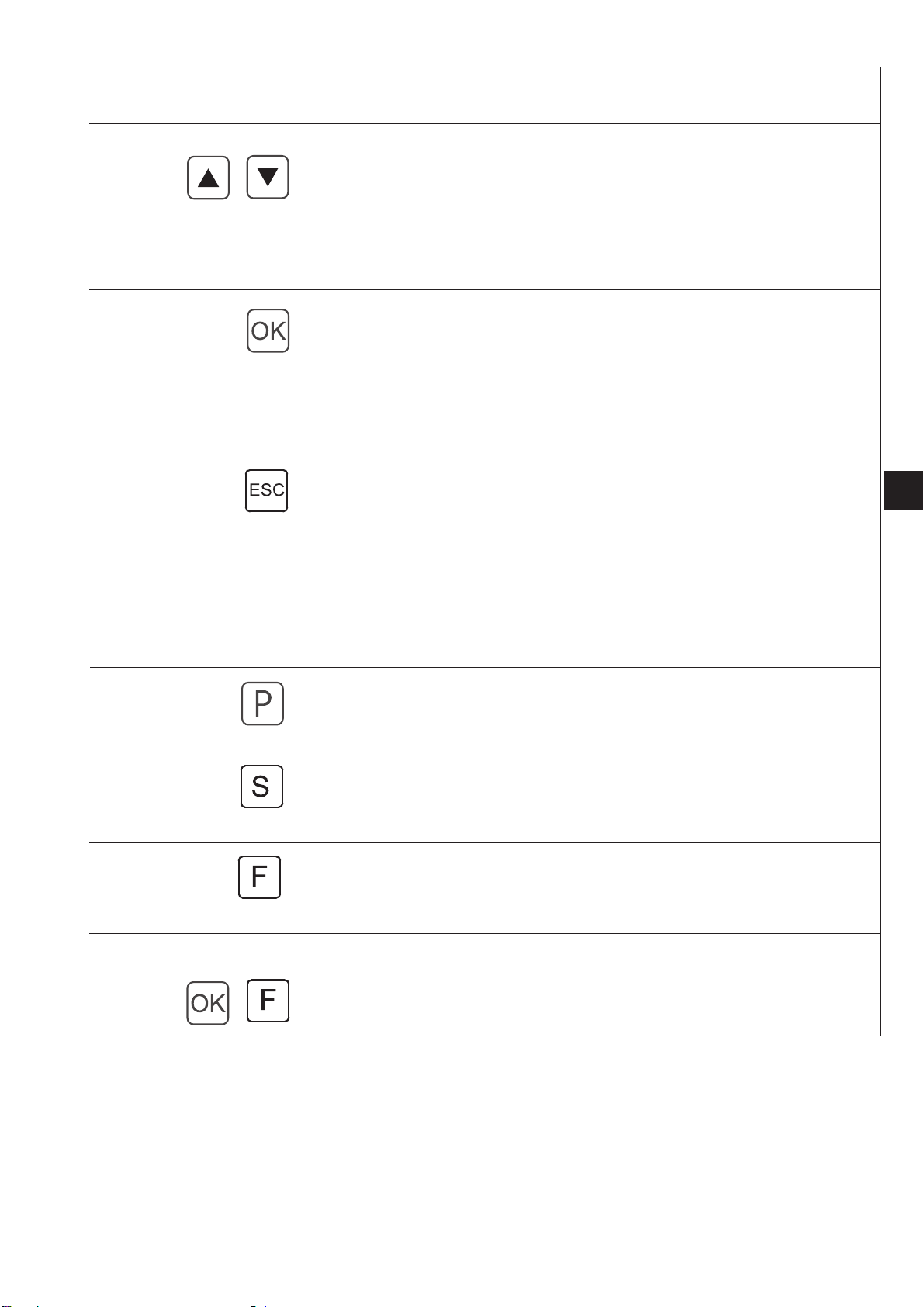
Touche de fonction Fonction
Si aucun champ d’entrée n’est activé:
Passer d’une ligne à une autre à l’intérieur d’un menu.
La ligne sélectionnée est affichée en négatif.
Si un champ d’entrée est activé:
Incrémenter ou diminuer la valeur du chiffre en question d’un point ou
encore, pour les fonctions offrant plusieurs possibilités, changer entre
les paramètres.
Touche OK Si aucun champ d’entrée n’est activé:
Activer le champ d’entrée.
La valeur peut être modifiée avec les touches “ñ”et“ò”.
Si un champ d’entrée est activé:
La valeur inscrite sera prise en charge.
Si le pied de grappin a été abaissé en pressant les touches OK + F:
Le test sera lancé.
Touche ESC Les fonctions de test étant activés (multitest / disque 180°):
Retour au menu de sélection.
Si un champ d’entrée est activé:
Une entrée est interrompue.
La valeur précédente est sauvegardée.
Au niveau TECHNICIEN et PROGRAMMATION
Le contrôle passe au mode de couture.
Au mode de couture
Lever le pied de grappin de la pince et arrêter le processus de couture.
Touche P Le contrôle change du mode de couture au mode de programmation.
Dans ce mode il est possible de mémoriser les schémas de points
modifiés sous un nouveau numéro de programme.
Touche S Le contrôle passe du mode de couture ou du mode de programmation
de schémas de couture au mode de programmation de séquences.
Dans ce mode on peut créer de nouvelles séquences ou modifier les
séquences existantes.
Touche F Le contrôle passe du mode de couture au mode de technicien.
Ce mode ne peut être activé qu’après l’entrée d’un code. Dans cet
état de fonctionnement on peut régler des paramètres de base de la
machine et appeler des programmes de diagnostic et de réglage.
1
Touches OK avec F Lancent le mode de test* pour le déroulement du processus de
couture. Le pied de grappin de la pince à bouton est abaissé.
*) Mode de test = Parcourir à vitesse réduite et sans coudre, le contour d’un schéma de couture.
19
8.2 Interface utilisateur
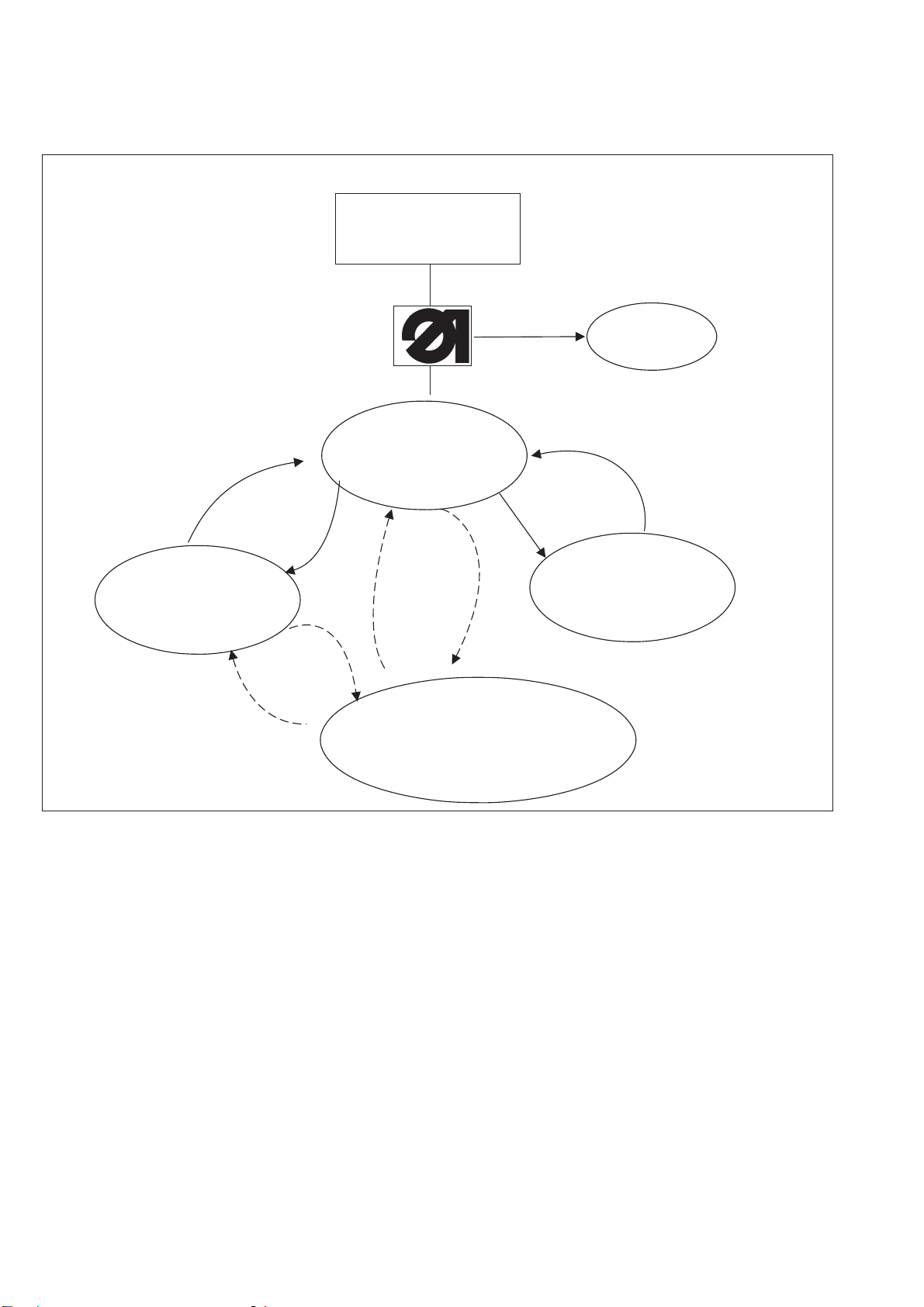
8.2.1 Structure des menus
Touche ESC Touche F
Allumer
l’interrupteur principal
Touche F
Menu de
service
Code 1
Mode de couture
Touche P Code 1
Touche
ESC
Mode de programmation Mode technicien
Touche S
Touche S
Touche P
Mode de programmation de séquences
Appeler le menu de service
–
Appuyer sur la touche de fonction F et la maintenir appuyée.
–
Allumer l’interrupteur principal.
Le contrôle sera initialisé.
Après un petit moment la fenêtre pour entrer le code numérique
sera affichée.
–
Entrer le code numérique (Code 1, cf. le chapitre 8.5.4).
L’affichage passe au menu de service (voir chapitre 8.5.4.3)
20

Appeler le mode technicien
–
Allumer l’interrupteur principal.
Le contrôle sera initialisé.
Le menu de mode de couture sera affiché.
–
Appuyer sur la touche “ F ”.
–
Entrer le code 1 (voir le chapitre 8.5.4).
–
Appuyer sur la touche “ OK” .
L’affichage passe au mode technicien.
8.3 Modifier les valeurs numériques, les valeurs de paramètres et les alternatives de
sélection
8.3.1 Modifier les valeurs numériques
1
–
Activer la ligne désirée avec les touches “ñ”ou“ò”.
–
Appuyer sur la touche “OK”.
La valeur numérique désirée est marquée par le clignotement du
curseur.
–
Avec les touches “ï”ou“ð“passerd’unchiffreàunautre.
Avec les touches ”ñ“ou”ò “ incrémenter ou décrémenter la valeur
du chiffre sélectionné de 1.
–
Appuyer sur la touche “OK ”.
La valeur réglée maintenant est prise en charge.
ou
–
Appuyer sur la touche “ESC”.
La valeur précédente est sauvegardée.
Remarque
Il n’est possible d’attribuer que des valeurs qui se situent entre les
valeurs maximales et minimales permises.
21

8.3.2 Sélection d’un paramètre
Il y a certains paramètres où des réglages fixes permettent une
sélection.
–
Activer la ligne désirée avec le paramètre à modifier à l’aide des
touches “ñ”ou“ò”.
–
Appuyer sur la touche “OK”.
–
Avec les touches “ñ”ou“ò ” changer entre les possibilités
proposées.
Exemple :
Numéro du schéma de couture
8.3.3 Sélection d’alternatives
–
Appuyer sur la touche “OK”.
Le paramètre réglé actuellement est pris en charge.
ou
–
Appuyer sur la touche “ESC”.
Le paramètre d’origine est conservé.
Certains titres de menu peuvent être activés tout en offrant une
alternative mutuelle.
La sélection actuelle est marquée par un crochet (... ü ).
Lors de la sélection d’une alternative le marquage de la sélection
actuelle est enlevé et transféré au nouveau titre de menu.
Les titres de menu pouvant servir d’alternatives sont séparés des
autres titres de menu par une ligne de séparation.
22
8.4 Schémas de couture
Pour la machine à coudre automatique pose-boutons 530 on dispose
de trois modèles différents de schémas de couture:
Schémas de couture fixes (modèle 1) (voir chapitre 11)
·
Au mode de couture, il est possible de modifier les paramètres de
couture, comme par exemple la longueur, la largeur et la vitesse.
Les lumières de marquage par laser peuvent être allumées ou
éteintes. Les modifications sont mémorisées.
Mais les modifications sont perdues après un changement de
schéma de couture.
Onaréservélaplagedenumérosde1à50auxschémasde
couture qui ne peuvent ni être effacés ni écrasés par d’autres.
Schémas de couture programmables (modèle 2)
·
Les schémas de couture standard fixes peuvent être modifiés au
niveau programmation (longueur, largeur, vitesse de couture,
lumièreslaserde1à8)etmémoriséssousunnouveau numéro de
programme.
Pour ces schémas de couture on dispose des numéros de 51 à 90.
Ils peuvent être modifiés et écrasés par d’autres.
Contours de couture libres (modèle 3)
·
Pour ces contours de couture on dispose de la plage de numéros
de 91 à 99. La création de contours de couture libres est décrite au
chapitre 8.5.4.4.
Au mode de couture, il est possible de modifier les paramètres de
couture tels que longueur, largeur et vitesse de couture et on peut
allumer ou éteindre les lumières de marquage au laser. Les
modifications sont mises en mémoire.
Mais après la sélection d’un autre schéma de couture elles seront
perdues.
1
23
8.5 Menu principal
8.5.1 Service de schémas de couture
Les paramètres des différents schémas de couture sont regroupés au
menu principal. Les schémas de couture peuvent être modifiés à l’aide
des paramètres.
–
–
–
Allumer l’interrupteur principal.
Le contrôle est initialisé.
Le menu principal est affiché.
Appeler le paramètre désiré avec les touches “ñ”ou“ò”.
Le symbole du paramètre désiré est affiché en négatif.
Modifier le paramètre désiré comme décrit au chapitre 8.3.
Titredemenu
Le symbole côté gauche et en haut du display décrit le titre de menu
actuellement activé.
Image du bouton
Le symbole côté gauche et en bas du display montre le schéma du
bouton actuel.
Schéma de couture
Ce paramètre sert à sélectionner le schéma de couture à réaliser.
Choix: de1à51(lecaséchéant de 52 à 99)
Vitesse de couture
Avec ce paramètre on règle la vitesse désirée.
Entrée: de 0 jusqu’à 2700 tr/min
Sous-menu distance boutonnière
Pour régler la distance boutonnière dans les directions X et Y
changer dans ce sous-menu.
Affichage: distance actuel dans les directions X et Y.
24
Sous-menu décalage schéma de couture
Changer dans ce sous-menu afin de pouvoir décaler le schéma de
couture dans les directions X et Y.
Affichage: décalage X et Y actuel
Sous-menu
Ce symbole cache un sous-menu.
Nombre de points
Pour les schémas de couture standard, cette ligne de menu visualise
la répartition des points zigzag et en plus pour les contours libres le
nombre total de points (nombre qui est invariable).
En appelant la ligne avec la touche “OK” on parvient au sous-menu
“Fonctions spéciales”.
Compteurs
Cette ligne de menu permet de visualiser la position des compteurs
suivants:
Compteur de pièces par jour
ou
Compteur de capacité de canette
En sélectionnant la ligne avec la touche “OK” on parvient au
sous-menu “Compteur de pièces par jour / Compteur de capacité de
canette”.
1
Sous-menu distance boutonnière
Distance boutonnière direction X
Réglage de la distance boutonnière dans le
sens des X
Entrée: 0,1 … 40,0 [mm]
Distance boutonnière direction Y
Réglage de la distance boutonnière dans le
sens des Y
Entrée: 0,1 … 20,0 [mm]
25
Sous-menu décalage schéma de couture
Dans ce sous-menu on peut changer la position du schéma de couture
dans les directions X et Y.
Lors du changement vers ce menu, le pied de grappin sera abaissé.
Les moteurs pas à pas vont déplacer le pied dépendant des valeurs de
décalage X et Y qui seront changées. Lors de la sortie de ce menu, le
pied de grappin va être levé à nouveau.
Attention! Risque d’accident!
Ne pas mettre la main aux alentours du pied de grappin lors de
l’en t r é e ou d e la sori t e de c e menu ou lors du réglage du décalage de
schéma de couture.
Décalage dans le sens des X
Réglage du décalage de schéma de couture
dans le sens des X.
Entrée: -20,0 … +20,0
Décalage dans le sens des Y
Réglage du décalage de schéma de couture
dans le sens des Y.
Entrée: -10,0 … +10,0
Sous-menu fonction spéciale et état de démarrage doux
26
Mode de bobinage de canette
Le dévidoir du fil de crochet peut être actionné séparément.
En position MARCHE, on peut par la pédale ou le bouton-poussoir
faire tourner le moteur de couture sans devoir faire intervenir les
moteurs pas à pas.
Entrée: MARCHE / ARRÊT

Bobinage de canettes:
Avec la pédale
–
Appuyer la pédale en avant (degré 2).
Le moteur de la machine à coudre se met en marche.
–
Appuyer la pédale en arrière.
Le moteur de la machine à coudre s’arrête.
Via le terminal de commande
–
Appuyer sur la touche “F”.
Le moteur de la machine à coudre se met en marche.
–
Appuyer sur la touche “ESC”.
Le moteur de la machine à coudre s’arrête.
Avec bouton-poussoir (en option)
–
Bouton-poussoir n° 2.
Le moteur de la machine à coudre se met en marche.
–
Bouton-poussoir n° 1.
Le moteur de la machine à coudre s’arrête.
1
Démarrage doux (Softstart)
Ce paramètre permet d’activer ou de désactiver le démarrage doux.
Entrée : MARCHE / ARRÊT
Sous-menu lumières de marquage au laser (en option)
Ce titre de menu est affiché seulement, lorsque l’équipement en option
des lumières de marquage au laser est activé au menu Equipements
(voir chapitre correspondant).
Lumières de marquage au laser 1 à 3
Allumer et éteindre les lumières de marquage au laser 1 à 3.
Entrée: MARCHE / ARRÊT
27
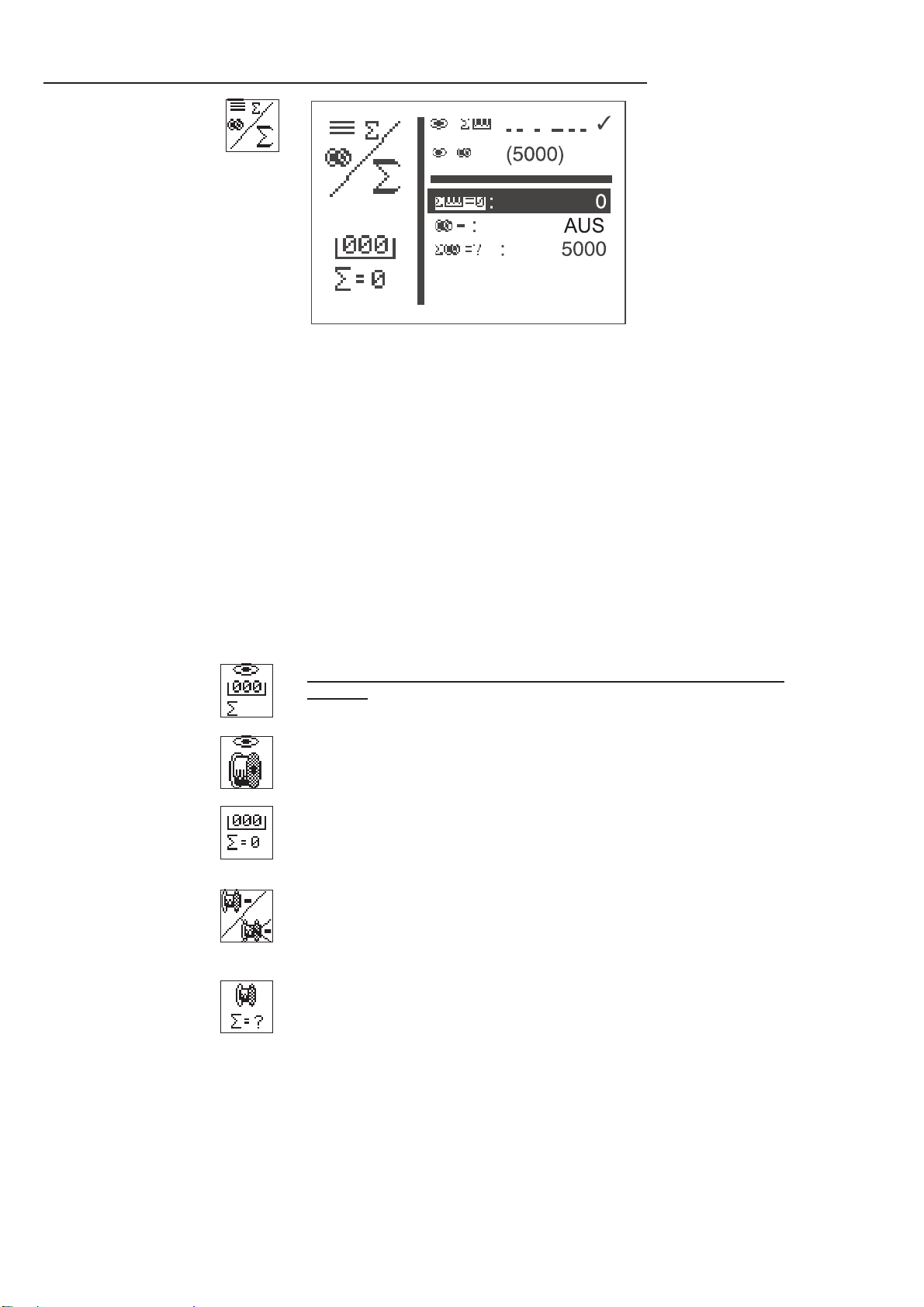
Sous-menu compteur de pièces par jour ou compteur de capacité de canette
Affichage alternatif des compteurs de pièces par jour ou de capacité
de canette.
Les deux compteurs fonctionnent en parallèle.
On peut sélectionner lequel des compteurs doit être affiché au menu
principal.
Le compteur de pièces par jour compte le nombre des schémas de
·
couture cousus.
Affichage: 0 à 65000
Le compteur de fil de crochet fonctionne à l’envers.
·
Lorsqu’il est arrivé à la valeur “0" et qu’une couture est lancée, un
message est visualisé.
Affichage: 9999 … 0
–
Appuyer sur la touche “ESC “.
Commutation pour retourner au menu principal.
Lorsque le compteur de pièces par jour est activé, le display
affiche:
Affichage “Compteur de pièces” par jour au mode de couture
Entrée: Appeler avec la touche “OK”.
Affichage “Compteur de capacité de canette” au mode de couture
Entrée: Appeler avec la touche “OK”.
Remise à jour du compteur de pièces
–
Appuyer deux fois sur la touche “OK”.
Le compteur de pièces par jour est remis à ”0".
Compteur de capacité de canette MARCHE / ARRÊT
Entrée: MARCHE / ARRÊT
Valeur initiale du compteur de capacité de canette
Entrée: 0 à 9999
28

8.5.2 Mode de programmation
On a regroupé sous ce titre de menu les paramètres pour programmer
les schémas de couture.
Forme, longueur, largeur, vitesse de couture, etc. du schéma de
couture sont entrées à l’aide de ces paramètres.
–
Allumer l’interrupteur principal.
Le contrôle est initialisé.
Le menu principal est affiché.
–
L’écran affichant le menu principal, appuyer sur la touche
de fonction “P”.
L’affichage passe au menu du mode de programmation.
–
Avec les touches “ñ ”ou“ò ” sélectionner le paramètre désiré.
Le symbole du paramètre désiré est visualisé en négatif.
–
Modifier le paramètre sélectionné comme décrit au chapitre 8.3.
1
Numéro du schéma de couture
Avec ce paramètre, on sélectionne le numéro du schéma de couture à
créer ou à modifier.
Lors de la création d’un nouveau schéma de couture un astérisque (*)
sera affiché devant le numéro.
Entrée: 51 … 90
–
Sélectionner le programme de schémas de couture désiré avec les
touches “ñ ”ou“ò ”.
–
Appuyer sur la touche “OK”.
Le programme est activé.
Schéma de couture de base
Avec ce paramètre on peut sélectionner un schéma de couture
standard devant servir de base pour un nouveau schéma de couture.
Entrée: 1 … 50 ou
91 … 99, si existant.
Vitesse de couture
Avec ce paramètre on peut régler la vitesse de couture désirée.
Entrée: 0 à 2700 [tr/min]
Sous-menu distance boutonnière
Pour régler la distance boutonnière dans le sens des X et Y, changer
dans ce sous-menu (voir à la page 25).
Affichage: distance boutonnière actuelle X/Y
29

Sous-menu décalage schéma de couture
Pour déplacer le schéma de couture dans le sens des X et Y, changer
dans ce sous-menu.
Affichage: décalage schéma de couture actuel X/Y
Nombre de points / Répartition des points
Montre la répartition des points zigzag (pour schémas de couture
standard) ou nombre total de points (pour contours libres).
Démarrage doux (Softstart)
Ce paramètre permet d’activer ou de désactiver le démarrage doux.
Entrée : MARCHE / ARRÊT
Sous-menu “Lumières de marquage au laser (en option)”
Ce titre de menu est affiché seulement, si l’équipement en
option des lumières de marquage au laser est activé au menu
équipements.
Lumière laser 1 à 3
Allumer ou éteindre les lumières de marquage au laser 1 à 3
Entrée: MARCHE/ARRÊT
30

8.5.3 Séquence de schémas de couture (séquences)
0
8.5.3.1 Activer ou désactiver le service de séquences de schémas de couture (Service de séquences)
Passer du service de schémas de couture au service de
séquences de schémas de couture
–
Le menu principal étant affiché, appuyer la touche de fonction “S”
pour parvenir au mode de programmation de séquences.
–
Avec la touche “OK” lancer l’édition du numéro de la séquence.
–
Avec la touche “ñ” sélectionner une séquence quelconque (1 à 25)
–
Avec la touche “OK” confirmer la sélection.
Le service de séquences de schémas de couture est activé.
–
Actionner la touche “ESC” ou la touche “ï ”.
Le menu principal pour le service de séquences de schémas de
couture est visualisé.
1
Les titres de menu “Numéro de séquence” et “Séquence” au menu
principal seront décrits à la fin de cette partie.
31

Passer du service de séquences de schémas de couture au
3
1
0
service de schémas de couture.
–
Le menu principal étant affiché, appuyer sur la touche de
fonction “S” pour parvenir au mode de programmation de
séquences.
–
Avec la touche “OK” lancer l’édition du numéro de séquences.
–
Avec la touche “ò” sélectionner le numéro de séquence “0".
–
Confirmer la sélection avec la touche “OK”.
Le service de séquences de schémas de couture est désactivé.
–
Appuyer sur la touche “ESC” ou la touche “ï”.
Le menu principal pour le service de schémas de couture
est affiché.
32

Titres de menu pendant le service de séquences de schémas de
51 52
couture
Séquence
Sélection de la séquence de schémas de couture.
Entrée: 1 (2 … 25, si, existant)
Suite de séquences
Affichage de la suite de séquences.
Le numéro de schéma de couture actuel est marqué par une barre et
sera souligné.
S’il y a plus de cinq numéros, il y aura un défilement d’image.
–
D’autres schémas de couture à droite:
schémas de couture à gauche:
schémas de couture à gauche et droite:
Service automatique
Après la couture d’un schéma de couture le contrôle passe
automatiquement à la forme suivante d’un schéma de couture.
Après la couture du dernier schéma de couture le contrôle retourne à
nouveau au premier schéma de la séquence.
Le numéro du schéma de couture actuel est souligné.
La forme du schéma de couture sélectionnée est affichée dans la
moitié gauche de l’écran.
Service manuel
Le contrôle ne change pas automatiquement entre les différents
schémas de couture.
–
Sélectionner avec les touches “ï”ou“ð” le schéma de couture
suivant.
La forme du schéma de couture sélectionnée est affichée dans la
moitié gauche de l’écran.
Change entre services automatique et manuel
–
Appeler la deuxième ligne du menu (séquences) avec les touches
“ñ”ou“ò”.
–
Appuyer sur la touche “OK”.
–
Choisir le service désiré en appuyant sur les touches “ñ”ou“ò”.
En service automatique, des flèches vont séparer les schémas de
couture.
1
Service automatique
Service manuel
33

8.5.3.2 Mode de programmation de séquences
On réunit différents schémas de couture sous ce titre de menu pour en
faire des séquences de schémas de couture qu’on peut appeler.
On aura à sa disposition un total de 25 séquences de schémas de
couture indépendantes. C haque séquence de schémas de couture
peut se composer de 20 schémas de couture dans un ordre
quelconque.
Ce menu permet également d’activer le service de séquences de
schémas de couture.
–
Allumer l’interrupteur principal.
Le contrôle est initialisé.
Le menu principal est affiché.
–
Lorsque le menu principal est affiché, appuyer sur la touche de
fonction “S”.
L’affichage passe au menu du mode de programmation de
séquences.
–
Appeler le titre de menu désiré avec les touches “ñ”ou“ò ”.
La ligne de menu appelé est affichée en négatif.
–
Appuyer sur la touche “ESC“ ou sur la touche ”ï“.
Commutation en retour vers le menu principal.
Numéro de séquence / Service de séquences de schémas de
couture
Sélection de la séquence à créer ou à modifier.
Un astérisque (*) placé devant le numéro indique qu’il s’agit d’un
nouveau programme.
Entrée: 0 à 25
–
Appeler le numéro de séquence désiré avec les touches “ñ”ou“ò”.
Si le service de séquences de schémas de couture doit être arrêté,
faire le numéro de séquence “0".
Le numéro de séquence sera affiché en négatif.
–
Appuyer sur la touche “OK“.
Le programme sera activé.
Numérosdeschémadecouture(1à20)
Sous ce titre de menu on appellera le numéro de schéma de couture
qui doit être mis dans la séquence actuelle.
Entrée: 1 … 51 (52 - 99 s’il y a lieu)
34

8.5.4 Mode Technicien
Benutzer
Service
Freie Konturen
Memory-Dongle
Maschine
Maschine
Service
Freie Konturen
Memory-Dongle
Benutzer
Maschine
Freie Konturen
Memory-Dongle
Benutzer
Service
Le mode technicien comporte les menus suivants:
Configurations de machines
Dans ce menu, effectuer des réglages spécifiques de la machine .
Configuration utilisateur
1
Dans ce menu, effectuer des réglages spécifiques pour le maniement
de la machine.
Fonctions de service
Les fonctions de service permettent une vérification rapide de
l’ensemble du matériel.
35

Contours libres
Maschine
Memory-Dongle
Benutzer
Service
Freie Konturen
Maschine
Benutzer
Service
Freie Konturen
Memory-Dongle
Avec la machine à coudre automatique pose-boutons, on peut créer et
réaliser jusqu’à neuf contours définis librement. L’entrée de
coordonnées se fait directement au terminal de commande.
Dongle-mémoire
A l’aide du dongle-mémoire, on peut transférer des données
directement de la machine au dongle et vice versa.
36

Appeler le mode Technicien
Benutzer
Service
Freie Konturen
Memory-Dongle
Maschine
–
Allumer l’interrupteur principal.
Le contrôle est initialisé.
Le menu principal est affiché.
–
Le menu principal étant affiché, appuyer sur la touche de
fonction “F”. A l’écran apparaît le menu pour l’entrée de code.
–
Entrer le numéro de code “25483" (Code 1).
Après l’entrée du code correct l’affichage passe au menu “Mode
technicien”.
–
Confirmer en appuyant sur la touche “OK”.
Le menu suivant sera affiché:
1
–
Sélectionner le sous-menu désiré avec les touches “ñ”ou“ò”.
–
Appuyer sur la touche “OK” pour passer au sous-menu désiré.
Durée d’un cycle
Affichage de la durée du cycle du schéma de couture cousu en dernier.
(Temps écoulé entre le début et la fin de la c outure)
37

8.5.4.1 Configuration de machine
Softstart
Einrichtung
Zeiten
Parameter
Paramètre
On peut ajuster différents paramètres de machine dans ce sous-menu.
Démarrage doux
On peut ajuster dans ce sous-menu le nombre de tours par minute
pour l’échelon de vitesse du démarrage doux.
Equipement
Dans ce sous-menu on peut faire les réglages pour l’équipement de
couture et les équipements en options.
Temps
On peut régler différents temps dans ce sous-menu.
Cycle de machine
On visualise le nombre total des cycles cousus.
38

Paramètres de machine
Referenz.: 1
–
Appeler le paramètre désiré avec les touches “ñ”ou“ò”.
Le symbole du paramètre appelé est visualisé en négatif.
–
Lancer le paramètre appelé avec la touche “OK” ou passer dans le
sous-menu.
Vitesse de coupe
Entrer le régime du moteur à coudre ayant servi pour faire les trois
derniers points.
Entrée: 200 à 300 [tr/min]
Vitesse de couture maximum
Entrer la vitesse maximum réglable
Entrée: 200 à 2700 [tr/min]
Position d’arrêt
Avec la position d’arrêt, on peut modifier le positionnement du moteur
à coudre par rapport à la barre à aiguille.
Entrée: 0 = Le levier de fil se trouve au point mort haut
(la barre à aiguille se trouve dans une
position plus basse)
-15 = Le levier de fil se trouve à 15° devant le PMH
(la barre à aiguille se trouve dans une
position plus élevée)
Position de chargement
Sélection de la position de chargement du matériel à coudre.
Entrée: A= Point de lancement de la couture
B = Point zéro de la machine
2à8=déplacer la position de chargement vers
l’avant (valeur en mm), afin d’ouvrir le levier de
pression de la pince-bouton (pour bouton à queue).
1
Remarque
Selon la position de chargement choisie on constatera les avantages
ou désavantages suivants:
Endroit de chargement A = temps de cycle réduit
Endroit de chargement B = chargement simplifié pour
grands schémas de couture,
mais durée de cycle prolongée
39

Passes de référence
Les passes de références pour le comportement des moteurs pas à
pas après le processus de couture peuvent être configurées sous ce
titre de menu.
Entrée: 0 = sans passe de référence
1 = une passe de référence après chaque
processus de couture
2 à 10 = après chaque 2e jusqu’à 10e processus
de couture
Démarrage doux
Dans ce sous-menu on peut ajuster les vitesses pour un démarrage
doux.
Vitesse 1er point
Entrée de la vitesse pour le premier point.
Entrée: 400 à 900 [tr/min]
Vitesse 2e point
Entrée de la vitesse pour le deuxième point.
Entrée: 400 à 2700 [tr/min]
Vitesse 3e point
Entrée de la vitesse pour le troisième point.
Entrée: 400 à 2700 [tr/min]
Vitesse 4e point
Entrée de la vitesse pour le quatrième point.
Entrée: 400 à 2700 [tr/min]
Vitesse 5e point
Entrée de la vitesse pour le cinquième point.
Entrée: 400 à 2700 [tr/min]
40

Equipement
10.0
10.0
Ausstattung
1
Les réglages pour l’équipement de couture peuvent être faits sous ce
sous-menu.
Remarque
L’entrée du numéro du pied de grappin de la pince à bouton sert à la
vérification automatique de l’endroit de placement du schéma de
couture à réaliser actuellement par rapport à l’intérieur de l’ouverture
dans la tôle d’appui de tissu.
Si les pieds de grappin de pince à bouton sont absents, on peut aussi
définir les dimensions librement.
1
Pied de grappin de pince à bouton
Sélection d’un pied de grappin de pince à bouton
fixe comme un équipement.
Entrée: Alternative
Dimensions libres
Sélection d’un pied de pince à bouton pour champ de
couture aux dimensions librement définies.
Entrée: Alternative
Numéro
Sélection d’un numéro DAde pied de grappin de
pince à bouton.
Entrée: 1
Numéro de pied de Ouverture dans la Description
grappin de pince tôle d’appui de tissu
à bouton Cotes X x Y (mm)
1 10 x 10 Pince à bouton
En raison des données techniques et d’un écart de sécurité, le
champ de couture doit être plus petit que le trou pratiqué dans la
tôle d’appui de tissu.
41

Longueur
Entrée d’une longueur de champ de couture à sélectionner
librement.
L’entrée est seulement possible, si l’on a appelé une
mesure à dimension “libre” pour la pince à bouton.
Autrement longueur et largeur de la pince à bouton
sélectionnée (elles sont invariables) seront affichées.
Entrée: 0,5 à 20,0
Largeur
Entrée d’une largueur de champ de couture au choix.
L’entrée est seulement possible, si l’on a appelé une
pince à bouton à dimension “libre”.
Autrement longueur et largeur de la pince à bouton
sélectionnée seront affichées (elles sont invariables).
Entrée: 0,5 à 40,0
Equipement
Avec ce sous-menu les équipements en options
peuvent être activés.
42

Sous-menu équipement
Handtast.: Aus
Laserl.: Aus
Opt. Anzeige
Belegung Eing.
Belegung Ausg.
Bouton-poussoir
Activer les boutons-poussoir optionnels. Lorsque l’option est activée,
le menu “Configuration utilisateur” fait apparaître un titre de menu
permettant la sélection du mode de commande.
Entrée: MARCHE/ARRÊT
Lumières laser
Activer les trois lumières au laser optionnelles.
Entrée: MARCHE/ARRÊT
Affichage optique
Via deux sorties 24V ce sous-menu permet de configurer et de
déconnecter la signalisation de messages d’erreur et d’événements et
du message “ Compteur de fil de crochet à zéro”.
Affichage optique
Déconnexion de la signalisation. Mais avant, les sorties 1
et 2 doivent avoir été configurées, autrement ce titre de
menu n’est pas disponible pour être sélectionné
Entrée: MARCHE/ARRÊT
Sortie 1
Sélection de cette sortie pour les messages d’erreur et
d’événements.
Entrée: 1 ...8 (si les sorties 24V sont libres)
Sortie 2
Sélection de cette sortie pour le message “Compteur de fil
de crochet à zéro”.
Entrée: 1 ...8 (si les sorties 24V sont libres)
1
Occupation des entrées
Ce titre de menu fournit une liste de l’occupation des entrées par les
unités (en option).
Occupation des sorties 24V
Ce titre de menu fournit une liste de l’occupation des sorties 24V par
les unités (en option).
43

Sous-menu temps
t1: 250
t2: 40
t3: 50
t4: 100
Temps d’attente entre l’actionnement de la pédale degré 1 (baisser pied
de grappin de la pince à bouton) et le démarrage de la couture (t 1)
Temps n’a d’importance que pour un démarrage rapide avec pédale ou
bouton-poussoir (en option).
Entrée: 50 ... 300 ms
Temps alloué: 150 ms
Temps de mise en marche pour l’aimant de l’écarteur de fil (t 2)
Ce titre de menu est seulement affiché, lorsque l’option “Écarteur de fil
électrique ” est activé au menu “Equipement ”.
Entrée: 30 ... 100 ms
Temps alloué: 40 ms
Temps aimant de l’écarteur de fil déclenché par rapport à l’aimant
de pied de grappin de la pince à bouton enclenché (t 3)
Temps d’attente entre le déclenchement de l’aimant de l’écarteur de fil
et l’enclenchement de l’aimant du pied de grappin de pince à bouton.
Ce titre de menu est seulement affiché, lorsque l’option “Écarteur de fil
électrique est activé au menu ”Equipement “.
Entrée: 0 ... 300 ms
Temps alloué: 50 ms
Temps d’attente entre l’enclenchement de l’aimant du pied de
pince à bouton et la passe de référence (t 4)
Temps d’attente entre l’enclenchement de l’aimant du pied de pince à
bouton et la passe de référence des moteurs pas à pas.
Entrée: 0 ... 300 ms
Temps alloué: 70 ms
44

8.5.4.2 Configuration utilisateur
Sprache
Par. sperr.: AUS
Nähm. sperren
Sequ. sperren
Deutsch......
English
Parameter
Dans ce menu on fait les réglages qui sont spécifiques à l’utilisation.
–
Sélectionner le paramètre/ sous-menu désirés avec les
touches “ñ”ou“ò”.
Le paramètre ou le sous-menu appelé sera affiché en négatif.
–
Lancer le paramètre sélectionné en appuyant sur la touche “OK”
ou passer au sous-menu.
1
Langue
Ce sous-menu permet de choisir une langue.
Allemand
Choix de la langue allemande pour le niveau technicien.
Anglais
Choix de la langue anglaise pour le niveau technicien.
Paramètres
Sélection de la numérotation des titres de menu pour le
niveau technicien (voir au chapitre 13).
45

Mode de commande par bouton-poussoir (en option)
Sélection du mode de commande “Bouton-poussoir".
Ce titre de menu est seulement disponible, lorsque l’option
“Bouton-poussoir” est activé au menu “Equipement ”.
Entrée: A= Démarrage rapide
B = Démarrage normal
Au mode de commande “NORMAL” les boutons-poussoir assurent les
fonctions suivantes:
Bouton 1: Lever et baisser le pied de grappin de pince à bouton.
Interruption du processus de couture.
Terminer le processus de couture après l’interruption.
Bouton 2: Démarrage, lorsque le pied de grappin de pince à bouton
est baissé.
Interruption du processus de couture.
Continuer le processus de couture après une interruption.
Au mode de commande “Démarrage rapide” les boutons-poussoir
assurent les fonctions suivantes:
Bouton 1: Lever et baisser le pied de grappin de pince à bouton.
Interruption du processus de couture.
Terminer le processus de couture après l’interruption
Bouton 2: Démarrage de la couture.
Si le pied de grappin de pince à bouton n’est pas baissé, il
le sera.
Interruption du processus de couture.
Continuer le processus de couture au cas d’une
interruption.
Blocage de paramètres
Autoriser ou interdire les modifications de paramètres au mode de
couture et de programmation.
Entrée: MARCHE / ARRÊT
Remarque
Si le blocage de paramètres est activé, il n’est plus possible de
modifier des paramètres au mode de couture et de programmation.
46

Blocage de schémas de couture
Dans ce sous-menu la sélection de certains schémas de couture au
mode de couture peut être autorisée ou interdite.
Il y a en général les restrictions suivantes:
1. Service de schémas de couture
Le schéma de couture sélectionné actuellement au mode de
·
couture ne peut pas être bloqué.
1
Les schémas de couture bloqués ne peuvent pas être sélectionnés
·
dans la liste de sélection au mode de couture.
Les schémas de couture bloqués sont marqués avec le signe “#”.
2. Service de séquences de schémas de couture
Un schéma de couture bloqué peut être sélectionné dans une
·
séquence. Mais au démarrage du processus de couture
(abaissement du pied de grappin de la pince à bouton), un
message d’erreur sera affiché. Le processus de couture ne peut
pas être lancé.
Le dernier schéma de couture sélectionné au service de
·
séquences ne peut pas être bloqué.
Bloquer tous les schémas de couture
Tous les schémas de couture sont bloqués sous réserve des
restrictions énumérées ci-dessus.
L’état de commutation des numéros de schémas de couture affichés
passeà“ARRÊT”.
Débloquer tous les schémas de couture
Tous les schémas de couture sont débloqués.
L’état de commutation des numéros de schémas de couture affichés
passe à “MARCHE”.
Bloquer ou débloquer des schémas de couture individuels
Entrée: MARCHE / ARRÊT
47

Bloquer des séquences
Dans ce sous-menu certaines séquences peuvent être débloquées ou
bloquées pour la sélection au mode de couture.
Il y a en général les restrictions suivantes:
1. Service de schémas de couture:
La dernière séquence sélectionnée au service de séquences ne
·
peut pas être bloquée.
2. Service de séquences de schémas de couture:
La séquence sélectionnée actuellement au mode de couture ne
·
peut pas être bloquée.
Les séquences bloquées ne peuvent pas être sélectionnées dans
·
la liste de sélection au mode de couture.
Les séquences bloquées sont marquées avec le signe “#”.
Bloquer toutes les séquences
Toutes les séquences sont bloquées sous réserve des restrictions
énumérées ci-dessus.
L’état de commutation des numéros de séquences affichées passe à
“ARRÊT”.
Débloquer toutes les séquences
Toutes les séquences sont débloquées.
L’état de commutation des numéros de séquences affichées passe à
“MARCHE”.
Bloquer ou débloquer des séquences individuelles
Entrée: MARCHE / ARRÊT
48

8.5.4.3 Fonctions de service
Multitest
180° - Scheibe
Ereignisse
DAC III
INIT
Multitest
DAC III
INIT
180° - Scheibe
Ereignisse
Multitest
180° - Scheibe
DAC III
INIT
Ereignisse
Les fonctions de service permettent la vérification rapide de
l’ensemble du matériel.
Remarque
On peut parvenir au menu de service directement au moment de la
mise en marche de la machine (voir au chapitre 8.2.1).
Multitest
1
Le menu “Multitest” permet de vérifier tous les composants constitutifs
du matériel.
Disque 180°
Ce titre de menu met une fonction à la disposition du client qui permet
un réglage précis de la position de référence du moteur de la machine
à coudre (disque 180°) (voir les instructions de service).
Evénements
49

DAC III
Multitest
180° - Scheibe
Ereignisse
INIT
DAC III
Multitest
DAC III
180° - Scheibe
Ereignisse
INIT
Ce menu permet de visualiser certains paramètres de l’unité de
contrôle.
Initialisation
Ce menu permet la remise à l’état initial (sortie d’usine) de la mémoire
d’événements et des données permanentes.
50

Multitest
Appeler le sous-menu pour afficher le multitest
ATTENTION ! RISQUE D’ACCIDENT!
Ne pas passer les mains dans la machine en marche pendant le test
des fonctions.
1
RISQUE DE CASSE !
Pour la vérification de certains éléments de sortie, contrôler au
préalable, si un risque de collision peut se présenter, lorsque la
machine sera en marche.
51

Test des sorties
Avec cette fonction de test, on vérifie la fonction des éléments de
sortie.
–
Lancer la fonction de test avec la touche “OK”.
–
Appeler l’élément de sortie désiré en appuyant les
touches “ñ”ou“ò”.
–
Activer ou désactiver l’élément de sortie sélectionné avec la
touche “OK”.
–
Pour quitter la fonction de test appuyer sur la touche de
fonction “ESC”.
ATTENTION ! RISQUE D’ACCIDENT !
Ne pas passer la main dans la machine en marche pendant
le test des fonctions.
Elément- Fonction
de sortie
Y1 Lumière de marquage au laser 1, si l’option est activée
Y2 Lumière de marquage au laser 2, si l’option est activée
Y3 Lumière de marquage au laser 3, si l’option est activée
Y4 Dépend de l’option activée et des sorties configurées
Y5 Dépend de l’option activée et des sorties configurées
Y6 Dépend de l’option activée et des sorties configurées
Y7 Dépend de l’option activée et des sorties configurées
Y8 Dépend de l’option activée et des sorties configurées
52
L’occupation actuelle des sorties est éditée au sous-menu “Occupation
sorties” du menu “Equipement”.

Test des sorties PWM
Avec cette fonction de test on vérifie le fonctionnement des aimants.
–
Lancer la fonction de test avec la touche “OK”.
–
Appeler l’élément de sortie désiré en appuyant les
touches “ñ”ou“ò”.
–
Activer ou désactiver l’élément de sortie sélectionné
avec la touche “OK”.
–
La valeur émise pour l’élément de sortie sélectionné est affichée.
La valeur affichée décrit le rapport d’impulsions pour la sélection
de l’élément de sortie.
–
Pour quitter la fonction de test appuyer sur la touche
de fonction “ESC”.
ATTENTION ! RISQUE D’ACCIDENT !
Ne pas passer la main dans la machine en marche pendant le
test des fonctions.
Elément de sortie Fonction
PWM 1 Aimant du pied de grappin de pince à bouton
PWM 2 Aimant du dispositif de coupe
PWM 3 Aimant de l’écarteur de fil
1
53

Test des entrées
Avec cette fonction de test on appelle l’élément d’entrée à tester.
ATTENTION !
Les éléments d’entrée ont été ajustés soigneusement avant de quitter
l’usine.
Seulement le personnel de service ayant reçu une formation
correspondante est autorisé à les régler et corriger.
–
Lancer la fonction de test avec la touche “OK”.
–
Appeler l’élément d’entrée désiré avec les touches “ñ”ou“ò”.
L’état de commutation de l’élément d’entrée sera affiché.
–
Pour quitter la fonction de test appuyer sur la touche de
fonction “ESC”.
Le menu “Multitest” sera affiché.
Elément d’entrée Fonction
S1 Pédale 1
S2 Pédale 2
S3 Pédale 3
S4 Pédale 4
S5 Bouton-poussoir 1, si l’option est activée
S6 Bouton-poussoir 2, si l’option est activée
S7 dépend de l’option activée et des entrées configurées
S8 Interrogation pied de grappin de pince à bouton
N-Ref. Commutateur de référence du moteur de la machine à coudre
X-Ref. Commutateur de référence pour l’axe des x
54
Y-Ref. Commutateur de référence pour l’axe des y.
L’occupation actuelle des entrées est éditée au sous-menu
“Occupation entrées” du menu “Equipement”.

Test automatique des entrées
Avec cette fonction de test on vérifie le fonctionnement des éléments
d’entrée.
–
Lancer la fonction de test avec la touche “OK”.
–
Actionner l’élément d’entrée désiré.
L’état de commutation et le numéro de l’élément d’entrée actionné
sont affichés.
–
Pour quitter la fonction de test, appuyer la touche de
fonction “ESC”.
Le menu “Multitest” sera affiché.
Elément d’entrée Fonction
S1 Pédale 1
S2 Pédale 2
S3 Pédale 3
S4 Pédale 4
S5 Bouton-poussoir 1, si l’option est activée
S6 Bouton-poussoir 2, si l’option est activée
S7 dépend de l’option activée et des entrées configurées
S8 Interrogation pied de grappin de pince à bouton
N-Ref. Commutateur de référence du moteur de la machine à coudre
X-Ref. Commutateur de référence pour l’axe des x
1
Y-Ref. Commutateur de référence pour l’axe des y
L’occupation actuelle des entrées est éditée au sous-menu
“Occupation entrées” du menu “Equipement”.
55

Test du moteur de la machine à coudre
Avec cette fonction de test, on peut vérifier le moteur de la machine à
coudre.
–
Lancer la fonction de test avec la touche “OK”.
–
Démarrer le moteur avec la touche “ñ”.
–
Modifier la vitesse avec les touches “ñ”ou“ò”.
La vitesse sera affichée.
–
Appuyer sur la touche de fonction “ESC”.
Le test sera terminé et le moteur s’arrêtera.
Le contrôle de moteur fait une passe de référence et le pied de
grappin de la pince à bouton est levé.
Le menu “Multitest” apparaît au display.
56

Test des moteurs pas à pas
Avec cette fonction de test, on peut vérifier les moteurs pas à pas et
les commutateurs de référence correspondants.
ATTENTION ! RISQUE DE CASSE !
A l’aide du volant à main, mettre l’aiguille en sa position supérieure.
–
Lancer la fonction de test avec la touche “OK”.
–
Contrôler le moteur pas à pas qui assure le mouvement latéral (axe des x).
Déplacer le moteur pas à pas avec les touches “ ï”ou“ð”.
Le nombre de pas de déplacement est affiché à gauche de la flèche.
L’état de commutation du commutateur de référence tourne autour de
la position de référence.
–
Contrôler le moteur pas à pas qui assure le mouvement
longitudinal(axe des y).
Déplacer le moteur pas à pasavec les touches “ñ”ou“ò”.
Le nombre de pas de déplacement est affiché au-dessus de la flèche.
L’état de commutation du commutateur de référence tourne autour
de la position de référence.
1
–
Appuyer sur la touche de fonction “ESC”.
Le test est terminé.
Le menu “ Multitest” apparaît au display.
57

Test RAM
Avec cette fonction de test, on vérifie la mémoire vive (SRAM mémoire
vive statique et de données de programme).
–
Lancer la fonction de test avec la touche “OK”.
Le display affichera le résultat de la vérification.
Display Explication
SRAM OK Mémoire vive statique fonctionne correctement
SRAM ERROR Mémoire vive statique défectueuse
NV-RAM OK Mémoire de données de programme fonctionne
correctement
NV-RAM ERROR Mémoire de données de programme
défectueuse
–
Appuyer sur la touche de fonction “ESC”.
Le test est terminé.
Le menu “Multitest” apparaît au display.
58

Test EEPROM
Cette fonction de test vérifie la mémoire morte (ROM) du
microprocesseur.
–
Lancer la fonction de test avec la touche “OK”.
Le display visualise les résultats de vérification suivants:
- Capacité mémoire à lecture ROM
- Classe de machine
- Version de logiciel
- Date de logiciel
- Somme de contrôle et état de commutation
1
Remarque:
Les données peuvent changer en fonction de la version du logiciel.
–
Appuyer sur la touche de fonction “ESC”.
Le test est terminé.
Le menu “Multitest” apparaît au display.
59

Evénements
= Ereignisspeicher =
E4304: 3 x
E8254: 1 x
= Letzte Ereignisse =
1 E4304 Z 1154889
S 263
1 E4304 Z 1152558
S 263
1 E8254 Z 1150034
S 263
Le menu peut, en cas de perturbations, fournir des indications
importantes à propos de l’origine de la perturbation.
Mémoire d’événements
(Exemple)
Tous les événements survenus sont indiqués sous ce titre de menu.
–
Quitter le titre de menu avec la touche “ESC”.
–
Autres affichages avec la touche “ò”.
Derniers événements
(Exemple)
Les derniers événements survenus sont indiqués sous ce titre de
menu:
Z = Nombre de millisecondes depuis la mise en marche de la machine
S = Compteur de pièces de la machine
E = Numéro d’événement / numéro d’erreur
–
Quitter le titre de menu avec la touche “ESC”.
–
Affichages supplémentaires avec la touche “ ò ”.
60

DAC III
Temp. (°C): 30
UZK (V): 325
Appeler le sous-menu affichant les paramètres du DAC III.
Température
C’est ici que la température actuelle à l’intérieur de l’unité de contrôle
est indiquée en degrés Celsius. Elle doit rester en dessous de 80°C.
En cas d’un dépassement de cette température de 80°C, le message
d’erreur 3107 sera affiché.
Tension de circuit intermédiaire du moteur de la machine à
coudre (UZK)
Ici on édite la tension de circuit intermédiaire actuelle pour le moteur
en marche.
1
61

Initialisation (Init)
Var . + Sequ.
Maschinenpar.
Fr. Konturen
Masch. kpl!
Ereignissp.
Appeler le sous-menu pour l’initialisation de la mémoire des
événements et des données permanentes.
Mémoire des événements
Avec ce titre de menu, on peut remettre la mémoire des événements à
son état initiale.
Programmes de schémas de couture (variantes) et séquences
Avec ce titre de menu on peut effacer des programmes de schémas de
couture et des séquences.
Paramètres de machine
Avec ce titre de menu on peut remettre à leur réglage sortie d’usine les
paramètres de machine, les vitesses de démarrage doux, les temps,
les configurations d’utilisateur, les données du compteur de capacité
de fil de crochet et les options.
Contours de couture libres
Avec ce titre de menu on peut annuler (effacer) tous les contours de
couture libres.
Remarque
L’initialisation comporte à la rigueur le risque d’un effacement de
programmes de schémas de couture et de séquences et aussi de la
modification de numéros de programmes et séquences suivants.
Machine complète
Avec ce titre de menu on peut remettre à leur état d’origine toutes les
données permanentes. Après une telle initialisation, la machine
redémarrera à nouveau automatiquement.
Remarque
Après la remise en marche de la machine il faut sélectionner à
nouveau le numéro de la pince à bouton et de l’équipement (voir
instructions d’installation, au chapitre 9).
62

8.5.4.4 Contours libres
Maschine
Memory-Dongle
Benutzer
Service
Freie Konturen
La machine à coudre automatique pose-bouton 530 permet la création et la
réalisation de jusqu’à neuf contours de couture librement conçus. L’entrée
des coordonnées du contour de couture se fait au terminal de commande.
1
Créer
Avec ce titre de menu, on peut concevoir un nouveau contour de couture.
Remarque
Le numéro du contour de couture lui sera attribué automatiquement.
Modifier
Après avoir sélectionné le contour de couture à modifier, on parvient
au sous-menu pour modifier le contour de couture.
Effacer
Avec ce titre de menu, on peut effacer le contour de couture
sélectionné.
Copier
Un numéro de schéma de couture standard quelconque ou un contour de
couture libre peuvent être copiés ou modifiés. Après la sélection du numéro de
schémadecoutureonsetrouveausous-menu “Modifier contour de couture”.
–
Sélectionner le schéma de couture standard désiré avec les
touches “ñ”ou“ò”.
–
Appeler le schéma de couture standard sélectionné avec la touche “OK”.
Remarque
Le numéro du contour de couture lui sera attribué automatiquement.
Nombre de points disponibles:
Le nombre de points encore disponible est affiché (5000 au maximum).
Nombre de contours disponibles:
Le nombre de contours encore disponibles est affiché (9 au maximum).
63

Déterminer les coordonnées de contours
Lors de la création d’un contour de couture, chaque point de piqûre
doit être inscrit individuellement avec indication de sa position s ur le
réseau de coordonnées rectangulaires (axes des x et des y) au
contrôle. C’est pourquoi il faut déterminer auparavant les différents
points de coordonnées.
On peut déterminer les points de coordonnées avec un papier
millimétré.
surface de couture maximale point de piqûre à déterminer
(champ gris)
contour de couture dessiné
point zéro de la machine
réseau de coordonnées avec les axes des x et des y
Remarque
On devrait arranger le contour de couture de manière à ce que le point
zéro de la machine se trouve aussi près que possible du centre de la
surface de couture.
–
Dessiner la surface de couture sur le papier millimétrique (axe des
x = 40 mm au maximum, axe des y = 20 mm au maximum).
–
Dessiner les axes de coordonnées rectangulaires au centre du
champ de couture.
–
Dessiner le contour de couture.
–
Déterminer les coordonnées x et y pour chaque point de piqûre
désiré.
–
Entrer les coordonnées x et y dans l’unité de contrôle (voir page
suivante).
64

Réaliser le contour
Dans ce menu, on entre les coordonnées x et y individuellement pour
chaque point de piqûre.
Remarque:
Avant d’entrer les opérations de points (par exemple coupe
intermédiaire), d’abord terminer le contour (entrée de coordonnées) et
puis entrer l’opération de point par édition dans le menu “Modifier
contour”.
1
X1
Entrée de la coordonnée x pour le point 1
Entrée: - 20,0 à + 20,0
Y1
Entrée de la coordonnée y pour le point 1
Entrée: - 10,0 ...+ 10,0
Remarque:
La valeur X1 peut être modifiée conformément au chapitre 8.3.1.
Après la confirmation de la valeur X1 avec la touche “OK” appeler le
titre de menu Y1 avec la touche “ò”.
Les valeurs de Y1, X2, Y2, X3 et Y3 peuvent être modifiées comme
nous l’avons décrit pour la valeur X1.
Après la confirmation de l’entrée de Y3 avec la touche “OK”, appeler le
titre de menu “Ajouter point de piqûre” avec la touche “ò”.
Après la sélection de cette ligne avec la touche “OK” les coordonnées
suivantes Xn+1 et Yn+1 (en l’occurrence: X4 et Y4) s ont présentées
dans les deux lignes supérieures du menu. La barre de sélection
passe automatiquement à la ligne Xn+1 (en l’occurrence: X4). Les
valeurs Xn+1 et Yn+1 peuvent être modifiées suivant le besoin, comme
nous l’avons décrit en haut. Ce processus peut se répéter aussi
longtemps jusqu’à ce que toutes les coordonnées de points aient été
entrées.
Ajouter un point de piqûre
Fonction pour ajouter un point de piqûre.
Les coordonnées pour les trois premiers points (en l’occurrence:
X1/Y1, X2/Y2) et X3/Y3) sont déplacées en haut et il apparaît
Xn+1/Yn+1 (ici: X4/Y4) au display.
65

Sous-menu paramètres
Abst. X: 3.4
Abst. Y: 3.4
Appel du sous-menu pour entrer les paramètres du contour
Vitesse standard :
Vitesse standard
Entrée: 100 à 2700 tr/min
Ecart X:
Espacement des trous dans le sens de l’axe des X
Entrée: 0 à 40,0 mm
Ecart Y:
Espacement des trous dans le sens de l’axe des Y
Entrée: 0 à 20,0 mm
Valeurs prescrites = points extérieurs dans le sens des axes des X & Y
Les valeurs doivent être modifiées pour s’adapter à l’espacement des
trous du bouton (concerne le cadrage correct au menu principal).
Lorsque le contour de couture libre a été sélectionné actuellement à
l’écran principal et que l’un des écarts X/Y ou tous les deux ont été
modifiés, les valeurs pour la longueur et/ou la largeur doivent être
modifiées en conséquence !
66

Modifier le contour
Coordonnées de points
Appel du sous-menu pour la modification des coordonnées de points.
Effacer un point:
Effacer le point.
Entrée: Numéro du point à effacer
Ajouter un point:
Ajouter un point.
Entrée: Numéro du point devant lequel un point doit être inséré.
Le sous-menu pour la modification de la coordonnée de point est affiché.
1
Ajouter un point (à la fin)
Le sous-menu pour la modification de la coordonnée de point est affiché.
Paramètres
Appel du sous-menu pour modifier les paramètres du contour.
Sous-menu coordonnées de point
Si le contour à modifier possède 99 points ou moins, le sous-menu est
affiché aussitôt.
Si le contour à modifier possède plus de 99 points, il apparaît d’abord
le menu suivant:
–
Appeler le secteur de points désiré avec les touches “ñ”ou“ò”.
–
Sélectionner le secteur de points avec la touche “OK”.
Le sous-menu “ Coordonnées de point ” est affiché.
67

–
X10: 0.0
Y10: 0.0
Op10:
1
1
-
99
Appeler le point désiré avec les touches “ñ”ou“ò”.
–
Sélectionner le point avec la touche “OK”.
Le sous-menu pour la modification d’une coordonnée de point est
affiché.
Si une opération de piqûre est attribué à un point déterminé, ce sera
indiqué par un astérisque (*) au lieu d’une barre oblique (/).
Sous-menu modifier coordonnée de point
Ce sous-menu apparaît lors de l’appel d’une coordonnée de point du
menu “Cordonnées de point” et après l’intégration ou la modification
d’un point.
68
Exemple
X10
Modifier la coordonnée x pour le point 10.
Entrée: - 20,00 à + 20,00
Y10
Modifier la coordonnée y pour le point 10.
Entrée: - 10,00 à + 10,00
OP10
Modifier l’opération de point pour le point 10.
Entrée: 0 … 1 (Voir tableau ci-contre)
Remarque:
L’opération de point entrée doit être effectuée après le point de piqûre.

Numéro de
l’opération Description Commentaire
0 Pas d’opération de point
1 Coupe intermédiaire L’opérationde coupe intermédiaire peut se
programmer jusqu’à dix fois dans un contour.
Il faut qu’il y ait au moins trois points entre
deux processus de coupe intermédiaire.
Effacer un contour
1
–
Appeler le titre de menu “Effacer” avec les touches “ñ”ou“ò”.
–
Appuyer sur la touche “OK“.
–
Sélectionner le numéro de contour désiré avec les
touches “ñ”ou“ò”.
–
Confirmer la sélection avec la touche “OK”.
Le contour sera effacé.
ATTENTION !
L’effacement d’un contour de couture libre peut amener une
modification de la numérotation de programmes de schémas de
couture et/ou séquences, étant donné que ceux-ci risquent d’être
effacés en même temps.
69

Copier un contour
–
Appeler le titre de menu “Copier ” avec les touches “ñ”ou“ò”.
–
Appuyer sur la touche “OK”.
–
Sélectionner le numéro de schéma de couture désiré (1-50, 91-99)
avec les touches “ñ”ou“ò”.
–
Confirmer la sélection avec la touche “OK”.
Le contour sera copié et le menu “Modifier contour” sera affiché.
La procédure de modification du contour se fait conformément au
paragraphe “Modifier contour” en page 65.
70

8.5.4.5 Dongle-mémoire
Maschine
Benutzer
Service
Freie Konturen
Memory-Dongle
Inhalt
Laden
Speichern
Formatieren
Les fonctions de ce sous-menu permettent de mémoriser des données
de la machine dans un dongle ou de charger des données d’un dongle
à une machine.
1
Contenu dongle
Ce titre de menu permet d’afficher le contenu d’un dongle enfiché sur
l’unité de contrôle.
Charger
Sous ce titre de menu on peut transférer des données de programmes
(programmes de schémas de couture et séquences) et paramètres
de machine ainsi que des contours de couture libres du dongle sur la
machine.
Mémoriser
Sous ce titre de menu on peut mémoriser des données de programme
(programmes de schémas de couture et séquence) et des paramètres
de machine ainsi que des contours de couture libres sur un dongle de
données.
Formater
Pour pouvoir mémoriser des données sur un dongle il faut que
celui-ci soit d’abord formaté comme dongle de données.
Enficher le dongle sur l’unité de contrôle dans la prise appelée
“Dongle” (X110).
71

Afficher le contenu du dongle
Klasse: 530
U-Klasse: 000
Version: A05
Datum: 100105
51: 51
52: -53: -54: -55: -56: -57: -58: --
Dongle d’amorçage
Lorsqu’un dongle d’amorçage est enfiché, on éditera des informations
sur le programme de la machine.
(Exemple)
On peut connecter un dongle avec un programme de machine d’une
classe quelconque pour visualiser les informations du dongle.
Dongle de données
Si un dongle qui a été formaté pour la classe de machine 530 est
branché, les programmes de schémas de couture ou les contours de
couture libres mémorisés seront visualisés.
Edition des programmes de schémas de couture mémorisés
(Exemple)
La touche “ð“ permet de changer entre l’affichage des programmes de
schémas de couture et les contours de couture libres mémorisés.
72

Edition des contours de couture libres mémorisés
Data Dongle
Klasse: 510
Inhalt
Fr. Kont. kpl.
Masch. kpl.
(Exemple)
Si aucun programme de schémas de couture et aucun contour de
couture libre ne sont mémorisés, on éditera “-” , à défaut le nom
correspondant.
L’enfichage d’un dongle d’une autre classe de machine entraîne
l’affichage suivant.
1
(Exemple)
Charger des données du dongle sur la machine
Les données de programmes mémorisées (programmes de schémas
de couture et séquences) et les paramètres de machine ou tous les
contours de couture libres peuvent être chargées du dongle sur la
machine.
73

Contenu
Ce titre de menu permet de visualiser le contenu d’un dongle-mémoire
enfiché au contrôle.
Contours de couture libres complets
Avec ce titre de menu on lance le chargement de tous les contours de
couture libres. Une fenêtre apparaît pour confirmer la sélection.
–
Appuyer la touche “ï ” (NON) pour arrêter le processus ou
la touche “ð ” ( OUI) pour le poursuivre.
Tous les contours de couture libres de la machine seront effacés lors
du chargement du dongle!
Remarque
Le temps nécessaire pour charger les données dépend du nombre de
contours de couture libres sur le dongle.
Machine complète
Avec ce titre de menu on lance le chargement des programmes de
données (programmes de schémas de couture et séquences) et des
paramètres de machine. Il s’agit en particulier de:
tous les programmes de schémas de couture,
·
toutes les séquences,
·
les paramètres de machine,
·
le numéro actuel du schéma de couture, si l’équipement
·
correspond
les données actuelles de schémas de couture standard, si
·
l’équipement correspond.
Une fenêtre apparaîtra pour confirmer la sélection.
–
Appuyer la touche “ï” (NON) pour arrêter le processus ou la
touche “ð” (OUI) pour le poursuivre.
Les données sur la machine sont effacées lors du chargement du
dongle!
Remarque
Le temps nécessité pour charger les données dépend du nombre de
programmes de schémas de couture sur le dongle.
74
Si des contours de couture libres contenus dans des programmes de
schémas de couture (variantes) et séquences doivent être transférés,
il faut d’abord charger les contours de couture libres sur la machine et
ensuite “Machine complète”!

Mémoriser des données sur le dongle
Inhalt
Fr. Kont. kpl.
Masch. kpl.
C’est ici qu’on peut mémoriser les données de programmes (programmes
de schémas de couture et séquences) et les paramètres de machine ou
tous les contours de couture libres de la machine sur le dongle.
Contenu
Ce titre de menu permet de visualiser le contenu d’un dongle-mémoire
enfiché au contrôle.
1
Contours de couture libres complets
Avec ce titre de menu on lance la mémorisation de tous les contours
de couture libres. Une fenêtre apparaît en guise de confirmation.
–
Appuyer sur:
la touche “ï” (NON) pour arrêter le processus ou
la touche “ð” (OUI) pour le continuer.
Tous les contours de couture libres du dongle seront effacés
lors de la mémorisation !
Remarque
Le temps nécessaire pour la mémorisation dépend du nombre des
contours de couture libres sur la machine.
Machine complète
Avec ce titre de menu on lance la mémorisation des données de
programmes (programmes de schémas de couture et séquences) et
des paramètres de machine.
Il s’agit e n particulier de:
tous les programmes de schémas de couture,
·
toutes les séquences,
·
des paramètres de machine,
·
des numéros actuels de schémas de couture, si l’équipement
·
correspond
des données actuelles de schémas de couture standard, si
·
l’équipement correspond.
75

Une fenêtre apparaît en guise de confirmation.
Data Dongle
–
Appuyer sur :
la touche “ï” (NON) pour arrêter le processus ou
la touche “ð” (OUI) pour exécuter l’opération.
Les données de programmes et les paramètres de machine sur le
dongle sont effacés à la mémorisation !
Remarque
Le temps nécessaire pour la mémorisation dépend du nombre de
programmes de schémas de couture sur la machine.
Formater le dongle
Avant de pouvoir utiliser un dongle pour la mémorisation de données, il
doit être formaté comme dongle de données.
Dongle de données
Avec ce titre de menu on peut lancer le formatage du dongle.
–
Pour démarrer appuyer sur la touche “P”.
Une fenêtre apparaît en guise de confirmation de la sélection.
–
Appuyer sur :
la touche “ï” (NON) pour arrêter le processus ou
la touche “ð” (OUI) pour le continuer.
Le formatage d’un dongle vous fait perdre toutes les données qui y
seraient mémorisées !
76

Messages d’erreurs
Numéro Désignation Cause éventuelle Remède
4301 Dongle fait défaut Dongle non enfiché
4302 Dongle vide Pas de données
mémorisées sur le dongle
4304 Faux type de dongle Format du dongle ne
correspond pas à la fonction
désirée
4307 Fausse classe de
machine
4311 Erreur de format-ID o Formatage du dongle
4312 Type de dongle
inconnu
Dongle de données n’est pas
formaté pour la classe 530
n’est pas correct
o Dongle défectueux
o Formatage du dongle
n’est pas correct
o Dongle défectueux
Enficher dongle au contrôle
Mémoriser des données sur
le dongle
o U tiliser un autre dongle
o Formater le dongle
o U tiliser un autre dongle
o Formater le dongle
o Formater le dongle à nouveau
o U tiliser un dongle neuf
o Formater le dongle à nouveau
o U tiliser un dongle neuf
1
77

8.6 Messages d’erreurs
En cas d’une erreur dans le système de contrôle ou dans le
programme de schémas de couture, le display affichera un symbole
correspondant et un numéro d’erreur.
Moyennant les tableaux suivants, on peut déterminer la cause de
l’erreur et trouver une possibilité d’y remédier.
8.6.1 Catégories d’erreurs
N° Pictogramme Désignation Description
1 Erreur grave Un arrêt d’urgence interviendra.
La machine automatique doit être fermée et
mise en marche à nouveau.
2 Erreur Continuer le travail n’est possible qu’après la
confirmation de l’erreur par l’utilisateur.
3 Avertissement Continuer le travail n’est possible qu’après
confirmation de l’avertissement par l’utilisateur.
78

8.6.2 Messages d’applications
Picto- Description Catégorie Réaction/ Remédier au problème
gramme
Compteur de capacité de
canette à zéro Indication
Volantfut tourné à la main Mise en
garde
Le contour excède dans le
sens des -X/+X, les bords de
l’ouverture dans la tôle d’appui
de tissu pour le pied de
grappin de pince à bouton.
Le contour excède dans le
sens des -X/+X et Y, les bords
de l’ouverture dans la tôle
d’appui de tissu pour le pied de
grappin de pince à bouton.
Le contour excède dans le
sens des -X/-Yet +Y, les bords
de l’ouverture dans la tôle
d’appui de tissu pour le pied de
grappin de pince à bouton.
Mise en
garde
Mise en
garde
Mise en
garde
. Pied de grappin de pince à bouton ne peut être
baissé qu’après confirmation par appui de la
touche “OK”
. La remarque disparaît après la confirmation.
. Après la confirmation le compteur de capacité de
canette sera remis à sa valeur initiale
. Impossible de continuer la couture, si le
déroulement est interrompu
. Arrêter le processus de couture en appuyant
la pédale en arrière
Confirmation avec le bouton-poussoir n° 1 (pinces)
ou en appuyant la touche “ESC” au terminal de
commande
· Démarrage de couture impossible
· Choisir un autre pied de grappin de pince à bouton
· Choisir un autre schéma de couture
· Réduire le décalage du schéma de couture dans
le sens des X
· Démarrage de couture impossible
· Choisir un autre pied de grappin de pince à bouton
· Choisir un autre schéma de couture
· Réduire le décalage du schéma de couture dans
le sens des X
· Réduire le schéma de couture dans le sens des Y
· Démarrage de couture impossible
· Choisir un autre pied de grappin de pince à bouton
· Choisir un autre schéma de couture
· Réduire le décalage dans le sens des X
· Réduire le décalage du schéma de couture dans
le sens des Y
1
Le contour excède dans le
sens des +X/-Yet +Y, les
bords de l’ouverture dans la
tôle d’appui de tissu pour le
pied de grappin de pince à
bouton.
Le contour excède dans le
sens des X/-Yet +Y, les bords
de l’ouverture dans la tôle
d’appui de tissu pour le pied de
grappin de pince à bouton.
Le contour excède dans le
sens des -Yet +Y, les bords de
l’ouverture dans la tôle d’appui
de tissu pour le pied de
grappin de pince à bouton.
Mise en
garde
Mise en
garde
Mise en
garde
· Démarrage de couture impossible
· Choisir un autre pied de grappin de pince à bouton
· Choisir un autre schéma de couture
· Réduire le décalage dans le sens des X
· Réduire le décalage du schéma de couture dans
le sens des Y
· Démarrage de couture impossible
· Choisir un autre pied de grappin de pince à bouton
· Choisir un autre schéma de couture
· Réduire le schéma de couture dans le sens des X
· Réduire le décalage du schéma de couture dans
le sens des Y
· Démarrage de couture impossible
· Choisir un autre pied de grappin de pince à bouton
· Choisir un autre schéma de couture
· Réduire le décalage du schéma de couture dans
le sens des Y
79

Picto- Description Catégorie Réaction/ Remédier au problème
gramme
Le contour excède dans le
sens des X, l’ouverture dans
la tôle d’appui de tissu pour le
pied de grappin de pince à
bouton.
Le contour excède dans le
sens des Y, l’ouverture dans
la tôle d’appui de tissu pour le
pied de grappin de pince à
bouton.
Le contour excède dans le
sens des X et Y, l’ouverture
dans la tôle d’appui de tissu
pour le pied de grappin de
pince à bouton.
Schéma de couture bloqué Mise en
Mise en
garde
Mise en
garde
Mise en
garde
garde
· Démarrage de couture impossible
· Choisir un autre pied de grappin de pince à bouton
· Choisir un autre schéma de couture
· Réduire le schéma de couture dans le sens des X
· Démarrage de couture impossible
· Choisir un autre pied de grappin de pince à bouton
· Choisir un autre schéma de couture
· Réduire le schéma de couture dans le sens des Y
· Démarrage de couture impossible
· Choisir un autre pied de grappin de pince à bouton
· Choisir un autre schéma de couture
· Réduire le schéma de couture dans le sens
des X et Y
· Démarrage de couture impossible
· Sélectionner un autre schéma de couture
· Débloquer le schéma de couture
80

8.6.3 Erreurs de machine
Code Description Cause possible Remède
1051 Moteur à coudre délai
d’attente
- Câble entre moteur commutateur de réf. défectueux
- Commutateurde réf. défectueux
- Moteur défectueux
- Mécanique est ferme
1052 Moteur surintensité - Câble moteur défectueux
- Moteur défectueux
- Contrôle défectueux
- Le logiciel n’est pas
compatible avec la version de
l’unité de contrôle (A/Bxx.x)
1053 Moteur surtension Tension du secteur trop élevé
1055 Moteur en surcharge - Moteur bloqué
/ferme
- Moteur défectueux
- Contrôle défectueux
1056 Moteur surchauffé - Moteur ferme
- Moteur défectueux
- Contrôle défectueux
1058
1059
1062 Moteur IDMA incrément
Vitesse de moteur
(affichage négatif)
Moteur défectueux
Perturbation
automatique
1302 Moteur erreur
d’alimentation en
courant électrique
- Fiche moteur non
connectée
- Fiche émetteur incrémentiel
non connecté
1342
Faute de moteur Erreur interne
à
1344
2101 Moteur pas à pas de
l’axe des x, délai
d’attente, passe de
référence
- Câble de connexion du
commutateur de réf. défectueux
- Commutateur de référence
défectueux
- Moteur pas à pas défectueux
Mécanique est ferme
2152 Moteur pas à pas de
l’axe des x avec
surintensité
2153 Moteur pas à pas de
- Moteur pas à pas de l’axe
des x défectueux
- Contrôle défectueux
Tension du secteur trop élevée
l’axe des x avec
surtension
2156 Moteur pas à pas de
l’axe des x est
surchauffé
- Moteur pas à pas de l’axe
des x ferme
- Moteur pas à pas de l’axe
des x défectueux
- Contrôle défectueux
2162 Moteurpas à pas de
Perturbation
l’axe des x IDMA
incrément automatique
- Vérifier le câble
Vérifier le commutateur de
référence
- Vérifier le moteur
- Vérifier la mécanique
- Vérifier le câble
- Vérifier le moteur
- Vérifier le contrôle
- Vérifier le n° de série du contrôle
DAC III
1
, éventuellement installer la
versioncorrectedulogiciel
Vérifier la tension du secteur
-Rendre moins ferme
-Vérifier le moteur
-Vérifier le contrôle
- Rendre moins ferme
- Vérifier le moteur
- Vérifier le contrôle
Vérifier le moteur
Eteindre et allumer la machine à
nouveau
- Bien connecter la fiche pour le
moteur
- Bien connecter la fiche pour
l’émetteur incrémentiel
- Eteindre et allumer la machine à
nouveau
- Mise à jour du logiciel
- Contacter le support technique DA
- Vérifier le câble
- Vérifier commutateur de référence
- Vérifier le moteur pas à pas
- Vérifier la mécanique
- Vérifier le moteur pas à pas de
l’axe des x
- Vérifier le contrôle
Vérifier la tension du secteur
- Rendre moins ferme
- Vérifier le moteur pas à pas
de l’axe des x
- Vérifier le contrôle
Eteindre et allumer la machine à
nouveau
1
1
Numéro de série 0302-00101 … 0307-00643: l’unité de contrôle doit être utilisé avec la version Axx.x
Numéro de série 0307-00644 ou supérieur: l’unité de contrôle doit être utilisé avec la version Bxx.x
81

Code Description Cause possible Remède
2201 Moteur pas à pas de
l’axe des y, temps
d’attente, passe de
- Câblede connexion du
commutateur de réf. défectueux
- Commutateurde réf. défectueux
référence
- Moteur pas à pas défectueux
- Mécanique ferme
2252 Moteur pas à pas de
l’axe des y avec
surintensité
2253 Moteur pas à pas - axe
- Moteur pas à pas - axe des y
défectueux
- Contrôle défectueux
Tension de secteur trop élevé
des y - surtension
2256 Moteur pas à pas -
axe des y - surchauffé
- Moteur pas à pas - axe des y
est ferme
- Moteur pas à pas - axe des y
défectueux
- Contrôle défectueux
2262 Moteurpas à pas - axe
Perturbation
des y - IDMA avec
incrément automatique
2911
2914
3100 Machine, tension de
3101 Machine, tension de
3102 Machine, tension du
3103 Machine, tension
Défaillance moteur
pas à pas
contrôle
puissance
circuit intermédiaire
du moteur à coudre
circuit intermédiaire
Erreur interne
- Brève chute de tension
- Fusible F403 a sauté
- Brève chute de tension
- Fusible F402 a sauté
- Brève chute de tension
- Fusible F400/F404 ont sauté
(extérieur)*
- Brève chute de tension
- Fusible F401 a sauté
des moteurs pas à pas
3107 Machine, Température - Ouvertures d’aération
fermées
- Grilles de ventilation
encrassées
- Vérifier les ouvertures
d’aération
3215 Machine, compteur de
fildecanetteàzéro
Position du compteur de fil de
canette indique zéro: la canette
est vide
- Vérifier câble
- Vérifier le commutateur de
référence
- Vérifier moteur pas à pas
- Vérifier la mécanique
- Vérifier moteur pas à pas - axe
des y
Vérifier le contrôle
Vérifier la tension du secteur
- Rendre moins ferme
- Vérifier le moteur pas à pas - axe
des y
- Vérifier le contrôle
Eteindre et allumer la machine à
nouveau
- Eteindre et allumer la machine à
nouveau
- Mise à jour du logiciel
- Contacter le support technique
DA
- Vérifier la tension du secteur
- Remplacer le fusible F403
- Vérifier la tension du secteur
- Remplacer le fusible F402
- Vérifier la tension du secteur
- Remplacer les fusibles
F400/F404 (extérieur)
- Vérifier la tension du secteur
- Remplacer le fusible F401
- Nettoyer les grilles de ventilation
Confirmer le message et changer la
canette
* Ces fusibles peuvent aussi être défectueux, si lors de la mise en marche l’unité de contrôle ne réagit pas du tout!
82

Code Description Cause possible Remède
3301
3320
3322
3330
3332
3340
3341
3350
3351
3353
3360
3361
3400
3401
3403
3358 Déroulement de
3500
3506
3520
3530
3540
3721
3722
4301 Dongle fait défaut Pas de dongle enfiché
4302 Dongle vide Aucune donnée mémorisée sur
4304 Mauvais type de
4307 Mauvaise classe de
4311 Erreur de format ID - Dongle n’est pas
4312 Type de dongle
4530
4537
4900
Erreur contrôle du
déroulement /
Déroulement de test
/Test de moteur pas à
pas / Déroulement
enclenchement
/Déroulement couture
/Déroulement
bobinage /
Déroulement
assistance aux
réglages
couture:
Volant à main tourné
pendant l’interruption
Erreur interpréteur de
commandes /
Synchronisation des
moteurs
dongle
machine
inconnu
Erreur du système
des menus / Erreur
d’annonce
d’utilisateur
Erreur interne
Volant à main tourné pendant
l’interruption
Erreur interne
le dongle
Format du dongle ne correspond
pas à la fonction désirée
Dongle de données n’est pas
formaté pour la classe 530
correctement formaté
- Dongle défectueux
- Dongle n’est pas
correctement formaté
- Dongle défectueux
Erreur interne
- Eteindre et allumer la machine à
nouveau
- Mise à jour du logiciel
- Contacter le support technique
DA
Arrêter le processus de couture:
Pédale à mettre en position arrière
- Eteindre et allumer la machine à
nouveau
- Mise à jour du logiciel
- Contacter le support technique
DA
Enficher dongle au contrôle
Mémoriser les données sur le
dongle
- Utiliser un autre dongle
- Formater dongle
- Utiliser un autre dongle
- Formater dongle
- Formater le dongle à nouveau
- Utiliser un dongle neuf
- Formater le dongle à nouveau
- Utiliser un dongle neuf
Eteindre et allumer la machine à
nouveau
- Mise à jour du logiciel
- Contacter le support technique DA
1
5101 NV-RAM vide Contrôle est neuf, données
absentes
Contrôle vient d’une autre
classe de machine, données
non compatibles
5104 Erreur NV-RAM
Somme de contrôle
NV-SRAM défectueux
Perturbation
Données sont remises à leur état au
départ d’usine
- Vérifier via multitest. Vérifier le
contrôle.
- Eteindre et allumer la machine à
nouveau.
Données sont remises à leur état au
départ d’usine.
83

Code Description Cause possible Remède
5804 Contours libres:
Somme de contrôle
est fausse
5808 Erreur contour de
couture libre, numéro
de point introuvable
5809 Contours libres:
nombre maximum de
contours partiels
5810 Contourslibres:Nombre
minimum de points par
contour partiel
5900 Erreur séquences -
Numéro de séquence
non admis
6151
Erreur Entrée/Sortie Erreur interne
à
6154
2
6351
Erreur I
C - Mise à jour du logiciel
à
6354
6551
6554
6651
6653
Erreur de position de
la tête de machine
/Convertisseur AD /
Erreur de processeur
/Excitateur de moteur
pas à pas
6751
6761
6952
7451
7453
Communication
interfacedetest
7454
7452
7455
7551
7555
Communication
interfacedetest
Communication
interface de terminal
de commande
7558
7559
7556
7557
Communication
interface de terminal
de commande
7700 Protocole: Nombre
maximum de
répétitions
- NV-SRAM défectueux
- Perturbation
Erreur interne
Dépassement du nombre max.
de contours partiels (opérations
de coupe intermédiaire)
Nombre minimum de points par
contour partiel non respecté
Erreur interne
- Contacter le support
technique DA
Erreur interne
Erreur interne
- Brouillage
- Câble interface de test
défectueux
- Erreur interne
Erreur interne
- Brouillage
- Câble communication
interface de terminal de
commande défectueux
- Brouillage
- Câble interface de test
défectueux
- Vérifier par multitest,
vérifier le contrôle
- Eteindre et allumer la machine à
nouveau.
Données sont remises à leur état au
départ d’usine
- Eteindre et allumer la machine à
nouveau.
- Mise à jour du logiciel
- Contacter le support technique
DA
Annuler les opérations de coupe
intermédiaire dans les contours
libres.
Déplacer les opérations de coupe
intermédiaire dans les contours
libres
- Eteindre et allumer la machine à
nouveau
- Mise à jour du logiciel
- Contacter le support technique
DA
Eteindre et allumer la machine à
nouveau
Contrôle défectueux - Remplacer le
contrôle
- Eteindre et allumer la machine à
nouveau
- Mise à jour du logiciel
- Contacter le support technique
DA
Eteindre et allumer la machine à
nouveau
- Eteindre la s ource de brouillage
- Remplacer le câble
- Eteindre et allumer la machine à
nouveau
- Eteindre et allumer la machine à
nouveau
- Mise à jour du logiciel
- Contacter le support technique
DA
- Eteindre la s ource de brouillage
- Vérifier le câble
- Eteindre la s ource de brouillage
- Remplacer le câble
84

Code Description Cause possible Remède
7701 Erreur de protocole Erreur interne
8151
8156
8159
8152
8154
8251
8255
8252
8257
8258
/
8253
8256
8254
8351
8700
8702
8800
8806
8890
8891
Erreur IDMA - Perturbation
- Contrôle défectueux
Erreur IDMA /
Amorçage ADSP /
Amorcer
Amorçage ADSP /
Amorçage XILINX /
Amorçage
Erreur pointes de test
/ Simulation d e
touches / Signal /
Traitement
d’événements /
Enrouleur de mémoire
/ Liste des fonctions
Erreur interne
Perturbation
Erreur interne
- Eteindre et allumer la machine à
nouveau
- Mise à jour du logiciel
- Contacter le support technique
DA.
- Eteindre et allumer la machine à
nouveau
- Remplacer le contrôle
- Eteindre et allumer la machine à
nouveau
- Mise à jour du logiciel
- Contacter le support technique
DA
- Eteindre et allumer la machine à
nouveau
1
- Eteindre et allumer la machine à
nouveau
- Mise à jour du logiciel
- Contacter le support technique
DA
9100
9105
9200
9201
9900
9902
9903
9905
Erreur de gestion de
schémas de couture /
Programme de
schémas de couture /
Déblocage de
schémas de couture /
Equipement /
Traitement de touches
/ Mémoire Editions de
messages
Erreur interne
- Eteindre et allumer la machine à
nouveau
- Mise à jour du logiciel
- Contacter le support technique
DA
85

9. Coudre
Suite des opérations et fonctions de couture:
Processus de couture Maniement / Explication
Avant le démarrage
Position initiale - Pédale en position de repos
Machine automatique pose-bouton
à l’arrêt
Aiguille en haut, pince d’ouvrage en
haut.
Mettre l’ouvrage
en place.
Coudre - Appuyer la pédale vers l’avant
jusqu’au premier degré .
Les pinces descendent.
- Lâcher la pédale.
Les pinces se lèvent à nouveau.
L’ouvrage peut être positionné
autrement.
- Appuyer la pédale à fonds vers l’avant.
La machine automatique pose-bouton
coud avec la vitesse réglée.
Au cycle de couture
Interrompre
le processus de
couture - Appuyer la pédale en arrière.
La machine automatique pose-bouton
s’arrête.
Les pinces restent en bas.
Continuer le
processus de
couture - Appuyer la pédale tout à fait vers
l’avant.
86

10. Entretien
10.1 Nettoyer et essais
ATTENTION ! RISQUE D’ACCIDENT !
Fermer l’interrupteur principal.
L’entretien de la machine automatique pose-bouton doit se faire
seulement, lorsque la machine est coupée du secteur.
Les travaux d’entretien devront se faire au plus tard selon les
intervalles indiquées aux tableaux (voir la rubrique “Heures de
service”).
Un matériel à coudre produisant beaucoup de poussières et duvets
peut faire que les intervalles d’entretien recommandés peuvent se
réduire sensiblement.
Une machine à coudre automatique pose-bouton bien propre vous met
à l’abri de perturbations et pannes.
1
1
2
Travaux Commentaire Heures
d’entretien de service
Tête de la machine
8
- Enlever la poussière et les
déchets de fil.
(par exemple avec un
pistolet pneumatique)
Boîtier de contrôle
Endroits exigeant des soins particuliers:
- Dessous de la plaque à aiguille
- Environs du crochet (1)
- Boîte à canette
- Dispositif coupe-fil
- Environs de l’aiguille (2)
- Tenir les grilles de ventilation bien dégagées
8
87

10.2 Lubrification
321
ATTENTION ! RISQUE D’ACCIDENT !
L’huile peut provoquer des réactions cutanées.
Il faut éviter un contact prolongé avec la peau.
Laver les mains soigneusement après chaque contact.
ATTENTION !
L’utilisation et l’évacuation d’huiles minérales sont soumises à une
réglementation par la loi.
Livrer les huiles usées aux dépôts autorisés.
Protéger l’environnement.
Faire attention à ne pas épancher d’huile.
Pour la lubrification de la machine automatique pose-boutons il faut
utiliser exclusivement l’huile DA-10 ou une huile de qualité identique avec
la spécification technique suivante:
–
Viscosité à 40°C : 10 mm²/s
–
Point d’inflammation: 150° C
L’huile DA-10 peut être achetée aux agences de la
DÜRKOPP ADLER AG sous les numéros de référence suivants:
le bidon de 250-ml: 9047 000011
le bidon de 1 litre: 9047 000012
le bidon de 2 litres: 9047 000013
le bidon de 5 Litres: 9047 000014
Travaux d’entretien Commentaire Heures
à exécuter de service
Lubrification de la machine à
coudre automatique
pose-bouton
La machine automatique pose-bouton est
équipée d’un graissage central par mèches
huilées. Les endroits à huiler sont alimentés
par deux réservoirs d’huile (2) et (3).
8
88
- Le niveau d’huile ne doit jamais
descendre en dessous du repère rouge
des deux réservoirs.
- Leur remplissage se fait par le trou (1) et
ne doit pas dépasser le repère rouge.

11. Schémas de couture standard
N° Schéma de Répartition Nombre de Dimension standard Dimension standard
couture de points fils de jonction sens axe des x (mm) sens axe des y (mm)
16-613,43,4
28-813,43,4
38-833,43,4
4 10 - 10 1 3,4 3,4
5 12 - 12 1 3,4 3,4
66-603,43,4
78-803,43,4
8 10 - 10 0 3,4 3,4
9 12 - 12 0 3,4 3,4
10 6 - 6 1 3,4 3,4
11 8 - 8 1 3,4 3,4
12 10 - 10 1 3,4 3,4
13 6 - 6 1 3,4 3,4
14 8 - 8 1 3,4 3,4
15 10 - 10 1 3,4 3,4
16 12 - 12 1 3,4 3,4
1
17 6 - 6 0 3,4 3,4
18 8 - 8 0 3,4 3,4
19 10 - 10 0 3,4 3,4
20 6 - 6 1 3,4 3,4
21 8 - 8 1 3,4 3,4
89

N° Schéma de Répartition Nombre de Dimension standard Dimension standard
couture de points fils de jonction sens axe des x (mm) sensaxedesy(mm)
22 10 - 10 1 3,4 3,4
23 12 - 12 1 3,4 3,4
24 6 - 3,4
25 8 - 3,4
26 10 - 3,4
27 12 - 3,4
28 16 - 3,4
29 20 - 3,4
30 6 3,4
31 10 - 3,4
32 12 - 3,4
33 6 - 6 1 3,4 3,4
34 10 - 10 1 3,4 3,4
35 6 - 6 0 3,4 3,4
36 10 - 10 0 3,4 3,4
37 5-5- 5 - 2,9 2,5
38 8-8-8 - 2,9 2,5
39 5-5- 5 - 2,9 2,5
40 8-8-8 - 2,9 2,5
41 4-4-4 - 3,4 3,4
42 4-4-4 - 3,4 3,4
43 4-4-4 - 3,4 3,4
90

N° Schéma de Répartition Nombre de Dimension standard Dimension standard
couture de points fils de jonction sens axe des x (mm) sensaxedesy(mm)
44 4-4-4 - 3,4 3,4
45 4-4-4 - 3,4 3,4
46 4-4-4 - 3,4 3,4
47 4-4-4 - 3,4 3,4
48 4-4-4 - 3,4 3,4
49 6-6-6-6 - 3,4 3,4
50 8-8-8-8 - 3,4 3,4
1
91

12. Pieds de grappin de pince à bouton
Numéro du pied de
grappin
1 10 x 10 oui 1 tous pince-bouton
Dimension X x Y [mm]
Trou dans
tôle d’appui de tissu
Cadre intérieur
rectangulaire
N° du schéma de
couture standard
En raison de données techniques et d’un écart de sécurité,
la surface réservée à la couture doit être plus petite que
l’ouverture dans la tôle d’appui de tissu.
Schémas de couture
admis
Description
92

13. Numérotation des titres de menu
Paramètres Abrév. allemande (au display) Français (en toutes lettres)
0Aus/A
1Ein/B
D01 Ja
D02 Nein
D03 Abbr
D04 Ok
Q01? Varianten und Sequenzen
initialisieren?
Q02? Maschinenparameter
initialisieren?
Q03? Freie Konturen initialisieren?
Q04? Maschine komplett initialisieren?
Q05? Ausführen?
T1 Maschine
T1.1 Parameter
T1.1 PWM-Ausgangstest
T1.1.1 Absch.dz.
T1.1.2 Max.Dz.
T1.1.3 Stoppos.
T1.1.4 Einlegepos.
T1.1.5 Referenz.
T1.2 S o ftsta rt
T1.2.1 1.Stich
T1.2.2 2.Stich
T1.2.3 3.Stich
T1.2.4 4.Stich
T1.2.5 5.Stich
T1.3 Einrichtung
T1.3.1 Klammerfuß
T1.3.2 Freie Maße
T1.3.3 Nummer
T1.3.4 Länge
T1.3.5 Breite
T1.3.6 Ausstattung
T1.3.6.1 Handtaster
T1.3.6.2 El.Fw.
T1.3.6.3 _/-Klamm.
T1.3.6.4 Laserl
T1.3.6.4.1 Anz.Laser
T1.3.6.5 Opt.Anzeige
T1.3.6.5.1 Opt.Anz.
T1.3.6.6 Belegung Eing.
ARRÊT
MARCHE
oui
non
abandonner
OK
Initialiser variantes et séquences?
Initialiser paramètres de machines ?
Initialiser les contours libres ?
Initialiser la machine complètement ?
Exécuter ?
Machine
Paramètres
Test de sortie PWM
Vitesse de coupe
Vitesse maximum
Position d’arrêt
Position de pose d’ouvrage
Passe de référence
Démarrage doux
1er point
2e point
3e point
4e point
5e point
Equipement
Pied de pince à bouton
Cotes libres
Numéro
Longueur
Largeur
Equipement
Bouton-poussoir
Ecarteur de fil électrique
Pinces séparées
Lumières laser
Nombre lumières laser
Affichage optique
Affichage optique
Occupation des entrées
1
93

Paramètres Abrév. allemande (au display) Français (en toutes lettres)
T1.3.6.7 Belegung Ausg.
T1.3.6.8 L.TaKFM
T1.4 Zeiten
T2 Benutzer
T2.1 Sprache
T2.2 Nähmodus
T2.2 Handtaster
T2.3 Par.sperr
T2.4 Nähm.sperren
T2.5 Sequ.sperren
T2.6.1 Alle sperren
T2.6.2 Alle freigeben
T2.7.1 Alle sperren
T2.7.2 Alle freigeben
T3 Service
T3.1 Multitest
T3.1.1 Ausgangstest
T3.1.2 PWM-Ausg.test
T3.1.3 Eingangstest
T3.1.4 Auto-Eing-Test
T3.1.5 Nähmotortest
T3.1.6 Schrittm.test
T3.1.6 Schrittmotortest
T3.1.7 RAM-Test
T3.1.8 EEPROM-Test
T3.2 180 °-Scheibe
T3.3 Ereignisse
T3.3.1 Ereignissp.
T3.3.1 Ereignisspeicher
T3.3.2 Letzte Ereignisse
T3.3.2 Letzte Ereign.
T3.4 DAC III
T3.4.1 Temp.(°C)
T3.4.2 UZK(V)
T3.5 Init
T3.5.1 Ereignissp.
T3.5.2 Var.+Sequ.
T3.5.3 Maschinenpar.
T3.5.4 Fr.Konturen
T3.5.5 Masch.kpl.
T4 Freie Konturen
T4.1 Erstellen
Occupation des sorties
Electro-aimant de pied de pince à bouton
Temps
Utilisateur
Langue
Mode de couture
Bouton-poussoir
Blocage de paramètre
Blocage de schéma de couture
Blocage de séquences
Bloquer tout
Débloquer tout
Bloquer tout
Débloquer tout
Service
Multitest
Tests de sorties
Test de sortie PWM
Test des entrées
Test automatique des entrées
Test du moteur à coudre
Test des moteurs pas à pas
Test des moteurs pas à pas
Test RAM
Test EEPROM
Disque à 180°
Evénements
Mémoire d’événements
Mémoire d’événements
Derniers événements
Derniers événements
DAC III
Température en °C
Tension circuit intermédiaire (V)
Initialisation
Mémoire d’événements
Variantes et séquences
Paramètres de machines
Contours libres
Machine complète
Contours libres
Créer
94

Paramètres Abrév. allemande (au display) Français (en toutes lettres)
T4.1.7 Stich anfügen
T4.1.8 Parameter
T4.1.8.1 Std.z.
T4.1.8.2 Bzpkt X
T4.1.8.2 Abst.X
T4.1.8.3 Abst.Y
T4.1.8.3 Bzpkt Y
T4.1.8.4 Beenden
T4.2 Ändern
T4.2.1 Stichkoord.
T4.2.2 St.entf.
T4.2.3 St.einf.
T4.2.4 Stich anfügen
T4.2.5 Parameter
T4.2.5.1 Std.z.
T4.2.5.2 BzpktX
T4.2.5.2 Abst.X
T4.2.5.3 Abst.Y
T4.2.5.3 BzpktY
T4.2.6 Anz.St.
T4.2.7 Anz.v.St.
T4.3 Löschen
T4.4 Kopieren
T4.5 Anz.v.St.
T4.6 Anz.v.Kont.
T 5 Memory-Dongle
T 5.1 Inhalt
T5.2 Laden
T5.2.1 Inhalt
T5.2.2 Masch.kpl.
T5.2.3 Fr.Kont.kpl.
T5.3 Speichern
T5.3.1 Inhalt
T5.3.2 Masch.kpl.
T5.3.3 Fr.Kont.kpl.
T5.4 Formatieren
T5.4.1 Data Dongle
T5.4.2 Boot Dongle
W01 Code
W02 WARNUNG
W03 Fehler
W04 INFORMATION
Ajouter un point de piqûre
Paramètre
Vitesse standard
Point de référence X
Distance X
Distance Y
Point de référence Y
Terminer
Modifier
Coordonnées de point
Supprimer point
Ajouter point
Ajouter point
Paramètre
Vitesse standard
Point de référence X
Distance X
Distance Y
Point de référence Y
Nombre de points
Nombre de points disponibles
Effacer
Copier
Nombre de points
Nombre de points disponibles
Dongle mémoire
Contenu
Charger
Contenu
Machine complète
Contours libres complets
Mémoriser
Contenu
Machine complète
Contours libres complets
Formater
Dongle de données
Dongle d’amorçage
Code
Avertissement
Erreur
Information
1
95

Paramètres Abrév. allemande (au display) Français (en toutes lettres)
W05 NOTABSCHALTUNG
W06 SCHWERER Fehler
W07 Anmerkung
W08 INTERNER Fehler
W09 BESTÄTIGUNG
W10 Daten lesen
W 11 Daten sichern
W12 Formatieren
Z01 Ausgang
Z02 Eingang
Z03 Drehzahl
Z04 Stopposition
Z05 Software
Z06 Datum
Z07 F
Z08 Bitte warten
Z09 ROM-Gr.
Z10 Klasse
Z11 Version
Z12 Checks.
Z13 Fehlercode
Z14 Pedal
Z15 Handtast.
Z16 Laserl
Z17 _/-Klamm
Z18 Opt.Anz.
Z19 Nicht bel.
Z20 U-Klasse
Arrêt d’urgence
Erreur grave
Remarque
Erreur interne
Confirmation
Lecture de données
Sauvegarder données
Formater
Sortie
Entrée
Vitesse
Position d’arrêt
Logiciel
Date
F
Veuillez patienter …
Capacité ROM
Classe
Version
Somme de contrôle
Code d’erreur
Pédale
Bouton-poussoir
Lumières laser
Pinces séparées
Affichage optique
Non occupé
Sous-classe
96
 Loading...
Loading...