

Page 1

Betriebsanleitung
1280i
Minerva Boskovice, a.s., Sokolská 60, CZ - 680 17 Boskovice
Tel.: +420-501-453434, 453433, 494111 Fax: +420-501-452165 http://www.minerva-boskovice.com
Herausgegeben: 09/2004 Druck : Tschechische Republik S735 000616
Page 2

Inhaltsverzeichnis - Teil A - Betriebsanleitung:
1. Einsatz der Maschine ........................................................................................................................................................ 1
2. Beschreibung der Maschine ............................................................................................................................................. 1
3. Unterklassen der Maschine und Nähkategorien .............................................................................................................. 2
3.1 Unterklasse ............................................................................................................................................................ 2
3.2 Nähkategorie .......................................................................................................................................................... 2
4. Zusammenstellung der Ausstattung ............................................................................................................................................. 2
4.1 Notwendige Ausstattung ....................................................................................................................................................... 2
4.1.1 Nadeln ......................................................................................................................................................................... 2
4.1.2 Schiebradtransporteure ............................................................................................................................................ 3
4.1.3 Rollfußhalter ................................................................................................................................................................ 3
4.1.4 Rollfüße ....................................................................................................................................................................... 3
4.1.5 Stichplatten ................................................................................................................................................................. 3
4.1.6 Stichplatteneinsätze .................................................................................................................................................. 3
4.1.7 Anschlußkabel vom Kopf zum Antrieb ..................................................................................................................... 3
4.2 Wahlausstatungen ................................................................................................................................................................. 3
5. Technische Parameter ..................................................................................................................................................... 4
6. Maschinenbedienung ........................................................................................................................................................ 5
6.1 Fadeneinfädeln .................................................................................................................................................................... 5
6.2 Auswechseln der Spule und Unterfadeneinfädeln ......................................................................................................... 5
6.3 Einstellung der Fadenspannung ....................................................................................................................................... 6
6.4 Aufspulen des Unterfadens ................................................................................................................................................. 7
6.5 Nadelwechsel ........................................................................................................................................................................ 7
6.6 Regulierung des Anpreßdruckes des Rollfußes .............................................................................................................. 7
6.7 Rollfußlüftung ....................................................................................................................................................................... 8
6.8 Rückwärtsnähen .................................................................................................................................................................... 8
6.9 Stichlängeneinstellung ....................................................................................................................................................... 8
6.10 Sicherheitskupplung ............................................................................................................................................................ 8
7. Elektronische Maschinensteuerung ................................................................................................................................9
7.1 Betätigung beim Nähen mittels Steuerelemente ................................................................................................. 9
7.1.1 Mit Pedal .................................................................................................................................................... 9
7.1.2 Mit Taster ..................................................................................................................................................... 9
7.1.3 Mit Bedienfeld Efka V 810/V 820 .................................................................................................................. 9
7.2 Einstellung von automatischen Funktionen mittels Bedienfeld .............................................................................. 10
7.2.1 Mit Anwendung vom Efka Stopmotor - Bedienfeld V 810 ....................................................................... ....... 10
7.2.1.1 Einstellung mittels Drucktasten mit fest angegebener Funktion ....................................................... 10
7.2.1.2 Einstellung mittels Parameter ........................................................................................................... 11
7.2.2 Mit Anwendung vom Efka Stopmotor - Bedienfeld V 820 .............................................................................. 12
7.2.2.1 Einstellung mittels Drucktasten mit fest angegebener Funktion ....................................................... 13
7.2.2.2 Einstellung mittels Parameter ........................................................................................................... 13
8. Wartung ........................................................................................................................................................................ 14
Anweisung zur beseitigung eventueller Mängel ....................................................................................................................... 15
Page 3

VORWORT
Diese Anleitung soll erleichtern, die Maschine kennenzulernen und ihre bestimmungsmäßigen Einsatzmöglichkeiten zu nutzen.
Die Betriebsanleitung enthält wichtige Hinweise, die Maschine sicher, sachgerecht und wirtschaftlich zu betreiben. Ihre Beachtung
hilft, Gefahren zu vermeiden, Reparaturkosten und Ausfallzeiten zu vermindern und die Zuverlässigkeit und die Lebensdauer der
Maschine zu erhöhen.
Die Betriebsanleitung ist geeignet, Anweisungen aufgrund bestehender nationaler Vorschriften zur Unfallverhütung und zum
Umweltschutz zu ergänzen.
Die Betriebsanleitung muß ständig am Einsatzort der Maschine/Anlage verfügbar sein.
Die Betriebsanleitung ist von jeder Person zu lesen und anzuwenden, die beauftragt ist, an der Maschine/Anlage zu arbeiten.
Darunter ist zu verstehen:
- Bedienung, einschließlich Rüsten, Störungsbehebung im Arbeitsablauf, Beseitigung von Produktionsabfällen, Pflege.
- Instandhaltung (Wartung, Inspektion, Instandsetzung) und/oder.
- Transport.
Die Bediener hat mit dafür zu sorgen, daß nur autorisierte Personen an der Maschine arbeiten.
Der Bediener ist verpflichtet, die Maschine mindestens einmal pro Schicht auf äußerlich erkennbare Schäden und Mängel zu
prüfen, eingetretene Veränderungen (einschließlich des Betriebsverhaltens), die die Sicherheit beeinträchtigen, sofort zu melden.
Das verwendende Unternehmen hat dafür zu sorgen, daß die Maschine immer nur in einwandfreiem Zustand betrieben wird.
Es dürfen grundsätzlich keine Sicherheitseinrichtungen demontiert oder außer Betrieb gesetzt werden.
Ist die Demontage von Sicherheitseinrichtungen beim Rüsten, Reparieren oder Warten erforderlich, hat unmittelbar nach Abschluß
der Wartungs- oder Reparaturarbeiten die Remontage der Sicherheitseinrichtungen zu erfolgen.
Eigenmächtige Veränderungen an der Maschine schließen eine Haftung des Herstellers für daraus resultierende Schäden aus.
Alle Sicherheits- und Gefahrenhinweise an der Maschine/Anlage beachten! Die gelb/schwarz gestreiften Flächen sind
Kennzeichnungen ständiger Gefahrenstellen, z. B. mit Quetsch-, Schneid-, Scher- oder Stoßgefahr.
Beachten Sie neben den Hinweisen in dieser Betriebsanleitung die allgemein gültigen Sicherheits- und Unfallverhütungs-
Vorschriften.
Page 4
ALLGEMEINE SICHERHEITSHINWEISE
Die Nichteinhaltung folgender Sicherheitshinweise kann zu körperlichen Verletzungen oder zu Beschädigung der Maschine führen.
1. Die Maschine darf erst nach Kenntnisnahme der zugehörigen Betriebsanleitung und durch entsprechend unterwiesene
Bedienpersonen in Betrieb genommen werden.
2. Lesen Sie vor Inbetriebnahme auch die Sicherheitshinweise und die Betriebsanleitung des Motorsherstellers.
3. Die Maschine darf nur ihrer Bestimmung gemäß und nicht ohne die zugehörigen Schutzvorrichtungen betrieben werden;
dabei sind auch alle einschlägigen Sicherheitsvorschriften zu beachten.
4. Beim Austausch von Nähwerkzeugen (wie z.B. Nadel, Nähfuß, Stichplatte, Stoffschießer und Spule), beim Einfädeln, beim
Verlassen des Arbeitsplatzes sowie bei Wartungsarbeiten ist die Maschine durch Betätigen des Hauptschalters oder durch
Herausziehen des Netzsteckers vom Netz zu trennen.
5. Die täglichen Wartungsarbeiten dürfen nur von entsprechend unterwiesenen Personen durchgeführt werden.
6. Reparaturarbeiten sowie spezielle Wartungsarbeiten dürfen nur von Fachkräften bzw. entsprechend unter-wiesenen Personen
durchgeführt werden.
7. Für Wartungs- und Reparaturarbeiten an pneumatischen Einrichtungen ist die Maschine vom pneumatischen Versorgungsnetz
zu trennen.
Ausnahmen sind nur bei Justierarbeiten und Funktionsprüfungen durch entsprechend unterwiesene Fachkräfte zulässig.
8. Arbeiten an der elektrischen Ausrüstung dürfen nur von dafür qualifizierten Fachkräften durchgeführt werden.
9. Arbeiten an unter Spannung stehenden Teilen und Einrichtungen sind nicht zuklässig.
Ausnahmen regeln die Vorschriften DIN VDE 0105.
10. Umbauten bzw. Veräderungen der Maschine dürfen nur unter Beachtung aller einschlägigen Sicherheitsvorschriften
vorgenommen werden.
11. Bei Reparaturen sind die von uns zur Verwendung Freigegebenen Ersatzteile zu verwenden.
12. Die Inbetriebnahme des Oberteils ist so lange untersagt, bis festgestellt wurde, daß die gesamt Näheinheit den Bestimmungen
der EG-Richtlinien entspricht.
Diese Zeichen stehen vor Sicherheitshinweisen, die unbedingt zu befolgen sind.
Verletzungsgefahr !
Beachten Sie darüber hinaus auch die allgemeinen Sicherheitshinweise.
WICHTIGE WARNUNG !
Zur Anschlußnetzschnur muß man einen Netzstecker anschließen, der im Lande der Anwendung der Maschine bewilligt
wurde. Diese Arbeit muß von einem Arbeiter vorgenommen sein, der mit den eletrischen Sicherheitsregeln, die im gegebenen
Lande gelten, vertraut ist. Der Lieferant trägt keine Verantwortung für Schäden, die durch einen fehlerhaften Stecker oder
durch eine schlechte Montage des Steckers verursacht wurden.
Trotz aller obigen Sicherheitsmaßnahmen können durch ungeeignetes Verhalten der Bedienungsperson Risikosituationen
entstehen. Bei den Industrienähmaschinen Minerva handelt es sich um folgende Gefahrenquellen:
1. Nähnadel in Bewegung:
- Verletzungsgefahr beim Nähen mit hochgestelltem Drückerglied (Rollfuß, Drückerfuß), weil der Fingerschutz daßei zu
hoch liegt.
- Verletzungsgefahr bei unbeabsichtigtem Niedertreten des Fußtritts.
2. Fadenhebel in Bewegung:
- Verletzungsgefahr bei absichtlichem oder unbeabsichtigtem Einlegen der Finger zwischen den Fadenhebel und den
Fadenhebelschutz.
3. Drückerglied in Bewegung:
- Verletzungsgefahr beim Zuhalten des Nähgutes in der Nähe des Drückergliedes beim Anlauf auf einen erheblich dickeren
Nähgutabschnitt.
- Verletzungsgefahr beim Senken des Drückergliedes.
4. Nach seinem Abschalten läuft der Kupplungsmotor noch nach und beim Niedertreten des Fußtritts des Motors läuft die
Maschine an. Um einem ungewollten Anlauf der Maschine bei zufälligem Niedertreten des Fußtritts des Motors vorzubeugen,
empfehlen wir, den Kupplungsmotor so abzubremsen, daß man das Handrad der Maschine anhält und den Fußtritt des
Motors sorgfältig niedertritt.
Page 5

Teil A - Betriebsanleitung
1. Einsatz der Maschine
Die Maschine wird in der Schuhindustrie beim Steppen von leichten, mittelschweren und schweren Schuhen und Stiefeln ein-
gesetzt. Sie eignet sich für das Nähen von Natur- und Syntheseledern, Schuhmacher-Textilien, beziehungsweise von
Plastmassenteilen an Sportschuhen.
Die Maschine wird auch in der Galanterieindustrie zum Nähen von Taschen, Handtaschen, Rucksäcken, Etuis aus den üblichen
Galanteriematerialien angewendet. Die Maschine näht mit Doppelsteppstich. Ihre Standard-Ausstattung besteht aus Nadel-
System 134 KKLR, das für das Nähen von Ledern geeignet ist. Für das Nähen von Textilmaterialien muß man das Nadel-System
134 montieren. Die Maschine ermöglicht das Nähen von Montagen- und Verzierungsnähten bei einer fast stabilen Stichlänge
bei verschiedenen Nähgeschwindigkeiten. Im allgemeinen kann man mit diesen Maschinen nur trockenes Material in Stärke von
höchstens 6 mm nähen, wenn es mit dem Rollfuß zusammengedrückt ist. Das Material darf keine harten Gegenstände enthalten,
im entgegengesetzten Fall müßte man damit einem Augenschutz arbeiten. Ein solcher Augenschutz wird gegenwärtig nicht
geliefert.
Im allgemeinen verwendet man zum Nähen Nähfäden bis zum Maß von 1000 dtex x 1 x 3 (Etiketten-Zahl 10) und zwar Synthese,
Baumwoll- und Kernfäden. Wenn man andere spezielle Nähfäden verwenden soll, dann muß man die daraus ergebenen Risiken
abwägen und eventuell die notwendigen Sicherheitsmaßnahmen machen.
Beim Zusammennähen von sehr harten oder dichten Materialien mit einer stärkeren Nadel ist deren gesamte Stärke begrenzt.
In einem solchen Falle ist es auch notwendig, wesentlich die Nähgeschwindigkeit unter den Wert laut Absatz 5 zu erniedrigen.
Diese speziellen Maschinen dürfen nur in trockenen und erhaltenen Räumen installiert und betrieben werden.
Als Hersteller von Industrienähmaschinen gehen wir aus der Voraussetzung aus, daß unsere Erzeugnisse von mindestens
angelerntem Personal bedient sein werden, so daß alle üblichen Bedienungstätigkeiten und eventuelle Risiken als bekannt
angenommen sein können.
Geräusch der Maschine
Das Geräusch der Maschine wird laut ISO 3746, ISO 11204 bei der maximalen Nähgeschwindigkeit gemessen.
LAeq = der äquivalente Geräuschpegel der Maschine selbst auf dem Arbeitsplatz, nach dem % der Maschinenausnutzung (dB) -
umgerechnet, wird in der Tabelle angegeben
Maschinentyp Geräusch %
dB Ausnutzung
1280i-XXX-100 82 20
1280i-XXX-200 79 20
1280i-XXX-300 73 20
1280i-XXX-400 70 20
2. Beschreibung der Maschine
Es handelt sich um eine Doppelsteppstich-Zweinadel-Nähmaschine mit Schiebrad, Nadeltransport und ein angetriebenem
Rollfuß. Der Stoffvorschub verläuft in zwei Schritten, wobei im ersten Schritt das Schiebrad, die Nadel und der Rollfuß, im
zweiten Schritt nur das Schiebrad und der Rollfuß aktiv mitwirken.(Die Nadel befindet sich beim zweiten Schritt oberhalb
der Stichplatte). Die Maschine ist für Vor- und Rückwärtsnaht ausgestattet. Die Stichlänge ist mittels Drehknopf einstellbar. Nach
dem Demontieren des hinteren Schutzdeckels kann man den Transportmechanismus in zwei Regimen einstelen:
1. Stichlänge bis 4 mm bei der maximalen Nähgeschwindigkeit bis 2500 U/min
2. Stichlänge bis 5 mm bei der maximalen Nähgeschwindigkeit bis 1600 U/min
Vorsicht!
Die zugelassene Höchstgeschwindigkeit für das gegebene Nähregime darf nicht überschritten sein. Sonst droht hier
die Destruktion des Transportmechanismus.
Die Maschine ist mit zwei übergroßen Greifern ausgerüstet, die durch eine Sicherheitskupplung gegen Überlastung geschützt
sind.
Zum Schmieren der Maschine dient ein Dochtsystem mit zentraler Ölnachfüllung. Die Greifer haben ihren unabhängigen Ölvorrat.
Die einfachste Unterklasse ist mit einem Standard-Kniehebel ausgestattet, auf Wunsch und für die Tschechische Republik mit
einem Pedal. Das Rückwärtsnähen mit Handhebel.
Die höheren Unterklassen haben immer eine mechanische Betätigung als die einfachste Unterklasse und darüber hinaus können
sie auch mit der Nadelpositionierung, dem Fadenabschneider, mit der elektromagnetischen Rollfußlüftung und mit dem
elektromagnetischen Rückwärtsnähen ausgestattet sein (nach der Bestellung).
1
Page 6
Jede Unterklasse kann in vier Nähkategorien geliefert sein. Die Nähkategorie ist durch die Etiketten-Zahl des Fadens und durch
die diesbezügliche Nadelzahl gegeben. Jede Nähkategorie ist mit verschiedenen Nadelabständen lieferbar. Im Herstellerwerk
wurde die Maschine auf die jeweils bestellten Parameter (Nadelabstand und Nähkategorie) eingestellt. Das Umstellen auf andere
Werte dieser Parameter muß von einem eingeschulten Mechaniker vorgenommen werden.
Das Gestell ist bei der einfachsten Unterklasse mit einem Hebelkupplungsmotor ausgestattet, man kann es auch mit Stopmotor
ausstatten, das die Nadelpositionierung ermöglicht.
Bei höheren Unterklassen ist der Stopmotor entweder auf der Gestellplatte angeordnet oder als sog. Minimotor am Maschinenkopf
integriert. Nach der Art der mechanischen Rollfußlüftung hat das Gestell ein oder zwei Pedale.
3. Unterklassen der Maschine und Nähkategorien
3.1 Unterklasse
Tabelle 1
Maschinentyp Rollfußlüftung Rückwärtsnähen Fadenab-
schneider
Klasse- mit Knie- mit Pedal mit Knie- mit Pedal mit Hand- mit Hand-
-Unterklasse hebel hebel + + El. magnet. hebel hebel +
Nähkategorie El. magnet El. magnet
1280i-611-XXX
1280i-621-XXX
1280i-647-XXX
1280i-657-XXX
•
•
•
•
•
•
•
•
•
•
3.2 Nähkategorie
Diese Kodenbezeichnung umfaßt die Ausstattungen, die auf den Maschinenkopf montiert werden, und zwar sowohl die
notwendigen Aussstattungen, als die Wahlausstattungen. Im Erzeugungsbetrieb wurde eine StandardKonfiguration der
Ausstattungen nach der nachstehenden Tabelle vorgewählt, die nur die notwendigen Ausstattungen umfaßt. Wenn der Käufer
eine andere Konfiguration benötigt, wird der Erzeugungsbetrieb eine neue Kodenbezeichnung zuteilen.
Tabelle 2
Standardkonfiguration - die Nummern in Klammern sing Bestellnummern für selbständige Bestellung der jeweiligen Einrichtung
(nadeln - wenigstens je 10 Stück werden geliefert).
Typ Nadelabstand Nadelzahl Rollfuß Schiebrad- Stichplatten-
transporteur einsatz
Klasse-
Unterklasse- Stichplatte Durchmesser Zahnteilung Lochbreite
Nähkategorie mm 0,01mm mm mm mm
1280i-6XX-100
1280i-6XX-200
1280i-6XX-300
1280i-6XX-400
1,2 80 35 0,6 1,2
(M 024) (S548 000255) (M 173) (M 083) (M 111)
1,6 90 35 0,6 1,5
(M 025) (S548 000260) (M 173) (M 083) (M 030)
2,0 130 35 0,6 2,0
(M 026) (S548 000312) (M 173) (M 083) (M 115)
2,4 160 35 1,2 2,4
(M 027) (S548 000325) (M 173) (M 082) (M 118)
4. Zusammenstellung der Ausstattung
Diese Zusammenstellung ist außer der Ausstattungen, die auf das Gestell montiert werden.
4.1 Ausstattungen (mindestens eines aus jeder folgenden Ausstattungsgruppe wird montiert)
4.1.1 Nadeln
M 132 - Nadel 134 KKLR Nr. 80 Schmetz
M 133 - Nadel 134 KKLR Nr. 90 Schmetz
M 134 - Nadel 134 KKLR Nr. 130 Schmetz
M 135 - Nadel 134 KKLR Nr. 160 Schmetz
2
Page 7

4.1.2 Schiebradtransporteure
M 083- Schiebradtransporteur mit Zahnteilung 0,6 mm
M 082- Schiebradtransporteur mit Zahnteilung 1,2 mm
4.1.3 Rollfußhalter
M 156 - Rollfußhalter ø 25 mm
M 157 - Rollfußhalter ø 35 mm
M 295 - Rollfußhalter ø 45 mm
4.1.4 Rollfüße
M 172 - Rollfuß ø 25 mm
M 173 - Rollfuß ø 35 mm
M 174 - Rollfuß ø 25 mm mit Gummibelag
M 175 - Rollfuß ø 35 mm mit Gummibelag
M 310 - Rollfuß
M 311- Rollfuß ø 35 mm glatt
M 296- Rollfuß ø 45 mm, Breite 3,8 mm
M 297- Rollfuß
ø 25 mm glatt
ø 45 mm, Breite 2,0 mm
4.1.5 Stichplatten
M 024- Stichplatte für Nadelabstand 1,2 mm
M 025- Stichplatte für Nadelabstand 1,6 mm
M 026- Stichplatte für Nadelabstand 2,0 mm
M 027- Stichplatte für Nadelabstand 2,4 mm
M 028- Stichplatte für Nadelabstand 3,2 mm
4.1.6 Stichplatteneinsätze
M 111- Stichplatteneinsatz für Nadelabstand 1,2 mm (für Nadel 60-80)
M 029- Stichplatteneinsatz für Nadelabstand 1,6 mm (für Nadel 60-80)
M 030- Stichplatteneinsatz für Nadelabstand 1,6 mm (für Nadel 80-110)
M 031- Stichplatteneinsatz für Nadelabstand 1,6 mm (für Nadel 110-140)
M 114- Stichplatteneinsatz für Nadelabstand 2,0 mm (für Nadel 80-110)
M 115- Stichplatteneinsatz für Nadelabstand 2,0 mm (für Nadel 110-140)
M 032- Stichplatteneinsatz für Nadelabstand 2,0 mm (für Nadel 140-160)
M 116- Stichplatteneinsatz für Nadelabstand 2,4 mm (für Nadel 80-110)
M 117- Stichplatteneinsatz für Nadelabstand 2,4 mm (für Nadel 110-140)
M 118- Stichplatteneinsatz für Nadelabstand 2,4 mm (für Nadel 140-160)
M 119- Stichplatteneinsatz für Nadelabstand 3,2 mm (für Nadel 140-160)
4.1.7 Anschlußkabel vom Kopf zum Antrieb
M 163- Anschlußkabel zum Antrieb EFKA DC 1600/DA82GA; EFKA VD 552/6F82FA und EFKA VD 554/6F82FA
M 055- Anschlußkabel ohne spezifizierten Antrieb (mit freiem Kabelende)
Bemerkung: Für die Maschine mit Minimotor ist das Kabel Bestandteil des Antriebs.
4.2 Wahlausstattungen
M 010 - Beleuchtung (auf dem Maschinenkopf - mit Trafo 230/12V)
M 018 - Nähgutführung
M 149 - Nähgutführung
M 198 - Nähgutführung
M 194 - Halter der hinteren Führung
M 242 - Einstelllehre
1280 611001V - schnell abnutzbare Erzatzteile in Plastmassen-schachtel für die Unterklasse ohne Fadenabschneider
1280 647001V - schnell abnutzbare Erzatzteile in Plastmassen-schachtel für die Unterklasse mit Fadenabschneider
S794 222012 - Halogenleuchte (12 V, 20 W - enthält einen Transformator)
3
Page 8

5. Technische Parameter
Tabelle 3
Nähkate- genähtes Stichlänge Etikettenzahl Nadel - Nr. Nähgeschwindig- Greifer
gorie Material des Polyester- keit
fadens
Standard
Schicht
Stärke einer
mm - mm mm - - 0,01mm 0,01mm St./min St./min
-100 0,8 2 2 3 70 80,70, 8 0 60-80 2500 2500 *
-leicht 6 0 R 820
-200 1 2 2,5 4 40 50,40, 90 80-110 2000 2000 *
-mittel 30 R 820
-300 1,5 1-2 3,5 5 20 25,20 130 110-140 1200 1600 **
-mittelschwer R 820
-400
- schwer
(ziernähen) R 820
* Der Greiferdeckring mit dem sog. Sporn wird als Standard bei den Nähkategorien 100 und 200 montiert und ist für das Nähen
von dünnen Materialien bestimmt. Für das Nähen von stärkeren Materialien mit maximaler Stichlänge kann man auch den
Greiferdeckring ohne Sporn verwenden.
** Der Greiferdeckring ohne Spornals wird als Standard bei den Nähkategorien 300 und 400 montiert.
Stichart Doppelsteppstich
Rollfußlüftung 5,5 ± 0,5 mm - mit Handhebel
Greifer R 820 - vertikal groß
Nadel System 134 KKLR
Antrieb Hebelkupplungsmotor, vierpolig min. 0,4 kW,
Kopfgewicht max. 47 kg (53 kg Kopf mit Minimotor)
Gestellgewicht max. 61 kg (38 kg für Kopf mit Minimotor)
Durchgangsraum des Maschinenkopfes 267 x 125 mm
Grundplattenabmessung 178 x 518 mm
Länge der abgeschnittenen Fadenenden 8....11 mm
Leistungsbedarf der Maschine mit Kupplungsmotor max. 700 W
Leistungsbedarf der Maschine mit Stopmotor max. 800 W (600 W mit Minimotor)
Äquivalenter Schalldruckpegel der eigentlichen
Maschine auf dem Arbeitsplatz bei der 20%igen Auslastung
der Maschine binnen einer Schicht 82 dB/A
Grundrißabmessungen der Maschine (einschl. Gestell) 1060 x 550 mm
Maschinenhöhe (einschl. Gestell) 1680 mm
2 1-2 4 5 10/20 20,10 160 140-160 800 1200 **
Schichtenzahl
Standard
Maximal
Standard
Bereich
12.5 mm - mit Kniehebel, Pedal, Elektromagnet
system 134 KK
Hebelkupplungsmotor, zweipolig min. 0,4 kW
Stopmotor min. 0,4 kW
Standard
Bereich
Standard
Maximal
4
Page 9

6. Maschinenbedienung
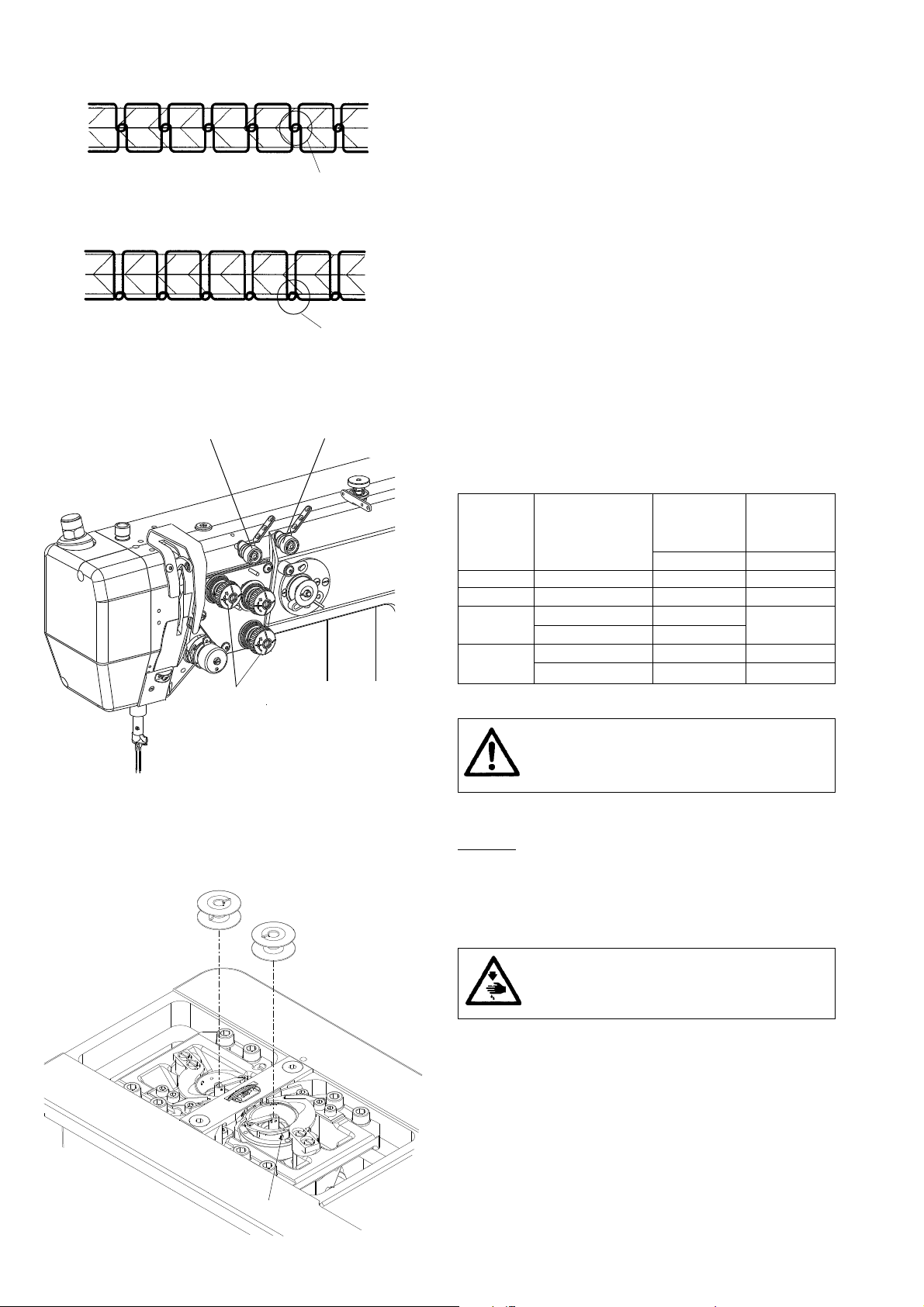
6.1 Fadeneinfädeln
Vorsicht! Verletzungsgefahr!
Vor dem Einfädeln muß man den Hauptschalter
ausschalten und warten, bis die Maschine still-
steht.
Die Fäden werden laut Abb. eingefädelt.
6
3
1
2
2
3
Vorsicht!
Die Nichteinhaltung der richtigen Art des Ein-
fädelns kann mangelhafte Funktionen der Ma-
schine verursachen.
6.2 Auswechseln der Spule und Unterfadenein-
fädeln
Vorsicht! Verletzungsgefahr!
Hauptschalter ausschalten und warten, bis der
Motor stillsteht.
~10
~10
- Die Klappe (1) aufwärts abkippen.
- Die Spule (2) mit dem laut Abbildung orientierten Fadenende
(3) einlegen.
6
- Den Faden durch den Einschnitt (4) durchziehen und unter
die Feder (6) einhaken.
- Das Fadenende laut Abbildung abschneiden.
4 1
5
Page 10
Montage-Naht
Ziernaht
Stichverkreuzung
Stichverkreuzung
3 3
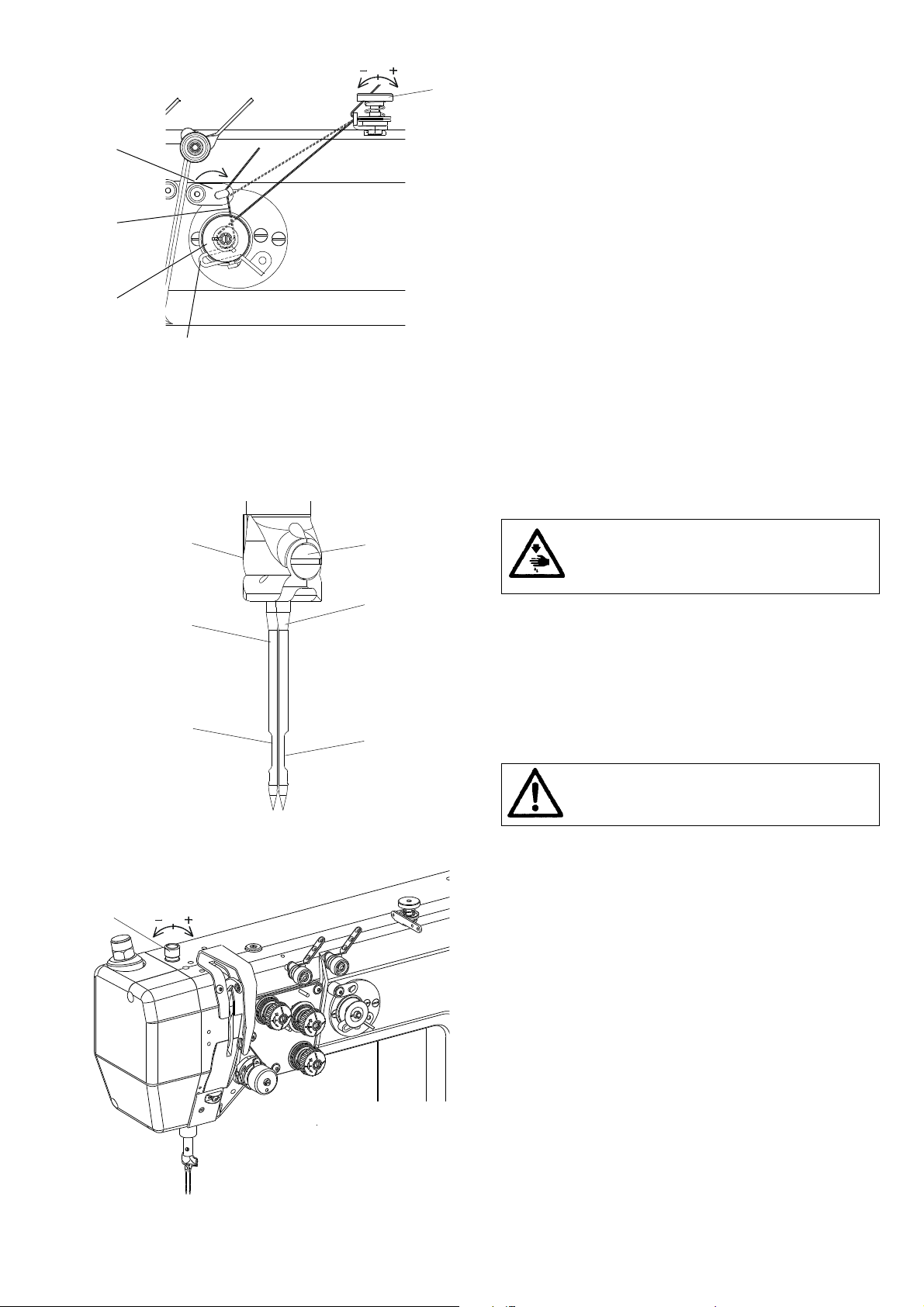
6.3 Einstellung der Fadenspannung
Die Fadenspannung muß sich der Stärke von Nähfäden, der
Stärke und Härte des Stichverkreuzung genähten Materials
(das dünne und weiche Material bildet Falten unter einer
großen Spannung), und dem Nahttyp anpassen. Eine übliche
Montage-Naht soll die Stichverkreuzung in der Mitte des
Nähgutes haben.
Die Ziernaht wird meistens auf dem dünnen Material (grobe
Fäden 10, 20) genäht und zur Erzielung eines schönen
Aussehens hat die Ver-kreuzung Stichverkreuzung des Faden
an der Unterseite des Nähgutes. Unter den Standard-
Nähbedingungen (siehe Absatz 5, Tab. 3) stellt sich die
Fadenspannung laut Tab. 4 ein.
Wenn wir eine Ziernaht mit der Verkreuzung auf der Aasseite
des Nähgutes erreichen wollen, ist es notwendig die Spannung
des Oberfadens durch das Drehen der Muttern (1) gegen den
Uhrzeigersinn zu erniedrigen.
Fadenspannung
Tabelle 4
Nähkate- Nahtart Orientierungs- Max. Span-
gorie wert vom nung vom
Oberfaden Unterfaden
NN
1- 31
2 - 4,5 1,5
3
4
Montage 8
Ziernaht 5
Montage 12 2
Ziernaht 10 2,5
2
1
Wenn die maximale Unterfadenspannung nach
der Tab. 4 überschritten sein wird, droht eine
Unzuverläßigkeit am Anfang des Nähens nach
dem vorherigen Fadenabschneidens.
Die Fadenspannung wird mit einem Kraftmesser gemessen.
Hinweis:
Der Oberfadenspanner ist automatisch bei jedem Abschneiden
und bei der Rollfußlüftung gelöst. In solchen Fällen kann man
die Fadenspannung messen.
Einstellung der Fadenspannung
Vorsicht! Verletzungsgefahr!
Vor der Einstellung der Spannung des Ober-
fadens den Hauptschalter ausschalten und warten,
bis der Motor stillsteht.
Die Spannung des Oberfadens wird mit Muttern (1) geregelt.
Durch das Drehen im Uhrzeigersinn erhöht man die Spannung.
Die Spannung des Hilfsspanners (3) soll am niedrigsten aber
genug sein, damit sich beim Nähgutausnehmen der Oberfaden
aus diesm Spanner nicht auszieht.
Die Spannung des Unterfadens wird mit der Schraube (2)
geregelt. Durch das Drehen im Uhrzeigersinn erhöht man die
Spannung.
Das gegenseitige Verhältnis der Spannung bestimmt die Tiefe
2
der Nahtverkreuzung. Durch die Erhöhung der Oberspannung
wird die Tiefe der Verkreuzung erniedrigt. Beim Unterfaden ist
es umgekehrt.
6
Page 11
5
- Die Greiferspule einsetzen (1).
- Mit Hand minimal 6 Gewinde des Unterfadens (3) auf die
4
3
1
2
Spule gegen Uhrzeigersinn aufspulen.
- Die Fadenenden in die Vorrichtung (4) einhaken und abreißen.
- Den Hebel (2) zum Anschlag drücken.
- Die Maschine anlassen.
- Nach dem Aufspulen schaltet sich der Spuler automatisch
aus.
- Die Greiferspule abnehmen und das Ende in der Vorrichtung
(4) abschneiden.
- Die Mutter (5) dient zur Regulierung des Fadenzuges für
das Aufspulen. Durch das Drehen im Uhrzeigersinn wird
die Spannung höher und die einzelnen Gewinde sind fester
auf der Spule fixiert.
- Die Spannung darf nicht so hoch sein, damit das Reibungs-
getriebe des Spulers schlupft.
6.5 Nadelwechsel
6.4 Aufspulen des Unterfadens
1
3
1
4
2
1
Vorsicht! Verletzungsgefahr!
Vor der Nadelausnahme und deren Einsetzung
den Hauptschalter ausschalten und warten, bis
der Motor stillsteht.
- Das Handrad drehen, bis die Nadel (1) in ihre obere Stellung
gelangt.
- Lösen Sie die Schraube (2), (3) und nehmen Sie die zuge-
hörige Nadel aus.
- Beim Einlegen der neuen Nadel darauf achten, damit die
Nadelkehle (4) über der Nadelöse zum Greifer gerichtet sei.
- Die Schraube (2), (3) nachziehen.
4
Die Eingelegte Nadel muß der Nähkategorie
laut Abs. 5,Tab. 3. entsprechen. Sonst droht eine
Störung beim Nähen oder eine Destruktion.
6.6 Regulierung des Anpreßdruckes des Rollfußes
Der Anpreßdruck des Rollfußes soll am kleinsten aber genug
sein, damit sich der Rollfuß beim Austreten der Nadel aus
dem Material nicht aufhebt und damit die Transportkraft den
Fadenzug beim Sticheinziehen überwindet.
Durch das Drehen der Schraube (1) im Uhrzeigersinn wird der
Anpreßdruck des Rollfußes erhöht, durch das Drehen gegen
den Uhrzeigersinn wird der Anpreßdruck erniedrigt.
7
Page 12

6.7 Rollfußlüftung
Die mechanische Rollfußlüftung ist mit Hilfe des Handhebels
(1) ermöglicht, der bei der Lüftung in Pfeilrichtung gleichzeitig
den Rollfuß in seiner oberen Lage arretiert und die Maschine
kann drehen (einstellen). Der Rollfuß kann auch mit dem
Kniehebel oder mit dem linken Pedal - nach der Unterklasse
der Maschine gelüftet sein.
Die automatische Lüftung mittels Elektromagnet ist im Abs. 7
beschrieben.
1
Bei der Lüftung des Rollfußes mit dem Kniehebel
oder mit dem Pedal oder mit Elektromagnet muß
sich die Nadel in oberer Lage befinden und die
Maschine muß stillstehen.
6.8 Rückwärtsnähen
Die Änderung der Richtung des Nähguttransportes wird me-
chanisch durch den Rückwärtshebel (1) gesteuert und zwar
durch dessen Anpressen in der Pfeilrichtung (nach unten).
Nach der Unterklasse darf die Maschine ein elektromagne-
tisches Rückwärtsnähen haben - siehe Abs. 7.
6.9 Stichlängeneinstellung
2
Die Stichlänge stellt sich mit dem Knopf (2) ein, und zwar
durch dessen Drehen. Beim Drehen im Uhrzeigersinn wird die
1
Stichlänge gekürzt, durch das Drehen auf die andere Seite
wird sie erhöht.
1
6.10 Sicherheitskupplung
Die Maschine ist mit einer Sicherheitskupplung ausgestattet,
die bei der Blockierung des Greifers dessen Antrieb abkuppelt.
In solchem Falle muß man die Kuppelung auf folgende Art
wiederherstellen:
Vorsicht! Verletzungsgefahr!
Den Hauptschalter ausschalten und warten, bis
der Motor stillsteht.
- Mit dem Handrad drehen und im rechten Augenblick den
Schraubenzieher in den Spalt (1) einschieben.
- Weiter mit dem Handrad in der Richtung des daran ange-
brachten Pfeiles drehen, bis das Einklinken der Sicherheits-
kupplung gefühlt wird.
8
Page 13

7. Elektronische Maschinensteuerung
(dies gilt für die Unterklassen mit Stopmotor)
7.1 Betätigung beim Nähen mittels Steuerelemente
7.1.1 Mit Pedal (Pedalstellungen und Funktions-
möglichkeiten)
Die Stellung des Pedals wird von einem Abtaster abgetastet,
der 16 Pegel unterscheidet. Die diesbezügliche Bedeutung ist
in der Tabelle angeführt.
Pedal- Pedal- Bedeutung
0
1 ÷ 13
-1
-2
stellung bewegung
Völlig mit Ferse Befehl zum Fadenabschneiden
-2
-1
0 Neutrale Stellung Bemerkung
1
2
3
:: :
13
nach hinten (Nahtvollendung)
Mäßig mit Ferse Befehl zur Lüftung
nach hinten des Rollfußes
Mäßig nach Befehl zur Senkung
vorne des Rollfußes
Weiter nach Nähen mit minimaler
vorne Geschwindigkeit (1. Grad)
Weiter nach Nähen-
vorne 2. Geschwindigkeitsgrad
Völlig nach Nähen mit maximaler
vorne Geschwindigkeit (12. Grad)
T 1 T 2 T 3 T 4
Bemerkung: In der neutralen Lage kann man die Nadellage
(unten/oben) und die Rollfußlage (unten/oben) beim Ein-
stellen in der Naht (durch die Einstellung des Pedals in die
neutrale Lage. Die Lage des Rollfußes (unten/oben) nach der
Beendigung der Naht (durch das Niedertreten des Pedals völlig
nach hinten).
7.1.2 Mit Taster
Das Taster am Armkopf hat 4 Drucktasten eingebaut, die fest
eingestellte Funktionen haben:
T1 - Riegelsteppen (beim Drücken der Drucktaste während
des Nähens wird das Nähgut zurückgeschickt)
T2 - Nadel auf/ab (mit jedem Drucktastendrücken ändert sich
die Nadellage)
T3 - vorübergehendes Auflösen (Hervorrufen) des Riegels
(wenn der Riegel am Anfang und am Ende der Naht
gewählt wird, durch das Drücken der Drucktaste wird sie
einmalig ausgeschaltet; wenn sie nicht gewählt ist, sie
wird einmalig durch das Drucktastendrücken einge-
schaltet)
T4 - Drehzahlbegrenzung (dies gilt für Efka DA82GA Motor)
- Fußdrucksminderung für Mini-stop EFKA DA320
(siehe -Kompletierungsanweisung mit Mini-stops, Abs.
5.2.4)
7.1.3 Mit Bedienfeld Efka V 810/V 820
Den Drucktasten A, B werden als Standard folgende Funktionen
zugeordnet:
A - Auflösen (Hervorrufen des Riegels (dieselbe Funktion wie
T3 des Drucktastenpaneels)
B - Nadel nach oben/nach unten (dieselbe Funktion wie T2
des Drucktastenpaneels)
Bemerkung: Die Funktion der Drucktasten A, B kann durch
eine andere Einstellung von 293, 294 (siehe Parameter-
verzeichnis des Efka DA82GA Antriebs) geändert sein.
9
Page 14

7.2 Einstellung der automatischen Funktionen
mittels Bedienfeld
7.2.1 Mit Anwendung vom Efka Stopmotor
-Bedienfeld V 810
Funktionsbelegung der Tasten:
Taste P Aufruf oder Abschluss Programmier-
modus
Taste E Quittungs-Taste bei Änderungen im Pro-
grammiermodus
Taste + Erhöhen des im Programmiermodus
angezeigten Wertes
Taste - Vermindern des im Programmiermodus
angezeigten Wertes
Taste 1 Anfangsriegel EINFACH/DOPPELT/AUS
oder Anfangsstichverdichtung
Taste 2 Endriegel EINFACH/DOPPELT/AUS oder
Endstichverdichtung
Taste 3 automat. Rollfußlüftung bei Stopp in der
Naht EIN/AUS
automat. Rollfußlüftung nach Abschneide-
vorgang EIN/AUS
automatische Presserfußdruckminderung
EIN/AUS (nur für DC 1550/DA320; siehe
Kompletierungsanweisung mit Mini-stops,
Abs. 5.2.4)
Taste 4 Grundposition Nadel (UT/OT) POSITION 1/
POSITION 2
Taste A Taste für Riegelunterdrückung
bzw. Riegelabruf
Taste B Taste für Nadel hoch/tief bzw. Shift-Taste
im Programmiermodus
Symbol C automatische Drehzahl wirksam
Symbol D Lichtschranke eingeschaltet
Symbol E Maschine läuft
Symbol F Begrenzte Drehzahl wirksam
Symbol G Spulenfadenwächter eingeschaltet.
Blinkendes Symbol bei leer werdender
Spule.
Die Pfeile auf dem Display indizieren die Einschaltung der
Funktionen, die über den Tasten symbolisch sind.
7.2.1.1 Einstellung mittels Drucktasten mit fest ange-
gebener Funktion
Bemerkung: Damit die Betätigung der Taste wirkt, muß man
die Naht beendigen (das Pedal völlig nach hinten niedertreten).
Einstellung des Anfangsriegels:
Der Antrieb ermöglicht, automatisch den Riegel nähen. Man
muß den Typ (einfach, doppel, ausgeschaltet) und die Stich-
zahl wählen, die man nach vorne und nach hinten nähen soll.
Den Typ des Riegels zeigt der Pfeil über dessen Symbol (durch
schrittweise Betätigung der Taste 1 wählen). Bei der Betätigung
der Taste 1 erscheint auf dem Display
Arv (SAv) XXX - Stichzahl des Anfangsriegels (Verzierungs-
riegel) nach vorne oder
Arr (SAr) XXX - Stichzahl des Anfangsriegels (Verzierungs-
riegel) nach hinten während ca 3. s.
In dieser Zeit kann man die Stichzahl durch die schritt-weise
Betätigung der Tasten + oder - ändern.
Einstellung des Endriegels:
Es gilt dasselbe wie bei dem Anfangsriegel (Einstellung mit
der Taste 2).
Erv (SEv) XXX - Stichzahl des Endriegels (Verzierungsriegel)
nach vorne
Err (SEr) XXX - Stichzahl des Endriegels (Verzierungsriegel)
nach hinten
Bemerkung: Der letzte Abschnitt des Endriegels muß mindestens
3 Stiche haben.
10
Page 15

Einstellung der Rollfußstellung beim Abstellen in der Naht (mit
der neutralen Pedalstellung) und nach der Beendigung der Naht
(mit der neutralen Pedalstellung):
Man stellt es mittels Taste 3 ein, die Anzeige mit dem Pfeil über
dem diesbezüglichen Symbol.
Einstellung der Nadelstellung beim Abstellen in der Naht:
Die Einstellung mittels Taste 4.
7.2.1.2 Einstellung mittels Parameter
Der Speicher des Antriebs enthält die Parameter, die die
Optimierung der Nähoperationen ermöglicht. Diese Para-
meter haben eine präzise Bedeutung und sind in 3 Ebenen
verteilt. Weiterhin werden nur die Parameter angeben, die
der Bedienung erreichbar sind. Jeder Parameter hat seine
laufende Nummer und seinen Wert.
Allgemeiner Vorgang bei der Änderung von Parametern der
Bedienungsebene:
- den Netzschalter einschalten oder die Naht durch das Nieder-
treten des Pedals völlig nach hinten die Naht beendigen
- auf dem Paneel V 810 die Taste P betätigen
- auf dem Display wird F 000 dargestellt sein (000 ist die
Parameter-Nummer)
- durch mehrmalige Betätigung der Taste + oder - die benötigte
Parameter-Nummer einstellen
- die Taste E betätigen und auf dem Display erscheint der
Parameter-Wert
- durch die Tasten + und - kann man den Wert ändern
- mit der Betätigung der Taste E erreicht man die folgende
Nummer des Parameters in der Reihenfolge
- mit der Betätigung der Taste P verläßt man den Modus der
Parameteränderung
Bemerkung:
1. Damit sich die Änderung des Parameters dauerhaft in den
Speicher speichert, muß man nach der Änderung des
Parameters das Pedal nach vorne niedertreten.
2. Der Modus der Änderung von Parametern ist nur nach der
Beendigung der Naht möglich.
Stichzahl in Riegeln:
Sie ist auf den Parameter-Nummern gespeichert.
Parameter-Nr. Bereich Beschreibung
der Werte der Parameter
000(080) 0-254
001(081) 0-254
002(082) 0-254
003(083) 0-254
Nähen nach dem Nähprogramm:
Der Antrieb mit dem Paneel V810 ermöglicht das automatische
Nähen von 1 Naht mit der angegebenen Stichzahl. Man muß
die diesbezügliche Stichzahl angeben und das Nähprogramm
einschalten.
Parameter-Nr. Bereich Beschreibung
der Werte der Parameter
007 0-254 Stichzahl
015 ON/OFF dem Nähprogramm
Stichzahl des Anfangsriegels
(Verzierungsriegels) nach vorne
Stichzahl des Anfangsriegels
(Verzierungsriegels) nach hinten
Stichzahl des Endriegels
(Verzierungsriegels) nach hinten
Stichzahl des Endriegels
(Verzierungsriegels) nach vorne
Das Nähen nach
ein/ausgeschaltet
11
Page 16

CD E F GHI JKLMNOPQ
AB
Ein/Ausschaltung des Fadenabschneiders:
Parameter Nr. Bereich Beschreibung
der Werte der Parameter
013 ON/OFF
Fadenabschneider
ein/ausgeschaltet
7.2.2 Mit Anwendung vom Efka Stopmotor -
Bedienfeld V 820
Funktionsbelegung der Tasten:
Taste P Aufruf oder Abschluss Programmier-
modus
Taste E Quittungs-Taste bei Änderungen im Pro-
grammiermodus
Taste + Erhöhen des im Programmiermodus
angezeigten Wertes
Taste - Vermindern des im Programmiermodus
angezeigten Wertes
Taste 1 Anfangsriegel EINFACH/DOPPELT/AUS
oder Anfangsstichverdichtung
Taste 2 Stichzählung
VORWARTS/RÜCKWARTS/AUS
Taste 3 Funktion der Lichtschranke
HELL-DUNKEL/DUNKEL-HELL/AUS
Taste 4 Endriegel EINFACH/DOPPELT/AUS oder
Endstichverdichtung
Taste 5 Funktion FADENABSCHNEIDER/FADEN-
ABSCHNEIDER +FADENWISCHER/AUS
Taste 6 automat. Rollfußlüftung bei Stopp in der
Naht EIN/AUS
automat. Rollfußlüftung nach Abschneide-
vorgang EIN/AUS
automatische Presserfußdruckminderung
EIN/AUS (nur für DC 1550/DA320; siehe
Kompletierungsanweisung mit Mini-stops,
Abs. 5.2.4)
Taste 7 Grundposition Nadel (UT/OT) POSITION 1/
POSITION 2
Taste 8 Restfadenwächter EIN/AUS
Taste 9 Funktiontaste - programmierbar
Taste 0 Einlernen/Abarbeiten der 40 möglichen
Nahtstrecken
Taste A Taste für Riegelunterdrückung
bzw. Riegelabruf
Taste B Taste für Nadel hoch/tief bzw. Shift-Taste
im Programmiermodus
Symbol C Kurzzeichen C für die Code-Nummer
Symbol D Kurzzeichen F für die Parameter-Nummer
Symbol E Programmnummer im Modus TEACH IN
Symbol F Nahtnummer im Modus TEACH IN
Symbol G Laufsperre aktiv
Symbol H Eingabe über Tasten gesperrt
Symbol I Error-Meldung
Symbol J Stichzahleingabe im Modus TEACH IN
Symbol K Spulenfadenwächter eingeschaltet.
Blinkendes Symbol bei leer werdender
Spule.
Symbol L Begrenzte Drehzahl wirksam
Symbol M Rechte Nadel abgeschaltet
Symbol N Ausgleichsstiche für Lichtschranke im
Modus TEACH IN
12
Page 17

CD E F GHI JKLMNOPQ
AB
Symbol O Maschine läuft
Symbol P automatische Drehzahl wirksam
Symbol Q Linke Nadel abgeschaltet
Die Pfeile auf dem Display indizieren die Einschaltung der
Funktionen, die über den Tasten symbolisch sind.
7.2.2.1 Einstellung mittels Drucktasten mit fest ange-
gebener Funktion
Bemerkung: Damit die Betätigung der Taste wirkt, muß man
die Naht beendigen (das Pedal völlig nach hinten niedertreten).
Einstellung des Anfangsriegels:
Der Antrieb ermöglicht, automatisch den Riegel nähen. Man
muß den Typ (einfach, doppel, ausgeschaltet) und die Stich-
zahl wählen, die man nach vorne und nach hinten nähen soll.
Den Typ des Riegels zeigt der Pfeil über dessen Symbol (durch
schrittweise Betätigung der Taste 1 wählen). Bei der Betätigung
der Taste 1 erscheint auf dem Display
Arv (SAv) XXX - Stichzahl des Anfangsriegels (Verzierungs-
riegels) nach vorne oder
Arr (SAr XXX - Stichzahl des Anfangsriegels (Verzierungs-
riegels)nach hinten während ca 3. s.
In dieser Zeit kann man die Stichzahl durch die schritt-weise
Betätigung der Tasten + oder - ändern.
Einstellung des Endriegels:
Es gilt dasselbe wie bei dem Anfangsriegel (Einstellung mit
der Taste 4).
Erv (SEv) XXX - Stichzahl des Endriegels (Verzierungsriegels)
nach vorne
Err (SEr) XXX - Stichzahl des Endriegels (Verzierungsriegels)
nach hinten
Bemerkung: Der letzte Abschnitt des Endriegels muß mindestens
3 Stiche haben.
Einstellung der Rollfußstellung beim Abstellen in der Naht (mit
der neutralen Pedalstellung) und nach der Beendigung der Naht
(mit der neutralen Pedalstellung):
Man stellt es mittels Taste 6 ein, die Anzeige mit dem Pfeil über
dem diesbezüglichen Symbol.
Einstellung der Nadelstellung beim Abstellen in der Naht:
Die Einstellung mittels Taste 7.
Fadenabschneider EIN/AUS:
Mittels Taste 5 eingestellt.
Einschaltung vom Nähprogramm:
Mittels Taste 0 eingeschaltet.
Funktion der Taste F EIN/AUS:
Der Taste F auf dem Paneel kann eine aus den folgenden
Funktionen zugeordnet sein:
Sst - Softstart
SrS - Verzierungsriegel
Frd - Rückwinkel nach Fadenabschneider
7.2.2.2 Einstellung mittels Parameter
Der Speicher des Antriebs enthält die Parameter, die die
Optimierung der Nähoperationen ermöglicht. Diese Para-
meter haben eine präzise Bedeutung und sind in 3 Ebenen
verteilt. Weiterhin werden nur die Parameter angeben, die
der Bedienung erreichbar sind. Jeder Parameter hat seine
laufende Nummer und seinen Wert.
Allgemeiner Vorgang bei der Änderung von Parametern der
Bedienungsebene:
- den Netzschalter einschalten oder die Naht durch das Nieder-
treten des Pedals völlig nach hinten die Naht beendigen
- auf dem Bedienfeld V 820 die Taste P betätigen
- am Display gibt es keine Angabe
- durch wiederholte Betätigung der Taste E den benötigten
Parameter einstellen (ohne Darstellung der Parameter-Nr)
13
Page 18

- mittels Tasten + oder - kann man den Wert ändern
- durch die Betätigung der Taste E werden Sie in der gegebenen
Reihenfolge zum folgenden Parameter übergehen
- mit der Betätigung der Taste P verläßt man den Modus der
Parameteränderung
Bemerkung:
1. Damit sich die Änderung des Parameters dauerhaft in den
Speicher speichert, muß man nach der Änderung des
Parameters das Pedal nach vorne niedertreten.
2. Der Modus der Änderung von Parametern ist nur nach der
Beendigung der Naht möglich.
Stichzahl in Riegeln:
Sie ist auf den Parameter-Nummern gespeichert.
Parameter-Nr. Bereich Beschreibung
der Werte der Parameter
000(080) 0-254
001(081) 0-254
002(082) 0-254
003(083) 0-254
Nähen nach dem Nähprogramm:
Der Antrieb mit dem Bedienfeld V 820 ermöglicht automa-
tisch bis zu 40 Nahten nähen, die in bis zu acht Programmen
mit den angegebenen Stichzahlen, Nachtrichtung (vorwärts/
rückwärts) zerlegt sind. Nähere Informationen gibt es in der
originalen Betriebsanleitung.
Stichzahl des Anfangsriegels
(Verzierungsriegels) nach vorne
Stichzahl des Anfangsriegels
(Verzierungsriegels) nach hinten
Stichzahl des Endriegels
(Verzierungsriegels) nach hinten
Stichzahl des Endriegels
(Verzierungsriegels) nach vorne
8. Wartung
Vorsicht! Verletzungsgefahr!
Die Wartung darf nur an der ausgeschalteten
1
In der nachfolgenden Tabelle sind Leistungen angegeben,
die man machen muß und die Zeitintervalle zwischen den
einzelnen Leistungen.
Leistung Zeit-
Demontage der Stichplatte und
deren Reinigung.
Reinigung des Schiebradtransporteurs,
der Greifer und die Umgebung des Transport- 1 Tag
rades von den Resten vom Material und Fäden.
Für die Reinigung ist ein Pinsel zu verwenden.
Die Verwendung der Preßluft zum Reinigen ist
ohne Schutzdeckel zur Hinderung der Verletzung
von Personen durch fliegende Unreinigkeiten
verboten.
Die Greifer mit einem Tropfen Öl schmieren.
Kontrolle des Ölpegels im Ölbehälter (2)
2
3
zu den Greiferschmierungen. 1 Woche
Kontrolle des Ölpegels im Ölbehälter (1)
der Zentralölverteilung. 1 Monat
Maschine und mit dem stehenden Motor vor-
genommen sein!
intervall
Für das Schmieren ist das Öl Esso SP-NK 10, DA 10 oder
dergleichen in derselben Qualität zu verwenden (Viskosität
bei 40° C: 10 mm
Der Ölbehälter (1) der Zentralölverteilung und der Ölbehälter
(2) zu den Greiferschmierungen sind durch die Öffnungen (3)
bis zur Marke max. zu füllen.
14
2
/s; Flammpunkt: 150°C).
Page 19

Anweisung zur Beseitigung eventueller Mängel
Bedeutung der Abkürzungen: NP - Betriebsanleitung
SK - Servicebuch
Bem.: Wenn die Maschine mit einem Stopmotor getrieben wird, muß man vor ihrer Reparatur die Einstellung ihrer Parameter laut
NP, Teil B, Abs. 5 kontrollieren.
Mangel
1. Oberfadenreißen.
Ursache
1.1 Fehleinfädlung des Oberfadens.
1.2 Fadenspannung zu hoch.
1.3 Unrichti g eingesetzte oder be-
schädigte Nadel.
1.4 Die Nadelstärke entspricht nicht
der Stärke des Fadens oder der
Stärke des genähten Gutes.
1.5 Greiferspitze stecht den Faden an.
1.6 Unrichtige Seiteneinstellung des
Nadelstangenshalters oder Ver-
drehung des Nadelbettes - kleine
Lücke zwischen der Nadel und dem
Stich-lochrand von der Greiferseite.
1.7 Hinterer Nadelführer zu weit nach
hinten - der rechte Oberfaden wird
darauf eingezogen.
1.8 Oberfaden zu elastisch.
Beseitigung des Mangels
Den oberen Faden nach NP, Abs. 6.1 ein-
fädeln.
Spannung nach NP, Abs. 6.3 einstellen.
Nadel nach NP, Abs. 6.5 austauschen.
Stärkere Nadel verwenden.
Entfernung des Greifers von der Nadel
nach SK, Abs. 3.1.3 und 3.1.5 einstellen.
Nach SK, Abs. 3.2.5 einstellen.
Einstellung der Entfernung zwischen
Nadel und Greifer nach SK, Abs. 3.1.3
korrigieren.
Hinteren Nadelführer so einstellen, da-
mit sein vorderer Rand mit dem hinteren
Rand des rechten Stichloches anpaßt.
Greifereinstellung vergrößern und Nadel-
stangenhöhe nach SK, Abs. 3.2.3 ein-
stellen.
2. Unterfadenreißen.
3. Auslassen von Stichen am Naht-
anfang und nach vorherigem Faden-
abschneiden.
1.9 Schlechte Fadenqualität.
1.10 Nadelstärke entspricht nicht dem
Stichplatteneinsatzloch.
1.11 Beschädigter Stichplatteneinsatz.
1.12 Unrichtig eingestellter Greifer-
öffnungshaken.
2.1 Unrichtiges Fadeneinfädeln.
2.2 Beschädigte Spule.
3.1 Kurzes Fadenende in der Nadel
nach dem Abschneiden (der Faden
im Moment des Abschneidens zu
viel gespannt.
3.2 Fadenspannung zu hoch.
3.3 Oberfaden nicht beim ersten Ein-
stich zwischen Nähgut und hinterer
Stichlochkante angedrück.
Faden austauschen.
Einsatz austauschen.
Einsatz austauschen.
Nach SK, Abs. 3.1.6 einstellen.
Einfädeln nach NP, Abs. 6.2.
Spule austauschen.
Oberfaden nach NP, Abs. 6.1 einfädeln.
Spannung des Fadenvorspanners nach
NP, Abs. 6.3 herabsetzen. Mäßig die Lage
des Abschaltens des Hauptspanners
nach SK, Abs. 4.8; NP, Teil B, Abs. 5.2.2,
5.3.2; Mini-stop, Ab. 5.2.5 - Par. 192
beschleunigen.
Fadenspannung nach NP, Abs. 6.3 ein-
stellen.
Nadeltransport so einstellen, damit die
Nadel bei max. Stichlänge den hinteren
Rand des Stichplatteneinsatzes berührt,
SK, Abs. 3.2.5.
Höhe des Schiebradtransporteurs nach
SK, Abs. 3.6.3.2.1 herabsetzen.
15
Page 20

Rollfuß näher zur Nadel zuschieben und
nach hinten nach SK, Abs. 3.7.6.2.
Hinteren Führer so herabsetzen, damit bei
dem gesenkten Rollpresserfuß das Näh-
gut leicht berührt.
4. Stichauslassen.
5. Unrichtige Stichverschlingung. Die
Fäden sind an oberer Seite des Näh-
gutes verschlungen.
3.4 Oberfaden unrichtig durch beweg-
liches Abschneidermesser erfaßt.
Im Greiferraum bleiben Fadenreste.
3.5 Zu dicke Nadel gegenüber der
Faden- und Nähgutstärke.
4.1 Unrichtig eingesetzte Nadel.
4.2 Zu große Entfernung zwischen Na-
del und Greiferspitze.
4.3 Unrichtig eingestellte Schleifenhub
oder Nadelstangehöhe.
4.4 Hinterer Nadelführer zu hoch - das
Nähgut erhebt sich bei der Nadel-
bewegung und die Greiferspitze
erfaßt nicht die Oberfadenschleife.
4.5 Material zu elastisch oder über-
mäßig elastischer Faden.
4.6 Beschädigte Greiferspitze.
5.1 Niedrige Unterfadenspannung.
5.2 Unrichtige Einfädelung und Ein-
stellung der Oberfadenspannung.
Richtig die Greiferöffnug nach SK, Abs.
3.1.6 und die Einstellung des Abschneid-
nockens nach SK, Abs. 4.3 einstellen.
Dünnere Nadel verwenden.
Nadel nach NP, Abs. 6.5 einsetzen.
Nach SK, Abs. 3.1.3 und 3.1.5 einstellen.
Nach SK, Abs. 3.1.4 und nach Abs. 3.2.3
einstellen.
Hinteren Nadelführer so einstellen, damit
er beim gesenkten Rollpresserfuß leicht
das Nähgut berührt.
Schleifenhub nach Bedarf erhöhen und
Nadelstangenöhe nach SK, Abs. 3.2.3
einstellen.
Greifer austauschen.
Nach NP, Abs. 6.3 einstellen.
Nach NP, Abs. 6.1 einfädeln, nach NP, Abs.
6.3 einstellen.
6. Unrichtige Stichverschlingung. Die
Fäden sind an unterer Seite des
Nähgutes verschlungen und die
Spannungserhöhung hilft nicht.
7. Stiche wenig angezogen und nicht
regelmäßig gelegt. Aufgelöster
Faden.
6.1 Oberfaden aus den Spannschalen
herausgefallen.
6.2 Schlecht eingestellter Greifer-
öffnungshaken (er öffnet wenig).
6.3 Schiebradtransporteur zu niedrig
- schwieriger Fadendurchgang
zwischen Nähgut und Stichplatte.
6.4 Unrichtige Seiteneinstellung des
Nadelstangenshalters oder Ver-
drehung des Nadelbettes - kleine
Lücke zwischen Nadel und Kante
des Stichloches im Stichplatten-
einsatz von der Greiferseite.
6.5 Nadelführer zu niedrig eingestellt -
das Nähgut ist zur Stichplatte auf-
gedrückt und das Oberfadenein-
fädeln ist schwierig.
6.6 Oberfaden am Übergang durch
Greifer wenig gespannt.
7.1 Niedrige Spannung des Ober- und
Unterfaden.
7.2 Oberfaden beim Übergang durch
den wenig gespannt.
Nach NP, Abs. 6.1 richtig einfädeln.
Nach SK, Abs. 3.1.6 einstellen.
Transporteur höhe nach SK, Abs.
3.6.3.2.1 einstellen.
Nach SK, Abs. 3.2.5 einstellen.
Einstellung der Entfernung zwischen
Nadel und Greifer nach SK, Abs. 3.1.3
korrigieren.
Nadelführer nach SK, Abs. 3.4.3 ein-
stellen.
Fadenbegrenzer nach oben nach SK, Abs.
3.5.5 um mehr als den dort angegebenen
Wert verschieben.
Spannung nach NP, Abs. 6.3 einstellen.
Fadenbegrenzer nach oben nach SK, Abs.
3.5.5 um mehr als den dort angegebenen
Wert verschieben.
7.3 Dünne Nadel gegenüber der Faden-
stärke.
16
Dickere Nadel verwenden.
Page 21

8. Nähgut in der Naht gewellt.
8.1 Für das Nähgut zu hohe Faden-
spannung.
Spannung beider Fädeln herabsetzen.
9. Maschine transportiert nicht oder
wenig oder rückwärts.
10. Maschine transportiert schwierig
und unregelmäßig.
11. Greiferblockierung.
12. Nicht getrennter Oberfaden.
9.1 Verdrehte Sicherheitskupplung
gegenüber Greiferüberlastung.
10.1 Schiebradtransporteur zu niedrig
(vor allem beim Nähen von weichen
und dicken Materialien).
10.2 Transporteurzähne für das Nähgut
ungeeignet (zu fein).
11.1 Unrichtige Einfädelung des Oberfa-
dens beim Austausch der Greifer-
spule- Unterfaden durch Greifer-
spitze erfaßt.
11.2 Oberfaden aus den Spannscheiben
herausgefallen und wurde 2x durch
Greiferseite.
11.3 Kleine Lücke zwischen Nadel und
Stichplattenöffnungsrand von Grei-
ferseite.
12.1 Faden unrichtig eingefädelt.
12.2 Oberfaden übermäßig bei seiner
Bewegung nach oben wegen dün-
ner Nadel, starkem elastischem
Material, niedriger Transporteur-
lage, niedriger Fadenspannung
gebremst.
Kupplung nach NP, Abs. 6.10 richtig ein-
kuppeln.
Transporteur aus der Stichplatte nach SK,
Abs. 3.6.3.2.1 ausrücken.
Transporteur mit der Zahnteilung von
0,6 mm verwenden. Austausch nach SK,
Abs. 3.6.3.2.2.
Unterfaden nach NP, Abs. 6.2 einfädeln.
Oberfaden nach NP, Abs. 6.1 einfädeln.
Nach SK, Abs. 3.3.2 einstellen.
Faden nach NP, Abs. 6.1 eingefädeln.
Stärkere Nadel nach NP, Abs. 6.5 mon-
tieren.
Schiebradtransporteur nach SK 3.6.3.2.1
lüften.
13. Nicht getrennter Unterfaden.
14. Mangelhafte Verschlingung des
zweiten oder dritten Stiches am
Anfang des Nähens nach dem
vorherigen Trennen.
12.3 Spannerelektromagnet schaltet
vorzeitig während des Fadentren-
nens den Hauptspannner aus.
12.4 Festes Trennmesser liegt nicht mit
seiner ganzen Breite an das beweg-
liche Messer an.
12.5 Festes Trennmesser fährt nicht über
die Kante des festen Messers über.
12.6 Im Verlaufe des Trennzyklus schal-
tet sich die Sicherheitskupplung
gegen die Greiferüberlastung aus.
13.1 Unrichtige Einstellung der Strecke
des beweglichen Messers.
13.2 Kurze Strecke des beweglichen
Messers.
13.3 Unrichtige Einstellung des Nockens.
13.4 Unrichtige Einstellung der Trenn-
messerhöhe.
14.1 Unrichtig eingestellte Unterfaden-
klemme.
Lage des Ausschaltens des Hauptspan-
ners nach SK, Abs. 4.8 und nach NP, Teil
B, Abs. 5.2.2, 5.3.2; Mini-stop, Ab. 5.2.5
- Par. 192 verspäten.
Die Messer nach SK, Abs. 4.6 einstellen.
Das Messer nach SK, Abs. 4.5 einstellen.
Ausschaltmoment der Kupplung nach SK,
Abs. 3.10.2 vergrößern und Faden-
spannung nach NP, Abs. 6.3 herabsetzen.
Messer nach SK, Abs. 4.5 einstellen.
Strecke durch die richtige Einstellung der
Gabel nach SK, Abs. 4.4 verlängern.
Nocken nach SK, Abs. 4.3 einstellen.
Höhe nach SK, Abs. 4.5 einstellen.
Unterfadenklemme nach SK, Abs. 4.7
einstellen.
17
Page 22

Inhaltsverzeichnis - Teil B - Komplettierungsanweisung
1. Sicherheitshinweise .......................................................................................................................................................... 1
2. Art der Zustellung der Maschine ....................................................................................................................................... 1
2.1 Kompletter Kopf mit Zubehör ................................................................................................................................. 1
2.2 Komplettes Gestell .................................................................................................................................................. 1
2.3 Motor .......................................................................................................................................................................................... 1
2.4 Riemenscheibe des Motors ..................................................................................................................................... 2
3. Gestellplatte ..................................................................................................................................................................... 3
4. Montage der Maschine ..................................................................................................................................................... 3
4.1 Montage des Gestells ............................................................................................................................................ 3
4.2 Montage von Komponenten auf die untere Seite der Gestellplatte ....................................................................... 4
4.2.1 Speisung 1 x 230 V - DC motor ................................................................................................................... 4
4.2.2 Speisung 3 x 400 V - elektrische Fünfaderverteilung, 3 x 230 V - Vierader- oder Fünfaderverteilung ........... 5
4.2.3 Speisung 3 x 400 V - elektrische Vieraderverteilung plus 1 x 230 V - Zweiaderkabel .................................... 5
4.3 Montage der Platte auf das Gestell, Montage der Ölwanne ................................................................................... 6
4.4 Montage des Maschinenkopfes auf das Gestell .................................................................................................... 6
4.5 Montage der Motorriemenscheibe, des Riemens, der Riemenhauben, des Handrades ...................................... 7
4.6 Montage der Pedalzugstange, Einstellung des Sollwertgebers und des Pedals,
und des Kniehebels ................................................................................................................................................ 7
4.7 Elektrischer Anschluß des Maschinenkopfes zum Stoppmotor .................................................................................... 8
4.7.1 Anschlußkabel ............................................................................................................................................................. 8
4.7.2 Eigener elektrischer Anschluß ................................................................................................................................... 9
4.7.3 Befestigung der oberen Riemenhaube, des Positiongebers und der Bedienfeld
des Stoppmotors und des Garnständers .................................................................................................................10
5. Grundeinstellung des Stoppmotors und des Positionsgebers .................................................................................................11
5.1 Allgemein ................................................................................................................................................................................ 1 1
5.2 Einstellung des Stoppmotors S359 600045 XXX - EFKA DC 1600/DA82GA ................................................................ 11
5.2.1 Einstellung des Positionsgebers .............................................................................................................................. 11
5.2.2 Änderungen der Einstellung von Parametern des Stoppmotors mit Rücksicht auf die originale
Einstellung des Herstellers ........................................................................................................................................ 12
5.3 Einstellung des Stoppmotors S359 600052 XX - EFKA VD 552/6F82FA
und S359 600056 XX - EFKA VD 554/6F82FA ................................................................................................................... 12
5.3.1 Einstellung des Positionsgebers .............................................................................................................................. 12
5.3.2 Änderungen der Einstellung von Parametern des Stoppmotors mit Rücksicht auf die originale
Einstellung des Herstellers ........................................................................................................................................ 12
6. Prüfung des Nähens ........................................................................................................................................................................ 12
Die Beilage ......................................................................................................................................................................................... 1 3
Page 23

Teil B - Komplettierungsanweisung
1. Sicherheitshinweise
Vorsicht!
Die montage der Maschine darf nur ein geschulter Mechaniker vornehmen.
Sämtliche Arbeiten auf der Elektroinstallation der Nähmaschine dürfen nur vom dazu berechtigten Elektromechaniker
vorgenommen sein.
Es ist bedingungslos nötig, die Instruktionen zum Antrieb zu studieren, die der Erzeuger der Maschine geliefert hat.
2. Art der Zustellung der Maschine
Der Umfang der Lieferung wird durch die Vereinbarung zwischen dem Lieferanten und dem Käufer bestimmt sein. Es gibt
folgende Möglichkeiten:
2.1 Kompletter Kopf mit Zubehör
In diesem Falle enthält die Lieferung:
- Einen kompletten Kopf.
- Ausgewählte Ersatzteile im Säckchen unter dem Anpreßelement (siehe Teile im Erzatzteilkatalog mit * bezeichnet).
- Standardzubehör (enthält Werkzeuge - siehe Modul im Erzatzteilkatalog).
- Sonderzubehör (enthält einige Komponenten des Gestells und die obere Riemenhaube - siehe Modul im Ersatzteilkatalog).
Diese Lieferung ist nicht komplett. Die fehlenden Komponenten wird sich der Käufer selbst sicherstellen, oder er kann diese
laut folgender Absätze nachbestellen.
2.2 Komplettes Gestell
Die Lieferung enthält die Komponenten des Gestells, aber ohne Komponenten, die im Sonderzubehör enthalten sind, das
man mit dem Maschinenkopf (siehe Abs. 2.1.) und ohne elektrische Komponenten liefert.
Wenn es anders nicht vereinbart ist, liefert man das Gestell im zerlegten Zustand. Wenn man ein montiertes Gestell benötigt,
wird man das Sonderzubehör aus der Lieferung des Kopfes verwenden.
Der Gestell (Bestellnummer S100 010000) enthält folgende Posten:
MG55 000501 Gestell
MG53 002501 Pedal, groß
0907 021044 Satz von Teilen für Gestell
S615 000321 Gestellplatte
Ausstattung für Fußlüftung mit Pedal:
S522 000450 Pedal, klein
S980 060028 Fußlüftungszugstange
2.3 Motor
Die Lieferung enthält einen eigenen Motor, Schalter - Schutzschalter, sämtliche Verkabelung (mit Ausnahme des Steckers)
und Anschlußmaterial. Nach dem Typ des Motors kann sie auch eine Bedienungskonsole enthalten. Wenn nichts anderes
vereinbart ist, wird dieser im zerlegten Zustand geliefert. Die Maschine ohne Abschneider ist mit einem Kupplugshebelmotor
ausgestattet. Wenn man aber Positionierung oder elektromagnetische Fußlüftung oder elektromagnetisches Rücknähen
benötigt, muß die Maschine ohne Abschneider mit Stoppmotor ausgestattet sein.
1
Page 24

Man wählt die Motoren nach der folgenden Tabelle:
Unter- Bestellnumer Benennung ø Riemen- max. Um- Grobe Spezifikation
klasse scheibe drehungen
Maschine der Maschine
mm 50 Hz/60 Hz
X11 S359 600030 63 FIR 1148 63 2500/3000 Aasynchron-Kupplungsmotor;
X21 S359 600030 50 3 x 400/230 V, 50 2000/2400 Schalter-Schutzschalter mit Verkabelung;
S359 600030 42 2800 U/min, 50 Hz 42 1600/2000 Anschlußmaterial
S359 600031 75 FIR 1147F 75 1500/1800 Asynchron-Kupplungsmotor;
S359 600031 63 3 x 400/230 V, 63 1200/1500 Schalter.Schutzschalter mit Verkabelung;
S359 600031 42 1400 U/min, 50 Hz 42 800/1000 Anschlußmaterial
X12 S359 600045 810 Stopmotor EFKA 58 einstellbar DC motor (AC servo) control panel V810;
X22 DC 1600/DA82GA Netzschalter mit Verkabelung; Anschlußmaterial
X4X 1 x 230 V, 50/60 Hz
X5X S359 600045 820 58 einstellbar DC motor (AC servo) control panel V820;
Netzschalter mit Verkabelung; Anschlußmaterial
S359 600052 63 Stopmotor EFKA * 63 2500/3000 Asynchron- Stoppmotor mit Reibungskupplung
S359 600052 50 VD 552/6F82FA 50 2000/2400 und Bremse; Schalter-Schutzschalter mit Ver-
S359 600052 42 3 x 400/230 V, 42 1600/2000 kabelung; Anschlußmaterial
2800 U/min, 50/60 Hz
S359 600056 75 Stopmotor EFKA * 75 1500/1800 Asynchron-Stoppmotor mit Reibungskupplung
S359 600056 63 VD 554/6F82FA 63 1200/1500 und Bremse; Schalter-Schutzschalter mit Ver-
S359 600056 42 3 x 400/230 V, 42 800/1000 kabelung; Anschlußmaterial
1400 U/min, 50/60 Hz
* Für die Einstellung des Stoppmotors kann man das Bedienfeld S359 600038/V810 oder S359 600050/V820 bestellen,
das kein Bestandteil der Lieferung des Stoppmotors ist und separat zu bestellen ist.
Die angeführten Stoppmotoren wurden auf der Maschine geprüft und erfüllen die Funktionsanforderungen.
Andere Typen von Stoppmotoren können aber müssen nicht die geeigneten Parameter haben. Der Erzeuger
empfiehlt die Anwendung eines anderen Stoppmotors ohne Überprüfung nicht.
2.4 Riemenscheibe des Motors
Am Stoppmotor EFKA DC 1600/DA 82 GA werden die Umdrehungen stufenlos elektronisch eingestelt.
An den Maschinen, wo man mit einem hohen Drehmoment wegen des Nähens von schweren Materialien (Nähkategorie 3
und 4) arbeiten muß, empfiehlt der Erzeuger die Verwendungen der Riemenscheibe ø 42 (M 048).
Bei den Asynchronmotoren muß die Riemenscheibe des Motors den Durchmesser in Millimetern nach der folgenden
Beziehung haben:
Riemenscheibendurchmesser = 71 x
Nähgeschwindigkeit (Stiche/min)
Motorumdrehungen (U/min)
Mit Rücksicht auf den verwendeten Keilriemen ist der kleinste Riemenscheibendurchmesser 42 mm. Die Riemenhaube
auf dem Motor limitiert den größten Riemenscheibendurchmesser auf 127 mm.
Die Scheibe für maximale oder andere Nähgeschwindigkeit wird auf ausdrücklichen Wunsch des Kunden geliefert.
Motorscheibendurchmesser
Nähgeschwindigkeit von Nähmaschinen: standard
Netzspannungsfrequenz: 50 Hz
Maschinentyp Nähge- EFKA DC 1600/ EFKA VD 552/ FIR 1148/552/3 EFKA VD 554/ FIR 1147F/554/3
1280-6XX-100 2500 S359 600052 63/ø 63 S359 600030 63/ø 63 - -
1)
Wenn der Kunde nichts anderes bestellt, bekommt er die Scheibe für eine Standard-Nähgeschwindigkeit. Wegen des
schwindig- DA82GA 3312 6F82FA 6F82FA
keit
(St/min) 4000 U/min 2800 U/min 2800 U/min 1400 U/min 1400 U/min
-200 2000 S359 600045 810/ø 58 S359 600052 50/ø 50 S359 600030 50/ø 50 - -
-300 1200 S359 600045 820/ø 58 - - S359 600056 63/ø 63 S359 600031 63/ø
-400 800 - - S359 600056 42/
beschränkten Sortiments von Scheiben kann die wirkliche Nähgeschwindigkeit etwas unterschiedlich von der deklarierten
und in der Spalte 2 angeführten Geschwindigkeit sein.
2
) In der Tabelle ist der effektive Scheibendurchmesser angeführt, der um 4 bis 5 mm niedriger als der äußere Durchmesser ist.
Bem.: Der effektive Durchmesser der Handradscheibe ist 71 mm.
1)
Bestellnumer/motorscheibendurchmesser
2)
ø 42 S359 600031 42/ø 42
63
2
Page 25

Nähgeschwindigkeit von Nähmaschinen: standard
1)
Netzspannungsfrequenz: 60 Hz
Bestellnummer/motorscheibendurchmesser
Maschinentyp Nähge- EFKA DC 1600/ EFKA VD 552/ FIR 1148/552/3 EFKA VD 554/ FIR 1147F/554/3
schwindig- DA82GA 3312 6F82FA 6F82FA
keit
(St/min) 4000 U/min 3360 U/min 3360 U/min 1680 U/min 1680 U/min
1280-6XX-100 2500 S359 600052 50/ø 50 S359 600030 50/ø 50 - -
-200 2000 S359 600045 810/ø 58 S359 600052 42/ø 42 S359 600030 42/ø 42 S359 600056 75/ø 75 S359 600031 75/ø 75
-300 1200 S359 600045 820/ø 58 - - S359 600056 42/ø 42 S359 600031 42/ø
-400 800 - - - -
2)
42
Falls der Kunde eine andere Nähgeschwindigkeit als Standard fordert, er kann eine weitere Scheibe laut der folgenden Tabelle
nachbestellen:
Motor Nähge- Nähge- Riemenscheiben- Bestellnummer
FIR 1148/552/3 1660 1990 42 S980 045548
EFKA VD552 1850 2220 47 S980 045377
FIR 1147F/554/3 830 990 42 S980 045548
EFKA VD554 930 1110 47 S980 045377
schwindigkeit schwindigkeit durchmesser
50 Hz 60 Hz mm
1970 2370 50 S980 045491
2130 2560 54 S980 045361
2290 2740 58 S980 045472
2480 2980 63 S980 045378
2640 3170 67 S980 045476
2760 3310 70 S980 045370
2960 75 S980 045384
3150 80 S980 045479
3350 85 S980 045480
990 1180 50 S980 045491
1060 1280 54 S980 045361
1140 1370 58 S980 045472
1240 1490 63 S980 045378
1320 1590 67 S980 045476
1380 1660 70 S980 045370
1480 1770 75 S980 045384
1580 1890 80 S980 045479
1680 2010 85 S980 045480
1770 2130 90 S980 045481
1970 2370 100 S980 045483
2090 2510 106 S980 045484
2210 2650 112 S980 045485
2500 3010 127 S980 045337
3. Gestellplatte
Für den Fall, wenn der Käufer sich seine eigene Gestellplatte
sicherstellt, ist ihre Zeichnung in der Beilage angeführt.
4. Montage der Maschine
Hier ist die Montage der Maschine mit dem zerlegten Gestell
beschrieben. In einem anderen Fall wird die Anweisung an-
gemessen verwendet sein.
4.1 Montage des Gestells
Das Gestell wird man laut Abb. montieren.
3
Page 26

4.2 Montage von Komponenten auf die untere Seite der Gestellplatte
- Legen Sie rutschsichere (Gummi-) Streifen auf das Gestellgerippe.
- Drehen Sie die Platte aufwärts und legen Sie diese auf die vorbereiteten Streifen.
- Schrauben Sie die Schublade (1) mittels Holzschrauben auf.
- Nageln Sie den Polstergummi auf (2).
- Schrauben Sie den Transformator der Beleuchtung (3) auf, wenn er dort ist, mittels Holzschrauben.
- Schrauben Sie den Transformator der Beschneideeinrichtung (4) auf, wenn er dort ist, mittels Holzschrauben.
- Schrauben Sie den Schalter - Schutzschalter (5) mittels Holzschrauben auf.
- Schrauben Sie den Motorhalter (6) (ev. Motor) auf. Der Hebelkugelmotor wird in die Löcher (A) montiert, der Stoppmotor in die
Löcher (B).
- Installieren Sie mittels Schellen (7) die elektrische Leitung der Kraftleiter. Die Schaltung unterscheidet sich laut dem Motor, der
Speisespannung und der Anzahl der Leiter der elektrischen Zuleitung. Im Falle der Vieraderzuleitung 3 x 400 V muß der
Transformator der Beleuchtung mit einem selbständigen Zuleitkabel 1 x 230 V gespeist sein.
Achtung!
Die Spannung im elektrischen Netz muß in Übereinstimmung mit der am Antriebschild angegebenen Spannung sein.
Achtung!
Der Transformator der Beleuchtung wird durch den Hauptschalter (EN 60204-3-1) nicht abgeschaltet. Falls im
Transformatorschrank ein Eingriff (zum Beispiel der Austausch der Sicherung) vorgemommen werden soll, muß
vorher unbedingt der Netzstecker aus der Steckdose hinausgezogen werde. Diese Arbeiten dürfen nur Personen mit
entsprechender elektrotechnischer Qualifikation ausführen.
Wählen Sie die geeignete Variante nach der folgenden Variante aus:
4.2.1 Speisung 1 x 230 V - DC motor
13 5
13
55
4
Schaltbild - Europa
170
5
60
B
5 5
16
5
627
A
Schaltbild - Amerika
Speiser der Besschneideinrichtung
Transformator der Beleuchtung
Gestell
Maschinen-
kopf
4
3
Gestell
Speiser der Besschneideinrichtung
Maschinen-
kopf
Transformator der Beleuchtung
4
3
4
Page 27

4.2.2 Speisung 3 x 400 V - elektrische Fünfaderverteilung, 3 x 230 V - Vierader- oder Fünfaderverteilung
13 5
13
55
Schaltbild - Europa
60
170
16
5
5
B
6274
A
Schaltbild - Amerika
5
5
Speiser der Besschneideinrichtung
Transformator der Beleuchtung
4
Maschinen-
kopf
Gestell
Speiser der Besschneideinrichtung
Transformator der Beleuchtung
3
4.2.3 Speisung 3 x 400 V - elektrische Vieraderverteilung plus 1 x 230 V - Zweiaderkabel
1
13
3
5
16
5
170
55
5
60
Schaltbild
A
5
Speiser der Besschneideinrichtung
4
3
Maschinen-
kopf
Gestell
Gestell
Maschinen-
kopf
Transformator der Beleuchtung
2
74
B
6
4
3
5
Page 28

A
1
B = ~82 mm
A
2
4.3 Montage der Platte auf das Gestell,
Montage der Ölwanne
- Wenden Sie die Gestellplatte und schrauben Sie diese zum
Gestell mittels Holzschrauben 8 x 35 mm.
Beim Einsatz eines anderen als durch den Hersteller emp-
fohlenen Gestellss muß das Gestells so situiert werden, daß
die umgekippte Lage der Maschine stabil ist.
- Schieben Sie die Ölwanne (1) mit dem montierten Hebel (2)
von unten in den Ausschnitt in der Platte ein und stellen Sie
auf solche Weise ein, damit der Rand der Wanne mit dem
Rand des Plattenausschnittes anpaßt. Stellen Sie die Wanne
in Höhe nach dem Schnitt A-A ein. Die Wanne darf nicht aus
der oberen Oberfläche der Platte hervorragen.
Nageln Sie die Wanne mit den Nageln ø 2 x 40 mm auf.
- Stellen Sie den Hebel (2) auf die Koten B und C ein.
- Schieben Sie die Gummieinlagen (3) in die Aussparung in
der Platte.
33
A - A
C = 9mm
4.4 Montage des Maschinenkopfes auf das Gestell
- Kleben Sie mit Chloroprenklebstoff die Gummieinlagen (2)
in die Gestellplatte (1).
- Demontieren Sie aus dem Maschinenkopf die Transport-
5
wanne (Abdeckung) und montieren Sie die Aufhängungen
(4) auf der Kopf.
- Setzen Sie der Kopf in die Gummieinlagen (2) und (5) ein.
- Begrenzen Sie die Fuge am Umfang der Grundplatte der
Maschine - 1,5 mm.
- Setzen Sie den Stützstift (3) auf.
1
24432
6
Page 29

4.5 Montage der Motorriemenscheibe,
1
3
des Riemens, der Riemenhauben,
des Handrades
- Demontieren Sie das Handrad (1).
- Montieren Sie die Motorriemenscheibe (2).
- Setzen Sie den Keilriemen (3) auf und spannen Sie ihn durch
die Neigung des Motors. Der Riemen ist richtig gespannt,
wenn sich die entgegenstehenden Seiten des Riemens um
20 mm gegensitig unter der Einwirkung der Kraft von 10 N
in der Mitte von beiden Seiten nähern. Der Stoppmotor sollte
so eingestellt sein, damit die untere Fläche dessen Steuer-
6
7
2
D
kastens horizontal sei.
- Stellen Sie den Anschlag (4) bei den größeren Riemen-
scheiben gegen dem Ausfall des Riemens aus der Riemen-
scheibe auf die Entfernung 2 bis 3 mm vom Riemen ein. Bei
den kleineren Riemenscheiben stellen Sie die Stifte (5) nach
dem Detail (D).
- Montieren Sie die untere Riemenhaube (7) auf den Motor.
- Montieren Sie bei dem Hebelkupplungsmotor die obere
Riemenhaube (6) und das Handrad (1).
- Montieren Sie die obere Riemenhaube (6), das Handrad und
das Positionsgebers erst nach dem elektrischen Anschluß
des Kopfes zum Stoppmotor (siehe Absatz 4.7).
5
2-3mm
4mm4mm
5
4
4.6 Montage der Pedalzugstange, Einstellung
4
3
des Sollwertgebers und des Pedals,
und des Kniehebels
- Setzen Sie die Pedalzugstange (1) auf die Kugelzapfen.
5
6
1
2
11
- Stellen Sie die beiläufige Länge der Zugstange mittels
Schraube (2) ein. Falls die Enden der Zugstange zu lang sind,
verkürzen Sie diese.
- Montieren Sie den Kugelzapfen beim Stoppmotor EFKA in
das Loch (3). Stellen Sie den Hebel (4) auf solche Weise,
damit er beiläufig senkrecht zur Zugstange (1) sei
- nehmen Sie den Sicherungsring (5) ab, lösen Sie die
Schraube (6), nehmen Sie den Hebel (4) ab und montieren
Sie ihn in die benötigte Lage.
7
Page 30

9
9
- Lösen Sie die Schrauben (9) beim Kupplungshebelmotor
und verstellen Sie den Motor mit dem Hebel auf solche Weise,
damit der Hebel (10) in die Achse der Zugstange (1) gerichtet
sei.
- Stellen Sie die Winkelverdrehung des Pedals (11) ein. Das
richtig eingestellte Pedal ist in seiner Ausgangsposition
senkrecht zum Schienbein der Bedienungsperson.
9
12
10
1
2
11
- Befestigen Sie den Kniehebel (12) auf die Welle (13) und
stellen Sie diese auf solche Weise, damit er in seiner Aus-
gangsposition ein bißchen ausgelegt laut der Abbildung sei.
13
18 mm
4.7 Elektrischer Anschluß des Maschinenkopfes zum Stoppmotor
4.7.1 Anschlußkabel
Mit dem Maschinenkopf liefert man den Anschlußkabel zu den folgenden Antrieben:
EFKA DC 1600/DA82GA 3311 und höher
EFKA VD 552/6F82FA 2315 und höher
EFKA VD 554/6F82FA
Wenn kein Antrieb spezifiziert ist, liefert man Kabel ohne Anschlußstecker (beachten Sie den Hinweis 2.3).
Für Information sind Schaltbild angegeben.
Die Farben sind mit Nummern in Klammern (6-grün, 7-blau, 8-rosig, 9-schwarz, 10-weiß, 11-violett,12-gelb, 13-dunkelrot, 14-
grau, 15-braun) bezeichnet. Auf die Bündel werden die beigelegten PVC-Isolationsschläuche (5) angezogen und werden mit dem
restlichen Teil der Kabelisolation mittels eines Schrumpfschlauches (4) verbunden (man erwärmt ihn z.B. mit dem Feuer eines
Anzünders).
Im Schaltbild ist das Speisekabel mit einer punktierten Linie bezeichnet.
Stoppmotor S359 600045 XXX - EFKA DC 1600/DA82GA
Stoppmotor S359 600052 XX - EFKA VD 552/6F82FA
Stoppmotor S359 600056 XX - EFKA VD 554/6F82FA
312
8
Page 31

Schaltbild
3 2
680
3
2
4
5
6
D
23
7
8
D
4.7.2 Eigener elektrischer Anschluß
- Montieren Sie das Speisekabel (2) mit dem Konnektor (3)
zum Kopf. Schließen Sie den anderen Konnektor (Konne-
ktoren) in den Kasten des Stoppmotors nach den daran
angebrachten Piktogrammen an.
- Montieren Sie das Kabel der Bedienungskonsole (4) und
schließen Sie zum Kasten des Stoppmotors nach den daran
angebrachten Piktogrammen an.
- Ziehen Sie das Kabel des Positionsgebers (5) und schließen
Sie es zum Kasten des Stoppmotors nach den daran ange-
brachten Piktogrammen.
- Montieren Sie die Beleuchtung, wenn es diese daran gibt,
und schließen Sie deren Kabel (6) zum Kabel des Trans-
formators an.
- Montieren Sie das Gerippekabel (7) mit einem Ende an die
Aufhängung (8), mit dem anderen Ende auf den Stopp-
motorhalter.
9
Page 32

1
3
4.7.3 Befestigung der oberen Riemenhaube,
des Positionsgebers und
der Bedienfeld des Stoppmotors und des
Garnständers
- Schrauben Sie an den Riemenschutz den Arretieranschlag
an.
- Montieren Sie die obere Riemenhaube und das Handrad laut
Absatz 4.5.
- Setzen Sie den Positionsgebers (3) auf den Zapfen des
60mm
2
Handrades sa auf, daß die Arretiernut des Positionsgebers
auf den Arretieranschlag zu liegen kommt (dadurch wird der
Körper des Positionsgebers an Bewegung gehindert).
- Befestigen Sie den Positionsgebers durch Festziehen der zwei
Innekantschrauben.
- Montieren Sie die Bedienfeld des Stoppmotors:
- Beim Stoppmotor EFKA kleben Sie die Bedienfeld V 810 (1)
auf den Maschinenkopf auf(wenn dieser dort ist). Die zu
klebende Fläche ist gründlich zu entfetten. Kleben Sie die
Schelle (2) auf die Riemenhaube auf.
- Beim Stoppmotor EFKA den Halter (4) zur Bedienfeld V 820
(5) (wenn dieser dort ist) mit Schraube montieren und den
Halter mit der Bedienfeld zur Gestellplatte aufschrauben.
5
110
80
4
- Montieren Sie den Garnständer auf solche Weise, damit
dessen Arme gleichlaufend mit der längeren Kante der Platte
seien.
10
Page 33

5. Grundeinstellung des Stoppmotors und des Positionsgebers
5.1 Allgemein
Der Vorgang zur Einstellung von Parametern des Stoppmotors S359 600045 XXX - EFKA DC 1600/DA82GA auf dem Niveau der
Bedienung ist im ersten Teil der Betriebsanleitung - Abs. 7.2.1.2 (V 810); Abs. 7.2.2.2 (V 820) beschrieben.
Die richtige Funktion der Nähmaschine mit dem entsprechenden Antrieb ist durch die Änderung einiger Antriebsparameter
erreicht, die der Bedienung der Maschine unzugänglich sind.
Weiterhin beschreibt man, wie es möglich ist, alle Parameter zu ändern.
Vorgang der Änderung von Parametern des Antriebes Efka S359 600045 810 - DC 1600/DA82GA;
S359 600052 XX - VD 552/6F82FA und S359 600056 XX - VD 554/6F82FA (Bedienfeld V 810)
- Taste P am Paneel betätigen und dann Hauptschalter einschalten
- auf dem Display wird C 0000 dargestellt sein, die 1. Ziffer blinkt
- mittels Taste + - die 1. Ziffer auf den Wert 3 einstellen
- Taste >> betätigen, die 2. Ziffer blinkt
- auf dieselbe Weise die übrigen Ziffern so einstelle, damit auf dem Display C 3112 (die Kodennummer für die möglichkeit der
Änderung aller Antriebsparameter) dargestellt sein
- Taste E betätigen, auf dem Display wird F 200 (Parameter-Nr 200)dargestellt sein
- mittels Tasten >>, +, - die benötigte Parameternummer einstellen und Taste E betätigen
- mittels Tasten +, - den benötigten Parameterwert einstellen
- Taste E betätigen (die weitere Parameternummer in der Reihenfolge wird erscheinen) oder P (die gleiche Parameternummer wird
erscheinen)
- die Beendienung der Änderungendurch die Betätigung der Taste P vornehmen (Rückkehr in den Nähmodus)
Ausführliche Informationen werden Sie im Original der Betribsanleitung finden.
Bem.: Damit sich die Änderung von Parametern dauernd speichert, muß man nach der Parameteränderung das Pedal nach vorne
niedertreten.
Vorgang der Änderung von Parametern des Antriebes Efka S359 600045 820 - DC 1600/DA82GA;
S359 600052 XX - VD 552/6F82FA und S359 600056 XX - VD 554/6F82FA (Bedienfeld V 820)
- Taste P am Paneel betätigen und dann Hauptschalter einschalten
- auf dem Display wird C 0000 erscheinen, die 1. Ziffer blinkt
- mittels Tasten 0 ÷ 9 auf dem Display C 3112 einstellen (Koden-Nr für die Möglichkeiten der Änderung aller Antriebsparameter)
- Taste E betätigen, auf dem Display erscheint F 200 (Parameternummer 200)
- mittels Tasten 0 ÷ 9 die benötigte Parameternummer einstellen und Taste E betätigen
- mittels Tasten +, - den benötigten Parameterwert einstellen
- Taste E betätigen (die weitere Parameternummer der Reihenfolge wird erscheinen) oder P (dieselbe Parameternummer wird
erscheinen)
- die Beendigung der Änderungen durch die Betätigung der Taste P vornehmen(Rückkehr in den entsprechenden Nähmodus)
Ausführliche Informationen werden Sie im Original der Betriebsanleitung finden.
Bem.: Damit sich die Änderung von Parametern dauernd speichert, muß man nach der Parameteränderung das Pedal nach vorne
niedertreten.
5.2 Einstellung des Stoppmotors S359 600045 XXX - EFKA DC 1600/DA82GA 3312
5.2.1 Einstellung des Positionsgebers
- stellen Sie den Parameter 170 ein, auf dem Display wird Sr1 dargestellt sein (Referenz-Position)
- drücken Sie die Taste >>, auf dem Display werden PoS O und das sich ändernde Symbol der Drehung dargestellt sein
- drehen Sie das Handrad, bis das Drehsymbol verschwindet
- drehen Sie das Handrad auf den Winkelwert 105° des Handrades (die Nadelspitze ist etwa auf der Ebene der Stichplatte)
- drücken Sie die Taste E, Sie werden den Parameter 171 anfahren
- stellen Sie den Parameter 171 ein, auf dem Display wird Sr2 (alle Positionen) dargestellt sein
- drücken Sie die Taste >>
- auf dem Display erscheint 1 XXX (der Wert der 1. Nadelposition)
- drehen Sie das Handrad, bis sich der Wert XXX ändern beginnt
- drehen Sie das Handrad auf den Winkelwert der 1. Position (135° auf dem Handrad, resp. 30 auf der Bedienfeld)
- drücken Sie die Taste E
- auf dem Display erscheint 2 XXX (der Wert der oberen Fadenhebelposition)
- drehen Sie das Handrad, bis sich der Wert XXX ändern beginnt
- drehen Sie das Handrad auf den Winkelwert der oberen Position (65° auf dem Handrad, resp. 450 auf der Bedienfeld)
- drücken Sie die Taste P 2x (Rückkehr in das Nähregime)
- treten Sie das Pedal kurz nach vorne (Einschreiben in den Speicher)
11
Page 34

5.2.2 Änderungen der Einstellung von Parametern des Stoppmotors mit Rücksicht auf die originale
Einstellung des Herstellers
Parameter- Parameter-
Nummer Wert
111 - max. Umdrehungen (nach dem Maschinen-Typ)
116 180 Umdrehungen des Abschneidens
170 - Referenz-Position
171 30 1. Nadelposition
192 340 Winkel der Verzögerug der Einschaltung des Spanners
202 120 Verzögerung des Anlaufes nach der Ausschaltung des Rollfußsignals
225 3 Maschinentyp
5.3 Einstellung des Stoppmotors S359 600052 XX - EFKA VD 552/6F82FA
und S359 600056 XX - EFKA VD 554/6F82FA
5.3.1 Einstellung des Positionsgebers
1 A
2 A
1
2
Die Positionen werden mittels Scheiben mit Ausschnitten gerade im Positionsgeber eingestellt.
Einstellung der unteren Position:
- demontieren Sie die Haube des Positionsgebers
- schalten Sie das Speisekabel des Kopfes vom Antrieb ab
- schalten Sie den Netzschalter ein
- treten Sie das Pedal kurz nach vorne (die Maschine stellt sich in 11. Nadelstellung ab)
- schalten Sie den Netzschalter aus
- drehen Sie den Anfang des Ausschnittes 1 der sich überdeckenden Scheiben auf solche Weise, damit sich die Maschine auf
dem Wert 135° auf dem Handrad abstellt
- machen Sie die Kontrolle durch die Wiederholung des Verfahrens
Einstellung der oberen Stellung des Fadenhebels:
- treten Sie das Pedal nach hinten (die Maschine stellt sich in oberer Nadelstellung ab)
- schalten Sie den Netzschalter aus
- drehen Sie den Anfang des Ausschnittes 2 der selbständigen Scheibe auf solche Weise, damit sich die Maschine auf dem Wert
65° auf dem Handrad abstellt
- machen Sie die Kontrolle durch die Wiederholung des Verfahrens
5.3.2 Änderungen der Einstellung von Parametern des Stoppmotors mit Rücksicht auf die originale
Einstellung des Herstellers
Parameter- Parameter-
Nummer Wert
111 max. Umdrehungen (nach dem Maschinentyp)
116 180 Umdrehungen des Abschneidens
136 ON Stich beim Beschneiden (rückwärts)
192 8 6 Winkel der Verzögerug der Einschaltung des Spanners
202 120 Verzögerung des Anlaufes nach der Ausschaltung des Rollfußsignals
6. Prüfung des Nähens
Vorsicht! Unfallgefahr!
Vor dem Faden/Einfädeln schalten Sie den Hauptschalter aus und warten Sie, bis der Motor stehen bleibt.
- Prüfen Sie die Drehrichtung des Handrades nach dem daran angebrachten Pfeil.
- Fädeln Sie die Garne ein.
- Wählen Sie das Nähmaterial aus.
- Schalten Sie die benötigte Funktion auf der Steuerkonsole des Stoppmotors ein, Die Prüfung sollte durch die Auswahl eines
Verzierungsriegels vorgenommen sein.
- Nähen Sie zuerst langsam und dann erhöhen Sie die Nähgeschwindigkeit.
- Wenn der Stich nicht den Forderungen entspricht, gehen Sie nach dem ersten Teil der Gebrauchsanweisung, eventuell, nach
dem Service-Buch vor.
12
Page 35

13
 Loading...
Loading...