

Page 1

BRASS CRIMPER TOOL
860 and 855 crimpers
for brass ferrules
Professional quality ferrule crimper provides fixed mount production
capability or job-site portability
855 crimper
860 crimper
How To:
Before operating the 855, 855A or 860 Crimper, close the machine and adjust the
screw opposite the end where the handle attaches until the screw just touches the
end stop. Never turn the screw tighter than this. The screw should be looser if
the hose barb fits very tightly and the ferrule ID is close to the hose OD.
A properly placed ferrule will t snugly on to the hose before crimping and will be difcult
to rotate by hand.
1) Place ferrule on the hose.
2) Lubricate the inside of the hose with Dixon
Coupling Lubricant before inserting tting to
make the tting slide in more easily.
3) Insert hose barb.
4) Open hose crimper by raising handle.
5) Place hose into hose crimper, centering the
ferrule on the proper die.
6) Press down on handle until it hits the end
stop. Lift up and rotate hose 90°. Repeat.
•
855 can be used for crimping 31/64" (0.375") to 45/64" (0.710") hose OD range depending on die
• 860 used for crimping 1/2" to 1" ID hoses with larger OD's, from 11/16" to 1-1/2"
• crimps standard brass or aluminum ferrules
• order separate dies for each hose diameter
• weight: 10 lbs.
• 855 crimper with 5 dies for 31/64"
(0.490") to 45/64" (0.710") OD hose
• 855A crimper with 5 dies for 28/64"
(0.447") to 43/64" (0.671") OD hose
• optional dies up to 52/64" die bore
• replacement dies sold separately
• Hose crimper provides "big tool"
crimping advantages at a fraction of
the cost.
• rugged, portable and easy to use
Crimping Dies
Hose OD Range
from to
385" .406"
.447" .468"
.490" .520"
.540" .562"
.590" .625"
.640" .671"
.690" .710"
.760" .781"
.820" .843"
Standard Die
Part Number
856-10
856-7
856-4
856-3
856-2
856-1
856-5
856-8
856-9
Die Bore
.37"
.44"
.48"
.53"
.58"
.63"
.68"
.75"
.81"
Page 2
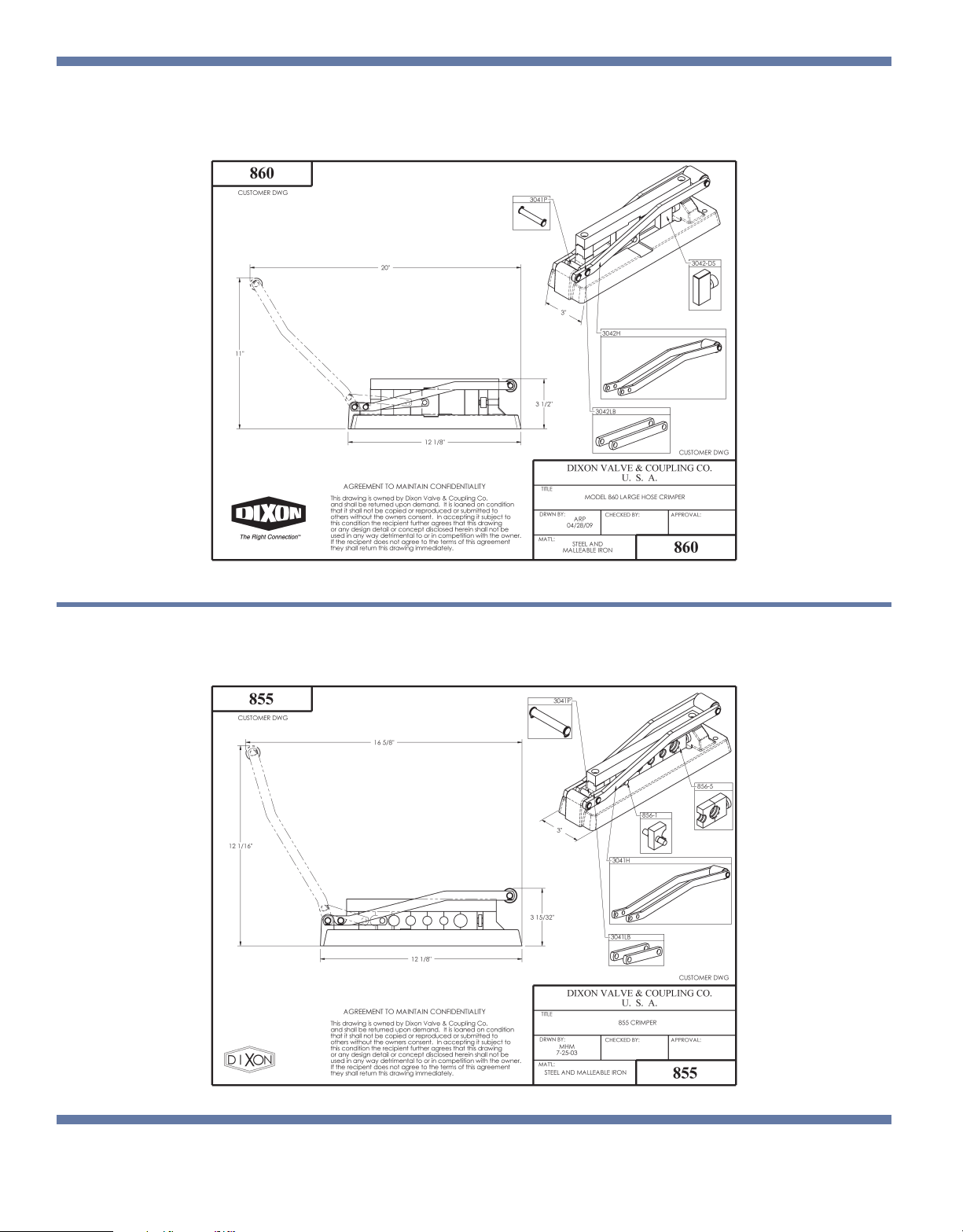
860
parts diagram
855
parts diagram
Dixon
800 High Street
Chestertown, 21620
handcrimp
877.963.4966
dixonvalve.com
 Loading...
Loading...