

Page 1
1265/5
Einkopf-Umstechanlage
für Hosen mit Kniefutter
Bedienanleitung
Aufstellanleitung
Serviceanleitung
1
2
3
Telefon Service +49 (0) 60 21/ 50 19 40 Telefax +49 (0) 60 21/ 54 00 61 E-mail: Vertrieb@beisler-gmbh.de
Ausgabe / Edition: 10/2006 Printed in Federal Republic of Germany Teile-Nr.:/Part-No.:
Frohnradstraße 10, D-63768 Hösbach
Page 2

Page 3

Vorwort
Diese Anleitung so ll erleich tern, die M aschine kennenzulernen und
ihre bestim m ungsgem äßen Einsatzm öglichke iten zu nutzen.
Die Betriebsanleitung enthält wichtige Hinw eise, die M aschine sicher,
sachgerecht und wirtschaftlich zu betre iben. Ihre Beachtung hilft,
Gefahren zu verm e iden, R eparaturkosten und Ausfallzeiten zu
verm indern und die Zuverlässigkeit und Lebendauer der M asch ine zu
erhöhen.
Die Betriebsanleitung ist geeignet, Anweisungen aufgrund
bestehender nationaler V orschriften zu r Unfallverhütung und zum
Umweltschutz zu ergänzen.
Die Betriebsanleitung m uss ständig am Einsatzort der M a schine /
Anlage verfügbar sein.
Die Betriebsanleitung ist von jeder P erson zu lesen und anzuw enden,
die beauftragt ist, an der M aschine / Anlage zu arbeiten. D arunter ist
zu verstehen:
–
Bedienung, einschließlich Rüsten, Störungsbehebung im
Arbeitsablauf, Beseitigung von Produktionsabfällen, Pflege,
–
Instandhaltung (W a rtung, Inspektion, Instandsetzung) und/oder
–
Transport
Der Betre iber hat dafür zu sorgen, dass nur autorisierte P ersonen an
der Maschine arbeiten.
Der B ediener ist verpflichtet, die M aschine mindestens einm al pro
Schich t auf äußerlich erkennbare S chäden und M ängel zu prüfen,
eingetre tene V eränderungen (e inschließlich des Betriebsverhaltens),
die die Sicherheit beeinträ c h tigen, sind sofort zu melden.
Das verw endende Unternehm en hat dafür zu sorgen, dass die
M aschine immer in einw andfre iem Zustand betrieben wird .
Es dürfen grundsätzlich keine Sicherheitseinrichtungen dem ontiert
w erden.
Ist die D em ontage von Sicherheitseinrichtungen beim Rüsten,
R eparieren oder Warten erforderlich , hat unm ittelbar nach A bschluss
derW artungs- oder R eparaturarbeiten die R em ontage der
Sicherheitseinrich tungen zu erfolgen.
Eigenm ächtige V eränderungen an der M a schine schließen eine
Haftung des Herstellers für daraus re s u ltierende S chäden aus.
Alle Sicherheits- und Gefahrenhinw eise an der M aschine/ Anlage
beachten. Die gelb/schw arz gestre iften Flächen sind K ennzeichnungen
ständiger Gefahrenquellen, z.B. mit Q uetsch-, S chneid-, S c h e r- oder
Stoßgefahr.
Beachten Sie neben den Sicherheitshinw eisen in dieser
Betriebsanleitung die allgem ein gültigen Sicherheits- und
Unfallverhütungs-V orschriften.
Page 4
Allgem eine Hinw eise
Die Nichteinhaltung fo lgender Sicherheits h inw eise kann zu
körperlichen V erletzungen oder zu r B eschädigung der M aschine
führen.
1. D ie M a schine darf erst nach K enntnisnahm e der zugehörigen
Betriebsanleitung und nur durch entsprechend unterw iesene
Bedienpersonen in Betrieb genom m en w erden.
2. Lesen Sie vor Inbetriebnahm e auch die Sicherheitshinw eise und
die Betriebsanleitung des Moto r- und des N ähm aschinenoberteilherstellers.
3. D ie M a schine darf nur ihrer Bestim m ung gem äß und nicht ohne
die zugehörigen S chutzeinrichtungen betrieben w erden; dabei
sind auch alle einschlägigen Sicherheitsvorschriften zu beachten.
4. B eim Austau sch von N ähw erkzeugen (w ie N adel, N ähfuß,
Stichplatte,Stoffschieber und S pule), beim Einfädeln, beim
Verlassen des Arbeitsplatzes sow ie bei Wartungsarbeiten ist die
M aschine durch Betätigen des H auptschalters oder durch
H erausziehen des Netzsteckers vom Netz zu trennen.
5. D ie täglichen Wartungsarbeiten dürfen nur von entsprechend
unterw iesenen Personen durchgeführt w erden.
6. R eparaturarbeiten sow ie spezielle Wartungsarbeiten dürfen nur
von Fachkräften bzw . entsprechend unterw iesenen P ersonen
durchgeführt w erden.
7. FürW artungs- und R eparaturarbeiten an pneum atischen
Einrichtungen ist die M aschine vom pneum atischen
Versorgungsnetz (m a x . 7 - 10 b a r) zu trennen.
Vor dem Trennen ist zunächst eine D ruckentlastung an der
Wartungseinheit vorzunehm en.
Ausnahm en sind nur bei Justierarbeiten und Funktionsprüfungen
durch entsprechend unterw iesene F achkräfte zulässig.
8. Arbeiten an der elektrischen Ausrüstung dürfen nur von dafür
qualifizierten F a chkräften durchgeführt w erden.
9. Arbeiten an unter Spannung stehenden Teilen und Einrichtungen
sind nicht zulä ssig.
Ausnahm en regeln die V orschriften DIN VDE 0105.
10. U m bauten bzw . V eränderungen der M aschine dürfen nur unter
Beachtung aller ein schlägigen Sicherheitsvorschriften
vorgenom m en w erden.
11. Bei R eparaturen sind die von uns zur V erw endung fre igegebenen
Ersatzteile zu verw enden.
12. D ie Inbetriebnahm e des O berteils ist so lange untersagt, bis
festgestellt w urde, dass die gesam te N äheinheit den
Bestim m ungen der EG -Richtlinien entspricht.
Diese Zeichen stehen vor Sicherheitshinw eisen,
die unbedingt zu befolgen sind.
Verletzungsgefahr !
Beachten Sie darüber hinaus
auch die allgem einen Sicherheitshinw eise.
Page 5
Inhalt Seite:
Vorwort und allgemeine Sicherheitshinweise
Teil 1: Bedienanleitung Kl. 1265/5
1. Produktbeschreibung .......................................... 3
1.1 Beschreibung der bestimmungsgemäßen Verwendung ....................... 3
1.2 Kurzbeschreibung ............................................. 3
1.3 Technische Daten ............................................. 4
2. Zusatzausstattungen (siehe Anhang) ................................. 5
3. Einschalten - Ausschalten - Programm-Stopp ........................... 6
3.1 Einschalten ................................................. 6
3.2 Ausschalten ................................................. 6
3.3 Programm-Stop............................................... 7
3.4 Wiederinbetriebnahme nach Programm-Stop ............................. 7
1
4. Bedienen des Nähmaschinenoberteils ............................... 8
4.1 Allgemeines ................................................. 8
4.2 Empfohlene Garne ............................................. 9
4.3 Stoffgleitblech abnehmen/ aufsetzen .................................. 10
5. Bedienen der Nähanlage ........................................ 11
5.1 Fußschalter Maschinenablauf ...................................... 11
5.2 Hosenteile einlegen und Nähvorgang starten ............................. 11
5.3 Kantenführung einstellen ......................................... 13
5.4 Blasluft für die Düsen in der Tischplatte einstellen .......................... 14
5.5 Stapler .................................................... 15
5.5.1 Standardstapler .............................................. 15
5.5.2 Überwurfstapler .............................................. 16
5.5.3 Wechselstapler .............................................. 17
5.6 Klebestation (optional) .......................................... 18
5.6.1 Klebeband einsetzen ........................................... 18
5.6.2 Ein- und Ausschalten der Klebestation ................................. 18
5.6.3 Verkleben von Kniefutter und Vorderhose ............................... 19
5.6.4 Stempel reinigen .............................................. 20
5.7 Hosenteile einlegen und Nähvorgang starten in Verbindung mit Klebestation .......... 21
6. Bedienen der Steuerung ........................................ 23
6.1 Bedienterminal ............................................... 23
6.2 Bedienoberfläche ............................................. 24
6.2.1 Menüstruktur der Näh- und Einstellprogramme ............................ 24
6.3 Hauptbildschirm .............................................. 26
6.4 Nahtprogramme .............................................. 27
Page 6

Inhalt Seite:
6.4.1 Werkseinstellung Programme ..................................... 27
6.4.2 Nahtprogramm anwählen ........................................ 28
6.4.3 Manuelles Nähen, gesteuert über Fußpedal ............................. 28
6.4.4 Funktionen der Programme verändern ................................ 29
6.4.4.1 Schnellverstellung der Hauptparameter über die Eingabefelder ................ 29
6.4.4.2 Zugrif auf die gesamte Parameterliste einer Nahtfunktion .................... 30
6.4.4.3 Zu- oder Abschalten einer Naht- bzw. Maschinenfunktion .................... 30
6.4.4.4 Nahtspezifische Parameter in der Zugriffseben 1 ......................... 31
6.4.4.5 Nahtspezifische Parameter in der Zugriffseben 1 ......................... 40
6.5 Nahtfolgen.................................................. 43
6.6 Vornähte ................................................... 45
6.7 Naht Start-Modus.............................................. 46
6.8 Nähmotor aktivieren ............................................ 46
6.9 Tageszähler zurücksetzen ........................................ 46
6.10 Input - Output Test ............................................. 47
6.11 Programmiermenüs ............................................ 49
6.11.1 Allgemeines ................................................ 49
6.11.2 Freien Speicherplatz belegen ...................................... 49
6.11.3 F1 = INIT Parameter ........................................... 49
6.11.4 F2 = Memory Card ............................................ 51
6.11.5 F3 = Diagnostik .............................................. 53
6.11.6 F5 = Zusatzprogramme ......................................... 54
7. Wartung ................................................... 56
7.1 Reinigen und Prüfen ............................................ 56
7.2 Ölschmierung ................................................ 58
Page 7
1. Produktbeschreibung
1.1 Beschreibung der bestimmungsgemäßen Verwendung
Die 1265/5 ist eine Nähanlage, die bestimmungsgemäß zum Nähen
von leichtem bis mittelschwerem Nähgut verwendet werden kann.
Solches Nähgut ist in der Regel aus textilen Fasern zusammengesetztes Material. Diese Nähmaterialien werden in der
Bekleidungsindustrie verwendet.
Allgemein darf nur trockenes Nähgut mit dieser Nähanlage verarbeitet
werden. Das Material darf keine harten Gegenstände beinhalten.
Die Naht wird im allgemeinen mit Umspinnzwirn, Polyesterfaseroder Baumwollgarnen erstellt.
Die Dimension für Nadel- und Greiferfäden sind der Tabelle in
Kapitel 4.2 zu entnehmen.
Wer andere Fäden einsetzen will, muss vorher die davon ausgehenden
Gefahren abschätzen und ggf. Sicherungsmaßnahmen ergreifen.
Diese Nähanlage darf nur in trockenen und gepflegten Räumen
aufgestellt und betrieben werden. Wird die Nähanlage in anderen
Räumen, die nicht trocken und gepflegt sind, eingesetzt, können
weitergehende Maßnahmen erforderlich werden, die zu vereinbaren
sind (siehe EN 60204-31 : 1999).
Wir gehen als Hersteller von Industrienähmaschinen davon aus, dass
an unseren Produkten zumindest angelerntes Bedienpersonal arbeitet,
sodass alle üblichen Bedienungen und ggf. deren Gefahren als
bekannt vorausgesetzt werden können.
1
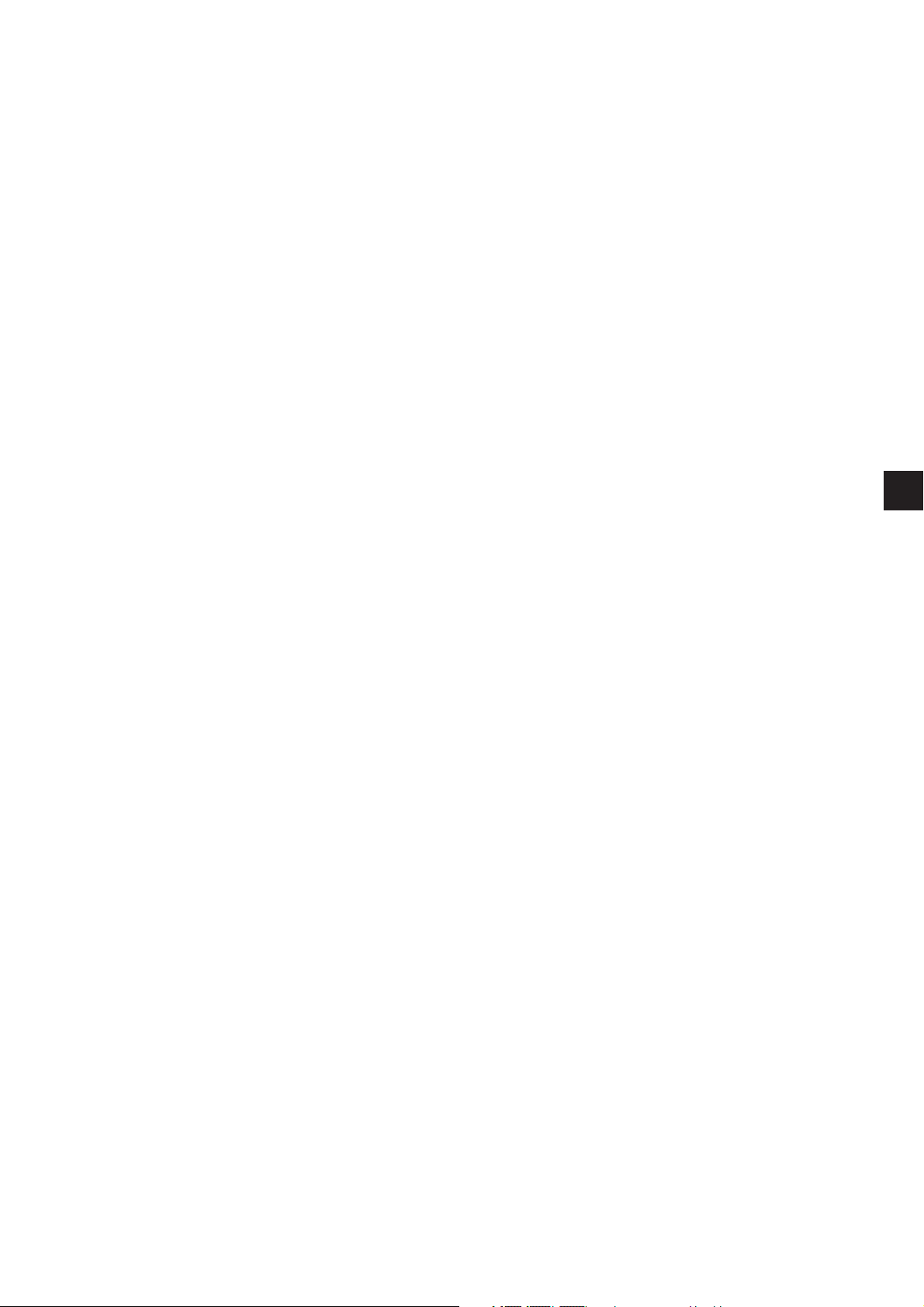
1.2 Kurzbeschreibung
Die Beisler 1265/5 ist eine Ein-Kopf-Nähanlage zum Versäubern von
Hosenteilen mit und ohne Kniefutter. Bei der Nähanlage kann das
Umstechen des Gesäß- und Schlitzbogens sowie des Hosensaumes
integriert werden.
Wahlweise kann mit oder ohne eine Heiß-Klebestation gearbeitet
werden (Futter oben/ Futter unten)
Alle Nähanlagenkomponenten sind an einem aus Vierkant-Stahlrohren
geschweißten Gestell aufgebaut und werden durch ein Microprocessorsystem gesteuert.
Die Bedienung der Nähanlage erfolgt über ein Bedienpult. Hier lassen
sich verschiedene Steuerprogramme aufrufen, neue Programme
definieren und zu Wartungs- und Reparaturzwecken alle Ein- und
Ausgänge überprüfen.
Maschinenoberteil
–
Pegasus Zwei- bzw. Dreifadenüberwendlingmaschine EXT 5204-02
mit Obertransport
–
Schrittmotorsteuerung separat für Ober- und Differentialtransport
zum Vorgeben der gewünschten Weite im Futter, auch für
Stretchmaterialien
–
Microprocessorsteuerung, frei programmierbar
–
Nähantrieb Typ Efka DC 1500
–
Automatische Mehrweitenverteilung an der Seiten- und Schrittnaht
programmierbar
–
Höhenverstellbare Kantenführung für unterschiedliche
Materialstärken.
3
Page 8

1.3 Technische Daten
–
Automatische Konturenaussteuerung über Schrittmotor geregelt
–
Ausroller über Schrittmotor zum genauen Kettentrennen und zum
Positionieren der Hose vor dem Stapelvorgang
–
Schrittmotorsteuerung mit Hilfstransport für breite und schwierige
Materialien
–
Kniefutterverarbeitung ohne Fixiereinrichtung für passend
zugeschnittenes Kniefutter
–
Optionale Fixiereinheit
–
Lichtschranke zum Erkennen von Nahtanfang und Nahtende für
den automatischen Nähstart und -stopp.
–
Senkrechtschneider mit Absaugung zum Umstechen und
Versäubern in einem Arbeitsgang.
–
Kettentrennvorrichtung mit Absaugung programmierbar.
–
Regulierbare Blasdüsen in der Tischplatte zur Unterstützung des
Nähguttransports
–
Höhenverstellbares Gestell, stufenlos von 850 mm bis 1200 mm.
–
Integrierte Abstapelvorrichtung
Maschinenoberteil: Pegasus EXT 5204-02
Nähstichtyp: 504/ 505
Anzahl der Nadeln: 1
Nadelsystem: B27
Nadeldicke: Nm 80 bis Nm110
Garne: siehe Tabelle Kapitel 4.2
Stichzahl: 7000 U/ min ohne Futter
6500 U/min mit Futter
Stichzahl bei
Auslieferung: 6500 U/ min
Stichlänge: min. 1,0 mm
max. 5,0 mm
Nahtbreite: 6 mm
Nähgut: Leichtes bis mittelschweres Nähgut
Betriebsdruck: 6 bar
Luftverbrauch: 20 NL pro Arbeitsspiel
Bemessungsspannung: 1 x 230 V 50/60 Hz
Bemessungsleistung: 0,9 kVA
Abmessungen: 1500 x 900 x 1400 mm (L xBxH)
Arbeitshöhe: 850...1200 mm
(Oberkante Tischplatte)
Gewicht: 120 kg
4
Page 9
2. Zusatzausstattungen
Geräusch-Angabewert: LC = 81dB (A)
Arbeitsplatzbezogener Emissionswert nach DIN 45635-48-B-1
Stichlänge: 3 mm
Nahtlänge: 1160 mm
Stichzahl: 7000 U/min
Nähgut G1 DIN 23328: 1-Lage
Messpunkt nach
DIN 4895 Teil 1 X = 600 mm Y = 350 mm Z = 600 mm
X - Achse = quer zur Transportrichtung
Y - Achse = Haupttransportrichtung
Z - Achse = Höhe
Siehe Anhang.
1
5
Page 10

3. Einschalten - Ausschalten - Programm-Stopp
21
3.1 Einschalten
3.2 Ausschalten
–
Hauptschalter 1 einschalten (im Uhrzeigersinn drehen).
Die Steuerung lädt das Maschinenprogramm.
In der Anzeige des Bedienfeldes erscheint der Startbildschirm und
zeigt folgende Meldung:
WARTE AUF RESET
–
Programm-Stopp Taster 2 am Bedienfeld entriegeln.
–
Programm-Stopp Taster 2 am Bedienfeld drücken, bis er einrastet.
–
Hauptschalter 1 ausschalten (gegen den Uhrzeigersinn drehen).
6
Page 11

3.3 Programm-Stop
2
Das Sicherheitssystem der 1265/5 sieht zur sofortigen Stillsetzung bei
Fehlbedienung, Nadelbruch usw. folgende Möglichkeiten vor:
–
Programm-Stopp Schalter 2 am Bedienfeld drücken.
Laufende Arbeitsgänge an der Nähanlage werden sofort
abgebrochen.
–
Hauptschalter 1 gegen den Uhrzeigersinn drehen.
Die Nähanlage wird sofort stromlos;
alle Bewegungen der Nähanlage stoppen sofort.
3.4 Wiederinbetriebnahme nach Programm-Stop
Vorsicht Verletzungsgefahr!
Hauptschalter ausschalten.
Störung nur bei ausgeschalter Nähanlage beseitigen.
Die Wiederinbetriebnahme darf erst erfolgen, nachdem die Störung
beseitigt wurde.
21
1
–
Hauptschalter 1 einschalten (im Uhrzeigersinn drehen).
–
Programm-Stopp Schalter entriegeln.
Die Steuerung lädt das Maschinenprogramm.
In der Anzeige des Bedienfeldes erscheint der Hauptbildschirm.
Die Nähanlage ist wieder betriebsbereit.
7
Page 12
4. Bedienen des Nähmaschinenoberteils
4.1 Allgemeines
Die Bedienung des Nähmaschinenoberteils (Nadel einsetzen, Nadelund Greiferfaden einfädeln usw.) ist in der separat beiliegenden
Pegasus-Bedienungsanleitung beschrieben.
Die Bedienungsanleitung liegt im Beipack der Nähanlage.
Achtung Verletzungsgefahr!
Bitte lesen Sie die Bedienungsanleitung des Nähmaschinenoberteiles
sorgfältig durch und beachten Sie alle Sicherheitshinweise.
8
Page 13
4.2 Empfohlene Garne
Nadelsystem: B27
Empfohlene
Nadeldicke: Nm 80 für sehr dünnes Nähgut
Nm 90 für dünnes Nähgut
Nm 100 für mittelschweres Nähgut
Hohe Nähsicherheit und gute Vernähbarkeit wird mit folgenden Umspinnzwirnen erzielt:
–
Zweifach Polyester Endlos Polyester umsponnen
(z.b. Epic Poly-Poly, Rasant x, Saba C, ...)
–
Zweifach Polyester Endlos Baumwolle umsponnen
(z.b. Frikka, Koban, Rasant, ...)
Falls diese Garne nicht zu beschaffen sind, können auch die in der
Tabelle angegebenen Polyesterfaser- oder Baumwollgarne vernäht
werden.
Zweifach-Umspinnzwirne werden von Garnherstellern vielfach mit
gleicher Bezeichnung wie Dreifach-Polyesterfasergarne
(3zyl.-gesponnen) angeboten. Dies führt zu Unsicherheiten bezüglich
Zwirnung und Garndicke.
Im Zweifelsfall Faden aufdrehen und prüfen, ob er 2- oder 3-fach
gezwirnt ist.
Die Etikett-Nr. 120 auf der Garnrolle eines Umspinnzwirnes entspricht
z.b. der Garndicke Nm 80/2 (siehe eingeklammerte Tabellenwerte).
Bei monofilen Fäden können Nadelfäden und Greiferfäden der
gleichen Dicke verwendet werden. Die besten Ergebnisse werden
dabei mit weichen und dehnbaren Fäden (Software) der Fadendicke
130 Denier erzielt.
1
Empfohlene Garndicken:
Nadeldicke Umspinnzwirn Umspinnzwirn
Nm
Nadelfaden Greiferfaden Nadelfaden Greiferfaden
Polyester- Polyester- Polyester- Baumwolle-
endlos umsponnen endlos umsponnen
Etikett-Nr. Etikett-Nr. Etikett-Nr. Etikett-Nr.
90 120 (Nm 80/2) 120 (Nm 80/2) 120 (Nm 80/2) 120 (Nm 80/2)
100 100 (Nm 65/2) 100 (Nm 65/2) 100 (Nm 65/2) 100 (Nm 65/2)
Nadeldicke Polyesterfasergarn Baumwollgarn
Nm (3zyl.-gesponnen)
Nadelfaden Greiferfaden Nadelfaden Greiferfaden
80 Nm 120/3 Nm 120/3 Ne
90 Nm 80/3-120/3 Nm 80/3-120/3 Ne
60/3-80/3 NeB60/3-80/3
B
50/3-70/3 NeB50/3-70/3
B
100 Nm 70/3-100/3 Nm 70/3-100/3 Ne
40/3-60/3 NeB40/3-60/3
B
9
Page 14
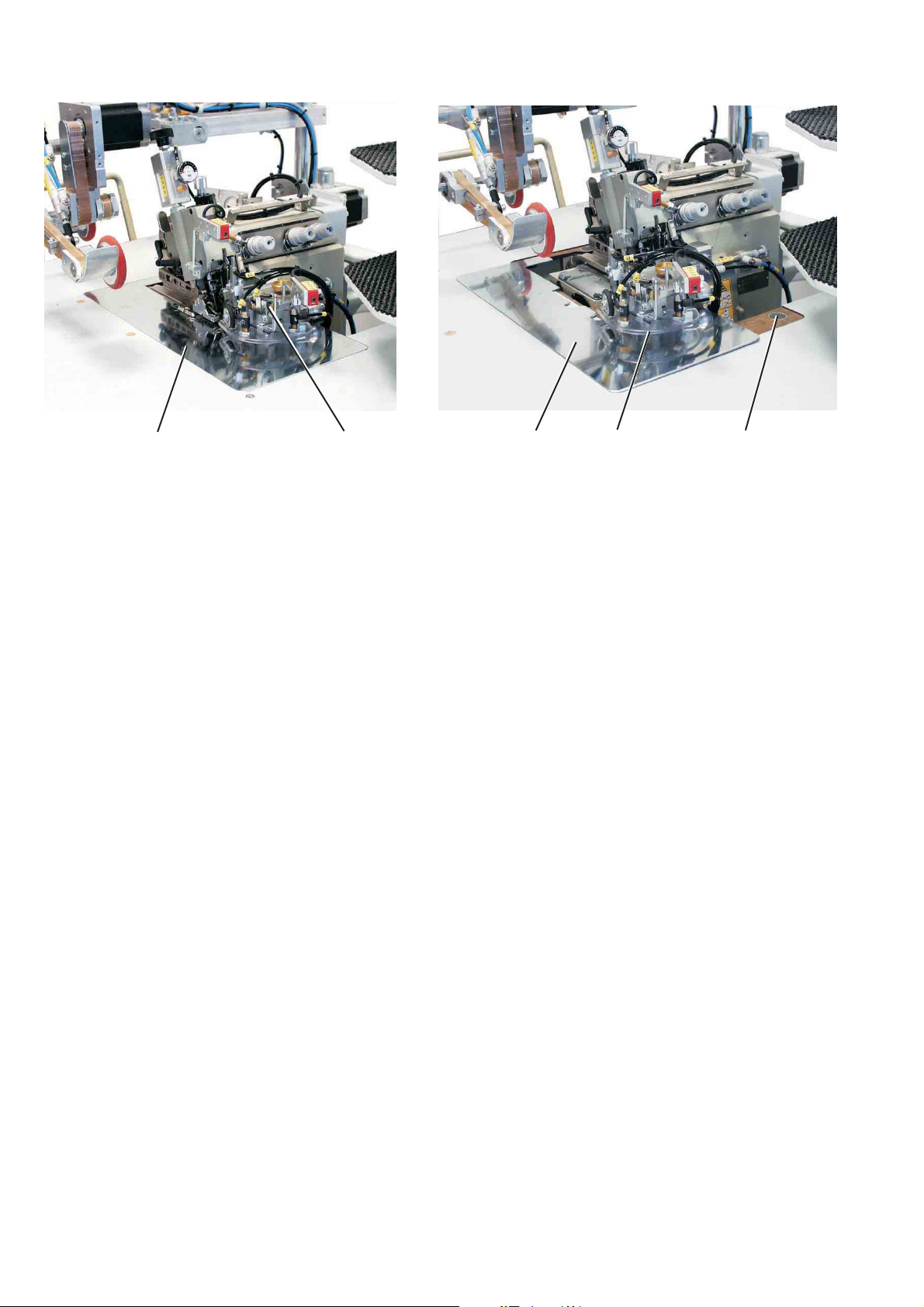
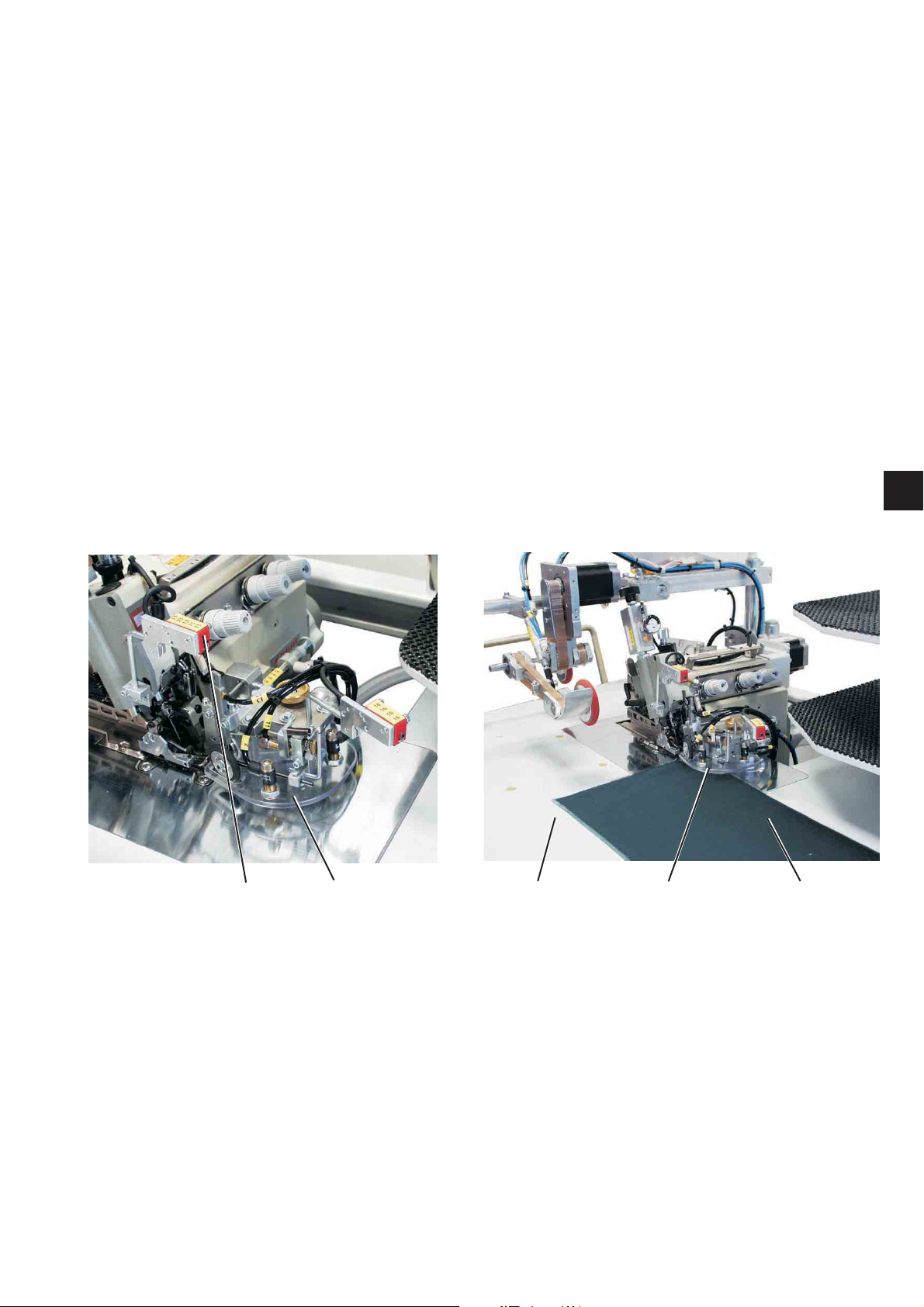
4.3 Stoffgleitblech abnehmen/ aufsetzen
23
Das Stoffgleitblech 2 wird durch die Magnete 1 in der Aussparung der
Tischplatte gehalten.
Die Kantenführung 3 ist am Stoffgleitblech befestigt.
Stoffgleitblech abnehmen
–
Stoffgleitblech 2 vorsichtig nach oben von den Magneten abziehen.
–
Stoffgleitblech 2 zur Seite abnehmen.
Der untere Bereich des Nähmaschinenoberteils ist jetzt zugänglich.
Stoffgleitblech aufsetzen
–
Stoffgleitblech 2 in die Aussparung der Tischplatte schieben und
nach unten einsetzen.
23 1
10
Page 15
5. Bedienen der Nähanlage
5.1 Fußschalter Maschinenablauf
Der Fußschalter dient in einigen Nahtprogrammen zum Auslösen
verschiedener Funktionen.
Der Fußschalter ist mit zwei Kontakten ausgestattet.
Der eine Kontakt sitzt im hinteren Bereich und wird durch Zurücktreten
ausgelöst.
Der andere Kontakt sitzt im vorderen Bereich und wird durch Belastung
ausgelöst.
5.2 Hosenteile einlegen und Nähvorgang starten
Die Umstechanlage 1265/5 arbeitet halbautomatisch.
Der Bediener der Nähanlage muss dabei folgende Aufgaben
durchführen:
das gewünschtes Nahtprogramm aufrufen
l
das Nähgut sauber einlegen
l
den Nähvorgang der Nähanlage überwachen
l
l die fertigen Teile aus dem Stapler entnehmen
1
42
Hosenteil einlegen und Nähvorgang starten
1) Nahtprogramm am Bedienfeld anwählen (Siehe Kapitel 6.4.2).
2) Hosenteil 1 von rechts auf die Tischplatte 3 und gerade unter die
Konturenführung 2 legen.
ACHTUNG!
Sobald das Hosenteil unter die Lichtschranke 4 geschoben wird,
beginnt der Nähvorgang automatisch und die Konturenführung 2 senkt
ab.
32 1
11
Page 16

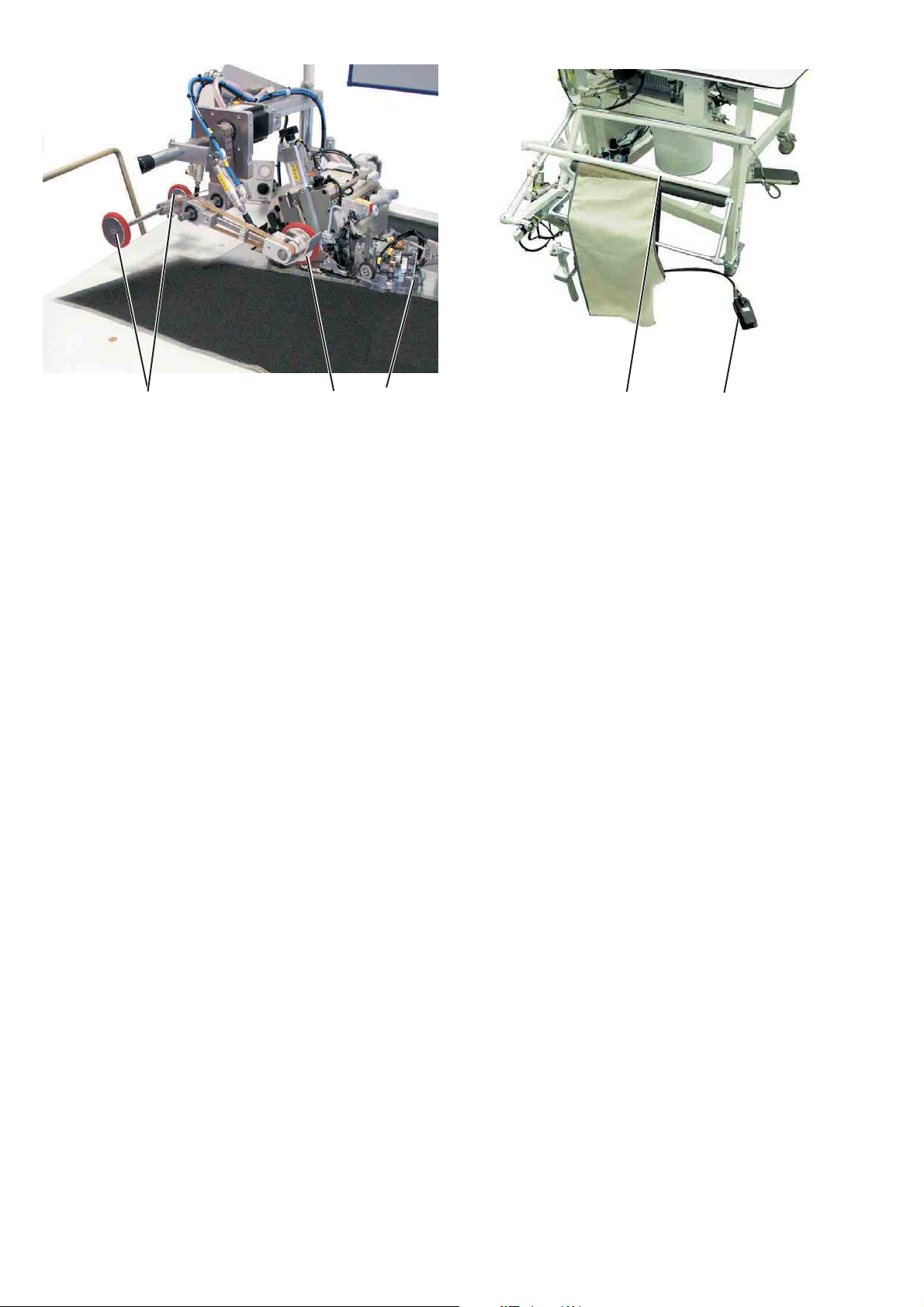
652
3) Das Hosenteil wird genäht.
4) Der Puller 5 senkt zusätzlich ab und unterstützt den Transport des
Hosenteils.
5) Sobald das Nähgut die Lichtschranke verlassen hat, wird die Naht
beendet und der Ausroller 6 senkt ab.
6) Die Konturenführung 2 und der Puller 5 fahren hoch.
7) Der Ausroller 6 transportiert das Nähgut aus dem Nähbereich
heraus.
8) Die Staplerklemme 8 fährt nach vorn.
9) Der Ausroller 6 fährt wieder hoch.
10) Das Hosenteil wird abgestapelt.
11) Zum Entnehmen der Nähteile Fußschalter 7 betätigen.
Hinweis
Um den Transport des Nähgutes im Bereich des Nähkopfes zu
erleichtern, kann das Tischblasen und der Ausroller 6 im
Nahtanfangsbereich zugeschaltet werden.
(Siehe Kapitel 5.4)
87
12
Page 17
5.3 Kantenführung einstellen
1
2
43
1
Die höhenverstellbare Kantenführung sorgt für ein gleichmäßiges
Anlegen des Hosenteils vor dem Nähkopf. In Abhängigkeit von der
Stärke des zu verarbeitenden Nähgutes kann die Kantenführung in
ihrer Höhe verstellt werden.
Die Anpressrolle 4 gewährleistet eine genaue Führung des Nähteiles
unter den Nähfuß.
Höhe der Kantenführung einstellen
–
Stellrad 1 in Pfeilrichtung ziehen.
–
Stellrad 1 auf eine der vier Rastpositionen drehen.
Stellung 1 = geringste Höhe
Stellung 4 = größte Höhe
Feineinstellung der Höhe der Kantenführung einstellen
–
Stellrad 2 entsprechend verdrehen.
Anpressdruck der Rolle 4 einstellen
–
Stellrad 3 im Uhrzeigersinn drehen.
Der Anpressdruck der Rolle wird geringer.
–
Stellrad 3 gegen den Uhrzeigersinn drehen.
Der Anpressdruck der Rolle wird stärker.
13
Page 18
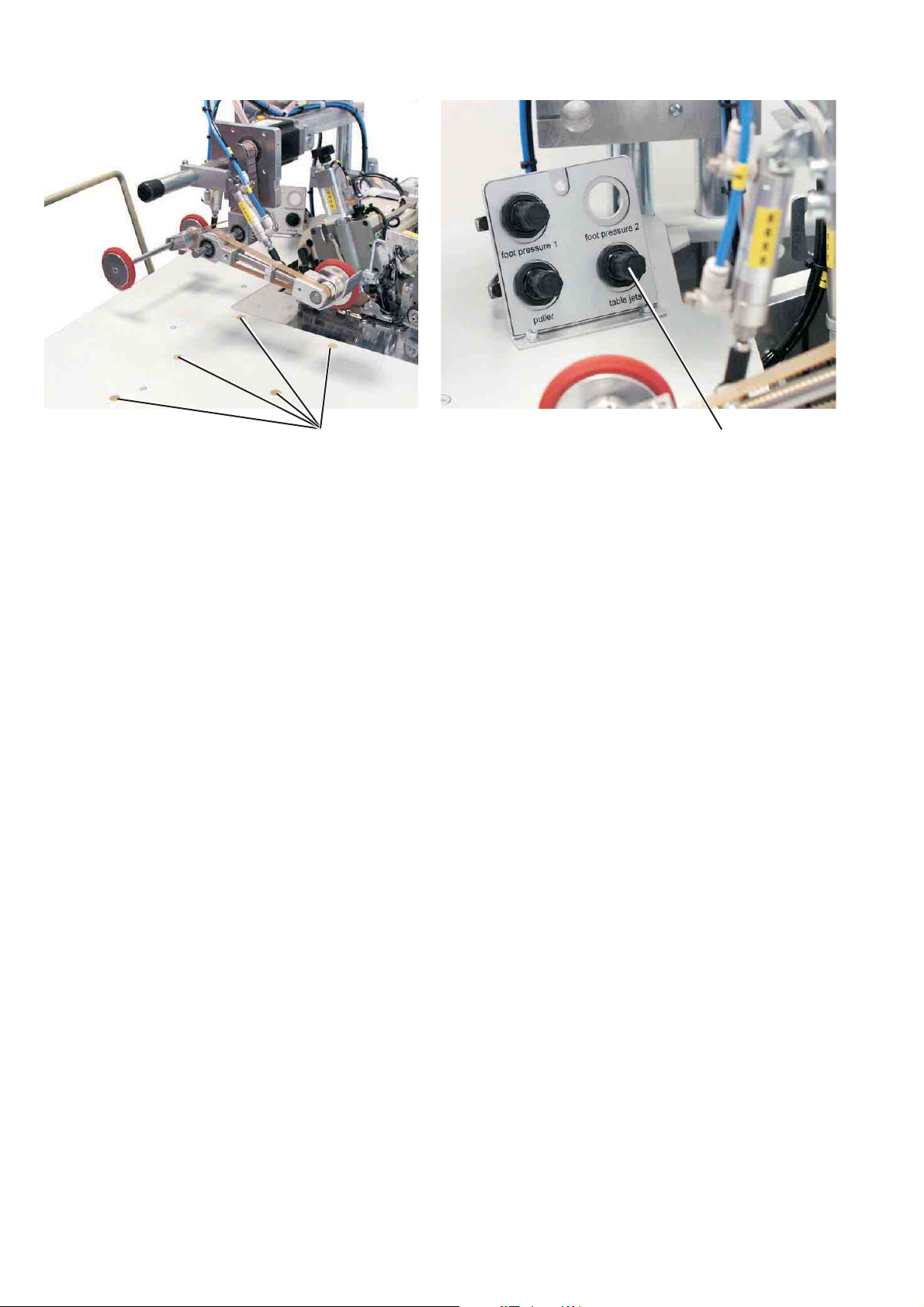
5.4 Blasluft für die Düsen in der Tischplatte einstellen
1
Die Blasdüsen 1 in der Tischplatte unterstützen das saubere Abstapeln
des Nähgutes.
–
Blasluftstärke mit dem Stellrad 2 am Bedienfeld einstellen.
Stellrad rechts herum = Blasluft stärker
Stellrad links herum = Blasluft geringer
2
14
Page 19
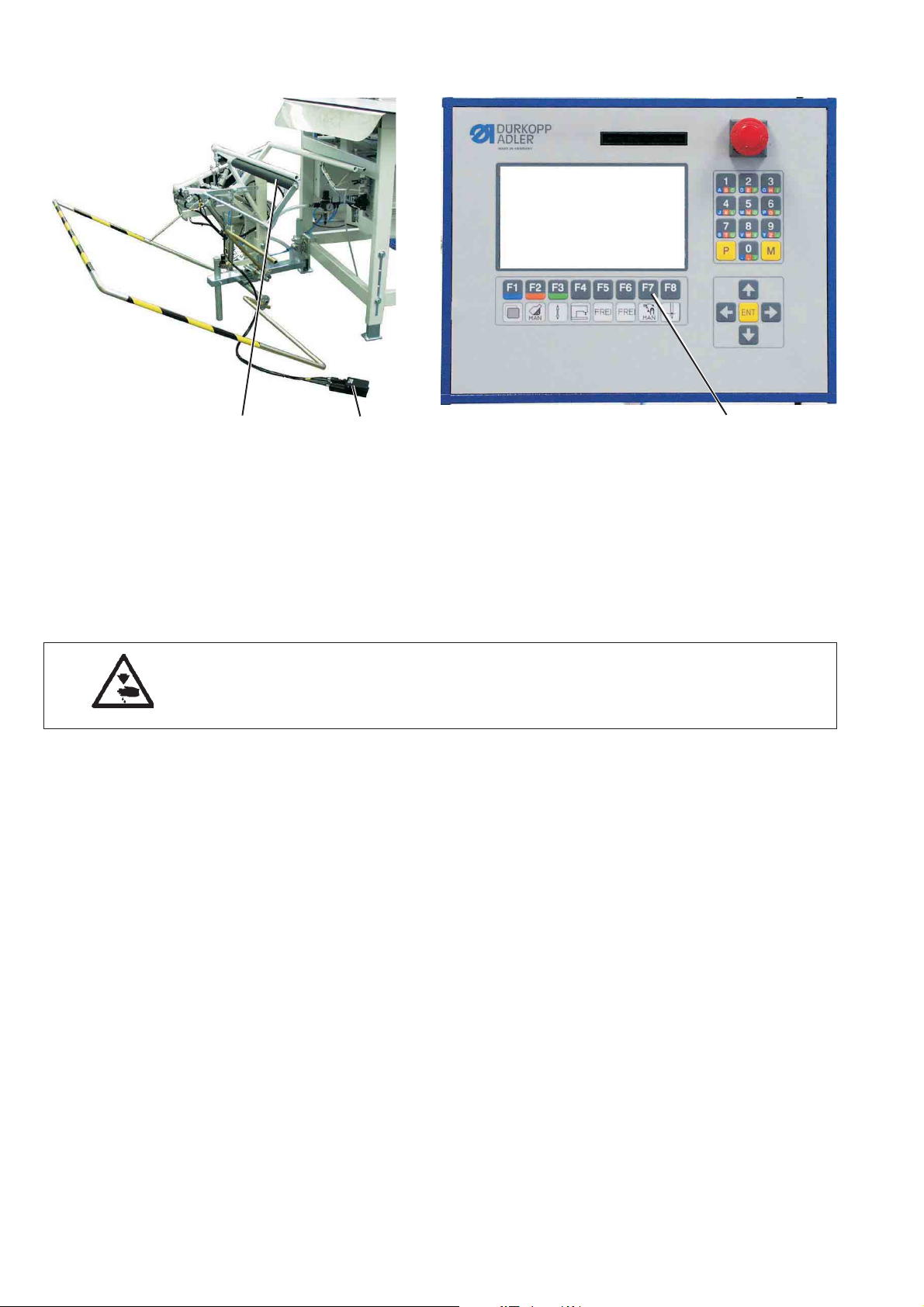
5.5 Stapler
5.5.1 Standardstapler
65 4 32 1
Auf dem Standardstapler werden die fertig genähten Nähteile
gebündelt.
Sobald der Schwerpunkt des Hosenteiles vom Ausroller 1 über die
Kante 2 der Tischplatte verschoben wurde, fährt das Schild 4 des
Staplers aus und fixiert das Hosenteil an der vorderen Bündelstange 5.
Die Blasvorrichtung 3 des Staplers bläst das Hosenteil auf den Stapler
über die beiden Bündelstangen 5 und 6.
Die Ansteuerung des Staplers erfolgt durch einen Steuerimpuls. Die
pneumatischen Funktionen sind aus dem Pneumatikschaltplan
ersichtlich.
Vorsicht Verletzungsgefahr!
Während des Stapelvorgangs nicht in den Arbeitsbereich des
Standardstaplers greifen.
Manuelles Abstapeln
–
Taste F7 am Bedienfeld drücken.
Ein Abstapelvorgang wird durchgeführt.
F7
1
15
Page 20
5.5.2 Überwurfstapler
21
Auf dem Überwurfstapler 2 werden die fertig genähten Nähteile
abgestapelt.
Die abgestapelt und geklemmt gehaltenen Nähteile können bei
betätigtem Fußtaster 1 entnommen werden.
Die Ansteuerung des Staplers erfolgt durch einen Steuerimpuls. Die
pneumatischen Funktionen sind aus dem Pneumatikschaltplan
ersichtlich.
Vorsicht Verletzungsgefahr!
Während des Stapelvorgangs nicht in den Arbeitsbereich des
Überwurfstaplers greifen.
Manuelles Abstapeln
–
Taste F7 am Bedienfeld drücken.
Ein Abstapelvorgang wird durchgeführt.
Abgestapelte Teile entnehmen
–
Fußschalter 1 betätigen und betätigt halten.
–
Abgestapelte Teile entnehmen.
F7
16
Page 21

5.5.3 Wechselstapler
6543 2 1
Auf dem Wechselstapler werden die fertig genähten Nähteile nach
rechten und linken Nähteilen getrennt abgestapelt.
Dazu verfährt der Stapler seinen Tisch 7 nach jedem Nähvorgang von
einer Seite zur anderen.
Sobald der Schwerpunkt des Hosenteiles vom Ausroller 5 über die
Kante 1 der Tischplatte verschoben wurde, fährt das Schild 2 des
Staplers aus und fixiert das Hosenteil an der vorderen Bündelstange 3.
Der Ausstreifer 6 und die Blasvorrichtung am Schild 2 legen das
Hosenteil sauber über die beiden Bündelstangen 3 und 4.
Die Ansteuerung des Staplers erfolgt durch einen Steuerimpuls. Die
pneumatischen Funktionen sind aus dem Pneumatikschaltplan
ersichtlich.
Vorsicht Verletzungsgefahr!
Während des Stapelvorgangs nicht in den Arbeitsbereich des
Wechselstaplers greifen.
Manuelles Abstapeln
–
Taste F7 am Bedienfeld drücken.
Ein Abstapelvorgang wird durchgeführt.
7
1
F7
17
Page 22
5.6 Klebestation (optional)
5.6.1 Klebeband einsetzen
432 1
–
Rechte Haltescheibe durch einen kräftigen Zug am Griff 1
abziehen.
–
Neue Rolle Klebeband 2 einlegen.
Die volle Rolle muss sich beim Abwickeln gegen den Uhrzeigersinn
drehen.
–
Rechte Haltescheibe mit Griff 1 wieder bis zum Einrasten auf die
Welle schieben.
–
Klebeband durch Führung 3 führen.
–
Klappe 4 nach oben öffnen.
–
Klebeband 2 vom Trägermaterial 5 trennen.
–
Klebeband 2 unter der Klappe 4 hindurchführen und unter die
Klemme 7 ziehen.
–
Trägermaterial 5 hinter der Transportrolle 6 nach unten führen.
–
Klappe 4 schließen.
5.6.2 Ein- und Ausschalten der Klebestation
–
Die gelbe Signalleuchte 1 “Power” leuchtet, nachdem der
Hauptschalter eingeschaltet ist.
–
Kippschalter 2 in Stellung “ON” drücken.
76 542
321
18
Hinweis
Solange die Signalleuchte 3 “Heat” leuchtet, wird der untere Stempel
aufgeheizt und hat noch nicht die benötigte Temperatur erreicht.
Page 23
5.6.3 Verkleben von Kniefutter und Vorderhose
321
Vorsicht Verbrennungsgefahr!
Bereich um die Klebestation nicht berühren.
Der untere Stempel ist sehr heiß.
Beim Nähstart vom Saum
Um ein Verschieben des Kniefutters während des Nähvorgangs zu
vermeiden, muss mit der Klebestation ein Klebepunkt gesetzt werden,
der das Futter an der richtigen Position fixiert.
–
–
–
–
85
76 5 4
1
Kniefutter 3 unter der Klammer 2 anlegen.
Klammertaste 1 drücken.
Die Klammer 2 senkt ab und klemmt das Kniefutter.
Gleichzeitig wird das Klebeband 5 vorgeschoben, wobei das
netzförmige Klebeband 8 vom Trägerpapier getrennt wird.
Hosenteil 7 anlegen und passend zum Futter ausrichten.
Klebetaste 4 drücken.
Der obere Stempel 6 fährt nach unten, der untere beheizte Stempel
nach oben und pressen so das Hosenteil und das Futter mit dem
dazwischenliegenden Klebeband zusammen.
Nach der voreingestellten Klebezeit werden der obere Stempel 6
und die Klammer 2 automatisch angehoben und der untere
Stempel abgesenkt.
Futterstoff und Hosenteil sind verklebt und können zum Umstechen
angelegt werden.
19
Page 24
5.6.4 Stempel reinigen
1
Vorsicht Verbrennungsgefahr!
Stempel nur im kalten Zustand reinigen.
–
Kippschalter 1 umlegen.
Der untere Stempel 2 fährt nach oben.
–
Stempel reinigen.
–
Kippschalter 1 wieder umlegen.
Der untere Stempel 2 fährt nach unten.
2
20
Page 25

5.7 Hosenteile einlegen und Nähvorgang starten in Verbindung mit der Klebestation
Die Umstechanlage 1265/5 arbeitet halbautomatisch.
Der Bediener der Nähanlage muss dabei folgende Aufgaben
durchführen:
Nahtprogramm “Futter unten, Nähbeginn am Bund” aufrufen
l
Oberstoff und Kniefutter an der Klebestation verkleben
l
das Nähgut sauber einlegen
l
den Nähvorgang der Nähanlage überwachen
l
die fertigen Teile aus dem Stapler entnehmen
l
Programm umschalten.
l
Dazu das Nahtprogramm “Futter unten, Nähbeginn vom Saum”
aufrufen
das Nähgut sauber einlegen
l
den Nähvorgang der Nähanlage überwachen
l
die fertigen Teile aus dem Stapler entnehmen
l
1
43 1 21
Hosenteil einlegen und Nähvorgang starten
1) Nahtprogramm am Bedienfeld anwählen (Siehe Kapitel 6.4.2).
2) Hosenteil 1 von rechts auf die Tischplatte 2 und gerade unter die
Konturenführung 3 legen.
ACHTUNG!
Sobald das Hosenteil unter die Lichtschranke 4 geschoben wird,
beginnt der Nähvorgang automatisch und die Konturenführung 3 senkt
ab.
21
Page 26
653
3) Das Hosenteil wird genäht.
Während des Nähens senkt der Puller 5 ab und unterstützt den
Transport des Nähgutes.
4) Sobald das Nähgut die Lichtschranke verlassen hat, wird die Naht
beendet und beide Ausroller 6 senken ab.
5) Die Konturenführung 3 fährt hoch.
6) Der Ausroller 6 transportiert das Nähgut aus dem Nähbereich
heraus.
7) Die Staplerklemme 8 fährt nach vorn.
8) Der Ausroller 6 fährt wieder hoch.
9) Das Hosenteil wird abgestapelt.
10) Zum Entnehmen der Nähteile Fußschalter 7 betätigen.
Hinweis
Um den Transport des Nähgutes im Bereich des Nähkopfes zu
erleichtern, kann das Tischblasen und der Ausroller 6 im
Nahtanfangsbereich zugeschaltet werden.
(Siehe Kapitel 5.4)
87
22
Page 27
6. Bedienen der Steuerung
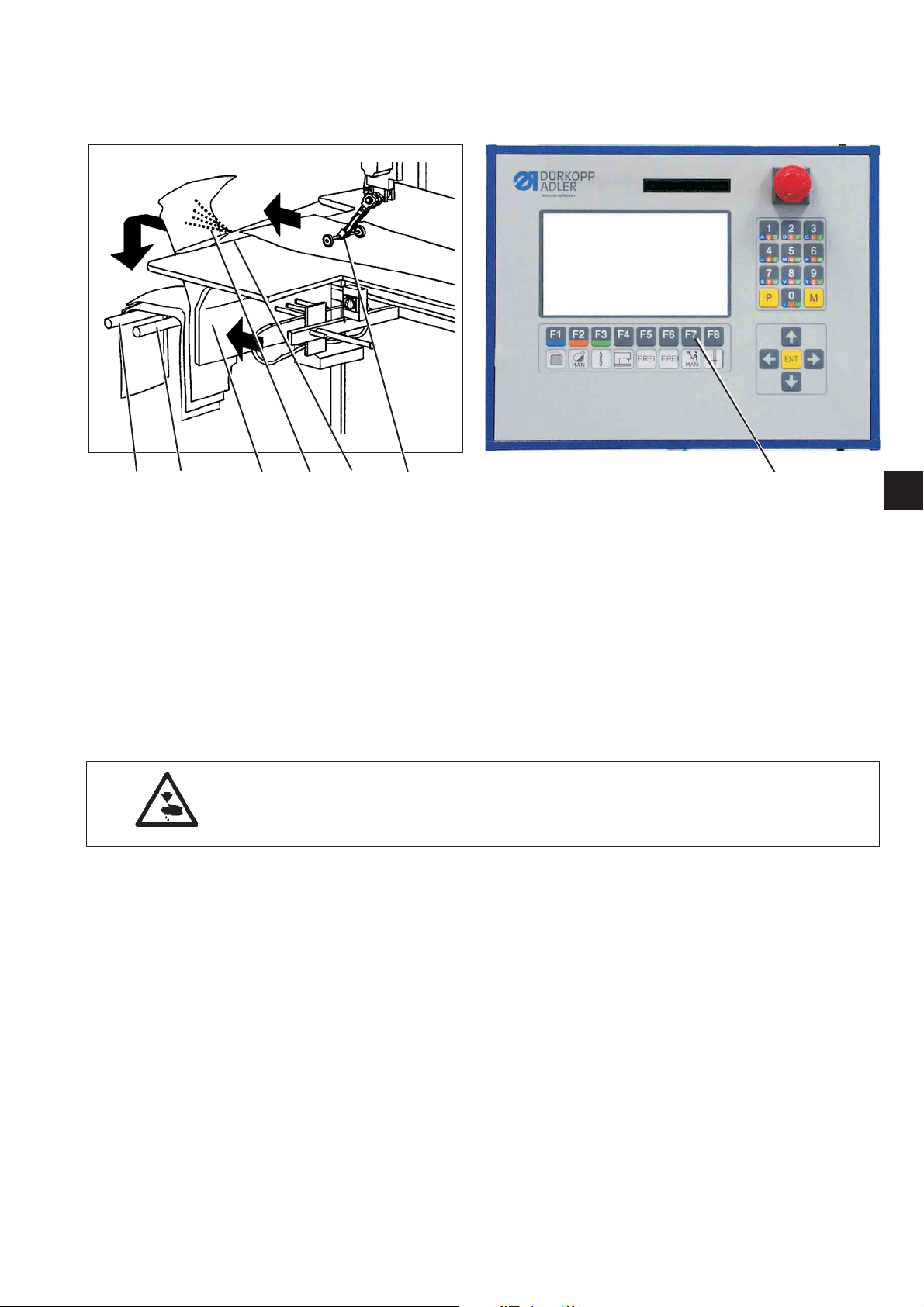
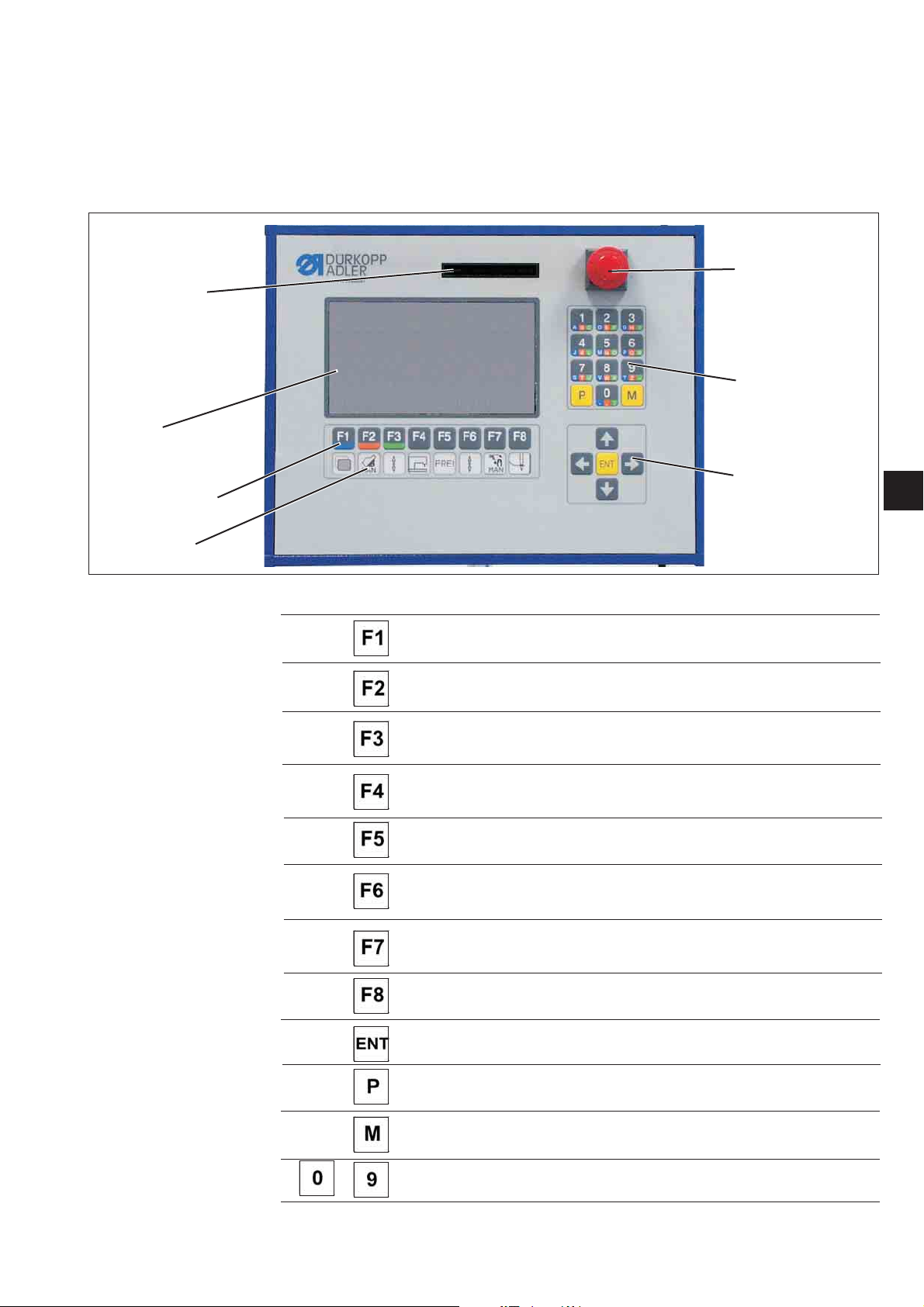
6.1 Bedienterminal
Das Bedienteil ist Anzeige- und Eingabemedium der
Maschinensteuerung. Im Bedienteil sind der Mikroprozessor zur
Steuerung der Nähanlage und die Speichermedien (EPROM) zur
Sicherung der Programmsteuerung installiert.
Taster
Steckplatz Programm-Stop
Memory Card
Nummernblock
Display
Funktionstasten
Symbolleiste
Pfeiltasten
1
Taste Funktion
Zugriffsebene 2 des Bedienermenüs aufrufen
Manuelles Nähen einschalten
Nahtparameter anwählen/ Maschinenfunktionen anwählen
Maschinen-Parameter wählen
nicht belegt
Nahtparameter anwählen/ Maschinenfunktionen anwählen
Stapelvorgang aktivieren
Einfädelmodus einschalten
Entertaste
Programmiermodus wählen
Memory-Speicher aufrufen (Programme M10 - 20)
Direktanwahl Programme/ Eingabe von Zahlenwerten
23
Page 28
6.2 Bedienoberfläche
6.2.1 Menüstruktur der Näh- und Einstellprogramme
Hauptschalter
einschalten
Startbildschirm Warte auf Reset
Taster Programm-Stopp
entriegeln
Hauptbildschirm
Zugriffsebene 1
siehe Seite 23
Zugriffsebene 2
F1 = Global-Parameter
F2 = Nahtfolgen
F3 = Parameter für Vornähte
F4 = Nähbeginn manuell/ automatisch
F5 = Maschine in langsamer Drehzahl laufen lassen
F6 = nicht belegt
F7 = Tagesstückzähler
F8 = Ein-/ Ausgänge Maschinensteuerung
24
Programmier-Menüs
siehe nächste Seite
Page 29
Programmier-Menüs
F1 = INIT Parameter
F1 = EPROM Global Parameter
F2 = EPROM Naht Parameter
F3 = Kopieren von Naht Nummer
F4 = Naht löschen
F2 = Memory - Card
F1 = Akt. Naht -> Card
F2 = Card -> akt. Naht
F3 = Masch. Speicher -> Card
F4 = Card -> Masch. Speicher
F5 = Memory Card Format
F3 = Diagnostik
F1 = Service test
F1 = Speicher Test
F1 = EEPROM 2K
F2 = EEPROM 8K
F3 = RAM 8K
1
F4 = I/O Modul Dauertest
F5 =
F6 = Sonstige Tests
F4 = Nähkopf Test
F1 = Nähmotor Ansteuern
F2 = Nähmotor und Puller
F3 = Ausroller
F4 = Obertransport
F5 = Differential
F6 = Sollwergeber
F4 = Service Code
F5 = Zusatzprogramme
F2 = System update
F1 = Eprom -> Card
F2 = Card -> Eprom
F3 = Text -> Card
F4 = Card -> Texte
F5 = RS 232 -> Card
F1 = RS232 Test
F2 = I/O Adapter Test
F3 = Kommunikations Test
F3 = Sprachen Wahl
F4 = Stückzähler
25
Page 30
6.3 Hauptbildschirm
–
Hauptschalter 1 einschalten (im Uhrzeigersinn drehen).
Die Steuerung lädt das Maschinenprogramm.
In der Anzeige des Bedienfeldes erscheint der Startbildschirm und
zeigt folgende Meldung:
WARTE AUF RESET
–
Programm-Stopp Taster 2 am Bedienfeld drücken und wieder
entriegeln.
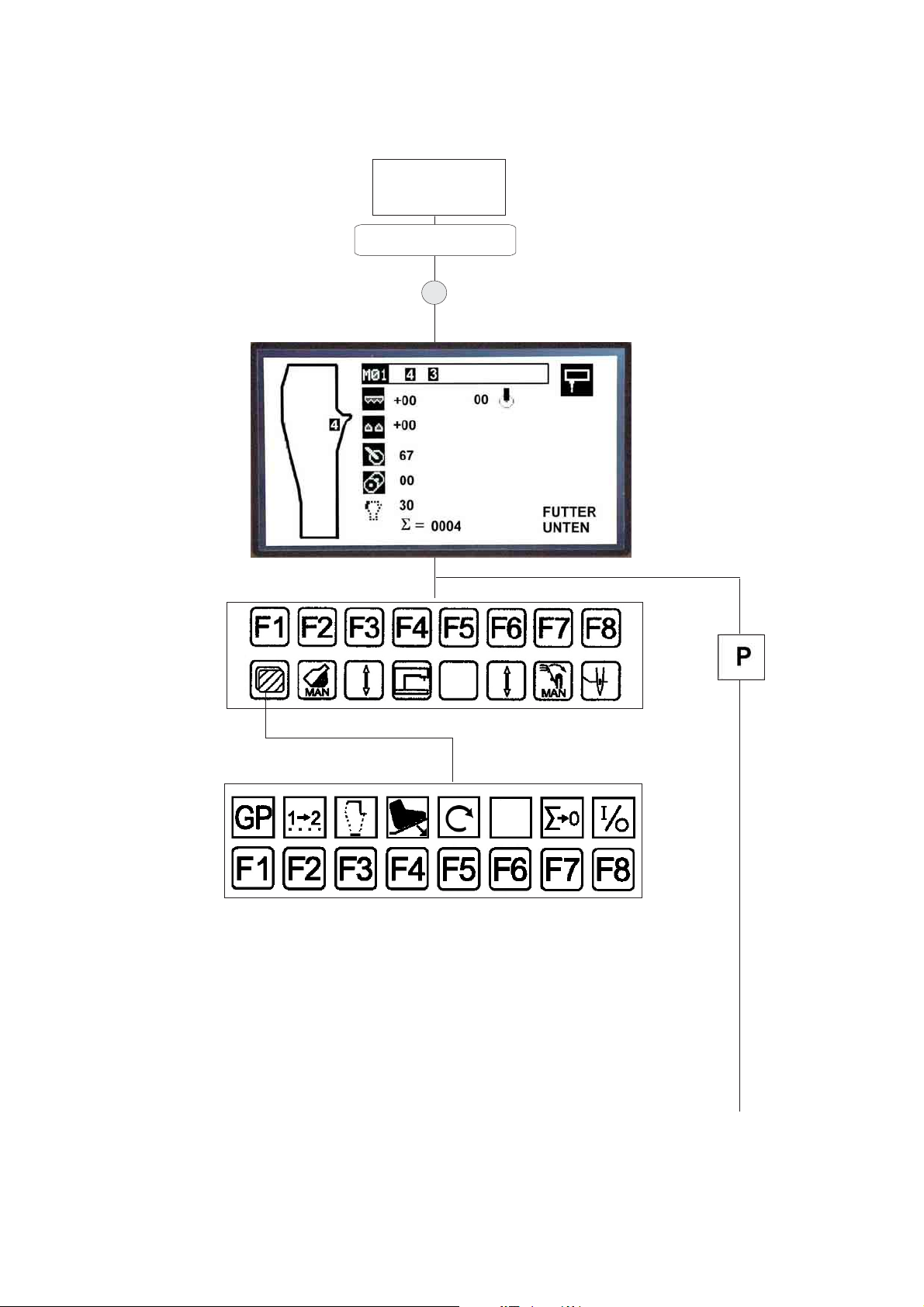
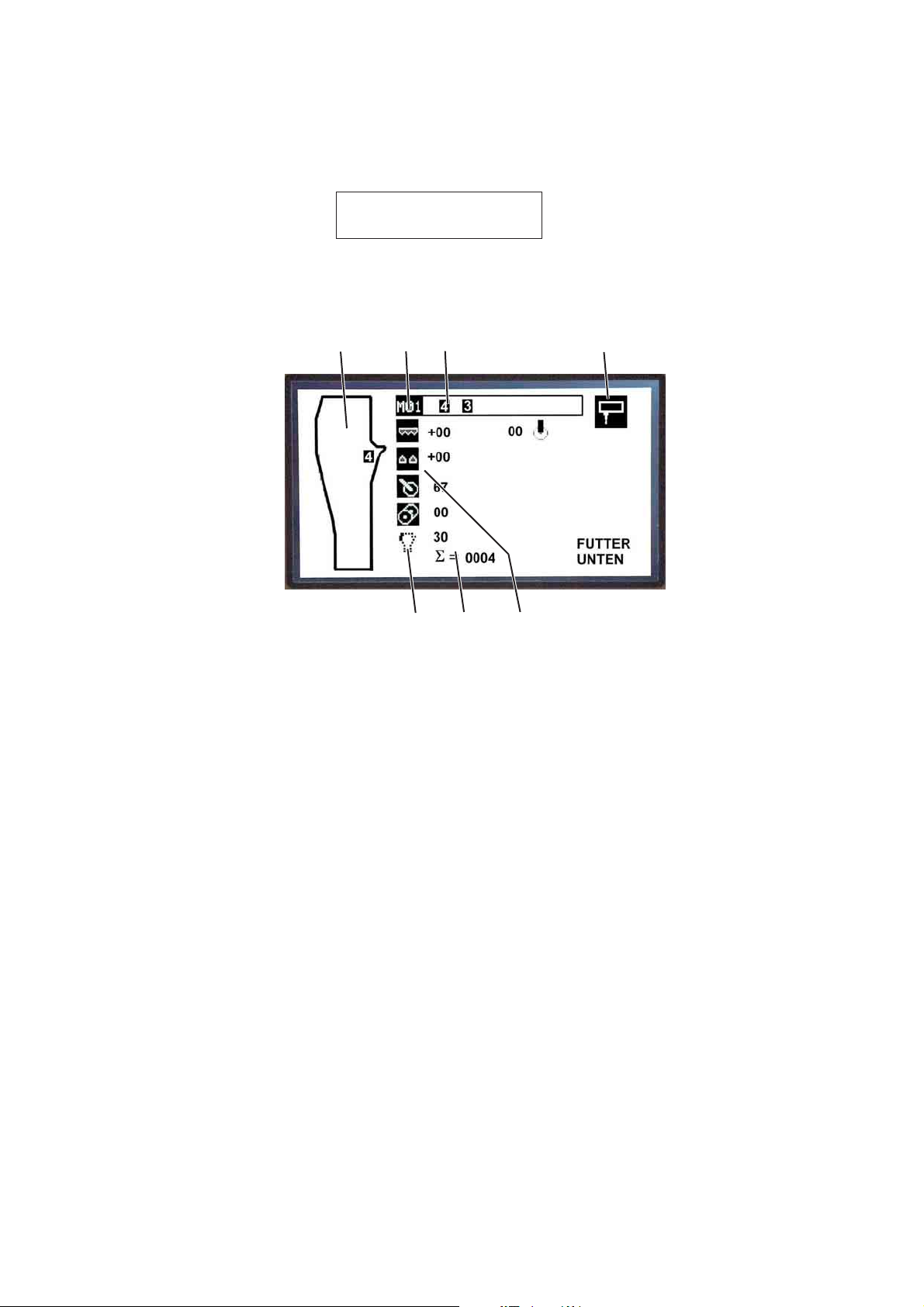
Es erscheint der Hauptbildschirm mit folgenden Anzeigen:
123 4
76 5
1 = Nahtbild aktive Naht im Programm
2 = Bezeichnung des Programmes
Ein Programm kann aus mehreren Nähten bestehen
3 = Nahtnummer des Programms
4 = Startmodus der Nähanlage (manuell/ über Lichtschranke)
5 = Symbole von Nahtfunktionen (aktiv)
6 = Tagesstückzähler
7 = Symbol einer Nahtfunktion (deaktiviert)
Hinweis:
Schwarz hinterlegte Symbole z. B. 5 = Funktion aktiviert.
Nicht schwarz hinterlegte Symbole z.B. 7 = Funktion deaktivert.
26
Page 31

6.4 Nahtprogramme
Im Memory Speicher der Programmsteuerung können bis zu 20
Programme (M01 - M20) programmiert sein. Jedem Programm können
maximal 8 Nähte mit entsprechender Nahtnummer zugeordnet sein.
Die Nähte unterscheiden sich durch die Steuerungsparameter, die
ihnen bei der Programmierung zugewiesen werden, und die
Steuerungsfunktionen, die zugeschaltet sind.
6.4.1 Werkseinstellung Programme
Werkseitig ist die Nähanlage mit zehn Programmen vorprogrammiert.
Progr. Nr Naht-Nr. Ablauf
M01 4 Hinterhose Schrittnaht - Nähbeginn am Bund
M02 5 Hinterhose Seitennaht - Nähbeginn am Bund
M03 6 / 7 Vorderhose Schritt- und Seitennaht im
M04 5 / 4 Vorderhose Seiten - und Schrittnaht im
M05 4 / 5 Vorderhose Schritt - und Seitennaht im
M06 5 / 4 Vorderhose Seiten - und Schrittnaht im
M07 7 / 5 Vorderhose Seitennaht mit Taschenbeutel
M08 4 / 6 Vorderhose Schrittnaht, Futter unten und oben
M09 1 Nachnähen
M10 134135 Programm mit Vornähten
M11 - 20 Frei
Wechsel, Futter oben - Nähbeginn am Bund
Wechsel, Futter unten - Nähbeginn am Bund
Wechsel, Futter unten - Nähbeginn am Bund
(Programm für Nähanlagen mit Klebestation
und Fotozelle 15)
Wechsel, Futter unten - Nähbeginn am Saum
(Programm für Nähanlagen mit Klebestation
und Fotozelle 15)
Futter oben und unten im Wechsel (Mit
fahrbarem Anschlag)
im Wechsel
1
Vornähte
Bund-, Schlitz- und Saumnaht können separat umstochen werden.
Die Eigenschaften der Vornähte werden in einer eigenen
Parameterliste eingestellt. Diese Einstellungen wirken sich nur aus,
wenn im Nahtprogramm “Vornähte” aktiviert sind.
Schritt- und Seitennähte
Schritt- und Seitennaht können entweder in einzelnen getrennten
Nähvorgängen umstochen werden oder als kombinierter Nähvorgang
mit Nahtwechsel verarbeitet werden.
Die entsprechend vorprogrammierten Nähte werden dazu im
Schnellzugriff am Bedienfeld aktiviert.
Identisches Stichbild erzeugen
Falls bei Schritt- und Seitennaht ein gleiches Stichbild gefordert wird,
muss dass Kniefutter immer in der gleichen Lage ( immer unten)
beigelegt werden.
Das Hosenteil wird dazu einmal bundseitig und einmal saumseitig
angelegt (nur mit Klebestation möglich).
27
Page 32

6.4.2 Programm anwählen
1) Programm über den Ziffernblock anwählen
Die Programme M01 - M09 werden im Direktzugriff angewählt.
–
Nummer des gewünschten Programmes am Ziffernblock eingeben,
z. B. Programm M04
–
Taste “4” drücken.
Die Programme M10 - M20 werden über den Memory-Speicher
angewählt.
–
Taste “M” drücken.
–
Nummer des Programmes wählen, z. B. 15
–
Taste “1” und danach Taste “5” drücken.
2) Nahtnummer einer Naht im Direktzugriff anwählen (bei
Nahtfolgen)
1
2
–
Cursor mit den Tasten “ï“ oder “ð “ zur gewünschten Nahtnummer
2 wechseln.
6.4.3 Manuelles Nähen, gesteuert über das Fußpedal
Die Funktion “manuelles Nähen” dient zum Testen des Nähkopfes und
der Näheinrichtung und zur Aufbesserung von Nähfehlern.
“Manuelles Nähen” kann im Direktzugriff aufgerufen werden.
1) Funktion einschalten
–
Taste “F2” drücken.
Im Display erscheint das Symbol für Manuelle Naht.
–
Nähgeschwindigkeit durch Druck auf das Pedal (falls vorhanden)
steuern.
2) Funktion ausschalten
–
Taste “F2” erneut drücken.
Im Display erscheint der Hauptbildschirm.
28
Page 33

6.4.4 Funktion der Nahtprogramme verändern
Die Parameter eines Programmes können in drei Stufen verändert
werden:
1) Schnellverstellung der Hauptparameter über die Eingabefelder.
2) Zugriff auf die gesamte Parameterliste.
3) Zu- oder Abschalten einer Naht bzw. Maschinenfunktion.
6.4.4.1 Schnellverstellung der Hauptparameter über die Eingabefelder
1
Folgende Funktionen eines Nahtprogrammes können in ihrem
Wertebereich verändert oder als ausführbare Maschinenfunktion
vollständig zu- oder abgeschaltet werden:
Obertransport
Erhöhen oder verringern des Wertes
Differentialtransport
Erhöhen oder verringern des Wertes
Puller
Parameter 14, Geschwindigkeit
Ausroller
Parameter 30, Ausrollstrecke
2
1
Pullergeschwindigkeit, Parameter 20
Langsam bei Hüftbogen
Schwarz hinterlegte Symbole z. B. 1 = Funktion aktiviert.
Nicht schwarz hinterlegte Symbole z.B. 2 = Funktion deaktivert.
Werte verändern
–
Taste “F3” bzw. “F6” drücken, bis das dem Bildzeichen
zugeordnete Eingabefeld schwarz hinterlegt ist.
–
Mit den Tasten “ï“ oder “ð “ die Parameter direkt erhöhen oder
verringern.
–
Taste “P” drücken.
Der neue Wert wird übernommen.
29
Page 34

6.4.4.2 Zugriff auf die gesamte Parameterliste einer Nahtfunktion
–
Taste “F3” bzw. “F6” drücken, bis das dem Bildzeichen
zugeordnete Eingabefeld schwarz hinterlegt ist.
–
Taste “ENT” drücken.
Die zur Naht gehörige Parameterliste wird geöffnet.
–
Mit den Tasten “ñ “ oder “ò” zum gewünschten Parameter
blättern.
–
Mit den Tasten “ï“ oder “ð “ den Wert verändern.
oder
–
Am Ziffernblock den zwei- bzw. dreistelligen Wert eingeben.
–
Taste “P” drücken.
Der geänderte Parameterwert wird übernommen.
6.4.4.3 Zu- oder Abschalten einer Maschinenfunktion.
–
Taste “F3” bzw. “F6” drücken, bis das dem Bildzeichen
zugeordnete Eingabefeld schwarz hinterlegt ist.
–
Taste “ENT” drücken.
Die zur Naht gehörige Parameterliste wird geöffnet.
–
Taste “F8” drücken.
Funktion wird aktiviert bzw. deaktiviert.
–
Taste “P” drücken.
Der neue Wert wird übernommen.
30
Page 35

6.4.4.4 Nahtspezifische Parameter in der Zugriffsebene 1
Ober- und Differentialtransport
Um eine korrekte Weitenverteilung zu erhalten, müssen die
Transporteigenschaften von Differentialtransport und Obertransport
auf das Material des Kniefutters eingestellt werden.
Diese Anpassung ist erforderlich, wenn beim Nähen das Futter mit
Mehrweite vernäht wird.
Obertransport
Im Programm kann durch die Schnellverstellung des Obertransportes
eine Korrektur der Weitenverteilung vorgenommen werden.
Dazu kann die Stellung des Obertransporteurs zum Haupttransporteurs
verändert werden.
Diese Einstellung wirkt sich nur auf die Strecke der Naht aus, die für
eine Weitenzugabe aktiviert wurde.
Wertebereich: -59 bis +59
Differentialtransport
Die Stellung des Differentialtransporteurs zum Haupttransporteur wird
verändert.
Diese Einstellung wirkt sich nur auf die Strecke der Naht aus, die für
eine Weitenzugabe aktiviert wurde.
Wertebereich: -59 bis +59
Einteilung der Naht in Strecken
1
Das Hosenteil wird im Nähbereich jeweils in Streckenbereiche
aufgeteilt.
l
Naht A mit der Grundeinstellung S1 - S4 mit jeweils 15, 30, 45 und
60 cm.
S5 ist die Restlänge der Hose mit 255 cm
l
Naht B mit der Grundstellung S5 - S2 mit jeweils 10, 20, 30 und
40 cm.
S1 ist die verbleibende Strecke von Fotozelle 15 bis zum Kniefutter
(in der Regel2-7cm).
Diese Strecke muss an jedem Nähteil experimentell ermittelt werden.
l
Das Kniefutter C reicht über vier der fünf Strecken.
Für jeden dieser Streckenbereiche kann die Länge der Strecke variiert
und die dazugehörige Weitenzugabe (Menge) über die Steuerung
voreingestellt werden.
31
Page 36

Veränderung der Weitenzugabe
–
Taste “F3” drücken, bis der Cursor auf dem Programm steht.
–
Taste “ENT” drücken.
Die zur Naht gehörige Parameterliste wird geöffnet.
1234
Beim Öffnen des Menüs ist das Eingabefeld 3 des Parameters
Grundeinstellung schwarz hinterlegt und kann verändert werden.
Die Einzelstrecken und der Grundwert 3 (Menge: bzw. cm:) sind mit
den Tasten “ñ“ oder “ò “ anwählbar. Wenn sie schwarz hinterlegt sind,
können sie mit den Tasten “ï“ oder “ð “ oder dem Nummernblock
verändert werden.
Wird Symbol 4 mit der Taste “F8” schwarz hinterlegt, sind die fünf
Nahtstrecken (Menge: und cm:) aktiv.
Wird Symbol 4 mit der Taste “F8” deaktiviert (nicht schwarz hinterlegt),
ist der eingestellte Wert in Symbol 3 über die ganze Naht aktiv.
Strecken
Strecken 1 bis 5 können aktiviert bzw. deaktiviert werden.
Ist eine Nahtstrecke aktiviert (schwarz hinterlegt), wird der im
Hauptmenü veränderte Wert
zum Beispiel: + 10 nur in dieser aktivierten Nahtstrecke
übernommen.
Beispiel:
Menge: 50 + + 10 = Menge 60.
32
Ist eine Nahtstrecke deaktiviert (nicht schwarz hinterlegt), wird der im
Hauptmenü veränderte Wert
+ 10 in dieser Nahtstrecke nicht übernommen.
Nur der in Menge: z.B. 50 eingestellte Wert ist aktiv.
Page 37

Langsam
Es kann zwischen “Max. Drehzahl” und “Reduzierter Drehzahl”
gewählt werden.
Ist bei LANGSAM: in einem Nahtstreckenbereich ein schwarzer Balken
ausgewählt, wird in diesem Bereich mit reduzierter Geschwindigkeit
genäht.
Ist der Balken ausgeblendet, ist die Max. Geschwindigkeit aktiv.
1234
1
Beispiel oben
Die erste Nahtstrecke 1 ist deaktiviert, die vier restlichen Strecken 2
sind aktiviert (Strecke2-5sind schwarz hinterlegt und als aktiv
gekennzeichnet).
Funktionen
–
Einzelstrecke durch die darunter liegende Funktionstaste “F3”“F7” aktivieren bzw. deaktivieren.
–
Funktion LANGSAM bei Differentialtransport
oder
Funktion DRUCK bei Obertransport
- mit Taste “F1” und der entsprechenden Ziffer die jeweilige
Strecke 1 bis 5 am Ziffernblock aktivieren.
Beispiel: “F1”+“2” drücken
–
Mit Taste “F2” das Nahtschema verändern (nur bei
Differentialtransport).
Umschalten zwischen Nähbeginn am Saum und Nähbeginn am
Bund.
33
Page 38

Beispiele für Streckeneinteilungen
1) Seitennaht, Nähvorgang beginnt am Bund
Start
Nährichtung
2) Schrittnaht, Nähvorgang beginnt am Bund/ Schlitz
Nährichtung
3) Seitennaht, Nähvorgang beginnt am Saum.
Anlegeposition bei Verwendung der optionalen Klebestation
Fotozelle 15
Nährichtung
34
Page 39

4) Schrittnaht, Nähvorgang beginnt am Saum.
Anlegeposition bei Verwendung der optionalen Klebestation.
Fotozelle 15
Start
Nährichtung
Veränderung der Weitenzugabe
Zur Weitenzugabe können separat für Differenzialtransport und
Obertransport die Wertebereiche folgendermaßen eingestellt werden.
1) Grundeinstellung der Weitenzugabe, wenn die Funktion
Obertransport zugeschaltet ist.
2) Separat einzustellende Weitenzugabe (Menge) für eine
Einzelstrecke. Die Einzelstrecke muss aktiviert werden, damit die
Einstellung wirksam wird.
3) Die Länge einer Einzelstrecke, für die eine Weitenzugabe wirksam
werden soll.
4) Die Funktion LANGSAM NAEHEN (nur Differentialtransport)
5) Die Funktion LEICHTER FUßDRUCK (nur Obertransport)
1
35
Page 40

Pullergeschwindigkeit
Die Fotozelle ermittelt die Abweichung der Stoffkontur von der
Ideallinie und reguliert bei Bedarf die Geschwindigkeit des Pullers
nach.
Werden die Hosenteile beim Transport seitlich vom Anschlag weg
l
verschoben, ist die Geschwindigkeit zu hoch.
Werfen sich die Hosenteile am Anschlag auf, ist die Geschwindigkeit
l
zu gering.
Die Grundgeschwindigkeit des Pullers kann über das Eingabefeld
verändert werden.
Parameter Puller
14 PULLER GESCHWINDIGKEIT
Hauptparameter/ Grundeinstellung der Drehgeschwindigkeit für die
Hauptnaht.
15 PULLER SCHNELLER
Erhöhen der Drehzahlstufen bei Fotozelle 16 dunkel, wenn sich das
Nähteil am Anschlag aufwirft.
16 PULLER LANGSAMER
Absenken der Drehzahlstufen bei Fotozelle 16 hell, wenn das Nähteil
vom Anschlag weg verschoben wird.
17 STRECKE BIS PULLER AB
Strecke, bis nach dem Nähbeginn der Puller absenkt
18 STRECKE MIT PULLER AB
Länge der Strecke, die der Puller abgesenkt ist.
19 STRECKE PULLER LUEFTEN
Länge der Strecke, die der Puller anhebt, um das Nähmaterial zu
entspannen.
33 BIS HILFSROLLE AB
Strecke nach Nähbeginn, nach der die Konturenrolle sich absenkt
Start am Bund = Fotozelle 13
Start am Saum = Fotozelle 15
34 DAUER HILFSROLLE AB
Länge der Strecke, die die Konturenrolle abgesenkt mit steuert.
36
Page 41

Ausroller
Der Parameter verändert die Länge der Strecke, die der Ausroller das
Hosenteil auf dem Arbeitstisch vom Nähkopf zum Stapler transportiert.
Parameter Ausroller
25 STRECKE BIS ROLLER AB
Nähstrecke nach Nähbeginn, bis sich der Ausroller absenkt;
nur bei schwerem Material erforderlich
26 STRECKE MIT ROLLER AB
Länge der Strecke, die der Ausroller am Nahtbeginn abgesenkt ist.
27 BIS ROLLER STOP/ KETTUP
Strecke, die der Ausroller transportiert, um das Material anzuhalten
und die Kette zu trennen.
28 ROLLER STOPDAUER/ KETTUP
Zeitdauer, die der Ausroller für die Abtrennung der Kette stoppt.
30 AUSROLLER STRECKE
Hauptparameter/ Grundeinstellung der Transportstrecke des Ausrollers
zur Übergabe des Nähteils an den Stapler.
1
31 BIS STAPLER STARTEN
Zeitdauer bis zum Staplerstart, nachdem der Ausroller anhebt.
(Nähstück fixieren, bis der Stapler das Nähstück sicher übernommen
hat)
32 STAPLER MODUS
Einstellung der unterschiedlichen Staplervorgänge (Staplertypen)
00 = Funktion ausgeschaltet
01 = Funktion einschalten
02 = nicht belegt
03 = Wechselstapler
10 TRANSPORT SCHLIEßEN
Funktionsverhalten der Transporteinheit (Puller und Ausroller)
00 = die Transporteinheit bleibt immer in ihrer unteren
Position
01 -99 = die Transporteinheit senkt sich nach der hier
eingestellten Strecke ab
Hinweis - Pneumatischer Anschlag
Optional kann die Nähanlage mit einem pneumatischen Anschlag
ausgestattet werden.
Mit dieser Ausstattung kann ein Taschenbeutel zwischen Hosenteil und
Futter eingelegt und umstochen werden. Dabei wird die Nahtstrecke
bis zum Ende der Tasche manuell vernäht, die Reststrecke der Naht
wird vollautomatisch verarbeitet.
Die Strecke, die manuell genäht wird, ist durch den Parameter 10 der
Nahtfunktion TRANSPORT SCHLIEßEN bestimmt.
Am Ende dieser Strecke senkt die Transporteinheit ab, der
pneumatische Anschlag fährt zum Nähfuß und die Konturenführung
übernimmt die Aussteuerung der Naht.
37
Page 42

Pullergeschwindigkeit langsam am Hüftbogen
Der Parameter verändert den Grundwert der Pullergeschwindigkeit
beim Abnähen des Hüftbogens.
Abhängig von der Stärke des Hüftbogens kann eine entsprechend
angepasste Pullergeschwindigkeit eingestellt werden.
In Verbindung mit Fotozelle 15.
Parameter Pullergeschwindigkeit langsam am Hüftbogen
20 LANGSAM BEI HUEFTBOGEN
Hauptparameter/ Grundeinstellung der Pullergeschwindigkeit für den
Hüftbogen.
21 BIS HUEFTBOGEN LANGSAM
Strecke, in der mit der Hauptnaht-Pullergeschwindigkeit genäht wird,
bevor im Hüftbogen die Geschwindigkeit verringert wird.
(Referenzpunkt ist Fotozelle 15)
22 DAUER HUEFTBOGEN LANGSAM
Strecke, die im Hüftbogen langsam genäht wird.
35 BIS SCHLITZBLASEN
Länge der Strecke nach Fotozelle 13 hell, bis der Schlitz weggeblasen
wird.
36 SCHLITZBLASEN DAUER
Dauer des Blasvorgangs.
11 BIS SCHWERT SCHWENKEN
Transportstrecke ab Fotozelle 13 bzw. 15, bis das Schwert
ausschwenkt.
44 PULLER SCHWENKEN
Funktion ist nur bei Schrittnaht erforderlich.
01 = Funktion eingeschaltet
00 = Funktion ausgeschaltet
45 PULLER NACH HUEFTBOGEN
Strecke, die der Puller nach DAUER HUEFTBOGEN LANGSAM
(Parameter 22) abgesenkt bleibt.
Pullergeschwindigkeit, wie in Parameter 14 eingestellt.
Schlitzrolle
37 BIS SCHLITZROLLE AB
Wird bei Vornaht 3 mit Verknüpfung benötigt, um den Schlitzbogen
besser zu führen.
38
38 DAUER SCHLITZROLLE AB
Dauer, wie lange die Schlitzrolle abgesenkt ist.
Page 43

Maschinen-Parameter wählen
Die Einstellungen bestimmen das Nähverhalten der Nähanlage.
01 NAEHEN LANGSAM
Drehzahl bei verringerter Nähgeschwindigkeit während der
Anfahrstrecke (Softstart).
02 NAEHEN SCHNELL
Drehzahl der Haupt-Nähgeschwindigkeit.
03 ANNAEHEN LANGSAM
Strecke des verlangsamten Nähstarts (Softstart).
05 STRECKE BIS KONTURE AB
Nahtstrecke, die beim Nähbeginn zurückgelegt wird, bevor die
Konturenführung abgesenkt wird.
06 BIS TISCH BLASEN EIN
Nahtstrecke, die beim Nähbeginn zurückgelegt wird, bevor die
Blasdüsen der Arbeitsplatte mit Druckluft versorgt werden.
1
07 TISCH BLASEN DAUER
Strecke, die ein Nähteil durch Druckluft mittransportiert wird.
09 REDUZIERTE DREHZAHL
Reduzierte Drehzahl des Nähkopfes, die mit der Funktion NAEHEN
LANGSAM für schwierige Nahtstrecken (S1 - S5) eingeschaltet wird
(Referenzpunkt ist Lichtschranke F13 bzw. F15).
39
Page 44

6.4.4.5 Nahtspezifische Parameter in der Zugriffsebene 2
Globalparameter
Globalparameter sind Werte, die die Grundfunktionen der Nähanlage
steuern.
Hinweis
Werden Globalparameter verändert, wirkt sich die Änderung auf alle
gespeicherten Nahtprogramme aus.
Änderung von Globalparametern
Die Globalparameter der Nähanlage sind werksseitig optimal
eingestellt und aufeinander abgestimmt.
Durch unsachgemäße Veränderungen der Werte kann die
Verarbeitungsqualität beeinträchtigt, im schlimmsten Fall können
Maschinenkomponenten beschädigt werden.
–
Taste “F1” drücken.
Es wird in die Bedienerebene 2 geschaltet.
–
Taste “F1” drücken.
Die Parameterliste wird geöffnet.
–
Mit den Tasten “ñ “ oder “ò” zum gewünschten Parameter
blättern.
–
Taste “ENT” drücken.
–
Mit den Tasten “ï“ oder “ð “ den Wert verändern.
oder
–
Am Ziffernblock den zwei- bzw. dreistelligen Wert eingeben.
–
Taste “ENT” drücken.
Der geänderte Parameterwert wird übernommen.
–
Taste “P” Taste drücken.
Menü wird verlassen und in die Zugriffsebene 2 zurückgeschaltet.
–
Taste “P” Taste drücken.
Es wird zur Zugriffsebene 1 zurückgeschaltet.
01 FZ FEHLERZEIT ANFANG
Zeitverzögerung zwischen Einlegevorgang (Lichtschranke erkennt
dunkel) und Nähbeginn
02 FZ DUNKEL -> FUSS AB
Zeit bis der Nähfuß abgesenkt und der Nähstart beginnt
(Einstellung ist abhängig vom Nähmaterial).
03 FADENLUEFTUNG NAHTANFANG
Anzahl der Stiche, die der Oberfaden entspannt wird, um dann wieder
unter Spannung gesetzt zu werden.
04 KETTUP DAUER AM ANFANG
Länge in cm der Kettup-Funktion am Nahtanfang.
Bei dreifädigen Oberteilen muss länger gesaugt werden.
Abschaltung zum Zwecke der Energie-Einsparung.
05 NACHNAEHEN STRECKE
Strecke, in der Nachnähstiche gesetzt werden, wenn das Nähteil
während des Nähvorgangs manuell aus der Näheinrichtung genommen
wird ( z.b. um die Kette zu trennen).
40
Page 45

06 KETTUP DAUER AM ENDE
Zeitdauer der Kettup-Funktion am Nahtende.
Abschaltung zum Zwecke der Energie-Einsparung.
07 FADENLUEFTUNG NAHTENDE
Anzahl der Stiche, bis der Oberfaden am Nahtende entspannt wird.
08 FZ SPERRZEIT AM ENDE
Zeitverzögerung zum Einlegen eines neuen Nähteiles (Sperrzeit nach
Lichtschranke hell).
09 FOTOZELLE 15 EIN/AUS
Schaltzustand der Fotozelle F15 nur bei optionaler Klebestation
vorhanden).
01 = Funktion einschalten
00 = Funktion ausschalten
Ist keine Lichtschranke montiert, erscheint eine Fehlermeldung.
10 STAPLER -> AUSROLLER AUF
Zeitdauer, die der Ausroller abgesenkt ist und fixiert, bis der Stapler
übernimmt.
1
11 ABTASTZEIT KONTURE
Reaktionszeit zur Änderung der Pullergeschwindigkeit (Fotozelle 16)
12 FADENWAECHTER EMPF
Einstellung des Fadenwächters
00 = Funktion ausgeschaltet
01 = Hohe Reaktionsempfindlichkeit
99 = Niedrige Reaktionsempfindlichkeit
(Einstellung ist abhängig vom verwendeten Nähgarn)
13 EFKA POSITION OBEN
Nadelposition beim Nähstart im Programm unten, beim Einfädeln
Nadelposition oben.
41
Page 46

14 STICHLÄNGE
Synchronisation der Absenkposition des Pullers auf die Stichlänge der
Näheinrichtung.
ACHTUNG !
Die Veränderung der Stichlänge wirkt sich auf alle Nahtstrecken aus
–
Stichlänge am Handrad 2 des Oberteiles einstellen
(Z.B. Stufe 6 entspricht ca 3,2 mm Stichlänge)
–
Gewünschte Absenkposition M des Pullers 1 auf dem Nähteil
markieren.
–
Einstellung des Parameters 14 auf die Absenkposition des Pullers
(Toleranzbereich 2 cm)
Senkt der Puller zu früh ab (Pos A) = Wert zu hoch eingestellt
Senkt der Puller zu spät ab (Pos. B) = Wert zu niedrig eingestellt
15 OBERTRANSPORT MAX POS:
Maximale Weitenzugabe.
Sicherheitswert.
Der Wert darf nicht verändert werden.
16 DIFFERENTIAL MAX POS:
Maximale Weitenzugabe.
Sicherheitswert.
Der Wert darf nicht verändert werden.
20 MAX: GESCHWINDIGKEIT
Absicherung der maximalen Nähgeschwindigkeit
42
29 C-KOPF AUS/EIN MODUS
Bezieht sich auf die Klebestation.
00 = Klebestation ausgeschaltet
01 = Klebestation eingeschaltet
37 KLEMME ZU
Zeit Stempel Klebestation
Page 47

6.5 Nahtfolgen
In einem Programm können einzelne Nähte deaktiviert werden, bzw.
die Abfolge der Nähte verändert werden.
Eine deaktivierte Naht ist nicht gelöscht, sondern kann jederzeit wieder
aufgerufen und aktiviert werden.
Diese Funktion wirkt sich nur im aktuell aufgerufenem Programm aus.
Nahtfolge festlegen
–
Programm wählen.
Beispiel: M01
–
Taste “F1” drücken.
Es wird in die Bedienerebene 2 geschaltet.
–
Taste “F2” drücken.
1
1
–
Nummer der ersten Naht über den Ziffernblock eingeben.
–
Mit der Taste “ð “ den Cursor auf die nächste Stelle setzen.
–
Nummer der zweiten Naht eingeben.
Einfügen einer Naht zwischen zwei Stellen
–
Mit den Tasten “ï“ oder “ð “ den Cursor auf die Nahtnummer
setzen, vor der eine neue Naht eingefügt werden soll.
Beispiel auf Nahtnummer 4
–
Taste “ENT” drücken.
Es wird eine freie Stelle 1 zwischen den bereits vorhandenen
Nahtnummern eingefügt.
1
–
Nummer der neuen Naht eingeben.
–
Taste “P” drücken.
Die Nahtfolge wird übernommen.
43
Page 48

Naht in einer Nahtfolge löschen
–
Programm wählen.
Beispiel: M01
–
Taste “F1” drücken.
Es wird in die Bedienerebene 2 geschaltet.
–
Taste “F2” drücken.
–
Mit den Tasten “ï“ oder “ð “ den Cursor auf die Nahtnummer
setzen, die in der Nahtfolge gelöscht werden soll.
–
Taste “0” drücken.
Die Naht wird gelöscht.
–
Taste “P” drücken.
Die Nahtfolge wird übernommen.
1
44
Page 49

6.6 Vornähte
Mit der Nähanlage 1265/5 können auch die Vornähte (Bund- 1, Schlitz2 und Saumnaht 3) verarbeitet werden.
Parameterliste Vornähte aufrufen
–
Taste “F1” drücken.
Es wird in die Bedienerebene 2 geschaltet.
–
Taste “F3” drücken.
1. VORNAHT GESCHWINDIGKEIT
Nähgeschwindigkeit
VORNAHT OBERTRANSPORT
Grundeinstellung Weitenzugabe
VORNAHT DIFFERENTIAL
Grundeinstellung Weitenzugabe
VORNAHT MIT ROLLE
Strecke in cm, bis die Hilfsrolle absenkt, max. 99 cm
2. VORNAHT GESCHWINDIGKEIT
Nähgeschwindigkeit
VORNAHT OBERTRANSPORT
Grundeinstellung Weitenzugabe
VORNAHT DIFFERENTIAL
Grundeinstellung Weitenzugabe
VORNAHT MIT ROLLE
Strecke in cm, bis die Hilfsrolle absenkt, max. 99 cm
3. VORNAHT GESCHWINDIGKEIT
Nähgeschwindigkeit
VORNAHT OBERTRANSPORT
Grundeinstellung Weitenzugabe
VORNAHT DIFFERENTIAL
Grundeinstellung Weitenzugabe
VERKNUEPFT MIT NAHTNUMMER
Die 3. Vornaht kann mit einer Hauptnaht verknüpft werden,
um auf deren Nahtparameter zuzugreifen.
1
Hinweis
Die verknüpfte Hauptnaht darf sonst nicht im Programm benutzt
werden.
45
Page 50

6.7 Naht Start-Modus
Als Startmodus des Nähablaufs stehen zwei Möglichkeiten zur
Verfügung:
Start durch Fotozelle (automatischer Ablauf)
Start mit Fußpedal
Startmodus ändern
–
Taste “F1” drücken.
Es wird in die Bedienerebene 2 geschaltet.
–
Taste “F4” drücken.
Pedalstart für Naht aus
Pedalstart für Naht ein
6.8 Nähmotor aktivieren
6.9 Tageszähler zurücksetzen
Zum Testen des Oberteiles kann der Nähmotor aktiviert werden.
–
Taste “F1” drücken.
Es wird in die Bedienerebene 2 geschaltet.
–
Taste “F5” drücken und gedrückt halten.
Der Nähmotor läuft, solange die Taste “F5” gedrückt wird.
–
Taste “F1” drücken.
Es wird in die Bedienerebene 2 geschaltet.
–
Taste “F7” drücken.
Der Tagesstückzähler wird auf “0” zurückgesetzt.
46
Page 51

6.10 Input - Output-Test
Über den Input-Output-Test können die Ein- und Ausgänge der
Nähanlagensteuerung zur Fehlersuche und zur Überprüfung von
einzelnen Maschinenschritten angewählt werden.
Die Ausgänge (Out) werden separat aufgerufen und getestet. Die
entsprechenden Eingänge (Inp) werden bei aktivem Ausgang
angezeigt.
Aktivierte Ein- / Ausgänge sind durch unterlegte Kennnummern
gekennzeichnet.
Inputtest
Die Eingänge werden direkt getestet.
Beispiel: Fotozelle 13
–
Ein Stück Papier 1 zwischen Foto 13 und Auflageblech schieben.
Input-Nr. 13 wird schwarz unterlegt.
1
1
Outputtest
–
Taste “F1” drücken.
Es wird in die Bedienerebene 2 geschaltet.
–
Taste “F8” drücken.
–
Mit den Tasten “ñ “ oder “ò” die Zahlenreihe anwählen.
–
Mit den Tasten “ï“ oder “ð “ die Kennnummer anwählen.
–
Taste “ENT” drücken.
Die Kennnummer wird schwarz hinterlegt und der Ausgang
aktiviert.
–
Taste “ENT” erneut drücken.
Der Ausgang wird deaktiviert.
Eingangselemente
Signal Input-Nr
S02 02 GND Brücke auf Fotozelle 15, wenn ohne
Saumerkennung “FZ 15”
S04 04 Taster Futterklemme
S05 05 Taster Kleben Start
S09 09 Fadenwächter
S13 13 Fotozelle Programm-Start
S15 15 Fotozelle Saumerkennung
S16 16 Fotozelle Konturenaussteuerung
47
Page 52

Ausgangselemente
Ventil Output-Nr
Y01 01 Nähfuß Lüften
Y02 02 Konturenführung blasen Ein
Y03 03 Konturenführung Auf/Ab
Y04 04 Schlitzleiste blasen Ein
Y05 05 Puller Ab/Auf
Y06 06 Ausroller Ab/Auf
Y07 07 Puller schwenken Ein
Y08 08 Transporteinheit Auf/Ab
Y09 09 Schwert schwenken Ein
Y10 10 Spannungslüftung Ein
Y11 11 Hilfsrolle Ab/Auf
Y12 12 Nähfuß hoher Druck Ein
Y13 13 Schlitzrolle (optional) Ab/Auf
Y14 14 Klebestempel Ab/Auf
Y15 15 Futterklammer Ab/Auf
Y16 16 Anschlag fahrbar zurück/vor
Y26 26 Stapler fahren (optional) Ein
Y27 27 Stapler Start Impuls
Y30 30 Tischblasen Ein
Y31 31 Kettab saugen Ein
Y32 32 Schmutzsaugen Ein
48
Page 53

6.11 Programmier - Menüs
6.11.1 Allgemeines
Die Programmiermenüs ermöglichen die Erstellung von Programmen
und den dazugehörigen Nähten.
Grundsätzlich ist es möglich, ein völlig neues Programm zu erstellenn.
Einfacher ist es:
ein werksseitig geliefertes Programm auf einen freien Speicherplatz
l
im Memory-Speicher zu kopieren und an die
Produktionsbedingungen anzupassen.
ein bereits modifiziertes Programm auf eine freien Speicherplatz im
l
Memory-Speicher zu kopieren und weiter anzupassen.
Um ein neues Programm zu erstellen, sind folgende Arbeitsschritte
erforderlich:
1) Freien Speicherplatz belegen
2) Nähte hinzufügen bzw. bestehende Nähte in ein Programm
kopieren
3) Nähte konfigurieren (an die Produktion anpassen)
6.11.2 Freien Speicherplatz belegen
Zurückblättern in Programmierebenen
Werden die Programmier-Menüs aufgerufen, wird immer das zuletzt
bearbeitete Menü angezeigt.
Welche Programmierebene dabei aufgerufen wurde, ist an der den
Funktionen vorgestellten Ziffer erkennbar.
Um bestimmte Funktionen aufrufen zu können, muss in den
Programmier-Menüs und Service-Menüs zurückgeblättert werden.
Programmier-Menüs aufrufen
–
Taste “P” drücken.
Programmier-Menüs eine Stufe zurückblättern
–
Taste “ï“ drücken.
Werksseitig sind die Speicherplätze M01 -M10 mit Programmen
belegt. Die Speicherplätze M11 - M20 sind frei.
–
Taste “M” drücken.
–
Zweistellige Nummernbezeichnung über den Ziffernblock
eingeben.
1
6.11.3 F1 = INIT Parameter
Funktionen im Menü Init Parameter:
l
F1 = EPROM Global Parameter
l
F2 = EPROM Naht Parameter
l
F3 = Kopieren von Naht Nummer
l
F4 = Naht löschen
49
Page 54

F3 = Kopieren von Naht Nummer (Programm Nummer)
ACHTUNG!
Das aktive Programm wird überschrieben
–
Taste “P” drücken.
Die Programmierebene wird aufgerufen.
–
Taste “F1” drücken.
Funktion INIT PARAMETER wird aufgerufen
–
Taste “F3” drücken.
Funktion KOPIEREN VON NAHT NR wird aufgerufen.
–
Nummer des zu kopierenden Programmes über den Nummernblock
eingeben.
–
Taste “ENT” drücken.
Kopiervorgang bestätigen.
Am Display wird *OK BITTE WARTEN!* angezeigt. Dies ist ein
Hinweis, dass der Kopiervorgang erfolgt.
Im Anzeigefeld des Programmes wird abschließend die
Programmnummer mit den Nähten angezeigt.
F4 = Nahtprogramm löschen
Ein Programm besteht aus mehreren Nähten.
Die Inhalte diese Nähte, die Nahtparameter, können komplett gelöscht
werden.
Das aktuell aufgerufene Programm kann nicht gelöscht werden.
–
Taste “P” drücken.
Die Programmierebene wird aufgerufen.
–
Taste “F1” drücken.
Funktion INIT PARAMETER wird aufgerufen
–
Taste “F4” drücken.
Funktion NAHT LOESCHEN wird aufgerufen
–
Nummer der zu löschenden Naht mit einer der Tasten “1” bis “9”
eingeben.
–
Taste “P” drücken.
Löschvorgang starten.
Am Display erscheint eine Sicherheitsabfrage
“SIND SIE SICHER ?*
–
Taste “ENT” drücken.
Die neue Einstellung wird gespeichert ins Auswahlmenü
zurückgeschaltet.
Am Display wird *OK BITTE WARTEN!* angezeigt. Dies ist ein
Hinweis, dass der Löschvorgang erfolgt.
50
Page 55

6.11.4 F2 = Memory - Card
F1 = Akt. Naht -> Card
l
F2 = Card -> akt. Naht
l
F3 = Masch. Speicher -> Card
l
F4 = Card -> Masch. Speicher
l
F5 = Memory Card Format
l
F1 = Akt. Naht -> Card (Daten auf der Memory-Card speichern)
Die Speicherfunktion ermöglicht wahlweise die Sicherung nur eines
ausgewählten Programmes oder die Sicherung alle Programme.
–
Memory-Card in den Steckplatz am Bedienteil stecken.
–
Taste “P” drücken
Programmier-Menüs werden aufgerufen
–
Taste “F2” drücken
Funktion MEMORY-CARD wird aufgerufen.
Ausgewähltes Programm sichern
–
Taste “F1” drücken
Funktion Akt. Naht -> Card wird aufgerufen.
oder
Alle Programme sichern
–
Taste “F3” drücken
Funktion MASCH SPEICHER -> Card wird aufgerufen.
–
Taste “ENT” drücken
Die Sicherheitsabfrage wird bestätigt.
1
Am Display wird *OK BITTE WARTEN!* angezeigt. Dies ist ein
Hinweis, dass die Datenübertragung erfolgt.
51
Page 56

F2 = Card -> akt. Naht (Datenübertragung von der Memory-Card in die Steuerung)
Auf der Memory-Card gesicherte Daten können wahlweise als
einzelnes Programm oder als komplette Datenmenge aller Programme
in die Steuerung überspielt werden.
Hinweis
Wird die komplette Datenmenge aller Programme in die Steuerung
überspielt, werden alle Daten (z. B. auch zwischenzeitlich geänderte
Nähte) überschrieben.
Änderungen an Nähten sollten deshalb immer sofort als
Einzelsicherung auf der Memory-Card abgespeichert werden.
–
Memory-Card in den Steckplatz am Bedienteil stecken.
–
Taste “P” drücken
Programmier-Menüs werden aufgerufen
–
Taste “F2” drücken
Funktion MEMORY-CARD wird aufgerufen.
Ausgewähltes Programm in die Steuerung überspielen
–
Taste “F2” drücken
Am Display angezeigtes, ausgewähltes Programm überspielen.
Funktion CARD -> AKT. NAHT wird aufgerufen.
oder
Alle Programme in die Steuerung überspielen
–
Taste “F4” drücken
Komplette Datenmenge aller Programme überspielen.
Funktion CARD -> MASCH SPEICHER wird aufgerufen.
–
Taste “ENT” drücken
Die Sicherheitsabfrage wird bestätigt.
F5 = Memory Card Format
Display wird *OK BITTE WARTEN!* angezeigt. Dies ist ein
Hinweis, dass die Datenübertragung erfolgt.
Werden zusätzliche Memory-Cards (als Zubehör erhältlich) zur
Datensicherung benutzt, muss das Speichermedium vor der ersten
Nutzung formatiert werden.
–
Memory-Card in den Steckplatz am Bedienteil stecken.
–
Taste “P” drücken
Programmier-Menüs werden aufgerufen
–
Taste “F2” drücken
Funktion MEMORY-CARD wird aufgerufen.
–
Taste “F5” drücken
Funktion MEMORY CARD FORMAT wird aufgerufen.
Am Display die Sicherheitsabfrage *SIND SIE SICHER ?*
angezeigt.
–
Taste “ENT” drücken
Die Sicherheitsabfrage wird bestätigt.
Display wird *OK BITTE WARTEN!* angezeigt. Dies ist ein
Hinweis, dass die Formatierung erfolgt.
52
Page 57

6.11.5 F3 = Diagnostik
Im Menü Diagnostik sind Service-Funktionen zusammengefasst, die
dazu dienen, Nähanlagen Aggregate sowie die Initiatoren zur
Ansteuerung der Aggregate zu testen.
F1 = Service test
F1 = Speicher Test
F1 = EEPROM 2K
F2 = EEPROM 8K
F3 = RAM 8K
F4 = I/O Modul Dauertest
F5 = I/O Analog Output
F6 = Sonstige Tests
F1 = RS232 Test
F2 = I/O Adapter Test
F3 = Kommunikations Test
F4 = Nähkopf Test
F1 = Nähmotor Ansteuern
F2 = Nähmotor und Puller
F3 = Ausroller
F4 = Obertransport
F5 = Differential
F6 = Sollwergeber
1
–
–
–
Hinweis
Diese Service-Funktionen sollten nur unter Anleitung der
Servceabteilung der Firma Beisler oder zusammen mit erfahrenem
Servicepersonal ausgeführt werden.
Achtung Bruchgefahr!
Bei den Tests werden einzelne Maschinenaggregate oder
Maschinenabläufe gestartet. Sind Bauteile ganz oder teilweise
demontiert oder nicht funktionsbereit, kann dies zu Beschädigung von
Maschinenkomponenten führen.
Test nur in betriebsbereitem Zustand vornehmen.
F1 = Service test/ F1 = Speicher Test
ACHTUNG !
Es werden alle Daten in den Speichern gelöscht.
Taste “P” drücken.
Die Programmierebene wird aufgerufen.
Taste “F3” drücken.
Funktion Diagnostik wird aufgerufen
Testfunktionen aufrufen.
F1 = EEPROM 2K
F2 = EEPROM 8K
F3 = RAM 8K
53
Page 58

F1 = Service test/ F4 = I/O MODUL DAUERTEST
Achtung Verletzungsgefahr!
Alle Ausgänge werden automatisch nacheinander geschaltet.
F4 = Nähkopf Test/ F1 = NAEHMOTOR ANSTEUERN
Die Ist-Drehzahl wird mit der Soll-Drehzahl des Nähmotors verglichen.
–
Die Drehzahl am Nummerblock eingeben.
–
Taste “ENT” drücken.
Der Motor startet, die Ist-Drehzahl wird gemessen und angezeigt.
Die gemessene Drehzahl kann mit der Prüfdrehzahl verglichen
werden.
–
Taste “P” drücken.
Der Test wird beendet.
F4 = Nähkopf Test/ F2 = NAEHMOTOR UND PULLER
Test der Schrittmotoren.
F4 = Nähkopf Test/ F3 = AUSROLLER
Test der Ausrollstrecke
F4 = Nähkopf Test/ F4 = Obertransport
Test der Transportfunktion des Obertransportes
F4 = Nähkopf Test/ F5 = Differential
Test der Funktion des Differentialtransportes
F4 = Nähkopf Test/ F6 = Sollwertgeber
Test des Sollwertgebers
6.11.6 F5 = Zusatzprogramme
F2 = Systemupdate
Ein Systemupdate kann durchgeführt werden.
–
Taste “P” drücken
Programmier-Menüs werden aufgerufen
–
Taste “F5” drücken
Funktion ZUSATZPROGRAMME wird aufgerufen.
–
Taste “F2” drücken
Funktion Systemupdate wird aufgerufen.
–
Gewünschte Funktion anwählen.
F1 = Eprom -> Card
F2 = Card -> Eprom
F3 = Text -> Card
F4 = Card -> Texte
F5 = RS 232 -> Card
54
Page 59

F4 = Stückzähler
F3 = Sprachen Wahl
Die Sprache der Menüführung und der am Display angezeigten
Hinweise kann verändert werden.
–
Taste “P” drücken
Programmier-Menüs werden aufgerufen
–
Taste “F5” drücken
Funktion ZUSATZPROGRAMME wird aufgerufen.
–
Taste “F3” drücken
Funktion Sprachenauswahl wird aufgerufen.
–
Gewünschte Sprache anwählen.
Die Anzahl der insgesamt mit der Nähanlage verarbeiteten Nähteilen
wird in einer Zählfunktion erfasst. Diese Zählfunktion läßt sich nicht auf
Null zurücksetzen.
–
Taste “P” drücken
Programmier-Menüs werden aufgerufen
–
Taste “F5” drücken
Funktion ZUSATZPROGRAMME wird aufgerufen.
–
Taste “F4” drücken
Funktion Stückzähler wird aufgerufen.
–
Zählerstand ablesen.
1
55
Page 60

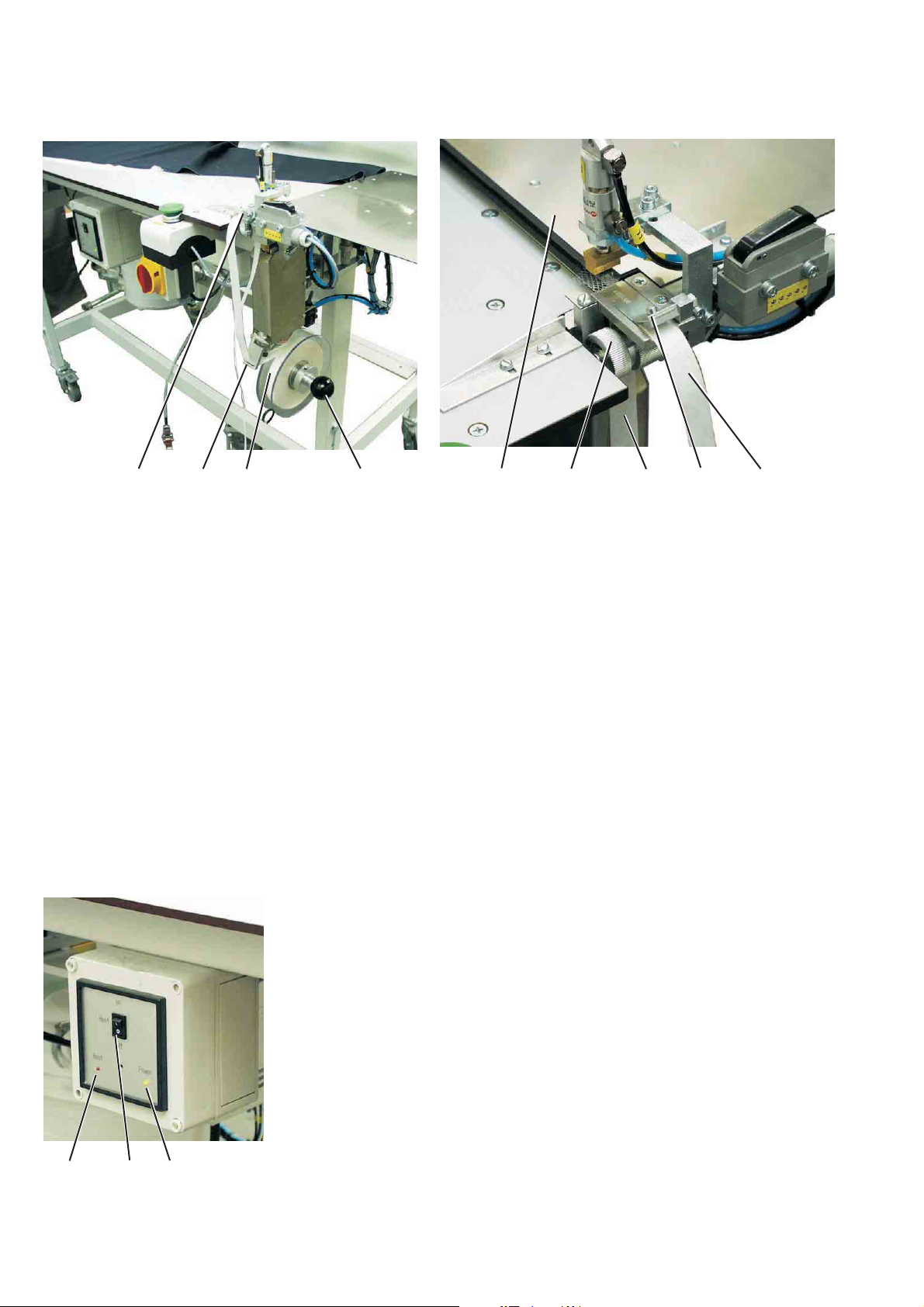
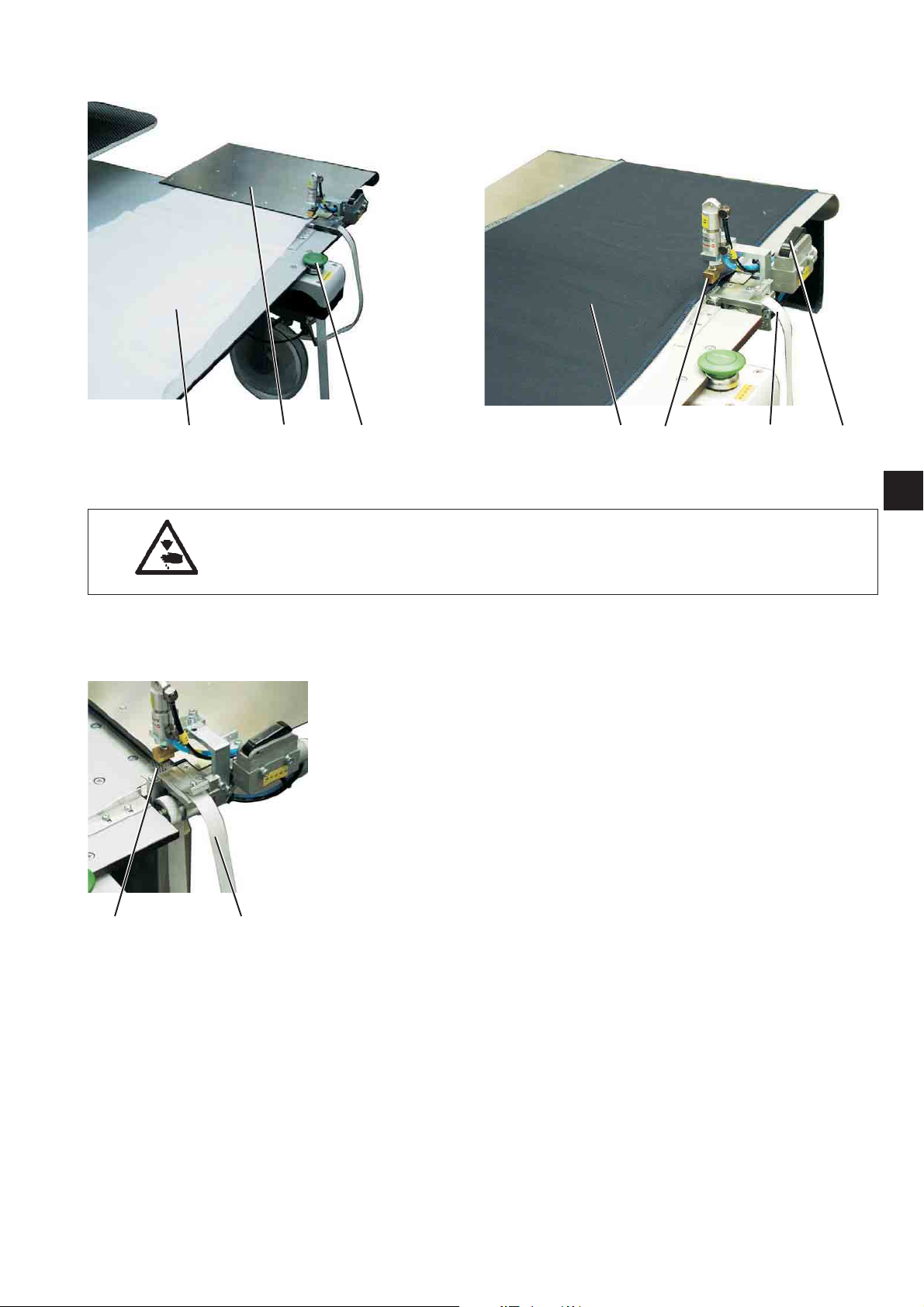
7. Wartung
7.1 Reinigen und Prüfen
Vorsicht Verletzungsgefahr !
Hauptschalter ausschalten.
Die Wartung der Nähanlage darf nur im ausgeschalteten Zustand
erfolgen.
Die Wartungsarbeiten müssen spätestens nach den in den Tabellen
angegebenen Wartungsintervallen vorgenommen werden (siehe Spalte
“Betriebsstunden”).
Bei der Verarbeitung stark flusender Materialien können sich kürzere
Wartungsintervalle ergeben.
Eine saubere Nähanlage schützt vor Störungen.
1
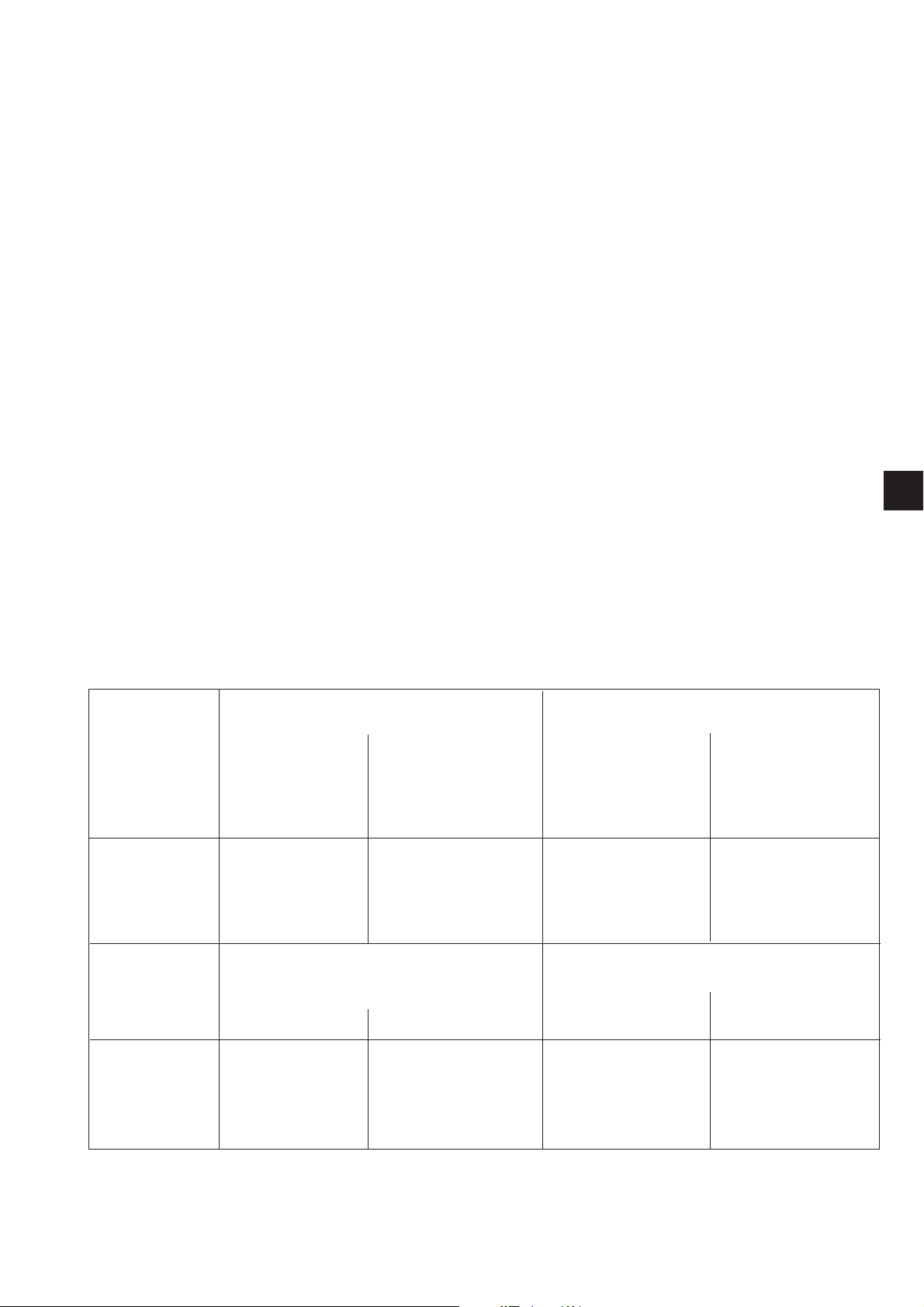
Durchzuführende Erläuterung BetriebsWartungsarbeit stunden
Maschinenoberteil
- Nähstaub und Fadenreste
entfernen.
(z.b. Mit Druckluftpistole)
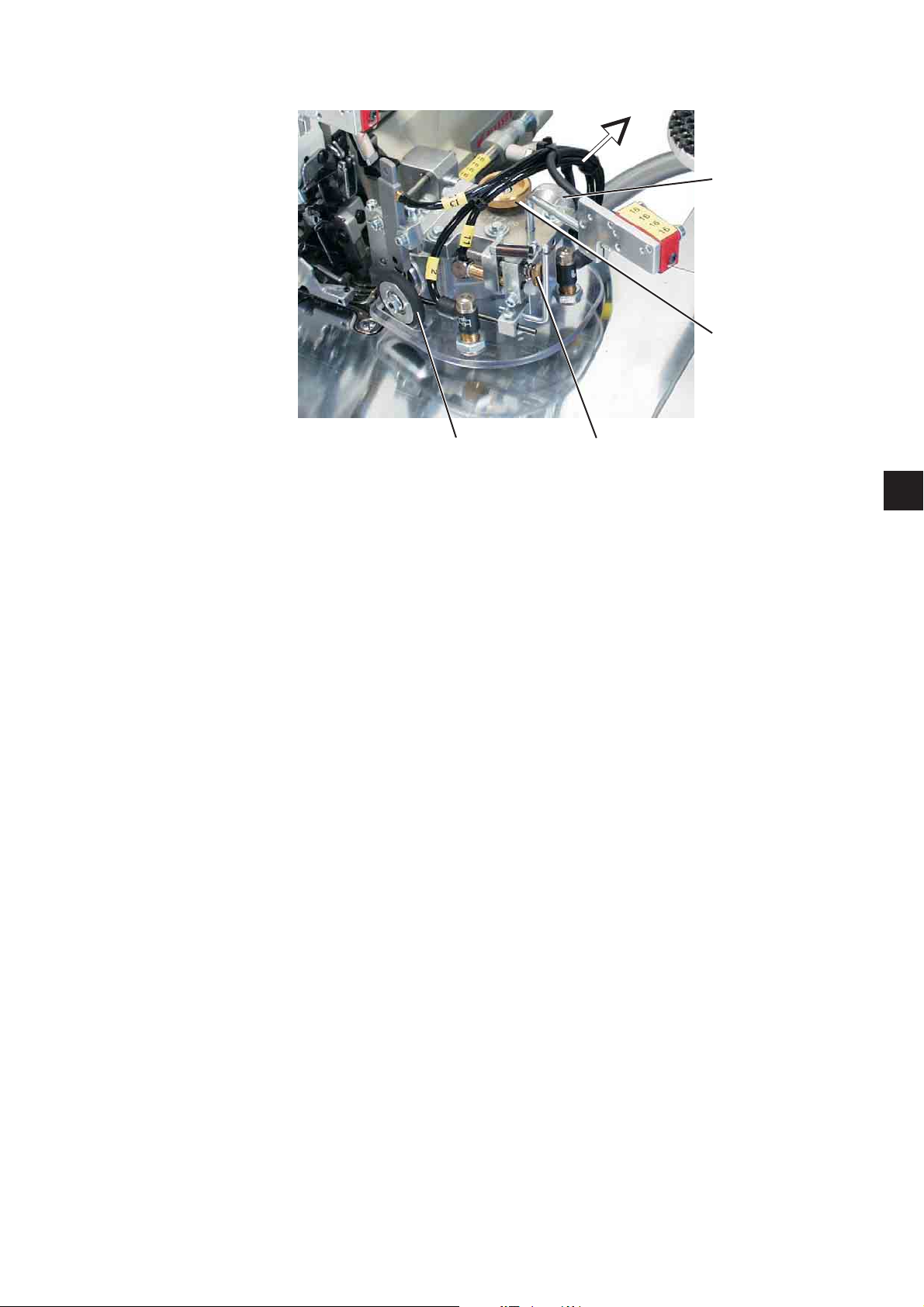
Absaugvorrichtung Behälter 2 der Absaugvorrichtung entleeren
Gesamten Bereich 1 der Fadenführungen
unter dem Stoffgleitblech säubern
- Unteren Teil des Behälters nach links
drehen und Unterteil abnehmen
- Behälter leeren
- Unterteil rechts herum wieder
aufschrauben.
2
8
8
56
Page 61

6543
Durchzuführende Erläuterung BetriebsWartungsarbeit stunden
Pneumatisches System
- Wasserstand im Druckregler
3 prüfen
- Filtereinsatz 4 reinigen
Der Wasserstand darf nicht bis zum
Filtereinsatz 4 ansteigen.
- Wasser nach Drücken des Ablassstiftes 5
unter Druck aus Wasserabscheider
abblasen.
Durch Filtereinsatz 4 werden Schmutz und
Kondenswasser ausgeschieden.
- Nähanlage vom Druckluftnetz trennen.
- Ablassstift 5 hineindrücken.
Das pneumatische System der Nähanlage
muss drucklos sein.
- Wasserabscheider 6 abschrauben
- Filtereinsatz 4 herausnehmen.
Verschmutzte Filterschale und Filtereinsatz
mit Waschbenzin (Kein Lösemittel!)
auswaschen und sauber blasen.
- Wasserabscheider wieder zusammenbauen
und Wartungseinheit anschließen.
40
500
1
- Dichtigkeit des Systems prüfen
500
57
Page 62

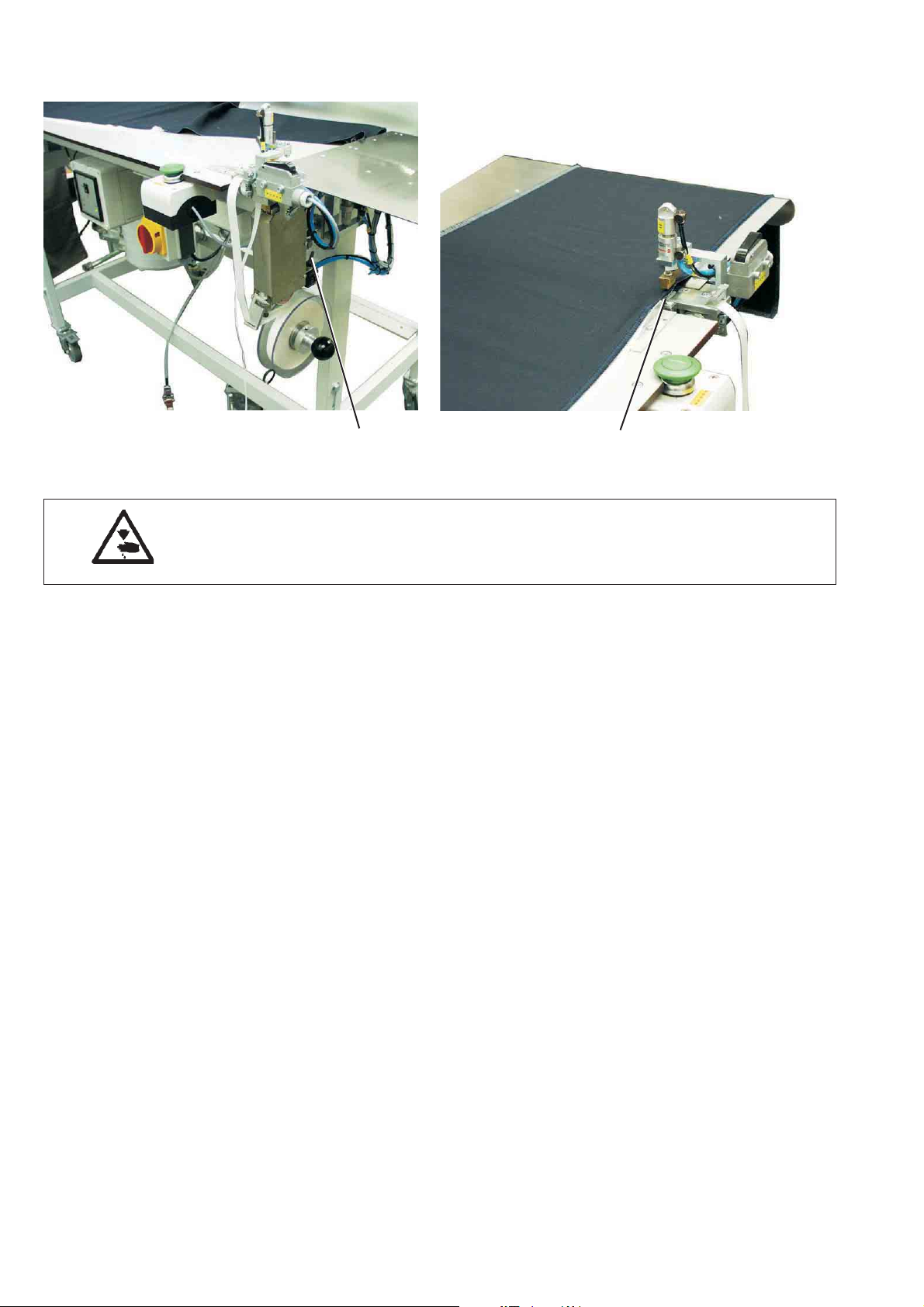
7.2 Ölschmierung
1
Vorsicht Verletzungsgefahr !
Öl kann Hautausschläge hervorrufen.
Vermeiden Sie längeren Hautkontakt.
Waschen Sie sich nach Kontakt gründlich.
ACHTUNG !
Die Handhabung und Entsorgung von Mineralölen unterliegt
gesetzlichen Regelungen.
Liefern Sie Altöl an eine autorisierte Annahmestelle ab.
Schützen Sie die Umwelt.
Achten Sie darauf, kein Öl zu verschütten.
Verwenden Sie zum Ölen des Nähanlagenoberteils ausschließlich das
Schmieröl DA-10 oder ein gleichwertiges Öl mit folgender
Spezifikation:
–
Viskosität bei 40° C: 10 mm²/s
–
Flammpunkt: 150° C
DA-10 kann von den Verkaufsstellen der DÜRKOPP ADLER AG unter
folgender Teile-Nr. bezogen werden:
250-ml-Behälter: 9047 000011
1-Liter-Behälter: 9047 000012
2-Liter-Behälter: 9047 000013
5-Liter-Behälter: 9047 000014
Durchzuführende Erläuterung BetriebsWartungsarbeit stunden
Schmierung Den Ölstand im Nähmaschinenoberteil
regelmäßig prüfen (Schauglas 1).
8
58
Nähere Hinweise entnehmen Sie bitte der
beiliegenden Betriebsanleitung des
Nähmaschinenoberteils.
Page 63

Inhalt Seite:
Teil 2: Aufstellanleitung Kl. 1265/5
1. Lieferumfang ................................................. 3
2. Allgemeines.................................................. 3
3. Aufstellen der Nähanlage ......................................... 4
3.1 Transportsicherungen ............................................ 4
3.2 Arbeitshöhe einstellen ............................................ 5
3.3 Garnständer montieren ............................................ 6
3.4 Bedienfeld ausrichten ............................................ 6
3.5 Stapler montieren und ausrichten ..................................... 7
3.5.1 Überwurfstapler montieren ........................................ 7
3.5.2 Wechselstapler montieren ........................................ 8
3.6 Ablage montieren ............................................... 10
4. Elektrischer Anschluss .......................................... 11
4.1 Nennspannung prüfen ............................................ 11
4.2 Netzanschluss herstellen .......................................... 11
5. Pneumatischer Anschluss ......................................... 12
6. Inbetriebnahme ............................................... 13
6.1 Nähtest ..................................................... 13
2
1
Page 64

11
2
1
3
4
10
5
9
8
7
6
Page 65

1. Lieferumfang
Der Lieferumfang ist abhängig von Ihrer Bestellung.
Nähanlage bestehend aus:
–
1 Nähmaschinenoberteil (je nach Bestellung)
–
2 Garnständer
–
3 Steuerung mit Bedienfeld
–
4 Nähgutablage
–
5 Klemme für Kniefutter (Optional)
–
6 Klebestation für Kniefutter (Optional)
–
7 Fußschalter
–
8 Gestell und Tischplatte
–
9 Absauganlage mit Absaugbehälter
–
10 Stapler (je nach Bestellung)
–
11 Ausroller
–
Druckluftwartungseinheit mit Druckluftpistole
2. Allgemeines
2
ACHTUNG !
Die Nähanlage darf nur von ausgebildetem Fachpersonal aufgestellt
werden.
Alle Arbeiten an der elektrischen Ausrüstung der Nähanlage dürfen nur
von Elektrofachkräften oder entsprechend unterwiesenen Personen
durchgeführt werden.
Der Netzstecker muss dabei herausgezogen sein.
Die beiliegende Betriebsanleitung des Herstellers des Antriebsmotors
ist zu beachten.
3
Page 66

3. Aufstellen der Nähanlage
3.1 Transportsicherungen
1
Vor dem Aufstellen der Nähanlage sind alle Transportsicherungen zu
entfernen.
Transportsicherungen an der Nähanlage
–
Schutzfolien 1 entfernen.
–
Sicherungsbänder am Garnständer, Maschinentisch usw.
Entfernen.
–
Oberteilbefestigungen 2 entfernen (2 x)
Transportsicherungen am Überwurfstapler
4
3
2
–
Sicherungsband 4 am Stapler abnehmen.
–
Sicherungsband 3 abnehmen und Fußpedal absetzen.
4
Page 67

3.2 Arbeitshöhe einstellen
Transportsicherungen am Wechselstapler
–
Sicherungsbänder - am Stapler abnehmen.
2
1
2
Die Arbeitshöhe ist zwischen 850...1200 mm (gemessen bis Oberkante
Tischplatte) einstellbar.
–
Schrauben 1 und 2 an allen vier Holmen lösen.
–
Nähanlage mit geeigneten Hilfsmitteln auf die gewünschte
Arbeitshöhe einstellen.
Um ein Verkanten zu verhindern, Arbeitstisch auf beiden Seiten
gleichmäßig anheben.
–
Schrauben 1 und 2 an allen Holmen wieder festdrehen.
5
Page 68

3.3 Garnständer montieren
21 31
–
Garnständerrohr 1 in die Halterung 2 einsetzen.
–
Garnständerrohr 1 mit der Schraube 3 festschrauben.
3.4 Bedienfeld montieren
4321
Das Bedienfeld 2 ist für den Transport entfernt und das Halterohr 3
abgesenkt worden.
–
Schrauben 4 lösen.
–
Halterohr 3 ganz nach oben ziehen.
–
Schrauben 4 wieder festdrehen.
–
Bedienfeld 1 am Halterohr anschrauben.
–
Stecker 2 ins Bedienfeld stecken und mit den beiden Schrauben
sichern.
6
Page 69

3.5 Stapler montieren und ausrichten
3.5.1 Überwurfstapler montieren
54 3 2 1
–
Stapler mit der Halterung 4 an die Nähanlage heran stellen.
–
Halterung 4 mit zwei Schrauben 5 an der Nähanlage anschrauben.
–
Stapler so ausrichten, dass der Ausstreifer 6 parallel zur
Tischplattenkante 7 steht.
–
Schrauben 5 festdrehen.
–
Erdungsleitung 2 am Stapler anschrauben.
–
Druckluftleitungen 1 und 3 auf den Verteiler aufstecken.
76
2
7
Page 70

3.5.2 Wechselstapler montieren
43 21 25
–
Stapler 1 mit der Halterung 2 an die Nähanlage heran stellen.
–
Halterung 2 mit zwei Schrauben 5 an der Nähanlage anschrauben.
–
Stapler so ausrichten, dass das Schild 3 parallel zur
Tischplattenkante 4 steht.
–
Schrauben 5 festdrehen.
38 7
Pneumatikanschlüsse für das Schild 3
–
Druckluftleitung 7 am Druckluftverteiler 8 des Schildes 3
aufstecken.
–
Druckluftleitungen (32) am Zylinder (32) aufstecken
Schwarze Leitung 9 am Ventil 8 aufstecken.
Blaue Leitung 10 am Ventil 11 aufstecken.
8
11 10 (32) 9 8
Page 71

Pneumatikanschlüsse für den Tisch
432 1
65
–
Druckluftleitungen 2 durch den Holm 2 stecken.
–
Blaue Leitung nach rechts verlegen und mit Schelle 1 sichern.
–
Schwarze Leitung nach links verlegen und mit Schelle 4 sichern.
–
Schwarze Leitung 5 (35) am Ventil 6 aufstecken.
–
Blaue Leitung 8 (35) auf das Ventil 7 aufstecken.
2
87
9
Page 72

3.6 Ablage montieren
321 514
Die Ablagen 2 und 3 wurden für den Transport der Nähanlage entfernt.
–
Schrauben 4 und 5 lösen.
–
Holme 1 ganz nach oben ziehen.
–
Schrauben 4 und 5 wieder festschrauben.
–
Ablagen 2 und 3 auf die Holme 1 stecken und auf die
entsprechende Arbeitshöhe ziehen.
–
Schrauben 6 festdrehen.
10
263
Page 73

4. Elektrischer Anschluss
ACHTUNG !
Alle Arbeiten an der elektrischen Ausrüstung der Nähanlage dürfen nur
von Elektrofachkräften oder entsprechend unterwiesenen Personen
durchgeführt werden.
Der Netzstecker muss herausgezogen sein.
4.1 Nennspannung prüfen
ACHTUNG !
Die auf dem Typenschild der Nähmaschinensteuerung angegebene
Nennspannung und die Netzspannung müssen übereinstimmen.
Nennspannung = 190 - 240 V, 50/60 Hz
4.2 Netzanschluss herstellen
–
Netzstecker anschließen.
2
11
Page 74

5. Pneumatischer Anschluss
Für den Betrieb der pneumatischen Bauteile muss die Nähanlage mit
wasserfreier Druckluft versorgt werden.
ACHTUNG !
Für eine einwandfreie Funktion der pneumatischen Steuervorgänge
muss das Druckluftnetz wie folgt ausgelegt sein:
Auch im Moment des größten Luftverbrauches darf ein
Mindestbetriebsdruck von 6 bar nicht unterschritten werden.
Bei zu hohem Druckluftabfall:
–
Kompressorleistung erhöhen.
–
Durchmesser der Druckluftzuleitung erhöhen.
32 1
Druckluftwartungseinheit anschließen
–
Den Anschlussschlauch 3 am Druckluftnetz anschließen.
Betriebsdruck einstellen
–
Der Betriebsdruck beträgt 6 bar.
Er kann auf Manometer 1 abgelesen werden.
–
Zum Einstellen des Betriebsdruckes Drehgriff 2 hochziehen und
verdrehen.
- Drehen im Uhrzeigersinn = Druck erhöhen
- Drehen gegen Uhrzeigersinn = Druck reduzieren
ACHTUNG !
Aus dem Druckluftnetz darf keine geölte Druckluft zugeführt werden.
Hinter dem Filter wird gereinigte Druckluft als Blasluft zum Reinigen
von Maschinenteilen und zum Ausblasen von Nähteilen entnommen.
In der Blasluft mitgeführte Ölteilchen führen zu Funktionsstörungen
und zur Verschmutzung der Nähteile.
12
Page 75

6. Inbetriebnahme
6.1 Nähtest
Nach Beendigung der Aufstellarbeiten sollte ein Nähtest durchgeführt
werden.
–
Netzstecker einstecken.
Vorsicht Verletzungsgefahr!
Hauptschalter ausschalten.
Nadel- und Greiferfaden nur bei ausgeschalteter Nähanlage einfädeln.
–
Nadel- und Greiferfaden einfädeln
(siehe Bedienanleitung des Nähmaschinenoberteils).
–
Hauptschalter einschalten.
Die Steuerung wird initialisiert.
–
Nähprogramm auswählen.
–
Anlegen und Bedienen sind im Teil 1: Bedienanleitung 1265/5
beschrieben
2
13
Page 76

Page 77

Inhalt Seite:
Teil 3: Serviceanleitung Klasse 1265/5
1. Allgemeines ................................................. 3
2. Kurzanleitung für den Nähkopf ..................................... 4
2.1 Nadelstangenhöhe einstellen ....................................... 4
2.2 Greifer einstellen .............................................. 5
2.2.1 Abstand des Overlock-Greifers zur Nadel ................................ 5
2.2.2 Abstand des oberen Overlock-Greifers zur Nadel ........................... 7
2.3 Nadelschutz einstellen ........................................... 9
2.3.1 Hinterer Nadelschutz ............................................ 9
2.3.2 Vorderer Nadelschutz ............................................ 10
2.4 Transporteur einstellen ........................................... 11
2.4.1 Transporteurneigung ............................................ 11
2.4.2 Transporteurhöhe .............................................. 12
2.4.3 Gleichlauf Differential – Transporteur zum Haupttransporteur .................... 13
2.5 Nähfußfuß einstellen ............................................ 14
2.5.2 Nähfußhöhe ................................................. 14
2.5.2 Nähfuß-Neigung ............................................... 15
2.5.3 Nähfuß-Druck (leichter Druck)....................................... 16
2.5.4 Nähfuß-Druck (hoher Druck)........................................ 16
2.6 Obertransport einstellen .......................................... 17
2.6.1 Allgemeines ................................................. 17
2.6.2 Obertransporteur Nullpunkt ........................................ 17
2.6.3 Obertransporteur Lage ........................................... 18
2.6.4 Obertransporteur Stichstellerhebel .................................... 19
2.6.5 Obertransporteur Hubhöhe ........................................ 20
2.6.6 Federspannung der U-Feder........................................ 21
2.6.7 Obertransporteur Höhe ........................................... 22
2.6.8 Lüfterhebel .................................................. 23
2.6.9 Tupfereinstellung .............................................. 24
2.6.10 Gleichlauf - Obertransport - Einstellung der Referenzstellung des Obertransporteurs ..... 25
2.7 Ober- und Untermesser .......................................... 26
2.7.1 Obermesser wechseln und einstellen .................................. 26
2.7.2 Untermesser wechseln und einstellen .................................. 27
3
3. Nähanlage einstellen ........................................... 28
3.1 Lichtschranken einstellen ......................................... 28
3.2 Konturenführung einstellen ........................................ 30
3.3 Anschlag für Kantenschneider einstellen ................................ 32
3.3.1 Pneumatischer Anschlag (Option) .................................... 32
3.4 Puller und Ausroller ............................................. 33
3.4.1 Zahnriemen des Schrittmotors wechseln ................................ 33
3.4.2 Zahnriemen des Pullers wechseln .................................... 34
Page 78

Inhalt Seite:
3.4.3 Zahnriemen des Ausrollers wechseln .................................. 35
3.5 Direct Drive Nähantrieb .......................................... 36
3.5.1 Referenz einstellen ............................................. 36
4. Wartung.................................................... 37
Page 79

1. Allgemeines
Die vorliegende Serviceanleitung beschreibt das Einstellen der
Einkopf-Umstechanlage 1265/5.
Sie besteht aus:
Kurzanleitung für den Nähkopf
·
Serviceanleitung für die Nähanlage
·
ACHTUNG !
Die Kurzanleitung stellt einen Auszug aus der ausführlichen
Betriebsanleitung des Nähkopfes dar. In jedem Fall muss diese
Betriebsanleitung vollständig gelesen und alle Anweisungen beachtet
werden. Für die Richtigkeit der nachfolgenden Ausführungen
übernimmt die Firma Beisler keine Gewähr.
ACHTUNG !
Die in dieser Serviceanleitung beschriebenen Tätigkeiten dürfen nur
von Fachkräften bzw. entsprechend unterwiesenen Personen
ausgeführt werden!
Vorsicht Verletzungsgefahr !
Bei Reparatur-, Umbau- und Wartungsarbeiten Hauptschalter
ausschalten.
Justierarbeiten und Funktionsprüfungen bei laufender Maschine nur
unter Beachtung aller Sicherheitsmaßnahmen und unter größter
Vorsicht durchführen.
Die vorliegende Serviceanleitung beschreibt das Einstellen der
Nähanlage in zweckmäßiger Reihenfolge.
Hierbei ist zu beachten, dass verschiedene Einstellpositionen
voneinander abhängig sind.
Deshalb das Einstellen unbedingt unter Einhaltung der beschriebenen
Reihenfolge durchführen.
Für alle Einstellarbeiten an stichbildenden Teilen muss eine neue
einwandfreie Nadel eingesetzt werden.
3
3
Page 80

2. Kurzanleitung für den Nähkopf
2.1 Nadelstangenhöhe einstellen
1
2
3
Vorsicht Verletzungsgefahr!
Hauptschalter ausschalten.
Nadelstangenhöhe nur bei ausgeschalteter Nähanlage prüfen und
einstellen.
Regel und Kontrolle
Im oberen Totpunkt der Nadelstange soll der Abstand zwischen
Nadelspitze 4 und der Stichplatte 10,4 - 10,6 mm betragen.
–
Nadelstange in ihren oberen Totpunkt drehen.
–
Prüfen, ob der Abstand zwischen Nadelspitze 4 und Stichplatte 5
10,4 - 10,6 mm beträgt.
4
Korrektur
–
Deckelschrauben 1 herausdrehen und Deckel 2 abnehmen.
–
Nadelstange in ihren oberen Totpunkt drehen.
–
Nähfuß ausschwenken.
5
–
Schraube 3 so weit lösen, dass sich die Nadelstange soeben
schieben läßt.
–
Nadelstange so verschieben, dass der Abstand zwischen
Nadelspitze 4 und Stichplatte 10,4 - 10,6 mm beträgt.
–
Schraube 3 festdrehen.
–
Deckel 2 wieder aufschrauben.
4
Page 81

2.2 Greifer einstellen
2.2.1 Abstand des Overlock - Greifers zur Nadel
1
1
2
5
3
4
3,7 - 3,9 mm
Vorsicht Verletzungsgefahr!
Hauptschalter ausschalten.
Greifer nur bei ausgeschalteter Nähanlage prüfen und einstellen.
3
Einstellung quer zur Nährichtung
Regel und Kontrolle
Im linken Umkehrpunkt des Overlock -Greifers 1 soll der Abstand
zwischen Nadelmitte und Greiferspitze 3,7 bis 3,9 mm betragen.
–
Mit dem Handrad den Overlock-Greifer in seinen linken
Umkehrpunkt drehen.
–
Prüfen, ob der Abstand zwischen Nadelmitte und Greiferspitze 3,7
bis 3,9 mm beträgt.
Korrektur
–
Stichplatte, vorderen Transporteur, sowie vorderen und hinteren
Nadelschutz abschrauben.
–
Den Overlock-Greifer mit dem Handrad in seinen linken
Umkehrpunkt drehen.
–
Schraube 2 lösen und den Greifer am Anschlag 3 in Anlage
bringen.
–
Schraube 2 wieder festdrehen
–
Schraube 4 so weit lösen, dass sich der Greiferträger 5 soeben
drehen lässt.
–
Greiferträger so drehen, dass der Abstand zwischen Nadelmitte
und Greiferspitze 3,7 bis 3,9 mm beträgt.
Hinweis
Drehen Sie Schraube 4 jetzt noch nicht fest.
5
Page 82

0 - 0,05 mm
5
7
8
4
6
Einstellung in Nährichtung
Regel und Kontrolle
Der Abstand zwischen Greiferspitze 7 und Nadel 8 soll
0,0 bis 0,05 mm betragen.
–
Handrad in Drehrichtung drehen, bis die Greiferspitze genau in
Nadelmitte steht.
–
Greiferträger 5 mit der Schraube 6 so einstellen, dass der Abstand
zwischen Greiferträger und Nadel 0,0 bis 0,05 mm beträgt.
–
Einstellung quer zur Nährichtung noch einmal prüfen und ggf.
nachjustieren.
–
Schraube 4 festdrehen.
6
Page 83

2.2.2 Abstand des oberen Overlock - Greifers zur Nadel
1
7
6
4
5
3
9
8
4,4 - 4,7 mm
2
Vorsicht Verletzungsgefahr!
Hauptschalter ausschalten.
Greifer nur bei ausgeschalteter Nähanlage prüfen und einstellen.
Einstellung quer zur Nährichtung
Regel und Kontrolle
Wenn der obere Greifer 9 in seinem linken Umkehrpunkt steht, soll der
Abstand zwischen Greiferspitze 8 und Nadelmitte 4,4 bis 4,7 mm
betragen.
–
Fadenführungen 1 und 3 und Deckel 2 abschrauben.
–
Den Greifer 9 mit dem Handrad in seinen linken Umkehrpunkt
drehen.
–
Schraube 5 lösen.
–
Hebel 4 so verdrehen, dass zwischen Greiferspitze 8 und
Nadelmitte ein Abstand von 4,4 bis 4,7 mm vorhanden ist.
Darauf achten, dass die Stange 7 im Lager 6 keinen Schwergang
aufweist.
–
Schraube 5 festdrehen.
3
7
Page 84

1
Einstellung in Nährichtung
Regel und Kontrolle
Wenn der rechte Greifer den linken Greifer kreuzt, soll der Abstand “A”
0,5 mm und der Abstand “B” 0,1 mm betragen.
2
Korrektur
–
Handrad in Drehrichtung drehen, bis der rechte Greifer den linken
Greifer kreuzt.
–
Schraube 2 lösen.
–
Den rechten Greifer so verdrehen und verschieben, dass der
Abstand “A” 0,5 mm und der Abstand “B” 0,1 mm beträgt.
–
Schraube 2 festdrehen.
–
Nochmals alle Einstellungen prüfen und ggf. nachjustieren.
–
Fadenführungen 1, 2 und den Deckel 3 wieder montieren.
–
Fadenführungen gemäß Kapitel “Fadenregulierung der
Überwendlichgreifer” justieren.
Hinweis
Der rechte Überwendlichgreifer ist von der Dicke der Nadel abhängig.
Für Nadeln Nm 60 - 80 den Greifer mit der Kennzahl 28 und für Nadeln
Nm 80 - 100 den Greifer mit der Kennzahl 22 verwenden.
1
2
8
3
Page 85

2.3 Nadelschutz einstellen
2.3.1 Hinterer Nadelschutz
3
4
3
1
2
1
4
Vorsicht Verletzungsgefahr!
Hauptschalter ausschalten.
Nadelschutz nur bei ausgeschalteter Nähanlage prüfen und einstellen.
3
Regel und Kontrolle
Wenn die Spitze des linken Greifers 3 auf Nadelmitte steht, soll der
hintere Nadelschutz 1 an der Nadel anliegen.
–
Handrad in Drehrichtung drehen, bis die Greiferspitze auf
Nadelmitte steht.
–
Prüfen, ob der Nadelschutz an der Nadel anliegt.
Korrektur bewegliche Version
–
Handrad in Drehrichtung drehen, bis die Greiferspitze auf
Nadelmitte steht.
–
Schraube 2 lösen.
–
Nadelschutz 1 so verschieben, dass der Nadelschutz an der Nadel
anliegt.
–
Schraube 2 festdrehen.
Korrektur feststehende Version
–
Handrad in Drehrichtung drehen, bis die Greiferspitze auf
Nadelmitte steht.
–
Schrauben 4 lösen.
–
Nadelschutz 3 so verschieben, dass der Nadelschutz an der Nadel
anliegt.
–
Schrauben 4 festdrehen.
9
Page 86

2.3.2 Vorderer Nadelschutz
1
1
4
Vorsicht Verletzungsgefahr!
Hauptschalter ausschalten.
Nadelschutz nur bei ausgeschalteter Nähanlage prüfen und einstellen.
Regel und Kontrolle
Wenn die Spitze des linken Greifers auf Nadelmitte steht, soll der
vordere Nadelschutz 1 einen Abstand von 0,1 bis 0,2 mm zur Nadel
haben.
–
–
Korrektur
–
–
–
–
2
Handrad in Drehrichtung drehen, bis die Nadel in ihrem unteren
Totpunkt steht.
Stellung des vorderen Nadelschutzes prüfen.
Handrad in Drehrichtung drehen, bis die Nadel in ihrem unteren
Totpunkt steht.
Schraube 2 lösen.
Nadelschutz 1 so verschieben, dass zwischen Nadelschutz und
Nadel ein Abstand von 0,1 bis 0,2 mm beträgt.
Schraube 2 festdrehen.
10
Page 87

2.4 Transporteur einstellen
2.4.1 Transporteurneigung
21
1
2
Vorsicht Verletzungsgefahr!
Hauptschalter ausschalten.
Transporteurneigung nur bei ausgeschalteter Nähanlage prüfen und
einstellen.
Regel und Kontrolle
Die Transporteure sollen in ihrer höchsten Stellung waagerecht stehen.
–
Handrad in Drehrichtung so weit drehen, dass die Transporteure in
ihrer höchsten Stellung stehen.
–
Stellung der Transporteure prüfen.
Korrektur
–
Handrad in Drehrichtung so weit drehen, dass die Transporteure in
ihrer höchsten Stellung stehen.
–
Schraube 1 lösen.
–
Schraube 2 verdrehen.
Transporteure stehen waagerecht
Transporteure sind nach hinten geneigt
3
Transporteure sind nach vorne geneigt
–
Schraube 1 festdrehen.
11
Page 88

2.4.2 Transporteurhöhe
6
3
3
3
4
5
1
2
Vorsicht Verletzungsgefahr!
Hauptschalter ausschalten.
Transporteurhöhe nur bei ausgeschalteter Nähanlage prüfen und
einstellen.
Regel und Kontrolle
Wenn die Transporteure in ihrer höchsten Stellung stehen, sollen die
Zähne des Haupttransporteurs 4 0,8 mm, die Zähne des
Differentialtransporteurs 5 0,9 bis 1,0 mm und die Zähne des
Hilfstransporteurs 6 0,6 bis 0,7 mm über der Oberkante der
Stichplatte stehen.
–
Handrad in Drehrichtung drehen, bis die Transporteure in ihrer
höchsten Stellung stehen.
–
Stellung der Transporteure zur Stichplatte prüfen.
12
Korrektur
–
Stichplatte abschrauben.
–
Schrauben 1, 2 und 3 etwas lösen.
–
Stichplatte wieder auflegen.
–
Transporteure in ihrer Höhe einstellen.
–
Stichplatte abnehmen.
–
Schrauben 1, 2 und 3 festdrehen.
–
Stichplatte aufsetzen und festschrauben.
Page 89

2.4.3 Gleichlauf Differential – Transporteur zum Haupttransporteur
321
Regel
Die Nullstellung der Schrittmotore wird durch die Referenzierscheibe 3
bestimmt. Sie deckt beim Referenziervorgang den Näherungsinitiator 2
ab.
Korrektur
–
Grundposition des Differentialtransports im Programm auf den
Wert 50 einstellen.
–
Reset - Schalter betätigen.
–
Den Untertransport durch Drehen des Handrades in den vorderen
Umkehrpunkt bringen.
–
Abstand von der Vorderkante des vorderen Transporteurs bis zur
Hinterkante des hinteren Transporteurs messen.
–
Untertransport durch Drehen am Handrad in den hinteren
Umkehrpunkt drehen.
–
Abstand erneut messen.
Die Differenz vom vorderen zum hinteren Abstand darf im hinteren
Umkehrpunkt höchstens 0 mm bis + 0,02 mm betragen.
Sollte die Differenz größer als + 0,02 mm sein, bedeutet dies, dass
der Transport streckend arbeitet.
Die Einstellung des Differentialtransports muss ins Plus verändert
werden.
Die Referenzierscheibe 3 muss nach Öffnen der Klemmschraube 1
nach unten (zum Näherungsschalter hin) verdreht und durch die
Klemmschraube 1 wieder fixiert werden.
Sollte die Differenz kleiner als 0 mm sein, bedeutet dies, dass der
Transport Mehrweite einarbeitet. Somit muss die Einstellung des
Differentialtransports ins Minus verändert werden.
3
Die Referenzierscheibe 3 muss nach Öffnen der Klemmschraube 1
nach oben (vom Näherungsschalter weg) gedreht und durch die
Klemmschraube 1 wieder fixiert werden.
–
Abstand erneut messen.
–
Gegebenenfalls die Einstellung wiederholen.
13
Page 90

2.5 Nähfuß einstellen
2.5.1 Nähfußhöhe
765 4 321
Vorsicht Verletzungsgefahr!
Hauptschalter ausschalten.
Nähfußhub nur bei ausgeschalteter Nähanlage prüfen und einstellen.
Regel
Bei ausgefahrener Kolbenstange 7 soll der Hebel 6 an der Schraube 5
anliegen und der Durchgangsraum unter dem Nähfuß soll 4 mm
betragen.
Korrektur
–
Kontermutter 4 lösen und Schraube 5 ganz nach unten drehen.
–
Nähfuß einschwenken.
–
Handrad in Drehrichtung drehen, bis die Zähne des Transporteurs
unterhalb der Stichplattenoberkante stehen.
–
Schraube 2 lösen und Ring 1 fast bis zum Anschlag nach hinten
drücken.
Ein geringes Spiel muss vorhanden sein, damit der Fuß sicher auf
der Stichplatte aufliegt.
–
In dieser Stellung Schraube 2 festdrehen.
Darauf achten, dass Ring 1 und Hebel 3 kein axiales Spiel haben.
–
Hebel 6 so weit nach unten drücken, bis zwischen Nähfuß und
Stichplatte ein Abstand von ca 4 mm besteht.
–
In dieser Stellung Schraube 5 an Hebel 6 zur Anlage bringen und
kontern.
14
Page 91

2.5.2 Näfuß-Neigung
1
2
3
Vorsicht Verletzungsgefahr!
Hauptschalter ausschalten.
Nähfuß nur bei ausgeschalteter Nähanlage prüfen und einstellen.
Regel und Kontrolle
Nähfußneigung quer zur Nährichtung
Eine Messingfolie 2 von 0,025 mm Stärke soll unter leichter Klemmung
unter dem rechten Teil des Nähfußes 1 herausgezogen werden
können.
Auf der linken Seite 3 muss die Messingfolie geklemmt sein.
–
Messingfolie unter den Nähfuß legen.
–
Transporteure in Tiefstellung drehen.
–
Mit Messingfolie 2 die Nähfußstellung prüfen.
4
6
5
3
Korrektur
–
Schraube 7 am Nähfuß lösen.
–
7
Nähfußneigung einstellen.
–
Schraube 7 festdrehen.
Nähfußneigung in Nährichtung
Die Schraube 4 soll den Nähfuß vorne so weit anheben, dass die
Messingfolie 5 bis 6 mm vor die Nadel geschoben werden kann.
Die Schraube 6 muss in dieser Stellung am Nähfuß anliegen.
–
Messingfolie unter den Nähfuß legen.
–
Transporteure in Tiefstellung drehen.
–
Mit Messingfolie 5 die Nähfußstellung prüfen.
Korrektur
–
Schraube 4 entsprechend verstellen.
–
Schraube 6 zur Anlage an den Nähfuß bringen.
Hinweis
Die Nähfußneigung muss nach dieser Einstellung erneut überprüft
werden.
15
Page 92

2.5.3 Nähfuß-Druck (leichter Druck)
1
Regel und Kontrolle
Der Nähfußdruck der Feder (leichter Druck) muss so groß sein, dass
beim Nähen ohne Obertransport die eingestellte Stichlänge
gleichmäßig über die Nahtstrecke erreicht wird.
–
–
Testnaht nähen.
Stichlänge über die genähte Strecke überprüfen.
2.5.4 Nähfuß Druck (hoher Druck)
Korrektur
–
Stellrad 1 entsprechend verdrehen.
Im Uhrzeigersinn = Nähfußdruck höher
Gegen den Uhrzeigersinn = Nähfußdruck geringer
16
2
Der hohe Nähfußdruck wird über das Stellrad 2 eingestellt und kann
am Manometer 3 abgelesen werden.
–
Stellrad 2 entsprechend verdrehen.
Im Uhrzeigersinn = Nähfußdruck höher
Gegen den Uhrzeigersinn = Nähfußdruck geringer
3
Page 93

2.6 Obertransport einstellen
2.6.1 Allgemeines
2.6.2 Obertransporteur Nullpunkt
Der Obertransportantrieb ist unabhängig vom Untertransport und
verändert sich nicht automatisch mit einer Stichlängenänderung.
Bevor der Obertransport eingestellt werden kann, muss daher die
Stichlänge festgelegt werden.
Für Umstechanlagen wird ein Mittelwert von 2,8 mm pro Stich
festgelegt. Dies ergibt 3,5 Stiche pro cm.
1
3
4
1
5
3
2
Vorsicht Verletzungsgefahr!
Hauptschalter ausschalten.
Obertransport nur bei ausgeschalteter Nähanlage prüfen und
einstellen.
Regel und Kontrolle
Der Nullpunkt soll im hinteren Umkehrpunkt 2 des Obertransporteurs 1
liegen.
Wenn die Nadel von oben kommend 5 mm vor der Stichplattenoberseite steht, soll der Obertransporteur 1 beim Verschieben des
Stichstellers 3 keine Bewegung machen.
–
Handrad drehen, bis die Nadel 5 mm vor der Stichplattenoberkante
steht.
–
Stichstellerhebel bewegen und prüfen, ob der Obertransport keine
Bewegung macht.
Korrektur
–
Schraube 4 lösen.
–
Kloben 5 auf der Welle entsprechend verdrehen.
–
Schraube 4 festdrehen.
–
Stichstellerhebel 3 bewegen und prüfen, ob der Obertransporteur 1
keine Bewegung macht.
17
Page 94

2.6.3 Obertransporteur Lage
1
2
3
1
Vorsicht Verletzungsgefahr!
Hauptschalter ausschalten.
Obertransport nur bei ausgeschalteter Nähanlage prüfen und
einstellen.
Regel und Kontrolle
Im hinteren Umkehrpunkt darf der Obertransporteur 1 auch bei größter
Stichlänge nicht im Stichplattenausschnitt 2 des Nähfußes anschlagen.
–
Handrad drehen und prüfen, ob der Obertransporteur 1 im
Stichplattenausschnitt 2 anstößt.
Korrektur
–
Obertransporteur mit dem Handrad in seinen hinteren
Umkehrpunkt drehen.
–
Schraube 3 lösen.
–
Transporteur so verschieben, das zwischen
Transporteurhinterkante und Stichplattenausschnitt ein Abstand
von 1 mm besteht.
–
Schraube 3 festdrehen.
18
Page 95

2.6.4 Obertransporteur Stichstellerhebel
Raste 12
3
1
Vorsicht Verletzungsgefahr!
Hauptschalter ausschalten.
Obertransport nur bei ausgeschalteter Nähanlage prüfen und
einstellen.
2
Regel und Kontrolle
Wenn der Stichstellerhebel 1 nach Entfernen der Begrenzung und
Ausschwenken des Nähfußes auf der Raste 12 positioniert wird, muss
die Oberkante des Gehäuses 2 mit der Ecke 3 der Kulissengabel auf
einer Höhe stehen.
–
Handrad drehen und Stellung der Kulisse 3 prüfen.
3
19
Page 96

2.6.5 Obertransporteur Hubhöhe
1
2
Vorsicht Verletzungsgefahr!
Hauptschalter ausschalten.
Obertransport nur bei ausgeschalteter Nähanlage prüfen und
einstellen.
Regel und Kontrolle
Der Obertransporteurhub ist abhängig von der zu vernähenden
Materialstärke.
Um die Laufgeräusche zu mindern, ist es von Vorteil, den Hub so
gering wie möglich einzustellen.
Der Hebel 1 soll in der äußersten Position der Kulisse 2 befestigt sein.
Korrektur
–
Schraube am Hebel 1 lösen.
–
Hebel so weit schwenken, dass er an der Vorderseite der Kulisse 2
anliegt.
–
Schraube 1 wieder festdrehen.
20
Page 97

2.6.6 Federspannung der U-Feder
2
3
1
1
Vorsicht Verletzungsgefahr!
Hauptschalter ausschalten.
Obertransport nur bei ausgeschalteter Nähanlage prüfen und
einstellen.
Regel und Kontrolle
Die Federspannung kann individuell oder auf einen festen Wert
eingestellt werden.
Korrektur mit festem Wert
–
Kontermutter 2 lösen.
–
Schraube 1 so verdrehen, dass zwischen SchraubenkopfUnterkante und der Kontermutter ein Abstand von 4 mm besteht.
–
Kontermutter 2 festdrehen.
Korrektur individuell
–
Druckfeder 3 ausbauen.
–
Mit einer Federwaage die Federspannung messen.
–
Kontermutter 2 lösen.
–
Schraube 1 entsprechend verdrehen.
–
Kontermutter 2 festdrehen.
–
Druckfeder 3 wieder einbauen.
3
21
Page 98

2.6.7 Obertransporteur Höhe
3
1
4
2
4
Vorsicht Verletzungsgefahr!
Hauptschalter ausschalten.
Obertransport nur bei ausgeschalteter Nähanlage prüfen und
einstellen.
Regel und Kontrolle
Grundstellung
Der Transporteur 1 soll im oberen Drittel des Langlochs am
Transporteurträger 4 befestigt sein.
In dieser Stellung neigt sich der Transporteur in Nährichtung nach
unten.
Höhe
Wenn die Nadel so weit heruntergedreht wird, das sie am
Abstichzeitpunkt des Greiferfadens steht, soll eine Messingfolie 2 von
0,025 mm Stärke, die unter dem Obertransporteur 1 liegt, vom
Obertransporteur nicht mehr geklemmt werden.
1
2-fädig
3-fädig
22
Korrektur Grundeinstellung
–
Schraube 3 lösen.
–
Transporteur nach unten ziehen.
–
Schraube 3 festdrehen.
Korrektur Höhe
–
Mesiingblech 2 (0,025 mm) unter den Obertransporteur klemmen.
–
Handrad so weit drehen, das die Nadel hinter dem Greiferrücken
steht (siehe Abb. links für 2- und 3-fädige Oberteile).
–
Schraube 3 lösen.
–
Transporteur so einstellen, dass das Messingblech nicht mehr
geklemmt wird.
–
Schraube 3 festdrehen.
Page 99

2.6.8 Lüfterhebel
5
3
1
2
4
Vorsicht Verletzungsgefahr!
Hauptschalter ausschalten.
Obertransport nur bei ausgeschalteter Nähanlage prüfen und
einstellen.
Regel und Kontrolle
In der tiefsten Stellung des Obertransporteurs soll der Abstand
zwischen Oberkante Lüfterhebel 4 und Unterkante Transporteurträger
3 ein Abstand von 0,5 mm bestehen.
–
Schrauben 2 herausdrehen und Deckel 1 abnehmen.
–
Handrad drehen, bis der Obertransporteur in seiner tiefsten
Stellung steht.
–
Prüfen, ob zwischen Oberkante Lüfterhebel 4 und Unterkante
Transporteurträger 3 ein Abstand von 0,5 mm besteht.
3
Korrektur
–
Schraube 5 lösen.
–
Lüfterhebel 4 verstellen.
–
Schraube 5 festdrehen.
–
Deckel 1 montieren und mit Schrauben 2 festschrauben.
23
Page 100

2.6.9 Tupfereinstellung
1
2
1
Vorsicht Verletzungsgefahr!
Hauptschalter ausschalten.
Obertransport nur bei ausgeschalteter Nähanlage prüfen und
einstellen.
Regel und Kontrolle
Wenn die Nadelspitze, von unten kommend, die Stichplatte um 5 mm
verlassen hat, Tupfer 1 nach unten drehen, bis der Obertransporteur
beginnt sich nach oben zu bewegen.
–
Nadel mit dem Handrad in ihren unteren Umkehrpunkt und dann
son weit drehen, bis sie 5 mm über der Stichplatte steht.
–
Prüfen, ob der Obertransport jetzt beginnt, sich nach oben zu
bewegen.
Korrektur
–
Nadel mit dem Handrad in ihren unteren Umkehrpunkt und dann so
weit drehen, bis sie 5 mm über der Stichplatte steht.
–
Kontermutter 2 lösen.
–
Tupfer 1 nach unten drehen, bis der Obertransporteur beginnt sich
nach oben zu bewegen.
–
Kontermutter 2 festdrehen.
24
 Loading...
Loading...